
10 capitulo iii.doc
20
CAPITULO III CÁLCULO Y SELECCIÓN DE LA BROCA.
-
Upload
juan-genaro-sanchez -
Category
Engineering
-
view
292 -
download
2
Transcript of 10 capitulo iii.doc
CAPITULO III CÁLCULO Y SELECCIÓN DE LA BROCA.

CAPITULO III
49
CAPITULO III
CÁLCULO Y SELECCIÓN DE LA BROCA
3.1 Sustento teórico.
En este apartado se realizó una investigación de campo y bibliográfica, para
poder encontrar la teoría necesaria con el fin de poder realizar el diseño, calculo y
construcción de sistemas, subsistemas y partes del prototipo.
El taladro es una máquina herramienta donde se mecanizan la mayoría de
los agujeros que se hacen a las piezas en los talleres mecánicos. Destacan estas
máquinas por la sencillez de su manejo. Tienen dos movimientos:
1. Rotación de la broca que le imprime el motor de la máquina a través de
una transmisión por poleas y engranajes.
2. Avance de penetración de la broca, que puede realizarse de forma
manual sensitiva o de forma automática, si incorpora transmisión para
hacerlo.
Taladrar es la operación de mecanizado que tiene por objeto producir
agujeros cilíndricos en una pieza cualquiera, utilizando como herramienta una
broca.
El taladrado es un término que cubre todos los métodos para producir
agujeros cilíndricos en una pieza con herramientas de arranque de viruta. Además
del taladrado de agujeros cortos y largos, también cubre el trepanado y los
mecanizados posteriores tales como escariado, mandrinado, roscado y brochado.
CAPITULO III
50
La diferencia entre taladrado corto y taladrado profundo es que el taladrado
profundo es una técnica específica diferente que se utiliza para mecanizar
agujeros donde su longitud es varias veces más larga (8-9) que su diámetro.
Como todo proceso de mecanizado por arranque de viruta la evacuación
de la misma se torna crítica cuando el agujero es bastante profundo, por eso el
taladrado está restringido según sean las características del mismo. Cuanto
mayor sea su profundidad, más importante es el control del proceso y la
evacuación de la viruta.
De todos los procesos de mecanizado, el taladrado es considerado como
uno de los procesos más importantes debido a su amplio uso y facilidad de
realización, es una de las operaciones de mecanizado más sencillas de realizar y
que se hace necesario en la mayoría de componentes que se fabrican.
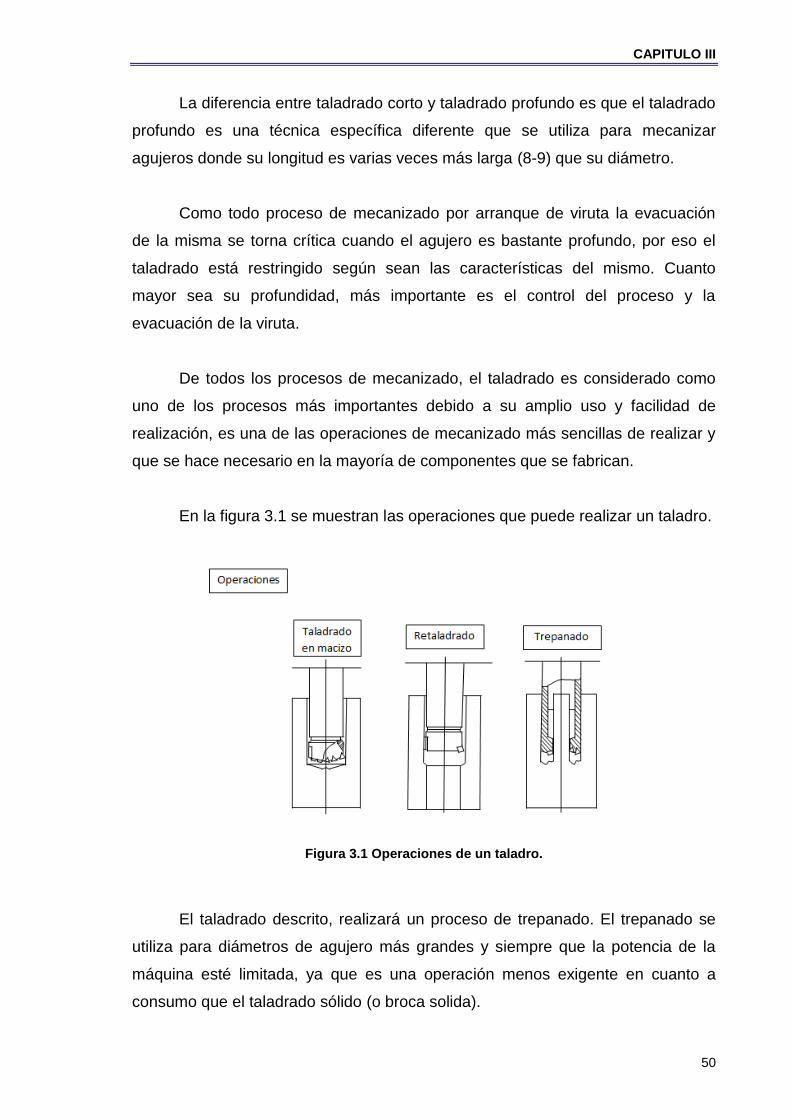
En la figura 3.1 se muestran las operaciones que puede realizar un taladro.
Figura 3.1 Operaciones de un taladro.
El taladrado descrito, realizará un proceso de trepanado. El trepanado se
utiliza para diámetros de agujero más grandes y siempre que la potencia de la
máquina esté limitada, ya que es una operación menos exigente en cuanto a
consumo que el taladrado sólido (o broca solida).

CAPITULO III
51
La herramienta para trepanar no mecaniza todo el diámetro, sólo un anillo
en la periferia.
En lugar de eliminar todo el material en forma de viruta, se va dejando un
núcleo en el centro del agujero; por ello este método se utiliza para aplicaciones
de agujeros de diámetros grandes.
3.2 Diseño geométrico.
3.2.1 Parámetros de corte a considerar.
Los parámetros de corte fundamentales que hay que considerar en el
proceso de taladrado son los siguientes:
Profundidad y diámetro del agujero.
Elección del tipo de broca más adecuada.
Revoluciones por minuto (rpm) del husillo porta brocas.
Avance en mm/Rev. de la broca.
Fuerza específica de corte de los materiales.
Velocidad de corte.
Potencia del motor a utilizar.
Tiempo de mecanizado.
Velocidad de avance.
Velocidad de rotación.
Esfuerzo Torsor.
Arranque de viruta.
Fuerza de avance.
De acuerdo con los datos tomados del modelo anterior, se utiliza una broca
de Diamante Poli cristalino Sintético a 2500 revoluciones por minuto de
aproximadamente.
Lo cual hace necesario incluir un sistema de enfriamiento en la broca, en
este caso se utiliza agua las longitudes de dicha broca se presentan a
continuación.
CAPITULO III
52
Según observaciones se suele tomar una muestra con las siguientes
dimensiones:
Longitud: 100 milímetros.
Diámetro: 25.4 milímetros.
Nuestra primera intención como mejora de este prototipo es eliminar ese
sistema de enfriamiento de la broca por lo que consideramos los siguientes
puntos:
1.- La velocidad de corte es el factor principal que determina la duración de la
herramienta. Una alta velocidad de corte permite realizar el mecanizado en menos
tiempo pero acelera el desgaste de la herramienta.
2.- La velocidad de corte excesiva puede dar lugar a:
Desgaste muy rápido del filo de corte de la herramienta.
Deformación plástica del filo de corte con pérdida de tolerancia del
mecanizado.
Calidad del mecanizado deficiente.
3.- La velocidad de corte demasiado baja puede dar lugar a:
Formación de filo de aportación en la herramienta.
Efecto negativo sobre la evacuación de viruta.
Baja productividad.
Coste elevado del mecanizado.
4.- Fuerzas en el corte de metales:
Fuerza de corte en dirección de la velocidad de corte tangencial.
Fuerza de empuje en la dirección de avance.
Fuerza de penetración en la dirección de profundidad de corte.
Comercialmente hablando el mercado nos ofrece las siguientes brocas:
Acero rápido (HSS) y súper rápido (HHSS).
Plaquitas de carburo con o sin recubrimiento.

CAPITULO III
53
Cerámicas (oxido de aluminio).
Nitruro de boro cubico (CBN) y Diamante.
Lo cual nos lleva a la utilización de una broca que comercialmente sea
accesible tanto económicamente como su fácil obtención.
3.2.2 Características de la broca.
Se ha seleccionado una broca con un diámetro de 0.03175 metros con 11
insertos de tungsteno de la marca Lenox.
El siguiente punto a considerar fue la velocidad de trabajo de la broca. A
continuación en la tabla 3.1, se presenta las recomendaciones expresadas en
rpm para brocas con insertos de carburo según el catalogo - Handtools Lenox.
Tabla 3.1 Velocidades recomendadas para brocas de carburo marca Lenox.
Recomendación de rpm.
Diámetro
Aluminio Plástico
Fibra
de
vidrio
Cerámica-
Azulejo Aglomerado
Hierro
Fundido Pisos
IN MM
3/4 19.1 1700 3430 250 500 3430 410 550
7/8 22.2 1500 2940 210 430 2940 180 470
1 25.4 1300 2570 190 370 2570 150 410
1 1/8 28.6 1100 2290 170 330 2290 140 370
1 1/4 31.7 1000 2080 155 300 2080 125 335
1 3/8 43.9 900 1870 140 270 1870 110 300
1 ½ 38.1 900 1710 120 250 1710 100 270
1 ¾ 44.5 700 1470 110 210 1470 90 240
2 50.8 600 1290 90 190 1290 80 210
2 ¼ 57.2 600 1140 80 170 1140 70 180
2 ½ 63.5 500 1030 70 150 1030 60 160
3 76.5 400 860 60 120 860 50 140
3 ¼ 82.6 400 790 60 110 790 50 130
3 5/8 92.1 400 710 50 100 710 40 110
3 ¾ 95.3 300 690 50 100 690 40 110
4 1/8 104.8 300 620 50 90 620 40 100
4 ¾ 120.7 300 540 40 80 540 30 90
5 127.0 200 480 40 80 500 30 90
5 ½ 139.7 200 420 40 70 460 30 80
CAPITULO III
54
Puesto que la broca en si no cumple con la longitud de la muestra a tomar,
se ha diseñado una probeta de 30 centímetros de longitud hecha de acero, a la
cual se a soldado la broca en cuestión con un ancho de pared de 1.60 milímetros
de acuerdo con las características de la broca.
Para poder calcular la potencia que necesita la broca para la realización del
maquilado es necesario conocer:
Avance por vuelta de la broca en cuestión.
Fuerza especifica de corte del material a cortar.
De acuerdo con los datos de corte de los materiales metálicos más
comunes se muestran en la tabla de anexo A.
La cual nos hace considerar una comida por revolución de 0.15 mm/rev y
una velocidad de corte aproximada de 15 m/min.
3.2.3 Fuerza específica de corte.
La fuerza de corte es un parámetro necesario para poder calcular la
potencia necesaria para efectuar un determinado mecanizado.
Este parámetro está en función del avance de la broca, de la velocidad de
corte, de la maquinabilidad del material, de la dureza del material, de las
características de la herramienta y del espesor medio de la viruta.
Todos estos factores se engloban en un coeficiente denominado Kc. La
fuerza específica de corte se expresa en N/mm2.
A continuación presentamos algunos de los materiales más comunes:
CAPITULO III
55
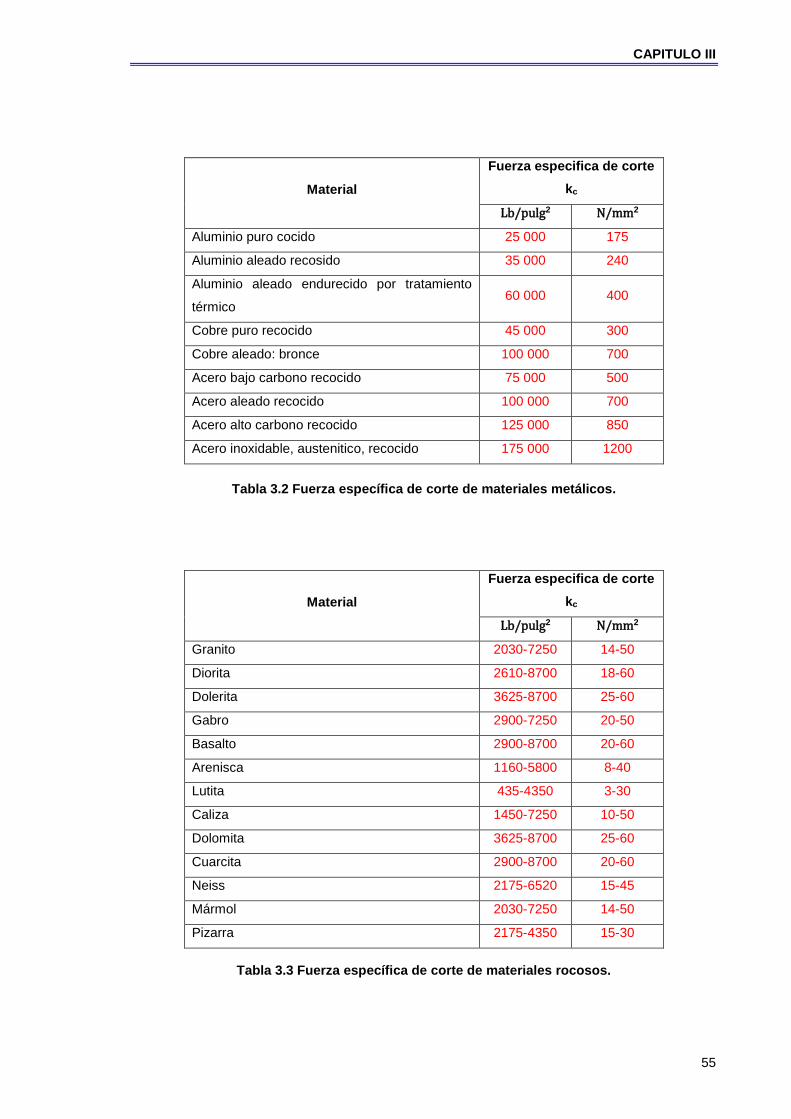
Tabla 3.2 Fuerza específica de corte de materiales metálicos.
Tabla 3.3 Fuerza específica de corte de materiales rocosos.
Material
Fuerza especifica de corte
kc
Lb/pulg2 N/mm2
Aluminio puro cocido 25 000 175
Aluminio aleado recosido 35 000 240
Aluminio aleado endurecido por tratamiento
térmico 60 000 400
Cobre puro recocido 45 000 300
Cobre aleado: bronce 100 000 700
Acero bajo carbono recocido 75 000 500
Acero aleado recocido 100 000 700
Acero alto carbono recocido 125 000 850
Acero inoxidable, austenitico, recocido 175 000 1200
Material
Fuerza especifica de corte
kc
Lb/pulg2 N/mm2
Granito 2030-7250 14-50
Diorita 2610-8700 18-60
Dolerita 3625-8700 25-60
Gabro 2900-7250 20-50
Basalto 2900-8700 20-60
Arenisca 1160-5800 8-40
Lutita 435-4350 3-30
Caliza 1450-7250 10-50
Dolomita 3625-8700 25-60
Cuarcita 2900-8700 20-60
Neiss 2175-6520 15-45
Mármol 2030-7250 14-50
Pizarra 2175-4350 15-30

CAPITULO III
56
3.3 Calculo de la broca.
Se desarrollará el diseño, y calculo tomando en consideración el marco
teórico, los requerimientos necesarios de diseño, el proceso de construcción de
las partes, el estudio comparativo, así como las especificaciones técnicas y
requerimientos propios que deberá cumplir el prototipo, para poder lograr una
propuesta eficiente, adecuada, pertinente, oportuna y de calidad.
3.3.1 Velocidad de rotación.
La velocidad de rotación del husillo porta brocas se expresa habitualmente
en revoluciones por minuto (rpm). En las taladradoras convencionales hay una
gama limitada de velocidades, que dependen de la velocidad de giro del motor
principal y del número de velocidades de la caja de cambios de la máquina.
En las taladradoras de control numérico, esta velocidad es controlada con
un sistema de realimentación que habitualmente utiliza un variador de frecuencia
y puede seleccionarse una velocidad cualquiera dentro de un rango de
velocidades, hasta una velocidad máxima.
La velocidad de rotación de la herramienta es directamente proporcional a
la velocidad de corte y al diámetro de la herramienta.
𝒏 = 𝟏𝟎𝟎𝟎 (𝒎 𝒎𝒊𝒏⁄ ) × 𝒗𝒄(𝒎𝒎 𝒎⁄ )
𝝅 × 𝑫𝒄(𝒎𝒎) (𝒓𝒑𝒎)
Dónde:
n = Revoluciones por minuto del motor (rpm).
= Relación entre la longitud de una circunferencia y su diámetro.
Dc = Diámetro de la broca (mm).
vc = Velocidad de corte (m/min).
CAPITULO III
57
Por lo tanto realizando las operaciones adecuadas se tiene:
𝒏 = 𝟏𝟓 𝒎 𝒎𝒊𝒏⁄ × 𝟏𝟎𝟎𝟎 𝒎𝒎 𝒎⁄
𝝅 × 𝟑𝟐 𝒎𝒎 ≅ 𝟏𝟓𝟎 𝒓𝒑𝒎
Por lo tanto se deberá elegir un motor de combustión interna que cumpla
con esa velocidad de rotación.
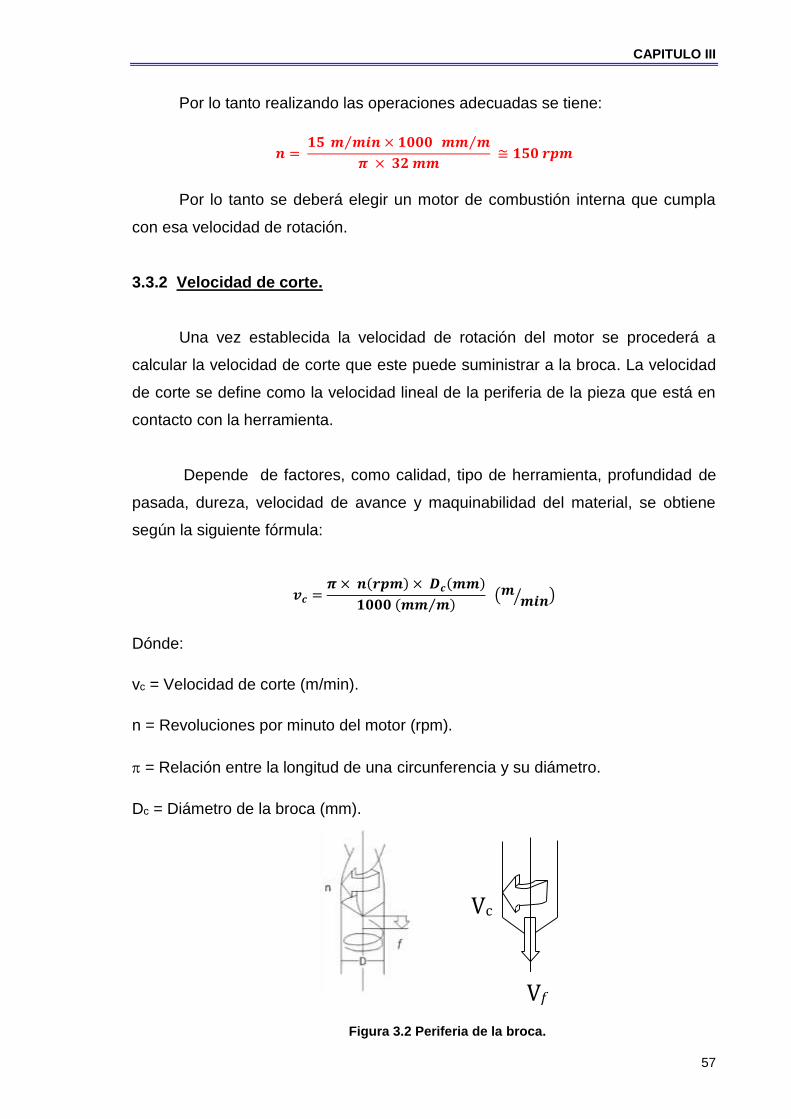
3.3.2 Velocidad de corte.
Una vez establecida la velocidad de rotación del motor se procederá a
calcular la velocidad de corte que este puede suministrar a la broca. La velocidad
de corte se define como la velocidad lineal de la periferia de la pieza que está en
contacto con la herramienta.
Depende de factores, como calidad, tipo de herramienta, profundidad de
pasada, dureza, velocidad de avance y maquinabilidad del material, se obtiene
según la siguiente fórmula:
𝒗𝒄 =𝝅 × 𝒏(𝒓𝒑𝒎) × 𝑫𝒄(𝒎𝒎)
𝟏𝟎𝟎𝟎 (𝒎𝒎 𝒎⁄ ) (𝒎
𝒎𝒊𝒏⁄ )
Dónde:
vc = Velocidad de corte (m/min).
n = Revoluciones por minuto del motor (rpm).
= Relación entre la longitud de una circunferencia y su diámetro.
Dc = Diámetro de la broca (mm).
Figura 3.2 Periferia de la broca.
Vc
Vf
CAPITULO III
58
De acuerdo a las características de la velocidad del motor y el diámetro de
la broca la velocidad de corte se resume a:
𝒗𝒄 =𝟏𝟓𝟎 𝒓𝒑𝒎 × 𝝅 × 𝟑𝟐 𝒎𝒎
𝟏𝟎𝟎𝟎 𝒎𝒎 𝒎⁄= 𝟏𝟓. 𝟎𝟕𝟗𝟔 𝒎
𝒎𝒊𝒏⁄
Una vez conocida la velocidad de corte se procederá a conocer la potencia
requerida para llevar a cabo la operación del trepanado.
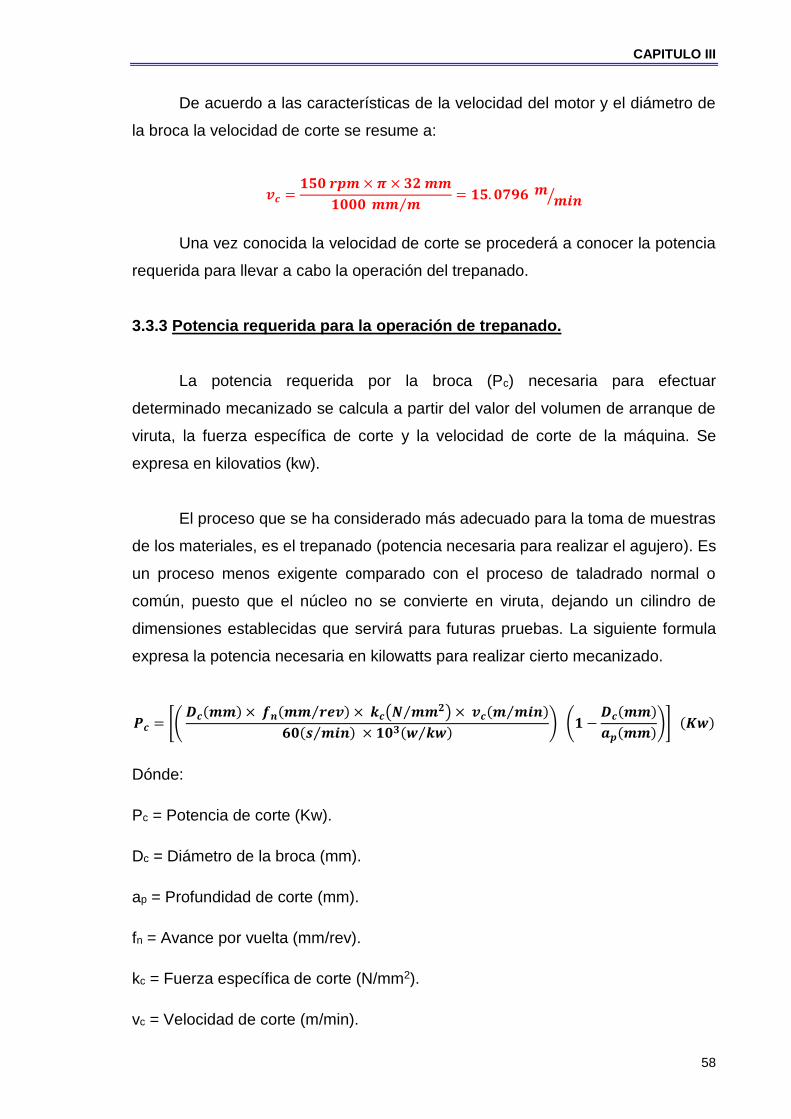
3.3.3 Potencia requerida para la operación de trepanado.
La potencia requerida por la broca (Pc) necesaria para efectuar
determinado mecanizado se calcula a partir del valor del volumen de arranque de
viruta, la fuerza específica de corte y la velocidad de corte de la máquina. Se
expresa en kilovatios (kw).
El proceso que se ha considerado más adecuado para la toma de muestras
de los materiales, es el trepanado (potencia necesaria para realizar el agujero). Es
un proceso menos exigente comparado con el proceso de taladrado normal o
común, puesto que el núcleo no se convierte en viruta, dejando un cilindro de
dimensiones establecidas que servirá para futuras pruebas. La siguiente formula
expresa la potencia necesaria en kilowatts para realizar cierto mecanizado.
𝑷𝒄 = [( 𝑫𝒄(𝒎𝒎) × 𝒇𝒏(𝒎𝒎 𝒓𝒆𝒗⁄ ) × 𝒌𝒄(𝑵 𝒎𝒎𝟐⁄ ) × 𝒗𝒄(𝒎 𝒎𝒊𝒏⁄ )
𝟔𝟎(𝒔 𝒎𝒊𝒏⁄ ) × 𝟏𝟎𝟑(𝒘 𝒌𝒘⁄ )) (𝟏 −
𝑫𝒄(𝒎𝒎)
𝒂𝒑(𝒎𝒎))] (𝑲𝒘)
Dónde:
Pc = Potencia de corte (Kw).
Dc = Diámetro de la broca (mm).
ap = Profundidad de corte (mm).
fn = Avance por vuelta (mm/rev).
kc = Fuerza específica de corte (N/mm2).
vc = Velocidad de corte (m/min).
CAPITULO III
59
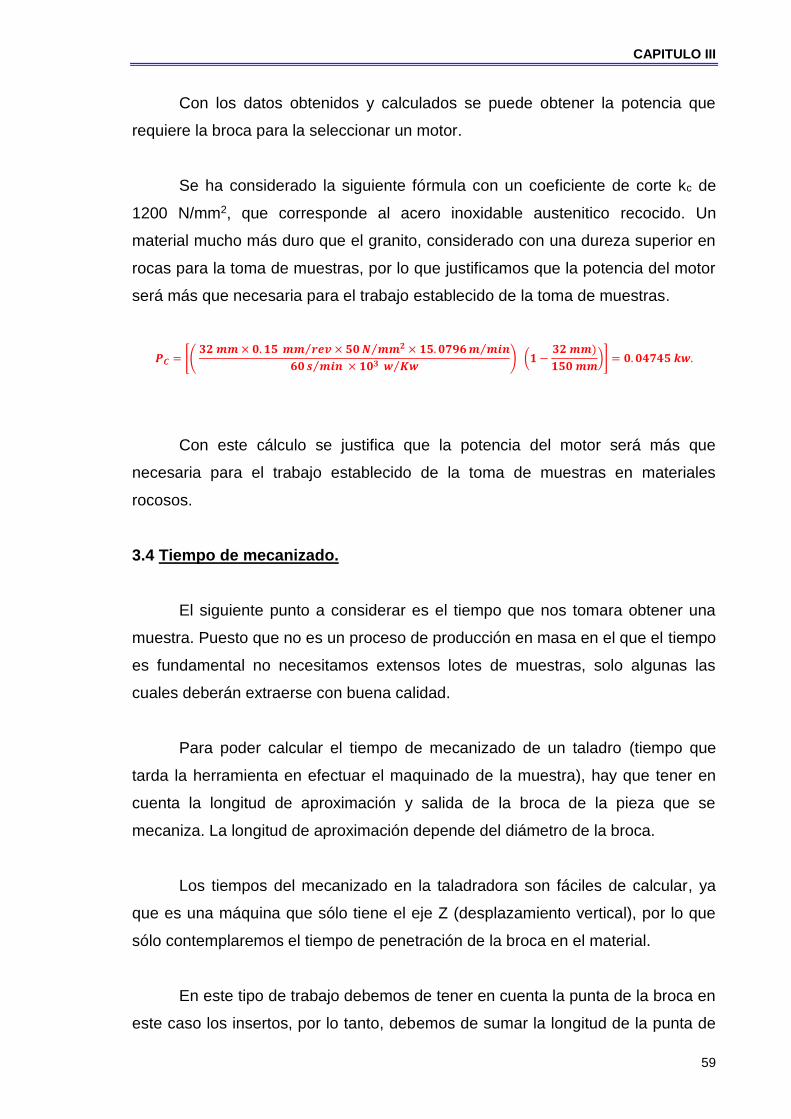
Con los datos obtenidos y calculados se puede obtener la potencia que
requiere la broca para la seleccionar un motor.
Se ha considerado la siguiente fórmula con un coeficiente de corte kc de
1200 N/mm2, que corresponde al acero inoxidable austenitico recocido. Un
material mucho más duro que el granito, considerado con una dureza superior en
rocas para la toma de muestras, por lo que justificamos que la potencia del motor
será más que necesaria para el trabajo establecido de la toma de muestras.
𝑷𝑪 = [( 𝟑𝟐 𝒎𝒎 × 𝟎. 𝟏𝟓 𝒎𝒎 𝒓𝒆𝒗⁄ × 𝟓𝟎 𝑵 𝒎𝒎𝟐⁄ × 𝟏𝟓. 𝟎𝟕𝟗𝟔 𝒎 𝒎𝒊𝒏⁄
𝟔𝟎 𝒔 𝒎𝒊𝒏⁄ × 𝟏𝟎𝟑 𝒘 𝑲𝒘⁄) (𝟏 −
𝟑𝟐 𝒎𝒎)
𝟏𝟓𝟎 𝒎𝒎)] = 𝟎. 𝟎𝟒𝟕𝟒𝟓 𝒌𝒘.
Con este cálculo se justifica que la potencia del motor será más que
necesaria para el trabajo establecido de la toma de muestras en materiales
rocosos.
3.4 Tiempo de mecanizado.
El siguiente punto a considerar es el tiempo que nos tomara obtener una
muestra. Puesto que no es un proceso de producción en masa en el que el tiempo
es fundamental no necesitamos extensos lotes de muestras, solo algunas las
cuales deberán extraerse con buena calidad.
Para poder calcular el tiempo de mecanizado de un taladro (tiempo que
tarda la herramienta en efectuar el maquinado de la muestra), hay que tener en
cuenta la longitud de aproximación y salida de la broca de la pieza que se
mecaniza. La longitud de aproximación depende del diámetro de la broca.
Los tiempos del mecanizado en la taladradora son fáciles de calcular, ya
que es una máquina que sólo tiene el eje Z (desplazamiento vertical), por lo que
sólo contemplaremos el tiempo de penetración de la broca en el material.
En este tipo de trabajo debemos de tener en cuenta la punta de la broca en
este caso los insertos, por lo tanto, debemos de sumar la longitud de la punta de
CAPITULO III
60
la broca hasta la parte cilíndrica al espesor del material a taladrar, a esa altura le
llamamos h y se le da un valor de h = 0,3 x diámetro de la broca.
𝑻 = 𝑳(𝒎𝒎) + 𝒉(𝒎𝒎)
𝒏(𝒓𝒑𝒎) × 𝒇𝒏(𝒎𝒎 𝒓𝒆𝒗⁄ ) (𝒎𝒊𝒏)
𝒉 = [𝟎. 𝟑 𝑫𝒄 (𝒎𝒎)] (𝒎𝒎)
Dónde:
T = Tiempo de mecanizado (min).
L = Longitud a taladrar (mm).
N = Revoluciones por minuto de la broca (rpm).
fn = Avance de la broca o alcance por revolución (mm/rev).
Dc = Diámetro de la broca (mm).
h = Longitud (desde la punta de la broca o parte cilíndrica al espesor del material
a taladrar, mm).
Con los datos obtenidos podemos calcular el tiempo de mecanizado de una
muestra de la siguiente manera:
𝑻 = 𝟏𝟓𝟎 𝒎𝒎 + (𝟎. 𝟑 × 𝟑𝟐 𝒎𝒎)
𝟏𝟓𝟎 𝒓𝒑𝒎 × 𝟎. 𝟏𝟓 𝒎𝒎 𝒓𝒆𝒗⁄= 𝟕. 𝟎𝟗𝟑𝟑 𝒎𝒊𝒏
3.5 Características del taladro.
3.5.1 Velocidad de avance.
El avance o velocidad de avance en el taladrado es la velocidad relativa
entre la pieza y la herramienta, es decir, la velocidad con la que progresa el corte.
CAPITULO III
61
El avance de la herramienta de corte es un factor muy importante en el
proceso de taladrado. Cada broca puede cortar adecuadamente en un rango de
velocidades de avance por cada revolución de la herramienta, denominado
avance por revolución (fn).
Este rango depende fundamentalmente del diámetro de la broca, de la
profundidad del agujero, además del tipo de material de la pieza y de la calidad de
la broca.
Este rango de velocidades se determina experimentalmente y se encuentra
en los catálogos de los fabricantes de brocas. Además, esta velocidad está
limitada por la rigidez de las sujeciones de la pieza, de la herramienta y por la
potencia del motor de avance de la máquina.
El grosor máximo de viruta en mm es el indicador de limitación más
importante para una broca. El filo de corte de las herramientas se prueba para
que tenga un valor determinado entre un mínimo y un máximo de grosor de la
viruta.
𝑽𝒇 = 𝒏(𝒓𝒑𝒎) × 𝒇𝒏 (𝒎𝒎 𝒓𝒆𝒗⁄ ) (𝒎𝒎 𝒎𝒊𝒏⁄ )
Dónde:
Vf = Velocidad de avance (mm/min).
n = Revoluciones por minuto del motor (rpm).
fn = Avance por vuelta (mm/rev).
Al igual que con la velocidad de rotación de la herramienta, en las
taladradoras convencionales la velocidad de avance se selecciona de una gama
de velocidades disponibles, mientras que las taladradoras de control numérico
pueden trabajar con cualquier velocidad de avance hasta la máxima velocidad de
avance de la máquina.
La velocidad de avance de nuestro prototipo es el siguiente:
𝑽𝒇 = 𝟏𝟓𝟎 𝒓𝒑𝒎 × 𝟎. 𝟏𝟓 𝒎𝒎 𝒓𝒆𝒗⁄ = 𝟐𝟐. 𝟓 𝒎𝒎𝒎𝒊𝒏⁄
CAPITULO III
62
3.5.2 Esfuerzo torsor.
Hay dos conceptos de la mecánica que las personas tienden a confundir, el
primero es el de torque que por definición es el producto de una fuerza por la
distancia donde se aplica dicha fuerza, esto también se denomina momento, par o
trabajo mecánico.
Otra definición de lo mismo es: torque es el trabajo que puede realizar un
motor, su unidad es Kg- m, Libras -pie, etc. El otro concepto es el de potencia que
es el trabajo que se puede desarrollar por unidad de tiempo, es decir es la
velocidad con que se puede realizar un trabajo, su unidad es CV, KW, HP, etc.
Es un punto a considerar para poder conocer el ángulo de torsión de la
probeta broca.
La siguiente fórmula expresa el par Torsor en N-m:
𝑻𝑴𝒐𝒕𝒐𝒓 =𝟗𝟓𝟓𝟎 × 𝑷𝒄(𝑲𝒘)
𝒏 (𝒓𝒑𝒎)= (𝑵 − 𝒎)
Dónde:
Tmotor = torque del motor (N-m).
Pc = Potencia del motor (Kw).
n = Revoluciones por minuto (rpm).
Sustituyendo valores y realizando las operaciones correspondientes
tenemos que el torque de la maquina sería el siguiente:
𝑻𝑴𝒐𝒕𝒐𝒓 =𝟗𝟓𝟓𝟎 × 𝟏. 𝟏𝟏𝟗𝟎 𝑲𝒘
𝟏𝟓𝟎 𝒓𝒑𝒎= 𝟕𝟏. 𝟐𝟒𝟑 𝑵 − 𝒎
CAPITULO III
63
Una vez conociendo el torque de la maquina se comprobara que la probeta
puede transmitir por lo menos 1.5 HP necesarios para poder llevar a cabo el
proceso de maquilado.
Primeramente hay que considerar que nuestra probeta es hueca por lo que
se le considera un árbol hueco y por consiguiente es necesario conocer el
momento de inercia polar de este.
3.5.2 Momento polar de inercia para la probeta.
Para un árbol hueco circular de diámetro exterior D con un agujero circular
concéntrico de diámetro d, el momento polar de inercia de la sección
representado está dado por:
𝑰𝑷𝑯=
𝝅 (𝑫𝒆𝒙𝒕𝟒(𝒄𝒎) − 𝒅𝒊𝒏𝒕
𝟒(𝒄𝒎))
𝟑𝟐 (𝒄𝒎𝟒)
Dónde:
IPH = Momento polar de inercia para un árbol hueco (cm4).
Dext. = Diámetro exterior de la broca (cm).
dint. = Diámetro interior de la broca (cm).
Por lo tanto, el momento polar de inercia de la probeta-broca es el
siguiente:
𝑰𝑷𝑯=
𝝅 [(𝟑. 𝟐 𝒄𝒎)𝟒 − (𝟐. 𝟖 𝒄𝒎)𝟒]
𝟑𝟐= 𝟒. 𝟐𝟔 𝒄𝒎𝟒
3.5.4 Ángulo de torsión de la probeta.
CAPITULO III
64
Si un árbol de longitud L, está sometido a un momento de torsión T, en
toda su longitud, el 𝜗 que en un extremo de la barra gira respecto del otro es:
𝝑 = 𝑻(𝒌𝒈 − 𝒄𝒎) × 𝑳(𝒄𝒎)
𝑰𝑷𝑯(𝒄𝒎𝟒) × 𝑮 (𝒌𝒈 𝒄𝒎𝟐⁄ )
(°)
Dónde:
= Ángulo de torsión del árbol ()
T = Par torsor máximo que puede suministrar el motor (kg-cm).
L = Longitud del árbol (cm).
IPH = Momento polar de inercia para un árbol hueco (cm4).
G = Modulo de elasticidad cortante (Kg-cm2).
El equivalente de los 71.2430 N-m a kg cm es igual a 725 kg-cm.
Sustituyendo en la fórmula se tiene:
𝝑 = 𝟕𝟐𝟓 𝒌𝒈 − 𝒄𝒎 × 𝟑𝟎 𝒄𝒎
[𝟒. 𝟐𝟔 𝒄𝒎𝟒 × (𝟐. 𝟖 × 𝟏𝟎𝟓 𝒌𝒈 𝒄𝒎𝟐⁄ )]= 𝟎. 𝟎𝟏𝟖𝟐𝟑 °
El resultado es lo que se deformaría la probeta en cuestión, realmente lo
consideramos aceptable.
3.5.5 Efectos por torsión.
Los efectos de la aplicación de una carga de torsión a una barra son:
1. Producir un desplazamiento angular de la sección de un extremo respecto
a otro.
2. Originar tensiones cortantes en cualquier sección de la barra perpendicular
a su eje.
3.5.6 Arranque de viruta.

CAPITULO III
65
Se denota con la letra Zw y nos da una idea de la velocidad de remoción en
una operación de mecanizado con taladro.
Esta se expresa en cm3/min y está dada por la siguiente fórmula:
𝒁𝒘 = 𝑫𝒄(𝒎𝒎) × 𝒇𝒏(𝒎𝒎 𝒓𝒆𝒗⁄ ) × 𝒗𝒄(𝒎𝒎 𝒎𝒊𝒏⁄ )
𝟏𝟎𝟎𝟎 (𝒎𝒎𝟑 𝒄𝒎𝟑⁄ ) (𝒄𝒎𝟑 𝒎𝒊𝒏⁄ )
Dónde:
Zw = Arranque de viruta (cm3/min).
fn = Avance por vuelta (mm/rev).
Dc = Diámetro de la broca (mm).
Vc = Velocidad de corte (m/min).
𝒁𝒘 = 𝟑𝟐 𝒎𝒎 × 𝟎. 𝟏𝟓 𝒎𝒎 𝒓𝒆𝒗⁄ × 𝟏𝟓𝟎𝟕𝟗. 𝟔 𝒎𝒎 𝒎𝒊𝒏⁄
𝟏𝟎𝟎𝟎 𝒎𝒎𝟑 𝒄𝒎𝟑⁄= 𝟕𝟐. 𝟑𝟖𝟐𝟎 𝒄𝒎𝟑
𝒎𝒊𝒏⁄
Este Zw es considerado para una broca común o de árbol macizo lo cual
nos lleva a considerar lo siguiente: Si ZW = 26.5392 (cm3/min) para una broca
normal cuya área se representa:
𝑨𝑩𝑴=
𝝅 × (𝑫 (𝒄𝒎))𝟐
𝟒
ABM = Área de la broca de árbol macizo
𝑨𝑩𝑴=
𝝅 × (𝟑. 𝟐 𝒄𝒎)𝟐
𝟒= 𝟖. 𝟎𝟒𝟐𝟒 𝒄𝒎𝟐
El área del árbol hueco
𝑨𝑩𝑯=
𝝅 × (𝑫𝒆𝒙𝒕𝟐 − 𝒅𝒊𝒏𝒕
𝟐)
𝟒 (𝒄𝒎𝟐)
Dónde:
ABH = Área de la broca de árbol hueco (cm2).
CAPITULO III
66
Dext.= Diámetro exterior de la broca (cm).
dint. = Diámetro interior de la broca (cm).
𝑨𝑩𝑯=
𝝅((𝟑. 𝟐 𝒄𝒎)𝟐 − (𝟐. 𝟖 𝒄𝒎)𝟐)
𝟒= 𝟏. 𝟖𝟖𝟒𝟗 (𝒄𝒎𝟐)
Por regla de tres obtenemos:
𝑨𝒓𝒆𝒂 𝒆𝒏 (𝒄𝒎𝟐) 𝑨𝒓𝒓𝒂𝒏𝒒𝒖𝒆 𝒅𝒆 𝒗𝒊𝒓𝒖𝒕𝒂 𝒆𝒏 (𝒄𝒎𝟑 𝒎𝒊𝒏⁄ )
8.0424 𝑐𝑚2 72.3820(𝑐𝑚3 𝑚𝑖𝑛⁄ )
1.8849 𝑐𝑚2 12.4200(𝑐𝑚3 𝑚𝑖𝑛⁄ )
Tabla 3.4 Arranque de viruta.
Por lo tanto
𝒁𝒘𝑯= 𝟏𝟐. 𝟒𝟐𝟎𝟎 (𝒄𝒎𝟑 𝒎𝒊𝒏⁄ )
Es la cantidad de material removido por unidad de tiempo que nuestro
prototipo puede llevar a cabo.
3.5.7 Par del trepanado.
Sera el torque máximo que se necesita para realizar la operación de
trepanado y estará dada en función al tipo de material a maquilar, el diámetro de
la broca, la profundidad del agujero y la comida por revolución que el taladro
puede ejercer.
𝑻𝑻𝒓𝒆𝒑𝒂𝒏𝒂𝒅𝒐 = 𝟏𝟐⁄ ×
𝒗𝒄(𝒎/𝒎𝒊𝒏) × 𝒇𝒏(𝒎𝒎/𝒓𝒆𝒗) × 𝒌𝒄(𝑵 𝒎𝒎𝟐⁄ ) × 𝒂𝒑(𝒎𝒎)
𝟐𝟎𝟎𝟎 × (𝟏 −
𝑫𝒄(𝒎𝒎)
𝒂𝒑(𝒎𝒎)) (𝑵 − 𝒎)
Dónde:
Tt = Par del trepanado (N-m).
CAPITULO III
67
vc = Velocidad de corte (m/min).
fn = Avance por vuelta (mm/rev).
ap = Profundidad de corte (mm).
kc = Fuerza específica de corte (N/mm2).
Sustituyendo se tiene que el torque necesario para efectuar el maquilado
del granito es:
𝑻𝑻𝒓𝒆𝒑𝒂𝒏𝒂𝒅𝒐 = 𝟏𝟐⁄ ×
𝟏𝟓. 𝟎𝟕𝟗𝟔 𝒎/𝒎𝒊𝒏 × 𝟎. 𝟏𝟓 𝒎𝒎 𝒓𝒆𝒗⁄ × 𝟓𝟎 𝑵 𝒎𝒎𝟐⁄ × 𝟏𝟓𝟎 𝒎𝒎
𝟐𝟎𝟎𝟎 × (𝟏 −
𝟑𝟐 𝒎𝒎
𝟏𝟓𝟎 𝒎𝒎) = 𝟑. 𝟑𝟓𝟎𝟒 𝑵 − 𝒎
Si se compara con el torque que puede proporcionar el motor de
combustión interna se puede asegurar que se cuenta con el torque suficiente para
dicha operación.
𝑻𝑴𝒐𝒕𝒐𝒓 = 𝟕𝟏. 𝟐𝟒𝟑 𝑵 − 𝒎 > 𝑻𝑻𝒓𝒆𝒑𝒂𝒏𝒂𝒅𝒐 = 𝟑. 𝟑𝟓𝟎𝟒 𝑵 − 𝒎


















