
11 capitulo iv
24
CAPÍTULO IV PROGRAMACIÓN DEL MANTENIMIENTO 4.0 INTRODUCCIÓN Planificación del mantenimiento es la función que tiene bajo su responsabilidad el establecimiento y el mantenimiento de un plan general para las operaciones de mantenimiento; tiene como responsabilidad: • Emitir todas las autorizaciones de trabajo (O.T. para el mantenimiento). • Analiza y evalúa todas las solicitudes de trabajo provenientes de operación, inspección, etcétera. • Vigilar que se realice solamente el trabajo necesario. • Vigilar que los trabajos se realicen del modo más efectivo. • Administrar los recursos disponibles para las operaciones de mantenimiento. • Analizar y evaluar los resultados de la ejecución del mantenimiento lo cual permitiría el mejoramiento en la planificación. Dentro de la función de planificación se encuentra la función programar cuya actividad esencial es mantener un balance adecuado entre la capacidad y las cargas de trabajo; tiene tres funciones principales: • Calcular cada semana la carga de trabajo, comprobando de esta forma posibles sobredimensionados o subdimensionados con relación a los recursos reales disponibles. • Calcular la posible ineficiencia. • Controlar presupuestariamente el gasto real con respecto al presupuesto previsto. 4.1 NIVELES DE PROGRAMACIÓN. Los niveles de programación que normalmente se tienen son: 1. PROGRAMACIÓN DE TRABAJOS EXTRAORDINARIOS. Están incluidos aquellos trabajos que no pueden realizarse en paradas normales; los cuales generalmente se dejan conjuntamente con otros para producir los que se llama parada extraordinaria o parada general; esta se realiza semestralmente o anualmente. 68
-
Upload
dariorafaelsilvamadriz -
Category
Education
-
view
111 -
download
0
Transcript of 11 capitulo iv
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
4.0 INTRODUCCIÓN
Planificación del mantenimiento es la función que tiene bajo su responsabilidad el establecimiento y el mantenimiento de un plan general para las operaciones de mantenimiento; tiene como responsabilidad:
• Emitir todas las autorizaciones de trabajo (O.T. para el mantenimiento).
• Analiza y evalúa todas las solicitudes de trabajo provenientes de operación, inspección, etcétera.
• Vigilar que se realice solamente el trabajo necesario.
• Vigilar que los trabajos se realicen del modo más efectivo.
• Administrar los recursos disponibles para las operaciones de mantenimiento.
• Analizar y evaluar los resultados de la ejecución del mantenimiento lo cual permitiría el mejoramiento en la planificación.
Dentro de la función de planificación se encuentra la función programar cuya actividad esencial es mantener un balance adecuado entre la capacidad y las cargas de trabajo; tiene tres funciones principales:
• Calcular cada semana la carga de trabajo, comprobando de esta forma posibles sobredimensionados o subdimensionados con relación a los recursos reales disponibles.
• Calcular la posible ineficiencia.
• Controlar presupuestariamente el gasto real con respecto al presupuesto previsto.
4.1 NIVELES DE PROGRAMACIÓN.
Los niveles de programación que normalmente se tienen son:
1. PROGRAMACIÓN DE TRABAJOS EXTRAORDINARIOS.
Están incluidos aquellos trabajos que no pueden realizarse en paradas normales; los cuales generalmente se dejan conjuntamente con otros para producir los que se llama parada extraordinaria o parada general; esta se realiza semestralmente o anualmente.
68
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
2 PROGRAMACIÓN SEMANAL.
Cada semana se calcula la carga de trabajo semanal, se asignan prioridades, se examinan las disponibilidades de recursos humanos y materiales, se dispone de una mejor utilización de los recursos y finalmente se comprueba el grado de realización del programa en curso; dentro del programa semanal se considera forzosamente el programa anual al que hay que hacer retoques y actualizarlos.
3 PROGRAMACIÓN DIARIA.
Este programa concreta y desarrolla en detalle el programa semanal e inserta en el los trabajos urgentes e imprevistos; estos últimos se pueden estimar en un 20% de los trabajos programables.
El programa diario es imprescindible para poder coordinar las distintas especialidades que intervienen en el mismo trabajo.
Debido a la variabilidad de los tiempos de los trabajos de mantenimiento, es necesario que el programador siga día a día esta coordinación haciendo intervenir oportunamente en la secuencia adecuada los recursos que intervienen en el trabajo.
Este delicado engranaje de la gestión del mantenimiento es un elemento determinante en el logro de la eficiencia del servicio necesario y la consiguiente reducción de los gastos.
4.2 TIEMPOS ESTÁNDAR DE MANTENIMIENTO.
Un tiempo estándar de mantenimiento es el tiempo que se debe emplear para realizar un trabajo específico de mantenimiento.
El trabajo puede ser cualquiera de los muchos que pueden ser realizados por mecánicos, eléctricos, soldadores, etcétera.
1 ESTIMACIÓN DEL TIEMPO DE MANTENIMIENTO.
La finalidad de la estimación de los tiempos de mantenimiento, y el establecimiento de normas en una base de unidad de trabajo para cada actividad o tarea que la compone.
Al principio estas normas serán más Cálculos aproximados que estimaciones, pero a medida que se adquieren datos históricos reales y los trabajos se comparan con las estimaciones de los trabajos más complejos puedan realizarse con una exactitud total de más o menos un 5%.
La filosofía básica de estimación, es reducir cada tarea a sus elementos de trabajos básicos y establecer valores de tiempo para cada elemento.
69
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
La suma de los valores de tiempo de cada elemento de una tarea perteneciente a una unidad de trabajo, da la estimación de los tiempos totales de ejecución de la tarea y por lo tanto si sumamos los totales de las tareas; se conseguirá la estimación total de la unidad de trabajo.
En algunos casos se puede encontrar que un supervisor considere que la estimación es imposible de cumplir, porque se conoce poco el trabajo estimado; en tales casos el supervisor deberá estar de acuerdo en que hay un mínimo de tiempo necesario y un máximo de tiempo para el trabajo que no se puede sobre-pasar, por lo tanto se puede llegar a un acuerdo.
2 TIEMPOS ESTÁNDAR PARA TRABAJOS DE MANTENIMIENTO.
Comentarios sobre los tiempos estándar de mantenimiento.
• Autoridades en la materia argumentan que el trabajo de mantenimiento varía tanto, incluso en los trabajos repetitivos que es absurdo pensar en término de estándares exactos.
• Dicen que si fuera posible establecer valores estándar sobre sólo un 25 a 40% del trabajo directo, no se deberán considerar nunca tiempo estándar para trabajos de mantenimiento.
• Otras autoridades en la materia aseguran que los tiempos estándar para trabajos de mantenimiento pueden y deben desarrollarse, y que si se usan adecuadamente, el dinero que se ahorrará justificará sobradamente el esfuerzo.
3 CÓMO SE USAN LOS TIEMPOS ESTÁNDAR DE MANTENIMIENTO.
Los valores normalizados de mantenimiento se usan para:
1. Planificar y programar el trabajo de mantenimiento.
2. Proporcionar una fuerza de mantenimiento bien calculada.
3. Medir el rendimiento o efectividad de los equipos de mantenimiento.
4. Proporcionar incentivos para el personal de mantenimiento.
70
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
4 COMO ESTABLECER VALORES ESTÁNDAR DE MANTENIMIENTO.
Existen varios métodos para establecer valores estándar de mantenimiento. Algunos de ellos son:
• Suposiciones.
• Estimaciones.
• Análisis estadísticos de rendimientos anteriores.
• Estudio de tiempos.
• Estimaciones establecidas a partir de datos estándar.
• Métodos de medida de tiempo o factor trabajo.
• Observación o comprobación.
5 DETERMINACIÓN DE LA CARGA DE SOLICITUDES DE TRABAJO.
En esta fase del procedimiento se procede a la formación de la carga de solicitudes de trabajo, para intervenciones a efectuar en el período tomado como alcance de la planificación, que puede ser (como indicación) un par de meses del calendario.
El resultado de esta fase del proceso lo constituye un fichero de las solicitudes de trabajo que se desea satisfacer en el próximo período. Las solicitudes de trabajo provienen de:
• Solicitudes de modificación procedentes de oficina técnica.
• Avisos de fallos o anomalías dados por producción.
• Solicitudes de trabajo de inspección de intervenciones de mantenimiento accidental procedentes de mantenimiento.
• Solicitudes de trabajo para intervenciones preventivas de naturaleza no repetitiva, pero cuya necesidad ha aparecido en el examen crítico de los diarios de máquina (formados a partir del fichero histórico de intervenciones).
• Solicitudes de trabajo para intervenciones preventivas estándar cuya cadencia afecta el período planificado.
71
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
6 ASIGNACIÓN DE LOS TRABAJOS.
El objeto de esta fase es la asignación de los trabajos a cada cuadrilla en particular, la determinación de las fechas probables de inicio y fin de trabajo, y el equilibrio de las cargas de trabajo de las cuadrillas.
La frecuencia con que se realiza esta fase del procedimiento es superior a la de la planificación. Si el período de planificación es un mes, la programación puede referirse ventajosamente a la semana.
La fase de programación se inicia con la determinación de la prioridad de cada trabajo. Esta se calcula recurriendo a los valores que toman, para cada intervención planificada, ciertos parámetros característicos.
7 CONTROL DEL PROGRESO.
Durante el proceso de organización del trabajo, sea en la fase de planificación o en la de programación, es indispensable conocer el estado de progreso de los trabajos programados. Esta información permite, en efecto, actualizar por una parte los ficheros de solicitudes a planificar y de trabajos a programar, incluyendo los trabajos no terminados entre los del período próximo, y por otra controlar eficazmente el avance de los trabajos para intervenir oportunamente a cada dificultad.La recogida de información sobre el estado de progreso puede hacerse mediante documentos, lo que implica que al fin de cada período de programación cada jefe de sección de la situación de los trabajos iniciados, pero no terminados.
A partir de la información de retorno se puede preparar un informe sobre el estado de progreso, destinado al responsable del mantenimiento formado por tres partes:
• Trabajos en espera.
• Trabajos iniciados, pero no terminados.
• Trabajos realizados.
Cada trabajo se acompaña de los datos de prioridad, fecha de inicio programada, fecha de terminación programada, cuadrilla asignada y posible motivo del retraso.
72
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
4.3 PREPARACIÓN DE LOS TRABAJOS.
Preparar los trabajos significa poner el ejecutor en disposición de realizar el trabajo dentro del tiempo previsto, con buena eficiencia y según un método optimizado.
1 QUÉ SIGNIFICA PREPARAR EL TRABAJO.
Para que el trabajo se pueda realizar con la eficiencia deseada y un método adecuado es necesario:
a) Obtener las normas de seguridad y las autorizaciones pertinentes de los responsables de seguridad del establecimiento.
b) Obtener el equipo y medios de transporte necesarios.
c) Hacer una relación con todas las operaciones necesarias para llevar a cabo el trabajo, adjuntar la documentación técnica necesaria (planos, esquemas, croquis).
d) Aprovisionar el material de modo que en el momento del inicio del trabajo esté a disposición del ejecutor en el lugar en que se efectúa el mismo.
La preparación de los trabajos comporta, pues, la preparación de la mano de obra (a, b, c) y la preparación de los materiales (d).
2 PREPARACIÓN DE LA MANO DE OBRA.
Es el conjunto de instrucciones y documentación técnica que el preparador reúne para que el ejecutor pueda realizar el trabajo con la máxima eficiencia y profesionalidad.
No hay que confundir la preparación con las normas. Estas últimas prescinden de los conocimientos que forman parte del bagaje técnico del ejecutor, pero han de dar a éste todas las indicaciones y documentación que le permita realizar el trabajo según las normas de seguridad, los métodos adecuados y los instrumentos más idóneos.
En el caso de trabajos muy repetitivos convendrá desarrollar ciclos optimizados con las correspondientes normas a las que se hará referencia al describir el trabajo en el bono. En casos muy repetitivos y no excesivamente complejos, el mismo bono podrá llevar el detalle del ciclo y las normas indicando los instrumentos necesarios para cada operación en particular, así como el tiempo del ciclo y número de operarios necesarios para cada una de ellas.
No hay que pensar que la preparación sustituya la función del jefe de cuadrilla o del propio ejecutor cuya principal motivación está precisamente en el margen de creatividad que todavía es una característica peculiar del trabajo de mantenimiento.
73
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
La filosofía de la preparación del trabajo de mantenimiento consiste en poner al operario en disposición de realizar el trabajo racionalmente sin excesiva dispersión, y más que vincularlo a un ciclo de trabajo que no siempre es practicable, eliminar los tiempos muertos debidos:
• A que la máquina no está a punto para la intervención
• A que no se dispone de todos los instrumentos necesarios para llevar a cabo el trabajo antes de empezarlo.
• A la espera porque los responsables no se han preocupado de las normas de seguridad.
• A que no se dispone de los datos técnicos necesarios para la realización del trabajo.
Para que el trabajo se realice profesionalmente es necesario disponer de personal adiestrado y, en consecuencia, de un proceso de calificación y formación profesional, ya que solamente preparando el trabajo con tiempos, ciclos y normas se consigue convertir mano de obra sin cualificar en mano de obra eficiente y preparada.
Incluso en los casos de trabajos repetitivos en que aconsejamos la confección de normas, hay que pensar en ellas como instrumento de formación, a parte de que constituyen un proceso de racionalización del servicio, y no sólo como un manual que el ejecutor consultará durante el trabajo.
3 PREPARACIÓN DE LOS MATERIALES.
Al revés que con la mano de obra, la preparación de los materiales debe hacerse con la máxima precisión.
Hay que preparar todos los materiales necesarios para completar cada trabajo. La orden llevará una relación de todos los recambios necesarios descritos en forma legible, con el código de almacén.
4 CLASIFICACIÓN DE LOS TRABAJOS SEGÚN LA PREPARACIÓN.
a) Para aproximadamente el 10% de los trabajos (pequeños y no repetitivos) no se hará ninguna preparación ni de mano de obra ni de materiales.
b) Para aproximadamente el 60% de los trabajos se efectuará una preparación general relacionando las operaciones, tiempos totales, instrumentos necesarios, planos, croquis o esquemas, número de operarios, disponiendo a pie de obra los materiales necesarios para la ejecución y dando todas las normas de seguridad.
74
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
c) Para aproximadamente e130% de los trabajos se hará una preparación adaptada a las circunstancias describiendo las operaciones en secuencia con los tiempos correspondientes, las normas, instrumentos, croquis y esquemas, número de personas necesarias para cada fase, disponiendo el material a pie de obra y procurando que se respeten las normas de seguridad.
Para los trabajos del punto del punto a., la responsabilidad de la ejecución y la decisión técnica de ejecución y la decisión técnica de ejecución recae directamente sobre el ejecutor o su jefe de cuadrilla, que en general se cuidará de proveer el material. Para los trabajos del punto b., el material está dispuesto a pie de obra y los tiempos de cada operación particular están ya indicados; también vienen dados los croquis, planos o esquemas por lo que no será necesario que el ejecutor vaya al lugar del trabajo antes de la ejecución. Para los trabajos del punto c., tanto el ejecutor como su jefe de cuadrilla tendrán un tiempo del ciclo y habrán de realizar el trabajo siguiendo rigurosamente la forma indicada en la orden de trabajo, ya que la secuencia indicada corresponde efectivamente a la opción técnico- económica óptima.
Básicamente, en el 10% de los trabajos de mantenimiento no se hace ninguna preparación ya que no está justificada económicamente.
En el 60% de los trabajos de mantenimiento se procede a la preparación de los materiales mientras que para la mano de obra se indica solamente al jefe de cuadrilla una secuencia de principio, se dan los elementos técnicos (planos, etcétera) y se indican los tiempos de ejecución.
Solo en el 30% de los casos se efectuará una preparación propiamente dicha del trabajo mediante un tiempo-ciclo, y con los materiales correspondientes a pie de obra.
No consideramos oportuno llevar la preparación más allá de los límites indicados debido a las dos limitaciones ya mencionadas.
a. Muchos trabajos de mantenimiento presentan tiempos y procedimientos variables.
b. En muchos casos puede darse un tiempo-ciclo optimizado e individual, pero la preparación en relación a los tiempos de ejecución y a las posibles mejoras de eficiencia no es económicamente conveniente.
75
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
4.4 ASIGNACION DE PRIORIDAD DE LOS TRABAJOS DE MANTENIMIENTO.
Para que la función de planificación de trabajo esté segura que sólo se realiza el trabajo necesario; es entonces imprescindible establecer un sistema de prioridades.
Esta actividad da inicio a la fase de programación, la cual consiste en determinar la prioridad para cada trabajo a ejecutar; prioridad se define como el grado de importancia que se le asigna a cada trabajo y permite la ubicación de estos trabajos en la programación ordinaria del mantenimiento. En este caso es necesario fijar la importancia relativa de, los trabajos de mantenimiento día a día con el fin de que los de mayor importancia sean programados y terminados antes; también se logra con esta asignación; ayuda a la administración del mantenimiento, asignar fondos correctamente para solventar los gastos del mantenimiento.
1 MÉTODO PARA ASIGNAR PRIORIDADES.
Existen varios métodos, entre los cuales los hay subjetivos y objetivos ; el método propuesto en este curso corresponde a los denominados objetivos el cual esta exento de toques personales los cuales muchas veces permiten enfocar la ejecución del mantenimiento por objetivos no acordes con las necesidades de la empresa.
El método propuesto esta compuesto inicialmente por dos partes:
a) Clasificación de cada pieza de equipo o unidad.
b) Clasificación de cada trabajo o proyecto de mantenimiento.
La combinación de cada clasificación ponderada individualmente proporciona una determinación cotidiana de cuales trabajos de mantenimiento hacer primero.
a) CLASIFICACIÓN RELATIVA DE CADA PIEZA DE EQUIPO O UNIDAD.
La importancia relativa de cada pieza de equipo se establece mediante el empleo de factores básicos seleccionados. Las consideraciones básicas y típicas para la clasificación de equipos son:
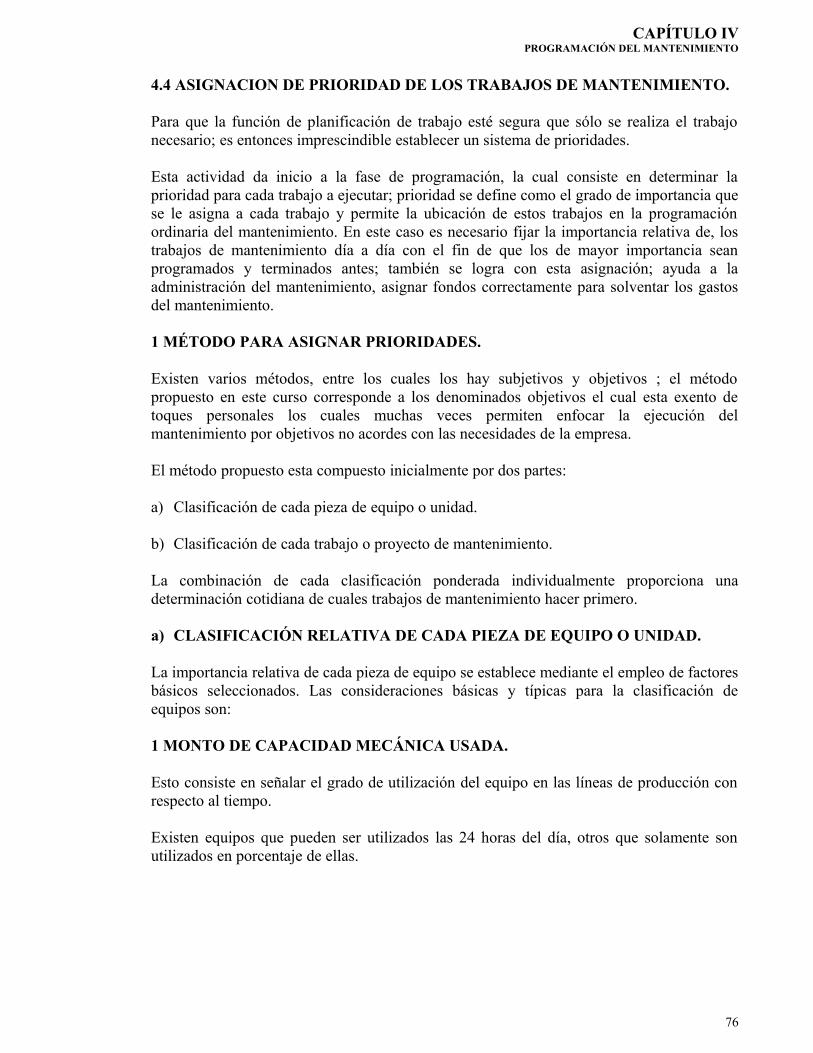
1 MONTO DE CAPACIDAD MECÁNICA USADA.
Esto consiste en señalar el grado de utilización del equipo en las líneas de producción con respecto al tiempo.
Existen equipos que pueden ser utilizados las 24 horas del día, otros que solamente son utilizados en porcentaje de ellas.
76
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
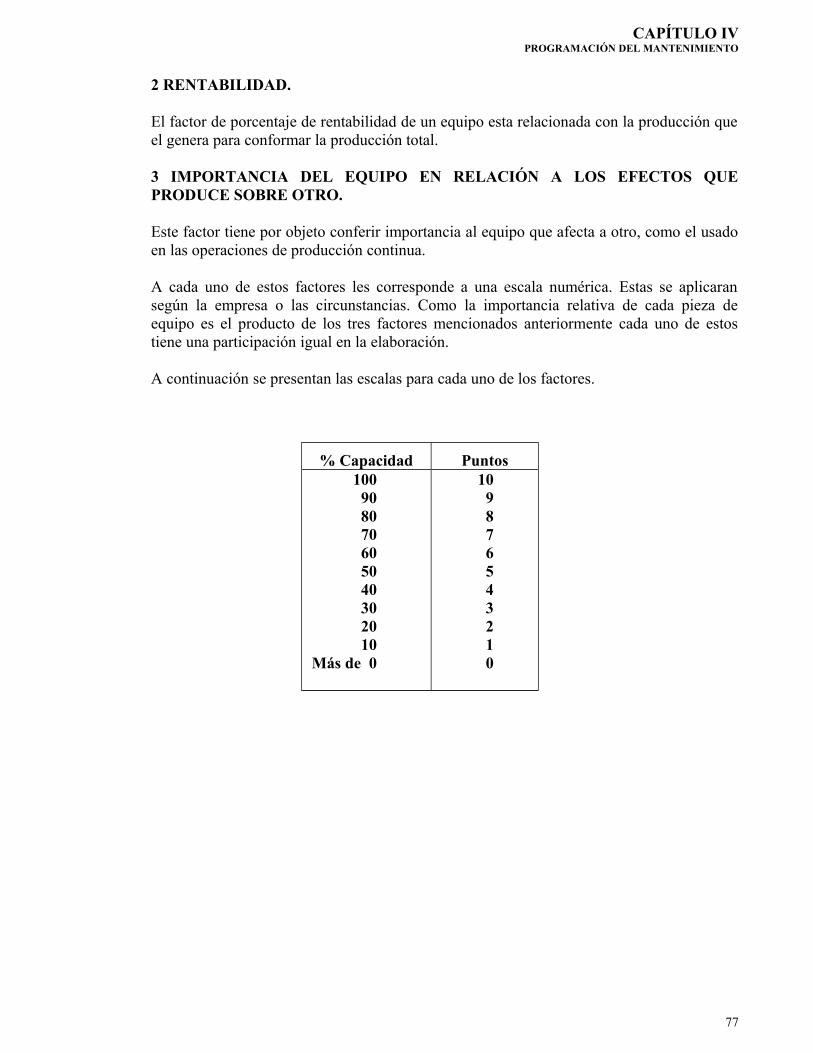
2 RENTABILIDAD.
El factor de porcentaje de rentabilidad de un equipo esta relacionada con la producción que el genera para conformar la producción total.
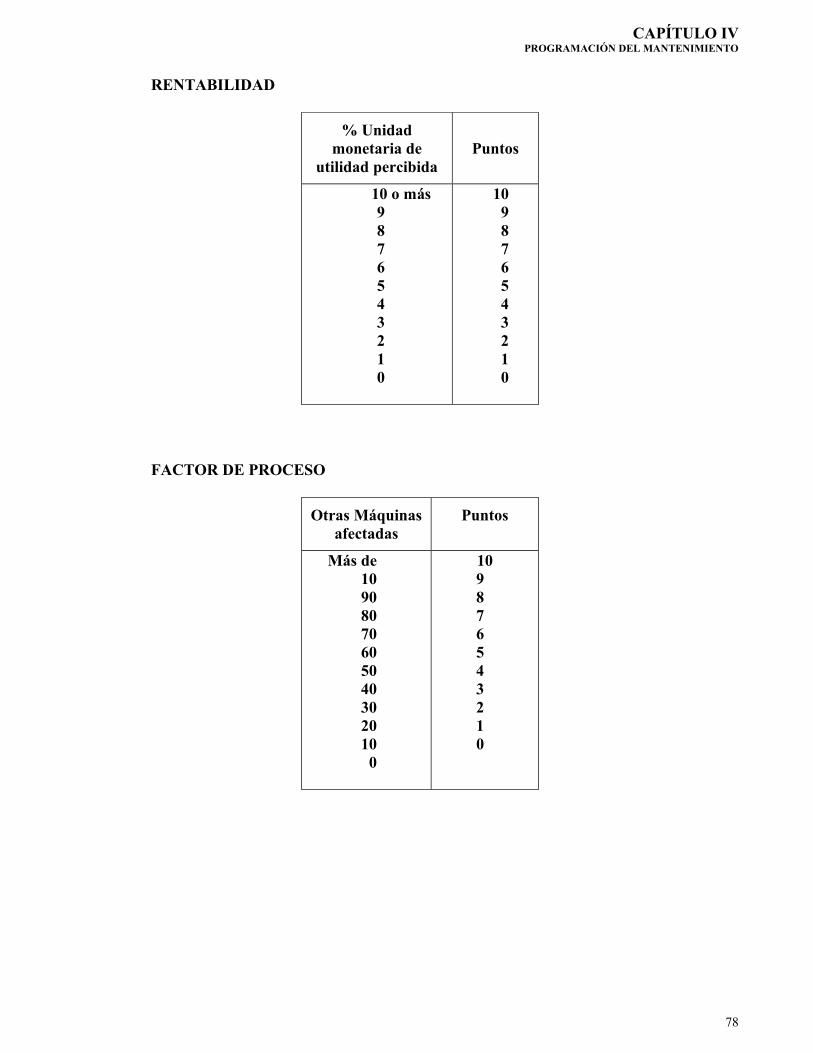
3 IMPORTANCIA DEL EQUIPO EN RELACIÓN A LOS EFECTOS QUE PRODUCE SOBRE OTRO.
Este factor tiene por objeto conferir importancia al equipo que afecta a otro, como el usado en las operaciones de producción continua.
A cada uno de estos factores les corresponde a una escala numérica. Estas se aplicaran según la empresa o las circunstancias. Como la importancia relativa de cada pieza de equipo es el producto de los tres factores mencionados anteriormente cada uno de estos tiene una participación igual en la elaboración.
A continuación se presentan las escalas para cada uno de los factores.
% Capacidad Puntos100908070605040302010
Más de 0
109876543210
77
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
RENTABILIDAD
% Unidad monetaria de
utilidad percibidaPuntos
10 o más9876543210
109876543210
FACTOR DE PROCESO
Otras Máquinas afectadas
Puntos
Más de 109080706050403020100
109876543210
78
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
Veamos un ejemplo, de manera de ilustrar la utilidad de la ponderación de estos factores.
Una prensa sacabocados perteneciente a una línea de prensas que funcionan 22 horas por día, cinco días a la semana, tendrá una capacidad de (5 x 22) % (7 x 24) x 100; 65% por consiguiente el número de puntos de capacidad será 7. Si la prensa produce 0.3 por ciento de la utilidad de la fábrica será 0.3 por ciento los puntos de rentabilidad.
En la línea de prensas y contiguas a la prensa mencionada, hay otras seis, y una soldadora, por tanto, comprendidas siete máquinas más, el factor de proceso será 7. La clave de equipo correspondiente a la prensa sacabocados será 7 x 0, 3 x 7 = 14.7 puntos.
1 Puntos de referencia.
A efecto de conservar la sencillez de la clave y asignar al mismo tiempo una aplicación uniforme de factores, es necesario fijar puntos de referencia para cada factor. Esto puede hacerse mediante aplicaciones de prueba; con el objeto de incluir la mayor diversidad posible de claves de categorías, deberán escoger varias áreas de la fábrica y aplicarles los factores. Una tabulación, una comparación objetiva y el ajuste de los resultados proporcionarán una serie amplia de puntos de referencia que servirán de guía para la clasificación de todo el equipo.
2 Lista de clasificación del equipo.
La aplicación de los tres factores a cada máquina o unidad de equipo, da una clave. La lista que tabula estas claves en orden de clasificación numérica es de utilidad como instrumento para determinar las unidades que tienen mayor importancia. Es necesario incluir todos los equipos de una planta, una clave demasiado alta asignada a cualquier equipo requerirá un estudio de otros circuitos o fuentes como alternativas.
b) CLASIFICACIÓN RELATIVA DE CADA TRABAJO O PROYECTO DE MANTENIMIENTO.
Además de clasificar los equipos, es indispensable determinar la importancia relativa de los trabajos específicos de mantenimiento; a fin de programar, antes que todo los trabajos apropiados, es esencial fijar los factores de trabajo. La consideración básica para la fijación de estos factores es el costo, por que la ejecución del trabajo de mantenimiento causa gastos y pérdidas en la producción, aunque no hacer el trabajo involucra un costo potencial mucho mayor debido a pérdidas en la producción, mayores costos de mantenimiento, perjuicios al equipo y descenso de la calidad del producto. La evaluación de estos factores en cada caso de trabajo, permite establecer comparaciones entre las distintas tareas sobre una base lógica. La mayoría de los factores son tangibles y sujetos a una evaluación cuantitativa; el hecho de que existan algunos factores parcialmente intangibles, como son los riesgos de seguridad, no disminuye la importancia de un desarrollo lógico de los factores que puedan ser medidos con bastante exactitud.
79
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
En este análisis consideraremos dos situaciones relacionadas entre sí. La primera, que las unidades fuera de producción u operando anormalmente, se consideran sobre la base de un costo excesivo de operación por hora, durante el tiempo que dure su estado de anormalidad. Segundo, que las unidades de operación víctimas de una falla repentina requieren que se considere el costo probable de falla, además de los otros factores de costo. Para conocer el valor completo del factor de trabajo, es necesario estar en condiciones de establecer una comparación entre los trabajos en ambas situaciones. En cada caso, el costo de hacer el trabajo de mantenimiento se coteja con el costo de demorarlo. La relación entre estos dos factores de costo es de suma trascendencia para decidir la importancia del trabajo; una reconstrucción muy costosa puede ser propuesta por un lapso considerable, hasta que el costo probable de no efectuar el trabajo se aproxime al de hacerlo. Durante ese periodo de espera se pueden hacer otros trabajos menos costosos, y los beneficios de estas tareas efectuadas serán acumulativos.
La clasificación de la clave de trabajo comprende una apreciación de los siguientes factores:
• Aumento en el costo de mantenimiento diferido.• Costo de producción perdida.• Costo de calidad.• Costo de mano de obra excesiva.• Clasificación de seguridad.
La suma de la clasificación correspondiente a cada suma de estos cinco factores da el factor de trabajo que, junto con la clave de equipo determina el grado de prioridad.
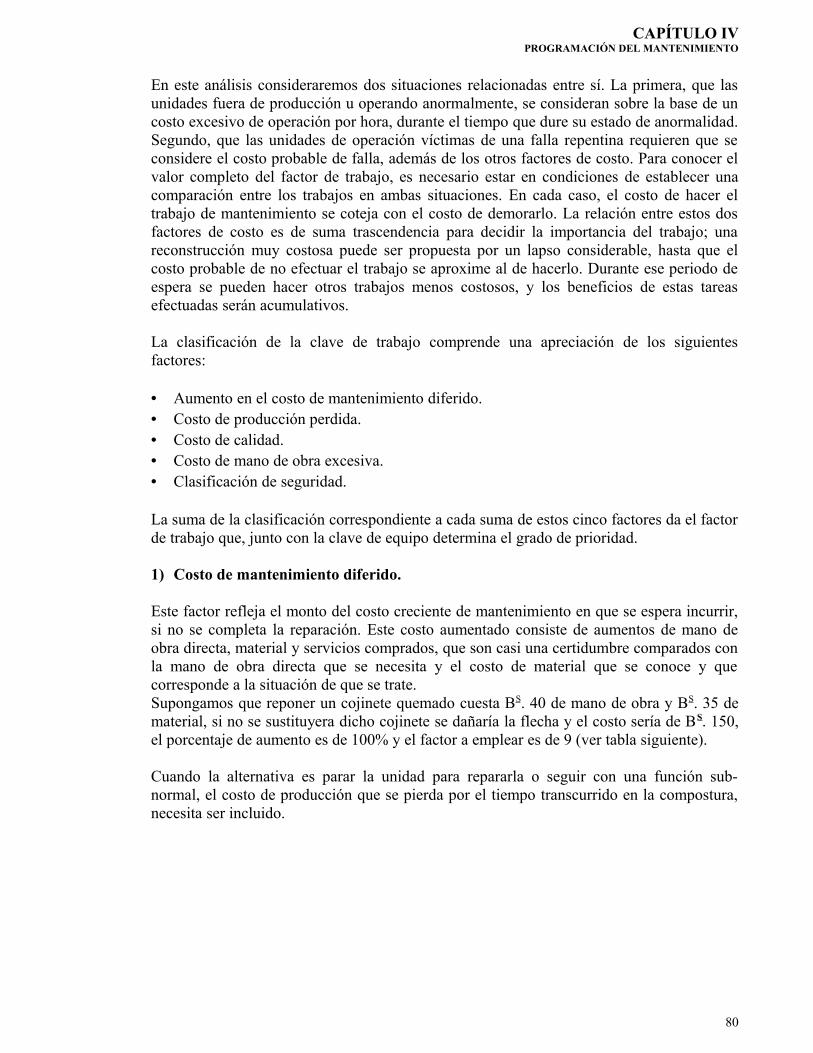
1) Costo de mantenimiento diferido.
Este factor refleja el monto del costo creciente de mantenimiento en que se espera incurrir, si no se completa la reparación. Este costo aumentado consiste de aumentos de mano de obra directa, material y servicios comprados, que son casi una certidumbre comparados con la mano de obra directa que se necesita y el costo de material que se conoce y que corresponde a la situación de que se trate.Supongamos que reponer un cojinete quemado cuesta BS. 40 de mano de obra y BS. 35 de material, si no se sustituyera dicho cojinete se dañaría la flecha y el costo sería de BS. 150, el porcentaje de aumento es de 100% y el factor a emplear es de 9 (ver tabla siguiente).
Cuando la alternativa es parar la unidad para repararla o seguir con una función sub-normal, el costo de producción que se pierda por el tiempo transcurrido en la compostura, necesita ser incluido.
80
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
Tabla: Costo de mantenimiento diferido
% de Aumento
Puntos basados sobre el costo original de mantenimientoHasta 1000 Bs 2000 Bs 3000 Bs 4000 Bs 5000 Bs
102030405060708090
100
0123456789
12345678910
234567891011
3456789101112
45678910111213
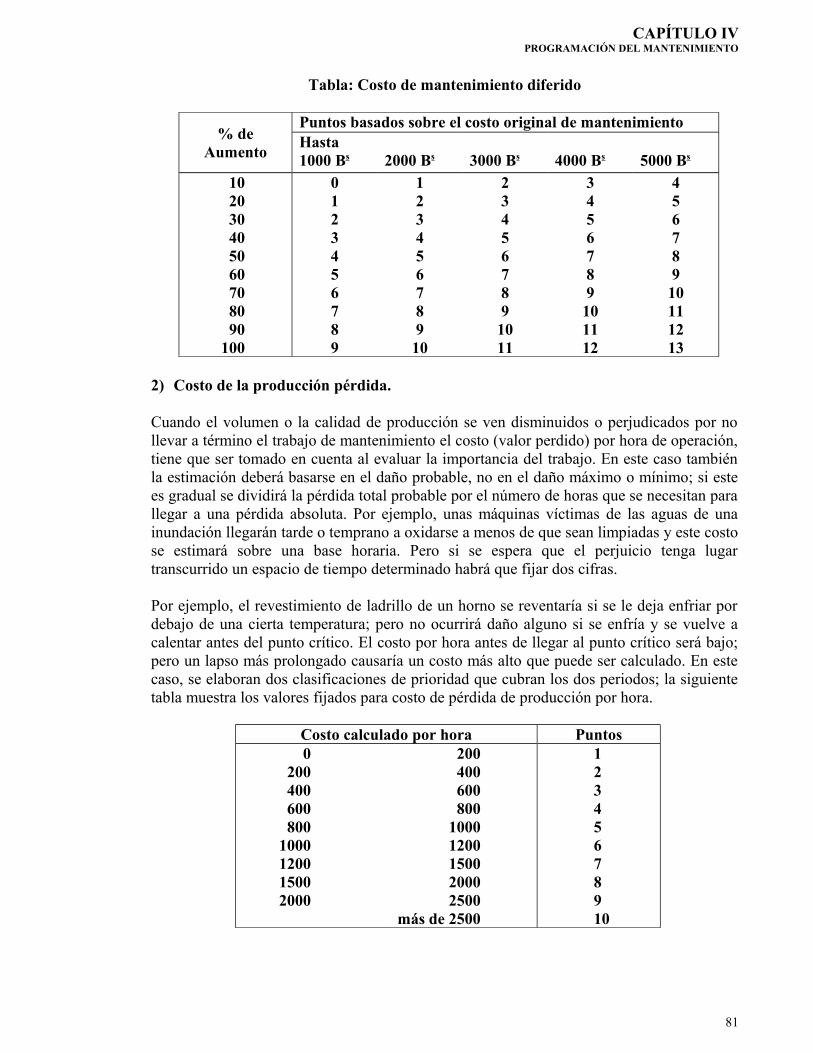
2) Costo de la producción pérdida.
Cuando el volumen o la calidad de producción se ven disminuidos o perjudicados por no llevar a término el trabajo de mantenimiento el costo (valor perdido) por hora de operación, tiene que ser tomado en cuenta al evaluar la importancia del trabajo. En este caso también la estimación deberá basarse en el daño probable, no en el daño máximo o mínimo; si este es gradual se dividirá la pérdida total probable por el número de horas que se necesitan para llegar a una pérdida absoluta. Por ejemplo, unas máquinas víctimas de las aguas de una inundación llegarán tarde o temprano a oxidarse a menos de que sean limpiadas y este costo se estimará sobre una base horaria. Pero si se espera que el perjuicio tenga lugar transcurrido un espacio de tiempo determinado habrá que fijar dos cifras.
Por ejemplo, el revestimiento de ladrillo de un horno se reventaría si se le deja enfriar por debajo de una cierta temperatura; pero no ocurrirá daño alguno si se enfría y se vuelve a calentar antes del punto crítico. El costo por hora antes de llegar al punto crítico será bajo; pero un lapso más prolongado causaría un costo más alto que puede ser calculado. En este caso, se elaboran dos clasificaciones de prioridad que cubran los dos periodos; la siguiente tabla muestra los valores fijados para costo de pérdida de producción por hora.
Costo calculado por hora Puntos0
200400600800
1000120015002000
200400600800
10001200150020002500
más de 2500
12345678910
81
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
3) Costo de calidad.
La tabla de costo de producción muestra también los valores fijados para el costo de calidad perdida por hora de operación de la máquina. Si tanto la producción como la calidad se ven involucradas los puntos correspondientes deben agregarse cada uno de esos renglones; la tabla anterior también se utiliza para la producción y la calidad perdida. Al evaluar el daño a los productos, conviene considerar el daño probable con base en el costo de reposición menos el valor salvado. Este factor mide únicamente el costo de tiempo continuo de paro, no el daño que pueda sobrevenir por la interrupción; si la unidad trabaja por debajo de lo normal se calculará el costo por hora de seguir trabajando así.
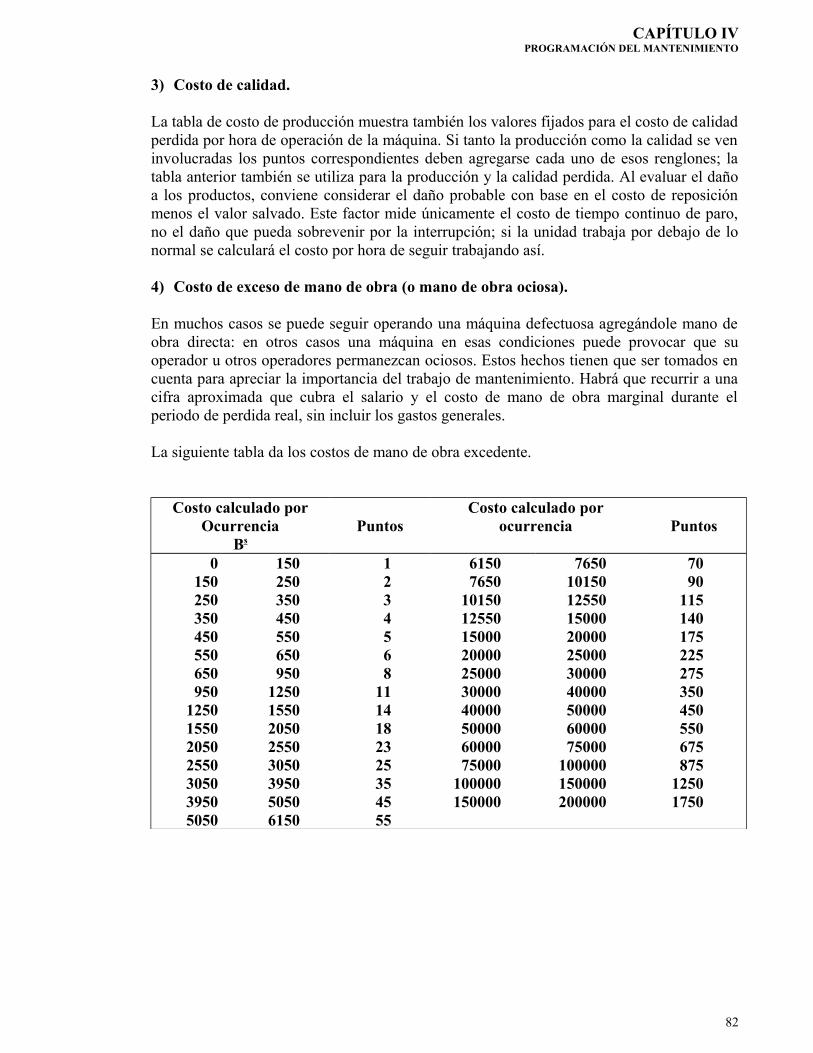
4) Costo de exceso de mano de obra (o mano de obra ociosa).
En muchos casos se puede seguir operando una máquina defectuosa agregándole mano de obra directa: en otros casos una máquina en esas condiciones puede provocar que su operador u otros operadores permanezcan ociosos. Estos hechos tienen que ser tomados en cuenta para apreciar la importancia del trabajo de mantenimiento. Habrá que recurrir a una cifra aproximada que cubra el salario y el costo de mano de obra marginal durante el periodo de perdida real, sin incluir los gastos generales.
La siguiente tabla da los costos de mano de obra excedente.
Costo calculado porOcurrencia
BsPuntos
Costo calculado por ocurrencia Puntos
0150250350450550650950
1250155020502550305039505050
150250350450550650950
12501550205025503050395050506150
1234568
1114182325354555
61507650
10150125501500020000250003000040000500006000075000
100000150000
765010150125501500020000250003000040000500006000075000
100000150000200000
7090
115140175225275350450550675875
12501750
82
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
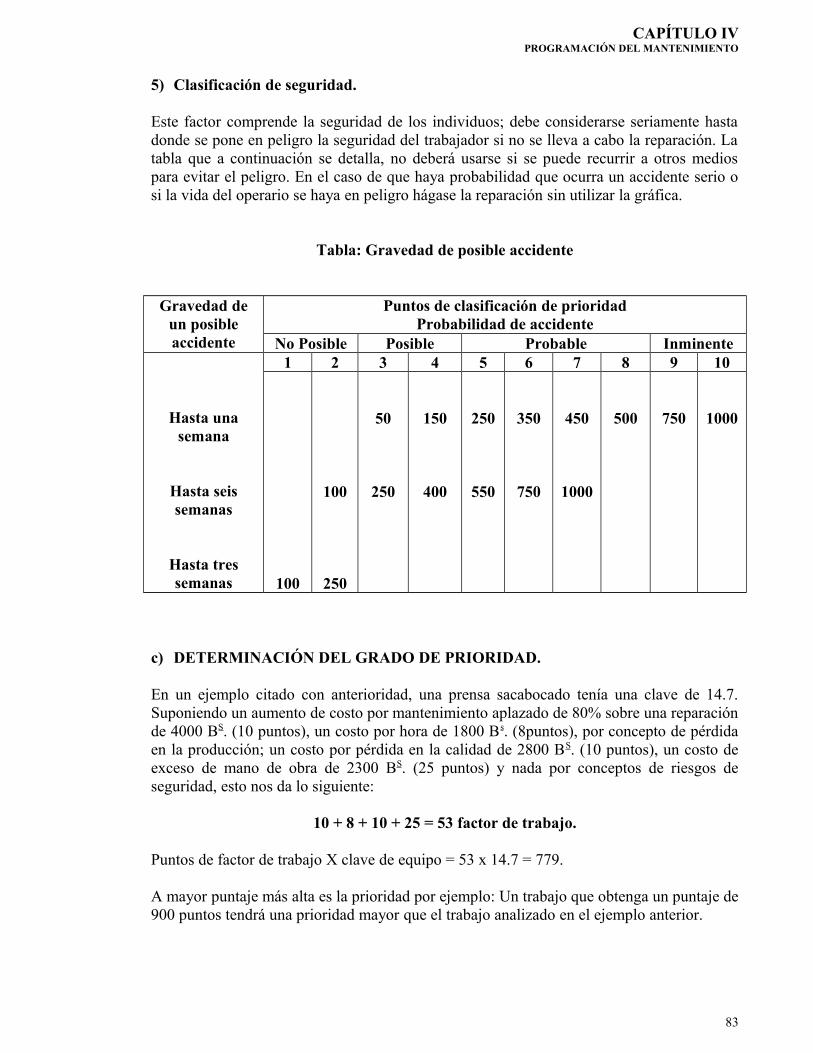
5) Clasificación de seguridad.
Este factor comprende la seguridad de los individuos; debe considerarse seriamente hasta donde se pone en peligro la seguridad del trabajador si no se lleva a cabo la reparación. La tabla que a continuación se detalla, no deberá usarse si se puede recurrir a otros medios para evitar el peligro. En el caso de que haya probabilidad que ocurra un accidente serio o si la vida del operario se haya en peligro hágase la reparación sin utilizar la gráfica.
Tabla: Gravedad de posible accidente
Gravedad de un posible accidente
Puntos de clasificación de prioridadProbabilidad de accidente
No Posible Posible Probable Inminente
Hasta una semana
Hasta seis semanas
Hasta tres semanas
1 2 3 4 5 6 7 8 9 10
100
100
250
50
250
150
400
250
550
350
750
450
1000
500 750 1000
c) DETERMINACIÓN DEL GRADO DE PRIORIDAD.
En un ejemplo citado con anterioridad, una prensa sacabocado tenía una clave de 14.7. Suponiendo un aumento de costo por mantenimiento aplazado de 80% sobre una reparación de 4000 BS. (10 puntos), un costo por hora de 1800 Bs. (8puntos), por concepto de pérdida en la producción; un costo por pérdida en la calidad de 2800 BS. (10 puntos), un costo de exceso de mano de obra de 2300 BS. (25 puntos) y nada por conceptos de riesgos de seguridad, esto nos da lo siguiente:
10 + 8 + 10 + 25 = 53 factor de trabajo.
Puntos de factor de trabajo X clave de equipo = 53 x 14.7 = 779.
A mayor puntaje más alta es la prioridad por ejemplo: Un trabajo que obtenga un puntaje de 900 puntos tendrá una prioridad mayor que el trabajo analizado en el ejemplo anterior.
83
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
d) CLASIFICACIÓN RELATIVA DE LAS PLANTAS O ÁREAS QUE CONFORMAN A LA EMPRESA.
Esta clasificación es requerida cuando la ejecución de los trabajos los realiza una organización central y por lo tanto es necesario asignarle una prioridad en el programa de ejecución que tiene esta unidad central.
La importancia de cada planta es una tarea complicada y altamente especializada generalmente esta se basa en la importancia asignada a nivel corporativo, de acuerdo al producto de venta se analizan las plantas que tienen gran impacto en los procesos que conducen a la obtención de este producto.
La prioridad asignada individualmente por planta; es modificada cuando se le aplica la importancia relativa que tiene la planta.
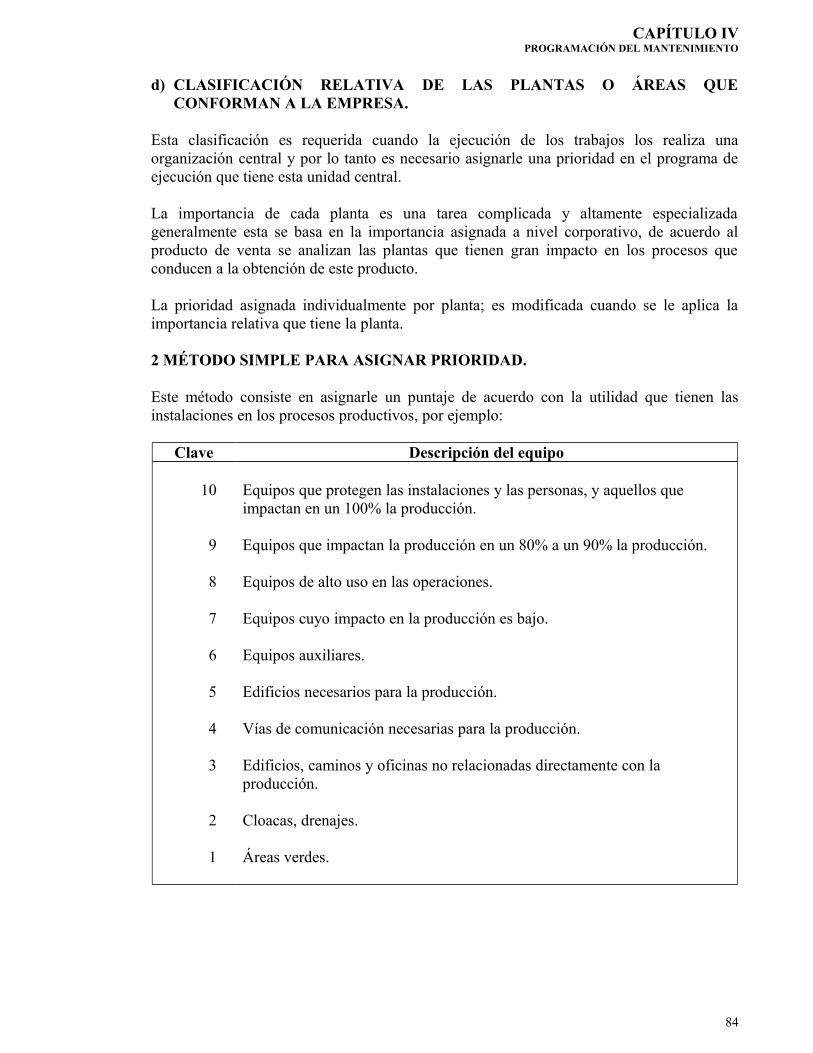
2 MÉTODO SIMPLE PARA ASIGNAR PRIORIDAD.
Este método consiste en asignarle un puntaje de acuerdo con la utilidad que tienen las instalaciones en los procesos productivos, por ejemplo:
Clave Descripción del equipo
10
9
8
7
6
5
4
3
2
1
Equipos que protegen las instalaciones y las personas, y aquellos que impactan en un 100% la producción.
Equipos que impactan la producción en un 80% a un 90% la producción.
Equipos de alto uso en las operaciones.
Equipos cuyo impacto en la producción es bajo.
Equipos auxiliares.
Edificios necesarios para la producción.
Vías de comunicación necesarias para la producción.
Edificios, caminos y oficinas no relacionadas directamente con la producción.
Cloacas, drenajes.
Áreas verdes.
84
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
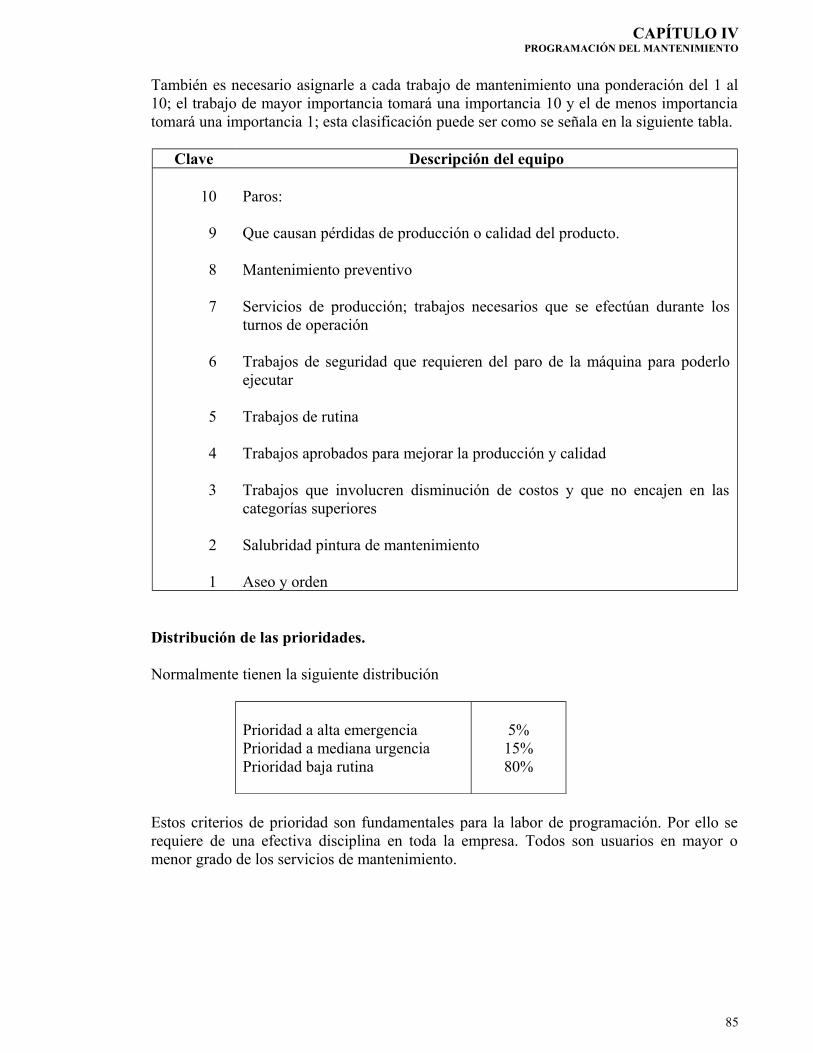
También es necesario asignarle a cada trabajo de mantenimiento una ponderación del 1 al 10; el trabajo de mayor importancia tomará una importancia 10 y el de menos importancia tomará una importancia 1; esta clasificación puede ser como se señala en la siguiente tabla.
Clave Descripción del equipo
10
9
8
7
6
5
4
3
2
1
Paros:
Que causan pérdidas de producción o calidad del producto.
Mantenimiento preventivo
Servicios de producción; trabajos necesarios que se efectúan durante los turnos de operación
Trabajos de seguridad que requieren del paro de la máquina para poderlo ejecutar
Trabajos de rutina
Trabajos aprobados para mejorar la producción y calidad
Trabajos que involucren disminución de costos y que no encajen en las categorías superiores
Salubridad pintura de mantenimiento
Aseo y orden
Distribución de las prioridades.
Normalmente tienen la siguiente distribución
Prioridad a alta emergenciaPrioridad a mediana urgenciaPrioridad baja rutina
5%15%80%
Estos criterios de prioridad son fundamentales para la labor de programación. Por ello se requiere de una efectiva disciplina en toda la empresa. Todos son usuarios en mayor o menor grado de los servicios de mantenimiento.
85
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
• Un reconocimiento o una aceptación de los criterios de prioridades.• Un claro concepto de que no siempre Mi problema es más importante que el de los
demás y por lo tanto es más urgente.• Una clara conciencia para evitar las Urgencias Creadas y más aún las Falsas
Emergencias.• En este sentido, jerarquía a través de los niveles de autorización, tienen la mayor
responsabilidad.
Como soporten la toma de decisiones para la programación de los trabajos de mantenimiento existen las siguientes reglas de programación:
Otro criterio:
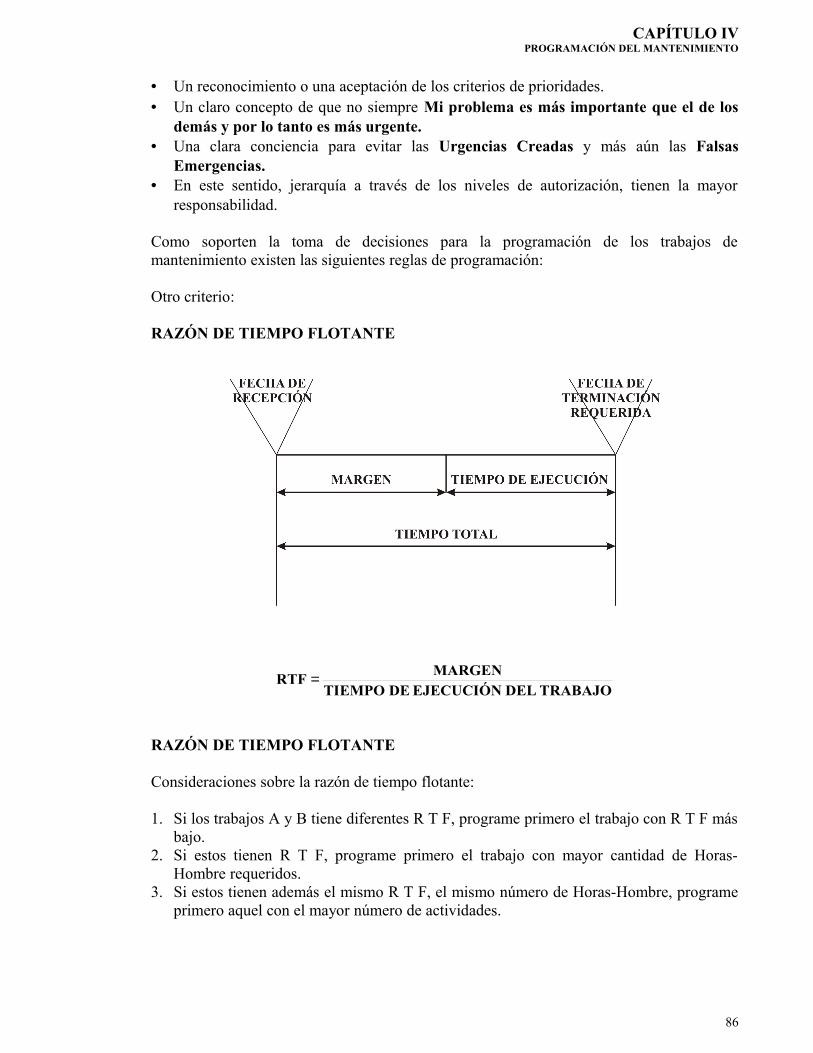
RAZÓN DE TIEMPO FLOTANTE
TRABAJO DEL EJECUCIÓN DE TIEMPOMARGEN
RTF =
RAZÓN DE TIEMPO FLOTANTE
Consideraciones sobre la razón de tiempo flotante:
1. Si los trabajos A y B tiene diferentes R T F, programe primero el trabajo con R T F más bajo.
2. Si estos tienen R T F, programe primero el trabajo con mayor cantidad de Horas-Hombre requeridos.
3. Si estos tienen además el mismo R T F, el mismo número de Horas-Hombre, programe primero aquel con el mayor número de actividades.
86
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
4.5 RELACIONES ENTRE OPERACIÓN Y MANTENIMIENTO.
La importancia que reviste la relación armónica entre el personal que realiza la función de operar los equipos para la obtención de las producciones programadas y el personal que mantiene estos equipos para el mismo fin, es vital para el logro de las metas de producción.
Se puede asegurar que si el personal de operaciones no confía en la capacidad del personal de mantenimiento para la ejecución de su función, en esa misma medida el personal de mantenimiento pondrá en duda la capacidad operacional del personal de operaciones. Si nos concretamos en el análisis de los resultados de una planta donde este problema esté presente sin lugar a dudas la situación será la siguiente:
• Baja producción.• Alto índice de demoras.• Alta rotación del personal.• Desmotivación del personal.• Equipos en avanzado estado de deterioro.
Basado en lo anterior, se exponen las 4 consideraciones básicas que debe servir para orientar las relaciones entre el personal de operación y mantenimiento en la planta:
1. El personal que labora en una planta productiva, debe formar un equipo de trabajo, puesto que sin la colaboración y entendimiento mutuo no será posible alcanzar las metas de producción a costos óptimos.
2. El análisis conjunto de los problemas es fundamental para el logro de soluciones efectivas.
3. El trabajo conjunto amplia la visión de los problemas, ya que están vistos desde ópticas diferentes, que se complementan y por tanto las soluciones son realistas y factibles de aplicar.
4. El nivel tecnológico de las personas, tanto de operación como de mantenimiento se eleva puesto que se abre la posibilidad de conocer los equipos tanto en su constitución como en su funcionamiento lo que enriquece el conocimiento de las personas, dándole una mejor herramienta para enfocar los problemas y encontrar soluciones.
Como conclusión final podemos decir que:
El trabajo en equipo es vital para la obtención de las metas de producción de cada área y de la planta en general.
87
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
4.6 NIVELES DE RELACIÓN.
Puesto que el incremento de las relaciones entre entidades que no están acostumbradas a mantenerla es, más que una obediencia a mantenerla, un cambio de actitud de las personas, se plantea la necesidad de establecerla en forma gradual para que estas relaciones puedan fijarse y formar parte del quehacer cotidiano de las personas.
Visto de esta forma, distinguiremos o determinaremos tres niveles entre operación y mantenimiento.
1 PRIMER NIVEL:
Nivel mínimo necesario para establecer compromisos elementales para la aplicación del sistema de mantenimiento programado. En este nivel se deberán establecer las siguientes relaciones básicas.
a) Aprobación y cumplimiento de un programa de paradas regulares de las líneas de producción con el fin de mejorar la planificación de los trabajos y por ende de la ejecución de los mismos así como la coordinación. Esta relación se debe establecer al nivel más alto, jerárquicamente, vale decir entre Superintendente de Mantenimiento y Superintendente de Operación.
b) Acordar un porcentaje de demoras por especialidad, teniendo en cuenta el estado de las instalaciones, y su comportamiento estadístico en los últimos meses de esta relación deben salir compromisos para la obtención de metas realistas de demoras ha alcanzar y actividades a desarrollar para el logro de estas metas. Es fundamental que no se pretenda obtener el óptimo en plazos cortos, puesto que esto sólo traerá consigo frustración por la meta no alcanzada y desmotivación de las personas. Esta relación debe ser hecha a nivel de Jefe de Planificación y Jefes de Áreas de operación. Los resultados logrados deben ser analizados y discutidos cada mes al acordar la disponibilidad para el mes próximo.
c) Recopilar la información de demoras en forma única, aceptada y acordada tanto por operación como por mantenimiento. La relación que se busca obtener con la recopilación única de esta formación es, quizá, una de las más importantes, puesto que esta debe generarse en el proceso diario de producción entre el operador del equipo y el asistente a este operador que es la persona de mantenimiento. El logro de esta relación es el paso más importante para la formación de equipos de trabajo.
2 SEGUNDO NIVEL O ETAPA DE ESTABLECIMIENTO DE RELACIONES ENTRE OPERACIONES Y MANTENIMIENTO.
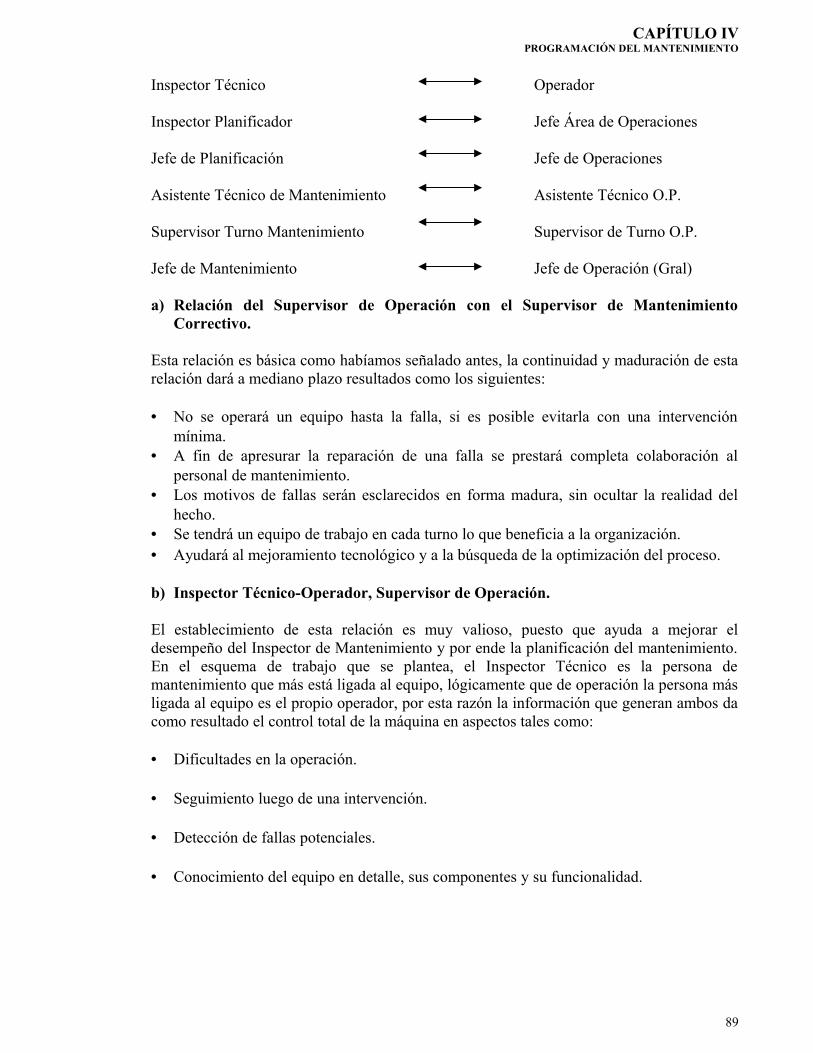
Este segundo tipo de relaciones se deberá comenzar a establecer, cuando se haya logrado que las básicas formen parte de la rutina de trabajo del personal. Este segundo tipo estará caracterizado por la fijación de metas a mediano plazo y proyección de resultados, así como por la cooperación que debe existir en los diversos niveles de la organización que están ubicadas en los rangos jerárquicos paralelos, vale decir:
88
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
Inspector Técnico Operador
Inspector Planificador Jefe Área de Operaciones
Jefe de Planificación Jefe de Operaciones
Asistente Técnico de Mantenimiento Asistente Técnico O.P.
Supervisor Turno Mantenimiento Supervisor de Turno O.P.
Jefe de Mantenimiento Jefe de Operación (Gral)
a) Relación del Supervisor de Operación con el Supervisor de Mantenimiento Correctivo.
Esta relación es básica como habíamos señalado antes, la continuidad y maduración de esta relación dará a mediano plazo resultados como los siguientes:
• No se operará un equipo hasta la falla, si es posible evitarla con una intervención mínima.
• A fin de apresurar la reparación de una falla se prestará completa colaboración al personal de mantenimiento.
• Los motivos de fallas serán esclarecidos en forma madura, sin ocultar la realidad del hecho.
• Se tendrá un equipo de trabajo en cada turno lo que beneficia a la organización.• Ayudará al mejoramiento tecnológico y a la búsqueda de la optimización del proceso.
b) Inspector Técnico-Operador, Supervisor de Operación.
El establecimiento de esta relación es muy valioso, puesto que ayuda a mejorar el desempeño del Inspector de Mantenimiento y por ende la planificación del mantenimiento. En el esquema de trabajo que se plantea, el Inspector Técnico es la persona de mantenimiento que más está ligada al equipo, lógicamente que de operación la persona más ligada al equipo es el propio operador, por esta razón la información que generan ambos da como resultado el control total de la máquina en aspectos tales como:
• Dificultades en la operación.
• Seguimiento luego de una intervención.
• Detección de fallas potenciales.
• Conocimiento del equipo en detalle, sus componentes y su funcionalidad.
89
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
c) Relación entre Inspector Planificador y el Jefe de Área de operación.
La buena relación tanto personal como de trabajo entre estas personas dará como resultado una visión global de los problemas de una línea de producción.
El trabajo conjunto facilitará la elaboración de programas a mediano plazo y más tarde a largo plazo, pendientes primero a normalizar las condiciones de una línea y luego a optimizar el proceso. De esta relación se esperan los siguientes resultados:
• Determinación de cuellos de botella en una línea de producción.
• Análisis conjunto de fallas en los equipos y detección de causas que generan estas fallas.
• Fijación de metas a lograr a mediano plazo en lo referente a disponibilidad.
• Eliminación de fallas recurrentes.
• Programas de mantenimiento a mediano plazo y posibilidad de ejecución debidamente coordinados, teniendo siempre presente la necesidad de ejecutar aquellos trabajos que eliminen una causa de demora.
• Seguimiento del mantenimiento efectuado y evaluación de los resultados obtenidos.
d) Relación entre el Jefe de Planificación y Jefe de Operaciones. (Incluye al Jefe de Mantenimiento).
La relación a este nivel y la coordinación es necesaria para que desde aquí se impulsen las otras relaciones antes descritas. Es decir la obtención de una buena relación de trabajo a este nivel es vital. Nadie mejor que los encargados de la dirección de una planta pueden ser los impulsores de un cambio en la modalidad de trabajo; si esto no es posible establecer a este nivel, lo será más difícil a niveles más bajos, con lo cual no se podrá garantizar un resultado positivo tanto en operación como en mantenimiento.
A este nivel la claridad de los problemas debe ser alta para poder fijar metas a mediano plazo y más tarde a largo plazo con buenas posibilidades de éxito. La fijación de metas realistas es necesaria para que el personal no se desmotive.
3 TERCER NIVEL DE RELACIONES.
Este tercer nivel de se caracteriza por el control conjunto de una planta y la proyección a largo plazo o fijación de metas a largo plazo.
Estas relaciones se refieren a la visión de una planta desde el punto de vista de su rentabilidad. En este nivel de relaciones, la organización funciona como un todo y todos los esfuerzos están dirigidos
90
CAPÍTULO IVPROGRAMACIÓN DEL MANTENIMIENTO
a optimizar el proceso. Los más involucrados en esta relación son: Gerente de Área, Jefe de Operación, Jefe de Planificación, Jefe de Mantenimiento e Inspectores Planificadores.Los problemas a tratar en conjunto serán:
• Estándares de producción internacionales y programas para alcanzarlos y superarlos.
• Inversiones necesarias para optimizar el proceso.
• Determinación de recambio de equipo, previo estudio conjunto de la factibilidad del proyecto.
• Elaboración del presupuesto ceñido a resultados.
• Control de presupuesto o control de gastos contra presupuestos.
• Programación de entrenamiento especializado, que ayude a elevar el nivel tecnológico del personal.
• Estudio y determinación de programas especiales de producción.
• Estudio de modificación de equipos, pendientes a optimizar el proceso.
• Estudio de modificación de la secuencia de paradas de las líneas, tratando de obtener una mayor disponibilidad.
• Estudio conjunto y aprobación de gastos extraordinarios.
• Optimización de la gestión de repuestos (alta rotación, baja demanda insatisfecha).
91




