14v126g OK COSTOS (Aceite Reciclado en ANFO)

of 12
Transcript of 14v126g OK COSTOS (Aceite Reciclado en ANFO)
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
1/12
The Advantages of Recycled Oil in Blasting, a Refreshing Approach
Joseph Daly
Downer Blasting Services- Downer EDI Mining
X-Energy
Australia
Abstract
This is the detailed evaluation of the establishment and implementation of an oilrecycle plantlocated
on site at Boggabri Mine NSW, (Australia); its production, its use and its value. Also discussed in detail
is the quality of the raw material produced, and the process and initial application of this raw materialgenerated as well as the analysis of such, as a component within bulk explosive as applied to the mining
industry as compiled during analysis. Laboratory analysis prior to field testing is also discussed
including independent external laboratory analysis as well as the environmental benefits and a business
case for recycled oil in blasting. This paper includes technical details of the product including densities,velocity of detonation and other associated key performance indicators. The intention is to off-set the
amount of Distillate (Diesel) utilised as a component of bulk explosives, with a raw recycled oil and thus
reducing both the environmental carbon footprint as well as production costs with regard to introduced
petrochemical production and utilisation; an oil that is an existing recourse of controlled waste not onlydifficult but expensive to otherwise dispose of, whilst keeping the entire process on-site. Though
recycled oil in blasting is not an entirely original idea, the key feature of this paper is the ability to
complete the entire process on-site.
Process
Working closely with strategic environmental firm X-Energy, a processing unit comprising of filters,
heating unit and centrifuge was located on site and when placed into production, was able to consume
100% of all waste oil produced through the workshops of the Mine. The trial unit had the followingspecifications: (Ullrich 2006. p. 15 of 24)
Unit overall area: 2 m2
(21 feet2)
Unit overall weight: 150 Kg (330 pounds)
Process litres per min: 500 litres (132 US gal) per hour / 8 litres (2.1 US gal) per minuteCentrifuge speed: 10,000 rpm
Heater temp: 60 deg C (140 deg F)
Copyright 2014 International Society of Explosives Engineers
2014G - The Advantages of Recycled Oil in Blasting, a Refreshing Approach1 of 1
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
2/12
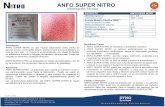
Illustration1:Processing unit beside the mine workshops.
Illustration2:Centrifuge containing removed heavy sediment, metals, contaminants and foreign bodies.
Recycled Oil Fuel Laboratory Analysis
Blasting Laboratories
Samples of raw oil, as well as oil processed by our environmental partners from the mine workshops,were sent to our laboratories in Qld, Australia. Here it was established that the product will physically
perform in a manner expected and have no ill effects on the existing raw materials contained within thebulk explosives used at the mine.
Recycled Oil as a component in general
Oils with lower levels of refinement are typically black and extremely odorous due to carbon build up
from heating in previous uses. They can also contain traces of fine metals from internally grinding
Copyright 2014 International Society of Explosives Engineers
2014G - The Advantages of Recycled Oil in Blasting, a Refreshing Approach2 of 1
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
3/12
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
4/12
External Independent Laboratory Analysis
An external laboratory analysed samples of both raw waste oil direct from the mine workshops as well
as a sample of processed recycled oil. The main areas of interest with relation to the performance as acomponent of bulk explosives are:
Metals
Moisture content
Micro Carbon ResidueTotal Acid Number
Metals
The majority of metals tested were within the required parameters as set for the recycled oil project.Testing was done in accordance with American Society for Testing and Materials. (ASTM 2012)
Moisture
Moisture will have an effect on the rate of oil absorption by prill. The laboratory analysis indicates the
final amount of water within the processed oil is approximately 0.4%. As production is utilising a
30/70% blend, this calculates to a moisture content of 0.07% total moisture content. The limit is 0.2%;therefore the processed oil is within parameters.
Micro Carbon Residue
The idiosyncratic colour of the oil both before and after processing indicates immediately the presents of
suspended carbon, however, an excess of carbon can have an influential effect on the emulsion stability
and the general product performance. Though a slightly higher than expected level of carbon wasdiscovered, it did not result in any ill effect either in pre-trial lab analysis or production field trials.
Total Acid Number
The total acid number of a component in a bulk explosive should not be excessive as it may have an
undue effect on the gassing rates of a gassed emulsion product. The acid number was slightly higherthan the specification however, with regard to the higher amount of acid numbers; the % of gassing
agent has been increased in the formulation in gassed product to accommodate the gassing rate.
Oil Absorption Test
A batch of ANFO was prepared blending our environmentalpartnersoil with diesel at 30:70 ratio. Prill
showed complete absorption of oil within 10 minutes of its introduction.
Copyright 2014 International Society of Explosives Engineers
2014G - The Advantages of Recycled Oil in Blasting, a Refreshing Approach4 of 1
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
5/12
Illustration3: Sample of AN Prill with a 30% Recycled Oil absorption.
Water Resistance Test (Conductivity)
This test was undertaken to determine the water resistance of the product using conductivity readings.
An industry accepted fact is that AN is, by no means, resistant to water as it is extremely hygroscopic
(readily absorbs water). This test determines the quality of a bulk explosive with Ammonium Nitrateemulsion (Heat 800) to create a Heavy ANFO, accepted industry wide to have water resistance
qualities due to the addition of a water resistant emulsion. Quality emulsion will have a lower
conductivity. If the emulsion breaks down, it will separate into a fuel phase and an AN (AmmoniumNitrate)/CN (Calcium Nitrate) solution. The free hydrogen available in the solution, will allow current
transfer, thus measuring the conductivity of the product will indicate emulsion phase separation or break
down. Standard Distillate with emulsion will not readily break down and that bench mark ofconductivity has been established. This test will then determine the quality of the bulk explosive product
with the addition of recycled oil and measure its conductivity.
Water Resistance Test (Visual)
As outlined in the previous test, emulsion is utilized in the heavy ANFO bulk explosive product to aid
water resistance. An additional visual test was undertaken to determine if the addition of recycled oil
will have a detrimental effect on the bulk explosive product in direct relation to water resistance. Asample of heavy ANFO (60% ANFO / 40% Emulsion) with ANFO component being 30% recycled oil
was slept under a colored indicator die/water. This sample was observed over time to determine if any
ingress of water was evident into the sample product. A side-by-side analysis was undertaken with a
standard distillate product of the same proportion.
Copyright 2014 International Society of Explosives Engineers
2014G - The Advantages of Recycled Oil in Blasting, a Refreshing Approach5 of 1
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
6/12
Illustration 4: Water ingress testing over 22 days. Recycled oil, Standard Distillate
Lab Analysis Conclusion
Lower conductivity readings using Recycled oil in comparison to using diesel as only fuel indicateproducts good resistance to water. The percentage of ammonium nitrate breakdown is greater using
diesel as the only fuel in the product. Photographic evidence indicates higher ingress of water usingdiesel based fuel. The rate of oil absorption displayed by prill using Recycled oil/diesel blend was
comparable with using diesel as only fuel. In summary the Recycled Oil/Diesel blend provides higherwater resistance to the product compared to diesel as only fuel. Based on the test findings it is
recommended that the field trials using recycled oil in ANFO as well as 30% and 70% be conducted to
evaluate blast performance and monitor NOx emissions.
Blasting Research Firing Range
Additional testing was undertaken on the required detonators at the testing facility at Dalby QLD
Australia. Detonators were slept in the samples of oil and then fired on the range at both 2 weeks and 4weeks to ensure no ill effects on the initiation system of the bulk product. No ill effects were noted with
the exception of some bloating of the rubber seal grommet.
Illustration 5: Detonators after sleeping in recycled oil, testing of detonators on range.
The deformation of rubber with regard to the detonators is of little consequence to the practical use ofthe recycled oil as the detonators will already be in the booster at time of contact with oil and will in no
way hamper their practical operation. The mixing platform such as the MPU however will need to have
some seals retrofitted from rubber to biton or neoprene. These seals are around the flow meter and
Copyright 2014 International Society of Explosives Engineers
2014G - The Advantages of Recycled Oil in Blasting, a Refreshing Approach6 of 1
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
7/12
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
8/12
Recycled Oil Fuel Field Analysis
The Oil
The Oil as processed on site is now in a clean form free of most water, solids, heavies and contaminants
that may prove detrimental to the bulk explosive or an explosive environment. The oil in its recycled
raw state has a density of 0.875 g/cc and is within the required density range. The oil is black in colourand has little odour.
The Distillate
The distillate is of a BioDiesel type. Further analysis is required to establish if its bio derivative has
any adverse effect on the product, however initial tests show there is little effect of the bio diesel versusstandard low sulphur diesel. The Bio-Diesel has a density of 0.84 g/cc.
The Oil/Distillate Blends
The Oil and Distillate is blended, mixed and stored in 1000 Litre (264 gal US) IBCs. A required density
of 30% at 0.85 g/cc and 50% of 0.86 g/cc is required. After agitating the IBCs prior to pumping intoMPUs the required densities were reached.
ANFO 30% Recycled Oil
This is a standard ANFO blend however at 30% of the fuel oil component being recycled oil. This
product proved to mix well and loaded as expected. Densities of the product averaged at 0.8004 g/cc.
CGAN was Yarra. The product performed well with good heave characteristics and no fume with a VoDof ~ 4035 m/s.
Illustration 6:ANFO being loaded on the bench.
Copyright 2014 International Society of Explosives Engineers
2014G - The Advantages of Recycled Oil in Blasting, a Refreshing Approach8 of 1
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
9/12
ANFO 50% Recycled Oil
The ANFO blend at 50% recycled oil proved to mix well and loaded as expected. Densities of the
product averaged to 0.793 g/cc across the holes loaded. The product performed well with a VoD orapproximately 4300 m/s.
Illustration 7:50% Recycled Oil ANFO VoD of ~4300 ms
ThrowMAX 830 30% Recycled Oil
The ThrowMAX 830 product is a top loaded heavy ANFO at 70% ANFO and 30% emulsion however
30% of the fuel oil component being recycled oil. Physically the product appeared as expected with adensity of 1.16 g/cc (within specification).
Illustration 8:TM830 product manufactured and loaded.
The shot profile heave appeared to be uniform with that of the standard product indicating a similar
product performance. There was no trace of fume that could be attributed to the use of this product. Aconsistent self-supporting velocity of ~4600m/s was recorded.
Copyright 2014 International Society of Explosives Engineers
2014G - The Advantages of Recycled Oil in Blasting, a Refreshing Approach9 of 1
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
10/12
ThrowMAX 830 50% Recycled Oil
Physically the ThrowMAX 830 product at 50% recycled oil appeared as expected with a density of 1.16
g/cc (within specification). The product blended well with the emulsion indicating a successful
manufacture, with a similar consistency to the standard distillate blend. The VoD of the 50% recycledoil TM830 was sufficient measured at approximately 4800 m/s. A power trough as expected allowed
visual observation down into the blasted strata exposing successful evidence of fragmentation. Theevidence of an even profile across the heave pile also indicated an even dispersal of energy across theshot. No evidence of Fume of Fly-Rock was noted.
Illustration 9:TM830 (50%) product with a VoD of ~ 4800 m/s
AquaMAX 870 30% Recycled Oil
This Product is a pumped bottom loaded product consisting of 70% emulsion, 30% ANFO and gassingagents. The manufacture was as expected and the product loaded on the shot was no different to thatexpected with standard AM870; apart of course from the idiosyncratic colour.
Illustration 10:30% recycled oil AquaMAX 870 and VoD of ~ 4381m/s
Copyright 2014 International Society of Explosives Engineers
2014G - The Advantages of Recycled Oil in Blasting, a Refreshing Approach10 of 1
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
11/12
Physically the product appeared as expected with an initial density of 1.32 g/cc (within specification).As this is a gassed product, the target density of 1.00 g/cc was set. Final density was reached in
approximately 50 minutes of an average of 1.03 g/cc (within specification).
Illustration 11:QA analysis and data gathering as the product gasses.
Gassing Rates
Illustration 12:AM870 (30%) product manufactured and gassing to final density.
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
0 5 10 20 30 40 50 60
Densityg/cc
Time minutes
VM 8502 Gassing Rates AquaMAX 870
Loaded 16 May 2013
Sample 1
Sample 2
Sample 3
Sample 4
Sample 5
Copyright 2014 International Society of Explosives Engineers
2014G - The Advantages of Recycled Oil in Blasting, a Refreshing Approach11 of 1
-
8/9/2019 14v126g OK COSTOS (Aceite Reciclado en ANFO)
12/12
A cast allowed visual observation down into the blasted strata now spread over the lower benchexposing successful evidence of fragmentation. The area of the shot blasted with the recycled AM870
(30%) appeared to have the same cast and fragmentation as the remainder of the shot loaded with
standard bulk explosive. An even profile across the heave pile also indicated a successful shot and an
even dispersal of energy across the shot comparing the trial product to the standard product. Noevidence of Fume, Fly-Rock or air blast was noted.
Conclusion - Recycled Oil Fuel Field Analysis
It has been standard practice for Australian mines to use 100% diesel with ammonium nitrate for mineblasting. By utilising waste oil in the blasting process mining would save thousands of litres of diesel per
year on a 50:50 explosive fuel blend. This reduces the mines CO2 emissions by thousands of metric
tonnes per year; equivalent to the greenhouse emission of hundreds of passenger vehicles each year.
Less greenhouse emissions associated with transport of fuel, waste oil
Removal, waste oil refining, etc.
Does not produce more greenhouse gasses than diesel based blasting products
Financial benefits are clear, with the addition of possible future political benefits, we are nowwell placed within the industry to best develop and implement these initiatives.
The project has proved a validity of concept utilising waste oil in blasting by processing it to ensure
minimal risk to bulk blasting product and process, thus reprocessing waste oil and displacing distillate.
The cost savings associated with completing the entire process from workshop to blast-hole withoutleaving the mine site is clearly evident further reducing additional environmental effects and ensuring
ongoing profitability, and environmental credibility to not only the mine site in question but the industry
in general
Joseph DalySenior Technical Engineer
References
Ullrich 2006. Westfalia Mineraloil Seperator Systems, Westfalia Separator, Mineraloil Systems GmbHWerner-Habig-Strae 1 59302 Oelde (Germany). pp 15 of 24.
Colin McKenna 2001. ANFO Case Study Used Oil Waste or Resource, Shell Australia LimitedMelbourne Victoria 3000 (Australia). pp 2 of 4.
American Society for Testing and Materials, 2012, Various ASTM, ASTM International, West
Conshohocken, PA, USA, www.astm.org, viewed June 2013
Copyright 2014 International Society of Explosives Engineers
2014G The Advantages of Recycled Oil in Blasting a Refreshing Approach12 of 1