21-4-14 FUND 205 MAYO 2014 CUB 81778 CUB JUNIO 08 …21-4-14 fun 205 mayo 2014_80480 f-febrero 08 n...
44
MAYO 2014 • N.º 205
Transcript of 21-4-14 FUND 205 MAYO 2014 CUB 81778 CUB JUNIO 08 …21-4-14 fun 205 mayo 2014_80480 f-febrero 08 n...

MAYO 2014 • N.º 205
MA
YO
201
4 •
Nº
205
21-4-14 FUND 205 MAYO 2014 CUB_81778 CUB JUNIO 08 N150 22/04/14 12:01 Página 1

21-4-14 FUND 205 MAYO 2014 CUB_81778 CUB JUNIO 08 N150 22/04/14 12:01 Página 2

21-4-14 FUND 205 MAYO 2014 CUB_81778 CUB JUNIO 08 N150 22/04/14 12:01 Página 2

MAYO 2014 • N.º 205
MA
YO
201
4 •
Nº
205
21-4-14 FUND 205 MAYO 2014 CUB_81778 CUB JUNIO 08 N150 22/04/14 12:01 Página 1

FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION MAYO 2014 • N.º 205
AlbertDirector
David VarelaPublicidad
PabloAdministración
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
Calle Cid, 3, 2a - E 28001 MADRIDTel. 91 576 56 [email protected]
MAQUETACIÓNPreiser Preimpresión
IMPRESIÓNEdén Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Comité de Orientación
D. Ignacio Sáenz de Gorbea
D. Manuel Gómez
Pág.
EDITORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
INFORMACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
ARTÍCULOS
Análisis de la manufactura esbelta en la industria de la fundiciónJudith Gutiérrez González, María de Jesús Pluma Torres,Enrique Hernández ..................................................... 17
Audi pinta sus modelos en Mèxico con tecnología eficientede Dürr ......................................................................... 21
Solintal, empresa de maquinaria pesada, triplica la produccióny reduce costes gracias al softwarw de Autodesk ............. 23
Inoculación de fundición (1.ª Parte)Judith Gutiérrez González, María de Jesús Pluma Torres,Adriana Sandoval Hernández ......................................... 25
ENGLISH NEWS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
EMPLEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
SEGUNDA MANO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
EDITACAPITOLE PRESS
DISEÑOLyPrd
FUNDIDORES aparece mensual mente diez veces al año (exceptoenero y agosto). Los autores son los únicos responsables de las opi-niones y conceptos por ellos emitidos. Queda prohibida la reproduccióntotal o parcial de cualquier texto o artículos de FUNDIDORES sin previoacuerdo con la revista.
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 1

EDITORIAL
PRESENCIA NACIONAL E INTERNACIONAL A LA JORNADAFUNDICIÓN DE MEXICO
Con ponencias de FORD MEXICO y de VOLSKWAGENMEXICO, stands de ASK CHEMICALS, ITALPRESSE, ESI,SYNCHRO ERP, BL info, TCM, CIMSA, GODFREY &WING, LENARD BCN…va a ser muy interesante la Jor-nada Fundición de México.
La jornada FUNDICION 2014 de Querétaro permite en-trar en contacto con estas empresas. Existe tres jornadascomplementarias:
17 Junio 2014 : Jornada SUPERFICIES.
18 Junio 2014 : Jornada TRATAMIENTOS TERMICOS.
19 Junio 2014 : Jornada FUNDICION.
El precio de un stands es de 399 euros. Para asistir es 115euros (incluye almuerzo, open bar, documentación). Sepuede inscribir en linea en:
http://metalspain.com/paypal-mexico-fundicion.html
con tarjeta o Paypal en euros, US $ y pesos mexicanos $.
Las mismas Jornadas, Fundición, Tratamientos Térmicos,Superficies están en Bilbao los 16-17 y 18 de Septiembre.
Destacan también las interesantes Jornadas organizadascon la revista TRATAMIENTOS TERMICOS en Chicago eIndia : http://metalspain.com/jornada.htm
Aquí estaremos : es una excelente oportunidad para nue-vos contactos.
La Redacción
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 2

INFORMACIONES
FOSECO DESARROLLA UNNUEVO MATERIAL AISLANTEPARA HORNOSDOSIFICADORES ENFUNDICIONES DE ALUMINIO
El uso de hornos dosificadores para laobtención de ahorros energéticos enfundiciones de aluminio es hasta la fe-cha la mejor tecnología disponible. ElDepartamento de Desarrollo y Tecno-logía de Foseco ha obtenido un reves-timiento nuevo, altamente aislantebase INSURAL, fabricado en panelesautomontables los cuales son entrega-dos listos para instalar y proporcionaruna alta longevidad.
La fabricación y preparación de unnuevo revestimiento INSURAL puederealizarse en 3 o 4 días sin problemasde hidrógeno alguno. Mientras que losrevestimientos fundidos in situ tienenque secarse durante varias semanasantes de que se haya eliminado toda elagua combinada.
Gracias a la baja humectabilidad delINSURAL, la cavidad del horno es fá-cil de limpiar y el metal líquido estáprotegido contra impurezas no dese-adas. Además, debido a la instalaciónen seco no es necesario un procesode sinterización y las buenas propie-dades aislantes llevan a un ahorroenergético de hasta el 17%. Benefi-cios adicionales son la extrema bajaacumulación de Corindon (óxidos dealuminio), debido a la ausencia dejuntas, resistencia al agrietamiento enel área de los tubos de calefacción yse requiere una simple manipulacióncuando se necesita un cambio de re-vestimiento.
Adicionalmente Foseco tambiénofrece tubos de dosificación de INSU-RAL, INSURAL o embudos de llenadografito/arcillosos, tubos de protecciónISOPRIME para elementos de calefac-ción, tubos de protección termo-ele-mentos EKATHERM y lavaderos ZYA-ROCK para el aislamiento y la preven-ción de óxido acumulado.
Servicio Lector 1
Horno de dosificación INSURAL – Materialaislante de Foseco para Fundiciones de
Aluminio.
UNESID: LAINTERRUMPIBILIDAD ES UNSERVICIO AL SISTEMAELECTRICO
La interrumpibilidad es un servicioque algunos grandes consumidoreseléctricos prestan al sistema eléctrico
3FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 3

INFORMACIONES
en la gestión de la demanda, po-niendo a su disposición toda o partede la potencia contratada para suplircualquier posible carencia. Es un ser-vicio no gratuito porque las empresasque lo prestan han tenido que abordarcuantiosas inversiones materiales y or-ganizativas para poder cumplirlo yporque supone un verdadero seguropara el conjunto de los consumidoreseléctricos.Las empresas que suscriben este servi-cio reciben una compensación ade-cuada –hasta hace poco, razonable–por la prestación del mismo, sin quepueda considerarse en modo algunouna subvención o ayuda del estado.
El Gobierno en su reforma eléctrica encurso, ha realizado modificacionesdel régimen de interrumpibilidad quesuponen una rebaja sustancial de laretribución que percibían las empre-sas por ese servicio. Una orden minis-terial que UNESID ha recurrido.
La Comisión Europea aprobó, el 9 deabril 2014, el esquema de ayudas de Es-
tado en materia de energía y medio am-biente que incluye la posibilidad de quelos estados miembros excluyan delpago de las energías renovables a losgrandes consumidores eléctricos, comoya ocurre en Francia y Alemania.
Lamentablemente, en España elasunto ni se ha planteado. Aquí losconsumidores eléctricos pagan la fac-tura de las energías renovables in-cluida en el paquete de “peajes de ac-ceso a la red” que incluye conceptosque nada tienen que ver con dicha no-minación. Al igual que el resto de losconsumidores españoles, las indus-trias soportan el régimen de ayudas alas energías renovables españolas, elmás generoso de la Unión Europea yposiblemente de toda la OCDE.
La industria siderúrgica española su-pone el 4,6% del PIB industrial. En2012 produjo 13,6 millones de tonela-das de acero bruto. El consumo apa-rente de productos siderúrgicos en2012 fue de 10,6 millones de tonela-
das. El sector es netamente exportador(71% de la producción), alcanzandoel 4% de las exportaciones españolasde bienes.
Innovación, eficiencia, sostenibilidady seguridad laboral son principios querigen la estrategia del sector, que se re-conoce como un factor fundamentalde la nueva economía verde. Cada to-nelada producida conlleva 7 euros eninversiones medioambientales. La in-dustria siderúrgica realiza un uso efi-ciente de los recursos hasta aprove-char casi el 80% de los residuos y sub-productos que genera en el proceso.
UNESID es la asociación empresarialde la siderurgia española, que aglutina46 empresas, que emplean a 60.000personas –además de las 20.000 queintervienen en la recolección de cha-tarra- y facturan en su conjunto13.000 millones de euros.
Servicio Lector 2
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 4

21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 5

INFORMACIONES
FORD, VOLSKWAGEN, ASKCHEMICALS, ITALPRESSE… ENLA JORNADA FUNDICIÓNMEXICO
Los profesionales más destacados dela fundición se reunen en Querétaro,la zona más dinámica de México paralas inversiones, en la Jornada Fundi-ción, el 19 de Septiembre 2014 enQuerétaro.
Stand: 399 euros o $ 6,707 MN
Inscripción: 115 euros o $ 1,933 MN(incluye almuerzo, pausa café, al-muerzo, documentación, conferen-cias, visita de los stands)
Se puede registar y pagar en linea en:
http://metalspain.com/paypal-mexico-fundicion.html
inscribir [email protected]
La Jornada se completa los dos diasanteriores con una Jornada SUPERFI-CIES y una jornada TRATAMIENTOSTERMICOS.
Info : http://metalspain.com/jornada.htm
Servicio Lector 3
DÜRR SUSTITUYE LA LINEAPT/ED DE VOLKSWAGEN ENESPAÑA
Dürr Sistems Spain S.A. ha construidouna nueva línea completa para el pre-
tratamiento y la cataforesis en laplanta de Pamplona de VolkswagenNavarra S.A. Con el inicio de lapuesta en marcha en noviembre de2013 Volkswagen puede confiar enuna instalación moderna y eficiente,basada en la tecnología probada deDürr para el recubrimiento por in-mersión rotativo Ecopaint RoDip.
Debido a la rotación completa de la ca-rrocería en el tanque, se reducen curvasde inmersión y salida de tanque, acor-tando significativamente la longitud deltanque. Además de ahorrar espacio,esta reducción en el volumen del tan-que también reduce el consumo de ma-terial y de energía. Al mismo tiempo,RoDip proporciona un espesor uni-forme del revestimiento también en lospuntos críticos, tales como en la talo-nera, y por lo tanto la mejor protecciónposible a la corrosión a través del pro-ceso optimizado de inmersión, inunda-ción y drenaje. También la facilidad delmantenimiento del sistema convencióal cliente.
La limpieza de los baños de desen-grase se realiza gracias a separadoresEcoMultiCyclone. Mediante un pro-ceso de recirculación se produce unalimpieza continua, donde los EcoMul-tiCyclones separan las partículas sóli-das del fluido, el cual, una vez lim-piado, es conducido nuevamente a lacuba de trabajo. El beneficio es: me-nos suciedad en el baño y, por consi-guiente una mejor calidad del recubri-miento. Además, son necesarios me-nos productos químicos ya que elciclo de vida del baño es significativa-mente más largo.
Ahorra energía y materiales – el sistema derecubrimiento por inmersión rotativo Ecopaint
RoDip de Dürr.
Como integrador de sistemas Dürr hasuministrado una serie de instalacio-nes auxiliares, como el horno de ED,las zonas de trabajo, la tecnología detransporte externo y también la plantade regeneración de agua DI.
Actualmente se produce en esta líneael modelo Polo con una capacidadneta de 67 carrocerías por hora. La lí-nea está preparada para la producciónde otros modelos mayores, hasta el ta-maño de una furgoneta compacta,como por ejemplo el Touran y sepuede ampliar a una capacidad netade 75 vehículos por hora.
En España, Dürr tiene una representa-ción directa desde 1974 y en la actua-lidad cuenta con alrededor de 110empleados. Dürr Systems Spain S.A.tiene su sede central en San Sebastiány oficinas adicionales en Barcelona,Valladolid y Madrid. La compañía re-presenta todas las unidades de nego-cio del grupo Dürr y se centra en la ex-pansión y modernización de plantas,así como en la participación en pro-yectos llave en mano en España, Por-tugal y Marruecos. Los clientes deDürr Systems Spain S.A. son fabrican-tes de automóviles y de sus compo-nentes, las industrias aeronáuticas yferroviarias, la industria de electrodo-mésticos y otras industrias.
Servicio Lector 4
CONTROLADORES DE NIVELNEUMATICOS L-27 DS DEFILSA PARA LIQUIDOS:DETECCION DE MAXIMO YMINIMO CON UN UNICOCONTROLADOR
Los controladores de nivel neumáticosL-27 DS de Filsa para líquidos se ca-racterizan por ser versátiles y con unaexcelente relación calidad precio. Defácil instalación, proporcionan unagran fiabilidad y un trabajo continuosin necesidad de mantenimiento espe-cífico ni alimentación eléctrica.
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 6

21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 7

21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 8
INFORMACIONES
Estos controladores de nivel para lí-quidos se componen de un microrrup-tor accionado por una membrana sen-sible a la presión. La conmutación delmicrorruptor se obtiene por la com-presión de la columna de aire quequeda cautivo en el interior del tubo alascender el líquido en el depósito.
Además de líquidos, se puede contro-lar cualquier mezcla lo suficientefluida como para que al vaciarse el de-pósito deje limpio el interior del tubo.
Dispone de 2 señales de salida inde-pendientes, lo que permite realizar elcontrol automático del nivel entre dospuntos con un mismo aparato. La se-ñal de mínimo quedaría a una alturade agua de unos 8 centímetros res-pecto la entrada del tubo vertical y laseñal de máximo es regulable de 25centímetros a 1 metro respecto a la se-ñal de mínimo.
Se puede suministrar con membrana deNBR o de Vitón, para proporcionar ma-yor durabilidad en cada aplicación con-creta, según el producto a controlar.
Servicio Lector 5
JORNADA FUNDICION – 18SEPTIEMBRE 2014 BILBAO
En 2014, la Jornada Fundición organi-zada por la revista FUNDIDORES, esel 18 de Septiembre 2014 en Bilbao.
Es una Jornada anual que se repitecada año en Bilbao y que ha reunidoen las Jornadas anteriores a FAGOREDERLAN, GERDAU, SUÑER, SEAT
GEARBOX del PRAT, ANTOLIN, ALS-TOM, AMURRIO FERROCARRIL ,KONIKER, UIPOS, CISA, EDERTEK,FUCHOSA, MFA, OCA, SCMFONDE-RIE, BRAVO ENTERPRISES, CO-FUNDI, COOPERATIVA AZCOI-TIANA, FAED, OLIZABAL Y HUARTE,JEZ SISTEMAS FERROVARIOS, SHAN-DAR TECHNOLOGIES, SPOOL SISTE-MAS, TABIRA, TECNALIA, VILASSA-RENCA, URKO ASE, GABI SA,GRUPO ANTOLIN, CIE AUTOMOTIV
Stand: 390 euros.
Inscripción: 95 euros ( incluye al-muerzo, pausa café, almuerzo, docu-mentación, conferencias, visita de losstands).
http://metalspain.com/2014.htm
Información: [email protected]
La Jornada se completa los dos díasanteriores con una Jornada TRATA-MIENTOS TERMICOS y una JornadaSUPERFICIES.
La Jornada TRATAMIENTOS TERMI-COS organizada por la revista TRATA-MIENTOS TERMICOS, es el 17 deSeptiembre 2014 en Bilbao, un dia an-tes de la jornada Fundición. Hay va-rias fundiciones que vienen a esta jor-nada para su talleres de tratamientostérmicos.
Stand: 390 euros.
Inscripción : 95 euros ( incluye al-muerzo, pausa café, almuerzo, docu-mentación, conferencias, visita de losstands).
Ya se puede inscribir e enviar proposi-ciones de conferencias:
Información:
http://metalspain.com/[email protected]
La Jornada SUPERFICIES es el 16 deSeptiembre 2014 en Bilbao, y com-pleta perfectamente las jornadas Fun-dición y Tratamientos Térmicos. Detal forma, hay tres dias seguidos, ha-ciendo de las Jornadas de Bilbao uncentro de interés muy completo.
Stand: 390 euros.
Inscripción : 95 euros (incluye al-muerzo, pausa café, almuerzo, docu-mentación, conferencias, visita de losstands).
http://metalspain.com/surface.htm
La Jornada SUPERFICIES MEXICO esel 17 de Junio 2014 en Querétaro, ycompleta perfectamente las jornadasFundición y Tratamientos Térmicos .
Stand: 399 euros.
Inscripción : 115 euros ( incluye al-muerzo, pausa café, almuerzo, docu-mentación, conferencias, visita de losstands).
http://metalspain.com/SUPERFICIES-MEXICO.htm
Servicio Lector 6
UNA MAQUINA PEQUENACON UNA EXCELENTEESTABILIDAD DE PROCESO!
Basado en la máquina a fuerza centrí-fuga FKS 04.1E-SA, los ingenieros deRösler han desarrollado un sistemacompacto de acabado en masa total-
9FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 9
INFORMACIONES
mente automático para un proveedorlíder en automoción.
Cuando el cliente estuvo dispuesto acomprar un nuevo sistema de acabadode superficies para el desbarbado depequeños discos hechos de acero (Ø =18 mm) y ejes (Ø = 4 mm/longitud =15 mm/), los requisitos técnicos eranmuy altos. La experiencia había de-mostrado que los chips abrasivos eranpropensos a realizar pequeños cortesen los discos requiriendo un pulidomanual costoso y lento. El cliente tam-bién especificó un funcionamiento to-talmente automático incluyendo el se-cado de piezas y un equipo extrema-damente pequeño.
Máxima estabilidad de proceso
Los parámetros del proceso inclu-yendo el compuesto y el abrasivo, sedeterminaron mediante múltiples en-sayos en el centro de pruebas de Rös-ler. Desde que Rösler lo produce todoen sus instalaciones, el compuesto y elabrasivo pueden adaptarse perfecta-mente en las tareas de desbardado. Laopción ideal resultó ser un abrasivocerámico pequeño pre-rodado.
Unidad de separación pieza/abrasivointegrada.
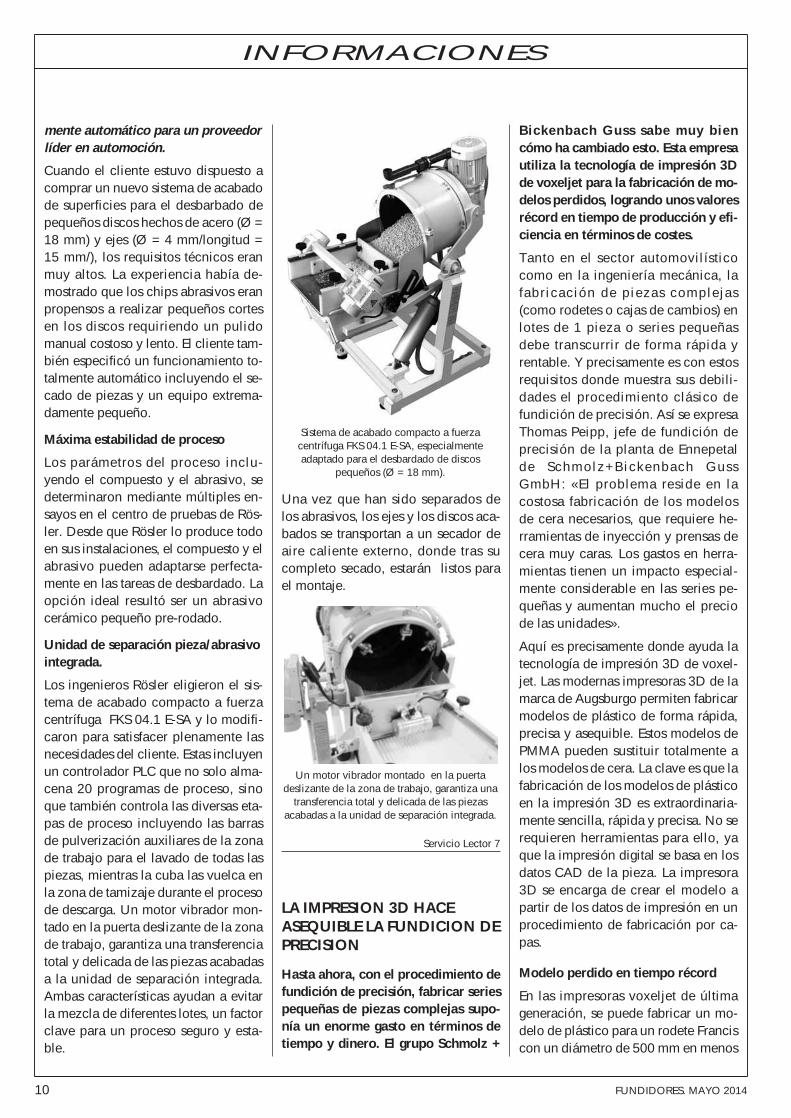
Los ingenieros Rösler eligieron el sis-tema de acabado compacto a fuerzacentrífuga FKS 04.1 E-SA y lo modifi-caron para satisfacer plenamente lasnecesidades del cliente. Estas incluyenun controlador PLC que no solo alma-cena 20 programas de proceso, sinoque también controla las diversas eta-pas de proceso incluyendo las barrasde pulverización auxiliares de la zonade trabajo para el lavado de todas laspiezas, mientras la cuba las vuelca enla zona de tamizaje durante el procesode descarga. Un motor vibrador mon-tado en la puerta deslizante de la zonade trabajo, garantiza una transferenciatotal y delicada de las piezas acabadasa la unidad de separación integrada.Ambas características ayudan a evitarla mezcla de diferentes lotes, un factorclave para un proceso seguro y esta-ble.
Una vez que han sido separados delos abrasivos, los ejes y los discos aca-bados se transportan a un secador deaire caliente externo, donde tras sucompleto secado, estarán listos parael montaje.
Servicio Lector 7
LA IMPRESION 3D HACEASEQUIBLE LA FUNDICION DEPRECISION
Hasta ahora, con el procedimiento defundición de precisión, fabricar seriespequeñas de piezas complejas supo-nía un enorme gasto en términos detiempo y dinero. El grupo Schmolz +
Sistema de acabado compacto a fuerzacentrífuga FKS 04.1 E-SA, especialmenteadaptado para el desbardado de discos
pequeños (Ø = 18 mm).
Un motor vibrador montado en la puertadeslizante de la zona de trabajo, garantiza una
transferencia total y delicada de las piezasacabadas a la unidad de separación integrada.
Bickenbach Guss sabe muy biencómo ha cambiado esto. Esta empresautiliza la tecnología de impresión 3Dde voxeljet para la fabricación de mo-delos perdidos, logrando unos valoresrécord en tiempo de producción y efi-ciencia en términos de costes.
Tanto en el sector automovilísticocomo en la ingeniería mecánica, lafabricación de piezas complejas(como rodetes o cajas de cambios) enlotes de 1 pieza o series pequeñasdebe transcurrir de forma rápida yrentable. Y precisamente es con estosrequisitos donde muestra sus debili-dades el procedimiento clásico defundición de precisión. Así se expresaThomas Peipp, jefe de fundición deprecisión de la planta de Ennepetalde Schmolz+Bickenbach GussGmbH: «El problema reside en lacostosa fabricación de los modelosde cera necesarios, que requiere he-rramientas de inyección y prensas decera muy caras. Los gastos en herra-mientas tienen un impacto especial-mente considerable en las series pe-queñas y aumentan mucho el preciode las unidades».
Aquí es precisamente donde ayuda latecnología de impresión 3D de voxel-jet. Las modernas impresoras 3D de lamarca de Augsburgo permiten fabricarmodelos de plástico de forma rápida,precisa y asequible. Estos modelos dePMMA pueden sustituir totalmente alos modelos de cera. La clave es que lafabricación de los modelos de plásticoen la impresión 3D es extraordinaria-mente sencilla, rápida y precisa. No serequieren herramientas para ello, yaque la impresión digital se basa en losdatos CAD de la pieza. La impresora3D se encarga de crear el modelo apartir de los datos de impresión en unprocedimiento de fabricación por ca-pas.
Modelo perdido en tiempo récord
En las impresoras voxeljet de últimageneración, se puede fabricar un mo-delo de plástico para un rodete Franciscon un diámetro de 500 mm en menos
10 FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 10

INFORMACIONES
de 24 horas. Se utiliza como materialPMMA, que comienza a reblande-cerse ya a 73 °C y que a temperaturassuperiores a los 700 °C se consume sindejar restos. De esta forma, las piezasson perfectamente adecuadas comomodelos de derretimiento para la fun-dición de precisión. En Schmolz +Bickenbach cuentan desde hace añoscon una experiencia más que sólidaen la impresión 3D de modelos deplástico: «En el pasado imprimíamoslos modelos en el centro de serviciosde voxeljet. En 2013, las ventajas queofrece la tecnología de impresión 3Dy nuestro creciente volumen de pedi-dos nos convencieron para invertir enla adquisición de una impresora vo-xeljet propia. En la fundición de preci-sión, con nuestra VX1000 podemosimprimir piezas de PMMA con el vo-lumen espacial disponible (1060 x600 x 500 mm) y producir a partir deahí piezas de fundición con un pesomáximo de 70 kg. De esta forma, po-demos atender a nuestros clientes deforma todavía más rápida y eficiente»,señala Thomas Peipp.
Los modelos se elaboran con el pro-ceso de fabricación por capas. En él,se aplica una fina capa de polvo deplástico sobre una plataforma demolde y, a continuación, se imprimede forma selectiva con un disolvente.El disolvente causa una adherencia delas partículas delimitada a zonas con-cretas. Mediante la aplicación y la so-breimpresión de nuevas capas se vadando forma al objeto deseado. Losvolúmenes de polvo sin imprimir sos-tienen la estructura impresa, lo quepermite confeccionar superficies decualquier forma, con todo nivel demuescas y sin estructura portante. Unavez terminado el proceso de impre-sión, se retiran los restos de materialparticulado del modelo y se infiltracon cera. Con ello, los modelos deplástico adquieren una superficie lim-pia y sellada, lo que mejora todavíamás la calidad de las piezas de fundi-ción de precisión.
Modelos de plástico en lugar depiezas de cera
El tratamiento posterior es idénticotanto para los modelos de plástico conimpresión 3D como para las piezas decera con fabricación convencional.Tras el control de entrada y el montajedel sistema de primera colada, se apli-can las primeras capas cerámicas.Después se pasa al horno. Los mode-los de plástico se reblandecen y con-traen ya a 73 °C, por lo que las cásca-ras cerámicas no se agrietan. Si lastemperaturas alcanzan los 700 °C omás, los moldes se consumen porcompleto, sin dejar restos. Los mode-los solo se utilizan una vez, de ahí quese hable de «modelos perdidos».
Antes de verter la aleación de acero ode aluminio al rojo vivo en las cáscarasde molde, hay que hacer el soplado. Noes necesario lavar los moldes.
Una vez fríos los moldes, hay que retirarlas cáscaras y los sistemas de vertido yde entrada, desbarbar los bordes afila-dos y, en su caso, corregir posibles de-fectos de superficie. Para terminar, hayque realizar pruebas no destructivas ycomprobar las medidas según las espe-cificaciones del cliente. «Prototipos,piezas sueltas o series pequeñas, no im-porta: la tecnología de impresión 3Dpermite fabricar de forma sencilla y ba-rata modelos de diseño y de fundiciónde precisión muy complejos en untiempo mínimo. Esto supone unaenorme ventaja para nosotros comofundidores de precisión y, sobre todo,para nuestros clientes», afirma ThomasPeipp a modo de conclusión.
Flier del grupo Schmolz +Bickenbach Guss
El grupo Schmolz + Bickenbach Gusses líder de mercado y en materia decalidad en el sector de la fundición deacero inoxidable a nivel europeo. Laempresa ofrece soluciones de fundi-ción de acero inoxidable y acero conpiezas de entre 30 gramos y 20 tonela-das. Entre sus competencias centralesse incluyen el asesoramiento, el desa-rrollo, el conocimiento especializado
sobre materiales, la última tecnologíade fundición y la versatilidad de su ni-vel de producción.
Servicio Lector 8
MANUEL MARTINEZ:VICEPRESIDENTE DE LAASOCIACION DE EMPRESASDE EQUIPOS DE PROTECCIONPERSONAL
Manuel Martinez, Director General deDEINSA - empresa que fundó haceahora más de 25 años - ha sido nom-brado Vicepresidente de ASEPAL, laAsociación de Empresas de Equiposde Protección Personal, convirtién-dose en la voz cualificada de los dis-tribuidores nacionales en la Junta Di-rectiva de la Asociación.
Manuel Martínez, ha desarrollado suactividad profesional desde 1978 en elsector de distribución de equipos deprotección individual y este nombra-miento viene a reconocer su amplia yextensa trayectoria en el sector, asícomo su hasta ahora satisfactoria y ac-tiva labor al frente de la tesorería de lamisma.
Desde hace más de 25 años, DEINSAofrece a sus clientes la más completagama de equipos de protección indivi-dual (EPI) reforzada con asesora-miento técnico experto.
Servicio Lector 9
11FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 11

INFORMACIONES
UNA NUEVA ENCUESTA PONEDE MANIFIESTO LACRECIENTE IMPORTANCIA DELA FINANCIACION DEACTIVOS PARA LA INDUSTRIADE MAQUINA HERRAMIENTA
La financiación no bancaria está co-brando cada vez más relevancia en lafacilitación de ventas de equipos ymodernizaciones tecnológicas. El64% de los OEM encuestados confir-maron que la financiación de activosha sido “muy importante” a la hora depermitir a sus clientes adquirir equiposdurante los dos últimos años. Se pre-vee que crezca la demanda de técni-cas de financiación de activos de aquía finales de década, y un 68% de losencuestados señalan que la financia-ción de activos seguirá siendo “muyimportante” durante los próximoscinco años. Concretamente, el leasingfue destacado por el 55% de los OEMencuestados como la fuente de finan-ciación principal usada por los adqui-rentes de máquinas herramienta.
En España, el acceso a financiaciónasequible y apropiada tiene un papelfundamental a la hora de reavivar lainversión en equipos modernos demáquina herramienta. Es especial-mente importante dado que muchosusuarios de máquina herramienta sonpequeñas y medianas empresas que amenudo tienen dificultades para acce-der a créditos bancarios tradicionalespara la adquisición de equipos. Estasempresas a menudo son fabricantes decomponentes especializados ancladosen las cadenas de suministro de fabri-cación de alto valor añadido como ve-hículos, aeronaves, maquinaria yequipos sanitarios.
“La recesión a provocado que muchosusuarios de máquina herramienta ‘ex-priman’ sus activos desfasados a causade la falta de financiación para inver-siones nuevas,” señala José Luis Man-zanal, Director de Financiación 3rdParty de Siemens. “Sin embargo, nece-sitan modernizarse con alternativasmás productivas y más eficientes ener-géticamente si quieren seguir siendocompetitivos en el largo plazo. Los fa-bricantes que puedan ayudar a susclientes a vencer su cuello de botellafinanciero brindando la financiaciónde activos o facilidad de leasing inte-gral obtendrán una ventaja competi-tiva diferenciada.”
Cada vez más las opciones de leasing yrenting se están convirtiendo en los mé-todos preferido de financiación. Estasopciones de financiación de activos a lamedida pueden ser adaptadas por elproveedor de financiación, para respon-der a las necesidades de negocio espe-cíficas de cada cliente. De este modo,los pagos de leasing regulares (mensua-les o trimestrales) pueden relacionarsecon los beneficios esperados en eltiempo, obtenidos de un sistema de má-quinas herramienta modernizado y am-pliado. Estos beneficios podrían abarcardesde mayor productividad, pasandopor acceso a mercados nuevos, hastaimplementación de multitarea y ahorroen gastos de explotación gracias a la efi-ciencia energética.
Servicio Lector 10
TCM: TENOLOGIASCOMPUTARIZADAS PARAMANUFACTURA S.A. DE C.V.
Somos una Empresa Mexicana fun-dada en 1996, ofrecemos sistemas y
un completo rango de servicios enCAD/CAM/CAE, prototipos rapidos,analisis de elementos finitos, ingenie-ria en reversa e inspeccion de prime-ros arti culos.
Desde ese año TCM ha sido pioneraen el manejo de esta tecnologi a.Gracias a nuestros 16 años de expe-riencia nos hemos consolidado comola empresa lider en el mercado nacio-nal en el modelado, maquinado, ins-peccion e ingenieria inversa.
Brindamos servicio a todo el paisdesde nuestras oficinas en las ciuda-des de Guadalajara, Monterrey, Leon,Queretaro y el D.F.
Todo esto a traves de la practica profe-sional, comprometidos con nuestrasmetas, siempre predispuestos para laacción, desarrollando ideas con cali-dad, creatividad, fluidez y entrega.
TCM está presente con stand en la Jor-nada Fundición de Querétaro, el 19de junio 2013:http://metalspain.com/FUNDICIONmexico.htm
Servicio Lector 11
LA PLAQUITA CERAMICAIMPULSA LA PRODUCTIVIDADEN EL FRESADO DEFUNDICION
Una productividad de 2 a 3 vecessuperior frente a las calidades deplaquita de metal duro
CC6190, una nueva calidad de pla-quita cerámica para CoroMill 490,promete un incremento de la produc-tividad en los materiales de fundicióny de acero templado gracias a la posi-bilidad de aplicar mayores velocida-des de corte.
Piezas para la automoción
Cualquier fabricante dedicado al me-canizado de piezas para la automo-ción o la ingeniería general se benefi-ciará del uso de CoroMill 490 con lasplaquitas cerámicas CC6190. Lanueva calidad garantiza un rendi-
12 FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 12

INFORMACIONES
miento superior y una precisión opti-mizada en aplicaciones de fresado decomponentes para motores de la auto-moción como cuerpos de válvula, ci-güeñales y alojamientos para cajas deengranajes.
Diseñada y fabricada por Sandvik Co-romant, la calidad CC6190 ofrece unaproductividad de 2 a 3 veces superiorque las calidades de metal duro, mien-tras que el diseño de la plaquita confaceta paralela proporciona una exce-lente calidad superficial. Esta plaquitaestá diseñada para el desbaste de me-dio a ligero de componentes de fundi-ción, así como de piezas de fundiciónnodular y de hierro de grafito compac-tado (CGI por sus siglas en inglés).
Mayor vida útil de herramienta
En pruebas de acabado realizadas enun cuerpo de válvula de fundiciónSS0125, los requisitos de calidad in-cluían un acabado superficial de 1.0Ra y una superficie plana de 0.03 mm.Con los mismos datos de corte, Coro-Mill 490 con plaquitas CC6190 ofre-ció una vida útil un 40 % superior a lade una herramienta comparable de lacompetencia. Asimismo, otra pruebamostró un incremento de la vida útildel 20 % al desbastar una pieza defundición gris GG25.
Servicio Lector 12
Sandvik Coromant introduce la calidadCC6190, una nueva calidad de plaquita
cerámica para CoroMill 490, incrementandoasí la productividad en la fundición y el acero
templado.
QUERETARO ATRAE A MASEMPRESAS INTERNACIONALES.
Durante la visita del presidente fran-cés en Querétaro, se ha creado unfondo de inversión de 250 millonesde dólares se creó para financiar lacreación de los subcontratistas france-ses en el parque aeroespacial de laciudad de Querétaro.
Está ubicada en Querétaro la JornadaFundición y las otras Jornadas Trata-mientos Teérmicos y la Jornada Super-ficies organizadas en Junio. Stand 399euros.
Información:http://metalspain.com/jornada.htm
Servicio Lector 13
FERIA EN ALEMANIA : 78% DEVISITANTES ALEMANES.
La NürnbergMesse es una de las 15sociedades feriales más grandes delmundo y se encuentra entre las diezprincipales de Europa.
Cada año participan alrededor de 1,4millones de visitantes (internacionali-dad de los visitantes profesionales:22 %)
Servicio Lector 14
MECANIZADO DE ALTAPRECISION EN ACERO DEHASTA 60 HRC
«El alto desgaste de las herramientas ylas roscas poco limpias que no puedenutilizarse en toda la longitud del tala-dro son ya cosa del pasado, ¡tambiénen el mecanizado de metal duro!», secongratula Arndt Fielen, ya que conlas fresas de roscar de la serie 462H,Zecha ofrece ahora una solución alta-mente económica. Mientras que losmiembros de la familia de la serie 462han demostrado ya sus virtudes en elmecanizado del titanio, los nuevosútiles han sido concebidos especial-
mente para el mecanizado de materia-les de alta dureza. Tallar una rosca deformas exactas con seguridad en elproceso, por ejemplo en aceros dehasta 60 HRC, es todo un reto para eltécnico de mecanizado: un reto quesólo puede superarse con la mejor he-rramienta.
«El hecho de que la 462H permita re-alizar prácticamente cualquier va-riante de rosca no sólo ahorra tiempo,sino que supone también ventajaseconómicas para el usuario», explicaAndreas Weck del equipo de desarro-llo de productos de Zecha. «Permiteahorrarse las herramientas especialesutilizadas para el roscado exterior y,además, gracias a la flexibilidad deesta fresa de roscar ya no es necesariocambiar frecuentemente de herra-mienta».
Foto 1: La serie 462H de fresas de roscar deZecha Hartmetall-Werkzeugfabrikation GmbHproporciona resultados de mecanizado de alta
precisión hasta la misma base del taladro,ahora incluso en aceros de hasta 60 HRC.
Foto 2: Estas innovadoras fresas de roscar sonadecuadas para una amplia variedad de
formas de rosca; las roscas exteriores tampocosuponen ninguna dificultad.
13FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 13

INFORMACIONES
Igualmente importante para unos re-sultados de mecanizado perfectos conexcelentes calidades superficiales sonla concentricidad de alta precisión, de3 µm como máximo, y la exactitud di-mensional máxima de 10 µm de lasfresas de roscar 462H. A todo ello sele suma una larga vida útil y unabuena expulsión de viruta gracias asus filos de corte y desahogos pulidos.«Por contra, con los machos de roscarlas fuerzas de corte son a veces tangrandes que las roturas de herramien-tas no son nada infrecuentes», afirmaAndreas Weck. «En esta situación, laeliminación por erosión de los restosdel macho no sólo suponen un trabajoconsiderable, sino que resulta muycostoso».
Servicio Lector 15
BOULDER WIND POWERAMPLIA SU CARTERA DECONVERSION ENERGETICA YGENERADOR PARA TURBINASEOLICAS
Centrada originalmente en el desarro-llo y prueba de la tecnología centralen aplicaciones de impulso directo,BWP ya ofrece soluciones para turbi-nas con engranajes al tiempo que am-plía su oferta para turbinas eólicas deimpulso directo.
“Nuestra nueva cartera se centra en laconsecución de generadores quecuestan menos y producen más ener-gía para diseños de interior y de ultra-mar”, explicó Andy Cukurs, consejerodelegado de BWP. “Nuestra cartera detecnología permite la arquitectura degenerador central de aire que cuentacon ventajas destacadas como creci-miento de las clasificaciones de parmotor del generador. En lugar de limi-tar esto a las aplicaciones de impulsodirecto, estamos ampliando nuestras
configuraciones de productos paracumplir con las necesidades comple-jas de muchos de los fabricantes deturbinas de viento”.
Entre las nuevas ofertas y como primi-cia dentro de la industria eólica, estála categoría de generador de “ultrabaja velocidad”, diseñada para los si-tios de interior con baja velocidad deviento en los que las constricciones deruido limitan la velocidad aerodiná-mica del rotor y finalmente, el diáme-tro aerodinámico del rotor. Esta nuevacategoría aplica los beneficios del ge-nerador de baja velocidad de BWP,pero con las clasificaciones de bajavelocidad de la industria y el par mo-tor superior con un coste contenido.Los generadores de ultra baja veloci-dad de BWP y sus reducidas RPM pue-den ayudar a los fabricantes de turbinaeólica a ampliar el área de barrido enestos sitios, además de aumentar laproducción de energía entre un 5% yun 15% - todo ello manteniéndosedentro de las constricciones de ruido.
La cartera ampliada detalla las varian-tes de los productos dentro de cada lí-nea de generador para velocidad me-dia (1,6 MW - 7,7 MW), velocidadbaja (1,0 MW - 7,5 MW) y ultra bajavelocidad (1,0 MW - 5,3 MW). Reco-nociendo la necesidad de un aumentode las clasificaciones de turbina paralos mercados de ultramar, BWP desa-rrolla al mismo tiempo generadorescon engranajes y de impulso directopara las turbinas de 12 MW, que selanzarán a finales del año 2014. Todoslos productos de BWP se pueden per-sonalizar para cumplir con las necesi-dades de los clientes individuales.
La cartera de productos cuenta tam-bién con los sistemas de conversiónde energía de BWP, que desplieganuna conversión energética eficientecon un coste de sistema menor. Elconversor energético con respaldomodular de 500kW cuenta con unacalidad energética excepcional y hasido desarrollado con la compatibili-dad de la red y una elevada eficacia.Se puede llevar a cabo una optimiza-
ción superior por medio de la integra-ción de in conversor y generador, algoúnico para el uso de BWP de un esta-tor de placa de circuito impreso.
“Junto a nuestros generadores y tecno-logía de conversión de energía seayuda a los fabricantes de equipa-miento original de turbina eólica a di-ferenciarse entre ellos con productosúnicos que pueden producir más ener-gía con un coste menor - una ventajatecnológica clave para mejorar lacompetitividad de los fabricantes deequipamiento original dentro de unmercado eólico mundial abarrotado”,explicó Cukurs. “Con el fin de compe-tir dentro de la industria eólica, lasnuevas tecnologías han de conseguirmás energía con un coste menor, quees lo que hemos logrado conseguir pormedio de BWP”.
Servicio Lector 16
CEGID IBERICA CIERRA UNACUERDO DECOLABORACION CON AELISPARA SU POTENCIAR SUDIVISION DE INDUSTRIA
Cegid Ibérica, filial peninsular delgrupo internacional Cegid, líder fran-cés en soluciones de software, anunciala colaboración con la consultora tec-nológica Aelis, como partner estraté-gico para potenciar la expansión de sudivisión de industria en España. El obje-tivo, la generalización de la soluciónYourcegid Manufacturing entre lasprincipales PYMES fabricantes de sec-tores como automoción, aeronáutica,ciencias de la salud y high tech.
Cerca de cumplir sus dos primerosaños de vida, la división de industriade Cegid Ibérica continúa su plan dedesarrollo en la península. Con gran-des clientes internacionales comoSchoeller Industries, Time Sport Inter-national, Renault Tech, o Union Plas-tic, entre muchos otros. Para ello,anuncia el acuerdo de colaboracióncon Aelis Consulting, proveedor de
14 FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 14

INFORMACIONES
servicios de consultoría tecnológica,especializado en la implantación desoluciones ERP y CRM para PYMES.Asumiendo la gestión global de sussistemas informáticos, Aelis consiguecentralizar en un solo proveedor el so-porte de las aplicaciones de gestiónempresarial y de la infraestructura ITde sus clientes, ofreciendo un tratocercano y personalizado, y aportandosoluciones sencillas y eficaces que lespermiten mejorar su productividad.
Son precisamente estos valores de Ae-lis los que destaca Carmen MartínezIturri, Country Manager de Cegid Ibé-rica, para quien el acuerdo “benefi-ciará el desarrollo de ambas compa-ñías, y constituye un paso fundamen-tal para la consolidación de la divisiónde industria de Cegid en España”. Unaopinión que comparte el gerente deAelis, Eduardo Vía, sobre todo desdela perspectiva de producto: “Espera-mos que el acuerdo con Cegid nospermita captar nuevos clientes, dife-renciándonos con un ERP vertical quese adapta perfectamente a las necesi-dades de los medianos fabricantes.Yourcegid Manufacturing cubre unhueco muy interesante en el mercado,ofreciendo soluciones que un ERP ge-neralista no puede aportar, con un ni-vel de inversión razonable para unaPYME”, explica.
Servicio Lector 17
CETEMET IMPULSA LAINDUSTRIALIZACION DE ECOMOTOR ELECTRIC
El Centro Tecnológico Metalmecánicoy del Transporte, CETEMET, ha comen-
zado a colaborar con ECO MOTORELECTRIC, empresa jiennense fabri-cante del ECOCULTOR, el primer sis-tema de explotación agropecuario eco-lógico. Se trata de una cabeza tractoraque funciona íntegramente con com-bustibles renovables y que está capaci-tada para realizar distintos trabajos en elámbito de la agricultura y la ganadería,tales como arado, recolección y trans-porte, ya que permite intercambiar dife-rentes herramientas en su eje.
Según Patricio Lupiáñez, presidentede CETEMET, “este innovador pro-ducto incorpora un motor eléctrico dealto rendimiento, que se complementacon un cargador de baterías inteli-gente, que optimiza la carga en fun-ción de su estado y de la energía reno-vable que le llega en cada momento,por lo que su utilización es óptimapara zonas desfavorecidas o con difi-cultades de acceso a energías conven-cionales”. En palabras del represen-tante del Centro Tecnológico, “una delas características del ECOCULTOR essu variedad de usos. Se le puede aña-dir un remolque para transportar mer-cancía, y también se pueden incorpo-rar distintos útiles de oxigenación yarado de la tierra, o de extracción decultivos”.
En este sentido, CETEMET está contri-buyendo a la industrialización de esteproducto mediante la mejora de suproceso de producción y la optimiza-ción de costes de fabricación. Ade-más, el Centro Tecnológico ubicadoen Linares también está rediseñandocomponentes de la maquinaria paraposicionar su imagen en el mercado.“En esta fase estamos intentando ex-primir todo el potencial de ECO MO-TOR ELECTRIC para explotarlo al má-ximo. Se trata de un sector con mu-chas posibilidades de crecimientodonde tenemos capacidad para dise-ñar, prototipar y homologar cualquiertipo de máquina”, añade Lupiáñez.
Innovación y sostenibilidad
Dedicada al desarrollo de vehículos yequipos mecánico-electrónicos que
utilizan como fuente de energía laelectricidad, ECO MOTOR ELECTRICtambién ha creado una bicicleta eléc-trica con una autonomía de 50 kiló-metros para desplazamientos en áreasurbanas, capaz de alcanzar hasta 65km/h., que está homologada por elMinisterio de Industria. En 2010 estaempresa obtuvo el primer premio enla categoría ‘Mejor Proyecto Empresa-rial’ de la XI edición del Premio Em-prende e Innova organizado por la Di-putación de Jaén.
De esta forma, CETEMET apuesta porla I+D+i dentro de este sector, cuyatendencia en cuanto a medios detransporte se basa en tecnologías nocontaminantes, eficientes y sosteni-bles con mejores rendimientos, quesatisfagan las necesidades de movili-dad actuales. Un cambio en el modeloenergético que también influye en eltransporte en general, ya que en 2020se prevé que el 20% de los vehículosque circulen sean eléctricos.
Servicio Lector 18
GEOMET® FUTUROESTANDAR DEL SECTOREOLICO Y DEL OFFSHORE.
Desde finales del año 2013, SIEMENSWIND POWER A/S utiliza el GEO-MET® 321 en las fijaciones de palaseólicas. Para esta aplicación SIEMENSWIND POWER A/S requiere que el re-vestimiento pueda soportar un en-torno del nivel C5 - H (según ISO-12944), mediante un test de cámarade niebla salina de 1440 horas sin co-rrosión del material de base. Para ello,la aplicación del GEOMET® 321 se re-aliza con un espesor de 15 micras.
Al mismo tiempo, GE POWER & WA-TER (división de GENERAL ELECTRIC,que entre otros incluye la fabricación deeólicas) ha homologado los sistemas dezinc laminar GEOMET® y GEO-BLACK® en la última edición de su es-pecificación P14A-AL-0218. Requisitosespeciales tales como 1000 horas de re-
15FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 15

INFORMACIONES
sistencia a la niebla salina (segúnASTM-B117 o ISO 9227) o también en-sayos mecánicos de deterioración hanrespondido a los requisitos solicitados.
Para complementar estas nuevas espe-cificaciones, los sistemas GEOMET®
321 + PLUS® VLh y GEOMET® 500 +PLUS® XL están ahora certificados porel Instituto GERMANISCHER LLOYDpara la protección de elementos de fi-jación en ambiente marino y offshorecon un alto nivel de salinidad (nivelC5 - M high según ISO 12944). Esto setraduce en una resistencia a la corro-sión de 1440 horas en cámara de nie-bla salina, llegando hasta 2016 horassin aparición de óxido rojo.
Con estos certificados emitidos porGERMANISCHER LLOYD, el grupoNOF METAL COATINGS es el únicoque dispone de certificados emitidospor dos institutos diferentes y queconfirman la aptitud para la protec-ción contra la corrosión con capa finadestinadas a las estructuras offshore.
De hecho en el año 2010, el FRENCHCORROSION INSTITUTE ya habíaemitido dos certificados referentes a latecnologías GEOMET® y DACRO-MET®, garantizando su capacidad decumplir la norma ISO 20340 (exigen-cias de altas prestaciones relativas alos sistemas de pintura para la protec-ción de estructuras offshore y estruc-turas asociadas) correspondiente a unnivel C5 - M (según ISO-12944).
Debemos recordar que el test según lanorma ISO-20340, consta de 25 ciclospor semana cada uno, divididos entre 3días a exposición UV con condensa-ción, 3 días de niebla salina y 1 día deexposición a baja temperatura (-20 ° C).
El grupo NOF METAL COATINGS esel inventor de la tecnología anticorro-sión de zinc laminar. Precursor: nues-tra tecnología es la única a nivel mun-dial donde el componente químicoestá en fase acuosa. Una red mundialde aplicadores autorizados con con-trato de licencia garantiza la confor-midad de los recubrimientos.
Servicio Lector 19
SE GANA TRANSACCIONEOLICA LATINOAMERICANA
El proyecto de energía eólica de Inver-siones Eólicas de Orosi Dos S.A.(Orosi), una instalación eólica de 50MW en Costa Rica financiada con uncrédito del Export-Import Bank de losEstados Unidos (Ex-Im Bank), recibió laTransacción Eólica Latinoamericana(Latin American Wind Deal) del Año2013 de Project Finance Magazine.
“Le agradecemos a Project FinanceMagazine por reconocer el compro-miso del Ex-Im Bank con el sectornorteamericano de energía renova-ble y los puestos de trabajo queapoya aquí en el país”, dijo Fred P.Hochberg, presidente del Export-Im-port Bank y su junta directiva. “Al fi-nanciar las exportaciones de palas deturbinas eólicas fabricadas por Ga-mesa en Pensilvania, no solo fomen-tamos el crecimiento de empleos es-tadounidenses, sino que tambiéncontribuimos a la producción deenergía en Costa Rica. No es de ex-trañar que hayamos aprobado $257millones en autorizaciones para ex-portaciones en los sectores eólicos,solares, de biomasa y otros tipos deenergía renovable en el año fiscal2013 para sostener empleos de altatecnología norteamericanos”.
Hacia finales de 2013, el Ex-Im Bankaprobó un préstamo directo de $61,1millones para Orosi, una subsidiariade la principal compañía de genera-ción de energía eólica en Centroamé-rica Globeleq Mesoamerica Energy,para la compra de aerogeneradores fa-bricados por Gamesa en Fairless Hills,Pensilvania.
Acerca del EX-IM BANK:
El Ex-Im Bank es una agencia federalindependiente que crea y mantienepuestos de trabajo estadounidensescerrando las brechas en la financia-ción privada de exportaciones, sincosto alguno para los contribuyentesestadounidenses. El banco ofrece unavariedad de mecanismos de financia-
ción, incluyendo garantías para capi-tal circulante, seguro de crédito a laexportación y financiamiento paraayudar a los compradores extranjerosa adquirir bienes y servicios estadou-nidenses. Solo en el año fiscal ante-rior, el Ex-Im Bank generó para loscontribuyentes estadounidenses másde $1 mil millones por encima delcosto de las operaciones.
En el año fiscal 2013, el Ex-Im Bankaprobó más de $27 mil millones enautorizaciones totales para apoyarunos $37,4 mil millones en ventas deexportaciones estadounidenses yaproximadamente 205.000 empleosestadounidenses en comunidades a lolargo del país. Para el año, el bancoaprobó la cifra récord de 3.413 tran-sacciones- o 89 por ciento -para pe-queños negocios.
Servicio Lector 20
MEXICO ANUNCIA3 PROYECTOS DE TRENES
Se espera licitaciones para el primertrimestre de 2014 para la construccióny vagones.
1. El tren México-Toluca con veloci-dad máxima de 100 millas y capaci-dad de 1.400 pasajeros. Este tren seconectará con las estaciones de metrode Ciudad de México. El importe de lainversión estimada es de US. $ 2 billo-nes.
2. El tren de Mérida-Playa del Carmense fija para tener 111 mph, capacidadde 1.000 pasajeros. El importe de lainversión estimada es de US. $ 1.2 bi-llones.
3. La Línea 3 del sistema de tren ligerode Guadalajara con 55 mph y capaci-dad de 500 pasajeros. Inversión esti-mada de US. $ 2 billones.
Se están estudiando 9 otros proyectosde trenes.
Servicio Lector 21
16 FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 16
INTRODUCCION
El entorno industrial en este siglo se caracteriza por lacompetitividad, la velocidad de los cambios y la inesta-bilidad de la demanda, ello se debe al aumento de lasexigencias de los clientes, que requieren productos decalidad que se ajusten a sus necesidades específicas, asícomo entregas más frecuentes y rápidas.
La respuestas de las empresas en este entorno, medianteel aumento de la variedad de los productos finales y suproducción a medida que el cliente lo requiere, se mani-fiesta en productos como los automóviles, que años atrásse fabricaban en masa.
En la fabricación de este tipo de productos los sistemas deproducción de la manufactura esbelta, han tenido un augesin precedentes, durante las últimas décadas. Después deléxito de las compañías japonesas, el mundo centro su aten-ción en una forma de producción que se había conside-rado vinculadas con Japón y por lo tanto considerada difí-cil de implantar en empresas no japonesas.
La puesta en práctica de las herramientas, técnicas, yprincipios de la manufactura esbelta, requieren un pro-fundo cambio en la filosofía de producción. A partir de laexperiencia de las fábricas japonesas se puede decir queel éxito de la manufactura esbelta depende de la organi-zación, de un ambiente favorable en la empresa, y estasituación también puede crearse en empresas no japone-sas y en países como México.
La manufactura esbelta ha tomado gran importancia a ni-vel mundial, por la necesidad de eficiencia en todos lossectores industriales, en nuestro país se ha acentuado,siendo el bajo costo de la mano de obra, dejo de ser unaventaja competitiva.
El conjunto de herramientas y técnicas, representa unaoportunidad de desarrollo para la manufactura actual. Si suimplementación se lleva a cabo de manera correcta, sepuede añadir flexibilidad y confiabilidad en la producción,satisfacer mejor las necesidades y requisitos de los clientes,responder más rápido a la variación de la demanda, redu-cir el desperdicio y costos. Lo que se traduce en mayorcompetitividad, más contratos obtenidos, mayores benefi-cios económicos y supervivencia de la empresa.
El paradigma de la eficiencia en la fabricación se ha uti-lizado en un manera extensiva en algunos sectores in-
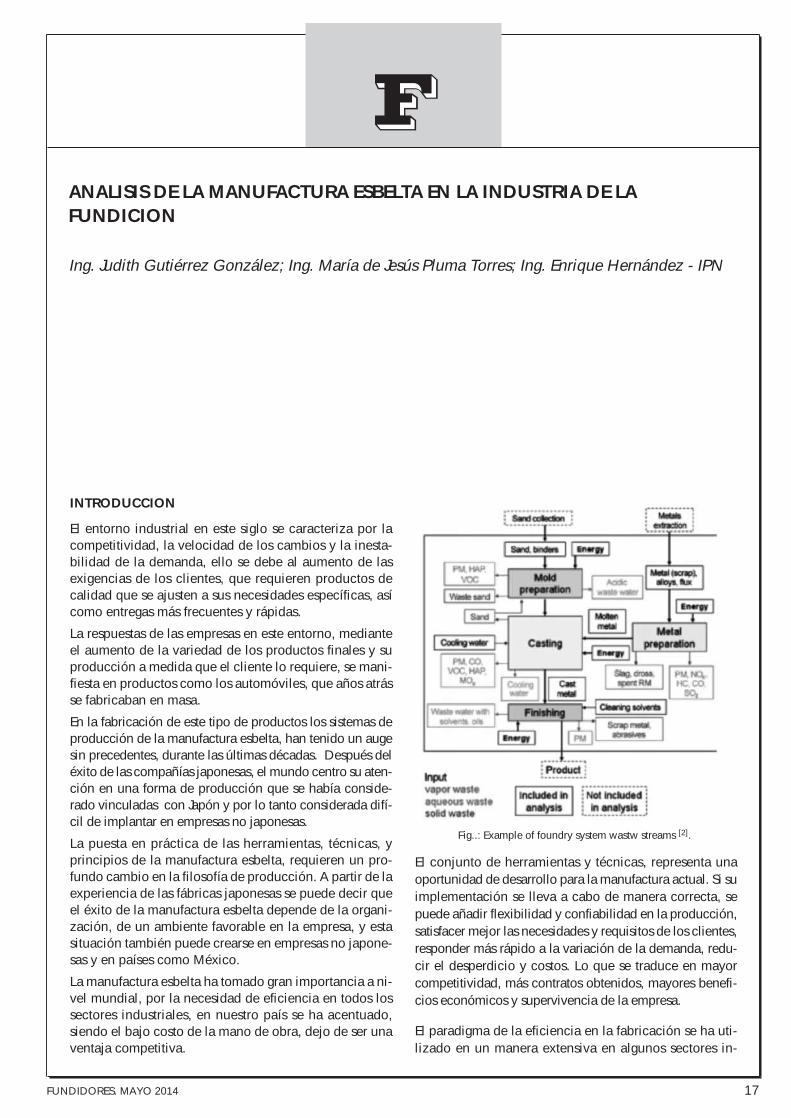
Fig..: Example of foundry system wastw streams [2].
ANALISIS DE LA MANUFACTURA ESBELTA EN LA INDUSTRIA DE LAFUNDICION
Ing. Judith Gutiérrez González; Ing. María de Jesús Pluma Torres; Ing. Enrique Hernández - IPN
17FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 17
dustriales, como industria del automóvil, que sus líneasde montaje de componentes, presenta una mejor adapta-bilidad. Este análisis comienza con la proposición de laaplicación de conceptos de manufactura esbelta en acti-vidades productivas y procesos, contribuyendo a su veza las empresas más competitivas.
La industria de la fundición, de tamaño medio, tiene ladificultad de implementar mejoras en sus sistemas de lo-gística interna, y, según tiene que lidiar con el problemade la temperatura en los procesos, tales como la fundi-ción y en los procesos de enfriamiento.
Se centran en el equilibrio de la línea y diseñan mejora,este análisis documenta la inclinación y la aplicacióndentro del paradigma de fabricación, en una industria dela fundición, con especial atención a la línea de equili-brio.
Introducción
En la búsqueda de la competitividad a el deseo delcliente, ha surgido la necesidad de organizar mejor losprocesos de producción y logística, volviéndose más ágily eficiente la cadena de proceso productivo. Este análisistiene el objetivo de entender cómo la pequeña y me-diana empresa del sector de la fundición, han trabajadopara mejorar sus procesos de producción, de manera deobtener la competitividad necesaria, hoy en día para so-brevivir en el mercado.
Abordaremos el estudio de la producción de una formade mejorar la industrial lay out y la línea del equilibrio deestas pequeñas y medianas industrias, por lo que la valo-ración de la solicitud paradigma magra, es contribuir alconocimiento sobre este tipo de proceso.
La investigación de un proceso de producción bien es-tructurado, con bajo nivel de los inventarios intermedios,más productividad y tiempos más cortos de suministro,ha sido el principal desafío impuesta a las pequeñas ymedianas empresas de los sectores industriales y de ser-vicios.
Normalmente con líneas desequilibradas en sus proce-sos, la pequeña y mediana industria de la fundición es
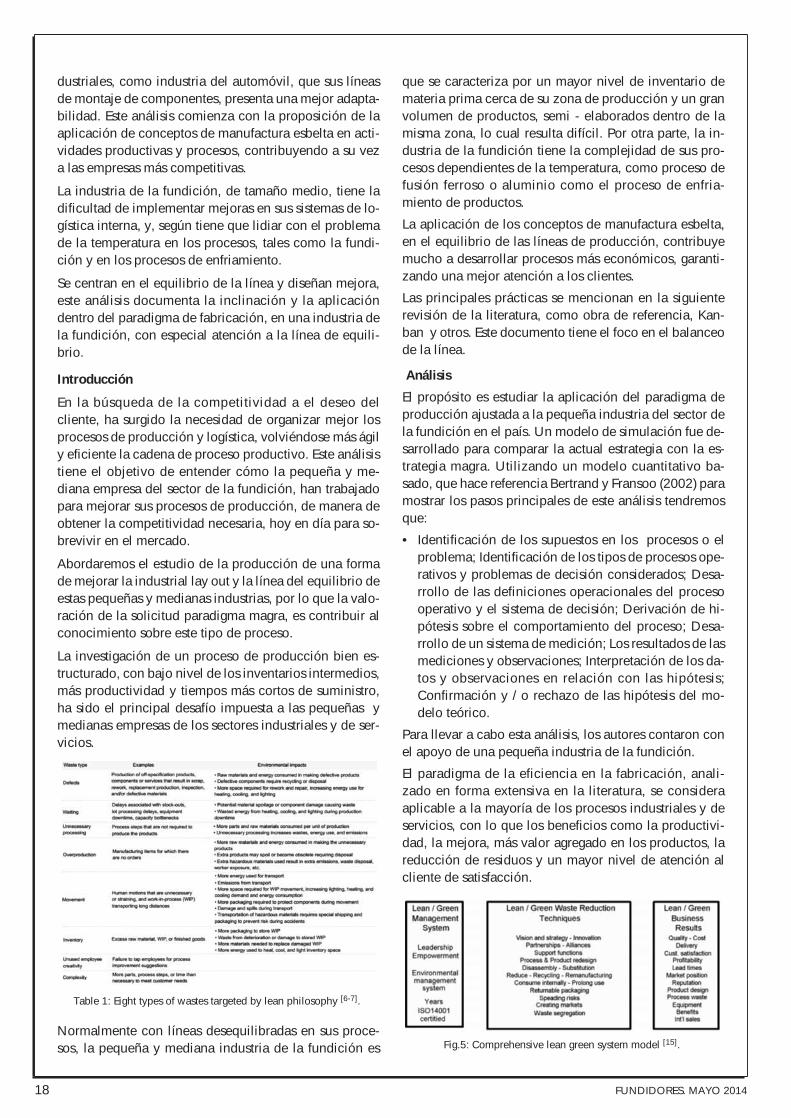
Table 1: Eight types of wastes targeted by lean philosophy [6-7].
que se caracteriza por un mayor nivel de inventario demateria prima cerca de su zona de producción y un granvolumen de productos, semi - elaborados dentro de lamisma zona, lo cual resulta difícil. Por otra parte, la in-dustria de la fundición tiene la complejidad de sus pro-cesos dependientes de la temperatura, como proceso defusión ferroso o aluminio como el proceso de enfria-miento de productos.
La aplicación de los conceptos de manufactura esbelta,en el equilibrio de las líneas de producción, contribuyemucho a desarrollar procesos más económicos, garanti-zando una mejor atención a los clientes.
Las principales prácticas se mencionan en la siguienterevisión de la literatura, como obra de referencia, Kan-ban y otros. Este documento tiene el foco en el balanceode la línea.
Análisis
El propósito es estudiar la aplicación del paradigma deproducción ajustada a la pequeña industria del sector dela fundición en el país. Un modelo de simulación fue de-sarrollado para comparar la actual estrategia con la es-trategia magra. Utilizando un modelo cuantitativo ba-sado, que hace referencia Bertrand y Fransoo (2002) paramostrar los pasos principales de este análisis tendremosque:
• Identificación de los supuestos en los procesos o elproblema; Identificación de los tipos de procesos ope-rativos y problemas de decisión considerados; Desa-rrollo de las definiciones operacionales del procesooperativo y el sistema de decisión; Derivación de hi-pótesis sobre el comportamiento del proceso; Desa-rrollo de un sistema de medición; Los resultados de lasmediciones y observaciones; Interpretación de los da-tos y observaciones en relación con las hipótesis;Confirmación y / o rechazo de las hipótesis del mo-delo teórico.
Para llevar a cabo esta análisis, los autores contaron conel apoyo de una pequeña industria de la fundición.
El paradigma de la eficiencia en la fabricación, anali-zado en forma extensiva en la literatura, se consideraaplicable a la mayoría de los procesos industriales y deservicios, con lo que los beneficios como la productivi-dad, la mejora, más valor agregado en los productos, lareducción de residuos y un mayor nivel de atención alcliente de satisfacción.
Fig.5: Comprehensive lean green system model [15].
18 FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:22 Página 18

El término “pobre” fue presentado por Womack et al.(1992) para describir una “ mejor manera de organiza-ción y gestión de las relaciones con los clientes, la ca-dena, el desarrollo y producción de productos de ali-mentación operaciones “, con base en el Sistema de Pro-ducción Toyota (TPS ) .
Los principios Lean se pueden indicar brevemente comovalor para:
- Aumentar la cadena de valor - la identificación dedonde se crea el valor y la eliminación de los residuos,haciendo que el producto fluya en la línea, sin inte-rrupciones , producir sólo lo que el cliente o el si-guiente proceso solicita , y perseguir la perfección, laeliminación de más residuos continuamente ( Wo-mack y Jones, 2004) .
Kasul y Motwani ( 1997 ) estudiaron el Sistema de Pro-ducción de Toyota (TPS ) a una estrategia de implemen-tación a medio tamaño como la corporación de fabrica-ción de automóviles , que se encuentra en la región delMedio Oeste de los EE.UU.
Motwani (2003) revisó este caso estudiado y discutiendola implementación estratégica del paradigma de la ma-nufactura esbelta y los beneficios significativos en lasoperaciones de fabricación . En su artículo, podemos en-contrar la manufactura esbelta, conceptos, requisitos yfactores de éxito de la implementación. Él construyó suinvestigación basada en el análisis de las iniciativas es-tratégicas, la capacidad de aprendizaje, la preparacióncultural, la capacidad de aprovechar la tecnología de lainformación y el intercambio de conocimientos, las rela-
Fig. 6: Framework for sustainable manufalturing [4].
Fig. 8: Framework for foundry lean and green implementation.
ciones de la red , cambiar las prácticas de gestión y elproceso de gestión . Se presenta en sus documentos dealgunos elementos de TPS, con las definiciones que te-nemos de la Lean Enterprise Institute (2003):
• Una pieza de flujo: hacer y mover una sola piezacuando sea necesario.
• El trabajo estandarizado: procedimientos de trabajoprecisas para cada trabajador en un proceso de pro-ducción.
• Puesta en marcha de reducción: reducción del tiemponecesario para cambiar de producto de una línea aotra.
• Kanban: Dispositivo visual de que autoriza o da ins-trucciones al producto o quitar elementos de un sis-tema de extracción.
• Jidoka: sistema de asegurar defectos, no pasando deuna operación a la siguiente.
• Heijunka: distribución del volumen de producción yel tipo sobre el tiempo de producción disponible, evi-tando inventarios intermedios.
• Tiempo Takt: el tiempo disponible para la produccióndividida por la demanda del cliente.
• La producción de la célula: la secuenciación de laproducción de productos similares, en un flujo conti-nuo de aproximadamente el siguiente.
• Valor Stream Mapping: mapeo de los procesos involu-crados en la creación de un producto, ya que es a lapetición y recepción del producto del cliente.
Algunos autores han investigado no sólo los beneficiosde paradigma magras, pero las principales dificultadesde aplicación, con una visión crítica sobre los efectos enla organización del trabajo y la fuerza laboral.
Forza (1996) estudió la diferenciación de la producciónajustada y las plantas tradicionales, con visión más crí-tica sobre el trabajo y las prácticas de organización enrelación a inclinarse sobre producción. Propone unmarco que podría ser útil para el paradigma Lean Manu-facturing en el sector de la fundición, vinculados entre laorganización del trabajo y las prácticas de producciónajustada, destacando la importancia de los recursos hu-manos.
Lee y Oakes (1996) discuten algunas plantillas para el cam-bio en los proveedores de componentes más pequeños,como manufactura de clase mundial ( WCM ) , la produc-ción ajustada ( LP) , la gestión de calidad total (TQM ) y denegocios proceso re-engineering/redesign ( BPR ) . Decla-raron “ las empresas más pequeñas en los niveles primeroy segundo en la cadena de proveedores del sector manu-facturero parecen estar cada vez más conscientes de quepara mantener la competitividad deben poner en prácticanuevos métodos de una forma u otra”.
Baker (1996) presenta una relación de algunos proble-mas de aplicación en el desarrollo de cadenas de valor.En su estudio de caso, se centra en la cadena el materialde conversión y los problemas considerados organiza-cionales dentro del medio ambiente.
19FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 19
Para mostrarnos el impacto en los aspectos sociales delproceso de fabricación, Harrison y Storey (1996) cons-truyó un análisis crítico sobre la aplicación de estrategiasde fabricación, como Just- in-Time (JIT ) ,
Gestión de la Calidad Total (TQM), Lean Production ( LP)y Word Class Manufacturing ( WCM ) . las autores ex-plorado el tema a través de su concepto de la Nueva OlaManufacturing ( NWM ), con un enfoque de factores deejecución sin éxito de estos paradigmas de fabricación ,así como las implicaciones en el campo social de la pro-ducción .
Conti (2006) presentó un estudio sobre la puesta en prác-tica magra y el esfuerzo posible en los trabajadores conesta nueva forma de trabajo. En atención a los tiemposmuertos y de control de ritmo de trabajo, señalaron queno son por lo relacionado con el estrés, pero más la re-ducción de tiempo de ciclo puede aumentar el nivel deestrés en los trabajadores.
Sin embargo, muchos autores dedicaron sus estudiospara comparar las distintas estrategias de fabricación ydemostrando la mejora de la productividad y ambientede trabajo con una mejor organización del trabajo.
Chakravorty y Atwater (1995) compararon mediante si-mulación, el rendimiento de las líneas diseñadas utili-zando la línea de equilibrio basado en el enfoque occi-dental tradicional y basado en el enfoque Just- in-Time(JIT). En líneas occidentales tradicionales, el tiempo totalnecesario para producir un determinado número de pie-zas se divide por el tiempo de ciclo deseado, que defineel número de estaciones de trabajo. Las líneas justo atiempo se basan en la filosofía de mejora continua a tra-vés de la eliminación de residuos y un sistema de trac-ción de la producción. Ellos desarrollaron un modelo desimulación para ambas formas de diseños de líneas. Losresultados indicaron que el inventario que en el sistemaes baja, la línea de equilibrio se comporta mejor que lalínea JIT , y cuando el inventario en el sistema es alta, lalínea de JIT se comporta mejor que la línea equilibrada.
Chakravorty y Atwater (1996) extienden su estudio a untercer enfoque filosófico y frente a tradicionales líneasbalanceadas, con una línea de tracción, diseñado y ope-rado con la filosofía JIT, y una línea diseñada y operadacon la teoría de restricciones (TOC) .
CONCLUSIONES
Este articulo presenta como resultado, después de la si-mulación que las líneas de JIT realizan mejor cuando lavariabilidad en el sistema es baja y parecen ser capacesde alcanzar el nivel de salida más alto, dado un inven-tario suficiente.
Cuando la variabilidad es más alta, es mejor usar el en-foque de TOC que es menos afectado por la variabilidaddentro del sistema. Toni y Tonchia (1996) exploran el pa-radigma de la producción ajustada que conduce a la
adopción de gestión por procesos y destacó la necesidadde crear un poco de la medición del desempeño.
Ademas se ha estudiado el problema de la producciónde nivelación en una industria mediana de la fundición,se centró en el proceso de verter el metal dentro delmolde, la fundición de refrigeración, desmoldeo y trans-porte a la zona de acabado, limpieza y procesos de lasrebabas de corte. Realizando una simulación por orde-nador, modelo que se ha utilizado para equilibrar el flujode trabajo de las operaciones de producción. En la in-dustria de la fundición, donde los escenarios simuladossugirieron para explorar alternativas para reducir eltiempo de verter el número de veces a través de una me-jora en la industrial lay out y equilibrado de la carga in-cluyendo los trabajadores de la polivalencia de entrena-miento. Estos procedimientos pueden llevar a reducir lapérdida de tiempo y reducir las colas en el interior de to-dos los procesos, un acuerdo con el paradigma de la ma-nufactura esbelta.
Los conceptos magras, además de la industria del auto-móvil, se pueden aplicar en la industria de la fundición,con los beneficios de una mejor productividad y ha-ciendo la producción que fluya.
BIBLIOGRAFIA
[1] Dalquist S and Gutowski T. Life cycle analysis ofconventional manufacturing techniques: sand cas-ting. In: Proceedings of ASME International Mecha-nical Engineering Congress and R&D Exposition,Anaheim, California, USA, November 13-19, 2004:239-243.
[2] Dalquist S and Gutowski T. Life Cycle Analysis ofConventional Manufacturing Techniques: Sand Cas-ting. In: Manufacturing Engineering and MaterialsHandling Engineering(IMECE2004), American So-ciety of Mechanical Engineers, 2004: 631-641.
[3] Womack J P. The machine that changed the world:based on the Massachusetts Institute of Technology5-million dollar 5-year study on the future of the au-tomobile, New York: Rawson Associates, 1990.
[4] Herrmann C, Thiede S, Stehr J and Bergmann L. Anenvironmental perspective on Lean Production. In:Manufacturing Systems and Technologies for theNew Frontier: The 41st CIRP Conference on Manu-facturing Systems, Tokyo, Japan, May 26-28, 2008:83. (Publisher: Springer)
[5] Paradigma Lean Manufacturing en el sector de lafundición Clênio Senra de Oliveira , Eduardo Bar-bosa Pinto Estudos Tecnológicos - Vol. 4, n ° 3: (Set/ dez 2008) 218-230
[6] Clênio Senra de Oliveira , Eduardo Barbosa Pinto Es-tudios Tecnológicos - Vol. 4, n ° 3: Set / dez 2008 )218-230
Servicio Lector 30 ■
20 FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 20

El consorcio constructor de máquinas e instalacionesDürr ofrece su experiencia en la construcción deplantas de pintura que preservan los recursos de sucliente Audi en México. Dürr, como contratista prin-cipal, construirá en San José Chiapa una de las plantasde pintado de automoción más respetuosas con el me-dio ambiente en el mundo. Este Eco+Paintshop está ensituación de ventaja respecto a la competencia debidoa su particularmente bajo consumo de agua, energía ymateriales.
El Eco+Paintshop garantiza la eficiencia en todas las fa-ses y en todos los procesos del pintado en automoción.Con sistemas de pre-tratamiento y recubrimiento por in-mersión catódica (KTL), cabinas con tecnologías para laaplicación de pintura y hornos de secado, Dürr suminis-tra a Audi una planta completa de pintado de automo-ción. Ya en el área de aplicación de capa base se poneénfasis en la sostenibilidad. Para el pre-tratamiento y elrecubrimiento por inmersión catódica se aplica el sis-tema por inmersión rotativo Ecopaint RoDip. Debido a larotación completa de la carrocería en el tanque, RoDipno requiere de rampas de entrada y salida. El volumenmenor de este tanque de inmersión para estos baños deduración acortada, reduce la necesidad de agua y pro-ductos químicos, y en consecuencia el consumo deenergía para el acondicionamiento del baño. Pero RoDip
no solo reduce costes unitarios, sino que también ofrecela mejor protección posible a la corrosión a través de unproceso racionalizado de inmersión, inundación y dre-naje.
10 robots de tipo EcoRS16 están a cargo de la aplicaciónde la protección de bajos y el sellado de costuras. Ade-más, 36 robots de tipo EcoRP L133, equipados con ato-mizadores rotativos de alta velocidad EcoBell3 se encar-gan de la pintura interior y exterior totalmente automati-zada en la línea de primer y capa superior. Esteatomizador y el cambiador de color para capa baseEcoLCC2, permiten un cambio de color con el métodoPush-Out (proceso de expulsión) en solo 10 segundos.En el proceso de Push-Out, la válvula de pintura se cie-rra antes de finalizar el proceso de pintado, y la pinturarestante en la manguera se impulsa hacia el atomizadorcon la ayuda de un medio disolvente. La pérdida de pin-tura durante el cambio de colores de capa se reduce aentre 10 y 15ml. En el suministro de pintura para los co-lores estándar, Audi se sirve de tecnología de circula-ción, mientras que los colores especiales se promoveránen múltiples sentidos con el sistema flexible pigging Eco-Supply P. Mediante la tecnología de pigging (pig = pipe-line inspection gauge) el color se desplaza dentro de lasmangueras sin dejar residuos y sin encontrar resistencia.Este método es particularmente eficiente en el consumo
AUDI PINTA SUS MODELOS EN MEXICO CON TECNOLOGIAEFICIENTE DE DÜRR
21FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 21

de material y en consecuencia ahorra dinero. Junto conlos robots de pintura se utilizan 24 robots de manipula-ción. Estos mantienen abiertas las puertas y capots du-rante el proceso de pintado interior.
El exceso de rociado se separa a través del sistema ener-géticamente eficiente de la cabina de pintura EcoDryS-crubber. La separación en seco de la neblina de pinturarenuncia completamente al agua y a productos quími-cos. Esto permite alimentar la cabina de pintura conhasta un 90% de aire recirculado. El EcoDryScrubberahorra hasta un 60% de la energía en la cabina de pin-tura, ya que se necesita un menor acondicionamientodel aire.
Los hornos continuos están diseñados para estructuras decarrocerías complejas con una proporción significativade añadidos de aluminio, y para temperaturas bajas delos gases de extracción. Las corrientes de aire de extrac-ción de todos los hornos se limpian a través de la post-combustión integrada Ecopure TAR con recuperación decalor y posterior reutilización del aire para el calenta-
miento del horno. Un sistema de purificación de aireEcopure KPR de alta eficiencia limpia el ya reducido airede extracción de las cabinas de pintura, el cual ya hasido minimizado por EcoDrySrubber y su recirculación.En este caso, el EcoDryScrubber y el Ecopure KPR for-man la simbiosis perfecta. La separación en seco es res-ponsable del aire de extracción altamente concentrado yfiltrado de manera eficiente. Esto permite el uso de unsistema de purificación de aire muy compacto que re-duce el coste de inversión del sistema de extracción enun 60%. La energía necesaria para la purificación delaire de escape se reduce en esta combinación en un 80%y las emisiones de disolventes bajan un 90%.
Audi ha encargado a Dürr este Eco+Paint Shop alta-mente eficiente en diciembre de 2013. Los modelos Q5saldrán de la línea de producción en San José Chiapa apartir de mediados de 2016.
Dürr es un consorcio constructor de máquinas e instala-ciones que ostenta una posición de líder en el mercadomundial en sus ámbitos de operación. Aproximada-mente un 80% del volumen de ventas se obtiene en elnegocio de la industria automovilística.
Dürr de México S.A. de C. V. con sede en el parque in-dustrial de Querétaro, inició sus actividades en 1966.Dürr ofrece servicios de ampliación y modernización deplantas automotrices y de líneas de pintura existentes, asícomo proyectos llave en mano para México y el mer-cado de América del Sur. Los proyectos son realizadosen cooperación con Dürr Systems Inc. de E.U. y Dürr AGde Alemania. Los principales clientes de Dürr de Méxicoson fabricantes de automóviles y aviones, proveedoresde partes automotrices y empresas de pintura industrial.
Servicio Lector 31 ■
Ahorra energía y no requiere agua ni productos químicos – elEcoDryScrubber de Dürr.
22 FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 22

• Las herramientas Autodesk, en especial la ProductDesign Suite, han ayudado a la empresa española So-lintal a afianzar su liderazgo mundial en el sector de lamaquinaria pesada.
• Han logrado automatizar y personalizar sus procesos,pasando de copiar y fabricar elementos repetitivos, adesarrollar construcciones propias basadas en los da-tos que les facilitan sus clientes sobre la utilización desus implementos.
La empresa española Solintal, líder en fabricación ysuministro de soluciones integrales o parciales basadasen implementos para maquinaria de movimiento detierra, minería y todo tipo de equipamientos industria-les, ha logrado triplicar su producción y aumentar susbeneficios gracias a la reducción de costes que supusoadoptar las soluciones de diseño de Autodesk en sudía a día. Las diferentes herramientas informáticascombinadas han actuado como una solución completaorientada al proceso productivo, automatizando losprocesos y reduciendo significativamente los gastosasociados.
La trayectoria de Solintal ha ido ligada siempre a latecnología más innovadora. En los primeros años losdiseños, todos a medida, se realizaban a mano, conplantillas sacadas en papel que luego marcaban contiza en las chapas y cortaban a mano. En 1991, Solin-
tal fue pionera en la incorporación de soluciones CAD,con la adquisición de Autocad y Genius. Una expe-riencia altamente positiva que les llevó a ser una de lasprimeras empresas españolas en utilizar, en 2002, In-ventor en su versión 5.3.
Desde el inicio de los 90, Solintal ha desarrollado unacolaboración muy estrecha con Autodesk a través de suPartner Grupo NCL. En este tiempo ha trabajado con susherramientas Autocad Mechanical, Autodesk Inventor,Vault y Product Design Suite.
Las herramientas de Autodesk han aportado a Solintalun control exhaustivo sobre los modelos: “Hemos pa-sado de copiar y fabricar elementos repetitivos, a de-sarrollar construcciones propias basadas en los datosque les facilitan sus clientes sobre la utilización de susimplementos: tipología de máquina donde irá mon-tado (anclajes, potencias máximas de las máquinastanto de tracción, extracción o empuje), tipología delmineral que se va a extraer (diversos niveles de abra-sión que incide en el desgaste), rendimiento del im-plemento por cubicaje (volumen de mineral por ex-tracción) y mucho más” afirma Rafael Chávarri, ge-rente de Solintal.
Gracias a ello, en los últimos 7 años Solintal ha tripli-cado la producción, reducido los costes y aumentado lafacturación y el beneficio. También ha diversificado su
SOLINTAL, EMPRESA DE MAQUINARIA PESADA, TRIPLICA LA PRODUCCION YREDUCE COSTES GRACIAS AL SOFTWARE DE AUTODESK
23FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 23

producción y en la actualidad exporta el 96 % de lo queproduce.
Según Rafael Chávarri, se han mejorado y automatizadotodos los procesos “Product Design se integra con los ro-bot de corte mediante archivos DXF, y con los CNC me-diante MASTERCAM, y con el ERP (LANTEK) medianteexportaciones en Excel, con importantes ahorros detiempo y dinero, superiores al 30 por ciento. Además,ofrecemos un mantenimiento Integral Hibrido (Remoto ypresencial) y un programa de formación continua paraOT y Calidad”.
El sistema facilita la reutilización y adaptación de los di-seños “hemos escaneado 2.300 plantillas en papel a es-cala 1:1. Se han sacado las geometrías con Autocad Me-chanical y las hemos convertido a DWG.”
En el ámbito de la certificación, Solintal ha dado unsalto cualitativo “Gracias a las herramientas de valida-ción de diseño CAE que integra Product Design Suite,somos autónomos para generar sus Certificados CE”. Decara al futuro, Solintal planea sustitución los 2 plotter,por una máquina nueva de HP. El resto del equipamiento
es nuevo, la fábrica se trasladó a su actual ubicaciónhace un año y medio, y salvo uno de los dos plotter, todolo demás es nuevo.
Solintal diseña, incorporando a la arquitectura de susproductos, la experiencia dirigida hacia la funciona-lidad y la usabilidad. Es el concepto de “Affordan-ces” (prestaciones, oportunidades), que describe unarelación más elaborada, entre las propiedades de losterrenos, las características de las máquinas y la per-cepción de uso por parte del operador y mantenedor.La interrelación entre estos factores, permite conse-guir la excelencia de los productos, aumentando sucapacidad de adaptación, para dar respuesta a losgrandes retos que plantean la minería, las obras civi-les, los movimientos de tierra y la construcción. So-lintal identifica los usos y cruza las funciones técni-cas con las tareas de trabajo y mantenimiento paradefinir las soluciones usando el conocimiento y la ex-periencia.
Servicio Lector 32 ■
24 FUNDIDORES. MAYO 2014
BREVES
NEO-MINI-10R, PCINDUSTRIAL ULTRA-COMPACTO CONPROCESADOR INTEL®ATOM™ INTEGRADO.
El NEO-MINI-10R engloba un completoPC industrial con disco duro de 2,5’’. ElNEO-MINI-10R incluye un procesadorIntel® ATOM™ D525, memoria DDR3de 2GB soldada, dos Puertos GigE, puer-tos COM y USB para facilitar cualquierintegración. Interiormente, el NEO-MINI-10R tiene puertos SATA, socket
mSATA, socket mini PCIe y dos puertosopcionales COM para ampliar la configu-ración.
La fiabilidad es una otra ventaja delNEO-MINI-10R. Su funcionamiento li-bre de ventiladores y su reducido cable-ado garantiza su durabilidad, mientrasque la memoria DDR3 soldada ofrece ex-cepcional resistencia a vibraciones y cho-ques. La carcasa de aluminio fue cuida-dosamente diseñada para disipar el calor,permitiendo que el ordenador funcioneperfectamente en un rango de tempera-tura de -20 °C hasta los 60 °C.
INFAIMON PRESENTA LAAPO SONNAR T*2/135 DECARL ZEISS
Con distancia focal de 135mm, la ApoSonnar T*2/135 es el teleobjetivo mayorde la serie de ópticas SLR. Todos los queestén interesados en capturar detalles deimágenes desde largas distancias está enel camino correcto al elegir la Apo Son-
nar T*2/135. A cualquier apertura, laApo Sonnar ofrece resultados impresio-nantes. Detalles más brillantes, alto con-traste y máxima nitidez. El especial posi-cionamiento de las lentes que componenestá óptica garantiza la mejor imagen entodo el rango de enfoque, que varía desde0,8m hasta el infinito. Como es una lenteApocromática, las aberraciones cromáti-cas se corrigen por los elementos ópticosque están hechos de un cristal especial,con una excepcional dispersión parcial.
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 24

La adición de un inoculante para fundición de hierrofundido es aconsejable e incluso necesaria en la mayoríade los casos, con el fin de ser capaz de producir piezasmoldeadas que cumplen los requisitos de calidad. Laspropiedades mecánicas y de maquinabilidad de hierrofundido con grafito laminar, compacto y nodular depen-den en gran medida de la formación de la estructura bá-sica y secundaria. Ambos están influenciados significati-vamente por el tratamiento de inoculación. Por lo tantoel mecanismo de la inoculación y la nucleación de gra-fito durante la solidificación del hierro fundido se expli-carán aquí con más detalle.
¿Qué se entiende por inoculación de fundición?
“La inoculación de fundido de hierro fundido” se refierea la introducción de los núcleos en la masa fundida conel fin de influir en el proceso de solidificación o forma-ción estructural en la colada de una manera especí-fica. Los núcleos son partículas finas que son ≤ 4 m de ta-maño y que sirven como centros de cristalización.
El grafito contiene diversas teorías referentes a la inocu-lación, de las cuales la teoría de nucleación de óxido esconsiderado como el más significativo y más probable.
De acuerdo con esta teoría, la precipitación de SiO2 nú-cleos se produce durante la inoculación, y el grafitopuede luego crecer en estos núcleos. Sin embargo, estosnúcleos también dependen de la existencia de núcleosextranjeros. Estas se forman, en particular, por aquelloselementos que tienen una afinidad alta de oxígeno. Elajuste de un estado favorable de nucleación está dise-ñado para influir tanto en la precipitación de grafito (nú-mero, tamaño, forma), así como la formación de la es-tructura básica de una manera específica (promover lasolidificación gris, la prevención de frío ledeburitic).
Figura 1: curva de enfriamiento típica de una fundición grishipoeutéctica hierro [3].
Figura 2: Gray estructura solidificada con la A-grafito.
Figura 3: Muy grandes nódulos en la fundición de DI (20nodules/mm2, diámetro del nódulo de hasta 100 m).
Figura 4: Curva de enfriamiento de un hierro con el estadonucleación inadecuada - su enfriamiento significativa por debajo de
la temperatura eutéctica estable.
INOCULACIÓN DE FUNDICIÓN (1.a Parte)
Ing. Judith Gutiérrez González; Ing. María de Jesús Pluma Torres; Ing. Adriana Sandoval Hernández - ESIT-IPN
25FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 25

La inoculación puede tener lugar en varias etapas, perotiene su mayor impacto poco antes o durante el ver-tido. Dependiendo de la eficacia de los núcleos y lascondiciones de refrigeración, la inoculación de vez encuando toma lugar en el horno o en el recipiente inter-medio, aunque preferiblemente mientras se llena la cu-chara de colada, en la corriente de colada o en el hierro,sin alear o de baja aleación de hierro fundido contieneaproximadamente 1,5% a 3% de silicio y de 2% a 4% decarbono. Durante el enfriamiento, la masa fundida al-canza la composición eutéctica (4,3% de carbono) des-pués de un cierto tiempo y luego la solidificación eutéc-tica comienza inmediatamente, por lo menos en condi-ciones de equilibrio. El carbono precipitante es entoncescompletamente presente como grafito.
En la práctica, sin embargo, no se alcanzan estas condi-ciones de equilibrio. Las razones para esto incluyen va-riaciones en la composición química, el espesor de lapared o de la velocidad de enfriamiento y la temperaturade vertido, con el resultado de que la masa fundida en lamayoría de los casos se enfría por debajo de la tempera-tura eutéctica estable antes de la solidificación, el obje-tivo eutéctico de la inoculación es ahora para asegurarque los núcleos estén presentes para la cristalización degrafito, en el principio de esta solidificación eutéctica yque la formación de carburo de hierro (cementita, Fe3C)está impedido en gran medida. La adición de un inocu-lante es por lo tanto equiparable con una adición de cris-talizadores para el hierro fundido, permitiendo así lacristalización de grafito con subenfriamiento mínima pordebajo de la temperatura eutéctica estable. Esto por lotanto permite la formación de grafito distribuido de ma-nera uniforme en una fundición de hierro con grafito la-minar y la formación de muchos pequeños nódulos degrafito en el hierro fundido tratada con Mg.
Inoculantes
En la práctica, los inoculantes son principalmente alea-ciones especiales basadas en el ferrosilicio. Contienenadiciones de elementos de inoculación-efectivas conuna alta afinidad al oxígeno, tales como calcio, alumi-nio, bario, circón, estroncio y metales de tierrasraras. Esto se debe a la inoculación con éxito, siempre seasocia con un agotamiento del oxígeno disuelto en lamasa fundida. Sin embargo, algunos inoculantes contie-nen también elementos tales como bismuto, titanio,manganeso, azufre y oxígeno, por ejemplo, que tambiénpuede tener un efecto positivo en la nucleación de gra-fito.
Por otra parte, los inoculantes basados en el FeSi conadiciones de grafito a través de la cual, además de losóxidos resultantes, núcleos de grafito se introducen en lamasa fundida. Cuando se utiliza grafito como un inocu-lante, hay que señalar que se trata de grafito cristalizado,que se produce a altas temperaturas (2500 º C). Algunosde estos constituyentes inoculación-efectivas de los ino-culantes, en particular, de calcio y de aluminio, ya sehan enunciado en ciertas cantidades como el contenido“natural” en la llamada “inoculación FeSi”. Los inocu-lantes especiales complejo-aleados a continuación, con-
tienen mayores contenidos y / o los elementos adiciona-les mencionados anteriormente, que, además del efectode la inoculación, también afectan en parte el rendi-miento de la disolución de la utilización de inoculantes.
El pura ferro-silicio como un inoculante ha demostradoser ineficaz.
Efecto de matizado
El efecto del tratamiento de inoculación depende de latemperatura, pero sobre todo en el tiempo. También seutiliza el término fading. El tiempo de desvanecimientose inicia con la adición del inoculante y termina cuandose alcanza la temperatura de solidificación. Una reduc-ción en el número y un engrosamiento de las inclusionesde los resultados de la inoculación-efectivas durante estetiempo debido a la re-oxidación, la compensación deconcentración, así como la disolución de losnúcleos. Esto también explica la influencia de los tiem-pos de solidificación en el resultado de la inocula-ción. Mientras que las zonas de espesor de pared norma-les de piezas moldeadas de 5 a 50 mm, se solidifican ensegundos, la cristalización de paredes gruesas, pesadaspiezas coladas con espesores de pared más grande que60 mm puede tomar horas, dependiendo de la tempera-tura de colada. Estas diferencias en los tiempos de solidi-ficación conllevan un mayor efecto de desvanecimientode la inoculación para las piezas moldeadas más grandesy por lo tanto una reducción en el número de núcleos ca-paces de crecer, lo que conduce a su vez a un tiempo decristalización más largo. Ambos factores tienen la conse-cuencia de que los granos eutécticos o nódulos de grafitopresentes en castings sección pesados son generalmentemenores en número pero de mayor tamaño (Fig. 3).
Debido a la omisión de veces apreciables de desvaneci-miento y de la temperatura de la plancha a continuación,menor en el caso de la inoculación tardía, permite muybuenos resultados de inoculación que deben alcanzarsecon adiciones mínimas inoculantes al mismo tiempo. Elmáximo efecto de la inoculación tardía no suele alcan-zar con cuchara inoculación.
Los métodos más eficaces de inoculación final aplicadosen la práctica están vertiendo torrente y la inoculaciónmolde. En estos casos, el inoculante se ha dosificado conprecisión en la corriente de colada o se coloca en elmolde y se disuelve uniformemente por el hierro fundidodurante la colada siendo este el proceso general .El he-cho de que el hundimiento o la decoloración del efectodepende de la composición inoculante, también mereceespecial consideración. Así, por ejemplo, los inoculantesmuy potentes por lo general desaparecen muy rápida-mente también. Por otro lado, un efecto inoculante demuy larga duración fue comprobada para inoculantesque contienen bario y cerio. Este aspecto es, por encimade todo, al ser observado para la inoculación de variasetapas.
Efecto sobre la formación de grafito
A través del estado de nucleación del hierro fundido, lainoculación tiene un efecto sobre el número, el tamañoy en parte la forma de la inoculación con precipitacio-
26 FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 26

nes. El grafito y el aumento resultante subenfriamientoinicialmente conducen a la formación de B-grafito (gra-fito roseta) o también D y E de grafito (grafito subenfria-miento). El resultado es la formación de zonas de ferrita,que conducen a una reducción de la resistencia y un de-terioro de la maquinabilidad.
Si el subenfriamiento continúa en cuenta el aumento de lavelocidad de enfriamiento o de un estado más pobre de lanucleación, da como resultado una estructura de moteadoo incluso blanco, en el que el grafito está presente total oparcialmente como carburo de hierro (Fe3C). En el caso delhierro fundido con nodular grafito, un estado pobre de lanucleación es discernible a través de un reducido númerode nódulos, más pobre nodularidad y también a través dela estructura con mayor contenido de perlita. Con las mis-mas condiciones de enfriamiento (espesor de pared), paraejemplo, una pieza de fundición DI inoculado con SMW605 que contiene bismuto exhibe significativamente ma-yor número de nódulos.
Sin embargo, hay que señalar que, con el mismo espesorde pared y la misma cantidad de inoculante, el númeroespecífico de nódulos es, a su vez, también determinadapor el tipo de inoculante (elementos de inoculación-efectivas) .
Hierro fundido con grafito laminar
En la mayoría de los casos, la formación de una matrizde grano fino, perlática sin enfriamiento y la formaciónun grafito fino ,está dirigido para hierro fundido con gra-fito laminar. Inoculación eficaz o una buena distribuciónde nucleación afecta el proceso de solidificación positi-vamente a este respecto y, teniendo en cuenta las otrasvariables influyentes (análisis químicos, condiciones deenfriamiento), conduce a la estructura deseada, así comola formación de manera uniforme finamente distribuidaA-grafito. Por lo tanto, las propiedades mecánicas casiuniforme con muy buena maquinabilidad están garanti-zadas, incluso en diferentes espesores de pared.
Hierro fundido con grafito esferoidal
Hierro fundido con grafito nodular sería sobre todo solidifi-car o moteado blanco si no inoculado, fundamentalmentedebido a su mayor tendencia al subenfriamiento debido altratamiento de magnesio. La solidificación gris sólo se pro-duce por la inoculación. Como resultado, se incrementa elnúmero específico de nódulos, la nodularidad mejorada, latendencia ferrea aumentó y, sobre todo, la tendencia a laformación de carburo de enfriamiento.
INOCULACION
Pre-inoculación
Esto se refiere a la adición de los llamados agentes deacondicionamiento previo u otras sustancias nucleación-efectivas tan pronto como el horno o durante el ros-cado. Esto implica establecer condiciones favorablespara la óptima formación de la derecha estructural y gra-fito en el inicio del proceso metalúrgico en el iron.VL(Ce) 2 que contiene Ce-Zr-Mn ,se utiliza normalmentecomo un agente de pre-acondicionamiento, lo que con-tribuye a una reducción en la contenido de oxígeno y
una mejora en la distribución de nucleación. Otros agen-tes de preacondicionamiento pueden contener bario oaluminio, para uso de pruebas .El carburo de silicio tam-bién se puede denominar como preacondicionamientoen un cierto sentido, ya que esto también asegura los bá-sicos de hierro rico en núcleos.
Inoculación Cucharón
Este es el método clásico de la inoculación, se añade elinoculante durante la colada o vertido, por ejemplo, des-pués de un tratamiento de magnesio. Dependiendo delas cantidades de hierro, los inoculantes con tamaños degrano de entre 0,6 mm y 6 mm se utilizan sobre todopara este tipo de inoculación. Se debe asegurar que elinoculante no se coloca en la parte inferior de la cucharade colada, pero añadió lo más constante posible a la co-rriente de hierro.
Inoculación de alambre
En la inoculación de alambre, la inoculación se lleva acabo con la ayuda de un alambre con núcleo lleno deinoculante granulado. El alambre se alimenta a la masafundida a través de una máquina de alimentación con-trolable, asegurando así una dosificación precisa de lainoculante tanto a través de la longitud del hilo y la ve-locidad de alimentación. La inoculación de alambrepuede llevarse a cabo tanto en una cuchara de colada yen el canal de colada de un dispositivo de colada.
Verter la inoculación corriente
Aquí, se añade el inoculante a la corriente de hierro di-rectamente durante el vertido. En la mayoría de los casosse utilizan dispositivos vertedores de inoculación de lacorriente, que permiten una adición cuantitativamenteuniforme del inoculante a la corriente de colada sobretodo el proceso de colada. Lo que se conoce como losvertedores tamaños de grano de transmisión son en sumayoría entre 0,2 mm y 0,7 mm. La cantidad añadida nodebe ser más de 0,15%, como el inoculante debe ser di-suelto completamente en un tiempo muy corto. La ven-taja en comparación con la inoculación cuchara de co-lada es el tiempo de adición tardía y por lo tanto evitaren gran medida el desvanecimiento del efecto de la ino-culación. Verter la inoculación corriente está por encimade todo y se utiliza en sistemas de moldeo automáticas.
Inoculación Mold
Inoculación de mold es la adición de inoculante tardantecomo sea posible y por lo tanto también el método deinoculación en el que el efecto de atenuación se reducea un mínimo. En la inoculación del molde, el inoculantese introduce en el recipiente de colada, o directamenteen el sistema de llenado del molde. Por consiguiente, ladisolución se produce bajo exclusión de aire directa-mente en la plancha sobre todo el tiempo devertido. Bloques de inoculantes Preferiblemente fundi-dos deben utilizarse, de lo contrario existe el riesgo deque fluye en granos de inoculantes no disueltas con con-secuencias negativas para la estructura de fundición.
(Continuará en el próximo número)
Servicio Lector 33 ■
27FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 27

28 FUNDIDORES. MAYO 2014
FOUNDRY CONGRESS IN MEXICO
Querétaro is THE place to be thanks to very importantinvestments done in this part of Mexico. All major OEMare present.
Directs flights to Queretaro from Dallas and Houston.
Stand
To register a Stand : 399 euros
http://metalspain.com/paypal-mexico-fundicion.html
Register: 115 euros Conference, Lunch, coffee break,documentation, visit of stands)
Information:
http://metalspain.com/FUNDICIONmexico.htm
Contact [email protected]
A HEAT TREATMENT CONGRESS is held the day before ,June 18th, same place:
http://metalspain.com/mexico-2014-english.htm
with the same prices.
A SURFACE TREATMENT CONGRESS is held two daysbefore , June 17th, same place with the same prices.http://metalspain.com/SUPERFICIES-MEXICO.htm
FOUNDRY CONGRESS IN SPAIN
Every year in Bilbao, a foundry Congress is organized withmain suppliers and Spanish foundries.The congress is September 18, 2014, Hotel BarcelóNervión****
Stand: 390 euros
Register: 95 euros ( Conferences, Lunch, coffee break,documentation, visit of stands)
See photos and Information :http://metalspain.com/foundry-bilbao.html
Contact: [email protected]
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 28

29FUNDIDORES. MAYO 2014
HUTA BUCZEK SP. Z O.O. IS THE NATIONALLEADER IN PRODUCTION OF CAST STEEL ANDIRON ROLLS FOR ROLLING MILLS WESPECIALIZE IN LARGE ROLLS WEIGHTINGOVER 8 TTRADITION
The history of Huta Buczek Sp. z o.o. goes back to theyear of 1881, when the “Katarzyna” steel works andHuldczynski Industry were established. Those twoindependent and different companies with regard to theproduction assortment worked independently for over 80years, survived two global wars, and at least two majorsystem changes while steadily gaining many industrialclients around the world until, under new, nationalownership, were merged into one facility in 1961.Original name “Huta Sosnowiec”, was to be later changedto “Huta im. M. Buczka”. With new combined potentialand strength the company almost monopolized nationalmarket and gained strong position on internationalmarkets supplying clients from Europe, South America andFar East.
In 2002 the company has been transformed into“Technologie Buczek S.A.”, with independent section ofrolls production. After changes in ownership and divisionof the company the rolls production section becametotally independent. From 2005 the company has takenthe name “Huta Buczek Sp. z o.o.”.
PRESENT
Our specialty are cast metallurgical rolls produced forrolling mills dealing with hot-rolled plates, strips and steelsections. Basing on our own experience gained duringmany years, and also on users opinions, we havedeveloped our own production methods of cast rollsprotected by a number of patents in the Republic ofPoland. Huta Buczek as the biggest supplier of rolls forArcelorMittal S.A., controls most of the domestic market,and rapidly expands to new, international markets. Wesupply also such clients as Celsa Group and AlchemiaS.A..
One of our strengths is also our flexibility which allows asto respond to requests of our clients rapidly and help themin emergency situation. The fact we can offer shorter termsof realization of orders is also one of trademarks.
FUTURE
While being fond of our tradition and focusing on ourpresent, we never forget about the future. Our team worksvery closely with both domestic and internationaltechnical institutes and research centers on new materials,more economical and eco-friendly productiontechnologies as well as on new products. Currently we aretesting revolutionary, state-of-the-art quantum heatingtechnology which will allow us to lower the emission andgas dependence of the production process. Also soon ourcasting materials family will be joined by the new superdurable patented material which will be offered to ourclients on exclusivity basis.
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 29
30 FUNDIDORES. MAYO 2014
The magazine FUNDIDORES will be present at a veryinteresting heat treatment congress is held in KrakówOct8th 2014 – see http://metalspain.com/poland.html
ULTRASEAL INDIA PVT. LTD DETECTSUPSWING IN MARKET
Growing interest inVacuum Impregnation as asolution to casting porosityin the automotive supplychain
The Abhijit Corporationcarries out VacuumImpregnation with
Ultraseal’s porosity sealants, including the market-leadingPC504/66, of both ferrous and non-ferrous parts, and is afranchisee of Ultraseal.
Specialising in dealing with intricate castings that requireexcellent surface finishes, and which have to remain leak-free under pressure, the company has high qualitystandards and a skilled and experienced workforce.
Stephen Hynes, Marketing Director of UltrasealInternational, said: “More and more companies areaccepting the benefits of vacuum impregnation as areliable and permanent solution to the problem of castingporosity.
Ultraseal India’s cascade washing machines, which have arotational washing (with indexing) and deep flushing
action, which results in dry components that are free fromstubborn stains, were also highlighted at the show. Theirhigh volume, low pressure wash leads to fast processingtimes, high output and reduced chemical consumption.The equipment can be expanded to accommodatechromating, iron phosphating and other surfacetreatments.
The magazine FUNDIDORES will be present at a veryinteresting heat treatment congress is held in India, PuneNov5th 2014 – see http://metalspain.com/india.html
HEAT RESISTANT CASTINGS
The specialty of the foundry is the production of highquality, long lasting heat resistant castings & fixtures onshort lead times at a realistic price. The experience of theParent Company using such castings & fixtures over thelast 40 years has enabled continuous casting developmentto take place, which has resulted in today’s designs whichare more resistant to distortion and cracking and veryoften lighter & more durable.
The foundry works together with many of its customersdeveloping existing castings and designing new ones forspecific purposes. With our design and pattern-making
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 30

31FUNDIDORES. MAYO 2014
facilities this can be undertaken in house, keepingdevelopment time to a minimum.
The most widely used metal is 37% Ni/18% Cr with theremainder Iron, which retains much of its strength intemperatures up to 1050°C. For temperatures up to1250°C we would usually recommend 80%Ni/20%Cr.Wallwork Cast Alloys have extensive experience ofcasting both these alloys and several other compositions.
Casting capacity ranges from 0.5kg up to 500kgincorporating running systems and feeders.
We are able to produce one off castings and multiplebatches within these capacities.
A comprehensive range of patterns are available for Britishfurnaces sealed quench furnaces, also patterns are heldfor:- Ipsen, Wild Barfield, Consarc, Seco/Warwick,Wellman, Abar, Wentgate, Torvac etc.
New patterns can be manufactured on site to yourspecification either from drawings or from existing
castings. We can also offer 2 & 3 dimensional AutoCADdesign for customers.
Our pattern makers have years of experience in the heattreatment industry and are well able to translate practicalideas into working durable castings.
We understand the problems of storing large volumes ofhigh value castings and so we offer a fast delivery on mostjigs & fixtures, typically 6-8 weeks from order includingany pattern making time.
Delivery times are reduced if patterns are held in ourstores.
Emergency delivery of castings can be arranged onrequest.
The foundry also manufactures other specialist lowvolume castings.
To date these have included:
• Incinerator trays• Die block billets• Glass furnace blades
Industries we have experience of supplying castings toinclude:• Wind turbine• Off shore•Chemical• Aerospace• Glass melting
Please ask if you have special requirements.
See Heat Treatment magazine athttp://metalspain.com/TEnglish.html
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 31

32
BSL CASTING COMPLETES A KEY-IN-HANDRETRO-ENGINEERING PROJECT
One of our engineering partners had a pulp & papercustomer who was forced by the compensation boardinspector to change 2 units of 90 years-old big digesterelbow due to cracks on the surface being a possibledanger for their employees.
A few issues arose. First, components of that age were notmade according to any ASME boiler & pressure vesselsstandard. So, the new parts needed to meet suchstandards. Moreover, the part couldn’t be removed until ashutdown period was planned otherwise all theproduction would have stopped, resulting in a major lossin profit.
Our engineering partner had to scan the part on site andproceed to complete FIA analysis to make sure thecalculations were done correctly to meet the pressurevessel standards.
Once the drawing was completed and approved by theaccording provincial boiler & pressure vessels actregulation agency, BSL Casting could initiate themanufacturing process in 4 stages :
Pattern-making: we had to have our pattern-maker supplya scanned inspection prooving that the pattern was exactlyto required dimensions as installation required tighttolerances.
Foundry process: after pattern was inspected we had toprepare the mould and the big core. Part was followedclosely in the process to make sure every aspect wasrespecting the strict ASME boiler and pressure vesselsstandards.
Machining: our machine shop partner was aware of thestrict dimensional requirements to enable our customer toproperly fit the elbow where it shall be installed.
ASME standard pressure vessel inspection: Finally ourcertified inspection sub-contractor has proceeded to meetthe required hydro-static test certifying that the parts werewithstanding the required hydrostatic pressure in ASMEcode.
Digester elbow pattern. Heat-treatment stage.
BSL Casting foundry is linked to highly competenttechnical partners enabling us to support your company inyour in-house modernization projects
LIHUA MACHINERY CO., LTD. Our main business is induction heating, tempering,annealing, quenching, brazing equipment and forging &melting furnace.
Induction heater we can provide: M/F (1-20KHZ).
H/F (30-80KHZ).
UH/F (100-500KHZ).
U/F (20-50KHZ).
Meanwhile, we have automation induction quenching ,tempering, annealing, brazing, forging machine line.
All our machine feature with fast heating, reliable,reasonable price (CE, ROHS certificates) and our salesengineers with great induction heating experience, alwayscan suggest you suitable induction heating solution.Contact us now find your ideal induction heating solutionhere.
CHENGDU TIANFU GRACPHITECRUCIBLE CO.
1. Para Silicon Carbide Graphite Crucible ( picture1 epicture 2), também conhecido como grafite isostáticaCrucible , é melhorada em sua vida de trabalho econdução de calor em comparação com argila grafite
Finished machined Hydrostatic test Digester elbow installed at thecasting pulp & paper plant
FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 32

33
crucible.Furthermore , o cadinho SiC possui melhordesempenho do anti- corrosão e oxidação - resistência .Assim, SiC cadinho de grafite é um produto livre depoluição de eficiência energética e, especialmente, para otrabalho industrial atual.
2. Para argila cadinho de grafite , a sua vida de trabalho econdução de calor não são tão bons quanto os de SiC ,mas é aplicável em todos os tipos de fornos e ambiente detrabalho.
3. Para Base, que pode bom o suficiente para protegercadinho .
4. Para obter mais detalhes, entre em contato conosco aqualquer momento.
Aguardamos a sua resposta.
SHIJIAZHUANG OULISI MINERAL SALESCO., LTD.
SHIJIAZHUANG OULISI MINERAL SALES CO., LTD. isone of the professional manufacturers and leadingexporters of non-ferrous metals and minerals in China.Based on the production and sales of non-ferrous metaland minerals,such as Aluminum Ingot, Zinc Ingot, LeadIngot, Antimony Ingot, Magnesium Ingot, Ferrosilicon,Copper Scrap etc. We always offer the best competiveprice to worldwide market,compared to other suppliers inChina.
ZHENGZHOU SONGSHAN HEATINGELEMENTS CO.
Zhengzhou Songshan Heating Elements Co., Ltd. wasfounded in 1980, The Company is specialized in thedesign and manufacturing of both MoSi2 and SiC heatingelements, is one of three biggest manufacturers of hightemperature heating elements in the world. Since morethan twenty years, we have been always focusing onresearch and development on high temperature materialand process.
We have great resources and experiences inmanufacturing and process control. We are committed tooffer full technical support. In addition to our state-of-the-art equipments, Songshan Group’s management andquality control system follows ISO9000 standard. Ourproducts have been well recognized in China for decades,presently the company holds 70% of domestic marketshare.
We are also gaining market shares in overseas. Out globalmarket covers more than 40 countries and territories, suchas U.S.A, Canada, England, Sweden, Germany, Spain,Czech, Ukraine, Japan, Korea, India, Australian, NewZealand, Brazil, Mexico, Malaysia, Thailand, Iran, SouthAfrica, Taiwan, Hong Kong, etc. Our products arecertified by ISO9001.
The commercial name of our SiC heating elements isSONGSHAN SILCA HEATING ELEMENTS. Thecommercial name of our MoSi2 heating elements isSONGSHAN SUPER HEATING ELEMENTS.
FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 33

YÜCEL DÖKÜM
Biz Konya yücel döküm olarak a a ıdaki ürünlerinimalatını, pik alüminyum sfero ve çelikten dökümleriniyapıyoruz.
Oturma bankları, döküm masa sandalye, çöp kovaları,döküm çe me, döküm korkuluk, rogar kapakları, ya mursuyu ızgaraları ve yol ayrım babalarıÜrünlerimizi www.konyadokum.net te görebilirsiniz.
leti im bigileri
METEF 2014
Veronafiere 11 – 13 June 2014Internationalisation marks out this major upcoming bi- annual exhibition 3 months from the opening of the showthree quarters of the exhibition ground has already beenbooked
The exhibition will open its doors on June 11th and forthree days the thematic shows Metef, Foundeq, Alumotiveand Metalriciclo Recomat will welcome majorinternational realities in terms of aluminium andinnovative metals production and processing, extrusion,foundry and diecasting, rolling, finishing, recovery andrecycling, mechanical machining, technologies andinnovative materials, parts and systems for the transportindustry.
The 10th METEF international exhibition is a unique eventdedicated to the metallurgical-manufacturing production
chain, best in class of the Made-in-Italy sector, a referencepoint for the Italian and European economy and anoutstanding sector for the emerging countries all over theworld.
UNITED UDYOGDE-PHOSPHORISER
Increased levels of Phosphorous in steel has known toreduce the ductility of the metal considerably there bymaking it unsuitable for rolling and thin sheet work (suchas for automobile industry and for pipelines for carryingpetroleum products). De-phosphorization is achievedthrough use of product in the molten steel.
USAGE AND BENEFITS
1. The product should only be used when the percentageof Phosphorous in the melt is higher than that is required.
2. Better removal of phosphorous is achieved in anoxidizing environment.
3. 08 – 10 Kg of the product should be added per Tonneof the melt along with proper raking. Better fusion willlead to better results. The product should only be addedwhen the melt reaches to its brim. The approximatetemperature of melt is suggested to be in the range of1400ºC to 1550ºC. We prescribe adding 08-10 Kg pertonne of melt.
4. It is possible to achieve very low levels of Phosphorusof up to 0.005% through the use of this product.
5. Please note that de-phosphorization should be donebefore de-sulfurization, in case the levels of Sulphur alsoneed to be brought down.
6. Ideally a layer of product should be placed at thebottom of the ladle before pouring the melt in it. It shouldbe properly stirred/bubbled and the slag skimmed off toachieve best results. Please note it is necessary tocontinuously stir and skim off the slag to avoid re-phosphorization of the melt.
NOTE
1. The degree of dephosphorization achieved may varydepending upon the quality of scrap used and the initialphosphorus levels in the melt.
2. This product is not to be used for the melts havingChromium greater than 3%.
34 FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 34

GREDE PRODUCING LIGHTWEIGHT CASTINGSFOR TRUCK APPLICATIONS
Grede, a leading producer of cast iron components fortransportation applications, is developing durable,lightweight chassis, powertrain and drivetrain components- including safety-critical systems - for heavy duty truckapplications using a ductile iron alloy called SiboDur®.Grede is showing SiboDur® components this week inLouisville, Ky., at the Mid-America Trucking Show(MATS), one of the largest trade shows dedicated to theheavy truck industry in North America.
SiboDur® is an ultra-high-strength, light weight ductileiron with a unique chemistry and process that is providingheavy truck customers with the robustness required of thesevere environments their equipment endure every day.SiboDur® competes favorably with aluminum in terms ofweight reduction and its high strength characteristicsprovide cost, fatigue life and manufacturability advantagesover ADI (austempered ductile iron) and forged steel.
“SiboDur® enables us to provide our heavy truckcustomers with cost-effective, lightweight solutions, whilemaintaining high structural performance and durability,”said Tony Lovell, vice president, Global Sales andMarketing. “It also enables excellent product designoptimization and parts integration capabilities given thehigher mechanical properties versus competing materialsthat are cost prohibitive.”
Heavy duty truck manufacturers worldwide are using,developing and testing SiboDur® in a variety ofcomponents for current and future vehicle programs.These include safety-critical parts with high stress andtorque requirements, such as steering knuckles, differentialcases, control arms, hubs, brackets, engine mounts,crankshafts and suspension links.
SiboDur® was developed by Swiss-based Georg FischerAutomotive AG. Grede has an exclusive license toproduce the alloy in North America. In addition to theheavy equipment industry, Grede also is supplying
SiboDur-based castings for automotive, light- and heavy-duty trucks, and other industrial applications. Grede haslaunched its SiboDur® production and prototype businessat both its Reedsburg, Wis., and St. Cloud, Minn.,facilities.
About Grede
Grede Holdings LLC was formed in 2010 through thecombination of assets of the former Grede Foundries, Inc.,Blackhawk Foundry (USA), and Citation Corporation. Withestimated annual revenues exceeding $1 billion, the Gredelegacy dates to 1920 when William J. Grede foundedGrede Foundries, Inc. with an iron foundry in Wauwatosa,Wis. Privately-held with headquarters in Southfield, Mich.,the company specializes in high quality ductile, gray andspecialty iron castings, including lost foam and high siliconmolybdenum applications. Grede Holdings LLC has 4,700employees and operates 14 foundries and three machiningoperations in North America serving the transportation andindustrial markets globally.
UK FIRMS CAN SUCCEED AT EXPORTING, SAYSULTRASEAL INTERNATIONALAward-winning exporter succeeds in markets around theworld
Understanding markets overseas is the key to exportingsuccessfully around the world, according to UltrasealInternational, 2014 Midlands Exporter of the Year.
Globalisation has brought many challenges to Coventry-based Ultraseal International, a company whosecustomers are mainly in the automotive supply chain.
While the company has always exported its products –Vacuum Impregnation equipment and porosity sealantsthat together solve the problem of porosity in cast metalparts – one of its main markets was originally the UK.
However, as its customers relocated overseas, Ultrasealhas had to adapt: today exports account for more than95% of its business and it has a truly global reach, withjoint ventures in China and India, operations in the UnitedStates and Germany, an office in Japan and a network of22 agents/distributors worldwide.
In the run-up to Export Week, Mr Lloyd said: “Chasingcustomers around the world can seem daunting but it iswell worth the effort: there are good rewards to be reaped.
“The marketplace is global now - you cannot wish thatreality away – but I believe that UK manufacturers can stilllead the world with their inventiveness and engineeringexcellence.
35FUNDIDORES. MAYO 2014
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 35

VALLE HERMOSO, TAMAULIPAS – TÉCNICOSDE DIE CASTING
Empresa dedicada a brindar servicio al sector automotrizubicada en Valle Hermoso, Tamaulipas.
Requisitos: Conocimientos en: Hidráulica, electrónica yneumática. Experiencia en fundición de aluminio y
magnesio. Acostumbrado a trabajar en lugar atemperaturas altas. Disponibilidad de trabajar en turnos(operación de la planta es 24x7). Responsabilidades de
Operación y Mantenimiento en: a) Máquina de fundición apresión.
b) Prensa de ajuste c) Sistema de torres de refrigeración.d) Horno de fusión y horno de mantenimiento.
e) Mantenimiento, Correctivo, Preventivo y Predictivo delos equipos del departamento
Interesados, favor de enviar CV a Luis Gonzalez:[email protected]
GERDAU LONGSTEEL HAS MULTIPLEOPENINGS FOR PRODUCTION/MAINTENANCESUPERVISORS AT THE RANCHO CUCAMONGA,
CA STEEL MILL.
Gerdau Long Steel North America is a leader in mini-millsteel production and steel recycling in North America, with
an annual manufacturing capacity of approximately 10million metric tons of mill finished steel products. Through
a vertically integrated network of mini-mills, scraprecycling facilities and downstream operations, thecompany serves customers throughout the U.S. and
Canada, offering a diverse and balanced product mix ofmerchant steel, rebar, structural shapes, fabricated steel,
flat rolled steel and wire rod. We believe our employees arethe best in the business. We have high standards and ouremployees constantly strive to reach even higher levels ofsuccess. Gerdau growth is based on our values and on a
vision focused on excellence. We see customer satisfaction,the personal and professional growth of each employee,
total safety in the workplace, a commitment to ourstakeholders, employees, and communities, and profit as ameasure of performance. Gerdau currently has multiple
openings for PRODUCTION SUPERVISORS at its RanchoCucamonga, CA facility. (Relocation Assistance is
available) APPLY NOW: Production Supervisor Level II:https://gerdau.greatjob.net/jobs/EntryServlet?job=JL3GA&media=YHW
Production Supervisor Level III https://gerdau.greatjob.net/jobs/EntryServlet?job=JL1GA&media=YHW
Production Supervisor Level IV:https://gerdau.greatjob.net/jobs/EntryServlet?job=JIKGA&media=XXX
PROCESS ENGINEER IIIGerdau Long Steel North America - Beaumont, TX
The Process Engineer III provides technical coordinationand support in the Scrap, Melting, Refining, Refractories,Casting, Rolling, Finishing and Heat Treatment processes
by overseeing process, practice and equipment monitoring,stabilization and improvements.
Gerdau Long Steel North America is a leader in mini-millsteel production and steel recycling in North America, with
an annual manufacturing capacity of approximately 10million metric tons of mill finished steel products. Through
a vertically integrated network of mini-mills, scraprecycling facilities and downstream operations, thecompany serves customers throughout the U.S. and
Canada, offering a diverse and balanced product mix ofmerchant steel, rebar, structural shapes, fabricated steel,
flat rolled steel and wire rod.https://gerdau.greatjob.net/jobs/JobDescRequestAction.action;jsessionid=02C5D7DC71B877EFC7AD07A3129B8
37A?PSUID=13caeeb0-bda2-40ba-a053-8a4f6dab433e
INGENIERO MANUFACTURA YCALIDAD(RAMOS ARIZPE, COAHUILA)
Empresa metalmecanica, Interesados enviar C.V [email protected]. Experiencia 3 años en el puestoen empresa automotriz, Esc. Licenciatura o ingeniería,
Edad 30-47 años.
BAJIO - SALES ACCOUNT MANAGER-Minimum 5 years of experience as Sales Manager for an
automotive systems and components company. -Motivatedindependent professional capable of working somewhatautonomously -Team player who is willing to support
TMD’s expansion into Mexico with cross functional supportas required -Work history with Automotive OEM’s eitherdirectly or through major Tier 1’s. (HONDA) -Candidate
must be able to bring well established customerrelationships with key Purchasing, Engineering and
Program Management contacts. -Experience with injectionand blow molding processes is required, knowledge of
system sub assembly is preferred. -Strategic cycle planningexperience (sales forecast & business plan) is desirable. -
Proven ability in commercial account maintenance(Manage account plans, quote requests, program
acquisition, commercial issues, product costing) -Strongnegotiation skills and experience, combined with
interpersonal skills and the ability to develop customerrelationships is a must for a candidate to be successful in
this position. -Computer experience and proficiency inWord, Excel, PowerPoint, as well as customer specificinternet based commercial tracking systems (Arena,
Covisint) is required -Bachelor’s Degree. - English 99%Please send your English resume to
VALLE HERMOSO, TAMAULIPAS – TÉCNICOSDE DIE CASTING
Empresa dedicada a brindar servicio al sector automotrizubicada en Valle Hermoso, Tamaulipas Requisitos:
Conocimientos en: Hidráulica, electrónica y neumática.Experiencia en fundición de aluminio y magnesio.
Acostumbrado a trabajar en lugar a temperaturas altas.Disponibilidad de trabajar en turnos (operación de la
planta es 24x7). Responsabilidades de Operación yMantenimiento en: a) Máquina de fundición a presión. b)Prensa de ajuste c) Sistema de torres de refrigeración. d)
Horno de fusión y horno de mantenimiento. e)Mantenimiento, Correctivo, Preventivo y Predictivo de los
equipos del departamentoInteresados, favor de enviar CV a Luis Gonzalez:
Más informaciones en http://metalspain.com/empleo.htm
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 36
GRANALLADORA DE GANCHO DE OCASIÓN
– MARCA: ALJU– MODELO: REGINA 161-A– INTERIOR TODO DE MANGANESO– TOTALMENTE REVISADA Y GARANTIZADA.
GRANALLATECNICTel. 93 715 00 00 FAX 93 715 11 52
Email: [email protected]
RELACION DE EQUIPAMIENTOS2 Maquinas de Moldeo INT. ALONSO m/ JA-2
Automáticas revisadas CE 2 HIDRÓMETROS marca SPACE-PGF-3, para el control de la humedad
de la tierra en verde.1 PARRILLA de desmoldeo medidas 2500 x 2500 mm1 VENTILADOR SOPLANTE DE 18.000 m3 con caseta insonora2 VENTILADORES SOPLANTES de 12.000 y 18.000 m31 SIN FIN. 1.900 mm entre ejes. 230/400 V. 3 Kw. 1.500 rpm. 1 POLIPASTO monorail motorizado de 4 Tns. Marca JASO.1 CINTA transportadora de 8.500x40 mm de banda ( nueva).1 MEZCLADORA continúa OMEGA 22 (9Tn.)1 MEZCLADORA OMEGA Spartan 20P (20 Tns.) 1 MEZCLADORA articulada continua IMF (12/15 Tn.)1 MESA COMPACTADORA (1000 X 800 mm) 1 ELECTROIMAN, para manipulación de piezas hasta 200 Kgs. 1 RECUPERADORA MECÁNICA, 12 Tns/hora y parrilla de 2500 x
2500 x 10 Tns.1 Espectómetro SPECTROCAST. 19 Canales para hierro Laminar, esferoi-
dal y aceros Bajo Aleados. Sistema Operativo Microsoft MS-DOS 1 Pulidora de probetas para laboratorio. Marca MEDUR.1 Lijadora madera (modelistas).1 CARRUSEL con dos carros transfer y 18 placas/carrosde 1400x1100
mm (con grupo hidráulico)Motores eléctricos de varias potenciasVIBRADORES URBA
FUNDICIÓN CENTRIFUGADA PARA BRONCE EN VENTA1 Spectómetro, Spectro LAB para bronce.1 Durómetro fijo, Centauro HB 3000-OM2 Hornos de gas-oil, Morgan 450. 800 Kgs.1 Horno de inducción con doble cuba y su transformador. TAYLOR 2 x
MF5001 Compresor, Atlas Copco Gx5 7,5 CV.1 Separador magnético de virutas.1 Grupo electrógeno de 20 KW, SD-MO FC5J021 Centrifugadora automática de 2 cabezales.2 Centrifugadoras de 1 cabezal.
Elementos auxiliares para la fundición y centrifugación de bronce.
EUSKATFUND, S.L.Pol. Ind. GoiainC/. Padurea 8
Telf.945465581 Fax.94546595301170 Legutiano (Álava)
E-mail: [email protected]
Sr. Juan Medina. Móvil 649 961497
Info: http://metalspain.com
ROTARY FURNACE - 10 TON -ready for sale
second hand, completely renewed by CIFE IMPIANTIand CIFE IMPIANTI guaranteed. ready for sale.
BUHLER DIECASTING MACHINES ( USED)
We are looking to buy second hand BUHLER coldchamber diecasting ( 4 pcs) as follows: 1.) BUHLER
SC 840 - 900 tons 2.) CARAT 105 or BUHLER SC 1000tons If possible including peripheral equipment; *
Holding/dosing furnace * Ladle * Sprayer *Trimmpress Machines from the years 2000-2003 Any
offer is welcome. Regards, Andre Schreuder Schreudergieterij Techniek [email protected]
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 37

FUNDIDORES. MAYO 201438
PARA ESTAR PRESENTE EN ESTARÚBRICA:
enviar un email a:[email protected]
Tel: 91 576 56 09
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 38

FUNDIDORES. MAYO 2014 39
GUIA
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 39

FUNDIDORES. MAYO 201440
GUIA
21-4-14 FUN 205 MAYO 2014_80480 F-FEBRERO 08 N 146.qxd 23/04/14 11:23 Página 40