5 Tuberias

of 103
-
Upload
abraham-montes-humanez -
Category
Documents
-
view
236 -
download
0
Transcript of 5 Tuberias
-
7/22/2019 5 Tuberias
1/103
Tuberas
Tuberas
NDICE
pgina
INTRODUCCIN 3
I. CONCEPTOS GENERALES 3
Qu es una tubera? 3
Acero 4
Clasificacin por objetivo 4
Clasificacin por funcin 5
Datos de tuberas 6
Proceso de fabricacin 6
Propiedades mecnicas 16Conexiones o juntas 18
Tipos de juntas 19
Proceso de maquinado 22
Estndares sobre tuberas 25
Diseo de sartas de tuberas 28
Retrospectiva de mtodos 30
II. CAPACIDAD DE RESISTENCIA DE LAS TUBERAS 32
Condiciones de falla 32
Cedencia 33
Colapso 34
Estallamiento 40
Tensin 40
Fallas por carga de presin 46
Ejemplos de fallas en tubulares 47
Diagrama de capacidad de juntas 54
-
7/22/2019 5 Tuberias
2/103
Tuberas
2
III. CONDICIONES DE CARGA 55
Eventos de carga 56Cargas de presin 57
Perfiles de presin externa 58
Perfiles de presin interna 59
Cargas axiales 61
Cargas no axiales (formaciones plsticas) 64
Cargas triaxiales 64
Efectos axiales 64
Corrosin 69
Condiciones iniciales de carga 70
IV. SELECCIN DE TUBULARES 73
Mtodos de seleccin 74
Seleccin de juntas 75
Seleccin hidrulica de tubera de produccin 76
Anlisis de torque y arrastre 81
Ancalado de TR 82
Centradores de tuberas de revestimiento 83
V. METODOLOGA PARA EL DISEO MECNICO 85
Tubera de produccin 85
Procedimiento de diseo 85
Eventos de carga 86
Diseo de sartas de perforacin 88
Los aparejos de fondo convencionales 90
Mtodo de flotacin de Lubinski 90
Mtodo de Paslay y Dawson 91Ejemplo de diseo de una sarta de perforacin 92
VI. HERRAMIENTAS DE SOFTWARE PARA DISEO DE TUBERAS 99
REFERENCIAS 101
-
7/22/2019 5 Tuberias
3/103
-
7/22/2019 5 Tuberias
4/103
-
7/22/2019 5 Tuberias
5/103
-
7/22/2019 5 Tuberias
6/103
-
7/22/2019 5 Tuberias
7/103
Tuberas
7
* lbf = libras fuerza
Tabla 1 Caractersticas geomtricas y mecnicas de la tubera de perforacin
Dimetronominal
(pg)
Peso
nominal
(lb/pie)
Clase Grado Tensin*( lbf)
Torsin(ft-lbf)
Resistencia
al Colapso
(psi)
2 3/8 4.85 I E75 98000 4760 10500
II G105 151000 5810 11763
Premium X95 136000 6090 12155
3 13.30 I G105 452000 29520 13344
II S135 382000 22160 13721
Premium E75 153000 11090 8703
4 14.00 I X95 361000 29500 13721
II S135 404000 27740 15592
Premium G105 314000 25420 13866
4 20.00 I E75 412000 36900 12546
II S135 581000 44030 18058
Premium G105 452000 40160 16042
5 19.50 I X95 501000 52140 12039II X95 395000 34460 9631
Premium S135 561000 58110 15636
5 24.70 I S135 895000 101830 17626
II G105 5 48000 52370 11096
Premium E75 391000 44320 9051
6 5/8 25.20 I E75 489000 70580 6542
Dimetronominal
(pg)
Peso
nominal
(lbf/ ft)
Grado DimetroDrift
(pg)
DimetroInterior
(pg)
Resistencia
al Colapso
(psi)
Tensin(1000 lbf)
4 9.50 H-40 3.965 4.090 2760 11111.60 K-55 3.875 4.052 4010 165
15.10 P-110 3.701 3.826 14350 485
5 11.50 J-55 4.435 4.560 3060 182
15.00 N-80 4.283 4.408 7250 350
24.10 P-110 3.875 4.000 19800 778
5 14.00 J-55 4.887 5.012 3120 22217.00 K-55 4.767 4.892 4910 273
20.00 P-110 4.653 4.778 11100 6416 5/8 20.00 H-40 5.924 6.049 2520 229
24.00 C-90 5.796 5.921 6140 624
24.00 P-110 5.796 5.921 6730 763
7 17.00 H-40 6.413 6.538 1420 196
23.00 L-80 6.241 6.366 3830 532
35.00 P -110 5.879 6.004 13020 1119
7 5/8 47.10 N-80 6.250 6.375 12040 1100
26.40 C-95 6.844 6.969 3710 714
29.70 P-110 6.750 6.875 5350 940
8 5/8 24.00 K-55 7.972 8.097 1370 381
36.00 L-80 7.700 7.825 4100 827
49.00 P-110 7.386 7.511 10750 1553
Tabla 2 Caractersticas geomtricas y mecnicas de la tubera de revestimiento ytubera de produccin
-
7/22/2019 5 Tuberias
8/103
-
7/22/2019 5 Tuberias
9/103
-
7/22/2019 5 Tuberias
10/103
Tuberas
10
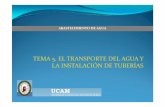
Laminado: El tocho entra al horno giratorio, que con-tiene nueve zonas de calentamiento, donde se al-canzan temperaturas de 1200C en forma gradual.Al salir del horno, se enva al desescamador paraeliminar la oxidacin que sufre al contacto con la
atmsfera y se procede al perforado.Se obtiene un esbozo cilndrico. Esteproceso es fundamental en la fabri-cacin de tuberas sin costura y es lla-mado Proceso Mannessmann. Esteesbozo se enva al mandril que con-tiene un lubricante (brax), el cual esintroducido al laminador continuo,que pasa a travs de siete jaulas y
calibradores. Ah es donde se haceel tubo. Se obtienen longitudes dehasta 30 metros, con dimetro inte-rior y exterior precisos, cumplien-do con las tolerancias permitidasAPI. A la salida del calibrador, el di-metro y la ovalidad son verificados
por medio de rayo lser y posteriormente el tuboes enviado a las cortadoras para dar el rango so-licitado. Por ltimo, se enva al piso de enfriamien-to. En la figura 5 se muestra el proceso de lamina-do continuo a mandril retenido.
Figura 3 Flujo del proceso de acera
Figura 2 Proceso de fabricacin de una tubera
Horno elctrico de fusin Horno de afinacin Vaciado de acero
-
7/22/2019 5 Tuberias
11/103
-
7/22/2019 5 Tuberias
12/103
Tuberas
12
presin interna del 80% de su capacidad durantecinco segundos, de acuerdo con la norma delAPI 5CT.
Control final y embarque: Finalmente, el tubo sepesa y se mide. As se tiene toda la informacin com-pleta de rastreabilidad del tubo, para ser estarcido,estampado, barnizado y embarcado.
En el estarcido se indican los datos del tubo como:el dimetro exterior, peso unitario, mandril, lon-gitud, pruebas de inspeccin, manufacturado, n-mero de colada, orden de produccin y nmerode tubo.
En la figura 8 se muestra el flujo del proceso de aca-bado del tubo (proceso de pesado, medicin,
estarcido y estampado).
El control final es la ltima inspeccin detallada deltubo, este control puede ser:
Inspeccin electromagntica (EMI); consiste enmedicin longitudinal, rayos gama, inspeccintransversal y comparador de grado de acero.
Prueba ultrasnica (UT); consiste en espesor depared y deteccin de posibles defectos longitu-dinales, transversales y oblicuos.
Figura 6 Tratamiento de temple
Figura 7 Horno de revenido
Horno de Austenizacin
62 toneladas por hora9 zonas de calentamiento
3 zonas de homogeneizacin
vigas mviles de 45 espacios
60 quemadores a gas natural
sistema de computacin y regulacin computarizados
Horno de Revenido
62 toneladas por hora
22 zonas de calentamiento
3 zonas de homogeneizacin
vigas mviles de 55 espacios
pirometros ircon con registro
precisin de temperatura horno +/- 5C
microestructura uniforme de martensita revenida
Tina de temple por Inmersin
Templado externo e internoMxima longitud del tubo 14.5m
99% de transformacin martenstica
Dureza homognea a travs del espesor
Control de presin y temperatura de agua
-
7/22/2019 5 Tuberias
13/103
-
7/22/2019 5 Tuberias
14/103
-
7/22/2019 5 Tuberias
15/103
-
7/22/2019 5 Tuberias
16/103
-
7/22/2019 5 Tuberias
17/103
-
7/22/2019 5 Tuberias
18/103
-
7/22/2019 5 Tuberias
19/103
-
7/22/2019 5 Tuberias
20/103
-
7/22/2019 5 Tuberias
21/103
-
7/22/2019 5 Tuberias
22/103
-
7/22/2019 5 Tuberias
23/103
-
7/22/2019 5 Tuberias
24/103
-
7/22/2019 5 Tuberias
25/103
-
7/22/2019 5 Tuberias
26/103
-
7/22/2019 5 Tuberias
27/103
-
7/22/2019 5 Tuberias
28/103
-
7/22/2019 5 Tuberias
29/103
-
7/22/2019 5 Tuberias
30/103
-
7/22/2019 5 Tuberias
31/103
-
7/22/2019 5 Tuberias
32/103
-
7/22/2019 5 Tuberias
33/103
-
7/22/2019 5 Tuberias
34/103
-
7/22/2019 5 Tuberias
35/103
-
7/22/2019 5 Tuberias
36/103
-
7/22/2019 5 Tuberias
37/103
-
7/22/2019 5 Tuberias
38/103
-
7/22/2019 5 Tuberias
39/103
-
7/22/2019 5 Tuberias
40/103
-
7/22/2019 5 Tuberias
41/103
-
7/22/2019 5 Tuberias
42/103
-
7/22/2019 5 Tuberias
43/103
-
7/22/2019 5 Tuberias
44/103
-
7/22/2019 5 Tuberias
45/103
-
7/22/2019 5 Tuberias
46/103
-
7/22/2019 5 Tuberias
47/103
-
7/22/2019 5 Tuberias
48/103
-
7/22/2019 5 Tuberias
49/103
Tuberas
-
7/22/2019 5 Tuberias
50/103
50
Figura 47 Degollamiento de TR en la junta
Figura 48 Degollamiento de TR en la junta
Figura 49 Degollamiento de TR en la junta
Figura 50 Degollamiento de TR en junta
-
7/22/2019 5 Tuberias
51/103
-
7/22/2019 5 Tuberias
52/103
-
7/22/2019 5 Tuberias
53/103
-
7/22/2019 5 Tuberias
54/103
Tuberas
-
7/22/2019 5 Tuberias
55/103
55
un comportamiento de la envolvente de trabajo odiagrama de capacidad de una junta. Desgraciada-mente, el desarrollo de este tipo de grficos es ex-clusivamente posible por los fabricantes de juntas,dado que las dimensiones de diseo de la conexinson de patente(en el caso de las conexionespremium).
III. CONDICIONES DE CARGA
Las condiciones bajo las cuales trabaja una tuberaen el interior de un pozo son variadas y de magni-tud considerada. Las cargas principales que se pre-sentan en un pozo y que actan sobre la tubera son:cargas axiales, cargas de presin, cargas torsionales,cargas no-axiales, corrosin y flexin. Cada una deestas cargas merece un tratamiento particular paradespus comprender la accin combinada de ellas.
Las cargas axiales se producen inicialmente por la ac-cin natural de los efectos gravitacionales, es decir elpeso propio de los tubos. Debido a que los tubos seintroducen en el interior de un pozo lleno de un fluidode control, se debe considerar el efecto de flotacin.Adems, durante la introduccin se presentan efec-tos axiales como: arrastre o friccin generada por elcontacto entre agujero y tubera y tubera-tubera. Tam-bin se presenta el efecto de choque que se generapor el paro sbito al momento de introducir. Despusde la introduccin (nacimiento del tubo) el estado decargas axiales se ve alterado por efecto de los cam-bios de presin y/o temperatura que se suscitan alcambiar de densidad del fluido de control y al efec-tuar operaciones que demandan presin, por lo quese generan efectos axiales como: balonamiento,pistoneo, pandeo y efectos axiales por la accin delcambio de temperatura.
Figura 53 Envolvente triaxial del cuerpo del tubo y su conexin
-
7/22/2019 5 Tuberias
56/103
-
7/22/2019 5 Tuberias
57/103
-
7/22/2019 5 Tuberias
58/103
-
7/22/2019 5 Tuberias
59/103
-
7/22/2019 5 Tuberias
60/103
-
7/22/2019 5 Tuberias
61/103
-
7/22/2019 5 Tuberias
62/103
-
7/22/2019 5 Tuberias
63/103
-
7/22/2019 5 Tuberias
64/103
-
7/22/2019 5 Tuberias
65/103
-
7/22/2019 5 Tuberias
66/103
-
7/22/2019 5 Tuberias
67/103
-
7/22/2019 5 Tuberias
68/103
-
7/22/2019 5 Tuberias
69/103
-
7/22/2019 5 Tuberias
70/103
-
7/22/2019 5 Tuberias
71/103
-
7/22/2019 5 Tuberias
72/103
-
7/22/2019 5 Tuberias
73/103
-
7/22/2019 5 Tuberias
74/103
-
7/22/2019 5 Tuberias
75/103
-
7/22/2019 5 Tuberias
76/103
-
7/22/2019 5 Tuberias
77/103
-
7/22/2019 5 Tuberias
78/103
-
7/22/2019 5 Tuberias
79/103
-
7/22/2019 5 Tuberias
80/103
-
7/22/2019 5 Tuberias
81/103
-
7/22/2019 5 Tuberias
82/103
-
7/22/2019 5 Tuberias
83/103
-
7/22/2019 5 Tuberias
84/103
-
7/22/2019 5 Tuberias
85/103
-
7/22/2019 5 Tuberias
86/103
-
7/22/2019 5 Tuberias
87/103
-
7/22/2019 5 Tuberias
88/103
-
7/22/2019 5 Tuberias
89/103
-
7/22/2019 5 Tuberias
90/103
-
7/22/2019 5 Tuberias
91/103
-
7/22/2019 5 Tuberias
92/103
Tuberas
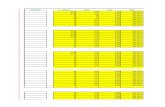
Diseo de Sarta de Perforacin
Carga axial ( kg )
-
7/22/2019 5 Tuberias
93/103
93
0
500
1000
1500
2000
2500
3000
3500
4000
-50000 0 50000 100000 150000 200000
Carga axial ( kg )
Profundidad(m
)
Flotada
Aire
S-135
G-105
X-95
CUARTA ETAPA
TRAM. SECC DIAM LONG GRADO P.AJUST P.AIRE P.FLOT P.ACUM APRIETE RESIST.TENS.
pg m kg/m kg kg kg pie/lbs ton
3 1 4 3/4 35 D C 73,8 2584 1844 1844 54000
3 2 4 3/4 5,0 ESTAB 73,8 369 263 2107 54000
27 3 3.5 243 H W 40,0 9720 6934 9041 21800
238 4 3 1/2 922 T P S135 21,9 20154 14377 23418 12600 161
18 4 4 1/2 162 T P G105 28,1 4551 3247 26665 16546 149
102 4 5 2138 T P X95 31,9 68208 48658 75323 19919 156
TOTAL 3505 105586 75323 75323
PESO SARTA EN EL AIRE = 105586 Kg
PESO SARTA EN EL LODO = 75323 Kg
MARGEN PARA JALAR = 81 ton
INTERVALO DE 2800 a 3500 m.
DENSIDAD DE LODO = 2.15 gr/cc.
Figura 89 Comportamiento axial, pozo prueba 2
-
7/22/2019 5 Tuberias
94/103
-
7/22/2019 5 Tuberias
95/103
-
7/22/2019 5 Tuberias
96/103
-
7/22/2019 5 Tuberias
97/103
Tuberas
-
7/22/2019 5 Tuberias
98/103
98
Figura 98 Comportamiento de esfuerzo triaxial en diseo de TR del pozo prueba 3
Figura 99 Comportamiento axial en diseo de TR para el pozo prueba 3
-
7/22/2019 5 Tuberias
99/103
-
7/22/2019 5 Tuberias
100/103
-
7/22/2019 5 Tuberias
101/103
-
7/22/2019 5 Tuberias
102/103
Tuberas
in Agnormally Pressured Wells", documento IADC/SPE 17178 presentado en 1988 IADC/SPE DrillingConference en Dallas, Tx, Febrero 28, Marzo 2, 1988.
38. H. Ramos y D. Hernndez; "Investigacin del fe-nmeno de colapso en tuberas de revestimiento yde produccin", Villahermosa, Tab, Agosto 1999.
39. Sandvik Stell; "Sandvik Steel Corrosion HandbookStainless Steels", Suiza 1994.
-
7/22/2019 5 Tuberias
103/103
103
40. H. Kinsel, T. Koithan y B. Lirette; "A new Approachto Calculate the Optimum Placement of Centralizers,includes toque and Drag Predicions", documentoIADC/SPE 36382, presentado 1996 IADC/SPE AsiaPacific Drilling Technology Conference en KaulaMalasia, Septiembre 9-11, 1996.
41. Applied Drilling Enginering, SPE Text BookSeries, Vol 2.0, Bourgoyne, Adam T, 1991.
42. Beggs; "Production Optimization", Using NODALAnalysis, H.D. 1991.
43. Effect of wear and Bending on Casing CollapseStrength, Kuriyama, Y.T., 1992.
44. Minimum Cost Casing Design, Halal, A.S. SPE36448, 1994.
45. Economides, Watters, dunn Norman "PetroleumWell Construction", John Wiley, 1998.
46. Benito Ortiz Snchez, "Diseo de aparejos deProduccin por Metalurgia", Divisin de Estudios dePosgrado, Facultad de Ingeniera UNAM. Octubre1991.
47. Fitzgerald; "Mecnica de Materiales", Edicinrevisada, Editorial Alfaomega.
48. Bruce D. Craig "Saour-Gas Design Considerations",
Monograph Volume 15, SPE, Henry L. Doherty Memo-rial Fund of AIME Series, Richardson Texas, Primera Edi-cin 1993.