
Becerra Aguilera Karla S. Mondragon Montes Mayra A. Grupo: 609 Ytza Paez Nictexa.
Upload
ingeniera1Category
view
234download
2
Designación: A 609 / A 609m - 91 ( aprobada de nuevo en 1997 )
1 . alcance
1.1 Este practice2 cubre las normas y procedimientos para el pulso -eco examen ultrasónico de carbono con tratamiento térmico , de baja aleación y fundición de acero inoxidable martensítico mediante la técnica longitudinal -beam .
1.2 Esta práctica se va a utilizar cada vez que la consulta , contrato, orden, o estados de especificación que las piezas moldeadas han de ser sometidos a un examen por ultrasonido , de conformidad con la práctica A 609 / A 609m .
1.3 Esta práctica contiene dos procedimientos para la inspección por ultrasonidos de carbono , de baja aleación y fundición de acero inoxidables martensíticos , es decir , Procedimiento A y B. Procedimiento Procedimiento A es el original A / A la práctica 609m 609 y requiere calibración con una serie de pruebas bloques que contienen agujeros de fondo plano . También proporciona requisitos adicionales para las pruebas de haz angular . Procedimiento B requiere calibración utilizando un reflejo pared posterior de una serie de bloques de calibración sólidos.
NOTA 1 - examen por ultrasonidos y radiografías no son directamente comparables . Esta técnica de examen se destina a complementar Guía E 94 en la detección de discontinuidades .
1.4 Los valores indicados en unidades pulgada - libra o en unidades SI deben ser considerados como los estándares . Dentro del texto , las unidades SI se muestran entre paréntesis . Los valores indicados en cada sistema no son exactamente equivalentes , por lo tanto , cada sistema debe ser utilizado independientemente del otro . La combinación de valores de los dos sistemas puede resultar en una no conformidad con esta práctica.
1.5 Esta norma no pretende dirigir todas las inquietudes sobre seguridad , si las hay, asociadas con su uso. Es la responsabilidad del usuario de esta norma establecer las prácticas de seguridad y salud adecuada y y determinar la aplicabilidad de las limitaciones reglamentarias antes de su uso .
2 . Documentos de referencia
2.1 Normas ASTM :
Una especificación 217/A217M de fundición de acero , acero martensítico y aluminio, para las partes sometidas a presión , Traje -

1 Esta práctica está bajo la jurisdicción del Comité ASTM A- 1 de acero, acero inoxidable , y Alloysand relacionada es la responsabilidad directa del Subcomité Castings A01.18on .
Edición actual aprobó 15 de diciembre 1991 . Publicado en julio de 1992. Publicado originalmente como un 609-70 . Última edición anterior A 609 / A 609m - 90 .
2 Para ASME de calderas y aplicaciones de código de recipientes a presión , consulte relacionados específi -
cación SA- 609 de la Sección II de este Código.
capaces de Servicio3 alta temperatura
E 94 Guía para radiográfico Testing4
E 317 Práctica para la Evaluación de Características de rendimiento de los sistemas de prueba de impulso - eco ultrasónico Sin el uso de la medición electrónica Instruments4
2.2 Otros documentos :
SNT -TC- 1A Práctica recomendada para Ensayos No Destructivos Cualificación y Certification5
3 . Información para hacer pedidos
3.1 La investigación y el orden debe especificar el procedimiento que se va a utilizar . Si no se especifica un procedimiento interno se utilizó una .
3.2 Procedimiento A- fondo plano de calibración Agujero Proce -dimiento :
3.2.1 Cuando esta práctica se va a aplicar a una investigación , un contrato o pedido, el comprador deberá suministrar la siguiente información:
3.2.1.1 Niveles de calidad para toda la colada o partes de los mismos ,
3.2.1.2 Secciones de castings que requieren examen longitudinal de haz ,
3.2.1.3 Las secciones de fundición requiere de elemento dual exa-men ,
3.2.1.4 Secciones de castings requiere complementaria exa-men , mediante el procedimiento de ángulo de haz se describe en el suplementarios S1 Requisito para lograr un examen más completo, y
3.2.1.5 Cualquier requisito adicional a las disposiciones de esta práctica.
3.3 Procedimiento B: Calibración de reflexión posterior -Wall Procedimiento - Cuando este procedimiento se debe aplicar a una investigación , un contrato o pedido, el comprador deberá designar a los niveles de calidad para toda la colada o porciones aplicables .
Traductor de Google para empresas:Google Translator ToolkitTraductor de sitios webGlobal Market Finder
PROCEDIMIENTO A- fondo plano HOLE PROCEDIMIENTO DE CALIBRACIÓN
4 . aparato
4.1 Aparato electrónico:
3 Annual Book of ASTM Normas , Vol. 01.02 .
4 Annual Book of ASTM Normas , Vol. 03.03 .
5 Disponible en Sociedad Americana para Ensayos No Destructivos , 914 Chicago Ave . , Evanston, IL 60202 .
4.1.1 Una , por pulsos , tipo de la reflexión ultrasónica del instrumento que es capaz de generar , recibir y amplificar frecuencias de al menos 1 a 5 MHz. .
4.1.2 El instrumento ultrasónico facilitará presentación lineal (a menos de 65 % ) por lo menos el 75 % de la altura de la pantalla ( línea de barrido de la parte superior de la pantalla) . La linealidad se determinará de acuerdo con la norma ASTM E 317 o medios electrónicos equivalentes.
4.1.3 El aparato electrónico deberá contener una señal de atenuador o control de ganancia de calibrado que deberá ser exacta sobre su rango útil a 610 % de la relación de la atenuación nominal o ganancia para permitir la medición de las señales más allá del rango lineal del instrumento .
4.2 Búsqueda Unidades:
4.2.1 onda longitudinal , internamente a tierra , Havinga ½ a 1! pulgadas [ 13 a 28 mm ] de diámetro y 1 pulg. [ 25 - mm ] elementos piezo - eléctricos cuadrados . Basado en la relación de señales - a - ruido del patrón de respuesta de la pieza fundida , se utilizará una frecuencia en el

intervalo de 1 a 5 MHz. . El ruido de fondo no excederá del 25 % de la curva de corrección de amplitud de distancia (DAC ) . Los transductores se pueden utilizar en sus frecuencias nominales.
4.2.2 Dual -Element , 5 MHz , ½ por 1 -in . [ 13 por 25 mm] , 12 ° se recomiendan unidades búsqueda ángulo incluido de las secciones 1 pulg [ 25 mm] y bajo .
4.2.3 Otras frecuencias y tamaños de unidades de búsqueda se pueden utilizar para evaluar e identificar indicaciones .
4.3 Bloques de referencia:
Bloques de referencia 4.3.1 contienen agujeros de fondo plano se utilizarán para establecer la sensibilidad del ensayo de conformidad con 8.2 .
4.3.2 Los bloques se hará referencia de aceros moldeados que dan una respuesta acústica similar a las piezas de fundición son ejem-
NOTA 1 - extremos opuestos del bloque de referencia deben ser planas y paralelas dentro de 0,001 pulgadas [ 0,025 mm] .
NOTA 2 - parte inferior del orificio de fondo plano debe ser plana dentro de 0.002 -in . [ 0.051 mm] y el diámetro final será de 1 /4 + 0,002 pulgadas [ 6,4 + 0,050 ] . NOTA 3 hoyos será recta y perpendicular a la superficie de entrada a 0 ° , 30 min y ubicados dentro de 1 /32 pulgadas [ 0,80 mm ] de longitudinal
eje .
NOTA diámetro de 4 contadores deberán ser de 1/ 2 pulgadas [ 15,0 mm ] de diámetro de 1/8 pulgadas [ 5 mm ] de profundidad .
INED .
4.3.3 El diseño de los bloques de referencia debe estar de acuerdo con la figura . 1 , y el conjunto inicial se compone de esos bloques listados en la Tabla 1 . Cuando la sección espesores de más de 15 pulgadas [ 380 mm ] son
. figura 1 ultrasónico Block Referencia Estándar
TABLA 1 Dimensiones e identificación de los bloques de referencia en el sistema básico ( ver fig . 1 )
a inspeccionar , se hará un bloque adicional del espesor máximo de pruebas para complementar el conjunto básico .
4.3.4 bloques mecanizados con 3/32-in . [ 2.4 mm] de diámetro agujeros de fondo plano en las profundidades de la superficie de entrada de 1/8 pulgadas [ 3 mm] ,
Diámetro de agujero en 1/64ths , pulg [mm ]
Metal Distancia (B ) , in.a [mm ]
Longitud total (C ) , pulgadas [mm ]
Anchura o diámetro (D ) , min , pulgadas [mm ]
Bloquear número de identificación
16 [ 6,4 ] 1 [ 25 ] 1 3/4 [ 45 ] 2 [ 50 ] 16-0.100
1/2 pulg [ 13 mm] o 1/2T y 3/ 4 pulg [ 19 mm] o 3/4T (donde t 5
16 [ 6,4 ] 2 [ 50 ] 2 3/4
[ 70 ] 2 [ 50 ] 16-0200
espesor del bloque ) se utiliza para establecer el DAC para
las unidades de búsqueda de doble elemento ( véase la fig . 2 ) .
4.3.5 Cada bloque de referencia se identifica de forma permanente a lo largo del lado del bloque que indica el material y el bloque de identificación .
4.4 Acoplador -A acoplante adecuado que tenga buenas características de humectación se utiliza entre la unidad de búsqueda y examen superficial . Lo mismo acoplador se utiliza para calibraciones y exámenes.
5 . Requisitos del Personal
5.1 El fabricante será responsable de la asignación de personal cualificado para llevar a cabo el examen ultrasónico con el desempeño de los requisitos de esta práctica.
5.2 El personal que realice los exámenes ultrasónicos de acuerdo con esta práctica deberá estar familiarizado con lo siguiente:
5.2.1 terminología ultrasónico ,
5.2.2 La calibración del instrumento ,
5.2.3 Efecto de material transductor , el tamaño , la frecuencia , y el modo en los resultados de prueba ,
16 [ 6,4 ] 3 [ 75 ] 3 3/4 [ 95 ] 2 [ 50 ] 16-0300
16 [ 6.4 ] 6 [ 150 ] 6 3/4 [ 170 ] 3 [ 75 ] 16-0600
16 [ 6,4 ] 10 [ 255 ] 10 3/4 [ 275 ] 4 [ 100 ] 16-1000
16 [ 6.4 ] BB + 3/4 [B + 20 ] 5 [ 125 ] 16 - B00B
A Tolerancia 6 1/ 8 de pulgada [ 3 mm] .
B bloques suplementarios adicionales para las pruebas de espesor superior a 10 pulgadas [ 250 mm] , ver 4.3.3 .

5.2.4 Efecto de la estructura del material ( tamaño de grano , la limpieza , etc ) en los resultados de prueba ,
5.2.5 Efecto de la distancia de prueba en los resultados de prueba ,
5.2.6 Efecto de la no linealidad en los resultados de prueba ,
5.2.7 Efecto de espesor y la orientación de las discontinuidades en los resultados de pruebas , y
5.2.8 Efecto de la rugosidad de la superficie en los resultados de prueba .
5.3 Un registro de calificación ( véase la Nota 2 ) del personal consi- Ered adecuada por el fabricante para llevar a cabo los exámenes de acuerdo con esta práctica, deberá estar disponible a petición .
NOTA 2 - SNT -TC- 1A , Método de prueba ultrasónica , proporciona un procedimiento recomendado para el personal calificado. Otros documentos de requerimientos de cualificación del personal podrán, de utilizar cuando se acuerde entre la
NOTA superficie de 1 participante será de 250 μin . [ 6,3 ] micras o más fino .
NOTA 2 - El 3/32-in . [ 2.4 mm] agujero de fondo plano debe ser plana dentro de 0,002 pulgadas [ 0,05 mm] . El diámetro debe estar dentro de 0,005 pulgadas [ 0,13 mm ] del diámetro requerido . Eje del orificio debe ser perpendicular al bloque y dentro de un ángulo de 0 ° , 30 min .
NOTA 3 hoyos se conecta después de comprobar que la respuesta ultrasónica.
pulg
[ mm ]
pulg
[ mm ]
1/8 [ 3 ] 1 1/4 [ 32 ]
1/4 [ 6 ] 1 1/2 [ 38 ]
1/2 [ 13 ] 1 3/4 [ 44 ]

3/4 [ 19.0 ] 2 [ 50 ]
1 [ 25 ] 10 [ 254 ]
. figura 2 Ultrasonic Block Referencia Estándar para Dual -Search Unidad de calibración
comprador y el proveedor .
6 . Condiciones de fundición
6.1 Castings deberán recibir por lo menos a un tratamiento térmico de austenización antes de ser examinado por ultrasonidos .
6.2 superficies de prueba de castings estarán libres de material que pueda interferir con el examen ultrasónico. Pueden ser tan fundido , chorreado , suelo, o mecanizar.
6.3 El examen de ultrasonido se llevará a cabo antes del mecanizado que impide un examen eficaz de los actores - ing.
7 . Condiciones de prueba
7.1 Para asegurar la cobertura completa de la sección de colada especificado , cada pasada de la unidad de búsqueda se solapan por lo menos 10 % de la anchura del transductor .
7.2 La velocidad de escaneo no excederá de 6 pulgadas / s [ 150 mm / s ] .
7.3 El haz de ultrasonidos se introduce perpendicular a la superficie de examen .
8 . procedimiento
8.1 Ajuste el instrumento controla para posicionar la primera reflexión de retorno para el espesor que ser probado por lo menos una mitad de la distancia a través del tubo de rayos catódicos .
8.2 Uso del conjunto de bloques de referencia que abarcan el espesor de la colada que está siendo inspeccionado , marque la altura indicación de agujero de fondo plano para cada uno de los bloques aplicables en la protección del tubo de rayos catódicos . Dibuja una curva a través de estas marcas en
la pantalla o en papel cuadriculado adecuado. La amplitud máxima de la señal para los bloques de ensayo utilizados se pico en aproximadamente tres cuartas partes de la altura de la pantalla por encima del barrido mediante el atenuador . Esta curva se conoce como la corrección de amplitud distancia 100 % ( CAD) de la curva. Si la atenuación de la ultra - sonido en el espesor de colada se está examinando es tal que se supera el rango dinámico del sistema , se permite curvas DAC segmentados .
8.3 La superficie examen de colada normalmente será más áspera que la de los bloques de prueba y, en consecuencia , emplear un mecanismo de transferencia para proporcionar una compensación aproximada . Con el fin de lograr esto , primero seleccionar una región de la pieza fundida que tiene paredes paralelas y una superficie de condiciones representativas del resto de la pieza fundida como punto de transferencia . A continuación, seleccione el bloque de prueba cuya longitud total , C (Fig. 1 ) , más se acerque a la amplitud de la reflexión a través de la longitud del bloque . Coloque la unidad de búsqueda de la colada en el punto de transferencia y ajuste la ganancia del instrumento hasta que la amplitud de la reflexión a través de la fundición coincide que a través del bloque de prueba . Usando esta técnica de transferencia , la sensibilidad en el examen de colada puede esperarse que estar dentro de 630 % o menos de la dada por los bloques de prueba .
8.4 No cambiar los controles del instrumento y el conjunto de frecuencias de prueba durante la calibración , excepto el atenuador o control de ganancia calibrada , durante el examen de la aceptación de un determinado espesor de la pieza fundida . Hacer una calibración periódica durante la inspección por el control de la amplitud de la respuesta
de la 1/4-pulg . [ 6,4 mm] diámetro del agujero de fondo plano en el bloque de ensayo utilizado para la transferencia.
NOTA 3 - El control de ganancia de atenuador o calibrado se puede utilizar para cambiar la amplitud de la señal durante el examen para permitir señales de amplitud pequeños para ser detectados más fácilmente . Evaluación de la señal se realiza mediante la devolución del atenuador o control de ganancia calibrada a su configuración original .
8.5 Durante el examen de las áreas de la fundición con paredes paralelas , zonas vuelva a comprobar que muestran el 75 % o más de pérdida de la reflexión posterior para determinar si la pérdida de reflexión trasera es debido a un mal contacto , insuficiente acoplador , mal orientada discontinuidad , etc Si el motivo de pérdida de reflexión trasera no es
TABLA 2 Nivel de rechazo
NOTA 1 - Las áreas en la tabla se refieren a la superficie en la fundición sobre la cual se mantiene una indicación continua superior a la línea de referencia de amplitud o de una pérdida continua de reflexión de retorno de 75 % o mayor . NOTA 2 - Las áreas se miden desde el centro de la unidad de búsqueda . NOTA 3 - En determinadas piezas moldeadas , debido a las distancias de prueba muy largos o curvatura de la superficie de ensayo , el área de superficie de fundición sobre el que se detecta una discontinuidad dado puede ser considerablemente más grande o más pequeña que el área real de la discontinuidad en la colada ; de tal casos una parcela gráfica que incorpora la consideración de dispersión del haz deben ser utilizados para
evaluación realista de la discontinuidad.
2 2
evidente , considere el área dudosa e investigar más a fondo.
9 . Informe
Ultrasonic Testing Nivel de calidad
Área, pulgadas [ cm]
(ver 10.2.1 y 10.2.2 )
Longitud , máximo, pulgadas [ mm]
9.1 El informe del fabricante del exa-men de ultrasonidos final deberá contener los siguientes datos y se aportará al comprador :
9.1.1 El número total , ubicación , amplitud , y el área cuando sea posible para trazar los límites mediante la supervisión del movimiento del centro de la unidad de búsqueda de todas las indicaciones igual a o mayor que 100 % de la DAC ,
9.1.2 zonas cuestionables de 8,5 que, tras más investiga-ción , se determina que la causa por las discontinuidades ,
9.1.3 La frecuencia de revisión, tipo de instrumento , los tipos de unidades de búsqueda utilizados, acoplante , números de identificación del fabricante , número de pedido del comprador , y los datos y la firma autorizada, y
9.1.4 Un bosquejo que muestra el contorno físico de la pieza fundida , incluyendo las dimensiones de todas las áreas no inspeccionadas debido a la configuración geométrica , con la ubicación y tamaños de todas las indicaciones de acuerdo con 9.1.1 y 9.1.2 .
10 . Normas de aceptación
10.1 Esta práctica está destinado para su aplicación a piezas de fundición con una amplia variedad de tamaños, formas , composiciones , procesos de fusión , las prácticas de fundición , y las aplicaciones . Por lo tanto , no es práctico para especificar un nivel de calidad ultrasónica que sea universalmente aplicable a una diversidad de productos tales . Criterios de aceptación o rechazo ultra sónicos para fundiciones individuales deberían basarse en una evaluación realista de las necesidades del servicio y la calidad que normalmente se puede obtener en la producción del tipo de fundición.
10.2 los niveles de calidad de aceptación se establecerán entre el comprador y el fabricante sobre la base de uno o más de los siguientes criterios:
10.2.1 No hay indicación igual o mayor que el DAC sobre un área especificada para el nivel de calidad aplicable de la Tabla 2 .
10.2.2 Sin reducción de la reflexión de retorno de 75 % o mayor que se ha determinado que es causada por una discontinuidad en un área especificada para el nivel de calidad aplicable de la Tabla 2 .
10.2.3 Indicaciones producen una respuesta continua igual a o mayor que el DAC con una dimensión superior a la longitud máxima que se muestra para el nivel de calidad aplicable será inaceptable .
10.2.4 Otros criterios acordados entre el comprador y el fabricante.
10,3 Otros medios pueden ser utilizados para establecer la validez de un rechazo sobre la base de la inspección ultrasónica .
NOTA 4 Las áreas de los niveles de calidad de ultrasonidos en el cuadro 2 del
1 0,8 [ 5 ] 1.5 [ 40 ]
2 1,5 [ 10 ] 2,2 [ 55 ]
3 3 [ 20 ] 3.0 [ 75 ]
4 5 [ 30 ] 3,9 [ 100 ]
5 8 [ 50 ] 4.8 [ 120 ]
6 12 [ 80 ] 6,0 [ 150 ]
7 16 [ 100 ] 6,9 [ 175 ]
Practicar un 609 / A 609m se refieren a la superficie sobre la colada durante el cual se mantiene una indicación continua superior a la DAC.
NOTA 5 áreas se van a medir a partir de las dimensiones del movimiento de la unidad de búsqueda con la descripción de lugares en los que la amplitud de la indicación es 100 % de la DAC o donde la reflexión de retorno se reduce en un 75 % , utilizando el centro de la unidad de búsqueda como punto de referencia para establecer el contorno de la zona de indicación .
NOTA 6 - En determinadas piezas moldeadas , debido a muy largas distancias camino de metal o curvatura de las superficies de examen , el área de superficie sobre la cual se detecta una discontinuidad dado puede ser considerablemente más grande o más pequeña que el área real de la discontinuidad en la colada ; de tal casos , otros criterios que incorporan una consideración de ángulos de haz o dispersión del haz deben ser utilizados para la evaluación realista de la discontinuidad .
PROCEDIMIENTO B -BACK- PARED REFLEXIÓN PROCEDIMIENTO DE CALIBRACIÓN
11 . aparato
11,1 aparato se mantendrá en una regular de seis Mensual Principal mantenimiento del ciclo en el que , como requisito mínimo , las linealidades , la sensibilidad y la resolución vertical y horizontal se establecerán de conformidad con los requisitos de la norma ASTM E 317 .
11.2 Búsqueda palpadores Unidades - cerámica, no ex de proceder 1.25 pulgadas [ 32 mm ] de diámetro y 1 cm2 [ 645 mm2] se utilizará .
11.3 Búsqueda unidades de revestimiento - Una membrana de uretano blando o lámina de neopreno , aproximadamente 0,025 pulgadas [ 0,64 mm ] de espesor , pueden ser utilizados para mejorar el acoplamiento y minimizar el desgaste causado por el transductor de fundición rugosidad de la superficie .
11.4 Calibración / Prueba - El mismo sistema , incluyendo la membrana de uretano , que se utiliza para la calibración se utilizará para inspeccionar la calidad.
11.5 Otras Inspecciones - otras frecuencias y las unidades de búsqueda de tipo pueden ser utilizados para la obtención de información y localización de señales individuales .
11.6 Acoplador - Un medio de acoplamiento líquido adecuado, tal como aceite de motor SAE 30 limpio o similares gel de acoplamiento comercial , se usa para acoplar la unidad de búsqueda a la superficie de ensayo . Otros acopladores se pueden utilizar cuando se acuerde entre el comprador y el proveedor.
11.7 Referencia normas estándares de referencia de acuerdo con la figura . 3 se utiliza para calibrar el instrumento para la inspección de superficies mecanizadas y fundidos . Patrones de referencia deben ser libres de defectos y mecanizada dentro de las tolerancias indi -
cado .
12 . Instrumento ultrasónico
12,1 Tipo - pulsada instrumento de reflexión ultrasónico capaz de generar , recibir y amplificar las frecuencias de 1 MHz a 5 MHz se utiliza para la prueba.
12.2 Voltaje -Line se regulará adecuadamente por el equipo de tensión constante y metal vivienda debe estar conectado a tierra para evitar descargas eléctricas .
12.3 Linealidad - El instrumento debe proporcionar un pre -sentación lineal (a menos de 65 % ) de al menos 1,5 pulgadas [ 40 mm ] barrido a pico ( S / P ) .
12.4 de un control de ganancia de atenuador - El instrumento deberá contener un control de ganancia calibrada o atenuador de señal ( una precisión de 610 % ), lo que permitirá indicaciones más allá del rango lineal del instrumento a valorar .
12.5 Tiempo con corrección de ganancia - El instrumento deberá estar equipado para compensar la caída de la señal con la distancia. Un método debe estar disponible para ecualizar la señal a diferentes profundidades.
13 . calificación
13.1 Los requisitos para la calificación de pre-producción son los siguientes :
13.1.1 Personal - La calificación de personal requisitos del SNT -TC- 1A son aplicables . Otro personal documentos de requisitos de cualificación se pueden utilizar cuando se acuerde entre el comprador y el proveedor. Los registros de todos los perso-nal estarán a disposición de los clientes bajo petición.
13.1.2 Equipo - El equipo deberá ser capaz de cumplir con los requisitos de la Sección 12 .
14 . preparación
14.1 Tiempo de Inspección - La aceptación definitiva de ultrasonidos
inspección se realizará después de al menos un tratamiento térmico de austenización y preferiblemente después del mecanizado . Con el fin de evitar la pérdida de tiempo en la producción , inspección de aceptación de las superficies de fundición se puede realizar antes del mecanizado . Las superficies mecanizadas serán aceptación inspeccionado tan pronto como sea posible después del mecanizado . Soldaduras de reparación pueden ser inspeccionados antes del tratamiento térmico posterior a la soldadura .
14.2 Acabado de la superficie :
14.2.1 superficies mecanizadas superficies mecanizadas - sujetos a inspección ultrasónica deberán tener un acabado que va a producir una respuesta ultrasónica equivalente a la obtenida a partir de un 250 μin . [ 6,3 m ] de superficie . El acabado de la superficie también deberá permitir el movimiento adecuado de las unidades de búsqueda a lo largo de la superficie.
14.2.2 Superficies superficies de colada de fundición para ser ultrasonoros -mente inspeccionados deben ser adecuados para el tipo previsto y el nivel de calidad (Tabla 3 y Tabla 4 ) de la inspección , juzgada aceptable por una persona calificada según se especifica en 13.1.1 .

14.2.3 Superficie Estado - Todas las superficies a inspeccionar debe estar libre de la escala , el trabajo o las partículas abrasivas , espesor de pintura excesiva , suciedad u otras materias extrañas que puedan interferir con la inspección.
14.3 Posición de Casting- El casting se colocará de tal manera que el inspector tiene acceso gratuito a la pared del fondo con el fin de verificar el cambio en el contorno.
15 . calibración
15.1 Calibración Bloques - Determinar el espesor del material a ser inspeccionado por ultrasonidos . Para el espesor del material de 3 pulgadas [ 75 mm ] o menos , utilizar la serie de bloques de 3 , 1/2 , 2 , 5 pulgadas [ 13 , 50 , 125 mm ] (Fig. 3 , la dimensión B ) para la calibración . Para un espesor de material mayor que 3 cm , utilizar la serie de bloques de 3 , 2 , 5 , 10 cm [ 50 , 125 , 250 mm ] (Fig. 3 , la dimensión B ) para la calibración .
15.2 Calibración de Búsqueda unidades - Para el espesor del material a inspeccionar , como se determinó en 15,1 , en las unidades siguientes de búsqueda :
15.2.1 Para los materiales 3 pulg [ 75 mm ] o menos de grosor , utilice
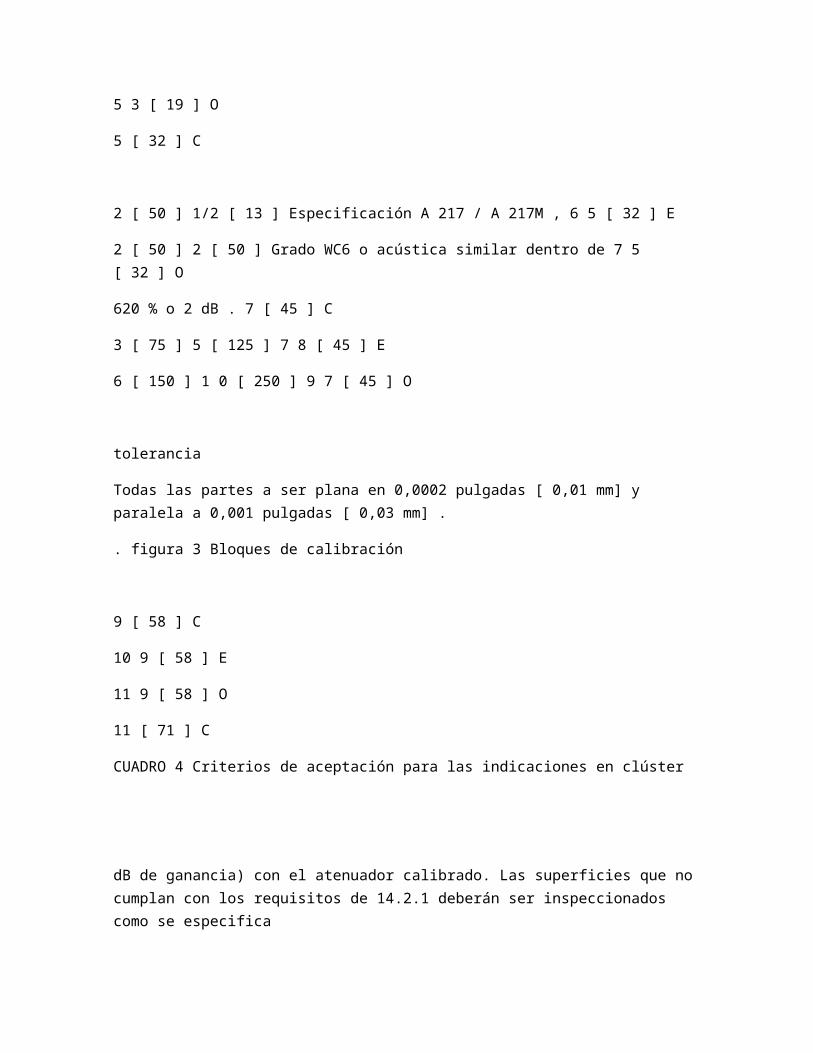
CUADRO 3 Criterios de aceptación para las indicaciones individuales aislados
NOTA 1 - El área medida por el movimiento del centro del transductor sobre la superficie de colada .
NOTA 2 - O 5 pared exterior 1/3 , o en la pared interior 1 /3.
C 5 mediados pared 1 /3.
E 5 pared entera .
Nivel de calidad máxima no lineal Indica -ción , Area, in.2 [ cm2 ]
Posición de la Indicación
Dimensiones , pulgadas [mm ] material
1 0 E
2 1 [ 6 ] E
3 1 [ 6 ] O
2 [ 13 ] C
4 3 [ 19 ] E
5 3 [ 19 ] O
5 [ 32 ] C
2 [ 50 ] 1/2 [ 13 ] Especificación A 217 / A 217M , 6 5 [ 32 ] E
2 [ 50 ] 2 [ 50 ] Grado WC6 o acústica similar dentro de 7 5 [ 32 ] O
620 % o 2 dB . 7 [ 45 ] C
3 [ 75 ] 5 [ 125 ] 7 8 [ 45 ] E
6 [ 150 ] 1 0 [ 250 ] 9 7 [ 45 ] O
tolerancia
Todas las partes a ser plana en 0,0002 pulgadas [ 0,01 mm] y paralela a 0,001 pulgadas [ 0,03 mm] .
. figura 3 Bloques de calibración
9 [ 58 ] C
10 9 [ 58 ] E
11 9 [ 58 ] O
11 [ 71 ] C
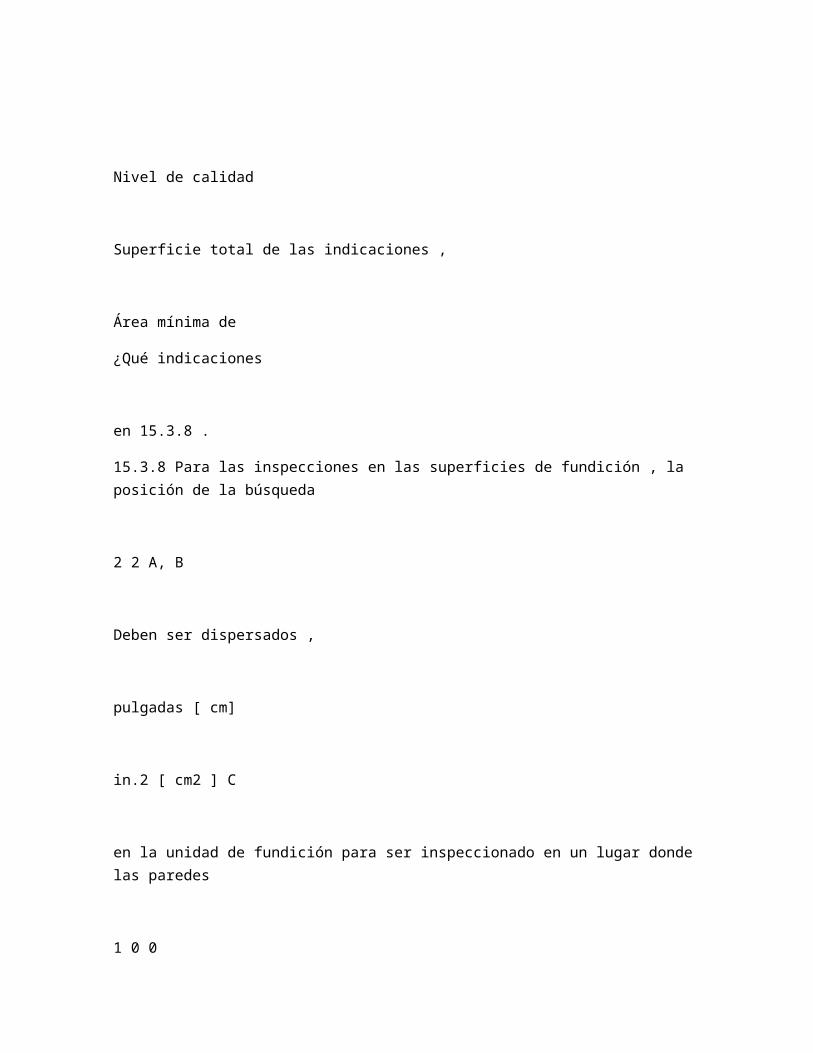
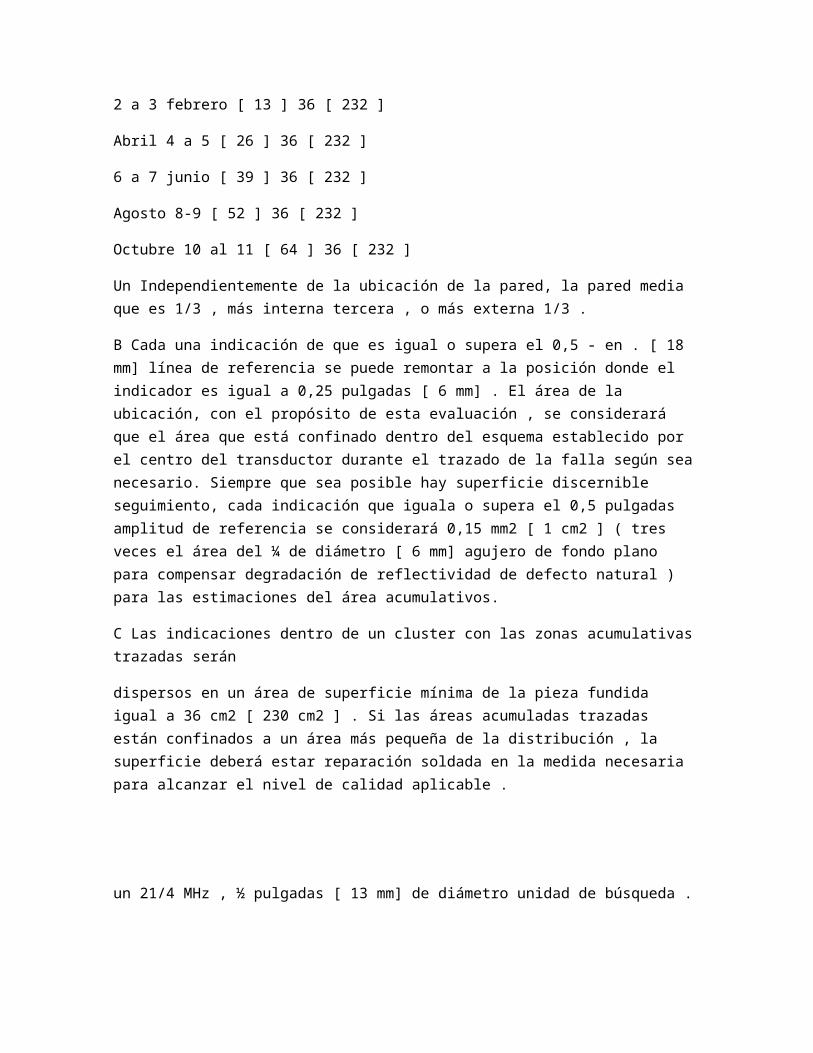
CUADRO 4 Criterios de aceptación para las indicaciones en clúster
dB de ganancia) con el atenuador calibrado. Las superficies que no cumplan con los requisitos de 14.2.1 deberán ser inspeccionados como se especifica
Nivel de calidad
Superficie total de las indicaciones ,
Área mínima de
¿Qué indicaciones
en 15.3.8 .
15.3.8 Para las inspecciones en las superficies de fundición , la posición de la búsqueda
2 2 A, B
Deben ser dispersados ,
pulgadas [ cm]
in.2 [ cm2 ] C
en la unidad de fundición para ser inspeccionado en un lugar donde las paredes
1 0 0
2 a 3 febrero [ 13 ] 36 [ 232 ]
Abril 4 a 5 [ 26 ] 36 [ 232 ]
6 a 7 junio [ 39 ] 36 [ 232 ]
Agosto 8-9 [ 52 ] 36 [ 232 ]
Octubre 10 al 11 [ 64 ] 36 [ 232 ]
Un Independientemente de la ubicación de la pared, la pared media que es 1/3 , más interna tercera , o más externa 1/3 .
B Cada una indicación de que es igual o supera el 0,5 - en . [ 18 mm] línea de referencia se puede remontar a la posición donde el indicador es igual a 0,25 pulgadas [ 6 mm] . El área de la ubicación, con el propósito de esta evaluación , se considerará que el área que está confinado dentro del esquema establecido por el centro del transductor durante el trazado de la falla según sea necesario. Siempre que sea posible hay superficie discernible seguimiento, cada indicación que iguala o supera el 0,5 pulgadas amplitud de referencia se considerará 0,15 mm2 [ 1 cm2 ] ( tres veces el área del ¼ de diámetro [ 6 mm] agujero de fondo plano para compensar degradación de reflectividad de defecto natural ) para las estimaciones del área acumulativos.
C Las indicaciones dentro de un cluster con las zonas acumulativas trazadas serán
dispersos en un área de superficie mínima de la pieza fundida igual a 36 cm2 [ 230 cm2 ] . Si las áreas acumuladas trazadas están confinados a un área más pequeña de la distribución , la superficie deberá estar reparación soldada en la medida necesaria para alcanzar el nivel de calidad aplicable .
un 21/4 MHz , ½ pulgadas [ 13 mm] de diámetro unidad de búsqueda .

15.2.2 Para el material mayor de 3 pulgadas [ 75 mm] de espesor, usar un 21/4 MHz, 1 pulg [ 25 mm] de diámetro unidad de búsqueda .
15.3 Procedimiento de calibración :
15.3.1 Ajuste el selector de frecuencia como sea necesario. Ajuste el control de rechazar en la posición " OFF".
15.3.2 Posición de la unidad de búsqueda en la superficie participante del bloque que abarca completamente el espesor del metal a ser inspeccionados ( fig. 3 ) y ajustar el control de barrido de tal manera que la señal de reflexión de retorno aparece aproximadamente , pero no más de tres cuartas partes a lo largo la línea de barrido de la señal inicial de impulsos.
15.3.3 Posición de la unidad de búsqueda en la superficie participante del bloque más pequeño de la serie de 3 bloques seleccionados para la calibración y ajustar la ganancia hasta que la altura de la señal de reflexión posterior ( amplitud) es 1,5 pulg [ 40 mm ] barrido a pico ( S / P ) . Trace una línea en la pantalla de rayos catódicos ( CRT) , en paralelo a la línea de barrido , a través del pico de la 1.5 pulgadas ( S / P) de amplitud.
15.3.4 Coloque la unidad de búsqueda sobre la superficie participante del bloque más grande de la serie de 3 bloques seleccionados para la calibración y ajuste el control de amplitud distancia para proporcionar una altura de respaldo reflexión de la señal de 1.5 pulgadas [ 40 mm] ( S / P ) .
15.3.5 Coloque la unidad de búsqueda sobre la superficie participante del bloque de calibración intermedia de la serie de 3 bloques que se utilizan para la calibración y confirme que la altura de la señal de reflexión posterior es aproximadamente 1.5 pulgadas [ 40 mm] ( S / P). Si no es así, obtener el mejor compromiso entre este bloque y el bloque más grande de la serie de 3 bloques que se utilizan para la calibración .
15.3.6 Dibuje una línea en el tubo de rayos catódicos de pantalla paralela a la línea de barrido de 0,5 pulgadas [ 13 mm] ( S / P) de amplitud. Esta será la línea de referencia para la presentación de informes amplitudes de discontinuidad .
15.3.7 Para las pruebas en las superficies mecanizadas , la posición de la unidad de búsqueda sobre una superficie mecanizada de la fundición donde las paredes son bastante paralelas y ajustar la ganancia del instrumento hasta la altura de la señal de reflexión posterior es de 1.5 pulgadas [ 40 mm] ( S / P ) . Aumentar la sensibilidad de inspección por un factor de tres veces ( 10
son bastante paralelo y sin problemas ( dentro y fuera de diámetro ) y el estado de la superficie es representativa de la superficie que está siendo inspeccionado. Ajuste la ganancia del instrumento hasta la altura de la señal de reflexión posterior es de 1.5 pulgadas [ 40 mm] ( S / P). Aumentar la sensibilidad de inspección por un factor de seis veces ( 16 dB ) por el uso del control de calibrado o atenuador . Un cambio significativo en el acabado de la superficie requiere un ajuste de

compensación de la ganancia . 15.3.8.1 indicaciones rechazable en las superficies de colada pueden ser reevaluados por la preparación de la superficie a 250 μin . [ 6,3 m ] acabado o mejor, y se volvieron a analizar de acuerdo con 15.3.7 de esta
práctica.
15.3.8.2 Debe señalarse que algunos instrumentos están equipados con controles de ganancia calibrada de decibeles , en cuyo caso hay que añadir los decibelios necesarios para aumentar la sensibilidad . Otros instrumentos tienen atenuadores calibrados decibelios , en cuyo caso la decibelios requerida debe ser eliminado. Sin embargo, otros instrumentos no se han calibrado las ganancias o atenuadores . Requieren atenuadores externos .
16 . exploración
16.1 Modelo de red - La superficie de la pieza fundida se presenta en un 12 por 12 pulgadas [ 300 por 300 mm] o cualquier patrón de cuadrícula similar para guía en la exploración. Número de cuadrícula se estarcidos en el casting para fines de registro y de la identidad área de la cuadrícula . El número rejilla estampada debe aparecer en la esquina superior derecha de la cuadrícula. Cuando las redes se colocan en la superficie de colada y abarcan diferentes niveles de calidad , cada área específica se evaluará de acuerdo con los requisitos del nivel de calidad específico designado para esa área.
16.2 Overlap -Scan en la superficie lo que permite 10 % de solapamiento mínimos de los diámetros de trabajo de la unidad de búsqueda .
16.3 Requisitos -Todos Inspección superficies especificadas por ultrasonidos (UT ) serán completamente inspeccionados por ambas partes , siempre que ambas partes son accesibles . La misma unidad de búsqueda utilizada para la calibración se utiliza para inspeccionar la calidad.
17 . Evaluación transductor adicional
17.1 Información adicional con respecto a cualquier ultrasónica indicación puede ser obtenida a través del uso de otra frecuencia , el tipo y tamaño de unidad de búsqueda .
18 . Criterios de Aceptación
18.1 Condiciones - Los rechazable ubicaciones de todas las indicaciones de tener amplitudes mayores que el 0.5 pulg [ 13 mm] línea dada en 15.3.6 , cuando se marcarán amplitud tres veces ( las superficies mecanizadas ) o seis veces (superficies de fundición ) en la superficie de colada . Los límites de los límites de la indicación se determinarán mediante el marcado de un número
suficiente de marcas en las superficies de colada donde la señal ultrasónica es igual a la mitad de la amplitud de referencia , 0,25 pulgadas [ 6 mm] . Para delimitar completamente la indicación , dibujar una línea alrededor del límite exterior del centro de el número de marcas para formar la zona de indicación . Dibuje un rectángulo u otra forma regular a través de la indicación
con el fin de formar un polígono a partir de la cual el área se puede calcular fácilmente . No es necesario que la señal ultrasónica exceda la línea de referencia de amplitud sobre toda el área . En algunos lugares dentro de los límites de la indicación , la señal puede ser inferior a la línea de referencia , pero sin embargo todavía presentar de tal manera que puede ser juzgado como una indicación continua , de la señal. Condiciones rechazables son los siguientes y cuando se encuentra alguna de las condiciones mencionadas a continuación , las indicaciones del reglamento será eliminado y reparación soldados al procedimiento aplicable especificación .
18.2 Indicaciones - Un lineales indicación lineal se define como uno que tiene una longitud igual o mayor que tres veces su anchura . Una amplitud de ½ pulg [ 13 mm] , como resultaría de lágrimas o stringer tipo de inclusión de escoria , se retirará .
18.3 Indicaciones para no lineales:
18.3.1 aislados indicaciones Indicaciones - aislados no deben exceder de los límites del nivel de calidad designado por orden de compra del cliente que figura en la tabla 3 . Una indicación aislado se puede definir como aquella para la que la distancia entre éste y una indicación adyacente es mayor que la dimensión más larga de la mayor de las indicaciones adyacentes .
18.3.2 agrupados indicaciones Indicaciones agrupado se define como dos o más indicaciones de que están confinados en un 1 pulgada [ 25 mm ] cube . Indicaciones en clúster no excederán de los límites del nivel de calidad designado por la orden de compra del cliente en la Tabla 4 . Cuando la distancia entre las indicaciones es menor que la dimensión más baja de la indicación más grande en el grupo , el grupo será la reparación soldada .
18.3.3 La distancia entre los dos grupos debe ser mayor que la dimensión más baja de la indicación más grande en cualquiera de clúster. Si no es así, se eliminará el grupo con el mayor indicador individual.
18.3.4 Todo indica , independientemente de sus superficies , como se indica por el movimiento del transductor sobre la superficie de colada y sin importar el nivel de calidad requerido, no podrá tener una distancia a través de la pared superior 1/3T , donde T es el espesor de la pared en la zona que contiene la indicación .
18.3.5 soldadura de reparación de las indicaciones de tipo de clúster sólo necesita ser la medida necesaria para cumplir con el nivel de calidad aplicable a
esa área en particular . Todos los demás tipos de indicaciones rechazables deberán ser eliminadas completamente .
18.3.6 Reparación de soldaduras de piezas fundidas deberán cumplir el nivel de calidad designado para esa área en particular de la pieza fundida .
18.3.7 Cualquier lugar que tiene un 75 % o más de pérdida de la reflexión posterior y superior a la superficie del nivel de calidad aplicables , y cuya indicación amplitudes puede o no puede exceder el
0,5 pulgadas [ 13 mm] línea de rechazo , se rechazará a menos que la razón de la pérdida de reflexión trasera puede ser resuelto como no causado por una indicación. Si se añade la ganancia y volver eco se consigue sin indicación del porcentaje de amplitud superior a la
0,5 pulgadas [ 13 mm] línea de rechazo , el área debe ser aceptada.
19 . archivos
19.1 Stenciling - Cada bastidor se permanentemente sten - ciled para localizar zonas de inspección o el patrón de cuadrícula para facilitar la localización de las áreas donde se observaron indicios rechazables .
19.2 Sketch- Un informe que muestra la profundidad y la ubicación exacta de superficie en relación con los números de plantilla se hará para cada indicador rechazable encontrado en cada inspección .
19.2.1 El boceto también debe incluir, pero no limitarse a, lo siguiente :
19.2.1.1 números de identificación de la pieza , 19.2.1.2 números de orden de compra,
19.2.1.3 Tipo y tamaño de transductores complementarios utilizados , 19.2.1.4 Nombre del inspector , y
19.2.1.5 Fecha de la inspección .
20 . Marcado del Producto
20.1 Cualquier área rechazables ( aquellas indicaciones que excedan los límites de la sección 19 ) se marcarán en el casting a medida que avanza la inspección. El punto de señalización deberá ser el centro de la unidad de búsqueda .
21 . palabras clave
21.1 de carbono y de baja aleación de acero , piezas de fundición , de acero inoxidable martensítico , ultrasonidos
REQUISITOS COMPLEMENTARIOS
El siguiente requisito adicional se aplicará sólo cuando se decida entre el comprador y el proveedor para lograr un examen eficaz de un área de fundición crítico que no se puede examinar la utilización eficaz de una viga longitudinal como resultado de la fundición de diseño o posible orientación de discontinuidad.
S1 . Ángulo de haz examen de fundición de acero
S1.1 máquina:
S1.1.1 examen de instrumentos de examen será con- canalizado con un , tipo de pulsos de ultrasonidos de reflexión del sistema de generación de frecuencias de al menos 0,4 a 5 MHz . Propiedades del aparato electrónico deberán ser los mismos que los especificados en 4.1 .
el casting se está examinando. Se prefiere que las unidades de búsqueda tendrán frecuencia de 0,4 a 5 MHz .
S1.1.3 Bloques - un conjunto de calibración de los bloques , como se muestra en la figura . S1.1 , con como superficie de reparto equivalente a SCRATA Com - rador A3 6 y de un espesor comparable al de las secciones que se está examinando con agujeros perforados en el lado 1/4T , 1/2T y 3/4T ( donde t espesor de 5 del bloque) se utiliza para establecer un
S1.1.2 Buscar Unidades de ángulo de haz unidades de búsqueda deberá pro -
cir un haz de ángulo de acero en el intervalo de 30 a 75 ° incluido , medido a la perpendicular de la superficie de entrada de
6 Disponible en acero Sociedad Fundadores de América, 455 State St. , Des Plaines , IL 60016 .
5 L de longitud de bloque determinado por el ángulo de la unidad de búsqueda y la V - ruta de acceso utilizada ,
T 5 espesor de bloque de calibración básica ( ver Tabla S1.1 ) ,
D 5 profundidad del taladro transversal ( véase la Tabla S1.1 ) ,
d 5 diámetro de taladro transversal ( véase la Tabla S1.1 ) ,
t 5 Espesor material de producción nominal.
. figura S1.1 bloque de calibración básico para el examen Beam Angle
línea de referencia de la amplitud ( ARL ) .
S1.2 calibración de máquina:
S1.2.1 construir la curva de corrección de amplitud de distancia mediante la utilización de las respuestas de los orificios laterales perforados en el bloque de calibración básico para el examen del ángulo de haz , como se muestra en la figura . S1.1 y S1.1 Tabla .
TABLA S1.1 Las dimensiones de los bloques de calibración para el examen de ángulo de haz
NOTA 1 - Las dimensiones de los bloques de calibración para Angle -Beam exa-men por cada aumento de espesor de 2 pulgadas [ 50 mm ], o una fracción del mismo , el diámetro del agujero debe aumentar 1/16 pulgadas [ 1,6 ] .
NOTA 2 - Para los tamaños de bloque más de 3 pulg [ 75 mm ] de espesor , t, la distancia desde el agujero al final de la manzana será de 1/2 T , min , para evitar reflexiones coincidentes del agujero y de la esquina. Bloque fabricado con un 2 -in . [ 50 mm] necesita dimensión mínima no será modificada si la esquina y las indicaciones del agujero se pueden resolver fácilmente.
S1.2.1.1 Resolver y marque las amplitudes de los orificios laterales perforados 1/4T y 1/2T de la misma superficie. El taladro transversal utilizada para la amplitud 1/4T puede ser utilizado para establecer la amplitud 3/4T de la superficie opuesta o un agujero separado puede ser utilizado .
S1.2.1.2 Conecte el 1/4T , 1/2T y 3/4T amplitudes para establecer la DAC aplicable.
S1.2.2 Los bloques básicos de calibración deberán ser de material que es acústicamente similar a la fundición que se examina. S1.2.3 No utilice bloques básicos de calibración con la mayor reparto
superficie equivalente a SCRATA Comparador A3 para examinar
piezas de fundición con superficie áspera que SCRATA Comparador A3 .
Use un bloque de calibración mecanizada para las superficies mecanizadas.
S1.2.4 La unidad de búsqueda y todos los ajustes de control de instrumentos se mantienen sin cambios, excepto el atenuador o control de ganancia calibrada.
Producción Nominal Espesor material ( t) , pulgadas [mm ]
Calibración Basic Block Espesor
( T ) , pulg [ mm ]
Diámetro del agujero ( d ) , en 1.002
[mm 6 0,05 ]
Profundidad mínima
( D ) , pulg [ mm ]
S1.2.4.1 El control de ganancia calibrada atenuador o pueden utilizarse para cambiar la amplitud de la señal durante el examen para permitir señales de pequeña amplitud para ser detectadas más fácilmente .
Hasta 1 [ 25 ] incl . 1 [ 25 ] o t 3/32 [ 2,4 ] 11/2 [ 40 ]
Más de 1 a 2 [ 25-50 ] 2 [ 50 ] o t 1/8 [ 3,2 ] 11/2 [ 40 ] Más de 2 a 4 [ 50-100 ] 4 [ 100 ] o t 3/16 [ 4,8 ] 11 / 2 [ 40 ] Durante 4-6 [ 100-150 ] 6 [ 150 ] o t 1/4 [ 6,3 ] 11/2 [ 40 ] Más de 6 y 8 [ 150-200 ] 8 [ 200 ] o t 5/16 [ 7,9 ] 11/2 [ 40 ] Más de 8 al 10 [ 200-250 ] 10 [ 250 ] o t 3/8 [ 9,5 ] 11/2 [ 40 ] Más de 10 [ 250 ] t Ver Nota 1 11/2 [ 40 ]
Evaluación de la señal se realiza mediante la devolución del atenuador o control de ganancia calibrada a su configuración original .
S1.3 de datos de informes - el informe del proveedor de examen ultrasónico final deberá contener los siguientes datos :
S1.3.1 El número total , ubicación , amplitud , y el área de todos los
indicaciones igual a o mayor que 100 % de la curva de amplitud de distancia .
S1.3.2 La frecuencia de revisión, tipo de instrumento , el tipo y tamaño de las unidades de búsqueda utilizados, acoplador , método de transferencia, operador de examen , los números de identificación del proveedor, número de pedido , la fecha y la firma autorizada .
S1.3.3 Un dibujo que muestra el contorno físico de la fundición, incluyendo las dimensiones de todas las áreas no hayan sido examinados por la configuración geométrica , con la ubicación de todas las indicaciones de acuerdo con S1.3.1 .
S1.4 niveles de calidad en los estándares de aceptación de aceptación se establecerán entre el comprador y el fabricante sobre la base de uno o más de los siguientes criterios:
S1.4.1 No hay indicación igual o mayor que el DAC sobre un área especificada para el nivel de calidad aplicable de la Tabla 2 .
S1.4.2 Otros criterios acordados entre el comprador y el fabricante.
La Sociedad Americana para Pruebas y Materiales no toma posición respecto a la validez de los derechos de patente declarados en relación con cualquier artículo mencionado en esta norma . Se advierte expresamente a los usuarios de esta norma que la determinación de la validez de cualquiera de esos derechos de patentes, y el riesgo de lesión de sus derechos , son enteramente su propia responsabilidad .
Esta norma está sujeta a revisión en cualquier momento por el comité técnico responsable y debe ser revisado cada cinco años y si no es revisada, reaprobada o retirada . Los invitamos a realizar comentarios para la revisión de esta norma o para normas adicionales, deben dirigirse a la sede de la ASTM. Sus comentarios serán atentamente examinados en una reunión del comité técnico responsable, a la que usted puede asistir. Si usted siente que sus comentarios no han recibido una audiencia justa , puede presentar sus puntos de vista a la Comisión de Normas de la ASTM , 100 Barr Harbor Drive, West Conshohocken , PA 19428 .
Traductor de Google para empresas:Google Translator ToolkitTraductor de sitios webGlobal Market Finder
Desactivar traducción instantáneaAcerca del Traductor de GoogleMóvilPrivacidadAyudaDanos tu opinión


















