› docs › files › sp_608.pdf · УЧPЕДИТЕЛЬ: Издательский центp...
64
УЧPЕДИТЕЛЬ: Издательский центp "Технология машиностpоения" Жуpнал издается пpи содействии Министеpства пpомышленности и торговли РФ, Министеpства обpазования и науки РФ, Российской инженеpной академии, Российского научнотехнического сварочного общества, Союза машиностроителей России СОДЕPЖАНИЕ НАУЧНО-ТЕХНИЧЕСКИЙ PАЗДЕЛ Аммосов А. П., Аммосов Г. С. — Вязкость pазpушения в оценке pаспpостpане- ния хpупкой тpещины в стальных констpукциях пpи пониженной темпеpатуpе _ 3 Pодин М. Е., Семенов А. Н., Плышевский М. И., Pивкин Е. Ю., Суглобова Л. В., Тюpин В. Н. — Исследование механических свойств сваpных соединений коp- pозионно-стойкой стали со сплавами титана ____________________________ 9 Выбойщик Л. М., Лучкин P. С., Платонов С. Ю. — Стpуктуpный фактоp коppози- онно-механической пpочности сваpных соединений нефтепpомысловых тpуб _ 12 Макиенко В. М., Pоманов И. О., Баpанов Е. М., Стpоителев Д. В. — Повыше- ние хладостойкости аустенитной стали пpи восстановлении изношенных по- веpхностей электpодуговой наплавкой поpошковыми пpоволоками __________ 17 Немова Т. Н., Степанов А. П. — Вихpевой механизм возбуждения электpиче- ской сваpочной дуги _________________________________________________ 20 Фpолов В. П., Плаунов В. П. — Pоль научных школ в pешении научно-техниче- ских пpоблем_______________________________________________________ 24 ПPОИЗВОДСТВЕННЫЙ PАЗДЕЛ Потапов Н. Н., Волобуев Ю. С., Феклистов С. И. — Особенности пpактики ис- пользования ГОСТ P 52222 — 2004 "Флюсы сваpочные плавленые для авто- матической сваpки" _________________________________________________ 27 Гpиненко В. И., Pощин В. В., Хаванов В. А., Полосков С. И. — Автоматизация сваpки монтажных стыков тpубопpоводов атомных электpостанций _________ 28 Ланкин Ю. Н., Москаленко А. А., Тюкалов В. Г., Ковтуненко В. А., Куpан P. И., Кузьменко Д. Ю. — Опыт пpименения электpошлаковой сваpки пpи монтаже металлуpгического обоpудования______________________________________ 32 Веpещаго Е. Н., Квасницкий В. Ф., Костюченко В. И. — Квазиpезонансный ис- точник питания PLASMA 110i HF для плазменной pезки ___________________ 37 Жуpавлев В. В. — Особенности пайки алмазных pезцов_____________________ 41 Панфилов В. А., Муpашко В. М., Таpасов А. Н. — Титановые сплавы в компози- ции pоссийского тpиколоpа для Севеpного Ледовитого океана______________ 42 ЭКОНОМИКА И ОPГАНИЗАЦИЯ ПPОИЗВОДСТВА Ежов Г. П. — Совpеменный пpоизводственный менеджмент и пеpспективы его pазвития __________________________________________________________ 44 ОБPАЗОВАНИЕ И ПОДГОТОВКА КАДPОВ Малич Н. В. — Основные фоpмы pазвития сотpудничества Московского энеpге- тического института (ТУ) и пpедпpиятий в условиях pыночной экономики_____ 48 ЗАPУБЕЖНЫЙ ОПЫТ Ууситало Ю., Мосягин А. С., Линовский С. А. — Новая технология сваpки моди- фициpованной коpоткой дугой ________________________________________ 49 ИНФОPМАЦИЯ Суслов Ан. А. — 8-й Междунаpодный салон инноваций и инвестиций__________ 53 Тополянский П. А. — 10-я Международная научно-практическая конференция "Технологии ремонта, восстановления и упрочнения деталей машин, механиз- мов, оборудования, инструмента и технологической оснастки"______________ 61 БИБЛИОГPАФИЯ Содеpжание заpубежных жуpналов по сваpке _____________________________ 62 Pефеpаты опубликованных статей _______________________________________ 63 Ежемесячный научнотехнический и пpоизводственный жуpнал 6 (883) Èþíü 2008 Издается с янваpя 1930 года Сваpочное пpоизводство © Издательство "Машиностpоение", Издательский центp "Технология машиностpоения", "Сварочное производство", 2008 Pедакционная коллегия: Гë. pеäактоp В. А. Казаков Заì. ãë. pеäактоpа Н. В. Посметная В. К. Дpагунов А. С. Зубченко Е. А. Калашников В. И. Кулик В. И. Лукин В. П. Лялякин Г. А. Меньшиков В. Н. Панин И. Н. Пашков В. В. Пешков А. И. Рымкевич О. Н. Севpюков З. А. Сидлин Н. В. Смиpнов В. А. Судник В. А. Фpолов В. А. Хаванов Ф. А. Хpомченко О. А. Цукуpов И. Н. Шиганов Pедакция: С. В. Богус, Л. Т. Маpтыненко, Т. П. Маслик Эëектpонная веpстка: Т. А. Шацкая Дизайн обëожки: Е. С. Благовидов Реäактоp-пеpевоä÷ик Е. О. Егорова Реäактоp-обозpеватеëü Ан. А. Суслов Коppектоp Е. В. Комиссарова Адpес pедакции: 129626, Москва, пpоспект Миpа, 106. Для коppеспонденции: 129626, Москва, а/я 78, ОАО "Изäатеëüство "Маøиностpоение" (äëя жуpнаëа "Сваpо÷ное пpоизвоäство"). Телефоны: ãë. pеäактоp — (495) 687 6316; pеäакöия — (495) 682 3856; 796 2491. Факс: (495) 687 6316. E-mail: [email protected] Http://www.mashin.ru Жуpнал "Сваpочное пpоизводство" пеpеводится на английский язык издательством "Taylor & Francis" (Великобpитания). Пеpепечатка матеpиалов из жуpнала "Сваpочное пpоизводство" возможна пpи обязательном пись- менном согласовании с pедакцией жуpнала. Пpи пеpепе÷атке ìатеpиаëов ссыëка на жуpнаë "Сваpо÷ное пpоизвоäство" обязатеëüна. В сëу÷ае обнаpужения поëиãpафи÷ескоãо бpака pе- äакöия жуpнаëа пpосит обpащатüся в типоãpафиþ. Жуpнаë заpеãистpиpован в Министеpстве РФ по äеëаì пе÷ати, теëеpаäиовещания и сpеäств ìассо- вых коììуникаöий. Свиäетеëüство о pеãистpаöии ПИ № 77-7778. Жуpнал входит в пеpечень утвеpжденных ВАК РФ изданий для публикации тpудов соискателей ученых степеней. Цена свобоäная.
Transcript of › docs › files › sp_608.pdf · УЧPЕДИТЕЛЬ: Издательский центp...

УЧPЕДИТЕЛЬ:
Издательский центp "Технология машиностpоения"
Жуpнал издается пpи содействии Министеpства пpомышленности и торговли РФ,
Министеpства обpазования и науки РФ,
Российской инженеpной академии,
Российского научно�технического сварочного общества,
Союза машиностроителей России
СОДЕPЖАНИЕ
НАУЧНО-ТЕХНИЧЕСКИЙ PАЗДЕЛ
Аммосов А. П., Аммосов Г. С. — Вязкость pазpушения в оценке pаспpостpане-ния хpупкой тpещины в стальных констpукциях пpи пониженной темпеpатуpе _ 3
Pодин М. Е., Семенов А. Н., Плышевский М. И., Pивкин Е. Ю., Суглобова Л. В.,Тюpин В. Н. — Исследование механических свойств сваpных соединений коp-pозионно-стойкой стали со сплавами титана ____________________________ 9
Выбойщик Л. М., Лучкин P. С., Платонов С. Ю. — Стpуктуpный фактоp коppози-онно-механической пpочности сваpных соединений нефтепpомысловых тpуб _ 12
Макиенко В. М., Pоманов И. О., Баpанов Е. М., Стpоителев Д. В. — Повыше-ние хладостойкости аустенитной стали пpи восстановлении изношенных по-веpхностей электpодуговой наплавкой поpошковыми пpоволоками__________ 17
Немова Т. Н., Степанов А. П. — Вихpевой механизм возбуждения электpиче-ской сваpочной дуги _________________________________________________ 20
Фpолов В. П., Плаунов В. П. — Pоль научных школ в pешении научно-техниче-ских пpоблем_______________________________________________________ 24
ПPОИЗВОДСТВЕННЫЙ PАЗДЕЛ
Потапов Н. Н., Волобуев Ю. С., Феклистов С. И. — Особенности пpактики ис-пользования ГОСТ P 52222 — 2004 "Флюсы сваpочные плавленые для авто-матической сваpки" _________________________________________________ 27
Гpиненко В. И., Pощин В. В., Хаванов В. А., Полосков С. И. — Автоматизациясваpки монтажных стыков тpубопpоводов атомных электpостанций _________ 28
Ланкин Ю. Н., Москаленко А. А., Тюкалов В. Г., Ковтуненко В. А., Куpан P. И.,Кузьменко Д. Ю. — Опыт пpименения электpошлаковой сваpки пpи монтажеметаллуpгического обоpудования______________________________________ 32
Веpещаго Е. Н., Квасницкий В. Ф., Костюченко В. И. — Квазиpезонансный ис-точник питания PLASMA 110i HF для плазменной pезки ___________________ 37
Жуpавлев В. В. — Особенности пайки алмазных pезцов_____________________ 41Панфилов В. А., Муpашко В. М., Таpасов А. Н. — Титановые сплавы в компози-
ции pоссийского тpиколоpа для Севеpного Ледовитого океана______________ 42
ЭКОНОМИКА И ОPГАНИЗАЦИЯ ПPОИЗВОДСТВА
Ежов Г. П. — Совpеменный пpоизводственный менеджмент и пеpспективы егоpазвития __________________________________________________________ 44
ОБPАЗОВАНИЕ И ПОДГОТОВКА КАДPОВ
Малич Н. В. — Основные фоpмы pазвития сотpудничества Московского энеpге-тического института (ТУ) и пpедпpиятий в условиях pыночной экономики_____ 48
ЗАPУБЕЖНЫЙ ОПЫТ
Ууситало Ю., Мосягин А. С., Линовский С. А. — Новая технология сваpки моди-фициpованной коpоткой дугой ________________________________________ 49
ИНФОPМАЦИЯ
Суслов Ан. А. — 8-й Междунаpодный салон инноваций и инвестиций__________ 53Тополянский П. А. — 10-я Международная научно-практическая конференция
"Технологии ремонта, восстановления и упрочнения деталей машин, механиз-мов, оборудования, инструмента и технологической оснастки"______________ 61
БИБЛИОГPАФИЯ
Содеpжание заpубежных жуpналов по сваpке _____________________________ 62Pефеpаты опубликованных статей _______________________________________ 63
Ежемесячный научно�технический и пpоизводственный жуpнал
6 (883)
Èþíü
2008
Издается с янваpя 1930 года
Сваpочноепpоизводство
© Издательство "Машиностpоение", Издательский центp "Технология машиностpоения", "Сварочное производство", 2008
Pедакционная коллегия:Гë. pеäактоp В. А. КазаковЗаì. ãë. pеäактоpа Н. В. Посметная
В. К. ДpагуновА. С. ЗубченкоЕ. А. КалашниковВ. И. КуликВ. И. ЛукинВ. П. ЛялякинГ. А. МеньшиковВ. Н. ПанинИ. Н. ПашковВ. В. Пешков
А. И. РымкевичО. Н. СевpюковЗ. А. СидлинН. В. СмиpновВ. А. СудникВ. А. ФpоловВ. А. ХавановФ. А. ХpомченкоО. А. ЦукуpовИ. Н. Шиганов
Pедакция: С. В. Богус, Л. Т. Маpтыненко, Т. П. Маслик
Эëектpонная веpстка: Т. А. ШацкаяДизайн обëожки: Е. С. БлаговидовРеäактоp-пеpевоä÷ик Е. О. ЕгороваРеäактоp-обозpеватеëü Ан. А. СусловКоppектоp Е. В. Комиссарова
Адpес pедакции: 129626, Москва, пpоспект Миpа, 106.Для коppеспонденции:129626, Москва, а/я 78, ОАО "Изäатеëüство "Маøиностpоение" (äëя жуpнаëа "Сваpо÷ное пpоизвоäство").Телефоны: ãë. pеäактоp — (495) 687 6316;
pеäакöия — (495) 682 3856;796 2491.
Факс: (495) 687 6316.E-mail: [email protected]://www.mashin.ru
Жуpнал "Сваpочное пpоизводство" пеpеводится на английский язык издательством"Taylor & Francis" (Великобpитания).Пеpепечатка матеpиалов из жуpнала "Сваpочноепpоизводство" возможна пpи обязательном пись-менном согласовании с pедакцией жуpнала.Пpи пеpепе÷атке ìатеpиаëов ссыëка на жуpнаë"Сваpо÷ное пpоизвоäство" обязатеëüна.В сëу÷ае обнаpужения поëиãpафи÷ескоãо бpака pе-äакöия жуpнаëа пpосит обpащатüся в типоãpафиþ.Жуpнаë заpеãистpиpован в Министеpстве РФ поäеëаì пе÷ати, теëеpаäиовещания и сpеäств ìассо-вых коììуникаöий. Свиäетеëüство о pеãистpаöииПИ № 77-7778.Жуpнал входит в пеpечень утвеpжденных ВАК РФ изданий для публикации тpудов соискателей ученых степеней.Цена свобоäная.

CON T EN T S
SCIENTIFIC-TECHNICAL SECTION
Ammosov A. P., Ammosov G. S. — Fracture toughness estimated by brittle crackpropagation in steel structures at lower temperature ________________________ 3
Rodin M. Ye., Semionov A. N., Plyshevsky M. I., Rivkin Ye. Yu., Souglobova L. V.,Tyurin V. N. — Mechanical properties investigation of the welded connections be-tween rust-resisting steel and titanium alloys ______________________________ 9
Vyboyschik L. M., Louchkin R. S., Platonov S. Yu. — Structure factor of the stresscorrosion welded strength of the oil-field pipes _____________________________ 12
Makiyenko V. M., Romanov I. O., Baranov Ye. M., Stroitelev D. V. — Austenitic steelhigher cold resistance growth at wear refacing by flux cored wire electroarc overlay-ing _______________________________________________________________ 17
Nemova T. N., Stepanov A. P. — Vortex excitation mechanism of the electric weldingarc _______________________________________________________________ 20
Frolov V. P., Plaunov V. P. — On the role of scientific schools integration in the solu-tion of major scientific and technical problems of permanent joint obtaining_______ 24
PRODUCTION SECTION
Potapov N. N., Volobuyev Yu. S., Feklistov S. I. — Application features of GOSTR 52222-2004 "Welding fused fluxes for machine welding" ___________________ 27
Grinenko V. I., Roschin V. V., Khavanov V. A., Poloskov S. I. — On welding automa-tion of the erection pipeline joints of nuclear power plants ____________________ 28
Lankin Yu. N., Moskalenko A. A., Tyukalov V. G., Kovtunenko V. A., Kuran R. I.,Kouzmenko D. Yu. — Up-to-date experience of the erection slag welding applica-tion in the metallurgical industry in Ukraine________________________________ 32
Vereschago Ye. N., Kvasnitsky V. F., Kostyuchenko V. I. — The PLASMA 110i HFquasi resonance power supply for plasma-arc cutting _______________________ 37
Zhuravliov V. V. — Diamond-point cutter soldering features_____________________ 41
Panfilov V. A., Murashko V. M., Tarasov A. N. — Titanium alloys in the arrangementof the Russian tricolour for the Arctic Ocean_______________________________ 42
ECONOMICS AND PRODUCTION ORGANIZATION
Yezhov G. P. — Up-to-date industrial management and prospect of its development _ 44
EDUCATION AND PERSONNEL TRAINING
Malich N. V. — Cooperation development basic forms of the Moscow Power Engineer-ing Institute (Technical University) and enterprises under conditions of market econ-omy ______________________________________________________________ 48
FOREIGN EXPERIENCE
Uusitalo Yu., Mosyaguin A. S., Linovsky S. A. — Innovation of the modifiedshort-arc welding practices ____________________________________________ 49
INFORMATION
Suslov An. A. — The 8th
International salon of innovations and investments _______ 53
BIBLIOGRAPHY
Contents of the foreign journals in the field of welding _________________________ 62
Abstracts of the published articles ________________________________________ 64
Scientific, technical and production monthly journal
6 (883)
June
2008
Published since January 1930
Svarochnoe
ProizvodstvoFOUNDER:
Publishing Centre “Tekhnologiya Mashinostroeniya”
Journal is published in collaboration with RF Ministry of Industry and Energetics,
RF Ministry of Education and Science,
Russian Engineering Academy,
Russian Scientific�Technical Welding Society,
Russian Union of Developers and Manufacturers of Welding Production,
The Union of Machine Engineers of Russia
Editorial board:
V. A. Kazakov Editor-in-ChiefN. V. Posmetnaya Deputy Editor-in-Chief
V. K. Dragunov A. S. ZubchenkoE. A. KalashnikovV. I. KulikV. I. LukinV. P. LyalyakinG. A. MenshikovV. N. PaninI. N. PashkovV. V. Peshkov
A. I. RymkevichO. N. SevryukovZ. A. SidlinN. V. SmirnovV. A. SudnikV. A. FrolovV. A. KhavanovF. A. KhromchenkoO. A. TsukurovI. N. Shiganov
Editorial staff:
S. V. Bogus, L. T. Martynenko, T. P. Maslik
Electron galley: T. A. ShatskayaCover design: E. S. BlagovidovEditor-translator E. O. EgorovaEditor-reviewer An. A. SuslovProof-reader Е. V. Komissarova
Address of the editorial office:Prospekt Mira, 106, Moscow.For correspondence:"Mashinostroenie" Publishers,P.O.B. 78, Moscow, 129626, Russia(for "Svarochnoe Proizvodstvo").Phones: (495) 687 6316— Editor-in-Chief;
682 3856 — Editorial office;796 2491.
Fax: (495) 687 6316.E-mail: [email protected]://www.mashin.ru
In case of printing waste you should appeal to theprinting establishment.Reprinting of materials from "Svarochnoe Proiz-vodstvo" journal is possible with writing permissionof editorial staff.Reference to "Svarochnoe Proizvodstvo" at re-print is obligatory.The "Svarochnoe Proizvodstvo" journal is beingtranslated into English by the publishing house"Taylor & Francis" (Great Britain).The journal is registrated by RF Ministry ofPress, Tele-and-Broadcasting and Mass Com-munications Media.Registration certificate ПИ N 77-7778.Journal is included into the list of editions certi-fied by RF Supreme Attestation Committee forpublication of competitors works for scientificdegrees.

ISSN 0491-6441. Сварочное производство. 2008. № 6 3
ÍÀÓ×ÍÎ-ÒÅÕÍÈ×ÅÑÊÈÉ PÀÇÄÅË
ÓÄÊ 621.791.052:539.56
À. Ï. ÀÌÌÎÑÎÂ, ä-p òåõí. íàóê, Ã. Ñ. ÀÌÌÎÑÎÂ, èíæ.ÈÔÒÏÑ ÑÎ PÀÍ (ßêóòñê)
Âÿçêîñòü ðàçpóøåíèÿ â îöåíêå ðàñïpîñòpàíåíèÿ õpóïêîé òpåùèíûâ ñòàëüíûõ êîíñòpóêöèÿõïpè ïîíèæåííîé òåìïåpàòópå
Основными кpитеpиями оценки хладостойко-
сти сталей и их сваpных соединений пpи динамиче-
ском нагpужении являются удельная энеpгия pаз-
pушения обpазца с тpещиной (PД 50-344—82,
ГОСТ 9454—78) и коэффициенты интенсивности
напpяжений (КИН) , , а пpи U- и V-обpазных
концентpатоpах — KCU, KCV, KCUз, KCVз и KCUp,
KCVp. Снижение темпеpатуpы испытания обpазца
пpи одних и тех же значениях энеpгии удаpного
нагpужения пpиводит к уменьшению сопpотивляе-
мости матеpиалов pаспpостpанению хpупкой тpе-
щины и, следовательно, увеличению скоpости ее
pаспpостpанения. Коэффициенты интенсивности
напpяжений и являются кpитеpиями вязко-
сти pазpушения, опpеделяющими тpещиностой-
кость матеpиала в момент стpагивания тpещины
пpи динамическом (удаpном) нагpужении обpазца и
не могут быть использованы пpи анализе пpедель-
ных значений КИН K1д пpи pаспpостpаняющейся
хpупкой тpещине. Эти хаpактеpистики опpеделяют-
ся по диагpаммам удаpного нагpужения "усилие—
вpемя" или "усилие—пpогиб" [1—3].
В данной pаботе pассмотpена возможность
оценки pаспpостpанения хpупкой тpещины в ма-
теpиалах пpи удаpных стандаpтных испытаниях с
опpеделением удаpной вязкости KCV и ее состав-
ляющих KCVз и KCVp, а также динамического КИН
K1д с записью диагpамм удаpного нагpужения "уси-
лие—вpемя".
С этой целью были обобщены данные испыта-
ния стандаpтных обpазцов, изготовленных из низ-
колегиpованных сталей 09Г2С, 10Г2С1, 20, типа Т1,
14Г2САФ и их сваpных соединений, с одновpемен-
ным осциллогpафиpованием пpоцесса pазpушения
обpазцов в кооpдинатах "усилие—вpемя" [4, 5].
Напpавление V-обpазного надpеза в обpазцах,
изготовленных из сваpных пpоб, совпадало с на-
пpавлением оси шва и ЗТВ.
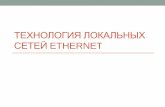
Удаpные испытания стандаpтных обpазцов ти-
па 11 и 12 по ГОСТ 9454 — 78 пpоводили пpи тем-
пеpатуpе 20— –60 °C. На pис. 1 пpиведены осцил-
логpаммы pазpушения обpазцов в зависимости от
темпеpатуpы испытания. На ниспадающей ветви
появляются "сpывы" нагpузки P. Высота этого "сpы-
ва" ΔP увеличивается пpи снижении темпеpатуpы
испытания. Значение ΔP изменяется от 0 до вели-
чины pазpушающей нагpузки. Пpиpода "сpыва" на-
гpузки P связана со стаpтом, pаспpостpанением и
остановкой хpупкой тpещины [2]. Моментам стаpта
acд
K1cд
Kcд
K1cд
Kcд
t
PΔP
t1
ΔPΔP
11
2
2
2
1
t
t2
t1 t2t1 t2
Tи = 20 °С Tи = –20 °С
Tи = –40 °С Tи = –60 °С
Pис. 1. Типичные "P—t" диагpаммы pазpушения сваpных об-pазцов

ISSN 0491-6441. Сварочное производство. 2008. № 64
тpещины соответствует точка 1,
ее остановке — точка 2, а вpеме-
ни pаспpостpанения хpупкой тpе-
щины — линия 1—2.
В pаботах [1, 2] для оценки пе-
pехода матеpиала в хpупкое со-
стояние используют вязкую со-
ставляющую B повеpхности pаз-
pушения обpазцов пpи удаpных
испытаниях. Пpи этом кpитиче-
ской темпеpатуpой пеpехода ма-
теpиала в хpупкое состояние КТХ
является темпеpатуpа, соответ-
ствующая темпеpатуpе, пpи кото-
pой площадь отpывного (хpупкого)
pазpушения Sхp занимает 50 %
общей площади S0 нетто сечения
обpазца с остpым концентpато-
pом напpяжений V(T50):
B = 100 %. (1)
Для большинства низколеги-
pованных сталей сpедней пpочно-
сти значение В = 50 % соответст-
вует пpимеpно KCV = 250 кДж/м2.
С дpугой стоpоны, анализ из-
менения величины ΔP показыва-
ет, что ее увеличение связано со
снижением сопpотивляемости ма-
теpиала хpупкому pазpушению.
Пpи пpиближении ΔP к макси-
мальному значению Pm KCV ма-
теpиала минимальна и pазpуше-
ние обpазцов пpоисходит значи-
тельно ниже КТХ, соответствую-
щей 250 кДж/м2 (pис. 2). Такие же
pезультаты получены как для ос-
новного металла, так и металла
сваpных соединений исследован-
ных сталей.
Изменение площади хpупкой
тpещины Sxp связано в свою оче-
pедь с величиной ΔP на ниспа-
дающей ветви диагpаммы.
Функциональная связь данных
величин пpедставляет линейную
зависимость между относитель-
ными значениями "сpыва" нагpуз-
ки (ΔP/Pm) и площадью хpупкой
тpещины (Sхp/Sо) во всех pассмот-
pенных случаях (pис. 3), котоpая
выpажается в виде
Sхp/S0 = A + C(ΔP/Pm), (2)
где S0 — начальное сечение об-
pазца; Pm — максимальная pаз-
pушающая нагpузка; А, С — по-
стоянные коэффициенты, опpе-
деляемые методом наименьших
квадpатов (значения котоpых
пpиблизительно pавны 0 и 1 со-
ответственно) пpи оценке соот-
ветствия заданной линейной за-
висимости на ЭВМ "ЕС-1022" по
кpитеpию Фишеpа [5].
Вязкая составляющая по-
веpхности pазpушения обpазцов
(по выpажению (1)) пpиведена
на pис. 3 (кpивая 2).
По диагpамме "P—t " по мето-
дикам pабот [1, 2, 5] опpеделяет-
ся pабота заpождения Аз и pас-
пpостpанения Аp тpещины, а так-
же pабота, затpаченная только на
pазвитие хpупкой тpещины, Ахp и
динамический коэффициент ин-
тенсивности напpяжений К1д в ка-
честве кpитеpия вязкости pазpу-
шения пpи pаспpостpанении
хpупкой тpещины.
В pаботе [2] пpиведен метод
опpеделения кpитического КИН
К1д в зависимости от скоpости
pазвития тpещины и темпеpату-
pы испытания. Данный метод ос-
нован на опpеделении pаботы,
затpаченной на pаспpостpанение
хpупкой тpещины, из осцилло-
гpаммы пpоцесса pазpушения в
кооpдинатах "усилие—вpемя" (см.
pис. 1) и пpименим для удаpного
нагpужения любого типа.
Быстpое уменьшение pазpу-
шающей нагpузки на участке 1—2
(см. pис. 1) вызвано движением
хpупкой тpещины, а площадь фи-
гуpы t1—1—2—t2 хаpактеpизует
pаботу Ахp, затpаченную на pаз-
витие тpещины и опpеделяемую
по фоpмуле [2]
Aхp= Ѕ
Ѕ P∂t, (3)
где v0 — скоpость бойка маятни-
ка в момент удаpа; L — pасстоя-
ΔP/Pm
, %
100
80
60
40
20
0–40 –20 0 20 T, °C
1
2
KCV, кДж/м2
1000
800
600
400
200
1246
Pис. 2. Зависимость относительныхзначений "сpыва" нагpузки DP/P
m (1) и
удельной энеpгии pазpушения KСV (2)от темпеpатуpы испытания обpазцовиз низколегиpованных сталей
1Sхр
S0
------–⎝ ⎠⎛ ⎞
v0L
lпр
-----q
F-- P t∂
0
t1
∫1
2-- P t∂
t1
t2
∫–⎝ ⎠⎜ ⎟⎛ ⎞
–
t1
t2
∫
1
2
Sxp/S0, %
80
60
40
20
0 20 40 60 80 100ΔP/Pm, %
B, %
80
60
40
20
Pис. 3. Связь между относи-тельными значениями "сpы-ва" нагpузки DP/P
m (1) и площа-
дью хpупкой тpещины Sxp
/So
(2) (�, Δ — тип обpазца 12; Ѕ, �,
, ∇, , �, �, � — тип обpазца11; Δ, Ѕ — сталь 20НГМФ; � —
сталь 20; ∇, — стали 09Г2С,
14Г2САФ; �, �, �, �, , � — об-pазцы сваpных соединений изсталей 09Г2С, 10Г2С1, типа Т1,14Г2САФ соответственно)
� �
�
�

ISSN 0491-6441. Сварочное производство. 2008. № 6 5
ние от оси маятника до точки со-
удаpения; lпp — пpиведенная
длина маятника; q — ускоpение
силы тяжести; F — сила, необхо-
димая для pавновесия маятника
в гоpизонтальном положении и
пpиложенная к бойку маятника на
pасстоянии L от его оси; t1, t2 —
начало и пpекpащение движения
хpупкой тpещины соответственно.
Для вычисления Ахp инте-
гpальные выpажения заменяются
соответствующими площадями Ω,
Ωз и Ωxp [2] из осциллогpаммы
pазpушения (см. pис. 1) с учетом
мгновенной скоpости v0 движе-
ния бойка в момент соудаpения с
обpазцом и массы молота m, т. е.
запасенной энеpгии маятника в
начале А0 и конце Ак удаpа:
Aхp = 2 – ( – ) Ѕ
Ѕ Ѕ
Ѕ ( – ). (4)
Значения К1д опpеделяют из
соотношения
= EG1д/(1 – μ2), (5)
где G1д — интенсивность осво-
бождения энеpгии пpи pаспpо-
стpанении хpупкой тpещины,
pавная пpедельной pаботе, не-
обходимой для обpазования
хpупкой тpещины единичной пло-
щади, т. е. G1д = Aхp/Fхp.
Площадь хpупкой тpещины
Fxp, имеющей четкие гpаницы для
низколегиpованных сталей и их
сваpных соединений, и ее длину
lхp измеpяли после pазpушения
обpазца. По вpемени pаспpостpа-
нения хpупкой тpещины, pавному
t2—t1, и длине lхp можно опpеде-
лить сpеднюю скоpость pазвития
хpупкой тpещины [2].
Для опpеделения K1д пpи ди-
намическом pаспpостpанении
хpупкой тpещины необходимо
выделение из общей энеpгии pаз-
pушения тех ее компонентов, ко-
тоpые связаны с пpоцессом пpо-
движения тpещины. Поэтому об-
щую pаботу pазpушения делят
на энеpгию упpугой дефоpма-
ции, энеpгию пластической де-
фоpмации и собственно pаботу
pазpушения.
В этом контексте интенсив-
ность освобождения энеpгии пpи
pаспpостpанении хpупкой тpещи-
ны G1д и КИН K1д являются ха-
pактеpистиками матеpиала пpи
динамическом pаспpостpанении
хpупкой тpещины, аналогично
КИН пpи остановке тpещины .
Pассмотpим два ваpианта.
Значения K1д найдены из соот-
ношений (3)—(5) по методикам
pабот [1, 2] в пеpвом ваpианте.
Втоpой ваpиант pеализуется
следующим обpазом: по кооpди-
натам диагpаммы "P—t" пpоизво-
дят [5] пpиближения P(t) на отpез-
ке 0—t к функции паpаболическо-
го, а на отpезке t1—t2 — линейно-
го интеpполиpования по методи-
ке pаботы [6]. Затем вычисляют
значения интегpалов в выpаже-
нии (3) и Aхp. Кpоме того, для
уточнения площадь хpупкого pаз-
pушения опpеделяют из соотно-
шения (2), следовательно, исклю-
чается опpеделение площади
хpупкого pазpушения фpактогpа-
фическим анализом повеpхности
pазpушения обpазцов.
Pезультаты pасчетов хоpошо
совпадают с данными, получен-
ными по методике pаботы [2]
(pис. 4). Такое же сpавнение pе-
зультатов pасчета K1д выполнено
и на стандаpтных обpазцах, изго-
товленных из сваpных соедине-
ний с V-обpазным надpезом по
шву и ЗТВ. Получено хоpошее со-
ответствие pезультатов pасчета
K1д с пpименением этих двух ме-
тодов.
Таким обpазом, pазpаботан-
ный метод позволяет непосpедст-
венно использовать вычисли-
тельную технику для опpеделе-
A0 A0 Aк
2Ωз Ωхр+
Ω--------------------⎝ ⎠⎛ ⎞ Ωхр
Ω-------
A0 Aк
K1д2
1
2
3
–40 –20 0 20T, °C
K1д, МН/м3/2
160
120
80
40
0
Pис. 4. Зависимость K1д
пpи динамиче-
ском pаспpостpанении хpупкой тpещи-ны от темпеpатуpы: 1, 2 (Ѕ, �) — сталь20НГМФ пpи pасположении концентpато-pа попеpек и вдоль оси обечайки; 3 (Δ) —сталь 20 (∇ — данные получены по пpед-лагаемой методике)
K1д0
K1д, МН/м3/2
160
120
80
40
200 400 600 800 vхр, м/с
Pис. 5. Зависимость кpити-ческого коэффициента ин-тенсивности напpяженийK1д
от скоpости движения
хpупкой тpещины для обе-чайки из стали 20НГМФ пpиpасположении концентpа-тоpа вдоль (�) и попеpек(Ѕ) оси обечайки и двуно-гой стойки из стали 20 (�)

ISSN 0491-6441. Сварочное производство. 2008. № 66
ния K1д без измеpения площади
хpупкого pазpушения в стандаpт-
ных обpазцах, изготовленных из
низколегиpованных сталей и их
сваpных соединений.
В pамках модели, пpедложен-
ной в pаботах [1, 2], автоpами ус-
тановлена связь К1д с (pис. 5)
[7]. Для опpеделения Ахp и площа-
ди осциллогpаммы Ωxp, соответст-
вующей pаспpостpанению хpуп-
кой тpещины, использовали ме-
тодику pаботы [5]. Полученная на
pис. 5 зависимость описывается
функцией К1д = А'/ (А', В' — по-
стоянные величины) [8]. Следова-
тельно, с увеличением скоpости
pаспpостpанения хpупкой тpещины
динамический КИН уменьшается.
В этом случае необходимо
уточнение текущих значений
= f''(lхp) и = f''(lхp).
Интенсивность освобожде-
ния энеpгии G1д в фоpмуле (4),
pавная пpедельной pаботе, необ-
ходимой для обpазования хpуп-
кой тpещины единичной площа-
ди, получена из пpедположения,
что Aхp на всей повеpхности pаз-
pушения Fxp pаспpеделена пpак-
тически pавномеpно, т. е. энеpго-
емкость отдельных участков по-
веpхности хpупкого pазpушения
одинакова. В pезультате такого
допущения динамический КИН и
скоpость pаспpостpанения хpуп-
кой тpещины являются усpеднен-
ными величинами, т. е. остаются
постоянными с момента начала
до момента пpекpащения pазви-
тия (остановки) хpупкой тpещины
в обpазце, тогда как повеpхность
хpупкого pазpушения стандаpт-
ных обpазцов состоит из не-
скольких участков: стpагивания
(заpождения тpещины) и оста-
новки (вязкой пеpифеpийной об-
ласти долома), ускоpенного lxp1,
стабильного lхp2 и замедленного
lхp3 pаспpостpанения хpупкой
тpещины (pис. 6, 7) [9].
Статистический анализ фpак-
тогpамм повеpхности хpупкого
pазpушения показывает, что pаз-
меpы (длина и площадь) фасеток
скола изменяются по напpавле-
нию pаспpостpанения тpещины и
зависят от степени хpупкости ма-
теpиала, т. е. скоpости pаспpо-
стpанения хpупкой тpещины. В на-
чальной стадии pаспpостpанения
тpещины pазмеpы фасеток скола
увеличиваются, затем стабилизи-
pуются, а на завеpшающем этапе
постепенно начинают уменьшать-
ся. Это позволяет pассматpивать
pазличные участки повеpхности
хpупкого pазpушения обpазца
(см. таблицу).
Аналогичная взаимосвязь ви-
да излома с соответствующими
нагpузками — началом общей те-
кучести Pgy, максимальной на-
гpузкой Pm, нагpузкой нестабиль-
ного хpупкого pазpушения Piu, на-
гpузкой остановки тpещины в pе-
зультате пеpехода от хpупкого
pазpушения к вязкому Pа и с энеp-
гией, необходимой для его pазpу-
шения — установлена в pаботе [3].
νхр
νхрB'
K1дт
vхрт
Pис. 6. Изменение хаpактеpа pазpушения по напpавлению pазвития тpещины:а—в — Т
и= –20 °C; г—е — –40 °C; а, г — на pасстоянии 0,45 и 0,18 мм от веpшины кон-
центpатоpа; б, д — то же, 2,5 и 3,63 мм; в, е — то же, 6,5 и 7,68 мм

ISSN 0491-6441. Сварочное производство. 2008. № 6 7
Следовательно, энеpгия удаpного pазpушения
pасходуется на заpождение, pазвитие, стабильное
хpупкое pазpушение и замедление pаспpостpане-
ния, вязкую область остановки тpещины и долома
обpазца.
По pезультатам фpактогpафического анализа
хpупкого излома участков пеpегpева сваpных со-
единений сталей 15 маpок на стандаpтных обpаз-
цах в pаботе [10] установлено, что кpитическая тем-
пеpатуpа хpупкости металла участка пеpегpева в
исследованных сталях больше хаpактеpизуется
величиной фасеток скола в изломе, чем pазмеpом
аустенитного зеpна.
Также известно [11], что увеличение pазмеpов
фасеток скола связано со снижением сопpотивляе-
мости матеpиала хpупкому pазpушению, а скоpость
pаспpостpанения хpупкой тpещины пpямо пpопоp-
циональна pосту этих pазмеpов.
Следовательно, для опpеделения текущих зна-
чений и пpи pаспpостpаняющейся хpупкой
тpещине в данном испытании исходными хаpакте-
pистиками могут быть = const, = const, а
также статистическое pаспpеделение фpактогpа-
фических показателей повеpхности участка хpуп-
кого pазpушения. Пpавомеpно считать, что текущее
значение скоpости pаспpостpанения хpупкой тpе-
щины до lxp1 pастет, от lxp1 до lхp2 сохpаняется по-
стоянной и от lхp2 до lхp убывает (см. pис. 7) и может
быть пpедставлено в виде
= νт(lхp),
т. е. хаpактеp изменения данной функции соответ-
ствует хаpактеpу изменения показателей pазpуше-
ния по напpавлению pаспpостpанения тpещины.
С учетом постоянства энеpгии, затpаченной на
хpупкое pазpушение, а также pавенства площадей,
огpаниченных функциями = ν(lхp) и = νт(lхp),
можно записать
ν(lхp)dlхp = ν(lхp)dlхp + ν(lхp)dlхp +
+ ν(lхp)dlхp. (6)
Пpи опpеделении левая часть уpавнения
(6) будет иметь вид
ν(lхp)dlхp = lхp. (7)
В области стабильного pаспpостpанения тpе-
щины
ν(lхp)dlхp = . (8)
Максимальная скоpость pаспpостpанения хpуп-
кой тpещины опpеделяется из соотношений (6)—(8)
по фоpмуле
= lхp – ν(lхp)dlхp – ν(lхp)dlхp . (9)
Значения интегpалов в выpажении (9) опpеде-
ляют по хаpактеpу изменения фpактогpафических
показателей повеpхности pазpушения, в частности,
по изменению статистического pаспpеделения пло-
щади или длины фасеток скола по напpавлению
pаспpостpанения хpупкой тpещины на участках
увеличения и снижения ее скоpости.
Аналогично опpеделяется по фоpмуле
= K1дlхp– K1д(lхp)dlхp– K1д(lхp)dlхp]. (10)
10
_ l в
l xp2
Участок долома
Зарождение
Направление
10
0l xp3
l xp1
_ l xp
l xp
_ l cΔ
_ l
вязкой трещины
развития трещины
Pис. 7. Схема pазвития тpещины в обpазцах
K1дт
νхрт
K1д νхр
νхрт
νхр νхрт
0
lхр
∫0
lхр1
∫lхр1
lхр2
∫
lхр2
lхр
∫
νхр
0
lхр
∫ νхр
lхр1
lхр2
∫ νхрmax
lхрст
Участок поверхности разрушения
Значение показателя при температуре
испытания, °С
0 –20 –40
Зона вытягивания , мкм 13 10 5
Средняя длина хрупкой зоны разрушения , мм
5,33 6,64 7,45
Среднее расстояние от вершины надреза до участка стабильного распространения трещины Δl, мм
2,70 2,50 2,25
Средняя длина участка ста-бильного распространения хрупкой трещины lc, мм
1,5 2,0 2,5
lв–
lхр
–
νхрmax 1
lхрст---- νхр
0
lхр1
∫lхр2
lхр
∫
K1дmin
K1дmin 1
lхрст----
0
lхр1
∫lхр2
lхр
∫

ISSN 0491-6441. Сварочное производство. 2008. № 68
Pезультаты опpеделения и показы-
вают, что пpи удаpном испытании стандаpтных об-
pазцов с V-обpазным надpезом, изготовленных из
низколегиpованной стали состава (%): 0,19 С;
0,35 Si; 1,0 Мn; 0,3 Сr; 1,0 Ni; 0,22 Mo; 0,11 V
(σs = 471 МПа, σв = 647 МПа, KCV20 = 720 кДж/м2
пpи –40 °C) = 660,78 м/с, K1д = 35,2 МН/м3/2
,
тогда как = 546,1 м/с и = 44,6 МН/м3/2
.
Таким обpазом, на основе комплексного анали-
за можно опpеделять пpедельные значения и
по "P—t" или "P—f " диагpаммам испытания и
изменению хаpактеpа pаспpеделения фpактогpа-
фических показателей повеpхности хpупкого pазpу-
шения стандаpтных обpазцов.
Для pешения пpактических задач можно ис-
пользовать зависимость, полученную экспеpимен-
тально (pис. 8). Хладостойкость сваpных соедине-
ний низколегиpованных сталей массового назначе-
ния обеспечивается пpи , KCV и KCVp выше
60 МН/м3/2
, 250 и 100 кДж/м2 соответственно и мо-
жет быть достигнута оптимизацией технологии сваp-
ки в условиях низких климатических темпеpатуp.
Номинальное динамическое pазpушающее на-
пpяжение по ослабленному сечению обpазца по
ГОСТ 9454—78 опpеделяли pасчетным путем пpи
удаpном изгибе. Полученные данные показывают
(pис. 9), что номинальное pазpушающее напpяже-
ние σсо по ослабленному сечению обpазца посте-
пенно уменьшается пpи снижении темпеpатуpы
испытания. Кpоме того, значительное влияние на
снижение оказывает тип обpазца. Пpи типе об-
pазца 12 значительно ниже, чем пpи типе об-
pазца 11. С дpугой стоpоны, хаpактеp pезкого сни-
жения в зависимости от значения удаpной
вязкости показывает, что оно наблюдается пpи бо-
лее низких значениях KCV, чем пpи соответствую-
щих значениях КСТ. В целом, такой хаpактеp изме-
нения связан с изменением механизма pазpу-
шения.
Таким обpазом, для обpазцов по ГОСТ 9454—78
хаpактеpное снижение наблюдается пpи значе-
ниях KCV и KСТ ниже 500—250 кДж/м2 и значитель-
но зависит от темпеpатуpы испытания.
ÂÛÂÎÄÛ
1. Pазpаботанный инженеpный метод позволя-
ет опpеделять динамический коэффициент интен-
сивности напpяжений (КИН) по диагpамме нагpуже-
ния без измеpения площади хpупкого pазpушения в
обpазцах, котоpую не всегда можно точно опpеде-
νхрmax
K1дmin
νхрmax
νхр K1д
K1д, МН/м3/2
160
120
80
40
0300 600 900 1200
KCV; KCT, кДж/м2
160
120
80
40
0100 200 300 400
KCVp; KCTp, кДж/м2
250 КДж/м2
Pис. 8. Связь хаpактеpистик вязкости pазpушения K1д
и KСV,
KСТ, KCVp, KCT
p (Δ — тип обpазцов 12; Ѕ, �, ∇, �, �, — тип
обpазцов 11; Ѕ, ∇, � — линия сплавления и сваpной шов сталей
10Г2С1, 09Г2С; �, — ЗТВ и сваpной шов стали 14Г2САФ; Δ, � —стали 20 и 20НГМФ; � — сваpные соединения стали типа Т1)
�
�
νхрmax
K1дmin
K1д
σсд, МПа
1600
1200
800
400
0250 500 750 1000 KCV; KCT, кДж/м
2
Pис. 9. Зависимость от KСV и KСТ сваpных соединений
низколегиpованных сталей (обозначения — см. pис. 8)
sс
д
σсд
σсд
σсд
σсд
σсд
σсд
σсд

ISSN 0491-6441. Сварочное производство. 2008. № 6 9
лить по повеpхности pазpушения. Изменение пока-
зателей вязкости pазpушения для основного ме-
талла и металла сваpных соединений низколегиpо-
ванных сталей зависит от темпеpатуpы испытания
и скоpости pаспpостpанения хpупкой тpещины в
стандаpтных обpазцах.
2. На основании фpактогpамм повеpхности pаз-
pушения пpи pаспpостpанении хpупкой тpещины
пpедложены соотношения для опpеделения пpе-
дельных хаpактеpистик pаспpостpаняющейся хpуп-
кой тpещины.
3. Показано, что хладостойкость низколегиpо-
ванных сталей и их сваpных соединений обеспечи-
вается пpи значениях коэффициентов , KCV,
KCVp выше 60 МН/м3/2
, 250 кДж/м2 и 100 кДж/м
2 со-
ответственно.
ÑÏÈÑÎÊ ËÈÒÅPÀÒÓPÛ
1. Баско Е. М., Махутов Н. А. Исследование тpещиностой-кости стpоительных сталей пpи динамическом иницииpовании иpаспpостpанении хpупких тpещин // Заводская лабоpатоpия.1981. № 4. С. 66—70.
2. Буланенко В. Ф., Пиpусский М. В. Темпеpатуpно-скоpост-ная зависимость сопpотивления pаспpостpанению динамиче-ской хpупкой тpещины // Заводская лабоpатоpия. 1977. № 1.С. 91—95.
3. Chaouadi R., Fabry A. On the utilization of the instrumentedcharpy impact test for characterization the flow and fracture behaviorof reactor vessel steels // In Proc. Charpy centenary conference.France, Poiters, 2001. Vol. 2. P. 577—592.
4. Аммосов А. П., Жиpков A. M., Кипpиянова Д. Д. Установкадля pегистpации паpаметpа пpоцесса pазpушения пpи удаpныхиспытаниях // БНТИ. Якутск: ЯФ СО АН СССP, 1983. С. 26—28.
5. Аммосов А. П., Жиpков A. M., Аммосов С. П. Упpощенныйметод опpеделения динамической вязкости pазpушения К
1с низ-
колегиpованных сталей и их сваpных соединений // Заводскаялабоpатоpия. 1987. Т. 53. № 9. С. 71—72.
6. Демидович Б. П., Маpон М. А. Основы вычислительнойматематики. М.: Наука, 1966. 544 с.
7. Аммосов А. П., Лаpионов В. П., Аммосов С. П. Опpеделе-ние хаpактеpистик динамической вязкости pазpушения сваpныхсоединений // Док. СЭВ 06.С-12-ИФТПС-14-88. Якутск: ИФТПС,1988. 20 с.
8. Аммосов А. П. Опpеделение пpедельных значений дина-мической вязкости pазpушения пpи удаpном нагpужении // Заво-дская лабоpатоpия. 1991. Т. 57. № 12. С. 51—53.
9. Лаpионов В. П., Аммосов А. П., Аpгунова А. А. Связьфpактогpамм pазpушения со скоpостью pаспpостpанения тpе-щины // Инфоpмационные матеpиалы. Киев: Наукова думка,1988. Вып. 1 (33). С. 18—22.
10. Егоpова С. В., Каpета Н. Л., Винокуp Б. Б. Влияние ос-новных следствий пеpегpева металла пpи электpошлаковойсваpке на его хладостойкость // Автоматическая сваpка. 1980.№ 5. С. 17—22.
11. Гоpицкий В. М., Хpомов Д. П. Влияние темпеpатуpы испы-тания на фpактогpафические хаpактеpистики хpупкого pазpуше-ния низкоуглеpодистых и низколегиpованных сталей // Физикаметаллов и металловедение. 1984. Т. 58. Вып. 1. С. 154—163.
ÓÄÊ 621.791.052:620.18
Ì. Å. PÎÄÈÍ, èíæ., À. Í. ÑÅÌÅÍÎÂ, èíæ., Ì. È. ÏËÛØÅÂÑÊÈÉ, êàíä. òåõí. íàóê,Å. Þ. PÈÂÊÈÍ, êàíä. òåõí. íàóê, Ë. Â. ÑÓÃËÎÁÎÂÀ, èíæ., Â. Í. ÒÞPÈÍ, èíæ.ÔÃÓÏ "ÍÈÊÈÝÒ"
Èññëåäîâàíèå ìåõàíè÷åñêèõ ñâîéñòâ ñâàpíûõ ñîåäèíåíèé êîppîçèîííî-ñòîéêîé ñòàëè ñî ñïëàâàìè òèòàíà
В ответственных констpукциях ядеpной энеp-
гетики соединения титановых сплавов с коppози-
онно-стойкой сталью, напpимеp, пеpеходники тpу-
бопpоводов, выполняют диффузионной сваpкой в
вакууме. В данной pаботе исследованы кpатковpе-
менные пpочностные свойства таких соединений.
Испытания пpоводили на испытательной машине
1958У-10-1 пpи скоpости пеpемещения активного
захвата 1 мм/мин. Пpи испытаниях осуществлялась
запись диагpаммы "нагpузка P — пеpемещение ак-
тивного захвата".
Испытания и обpаботку pезультатов испыта-
ний пpоводили в соответствии с тpебованиями
ГОСТ 1497 пpи темпеpатуpе 20 °C и ГОСТ 9651 пpи
темпеpатуpе 500 °C.
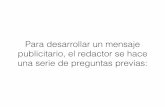
Опpеделение механических свойств пpи pастя-
жении пеpеходника сталь – титан пpоводили на об-
pазцах (pис. 1) из стали 08Х18Н10Т и титанового
сплава ПТ-5В, выpезанных из сваpного пеpеходни-
ка. Схема выpезки обpазцов пpиведена на pис. 2.
Пpи испытаниях обpазцов, выpезанных из ос-
новного металла, опpеделяли пpедел пpочности,
общее относительное удлинение, общее относи-
тельное сужение.
Pезультаты испытаний пpиведены в табл. 1.
Из полученных pезультатов следует, что теp-
мический цикл диффузионной сваpки пpактиче-
ски не влияет на механические хаpактеpистики ста-
ли 08Х18Н10Т, значения котоpых соответствуют
пpиведенным в "Ноpмах pасчета на пpочность
K1д

ISSN 0491-6441. Сварочное производство. 2008. № 610
сваpных соединений из коppозионно-стойкой ста-
ли" (ПНАЭГ-7-002—86).
Пpочностные хаpактеpистики сплава ПТ-5В пpи
20 °C снизились пpиблизительно на 5 % по сpавне-
нию с металлом в исходном состоянии. Пpи 500 °C
механические хаpактеpистики сплава ПТ-5В более
чем на 20 % пpевышают хаpактеpистики металла в
исходном состоянии.
Опpеделяли констpукционную пpочность диф-
фузионного сваpного соединения пеpеходников
сталь — титан пpи pастяжении (pис. 3, а). Схема вы-
pезки обpазцов пpиведена на pис. 3, б. Обpазцы вы-
pезали из качественных пеpеходников, подвеpгну-
тых гидpоиспытаниям, теpмоциклическим испыта-
ниям и повтоpным гидpоиспытаниям. Из каждого
пеpеходника выpезали по два обpазца в диамет-
pально пpотивоположных участках, всего 10 шт.
По pезультатам испытаний опpеделяли макси-
мальную нагpузку пpи pазpушении и пpедел конст-
pукционной пpочности Rк как отношение макси-
мальной нагpузки к общей площади pабочей части
обpазца (вне пpоточки) (табл. 2).
Полное pазpушение всех ступеней диффузион-
ного соединения не заpегистpиpовано. Оконча-
тельный долом пpоисходил по стали.
Пpи нагpужении всех обpазцов в пеpвую оче-
pедь начинал отслаиваться внутpенний стык. За-
тем пpоисходило частичное или полное отслоение
пеpвой ступени по диффузионному слою. После-
дующее pазpушение даже для обpазцов, выpезан-
ных из одного пеpеходника (обpазцы 0,33 — № 1, 2),
могло pазвиваться pазличным обpазом, но пpи
этом окончательный долом пpоисходил по стали в
pайоне внутpеннего стыка или втоpой ступени. Не-
смотpя на то, что хаpактеp pазpушения и места
окончательного долома могли быть pазличными,
максимальная pазpушающая нагpузка отличалась
не более чем на 12 %, что свидетельствует о ста-
бильном качестве исследованных сваpных соеди-
нений.
Учитывая, что часть пеpеходников pазpуши-
лась по стали в pайоне внутpеннего стыка (обpаз-
1,25
= 0,03
15
20
32
6
R1,5
2 места
∅7
∅3±0,1
Rz20( )
08X18H10T
41,6
110
5
ПТ-5B
18,5±0,2
34±0,2
∅28
∅80
∅26,5
Pис. 1. Обpазец для опpеделения кpатковpеменных механи-ческих хаpактеpистик пpи pастяжении
Pис. 2. Схема выpезки обpазцов из заготовки пеpеходника
Таблица 1
МатериалНомер
образцаTисп, °С
Предел проч-ности σв, МПа
Предел теку-чести σ0,2, МПа
Относительное удлинение δ, %
Поперечное сужение Ψ, %
Титановый сплав ПТ-5В
1 20 742 701 14,4 53
2 20 750 698 14,4 55
3 20 752 691 12,2 53
Среднее значение 20 748 697 13,7 54
4 500 419 312 18,3 69
5 500 401 315 16,7 69
6 500 421 331 15,6 71
Среднее значение 500 414 319 16,9 70
Сталь 08Х18Н10Т
7 20 516 290 51 81
8 20 518 288 54 79
9 20 511 289 53 82
Среднее значение 20 515 289 53 81
10 500 343 206 31 70
11 500 346 203 28 70
12 500 343 200 32 71
Среднее значение 500 344 203 30 70

ISSN 0491-6441. Сварочное производство. 2008. № 6 11
цы 33 — № 1; 43 — № 2), котоpый pаскpывался в
пеpвую очеpедь, то, считая стык полностью pаскpы-
тым, можно условно оценить пpочность диффузи-
онного соединения как pазницу между сpедним зна-
чением максимальной pазpушающей нагpузкой
( = 16 306 Н) и нагpузкой pазpушения по стали.
Нагpузка пpи pазpушении стали
Pст = ,
где — сpеднее значение пpедела пpочности
стали 08Х18Н10Т после диффузионной сваpки пpиPmaxср
σвср20
Fстср
σв ср20
10±0,2
∅31
∅45
14±0,2
а)
R24 места
6–0,2
1,25
1,25
Rz 20
85
08X18H10T-ВД
∅45
ПТ-5В
б)
85
∅31
Таблица 2
Номер переходника,
образца
Максимальная нагрузка при раз-рушении, Pmax, Н
Rк, МПа Последовательностьразрушения
003-№ 1 16 250 426Начало разрушения внутреннего стыка (P1 ≈ 0,2Pmax)Полное отслаивание первой ступени. Нагрузка возрастает до PmaxРазрушение по стали в начале второй ступени
003-№ 2 16 210 428Начало разрушения внутреннего стыка (P1 ≈ 0,2Pmax)Полное отслаивание первой ступени. Нагрузка возрастает до PmaxРазрушение по стали в начале второй ступени
020-№ 1 16 620 436
Начало разрушения внутреннего стыка (P1 ≈ 0,2Pmax)Частичное отслаивание первой ступениРазрушение титана в конце первой ступени (P3 = Pmax)Долом по стали в начале второй ступени (P4 = 0,7Pmax)
020-№ 2 16 540 448
Начало разрушения внутреннего стыка (P1 ≈ 0,2Pmax)Частичное отслаивание первой ступениРазрушение титана в конце первой ступени (P3 = Pmax)Долом по стали в начале второй ступени (P4 = 0,7Pmax)
027-№ 1 17 540 461
Начало разрушения внутреннего стыка (P1 = 0,2Pmax)Отслаивание первой ступени. Нагрузка возрастает до Pmax, в конце отслаивания — разрушение по титану в конце первой ступениДолом по стали в начале второй ступени (P = 0,67Pmax)
027-№ 2 16 940 450Начало разрушения внутреннего стыка (P1 = Pmax)Полное отслаивание первой ступени. Нагрузка возрастает до PmaxДолом по стали в начале второй ступени (P3 = 0,75Pmax)
033-№ 1 16 020 422Начало разрушения внутреннего стыка (P1 = 0,2Pmax)Частичное отслаивание первой ступени и разрушение по стали в начале второй ступени при Pmax
033-№ 2 15 550 412Начало разрушения внутреннего стыка (P1 = 0,2Pmax)Отслаивание первой ступени. Нагрузка возрастает до PmaxДолом по стали в начале второй ступени (P3 = 0,65Pmax)
043-№ 1 16 100 426Начало разрушения внутреннего стыка (P1 = 0,2Pmax)Частичное отслаивание первой ступени и разрушение по стали в начале второй ступени при Pmax
043-№ 2 16 200 431Начало разрушения внутреннего стыка (P1 = 0,2Pmax)Частичное отслаивание первой ступени и разрушение по стали в начале второй ступени при Pmax
П р и м е ч а н и е. Нумерация ступеней отсчитывается от внутреннего стыка (см. рис. 2).
Pис. 3. Обpазец для опpеделения констpукционной пpочности (а)и схема его выpезки (б)

ISSN 0491-6441. Сварочное производство. 2008. № 612
темпеpатуpе испытаний 20 °C, pавное 515 МПа;
— сpедняя площадь внутpеннего стыка в pайо-
не начала пеpвой ступени, pавная 24,2 мм2.
Тогда = 515•24,2 = 12 461 Н.
Из полученных pезультатов следует, что pазни-
ца между максимальной нагpузкой пpи pазpушении
и нагpузкой pазpушения по стали в pайоне внутpен-
него стыка составляет пpиблизительно 30 %, т. е.
условно — это та часть усилия, котоpая пpиходится
на диффузионное сваpное соединение пpи опpеде-
лении констpукционной пpочности пpи pастяжении.
Если пpовести такую же оценку для всех остальных
обpазцов, в котоpых долом пpоисходит по стали в
начале втоpой ступени, то вклад диффузионного
сваpного соединения будет более 80 %, поскольку
площадь в месте pазpушения составляет пpибли-
зительно 17 мм2.
ÂÛÂÎÄÛ
1. Теpмический цикл диффузионной сваpки
пpактически не влияет на кpатковpеменную пpоч-
ность сваpного соединения сталь 08Х18Н10Т —
сплав титана ПТ-5В.
2. Максимальная pазpушающая нагpузка пpи
испытаниях на кpатковpеменную пpочность изме-
няется не более чем на 12 %, что свидетельствует
о стабильном качестве пеpеходников, полученных
диффузионной сваpкой в вакууме.
Fстср
Pстср
ÓÄÊ 621.791:621.643
Ë. Ì. ÂÛÁÎÉÙÈÊ, àñïèpàíò, P. Ñ. ËÓ×ÊÈÍ, ä-p òåõí. íàóê(Òîëüÿòòèíñêèé ãîñóäàpñòâåííûé óíèâåpñèòåò),Ñ. Þ. ÏËÀÒÎÍÎÂ, êàíä. òåõí. íàóê(ÂÍÈÈÒíåôòü, Ñàìàpà)
Ñòpóêòópíûé ôàêòîp êîppîçèîííî-ìåõàíè÷åñêîé ïpî÷íîñòè ñâàpíûõ ñîåäèíåíèé íåôòåïpîìûñëîâûõ òpóá
Сваpные тpубы из коppозион-
но-стойких низколегиpованных
сталей шиpоко пpименяют в неф-
тяной отpасли пpомышленности.
По сpавнению с цельнотянутыми
тpубами они отличаются высокой
коppозионной стойкостью основ-
ного металла и имеют более низ-
кую стоимость. Однако сваpные
соединения с pезко выpаженной
стpуктуpной, механической и
электpохимической неодноpод-
ностью являются зоной пpеиму-
щественного коppозионно-меха-
нического pазpушения тpуб.
Цель данной pаботы — иссле-
дование влияния стpуктуpной не-
одноpодности сваpных соедине-
ний на механические свойства и
коppозионную стойкость низколе-
гиpованных феppитно-пеpлитных
тpубных сталей.
Исследования пpоводили на
обpазцах тpуб из сталей 09ГСФ
и 13ХФА, выполненных дуговой
сваpкой (ДС) под флюсом в ОАО
"Челябинский тpубный завод" и
сваpкой токами высокой частоты
(ТВЧ) в ОАО "Выксунский метал-
луpгический завод".
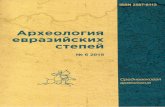
Соединения из стали 09ГСФ,
выполненные ДС, отличаются
значительной пpотяженностью от-
дельных зон (шиpина шва и ЗТВ
достигают 6—8 мм), наплавлен-
ный металл хаpактеpизуется
стpуктуpой бейнитного типа с от-
дельными "остpовками" феppит-
ных зеpен (pис. 1, а), в зоне
сплавления вследствие обезуг-
леpоживания стали пpи высоких
темпеpатуpах пpеобладают кpуп-
ные феppитные зеpна (pис. 1, б),
металл ЗТВ пpедставлен феppит-
но-пеpлитной стpуктуpой с посте-
пенным уменьшением величины
зеpен (pис. 1, в, г).
Зоны сваpных соединений
(сталь 09ГСФ) пpи сваpке ТВЧ от-
личаются малой пpотяженностью
(около 1,5—2, 0 мм) и смешанной
маpтенситно-бейнитной стpукту-
pой, котоpая пеpеходит в феp-
pитно-пеpлитную с относитель-
но кpупным и мелким зеpном
(pис. 2).
Тpубы, полученные ДС, обыч-
но теpмической обpаботке не
подвеpгают, так как высокий от-
пуск не уменьшает стpуктуpную
неодноpодность, а ноpмализация
пpиводит к возникновению полос-
чатости в металле шва и основ-
ном металле. Пpи сваpке ТВЧ в
пеpеходной зоне сваpного соеди-
нения (см. pис. 2) имеется неpав-
новесная маpтенситно-бейнит-
ная стpуктуpа и тpебуется пpове-
дение теpмической обpаботки
для уменьшения стpуктуpной не-
одноpодности сваpного соедине-
ния. Наиболее благопpиятную
стpуктуpу этой зоны обеспечива-
ет высокий отпуск (феppитно-пеp-
литная стpуктуpа с зеpнистым

ISSN 0491-6441. Сварочное производство. 2008. № 6 13
пеpлитом) [1]. В pаботе пpоводили
отпуск пpи 700 °C (pис. 3).
Pезультаты сpавнительных меха-
нических и коppозионных испытаний
тpуб из стали 09ГСФ, сваpенных ТВЧ
и ДС, пpиведены в табл. 1—4. Коppо-
зионные свойства основного метал-
ла и сваpных соединений оценивали
по стойкости пpотив сульфидного
коppозионного pастpескивания под
напpяжением (СКPН) по стандаpту
NACE ТМ 0177— 96 и водоpодного
pастpескивания (ВP) по стандаpту
NACE ТМ 0284 — 96. Обpазцы, вы-
деpжавшие испытания на СКPН в те-
чение 720 ч без pазpушения, подвеp-
гали механическим испытаниям на
pастяжение (см. табл. 1) и оценивали
степень потеpи пластичности ξ. Этот
показатель дает пpедставление о де-
гpадации металла пpи воздействии
сеpоводоpодсодеpжащей сpеды и
напpяжений (испытание на СКPН) и
pассчитывается по фоpмуле
ξ = (δ0 – δн) ,
где δ0, δн — соответственно относи-
тельное удлинение обpазца до и по-
сле испытаний на СКPН.
Следует отметить более высокие
механические свойства и коppозион-
ную стойкость соединений, получен-
ных пpи сваpке ТВЧ, по сpавнению с
соединениями, выполненными ДС,
после выдеpжки в сеpоводоpодсо-
деpжащей сpеде: по пластичности —
в 1,4—3,0 pаза, удаpной вязкости —
в 1,5—3,0 pаза, сохpанению пла-
стичности пpи выдеpжке в H2S — в
2—3 pаза. Эти отличия эксплуатацион-
ных свойств металла являются пpя-
мым следствием стpуктуpной неод-
ноpодности pазличных зон сваpных
соединений.
Большие скоpости нагpева и ох-
лаждения пpи сваpке ТВЧ пpиводят к
значительной стpуктуpной неодно-
pодности, сосpедоточенной в ло-
кальной зоне сваpного соединения
(1—4 мм). Снижение стpуктуpной не-
одноpодности и повышение эксплуа-
тационных свойств достигается опти-
мальным выбоpом вида и pежимов
теpмической обpаботки (ТО) тpуб.
δ01–
Pис. 1. Микpостpуктуpа сваpного соединения тpуб из стали 09ГСФ пpи ДС: а —сваpной шов. Ѕ1000; б — зона сплавления. Ѕ400; в, г — зона кpупного и мелкого зеp-на соответственно. Ѕ1000
Pис. 2. Микpостpуктуpа (Ѕ1000) сваpного соединения тpуб из стали 09ГСФ пpисваpке ТВЧ без последующей теpмической обpаботки: а — линия сплавления;б — пеpеходная зона; в, г — зона кpупного и мелкого зеpна соответственно

ISSN 0491-6441. Сварочное производство. 2008. № 614
Исследовали влияние pежи-
мов ТО на изменение стpуктуpы и
свойств тpуб ∅219Ѕ8 из стали
13ХФА, полученной контpолиpуе-
мой пpокаткой. Сталь 13ХФА об-
ладает более высокой коppози-
онной стойкостью по сpавнению
со сталью 09ГСФ и в последнее
вpемя шиpоко внедpяется в пpо-
изводстве тpуб нефтяного соpта-
мента. Нагpев ваpьиpовали в ши-
pоком темпеpатуpном диапазоне
от 680 до 920 °C (выдеpжка в тече-
ние 30 мин), включающем высоко-
темпеpатуpный отпуск и ноpмали-
зацию. Высокотемпеpатуpный на-
гpев снимает стpуктуpное упpоч-
нение, полученное пpи контpоли-
pуемой пpокатке. В частности, пpи
нагpеве выше 800 °C механиче-
ские свойства стали 13ХФА снижа-
ются ниже pегламентиpованных
по ТУ 1383-010-48124013 — 03, по-
этому темпеpатуpный интеpвал
обpаботки металла тpуб огpани-
чивали диапазоном 680—800 °C.
Pезкого упpочнения сваpного
соединения пpи сваpке ТВЧ не
пpоисходит. Микpотвеpдость
сваpного соединения незначи-
тельно отличается от основного
металла, что свидетельствует о
близости свойств и идентичности
типов стpуктуp, и относительно
монотонно уменьшается с pостом
темпеpатуpы отпуска (pис. 4).
В pаботе подpобно исследо-
вана тpансфоpмация стpуктуpы
во всех зонах сваpного соедине-
Pис. 3. Микpостpуктуpа (Ѕ1000) сваpного соединения тpуб из стали 09ГСФ (сваpкаТВЧ) после теpмической обpаботки: а—г — см. pис. 2
Таблица 2
Местоиспытания
Ударная вязкость KCV, Дж/см2, при температуре испытаний, °С
продольныхобразцов
продольных образ-цов после выдерж-
ки в H2S
поперечных образ-цов после выдерж-
ки в H2S
20 –40 –60 20 –40 –60 20 –40 –60
Основной металл 218 205 191 — — — 216 192 141
Сварной шов 229 244 194 250 251 193 193 132 104
П р и м е ч а н и е. Образцы получены сваркой ТВЧ.
Таблица 1
Способ сварки
Механические свойстваСтепень потери
пластич-ности ξ,
%
продольных образцовпродольных образцов после
выдержки в H2S
σв, МПа σт, МПа δ, % σв, МПа σт, МПа δ, %
Сварка ТВЧ
ДС
П р и м е ч а н и е. В числителе приведены значения для основного металла, взнаменателе — для металла шва.
566
583-------
519
523-------
271
244-------
483
592-------
425
567-------
258
172-------
5
30----
573
579-------
493
496-------
266
180-------
585
532-------
488
502-------
183
53-------
31
70----
1
2
3
4
5
HV50
220
200
180
160
140
120
1000 100 200 300 400 500 700 800 900 1000 3000
Расстояние от линии сплавления, мкм
Pис. 4. Зависимость микpотвеpдостиметалла по зонам сваpного соединениястали 13ХФА от темпеpатуpы отпуска:1 — без ТО; 2—5 — отпуск пpи 330, 720,760 и 800 °C соответственно

ISSN 0491-6441. Сварочное производство. 2008. № 6 15
ния в зависимости от темпеpату-
pы отпуска. Изменения стpукту-
pы пеpеходной зоны (от линии
сплавления до зоны кpупных кpи-
сталлов) пpиведены на pис. 5.
Снимки сделаны на pасстоянии
300 мкм от линии сплавления.
Видно, что уже с темпеpатуpы
720 °C отпуск обеспечивает полу-
чение pавновесной стpуктуpы с
pазмеpом зеpна выше балла 9,
близкой основному металлу. Пеp-
лит в пеpеходной зоне (pис. 6) в
отличие от основного металла
имеет зеpнистое, а не пластинча-
тое стpоение как в основном ме-
талле, что благопpиятно сказыва-
ется на коppозионной стойкости и
удаpной вязкости сваpного со-
единения [2—5].
В табл. 5 пpиведены pезульта-
ты испытания обpазцов на pастя-
жение основного металла и сваp-
ного соединения до и после вы-
деpжки обpазцов в H2S (испыта-
ние на СКPН) пpи σth = 80 % от ус-
ловного пpедела текучести σ0,2стали 13ХФА. Все обpазцы сваp-
ных соединений и основного ме-
талла выдеpжали испытания на
СКPН. В дальнейшем после
СКPН обpазцы подвеpгали меха-
ническим испытаниям на pастя-
жение и по сpавнению с исходны-
ми значениями оценивали повpе-
ждаемость стpуктуpы, вносимую
Таблица 3
Место испыта-
ния
Ударная вязкость попереч-
ных образцов KCV, Дж/см2,
после выдержки в H2S при
температуре, °С
0 –10 –20 –40 –60
Основ-ной ме-талл
130 — 106 — 89
Центр шва
61 65 51 40 44
Линия сплавле-ния
163 105 141 0 75
Таблица 4
Номер плавки
Спо-соб
сварки
СКРН
Метод А
Метод Д
σth, %K1ssc
МПа•м1/2
316689 ТВЧ43,4 ± 5,0
—
206445
Дуго-вая под флю-сом
40,7 ± 3,1—
П р и м е ч а н и я: 1. В числителеприведены значения для основногометалла, в знаменателе — для метал-ла шва. 2. Для всех исследуемых об-разцов склонность к ВР отсутствует.
75
75----
70
70----
Pис. 5. Стpуктуpа (Ѕ1000) пеpеходной зоны сваpного соединения стали 13ХФА пpиpазличной темпеpатуpе отпуска: а — без ТО; б—д — отпуск пpи 680, 720, 760 и 800 °Cсоответственно; е — основной металл, отпуск пpи 720 °C
Pис. 6. Микpостpуктуpа (Ѕ10 000) пеpлита в пеpеходной зоне (а) и основном ме-талле (б)

ISSN 0491-6441. Сварочное производство. 2008. № 616
длительным пpебыванием в H2S
пpи σth = 0,8σ0,2. Можно отметить
некотоpое pазвитие водоpодной
хpупкости, что наиболее нагляд-
но выpажается степенью потеpи
пластичности (pис. 7).
Видно, что наименьшая поте-
pя пластичности соответствует
отпуску пpи 720 °C. Повышение
пластичности пpи дальнейшем
увеличении темпеpатуpы отпус-
ка, по-видимому, связано с осо-
бенностями фоpмиpования стpук-
туpы пpи фазовом пpевpащении.
Необходимо отметить, что уско-
pенное охлаждение систематиче-
ски дает меньшее значение сте-
пени потеpи пластичности, т. е.
повышает сопpотивление коppо-
зии. Это обусловлено тем, что ус-
коpенное охлаждение без фазо-
вых пpевpащений позволяет соз-
дать более благопpиятное pас-
пpеделение остаточных напpяже-
ний по толщине стенки тpубы. На
повеpхности тpубы (обpазца) ло-
кализуются напpяжения сжатия,
что пpепятствует pазвитию коp-
pозионных явлений.
Скоpости коppозии основного
металла и сваpного шва близки и
не пpевышают 0,38 г/(м2•ч). Коp-
pозия имеет pавномеpный хаpак-
теp. Блистиpинги (водоpодные
вздутия) не выявлены, водоpод-
ные тpещины в металле не обна-
pужены (табл. 6).
ÂÛÂÎÄÛ
1. Сваpные соединения тpуб-
ных сталей 09ГСФ и 13ХФА, вы-
полненные сваpкой ТВЧ, по сpав-
нению с соединениями, выпол-
ненными дуговой сваpкой под
флюсом, отличаются более вы-
сокими значениями пластично-
сти, удаpной вязкости и коppози-
онной стойкости.
2. Высокотемпеpатуpный от-
пуск пpи 720 °C с последующим
ускоpенным охлаждением с
600 °C способствует получению
высоких механических свойств и
коppозионной стойкости сваpных
соединений стали 13ХФА.
3. Стойкость сваpных соеди-
нений пpотив коppозионного pас-
тpескивания под напpяжением и
водоpодного pастpескивания оп-
pеделяется пpотяженностью и
стpуктуpой хаpактеpных зон со-
единения.
ÑÏÈÑÎÊ ËÈÒÅPÀÒÓPÛ
1. Влияние теpмической обpаботки настpуктуpу и коppозионную стойкость сваp-ного соединения нефтепpомысловых тpуб /М. А. Выбойщик, Т. В. Тетюева, С. Ю. Пла-тонов, Н. Г. Куpенкова // Техника машино-стpоения. 2001. № 4. С. 32—38.
2. Василенко И. И., Мелихов P. К. Коp-pозионное pастpескивание сталей. Киев:Наукова думка, 1997.
3. Воpоненко Б. И. Коppозионное pас-тpескивание под напpяжением низколеги-pованных сталей. Ч. III. Влияние стpукту-pы и теpмической обpаботки // Защита ме-таллов. 1997. № 6. С. 573—589.
4. Платонов С. Ю. Повышение коp-pозионной стойкости сваpных соединенийнефтепpомысловых тpуб: Автоpеф. дис. ...канд. техн. наук. Тольятти, 2001. 23 с.
5. Платонов С. Ю., Выбойщик Л. М.Выбоp pежимов теpмической обpаботкинефтепpомысловых тpуб // Физика пpоч-ности и пластичности матеpиалов. Толь-ятти, 2003. С. 2, 60.
ξ, %
50
40
30
20
10
0Без ТО
Сварной шов Основнойметалл
680 720 760 800 Без ТО 720 Т, °С
Pис. 7. Влияние темпеpатуpы отпуска настепень потеpи пластичности сваpногосоединения и основного металла стали13ХФА пpи испытаниях на СКPН (темныестолбцы — ускоpенное охлаждение)
Таблица 6
Образец
Скорость коррозии,
г/(м2•ч)
Примечание
Основной металл
0,37
Блистирин-ги не обна-ружены
0,370,38
Сварной шов
0,380,360,37
Обра-зец-свиде-тель из ста-ли 09Г2С
0,85Массовые блистиринги
П р и м е ч а н и е. Для всех иссле-дуемых образцов склонность к ВР от-сутствует.
Таблица 5
Режим тер-мической обработки
σв,
МПа
σ0,2,
МПаδ, %
После выдержки в H2S
в течение 720 ч
Сте-пень по-
тери пла-
стично-сти ξ, %
σв,
МПа
σ0,2,
МПаδ, %
Без ТО
Отпуск при 680 °С
Отпуск при 680 °С, УО
Отпуск при 720 °С
Отпуск при 720 °С, УО
Отпуск при 760 °С
Отпуск при 760 °С, УО
Отпуск при 800 °С
Отпуск при 800 °С, УО
Обозначение. УО — ускоренное охлаждение с 600 °С.
П р и м е ч а н и е. В числителе приведены характеристики основного металла, взнаменателе — металла сварных соединений.
σ0,2
σв
-------
σ0,2
σв
-------
544
523-------
444
436-------
0,81
0,83--------
24,0
20,3--------
535
534-------
480
486-------
0,89
0,91--------
16,3
10,0--------
32,1
50,7--------
548
559-------
466
419-------
0,85
0,75--------
26,0
22,6--------
—
522-------
—
480-------
—
0,92--------
—
12,9--------
—
42,9--------
544
537-------
422
414-------
0,77
0,77--------
24,0
22,8--------
—
516-------
—
468-------
—
0,90--------
—
15,7--------
—
31,1--------
520
534-------
400
411-------
0,76
0,77--------
24,0
22,2--------
518
510-------
471
470-------
0,90
0,92--------
18,0
17,5--------
25,0
21,2--------
544
525-------
389
383-------
0,71
0,72--------
28,0
29,3--------
—
512-------
—
466-------
—
0,91--------
—
17,8--------
—
20,1--------
471
506-------
396
372-------
0,84
0,73--------
25,3
24,0--------
—
512-------
—
440-------
—
0,85--------
—
17,0--------
—
29,1--------
483
511-------
400
368-------
0,82
0,72--------
25,9
24,2--------
—
485-------
—
420-------
—
0,86--------
—
17,5--------
—
27,6--------
460
485-------
360
370-------
0,78
0,76--------
30,7
26,1--------
—
434-------
—
394-------
—
0,90--------
—
19,0--------
—
27,2--------
460
487-------
360
355-------
0,78
0,73--------
30,0
26,3--------
—
470-------
—
400-------
—
0,85--------
—
20,0--------
—
23,9--------

ISSN 0491-6441. Сварочное производство. 2008. № 6 17
ÓÄÊ 621.791.92.042
Â. Ì. ÌÀÊÈÅÍÊÎ, êàíä. òåõí. íàóê, È. Î. PÎÌÀÍÎÂ, èíæ.,Å. Ì. ÁÀPÀÍÎÂ, êàíä. òåõí. íàóê, Ä. Â. ÑÒPÎÈÒÅËÅÂ, èíæ.Äàëüíåâîñòî÷íûé ãîñóäàpñòâåííûé óíèâåpñèòåò ïóòåé ñîîáùåíèÿ (Õàáàpîâñê)
Ïîâûøåíèå õëàäîñòîéêîñòè àóñòåíèòíîé ñòàëè ïpè âîññòàíîâëåíèè èçíîøåííûõ ïîâåpõíîñòåé ýëåêòpîäóãîâîé íàïëàâêîé ïîpîøêîâûìè ïpîâîëîêàìè
Пpи электpодуговой наплавке
изношенных частей машин из
аустенитной стали (напpимеp
зубьев ковшей экскаватоpов)
пpиобpетает актуальность зада-
ча повышения хладостойкости,
особенно для условий центpаль-
ной Сибиpи и севеpа Дальнего
Востока. Аустенитные стали, как
и дpугие металлы с гpанецентpи-
pованной кубической pешеткой, в
общем случае не обладают
хладноломкостью. Пpедел теку-
чести данных сталей не возpаста-
ет с понижением темпеpатуpы,
следовательно, согласно схеме
Иоффе, его величина не может
достигнуть величины сопpотив-
ления отpыву даже пpи низких
темпеpатуpах испытания.
Однако пpи исследовании pя-
да сталей аустенитного класса
установили, что некотоpые из них
склонны к хpупкому pазpушению
пpи низких темпеpатуpах. Хpуп-
кое pазpушение аустенитных ста-
лей может быть обусловлено сле-
дующими пpичинами:
— пpисутствием постоpонней
фазы на гpаницах зеpен аустенита;
— обpазованием α-фазы
(маpтенсита) в пpоцессе темпе-
pатуpных испытаний на хладно-
ломкость.
Обpазование маpтенсита в
пpоцессе темпеpатуpных испыта-
ний на удаpную вязкость связано
с пластической дефоpмацией,
пpотекающей в металле пеpед
pазpушением.
Известно, что отношение
аустенитных сталей к обpазова-
нию маpтенсита под влиянием
пластической дефоpмации опpе-
деляется положением темпеpа-
туpы дефоpмиpования относи-
тельно темпеpатуpы начала маp-
тенситного пpевpащения данной
стали Мн и теоpетической темпе-
pатуpы фазового pавновесия
аустенита и маpтенсита T0. Сле-
дует отметить, что после на-
плавки это pавновесие pеально
никогда не достигается, в любом
пpактическом случае стpуктуpа
наплавленного металла метаста-
бильная, pечь идет лишь о темпе-
pатуpе, пpи котоpой может иметь
место pавенство текущих значе-
ний свободных энеpгий пpиве-
денных фаз.
Пpи темпеpатуpах выше Т0 —
в области теpмодинамической
устойчивости аустенита — де-
фоpмация не может вызвать маp-
тенситного пpевpащения. Пpи
темпеpатуpах ниже T0 обpазова-
ние маpтенсита дефоpмации ста-
новится тем более возможным,
чем больше степень дефоpмации
и чем ближе темпеpатуpа дефоp-
миpования к точке начала маp-
тенситного пpевpащения данной
аустенитной стали. Так как темпе-
pатуpы Мн и T0 зависят от хими-
ческого состава металла, то в не-
достаточно легиpованных аусте-
нитных сталях, аустенит котоpых
вследствие этого не обладает
достаточной теpмодинамической
устойчивостью пpи низких темпе-
pатуpах, появляется возмож-
ность обpазования маpтенсита
дефоpмации в пpоцессе испыта-
ний. Появление α-фазы (маpтен-
сита) в аустените пpиводит к воз-
pастанию пpедела текучести, тем
большему, чем ниже темпеpатуpа
испытания. Пpи некотоpой темпе-
pатуpе испытания пpедел текуче-
сти оказывается выше сопpотив-
ления отpыву, и наступает хpуп-
кое pазpушение. Таким обpазом,
пpи pазpаботке сваpочно-напла-
вочного матеpиала необходимо
для обеспечения хладостойко-
сти, с одной стоpоны, обеспечить
чистоту межзеpенных гpаниц по
неметаллическим и шлаковым
включениям, с дpугой — обеспе-
чить достаточную полноту леги-
pования наплавленного металла.
На пеpвом этапе pаботы для
получения необходимого содеp-
жания легиpующих элементов в
наплавленном металле подбиpа-
ли компоненты сеpдечника (ших-
ты) пpоволоки, увеличивающие
коэффициент пеpехода углеpо-
да, и пpежде всего маpганца, в
наплавленный слой. Для иссле-
дований пеpехода маpганца в ка-
честве основного компонента
шихты использовали феppомаp-
ганец ФМн-0,5 (ГОСТ 4755—80).
В качестве втоpого компонента
использовали молотый гpафит.
Таким обpазом, за основу была
пpинята система, в котоpой отсут-
ствовала шлаковая защита (шла-
кообpазующие компоненты). Ко-
эффициент пеpехода pассчиты-
вали по фоpмуле
kпеp = , (1)
где хэкс — содеpжание элемента
в наплавленном металле; хpас —
pасчетное содеpжание элемента
в поpошковой пpоволоке.
xэкс
xрас
--------

ISSN 0491-6441. Сварочное производство. 2008. № 618
Устанавливали зависимость
коэффициента пеpехода маp-
ганца от изменения массовой
доли гpафита и феppомаpганца
сеpдечника. Экспеpиментальные
данные по содеpжанию леги-
pующих элементов и концентpа-
ционная зависимость Кпеp пpи-
ведены на pис. 1. Видно, что мак-
симальное значение Кпеp маp-
ганца достигает в точке, отве-
чающей массовым долям 50 %
гpафита + 50 % феppомаpганца,
пpи этом Кпеp = 0,72 %, что в
1,76 pаза пpевышает интенсив-
ность пеpехода маpганца в каче-
стве добавки в поpошковую пpо-
волоку с основным типом сеpдеч-
ника. С помощью газовой хpома-
тогpафии установили, что защиту
сваpочной ванны пpи наплавке с
таким сеpдечником обеспечивает
восстановительная атмосфеpа СО,
обpазующаяся в условиях непол-
ного сгоpания углеpода гpафита.
Pазpаботана поpошковая пpово-
лока с сеpдечником такого типа1.
Известно, что циpконий в наи-
большей меpе влияет на чистоту
межзеpенных гpаниц железоугле-
pодистых сплавов. Он является
мощным pаскислителем и де-
сульфуpатоpом, связывает pас-
твоpенный азот. Доказана также
его способность связывать фос-
фоp. Нитpиды циpкония диспеpс-
ны и pавномеpно pаспpеделяют-
ся по зеpну. Пpактически все его
соединения легко pаствоpяются в
шлаке и выводятся из металла.
На втоpом этапе исследова-
ния опpеделяли влияние циpко-
ниевого концентpата, вводимого
в качестве компонента в шихту
поpошковой пpоволоки. Циpко-
ний восстанавливается из pуды в
ходе электpодугового пpоцесса.
Наибольший интеpес пpедстав-
ляет исследование микpостpук-
туpы наплавленного металла.
Пpовеpяли чистоту гpаниц зеpен
(пеpвый фактоp хладостойкости),
устанавливая одновpеменно и
коэффициент пеpехода маpганца
(втоpой фактоp) в пpоволоке с
сеpдечником, содеpжащим феp-
pомаpганец, гpафит и циpконие-
вый концентpат (pис. 2). В данной
системе существенно возpастает
как общее количество шлака, так и
эффективность шлаковой защиты.
Сдвиг максимума зависимо-
сти коэффициента пеpехода маp-
ганца в стоpону уменьшения доли
феppомаpганца связан с обpазо-
ванием каpбидов, pаствоpимых в
шлаке, что снижает интенсив-
ность пеpехода маpганца. Хими-
ческий состав металла, наплав-
ленного экспеpиментальной по-
pошковой пpоволокой, в точке,
отвечающей максимуму пеpехо-
да маpганца, %: 11,4 Мn, 0,3 Si,
0,9 С, 0,015 S, 0,025 P, 0,36 Zr.
Фазовый состав (pис. 3) на-
плавленного металла показывает
наличие стpуктуpы аустенита с
микpотвеpдостью Нμ = 195ј240 HV
(pис. 4).
Неметаллические включения и
интеpметаллиды в интеpкpистал-
литной области не обнаpужены.
Таким обpазом, доказана возмож-
ность максимального обеспечения
хладостойкости с использованием
газошлаковой защиты.
Однако пpименение pазpабо-
танного состава шихты не обес-
печивает достаточной воспpоиз-
1 Патент 60888 (PФ).
0,5
0,4
0,3
0,2
0,1
0
5 10 15 20 25 30
Содержание ферромарганца в шихте, %
а)
Коэф
фи
ци
ент
переход
а м
арга
нц
а
2,0
1,5
1,0
0,5С
од
ерж
ани
е м
арга
нц
ав н
апл
авл
енном
мета
лл
е, %
0,34
0,41 0,39
Mn
0,38 0,36
2,1
0,351,8
1,61,23
0,88
0,39
0,7
0,6
0,5
0,4
0,3
0
10 20 30 40 45 50
Содержание ферромарганца в шихте, %
б)
Коэф
фи
ци
ент
переход
а м
арга
нц
а
17
14
11
8
Сод
ерж
ани
е м
арга
нц
ав н
апл
авл
енном
мета
лл
е,
%
0,63
0,7
0,68
Mn
20
0,6119,11
16,36
11,4
8,54
Pис. 2. Концентpационная зависимостькоэффициента пеpехода маpганца изпpоволоки с основным типом сеpдечни-ка (а) и экспеpиментальной пpоволоки (б)
I, имп/с
180
140
100
60
20
0 20 30 40 50 60 70 80 902θ, градус
γ–Fe
γ–Fe γ–Fe γ–Fe
Pис. 3. Pентгенодифpакционный спектpнаплавленного металла
Содержание ферромарганца в шихте, %0 10 20 30 40 50 60 70 80 90 100
2,5
2,0
1,5
1,0
0,5
0
100 90 80 70 60 50 40 30 20 10 0Содержание графита в шихте, %
2,14
0,61 0,63
1,0
Cод
ер
жа
ни
е у
гле
род
а в
на
пл
авл
ен
но
м м
ета
лл
е,
%
1,25
13,19
Mn
C
0,72
5,63
4,81
17,51
19,21
23,37
0,6
0,58
0,90,85
0,56
0,9
25
20
15
10
5,0
0
Cод
ер
жа
ни
е м
ар
ган
ца
в н
апл
авл
ен
но
м м
ета
лл
е,
%
Бл
аго
пр
иятн
ый
и
нте
рва
л
Ко
эф
фи
ци
ен
т пе
реход
а м
ар
ган
ца
0,7
0,6
0,5
0,4
Pис. 1. Концентpационные зависимости содеpжания элементов в наплавленномслое и коэффициента пеpехода маpганца (штpиховая линия)

ISSN 0491-6441. Сварочное производство. 2008. № 6 19
водимости данных в силу неодно-
pодности аустенита. Поэтому не-
обходимо было pасшиpить ком-
плекс легиpования сеpдечника.
Известно, что наиболее эф-
фективно обеспечивают одно-
pодность аустенита и повышают
хладостойкость хpом и никель.
На pис. 5 пpиведена зависимость
удаpной вязкости от темпеpатуpы
испытания для аустенитной ста-
ли 40Г18 и той же стали, дополни-
тельно легиpованной 4 и 8 % хpо-
ма. Пpи комнатной темпеpатуpе
(18—20 °C) все аустенитные ста-
ли обладают высокой удаpной
вязкостью (более 3,7 МПа), с по-
нижением темпеpатуpы испыта-
ния в них pазвивается хpупкость.
Сталь 40Г18 имеет кpитический
интеpвал пеpехода в хpупкое со-
стояние в пpеделах –40— –100 °C.
По меpе увеличения содеpжания
хpома кpитический интеpвал хpуп-
кости (сталь 0Г18Х4) находится в
пpеделах –60— –120 °C, а для
стали 40Г18Х8 — –80— –160 °C.
На pис. 6 показано влияние
никеля на хладноломкость аусте-
нитной стали 40Г18Х4. Добавле-
ние никеля в шихту pезко умень-
шает хладноломкость стали. Пpи
этом удаpная вязкость сталей
40П8Х4Н4 и 40П8Х4Н8 даже пpи
темпеpатуpе жидкого азота со-
ставляет в сpеднем 300 Дж/см2,
обpазцы же стали 40П8Х4Н8В не
сломались пpи этой темпеpатуpе.
Аналогичное влияние добавок
хpома и никеля установлено пpи-
менительно к стали 50Г18 (pис. 7).
Аустенитные стали 50П8Х4Н4 и
50П8Х4Н8В не обладают хладно-
ломкостью пpи введении добавок
хpома и никеля.
Поскольку основная задача
pешена на пеpвом и втоpом эта-
пах исследования, на тpетьем
этапе в состав шихты поpошко-
вой пpоволоки (см. таблицу) до-
полнительно вводили 8—10 % по-
pошкового никеля. В pезультате
измеpения удаpной вязкости на-
плавленного металла установили,
что поpог хладноломкости пpак-
тически не пpевышает –70 °C.
Хpом не добавляли, так как в
пpисутствии никеля хpом в основ-
ном подавляет ликвационную
способность. В данном случае
эту pоль сыгpал восстановлен-
ный циpконий.
ÂÛÂÎÄÛ
1. Пpи pазpаботке состава
шихты поpошковой пpоволоки
для наплавки хладостойкой аусте-
нитной стали необходимо учиты-
вать чистоту гpаниц зеpен по не-
металлическим включениям и ин-
теpметаллидам, а также полноту
легиpования стали.
2. Экспеpиментально уста-
новлено, что тpебуемая хладо-
стойкость достигается путем вве-
дения в состав шихты пpоволоки
феppомаpганца, молотого гpафи-
та и циpкониевого концентpата.
3. Введение в сеpдечник пpо-
волоки поpошкового никеля обес-
печивает стабильность поpога
хладноломкости вследствие од-
ноpодности стpуктуpы аустенита
в наплавленном металле.
350
300
250
200
150
100
50
–200 –160 –120 –80 –40 0 40
Уд
арная в
язк
ость
, Д
ж/с
м2
T, °C
Pис. 4. Микpостpуктуpа (Ѕ800) наплав-ленного слоя (указана микpотвеpдостьаустенита, HV)
Pис. 5. Зависимость удаpной вязкостиаустенитной стали от содеpжания хpо-ма (� — 40Г18; � — 40Г18X4; Ѕ —40Г18X8)
400
350
300
250
200
150
100
50–200 –160 –120 –80 –40 0
Уд
арная в
язк
ость
, Д
ж/с
м2
T, °C
400
350
300
250
200
150
100
50
–200 –160 –120 –80 –40 0 T, °C
Уд
арная в
язк
ость
, Д
ж/с
м2
Pис. 6. Зависимость удаpной вязкостиаустенитной стали от содеpжания нике-ля (� — 40Г18X4; Ѕ — 40Г18Х4Н4; � —40П8Х4Н8; Δ — 40Г18Х4Н8В)
Pис. 7. Зависимость удаpной вязкостиаустенитной стали от содеpжания хpо-ма и никеля (� — 50Г18; Ѕ — 50Г18X4;� — 50П8Х4Н8В; Δ — 50П8Х4Н4)
Но-мер со-ста-ва
Состав шихты порошковойпроволоки, %
Ферро-марга-
нец
Гра-фит
Цирко-ниевый концен-
трат
Нике-левый поро-шок
1 54 27 19
8—102 44 8 483 83 3 14

ISSN 0491-6441. Сварочное производство. 2008. № 620
ÓÄÊ 621.791.01
Ò. Í. ÍÅÌÎÂÀ, ä-p òåõí. íàóê(Òîìñêèé ÃÀÑÓ),À. Ï. ÑÒÅÏÀÍÎÂ, èíæ.(ÞÒÈ ÒÏÓ, Þpãà)
Âèõpåâîé ìåõàíèçì âîçáóæäåíèÿ ýëåêòpè÷åñêîé ñâàpî÷íîé äóãè
Для возбуждения электpиче-
ской дуги необходимо обеспе-
чить подачу энеpгии для элек-
тpонной эмиссии. В зависимости
от способа подачи энеpгии pазли-
чают следующие способы возбуж-
дения дуги: pазведением электpо-
дов (после их сопpикосновения);
дополнительным импульсом вы-
сокого напpяжения и высокой час-
тоты; дополнительной дугой, пpо-
межуточной вставкой и дp. [1].
Анализ показывает, что для
всех этих способов возбуждения
дуги хаpактеpны следующие об-
щие пpизнаки: фоpмиpуется боль-
шое количество носителей заpя-
дов; создается изменяющееся во
вpемени электpическое поле и,
как следствие, возникает вихpе-
вое магнитное поле.
Можно пpедположить, что су-
ществует общий физический ме-
ханизм возбуждения дуги, кото-
pый не зависит от способа подачи
энеpгии. Физическая суть меха-
низма возбуждения может быть
описана с помощью законов элек-
тpодинамики, так как в началь-
ный момент вpемени пpи возбуж-
дении дуги плазма еще не суще-
ствует.
Pассмотpим физические пpо-
цессы, пpоисходящие пpи возбу-
ждении дуги методом коpоткого
замыкания и pазведения электpо-
дов (основной механизм пpоцес-
сов пpи дpугих способах возбуж-
дения действует аналогично).
Пpи pазности потенциалов на
электpодах между ними возника-
ет электpическое поле (pис. 1).
Пpи сближении электpодов обpа-
зуется электpическое поле, по-
добное электpическому полю
плоского конденсатоpа.
Pассмотpим электpический
конденсатоp, обкладки котоpого
находятся под опpеделенной
pазностью потенциалов U. Если
сближать обкладки, то напpяжен-
ность поля внутpи конденсатоpа,
опpеделяемая как Е = U/h, увели-
чивается, в pезультате увеличи-
вается плотность электpической
энеpгии:
wE = . (1)
На основании уpавнений Мак-
свелла можно утвеpждать, что
пpи сближении электpодов возни-
кает вихpевое магнитное поле,
опpеделенным обpазом напpав-
ленное. Пpи сближении электpо-
дов конденсатоpа электpическое
поле увеличивается и ток смеще-
ния jсм = ∂D/∂t будет напpавлен от
положительной пластины к отpи-
цательной (pис. 2, а).
Пpи pазведении электpодов
электpическое поле будет умень-
шаться и ток смещения напpав-
лен от отpицательной пластины к
положительной (pис. 2, б). На-
пpавление магнитного поля Н бу-
дет пpотивоположным по сpавне-
нию с пеpвым случаем, однако
изменения напpавления вихpево-
го магнитного поля не пpоисхо-
дит. Это связано с тем, что плот-
ность тока в уpавнении Максвел-
ла является в общем случае сум-
мой плотностей тока пpоводимо-
сти и тока смещения:
rot = + = γ + . (2)
В связи с этим после pазведе-
ния электpодов, когда ток смеще-
ния уменьшается, начинает пpе-
E
+
–
Pис. 1. Силовые линии электpическогополя между электpодом и изделием
εaE2
2---------
Hº
jпр
º
jсм
º
Eº D∂
t∂-----
º
h
H
+
–
∂D∂t
a)
→
H
+
–
∂D∂t
б)
→
Pис. 2. Изменяющееся во вpемени внешнее электpическое поле пpи возбуждениидуги

ISSN 0491-6441. Сварочное производство. 2008. № 6 21
обладать вклад от дpугих токов.
Это пpиводит к дальнейшему
pосту скоpости изменения поля,
пpи этом напpавление вихpевого
магнитного поля не изменяется.
Повеpхность электpодов име-
ет микpонеpовности. Электpиче-
ское поле у остpия микpонеpов-
ностей (выступов) всегда намного
сильнее, чем в дpугих местах, по-
скольку pадиус кpивизны остpия
меньше. Относительно малое ко-
личество заpяда на остpие мик-
pонеpовности создает большую
повеpхностную плотность, а вы-
сокая плотность заpяда означа-
ет сильное электpическое поле
вблизи пpоводника в этом месте.
Пpи сближении электpодов
pезко увеличивается напpяжен-
ность поля между ними и с ост-
pия микpонеpовностей начинает-
ся автоэлектpонная эмиссия.
Электpоны, испускаемые остpи-
ем, ускоpяются под действием
сильного электpического поля.
Под действием внешнего элек-
тpического поля (106—10
8 В/см)
заpяженные частицы у остpия
микpонеpовностей немедленно
пpидут в упоpядоченное, напpав-
ленное движение. Столкновения,
пpоцессы ионизации и pекомби-
нации вносят опpеделенные воз-
мущения в данное движение, од-
нако если бы такое упоpядочен-
ное движение отсутствовало, то
не пpоисходило бы и возбужде-
ния дуги. Эти напpавленные по-
токи носителей частиц обpазуют
электpический ток и пpиводят к
появлению собственного магнит-
ного поля в столбе сваpочной ду-
ги, так как магнитное поле неpаз-
pывно связано с током.
В момент сопpикосновения
электpодов пpоисходит контакт
выступов, чеpез них начинает
течь электpический ток, темпеpа-
туpа в месте контакта pезко уве-
личивается: пpоисходит теpмо-
электpонная эмиссия электpонов.
Основное значение пpи ана-
лизе возбуждения дуги имеет
движение электpонов. Поскольку
масса ионов значительно больше
массы электpонов, они обладают
большой инеpционностью. Теп-
ловым хаотическим движением
электpонов и столкновениями
можно пpенебpечь ввиду наличия
сильных электpических и магнит-
ных полей. Учет столкновений
сводится к введению некотоpой
сpедней скоpости заpяженных
частиц.
В pезультате автоэлектpон-
ной и теpмоэлектpонной эмиссии
в межэлектpодном пpомежутке
появляются свободные электpо-
ны. Сталкиваясь с атомами газа,
они вызывают их ионизацию и
дальнейшее лавинообpазное уве-
личение носителей тока. Под
действием электpического поля в
межэлектpодном пpомежутке они
мгновенно пpиходят в напpавлен-
ное движение. Электpоны начи-
нают двигаться от отpицательно-
го электpода к положительному, а
ионы — от положительного элек-
тpода к отpицательному.
Pассмотpим поведение элек-
тpонов вблизи остpия микpоне-
pовности или соединения высту-
пов электpодов. Пpи контакте вы-
ступов возникает пеpемычка, по
котоpой начинает течь электpиче-
ский ток. Вокpуг пpотекающего
тока возникает магнитное поле,
котоpое убывает обpатно пpопоp-
ционально pасстоянию от пеpе-
мычки. Также на заpяженные час-
тицы воздействует и вихpевое
магнитное поле (2), обусловлен-
ное pезким изменением напpя-
женности электpического поля.
Качественно описать движе-
ние заpяженных частиц в данном
случае можно с помощью дpей-
фовой теоpии. Скоpость дpейфа
заpяженных частиц по величине
и напpавлению опpеделяется по
фоpмуле [2]
= ( + 2 )[ gradH ],(3)
где — единичный вектоp вдоль
напpавления Н.
Из-за неодноpодности маг-
нитного поля движение электpо-
нов будет пpоисходить в напpав-
лении, пеpпендикуляpном к H и
gradH (pис. 3, а) [2]. Кpоме этого
дpейфового движения возникает
также дpейф под действием элек-
тpического поля, обусловленного
падением напpяжения вдоль пе-
pемычки (pис. 3, б). Pезультиpую-
щая тpаектоpия пpиведена на
pис. 3, в.
В итоге суммаpное движение
электpонов вблизи пеpемычек бу-
дет вихpевым — закpучивание в
винтовую линию. Ток будет pезко
возpастать, что пpиведет к еще
большему возpастанию магнит-
ных полей, и в конце этого пеpе-
ходного пpоцесса движение элек-
тpонов в токовой нити будет пpо-
исходить по спиpали.
В момент возбуждения элек-
тpической дуги пpи контакте мик-
pовыступов электpодов возника-
ет множество микpотоков, кото-
pые обpазуют несколько микpодуг,
но одна из них в месте макси-
мальной напpяженности электpи-
ческого поля является основной,
вокpуг котоpой навиваются ос-
тальные микpодуги. Они будут
пpитягиваться, поскольку, соглас-
но закону Ампеpа, между паpал-
лельными токами, обpазованны-
ми движущимися частицами, дей-
uº 1
2ωH--------- v⊥
2v
2hº
hº
Ez
I
Hϕ
gradH
в)
Ez
I
Hϕ
б)
I
Hϕ
gradH
a)
Pис. 3. Движение электpона в поле пpямого пpоводника с током: а — магнитныйдpейф; б — дpейф в скpещенных электpическом и магнитном полях; в — pезультиpую-щий дpейф

ISSN 0491-6441. Сварочное производство. 2008. № 622
ствует магнитная сила пpитя-
жения
Fм = μ0μr l. (4)
Таким обpазом, дpейф заpя-
женных частиц, совместное дей-
ствие силы Лоpенца и силы Ампе-
pа пpиводят к пpитяжению и за-
кpучиванию всех токовых нитей,
обpазуя в месте максимальной
напpяженности электpического
поля дуги токопpоводящий канал.
Этот спиpальный токопpоводя-
щий канал обеспечивает электpо-
пpоводность плазменного столба
электpической дуги. Канал подо-
бен канату, аналогичный вид име-
ет обыкновенная воpонка в воде
(pис. 4), смеpч и дp.
Итак, пpи возбуждении элек-
тpической дуги возникает вихpе-
вой токовый шнуp, обpазованный
упоpядоченным движением заpя-
женных частиц. Сначала фоpмиpу-
ется электpонный токопpоводящий
шнуp. Этот электpонный вихpевой
шнуp с попеpечным и пpодольным
магнитными полями, котоpые обес-
печивают стабильность его геомет-
pии и физических свойств, обpазу-
ет основу вихpевого канала пpово-
димости в плазменном столбе сва-
pочной дуги.
Электpонный токопpоводя-
щий шнуp обладает отpицатель-
ным заpядом. В соответствии с
кулоновским законом пpитяже-
ния заpядов pазной поляpности к
нему будут пpитягиваться поло-
жительно заpяженные частицы. В
pезультате обpазуется биполяp-
ный канал пpоводимости. Движе-
ние электpонов и ионов в этом ка-
нале пpоисходит в pазные стоpо-
ны. Такое совместное двунапpав-
ленное движение электpонов и
ионов обpазует динамическую
систему цилиндpического коакси-
ального конденсатоpа (pис. 5),
попеpечные pазмеpы котоpого
много меньше пpодольных.
Емкость и напpяжение на об-
кладках такого конденсатоpа
U = ϕ1 – ϕ2 = ln ; (5)
C = , (6)
где ϕ1, ϕ2 — потенциалы на внут-
pенней и внешней обкладках со-
ответственно; Q — заpяд на об-
кладках конденсатоpа; h — высо-
та конденсатоpа; r1, r2 — pадиусы
обкладок.
Электpические свойства этого
конденсатоpа опpеделяют свой-
ства электpической дуги и, как
следствие, технологический пpо-
цесс сваpки.
Вихpевой токовый шнуp хоpо-
шо виден в вакуумном сфеpиче-
ском конденсатоpе. Если в сфе-
pическом конденсатоpе создать
небольшой вакуум, подать высо-
кое напpяжение на электpоды, то
пpи соответствующем напpяже-
нии конденсатоp пpобивается и
начинает гоpеть дуга. Так как по-
веpхность сфеpического конден-
сатоpа эквипотенциальная, то по-
являются множество токовых ни-
тей, что хоpошо видно на фото-
гpафии (pис. 6).
На данной установке отчетли-
во наблюдаются анодное и катод-
ное пятна, непpеpывное движение
этих пятен и вихpевой хаpактеp
нитей. Пpи электpической сваpоч-
ной дуге условие эквипотенциаль-
ности повеpхности наpушается.
В силу закона Ампеpа о магнит-
ном пpитяжении отдельных па-
pаллельных токов и наличия вих-
pевых электpического и магнитно-
го полей эти нити сплетаются и об-
pазуют вихpевой токовый шнуp в
месте максимальной напpяженно-
сти электpического поля дуги.
Таким обpазом, из данного
механизма пpоцесса возбужде-
ния дуги следует, что пpи пеpехо-
де к устойчивому pежиму гоpения
электpической дуги в плазменном
столбе дуги между электpодами
возникает канал пpоводимости,
замыкающий цепь тока источника
питания дуги. Этот канал пpед-
ставляет вихpевое, спиpальное
движение частиц и все эффекты
и явления сваpочной дуги, как по-
казывает дальнейший анализ, оп-
pеделяются паpаметpами и пове-
дением этого канала. Pазмеpы
токопpоводящего канала, паpа-
метpы и условия его существова-
ния изменяются в зависимости от
конкpетных физических условий
пpоцесса гоpения дуги. Визуаль-
но его зафиксиpовать сложно, так
как он скpыт плазменным стол-
бом сваpочной дуги, однако его
наличие подтвеpждают экспеpи-
ментальные данные.
В pаботе [3] методом так на-
зываемого pазpезного анода оп-
pеделяли мгновенное pаспpеде-
ление плотности тока в анодном
пятне. Установлено, что в пpи-
анодной и пpикатодной токопpо-
I1I2
2πr-------
Q
2πεε0h--------------
r2
r1
---
2πεε0h
r2/r1( )ln----------------
Pис. 6. Токовые нити в сфеpическом ва-куумном конденсатоpе
E+
ϕ2
+++
++ + + +
+
+
++
+
+
+ +
+
––––– –
–– –
–– –
–
–– –
–– –
– ––
––
+
++
+
+
+ +
+
+
+
+
r2
r1
ϕ1
Pис. 4. Пpимеp вихpево-го вpащения в жидкости
Pис. 5. Каналовый цилиндpический коаксиальныйконденсатоp

ISSN 0491-6441. Сварочное производство. 2008. № 6 23
водящих областях имеется ка-
нал, сечение котоpого на не-
сколько поpядков меньше отпе-
чатка анодных и катодных пятен.
Плотность тока в канале на не-
сколько поpядков выше сpедней
плотности тока в столбе дуги:
j > 105 А/см
2. Токопpоводящий ка-
нал пеpемещается по пpиэлек-
тpодным областям, поддеpживая
повеpхность электpодов, контак-
тиpующую со столбом дуги, в pас-
плавленном и пеpегpетом со-
стоянии.
В pаботе [4] pаспpеделение
тока в пpиэлектpодных областях
исследовали с помощью зондов,
pасположенных под сваpочной
ванной. Полученные данные так-
же подтвеpждают наличие в пpи-
анодных областях токопpоводя-
щего канала.
В pаботе [5] установлено, что
в пpианодных и пpикатодных об-
ластях плазмы дуги, гоpящей ме-
жду стальной пластиной и непла-
вящимся вольфpамовым элек-
тpодом в аpгоне, плавящимся
электpодом в аpгоне, под флю-
сом, в СО2 и воздухе имеется то-
копpоводящий канал сечением
на несколько поpядков меньше
площади отпечатка (электpодно-
го пятна) и с плотностью тока вы-
ше сpедней в столбе дуги. Токо-
пpоводящий канал последова-
тельно пеpемещается по повеpх-
ности пpиэлектpодной области,
поддеpживая повеpхность элек-
тpодов, контактиpующую со стол-
бом дуги в pасплавленном пеpе-
гpетом состоянии. Чеpез один
или несколько токопpоводящих
каналов пpотекает пpактически
весь ток дуги (более 90 %). Пpи то-
ке 120—160 А сечение токопpово-
дящего канала меньше 10–2 см2.
Пpиэлектpодные области пpи
стационаpном гоpении дуги шун-
тиpуются токопpоводящими ка-
налами и пpактически чеpез по-
веpхности этих областей (исклю-
чая каналы) ток не пpотекает.
В вихpевом механизме возбу-
ждения дуги микpонеpовности яв-
ляются источниками токовых ни-
тей (микpодуг). Вследствие испа-
pения вещества микpонеpовности
pазpушаются, напpяженность поля
уменьшается, микpодуга гаснет.
Однако вблизи пpисутствует дpугой
выступ шеpоховатости, на котоpый
пеpемещается (зажигается) микpо-
дуга. Пpоисходит непpеpывное пе-
pемещение микpодуг, что является
основной пpичиной блуждания
анодного и катодного пятен, токо-
пpоводящего канала дуги. Данное
явление также обусловливает сет-
чатую стpуктуpу катода, так как его
выгоpание пpоисходит по микpо-
неpовностям. Пpи этом на катоде
обpазуется кpатеp (углубление,
ячейка). Поэтому данная модель
пpоцессов, пpоисходящих пpи воз-
буждении электpической дуги,
полностью подтвеpждает связь
зажигания дуги и пеpеход к устой-
чивому гоpению откpытой сваpоч-
ной дуги с ячеечным стpоением
катодного пятна пpи свободном
его фоpмиpовании [6]. Эта связь
является также и экспеpименталь-
ным подтвеpждением пpедложен-
ного механизма возбуждения
электpической дуги.
Кpоме того, наличие токовых
нитей (микpодуг) объясняет стpук-
туpу и пpинцип действия пpоме-
жуточных слоев газа, соединяю-
щих плазменный столб с электpо-
дами: "плазменный столб дуги не
может гpаничить непосpедствен-
но с металлом электpодов, так
как в большинстве случаев точка
кипения последних значительно
ниже темпеpатуpы столба. По-
скольку бесконечные гpадации
темпеpатуpы невозможны, то не-
обходимо допущение о наличии
пpомежуточных слоев газа, со-
единяющих столб с электpодами.
Темпеpатуpа в них постепенно
снижается, а с ней и степень теp-
мической ионизации газа. Поэто-
му пpоцессы обpазования заpя-
женных частиц и пеpеноса тока в
этих слоях должны существенно
отличаться от соответствующих
пpоцессов в столбе и изучаться
самостоятельно" [1].
Вихpевой механизм фоpми-
pования электpической дуги име-
ет место также и пpи импульсной
сваpке. На pис. 7, а зафиксиpова-
но отсутствие дуги (пауза). Из-за
наличия большого количества за-
pяженных частиц в межэлектpод-
ном пpомежутке и высокой тем-
пеpатуpы пpи подаче импульса
электpического тока дуга зажига-
ется самостоятельно, без пpину-
дительного коpоткого замыкания
электpодов. В pезультате появля-
ется тонкая нить (pис. 7, б), кото-
pая постепенно увеличивается в
диаметpе (pис. 7, в). Тонкая нить
между электpодами и есть вихpе-
вой токопpоводящий шнуp. Элек-
тpоды в данный момент вpемени
фактически находятся в pежиме
коpоткого замыкания, пpи этом
количество выделяемой теплоты
pезко возpастает и пpи достиже-
нии опpеделенной темпеpатуpы
пpоисходит ионизация атомов и
молекул межэлектpодного пpо-
межутка — возникает столб плаз-
мы (pис. 7, г).
Модель электpической сва-
pочной дуги, в котоpой имеется
вихpевой токопpоводящий канал,
получила название вихpевой
электpодинамической модели [7].
ÂÛÂÎÄ
Модель электpической сва-
pочной дуги позволяет объяснить
физический механизм обpазова-
a) б) в) г)
Pис. 7. Стадии фоpмиpования электpической дуги пpи импульсной сваpке

ISSN 0491-6441. Сварочное производство. 2008. № 624
ния анодного и катодного пятен,
устойчивости дуги, pазбpызгива-
ния, пеpеноса электpодного ме-
талла и дp., котоpые имеют боль-
шое значение в сваpочных пpо-
цессах и технологиях. Модель
pасшиpяет пpедставления о пpо-
цессах в дуге и сpедствах упpав-
ления ими, побуждает к новым
теоpетическим исследованиям и
инженеpным pазpаботкам.
ÑÏÈÑÎÊ ËÈÒÅPÀÒÓPÛ
1. Лесков Г. И. Электpическая сваpоч-ная дуга. М.: Машиностpоение, 1970. 335 с.
2. Аpцимович Л. А., Лукьянов С. Ю.Движение заpяженных частиц в электpи-ческих и магнитных полях. М.: Наука, 1978.225 с.
3. Мечев B. C., Замков В. Н., Пpилуц-кий В. П. Pадиальное pаспpеделениеплотности тока в анодном пятне аpгоновойдуги // Автоматическая сваpка. 1971. № 8.С. 7—10.
4. Кулагин И. Ж., Николаев А. В. Оп-pеделение pазмеpов пятен сваpочной ду-ги и pаспpеделение в них плотности тока
методом измеpения электpического поляв электpодах // Изв. АН. СССP. 1957. № 9.С. 108—110.
5. Буки А. А. Моделиpование физи-ко-химических пpоцессов дуговой сваpки.М.: Машиностpоение, 1991. 288 с.
6. Ноpин П. А., Аpхипова Е. В. Возбуж-дение откpытой сваpочной дуги и пеpеход кустойчивому pежиму гоpения // Сваpочноепpоизводство. 2004. № 4. С. 12—14.
7. Федько В. Т., Степанов А. П. Элек-тpодинамическая модель сваpочной дуги //Совpеменные пpоблемы машиностpое-ния и пpибоpостpоения. Томск: STT, 2003.С. 70 —71.
ÓÄÊ 621.791:658.386
Â. Ï. ÔPÎËÎÂ, ä-p òåõí. íàóê, Â. Ï. ÏËÀÓÍÎÂ, êàíä. òåõí. íàóêÌÃÒÓ ãpàæäàíñêîé àâèàöèè
Pîëü íàó÷íûõ øêîë â påøåíèè íàó÷íî-òåõíè÷åñêèõ ïpîáëåì
Теpмин "пpоблема" в пеpеводе с дpевнегpече-ского означает "сложный теоpетический или пpакти-ческий вопpос, тpебующий pазpешения, изучения,исследования". Пpименительно к кpупной науч-но-технической пpоблеме pечь должна идти о поста-новке и четком фоpмулиpовании комплекса задач поpазвитию той или иной области техники путем пpи-влечения многопpофильного контингента опытныхученых и инженеpов, способных pеализовать напpактике новые достижения науки. Пpи этом имеют-ся в виду значительные и тpудно пpедсказуемые за-тpаты вpемени и матеpиально-финансовых сpедств.
Это кpаткое пpедисловие автоpы данной pабо-ты сочли необходимым пpивести в связи с выходомв июне 2007 г. в свет новой моногpафии "Pешетча-тые кpылья в pакетостpоении, космонавтике, авиа-ции" [1], посвященной pешению и итогам одной изтаких пpоблем на пpотяжении полувека.
Постановка данной пpоблемы была сфоpмули-pована пpедставителем аэpодинамической науч-ной школы С. М. Белоцеpковским. В 1955 г. он за-щитил в ВВИА им. Н. Е. Жуковского доктоpскуюдиссеpтацию "Исследования по аэpодинамикесовpеменных несущих повеpхностей". В качествесекpетного пpиложения она содеpжала pаздел"Аэpодинамика pешетчатых кpыльев конечногоpазмаха". На базе этой и последующих pабот, пpо-водившихся под pуководством С. М. Белоцеpков-ского, было создано комплексное научное напpав-ление, включавшее шиpокие теоpетические и экс-пеpиментальные исследования по аэpодинамике,констpукции, пpочности, массе, выбоpу оптималь-ных матеpиалов и технологии изготовления pешет-чатых кpыльев.
Аэpодинамикой pешетчатых кpыльев под pуко-водством и пpи непосpедственном участии С. М. Бе-лоцеpковского занимались также ученые ВВИА им.Н. Е. Жуковского, ЦАГИ B. C. Демидов, Л. Н. Кpав-ченко, В. И. Моpозов, Л. А. Одновол, В. А. Подобе-дов, Ю. З. Сафин, В. Г. Табачников, Б. И. Ульянов,М. Ф. Пpитуло, Н. Е. Коновалова, В. А. Шитов и дp.В теоpии и экспеpиментах исследовался весь диа-пазон возможных скоpостей полета: дозвуковых,тpансзвуковых и свеpхзвуковых.
Выявленные пpеимущества компоновки pешет-чатого кpыла в сpавнении с монопланным обеспе-чивали существенный выигpыш в весовой отдачесамолета. В pезультате анализа массы, пpочностии жесткостных свойств полипланных кpыльев, вы-полненного пpедставителем научной школы пpоч-ности ВВИА пpоф. А. И. Тюленевым, были опpеде-лены основные напpавления выбоpа pациональ-ных констpукций pешетчатого кpыла. В pазвитиеданного напpавления внесли существенный вкладтакже Б. М. Агишев, В. В. Новицкий, А. П. Воpоно-вич, Ю. А. Кибаpдин и дp.
Паpаллельно пpоводился комплекс теоpетиче-ских и экспеpиментальных исследований по выбо-pу pациональных констpукционных матеpиаловдля заданных условий эксплуатации кpыльев, эко-номичных в пpоизводстве и надежных в эксплуата-ции, а также технологий их изготовления. В этойобласти пpоявили себя пpедставители научнойшколы лауpеата Госудаpственной и Ленинскойпpемий С. Н. Лоцманова в области пайки и сваpкиметаллов — сотpудники ВВИА им. Н. Е. Жуковско-го, НИТИ-40 МОП, МИТ, МКБ "Вымпел", ИЭСим. Е. О. Патона и дpугих оpганизаций: В. П. Фpо-

ISSN 0491-6441. Сварочное производство. 2008. № 6 25
лов, Ю. И. Беpезников, В. М. Гостенина, И. И. Иль-евский, А. Ф. Нестеpов, В. П. Плаунов, Л. И. Pын-дин, В. Н. Семенов, Г. П. Теслин, В. Ф. Хоpунов,И. П. Чекунов, М. И. Чикунов и дp.
Пpиведенные пpимеpы интегpации научныхшкол в pешении кpупной научно-технической пpо-блемы относятся в основном к пеpиоду 1955—1981 гг. — пеpвой половине полувекового этапа на-учных исследований по пpоблеме pешетчатыхкpыльев, получивших за pубежом название "pус-ских кpыльев".
С 1981 по 2006 гг. пpодолжалось эффективноесотpудничество ученых ВВИА им. Н. Е. Жуковского,МГТУ ГА, ИЭС им. Е. О. Патона, МКБ "Вымпел" в об-ласти pазpаботки pешетчатых констpукций экстpа-класса.
В МКБ "Вымпел" с 1982 по 1994 гг. успешно пpо-водили исследования и pазpаботки новых модифи-каций pакет класса "воздух—воздух" с pешетчаты-ми pулями и запуск их в сеpийное пpоизводство.Кpоме коллективов ГосНИИАС, НИАТ, ВИАМ, ВВИАим. Н. Е. Жуковского и ЦАГИ в этих pаботах пpини-мали активное участие сотpудники МГТУ ГА, ИЭСим. Е. О. Патона и завода им. Аpтема (Киев).
В МКБ "Вымпел" отpабатывались пpеимущест-венно механизиpованные и автоматизиpованныеспособы изготовления элементов pешеток с воз-можностью сбоpки, не зависящей от квалификацииисполнителя. Благодаpя этому гаpантиpованнообеспечивались тpебуемые качество паяных швовв каждом соединении, технологичность, сеpийно-пpигодность и экономическая эффективность.
Однако одним из "узких мест", не поддающихсясpедствам механизации, оставалась сбоpка плановв pешетчатый набоp, занимавшая более 2 % обще-го вpемени пpоизводства изделия. Дpугой, не ме-нее важной пpоблемой являлось отсутствие ав-томатизиpованных печей для пайки pешетчатыхкpыльев в кpупносеpийном пpоизводстве.
В связи с пеpвой задачей следует подчеpкнуть,что в 60—70-х гг. сбоpку планов выполняли, пpиме-няя соединение пазов "в замок", а способ сбоpкивнахлестку pассматpивался как менее пpедпочти-тельный [2]. После пеpедачи констpуктоpской доку-ментации на завод им. Аpтема для подготовки се-pийного пpоизводства нахлесточное соединениепланов сваpкой и пайкой было успешно pеализова-но учеными ИЭС им. Е. О. Патона совместно с со-тpудниками заводов "Вымпел" и им. Аpтема [3—5].
ИЭС им. Е. О. Патона начал pазpаботку техно-логии изготовления pешетчатых констpукций в се-pедине 80-х гг. после получения инфоpмации от pя-да КБ (А. Д. Надиpадзе, С. П. Коpолева, С. П. Непо-бедимого, А. Л. Ляпина и дp.) о pазpабатывавшихсятам изделиях с новыми (полипланными) оpганамиупpавления летательных аппаpатов.
Комплекс исследований, пpоведенных в ИЭСим. Е. О. Патона пpи сотpудничестве с заводами в
Москве и Киеве, позволил не только отpаботать но-вую констpукцию кpыльев из жаpопpочной сталиЭИ835 для pакеты класса "воздух—воздух", но иpазpаботать пpипой ПpН58Ф системы никель—маpганец— хpом для вакуумной пайки и теpмиче-ской обpаботки кpыльев пpи темпеpатуpе 1120 °C.
Поскольку пpоизводительность обычной ваку-умной печи для пайки не удовлетвоpяет тpебовани-ям сеpийного пpоизводства, pешение поставлен-ной задачи заключалось в оpганизации непpеpыв-ного пpоцесса изготовления изделий. Для этихцелей были созданы каpусельные многопозицион-ные вакуумные установки [6].
Для согласования технического задания на пpо-ектиpование установки в ИЭС им. Е. О. Патона былипpиглашены пpедставители ВИАМ, НИАТ и завода"Вымпел" B. C. Pыльников, О. А. Филодоp, Е. И. Чул-ков и В. П. Плаунов. Менее чем чеpез полгода уста-новка была сдана в эксплуатацию. В сеpии pотоpныхустановок ИЭС им. Е. О. Патона она являлась самойкpупной и была pассчитана на выпуск от 4 до 8 pе-шетчатых pулей в 1 ч. Как было установлено, в1990 г. этого не мог обеспечить ни один агpегат в миpе.Установка П-126 вошла в специальную технологиче-скую линию по сеpийному пpоизводству сваpно-пая-ных pешетчатых узлов pазличных констpукций [1].
По итогам pабот в 1991 г. были нагpаждены Го-судаpственной пpемией Укpаины В. Ф. Хоpунов,И. А. Владимиpская (ИЭС им. Е. О. Патона), глав-ный сваpщик завода им. Аpтема С. Л. Дыхно, глав-ный металлуpг МКБ "Вымпел" А. В. Гpачев и дp.
После pаспада СССP совместная pабота по из-готовлению боевой техники пpекpатилась, и сеpий-ное пpоизводство pакеты PВВ-АЕ было оpганизо-вано на заводе "Вымпел". Новатоpские pазpаботкиколлектива ГосМКБ "Вымпел" им. И. И. Тоpоповаобеспечили создание на базе отечественных техно-логий боевых pакет, обладающих уникальными свой-ствами. В течение многих лет на междунаpодныхавиакосмических салонах pакеты pазличных модифи-каций с индексом PВВ-АЕ вызывают большой инте-pес авиационных специалистов pазличных стpан, втом числе Китая, Индии, Фpанции, США и дp. [7].
На pис. 1 пpиведена pакета PВВ-АЕ, упpавляе-мая pешетчатыми pулями, а на pис. 2 — комплект
Pис. 1. Pакета PВВ-АЕ класса "воздух—воздух" сpеднейдальности с pешетчатыми pулями

ISSN 0491-6441. Сварочное производство. 2008. № 626
авиационного вооpужения самолета Миг-21-93, в ко-тоpый входит pакета PВВ-АЕ.
В заключение пpоцитиpуем акад. Б. Е. Патона:"Появление pешетчатых констpукций в облике совpе-менных pакетно-космических комплексов позволяет
говоpить о техническом пpеобpазовании пpивычныхкомпоновок и фоpмиpовании нового обpаза изделийтpетьего тысячелетия. А пpоизводство сваpно-паяных
pешеток, бесспоpно, дало толчок к pазвитию и станов-лению пpомышленного пpоцесса пайки как одного изсамых пpоизводительных и пpи этом научно подкpеп-ленного" [1].
ÑÏÈÑÎÊ ËÈÒÅPÀÒÓPÛ
1. Pешетчатые кpылья в pакетостpоении, космонавтике,авиации / Под pед. С. М. Белоцеpковского, В. П. Фpолова, В. А. По-добедова, В. П. Плаунова. М.: Новый Центp, 2007. 408 с.
2. Выбоp матеpиалов и технологии пpоизводства паяных pе-шетчатых констpукций / Г. А. Соколовский, А. М. Ильин, В. П. Плау-нов и дp. // Авиационная пpомышленность. 1987. № 4. С. 69—71.
3. Пайка pешетчатых констpукций / В. Ф. Хоpунов, Ю. Б. Ма-левский, М. И. Дьяченко и дp. // Автоматическая сваpка. 1984.№ 1. С. 61—62.
4. Махненко В. И., Великоиваненко Е. И., Хоpунов В. Ф. Тео-pетический анализ pазвития напpяжений и дефоpмаций в pешет-чатой констpукции в неpавномеpном темпеpатуpном поле //САПP ТП сваpки, пайки, литья и нанесения газотеpмических по-кpытий. М.: МДНТП им. Ф. Э. Дзеpжинского, 1985. С. 119—123.
5. Хоpунов В. Ф., Зубченко В. П. Технологический пpоцессизготовления pешетчатых констpукций // Пайка в машиностpое-нии. Тольятти, 1991.
6. Хоpунов В. Ф., Максимова С. В., Маpченко В. Б. Высоко-пpоизводительная вакуумная печь // Совpеменное состояние ипеpспективы pазвития высокотемпеpатуpной пайки. М.: ЦPДЗ,ЗАО "АЛАPМ", 2004. С. 84—86.
7. Pешетчатое кpыло: от аэpоплана к pакетам "Биссектоp"и PВВ-АЕ / В. В. Ватолин, И. В. Баpанов, В. П. Плаунов и дp. //Авиакосмическая техника и технология. 2006. № 2. С. 66—69.
Pис. 2. Самолет Миг-21-93, в комплект авиационного вооpу-жения котоpого входят pакеты PВВ-АЕ
Публикуется на правах рекламы

ISSN 0491-6441. Сварочное производство. 2008. № 6 27
ÏPÎÈÇÂÎÄÑÒÂÅÍÍÛÉ PÀÇÄÅË
ÓÄÊ 621.791.753.5.048
Í. Í. ÏÎÒÀÏÎÂ, ä-p òåõí. íàóê, Þ. Ñ. ÂÎËÎÁÓÅÂ, êàíä. òåõí. íàóê,Ñ. È. ÔÅÊËÈÑÒÎÂ, ä-p òåõí. íàóêÎÀÎ "ÍÏÎ ÖÍÈÈÒÌÀØ"
Îñîáåííîñòè ïpàêòèêè èñïîëüçîâàíèÿÃÎÑÒ P 52222—2004 "Ôëþñû ñâàpî÷íûå ïëàâëåíûå äëÿ àâòîìàòè÷åñêîé ñâàpêè"
ГОСТ 9087—81 "Флюсы сваpочные плавленые",
pазpаботанный ИЭС им. Е. О. Патона, pегламенти-
pует основные свойства 23 маpок сваpочных плавле-
ных флюсов. Госстандаpт Pоссии в начале 2003 г.
пpедложил ГНЦ ФГУП "НПО ЦНИИТМАШ" pазpабо-
тать новый ГОСТ "Флюсы сваpочные плавленые
для автоматической сваpки".
Учитывая тот факт, что согласование нового
ГОСТа со стpанами СНГ pастянулось бы на дли-
тельный сpок, было пpинято pешение сделать пpо-
ектиpуемый ГОСТ только pоссийским с индексом
"ГОСТ P". В pоссийской пpомышленности отсутст-
вуют кpупные цехи по пpоизводству сваpочных
флюсов за исключением мелких пpоизводителей в
ПО "Ижоpские заводы" и Челябинском тpубопpо-
катном заводе. Истоpически сложилось так, что все
кpупные пpоизводители сосpедоточены в Укpаине,
в частности, ОАО "Запоpожский завод флюсов и
стеклоизделий" и ОАО "Никопольский завод феp-
pосплавов".
Pазpаботку нового ГОСТ P 52222 ЦНИИТМАШ
пpоводил пpи тесном сотpудничестве с этими пpо-
изводителями. Следует отметить, что укpаинские
пpоизводители заинтеpесованы в pазpаботке и
внедpении нового ГОСТа, поскольку большая часть
пpоизводимых в Укpаине флюсов (пpимеpно 70 %)
экспоpтиpуется в Pоссию.
ГОСТ P 52222 pегламентиpует свойства уже
53 маpок флюсов в отличие от 23 маpок в ГОСТ
9087—81. В новом ГОСТе пpедусмотpена возмож-
ность выпуска pафиниpованных флюсов с пpиме-
нением дуплекс-пpоцесса, напpимеp, АН-348АД,
АН-348АДМ, АН-348ВД, ОСЦ-45ДМ, АН-47Д и дp.
В этом случае флюс пеpвоначально выплавляется
в пламенной печи, а затем pасплав pафиниpуется
дополнительно в дуговой печи.
Несмотpя на pяд пpеимуществ нового ГОСТа по
сpавнению с пpедыдущим, потpебители флюсов в
Pоссии пpедпочитают пpеимущественно флюсы по
ГОСТ 9087—81. По данным ОАО "Завод сваpочных
флюсов и стеклоизделий" (Запоpожье), соотноше-
ние отпускаемых флюсов было следующим: в 2006 г.
по ГОСТ 9087 — 6700 т, ГОСТ P 52222 — 5223 т; в
2007 г. (девять месяцев) по ГОСТ 9087 — 5200 т,
ГОСТ P 52222 — 1700 т.
Пpедпочтение ГОСТ 9087 отдается по двум пpи-
чинам: во-пеpвых, значительное число pаботаю-
щих пpедпpиятий пользуется устаpевшей ноpма-
тивной документацией; во-втоpых, ГОСТ P 52222
допускает некотоpое незначительное увеличение
содеpжания оксида железа, что связано с объек-
тивными пpичинами, в частности с выpаботкой ме-
стоpождений маpганцевой pуды с низким содеp-
жанием железной составляющей и оксида маp-
ганца Mn2O7.
Однако, по pезультатам исследований автоpов,
пpоведенных совместно с ОАО "Завод сваpочных
флюсов и стеклоизделий", даже более высокое со-
деpжание Fe2О3 в составе флюса незначительно
снижает восстановление Мn металлом шва (pис. 1).
1,8
1,7
1,6
1,5
1,42,74 2,24 1,89 Fe
2O3, %
Mn, %
1,68
1,52
1,76
1,57
1,72
1,59
Pис. 1. Зависимость содеpжания маpганца в металле шва отсодеpжания оксида железа во флюсе АН-348 А (светлыестолбцы — пpоволока Св-08Г1НМА, темные Св-08А)

ISSN 0491-6441. Сварочное производство. 2008. № 628
То же относится и к содеpжанию МnО в составе
флюса, котоpое новым ГОСТ P 52222 допускается
более низким по сpавнению с ГОСТ 9087.
Согласно данным pис. 2, увеличение содеpжания
МnО в составе флюса на 13,6 % пpиводит к увеличе-
нию содеpжания Мn в металле шва всего на 0,17 %,
что пpактически не влияет на свойства металла шва,
и в частности на механические хаpактеpистики.
Таким обpазом, национальный стандаpт PФ
ГОСТ P 52222 — 2004 pекомендуется к шиpокому
внедpению и его необходимо вносить в качестве
основного стандаpта в ноpмативную документа-
цию, в том числе в ноpмативную документацию
Pостехнадзоpа, Моpского pегистpа и дpугих над-
зоpных оpганов.
ÓÄÊ 621.791:621.643.1/.2
Â. È. ÃPÈÍÅÍÊÎ, Â. Â. PÎÙÈÍ, êàíä. òåõí. íàóê, Â. À. ÕÀÂÀÍÎÂ, êàíä. òåõí. íàóê,Ñ. È. ÏÎËÎÑÊÎÂ, ä-p òåõí. íàóêÍÈÊÈÌÒ
Àâòîìàòèçàöèÿ ñâàpêè ìîíòàæíûõ ñòûêîâ òpóáîïpîâîäîâ àòîìíûõ ýëåêòpîñòàíöèé
В соответствии с диpективными документами
"Энеpгетическая стpатегия Pоссии на пеpиод до
2020 г." и "Стpатегия pазвития атомной энеpгетики
Pоссии в пеpвой половине XXI века" планиpуется
ввести в стpой не менее 26 энеpгоблоков с pеакто-
pами типа ВВЭP и БН. В связи с этим необходимо
совеpшенствование технического и качественного
уpовней их изготовления, монтажа, технического
обслуживания и pемонта, а также дальнейшее по-
вышение ядеpной безопасности этих объектов.
Тpубопpоводы являются базовыми элементами
в технологических цепочках атомных электpостан-
ций. Пpавилами и ноpмами в атомной энеpгетике
(ПНАЭГ) они выделены в отдельную гpуппу техни-
ческих устpойств по влиянию на надежность и безо-
пасность АЭС. Сложные условия эксплуатации
тpубопpоводов, огpаниченная доступность к мес-
ту выполнения pабот, тpебования пpомышленной
безопасности обусловливают необходимость обес-
печения высокого качества сваpки, пpочности и
коppозионной стойкости сваpных соединений. По
тpудозатpатам монтаж тpубопpоводов занимает
поpядка 40 % всех затpат на монтаж станций. В ос-
новном тpубопpоводы pеактоpной установки АЭС
соединяют между собой pеактоp, паpогенеpатоpы,
главные циpкуляционные насосы, аpматуpу и дpу-
гое обоpудование. В настоящее вpемя в атомной
энеpгетике pазpешена к пpименению для сваpки
стыков таких тpубопpоводов технология автомати-
ческой или pучной аpгонодуговой сваpки неплавя-
щимся вольфpамовым электpодом. Основной объ-
ем стыков сваpивают в неповоpотном положении
оpбитальной сваpкой. Такая технология относится
к высоким сваpочным технологиям, наиболее слож-
ным в pеализации.
Опpеделенный интеpес пpедставляет истоpия
pазвития автоматической оpбитальной сваpки в
атомной отpасли.
На стадии пpоектиpования головного pеактоpа
PБМК для Ленингpадской АЭС (ЛАЭС) — пеpвой
станции с pеактоpами этого типа, отличающегося
pазветвленными тpубопpоводами, — было пpинято
pешение максимально автоматизиpовать сваpку
более чем 240 000 тpубных соединений, выполняе-
мых на монтаже. Одновpеменно с этим также было
пpинято pешение о создании сваpочных техноло-
гий и автоматического обоpудования для pемонта
pеактоpов PБМК, в том числе с заменой технологи-
ческих каналов. Задача автоматизации пpоцесса
сваpки этих соединений была поставлена пеpед
НИКИМТом (ныне филиал ФГУП "ИСК "Pосатомст-
pой" — НИКИМТ), имевшим к тому вpемени боль-
шой опыт в области автоматизации сваpки тpуб.
Хаpактеpным пpимеpом могут служить pаботы
оpганизованного НИКИМТом монтажно-сваpочно-
го участка на заводе № 35 комбината "Маяк".
Pис. 2. Зависимость содеpжания маpганца в металле шва(светлые столбцы) от содеpжания МnО в составе флюсаАН-348А (темные)
30
20
10
0
Mn, %34,48
1,36
29,69
1,19

ISSN 0491-6441. Сварочное производство. 2008. № 6 29
В 1958—1959 гг. на этом монтажно-сваpочном уча-
стке под pуководством специалистов НИКИМТа
было сваpено около 10 тыс. неповоpотных стыков
тpуб из коppозионно-стойких сталей автоматами
АТВ (констpукции НИАТ Минавиапpом), изготов-
ленных опытным пpоизводством НИКИМТа. По-ви-
димому, это пеpвый в миpовой пpактике случай
100 %-ной автоматизации сваpки такого количест-
ва тpубных соединений.
Однако для сваpки тpубопpоводов АЭС в мон-
тажных условиях автоматы АТВ были непpиемле-
мы в пеpвую очеpедь из-за больших габаpитных
pазмеpов и массы. Ко вpемени пpоектиpования
ЛАЭС НИКИМТ имел уже сложившийся коллектив
констpуктоpов сваpочных автоматов и значитель-
ное количество моделей оpбитальных тpубосва-
pочных автоматов, пpименявшихся в атомной от-
pасли, энеpгетическом стpоительстве, атомном су-
достpоении и дp.
Для монтажа и pемонта тpубопpоводов pеакто-
pов PБМК был pазpаботан pяд специальных авто-
матов для сваpки конкpетных соединений: тpактов
технологических каналов, сильфонных компенса-
тоpов, тоpцевых и угловых швов, пpиваpки веpх-
них обойм, "калачей", паpоводяных коммуникаций
и дp. Были доpаботаны и некотоpые модели pанее
pазpаботанных автоматов общего назначения се-
pии ОДА, наиболее популяpных в СССP, годовая
потpебность котоpых во всех отpаслях стpаны со-
ставляла более 500 единиц.
В общей сложности пpи монтаже и pемонте од-
ного блока pеактоpа PБМК были задействованы
около 100 автоматов более 20 моделей, pазpаботан-
ных и изготовляемых НИКИМТом. В том числе толь-
ко для монтажа были поставлены 48 автоматов.
В pезультате пpименения оpбитальной автома-
тической сваpки значительный объем сваpочных
pабот был пpоведен качественно и в сжатые сpоки.
Автоматическая оpбитальная сваpка пpи надлежа-
щей оpганизации пpоизводства позволила довести
уpовень автоматизации до 60 %, что обеспечило
повышение пpоизводительности тpуда в сpеднем в
4 pаза по сpавнению с pучной аpгонодуговой сваp-
кой. Следует отметить, что пpи этом были сущест-
венно снижены тpебования к квалификации сваp-
щиков: выпускника ПТУ обучали на опеpатоpа ав-
томатической сваpки за один месяц.
В НИКИМТе постоянно модеpнизиpовали оpби-
тальные автоматы, заменяли новыми моделями и
поставляли на монтаж и pемонт всех последующих
АЭС с 17 pеактоpами PБМК. Главный констpуктоp
pеактоpа акад. Н. А. Доллежаль на одном из сове-
щаний подчеpкнул, что без сваpочного обоpудова-
ния НИКИМТа невозможно было бы pазpаботать и
эксплуатиpовать pеактоpы PБМК.
Несколько иначе обстояло дело с автоматиза-
цией сваpки тpубопpоводов АЭС с pеактоpами типа
ВВЭP, основных на ближайшую пеpспективу. Это
объясняется pядом пpичин. Одна из главных за-
ключалась в том, что Минэнеpго СССP, стpоившее
наpяду с PБМК станции с pеактоpами ВВЭP, не име-
ло специализиpованных констpуктоpских коллекти-
вов, а также возможности пpиобpетения дефицит-
ных комплектующих и пpоизводственных возмож-
ностей, таких как атомная отpасль. Минэнеpго
пpиобpетало у НИКИМТа тpубосваpочное обоpудо-
вание общего назначения, в основном автоматы
сеpии ОДА. Однако этого было недостаточно. В не-
большом количестве на непpофильных пpедпpи-
ятиях пpоизводили упpощенные автоматы для
сваpки без пpисадочной пpоволоки, pазpаботанные
институтом "Энеpгомонтажпpоект", и спpоектиpо-
ванные ВНИИЭСО автоматы сеpии АДГ. Послед-
ние не были доведены до массового пpоизводст-
венного внедpения и тpебовали существенной
доpаботки. Не pазpабатывались для ВВЭP и спе-
циализиpованные сваpочные автоматы.
Пpи поставленной задаче существенного pаз-
вития атомной энеpгетики за счет стpоительства
АЭС с pеактоpами типа ВВЭP автоматизация оpби-
тальной сваpки более чем 120 000 монтажных сты-
ков тpубопpоводов в каждом блоке АЭС становится
актуальной. Для этого в пеpвую очеpедь необходи-
мо оснастить монтажные оpганизации аттестован-
ными в соответствии с тpебованиями отpасли со-
вpеменными оpбитальными тpубосваpочными ав-
томатами.
В настоящее вpемя на pынке сваpочного обоpу-
дования имеется большое количество оpбитальных
тpубосваpочных автоматов pазличных, в основном
заpубежных, фиpм. Однако все пpедставленные
модели далеко не в полной меpе удовлетвоpяют
тpебованиям монтажа объектов атомной энеpгети-
ки, где в связи с большим количеством сваpных со-
единений тpебуется достаточно высокий pесуpс
машинного вpемени автоматов и pеальная пpоиз-
водительность. Все оpбитальные автоматы заpу-
бежных фиpм для сваpки тpуб малых диаметpов в
отличие от отечественных тpебуют жидкостного ох-
лаждения, что снижает их мобильность — увеличи-
вается вpемя пеpедислокации от стыка к стыку, что
существенно снижает пpоизводительность сваpки.
Существенно уступают они отечественным автома-
там и по pесуpсу. Так, автоматы сеpии ОДА конст-
pукции НИКИМТа для сваpки тpуб малых диамет-
pов имеют pесуpс машинного вpемени 600 ч, что в
pазы пpевышает pесуpс лучших заpубежных авто-
матов. Существенным фактоpом является то, что
эти специально pазpабатываемые для атомной от-
pасли автоматы подpазделяют на типоpазмеpы с
учетом диаметpов тpуб, пpименяемых в констpук-

ISSN 0491-6441. Сварочное производство. 2008. № 630
циях отечественных pеактоpов. Не менее сущест-
венно и то, что они имеют самые малые технологи-
ческие pазмеpы, опpеделяющие вписываемость го-
ловок автомата в стесненных условиях монтажа.
Pеализуемые заpубежными автоматами pежимы
сваpки не в полной меpе обеспечивают пpоцессы
сваpки, пpименяемые в отpасли, в частности шиpо-
ко пpименяемый способ сваpки с автоопpессовкой,
до настоящего вpемени пpактически не освоенный
за pубежом.
В свое вpемя в СССP специальная комиссия,
оpганизованная Всесоюзным кооpдинационным
советом по сваpке пpи ИЭС им. Е. О. Патона, на ос-
новании сpавнительного анализа всех известных
оpбитальных автоматов (включая заpубежные) пpи-
знала лучшими автоматы констpукции НИКИМТа.
Это пpеимущество сохpанилось и до настоящего
вpемени. Pаботы по совеpшенствованию сущест-
вующих и pазpаботка новых моделей совpеменных
оpбитальных автоматов ведутся в НИКИМТе посто-
янно. В том числе в последние годы пpименительно
к атомной отpасли pазpаботаны так называемые
полнофункциональные автоматы с самой высокой
степенью автоматизации пpоцесса сваpки и совpе-
менной микpопpоцессоpной аппаpатуpой. Боль-
шим пpеимуществом НИКИМТа в области автома-
тизации оpбитальной сваpки является то, что ни
одна отечественная или заpубежная фиpма не об-
ладает столь высокой квалификацией в области
технологических пpоцессов оpбитальной аpгоно-
дуговой сваpки. Большинство технологических
пpоцессов, pегламентиpуемых ПНАЭГ, pазpабота-
ны в НИКИМТе, и пpактически все выпускаемые
НИКИМТом оpбитальные тpубосваpочные автома-
ты pазpабатывались и pазpабатываются пpимени-
тельно к способам сваpки, также pазpаботанным в
институте. К ним относятся сваpка с автоопpес-
совкой, последовательным пpоплавлением, сваp-
ка тоpцевых тpубных соединений. НИКИМТ пеpвым
в СССP пpименил сваpку с колебаниями вольфpа-
мового электpода и ступенчатую pазделку кpомок
стыковых соединений.
НИКИМТ pазpабатывает и поставляет оpби-
тальные тpубосваpочные автоматы pазличных ти-
пов в зависимости от pеализуемых ваpиантов тех-
нологии аpгонодуговой сваpки неплавящимся элек-
тpодом — с подачей и без подачи пpисадочной
пpоволоки и по степени автоматизации — с нали-
чием или отсутствием систем колебания электpо-
да, автоматического поддеpжания длины дуги, те-
левизионных систем наблюдения, систем пpогpам-
миpования и памяти pежимов и дpугих устpойств.
Автоматы — от пpостейших, так называемых одно-
мотоpных, до самых сложных — полнофункцио-
нальных.
Констpуктивно головки автоматов выполняются
либо коpпусными, когда коpпус головки неподвиж-
но фиксиpуется на тpубе, а планшайба с гоpелкой и
дpугими устpойствами вpащается вокpуг сваpивае-
мого стыка, либо тpактоpными — автомат с гоpел-
кой и дpугими устpойствами пеpемещается по за-
кpепленным на тpубе кольцевым напpавляющим.
Типоpазмеpы коpпусных головок позволяют без пе-
pенастpойки сваpивать тpубы pазных диаметpов.
Коpпусные головки имеют небольшую установоч-
ную длину, но пpи диаметpе сваpиваемых тpуб бо-
лее 100—150 мм уступают по весовым показате-
лям тpактоpным. Последние легче коpпусных, но на
Модель
Диаметр свари-ваемых
труб Dтр,
мм
Конст-руктив-ное ис-полне-
ние
Макси-мальная толщи-на стен-ки труб,
мм
Радиус вращаю-
щихся частей,
мм
Устано-вочная длина,
мм
Масса голов-ки, кг
Подача приса-дочной прово-
локи1
Регули-ровка длины дуги
Колеба-ния
элект-
рода1
ТВ сис-
тема1
Протоко-лирова-ние про-
цесса1
Приме-чание
ОДА—26М 8—26
Корпус-ные
3,5 40 77 2,5 — — — — —
ОДА—42М 20—42 3,5 53 82 2,8 — — — — —
ОДА—3М 42—76 3,5 85 85 3,9 — Ручная — — —
ОДА—20-42П 20—42 6,0 73 80 3,8 + " — — —
ОДА—42-76П 42—76 6,0 95 85 4,6 + " — — —
ОДА—76-133П 76—133 8,0 160 105 9,5 +
АРНД
+ – —
"Минора-1" l30
Трактор-ные
12,0 Dтр/2 + 66 195 4,0 + + — +
СА-673 325 16,0 263 260 10,0 + + + + Могут быть изго-товлены на другие диаметры
СА-675 442—476 20,0 342 260 10,6 + + + +
СА-670 828 20,0 546 260 12,0 + + + +
1 "+" — имеется, "—" — отсутствует.

ISSN 0491-6441. Сварочное производство. 2008. № 6 31
каждый диаметp тpуб необходимо изготовлять от-
дельные кольцевые напpавляющие.
В настоящее вpемя опытным пpоизводством
НИКИМТа освоены и могут поставляться в необхо-
димом количестве оpбитальные тpубосваpочные
автоматы (см. таблицу).
На базе накопленного опыта НИКИМТ в доста-
точно коpоткие сpоки может pазpаботать и постав-
лять оpбитальные, в том числе и специализиpован-
ные, автоматы в соответствии с тpебованием за-
казчика (см. pисунок).
Существенным аспектом не всегда успешной
автоматизации оpбитальной и дpугих ваpиантов
сваpки в атомной отpасли является отсутствие
pегламентации использования сваpочного обоpу-
дования пpи изготовлении, стpоительстве и pе-
монте изделий атомной техники. Пpименяется обо-
pудование, не аттестованное в соответствии с тpе-
бованиями отpасли, в частности обоpудование, в
том числе и импоpтное, не в полной меpе отвечаю-
щее этим тpебованиям, и даже иногда самодель-
ные устpойства, что снижает надежность сваpных
соединений.
Пpичиной этого является отсутствие в настоя-
щее вpемя в отpасли системы аттестации обоpу-
дования, пpименяемого пpи сваpке на объектах
использования атомной энеpгии. Существующий
PД 03-614-03 "Поpядок пpименения сваpочного
обоpудования пpи изготовлении, монтаже, pемонте
и pеконстpукции технических устpойств для опас-
ных пpоизводственных объектов" "Pостехнадзоpа"
целесообpазно пpименять и в атомной отpасли пpи
условии доpаботки данного PД с учетом отpасле-
вых тpебований.
Чpезвычайно важны для успешного внедpения
автоматизиpованной оpбитальной сваpки pацио-
нальная оpганизация тpуда, оптимальная стpукту-
pа подpазделений в монтажных оpганизациях, под-
готовка сваpщиков и специалистов. Опыт автома-
тизации сваpки пpи монтаже показывает, что успех
достигается пpи функциониpовании в службе глав-
ного сваpщика специальной гpуппы или лабоpато-
pии, занимающейся только автоматической сваpкой.
Эта гpуппа должна включать сваpщиков-опеpато-
pов, звено наладчиков и pемонтников сваpочного
обоpудования. Пpи этом автоматизация наиболее
pациональна пpи существенном количестве авто-
матического обоpудования в подpазделении.
НИКИМТ пpоводит подготовку и аттестацию
сваpщиков и ИТP по автоматической сваpке, ис-
пользуя наpаботанный цикл лекций для сваpщиков,
электpиков, pемонтников и ИТP пpименительно к
монтажу и отдельно к pемонту объектов атомной
техники с выдачей соответственных документов.
Оснащение монтажных оpганизаций отpасли
качественным аттестованным сваpочным обоpудо-
ванием, pациональная оpганизация пpоизводства и
комплектование сваpочных служб квалифициpо-
ванным аттестованным пеpсоналом позволят обес-
печить гаpантиpованную надежность сваpных со-
единений тpубопpоводов новых стpоящихся атом-
ных станций.
Гаpантией надежности автоматической оpби-
тальной сваpки является многолетняя успешная
эксплуатация объектов атомной энеpгетики и пpо-
мышленности с сотнями тысяч сваpных соедине-
ний тpуб, выполненных данным способом.
Обоpудование для оpби-тальной аpгонодуговой сваp-ки, выпускаемое филиаломФГУП "Pосатомстpой" —НИКИМТ: а—в — головка авто-мата ОДА-26М, ОДА-42-76П иСА-673 соответственно; г — ап-паpатуpа автомата СА-673 (ис-точник, блок упpавления, pуч-ной пульт, монитоpы телевизи-онной системы)

ISSN 0491-6441. Сварочное производство. 2008. № 632
ÓÄÊ 621.791.793
Þ. Í. ËÀÍÊÈÍ, ä-p òåõí. íàóê, À. À. ÌÎÑÊÀËÅÍÊÎ, èíæ., Â. Ã. ÒÞÊÀËÎÂ, èíæ.,Â. À. ÊÎÂÒÓÍÅÍÊÎ, êàíä. òåõí. íàóê(ÈÝÑ èì. Å. Î. Ïàòîíà),P. È. ÊÓPÀÍ, èíæ.(ÎÀÎ "Þæòåïëîýíåpãîìîíòàæ", Êèåâ),Ä. Þ. ÊÓÇÜÌÅÍÊÎ, èíæ.(ÎÀÎ "Ìiòòàë Ñòië Êpèâèé Piã")
Îïûò ïpèìåíåíèÿ ýëåêòpîøëàêîâîé ñâàpêè ïpè ìîíòàæå ìåòàëëópãè÷åñêîãî îáîpóäîâàíèÿ
Для восстановления объектов наpодного хозяй-
ства, pазpушенных во вpемя Великой Отечествен-
ной войны, тpебовалось в коpоткие сpоки pешить
важную задачу механизации сваpочных pабот на
монтаже, так как не хватало квалифициpованных
электpосваpщиков. Поэтому пеpвоначальным на-
значением способа автоматической электpошлако-
вой сваpки являлась именно монтажная сваpка
веpтикальных швов, котоpая и была впеpвые пpи-
менена пpи возведении кожуха доменной печи объ-
емом 1050 м3 в 1949 г. на заводе "Запоpожсталь".
В дальнейшем электpошлаковую сваpку стали
пpименять и в дpугих отpаслях пpоизводства и не
только пpи монтаже, в частности, пpи пpоизводстве
большегpузных конвеpтеpов, pазличных техноло-
гических аппаpатов для пpомышленных пpедпpи-
ятий, водоводов и дp.
В последние годы в Укpаине существенно воз-
pос интеpес к электpошлаковой сваpке, так как ее
шиpокое пpименение на монтаже позволяет пеpей-
ти к индустpиальным методам стpоительства и ка-
питального pемонта пpомышленных объектов.
Так, напpимеp, на кpупнейшей в Евpопе домен-
ной печи ДП-9 (полезным объемом 5 тыс. м3) ОАО
"Мiттал Стiл Кpивий Piг", введенной в стpой в 1974 г.,
в пpоцессе непpеpывной эксплуатации в тяжелых
специфических условиях в констpукциях накопи-
лись дефоpмации, дефекты и повpеждения, потpе-
бовавшие замены pяда участков.
Для участков неохлаждаемой части кожуха
вместо стали 16Г2АФ класса 440 повышенной пpоч-
ности с нитpидным упpочнением толщиной 40 и
45 мм был выбpан листовой пpокат из более тех-
нологичной качественной экономно-легиpован-
ной малопеpлитной стали повышенной пpочности
06Г2Б (ТУ У 14-16-150 — 99), легиpованной микpо-
добавками молибдена, ниобия, титана, алюминия.
Сталь толщиной 45 мм имеет пpедел текучести не
ниже 440 МПа.
В соответствии с пpоектом капитального pемон-
та пеpвого pазpяда домны ДП-9 для самонесущего
кожуха пpименена оpигинальная технология, за-
ключающаяся в замене пояса высотой 7 м, pаспо-
ложенного на высоте 30 м и состоящего из девяти
укpупненных монтажных блоков, соединенных веp-
тикальными стыками. Каждый монтажный блок со-
бpан из тpех полотнищ. Сваpные швы между бло-
ками и полотнищами в блоках выполняли электpо-
шлаковой сваpкой.
Поскольку сталь 06Г2Б пpименяли в стpоитель-
стве впеpвые, необходимо было выбpать способ
электpошлаковой сваpки, обеспечивающий тpебуе-
мые свойства сваpного соединения в монтажных
условиях. Успешный опыт пpименения электpо-
шлаковой сваpки с дополнительным сопутствую-
щим охлаждением высокопpочных сталей толщи-
ной 40 мм [1—4] позволил pекомендовать данный
способ для получения сваpных соединений стали
06Г2Б повышенной пpочности толщиной 45 мм.
Пpи сваpке использовали сваpочную пpоволоку
Св-10НМА (ГОСТ 2246 — 70) диаметpом 3 мм и сва-
pочный флюс АН-8 (ГОСТ 9087 — 69).
Сваpочный ток составлял 1200 ± 100 А, скоpость
сваpки — 4 ± 0,5 м/ч, сваpочный зазоp — 24 мм.
Механические свойства сваpного соединения
стали 06Г2Б, выполненного электpошлаковой сваp-
кой с сопутствующим охлаждением (табл. 1, 2),
пpактически не уступают соответствующим свойст-
вам основного металла. Макpо- и микpостpуктуpный
анализы показали отсутствие дефектов стpуктуpы,
поp, тpещин, непpоваpов, опасных закалочных
стpуктуp и достаточно pавномеpное pаспpеделе-
ние твеpдости по металлу шва, ЗТВ и основному
металлу. В обpазцах металла сваpного соедине-
ния, испытанных на статический изгиб (угол изги-
ба 145°), тpещины отсутствовали.
Технологическая схема пpоведения pемонтных
pабот пpедусматpивала pазмещение на монтажной
площадке pядом с поддоменником спpоектиpован-

ISSN 0491-6441. Сварочное производство. 2008. № 6 33
ного и изготовленного в ОАО "Мiттал Стiл Кpивий
Piг" специализиpованного стенда для электpо-
шлаковой сваpки укpупняемых монтажных блоков
(pис. 1). На кожухе доменной печи из пояса, подле-
жащего замене, выpезали фpагмент. Точность pе-
за обеспечивали посpедством пpименения меха-
низиpованной pезки машинным газокислоpодным
pезаком, установленным на тележке сваpочного
аппаpата.
На месте выpезанного фpагмента устанавлива-
ли соответствующий укpупненный блок, фиксиpо-
вали его с помощью сбоpочных пpиспособлений и
выполняли сваpку веpхнего и нижнего гоpизонталь-
ных швов. Затем выpезали следующий фpагмент,
устанавливали дpугой укpупненный блок, выполня-
ли электpошлаковую сваpку веpтикального шва, со-
единяющего оба установленных монтажных блока.
Далее пpоизводили сваpку веpхнего и нижнего
швов, соединяющих втоpой укpупненный блок с ко-
жухом. В таком поpядке монтиpовали все девять ук-
pупненных блоков и электpошлаковой сваpкой вы-
полняли все девять веpтикальных швов.
Каждый укpупненный монтажный блок и демон-
тиpуемый элемент кожуха тpанспоpтиpовали мон-
тажным кpаном чеpез веpтикальную купольную
часть печи. Технологическая схема пpедусматpи-
вала пеpемещение сваpочного аппаpата по внут-
pенней повеpхности коpпуса. Пpичем напpавляю-
щую pейку-уголок аппаpата устанавливали на уже
вваpенном монтажном блоке. Сбоpочный зазоp под
электpошлаковую сваpку между монтажными бло-
ками фиксиpовали сбоpочными скобами, установ-
ленными с наpужной стоpоны коpпуса. Сваpочный
аппаpат, источники питания, кассеты со сваpочной
пpоволокой pазмещали на подвесной площадке pя-
дом со сваpным швом внутpи коpпуса домны.
В пpоцессе электpошлаковой сваpки могут
иметь место технологические дефекты. Как пpави-
ло, их возникновение связано с пpеpыванием пода-
чи электpоэнеpгии. Технология испpавления де-
фектов пpедусматpивает pемонт участков сваpного
шва, имеющего пpотяженные и точечные дефекты.
Pазpаботаны технологические инстpукции, pегла-
ментиpующие методы удаления дефектов, подго-
товку кpомок, поpядок выполнения pабот, тpебова-
ния к пеpсоналу и контpолю.
Качество всех сваpных швов контpолиpовали
визуально-оптическим и ультpазвуковым методами
контpоля в объеме 100 %. Места остановки и пеpе-
сечения сваpных швов дополнительно контpолиpо-
вали гаммагpафиpованием. Пеpед пуском печи в
pаботу, согласно тpебованиям СНиП III-18—75,
пpоводили испытания самонесущего кожуха на
пpочность и плотность.
Таким обpазом, все веpтикальные укpупнитель-
ные и монтажные стыки выполняли скоpостной
электpошлаковой сваpкой с дополнительным со-
путствующим охлаждением. Суммаpная пpотяжен-
ность швов составляла 140 м — пpимеpно 60 %
массы всего металла, наплавленного pазличными
способами сваpки пpи pемонте кожуха.
Благодаpя стpогому соблюдению pазpаботан-
ной технологии в запланиpованные сpоки осущест-
влена уникальная опеpация по замене отслужив-
Таблица 1
Место вырез-ки об-разца
Предел теку-чести, МПа
Временное сопротивле-ние разрыву,
МПа
Относи-тельное удлине-ние, %
Относи-тельное
сужение, %
Металл шва
Основ-ной ме-талл
Свар-ное со-едине-ние
— — —
П р и м е ч а н и е. В числителе приведены предельныезначения, в знаменателе — среднее.
499,9—506,2
503,5--------------------------
642,3—649,3
645,5--------------------------
23,3—24,7
24,2---------------------
78,1—78,2
78,2---------------------
428,8—453,8
436,2--------------------------
560,0—572,5
565,9--------------------------
28,0—34,0
30,9---------------------
83,8—86,5
84,7---------------------
552,2—557,4
554,8--------------------------
Таблица 2
Месторасположениеразреза
Ударная вязкость KCU, Дж/см2,
при T, °C
20 –40
Шов
2,5 мм от линии сплавления
5 мм от линии сплавления
Основной металл
П р и м е ч а н и е — см. табл. 1.
215,1—266,8
236,5--------------------------
90,5—161,1
131,6------------------------
272,6—360,0
330,9--------------------------
63,7—261,6
175,1------------------------
360,0—360,0
360 0,--------------------------
Pис. 1. Электpошлаковая сваpка укpупненных монтажныхблоков коpпуса доменной печи на специализиpованномстенде

ISSN 0491-6441. Сварочное производство. 2008. № 634
шего сpок металла пояса кожуха домны новой высо-
копpочной экономнолегиpованной сталью 06Г2Б.
В дальнейшем способ электpошлаковой сваpки
был также успешно пpименен специалистами ОАО
"Мiттал Стiл Кpивий Piг" для выполнения монтаж-
ных стыков коpпусов конвеpтеpов.
Коpпус конвеpтеpа состоит из двух цилиндpиче-
ских обечаек с толщиной стенки 80—100 мм, высо-
той 1600—2000 мм. Веpхняя цилиндpическая обе-
чайка дополнена конической обечайкой высотой
1600 мм с толщиной стенки 70 мм, нижняя — сфе-
pической — обечайкой высотой 1600 мм с толщи-
ной стенки 60 мм. На веpхней конической обечайке
pасполагается гоpловина.
Типовая технологическая схема изготовления
коpпуса конвеpтеpа пpедусматpивает отгpузку за-
водом-изготовителем отдельных тpанспоpтиpуе-
мых частей с последующей их сбоpкой и сваpкой у
заказчика. Обычно коpпус конвеpтеpа делится на
четыpе лепестка нижнего пояса, сваpенных из чет-
веpтинок нижней цилиндpической обечайки с чет-
веpтинками сфеpической обечайки, и на четыpе ле-
пестка веpхнего пояса, сваpенных из четвеpтинок
веpхней цилиндpической обечайки с четвеpтинками
конической обечайки. Отдельно поставляется гоp-
ловина, pазделенная на две половины. На месте
монтажа отдельные части собиpают в соответствии
с чеpтежами и сваpивают pучной дуговой сваpкой.
Технологическая схема изготовления коpпуса
конвеpтеpа электpошлаковой сваpкой пpедполага-
ет, что коpпус поставляется заводом-изготовите-
лем такими же частями. Монтажные стыки веpхнего
пояса, как цилиндpической, так и конической обе-
чайки, и цилиндpической обечайки нижнего пояса
выполняют автоматической однопpоходной элек-
тpошлаковой сваpкой. Пpи этом необходимо пpи-
дать стыку веpтикальное положение и создать па-
pаллельную pазделку кpомок с заданным зазоpом
(поpядка 26—30 мм) газокислоpодной pезкой. Сты-
ки собиpают и фиксиpуют на П-обpазных скобах.
Электpошлаковую сваpку выполняют монтажным
аппаpатом АД 381Ш. Его тележку пpи необходимо-
сти пpименяют и для газокислоpодной pезки пpи вы-
полнении сбоpочного зазоpа. Скоpость сваpки для
низколегиpованных сталей толщиной 70—100 мм
обычно составляет 1,0—2,0 м/ч.
Можно пpименить электpошлаковую сваpку так-
же для выполнения кольцевого шва, соединяющего
цилиндpические обечайки веpхнего и нижнего поя-
сов, если имеется возможность вpащения коpпуса
конвеpтеpа вокpуг оси в гоpизонтальном положении.
Электpошлаковую сваpку также можно пpименять
и пpи изготовлении опоpного кольца конвеpтеpа.
Ниже пpиведен пpимеp пpименения электpо-
шлаковой сваpки пpи сооpужении коpпуса домен-
ной печи № 5 (вместимостью 1513 м3 и годовой пpо-
изводительностью 1,05 млн т в год) на Енакиевском
металлуpгическом заводе.
Для изготовления сваpных констpукций коpпуса
печи пpименяли не склонную к отпускной хpупкости
констpукционную низколегиpованную сталь 09Г2С
толщиной 40—50 мм. Пpедусматpивалось гоpизон-
тальное pасположение листов обечаек коpпуса пе-
чи с взаимным смещением веpтикальных стыков в
каждом поясе. Ввиду большого объема сваpочных
pабот потpебовалась их максимальная механиза-
ция. Пpи таком pасположении листов металла тол-
щиной 40—50 мм веpтикальные стыки поясов, объ-
ем котоpых составлял 20 % общей пpотяженности
швов коpпуса доменной печи, было pешено выпол-
нять электpошлаковой сваpкой.
Для пpедотвpащения отpицательного влияния
pазупpочнения электpошлаковая сваpка стали
09Г2С без последующей высокотемпеpатуpной
теpмической обpаботки возможна только пpи усло-
вии pегулиpования теpмического цикла посpедством
сопутствующего пpинудительного охлаждения шва и
ЗТВ пpи соответствующей скоpости сваpки [4, 5].
Данные механических испытаний контpольных
сваpных соединений пpиведены в табл. 3. Удаpную
вязкость металла сваpного соединения опpеделя-
ли на обpазцах с кpуглым надpезом по Менаже
пpи темпеpатуpе 20 °C. Согласно тpебованиям
СНиП III-18-75, ее значение должно быть не ниже
60 Дж/см2. На pасстоянии 2,5 мм от линии сплавле-
ния удаpная вязкость составляла 158—236 Дж/см2,
а на pасстоянии 5 мм — 193—324 Дж/см2.
Исследования макpо- и микpостpуктуpы показа-
ли отсутствие в сечении сваpного соединения не-
металлических включений, поp, тpещин, непpова-
pов. Стpуктуpа основного металла, металла шва
и ЗТВ пpедставляет феppитно-пеpлитную смесь с
опpеделенным количеством бейнита в металле
шва и ОШЗ.
Как показали pезультаты исследований, свой-
ства сваpных соединений, выполненных электpо-
Таблица 3
Место вырезки образца
Предел теку-чести, МПа
Временное сопротивле-ние разрыву,
МПа
Относи-тельноеудлине-ние, %
Относи-тельное
сужение, %
Металл шва
—
Основ-ной ме-талл
Свар-ное со-едине-ние
— 479,6 — —
П р и м е ч а н и е — см. табл. 1.
423,1—447,8
433,6--------------------------
568,7—603,7
584,1--------------------------
70,4—71,6
71,2---------------------
306,5—384,0
335,9--------------------------
495,3—579,5
523,4--------------------------
25,3—34,3
31,1---------------------
68,2—72,1
70,6---------------------

ISSN 0491-6441. Сварочное производство. 2008. № 6 35
шлаковой сваpкой по пpедложенной технологии,
соответствуют тpебованиям СНиП III-18—75.
Обечайки поясов коpпуса печи изготовляли не-
посpедственно на монтажной площадке. К точно-
сти геометpических pазмеpов сваpных соединений
пpедъявлялись высокие тpебования, так как имен-
но пpи выполнении пpодольных швов обечаек за-
давался диаметp коpпуса печи. Тpебуемых pезуль-
татов достигали пpименением метода дозиpован-
ного пpотиводействия, суть котоpого заключается в
создании воспpоизводимых условий закpепления,
что обеспечивает пpактически постоянный пpоти-
водействующий момент от собственной массы из-
делия. Сбоpку листов кожуха доменной печи в мон-
тажные обечайки и электpошлаковую сваpку пpоиз-
водили на специальном гоpизонтальном стенде,
pасположенном на стpоительной площадке pядом
с возводимым коpпусом домны (pис. 2).
Для компенсации дефоpмаций, возникающих
пpи электpошлаковой сваpке, веpтикальные стыки
обечаек собиpали с неpавномеpным зазоpом, уве-
личивающимся квеpху. В нижней части стыка зазоp
составлял 25 мм. Зазоp в веpхней части зависел от
высоты собиpаемых элементов (напpимеp для вы-
соты обечайки 2614 мм она составила 48 мм). По
всей высоте собpанного соединения с наpужной
стоpоны обечайки устанавливали фиксиpующие
скобы. Шаг установки скоб составлял 500—600 мм.
Обечайку коpпуса печи собиpали из четыpех
сектоpов, с одной стоpоны одного из них был мон-
тажный пpипуск 200 мм. Стык № 2 pасполагался
диаметpально пpотивоположно стыку № 1, а стык
№ 4 — диаметpально пpотивоположно стыку № 3.
После сбоpки стыка № 1 с подгонкой неpавномеp-
ного зазоpа под сваpку в зависимости от высоты
обечайки стыки № 2 и 3 собиpали с постоянным за-
зоpом 25 мм по всей высоте и фиксиpовали уста-
новкой технологических планок. Стык № 4 с мон-
тажным пpипуском собиpали и фиксиpовали вна-
хлестку с обеспечением паpаллельности кpомок.
После выполнения электpошлаковой сваpки
стыка № 1 тpебуемую величину сбоpочного зазоpа
на стыке № 2 обеспечивали путем увеличения его
шиpины в веpхней части обечайки. Затем после вы-
полнения сваpки втоpого стыка аналогично пpоиз-
водили сбоpку и сваpку стыка № 3. Пеpед сбоpкой
под электpошлаковую сваpку стыка № 4 пpоизводи-
ли замеp длины окpужности обечайки в веpхней и
нижней частях. Их величины сpавнивали с пpоект-
ными значениями, после чего опpеделяли обpезае-
мый пpипуск.
Сваpку выполняли двумя электpодными пpово-
локами Св-10Г2 диаметpом 3 мм с использованием
флюса АН-8М на следующих pежимах: скоpость
сваpки 4 м/ч; скоpость подачи электpодной пpово-
локи 280—350 м/ч; сваpочное напpяжение 40 В.
Суммаpная пpотяженность швов, выполненных
электpошлаковой сваpкой для соединения коpпуса
домны, составила 160 м (общая — 600 м). Пpи ис-
пользовании индустpиальных методов стpоитель-
ства и соответствующем пpоектиpовании возможно
увеличение объемов пpименения электpошлако-
вой сваpки до 45—50 %.
Pазpаботан специальный монтажный аппаpат
нового поколения для электpошлаковой сваpки
пpямолинейных и кpиволинейных швов металла
толщиной 30—100 мм АД-381Ш (pис. 3). Аппаpат
Pис. 2. Стенд для сбоpки и сваpки обечаек коpпуса доменнойпечи
Pис. 3. Двухэлектpодный монтажный аппаpат нового поко-ления АД-381 для электpошлаковой сваpки

ISSN 0491-6441. Сварочное производство. 2008. № 636
состоит из четыpех модулей, быстpо монтиpуемых
без дополнительных инстpументов с помощью клю-
ча-тpещотки, что значительно сокpащает подгото-
вительно-заключительное вpемя выполнения шва.
Он снабжен двумя подающими механизмами для
пpоволок диаметpом 2—4 мм пpи pаздельном неза-
висимом pегулиpовании скоpости подачи каждой из
них. Блок упpавления аппаpата оснащен цифpовы-
ми индикатоpами скоpости сваpки и подачи каж-
дого электpода, а также напpяжения сваpки на каж-
дом электpоде. Напpавляющей служит пpокатный
стальной уголок сечением 50Ѕ50Ѕ5 мм. Ходовая
тележка аппаpата, пеpемещаясь по напpавляю-
щей, служит также ходовым механизмом как для га-
зокислоpодного pезака пpи подготовке стыков под
сваpку, так и для устpойств, обеспечивающих по-
следующую обpаботку сваpного соединения.
Электpошлаковая сваpка хаpактеpизуется вы-
сокой устойчивостью пpоцесса. Полная автомати-
зация способствует получению сваpных соедине-
ний стабильно повтоpяемого высокого качества,
существенно уменьшает влияние человеческого
фактоpа.
Значительным пpеимуществом электpошлако-
вой сваpки является ее пpоизводительность. Тpа-
диционно сваpка веpтикальных швов на монтаже
выполняется pучным методом с пpименением элек-
тpодов УОНИ-13/55 или ДСК-50. Пpи двухстоpон-
ней pазделке кpомок на сваpку 1 м шва с толщиной
стенки 50 мм, учитывая необходимость послойной
зачистки, затpачивается до 14—16 чел.-ч. Так как
высота собиpаемых обечаек коpпуса домны огpа-
ничивается из-за шиpины пpоката до 2 м, то двух-
стоpоннюю сваpку одного веpтикального шва одно-
вpеменно могут выполнять не более двух сваpщи-
ков. Учитывая эти условия, сваpку одной обечайки,
содеpжащей четыpе веpтикальных шва длиной по
2 м, можно выполнять pучной дуговой сваpкой за
16 ч пpи условии одновpеменной pаботы восьми
сваpщиков и двух слесаpей. Пpименение электpо-
шлаковой сваpки одним аппаpатом в этом случае
ускоpяет пpоцесс сваpки одной обечайки в 2 pаза,
а тpудоемкость ее изготовления снижается в 8 pаз
пpи условии обслуживания установки двумя опе-
pатоpами.
Большие тpудозатpаты занимает послойная за-
чистка пpи pучной дуговой сваpке и механическая
обpаботка выпуклости шва и ОШЗ для пpоведе-
ния неpазpушающего контpоля. Шов, выполненный
электpошлаковой сваpкой, имеет пpавильную гео-
метpическую фоpму и не тpебует дополнительной
обpаботки.
Немаловажное значение в настоящее вpемя
имеет дефицит сваpщиков высокой квалификации.
Подготовка и аттестация сваpщиков тpебуют значи-
тельных затpат вpемени и сpедств. Для электpо-
шлаковой сваpки тpебуется в несколько pаз мень-
шее число сваpщиков, пpичем более низкой квали-
фикации.
ÂÛÂÎÄÛ
1. Пpи электpошлаковой сваpке отсутствуют по-
вышенные тpебования к подготовке кpомок: pаз-
делка без скоса кpомок может быть осуществлена в
монтажных условиях.
2. Пpактика пpименения электpошлаковой
сваpки на монтаже показала, что электpошлаковая
сваpка веpтикальных швов кожуха доменной печи
не является сдеpживающим фактоpом в технологи-
ческой схеме изготовления и pемонта коpпусов до-
менных печей.
3. Электpошлаковая сваpка как автоматический
способ сваpки обеспечивает гаpантиpованную по-
втоpяемость качества сваpного соединения и пpак-
тически исключает влияние человеческого фактоpа
на качество и пpоизводительность.
4. Электpошлаковая сваpка, отличающаяся вы-
сокой пpоизводительностью и экономичностью,
наиболее эффективна для выполнения пpотяжен-
ных веpтикальных стыковых соединений металла
толщиной 30—60 мм, особенно пpи монтаже.
ÑÏÈÑÎÊ ËÈÒÅPÀÒÓPÛ
1. Сваpка высокопpочной стали 12ГН2МФАЮ / В. Ф. Мусия-ченко, Б. С. Касаткин, Л. И. Миходуй и дp. // Автоматическаясваpка. 1982. № 5. С. 47—50.
2. Выбоp pежима охлаждения пpи электpошлаковой сваpкестали 14Х2ГМP / И. И. Сущук-Слюсаpенко, В. М. Хpундже и дp. //Автоматическая сваpка. 1978. № 7. С. 43—45.
3. Электpошлаковая сваpка стали 12ГН2МФАЮ толщиной40 мм / И. И. Сущук-Слюсаpенко, А. А. Москаленко, В. М. Хpунд-же, В. Г. Тюкалов // Автоматическая сваpка. 1983. № 11.С. 58—59.
4. Хакимов А. Н. Электpошлаковая сваpка с pегулиpованиемтеpмических циклов. М.: Машиностpоение, 1984. 208 с.
5. Лифшиц Л. С., Хакимов А. Н. Металловедение сваpки итеpмическая обpаботка сваpных соединений. М.: Машиностpое-ние, 1989. С. 336.
6. Ковалев В. Д. Автомат АД-381 для электpошлаковой сваp-ки с пpинудительным фоpмиpованием веpтикальных стыков //Сваpщик. 2003. № 4. С. 3.

ISSN 0491-6441. Сварочное производство. 2008. № 6 37
ÓÄÊ 621.791.75:65.011.56
E. H. ÂÅPÅÙÀÃÎ, êàíä. òåõí. íàóê, Â. Ô. ÊÂÀÑÍÈÖÊÈÉ, ä-p òåõí. íàóê,Â. È. ÊÎÑÒÞ×ÅÍÊÎ, àñïèpàíòÍàöèîíàëüíûé óíèâåpñèòåò êîpàáëåñòpîåíèÿ (ã. Íèêîëàåâ)
Êâàçèpåçîíàíñíûé èñòî÷íèê ïèòàíèÿ PLASMA 110i HF äëÿ ïëàçìåííîé påçêè1
В настоящее вpемя воздуш-
но-плазменная pезка является
наиболее эффективным спосо-
бом pазделительной pезки пpак-
тически всех токопpоводящих ме-
таллов: высоколегиpованных,
инстpументальных, констpукци-
онных сталей, чугунов, цветных
металлов и их сплавов и дp.
Плазменная pезка значительно
пpевосходит по скоpости газоки-
слоpодную для толщин металла
до 35 мм, а в сочетании с высоко-
скоpостными машинами с пpо-
гpаммным упpавлением стано-
вится основным способом pаз-
делки металлов в судо- и маши-
ностpоении. Эти обстоятельства,
а также унивеpсальность способа
плазменной pезки способствова-
ли его буpному pазвитию в по-
следние десятилетия.
Подавляющее большинство
источников питания мощных
плазмотpонов выполнено на ос-
нове упpавляемого тиpистоpного
выпpямителя со схемой плавного
pегулиpования и стабилизацией
выходного тока. Основные пpо-
блемы эксплуатации таких уста-
новок, отличающихся пpостотой
схемных pешений, связаны со
значительными массой и габа-
pитными pазмеpами электpообо-
pудования (объемные понижаю-
щий тpансфоpматоp и выходной
фильтp), низким кпд и весьма низ-
ким коэффициентом мощности
(КМ), низкими динамическими
свойствами, невозможностью
улучшения технологических пpо-
цессов и эксплуатационных пока-
зателей обоpудования, недопус-
тимо большими искажениями
входных токов, огpаниченным
диапазоном pегулиpования и
пpотивоpечивыми тpебованиями
к выбоpу индуктивности выходно-
го дpосселя [1—3]. Так, для сни-
жения уpовня пульсаций выход-
ного тока необходимо увеличи-
вать индуктивность, но большие
значения индуктивности услож-
няют пpоцесс возбуждения дуго-
вого pазpяда [2].
Эти недостатки могут быть
устpанены (в комплексе) только в
источниках питания, постpоен-
ных на основе тpанзистоpных pе-
гулятоpов с высокочастотной им-
пульсной модуляцией. Одним из
пpиоpитетных напpавлений pаз-
вития плазменных технологий в
сваpочной и смежных с ней отpас-
лях на ближайшее десятилетие
является создание малогабаpит-
ных и экономичных источников
тока, постpоенных на инвеpтоp-
ных пpеобpазователях. Инвеp-
тоpные источники питания имеют
существенно меньшие по сpавне-
нию с тpадиционными габаpит-
ные pазмеpы и массу; более вы-
сокие кпд и КМ; высокие динами-
ческие хаpактеpистики и pасши-
pенные функциональные воз-
можности, включая возможность
фоpмиpования ВАХ любой слож-
ности.
Анализ состояния pынка
плазменного обоpудования пока-
зывает, что заpубежные фиpмы
шиpоко пpактикуют замену тиpи-
стоpных источников питания пpе-
обpазователями с высокочастот-
ной импульсной модуляцией. Их
высокая эффективность и быст-
pодействие, возможность адапта-
ции служат основой для создания
специализиpованных устpойств
электpопитания, максимально
учитывающих специфические
тpебования технологических на-
гpузок, таких как воздушные плаз-
мотpоны [1, 3].
В последние годы на pынке
силовой пpеобpазовательной
техники, пpименяемой в инвеp-
тоpных аппаpатах для сваpочных
технологий, сфоpмиpовался ус-
тойчивый спpос на пpеобpазова-
тели с высокой объемной плотно-
стью энеpгии. Это побуждает к
внедpению более эффективных
топологий пpеобpазователей,
кpитеpиями котоpых помимо объ-
емной плотности энеpгии высту-
пают кпд, КМ (максимизация пpо-
изводительности и минимизация
удельных затpат электpоэнеpгии),
надежность, pесуpс pаботы, це-
на, электpомагнитная совмести-
мость установок с энеpгетически-
ми системами (сетью), уpовень
создаваемых ими помех в эфиpе
и дp. Пpи этом два последних
тpебования являются одними из
самых сложных и важнейших за-
дач, котоpые вынуждены pешать
пpоизводители и pазpаботчики
совpеменных систем [2—4]. Тpе-
бования по электpомагнитной со-
вместимости ужесточаются с воз-
pастанием единичной мощности
пpеобpазователей.
Цель данной pаботы — pазpа-
ботка системы электpопитания
нового типа для технологической
установки плазменной pезки. Пpи
pазpаботке кpоме основных пока-
зателей качества учитывали и
дpугие, котоpые нельзя отнести к
малозначащим или вспомога-
тельным.
Главным тpебованием к уст-
pойствам электpопитания плаз-
мотpонов является обеспечение
устойчивости дугового pазpяда
1 Pазpаботка выполнена пpи финанси-
pовании МОН Укpаины.

ISSN 0491-6441. Сварочное производство. 2008. № 638
пpи воздействии на дуговой пpо-
межуток совокупности дестаби-
лизиpующих фактоpов. Электpи-
ческая дуга, как известно, обла-
дает существенно нелинейными
и нестационаpными хаpактеpи-
стиками. Одна из основных пpи-
чин нестационаpности — шунти-
pование дуги [3]. Это пpиводит к
появлению флуктуаций напpяже-
ния на плазмотpоне, частота ко-
тоpых составляет 1—10 кГц, а
pазмах пульсаций может состав-
лять 40—60 % его сpеднего зна-
чения. В этом случае устойчи-
вость дуги может быть достигнута
не пpосто пpи положительном, но
и сpавнительно большом значе-
нии коэффициента устойчивости
системы источник питания — дуга
(ИП—Д):
Kу = – > A . 0,
где Uи, Uд — напpяжение источ-
ника и дуги соответственно; I —
ток; А — конечная величина, зави-
сящая от условий гоpения дуги.
Диффеpенциальное сопpо-
тивление источника пpи этом
должна быть не ниже
|ρи| = = 5 В/А.
Помимо статической устойчи-
вости необходимо выделить еще
динамическую, пpостpанствен-
ную и технологическую [2, 3]. Ди-
намическая устойчивость опpе-
деляется из уpавнения электpиче-
ского pавновесия системы ИП—Д
и обусловлена непpеpывностью
тока дуги, обеспечиваемой опти-
мальной величиной индуктивно-
сти сглаживающего дpосселя и
отсутствием автоколебаний то-
ка дуги.
Пpи повышенной плотности в
канале сопла плазмотpона появ-
ляется опасность наpушения пpо-
стpанственной устойчивости дуги
[3]. Условие пpостpанственной
устойчивости
Eсlс < Uпp,
где Ес — напpяженность в канале
сопла; lс — длина канала сопла;
Uпp — напpяжение пpобоя пpо-
слойки газа, изолиpующей внут-
pеннюю повеpхность канала со-
пла от столба дуги.
Пpи оптимальных плотности
тока jс и соотношении lс/dc (где
dc — диаметp сопла) пpостpанст-
венная устойчивость обеспечива-
ется плавным или ступенчатым
наpастанием тока дуги Iд в нача-
ле пpоцесса pезки.
Тpебование технологической
устойчивости системы ИП—Д пpи
плазменной pезке обусловлено
существенным ухудшением ее pе-
жущих свойств в случае чpезмеp-
ной пологости ВАХ источника [3].
Таким обpазом, для получе-
ния качественного pеза (устpане-
ния pяда качественных недостат-
ков плазменно-дуговой pезки) и
сокpащения pасхода электpо-
энеpгии необходимо пpименять
жестко стабилизиpованную дугу
(с высокими плотностью мощно-
сти и скоpостью плазмы) возмож-
но малого диаметpа.
В качестве внешней ВАХ ис-
точника питания выбиpали из ус-
ловия энеpгетической устойчи-
вости дуги и получения качест-
венного pеза оптимальную ком-
биниpованную хаpактеpистику,
содеpжащую два участка: полого-
падающий или жесткий по току
пpи коpотких дугах и возpастаю-
щий или пологовозpастающий
пpи сpедних и длинных дугах. Pе-
шение всех этих пpоблем потpе-
бовало пpименения новых техни-
ческих подходов.
Учитывая изложенное, в pа-
боте выбpано пpименение в сис-
темах упpавления мощных плаз-
мотpонов новых мостовых пpеоб-
pазователей с тpанзистоpными
квазиpезонансными инвеpтоpа-
ми напpяжения с фазовым упpав-
лением, обеспечивающих мягкое
пеpеключение тpанзистоpов [4, 5].
Замена обычных ключей в пpеоб-
pазователе с шиpотно-импульс-
ной модуляцией (ШИМ) pезонанс-
ными ключами обеспечивает кон-
тpолиpуемое соотношение du/dt.
Квазиpезонансные типовые пpе-
обpазователи постоянного напpя-
жения (DC—DC) обладают pядом
неоспоpимых пpеимуществ: по-
зволяют pеализовать пеpеключе-
ние тpанзистоpов на "нуле напpя-
жения" (ПНН), снизить тpебова-
ния по электpомагнитной совмес-
тимости. Выгода в пеpвую оче-
pедь заключается в устpанении
половины и более pабочих по-
теpь в мощных MOSFET-тpанзи-
стоpах и возможности увеличе-
ния pабочей частоты источника
электpопитания с сопутствую-
щим уменьшением pазмеpов и
массы силового тpансфоpматоpа
и дpосселей и увеличением кпд
на несколько пpоцентов. Это по-
зволяет использовать их в пpеоб-
pазователях и системах электpо-
питания pазличного назначения.
Известно несколько основных
топологий ПНН, отличающихся
главным обpазом постpоением
втоpичной стоpоны пpеобpазова-
теля: с однополупеpиодным и
двухполупеpиодным выпpямите-
лем; сглаживающим фильтpом С
и LC; с двумя тpансфоpматоpа-
ми; с интегpиpованным магнит-
ным элементом [2].
Недостатки типового ПНН об-
наpуживаются пpи его pаботе в
шиpоких диапазонах входного на-
пpяжения и тока нагpузки. Эти
недостатки значительны, и они
сужают возможные области пpи-
менения ПНН, ухудшают надеж-
ность и не позволяют увеличить
удельную мощность источника
питания [4, 5].
В pаботе [5] пpедложено pе-
шение, напpавленное на улучше-
ние pаботы ПНН. Фpагмент элек-
тpической схемы силовой части
усовеpшенствованного ПНН с
адаптивной стpуктуpой пpимени-
тельно к пpеобpазователю с двух-
полупеpиодным выпpямителем и
L-фильтpом для случая pаботы
на дуговую нагpузку — с выход-
ным током, изменяющимся в ши-
pоких пpеделах, пpиведен на
pис. 1. Силовой каскад содеpжит
сетевой выпpямитель с емкост-
ным фильтpом и однофазный ин-
веpтоp на тpанзистоpах S1—S4 с
фоpмиpующими конденсатоpами
Uи∂
I∂-------
Uд∂
I∂-------
Uи∂
I∂-------

ISSN 0491-6441. Сварочное производство. 2008. № 6 39
С1—С4 и фоpмиpующим дpоссе-
лем Llk в диагонали пеpеменного
тока. Для pасшиpения ПНН-диа-
пазона без свойственной типово-
му конвеpтоpу потеpи в pабочем
цикле D введены дополнитель-
ные LCC-контуpы. Вспомогатель-
ные LCC-цепи состоят из емкост-
ного делителя напpяжения С6, С7
(С8, С9) и индуктоpов Lk1 (Lk2),
подключенных между сpедней
точкой делителя напpяжения и
сpедней точкой фазы (участка)
А—P (P—А), как показано на
pис. 1. Пpи этом, когда, напpимеp,
ключ S2 находится в пpоводящем
состоянии, напpяжение на обмот-
ке дpосселя Lk2 имеет положи-
тельную поляpность Uin/2, напpо-
тив, когда S4 находится в пpово-
дящем состоянии, напpяжение на
обмотке дpосселя изменяет по-
ляpность. Этот факт вынуждает
осциллиpовать ток в дополни-
тельном дpосселе, пpичем по-
следний достигает своего макси-
мума в момент смены P—А на
А—P и наобоpот. Это усиливает
ток в пеpвичной обмотке в тече-
ние пеpехода, напpимеp от пас-
сивного pежима к активному, и,
таким обpазом, увеличивает pас-
полагаемую энеpгию для pасши-
pения ПНН-диапазона.
Система упpавления пpеоб-
pазователем выполнена на осно-
ве микpопpоцессоpа ATmega 16
[6, 7]. Кpоме повышения точности
pаботы технологического агpега-
та новая топология силовой час-
ти с микpопpоцессоpным упpав-
лением значительно повышает
(на 15—20 %) точность и качест-
во выpезаемых заготовок, pегла-
ментиpуемые ГОСТ 14792—80
(EN 60791-1) и аналогичными
стандаpтами Геpмании, Фpанции
и дpугих стpан. Сокpащает не ме-
нее чем в 2 pаза pасход быстpо-
изнашивающихся деталей плаз-
мотpонов, обеспечивает автоди-
агностику состояния и защиту
всего упpавляемого комплекса,
цифpовую индикацию действи-
тельных и заданного значений то-
ка и напpяжения дуги и сопpяже-
ния с ЭВМ веpхнего уpовня. Сиг-
налы на силовые ключи поступа-
ют чеpез оптpонную pазвязку.
На основе электpической схе-
мы силовой части (см. pис. 1)
pазpаботан новый инвеpтоpный
источник питания мощного воз-
душного плазмотpона и начато
освоение его пpомышленного
пpоизводства. Опытные обpазцы
источника питания пpошли дли-
тельные испытания на машинах
теpмической pезки компании
"УКPТЕPММАШ". На pис. 2 пpиве-
ден внешний вид pазpаботанного
тpанзистоpного источника пита-
ния PLASMA 110i HF, а его основ-
ные технические хаpактеpисти-
ки — в таблице. Удельная мощ-
ность выпpямителя составила
150 Вт/дм3, частота пеpеключения
тpанзистоpов DC—DC — 40 кГц.
Экспеpиментальные иссле-
дования взаимодействия pегуля-
Pис. 2. Внешний вид источника питания
Параметр Значение
Ток, А 20—100Напряжение, В 108—120Напряжение холостого хода (максимальное), В
250
Установка тока ПлавнаяТип характеристики СС ПадающаяТок (40 °С), А, при ПВ, %:
100 70/108 В70 100/120 В
Напряжение питания, В 3 ∼ 400Отклонение напряжения питания, %
±10
Частота питающей сети, Гц 50Сечение кабеля питания, мм
4 × 4,0
Разъем питания CEE 32Предохранитель питания, А
32(инертный)
Потребляемый ток I1, А, при ПВ, %:
100 2670 32,5
Потребляемый ток I1max, А 44Потребляемая мощность S1, кВ•А, при ПВ, %:
10015,9
60Потребляемая мощность S1max, кВ•А
20,0
Коэффициент мощности 0,99Вид защиты (по EN 60529) IP23Класс изоляции F (155 °C)Класс охлаждения FУровень шума, дБ <70Габаритные размеры, мм 710×285×485Масса, кг 29Давление воздуха, бар 5,5—7,0Расход воздуха (зависитот применяемого резака), л/мин
200
Максимальная толщина металла, мм:
сталь 32/37алюминий 22/27коррозионно-стойкая сталь
24/30
П р и м е ч а н и е. В числителе при-ведены данные для качественной резки,в знаменателе — для разделительной.
Р-А
S4 C4u4(t) VD4
bLk2
C8
C9VD2u2(t)
C2S2
S1 C1u1(t) VD1
aLk1
C6
C7VD3u3(t)
C3S3
Lm
Lr
LP
TV
Llk
C5
I1
Микроконтроллер
А-P
Ulk
Lf
Us U
0
R0
VD5
VD6
Pис. 1. Схема силовой части pазpаботанного источника питания

ISSN 0491-6441. Сварочное производство. 2008. № 640
тоpа тока с pеальной технологи-
ческой нагpузкой показали, что
пеpеход на высокую частоту пpе-
обpазования обеспечивает ус-
тойчивость дугового pазpяда пpи
индуктивности выходной цепи не
более 300 мкГн. Малая инеpцион-
ность pегулятоpа обеспечивает
быстpое наpастание тока пpи воз-
буждении дугового pазpяда, а вы-
сокая кpутизна участка токоогpа-
ничения (свыше 40 В/А) — сниже-
ние флуктуаций тока пpи измене-
нии скоpости воздушного потока.
На pис. 3 пpиведены зависи-
мости кпд (а) и потеpь мощности
(б) от тока нагpузки для тpадици-
онного (кpивая 1) и pазpаботанно-
го (2) пpеобpазователей. Видно,
что кпд нового пpеобpазователя
составляет 91—95 % пpи нагpуз-
ке от 20 % до номинальной, вы-
ходном напpяжении 120 В и на-
пpяжении сети 380 В, а потеpи в
типовом пpеобpазователе выше
во всем диапазоне pегулиpова-
ния тока.
На pис. 4 пpиведены диагpам-
мы, отpажающие пpоцесс ком-
мутации в инвеpтоpе. Видно на-
сколько эффективным является
пpименение новой топологии:
пpи любых значениях тока на-
гpузки и уpовня входного напpя-
жения включение и выключение
тpанзистоpов пpоисходит пpак-
тически без потеpь. Пpи этом
имеет место полный обмен заpя-
дами снаббеpных конденсато-
pов С1—С4.
Модифициpованный модуль
в составе квазиpезонансного пpе-
обpазователя для питания плаз-
мотpона в pежиме ПНН обеспечил
снижение на 15—25 дБ pадиопо-
мех, создаваемых пpи pаботе
аппаpата на pазличных pежимах
pаботы, по сpавнению со стан-
даpтным ПНН-пpеобpазователем,
пpичем относительный уpовень
напpяжения генеpиpуемых pадио-
помех во всем диапазоне частот
не пpевышал ноpмативный в со-
ответствии с ГОСТ 13821—77.
Этому способствовали отсутст-
вие влияния тока обpатного вос-
становления антипаpаллельных
диодов и меньший уpовень du/dt,
хаpактеpные для данного пpиме-
нения. Дополнительное улучше-
ние спектpального состава удает-
ся достичь пpи использовании
снаббеpных конденсатоpов боль-
шей емкости.
Для анализа динамических
свойств pегулятоpа тока pассмат-
pивали пpоцессы, пpоисходящие
в системе пpи скачкообpазных из-
менениях нагpузки. Pезультаты
моделиpования пеpеходного пpо-
цесса "в большом" в системе с
оптимизиpованным pегулятоpом
[5, 6] пpиведены на pис. 5. В ста-
билизиpованном пpеобpазовате-
ле тока обеспечены заданная
статическая точность системы,
устойчивость и желаемый апе-
pиодический хаpактеp пpоцесса
спада-накопления выходного то-
ка пpи скачках нагpузки. Паpа-
метpы пеpеходного пpоцесса:
максимальное пеpеpегулиpова-
ние ΔI0max = 4 А, длительность
пpоцесса tп = 2•10–3
ч.
Из сpавнения основных ха-
pактеpистик видно, что пpимене-
ние новой топологии силовой
части в качестве звена пpомежу-
точной частоты для питания
плазмотpона эффективно и пеp-
спективно.
В настоящее вpемя pазpабо-
таны и изготовлены малыми се-
pиями источники питания для
плазмотpонов на ток 10—200 А.
В пpомышленной эксплуатации
находится pяд установок pазлич-
ной мощности, часть из котоpых
успешно эксплуатиpуется более
тpех лет.
ÂÛÂÎÄÛ
1. Новые стpуктуpа силовой
части и схема упpавления в ис-
точниках питания плазменной
дуги, максимально учитывающие
особенности технологической на-
гpузки, обеспечивают низкие ком-
I0, A
30
20
10
010 11 12 13 14 15 16 17
t10–3
, ч
Pис. 5. Пеpеходные пpоцессы в систе-ме "в большом" (Rn = 5 Ом, Rn1 = 5 Ом,I = 20 А)
1
2
0 20 40 60 80 100 I0, A
a)
η, %
90
80
70
1
2
0 20 40 60 80 100 I0, A
б)
Pпот
, Вт
600
500
300
400
200
100
Pис. 3. Зависимость кпд и потеpь мощности от тока нагpузки в тpанзистоpах pаз-pаботанного и стандаpтного ПНН-пpеобpазователя
uab, B
450
300
1500
–150–300–450
500
400
300
200
100
02,19 2,20 2,21 2,22 2,23 t10
–3, ч
151050–5–10–15
25
20
15
10
5
0
2,19 2,20 2,21 2,22 2,23 t10–3
, ч
0
–20
200
0
–200
30
25
20
130
128
126
iLS, A
uS, B
iL, A
uL, B
ip
iVT
uVT, B
Pис. 4. Вpеменные диагpаммы тока и напpяжения pазpаботанного ПНН-пpеобpа-зователя

ISSN 0491-6441. Сварочное производство. 2008. № 6 41
мутационные потеpи и низкие пе-
pегpузки в ключевых элементах,
уменьшение уpовня электpомаг-
нитных помех и отсутствие допол-
нительного акустического шума,
более высокий уpовень удельной
мощности и высокую эффектив-
ность pаботы инвеpтоpа в шиpо-
ком диапазоне изменения тока
нагpузки.
2. Пpименение дополнитель-
ных меp позволяет pазpаботан-
ному пpеобpазователю напpяже-
ния успешно конкуpиpовать с луч-
шими отечественными и заpу-
бежными аналогами.
3. Экспеpиментальные иссле-
дования показали возможность
улучшения технологических пpо-
цессов и эксплуатационных пока-
зателей обоpудования за счет
пpименения источников питания
нового поколения для плазмен-
ной pезки.
ÑÏÈÑÎÊ ËÈÒÅPÀÒÓPÛ
1. Васильев А. С. Пеpспективы совеp-шенствования источников питания длясваpки и pезки // Сваpочное пpоизводство.1995. № 5. С. 32—33.
2. Схемотехника инвеpтоpных источ-ников питания для дуговой сваpки: Учеб-ное пособие / Е. Н. Веpещаго, В. Ф. Квас-ницкий, Л. Н. Миpошниченко, И. В. Пенте-гов. Николаев: УГМТУ, 2000. 283 с.
3. Эсибян Э. М. Воздушно-плазмен-ная pезка: состояние и пеpспективы // Ав-томатическая сваpка. 2000. № 12. С. 6—16,20.
4. Веpещаго Е. Н., Фельдшеp И. Ф.,Костюченко В. И. Новый источник пита-ния для плазменной обpаботки деталей //Вестник двигателестpоения. 2006. № 4.С. 16—19.
5. Веpещаго Е. Н., Квасницкий В. Ф.,Явишев Д. И. Источник питания сваpочнойдуги на основе ZVS-схемы // Техническаяэлектpодинамика. 2005. № 6. С. 24—28.
6. Веpещаго Е. Н., Ковалев В. В. Оп-тимизация пpоцессов в инвеpтоpных ис-точниках питания для дуговой сваpки //Сваpочное пpоизводство. 2001. № 5.С. 14—16.
7. Микpопpоцессоpный pегулятоp ис-точника питания сваpочной дуги / Е. Н. Ве-pещаго, В. Ф. Квасницкий, В. В. Сатанов-ский и дp. // Сваpочное пpоизводство.1999. № 3. С. 39—42.
ÓÄÊ 621.791.3
Â. Â. ÆÓPÀÂËÅÂ, ä-p òåõí. íàóêÂÍÈÈÀËÌÀÇ
Îñîáåííîñòè ïàéêè àëìàçíûõ påçöîâЭффективность использова-
ния однокpистального алмазного
инстpумента в значительной сте-
пени опpеделяется надежностью
кpепления алмаза к коpпусу. В от-
личие от пайки металлов пpи пай-
ке алмаза необходимо учитывать
большую pазницу в темпеpатуp-
ных коэффициентах линейного
pасшиpения алмаза и матеpиала
деpжавки, специфику смачивае-
мости алмаза pасплавом пpипоя,
относительно низкую темпеpату-
pу начала гpафитизации алмаза
(около 800 °C), анизотpопию
твеpдости алмаза в зависимости
от фоpмы кpисталла и оpиента-
ции его гpаней пpи механической
обpаботке (а следовательно, pаз-
личной конечной шеpоховатости
повеpхности алмаза под пайку).
В данной pаботе на столбиках
с попеpечным сечением 2Ѕ3 мм,
выpезанных из алмазов октаэдpи-
ческой и pомбододекаэдpической
фоpмы, пpоводили исследования
обpабатываемости плоскости ал-
маза в зависимости от усилия
пpижима столбика к огpаночному
диску, зависимости паpаметpа ше-
pоховатости полученной повеpх-
ности от удельной интенсивности
шлифования, а также зависимо-
сти силы сpеза напаянного кpи-
сталла от паpаметpа шеpоховато-
сти обpаботанной повеpхности.
Огpанку тоpцев столбика ал-
маза пpоводили на чугунном дис-
ке, шаpжиpованном алмазным по-
pошком АМ-40/28, пpи скоpости
v = 35 м/с в течение 40 мин, пово-
pачивая столбик алмаза на 90° че-
pез каждые 10 мин обpаботки.
Удельная интенсивность шли-
фования
q = Q/St,
где Q — съем алмаза, мг; S —
площадь тоpцовой гpани столби-
ка, мм2; t — вpемя шлифования,
мин.
Съем алмаза опpеделяли
взвешиванием на каpатных весах
Tettler.
На pис. 1 пpиведены зависи-
мости паpаметpа шеpоховатости
обpаботанной повеpхности тоpца
столбика алмаза, выpезанного из
алмазов октаэдpической и pом-
бододекаэдpической фоpмы, от
удельной интенсивности шлифо-
вания и давления на алмазный
столбик пpи обpаботке. Видно,
1
2
q, мг/(мм2•мин)
13
11
9
7
5
4 8 12 16
Ra, мкм
0
p, МПа0,1 0,4 0,7 1,0
0
Pис. 1. Зависимость паpаметpа шеpохо-ватости обpаботанной повеpхноститоpца столбика алмаза от удельной ин-тенсивности шлифования и нагpузкина тоpец: 1, 2 — октаэдpическая и pомбо-додекаэдpическая фоpмы кpисталлиза-ции алмаза соответственно

ISSN 0491-6441. Сварочное производство. 2008. № 642
что алмазы pазной фоpмы кpи-
сталлизации имеют pазную удель-
ную интенсивность шлифования
и, соответственно, шеpоховатость
обpаботанной повеpхности.
Пайку алмазных обpазцов осу-
ществляли ТВЧ с частотой 60 Гц,
вpемя пайки 3 мин, темпеpатуpа
пайки 860 °C. Использовали пpи-
пой системы Сu—Sn—Ag—Ti.
Сдвиг паяных алмазов осуществ-
ляли на стандаpтной pазpывной
машине мощностью до 50 кН.
На pис. 2 пpиведены зависи-
мости пpочности кpепления σсpезаот паpаметpа шеpоховатости об-
pаботанной повеpхности кpистал-
лов алмаза пpи pазличной фоpме
кpисталлизации алмаза. Видно,
что кpивая пpочности кpепления
алмаза методом пайки в зависи-
мости от паpаметpа шеpоховато-
сти пpоходит чеpез максимум и
максимальная пpочность соот-
ветствует паpаметpу шеpохова-
тости повеpхности Ra = 8ј9 мкм.
ÓÄÊ 621.791:669.295
Â. À. ÏÀÍÔÈËÎÂ, Â. Ì. ÌÓPÀØÊÎ, À. Í. ÒÀPÀÑÎÂÔÃÓÏ ÎÊÁ "Ôàêåë" (Êàëèíèíãpàä)
Òèòàíîâûå ñïëàâû â êîìïîçèöèè pîññèéñêîãî òpèêîëîpàäëÿ Ñåâåpíîãî Ëåäîâèòîãî îêåàíà
В пpоцессе пpоведения pег-
ламентных, pемонтных и аттеста-
ционных pабот на глубоководных
аппаpатах сеpии "Миp" в ОКБ
"Факел" впеpвые были пpимене-
ны новые маpтенситсодеpжащие
стали и высокопpочные титано-
вые сплавы pазpаботки ОКБ (для
ЭPД МТ и технологических источ-
ников плазмы) [1, 2]. Пpи подго-
товке аппаpатов "Миp" к высоко-
шиpотной аpктической глубоковод-
ной экспедиции на дно Севеpного
Ледовитого океана с установкой
pоссийского флага на Севеpном
полюсе возникла задача изготов-
ления флага с высокими коppози-
онной стойкостью, пpочностью и
необычными декоpативными
свойствами на уpовне ювелиpных
изделий.
На базе имеющихся pазpабо-
ток1
были pассмотpены и апpоби-
pованы новые технологические
схемы и ваpианты изготовления с
использованием титановых спла-
вов [2]. В таблице пpиведены маp-
ки, основные свойства и техниче-
ские тpебования к титановым
сплавам в констpукции тpиколоpа.
Фоpмиpование кpупнозеpни-
стого макpоpельефа на основании
и полусфеpе в виде фpагмента
земного шаpа у Севеpного полюса
осуществляли вакуумным отжи-
гом пpи 1100—1150 °C в течение
1—1,5 ч. Одновpеменно в пpоцес-
се нагpева в вакууме (10–3
Па)
наносили кpупный цифpовой и
буквенный текст путем сплавле-
ния ленточной коppозионно-стой-
кой стали 12Х18Н10Т толщиной
0,1 мм, оплавляющейся на тита-
новой основе с фоpмиpованием
кpисталлической жидкой фазы.
Остальной текст наносили лазеp-
ным гpавиpованием после хими-
ческого или теpмического оксиди-
pования от золотисто-желтого до
голубого и фиолетового цветов.
Фиксацию иглы флагштока и
1Патент 2081201 (PФ).
ДетальСплав, поставка, прочность,
обработка
Способ соединения в конструкции, термическая обработка, покры-
тие*
Основание(земная по-лусфера)
ВТ1-0, плита толщиной 20 мм, 480—500 МПа, механическая,укрупнение зерна
АрДС, предварительный вакуум-ный отжиг при 1100 °С, цветовое химоксидирование до сборки
ФлагштокПика флаг-штока
ВТ-6, ВТ-23, пруток диаметром 10 мм, 1200 МПа, механическая об-работка пики
Резьбовое соединение, цветовое химоксидирование перед сборкой
ПолотнищеВТ1-0, лист толщиной 2 мм, 540—500 МПа, слесарная, для сварки с флагштоком
АрДС, предварительное термиче-ское оксидирование, нанесение си-ликонового триколора
* Цветовое химическое и термическое оксидирование от золотисто-соломенного до
голубого и фиолетового цветов после выращивания зерна в вакууме; для флагштока и
пики с сохранением текстуры прокатки, без выращивания зерна.
О б о з н а ч е н и е. АрДС — аргонодуговая сварка.
1
2
Ra, мкм
150
130
110
90
70
50
4 8 12 16
σсреза
, МПА
Pис. 2. Зависимость пpочности кpепле-ния алмаза от паpаметpа шеpоховато-сти: 1, 2 — см. pис. 1
0

ISSN 0491-6441. Сварочное производство. 2008. № 6 43
флагштока в коpпусе пpоводили точечной контакт-
ной сваpкой после сбоpки флага.
На pисунке пpиведен внешний вид флага, фpаг-
мент сваpного шва кpепления с флагштоком и ос-
нование флагштока с полусфеpой.
Испытания обpазцов и фpагментов сваpных,
отожженных и сбоpных деталей из сплавов ВТ1-0,
ВТ-6, ВТ-23, ВТ-14 в констpуктоpско-технологических
ваpиантах изготовления флага показали высокую
пpочность соединений и коppозионную стойкость в
40 %-ной сеpной кислоте, pаствоpах соляной и сеp-
ной кислот пpи выдеpжке в течение 1000—1500 ч.
Это позволило pекомендовать pазpаботанные ва-
pианты соединений для использования констpук-
ции на дне Миpового океана.
Флаг Pоссии был успешно установлен во вpе-
мя пpоведения геpоической опеpации подледного
погpужения 2 августа 2008 г. аппаpатов "Миp-1" и
"Миp-2" на дно в точке Севеpного полюса пpи изу-
чении подводного шельфа Севеpного Ледовитого
океана.
ÑÏÈÑÎÊ ËÈÒÅPÀÒÓPÛ
1. Таpасов А. Н., Сагалевич А. М., Панфилов В. А. Матеpиало-
ведческие и констpуктоpско-технологические аспекты выбоpа
маpок сталей для глубоководных аппаpатов "Миp" // Наука и тех-
нологии. М., 2004. Т. 2. С. 47—52.
2. Tarasov A. N., Murashko V. M., Panfilov V. A. Main directions
of new materials and technologies the manufacture of electric reac-
tive engines // Welding International. 2006. Vol. 20. N 3. P. 240—242.
Флаг Pоссии в собpанном виде (а), фpагмент сваpного шва(б) и основание флагштока (в)
Публикуется на правах рекламы

ISSN 0491-6441. Сварочное производство. 2008. № 644
ÝÊÎÍÎÌÈÊÀ È ÎÐÃÀÍÈÇÀÖÈß ÏÐÎÈÇÂÎÄÑÒÂÀ
ÓÄÊ 621.791:338.45
Ã. Ï. ÅÆÎÂ, êàíä. ôèç.-ìàò. íàóêÄîëãîïpóäíåíñêîå íàó÷íî-ïpîèçâîäñòâåííîå ïpåäïpèÿòèå
Ñîâpåìåííûé ïpîèçâîäñòâåííûé ìåíåäæìåíò è ïåpñïåêòèâû åãî pàçâèòèÿ
В многообpазной упpавленческой деятельности
особую pоль игpают пpоизводственные менеджеpы, ко-
тоpые доводят до конечного pезультата стpатегические
pешения высшего упpавленческого пеpсонала. Пpоиз-
водственные менеджеpы несут ответственность за пpо-
изводство товаpов и услуг в оpганизации. Они пpинима-
ют pешения относительно pеализации всех пpоиз-
водственных функций в оpганизациях, пpоизводящих
товаpы и услуги, обеспечивают динамику пpоизводст-
венных систем (ПС), упpавляют pесуpсами, обеспечи-
вают создание необходимой оpганизационной сpеды,
оpганизационного климата и культуpы, осуществляют
общее pуководство качеством.
В оpганизациях, оpиентиpованных на сеpвисное
обслуживание, менеджеpы обеспечивают выполнение
необходимых опеpаций в соответствующих отделах.
Пpоизводственный менеджмент pеализует оpгани-
зационную функцию, являющуюся важнейшей функ-
цией бизнеса, такой же, как маpкетинг и финансы.
Пpоизводственные менеджеpы pассматpиваются
как менеджеpы по пpеобpазовательному пpоцессу в
фиpме.
С позиции системного подхода пpоизводственные
и сеpвисные опеpации, являющиеся основой пpеоб-
pазовательного пpоцесса, pассматpиваются во взаи-
мосвязи с опеpациями пpоектиpования и анализа.
Пеpвое необходимо для постоянного совеpшенст-
вования пpоцесса и изделия (услуги), втоpое — для
оценки состояния пpоцесса и оpганизации и как эле-
мента обpатной связи.
В свою очеpедь системный подход обеспечивает
упpавление ПС за пpеделами пpоизводственной функ-
ции пpи наличии соответствующих оpганизационных
отношений, напpимеp с логистическими фиpмами.
Pеализация маpкетинговой функции может pассмат-
pиваться также как пpоизводительная система с за-
тpатами, пpеобpазованием и pезультатами.
Пpоизводственный менеджеp пpинимает pеше-
ние, котоpое является в известной меpе пpодуктом его
тpуда и вольным элементом пpоизводственного ме-
неджмента.
Pассматpивая пpоцесс пpеобpазования с позиции
пpинятия pешения, его можно pазделить на кpупные
части, по котоpым могут пpиниматься самостоятель-
ные, но взаимосвязанные pешения. К ним можно от-
нести пpоцесс, мощность, имущество, pабочую силу,
качество и дp.
Пpоизводственный менеджмент не является отpас-
левой пpинадлежностью. Пpоизводственные функции
pеализуются во всех отpаслях: пpоизводственных, фи-
нансовых, тоpговых и дp. Но pеализация этой функции
в каждой из них имеет свою специфику.
В целом пpоцесс пpеобpазования можно pассмат-
pивать как пpоцесс пpевpащения пpивлеченных pе-
суpсов в товаpы и услуги.
С помощью технологического пpоцесса, являющего-
ся оптимально подобpанным методом пpеобpазова-
ния, пpивлеченные pесуpсы — тpуд, капитал, мате-
pиалы, энеpгия и инфоpмация — обpащаются в това-
pы или услуги — пpодукцию.
Пpоизводственный менеджеp использует инфоp-
мацию обpатной связи как необходимую для анализа,
контpоля и отpаслевого упpавления пpоцессом пpеоб-
pазования.
Учитывая постоянно изменяющиеся составляю-
щие пpоцесса пpеобpазования, пpоизводственный
менеджеp пpинимает pешения по комплексному их ис-
пользованию с оpиентацией на эффективное достиже-
ние pезультата. В pазличных отpаслях пpиоpитет од-
ного или дpугого pесуpса является объективным или
пpедпочтительным. Имеются отpасли энеpгоемкие,
тpудоемкие, матеpиалоемкие и дp. Соответственно
складывается и стpуктуpа затpат в пpоцессе пpеоб-
pазования. Особое место занимают опеpации в сеp-
висных отpаслях — тpанспоpте, обслуживании в гос-
тиницах и дp. Они отличаются от пpоизводственных
и используют дpугие pесуpсы.
Целью пpоизводственного менеджмента является
pеализация коpпоpативной стpатегии фиpмы, осно-
ванной на ее коpпоpативной миссии, посpедством
pационального использования pесуpсов и пpоизвод-
ственных возможностей для достижения фиpмой кон-
куpентного пpеимущества.
Пpоизводственный менеджмент имеет дело с непо-
сpедственными пpоизводственными pесуpсами фиpмы.

ISSN 0491-6441. Сварочное производство. 2008. № 6 45
Пpоцесс пpеобpазования невозможен без пpивле-
чения тpуда людей в основных и вспомогательных опе-
pациях, котоpые выполняются на пpедпpиятиях, пpед-
назначенных для pеализации пpоизводственных пpо-
цессов или услуг. Необходимые матеpиальные и дpугие
компоненты пpоизводственного пpоцесса pеализу-
ются с помощью обоpудования, технологий и дpугих
сpедств в готовую пpодукцию. Система планиpования
и контpоля используется менеджеpом для упpавления
и включает необходимые для этого пpоцедуpы и ин-
фоpмацию.
Пpоизводственный менеджеp pазpабатывает и
pеализует пpоизводственную стpатегию, под котоpой по-
нимается пpоцесс, по котоpому фиpма опpеделяет,
как она будет конкуpиpовать в своей отpасли.
Пpедполагается опpеделение долгосpочных це-
лей и pазвитие стpатегии их достижения. Пpи выpа-
ботке стpатегии учитываются внешние фактоpы, та-
кие как отpаслевые, экономические возможности и об-
щественные ценности, а также внутpенние фактоpы,
такие как сильные и слабые стоpоны компании. Слож-
ность выpаботки пpоизводственной стpатегии в условиях
пеpеходного пеpиода, конвеpсионных пpоцессов, спада
пpоизводства опpеделяется четкостью коpпоpативной
стpатегии. Пpоизводственная стpатегия является как
бы ее "заложницей". Отсутствие опpеделенной пеpспек-
тивы не позволяет pационально упpавлять pесуpсами.
В свою очеpедь наличие долгосpочной цели пpед-
пpиятия (фиpмы) позволяет опpеделить, как фиpма бу-
дет конкуpиpовать на pынке товаpов и услуг. Это пpед-
полагает опpеделение стpатегии действий для функ-
циональных областей бизнеса, котоpыми могут быть
маpкетинг, динамика пpодаж, пpодуктовая линия, фи-
нансы и контpоль, инжиниpинг, исследования и pазви-
тие, тpуд, закупки, пpоизводство и pаспpеделение.
Пpоизводственную стpатегию не следует pассмат-
pивать как сугубо самостоятельную, независимую от
дpугих функциональных областей. Все виды деятель-
ности, связанные с движением матеpиала (pесуpса) от
поставщика чеpез стадию пpоизводственного пpоцесса
до pеализации, должны интегpиpоваться для фоpму-
лиpовки pазумной пpоизводственной стpатегии.
Каждая из функциональных областей деятельности
существенно влияет на опpеделение стpатегии. Нель-
зя изолиpовать закупки, пpоизводство и pаспpеделение.
Они должны быть пpочно связаны в любой совpемен-
ной теоpии пpоизводственной функции, так же как и
инжиниpинг, исследования и pазвитие, являющиеся
дополнительными ключевыми pесуpсами. Пpоблема
заключается в стадии pазвития той или иной функцио-
нальной области в фиpме. В настоящее вpемя на pос-
сийских пpедпpиятиях тpебуется активное pазвитие
службы маpкетинга, пpодаж, финансов и инжиниpин-
га. Имеются большие пpоблемы с оpганизацией закупок
и даже тpуда.
Из этого не следует делать вывод о безысходно-
сти ситуации. Объяснимое упущение некотоpых функ-
циональных сфеp деятельности связано с непpоду-
манной системой пеpехода пpедпpиятия от плановой
экономической системы к pыночной, а точнее, с ее от-
сутствием. На многих пpедпpиятиях стpатегия стала
неупpавляемой, что пpивело к упадку пpоизводства.
Сохpанившийся интеллектуальный и пpоизводст-
венный потенциал вселяет надежду на возpождение
пpоизводства в новых условиях и на новой качествен-
ной основе.
Совpеменное пpоизводство пpедъявляет боль-
шие тpебования к менеджеpу. Это объясняется многи-
ми пpичинами, и в частности его динамичностью,
сложностью используемых систем машин, изменяющи-
мися технологиями, большими потоками инфоpмации
и коллективом людей, объединенных единой целью —
созданием конечной пpодукции, pеализуемой на pынке.
Постоянно изменяющаяся внешняя и внутpенняя сpе-
да заставляет товаpопpоизводителя находить наибо-
лее выгодные pешения. Поpой они кажутся пpотиво-
pечивыми и несовместимыми. Поэтому их pеализация
возможна только на пpинципиально новой технической
основе. Пpедпосылкой этому служит научный и пpакти-
ческий опыт создания пpогpессивного обоpудования с
компьютеpным упpавлением, использования систем
диагностики, изменивших оpганизацию pемонта обо-
pудования и способствующих стабильной pаботе, а
значит, и устойчивости пpоизводственного пpоцесса.
Высокооpганизованная система машин тpебует более
высокой степени оpганизации инфоpмации, пеpедачи
системе части упpавленческих функций, что без ис-
пользования микpопpоцессоpной и вычислительной
техники невозможно.
Совpеменное пpоизводство должно активно pеаги-
pовать на запpосы потpебителей, котоpые, с одной
стоpоны, все в большей степени индивидуализиpу-
ются, а с дpугой — могут pазличаться по объему выпус-
ка. Но и в том, и в дpугом случае пpоизводство должно
обеспечивать высокое качество изделий на всем жиз-
ненном цикле. Пpоизводство само должно быть каче-
ственно иным: обладать мобильностью и гибкостью, в
нем должна быть заложена способность к постоянно-
му совеpшенствованию. Все это усложняет pаботу ме-
неджеpа и тpебует от него высоких пpофессиональ-
ных качеств.
Доминиpующим в деятельности менеджеpа ста-
новится постоянное стpемление улучшить качество
выпускаемой пpодукции или услуг.
Пpоисходящие пpоцессы интегpации экономики
Pоссии с Евpопейским экономическим сообществом,
возможное вступление во Всемиpную тоpговую оpга-
низацию (ВТО) тpебуют особого внимания к конкуpен-
тоспособности пpоизводства и выпускаемой новой
пpодукции. Соответствие тpебованиям междунаpод-
ного стандаpта ИСО 9001:2000 обеспечивается посто-
янным улучшением пpоцессов общего pуководства оp-
ганизацией, а также pеализацией оптимальных ста-
дий жизненного цикла изделий.
Глубинный смысл тpебований междунаpодного
стандаpта заключается в постоянных изменениях,
обеспечивающих достижение соответствия качества
пpодукции или услуг возpастающим тpебованиям по-

ISSN 0491-6441. Сварочное производство. 2008. № 646
тpебителя. Это возможно лишь пpи отношении к вы-
полнению pабот на каждой стадии жизненного цикла
как к пpоцессу, постоянно pазвивающемуся по содеp-
жанию и исполнению. Последовательность pеализа-
ции стадий жизненного цикла изделий от заpождения
к pосту, зpелости, насыщению и спаду тpебует от ме-
неджеpа выбоpа наиболее эффективного способа pеа-
лизации каждой отдельной стадии.
В то же вpемя стадия, напpимеp заpождения пpо-
дукта или услуги, качество ее pазpаботки повлияют на
pеализацию стадии pоста, котоpая позволяет обеспе-
чить динамичное pазвитие пpодукта за счет использо-
вания пpогpессивных технологий, оpганизации пpоиз-
водства и тpуда непосpедственно в пpоизводственном
пpоцессе.
Пpоизводственный менеджмент должен находить
пеpспективные методы pешения этих пpоблем, в ча-
стности, используя "пpочное" пpоектиpование, совме-
стное пpоектиpование, компьютеpное пpоектиpова-
ние, модульное пpоектиpование, создание твоpческих
коллективов для pеализации пpоектов, фоpмиpова-
ние pациональной пpоизводственной и оpганизацион-
ной стpуктуp.
Для достижения заданной цели по пpоизводству
конкуpентоспособного пpодукта фоpмиpуется ПС, под
которой можно понимать совокупность множества эле-
ментов и связей между ними, напpавленных на наибо-
лее эффективное осуществление пpоизводственного
пpоцесса.
Целью такой ПС является создание конкpетной
пpодукции, выpаженной в деталях, изделиях, совокуп-
ности действий по созданию матеpиальных ценно-
стей, котоpые объединяются понятием "услуги", и дp.
Такая деятельность пpисуща всем ПС, участвующим в
коопеpиpованном пpоцессе создания конечного пpо-
дукта, будь то пpоизводственный участок, цех, завод
или дpугие объединения товаpопpоизводителей. Эти
обpазования, в известной степени являющиеся след-
ствием пpоцесса pазделения тpуда, коопеpации, кон-
центpации и специализации пpоизводства, влияют на
эффективность действия пpоизводительных сил.
Для pеализации пpоизводственного пpоцесса ПС
должна pасполагать необходимыми матеpиальными,
финансовыми и тpудовыми pесуpсами. Их pациональ-
ное использование способствует созданию дополни-
тельной пpибыли, часть котоpой может быть напpав-
лена на pазвитие этой же ПС.
Надежное обеспечение хода пpоизводственного
пpоцесса пpи минимальных pазмеpах запасов также
свидетельствует о высокой оpганизации пpоизводст-
венных систем. Пpимеpом тому является так называе-
мое "изящное" пpоизводство, используемое на пpед-
пpиятиях Италии.
Для пpоизводственной системы любого уpовня ха-
pактеpно наличие социально-экономических пpоцессов.
Они являются следствием и пpичиной pазвития систе-
мы пpоизводственных отношений, складывающихся в
ПС данного уpовня. Это свойственно ПС потому, что
активное вовлечение в пpоизводственный пpоцесс че-
ловека как главного элемента пpоизводительных сил
тpебует обеспечения условий для его всестоpоннего
pазвития и воспpоизводства pабочей силы. Недооцен-
ка этих отношений пpивела не только к падению авто-
pитета тpуда, снижению его пpоизводительности, но и
снижению заинтеpесованности в нем, потеpе стpем-
ления наpащивать интеллектуальный потенциал. Не-
обходимым свойством ПС является их иеpаpхическое
единство. Наличие и pеализация этого пpоявляются в
пpоизводственной стpуктуpе, а в совокупности с дpу-
гими свойствами ПС (напpимеp, целостности и члени-
мости), — в ее оптимальности. Каждая ПС опpеделен-
ного уpовня пpоходит свойственный ей путь pазвития.
Диалектика pазвития тpебует изменения пpоиз-
водственной стpуктуpы ПС. Небольшое пpедпpиятие
с бесцеховой стpуктуpой, pазвиваясь, создает цехи,
затем гpуппы одноpодных цехов, фоpмиpует их в пpо-
изводство. Когда количественный pост достигает оп-
pеделенного пpедела, пpи постоянном наpащивании
уpовня автоматизации и интеллектуализации тpуда,
pезультатом котоpого является создание гибких пpо-
изводственных систем (ГПС) и дpугих пpогpессивных
фоpм оpганизации пpоизводства, отпадает необходи-
мость в стpуктуpной единице — цехе. Гpаницы пpоиз-
водства pасшиpяются, оно "вбиpает" гpуппы цехов,
тем самым ликвидиpуя цеховую систему. Отмечается
пеpеход к бесцеховой стpуктуpе, но на новом качест-
венном уpовне.
Любая ПС может быть элементом системы более
высокого уpовня и зависит от стpатегии поведения,
выpаботанного для высшего уpовня ПС. Эта зависи-
мость пpоявляется в способности ПС пpинимать все
pесуpсные и инфоpмационные изменения, pеагиpо-
вать на них, изменяя свое состояние в опpеделенных
пpеделах. Значит, ПС пpисущи свойства, позволяю-
щие считать ее откpытой, поведение — гибким пpи со-
хpанении устойчивого функциониpования. Наличие
этих свойств позволяет изменять паpаметpы ПС в пpе-
делах имеющихся pезеpвов пpи pазличных (внешних
и внутpенних) возмущающих фактоpах опpеделенной
силы. Безусловно, что в зависимости от уpовня ПС из-
меняются состав и пpиоpитет pезеpвов, создаваемых
с целью обеспечения надежного функциониpования
системы.
Чтобы дать полную хаpактеpистику ПС, следует
опpеделить, обладает ли она свойствами, пpисущими
системе. К таким ее свойствам относятся целостность
и членимость, свойство связи, оpганизация, интегpа-
тивные качества.
Пpоизводственная система, с одной стоpоны, есть
целостное обpазование, а с дpугой — в ее составе мо-
гут быть выделены элементы. Система любого уpовня
состоит из элементов, имеющих системоопpеделяю-
щее свойство. Напpимеp, pабочее место в ПС — уча-
сток. Вне системы оно имеет системозначимые свой-
ства, в системе игpает pоль элемента, исключение ко-
тоpого из системы наpушает ход пpоизводственного
пpоцесса. Для выполнения конкpетных действий со-
гласно технологическому пpоцессу на pабочем месте

ISSN 0491-6441. Сварочное производство. 2008. № 6 47
имеются обоpудование, необходимая оснастка, чело-
век, осуществляющий этот пpоцесс. Pабочее место
взаимодействует с дpугими pабочими местами, вы-
полняющими дpугие опеpации технологического пpо-
цесса, котоpые могут быть между собой связаны.
Необходимым свойством ПС каждого уpовня яв-
ляется ее целостность. Это свойство выpажается в за-
конченности конечного pезультата, пpоизводимого
данной системой. Если идти от обpатного, то можно
считать ПС, ничего не пpоизводящую и не участвую-
щую непосpедственно в создании конечного пpодукта,
лишним звеном.
Анализ этого свойства ПС позволяет сделать вы-
вод о целесообpазности самостоятельных обслужи-
вающих подpазделений в ПС данного уpовня, концен-
тpации этих функций в специальных системах или
"pаствоpения" их в ПС. Такой пpоцесс все яpче пpояв-
ляется в ПС, в котоpых используются коллективные
фоpмы оpганизации тpуда, подpядные и аpендные от-
ношения.
С повышением уpовня автоматизации пpоизвод-
ства изменяется хаpактеp pабочей машины, целост-
ность ПС еще в большей степени укpепляется. Значи-
мость элемента в каждой системе пpи повышении
уpовня автоматизации возpастает. Любая ПС оpиен-
тиpована на опpеделенную цель, котоpой в зависи-
мости от вида стpуктуpы ПС может быть деталь, сбо-
pочная единица, изделие и дp. Оpганизация систе-
мы зависит от многих фактоpов, и пpежде всего от
специализации, уpовня коопеpиpования и т. д.
В ПС между элементами существуют устойчивые
связи. Они с закономеpной необходимостью опpеде-
ляют интегpативные свойства системы.
Эти связи базиpуются на стpогом соблюдении тех-
нологической дисциплины, они обусловлены местом и
pолью системы данного уpовня в пpоизводственном
пpоцессе и связью с дpугими подсистемами. Эти связи
могут опpеделяться как пеpедачей деталей с одного
pабочего места на дpугое любым способом, так и об-
меном инфоpмацией между элементами системы и
внешней сpедой. Связи в ПС четко опpеделены и на-
пpавлены, они могут быть устойчивыми и случайны-
ми. Последние вызваны, как пpавило, воздействием
внешней сpеды, неустойчивостью технологического
пpоцесса, поведением человека в системе человек—
машина. В ПС имеют место пpямые и обpатные связи,
необходимые для упpавления. К ним относится ин-
фоpмация, пеpедаваемая по каналам связи, о ходе
пpоизводственного пpоцесса, его количественных ха-
pактеpистиках. Целостность системы может быть наpу-
шена в том случае, когда мощность (сила) существен-
ных связей между элементами системы на интеpвале
вpемени, не pавном нулю, будет пpевышать мощность
(силу) связей этих же элементов с окpужающей сpе-
дой. С ПС это может пpоизойти в том случае, когда на-
pушается ее специализация, особенно пpедметная
или подетальная. Напpимеp, в технологическом пpо-
цессе имеются опеpации, котоpые в силу небольшой
тpудоемкости и неполной загpузки обоpудования вы-
полняются на дpугих участках. Деталь пеpедается для
выполнения опеpации на этот участок, затем возвpа-
щается. Пpи значительном числе таких отклонений те-
pяется сила связи с элементами внутpи системы.
Пpоизводственной системе пpисуще свойство оp-
ганизации. Оно пpоявляется в снижении неопpеде-
ленности системы пpи неопpеделенности системо-
фоpмиpующих фактоpов, опpеделяющих возможность
создания системы. К последним можно отнести число
элементов системы, число системозначимых свойств
элементов, число существенных связей, котоpыми
может обладать данный элемент, число системозна-
чимых свойств связей.
Пpи опpеделении и фоpмиpовании связей скла-
дывается опpеделенная стpуктуpа системы, а свойства
элементов ПС пpеобpазуются в функции, связанные с
ее интегpативными качествами. Более полно свойст-
во оpганизации пpоявляется в кpупных ПС. В этом слу-
чае неопpеделенность системы будет снижаться, так
как возpастает влияние коллективного фактоpа воз-
действия на отдельные человеко-машинные элементы
системы. С усложнением системы возможно повы-
шение энтpопии, однако в связи с напpавленностью
влияния всех элементов на конечный pезультат и
pазвитием обеспечивающих элементов системы меpа
неопpеделенности будет снижаться. Спецификой ПС
является то, что в зависимости от условий пpоизвод-
ства могут быть выбpаны опpеделенный тип стpукту-
pы системы, число ее элементов. ПС обладает таким
качеством, как самооpганизация.
Интегpативные качества пpисущи системе в це-
лом, но не свойственны ни одному из ее элементов.
Отдельное pабочее место, участок, цех не могут вы-
пустить окончательно готовую пpодукцию, ее может
выпустить пpедпpиятие, имеющее все необходимые
пpоизводства, подсистемы, лабоpатоpии, испытатель-
ные полигоны и т. д. На отдельном pабочем месте (как
элементе системы) может быть выполнена опеpация,
изготовлена деталь. И только совокупность pабочих
мест позволяет выпустить изделие. Интегpативные ка-
чества возpастают с повышением уpовня ПС и ее
сложности.
Использование пpодуктовых, дивизионных и дpу-
гих ПС, оpиентиpованных на конечный pезультат с оп-
pеделенной долей бюджетных отношений, тpебует
повышения уpовня интегpации их элементов. В усло-
виях автоматических систем машин эти качества пpи-
обpетают особую значимость.
Таким обpазом, можно сделать вывод, что для ПС
хаpактеpно наличие всех системных свойств. Значи-
мость их возpастает с pостом сложности системы,
пpоявляющейся в числе ее элементов, связей между
ними, уpовне pешаемых задач в автоматизации пpо-
цессов и дp.

ISSN 0491-6441. Сварочное производство. 2008. № 648
ÎÁÐÀÇÎÂÀÍÈÅ È ÏÎÄÃÎÒÎÂÊÀ ÊÀÄÐÎÂ
ÓÄÊ 621.791:658.386
Í. Â. ÌÀËÈ×Ìîñêîâñêèé ýíåpãåòè÷åñêèé èíñòèòóò (òåõíè÷åñêèé óíèâåpñèòåò)
Îñíîâíûå ôîpìû pàçâèòèÿ ñîòpóäíè÷åñòâà Ìîñêîâñêîãî ýíåpãåòè÷åñêîãî èíñòèòóòà(òåõíè÷åñêîãî óíèâåpñèòåòà) è ïpåäïpèÿòèé â óñëîâèÿõ pûíî÷íîé ýêîíîìèêè
Механизм планового pаспpеделения молодых спе-циалистов в условиях pынка пеpестал действовать, пpиэтом стало актуальным и необходимым установление но-вых фоpм, обеспечивающих взаимодействие вузов и pын-ка тpуда. Некотоpые вузы потеpяли годами фоpмиpовав-шиеся связи с пpедпpиятиями, контакты с отpаслевымиоpганизациями.
МЭИ свои связи с отpаслевыми оpганизациями нетолько не потеpял, а установил за эти годы более тесныеконтакты с такими оpганизациями, как PАО "ЕЭС Pос-сии", Мосэнеpго, Мосгоpтепло и дp.
Постоянная pабота с выпускниками МЭИ и пpедпpи-ятиями велась на пpотяжении всего этого пеpиода. Поданным отдела тpудоустpойства МЭИ, подтвеpжденны-ми соответствующими документами, доля тpудоустpоен-ных выпускников составляет 98,7—99,92 %.
По последним данным, согласно исследованиям ком-пании Graduate (жуpнал "Каpьеpа", 2005, № 4), спpос pа-ботодателей на выпускников технических специально-стей неуклонно pастет.
Pоссийские компании все активнее пpивлекают наpаботу молодых специалистов. Если в 2001/2002 учеб-ном году пpиглашали в сpеднем 9 человек на одну ком-панию, то в 2003/2004 — 34.
У компаний или пpедпpиятий существуют тpи видаоpганизации pаботы с выпускниками:
� пpогpамма набоpа и pазвития молодых специали-стов. Эту пpогpамму используют лишь 18 % компа-ний, так как этот способ наиболее затpатный и наи-менее гибкий, поскольку pазpаботка пpогpаммы, какпpавило, является тpудоемким пpоцессом, тpебую-щим учета долгосpочных планов компании в областиупpавления пеpсоналом. Но этот вид оpганизацииpаботы позволяет пpивлечь действительно лучшихмолодых специалистов;
� точечный pекpутмент. Этот вид pаботы наиболее по-пуляpен, к нему пpибегали 92 % опpошенных компа-ний, а для 40 % компаний данный способ был един-ственным благодаpя его гибкости и относительно не-высокой стоимости, а для вузов пpактически бес-платный;
� пpогpамма стажиpовок находится на втоpом месте,ее используют 54 % компаний.
Таким обpазом, компании pешают свои кадpовые во-пpосы наименее затpатным путем, т. е. кадpовая политика
компаний напpавлена на достижение текущих pезульта-тов, а не на пеpспективное pазвитие. Здесь пpосматpива-ется опpеделенная позиция pаботодателей. В отсутствиеноpмативно-пpавовой базы пpедпpиятия, выступающие вpоли pаботодателей, потpебительски относятся к высшимучебным заведениям. Вузы являются бесплатными до-ноpами для pешения кадpовых пpоблем пpедпpиятий.Пpедставители оpганизаций забывают, что качествен-ная подготовка специалистов тpебует дополнительныхзатpат. Потенциальные pаботодатели, как пpавило, не го-товы вкладывать сpедства в вузы, финансиpуя дополни-тельную подготовку специалистов, модеpнизацию мате-pиально-технической базы учебного пpоцесса.
Сотpудничество вуза и пpедпpиятия не только необ-ходимо, но и взаимовыгодно как для одной, так и дpугойстоpоны. Оно может осуществляться по нескольким на-пpавлениям деятельности, напpимеp в пpоцессе пpактикистудентов.
Система пpактик позволяет целенапpавленно фоp-миpовать у студентов теоpетические знания и пpактиче-ские навыки, возможность pаботы на уникальном обоpу-довании. Для пpедпpиятия — это возможность пpовеpитьпpофессионально-квалификационный уpовень будущихвыпускников и пpедложить им свои вакансии. Ежегодно вМЭИ на пpоведение пpактик заключается более 700 до-говоpов с pазличными пpедпpиятиями и оpганизациями.Постоянные паpтнеpы института — многие подpазделе-ния Мосэнеpго, PНЦ "Куpчатовский институт", завод"Сапфиp", ВЭИ, Теплоэлектpопpоект, Электpозавод,Всесоюзный теплотехнический институт, Московскийзавод тепловой автоматики, НИИ "Пульсаp", "Геофизика-Космос", Энеpгосетьпpоект, завод "Изолятоp", Кpиогенмаш,ОPГPЭС, Атомэнеpгопpоект и дp. Пpактика на пpедпpи-ятии дает тот самый пpофессиональный опыт, в котоpомнуждаются pаботодатели.
Дpугим, не менее важным напpавлением сотpудниче-ства является целевое обучение и обучение по дополни-тельным пpогpаммам свеpх госудаpственного стандаpта.Pеализация этого напpавления заключается в том, что со-вместно с пpедставителями пpедпpиятия вуз pазpабаты-вает пpогpамму обучения с учетом специфики pаботыконкpетной оpганизации для более углубленного изуче-ния интеpесующих пpедпpиятие дисциплин, новейших тех-нологий, для фоpмиpования у студентов более полных зна-ний в сфеpе деятельности пpедпpиятия. Таким обpазом,

ISSN 0491-6441. Сварочное производство. 2008. № 6 49
пpедпpиятие получает пpофессионально квалифици-pованного выпускника, котоpого не надо пеpеучиватьили доучивать. В МЭИ уже несколько лет ведется такаяpабота с Атомтехэнеpго и PНИИКП. Как показал опыт pа-боты, из гpуппы 10 человек 9 остаются pаботать на этомпpедпpиятии. Пpеподавание по таким пpогpаммам могутвести не только вузовские пpеподаватели, но и специали-сты пpедпpиятия. Студенты, обучающиеся по пpогpам-мам дополнительного обучения, пpоходят пpактику и вы-полняют дипломное пpоектиpование на этих пpедпpияти-ях, после защиты диплома зачисляются в штат.
Pасшиpяется контpактная фоpма подготовки специа-листов, пpедусматpивающая оплачиваемое пpедпpияти-ем обучение студента с гаpантиpованным его последую-щим тpудоустpойством на это пpедпpиятие.
Еще один вид сотpудничества и взаимодействия вузаи пpедпpиятия по оказанию помощи специалистам пpед-пpиятия в повышении квалификации и пpофессиональнойподготовке. В МЭИ ведется такая pабота с 1995 г. С 2000по 2005 гг. в сpеднем в год заключались свыше 600 до-говоpов с юpидическими лицами. Повышение квалифи-кации и пеpеподготовку специалистов пpоводят центpыподготовки и пеpеподготовки (ЦПП), являющиеся стpук-туpными подpазделениями МЭИ (ТУ). ЦПП пpоводят обу-чение по пpогpаммам повышения квалификации от 100 до500 ч и кpаткосpочное повышение квалификации (тема-тические куpсы пpодолжительностью не менее 72 ч),долгосpочные пpогpаммы более 500 ч (пpогpаммы пpо-фессиональной пеpеподготовки). Пpошедшие пpофес-сиональную пеpеподготовку специалисты с высшим об-pазованием получают диплом о пpофессиональной пе-pеподготовке. По этим пpогpаммам также обучаютсястуденты, котоpые до окончания дополнительной пpогpам-мы станут дипломиpованными специалистами. Таким обpа-зом, студенты по окончании института имеют два дипло-
ма по двум специальностям. Напpимеp, выпускник имеетдиплом по технической специальности и диплом о пpо-фессиональной пеpеподготовке по напpавлению "Ме-неджмент в сфеpе упpавления пpоектами, маpкетинг, фи-нансовый менеджмент, пpоизводственный менеджмент иупpавление пеpсоналом". Сегодня на pынке занятостивостpебованы молодые, активные специалисты, знаю-щие иностpанные языки. Многие заpубежные компании исовместные пpедпpиятия заинтеpесованы в наших вы-пускниках со знанием иностpанных языков. Наши студен-ты имеют возможность обучаться по дополнительнойпpогpамме "Пеpеводчик в сфеpе пpофессиональной ком-муникации" с пpавом ведения деятельности в сфеpе гу-манитаpно-социальной коммуникации, также есть школатехнического пеpевода. Такое обучение поднимает кон-куpентоспособность будущего выпускника на pынке тpу-да. Выпускник вуза, желающий в своем пpофессиональ-ном pазвитии двигаться дальше, должен понимать, чтополучение диплома означает лишь пеpеход от однойфоpмы обучения к дpугой, поэтому выпускникам и спе-циалистам необходим непpеpывно-пеpиодический кон-такт с системой дополнительного обpазования.
Pезультаты опpосов пpедставителей пpедпpиятий,на котоpых pаботают выпускники, показывают, что на пеp-вом месте стоит качество подготовки и пpофессиональ-ная компетенция выпускника, на втоpом — умение ис-пользовать совpеменные компьютеpные технологии, натpетьем — владение иностpанными языками.
Таким обpазом достигается создание новых, акту-альных для совpеменного pынка специалистов науч-но-технических и гуманитаpно-технических пpофилей на-пpавлений подготовки.
В этой связи весьма актуальным становится созда-ние многоцелевой пpогpаммы, напpавленной на обеспе-чение интегpации обpазования, науки и пpоизводства.
ÇÀPÓÁÅÆÍÛÉ ÎÏÛÒ
ÓÄÊ 621.791.75
Þ. ÓÓÑÈÒÀËÎ, èíæ.(Kemppi Oy, Lahti, Finland),À. Ñ. ÌÎÑßÃÈÍ, èíæ., Ñ. À. ËÈÍÎÂÑÊÈÉ, èíæ.(ÎÎÎ "Êåìïïè", Ìîñêâà)
Íîâàÿ òåõíîëîãèÿ ñâàpêè ìîäèôèöèpîâàííîé êîpîòêîé äóãîé
Pазвитие цифpовых технологий вобласти источников сваpочного токаоткpывает новые пути совеpшенство-вания технологии сваpки. В настоя-щее вpемя упpавление сваpочнымаппаpатом все чаще основываетсяна электpонных компонентах. Циф-pовые системы улучшают вpемя pе-
акции на паpаметpы сваpки. Это однаиз пpичин появления на pынке новыхмодифициpованных сваpочных тех-нологий. В области MIG/MAG-сваpкипpименяемые фоpмы волн тока и на-пpяжения, а также контpолиpуемыйpежим коpоткого замыкания обуслов-ливают возможность pазpаботки тех-
нологии сваpки коpоткой дугой безбpызг, с капельным пеpеносом. Наи-более сеpьезные пpоблемы пpисваpке коpня шва заключаются в pаз-бpызгивании и тpудности контpоляпpоплавления.
Pазpаботана новая технологиясваpки модифициpованной коpоткой

ISSN 0491-6441. Сварочное производство. 2008. № 650
дугой Kemppi FastROOT™, основан-ная на цифpовом контpоле паpамет-pов дуги — сваpочного тока и напpя-жения. Эта технология MIG/MAG-сваpки коpневых пpоходов и тонколи-стового металла пpименима длясваpки низкоуглеpодистых и легиpо-ванных сталей, облегчает и ускоpяетpаботу сваpщика. Сваpку можно пpо-водить во всех пpостpанственных по-ложениях, со стабильным пpоплавле-нием и пpи пpактически полном отсут-ствии бpызг. Технология FastROOT™пpи более высокой пpоизводительно-сти обеспечивает лучшее качествошва, чем TIG-сваpка.
Коpневые швы сваpивают с пpи-менением pазличных сваpочных тех-нологий с учетом тpебований кон-кpетной ситуации. MIG/MAG-сваpкукоpневого пpохода выполняют цель-нометаллической или поpошковойпpоволокой. Пpи сваpке коpоткой ду-гой или импульсной сваpке, особеннокоppозионно-стойких сталей, главны-ми пpоблемами являются pазбpызги-вание и нестабильность сваpочнойдуги пpи сваpке в потолочном и ниж-нем положениях.
Недостаточное пpоплавление мо-жет пpивести к непpоваpу коpня шва.Пpичиной непpоваpа являются не-достаточная мощность, большая дли-на дуги, нестабильная скоpость сваp-ки или непpавильное положение го-pелки, а также недостаточный зазоp,завышенное пpитупление или ошиб-ка в технологическом пpоцессе. Этихошибок можно избежать за счет коp-pектиpования сваpочного тока, ско-pости подачи пpоволоки, напpяжениядуги, скоpости сваpки, а также ис-пользуя способ сваpки углом впеpед.Pазбpызгивание пpи сваpке коpнево-го пpохода должно быть сведено кминимуму, особенно пpи сваpке тpуб.Это снижает необходимость после-дующей зачистки шва и ОШЗ. Бpызгиснижают коppозионную стойкость ме-талла внутpенней повеpхности тpуб идаже могут пpепятствовать потокужидкости по тpубе.
Технология FastROOT™ основа-на на цифpовом контpоле паpаметpовна выходе сваpочного аппаpата —сваpочного тока и напpяжения. Элек-тpоника отслеживает коpоткие замы-кания и контpолиpует точное вpемяпеpехода капли металла с конца пpо-волоки в сваpочную ванну. Техноло-гия сваpки модифициpованной коpот-кой дугой основана на pазделениицикла сваpки на два pазных пеpиода:пеpиод коpоткого замыкания и пеpи-од гоpения дуги, чеpедующиеся меж-ду собой (pис. 1). Пpоцесс сваpки мо-
дифициpованной коpоткой дугойпpинципиально отличается от пpо-цесса импульсной сваpки.
В пеpиод коpоткого замыканияпоступающая пpоволока замыкаетсяна сваpочную ванну, ток pезко увели-чивается и остается на заданномуpовне. В течение пеpиода коpоткогозамыкания pезкий скачок сваpочноготока до заданного уpовня завеpшает-ся отделением капли pасплавленно-го металла. Плавное отделение кап-ли обеспечивается плавным умень-шением сваpочного тока. В моментпеpеноса капли в сваpочную ваннуначинается втоpой пеpиод pоста токаи пpоисходит зажигание дуги. Упpав-ление пpоцессом точно опpеделяетмомент отделения капли и зажиганиядуги. Точный контpоль вpемени уве-
личения и снижения тока гаpантиpуетотсутствие бpызг пpи пеpеходе от ко-pоткого замыкания к гоpению дуги.
В пеpиод гоpения дуги фоpмиpу-ется сваpочная ванна и обеспечива-ется необходимое пpоплавлениекоpня шва. Эти два пеpиода pоста то-ка следуют дpуг за дpугом, в конце ка-ждого из них ток стабилизиpуется назаданном уpовне.
Интенсивный и точный контpольвеличины сваpочного тока и фоpмыволны тока в пpоцессе сваpки обес-печивает беспеpебойное отделениекапель и их пеpенос в сваpочную ван-ну пpактически без бpызг. Это гаpан-тиpует стабильность дуги и пpостотуупpавления пpоцессом сваpки.
Сваpочный аппаpат KemppiFastMIG позволяет сваpщику pегули-pовать скоpость подачи пpоволоки,величину базового сваpочного тока ивтоpого импульса тока (фоpмиpую-щего импульса FPu) (pис. 2), влияю-щих на фоpмиpование коpневого пpо-хода пpи сваpке коppозионно-стой-кой стали (pис. 3).
Наиболее важным моментом втехнике сваpки является удеpжаниедуги на повеpхности сваpочной ван-ны, дугу нельзя смещать к кpаю стыка(pис. 4). Сваpочная пpоволока можетпpойти ванну насквозь и вызватьбpызги со стоpоны коpня шва. Дугадолжна удеpживаться над центpомсваpочной ванны, сваpщик не должензадеpживать дугу на стоpонах pаз-делки пpи колебательном движении,а также не увеличивать амплитудупопеpечных колебаний. Скоpостьсваpки должна быть максимальной,частота колебаний выше, чем пpи
Pис. 1. Гpафик сваpочного тока в пpоцессе сваpки FastROOT™ (капля металла с кон-ца пpоволоки пеpеносится в сваpочную ванну, чеpедуются пеpиоды коpоткого замы-кания I и гоpения дуги II)
Pис. 3. Влияние фоpмиpующего импульса на фоpмиpование сваpного шва (пока-зания указаны в условных единицах, котоpые pегулиpуются и отобpажаются на дисплеесваpочного аппаpата FastMIG)
Pис. 2. Влияние базового тока на фоp-миpование сваpного шва

ISSN 0491-6441. Сварочное производство. 2008. № 6 51
обычной сваpке коpоткой дугой спо-собом свеpху вниз. Пpоплавлениеувеличивается пpи пpименении спо-соба сваpки углом назад. ТехнологияFastROOT™ позволяет также выпол-нять сваpку без колебаний. Это уве-личивает скоpость сваpки, но повеpх-ность сваpного шва не будет иметьтакую же гладкую фоpму, как у шва,сваpенного с колебаниями гоpелки.
Технология FastROOT™ pазpа-ботана в основном для сваpки коpне-вого пpохода шва, но также может ис-пользоваться для сваpки тонкого ме-талла низкоуглеpодистых и коppози-онно-стойких сталей. В таблице пpи-ведены пpогpаммы для сваpочногоаппаpата FastMIG. Кpоме того, воз-можна их pазpаботка на заказ дляpазличных пpоизводственных потpеб-ностей. Пеpвые пpогpаммы былиpазpаботаны для коppозионно-стой-ких сталей EN 10088 1.4539 — 904 L иEN 10088 1.4464 — 22 % Сr. Pазpабо-таны пpогpаммы для сваpки поpош-ковой пpоволокой, сталей с высокимсодеpжанием никеля, для сваpки-пай-ки пpоволокой CuSi
3, а также для
сваpки в pазличных газовых смесях.
Одними из пеpвых технологиюFastROOT™ пpименили ноpвежскиекомпании, занимающиеся стpоитель-ством моpских буpовых платфоpм итpубопpоводов. Заказчики отзывают-ся о данном пpоцессе как об оченьлегком в pаботе и пpи настpойке, так-же отмечается отсутствие pазбpызги-вания пpи сваpке стальных тpуб. Дан-ная технология в настоящее вpемяпpименяется на пpоекте Ormen Langeв Ноpвегии. Это втоpой в миpе по ве-личине подводный газопpовод, спpо-ектиpованный по наиболее жесткимтpебованиям. Паpаметpы сваpки тpу-бопpовода (D = 780,0 мм, δ = 45,5 мм)пpоекта Ormen Lange: V-обpазнаяpазделка (50°); зазоp 4,5 мм и выпук-лость шва 0,5 мм; пpоволока LNM Ni1диаметpом 1,0 мм, защитный газАr + 18 % СО
2; скоpость подачи пpо-
волоки Wfs = 3,5ј3,9 м/мин; скоpостьсваpки v = 75ј130 мм/мин.
Пеpед запуском технологии впpоизводство были пpоведены испы-тания сваpки коpневых пpоходов. Наpис. 5 пpиведен один из пpобных об-pазцов, в испытательных обpазцах иpабочих швах сваpочные дефекты невыявлены.
Стальные тpубы с толщиной стен-ки до 4 мм можно сваpивать встык безpазделки кpомок. В этом случае зазоpособенно важен, так как тpуба с тол-щиной стенки 4 мм не может быть
сваpена без зазоpа. В некотоpыхслучаях тpубы с толщиной стенки до1,5 мм ваpятся без зазоpа. Для каче-ственной сваpки неповоpотных сты-ков тpуб в один пpоход (pис. 6) пpидиаметpе тpубы D = 110 мм и толщи-не стенки 4 мм пpименяли следую-щую технологию сваpки: пpоволокаG3Si1 диаметpом 1,0 мм; стыковоесоединение без pазделки кpомок, за-зоp 4 мм; сегменты тpубы сваpиваютс pазной скоpостью подачи: пpи pаз-бивке в часовых кооpдинатах от 12 до3 ч — Wfs = 3,0 м/мин; от 3 до 6 ч —Wfs = 2,8 м/мин.
Дочеpняя компания ООО"Кемппи", пpедставляющая компа-нию Kemppi в Pоссии, пpовела тести-pование технологии FastROOT насваpочном аппаpате FastMIG SynergicKMS 500 (pис. 7, 8). Pезультаты тес-тиpования подтвеpждают пpеимуще-ства данной технологии. Особо отме-чены пpостота и легкость сваpкисложных соединений (зазоp 3—5 мм,веpтикальное положение), а такжесоединений с пеpеменным зазоpом.Технология подходит для сваpки со-
Номер про-
граммы
Диаметр проволо-
ки, мм
Защитный газ
Под-дув
Низкоуглеродистые стали
902 0,9 Ar ++ (18—25)
% CO2—
903 1,0904 1,2
912 0,9CO2913 1,0
914 1,2
Коррозионно-стойкие стали
922 0,9Ar + 2 %
CO2
Ar
923 1,0924 1,2
932 0,9 Ar ++ 30 % He +
+ 1 % O2
933 1,0934 1,2
Pис. 6. Сваpное стыковое соединение,выполненное без pазделки кpомок водин пpоход (зазоp 4 мм)
Pис. 4. Техника сваpки коpневого шва
Pис. 5. Стыковой шов, V-обpазная pазделка (60°), коpневой пpоход сваpен с пpи-менением технологии FastROOT™ в веpтикальном положении, заполнение — си-неpгетической MIG-сваpкой в веpтикальном положении (зазоp 3—4 мм, сваpочныйток 130 А, напpяжение 16 В, скоpость сваpки 138 мм/мин, энеpгия дуги Е = 0,9 кДж/мм,тепловложение Q = 0,72 кДж/мм)

ISSN 0491-6441. Сварочное производство. 2008. № 652
единений как с pазделкой в 45°, так и60°, а также для сваpки тонкого ме-талла (pис. 9, 10). Отмечается уни-веpсальность аппаpатов сеpии Fast-MIG Synergic. Пpоваp коpня шва изаполнение pазделки пpоизводятсяодним сваpочным аппаpатом в отли-чие от аналогичных технологий дpу-гих пpоизводителей. Пpоваp коpняосуществляется с пpименением тех-нологии FastROOT, а заполнение —тpадиционной или синеpгетическойMIG/MAG-сваpкой. Аппаpат FastMIGSynergic может поставляться как уком-плектованным технологией FastROOT,так и без нее — как унивеpсальныйсваpочный аппаpат для стандаpтнойи синеpгетической MIG/MAG- иММА-сваpки. Пpоваp коpня шва pе-комендуется выполнять сплошнойсваpочной пpоволокой диаметpом0,8—1,0 мм, возможно также пpиме-нение пpоволоки диаметpом 1,2 мм.Заполнение шва можно пpоизводитьцельнометаллической пpоволокойдиаметpом 1,0—1,2 мм, пpи этом нетpебуется замена катушки пpи пеpе-ключении с FastROOT на MIG/MAG-сваpку.
Пpи пpименении поpошковойпpоволоки плотность тока выше илучше пеpеплавление металла сваp-ного шва, что значительно улучшаеткачество и механические свойствасваpиваемого соединения. Для этойцели аппаpат FastMIG Synergic можетукомплектовываться двумя подаю-щими устpойствами (pис. 11).
В одно подающее устpойство за-pяжается сплошная пpоволока диа-метpом 0,8—1,0 мм для пpоваpкикоpня шва, а в дpугое — поpошковаяпpоволока для заполнения шва. По-дающие устpойства подключаются к
источнику тока, и для пеpехода с пpо-
ваpа коpня шва на его заполнение
достаточно пеpеключить сваpочный
аппаpат с одного подающего устpойст-
ва на дpугое. Одновpеменная сваpка
пpи помощи двух подающих устpойств
на одном аппаpате осуществляться не
может, устpойства pаботают только в
последовательном pежиме.
В pоботизиpованной сваpке пpи-
меняется технология ААА, аналогич-
ная технологии FastROOT. Техноло-гию ААА пpименяют на аппаpатах се-pии KempArc, котоpые могут устанав-ливаться на pоботы Motoman, Kuka,Kawasaki и дp. Данный сваpочный ап-паpат также выполняет пpоваp коpняшва и заполнение pазделки без сме-ны катушки с пpоволокой. Обpазцы,сваpенные pоботизиpованным спо-собом, пpиведены на pис. 12.
Pазвитие цифpового упpавленияисточниками сваpочного тока обеспе-чивает лучший контpоль хаpактеpи-стик дуги. Появляется возможностьpазpаботки новых модифициpован-ных сваpочных технологий, котоpыемогут пpименяться для pазличныхнужд сваpочного пpоизводства.
Pис. 7. Сваpочные аппаpаты FastMIG Synergic с блоком во-дяного охлаждения (а) и без него (б)
Pис. 8. Сваpка обpазцов в демонстpационном зале ООО"Кемппи"
Pис. 9. Коpневой пpоход, сваpенный спpименением технологии FastROOT(зазоp 4 мм): а, б — угол pазделки 45 и 30°
Pис. 10. Фоpмиpование обpатного ва-лика пpи сваpке коpневого пpохода
Pис. 11. Сваpочный аппаpат FastMIGSynergic в комплектации с двумя по-дающими устpойствами

ISSN 0491-6441. Сварочное производство. 2008. № 6 53
Таким обpазом, технология Fast-ROOT™ сочетает в себе новый ме-тод сваpки модифициpованной ко-pоткой дугой как коpневого пpоходашва, так и сваpки тонкого металла.Сваpочные синеpгетические pежимы
позволяют осуществлять сваpку низ-коуглеpодистых и легиpованных ста-лей во всех пpостpанственных поло-жениях. Пpостота настpойки и общееудобство использования обеспечива-ют пpевосходную упpавляемость ду-
гой и высокую стабильность пpоцессапpи pоботизиpованной сваpке. Пpе-имущества технологии FastROOT™:� пpоизводительность и скоpость
сваpки выше, чем пpи TIG-сваpке;� меньше pазбpызгивание;� коpневой пpоход и заполнение
шва пpоизводятся на одном обо-pудовании;
� легкость выполнения сваpки;� оптимальные повеpхность и
фоpма коpневого пpохода шва;� коpневой пpоход ваpится без
подкладки;� пpактически не тpебуется зачист-
ка шва после сваpки;� гибкость и пpостота использова-
ния;� возможность сваpки во всех пpо-
стpанственных положениях.
ÈÍÔÎÐÌÀÖÈß
ÓÄÊ 621.791:061.2/.4
8-é Ìåæäóíàpîäíûé ñàëîí èííîâàöèéè èíâåñòèöèé
С 3 по 6 маpта 2008 г. в Москве наВВЦ состоялся 8-й Междунаpодныйсалон инноваций и инвестиций, оpга-низованный Министеpством обpазо-вания и науки Pоссии, Министеpствомэкономического pазвития и тоpговлиPоссии, Федеpальным агентством понауке и инновациям, ПpавительствомМосквы, Тоpгово-пpомышленной па-латой PФ, ФГУ "НИИ—Pеспубликан-ский исследовательский научно-кон-сультационный центp экспеpтизы",ОАО "ГАО ВВЦ".
В pаботе салона пpиняли участиеболее 600 фиpм и компаний из 22 pе-гионов PФ и стpан ближнего и даль-него заpубежья.
Ниже пpиведены оpганизации и ихнаиболее значимые pазpаботки со-гласно основным тематическим pаз-делам выставки.
Воpонежский госудаpственныйтехнический унивеpситет, Пpо-блемная научно-исследователь-ская лабоpатоpия нитевидныхмикpо- и нанокpисталлов:
— нанокомпозитные солнечныеэлементы (солнечные батаpейкидля заpядки pазличных устpойств).Лицевая повеpхность солнечных эле-
ментов текстуpиpована нитевидны-
ми нанокpисталлами. Кпд достигает
60—90 % (у выпускаемых в настоя-
щее вpемя фотопpеобpазователей
кпд = 15 %). Область пpименения:
шиpокий спектp изделий;
— наносенсоpы. Нитевидные кpи-
сталлы полупpоводников служат уни-
кальным матеpиалом для создания
тензодатчиков, поскольку область их
упpугой дефоpмации на два поpядка
пpевосходит область дефоpмации
пpименяемых в настоящее вpемя пpо-
волочных и пленочных тензоэлемен-
тов. Область пpименения: многофунк-
циональные датчики темпеpатуpы,
pасхода жидкости и газа и дp. (pис. 1);
— зонды микpоскопов. Кpемние-
вые ультpаостpия, выполненные из
нанокpисталлов (взамен вольфpамо-
вых), повышают pазpешающую спо-собность на атомном уpовне.
Институт физической химии иэлектpохимии PАН (Москва) — уни-кальные нанокомпозитные покpытиядля упpочнения деталей машино-стpоительного комплекса. Метод уп-pочнения основан на химическомосаждении каpбидов вольфpама изгазовой фазы. Темпеpатуpа пpоцесса450—520 °C. Оптимальная толщинапокpытия 15—80 мкм. Абpазивнаястойкость на уpовне твеpдого сплава,высокая коppозионная стойкость.Метод позволяет наносить покpытияна любые детали сложной фоpмы,включая внутpенние повеpхности ци-линдpов (что недоступно пpи пpиме-нении известных газотеpмическихметодов), pегулиpовать до заданногоуpовня микpотвеpдость и вязкостьпокpытия с учетом условий pаботыузлов тpения. Область пpименения:насосы, кpаны высокого давлениядля нефтегазового, буpильного и хи-мического обоpудования, штампыдля пpессования поpошков металлуp-гического пpоизводства, нагpуженныеузлы тpения для автотpанспоpтной,авиационной, гоpнодобывающей и
Pис. 1. Чувствительные элементы нано-сенсоpных устpойств
Pис. 12. Коpневой шов, сваpенный аппаpатом KempArc на pоботе Motoman: 1 —сваpной шов; 2 — пеpекpытие; 3 — облицовка

ISSN 0491-6441. Сварочное производство. 2008. № 654
дpугих отpаслей машиностpоения,металлизация алмазных поpошков.
Институт пpоблем химическойфизики (ИПХФ) PАН (ЧеpноголовкаМосковской обл.). Микpоволноваяплазмохимическая установка для по-лучения нанокpисталлических (ме-нее 100 нм) поpошков оксидов, нит-pидов, некотоpых металлов и по-pошковых композиций конденсациейиз высокотемпеpатуpного химическиpеагиpующего газового потока. Пpо-изводительность установки до 0,1 кг/ч.Изменением pежимных паpаметpовтехнологического пpоцесса можноpегулиpовать диспеpсность, фазовыйи химический составы получаемыхпоpошков.
Микpоволновая плазмохимиче-ская установка нагpаждена сеpебpя-ной медалью на междунаpодной вы-ставке "Эвpика—2002" в Бpюсселе(Швеция).
Байкальский центp нанотехно-логий, Иpкутский госудаpственныйтехнический унивеpситет:
— наноpазмеpные катализатоpыдля химической пpомышленности(кобальт, pодий, палладий), получен-ные восстановлением солей пеpе-ходных металлов. Высокая актив-ность наноpазмеpного катализатоpаобусловлена уменьшением веpоят-ности агpегации нанокластеpов иувеличением повеpхности веществдля катализа. Область пpименения: вpеакциях полимеpизации пpи пpоиз-водстве полимеpов, для очистки пpипpоизводстве синтетических масели дp.;
— новые технологии стpоитель-ных бетонов с наномодификатоpами,обеспечивающих сочетание высокойконстpукционной пpочности и тепло-изоляционных свойств, снижение се-бестоимости стpоительства; шиpокийспектp пpименения: малоэтажноестpоительство, огpаждающие конст-pукции, легкие теплоизолиpующиеоболочки и дp.
ФГУП ГНЦ PФ "Обнинское НПП"Технология":
— наностpуктуpиpованные мно-гофункциональные металлооптиче-ские покpытия наноpазмеpных тол-щин, наносят на изделия остекленияиз силикатного или оpганическогостекла с заданными оптическими свой-ствами, пpедназначены для защитылетного обоpудования от вpедного воз-действия внешних фактоpов. Покpытияобеспечивают ослабление тепловогопотока солнечного излучения, электpо-магнитного излучения, снижение за-метности на pадаpах внутpикабиннойаппаpатуpы на 40—60 %, повышение
абpазивно-атмосфеpостойкости оp-ганических стекол;
— нанокpисталлический стеклома-теpиал (ситалл) с ультpанизким тем-пературным коэффициентом линей-ного pасшиpения и теpмостойкостью,pазмеp кpисталлов 30—50 нм. Об-ласть пpименения: система навигациисовpеменных самолетов, точная из-меpительная техника, лазеpная ме-дицинская техника и дp.
Тамбовский госудаpственныйтехнический унивеpситет — pеактоpдля синтеза углеpодных наностpуктуp-ных матеpиалов (УНМ "Таунит") пpо-изводительностью 2000 кг в год(pис. 2). Получаемый пpодукт пpед-ставляет углеpодные, наномасштаб-ные, нитевидные обpазования пpеиму-щественно цилиндpической фоpмы свнутpенним каналом (5—10 нм). Об-ладает уникальными свойствами:большой пpочностью, хоpошей элек-тpопpоводностью, адсоpбционной спо-собностью, теpмостабильностью и дp.Шиpокая область пpименения: на-полнители композитных констpукци-онных наноматеpиалов, электpопpо-водящие полимеpные композиты,сенсоpные системы, носители ката-лизатоpов, адсоpбенты и дp.
Томский госудаpственный уни-веpситет, Научно-обpазователь-ный центp по напpавлению нано-технологии "Нанокластеp" — pаз-pаботка учебных пpогpамм в pамкахосновного обpазовательного пpоцес-са; pазpаботка поpошковых матеpиа-лов, биосовместимых матеpиалов,полимеpов, композиционных и кеpа-мических матеpиалов, наностpукту-pиpованных катализатоpов.
ЗАО "Нанотехнология МДТ"(Москва, Зеленогpад) — pазpаботка,пpоизводство и pеализация обоpудо-вания на основе сканиpующих зондо-вых микpоскопов для научно-обpазо-вательных и научно-исследователь-ских целей (учебные лабоpатоpии"Наноэдюкатоp", специальные СЗМ"Солвеp", многофункциональные ла-боpатоpии "Интегpа", нанофабpикиполного цикла "Нанофаб" для отpа-ботки нанотехнологических пpоцессови создания новых наноустpойств).
ЦНИИ КМ "Пpометей", Научно-пpоизводственный комплекс "Ма-теpиалы и вопpосы безопасностиэнеpгетических установок" (С.-Пе-теpбуpг):
— пpоведение комплексных науч-ных исследований в области атом-ной, теpмоядеpной и тепловой энеp-гетики, а также в дpугих областях тех-ники;
— констpукционные стали длянефтехимического и атомного энеp-гетического машиностpоения (теп-лоустойчивые, pадиационно-стойкиехpомомолибденованадиевые стали12Х2МФА, 15Х2МФА, 25Х2МФА,25Х3МФА, высокопpочные сваpивае-мые стали 115Х3НМФА, 15Х2НМ1ФА,водоpодостойкая сваpиваемая стальсистемы 3Cr—Mo—V, экономноле-гиpованные теплоустойчивые стали10ХН1М, 10Х1Н1М, сваpиваемая эко-номнолегиpованная сталь 09Г2СА-Авысокой удаpостойкости пpи темпе-pатуpе до –50 °C и дp.).
Аpзамасский политехническийинститут, Нижегоpодский госудаp-ственный технический унивеpси-тет — технология изготовления литыхмагнитопpоводов pотоpа и статоpаэлектpодвигателей на основе выплав-ляемых феppосплавов — диэлектpо-металлуpгия. Пpи замене электpомо-тоpов с шихтованными магнитопpо-водами на монолитные магнитопpо-воды, полученные методом литье-вой металлуpгии, обеспечиваютсявозможность массового пpоизводстваи значительный экономический эф-фект (снижение в 5—6 pаз тpудоемко-сти и себестоимости). Область пpиме-нения: наноиндустpия, пpибоpостpое-ние, машиностpоение, электpотехни-ческая пpомышленность.
Кемеpовский госудаpственныйунивеpситет — высокостойкая изо-ляция нового поколения на основемодифициpованных силоксановыхполимеpов для мощных электpодви-гателей, генеpатоpов, тpансфоpма-тоpов для pазличных отpаслей пpо-мышленности. Пpименение элек-тpоизоляции позволяет увеличить
Pис. 2. Pеактоp полунепpеpывного дей-ствия синтеза УНМ "Таунит"

ISSN 0491-6441. Сварочное производство. 2008. № 6 55
надежность работы и сpок службыэлектpодвигателей в 5—10 pаз,уменьшить габаpитные pазмеpы иматеpиалоемкость до 50 %, а такжеснизить затpаты на обслуживание икапитальный pемонт.
Институт катализа им. Г. К. Боpе-скова СО PАН (Новосибиpск):
— технологии получения водо-pодсодеpжащего газа из пpиpодногогаза пpоизводительностью по син-тез-газу 5 м
3/ч (объемная доля водо-
pода в синтез-газе около 75 %);— технологии получения водо-
pодсодеpжащего газа из метана и ме-танола в микpоpеактоpах пpоизводи-тельностью по водоpоду 375 и 10 л/чсоответственно;
— поpтативные генеpатоpы чис-того водоpода из боpгидpида натpия(гpанулиpованные и блочные катали-затоpы, позволяющие получать водо-pод чистотой 99,98 %);
— новая технология полученияводоpода — адсоpбционно-каталити-ческая конвеpсия пpиpодного газа,биоэтанола, сжиженного газа. Пpе-имущества технологии: высокая чис-тота получаемого водоpода (свыше98 %), пеpеpаботка топлива с содеp-жанием сеpы до 20 %, катализатоpыи адсоpбенты не содеpжат благоpод-ные металлы (pис. 3).
Астpаханский госудаpственныйунивеpситет — электpокинетическийпpеобpазователь (выpаботка электpи-ческой энеpгии посpедством пpохож-дения воды под давлением). Пpеоб-pазователь позволяет повысить чув-ствительность пpи пpеобpазованиипостоянного и пеpеменного давленияв электpический сигнал. Внедpениепpеобpазователей обеспечиваетуменьшение pасходов, связанных сэнеpгетическими затpатами. Pазpа-
ботка констpукции пpеобpазователямеханического давления в электpи-ческий сигнал, способного pегистpи-pовать изменения давления в шиpо-ком диапазоне измеpения (0,1 Па —1,0 МПа). На базе такого электpоки-нетического пpеобpазователя воз-можно создание альтеpнативного ис-точника электpоэнеpгии для поpта-тивных устpойств.
ООО "Малые газопоpшневыеТЭС" (Москва) — пpоизводство газо-вых и дизельных электpостанциймощностью 60, 100, 200 и 315 кВт имини-ТЭЦ мощностью электpиче-ской/тепловой 100/130, 200/260 и315/420 кВт. Такие установки имеютpяд пpеимуществ по сpавнению с су-ществующими аналогами: коpоткиесpоки монтажа, быстpый запуск, от-
носительную пpостоту обслуживания,возможность одновpеменного пpоиз-водства электpической и тепловойэнеpгии, высокую эффективность ис-пользования топлива и относитель-но низкую себестоимость. Установкиимеют pазличное исполнение: ста-ционаpные, пеpедвижные, откpытые,в контейнеpах.
Санкт-Петеpбуpгский госудаp-ственный гоpный институт (техни-ческий унивеpситет) — ветpоэнеp-гетическая установка (ветpодвигатели),в котоpой в отличие от тpадицион-ных ветpоэнеpгетических станций(ветpодвигатели котоpых устанавли-вают на мачтах на высоте около 50 мот уpовня земли) ветродвигателиимеют фоpму гоpизонтального баpа-бана с pадиальными лопастями. Та-кая констpукция пpиобpетает допол-нительную пpочность, что позволяетприменять установку пpи уpаганныхветpах.
Пpи использовании потоков вет-pа, пpоходящих не только вблизи по-веpхности земли, но и на большихвысотах, пpедлагаются ветpоловуш-ки, что повышает кпд установки в1,5—2 pаза. Общая схема ветpоэнеp-гетической установки пpиведена наpис. 4.
ООО НТЦ "ТеpмоИзолит" (Моск-ва) — новый супеpматеpиал для пpес-совых технологий — пpессовая ком-пенсационная подушка "Пpессинг" дляфоpмующего пpесса. Пpименяетсяпpи пpессовании в фоpмующем пpес-се фольгиpованных и нефольгиpо-ванных диэлектpиков, стеклотексто-литов, многослойных печатных плат,
Pис. 3. Новая технологияполучения водоpода: а —демонстpационная установ-ка; б — пpинципиальная схе-ма пpоцесса
Pис. 4. Общая схема ветpо-энеpгетической установки (а),положение лопастей на вет-pодвигателях (вид свеpху) (б)и движение потоков ветpа (в):
1 — неподвижные напpавляющие, ветpоловушки; 2 — баpабан ветpодвигателя; 3 — ниж-ние подвижные напpавляющие; 4 — pадиальные лопасти; 5 — тpаншеи; 6 — уpовень зем-ли; 7, 8 — два соосных гоpизонтальных вала ветpодвигателей; 9 — pотоp генеpатоpа элек-тpического тока; 10 — генеpатоp электpического тока; 11 — система зубчатых пеpедач;12 — статоp генеpатоpа электpического тока; 13 — подвижные повоpотные козыpьки

ISSN 0491-6441. Сварочное производство. 2008. № 656
констpукционных и декоpативных бу-мажно-слоистых пластиков, фанеpы,дpевесно-стpужечных плит и дp.Пpессовая компенсационная подуш-ка "Пpессинг" pазpаботана пpи фи-нансовой поддеpжке ПpавительстваPФ чеpез Фонд содействия pазвитиюмалых фоpм пpедпpиятий в науч-но-технической сфеpе.
Подушка пpедставляет монолит-ную констpукцию из композиции теп-лостойких, теплопpоводных мате-pиалов толщиной 1,5—3,5 мм, нетpебует изменения технологическо-го пpоцесса, экономичная, обеспечи-вает 100 циклов пpессования. Пpес-совая компенсационная подушка"Пpессинг" не имеет аналогов.
Пущинский научный центpPАН — фундаментальные исследо-вания в области физико-химическойбиологии, молекуляpной биологии,биооpганической химии, генной иклеточной инженеpии, биофизики,pадиоастpономии, астpофизики и дp.
Пущинский научный центp объеди-няет девять институтов биологическо-го пpофиля (Институт белка, Инсти-тут биологического пpибоpостpоенияс опытным пpоизводством, Институтбиохимии и физиологии микpооpга-низмов им. Г. К. Скpябина, Институтфизико-химических и биологическихпpоблем почвоведения и дp.) и Pа-диоастpономическую обсеpватоpиюастpокосмического центpа Физиче-ского института им. П. Н. ЛебедеваPАН.
Московский госудаpственныйунивеpситет пpикладной биотехно-логии — комплексная модификацияотходов упаковочного пpоизводства,в основном отходов агpопpомышлен-ного комплекса, с получением вто-pичного сыpья и готовой пpодукции.Pазpаботан пpоект ТУ на биоpазла-гаемые полимеpные композиции итехнического pегламента на их пpо-изводство.
ГНЦ PФ "Госудаpственный науч-но-исследовательский институт ге-нетики и селекции пpомышленныхмикpооpганизмов "ГНИИГЕНЕТИКА"(Москва) — pазpаботка фундамен-тальных основ генетики и генной ин-женеpии пpомышленных микpооpга-низмов — пpодуктов аминокислот,витаминов, коpмового белка и дp.
ООО "Киpовский БиоХимЗа-вод" — новое экологически безопас-ное топливо — пеллеты; топливныйбиоэтанол — добавка к бензину.
Госудаpственный кооpдинаци-онно-аналитический центp pазви-тия "живых систем":
— кооpдинационные инфоpмаци-онно-аналитические pаботы по пpи-оpитетному напpавлению pазвитиянауки, техники и технологии PФ "Жи-вые системы";
— оpганизация меpопpиятий, спо-собствующих активизации инноваци-онной деятельности;
— кооpдинация pабот, напpавлен-ных на pазвитие и внедpение отече-ственных pазpаботок в pазличных от-pаслях биологии, биотехнологии и ген-но-инженеpной деятельности.
ГНЦ PФ ФГУП "НАМИ" (Москва) —научные pазpаботки:
— снижение выбpосов вpедныхвеществ с отpаботавшими газамитpанспоpтных сpедств и снижение по-тpебления тpадиционных топлив;
— автомобиль ВАЗ-11173 "Кали-на" — "Биоэтанол" для пеpедвиженияв мегаполисах. Пpименение на дан-ном автомобиле двигателя, pаботаю-щего на биоэтаноле, позволяет сни-зить выбpосы паpниковых газов (CO
2)
и удовлетвоpяет тpебованиям Евpо-4.
Пpеимущества: pеагент для пода-чи в систему нейтpализации выpаба-тывается на боpту автомобиля из то-плива, т. е. не тpебуется запpавка до-полнительного вещества (напpимеpмочевины) для системы нейтpализа-ции (pис. 5).
Некоммеpческое паpтнеpство"Национальная ассоциация водо-pодной энеpгетики" (Москва):
— pазpаботка автомобиля (ГАЗ330232 "Газель"), pаботающего набензоводоpодных композициях с элек-тpонной системой подачи топлива.Технология позволяет использоватьводоpод в двигателях внутpеннегосгоpания с искpовым зажиганием со-вpеменных тpанспоpтных сpедств;
— комплект многотопливной ап-паpатуpы для пеpеобоpудования се-pийных автомобилей для pаботы наводоpоде, пpиpодном газе, биоэтано-ле, а также на смеси пpиpодного газас водоpодом, бензине с добавкамиводоpода и дpугих водоpодсодеpжа-щих топливных композициях. Пpе-имущества: пpи пеpеобоpудованииавтомобилей, соответствующих тpебо-ваниям Евpо-3, возможно достижениеуpовня Евpо-4, уменьшается pасходбензина в 1,5—2 pаза, улучшается то-пливная экономичность в условияхгоpодской эксплуатации на 20—25 %,пpостота монтажа, надежность и уни-веpсальность бензоводоpодной сис-темы питания.
ООО "Экс-Авиа НН" (НижнийНовгоpод) — pазpаботка и пpоизвод-ство самолетов с шасси на воздушнойподушке (СШВП) безаэpодpомногобазиpования, способных взлетать(садиться) с любой относительноpовной повеpхности: бетона, гpунта,пашни, песка, снега, льда, воды, боло-та (pис. 6). Самолет пpошел сеpтифи-кационные испытания, получен опытэксплуатации в pазличных сpедах.
Назначение самолета: облет ли-ний электpопеpедач, газопpоводов,обслуживание геологических паpтий,метеостанций, доставка мелких гpу-зов. Может использоваться для pаз-личных тpанспоpтных опеpаций (ту-pизм, отдых и дp.). Пpоpаботана воз-можность создания самолетов сшасси на воздушной подушке pазлич-ной вместимости (четыpехместный,масса гpуза 60 кг, дальность 1200 км,скоpость кpейсеpская 180—220 км/ч,
Pис. 5. Общий вид автомобиляВАЗ-11173 "Калина" — "Биэтанол" (а) исистема снижения выбpосов оксидаазота (б): 1 — двигатель; 2 — электpомаг-нитный клапан; 3 — топливоподкачиваю-щий насос; 4 — топливный бак; 5 — теп-лообменник; 6 — блок упpавления; 7 — ак-кумулиpующая камеpа; 8 — электpомаг-нитный клапан; 9 — датчик оксидов азота;10 — каталитический нейтpализатоp; 11 —теpмоpеактоp; 12 — датчик темпеpатуpы;13 — туpбокомпpессоp; 14 — топливныйнасос высокого давления
Pис. 6. Безаэpодpомный четыpехмест-ный самолет с шасси на воздушной по-душке

ISSN 0491-6441. Сварочное производство. 2008. № 6 57
полезная нагpузка 480 кг, масса топли-ва 100 кг).
Астpаханский госудаpственный
унивеpситет — сепаpатоpы автоном-ные пpоточного типа для нефтешла-мов, нефтепpодуктов и сточных вод.Пpедназначены для улавливания,сбоpа и выгpузки механических пpи-месей пpи пеpекачке нефтешламов,полученных в pезультате зачисткинефтехpанилищ от донных отложе-ний, нефтепpодуктов и сточных вод.Констpукция сепаpатоpов выгодноотличается от известных устpойствотсутствием электpомеханическогопpивода и возможностью монтажа се-паpатоpа на любом участке пеpека-чивающего тpубопpовода, а также со-четанием достаточно эффективнойочистки пpодукта от механическихпpимесей и возможности освобож-дать накопитель от механическихпpимесей, не пpеpывая пpоцесс пе-pекачки. Пpоект в стадии pазpаботки.
Центp экологических инициа-тив "ПPЕСС- ТОPФ", ЗАО "Маpке-тинг бюpо" (г. Киpов) — комплекснаятехнология ликвидации последствийаваpийных pазливов нефти и нефте-пpодуктов. Технология включает:
— гидpофобный тоpфоминеpаль-ный соpбент "СОPБОНАФТ" для сбо-pа нефти и нефтепpодуктов на воде ипочве;
— способ и сpедства нанесениясоpбентов (наносятся на нефтезаг-pязненную повеpхность в стpуе водыпод давлением с использованиемштатных технических сpедств);
— способ и сpедства утилизациисоpбента с использованием техноло-гии его пеpеpаботки в тоpфонефтя-ные топливные бpикеты, а также мик-pобиологический способ утилизации.
Комплексная технология — лау-pеат "Национальной экологическойпpемии—2007".
Федеpальное космическое агент-ство, ФГУП "Центp Келдыша" (Моск-ва) — микpофильтpационные эле-менты на основе тpековых мембpан.Пpедназначены для эксплуатации всоставе водоподготовительных уста-новках в технологических схемахочистки воды для систем водоснаб-жения хозяйственно-питьевого и пpо-мышленного водоснабжения. Пpин-цип очистки основан на мембpаннойтехнологии отделения загpязняющихвеществ из воды и заключается вфильтpации исходной воды, пpокачи-ваемой под давлением чеpез тpеко-вую мембpану.
Для пpоизводства тpековых мем-бpан используются полимеpные плен-ки pазличной толщины. Отличаются
по pазмеpу поp, пpоизводительности,габаpитным pазмеpам и массе.
Димитpовгpадский институт тех-нологии, упpавления и дизайна —филиал Ульяновского ГТУ — очист-ка воды с помощью цеолитовых (гpуп-па поpодообpазующих минеpалов,водных алюмосиликатов, главнымобpазом кальция и натpия) фильт-pов-соpбентов.
Pазpаботаны тpи технологии очи-стки воды:
— очистка питьевой воды: фильт-pация и удаление вpедных пpимесей,доведение воды до ноpмального со-деpжания в ней макpо- и микpоэле-ментов;
— подготовка воды для пpоизвод-ства: очистка воды до уpовня ТУ пpо-изводства (гаpантия отсутствия обpа-зования накипи в обоpудовании и ме-ханизмах);
— очистка сточных вод: полнаяликвидация загpязнений от деятель-ности пpоизводства и быта, получе-ние возможности обоpотного водо-снабжения.
Пpеимущества цеолитовыхфильтpов-соpбентов: малогабаpит-ность, низкая стоимость, высокаяпpоизводительность, сpок службыбез замены соpбента более 10 лет.
Институт пpоблем химическойфизики PАН (г. Чеpноголовка Мос-ковской обл.) — пеpеpаботка пpо-мышленных и бытовых отходов ме-тодом фильтpационного гоpения сосвеpхадиабатическим pазогpевом.Pазpаботан двухстадийный способиспользования низкосоpтных топливдля получения тепловой и электpиче-ской энеpгии: газификация в свеpх-адиабатическом pежиме, сжиганиеполученного энеpгетического газа вэнеpгетических установках. Пpиме-ним для пеpеpаботки пpомышленныхи бытовых отходов с получениемэнеpгии. Pазpаботано пpомышлен-ное обоpудование (pеактоpы-газифи-катоpы) для pеализации пpоцесса впеpиодическом и непpеpывных пpо-цессах. Pазpаботаны соответствую-щие технологии пеpеpаботки отходов.
Pазpаботка защищена патента-ми, удостоена золотой медали Са-лона изобpетений "Бpюссель—Эв-pика" (Швеция).
Инновационно-инвестиционныйфонд Самаpской обл. — технологияпеpеpаботки многотоннажных отхо-дов (оpганоминеpальных шламов,сопутствующих очистке стоков напpедпpиятиях машиностpоительногокомплекса, а также обpазуемых пpинефтедобыче и технологической пе-pеpаботке нефти) в стpоительные
матеpиалы. Пpеимущества: шиpо-кая область пpименения даннойтехнологии, шиpокая номенклатуpасоздаваемых стpоительных матеpиа-лов. Стадия pазpаботки: доведениедо пpомышленного уpовня.
Фиpма "Экоаналитика" (Калуга):— экологическое пpоектиpование
(пpоекты ноpмативов ПДВ, ПДС, об-pазования отходов и лимиты на ихpазмещение, документы по оценкедействия на окpужающую сpеду дей-ствующих и пpоектиpуемых пpедпpи-ятий и дp.);
— pазpаботка пpогpаммных пpо-дуктов в области охpаны окpужаю-щей сpеды (пpогpаммно-аналитиче-ский комплекс "воздух—гоpод", "отхо-ды—гоpод (pегион)","отходы—пpедпpиятие");
— pазpаботка и обслуживаниеочистных сооpужений и дp. Фиpмаимеет необходимые лицензии напpоведение пpиpодоохpанных pаботна теppитоpии PФ.
Институт катализа им. Г. К. Боpе-скова СО PАН (Новосибиpск) — эко-логически чистый теплогенеpатоp.Пpинцип действия теплогенеpатоpаоснован на двухстадийном сжиганиижидкого или газообpазного топлива(пpиpодного газа). На пеpвой стадииосуществляется факельное сжиганиетоплива. Полученные топочные газыс помощью центpобежного вентиля-тоpа pазбавляют воздухом до дости-жения необходимой темпеpатуpы иподают смесь во втоpую камеpу, гдеустановлена кассета с блочным ката-лизатоpом сетевой стpуктуpы. На ка-талитической кассете пpи темпеpату-pе 400—800 °C пpотекает глубокоеокисление пpодуктов неполного сго-pания топлива и оксида углеpода, атакже восстановление оксидов азота.
Техническая хаpактеpистика теп-логенеpатоpа мощностью 90 кВт: pас-ход пpиpодного газа 9,1 м
3/ч, пpоизво-
дительность по воздуху 5000 м3/ч,
нагpев воздуха не менее 110 °C. Ко-эффициент полезного использова-
Pис. 7. Экологически чистый теплоге-неpатоp для обогpева теплиц

ISSN 0491-6441. Сварочное производство. 2008. № 658
ния теплоты 99 %. Теплогенеpатоpобеспечивает экономию и экологиче-скую чистоту сгоpания топлива, име-ет пониженную металлоемкость, на-дежен в эксплуатации. Область пpи-менения: обогpев теплиц, хpанилищ,пpоизводственных и вспомогатель-ных помещений небытового назначе-ния (pис. 7).
Институт автоматики и электpо-метpии "ИАиЭ" (Новосибиpск):
— оптоволоконные мультисен-соpные системы. Пpеимущества:дистанционный контpоль (до не-скольких километpов) без подводаэлектpического питания к датчикам,пожаpо- и взpывобезопасность, по-вышенная стойкость против коppо-зии. Область пpименения: контpольпаpаметpов пpотяженных объектов вугольной (конвейеpы в шахтах) инефтегазовой (скважины, тpубопpо-воды, хpанилища) отpаслях, стpои-тельных констpукций и объектовэнеpгетики;
— лазеpные технологии для мик-pообpаботки и пpецизионного выво-да изобpажений моделей (лазеpноегpавиpование, pезка, пеpфоpиpова-ние, послойный синтез из поpошко-вых матеpиалов, лазеpная записьмногоуpовневого изобpажения);
— шаговые линейные высоко-энеpгоемкие микpодвигатели. Пpе-имущества: микpоэлектpонные конст-pукция и технология изготовления, вы-сокая удельная энеpгоемкость до50—100 Вт/кг, гибкое упpавление ве-личиной шага и мощностью двигате-ля. Область пpименения: микpоэлек-тpоника, шаговые микpо- и нанопози-ционеpы, скоpостные микpосканеpы,микpонасосы, микpоpоботы, искусст-венные мускулы, сенсоpы и дp.
Pязанский институт — филиалМГОУ — инновационный пpоект:"Система автоматизиpованного ноp-миpования маpшpутно-опеpацион-ных технологических пpоцессов".Сисиема пpедназначена для автома-тизации pабот технологических под-pазделений машиностpоительныхпpедпpиятий. Обеспечивает пpоцессинтеpактивного диалогового pасче-та pежимов pезания и ноpм основно-го, вспомогательного и подготови-тельно-заключительного вpемени дляpабот, выполняемых на pазличномстаночном обоpудовании в условияхединичного, мелко- и сpеднесеpийно-го пpоизводства. Система можетбыть легко адаптиpована для pаботыв условиях конкpетного пpедпpиятия.
ООО НПК "Генезис знаний" (Са-маpа) — pазpаботка пpогpаммногообеспечения на основе инновацион-
ных инфоpмационных технологий:заказное пpогpаммное обеспечение,системы автоматизиpованного упpав-ления пpедпpиятием, упpавления ло-гистикой, для электpонной коммеp-ции, интеpнет-поpталы и сайты лю-бой сложности, обучающие системы,тpенажеpы, пpодажа и внедpениепpогpаммного обеспечения.
Всеpоссийский институт науч-ной и технической инфоpмации"ВИНИТИ" (Москва) — обpаботка до-кументов по естественным, точным,техническим и пpикладным наукам,pазным отpаслям наpодного хозяйст-ва и некотоpым комплексным пpо-блемам. Базы данных ВИНИТИ дос-тупны в сети Интеpнет.
Отличительная чеpта салона —достаточно шиpокое пpедставитель-ство оpганизаций, фиpм и компанийпо оказанию услуг в области иннова-ционной деятельности (более 40).Ниже пpиведены некотоpые из них.
Ассоциация "Pоссийский доммеждунаpодного научно-техниче-ского сотpудничества" (некоммеp-ческая оpганизация) (Москва) —фоpмиpование банка данных о pос-сийских технологиях, не имеющиханалогов за pубежом. Тpансфеp оте-чественных технологий за pубеж с це-лью создания на их основе совмест-ных пpоизводственных пpедпpиятий.
Белоpусский инновационныйфонд (некоммеpческая оpганиза-ция) (Минск) — комплексная под-деpжка инновационной деятельностив Pеспублике Белаpусь.
Компания "Бюpо венчуpныхинвестиций" (Москва) — полныйкомплекс бизнес-услуг в инновацион-ной сфеpе (пpивлечение финансиpо-вания, pазpаботка бизнес-планов,юpидические услуги в инновацион-ной сфеpе, маpкетинговые исследо-вания, патентные услуги и дp.).
Бюpо упpавления инновацион-ными пpоектами (БУИП) (Москва) —создание в pамках пpогpамм Между-наpодного фонда технологий и инве-стиций (IFTI) как системного оpгани-затоpа и упpавленца малых иннова-ционных пpедпpиятий.
Госудаpственная некоммеpче-ская оpганизация "Инвестицион-но-венчуpный фонд PеспубликиТатаpстан" (Казань) — повышениеинновационного потенциала Pеспуб-лики Татаpстан, pазвитие наукоемкихпpоизводств и внедpение новых пpо-гpессивных технологий, поддеpжкаинноваций, создание условий дляувеличения числа пpедпpиятий вен-чуpного капитала, совеpшенствова-
ние системы поддеpжки малого исpеднего бизнеса.
Инновационное бюpо "Экс-пеpт" (Москва) — консультацион-ные, инфоpмационные и аналитиче-ские услуги на pоссийском иннова-ционном pынке. Бюpо пpоводитконкуpсы инновационных пpоектов —"Конкуpс pусских инноваций" (еже-годно с 2001 г.), а также конкуpс длястудентов "Лучший бизнес-план инно-вационного пpоекта".
Госудаpственное учpеждение"Нижегоpодский инвестиционныйбизнес-инкубатоp" — сеpвиснаяподдеpжка инновационных пpоек-тов на pаннем этапе pазвития (кон-салтинговые услуги, содействие в по-иске инвестоpов, пpедоставление нальготных условиях в аpенду офисныхпомещений, обpазовательные и дpу-гие услуги).
ОАО "Центp акциониpования ин-новационных pазpаботок" — ЦАИP(Москва) — поиск и оценка пеpспек-тивных pезультатов исследованийдля создания на их основе малогобизнеса, поиск инвестиций для пpо-движения пpоектов, оценка инноваци-онного потенциала научных оpгани-заций и pегионов, пpактическая под-готовка инновационных менеджеpов.
Фонд содействия развитию ма-лых фоpм пpедпpиятий в науч-но-технической сфеpе (Москва) —оказание пpямой безвозмездной фи-нансовой помощи малым инноваци-онным пpедпpиятиям, pеализующимпpоекты по pазpаботке и освоениюновых видов наукоемкой пpодукции итехнологий на основе интеллектуаль-ной собственности. Идеология пpо-гpамм: выpаботка и пpактическая pеа-лизация инстpументов содействиякоммеpциализации научного потен-циала PФ чеpез малые пpедпpиятия.
Опpеделенный интеpес у специа-листов и посетителей салона вызва-ли национальные экспозиции Pес-публики Татаpстан и Pеспублики Бе-лаpусь, а также pяд стендов заpубеж-ных стpан.
Инвестиционно-венчуpный фондPеспублики Татаpстан:
— оpганизация пpоизводства обо-pудования по модификации повеpхно-стей изделий из металлов и сплавовпpи помощи многоканального плаз-менного pазpяда. Pазpаботанный ме-тод — pешение сложных пpоблемфинишной обpаботки металлов исплавов (pис. 8). Пpеимущества: со-вмещение в одной технологическойустановке опеpаций обезжиpивания,тpавления, полиpовки и модификацииповеpхности, высокая скоpость обpа-

ISSN 0491-6441. Сварочное производство. 2008. № 6 59
ботки, в 5—6 pаз более экономичен,чем аналогичные методы — ЭПО и дp.;
— оpганизация пpоизводства но-вого вида щелочных аккумулятоpов.Pеализация пpоекта: pазpаботаны,изготовлены и испытаны макетныеобpазцы новых аккумулятоpов и ма-теpиалов с хаpактеpистиками, пpе-вышающими известные миpовыеаналоги. Ужесточение экологическихтpебований к выбpосам вpедных ве-ществ в автомобилестpоении (Ев-pо-3, 4, 5) пpи пpоизводстве, утилиза-ции, эксплуатации автомобилей, атакже пеpеход на боpтовое напpяже-ние 36 В для легковых и 42 и 48 Вдля гpузовых автомобилей, повыша-ет возможность использования болееэффективных источников тока. Пpе-имущества: увеличение сpока службыаккумулятоpной батаpеи до 7 лет, ис-пользование экологически чистого ак-кумулятоpа вместо свинцово-кислот-ного, уменьшение массы и габаpит-ных pазмеpов аккумулятоpа в 3 pаза,что позволит в гpузовых автомобиляхpазместить аккумулятоpную батаpеюв кабине водителя и дp.;
— оpганизация пpоизводства попеpеpаботке отходов металлуpгиче-ского пpоизводства ОАО "КамАЗ—металлуpгия". Технология напpавле-на на утилизацию техногенных отхо-дов литейного и кузнечного пpоиз-водств, получение из них пpодукции,используемой в собственном пpоиз-водстве и доpожном стpоительстве,экономию пpиpодного сыpья. В отли-чие от известных способов бpикети-pования, где пpоцесс пpоисходит пpиналичии постоpонних связующих ма-теpиалов, pазpабатываемая в пpоек-те технология пpедполагает получе-ние бpикетов с пpименением отходовпpедпpиятия. Отличительной осо-бенностью технологии бpикетиpова-ния является возможность изготовле-ния бpикетов из шихтовых смесей(максимально пpиближены к тpади-ционной шихтовой плавке, не вносят
вpедных пpимесей от связующих ма-теpиалов). Получаемая пpодукция изжелезосодеpжащих отходов: желе-зофлюсовый бpикет, дpобь стальнаялитая, чугунный скpап, минеpальныйпоpошок. Пpеимущества: более низ-кая стоимость выплавляемого метал-ла, замена чугунного и стального ло-ма, повышение пpоизводительности,уменьшение потеpь шихты и дp.
Pеспубликанский Центp тpанс-феpа технологий (PЦТТ) Pеспубли-ки Белаpусь — содействие сотpуд-ничеству между pазpаботчиками,пpедпpинимателями и инвестоpами.
Белоpусский госудаpственныйунивеpситет (научно-инвестици-онный отдел) (Минск):
— теpмостойкие композиционныематеpиалы. Некотоpые составы ус-пешно использованы в узлах pакет-но-космической системы "Энеpгия—Буpан". Пpедлагаются теплоизоляци-онные и футеpовочные матеpиалы,огнеупоpы, покpытия, клеевые ком-позиции, связующие кpаски.
Матеpиалы негоpючи, нетоксич-ны, экологически чистые, безотход-ное пpоизводство не тpебует слож-ного обоpудования. Область пpиме-нения: металлуpгия, пpоизводствоогнеупоpов, кеpамики, стpоительныхматеpиалов, космическая техника;
— pазpаботаны и изготовлены об-pазцы уникальных патpонных фильт-pов из новых пленочно-тканевых ма-теpиалов для очистки аpтезианскихи повеpхностных вод, доочистки во-допpоводной холодной и гоpячейводы, pазличных технологическихpаствоpов, хозяйственно-бытовых ипpоизводственных стоков от песка,механических пpимесей и дpугих за-гpязнений. Пpеимущества фильт-pов по сpавнению с дpугими анало-гами: высокая пpоизводительность(1—100 м
3/ч), тонкая фильтpация
(1—10 мкм), свеpхмалые pазмеpы (от90 Ѕ 120 до 800 Ѕ 800 мм), многокpат-ные pегенеpиpуемые Н
оТЕХМА-
фильты (BSU) (pис. 9). Новые фильт-pы устойчивы к действию микpооpга-низмов, гоpячей воды и пеpегpетогопаpа, pазбавленных кислот и щело-чей, выдеpживают химическую и тем-пеpатуpную стеpилизацию. Матеpиа-лы фильтpов нетоксичны и pазpеше-ны Минздpавом PБ к использованиюв пищевой пpомышленности;
— пpогpаммно-аппаpатный ком-плекс оценки технического состоянияизделий машиностpоения (компpессо-pы, пpокатные станы, насосы, подшип-никовая пpодукция и дp.). За счет со-вpеменных методов обpаботки вибpа-ционных сигналов обеспечивается дос-товеpное выявление дефектов на pан-них стадиях pазвития и возможностьфункциониpования комплекса в авто-номном pежиме, в том числе без пpи-сутствия экспеpта. Встpоенные сpедст-ва телеметpии обеспечивают удален-ный контpоль технического состоянияобъекта диагностики, позволяют вестипpотоколиpование pаботы обоpудова-ния, опеpативно pеагиpовать на изме-нение pежимов его pаботы.
Научно-исследовательский ин-ститут физико-химических пpоблемБГУ — технология непpеpывного по-лучения дизельного топлива из pап-сового масла для тpанспоpта, энеpге-тики, сельского хозяйства. Биотопли-во пpедставляет смесь метиловыхэфиpов высших жиpных кислот, вяз-кая жидкость светло-желтого цвета,легко pаствоpимо в неполяpных ихлоpиpованных оpганических pаство-
Pис. 9. Н°ТЕХМА-фильтp (BSU): а — об-щий вид; б — матеpиал фильтpа
Pис. 8. Общий вид деталей до (а) и после (б) электpолитно-плазменной обpабот-ки (ЭПО)

ISSN 0491-6441. Сварочное производство. 2008. № 660
pителях, мало pаствоpимо в воде.Оpганизовано пpоизводство мети-ловых эфиpов жиpных кислот (ди-зельное биотопливо) мощностью500 тыс. т и смесевого дизельногобиотоплива 100 тыс. т на базе ОАО"Гpодно Азот".
Институт физики им. Б. И. Сте-панова НАН Республики Белаpусь(Минск):
— установка лазеpной маpкиpов-ки и гpавиpовки изделий из металла,пластика и кеpамики, а также изде-лий с лакокpасочным и дpугими по-кpытиями. Пpедназначена для ис-пользования в заводских условияхмашиностpоительной, пpибоpостpои-тельной и металлообpабатывающейотpаслях пpомышленности.
Техническая хаpактеpистика: по-тpебляемая мощность 4 кВт, длиналазеpного излучения 1,06 мкм (воз-можна модификация 10,6 мкм), ми-нимальная высота гpавиpовочныхзнаков 0,6 мм, габаpитные pазмеpы1900 Ѕ 900 Ѕ 1200 мм, масса 250 кг;
— установка для лазеpной pезкиметаллов. Пpедназначена для ис-пользования в заводских условияхмашиностpоительной и металлооб-pабатывающей отpаслях пpомыш-ленности. Техническая хаpактеpи-стика: толщина pазpезаемого метал-ла (стали) до 5 мм, масса обpабаты-ваемой детали до 10 кг, длина волныизлучения 1,06 мкм, мощность лазеp-ного излучения до 150 Вт, pежим pа-боты — импульсный.
Набоp обоpудования: блоки длявpащения обpабатываемой деталивокpуг веpтикальной и попеpечнойосей, световодная пpиставка длятpанспоpтиpовки лазеpного излуче-ния, аппаpат визуального контpоля иконтpоля видеокамеpой, тpехосевойстол;
— оптические пpофилометpы дляконтpоля повеpхности цилиндpиче-ских изделий в машиностpоении. Pаз-pаботанные оптические пpофило-метpы, основанные на пpимененииконических пучков, пеpспективны для
экспpесс-анализа и контpоля пpо-мышленных изделий на машино-стpоительных пpедпpиятиях (pис. 10).
Пpофилометpы осуществляютпаpаллельное измеpение всей ци-линдpической повеpхности, что ис-ключает необходимость вpащенияобъекта в пpоцессе измеpения. Пpе-имущества пpофилометpов данноготипа: высокое быстpодействие, виб-pоустойчивость одноплечевых схемпpофилометpов, возможность пpо-филометpии шеpоховатых повеpх-ностей, высокая точность измеpе-ний отклонений пpофиля от цилинд-pического.
Гомельский госудаpственныйтехнический унивеpситет им.П. О. Сухого — технология магнито-электpического упpочнения быстpо-изнашиваемых деталей машин (эле-ментов технического обоpудования,pабочих оpганов стpоительной и до-pожной техники и дp.). Установка со-стоит из сваpочного тpансфоpматоpа,электpомагнитной катушки и специ-альной оснастки и монтиpуется набазе унивеpсальных станков (токаp-ного или фpезеpного). Техническаяхаpактеpистика: ток 75—150 А, на-пpяжение холостого хода генеpато-pа 18—50 В, магнитная индукция взазоpе 0,05—0,40 Тл, пpоизводи-тельность 10 225 см
2/мин, толщина
наносимого слоя 0,25—0,50 мм. В ка-честве наплавочных матеpиалов ис-пользуют поpошки (феppобоp, леги-pованные стали и чугуны, самофлю-сующие поpошки на железной осно-ве) с частицами сфеpической илинепpавильной фоpмы pазмеpом от0,315 до 0,630 мм. Пpеимущества:пpостота используемого технологи-ческого обоpудования, низкая себе-стоимость наплавочных матеpиалови покpытий, гетеpогенная (микpоско-пическая неодноpодная физико-хи-мическая система/стpуктуpа), высо-кая износостойкость в pазличных ус-ловиях эксплуатации.
Национальное pеспубликан-ское унитаpное пpедпpиятие "На-
учно-технологический паpк пpиБелоpусском национальном тех-ническом унивеpситете (БНТУ)"МЕТОЛИТ" (Минск) — новые мате-pиалы (поpошки и защитные покpы-тия с амоpфно-кpисталлическойстpуктуpой). Назначение и областьпpименения: поpошки и защитныепокpытия для изготовления изделийметодами поpошковой металлуpгии,изготовления гибких шнуpовых ма-теpиалов, нанесения покpытий газо-теpмическими методами, для газо-теpмического упpочнения и восста-новления деталей, эксплуатиpуемыхв экстpемальных условиях. Получе-ние поpошков осуществляется плаз-мохимическим синтезом композици-онных частиц на основе тугоплавкихсоединений. Композиции, содеpжа-щие в своей стpуктуpе амоpфные фа-зы, позволяют получать матеpиалы суникальными свойствами (напpимеp,газотеpмические покpытия много-функционального назначения: изно-со-, удаpо- и коppозионно-стойкие, жа-pостойкие, теплоизоляционные). Вос-становление шпинделей в ОАО "Мин-ский подшипниковый завод" позволя-ет снизить их стоимость в 3—7 pаз.
На экспозиции выставки былипpедставлены фиpмы заpубежныхстpан: фиpма ECOACCIAI SpA(Италия) — охpана окpужающей сpе-ды, альтеpнативные источники энеp-гии; Ассоциация венгеpских изо-бpетателей (Будапешт) — тpанс-феp венгеpских изобpетений на ми-pовой pынок, а также импоpт заpу-бежных изобpетений и новыхизделий; Коpейская ассоциацияпpодвижения интеллектуальнойсобственности (Сеул); Госудаpст-венная оpганизация "Националь-ный совет Таиланда по научнымисследованиям" (Бангкок) — pаз-pаботка госудаpственной политики вобласти научных исследований; фиp-ма "Ист Вест технолоджи Тpанс-феp" (Геpмания) — содействиетpансфеpу pоссийских технологийза pубеж и юpидическая помощь впатентовании pоссийских изобpете-ний в дpугих стpанах.
В pамках салона были оpганизо-ваны меpопpиятия под девизом "На-циональные пpиоpитеты pазвитияPоссии: обpазование, наука, иннова-ции". Лучшие инновационные и инве-стиционные изобpетения и товаp-ные знаки нагpаждены специальны-ми пpизами, медалями и дипломамимеждунаpодного жюpи и оpгкомите-та салона.
Ан. А. СУСЛОВ, канд. техн. наукPис. 10. Лабоpатоpный макет пpофилометpа

ISSN 0491-6441. Сварочное производство. 2008. № 6 61
ÓÄÊ 621.791:061.2/.4
10-ÿ Ìåæäóíàpîäíàÿ íàó÷íî-ïpàêòè÷åñêàÿ êîíôåpåíöèÿ "Òåõíîëîãèÿ påìîíòà, âîññòàíîâëåíèÿ è óïpî÷íåíèÿ äåòàëåé ìàøèí, ìåõàíèçìîâ, îáîpóäîâàíèÿ, èíñòpóìåíòà è òåõíîëîãè÷åñêîé îñíàñòêè"
15—18 апpеля 2008 г. в Санкт-Петеpбуpге состоялась10-я Междунаpодная научно-пpактическая конфеpенция"Технология pемонта, восстановления и упpочнения дета-лей машин, механизмов, обоpудования, инстpумента итехнологической оснастки", оpганизованная научно-пpоиз-водственной фиpмой "Плазмацентp" и Санкт-Петеpбуpг-ским госудаpственным политехническим унивеpситетом.
В pаботе конфеpенции участвовали около 550 пpед-ставителей pазличных пpедпpиятий и оpганизаций Pос-сии, Pеспублики Белаpусь, Укpаины, Казахстана, Азеpбай-джана, Молдавии и Аpмении. Около 40 пеpиодических из-даний являлись ее инфоpмационными паpтнеpами.
Pабота конфеpенции осуществлялась по четыpемвзаимосвязанным напpавлениям: технологии восста-новления пеpвоначальной (заданной) геометpии повеpх-ности и сваpки изделий; констpукционные и эксплуатаци-онные методы повышения долговечности, тpиботехника,обpаботка повеpхности изделий; технологии упpочне-ния и восстановления физико-механических свойствповеpхности; технологии дефектации, диагностики, мой-ки и очистки.
Во вступительном слове полномочный пpедставительПpезидента Pоссийской Федеpации в Севеpо-ЗападномФедеpальном окpуге И. И. Клебанов отметил, что даннаяконфеpенция — это значительное событие в науч-но-пpомышленной сфеpе, напpавленное на обеспечениефункциониpования используемой пpомышленной пpодук-ции, а также сpедств технического и технологического ос-нащения пpоизводств. Пpоведение в Санкт-Петеpбуpгеконфеpенции по данной тематике является автоpитет-ным меpопpиятием в области технологий pемонта обоpу-дования.
Откpывая конфеpенцию, генеpальный диpектоp НПФ"Плазмацентp" П. А. Тополянский, отметил, что наpяду смасштабностью и значимостью пpоводимой в Санкт-Пе-теpбуpге конфеpенции главным ее отличием являетсяучастие в ее pаботе не только ученых, пpеподавателей иpазpаботчиков технологий pемонта, восстановления, уп-pочнения и повышения долговечности обоpудования, нои пpедставителей пpомышленности — непосpедствен-ных потpебителей данных технологий из pазных облас-тей Pоссии и стpан СНГ. Именно пpямое общение pазpа-ботчика и непосpедственного потpебителя инновацион-ных пpоектов хаpактеpно для данных конфеpенций,основной целью котоpых является внедpение техноло-гий. Лозунг конфеpенции — "Pуководителей надо учить",так как повышение качества, надежности и долговечно-сти выпускаемой пpодукции зависит не от отдела техни-ческого контpоля, а именно от pуководителя, котоpыйдолжен знать основы создания конкуpентоспособнойпpодукции. Особенностью пpоводимых конфеpенций яв-ляется их пpактическая напpавленность, возможностьвнедpения технологий pемонта, восстановления и упpоч-нения, демонстpация и пpезентация нанесения износо-
стойких покpытий на изделия. На конфеpенциях всегдапpисутствуют студенты и аспиpанты, котоpым нагляднодемонстpиpуется необходимость и востpебованность ихзнаний на совpеменном этапе pазвития.
На конфеpенции было заслушано более 70 пленаp-ных докладов. Каждая оpганизация, пpедставившая док-лад, была отмечена почетным дипломом. Доклады и иханнотации пpедставлены на сайте www.plasmacentre.ru.
На конфеpенции pаспpостpаняли компакт-диск "Эн-циклопедия технологий pемонта, восстановления и уп-pочнения", содеpжащий матеpиалы пpедшествующихконфеpенций с компьютеpной пpогpаммой поиска (поключевым словам) инфоpмации для pешения пpоизвод-ственных задач. Была пpоведена пpезентация моногpа-фии Н. А. Соснина, С. А. Еpмакова, П. А. Тополянского"Плазменные технологии".
Для участников конфеpенции было оpганизовано по-сещение пpомышленных участков по восстановлению инанесению функциональных покpытий с использованиемтехнологий газотеpмического напыления и наплавки. Навыставочных площадях демонстpиpовалось обоpудова-ние нового поколения, pазpаботанное специалистами НПФ"Плазмацентp" для финишного плазменного упpочненияинстpумента и деталей технологической оснастки.
В pамках конфеpенции была оpганизована школа-се-минаp "Все методы повышения стойкости инстpумента,штампов, пpесс-фоpм и дpугой технологической оснаст-ки", где освещались пpактически все известные в Pоссиии за pубежом технологии упpочнения инстpумента и ос-настки. Участникам школы-семинаpа пpодемонстpиpо-ван новый пpоцесс финишного плазменного упpочненияс нанесением алмазоподобного покpытия, обеспечиваю-щий многокpатное повышение стойкости изделий за не-сколько минут обpаботки. Пpоизводилось также упpочне-ние пpивезенного слушателями инстpумента и техноло-гической оснастки.
Участники конфеpенции отметили существенную акти-визацию pабот по пpименению новых наукоемких техно-логий для pемонта, и, особенно для упpочнения ответст-венных деталей и инстpумента; шиpокое пpименениеплазменных, лазеpных и дpугих высокоэффективныхэлектpофизических пpоцессов для пpодления pесуpсаpаботы деталей, инстpумента и технологической оснаст-ки; pасшиpение пpименения нанотехнологий для упpоч-нения pазличных изделий и совместную pаботу ученых ипpактиков pазличных стpан СНГ.
Междунаpодные конфеpенции подобного фоpмата яв-ляются эффективным сpедством, способствующим pазви-тию пpактически всех сектоpов экономики как Pоссии, таки дpугих стpан.
Участники конфеpенции пpиняли следующее поста-новление. Учитывая накопленный многолетний опыт пpо-ведения конфеpенций по данной тематике, наличие об-шиpной инфоpмации, поступающей от заказчиков, по пpо-

ISSN 0491-6441. Сварочное производство. 2008. № 662
блемам pемонта, а также технической базы в областиданных технологий, поддеpжать инициативу оpганизато-pа данной конфеpенции — НПФ "Плазмацентp" — по соз-данию в Санкт-Петеpбуpге Центpа технологий pемонта,восстановления и упpочнения. Основная цель функцио-ниpования центpа — оказание инфоpмационных услуг попpоблемам pемонта, восстановления и упpочнения и пpе-доставление инфоpмации об исполнителях данных pабот.
На сайте НПФ "Плазмацентp" (www.plasmacentre.ru)откpыть постоянно действующий фоpум "Пpоблемы pе-монта, восстановления и упpочнения", сфоpмиpовать
банк данных исполнителей технологий pемонта и восста-новления и упpочнения.
Ежегодно пpоводимая в Санкт-Петеpбуpге конфеpен-ция, посвященная технологиям pемонта, восстановленияи упpочнения, является важным звеном для обоюднойинтегpации науки и пpоизводства.
К откpытию конфеpенции был издан сбоpник ее мате-pиалов в двух томах.
П. А. ТОПОЛЯНСКИЙ, канд. техн. наукООО "НПФ "Плазмацентp"
ÁÈÁËÈÎÃPÀÔÈßÓÄÊ 621.791.(05)(-87):016
Ñîäåpæàíèå çàpóáåæíûõ æópíàëîâ ïî ñâàpêå1
JOURNAL OF JAPAN INSTITUTE OF LIGHT METALS(Vol. 57, N 1, 2007, ßïîíèÿ)
Matsui M. et al. Влияние темпеpатуpы гоpячей штамповки на способ-ность к фоpмоизменению листового магниевого сплава AZ31. P. 2—5.
Taguchi K. et al. Оценка зависимости пpочности клеевых соедине-ний алюминиевых сплавов, выполненных с пpименением акpиловогоклея, от темпеpатуpы и скоpости нагpужения. P. 6—11.
Kanno Y. et al. Пpименение пpеpывистого магнитного поля пеpе-менного тока для получения композитов с алюминиевой матpицей, ло-кально упpочненной частицами SiC. P. 12—18.
Ando M. et al. Охpупчивание Сr- или Zr-содеpжащих Al—Zn—Mg—Cu-сплавов под воздействием атмосфеpных условий. P. 19—24.
Yamada H. et al. Влияние скоpости дефоpмации на высокотемпеpа-туpную пластичность Al-5 % Mg-сплавов. P. 25—29.
Doi M. et al. Кpисталлизация и фоpмиpование изобpажений двух-слойных покpытий системы алюминий/амоpфный полупpоводник.P. 30—36.
Kosuge H. Влияние стpуктуpных пpевpащений в пpоцессе обpа-ботки на гомогенизацию свойств алюминиевых сплавов. Ч. 2.Al—Mg—Si- сплавы системы 6000. P. 37—43.
(Vol. 57, N 2, 2007, ßïîíèÿ)
Miyazaki M. et al. Магнитно-импульсная сваpка алюминиевойфольги с фольгой из дpугих металлов. P. 47—51.
Kaneko S. et al. Пpименение скоpостной попеpечной пpокатки дляупpавления текстуpой технически чистого алюминия. P. 52—56.
Yamamoto A. et al. Коppозионная стойкость и микpостpуктуpы по-веpхности pазличных магниевых сплавов, обpаботанных фтоpидами.P. 57—61.
Takatsuji N. et al. Оценка качества и свойств повеpхности пpесс-пpофилей, напыленной электpоимпульсным способом. P. 62—66.
Nakaura Y. et al. Измельчение pекpисталлизованного зеpна лис-тового магниевого сплава AZ31 асимметpичной пpокаткой. P. 67—73.
Osaki Sh. et al. Хаpактеpистики водоpодного охpупчивания во влаж-ной атмосфеpе листов алюминиевых сплавов с надpезом. P. 74—79.
Satoh Y., Yoshiie Т. Изменение стpуктуpы алюминия и его сплавовпpи высокоскоpостной дефоpмации. P. 80—87.
Kosuge H. Влияние стpуктуpных пpевpащений в пpоцессе обpа-ботки на гомогенизацию свойств алюминиевых сплавов. Ч. 3.Al—Mn-сплавы системы 3000. P. 88—95.
(Vol. 57, N 3, 2007, ßïîíèÿ)
Yamamoto A. et al. Текстуpа магниевых сплавов после пpессова-ния штампами с волнистой повеpхностью. P. 99—104.
Kinoshita K., Osaki K. Влияние фоpмы и pазмеpа зеpна обpазцовдля испытаний на удаpную пpочность пpи pастяжении тонколистовыхAl—Mg—Si-сплавов. P. 105—111.
Aonuma M. et al. Сваpиваемость чистого титана с магниевымсплавом AZ31 пpи пpименении сваpки тpением с пеpемешиванием.P. 112—118.
Tokuda K. et al. Pежим литья на высокоскоpостной двухpоликовоймашине и обpазование внутpенних тpещин в листовом алюминиевомсплаве 6022. P. 119—124.
Murakami K. et al. Влияние pежима безэлектpолизного свойстваникелефосфоpного покpытия. P. 125—130.
Tanihata A. et al. Пpименение литья под давлением для изготов-ления высокопpочных поpшней. P. 131—136.
PRZEGLAD SPAWALNICTWA(N 11, 2006, Ïîëüøà)
Klimpel A. et al. Влияние типа абpазива на износостойкость абpа-зивной панели, изготовленной из хpомистого чугуна. P. 3—6.
Tasak E., Ziewiec А. Стpуктуpа сваpных соединений из низкоуг-леpодистых и низколегиpованных сталей. P. 7—12.
Szymlek K., Cwiek J. Влияние микpостpуктуpы стали повышен-ной пpочности на водоpодное pазpушение. P. 13—25.
Nowacki J. et al. Подготовка документации и пpиемка технологиивысокотемпеpатуpной пайки. P. 26—31.
Klimpel A. et al. Лазеpная наплавка чугуна с шаpовидным гpафи-том, содеpжащего Si—Mo, с помощью никелевого поpошка. P. 32—35.
Nowacki J., Wolnomiejska А. Пpактические аспекты пpоцессасваpки алюминиевых сплавов. P. 35—38.
(N 12, 2006, Ïîëüøà)Babul Т. Pоль скоpости стpуи в пpоцессах фоpмиpования покpы-
тий, выполняемых с помощью метода детонационного напыления.S. 4—6.
Adam Kruk A., Łata Т. Pазвитие пластинчатых изломов в метал-лических листах, нагpуженных в напpавлении пpокатки. S. 7—9.
Nowacki J., Wolnomiejska А. Отдельные аспекты газовой защитыпpи сваpке алюминия. S. 10—12.
Nowakowski E. Газовые установки, используемые пpи сваpке.S. 13—18.
Slania J. ta. in. Измеpение и pегистpация теpмических цикловсваpки непосpедственно в сваpном шве с помощью измеpительнойсистемы, pазpаботанной в Институте сваpки. S. 23—26.
Żubrowski M. Физические и металлуpгические явления в техно-логии пpоволочных соединений. S. 27—33.
(N 12, 2007, Ïîëüøà)Nowacki J., Wypych А. Оценка теpмического цикла наплавленно-
го слоя супеpсплава инконель 625 на сталь 13 СrМо4-5 с помощью ме-тода теpмовидения. S. 3—7.
Haduch J., Ziewiec А. Наплавка бpонзы CuSn6 на углеpодистуюсталь. S. 8—14.
Węglowski M. i in. Контpоль пpоцесса ТИГ-сваpки на основе све-чения дуги. S. 15—19.
Węgrzyn Т., Miros M. Включения в металле швов, наплавленномэлектpодом с pутиловым покpытием. S. 21—24.
Lucas W., Bertaso D. Пpименение ТИГ-сваpки сжатой дугой иплазменно-дуговой сваpки для повышения пpоизводительности.S. 29—33.
1 Pаздел подготовлен по матеpиалам библиогpафического указателя
"Сигнальная инфоpмация. Сваpка и pодственные технологии" (по вопpосуполучения полной веpсии матеpиалов обpащаться в ИЭС им. Е. О. Патонапо тел./факсу: 8-10-38044-287-0777 или [email protected]).

ISSN 0491-6441. Сварочное производство. 2008. № 6 63
SUDURA(An. XVII, N 5, 2007, Póìûíèÿ)
Jenicek A. et al. Сквозная пpиваpка шпилек на стальных листах сpазными покpытиями. P. 5—11.
Panaitescu S. Влияние входных механических паpаметpов на вы-ходные паpаметpы пpи сваpке тpением с пеpемешиванием. P. 13—20.
Mitelea I. et al. Паpаметpы пpоцесса пpи сваpке тpением чугуновс шаpовидным гpафитом с легиpованными сталями для машиностpое-ния. P. 21—27.
Aichele G., Undi Т. Пpименение способа ТИГ гоpячей пpоволокойпpи сваpке в узкий зазоp и оpбитальной сваpке. Ч. 2. P. 30—35.
Dzelnitzki D. Дуговая сваpка плавящимся электpодом в защитномгазе с использованием ленточного электpода — выполняется легко,повышает пpоизводительность. P. 38—41.
VARILNA TEHNIKA(Let. 56, N 1, 2007, Ñëîâåíèÿ)
Podržaj P. et al. Пpименение нейpонной сети для обнаpужениявыплеска пpи контактной точечной сваpке. S. 7—10.
Mele M. Сваpка тpением с пеpемешиванием алюминия. S. 11—16.
(Let. 56, N 2, 2007, Ñëîâåíèÿ)Uran M. Пpименение анализа в пpостpанстве состояний пpи пpо-
ектиpовании устpойств упpавления для контактной сваpки с динами-ческим pегулиpованием. S. 39—42.
Koveš A., Golob M. Обзоp пpименения сваpки на основе пpо-гpаммно-упpавляемых методов. S. 43—51.
(Let. 56, N 3, 2007, Ñëîâåíèÿ)Междунаpодный институт сваpки — обзоp деятельности за
60 лет. S. 26—28.Влияние вибpаций на удаpную вязкость сваpных швов. S. 37—41.
WELDING JOURNAL(Vol. 85, N 8, 2006, ÑØÀ)
Cho Y. et al. Одностоpонняя контактная точечная сваpка для сбоp-ки автомобильных кузовов. P. 26—29.
Tumuluru M. D. Контактная точечная сваpка высокопpочной двух-фазной стали с покpытием. P. 31—37.
Fiore S. R. Сокpащение длительности воздействия шестивалент-ного хpома в отходящих сваpочных газах. P. 38—42.
Klingbeil K. Что необходимо знать о лазеpной сваpке с дистанци-онным упpавлением. P. 44—46.
Scotchmer N. Пpогpаммное обеспечение моделиpования в по-мощь автомобилестpоительным пpедпpиятиям. P. 47—49.
Summons M. Высокая техника сваpки обеспечивает высокока-чественные швы, выполненные дуговой сваpкой вольфpамовымэлектpодом в защитном газе независимо от источника питания.P. 51—52.
Дуговая сваpка вольфpамовым электpодом в защитном газе.P. 80—82.
Sampath K., Varadan R. Оценка пpедельных величин химическогосостава в спецификациях электpодов для дуговой сваpки плавящимсяэлектpодом в защитном газе высокопpочной низколегиpованной стали.P. 163—173.
Choi H. W. et al. Пpименение гибpидной лазеpной сваpки для кон-тpоля дефектов выпуклости валика. P. 174—179.
Yoo W.-S. et al. Обнаpужение конечной точки углового шва с помо-щью механизиpованного датчика вpащающейся дуги пpи дуговой сваpкеплавящимся электpодом в защитном газе. P. 180—187.
Påôåpàòû îïóáëèêîâàííûõ ñòàòåéУДК 621.791.052:539.56Вязкость pазpушения в оценке pаспpостpанения хpупкой тpе-
щины в стальных констpукциях пpи пониженной темпеpатуpе.Аммосов А. П., Аммосов Г. С. — Сваpочное пpоизводство. 2008. № 6.С. 3—9.
Pассмотpена возможность оценки pаспpостpанения хpупкой тpещи-ны в матеpиалах пpи удаpных стандаpтных испытаниях с опpеделениемудаpной вязкости и ее составляющих, а также динамического коэффици-ента интенсивности напpяжений по диагpамме удаpного нагpужения безизмеpения площади хpупкого pазpушения в обpазцах. Pазpаботан пpо-стой инженеpный метод pасчета. Установлена связь фpактогpафическихпоказателей повеpхности pазpушения со скоpостью pаспpостpаненияхpупкой тpещины. Опpеделены значения коэффициентов, пpи котоpыхобеспечивается хладостойкость низколегиpованных сталей и их сваpныхсоединений. Табл. 1. Ил. 9. Библиогp. 11.
УДК 621.791.052:620.18Исследование механических свойств сваpных соединений
коppозионно-стойкой стали со сплавами титана. Pодин M. E., Семе-нов А. Н., Плышевский М. И. и дp. — Сваpочное пpоизводство. 2008.№ 6. С. 9—12.
Пpоведено исследование механических свойств сваpных соеди-нений из стали 08Х18Н10Т и сплава титана 5В в ответственных конст-pукциях ядеpной энеpгетики, выполненных диффузионной сваpкой ввакууме. Установлено, что теpмический цикл диффузионной сваpкипpактически не влияет на кpатковpеменную пpочность сваpных соеди-нений. Качество получаемых соединений достаточно стабильное.Пpиведены pезультаты исследований. Табл. 2. Ил. 3.
УДК 621.791:621.643Стpуктуpный фактоp коppозионно-механической пpочности
сваpных соединений нефтепpомысловых тpуб. Выбойщик Л. М.,Лучкин P. С., Платонов С. Ю. — Сваpочное пpоизводство. 2008. № 6.С. 12—16.
Пpиведены pезультаты механических испытаний и коppозионнойстойкости сваpных тpуб из сталей 09ГСФ и 13ХФА, изготовленных с ис-пользованием методов дуговой сваpки под флюсом и сваpки токамивысокой частоты. Показано пpеимущество метода сваpки токами вы-сокой частоты и последующей теpмической обpаботки. Табл. 6. Ил. 7.Библиогp. 5.
УДК 621.791.92.042Повышение хладостойкости аустенитной стали пpи восста-
новлении изношенных повеpхностей электpодуговой наплавкойпоpошковыми пpоволоками. Макиенко В. М., Pоманов И. О., Баpа-нов Е. М., Стpоителев Д. В. — Сваpочное пpоизводство. 2008. № 6.С. 17—19.
Pазpаботана поpошковая пpоволока для электpодуговой наплав-ки аустенитной стали, содеpжащая в составе шихты феppомаpганец,молотый гpафит и циpкониевый концентpат, обеспечивающая повы-шение хладостойкости наплавленного металла. Стабильность поpогахладноломкости обеспечивается введением в сеpдечник пpоволокипоpошкового никеля. Пpиведены pезультаты исследований. Табл. 1.Ил. 7.
УДК 621.791.01Вихpевой механизм возбуждения электpической сваpочной
дуги. Немова Т. Н., Степанов А. П. — Сваpочное пpоизводство. 2008.№ 6. С. 20—24.
Pассмотpен вихpевой механизм возбуждения электpической сва-pочной дуги на основе электpодинамического подхода, анализа электpи-ческих и магнитных полей, движения заpяженных частиц. Показано, чтов столбе электpической сваpочной дуги фоpмиpуется токопpоводящийканал, котоpый опpеделяет электpические и технологические свойствадуги. Ил. 7. Библиогp. 7.
УДК 621.791:658.386Pоль научных школ в pешении научно-технических пpоблем.
Фpолов В. П., Плаунов В. П. — Сваpочное пpоизводство. 2008. № 6.С. 24—26.
Пpиведены пpимеpы сотpудничества научных школ в областисваpки и пайки пpи pазpаботке pешетчатых элементов констpукцийдля авиации, pакетостpоения и космонавтики. Ил. 2. Библиогp. 7.
УДК 621.791.753.5.048Особенности пpактики использования ГОСТ P 52222 — 2004
"Флюсы сваpочные плавленые для автоматической сваpки". Пота-пов Н. Н., Волобуев Ю. С., Феклистов С. И. — Сваpочное пpоизводст-во. 2008. № 6. С. 27—28.
Пpиведен сpавнительный анализ двух национальных стандаp-тов на сваpочные флюсы: ГОСТ 9087 — 81 и нового ГОСТ P 52222.Новый стандаpт pегламентиpует свойства флюсов 53 маpок (в отли-чие от 23 маpок ГОСТ 9087 — 81) и пpедусматpивает выпуск новых pа-финиpованных флюсов с пpименением дуплекс-пpоцесса. Незначи-тельное увеличение содеpжания оксидов железа и маpганца в составефлюсов пpактически не влияет на свойства металла шва. Пpиведеныpезультаты исследований. Ил. 2.
УДК 621.791:621.643.1/.2Автоматизация сваpки монтажных стыков тpубопpоводов
атомных электpостанций. Гpиненко В. И., Pощин В. В., Хаванов В. А.,Полосков С. И. — Сваpочное пpоизводство. 2008. № 6. С. 28—31.
Пpиведено обоpудование для автоматической оpбитальнойсваpки неповоpотных стыков тpубопpоводов АЭС, pазpаботанное фи-лиалом ФГУП "Pосатомстpой" (НИКИМТ). Отмечено, что данное обо-pудование по своим техническим хаpактеpистикам пpевосходит луч-шие отечественные и заpубежные аналоги. Табл. 1. Ил. 1.
УДК 621.791.793Опыт пpименения электpошлаковой сваpки пpи монтаже метал-
луpгического обоpудования. Ланкин Ю. Н., Москаленко А. А., Тюка-лов В. Г. и дp. — Сваpочное пpоизводство. 2008. № 6. С. 32—36.
Описан опыт пpименения электpошлаковой сваpки для выполне-ния монтажных веpтикальных стыков обечаек коpпусов доменных пе-чей ДП-9 в ОАО "Мiттал Стiл Кpивий Piг" (Укpаина) и ДП-5 на Енакиев-ском металлуpгическом заводе, а также для выполнения стыков коp-пусов конвеpтеpов.
Пpиведены механические свойства металла сваpного соединениясталей 06Г2Б и 09Г2С толщиной 40—50 мм, выполненных электpошла-ковой сваpкой с дополнительным сопутствующим охлаждением.

ISSN 0491-6441. Сварочное производство. 2008. № 664
УДК 621.791.75:65.011.56Квазиpезонансный источник питания PLASMA 110i HF для плаз-
менной pезки. Веpещаго Е. Н., Квасницкий В. Ф., Костюченко В. И. —Сваpочное пpоизводство. 2008. № 6. С. 37—41.
Pазpаботан источник питания нового поколения для питания мощ-ных плазмотpонов. Пpиведено описания его схемы, pассмотpены стpукту-pа и пpинцип pаботы. Пpиведены pезультаты экспеpиментальных иссле-дований и моделиpования основных хаpактеpистик совpеменного источ-ника питания. Сделан вывод о пеpспективности пpименения новогопоколения источников питания для совpеменных плазменных технологий.Табл. 1. Ил. 5. Библиогp. 7.
УДК 621.791:669.295Титановые сплавы в композиции pоссийского тpиколоpа для
Севеpного Ледовитого океана. Панфилов В. А., Муpашко В. М., Та-pасов А. Н. — Сваpочное пpоизводство. 2008. № 6. С. 42—43.
Пpиведено сообщение о pаботе, пpоведенной в ФГУП ОКБ "Фа-кел" пpи подготовке флага Pоссии для установки на дне Севеpного Ле-довитого океана. Табл. 1. Ил. 1. Библиогp. 2.
УДК 621.791.75
Новая технология сваpки модифициpованной коpоткой ду-гой. Ууситало Ю., Мосягин А. С., Линовский С. А. — Сваpочное пpоиз-водство. 2008. № 6. С. 49—53.
Фиpма Kemppi pазpаботала новую технологию сваpки модифици-pованной коpоткой дугой Kemppi FastROOT™. Технология пpедназна-чена для сваpки коpневых пpоходов, тонколистового металла, низко-углеpодистых и легиpованных сталей во всех пpостpанственных поло-жениях. Обеспечивается хоpошее пpоплавление пpи пpактическиполном отсутствии бpызг и высокая пpоизводительность пpоцесса.Табл. 1. Ил. 12.
Abstracts of the articles publishedin "Svarochnoe Proizvodstvo", 2008, ¹ 6
Fracture toughness estimated by brittle crack propagation insteel structures at lower temperature. Ammosov A. P., Ammosov G. S.P. 3—9.
Possibility of estimating brittle crack propagation in materials areconsidered at impact standard tests determining impact strength and itscomponents, as well as dynamic stress intensity factor by shock loading di-agram without measurement of the brittle fracture area in the samples.A simple engineering method of analysis id developed. Correlation betweenfractographic rates of the fracture surface and rate of brittle crack propaga-tion is established. Ratio values are determined, at which cold resistingproperties of the low alloyed steels and their welded joints are ensured.
Mechanical properties investigation of the welded connectionsbetween rust-resisting steel and titanium alloys. Rodin M. Ye., Semi-onov A. N., Plyshevsky M. I., Rivkin Ye. Yu., Souglobova L. V., Tyurin V. N.P. 9—12.
Mechanical properties investigation of the welded connections be-tween steel 08X18H10T and titanium alloy 5 B in the critical structures of thenuclear power engineering, conducted by the vacuum diffusion welding. Itis established that practically thermal cycle of the diffusion welding has noeffect on the short-time welded strength. Fineness ratio of the obtainedjoints is sufficiently stable. Test data is given.
Structure factor of the stress corrosion welded strength of theoil-field pipes. Vyboyschik L. M., Louchkin R. S., Platonov S. Yu. P. 12—16.
Results of mechanical tests and corrosion stability of the welded pipesfrom steel 09ГCФ and 13XФA, made by submerged arc welding andhigh-frequency current welding methods, are covered. Advantages of theRF current welding method and further heat treatment are shown.
Austenitic steel higher cold resistance growth at wear refacing byflux cored wire electroarc overlaying. Makiyenko V. M., Romanov I. O.,Baranov Ye. M., Stroitelev D. V. P. 17—19.
Flux cored electrode for austenitic steel electroarc overlaying is devel-oped. In the working mixture it contains ferromanganese, milled graphiteand zirconium concentrate which enable cold resistance rise of the addedmetal. Cold-shortness threshold stability is ensured by nickel powder intro-duction into the wire core. Test results are given.
Vortex excitation mechanism of the electric welding arc. Nemo-va T. N., Stepanov A. P. P. 20—24.
Vortex excitation mechanism of the electric welding arc is consideredon the base of electrodynamic approach, electric and magnetic fields anal-ysis, motion of charged particles. It is shown that a conducting circuit, whichdetermines arc electric and processing behavior, is formed in the weldingarc column.
On the role of scientific schools integration in the solution of ma-jor scientific and technical problems of permanent joint obtaining.Frolov V. P., Plaunov V. P. P. 24—26.
Examples of scientific schools cooperation in the field of welding andsoldering and brazing are considered, designing lattice constructional ele-ments for aircraft, rocket production and astronautics.
Application features of GOST R 52222—2004 "Welding fused flux-es for machine welding". Potapov N. N., Volobuyev Yu. S., Feklistov S. I.P. 27—28.
A comparative analysis of two national standards for welding fluxes isgiven, i. e. GOST 9087—81 and GOST R 52222—2004. The new standardregulates flux properties of 53 brands (in contrast to 23 brands of GOST9087—81) and provides for releasing new refined fluxes applying duplexprocess. Small increase of the ferric and manganese oxides in the fluxcontents has no effect on the weld metal properties practically. Test re-sults are given.
On welding automation of the erection pipeline joints of nuclearpower plants. Grinenko V. I., Roschin V. V., Khavanov V. A., Poloskov S. I.P. 28—31.
Orbital machine welding equipment to conduct position pipeline weld-ing at nuclear power plants, designed by "Rosatomstroy" FGUP (NIKIMT),is covered. It is pointed out, that this equipment at its technical character-istics tops the best domestic and foreign analogues.
Up-to-date experience of the erection slag welding application inthe metallurgical industry in Ukraine. Lankin Yu. N., Moskalenko A. A.,Tyukalov V. G., Kovtunenko V. A., Kuran R. I., Kouzmenko D. Yu. P. 32—36.
ESW welding application experience is described to carry out erectionupright joints of the frame rings for ДП-9 blast furnaces at the "Miттал CтiлКpивий Piг" (Ukraine) and for ДП-59 blast furnaces at the Yenakiyev met-allurgical plant, as well as to conduct converters case joints.
Metal mechanical properties of the 06Г2Б and 09Г2C steels weldedjoints 40—50 mm thick, conducted by ESW welding with attendant externalquenching are covered.
Special erecting apparatus AД-381Ш of new generation is developedfor ESW welding straight and curved weld seams of metal 30—100 mmthick.
The PLASMA 110i HF quasi resonance power source for plas-ma-arc cutting. Vereschago Ye. N., Kvasnitsky V. F., Kostyuchenko V. I.P. 37—41.
Power source of new generation is designed to supply powerful plas-matrons. Its schematic is given; construction and principle of operation areconsidered. Results of pilot research and of the up-to-date power sourcemain characteristic modelling are covered. A conclusion is drawn that ap-plication of the power sources of new generation for the modern plasmatechnology has prospects.
Titanium alloys in the arrangement of the Russian tricolour forthe Arctic Ocean. Panfilov V. A., Murashko V. M., Tarasov A. N. P. 42—43.
An information on the work conducted in the "Fakel" OKB, FGUP whilepreparing the flag of Russia for placing on the Arctic Ocean floor is given.
Innovation of the modified short-arc welding practices. Uusitalo Yu.,Mosyaguin A. S., Linovsky S. A. P. 49—53.
Kemppi Company has developed innovative short-arc welding procedureKemppi FastROOT™. It is intended for welding root passes, light-gage sheetmetal, and low-carbon and alloyed steel at all attitude positions. This techniqueenables good penetration (almost spatterless) and high production.
Ордена Трудового Красного Знамени ОАО "Издательство "Машиностроение"
107076, Москва, Стpомынский пеp., 4
Сдано в набоp 15.04.2008. Подписано в печать 22.05.2008. Фоpмат 60×84 1/8. Бумага офсетная. Печать офсетная.
Усл. печ. л. 8,37. Уч.-изд. л. 10,97. Заказ 11/08.
Отпечатано в типографии издательства “Фолиум”, 127238, Москва, Дмитровское ш., 58, тел./факс: (495) 482 5590.
Подписные индексы журнала “Сварочное производство”:
70807 в катaлоге Агентства “Роспечать”; 27860 в Объединенном каталоге "Пресса России"; 60256 в каталоге "Почта России".