
AAutomationTodayutomationToday - Rockwell Automation · trabajo del Consejo llega en un momento...
28
Normas para la sustentabilidad: sopa de letras AutomationToday AutomationToday América Latina • América Latina • Diciembre/2010, Año 12, Nº 31 Diciembre/2010, Año 12, Nº 31 Cobertura de Automation Fair® 2010 Casos exitosos en minería en Brasil, en industria química en Colombia y en empresa de robótica en Argentina Seguridad: cada vez más, un buen negocio El interés gradual en la producción sustentable trajo aparejada una gran cantidad de términos y normas que debemos entender. El ABC de la producción sustentable apunta a cuestiones de energía, medio ambiente, seguridad, responsabilidad social y sus respectivas normas
Transcript of AAutomationTodayutomationToday - Rockwell Automation · trabajo del Consejo llega en un momento...
Normas para la sustentabilidad:sopa de letras
AutomationTodayAutomationToday América Latina • América Latina • Diciembre/2010, Año 12, Nº 31Diciembre/2010, Año 12, Nº 31
Cobertura de Automation Fair® 2010
Casos exitosos en minería en Brasil, en industria química en Colombia y en empresa de robótica en Argentina
Seguridad: cada vez más, un buen negocio
El interés gradual
en la producción
sustentable trajo
aparejada una gran
cantidad de términos y
normas que debemos
entender. El ABC
de la producción
sustentable apunta
a cuestiones de
energía, medio
ambiente, seguridad,
responsabilidad social
y sus respectivas
normas
AUTOMATION TODAY | DICIEMBRE 2010
es una publicación cuatrimestral de Rockwell Automation. Todos los derechos reservados. El contenido de esta publicación no puede ser reproducida, total o parcialmen-te, sin la autorización expresa de Rockwell Automation.
COORDINACIÓN GENERAL Eliana Freixa (Gerente de Comunicación Regional para América Latina) E-mail: [email protected]/Tel.: (55 11) 5189.9500
EQUIPO EDITORIAL Rebecca Archibald (The Journal Executive Publisher - Rockwell Automation)Theresa Houck (Editora Executiva The Journal - Putman Publishing) Márcia M. Maia (Periodista responsable y redactora en el Brasil - Mtb 19.338 - Interativa Comunicação)
FOTOGRAFÍAArchivo Rockwell Automation e istockphoto.com
TRADUCCIÓNSteven Avey (Rockwell Automation)
DISEÑO Y PRODUCCIÓNProyecto y diagramación: Interativa Comunicação - Tel/Fax: (11) 4368.6445 - e-mail: [email protected]ón: 15,000 ejemplares
OFICINAS REGIONALES Oficina principal para América Latina : 1-954-306.7900 • Argentina: 54-11-5554-4000 • Brasil: 55-11-3618-8900 • Región del Caribe: 1-787-300-6200 • Chile: 56-2-290-0700 • Colombia: 57-1-649-9600 • Costa Rica: 506-2201-1500 • México: 52-55-5246-2000 • Perú: 51-1-441-5900 • Venezuela: 58-212-949-0611
Todos los productos y tecnologías mencionados en Automation Today son marcas registradas y propiedad industrial de sus respectivas empresas.
AutomationTodayAutomationToday
Carta al lector
Todos estamos de acuerdo en que las
normas son cada vez más importantes
por varios factores como, por ejemplo,
la globalización de la producción y el
cambio de rol del operador. Estas normas
contribuyen a la mejora de los procesos
y, en última instancia, de los productos;
disminuyen las defi ciencias y aumentan
la confi abilidad de los procesos. Para
agregar un valor progresivo a las
empresas, sus procedimientos deben
evolucionar constantemente junto con los
mercados. Por su complejidad y vigencia
en el mundo industrial, destacamos
el tema en el reporte de portada de
esta edición, que también presenta la
cobertura de Automation Fair®, realizada
en noviembre en Orlando, EE.UU., además
de las secciones habituales de la revista.
Confi amos que esta edición responderá
a sus intereses y le permitirá continuar
actualizado.
Esperamos que lo disfrute.
Evolución permanente
Eliana FreixaGerente de Comunicación Regional
para América Latina
ContáctenosEnvíe sus
comentarios
y sugerencias sobre
la revista
Automation Today
y sobre los artículos
publicados aquí a
Su opinión es muy
importante.
Muchas gracias.
Eliana Freixa
2

DICIEMBRE 2010 | AUTOMATION TODAY
Reporte de portada
14
EVENTOS
Cobertura
de Automation
Fair 2010
DESTACADOS
Rockwell Automation forma parte del Índice de sustentabilidad
Dow Jones de América del Norte
Ejecutivo de Rockwell Automation integra el consejo para la
revitalización industrial estadounidense
7
4
CASOS
Argentina: Constantini incorpora componentes de Rockwell
Automation en soluciones robotizadas para paletizado
Brasil: la minería SAMA se moderniza con Arquitectura Integrada
Colombia: industria química Andercol migra hacia PlantPAx
20
SOLUCIONES
El control inteligente de motores permite ahorrar
13
Terminología y normas necesarias para la
implementación de una operación industrial más
sustentable y rentable
SUSTENTABILIDAD
Cómo la seguridad ayuda a impulsar la rentabilidad
18
3
PRODUCTOS
Nuevos controladores ControlLogix L73 y L75,
Gateway de aplicación para la integración de
los sistemas de gestión ERP y la ampliación
del sistema de control distribuido
5
SEGURIDAD
Mayor fl exibilidad de
diseño y rendimiento en
seguridad
11
AUTOMATION TODAY | DICIEMBRE 2010 4
DESTACADOS
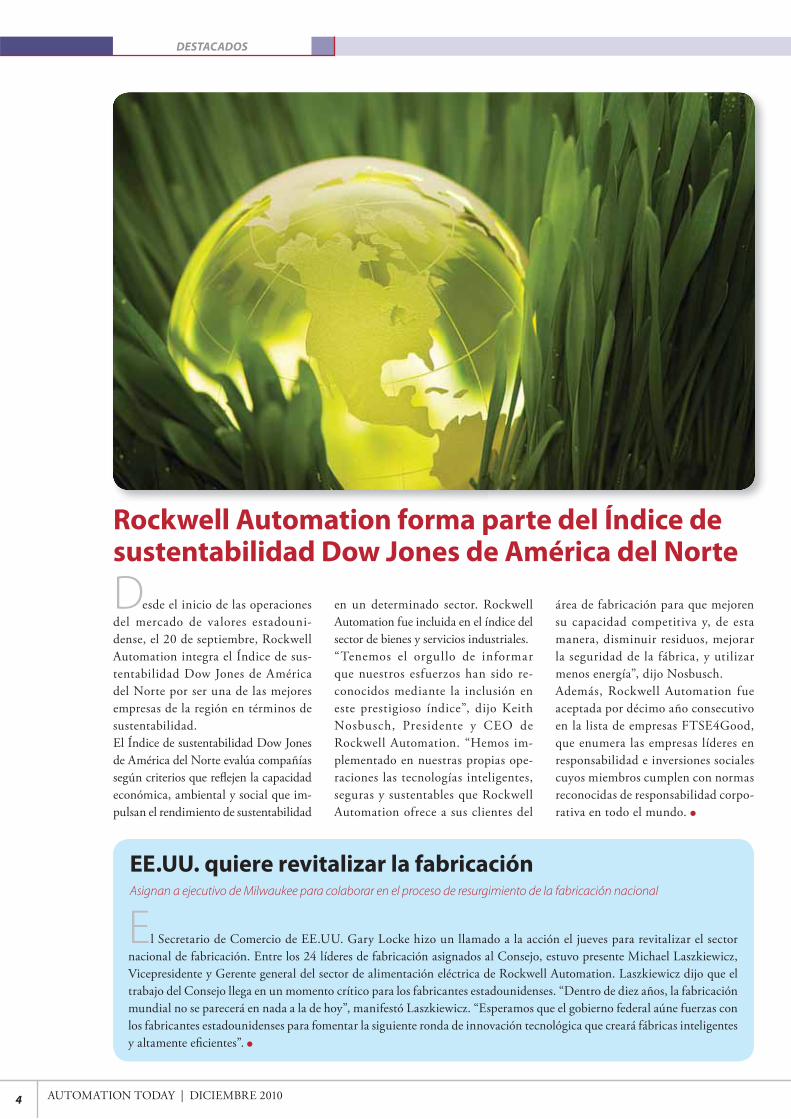
Rockwell Automation forma parte del Índice de sustentabilidad Dow Jones de América del Norte
EE.UU. quiere revitalizar la fabricación
Desde el inicio de las operaciones
del mercado de valores estadouni-
dense, el 20 de septiembre, Rockwell
Automation integra el Índice de sus-
tentabilidad Dow Jones de América
del Norte por ser una de las mejores
empresas de la región en términos de
sustentabilidad.
El Índice de sustentabilidad Dow Jones
de América del Norte evalúa compañías
según criterios que refl ejen la capacidad
económica, ambiental y social que im-
pulsan el rendimiento de sustentabilidad
El Secretario de Comercio de EE.UU. Gary Locke hizo un llamado a la acción el jueves para revitalizar el sector
nacional de fabricación. Entre los 24 líderes de fabricación asignados al Consejo, estuvo presente Michael Laszkiewicz,
Vicepresidente y Gerente general del sector de alimentación eléctrica de Rockwell Automation. Laszkiewicz dijo que el
trabajo del Consejo llega en un momento crítico para los fabricantes estadounidenses. “Dentro de diez años, la fabricación
mundial no se parecerá en nada a la de hoy”, manifestó Laszkiewicz. “Esperamos que el gobierno federal aúne fuerzas con
los fabricantes estadounidenses para fomentar la siguiente ronda de innovación tecnológica que creará fábricas inteligentes
y altamente efi cientes”.
en un determinado sector. Rockwell
Automation fue incluida en el índice del
sector de bienes y servicios industriales.
“Tenemos el orgullo de informar
que nuestros esfuerzos han sido re-
conocidos mediante la inclusión en
este prestigioso índice”, dijo Keith
Nosbusch, Presidente y CEO de
Rockwell Automation. “Hemos im-
plementado en nuestras propias ope-
raciones las tecnologías inteligentes,
seguras y sustentables que Rockwell
Automation ofrece a sus clientes del
área de fabricación para que mejoren
su capacidad competitiva y, de esta
manera, disminuir residuos, mejorar
la seguridad de la fábrica, y utilizar
menos energía”, dijo Nosbusch.
Además, Rockwell Automation fue
aceptada por décimo año consecutivo
en la lista de empresas FTSE4Good,
que enumera las empresas líderes en
responsabilidad e inversiones sociales
cuyos miembros cumplen con normas
reconocidas de responsabilidad corpo-
rativa en todo el mundo.
Asignan a ejecutivo de Milwaukee para colaborar en el proceso de resurgimiento de la fabricación nacional
Í

DICIEMBRE 2010 | AUTOMATION TODAY 5
PRODUCTOS
Rockwell Automation introdujo dos elementos a su familia de controladores
ControlLogix, para aprovechar el entorno de diseño único y el protocolo de
conexión en red dentro del sistema de Arquitectura Integrada de la compañía.
Los controladores programables de automatización (PAC) ControlLogix L73 y
L75 ofrecen capacidades avanzadas de memoria, velocidad y procesamiento
para una amplia gama de demandas de control, desde lógica y movimiento de
alto rendimiento a aplicaciones de procesos basadas en la información.
“El sistema de Arquitectura Integrada está diseñado para ayudar a los clien-
tes a minimizar costos, mejorar el fl ujo empresarial y los datos de fabrica-
ción, y fi nalmente avanzar hacia una optimización a nivel de toda la planta”,
declaró Frank Kulaszewicz, Vicepresidente y Gerente general del área de
control y visualización de Rockwell Automation. “Como parte de ese siste-
ma, estos nuevos PAC tienen capacidades con características mejoradas de
memoria y procesamiento que permiten incrementar las tasas de produc-
ción, reforzar la efi cacia total del equipo y proporcionar datos más puntua-
les para perfeccionar la toma de decisiones”.
Para las complejas aplicaciones de movimiento de alto rendimiento,
los PAC ControlLogix L73 y L75 se interconectan a la perfección con
variadores de movimiento a través de las interfaces de red Ethernet/IP
y SERCOS. Los controladores pueden admitir nada más ni nada menos
que 100 ejes, simplifi cando aún más la sincronización de las complejas
aplicaciones de movimiento.
“Los PAC, como los controladores ControlLogix L73 y L75, reducen los cos-
Los nuevos controladores ofrecen un mejor rendimiento para procesos y aplicaciones discretas y de movimiento Los controladores ControlLogix L73 y L75 ofrecen capacidades avanzadas de memoria, velocidad y procesamiento para mejorar las funciones de movimiento e información dentro del sistema de Arquitectura Integrada de Rockwell Automation
tos de ciclo de vida y el costo total de propiedad
de los fabricantes, ya que permiten un sistema
de control multidisciplinario”, dijo Craig Resnick,
Director de investigaciones de ARC Advisory Group. “Además, ayudan a
los fabricantes a optimizar las comunicaciones según protocolos de red
estándar de la industria, que eliminan las barreras adicionales que impi-
den la colaboración y la integración”.
La tarjeta SD de 1 GB que se envía con cada controlador ofrece una mejora
para la integridad de los datos y mayor rapidez en la lectura y escritura que
la tecnología CompactFlash anterior. El PAC ControlLogix L73 es ideal para
los usuarios que necesitan hasta 16 MB de memoria, mientras que el PAC
ControlLogix L75 ofrece 32 MB de memoria.
Los nuevos módulos de almacenamiento de energía que se envían con
cada controlador eliminan la necesidad de baterías de litio, que ayuda a
los usuarios a evitar los confl ictos ambientales y de mantenimiento relacio-
nados con el transporte y desecho. Un puerto USB proporciona cargas y
descargas más rápidas, actualizaciones de fi rmware y ediciones en línea.
Los controladores cuentan con una pantalla incorporada para realizar diag-
nósticos con características mejoradas y obtener información del tiempo de
ejecución. Ambos modelos están disponibles actualmente para su envío.
Para obtener más información sobre los PAC ControlLogix L73 y L75,
visite http://bit.ly/gjCmNE
La aplicación del gateway de integración de
la planifi cación de los recursos empresaria-
les (ERP) permite a las plantas intercambiar
transacciones de manera más fácil y rentable y
ejecutar procesos empresariales en la planta y
sistemas empresariales en tiempo real. Este in-
tercambio es un componente crítico a la hora
de alcanzar la agilidad que exige la demanda
para la fabricación y la capacidad de entregar
un pedido perfecto.
La sólida y expandible arquitectura del Ga-
teway de integración de planifi cación de los
recursos empresariales permite el intercambio
de tipos comunes de información necesarios
para una fabricación ágil, como la calidad,
la planifi cación y la priorización de pedidos,
así como la contabilidad de los costos de
producción y el uso de material. La capacidad
de intercambiar información de calidad entre
la fabricación y los sistemas empresariales pro-
porciona una cantidad de benefi cios, como la
disminución de desviaciones y excepciones, la
reducción de costos de calidad y cumplimien-
to, y una mayor rapidez en la puesta en cir-
culación de los productos terminados, lo que
ayuda a aumentar la satisfacción del cliente. La
integración de la planifi cación y la priorización
de pedidos también ayudan a los fabricantes a
mejorar la entrega a tiempo, la efi ciencia de la
cadena de suministro y la utilización de recur-
sos, y proporciona la capacidad de responder
Aplicación del gateway de integración de la planifi cación de los recursos empresariales
con mayor rapidez a las diferentes demandas
empresariales. La integración de la contabili-
dad de los costos de producción y el uso de
material puede ayudar a reducir el tiempo de
ciclo y los inventarios, y permitir una contabili-
dad más precisa de los productos y los costos
de producción.
“Las compañías que operan en un entorno de
operaciones ágil, rentable y compatible con
las normativas pueden reducir los costos de
fabricación a la mitad en cinco años, pero las
inversiones deben alinearse y priorizarse frente
a estos requisitos empresariales para poder
avanzar”, escriben Simon Jacobson y Roddy
Martin de Gartner en una nota de investiga-
ción de 2009, en la que fueron coautores sobre
sistemas de ejecución de fabricación*. “Cada
vez son más compañías las que ven las inver-
siones de IT para la fabricación como parte de
esta transformación”.
El gateway de integración de planifi cación de
los recursos empresariales se entrega con el
bus de servicios de fabricación de Rockwell
Software, un componente clave de la platafor-
ma de operaciones de fabricación de Rockwell
Software. El bus de servicios de fabricación
proporciona un marco de arquitectura orienta-
da a los servicios (SOA) comprobada para una
mensajería segura, sólida, escalable y altamen-
te disponible entre las aplicaciones. El bus de
servicios de fabricación es compatible con
todos los patrones de integración empresarial
comunes y con más de 30 tecnologías de trans-
porte diferentes, que permite la implementa-
ción en cualquier entorno IT existente con una
interrupción mínima. La arquitectura y fl exibili-
dad del bus de mensajes ayuda a proporcionar
un retorno máximo de la inversión existente
en IT, simplifi ca los proyectos de integración y
elimina la dependencia entre los sistemas.
.
Esta plataforma aprovecha los conjuntos de co-
nocimientos y la infraestructura de IT existentes
para ayudar a reducir los costos de instalación y
mantenimiento. La asignación de datos gráfi cos
y el uso de herramientas estándar industriales
abiertas proporcionan una transformación de
los datos visuales que no requiere codifi cación,
y permite a los usuarios benefi ciarse de imple-
mentaciones más rápidas, menores riesgos y
costos de mantenimiento reducidos. Entre las
ventajas que ofrece el marco de integración se
pueden mencionar la simplicidad de asistencia
técnica y la capacidad de repetición de la im-
plementación de funcionalidad estándar, que
se prolonga fácilmente a las implementaciones
personalizadas de planifi cación de los recursos
empresariales.
Para obtener más información,
visite http://www.rockwellautomation.
com/rockwellsoftware/erp/
La nueva aplicación agiliza y mejora la toma de decisiones, que simplifi ca la capacidad de conectar las aplicaciones de producción con los sistemas empresariales de mayor nivel
AUTOMATION TODAY | DICIEMBRE 2010 6
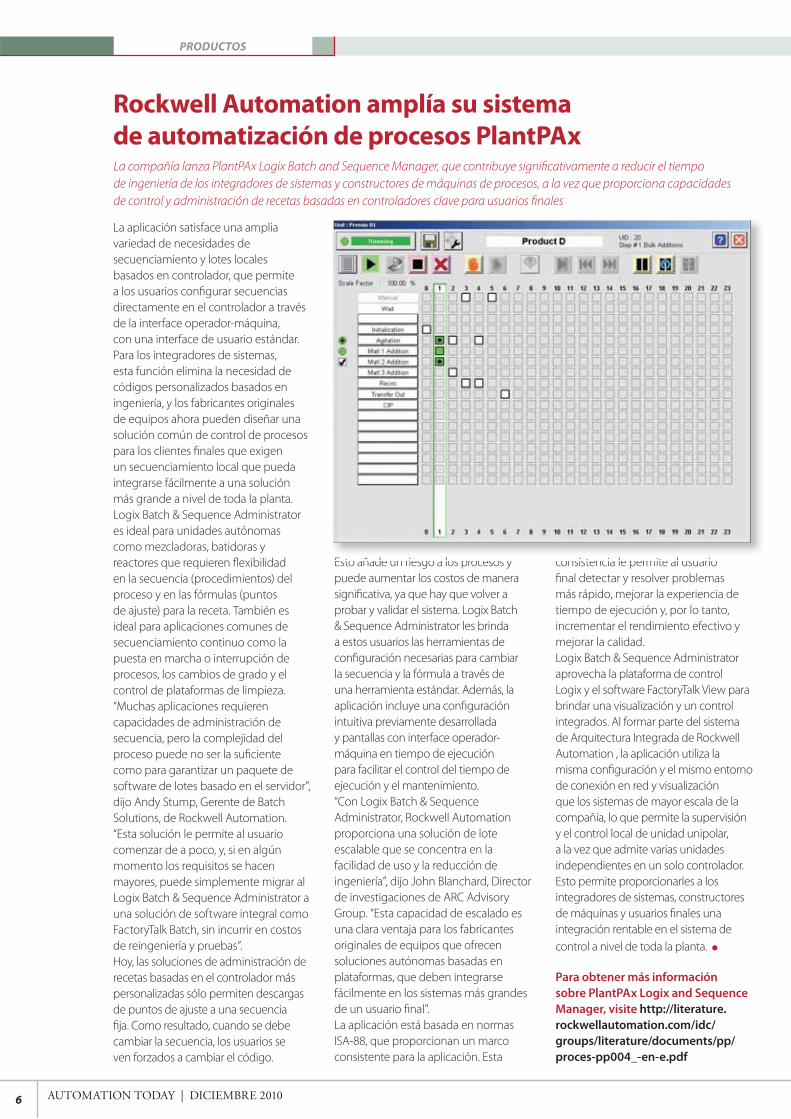
La aplicación satisface una amplia
variedad de necesidades de
secuenciamiento y lotes locales
basados en controlador, que permite
a los usuarios confi gurar secuencias
directamente en el controlador a través
de la interface operador-máquina,
con una interface de usuario estándar.
Para los integradores de sistemas,
esta función elimina la necesidad de
códigos personalizados basados en
ingeniería, y los fabricantes originales
de equipos ahora pueden diseñar una
solución común de control de procesos
para los clientes fi nales que exigen
un secuenciamiento local que pueda
integrarse fácilmente a una solución
más grande a nivel de toda la planta.
Logix Batch & Sequence Administrator
es ideal para unidades autónomas
como mezcladoras, batidoras y
reactores que requieren fl exibilidad
en la secuencia (procedimientos) del
proceso y en las fórmulas (puntos
de ajuste) para la receta. También es
ideal para aplicaciones comunes de
secuenciamiento continuo como la
puesta en marcha o interrupción de
procesos, los cambios de grado y el
control de plataformas de limpieza.
“Muchas aplicaciones requieren
capacidades de administración de
secuencia, pero la complejidad del
proceso puede no ser la sufi ciente
como para garantizar un paquete de
software de lotes basado en el servidor”,
dijo Andy Stump, Gerente de Batch
Solutions, de Rockwell Automation.
“Esta solución le permite al usuario
comenzar de a poco, y, si en algún
momento los requisitos se hacen
mayores, puede simplemente migrar al
Logix Batch & Sequence Administrator a
una solución de software integral como
FactoryTalk Batch, sin incurrir en costos
de reingeniería y pruebas”.
Hoy, las soluciones de administración de
recetas basadas en el controlador más
personalizadas sólo permiten descargas
de puntos de ajuste a una secuencia
fi ja. Como resultado, cuando se debe
cambiar la secuencia, los usuarios se
ven forzados a cambiar el código.
PRODUCTOS
Esto añade un riesgo a los procesos y
puede aumentar los costos de manera
signifi cativa, ya que hay que volver a
probar y validar el sistema. Logix Batch
& Sequence Administrator les brinda
a estos usuarios las herramientas de
confi guración necesarias para cambiar
la secuencia y la fórmula a través de
una herramienta estándar. Además, la
aplicación incluye una confi guración
intuitiva previamente desarrollada
y pantallas con interface operador-
máquina en tiempo de ejecución
para facilitar el control del tiempo de
ejecución y el mantenimiento.
“Con Logix Batch & Sequence
Administrator, Rockwell Automation
proporciona una solución de lote
escalable que se concentra en la
facilidad de uso y la reducción de
ingeniería”, dijo John Blanchard, Director
de investigaciones de ARC Advisory
Group. “Esta capacidad de escalado es
una clara ventaja para los fabricantes
originales de equipos que ofrecen
soluciones autónomas basadas en
plataformas, que deben integrarse
fácilmente en los sistemas más grandes
de un usuario fi nal”.
La aplicación está basada en normas
ISA-88, que proporcionan un marco
consistente para la aplicación. Esta
consistencia le permite al usuario
fi nal detectar y resolver problemas
más rápido, mejorar la experiencia de
tiempo de ejecución y, por lo tanto,
incrementar el rendimiento efectivo y
mejorar la calidad.
Logix Batch & Sequence Administrator
aprovecha la plataforma de control
Logix y el software FactoryTalk View para
brindar una visualización y un control
integrados. Al formar parte del sistema
de Arquitectura Integrada de Rockwell
Automation , la aplicación utiliza la
misma confi guración y el mismo entorno
de conexión en red y visualización
que los sistemas de mayor escala de la
compañía, lo que permite la supervisión
y el control local de unidad unipolar,
a la vez que admite varias unidades
independientes en un solo controlador.
Esto permite proporcionarles a los
integradores de sistemas, constructores
de máquinas y usuarios fi nales una
integración rentable en el sistema de
control a nivel de toda la planta.
Para obtener más información
sobre PlantPAx Logix and Sequence
Manager, visite http://literature.
rockwellautomation.com/idc/
groups/literature/documents/pp/
proces-pp004_-en-e.pdf
La compañía lanza PlantPAx Logix Batch and Sequence Manager, que contribuye signifi cativamente a reducir el tiempo de ingeniería de los integradores de sistemas y constructores de máquinas de procesos, a la vez que proporciona capacidades de control y administración de recetas basadas en controladores clave para usuarios fi nales
Rockwell Automation amplía su sistema de automatización de procesos PlantPAx
Esto añade un riesgo a los procesos y consistencia le permite al usuario
DICIEMBRE 2010 | AUTOMATION TODAY 7
AUTOMATION FAIR® 2010
Por un entorno industrial más inteligente, seguro y sustentable
En la primera semana de noviembre, en el Centro de convenciones del Condado de Orange
(Orlando, Florida), se llevó a cabo una serie de eventos orientados a la automatización indus-
trial, las mejores prácticas, innovaciones y tendencias. El 1º de noviembre comenzó el PSUG
(Process Solutions Users Group), un encuentro dirigido a usuarios de la industria de proceso. Al
día siguiente, se realizó la tercera edición del Foro de Automatización y Seguridad, y el gran evento
de la semana fue la apertura de la 19ª Automation Fair®, llevada a cabo el día 3 de noviembre. Apta
para todo público y con entrada gratuita, la feria recibió un público mayor de 11 mil personas.
Más de una centena de expositores, 60 sesiones técnicas que abarcaron 14 temáticas, talleres de
demostración, decenas de sesiones prácticas de laboratorio y seis foros por área conformaron el
conjunto de atractivos para el visitante interesado en actualizarse y aprender.

AUTOMATION TODAY | DICIEMBRE 2010
AUTOMATION FAIR® 2010
8
Industrias de proceso como enfoqueDesde la primera edición, en el 2006, se
ha incrementado el público del Grupo
de Usuarios de Soluciones para Proce-
sos (PSUG). En el 2009, prácticamente
500 participantes que representaban a
más de 200 empresas de 32 países se
reunieron en Anaheim, California. Este
año, en Orlando, el público superó la
cantidad de concurrentes de años an-
teriores. El enfoque en soluciones para
industrias de proceso continuó después
del evento, en la Automation Fair®.
NovedadesUna de las novedades presentadas en
la Automation Fair® fue la versión 2.0
de PlantPAx, un sistema para control
de proceso basado en la plataforma
FactoryTalk que forma parte de la
Arquitectura Integrada de Rockwell
Automation. Las nuevas funciones de
PlantPAx garantizan un sistema de con-
trol más sólido y fl exible,
con un aumento de la efi -
cacia de ingeniería y mayor
rapidez en los proyec-
tos, mediante bibliotecas
avanzadas que incluyen
plantillas y objetos de au-
tomatización construidos
previamente, ModelBuilder
y herramientas de visualiza-
ción VantagePoint.
Máquinas y plataformas en la me-dida justaSegún Som Chakraborti,
Director del Área de Pro-
cesos de Rockwell Auto-
mation, los fabricantes de maquinarias
y los que ensamblan plataformas se be-
nefi ciarán por la simplicidad para im-
plementar el sistema de control. “Eso es
realmente importante porque responde
a lo que el público nos pidió: funciones
según las necesidades de los clientes y
posibilidad de ser integrados al sistema
de control de proceso de esos clientes”,
comentó Steve Pulsifer, Director de De-
sarrollo del Mercado de Industrias de
Proceso de Rockwell Automation. Con
respecto a las capacidades del PlantPAx
2.0 para responder a las aplicaciones de
menor envergadura y permitir que el
cliente fi nal lo integre a su arquitectura
manufacturera, Chakraborti afirmó
que “ahora, los fabricantes originales
de equipos tienen lo que necesitan”.
Las arquitecturas confi guradas previa-
mente y aprobadas garantizan el rendi-
miento esperado por el cliente, sin que
sea necesario invertir más de lo que
necesita en productos y en tecnologías.
Para el fabricante original de equipos,
esas arquitecturas y la amplia gama de
herramientas para agilizar los proyec-
tos garantizan el ahorro de tiempo en
los plazos de entrega al mercado. En
relación con los conjuntos de equipos
de plataformas, Pulsifer agregó que
“Rockwell Automation perfeccionó
la integración con los instrumentos
de Endress+Hauser, y esa solución de
automatización para plataformas es
inigualable”.
Verdadera distribución
Chakraborti destacó que Rockwell
Automation toma al pie de la letra el
signifi cado de la “D” en el Sistema de
Control Distribuido: “Nuestro sistema
de control es realmente distribuido. En
vez de tener, por ejemplo, una única y
amplia base de datos, tenemos bases de
Las sesiones prácticas de laboratorio continúan despertando
gran interés en los visitantes de la Automation Fair®
Los visitantes conocen el potencial de PlantPAx en el
stand dedicado a la industria de proceso
“El crecimiento del negocio en los últimos años se debe a dos factores principales:
excelente tecnología y un buen equipo de trabajo”
Carlos A. G. Pico, de la empresa colombiana Pacifi c Rubiales Energy, en el panel sobre automatización de industrias de proceso
“PlantPAx está a la altura de cual-
quier sistema de control distribui-
do, y realmente creemos que es
superior a algunos de estos” Som Chakraborti, Director del Área de Procesos de Rockwell Automation

DICIEMBRE 2010 | AUTOMATION TODAY
AUTOMATION FAIR® 2010
9
datos menores y distribuidas, totalmen-
te compatibles. Esto implica un bene-
fi cio signifi cativo del PlantPAx 2.0. De
algún modo, con la arquitectura distri-
buida de bases de datos estamos respon-
diendo al concepto de computación en
nube”, afi rmó Chakraborti.
Conversión de kWh a unidades monetarias Paralelamente al tema de Industria Inte-
ligente, Segura y Sustentable, que fue el
tópico principal de la Automation Fair®
2010, la administración de energía fue
una cuestión recurrente, no solo en las
soluciones presentadas en los stands de
Rockwell Automation y de sus socios,
sino también en las decenas de activi-
dades paralelas a la feria, como los foros
y las sesiones prácticas de laboratorio.
Uno de los seis foros era específi camente
sobre el tema, al igual que en uno de
los stands de Rockwell Automation,
donde el visitante podía ver y entender
la metodología GreenPrint (huella ver-
de), desarrollada por la empresa. Esta
metodología ayuda a las industrias a re-
lacionar el consumo de insumos como
agua, aire comprimido, gas, electricidad
y vapor con el rendimiento económico
de la compañía.
“Entre otros aspectos de GreenPrint, ese
método convierte las métricas energéti-
cas en valores monetarios”, afi rmó Phil
Kaufman, ejecutivo del área de negocios
de Administración de Energía Indus-
trial de Rockwell Automation. Según
él, el mayor objetivo es poder considerar
los insumos energéticos como una ma-
En uno de los stands de Rockwell Automation y con el apoyo de profesionales de
la empresa, los visitantes pudieron ver y entender la metodología GreenPrint
teria prima más. “Queremos ser capaces
de usar esos insumos como una unidad
de producción. Si tenemos ese tipo de
datos, los gerentes industriales podrán
ejercer una infl uencia en la productivi-
dad de la compañía”, afi rmó.
Las personas, la productividad y el planeta
Esos fueron los principales ejes del Foro de Automatización y Seguridad, que reunió a más
de 300 participantes. Las cuestiones relacionadas con la seguridad afectan el rendimiento
general de empresas de todos los sectores, en todas partes del mundo, y es uno de los temas
que continuamente está adquiriendo mayor importancia en el medio industrial. Este año,
participantes, especialistas y expositores debatieron sobre cuáles son las mejores prácticas
de seguridad y sobre la formación de una nueva generación de industrias, en un ambiente
mundial considerablemente regulado.
La programación intensa comenzó con la conferencia del autor del libro Safety 24/7: Building
an Incident-free Culture (Protección Todos los Días: Hacia una Cultura sin Incidentes), Gregory
M. Anderson, que habló sobre cómo crear las bases para una cultura de la seguridad. William
Hilton, de la empresa que fabrica papel y celulosa Georgia-Pacifi c, compartió su experiencia
con el caso sobre cómo se construye una cultura que valoriza la salud y la excelencia en
seguridad. Jeff Russell, de PepsiCo Americas, trató sobre el valor agregado por el cumplimien-
to con normas mundiales de seguridad. Dos representantes de la empresa dinamarquesa
Vestas hablaron sobre los aspectos de seguridad en el control de turbinas eólicas. Después
del almuerzo, continuaron tres sesiones educativas, y luego se llevó a cabo la presentación
en conjunto de Frank Staples, de la Agencia de Seguridad Nacional, y Sujeet Chand, CTO de
Rockwell Automation. Chris Oliver, de Universal Creative, hizo la última presentación, en la
que trató cuestiones relacionadas con la seguridad de los proyectos de control de la atracción
más nueva del parque de los estudios Universal en Orlando.
“Honestamente, creemos que nuestro personal y nuestros servicios
son los mejores del mercado, porque somos especialistas en lo que
hacemos, y lo que hacemos consiste en la automatización industrial” Bob Becker, Presidente de Rockwell Automation para América Latina,
en entrevista con periodistas de la región

AUTOMATION TODAY | DICIEMBRE 2010 10
AUTOMATION FAIR® 2010
Prepárese y participe de la edición que conmemora los
20 años de la Automation Fair®, en Chicago
Nueva perspectivaLa propuesta de Rockwell Automation
consiste en incorporar una nueva pers-
pectiva sobre los insumos energéticos, y
de esta manera, convertir el uso de agua,
aire comprimido, gas, electricidad y va-
por en el valor equivalente en millones
de BTU, los cuales pueden usarse en el
cálculo efectivo de costos de energía de
un determinado proceso.
La respuesta y el desafío están con-
templados en la metodología Green-
Print, que orienta a la empresa a medir
y controlar el consumo energético de
forma individualizada, sobre un enfo-
que en los equipos y los sistemas que
usan energía en gran cantidad; ya sean
líneas, unidades de procesamiento o
máquinas. La administración en las
normas de consumo, la percepción del
impacto en el consumo de energía y
en las emisiones, que se origina por
Nuevamente en la Automation Fair®, el stand
de la organización FIRST (Para la Inspiración
y Reconocimiento en Ciencia y Tecnología)
permitió acelerar el contacto entre estudiantes
y el mundo de la ingeniería en práctica. Por
ser una de las empresas que patrocina FIRST,
Rockwell Automation impulsa la formación de
una nueva generación de ingenieros y técnicos.
Incluso como parte de su estrategia mundial
en asociación con instituciones de enseñanza,
Automation Fair® también contó con stands de
diez universidades estadounidenses
ProSoft y Cisco entre
las 100 empresas
asociadas que
expusieron sus
soluciones en la
Automation Fair®
2010
los cambios en la programación de
la producción, así como también
la automatización de la producci-
ón de modo que la fábrica opera
en su mejor nivel energético,
forman parte de la estrategia
GreenPrint y de sustentabi-
lidad económica, financie-
ra y ambiental que ofrece
Rockwell Automation, que
se debatió ampliamente en
la Automation Fair® 2010.
“Los dos desafíos más grandes que tienen los fabricantes originales
de equipos son cómo proteger nuestra propiedad intelectual
y cómo desarrollar productos para diferentes mercados con
módulos estándares”Jan Grashuis, de VMI, empresa holandesa fabricante de maquinaria para producción
de neumáticos, durante el panel sobre globalización del mercado de los fabricantes
originales de equipos
“La demanda energética mundial debe aumentar el 50% hasta
el 2030, y la industria será la responsable por el 40% de ese total.
De ser así, ¿cómo se deben preparar las industrias?”Randal Selesky, Vicepresidente de Energía de Rockwell Automation,
en el panel sobre el tema

DICIEMBRE 2010 | AUTOMATION TODAY 11
Estar al día con las versátiles normas
de seguridad no es una novedad para
los constructores de máquinas. Pero
los cambios efectuados recientemente
en la nueva directiva de máquinas de
la Comisión Europea, que entraron en
vigencia el 29 de diciembre de 2009,
cambiarán el enfoque de los diseñadores
acerca del diseño de sistemas de seguri-
dad de máquinas.
Como se relaciona con la seguridad
funcional, la norma EN 954-1, que
categoriza los niveles de seguridad, se
está sustituyendo por dos normas que
coexistirán. Los constructores de má-
quinas y los integradores de sistemas
pueden optar por cumplir los requisitos
de las normas EN ISO 13849-1 o EN/
IEC 62061 para demostrar el cumpli-
miento de la directiva de maquinarias.
La norma EN ISO 13849-1, “Seguridad
de las máquinas - Partes de los sistemas
de mando relativas a la seguridad”, es-
pecifi ca la confi abilidad del sistema en
uno de los cinco niveles de rendimien-
to. Estos niveles se usan principalmen-
te para dispositivos y circuitos de baja
complejidad.
La norma EN/IEC 62061, “Seguridad
de las máquinas - Seguridad funcional
de los sistemas eléctricos/electrónicos
programables relacionados con la se-
guridad”, define la integridad de la
función de seguridad en los niveles de
integridad de seguridad (SIL). Estos se
usan principalmente en dispositivos y
circuitos más complejos.
Recientemente, la Comisión Europea
prorrogó el plazo para la transición de
la EN 954-1 a la EN/ISO 13849-1
hasta el 31 de diciembre de 2011. Este
tiempo adicional debe verse como un
período de transición adicional y no
como una prolongación de la vigencia
de la norma EN 954-1.
Con la adopción de estas normas de
seguridad funcionales, los diseñadores
deberán evaluar la confi abilidad de los
componentes de seguridad, añadien-
do un cálculo cuantitativo al diseño
del sistema de seguridad de control. Si
bien esto implica más pasos y procedi-
mientos, también ofrece benefi cios. A
saber, estas normas crean un enfoque
metodológico que puede conducir a
una maquinaria con un rendimiento
más predecible, de mayor confi abilidad
y disponibilidad, y un mejor retorno de
la inversión (ROI).
Ambas metodologías utilizan cálculos
cuantitativos para defi nir el rendimiento
y la integridad de las funciones de segu-
ridad, en base a los datos de seguridad
que suelen proporcionar los fabricantes
de componentes.
Además, ambas normas se basan en la
determinación de los niveles de riesgos
implicados en la identifi cación de los
peligros de la máquina y sus funciones.
Una evaluación de riesgos documentada
de la máquina debe ser la base de cual-
quier circuito o función de seguridad
para defi nir con claridad el nivel de
rendimiento o de integridad de dicha
función de seguridad.
Menos complejidad, más confi abilidad Históricamente, las normas eran de
naturaleza mayormente prescriptiva, y
solo servían como guía en la estructura
de los sistemas de control para garanti-
zar que se cumplieran los requisitos de
seguridad.
La seguridad funcional añade un ele-
mento de “tiempo” para avanzar sobre
el enfoque existente de estructura de se-
guridad (categoría). Esta adición imparte
un nivel mayor de confi anza en el buen
rendimiento actual y futuro del sistema
de seguridad. En otras palabras, los di-
señadores tienen más información, y por
lo tanto más confi anza, sobre la confi a-
bilidad de la función de seguridad.
La capacidad de defi nir los requisitos
de rendimiento les proporciona a los
diseñadores más fl exibilidad para per-
sonalizar sus circuitos de manera que
La seguridad es un buen negocioLas nuevas normas de seguridad de
máquinas marcan el comienzo de una
nueva era de mayor fl exibilidad en el
diseño y rendimiento de la seguridad
AUTOMATION TODAY | DICIEMBRE 2010
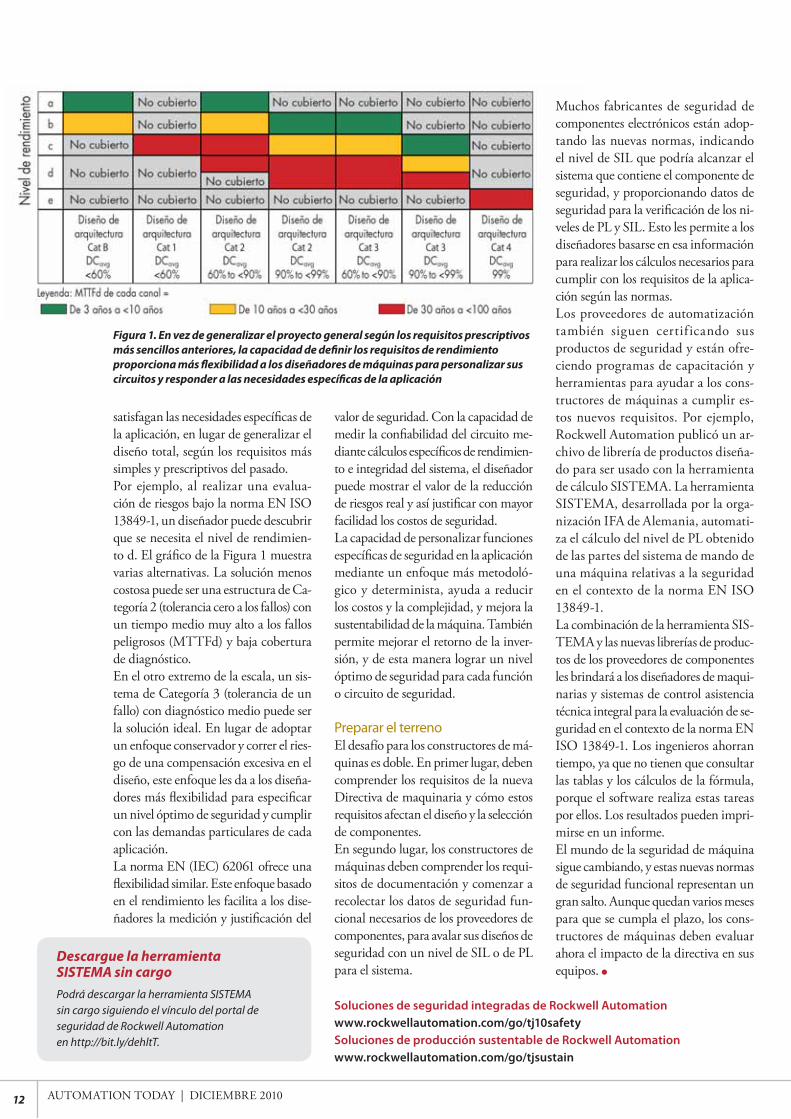
Figura 1. En vez de generalizar el proyecto general según los requisitos prescriptivos
más sencillos anteriores, la capacidad de defi nir los requisitos de rendimiento
proporciona más fl exibilidad a los diseñadores de máquinas para personalizar sus
circuitos y responder a las necesidades específi cas de la aplicación
12
satisfagan las necesidades específi cas de
la aplicación, en lugar de generalizar el
diseño total, según los requisitos más
simples y prescriptivos del pasado.
Por ejemplo, al realizar una evalua-
ción de riesgos bajo la norma EN ISO
13849-1, un diseñador puede descubrir
que se necesita el nivel de rendimien-
to d. El gráfi co de la Figura 1 muestra
varias alternativas. La solución menos
costosa puede ser una estructura de Ca-
tegoría 2 (tolerancia cero a los fallos) con
un tiempo medio muy alto a los fallos
peligrosos (MTTFd) y baja cobertura
de diagnóstico.
En el otro extremo de la escala, un sis-
tema de Categoría 3 (tolerancia de un
fallo) con diagnóstico medio puede ser
la solución ideal. En lugar de adoptar
un enfoque conservador y correr el ries-
go de una compensación excesiva en el
diseño, este enfoque les da a los diseña-
dores más fl exibilidad para especifi car
un nivel óptimo de seguridad y cumplir
con las demandas particulares de cada
aplicación.
La norma EN (IEC) 62061 ofrece una
fl exibilidad similar. Este enfoque basado
en el rendimiento les facilita a los dise-
ñadores la medición y justifi cación del
valor de seguridad. Con la capacidad de
medir la confi abilidad del circuito me-
diante cálculos específi cos de rendimien-
to e integridad del sistema, el diseñador
puede mostrar el valor de la reducción
de riesgos real y así justifi car con mayor
facilidad los costos de seguridad.
La capacidad de personalizar funciones
específi cas de seguridad en la aplicación
mediante un enfoque más metodoló-
gico y determinista, ayuda a reducir
los costos y la complejidad, y mejora la
sustentabilidad de la máquina. También
permite mejorar el retorno de la inver-
sión, y de esta manera lograr un nivel
óptimo de seguridad para cada función
o circuito de seguridad.
Preparar el terrenoEl desafío para los constructores de má-
quinas es doble. En primer lugar, deben
comprender los requisitos de la nueva
Directiva de maquinaria y cómo estos
requisitos afectan el diseño y la selección
de componentes.
En segundo lugar, los constructores de
máquinas deben comprender los requi-
sitos de documentación y comenzar a
recolectar los datos de seguridad fun-
cional necesarios de los proveedores de
componentes, para avalar sus diseños de
seguridad con un nivel de SIL o de PL
para el sistema.
Muchos fabricantes de seguridad de
componentes electrónicos están adop-
tando las nuevas normas, indicando
el nivel de SIL que podría alcanzar el
sistema que contiene el componente de
seguridad, y proporcionando datos de
seguridad para la verifi cación de los ni-
veles de PL y SIL. Esto les permite a los
diseñadores basarse en esa información
para realizar los cálculos necesarios para
cumplir con los requisitos de la aplica-
ción según las normas.
Los proveedores de automatización
también siguen certif icando sus
productos de seguridad y están ofre-
ciendo programas de capacitación y
herramientas para ayudar a los cons-
tructores de máquinas a cumplir es-
tos nuevos requisitos. Por ejemplo,
Rockwell Automation publicó un ar-
chivo de librería de productos diseña-
do para ser usado con la herramienta
de cálculo SISTEMA. La herramienta
SISTEMA, desarrollada por la orga-
nización IFA de Alemania, automati-
za el cálculo del nivel de PL obtenido
de las partes del sistema de mando de
una máquina relativas a la seguridad
en el contexto de la norma EN ISO
13849-1.
La combinación de la herramienta SIS-
TEMA y las nuevas librerías de produc-
tos de los proveedores de componentes
les brindará a los diseñadores de maqui-
narias y sistemas de control asistencia
técnica integral para la evaluación de se-
guridad en el contexto de la norma EN
ISO 13849-1. Los ingenieros ahorran
tiempo, ya que no tienen que consultar
las tablas y los cálculos de la fórmula,
porque el software realiza estas tareas
por ellos. Los resultados pueden impri-
mirse en un informe.
El mundo de la seguridad de máquina
sigue cambiando, y estas nuevas normas
de seguridad funcional representan un
gran salto. Aunque quedan varios meses
para que se cumpla el plazo, los cons-
tructores de máquinas deben evaluar
ahora el impacto de la directiva en sus
equipos. Descargue la herramienta SISTEMA sin cargo
Podrá descargar la herramienta SISTEMA
sin cargo siguiendo el vínculo del portal de
seguridad de Rockwell Automation
en http://bit.ly/dehltT.
Soluciones de seguridad integradas de Rockwell Automation
www.rockwellautomation.com/go/tj10safety
Soluciones de producción sustentable de Rockwell Automation
www.rockwellautomation.com/go/tjsustain
DICIEMBRE 2010 | AUTOMATION TODAY
SOLUCIONES
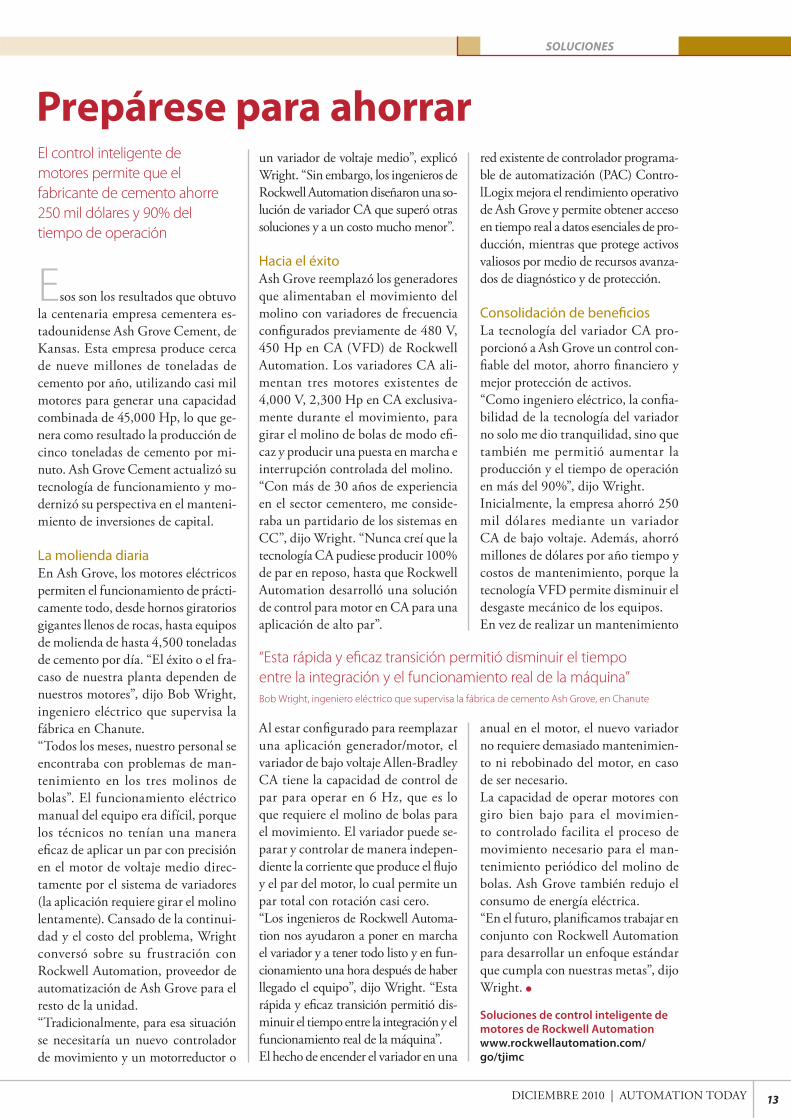
Prepárese para ahorrar
Esos son los resultados que obtuvo
la centenaria empresa cementera es-
tadounidense Ash Grove Cement, de
Kansas. Esta empresa produce cerca
de nueve millones de toneladas de
cemento por año, utilizando casi mil
motores para generar una capacidad
combinada de 45,000 Hp, lo que ge-
nera como resultado la producción de
cinco toneladas de cemento por mi-
nuto. Ash Grove Cement actualizó su
tecnología de funcionamiento y mo-
dernizó su perspectiva en el manteni-
miento de inversiones de capital.
La molienda diariaEn Ash Grove, los motores eléctricos
permiten el funcionamiento de prácti-
camente todo, desde hornos giratorios
gigantes llenos de rocas, hasta equipos
de molienda de hasta 4,500 toneladas
de cemento por día. “El éxito o el fra-
caso de nuestra planta dependen de
nuestros motores”, dijo Bob Wright,
ingeniero eléctrico que supervisa la
fábrica en Chanute.
“Todos los meses, nuestro personal se
encontraba con problemas de man-
tenimiento en los tres molinos de
bolas”. El funcionamiento eléctrico
manual del equipo era difícil, porque
los técnicos no tenían una manera
efi caz de aplicar un par con precisión
en el motor de voltaje medio direc-
tamente por el sistema de variadores
(la aplicación requiere girar el molino
lentamente). Cansado de la continui-
dad y el costo del problema, Wright
conversó sobre su frustración con
Rockwell Automation, proveedor de
automatización de Ash Grove para el
resto de la unidad.
“Tradicionalmente, para esa situación
se necesitaría un nuevo controlador
de movimiento y un motorreductor o
El control inteligente de
motores permite que el
fabricante de cemento ahorre
250 mil dólares y 90% del
tiempo de operación
un variador de voltaje medio”, explicó
Wright. “Sin embargo, los ingenieros de
Rockwell Automation diseñaron una so-
lución de variador CA que superó otras
soluciones y a un costo mucho menor”.
Hacia el éxitoAsh Grove reemplazó los generadores
que alimentaban el movimiento del
molino con variadores de frecuencia
confi gurados previamente de 480 V,
450 Hp en CA (VFD) de Rockwell
Automation. Los variadores CA ali-
mentan tres motores existentes de
4,000 V, 2,300 Hp en CA exclusiva-
mente durante el movimiento, para
girar el molino de bolas de modo efi -
caz y producir una puesta en marcha e
interrupción controlada del molino.
“Con más de 30 años de experiencia
en el sector cementero, me conside-
raba un partidario de los sistemas en
CC”, dijo Wright. “Nunca creí que la
tecnología CA pudiese producir 100%
de par en reposo, hasta que Rockwell
Automation desarrolló una solución
de control para motor en CA para una
aplicación de alto par”.
red existente de controlador programa-
ble de automatización (PAC) Contro-
lLogix mejora el rendimiento operativo
de Ash Grove y permite obtener acceso
en tiempo real a datos esenciales de pro-
ducción, mientras que protege activos
valiosos por medio de recursos avanza-
dos de diagnóstico y de protección.
Consolidación de benefi ciosLa tecnología del variador CA pro-
porcionó a Ash Grove un control con-
fi able del motor, ahorro fi nanciero y
mejor protección de activos.
“Como ingeniero eléctrico, la confi a-
bilidad de la tecnología del variador
no solo me dio tranquilidad, sino que
también me permitió aumentar la
producción y el tiempo de operación
en más del 90%”, dijo Wright.
Inicialmente, la empresa ahorró 250
mil dólares mediante un variador
CA de bajo voltaje. Además, ahorró
millones de dólares por año tiempo y
costos de mantenimiento, porque la
tecnología VFD permite disminuir el
desgaste mecánico de los equipos.
En vez de realizar un mantenimiento
“Esta rápida y efi caz transición permitió disminuir el tiempo
entre la integración y el funcionamiento real de la máquina”
Bob Wright, ingeniero eléctrico que supervisa la fábrica de cemento Ash Grove, en Chanute
Al estar confi gurado para reemplazar
una aplicación generador/motor, el
variador de bajo voltaje Allen-Bradley
CA tiene la capacidad de control de
par para operar en 6 Hz, que es lo
que requiere el molino de bolas para
el movimiento. El variador puede se-
parar y controlar de manera indepen-
diente la corriente que produce el fl ujo
y el par del motor, lo cual permite un
par total con rotación casi cero.
“Los ingenieros de Rockwell Automa-
tion nos ayudaron a poner en marcha
el variador y a tener todo listo y en fun-
cionamiento una hora después de haber
llegado el equipo”, dijo Wright. “Esta
rápida y efi caz transición permitió dis-
minuir el tiempo entre la integración y el
funcionamiento real de la máquina”.
El hecho de encender el variador en una
anual en el motor, el nuevo variador
no requiere demasiado mantenimien-
to ni rebobinado del motor, en caso
de ser necesario.
La capacidad de operar motores con
giro bien bajo para el movimien-
to controlado facilita el proceso de
movimiento necesario para el man-
tenimiento periódico del molino de
bolas. Ash Grove también redujo el
consumo de energía eléctrica.
“En el futuro, planifi camos trabajar en
conjunto con Rockwell Automation
para desarrollar un enfoque estándar
que cumpla con nuestras metas”, dijo
Wright.
Soluciones de control inteligente de motores de Rockwell Automationwww.rockwellautomation.com/go/tjimc
13
AUTOMATION TODAY | DICIEMBRE 2010
Sopa de letras de las normas de sustentabilidad
14
Una producción sustentable incluye una mezcla de terminología y normas que es necesario comprender para poder implementar una operación más fl exible y productiva
DICIEMBRE 2010 | AUTOMATION TODAY 15
El reciente aumento de interés en la
producción sustentable dio origen a un
gran plato de sopa de letras con termi-
nología y normas para clasifi car. El ABC
de la producción sustentable apunta a
la energía, al medio ambiente, a la se-
guridad, a la responsabilidad social y a
las normas relacionadas. Cuando usted
conozca las normas y la manera en la
que están relacionadas, tendrá las herra-
mientas para generar una operación más
sustentable y rentable.
Los fabricantes que adoptan prácticas de
producción sustentable transforman los
desafíos del mercado en ventajas. La pro-
ducción sustentable incluye operaciones
más limpias, seguras y efi caces desde el
punto de vista energético.
¿De qué manera? Cuando reduce los
desechos de material y las emisiones
en los procesos, y hace un uso más
efi ciente de los recursos naturales, la
producción es más limpia. Cuando
protege y evita daños a los trabajado-
res, a los procesos, a los equipos y a la
comunidad; es más segura. Cuando se
elaboran productos con un consumo
energético de agua, aire, gas y elec-
tricidad menor, se hace un uso más
efi caz de la energía.
Recuérdelo: la sopa es un alimento salu-
dable. Así que tome una gran cucharada
y prepárese para digerir una porción sana
que lo ayudará a alimentar sus progra-
mas de sustentabilidad.
La colaboración internacional entre el sector industrial y el gobierno se concentra en establecer normas de producción sustentable aceptadas a nivel mundial
Grupos de la sopaLa producción sustentable emplea tecno-
logías para transformar los materiales de
una cadena de suministro integrada con
el fi n de optimizar el rendimiento del
producto, a la vez que disminuyen las
emisiones de gases de efecto invernadero
(GHG por sus sigles en inglés). Además,
contribuye a reducir el uso de materiales
no renovables o tóxicos y la generación
de desechos.
La industria y los gobiernos se han aso-
ciado para producir resultados sustenta-
bles que faciliten el comercio y protejan a
la sociedad. La regulación del comercio
mundial y los requisitos de la industria
están impulsando la necesidad de crear
normas para equipos y sistemas.
Las normas permiten una producción
sustentable a través de la adopción de
mejores prácticas de reconocimiento
internacional que establecen puntos de
referencia para la seguridad, la calidad
y el rendimiento de los equipos y sis-
temas, a la vez que reducen riesgos y
costos. Todos estos factores le brindan
soluciones optimizadas.
Muchas organizaciones, como las que
se enumeran a continuación, participan
en la coordinación y el desarrollo de las
normas de producción sustentable:
• Organización Internacional para la Es-
tandarización (ISO, www.iso.org).
• Comisión Electrotécnica Internacional
(IEC, www.iec.ch).
• Instituto Nacional Estadounidense de
Normas (ANSI, www.ansi.org).
• Instituto Nacional de Normas y Tecno-
logía (NIST, www.nist.org), que forma
parte del Departamento de Comercio
de los Estados Unidos.
• Asociación Nacional de Fabricantes
Eléctricos (NEMA, www.nema.org).
• Instituto de Ingenieros Eléctricos y
Electrónicos (IEEE, www.ieee.org).
Establecimiento de nuevas normas
El desarrollo de normas de gestión energética se ha dado o se sigue dando en todo el mundo. Por ejemplo,
en los Estados Unidos se ha emitido la norma ANSI MSE 2000:2005, que proporciona un marco para un
sistema de administración que disminuya los costos de energía. Además, reduce el impacto ambiental;
alinea las acciones con las estrategias y metas institucionales; sustenta la productividad y el aumento
de los ahorros; y fomenta la mejora continua.
Mientras tanto, la Unión Europea (UE) ha emitido la norma EN 16001 que específi ca los requisitos de
administración de energía para permitir que las organizaciones y compañías de todos los tipos y ta-
maños, y de cualquier lugar del mundo puedan desarrollar e implementar una política, identifi car áreas
de importante consumo energético y establecer objetivos para su reducción.
La norma del sistema de gestión energética ISO 50001 (en desarrollo) apunta a sustituir las normas de
gestión energética de los EE.UU. y de la UE por una norma internacional unifi cada. Noventa participantes
de 25 países colaboran en el desarrollo de esta norma internacional. Los países participantes ya están
trabajando en la gestión energética y están muy interesados en desarrollar una norma internacional
unifi cada. Se calcula que la fecha de publicación será entre fi nes de 2010 y principios de 2011.
La norma ISO 50001 les brindará a los fabricantes un proceso para evaluar, gestionar y medir de forma
proactiva el uso de energía modelado en el marco del Método PDCA (Plan-Do-Check-Act) utilizado
para las normas ISO 9001 e ISO 14001. El enfoque de ISO es el siguiente:
Planifi car (Plan): Establezca objetivos y elabore planes (analice la situación de su organización, establezca
los objetivos generales y los objetivos interinos y desarrolle planes para alcanzarlos).
Hacer (Do): Implemente sus planes (haga lo que planifi có).
Verifi car (Check): Mida los resultados (calcule en qué medida los logros cumplen los objetivos).
Actuar (Act): Corrija y mejore sus planes y cómo los pone en práctica (corrija y aprenda de sus errores
para mejorar los planes y lograr mejores resultados en el futuro).
Esta nueva norma especifi ca los requisitos para un sistema de gestión energética que le permite a una
organización adoptar un enfoque sistemático para la mejora continua del rendimiento y el uso efi caz
de la energía. No menciona criterios específi cos de rendimiento de energía.
Algunos benefi cios clave de la norma ISO 50001 son:
• Permitir a una organización adoptar un enfoque sistemático para la mejora continua del rendimiento
y el uso efi caz de energía.
• Proporcionar un marco para las instalaciones industriales que buscan administrar el uso de la energía.
• Proporcionar prácticas de suministro para equipos y sistemas que utilizan energía, y para las fuentes
de energía.
• Proporcionar una manera de medir el uso actual de energía.
• Validar las mejoras continuas.
• Promover mejores prácticas para la gestión energética.
Después de implementar la norma ISO 50001, los fabricantes pueden desarrollar una línea base sobre
el uso de energía y administrar de forma activa el uso y los costos de energía. Las empresas también
pueden reducir las emisiones para mejorar la productividad en el tiempo y el ahorro de documentos
para uso interno y externo.
AUTOMATION TODAY | DICIEMBRE 2010 16
Algunos de estos grupos han aunado sus
esfuerzos. Por ejemplo, la ISO y la IEC
están trabajando en forma conjunta en las
fuentes de energía renovable y energía eléc-
trica (Grupo asesor estratégico de la ISO/
Grupo estratégico de la IEC). Ambos gru-
pos dirigen el área técnica de sus respecti-
vos consejos administrativos técnicos.
El enfoque actual de estos grupos estra-
tégicos consiste en revisar las actividades
de desarrollo de las normas publicadas
existentes y las normas corrientes, e
identifi car las oportunidades para que
los futuros trabajos con normas aborden
la efi ciencia energética y las fuentes de
energía renovable para satisfacer las ne-
cesidades industriales y reglamentarias.
Además, coordinan los esfuerzos de la
ISO y la IEC para garantizar la unifi -
cación. El trabajo a tener en cuenta que
puede afectar a los socios y a los clientes
de Rockwell Automation incluye:
• Normas para indicar la efi ciencia in-
dustrial en industrias con alto consu-
mo de energía.
• Normas para evaluar y clasifi car pro-
cesos industriales.
• Normas sobre fuentes combinadas de
calentamiento y alimentación eléctri-
ca, biogás y energía geotérmica.
• Normas para calderas industriales.
• Nuevas normas en los campos de ilu-
minación, equipos rotativos, calenta-
miento y enfriamiento, generación y
distribución de energía.
Rockwell Automation forma parte de
estos grupos para identifi car requisitos
y participar en el desarrollo de normas
que puedan implementarse dentro de
su cartera de productos y sistemas para
satisfacer las necesidades de producción
sustentable del cliente.
Normas ambientalesLa regulación ambiental de los produc-
tos y del uso efi caz de la energía se está
extendiendo mundialmente, por ejem-
plo, mediante la Restricción de sustan-
cias peligrosas (RoHS) en China, y las
directivas RoHS y REACH en la UE.
Estas regulaciones hacen referencia a las
normas que proporcionarán requisitos
base para la implementación de siste-
mas de evaluación de cumplimiento
normativo.
Los clientes exigirán a los fabricantes de
su cadena de suministro que cumplan
con estas normas para que ellos, a su vez,
puedan demostrar el cumplimiento, mi-
nimizar los riesgos y contribuir con sus
propios esfuerzos de producción susten-
table cuando incorporan el producto ad-
quirido a la fabricación de su producto.
Algunas de las actividades ambientales
esenciales incluyen:
• Estandarización ambiental del Comité
Técnico 111 de la IEC para productos
y sistemas eléctricos y electrónicos.
• Pautas de los sistemas de gestión am-
biental ISO 14006 sobre ecodiseño.
• BSI PAS (Especifi caciones pública-
mente disponibles) 2050 - Cómo eva-
luar las emisiones de GHG del ciclo
de vida de productos y servicios.
• Comité Técnico 207 de la ISO - Ad-
ministración ambiental.
El Comité Técnico 111 de la IEC ha
generado publicaciones sobre las si-
guientes normas y especifi caciones pú-
blicamente disponibles:
• IEC 62321 - Determinación de los
niveles de seis sustancias reglamen-
tadas. En la directiva de restricción
de sustancias peligrosas de la EU se
regulan seis sustancias.
• IEC 62430 - Diseño ambientalmente
consciente de productos eléctricos y
electrónicos.
• Informe técnico de IEC 62476 - Guía
para la evaluación de los productos
con respecto a las restricciones en el
uso de sustancias en productos eléc-
tricos y electrónicos.
• IEC PAS 62545 - Información am-
biental sobre equipos eléctricos y elec-
trónicos (EIEEE).
Se están desarrollando normas para la
declaración de materiales y para el re-
ciclaje de productos eléctricos.
En el Comité Técnico 207 de ISO, una
serie de normas explica cómo realizar eva-
luaciones del ciclo de vida de los produc-
tos. Este comité se encarga además de las
actividades relacionadas con la medición
y la generación de informes de GHG.
Los fabricantes deben
explotar sus ventajas
competitivas a través
de la utilización de sistemas
comunes para el control
de seguridad y procesos
Los fabricantes y los cons-
tructores de máquinas están
percibiendo que una manera
efectiva de aumentar la pro-
ductividad y la fl exibilidad es
diseñar e incorporar la seguri-
dad en los sistemas y procesos
desde la sección de entrada
DICIEMBRE 2010 | AUTOMATION TODAY
La responsabilidad social es otro elemento clave
Las normas de responsabilidad social dirigidas por ISO 26000 son otro elemento clave de la produc-
ción sustentable. Una empresa sustentable es aquella que proporciona productos y servicios que
satisfacen al cliente, a la vez que opera con responsabilidad social.
La norma voluntaria ISO 26000 se publicará en 2010. Esta norma se está desarrollando a manera de
guía. No debe usarse para certifi cación porque no incluirá requisitos específi cos.
ISO 26000 añadirá valor a las iniciativas existentes de responsabilidad social proporcionando una
guía unifi cada y mundialmente relevante, basada en el consenso internacional entre representantes
expertos de los principales grupos de participantes. Según la ISO, esto fomentará la implementación
de mejores prácticas de responsabilidad social en todo el mundo.
El objetivo de la norma consiste en desarrollar un consenso internacional sobre el signifi cado de la res-
ponsabilidad social y las cuestiones que deben abordar las compañías. La norma voluntaria también
está diseñada como guía para traducir los principios en acciones efectivas; refi nar las mejores prácticas
que ya se han desarrollado; y difundir la información en todo el mundo para benefi cio de la comunidad
internacional (consulte www.iso.org/iso/socialresponsibility.pdf).
17
Más vale prevenirLa seguridad es un elemento esencial de
la producción sustentable. No se puede
tener una operación sustentable sin tener
sistemas diseñados para aumentar la pro-
ductividad y la seguridad.
El sector especializado en productos quí-
micos lo sabe muy bien. Los líderes de
las empresas químicas están evaluando
nuevos enfoques para incrementar el ren-
dimiento a la vez que mitigan los riesgos
de producción. Los fabricantes deben ex-
plotar sus ventajas competitivas a través
de la utilización de sistemas comunes para
el control de seguridad y procesos.
Estos benefi cios incluyen la reducción
de problemas asociados a los requisitos
del programa, entre ellos el aumento de
los costos de operación, mantenimiento
y capacitación.
Este enfoque permite a los fabricantes lo-
grar benefi cios operativos de integración
a la vez que se cumplen los requisitos de
seguridad de separación.
Las normas industriales para fabrican-
tes de productos químicos, como IEC
61511, incluyen criterios específi cos de
rendimiento y ciclo de vida que miden la
confi abilidad del sistema a través de tasas
de fallos. Estas tasas de fallos se basan en
tres criterios clave: detección de fallos,
tolerancia a fallos y probabilidad de fallo
a demanda (PFDd). La PFDd mide los
fallos peligrosos no detectados.
Otra tendencia de seguridad es desarrollar
nuevas normas seguridad funcional.
Por ejemplo, los robots juegan un papel
clave en las industrias, tanto en el en-
vasado para los consumidores, como en
la fabricación automotriz, de plásticos y
electrónica. La disponibilidad de robots
más rentables, más pequeños y de ma-
yor rendimiento facilita la justifi cación
fi nanciera. Aunque la automatización ro-
bótica refuerza la productividad, las cé-
lulas de trabajo robóticas que no cuenten
con un entorno de seguridad adecuado
no tendrán una productividad óptima.
Según el ARC Advisory Group, se están
desarrollando estrategias de protección
de maquinaria automática a nivel inter-
nacional para la seguridad de los tra-
bajadores. Por ejemplo, en los Estados
Unidos, Robotics Industry Association
(RIA) ha trabajado mucho para desarro-
llar una nueva revisión de la norma de
seguridad de robots de 1992.
La norma revisada ANSI/RIA R15.06-
1999 incluye evaluación de riesgos,
metodología y pautas para proteger los
sistemas robóticos. Esto ofrece informa-
ción nueva y mejorada para usuarios,
integradores de sistemas y robots de los
proveedores.
Canadian Standards Association (CSA)
también revisó su norma de seguridad
de robots de 1994 y ahora se basa en
la norma estadounidense. Los usua-
rios que sigan esta nueva norma CSA
Z434:2003 cumplirán con la norma
ANSI/RIA R15.06-1999; por lo tanto,
la norma CSA Z434:2003 se convierte
en una norma de América del Norte.
Sin embargo, debido a diferencias me-
nores entre las normas estadounidense
y canadiense, los usuarios que sigan la
norma ANSI/RIA R15.06-1999 pueden
no cumplir completamente la norma
CSA Z434:2003.
Otra tendencia es que la inversión rela-
cionada con la seguridad sea un com-
Un programa de producción
sustentable completo se
encarga de la energía, el medio
ambiente, la seguridad, la
responsabilidad social
ponente signifi cativo de todo el gasto
de capital para las fábricas durante los
próximos cinco años. Los principales
impulsores son la necesidad de los fa-
bricantes de mantener la productividad
en aumento, conservar los empleados
califi cados, proteger a los trabajadores
y reducir los costos de compensación
de los trabajadores y los reclamos de
responsabilidad.
Además, los fabricantes y los construc-
tores de máquinas están percibiendo
que una manera efectiva de aumentar
la productividad y la fl exibilidad es di-
señar e incorporar la seguridad en los
sistemas y procesos desde la sección de
entrada.
Ponga en práctica sus conocimientos sobre normasAhora que conoce el ABC de las normas
de sustentabilidad de producción, pue-
de poner esos conocimientos en práctica
para materializar mayores benefi cios a
partir de los esfuerzos de producción
sustentable.
Un programa de producción susten-
table completo debe abordar la energía,
el medio ambiente, la seguridad y la res-
ponsabilidad social, a la vez que procura
benefi cios fi nancieros para los resultados
netos de su compañía.
Sistemas de seguridad integrados de Rockwell Automationwww.rockwellautomation.com/go/tj10safety
Soluciones de producción sustentable de Rockwell Automationwww.rockwellautomation.com/go/tjsustain
Soluciones para el uso efi caz de la energía de Rockwell Automationwww.rockwellautomation.com/go/tjsavings
AUTOMATION TODAY | DICIEMBRE 2010 18
Seguridad y sustentabilidad van de la manoEn estos días, todas las empresas es-
tán preocupadas por la sustentabilidad.
Cuando escuchamos la palabra “sus-
tentabilidad”, solemos pensar en verde.
Aunque la ecología es un elemento im-
portante de la sustentabilidad, el tema es
mucho más amplio. La sustentabilidad
comprende una serie de prácticas que le
permiten mantener su empresa en un
nivel determinado o mejorarlo de forma
indefi nida. Signifi ca que sus operaciones
de fabricación serán más limpias, más
seguras, más efi cientes desde el punto de
vista energético y más competitivas.
La sustentabilidad es un buen negocio
porque signifi ca de por sí disminuir los
costos; mejorar la efi ciencia, la produc-
tividad y la calidad; reducir los riesgos; y
mantener un entorno de trabajo seguro.
El elemento de seguridad no sólo ayuda a
proteger a los empleados (una parte vital
de cualquier proceso de fabricación) sino
que además reduce los riesgos y la respon-
sabilidad legal, mejora la productividad,
preserva la integridad de la marca y le
permite a una planta atraer los mejores
recursos disponibles.
Goodyear nos muestra que tiene sentido Tradicionalmente, la seguridad ha sido
considerada un impedimento de la produc-
tividad. Como resultado, muchos fabrican-
tes han optado por no implementar políticas
y métodos de seguridad, o en su defecto, los
operadores las han tratado de evitar.
Por ejemplo, tras varios años de bajo
rendimiento de seguridad, la planta de
neumáticos Goodyear en Gadsden, Ala.,
tuvo dos casos de lesiones importantes en
2006, cuando dos empleados quedaron
atrapados en la maquinaria de la cizalla
de liberación de la instalación.
“Nos vimos obligados a mejorar la seguri-
dad. Ese año, incorporamos 300 personas
a nuestro personal, y en los últimos cuatro
Aprenda de qué manera la seguridad ayuda a impulsar –no a impedir– la
rentabilidad dentro del enfoque más general de la producción sustentable
SUSTENTABILIDAD
o cinco años, tuvimos que decirles que, de
todas las plantas de Goodyear, Gadsden es-
taba en el último, o casi el último, nivel de
seguridad”, dice Charles Skaggs, Gerente
de salud y seguridad de Goodyear. “Des-
pués de 2006, nuestra gerencia corporativa
manifestó que no iba a tolerar más estos
incidentes y nos pidió que estudiáramos
maneras para que nuestras maquinarias
alcanzaran el primer nivel en cuanto a la
clasifi cación de seguridad”.
El siguiente estudio de Goodyear in-
cluyó los aportes de la Asociación de fa-
bricantes de caucho (RMA). El estudio
indicó que los lugares más peligrosos de
la planta de Gadsden (y de la mayoría
de las aplicaciones de fabricación de
neumáticos) son las áreas de enrollado
y liberación de las máquinas cortadoras
al sesgo y las calandras.
La RMA le recomendó a Goodyear
concentrarse en mejorar la seguridad
de dichas áreas en todas sus plantas a
nivel mundial.
En consecuencia, la gerencia de
Goodyear ordenó la activación de ca-
pacidades de liberación de seguridad
obligatorias (MSR) para que sus má-
quinas pudieran alcanzar el Nivel 1 de
la clasifi cación de seguridad.
Junto con Rockwell Automation,
Goodyear comenzó a instalar equipos de
detección de presencia y barreras activadas
por luz entre agosto y diciembre de 2007.
Estos dispositivos evitan el accionamiento
de las máquinas de enrollado y liberación
si los operarios introducen las manos. El
juego también incluye nuevos equipos de
paro de emergencia, que sustituyen los ca-
bles de seguridad y las barras protectoras
del pasado, más nuevos enclavamientos y
separaciones de seguridad.
“Como los juegos son tan modulares,
pudimos implementarlos en 67 aplica-
ciones de enrollado/liberación en 20
semanas”, explica Skaggs. “De hecho,
estos juegos tuvieron tanta aceptación
y éxito, que Goodyear planifi ca imple-
mentarlos en todas nuestras plantas”.
Gadsden mejoró sus registros de seguri-
dad en un 61% durante los primeros 12
meses de implementación de las nuevas
soluciones. La planta presentó además
34 incidentes reportables a OSHA me-
nos durante el mismo período y una
reducción del tiempo improductivo
del 34%. La inversión de Goodyear en
equipos de seguridad se amortizó en
sólo cuatro meses.
Finalmente, los incidentes informados a
OSHA de Gadsden cayeron de 148 en
2004 a sólo 29 en 2007, y el panorama
futuro es aún más alentador.
Extensión de los benefi cios Además de los benefi cios de seguridad
y ahorro en los costos, los consumidores
están comenzando a tener en cuenta sus
conocimientos acerca de los procesos
socialmente responsables que utilizan
los fabricantes a la hora de tomar deci-
siones de compra. Los fabricantes que se
manejan de forma responsable pueden
atraer empleados que también exijan un
entorno de trabajo seguro.
De hecho, la producción sustentable se
ha vuelto crucial para el éxito. Ya no se
acepta considerar la seguridad y la sus-
tentabilidad como una idea secundaria
o un anexo de buena voluntad para las
prácticas comerciales. Los fabricantes
de todo el mundo han reconocido la
necesidad de la producción sustentable
para seguir siendo competitivos y hacer
frente a los ascendentes costos de ener-
gía, materias primas, compensación a los
trabajadores, pérdida de productividad y
responsabilidad legal por el producto.
Las nuevas tecnologías, que incluyen
diagnósticos mejorados y monitoreo de
velocidad segura, permiten disminuir
los desechos y el uso de energía, a la
vez que aumentan la productividad y
protegen a los trabajadores.
Para obtener más información sobre segu-
ridad y sustentabilidad, visite el portal de
seguridad de Rockwell Automation en
http://discover.rockwellautomation.com/
Safety.
Soluciones de producción
sustentable de Rockwell Automation
www.rockwellautomation.com/
go/tjsustain
Los consumidores están comenzando a
tomar decisiones de compra basadas en
su conocimiento acerca de los procesos
socialmente responsables de los fabricantes
Para obtener más información sobre nuestra línea de controladores, consulte:
http://ab.com/programmablecontrol/safety/guardlogix/

AUTOMATION TODAY | DICIEMBRE 2010 20
CASO ARGENTINA
Las condiciones de mercado fa-
vorables para aplicaciones de robot
en la industria durante el 2010 y la
tendencia positiva tambien para el
2011, generan un escenario propicio
para la realización de inversiones
por parte de las empresas en este ru-
bro. Así lo confi rma la realidad que
vive Costantini S.A., una fi rma de
automatización industrial de la ciu-
dad cordobesa de San Francisco que
elige a Rockwell Automation como
proveedor.
“En este momento hay un movi-
miento importante y no sólo esta-
mos vendiendo en la Argentina sino
también a países limítrofes como
Chile, Uruguay y Paraguay. La can-
tidad de proyectos a futuro es muy
alentadora. Muchos de los que están
confi rmados llevarán los productos
de Rockwell Automation”, afirma
Jorge Fernández, responsable de In-
geniería y Programación de Robots
de Ruben Costantini.
La f irma cordobesa fue fundada
por Rubén Costantini con foco en
la comercialización y reparación de
máquinas de soldar. En la década
del ´90 la empresa empezó a ofrecer
distintos tipos de soluciones indus-
triales. Hoy, comandada por Alejan-
dro Costantini –hijo del fundador- y
su socio, Sergio Bea, la compañía se
dedica a la robótica de soldadura,
manipuleo y soluciones integrales
de paletizado y atiende a empresas
de diferentes sectores de la industria,
principalmente metalmecánica, ali-
menticia y agrícola.
Desde sus inicios, Costantini -que
hoy emplea alrededor de 40 perso-
nas- no paró de crecer. Mientras que
en 2005 encaraba un proyecto cada
dos meses, actualmente instala tres
robots por mes.
Con el objetivo de seguir con esa ex-
pansión y brindar soluciones comple-
tas y efi cientes en el uso del tiempo,
en agosto de 2009 Costantini se puso
en contacto con Rockwell Automation.
Uno de sus objetivos era sumar di-
versos periféricos a sus soluciones de
paletización.
“Hace 10 años, en las instalaciones en
que se utilizaba un robot era necesario
tender muchos cables para adquirir
señales de sensores y arrancar moto-
res, entre otras cosas. Hoy ese tipo de
trabajo se han suplantando por redes
llamada buses de campo que permiten
recibir y enviar señales con un solo ca-
ble. Rockwell tiene mucha experiencia
en esto”, indica Fernández.
La solución completa que ofrece
Rockwell Automation integra, jun-
to al robot Kuka, sensores ópticos
Rightsight, columnas luminosas,
módulos de entrada/salida Armo-
block y el controlador CompactLo-
gix divididos en tres redes indepen-
dientes de DeviceNet.
El primer proyecto que lleva adelan-
te la empresa con la tecnología de
Rockwell Automation se desarrolla en
una importante empresa láctea. Se in-
tegraron en DeviceNet alrededor de
35 sensores, 30 módulos de entrada/
salida, cuatro columnas luminosas y
dos scanners para el control de las re-
des propuestas que permitieron lograr
una óptima comunicación con el con-
trol del robot y mejorar las prestacio-
nes y versatilidad de la máquina.
El trabajo se inició hace seis meses y es-
tará fi nalizado en la primera quincena
de noviembre. Su objetivo es paletizar
cajas de leche especial –chocolatada,
de bebé y larga vida- que vienen de
tres líneas distintas. “Antes las cajas se
tomaban a mano y se ubicaban en el
palet. Ahora, el equipo, con periféri-
cos de Rockwell y el control del robot,
arma los palets y los saca por tres lí-
neas distintas que, a su vez, convergen
en una y salen en palets terminados y
enfoliado para que el autoelevador los
tome. Así, se elude el trabajo huma-
no pesado, se evitan errores y se gana
tiempo”, explica Fernández.
A pedido del mercadoConfi ar en los mejoresLa fi rma cordobesa Ruben Costantini S.A. confi ó en Rockwell Automation para brindar
soluciones de automatización completas y efi cientes a sus clientes
Línea de
entrada de
producto

DICIEMBRE 2010 | AUTOMATION TODAY 21
CASO ARGENTINA
“Hay fi rmas con ciertos requerimientos
en temas de Higiene y otras -como las
automotrices por ejemplo- con importantes
exigencias en materia de Seguridad que
demandan soluciones llamadas de Clase
Cuatro, con las que Rockwell cumple.
Hay empresas que directamente piden
Rockwell”, afi rma Fernández
La solución de Rockwell Automation
no sólo permite simplifi car el cableado
sino que impacta en lo costos para el
cliente fi nal. Desde después de la crisis
económica internacional desatada en
2008, los precios del cobre viene mos-
trando una tendencia alcista (a excep-
ción de abril y junio). La disminución
de cables habilita el ahorro.
“Además, se ahorra porque se requie-
re menos cantidad de mano de obra
para realizar el cableado y también
porque se eliminan posibles errores.
Si tengo 50 sensores, antes tenía que
instalar 50 cables. Con los elementos
de Rockwell Automation que esta-
mos usando tenemos una isla peri-
férica cerca de a todos los sensores”,
describe Fernández.
Al facilitar la confi guración del ca-
bleado, disminuir la cantidad de erro-
res posibles y contar con dispositivos
sólidos –que no corren el riesgo de
romperse- se disminuye el tiempo de
confi guración. “Si tuviera que cuan-
tifi carlo en tiempo, cablear una celda
como la de este proyecto nos habría
llevado 50% más de tiempo con el
sistema anterior”, estima Fernández.
Confi abilidadNo sólo la relación costo-calidad
convenció a Costantini del benefi-
cio de contar con las soluciones de
Rockwell Automation, sino también
que con su incorporación, la fi rma cor-
dobesa pudo responder a un requisito de
mercado. La presencia de los productos
de Rockwell Automation es cada vez
más demandada en la industria.
“Hay fi rmas con ciertos requerimien-
tos en temas de Higiene y otras -como
las automotrices por ejemplo- con
importantes exigencias en materia de
Seguridad que demandan soluciones
llamadas de Categoría Cuatro, con
las que Rockwell Automation cumple.
Hay empresas que directamente piden
Rockwell Automation”, afirma Fernández.
“Por otro lado, los equipos de
Rockwell Automation tienen una
relación precio-prestación que hace
que se amolden muy fácilmente a
las exigencias de los robots que co-
mercializamos. Manejan una serie de
interfaces que son nativas del robot
Kuka con mucha facilidad y tienen
experiencia orientada a interfase de
bus de campo”, destaca Fernández.
El ejecutivo también destaca la con-
fi abilidad de la empresa y la rápida
respuesta por parte de los técnicos de
Rockwell Automation ante las dudas
y requerimientos de Costantini. “Nos
acompañan para que conozcamos las
redes y que en el futuro podamos ha-
cer el trabajo solos. El año que vie-
ne ya vamos a estar empapados de
esta tecnología por lo que podremos
comprar los equipos, programarlos
nosotros y consultar a la empresa en
casos concretos”, señala.
El futuro de la relación entre
Rockwell Automation y Costantini
es amplio. No sólo ya hay proyec-
tos confi rmados para los próximos
meses sino que en los nuevos tra-
bajos se agregará más tecnología de
Rockwell Automation a la arquitectu-
ra original. Se trata de un controlador
Celda de
Paletizado
Desafío
Incorporar diversos componentes al paletizado
de cajas de leche de una importante empresa de
lácteos, mediante soluciones totales y efi caces.
Hasta hace un tiempo se realizaba manualmente,
pero el proceso debía automatizarse para evitar
errores y que el trabajo humano resultara pesado,
así como también para poder ahorrar tiempo y
productividad
SoluciónIncorporar en DeviceNet cerca de 35 sensores, 30
módulos de E/S, cuatro columnas luminosas y dos
escáneres para controlar las redes
Resultados• Simplifi cación del cableado
• Ahorro de tiempo de confi guración
• Comunicación ideal con el control del robot
• Mejor funcionamiento y versatilidad de la máquina
• Disminución de costos para el cliente fi nal
SmartGuard 600 en DeviceNet. El
objetivo es cumplir con los más altos
estándares de seguridad en máquinas
y asegurar el correcto funcionamiento
de todo el proceso de paletizado para
el cliente fi nal.
“La alta demanda para automatizar
con equipos de alta velocidad de
respuesta también crece porque, al
producirse en cantidad, ha bajado el
precio de los robots. Si bien Argentina
se encuentra en los albores de la robó-
tica, está en un punto de crecimiento
y la incorporación de robots tendrá
una progresión geométrica. Ya se ins-
talaron en muchas empresas grandes y
las Pymes también los están incorpo-
rando”, asegura Fernández.

AUTOMATION TODAY | DICIEMBRE 2010 22
CASO BRASIL
Sama adopta arquitectura integrada en la mina de crisotilo
La mina de Cana Brava que comenzó a
explotarse en 1967 impulsó el surgimiento
de la ciudad de Minaçu, a 510 km de la
ciudad de Goiânia. Actualmente, casi la
mitad de la producción se destina a la ex-
portación a más de 20 países. La mina posee
2.7 km de extensión, 1 km de ancho y 130
metros de profundidad, lo que garantiza
reservas para 40 años más de extracción a
cielo abierto. El área que fue concedida por
el gobierno del estado abarca 4,500 ha. El
18% se destina a la minería y la revegetación
y el 82% es reserva forestal.
La mina, que se encuentra bajo el control
de Sama Minerações Associadas, recibe
constantes inversiones en áreas esenciales,
como seguridad, salud de los trabajadores
y preservación del medio ambiente. En el
área de la fábrica, los resistentes sistemas de
aspiración y fi ltrado disminuyen la canti-
dad de fi bras de amianto crisotilo suspen-
dida en el aire a índices insignifi cantes,
muy por debajo de los niveles permitidos
por ley. La automatización ha jugado un
rol fundamental para que Sama logre que
sus actividades sean cada vez más seguras
para los trabajadores, la comunidad y el
medio ambiente. En este sentido, el pro-
yecto más reciente fue la migración del sis-
tema de control (incluyendo CPU, rack,
tarjetas de red, software y programación)
y de puntos fundamentales de E/S remotas
en varias áreas productivas. La causa por
la que Sama optó por esta modernización
radica en las plataformas Logix (de hard-
ware) y FactoryTalk (de software), que
componen la Arquitectura Integrada de
Rockwell Automation. El principio bási-
co de la Arquitectura Integrada consiste
en ofrecer fl exibilidad, seguridad y pro-
ductividad a las industrias, aprovechando
las inversiones previas en automatización
e integrándolas a la nueva arquitectura
de control. Estas características, suma-
das a la vasta experiencia con Rockwell
Automation durante estos años, explican
la elección de Sama.
El procesoLa obtención de fi bras de crisotilo comien-
za con el trabajo de extracción y continúa
con el procesamiento del mineral, que
consiste en triturar la roca varias veces
para reducir su tamaño. A continuación,
el material triturado se distribuye en cin-
co hornos que realizan el secado y luego
se almacena en el silo para mineral seco.
Estas etapas, llamadas “Instalaciones
frontales”, seguirán operando con PLC-5
hasta diciembre de 2010, cuando se inicie
el proceso de modernización. La etapa si-
guiente es la de benefi cio, que consiste en
separar la fi bra de la roca por medio de una
serie de equipos que tamizan y trituran
Con el objetivo de mejorar la seguridad, la productividad y la fl exibilidad, la empresa utiliza estrategias
de Rockwell Automation para la modernización del sistema de control de áreas productivas
esas rocas. En esta área, Sama comenzó la
modernización del sistema de control de
su planta. Las últimas áreas que migrarán
son las fi nales, de ensacado y paletizado,
que aún operan con PLC-5.
Desde el 2008“Era difícil integrar las CPU de PLC-5 de
las áreas de benefi cio debido a los límites
de memoria. También había una limita-
ción para incluir más puntos de E/S, pero
la plataforma Logix solucionó esos proble-
mas”, explica Daniel Cousseau, técnico de
automatización de Sama y responsable del
proyecto. Ante esta situación, la primera
área de benefi cio que se modernizó fue la
usina III, cuya migración se hizo durante
el primer semestre de 2008. Luego fue el
turno de la usina II (ene/2009) y, en enero
de 2010, del área de mezcla. El sistema de
control se basaba en PLC-5, con una CPU
para cada una de las áreas. Actualmente, el
control de las tres áreas se realiza por medio
de una única CPU de ControlLogix, de la
que se utiliza solo el 10% de la memoria.
“La reducción de la cantidad de equipos de
automatización simplifi có nuestra estruc-
tura de hardware”, destaca Cousseau. La
disponibilidad en la capacidad de memoria
le permitirá a Sama expandir su produc-
ción de manera gradual, sin realizar nue-
vas inversiones en el sistema de control. Las
El área que fue conce-dida por el
gobierno del estado
abarca 4,500 ha, de
las cuales el 18% se destina a
la minería y revege-tación, y
el 82% es reserva forestal
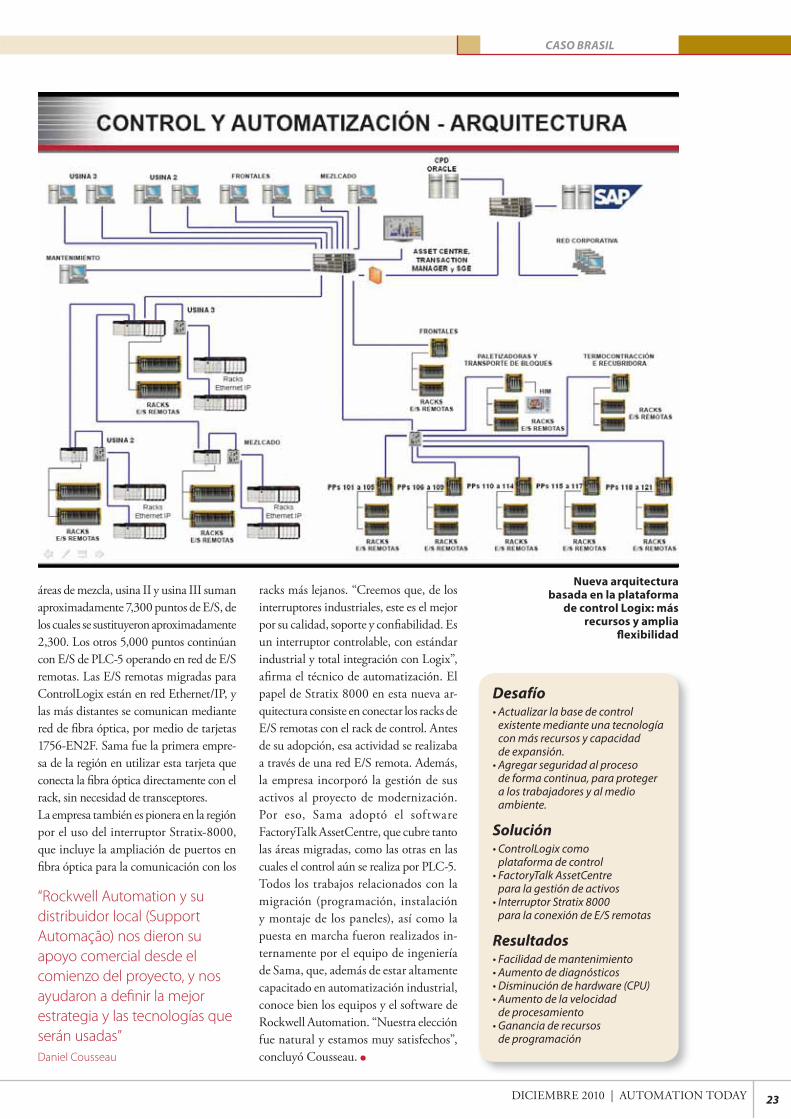
DICIEMBRE 2010 | AUTOMATION TODAY 23
CASO BRASIL
áreas de mezcla, usina II y usina III suman
aproximadamente 7,300 puntos de E/S, de
los cuales se sustituyeron aproximadamente
2,300. Los otros 5,000 puntos continúan
con E/S de PLC-5 operando en red de E/S
remotas. Las E/S remotas migradas para
ControlLogix están en red Ethernet/IP, y
las más distantes se comunican mediante
red de fi bra óptica, por medio de tarjetas
1756-EN2F. Sama fue la primera empre-
sa de la región en utilizar esta tarjeta que
conecta la fi bra óptica directamente con el
rack, sin necesidad de transceptores.
La empresa también es pionera en la región
por el uso del interruptor Stratix-8000,
que incluye la ampliación de puertos en
fi bra óptica para la comunicación con los
racks más lejanos. “Creemos que, de los
interruptores industriales, este es el mejor
por su calidad, soporte y confi abilidad. Es
un interruptor controlable, con estándar
industrial y total integración con Logix”,
afi rma el técnico de automatización. El
papel de Stratix 8000 en esta nueva ar-
quitectura consiste en conectar los racks de
E/S remotas con el rack de control. Antes
de su adopción, esa actividad se realizaba
a través de una red E/S remota. Además,
la empresa incorporó la gestión de sus
activos al proyecto de modernización.
Por eso, Sama adoptó el software
FactoryTalk AssetCentre, que cubre tanto
las áreas migradas, como las otras en las
cuales el control aún se realiza por PLC-5.
Todos los trabajos relacionados con la
migración (programación, instalación
y montaje de los paneles), así como la
puesta en marcha fueron realizados in-
ternamente por el equipo de ingeniería
de Sama, que, además de estar altamente
capacitado en automatización industrial,
conoce bien los equipos y el software de
Rockwell Automation. “Nuestra elección
fue natural y estamos muy satisfechos”,
concluyó Cousseau.
“Rockwell Automation y su
distribuidor local (Support
Automação) nos dieron su
apoyo comercial desde el
comienzo del proyecto, y nos
ayudaron a defi nir la mejor
estrategia y las tecnologías que
serán usadas”
Daniel Cousseau
Nueva arquitectura basada en la plataforma
de control Logix: más recursos y amplia
fl exibilidad
Desafío• Actualizar la base de control
existente mediante una tecnología con más recursos y capacidad de expansión.
• Agregar seguridad al proceso de forma continua, para proteger a los trabajadores y al medio ambiente.
Solución• ControlLogix como
plataforma de control• FactoryTalk AssetCentre
para la gestión de activos• Interruptor Stratix 8000
para la conexión de E/S remotas
Resultados• Facilidad de mantenimiento• Aumento de diagnósticos• Disminución de hardware (CPU)• Aumento de la velocidad
de procesamiento• Ganancia de recursos
de programación

AUTOMATION TODAY | DICIEMBRE 2010 24
Andercol alcanza mayor seguridad y efi ciencia productiva con lamigración del sistema de control distribuido de su Planta Barbosa a PlantPAxCon el objeto de ofrecer “soluciones inteligentes a través del conocimiento profundo de su
negocio”, esta empresa colombiana elabora productos químicos a través de sus diferentes fi liales
ubicadas en toda América Latina. La compañía posee una planta de emulsiones ubicada en la
localidad de Barbosa, Departamento de Antioquia, la cual presentaba carencia de repuestos y
soporte técnico local para una de sus unidades de proceso. Sin embargo hoy, y luego del efi ciente
trabajo de migración llevado a cabo por Rockwell Automation, la compañía cuenta con una
plataforma de control distribuido completamente actualizada y con el más alto estándar técnico
Fundada en diciembre de 1965, An-
dercol pertenece al grupo de Inver-
siones Mundial S.A. y tiene presencia
en varios países de América Latina:
Venezuela, Ecuador, Chile, México,
Colombia y Brasil.
La fi rma cuenta con un amplio por-
tafolio de productos y ofrece solucio-
nes inteligentes a una gran variedad
de industrias dentro de la química
intermedia, llegando a sectores tan
CASO COLOMBIA
diversos como pinturas, plásticos,
construcción, textil, alimentos y de-
tergentes, entre muchos otros. Actual-
mente, Andercol cuenta con cuatro
unidades de negocios principales:
recubrimientos (pinturas, tintas y
aditivos para construcción); poliéster
(termofi jos, y productos complemen-
tarios); alimentos con ingredientes
acidulantes e hidrocoloides (refrescos
en polvo, gelatinas, gomas, carrageni-
nas); y polímeros funcionales (disper-
santes, adhesivos y aditivos).
En 1989, inició sus operaciones la
planta de Barbosa, ubicada en las cer-
canías de Medellín, la cual se dedica
a la elaboración de emulsiones vinil-
acrílicas. Dicha instalación, opera
bajo un proceso de producción batch,
el cual es controlado por un sistema
de control distribuido (DCS).
A principios del año 2007, la com-
pañía decidió actualizar
esta plataforma debido
principalmente a que la
solución se encontraba
vulnerable, ya que lleva-
ba alrededor de 18 años
en operaciones. Entre
otros objetivos concre-
tos, Andercol buscaba
introducir tecnología
de punta y elevar los es-
tándares de seguridad,
además de estandarizar
su plataforma de au-
tomatización en dicha
unidad de proceso.
Johans García, encarga-
do de Soporte de Auto-
matización de la Planta,
sostiene que la compa-
ñía llevó a cabo previa-
mente una evaluación
técnico económica de
este proyecto, y llegó a
la conclusión de que la
propuesta de Rockwell
Automation era la más
atractiva y asequible.
Cabe indicar que desde Planta Barbosa, en el departamento de Antioquia
DICIEMBRE 2010 | AUTOMATION TODAY
Desafíos
Actualización del sistema de control distribuido (DCS) debido a la carencia de repuestos y soporte
técnico local para esta plataforma. Introducir tecnología de punta y elevar los estándares de
seguridad, además de estandarizar y certifi car los procesos de la planta.
Solución
Como parte del proyecto, Rockwell Automation diseñó una arquitectura de alta disponibilidad
para el control del proceso químico: Incluyó la plataforma ControlLogix L62 (con redundancia
y entradas/salidas distribuidas) y la plataforma de visualización distribuida FTView.
Resultados
• Sistema confi able y efi ciente.
• Aplicación escalable, sustentable y con una adecuada confi guración cliente servidor.
• Reutilización de ingeniería desarrollada en proyectos similares.
• Estandarización de procesos.
• Código estructurado que permite una identifi cación y solución de fallas mas efi caz.
• Mayor productividad de la planta.
25
CASO COLOMBIA
1997, Rockwell Automation es pro-
veedor de Andercol, momento en el
cual adquirieron los primeros PLCs
Contrladores SLC500 Allen-Bradley
para su planta de oxidación. Por otra
parte, este distribuidor también pro-
veyó los respectivos PLCs y el sistema
SCADA para las denás unidades de
proceso en la planta Barbosa.
“También evaluamos positivamente la
calidad del soporte técnico a nivel local
que ofrecía Rockwell Automation. Este
fue uno de los factores más relevantes
a la hora de tomar una decisión”, sos-
tiene García. “Rockwell Automation
cuenta con una serie de
integradores en el ámbito local, los
cuales constituyen la cara visible de
estos proyectos, facilitando enorme-
mente la ejecución de este tipo de
obras”, agrega.
El tema del soporte resultaba ser muy
importante en este caso concreto, ya
que esta unidad de proceso contaba
con una plataforma vulnerable por
falta de repuestos y soporte local, mo-
tivo por el cual la asistencia técnica
resultaba complicada. En ese sentido,
Rockwell Automation cuenta con in-
tegradores locales que pueden llevar a
cabo el apoyo directo en terreno.
Adicionalmente, los repuestos para
plataformas antiguas son muy difíci-
les de conseguir y bastante costosos,
pero como esta plataforma emplea
tecnología de punta y es muy conoci-
da, se logra apoyar de manera efi ciente
al cliente en todo este aspecto.
Flexibilidad e integraciónLa labor específi ca llevada a cabo por
Rockwell Automation consistió en la
migración del DCS (TDC3000) y
para ello, la compañía incluyó en este
proyecto la plataforma ControlLogix
L62 (con redundancia y entradas/sa-
lidas distribuidas) y la plataforma de
visualización FTView.
Esta plataforma de control de proce-
sos es de alta disponibilidad. Como
esta planta posee un proceso batch
crítico y de 24 horas, la empresa re-
quería una solución absolutamente
confi able y robusta, tanto a nivel tec-
nológico, de disponibilidad, soporte
y repuestos.
Uno de los aspectos claves de esta
iniciativa era que el proceso de mi-
gración debía reducir el riesgo de este
procedimiento. Por ejemplo, el sis-
tema de cableado físico estaba ope-
rativo, en buenas condiciones y no
necesitaba ser modifi cado. También
hubo la necesidad de sensibilizar al
personal operativo y de mantenimien-
to, debido al impacto y trascendencia
del cambio.
Por otra parte, la empresa buscaba in-
tegrar esta unidad de proceso en par-
ticular con otras áreas de la planta que
tenían equipos Rockwell Automation
lo cual no había sido posible en el pa-
sado, porque contaban con un sistema
de control no compatible.
Ese era uno de los criterios de selec-
ción claves de este proyecto, ya que la
plataforma debía tener la capacidad de
integrase con las soluciones ya existen-
tes, motivo por el cual el tema de la
comunicación y unifi cación resultaba
muy importante.
En este punto resulta importante des-
tacar que la plataforma ofrecida por
Rockwell Automation es de arquitec-
tura abierta y permite la integración
con sistemas tanto de su marca Allen-
Bradley como de terceros.
Otra de las ventajas de esta aplica-
ción, es que permite llevar a cabo un
proceso multidisciplinario de con-
trol. Andercol tenía una plataforma
de control distribuido muy completo
pero limitada en soporte, repuestos
y opciones de comunicación para el
tiempo presente.
Proceso estandarizadoEl proyecto se inició en junio de
2007, cuando Rockwell Automation
ofreció los primeros paquetes de mi-
gración, y la implementación defi ni-
tiva se puso en marcha ofi cialmente
en febrero de 2009.
De acuerdo a lo que señala Johans
García, hubo complicaciones norma-
les de un proceso de este tipo, pero
los tiempos ejecutados y los resultados
obtenidos, han estado dentro de las
expectativas generadas por el cliente.
“En un inicio tuvimos retos con la
puesta en marcha del sistema, espe-
cialmente asociado a confi guraciones
con los reactores, pero el proyecto
cumplió plenamente con nuestras
expectativas y puede ser calificado
como muy exitoso”, asegura.
El encargado de Soporte de Auto-
matización de la Planta de Andercol,
afi rma: “realmente nos sentimos muy
conforme con la tecnología aplicada,
el sistema es muy confi able y efi ciente.
Por este motivo no dudaríamos en se-
guir creciendo nuestra plataforma de
automatización con los productos de
Rockwell Automation”.
Explica, además, que este sistema es
“un producto escalable, sustentable
técnicamente en el tiempo, y con

AUTOMATION TODAY | DICIEMBRE 2010 26
una adecuada confi guración cliente
servidor. Además, permite reutilizar
la ingeniería previamente desarrollada
en proyectos similares”.
De acuerdo a lo que agrega el inge-
niero, con la aplicación implementada
www.esteem.com
192M/MHP 150-174 MHz 19,200 bps
192F400-420 MHz 19,200 bps
192C/CHP 450-470 MHz 19,200 bps
195Es902-928 MHz
200 Kbps
195Ed902-928 MHz
1-54 Mbps
195Ep4.9 GHz
1-54 Mbps
195Eg2.4 GHz
1-54 Mbps
por Rockwell Automation, hoy en día
la planta cuenta con “un proceso estan-
darizado, hemos logrado normalizar
los programas y desarrollar una
operación amigable para el usuario”.
Junto con destacar la escalabilidad y la
CASO COLOMBIA
capacidad de comunicación con cual-
quier tipo de dispositivo que ofrece el
sistema, el profesional sostiene que una
fortaleza importante de la plataforma
la constituye su capacidad de acceso
remoto, “nos permite conectarnos vía
Internet desde cualquier lugar direc-
tamente a los procesadores y llevar a
cabo un diagnóstico adecuado con la
oportuna atención al proceso”.
“Antes, la atención a una falla del pro-
ceso para esta unidad en particular
tardaba en solucionarse casi tres horas
promedio y ahora lo podemos hacer en
diez minutos mediante conexión remo-
ta, lo cual redunda positivamente en la
productividad de la planta”, explica.
El profesional afi rma que Rockwell
Automation cumplió un rol muy im-
portante en materia de servicio, al ac-
tuar como un verdadero facilitador en
el proceso de negociación fi nal con el
integrador. “Eso entrega mucha con-
fi abilidad y tranquilidad al enfrentar
un proyecto de esta envergadura”,
concluye.
Antiguo DCS instalado em planta Barbosa. TDC 3000
DICIEMBRE 2010 | AUTOMATION TODAY 27
Oficinas Regionales Rockwell Automation en América Latina Oficina principal para América Latina : 1-954-306-7900
Argentina: 54-11-5554-4000 – www.rockwellautomation.com.ar
Brasil: 55-11-5189-9500 – www.rockwellautomation.com.br
Región del Caribe: 1-787-300-6200 – www.rockwellautomation.com.pr
Chile: 56-2-290-0700 – www.rockwellautomation.com.cl
Colombia: 57-1-649-9600 – www.rockwellautomation.com.co
Costa Rica: 506-2201-1500 – www.rockwellautomation.com
México: 52-55-5246-2000 – www.rockwellautomation.com.mx
Perú: 51-1-441-5900 – www.rockwellautomation.com.pe
Venezuela: 58-212-949-0611 – www.rockwellautomation.com.ve
Argentina
Buenos Aires - RACKLATINA SA.
Telf: 54-0237-405-7000
Rosario - RACKLATINA SA.
Telf: 54-341- 456644
Bahía Blanca - RACKLATINA SA.
Telf: 54-291-454608
Córdoba, La Rioja, San Luis y Catamarca - RACKLATINA SA.
Telf: 54-351- 422-5859, 426-3900, 426-3925, 426-3945
Mendoza,San Luis y San Juan - RACKLATINA SA. Telf: 0261-429 8277/ 8211
Neuquén, Sur de la Pampa y Norte de Río Negro - RACKLATINA SA.
Telf: 0299-443-7170, 0299-155 887317
Bahamas
Nassau - TAYLOR INDUSTRIES Telf: 242-322-8941
Bolivia
La Paz - GRUPO LARCOS INDUSTRIAL Telf: 59-12-222-1808
Brasil
Chile
Santiago - ABMATIC LTDA Telf: 56-2-387-9000
Colombia
Bogotá - MELEXA Telf: 57-1-360-3055
Barranquilla - MELEXA Telf: 57-5-353-5222
Cali - MELEXA Telf: 57-2-680-6300
Medellín – MELEXA Telf: 57-4-262-3344
Pereira – MELEXA Telf: 57-6-329-1599
Costa Rica
San Jose - ELVATRON S.A. Telf: 506-2242-9900
República Dominicana
Santo Domingo - WARREN DEL CARIBE Telf: 809-567-6086
Ecuador
Guayaquil - LA LLAVE LTDA Telf: 593-4-268-2900
Quito - LA LLAVE LTDA Telf: 593-2-246-8564
El Salvador
San Salvador - INTEK EL SALVADOR, S.A. de C.V. Telf: 503-2260-8888
Guatemala
Ciudad de Guatemala - INTEK GUATEMALA, S.A. de C.V. Telf: 502-2361-5977
Honduras
Cortes - INTEK HONDURAS, S.A. de C.V Telf: 504-550-3113
Jamaica
Kingston - ORCHARD ELECTRICAL MANUF. & DIST. CO. LTD
Telf: 876-908-0300/01
México
Chihuahua - ABSA DEL NORTE, S.A DE C.V. Telf: 52-614-442-5430
Culiacán - ABSA SONORA, S.A DE C.V. Telf: 52-667-712-4885
Cd. Obregón - ABSA SONORA, S.A DE C.V Telf: 52-644-417-7087
Hermosillo - ABSA SONORA, S.A. DE C.V Telf: 52-662-1090170
Ciudad Juárez – BORDER STATES ELECTRIC SUPPLY DE MEXICO S.A. DE
C.V. - Telf: 52-656-618-3222
Aguascalientes - ELECTRICA A.B, S.A. de C.V., Telf: 52-449-978-8730
Colima - ELECTRICA A.B., S.A. de C.V. Telf: 52-312-313-5699
Guadalajara - ELECTRICA A.B., S.A. de C.V. Telf: 52-33-3613-7473
León - ELECTRICA A.B., S.A. de C.V. Telf: 52-477-711-0510
Lázaro Cárdenas Michoacán - HERMOS, S.A. de C.V. Telf: 52-753-5373-716
San Luis Potosí - HERMOS, S.A. de C.V. Telf: 52-444-824-7102
Morelia Michoacán - HERMOS, S.A. de C.V. Telf: 52-443-317-5327
Celaya - HERMOS S.A. de C.V. Telf: 52-461-618-7300
Querétaro - HERMOS, S.A. de C.V., Telf: 52-442-196-0300
Tijuana - ONE SOURCE DISTRIBUIDORES S.A. de C.V. Telf: 52-664-623-2266
Monterrey - RISOUL Y CIA. SA de CV Telf: 52-81-8158-9600
Veracruz - RISOUL Y CIA. SA de CV Telf: 52-229-981-1533
Torreón - RISOUL Y CIA. SA de CV Telf: 52-871-722-1456
Puebla - RISOUL Y CIA. SA de CV Telf: 52-222-246-7930
Tampico - RISOUL Y CIA. SA de CV Telf: 52-833-228-0707
México D.F - RISOUL Y CIA. SA de CV Telf: 52-55-5354-9090
Nacozari - ABSA SONORA, S.A. de C.V. 52-634-342-9000 Ext.2585
Nogales - ABSA SONORA, S.A. de C.V. 52-631-314-4968
Nicaragua
Managua - ELECTRONICA TECNICA S.A. (ELTEC) Telf: 505-254-4913
Panamá
Ciudad de Panamá – MELEXA PANAMA S.A. Telf: 507-390-3004
Perú
Lima - PRECISION PERU Telf: 51-1-265-6666
Puerto Rico
Caguas - WARREN DEL CARIBE Telf: 787-757-8600
Barceloneta - WARREN DEL CARIBE Telf: 787-623-0014
Carolina - WARREN DEL CARIBE Telf: 787-587-9685
Mayagüez - WARREN DEL CARIBE Telf: 787-652-0270
Trinidad
Port of Spain - ECM LIMITED Telf: 868-625-2580
Point Lisas - ECM LIMITED Telf: 868-679-0962
Venezuela
Valencia - IMPORT Telf: 58-241-832-5955
Maracay - IMPORT Telf: 58-243-269-3112
Puerto Ordaz - SUMICABA Telf: 58-286-994-2904
CONTACTOS

+1-661-716-5100
Donde la Automatización Conecta.™ www.prosoft-technology.com/ihn
Usted necesita tecnología inalámbrica para:
Ponga en el centro los radios 802.11n de ProSoft!Industrial HotspotRLXIB-IHN
Industrial ClientRLX-ICN
Weatherproof Dual Industrial Hotspot
Dual Industrial Hotspot
















![ÍNDICE - SENSOREScmapspublic2.ihmc.us/rid=1H2B63T5G-1SLKJ1L-J52/Sensores funda… · Fundamentos de la detección de presencia, Rockwell Automation/Allen-Bradley] Tiempo de respuesta](https://static.fdocuments.es/doc/165x107/5a8160f67f8b9aa24f8d331d/ndice-1h2b63t5g-1slkj1l-j52sensores-fundafundamentos-de-la-deteccin-de-presencia.jpg)

