ADMINISTRACIÓN DE LA PRODUCCIÓN - …biblioteca.iplacex.cl/MED/Administración de la...
253
ADMINISTRACIÓN DE LA PRODUCCIÓN UNIDAD I LA DIRECCIÓN DE OPERACIONES COMO UNA HERRAMIENTA ESTRATÉGICA
Transcript of ADMINISTRACIÓN DE LA PRODUCCIÓN - …biblioteca.iplacex.cl/MED/Administración de la...
ADMINISTRACIÓN DE LA PRODUCCIÓN
UNIDAD I
LA DIRECCIÓN DE OPERACIONES COMO UNA HERRAMIENTA ESTRATÉGICA

2Instituto Profesional Iplacex
CLASE 01 1. LA ADMINISTRACIÓN DE LA PRODUCCIÓN
El concepto de administración de la producción ha evolucionado a través del tiempo, pero siempre ha estado presente en la cotidianidad del trabajo o quehacer de los seres humanos. Al principio, el trabajo se organizaba pensando en el autoabastecimiento de una comunidad y los roles se asignaban de acuerdo a la naturaleza de las personas; con la llegada del comercio algunas personas comenzaron a trabajar para otras, y luego con el tiempo, se produjo la especialización de personas y lugares de trabajo, y la disociación entre la producción y el consumo de los bienes y servicios. La administración de operaciones existe desde que las personas comenzaron a producir bienes y servicio, para su consumo o comercialización. Por lo que, este concepto se relaciona con la producción de bienes y servicios, los sistemas de transformación, la función de operación y la toma de decisión gerencial. Antes de profundizar en nuestro estudio, es necesario reforzar algunos contenidos básicos de administración y que nos permitirán entender en forma integral el concepto de administración de la producción. Las empresas en su organización más simple cuentan con tres funciones básicas:
• Función de Finanzas, en donde se administran los recursos de capital, equipo y humano necesarios para realizar las actividades de la empresa.
• Función de Operaciones, que consiste en manejar eficiente y efectivamente el proceso
de transformación o sistema de producción, es decir, la fabricación del producto.
• Función de Comercialización, que hace referencia a las actividades de venta y distribución del producto.
Los negocios no pueden tener éxito sin la función de producción, o sin la función de comercialización y/o la de finanzas; es importante que estas áreas actúen en conjunto para el logro de las metas organizacionales.
Independiente del tipo de actividad empresarial, producción de bienes o servicios, el
conocimiento de la administración de la producción o la gestión de la función de operaciones es determinante para resolver con fundamentos -toma de decisión en base a información- los problemas gerenciales.
La competitividad internacional ha llevado a las empresas a lidiar por elevar la calidad
de los productos o servicios, con el fin de mantener la posición competitiva en los mercados mundiales, esta responsabilidad recae principalmente en el área de producción. Es por esto,
3Instituto Profesional Iplacex
que los administradores de operaciones deben poseer un profundo conocimiento de la forma en que sus organizaciones elaboran sus productos y un amplio conjunto de habilidades gerenciales, que con frecuencia entregan a la empresa una ventaja competitiva en cuanto al desempeño o la capacidad de operaciones.
Es posible encontrar, en la literatura, diferentes definiciones para el concepto de
administración de operaciones o de la producción, pues implican o consideran distintos enfoques en el análisis conceptual de la materia.
De las definiciones, que se han entregado, es posible extraer tres enfoques diferentes que nos permiten comprender en forma integral el concepto de “administración de operaciones”, y que merecen un mayor énfasis. Enfoques de la Administración de Operaciones i) Función, este enfoque hace referencia a la responsabilidad de administrar los departamentos o funciones de la organización que producen los bienes o servicios, que asumen los administradores de operaciones. Es importante señalar, que la función de operaciones puede recibir diferentes nombres, de acuerdo a la industria en cual opera la organización.
Definición Administradores de Operaciones:
“Son los responsables de la producción de bienes y servicios de una organización, toman decisiones que se relacionan con la función de operaciones y los sistemas de transformación que se utilizan”.
Definición Administración de Operaciones o de la Producción: “Es el estudio de la toma de decisiones en la función de operaciones” “Es la administración del sistema de producción de una organización, que convierte insumos en productos o servicios” “Es la administración de los recursos directos necesarios para producir los bienes y servicios, como también se preocupa de mejorar la eficiencia y la calidad de los sistemas productivos”.

4Instituto Profesional Iplacex
ii) Sistema, este enfoque proporciona no sólo una base común para definir las operaciones de bienes y servicios como sistema de transformación, sino también, como una base poderosa para el diseño y análisis de las operaciones. Lo anterior, dado que este enfoque implica considerar a los gerentes de operaciones como Administradores del Proceso de Transformación de la empresa. Cuando se define la administración de la producción con un enfoque de sistema, es posible aplicar los conceptos de operación a fuera del área funcional de las operaciones.
iii) Decisiones, todo proceso administro considera como un elemento importante y constitutivo a la toma de decisiones, para la administración de operaciones esto no es una excepción. En este contexto, el enfoque de decisiones mantiene un criterio para dividir operaciones en varias partes basándose en los tipos de decisiones importantes. A continuación se mencionan cinco áreas de toma de decisiones en la administración de operaciones:
• Proceso • Capacidad • Inventarios • Fuerza de Trabajo • Calidad
Por Ejemplo:
Este enfoque se puede visualizar en el siguiente ejemplo, una empresa cualquiera que posee una oficina de venta, la cual se organiza al interior de la función de comercialización, se pude considerar como un sistema productivo. Es decir, la oficina de ventas es un sistema de transformación, en donde se ingresan insumos que son transformados en servicios; todo esto al interior de la función de comercialización.
Industria Manufacturera Departamento de Producción Departamento de Manufactura Departamento de Operaciones Industria de Servicios Departamento de Operaciones Departamento XX (Específico para la organización)
5Instituto Profesional Iplacex
El estudio de estos tres enfoques de la administración de la producción, nos permiten
modelar un conocimiento en términos generales en el área de operaciones y reconocen su evolución a través del tiempo.
Para profundizar aún más en la materia, es posible analizar la historia de la
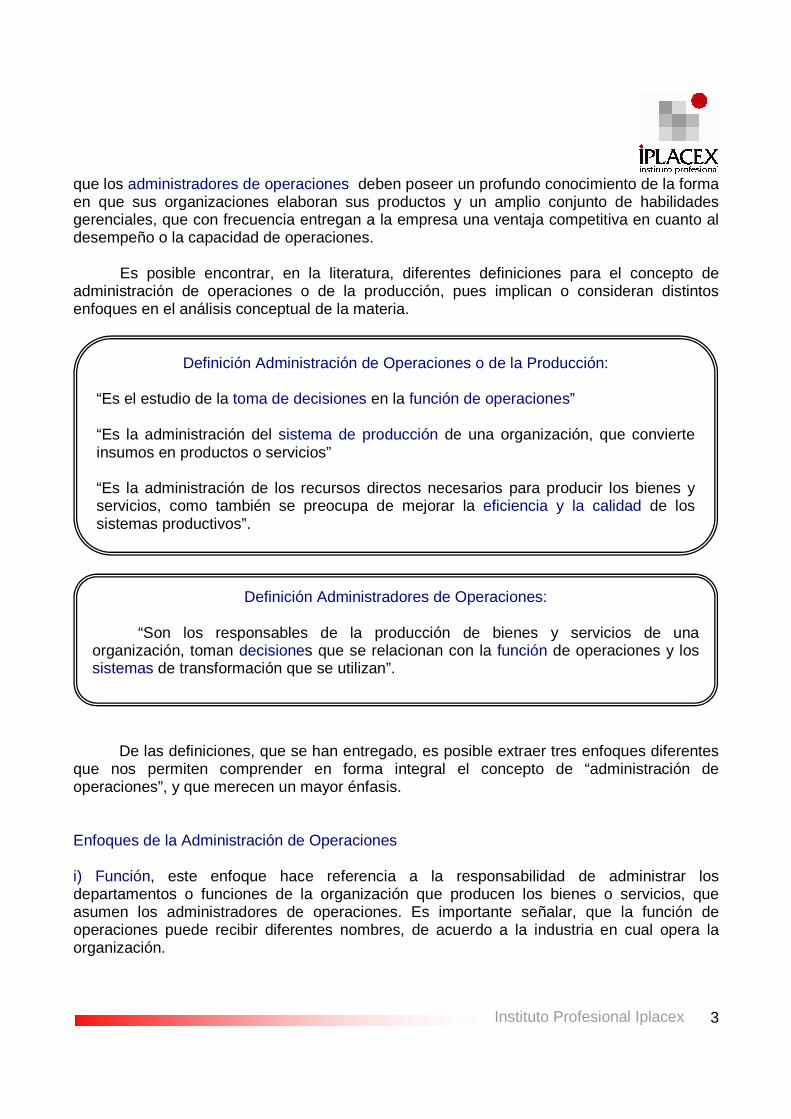
administración de operaciones, de acuerdo a las contribuciones teóricas más importante a la gestión de los administradores o gerentes operacionales. En la figura número 1, se presenta una línea de tiempo con los eventos más significativos en el área de producción, que se basa en los principios o pensamientos de la administración científica, el progreso de las ciencias físicas y de información.
Figura Nº1: Eventos significativos para la Administración de Operaciones
En base a esta figura, existen siete áreas -más importantes- de contribución al campo de la administración de operaciones, las que se detallan a continuación. División del Trabajo: se basa en especializar el trabajo en una sola tarea, este concepto tan simple puede dar como resultado una mayor productividad y eficiencia, como contrapuesta a asignar a un mismo trabajador muchas tareas. Fue el padre de la economía, Adam Smith,
División del Trabajo (Smith 1776)
Estandarización de Partes (Whitney 1800)
Administración Científica (Taylor 1881)
Diagrama Gantt (Gantt 1916)
Estudios de Movimientos (Gilbreth 1922)
Línea de ensamble coordinado (Ford 1913)
Control de Calidad (Shewhart 1924 , Deming 1950)
Modelo de Toma de Decisiones (1930)
Computadora (Atanasoff 1938)
CPM / PERT (DuPont 1957)
MRP (Orlicky 1960)
CAD Diseño asistido por computadora FMS Sistema flexible de manufactura MAP Protocolo de automatización de manufactura CIM Manufactura Integrada por computadora
1776
1990
6Instituto Profesional Iplacex
quien identifico que la especialización del trabajo incrementa la productividad debido a tres factores:
1) Incrementa la destreza de los trabajadores. 2) Evita el tiempo perdido, cuando se cambia de tarea. 3) Provoca un efecto de adicción de la especialización en herramientas y máquinas
Aunque se han reconocido los efectos de la división del trabajo en el incremento de la productividad, en la actualidad se revalúan sus beneficios debido a los efectos sobre la moral del trabajador, la rotación del personal, el aburrimiento y el desempeño del trabajador.
Estandarización de las Partes: esta área temática hace referencia a la estandarización de las partes, con el fin de que puedan ser intercambiadas o reemplazadas fácilmente. Hoy en día, el concepto de partes estandarizadas se encuentra unido a la administración de la producción, que no se cuestiona o revalúa.
La Revolución Industrial: en esencia se refiere a la sustitución del poder humano por el por de las máquinas. Luego, a principios del siglo XX, se desarrollan los conceptos de producción en masa que se difundió totalmente durante la primera guerra mundial, cuando la industria norteamericana se ve sometida a fuertes demandas de producción. Los conceptos de producción en masa, automatización y la producción de altos volúmenes, en la actualidad
Por Ejemplo:
En 1913, cuando Henry Ford introduce la línea de ensamble de automóviles en movimiento, su modelo implementó a cabalidad los conceptos de división del trabajo y estandarización de las partes.
Desde este momento, es casi imposible imaginar que cuando se nos desgasten
los neumáticos del auto debamos comprar un auto nuevo, sino más bien cambiar sólo los neumáticos, gracias al concepto de estandarización de las partes.
Por Ejemplo:
Cuando un trabajador se especializa en una tarea, dado que se incrementan sus destrezas con la experiencia, no pierde tiempo al trasladarse a otra actividad y puede dominar la ejecución del equipo de trabajo; esto tiene efectos positivos sobre la productividad, pero negativos en la motivación del trabajador, la rutina del puesto de trabajo merma el desempeño de la persona.
7Instituto Profesional Iplacex
han sido pospuestos debido al periodo pos-industrial que vive nuestra sociedad, con mayor conciencia y preocupación por el medio ambiente social y natural.
El Estudio Científico del Trabajo: este concepto deriva del pensamiento administrativo impuesto por la escuela científica, que busca encontrar el mejor método para trabajar utilizando los enfoques científicos de:
1) Observación de los métodos de trabajos actuales. 2) Desarrollo de un método mejorado a través de la medición y análisis científico. 3) Capacitación del personal en el nuevo método de trabajo. 4) Retroalimentación constante y administración del proceso de trabajo.
No obstante, que los principios de administración científica actualmente se aplican en la gestión empresarial al reconocer la interacción entre los ambientes de trabajo social y técnico; este concepto ha recibido innumerables ataques que se justifican en algunas malas prácticas, pues muchas empresas lo aplican como un proceso de aceleración del desempeño, por parte de los sindicatos laborales, trabajadores y académicos.
Por Ejemplo:
Cuando las empresas elaboran manuales de procedimientos que son entregados y utilizados en la capacitación del nuevo personal; este es un aporte en cuanto a la instrucción del cargo. Pero, que pasa cuando se analiza periódicamente -con el método científico- el cómo se realiza una tarea y luego se impone al trabajador que realice la función con el método establecido científicamente y que no ha sido aplicado a la realidad o las situaciones cambiantes que enfrenta el trabajador. Esto puede ser cuestionado por los trabajadores o sindicatos laborales, que lo consideran como una forma de presión laboral.
Por Ejemplo:
El repunte que han tenido los productos artesanales y naturales, traen periódicamente el debate sobre los beneficios de la automatización de las industrias y la producción en masa, en comparación con los efectos negativos que estos conceptos traen consigo para la comunidad, en aspectos sociales, ambientales, económicos y culturales.

8Instituto Profesional Iplacex
Relaciones Humanas: este enfoque resalta la importancia de la motivación y el elemento humano en el diseño operacional del trabajo. Este concepto es más un pensamiento administrativo, impulsado por Elton Mayo en la década de los treinta, con la publicación de diversos estudios en donde se concluye que la motivación de los trabajadores, junto con el ambiente de trabajo físico y técnico, forman un elemento crucial para mejorar la productividad. Este enfoque modero el aporte de la escuela de administración científica, que con su estudio científico del trabajo se había enfatizado en los aspectos más técnicos en el diseño del trabajo.
Modelos de Toma de Decisiones: se usan para representar un sistema productivo en términos matemáticos, lo que se expresan con medidas de desempeño, limitantes y variables de decisión. Lo anterior, nos permite concluir que el propósito de estos modelos es encontrar o identificar los valores óptimos o satisfactorios para que las variables de decisión puedan mejorar el desempeño de los sistemas productivos, dentro de las restricciones aplicables; por lo que, estos modelos guían la toma de decisión de la gerencia.
Computadores: lejos es el área temática que cambio drásticamente el campo de la administración de operaciones, desde su ingreso a la gestión empresarial en la década de los cincuenta. Es así como, la industria manufacturera emplea esta tecnología para la administración de inventario, control de calidad, programación de producción, sistemas de costeo, etc.; han permitido la automatización de las oficinas y se utilizan como medio de comunicación en todo tipo de operaciones.
Por Ejemplo:
El control de calidad estadístico que utilizan algunos sistemas de producción, permiten al administrador de operaciones informar a la gerencia sobre problemas específicos identificados en la cadena de producción, que pueden involucrar grandes cambios; lo que permite guiar la toma de decisión de la alta gerencia.
Por Ejemplo:
En la actualidad se reconoce la importancia de “humanizar el lugar de trabajo” como herramienta para incrementar la productividad del trabajador. Es decir, muchas veces los lugares de trabajo poco cálidos o acogedores, ambientes laborales fríos e impersonales, desmotivan al trabajador, afectan su estado de ánimo y las relaciones humanas, que se dan en la interacción organizacional.
9Instituto Profesional Iplacex
Actualmente, la administración de la producción y de las operaciones es una interesante mezcla de prácticas provenientes de los diversos pensamientos administrativos, que han aportado enfoques, conceptos y herramientas, a través del tiempo; en conjunto con la búsqueda de nuevas maneras de administrar los sistemas de producción presentes en las industrias. El interés en el campo de la administración de las operaciones surge de los problemas de productividad de las empresas -bajos niveles de crecimiento-, la competencia de los gerentes de operaciones, la calidad de los bienes y servicios, el trabajo en equipo, la participación de los trabajadores, los planes de compensación innovadores, el mejoramiento de los sistemas de producción y de inventarios, colocar atención a las tecnologías nuevas que mejorar los sistemas de producción y control, entre otros. Los administradores de operaciones deben observar las necesidades de una estrategia de operaciones para poder obtener un enfoque competitivo; es decir, declarar una misión para el área de operaciones o función de producción, enfocada en la estrategia general de la empresa. La administración de operaciones es un factor clave en el éxito de toda organización, sin embargo, aquellos que identifiquen e implementen los cambios que se requieren para manejar eficiente y eficazmente el sistema de producción, serán los que tendrán éxito.
1.1. Los Conceptos de Producción y Operación Hasta el momento se han utilizado los términos de producción y operación en forma indistinta, para referirnos a la administración de la producción. No obstante, es necesario señalar que el término operaciones es más amplio o contiene al de producción. El concepto de producción hace referencia a la producción de bienes o a la industria de manufactura; en cuanto, al concepto de operaciones se usa en la producción de bienes y servicios, por lo que se incluye la industria de servicios. A nivel superficial, es posible deducir que las operaciones de servicio tienen muy poco que ver con las de manufactura, sin embargo, una característica de estas operaciones es que ambas se pueden considerar como procesos de transformación. Es decir, tanto en la industria de manufactura o de servicio, los insumos de materia prima, energía, mano de obra y capital se transforman en productos terminados o de servicio que ofrecen las diferentes organizaciones. Cuando se comprende esta discrepancia, el término genérico “operaciones” se utiliza para referirse a la producción de bienes y servicios en cualquier organización y a
Realizar ejercicios nº1

10Instituto Profesional Iplacex
considerarse como una función organizacional similar a otras como comercialización o finanzas. Se admite, además que, el manejar el proceso de transformación de manera eficiente y efectiva es la tarea del gerente o administrador de operaciones de cualquier tipo de organizaciones. En síntesis, durante muchos años, cuando la generación de bienes se relacionaba primordialmente con la manufactura, la administración de operaciones se denominó Administración de Producción, luego el nombre se extendió a Administraciones de Operaciones y Producción o de manera más simple, Administración de Operaciones, para incluir también a las industrias de servicio. Para finalizar se presenta la siguiente definición de operaciones y que para fines de nuestro estudio hace referencia al concepto de administración de la producción.
Como se puede extraer de la definición, la administración de operaciones -de la producción- se relaciona con los recursos directos de producción de la empresa, los que se consideran como “las cinco P de la dirección de operaciones”, y que se definen como:
• Personas: es la fuerza de trabajo directa e indirecta de la organización, que es parte del los recursos del sistema productivo.
• Plantas: son las instalaciones de las organizaciones en donde se realiza la producción
de bienes y servicios, se conocen también como fabricas, salas o áreas de producción.
• Partes: comprenden los materiales o en el caso de servicios, son los insumos o
suministros que ingresan al sistema de transformación.
• Procesos: se definen como los pasos necesarios para lograr la producción de bienes y servicios.
• Sistemas de Planificación y Control: son los procedimientos y la información que utiliza
la administración de operaciones para manejar el sistema de producción.
Definición de Operaciones: Son todas aquellas actividades que se realizan en el sistema de transformación -sistema de producción- para la producción de bienes y servicios, que se ofrecen como producto de la empresa.

11Instituto Profesional Iplacex
El realizar esta diferenciación entre los conceptos de operación y producción, aclarar los términos que se manejan en la literatura como distintos pero afines, nos permite profundizar y adéntranos con mayor confianza en el tópico central del material de estudio que nos convoca.
1.2. La Dirección y Función de Operaciones En este apartado se analiza y amplia la idea de que la administración de operaciones es un área funcional de las empresas, por lo que forma parte de la dirección, del desarrollo estructural y de la definición de las relaciones humanas y operativas de la organización. La administración de empresas segrega su estudio en cuatro campos o áreas de gestión, las que se definen como: las áreas funcionales, las áreas metodológicas, las áreas industriales y las áreas integradoras. La siguiente figura ayuda a describir y entender los campos de estudio de la administración de empresas.
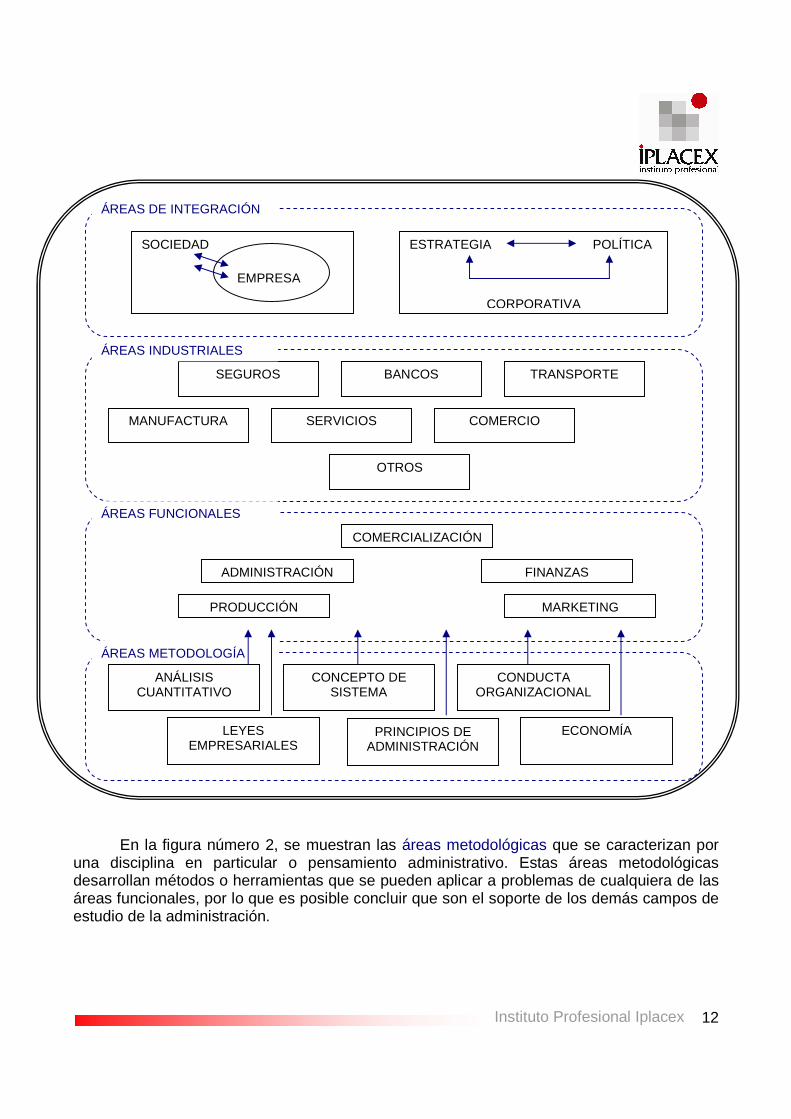
Figura Nº2: Campos de Estudio de la Administración de Empresas
12Instituto Profesional Iplacex
En la figura número 2, se muestran las áreas metodológicas que se caracterizan por una disciplina en particular o pensamiento administrativo. Estas áreas metodológicas desarrollan métodos o herramientas que se pueden aplicar a problemas de cualquiera de las áreas funcionales, por lo que es posible concluir que son el soporte de los demás campos de estudio de la administración.
ÁREAS DE INTEGRACIÓN
SOCIEDAD
EMPRESA
ESTRATEGIA POLÍTICA
CORPORATIVA
SEGUROS BANCOS
MANUFACTURA SERVICIOS COMERCIO
TRANSPORTE
OTROS
ÁREAS INDUSTRIALES
ÁREAS FUNCIONALES
COMERCIALIZACIÓN
ADMINISTRACIÓN FINANZAS
PRODUCCIÓN MARKETING
ÁREAS METODOLOGÍA
ANÁLISIS CUANTITATIVO
CONCEPTO DE SISTEMA
CONDUCTA ORGANIZACIONAL
LEYES EMPRESARIALES
PRINCIPIOS DE ADMINISTRACIÓN
ECONOMÍA

13Instituto Profesional Iplacex
Las áreas funcionales se relacionan con un enfoque particular de responsabilidad o toma de decisiones de una organización, de esta forma las áreas funcionales tienden a relacionarse íntimamente con los departamentos organizacionales, lo que puede explicar el por qué, mayormente, se organizan en forma funcional.
En general cada una de las áreas funcionales utiliza una mezcla de las áreas metodológicas apropiadas para atacar sus problemas y apoyar el proceso de toma de decisión. De esta forma, los administradores de operaciones practican la administración de la producción, no practican las ciencias de la conducta o las leyes empresariales, aunque utilizan estas disciplinas subyacentes. Por lo que, aunque la metodología es ciertamente importante, no forma la esencia de la administración de operaciones.
Por Ejemplo: Analicemos las responsabilidades que se asocian a una organización cualquiera, que posee una organización funcional: Función de Finanzas, es responsable de adquirir, incrementar, distribuir y mantener los recursos financieros y de capital necesarios para el funcionamiento de la organización. Función de Operaciones, tiene la responsabilidad de manejar eficiente y eficazmente la transformación o producción de bienes o servicios, a partir de los insumos. Función de Comercialización, es responsable de la creación de la demanda, estimular e incrementar las ventas.
Por Ejemplo: Los modelos matemáticos, que permiten el análisis de la administración de operaciones o de los sistemas productivos, es un aporte del área metodológica de análisis cuantitativo, que apoya a la gerencia en la toma de decisiones. Cuando se analiza a la organización como un sistema, este enfoque deriva del área metodológica de concepto de sistema. El pensamiento administrativo de las relaciones humanas permite analizar a la administración de la producción bajo el enfoque del comportamiento organizacional, que trabaja con el estudio de la conducta humana en las organizaciones.
14Instituto Profesional Iplacex
En cuanto a las áreas industriales se relacionan con el estudio de una industria en particular, de esta forma se separan y analizan los factores más importantes para la industria en estudio. El estudio de las áreas industriales puede obtener ideas del campo metodológico como del funcional.
En la parte superior de la figura (número 2) se observan las áreas integradoras, en donde la empresa se relaciona con el ambiente social que le rodea, gubernamental y económico. En forma interna, el área de estrategia corporativa trabaja con la alta gerencia, la que debe ser integrada a la política funcional de la empresa, a la formulación e implementación de estrategias funcionales.
CLASE 02 1.3. Operación como un Sistema Productivo
Como se ha señalado, la administración de operaciones se ha definido como “la administración de los sistemas de transformación”. De la concepción anterior, se deben analizar los conceptos de:
• Sistema: que se define como un conjunto de objetos unidos o que operan en conjunto para alcanzar un fin común.
• Sistema de Transformación: se define como el conjunto de objetos o recursos -
materiales, humanos, de capital- que se relacionan entre sí para procesar insumos y transformarlos en un producto o servicio, el cual se encuentra definido por el objetivo del sistema.
En la siguiente figura se presenta una operación cualquiera, graficada para fines analíticos, vista como un sistema productivo.
Por Ejemplo: La industria manufacturera puede ser analizada por medio del concepto de sistema aplicado al área funcional de producción, de esta forma se obtienen resultados específicos a los campos de estudio utilizados para la industria en particular.
Realizar ejercicios nº2
15Instituto Profesional Iplacex
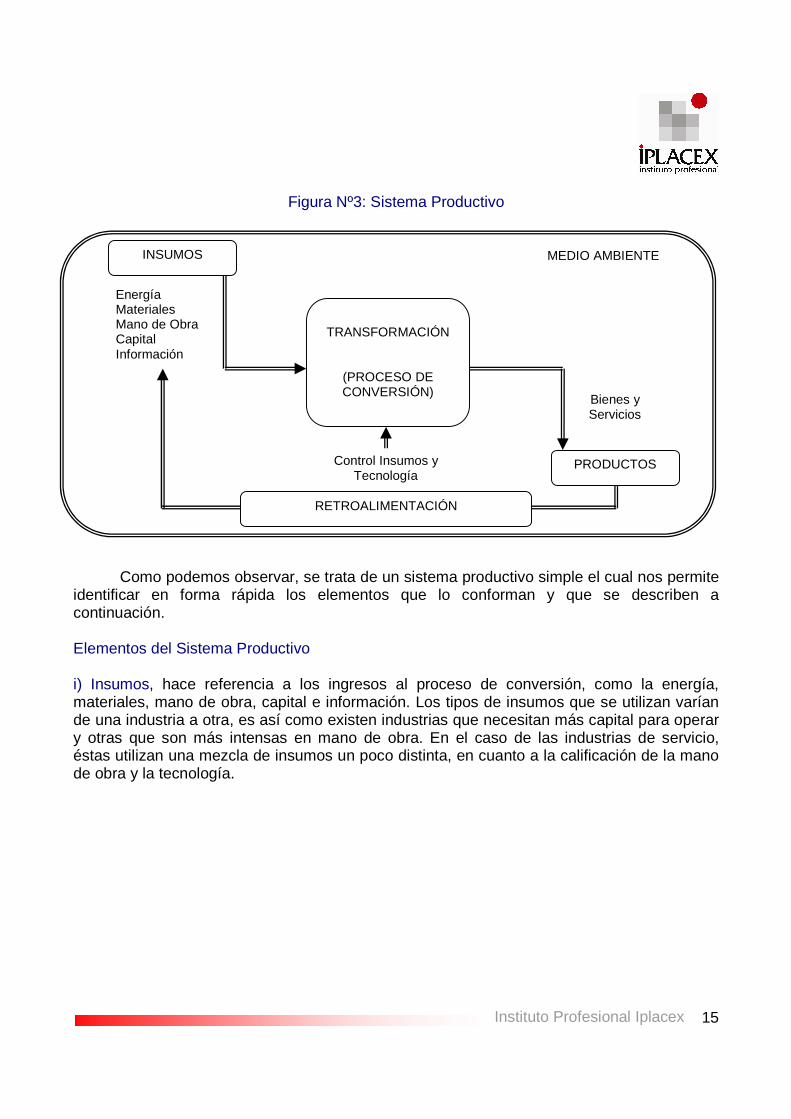
Figura Nº3: Sistema Productivo
Como podemos observar, se trata de un sistema productivo simple el cual nos permite identificar en forma rápida los elementos que lo conforman y que se describen a continuación. Elementos del Sistema Productivo i) Insumos, hace referencia a los ingresos al proceso de conversión, como la energía, materiales, mano de obra, capital e información. Los tipos de insumos que se utilizan varían de una industria a otra, es así como existen industrias que necesitan más capital para operar y otras que son más intensas en mano de obra. En el caso de las industrias de servicio, éstas utilizan una mezcla de insumos un poco distinta, en cuanto a la calificación de la mano de obra y la tecnología.
TRANSFORMACIÓN
(PROCESO DE CONVERSIÓN)
INSUMOS
PRODUCTOS
Energía Materiales Mano de Obra Capital Información
Bienes y Servicios
RETROALIMENTACIÓN
Control Insumos y Tecnología
MEDIO AMBIENTE
16Instituto Profesional Iplacex
ii) Proceso de Conversión, los insumos que ingresan se convierten en productos o servicios, mediante la tecnología del proceso de conversión, que se define como el método particular que se utiliza para llevar a cabo la transformación. Cuando se cambia la tecnología o el método del sistema de producción, se altera la forma que se utilizan los insumos en relación con la tecnología anterior y, por lo tanto, cambian los productos o servicios que resultaban de la conversión.
iii) Productos o Bienes, es el resultado de la transformación de los insumos, mediante la tecnología usada por el sistema; también se define como el objeto o fin del sistema, en cuanto es el resultado de la interacción de los elementos.
Por Ejemplo: La señora Carmen vende pan amasado, el que distribuye en pequeños almacenes de su población. La tecnología o proceso de conversión que utiliza es esencialmente artesanal y simple, incluso para hornear sus panes usa un horno a leña. El producto de la señora Carmen no se compara con el producto de la panificadora “Las Camelias” que vende diferentes tipos de pan industrial -hallulla, francés, colisa- al consumidor final, para lo cual usa un método de conversión intenso en capital, máquinas y herramientas especializada en el proceso de panificación. En el ejemplo, podemos concluir que los productos son diferentes dado que los procesos de conversión o tecnologías usadas en los sistemas de producción son diferentes en cada caso.
Por Ejemplo: Las aerolíneas comerciales requieren de insumos de capital para la compra y mantención de las aeronaves y las instalaciones, además de mano de obra altamente calificada como los pilotos, personal de mantenimiento, aeromozas que hablen dos o más idiomas. Para el caso de una fabrica de automóviles, requiere insumos de capital y energía para las máquinas, instalaciones y herramientas, con una alta inversión en tecnología de punta.
17Instituto Profesional Iplacex
iv) Retroalimentación, es la función que realizan los diferentes dispositivos de control, que analizan los insumos que ingresan, la tecnología que se utiliza y el resultado de la transformación, y luego se compara este análisis con parámetros o criterios pre-establecidos por los objetivos del sistema, lo que permite tomar las acciones correctivas necesarias y alimentar al sistema con la información necesaria para la toma de decisión de la administración de operaciones. Es esencial para toda operación que se utilice la retroalimentación, con fines de control para producir los resultados deseados. Es responsabilidad del gerente de operaciones utilizar la información de retroalimentación para ajustar constantemente la mezcla de insumos y tecnología, de manera de alcanzar el nivel deseado para el sistema de producción.
v) Medio Ambiente, los sistemas de transformación en operaciones se encuentran en interacción constante con su medio ambiente. Se define como medio aquel en el que se encuentra inmerso el sistema de producción, lo constituye todo aquello que lo rodea y puede influir en su funcionamiento. En este contexto, existen dos tipos de ambientes que se deben considerar; primero, el ambiente interno organizacional que lo componen las demás funciones empresariales y la
Por Ejemplo: Cuando la señora Carmen le solicita a su esposo, quien está encargado de hornear el pan, que supervise directamente el proceso de horneado y le entregue un informe de la cantidad de insumos utilizados en el proceso; esta retroalimentación más la información de los clientes -que han presentado molestias por panes demasiado tostados- permite establecer un control del proceso de horneado.
Por Ejemplo: Para la Panificadora “Las Camelias” el producto es el pan corriente o las diferentes formas de este alimento. El producto de la señora Carmen es el “pan amasado”. Para una línea aérea producto primario es el servicio de transporte que prestan a sus clientes, que desean trasladarse físicamente de un punto de origen a un destino determinado.
18Instituto Profesional Iplacex
alta gerencia, que cuando cambian sus políticas, recursos, pronósticos, suposiciones, objetivos o limitantes, afectan al sistema de producción y éste debe adaptarse al nuevo ambiente interno de la organización; segundo, se conoce como el ambiente externo a la organización, este ambiente puede cambiar en términos de las condiciones legales, políticas, sociales, culturales y económicas que rodean a la industria en la cual opera la organización, ocasionando así el cambio en los insumos, productos o sistemas de transformación de operaciones de la organización. La administración de operaciones debe monitorear constantemente el sistema y su medio ambiente, dado que un cambio en el medio ambiente que rodea al sistema de transformación de operaciones puede ocasionar alteraciones a la cantidad de insumos, tecnología o método utilizado, el sistema de control y el resultado.
Es función del administrador de operaciones el supervisar constantemente los elementos del sistema productivo, de esta manera poder planear, controlar y mejorar el sistema, como también mejorar el proceso de toma de decisiones. Es necesario analizar el concepto de Ruido en el Sistema que se da cuando existe una deficiencia por mal funcionamiento del sistema. Este ruido puede ser producido por los componentes del sistema o por el medio ambiente que rodea al sistema. Se dice que un sistema de operaciones es estable cuando resiste las perturbaciones, provenientes de los ruidos del sistema, evitando que se dejen de cumplir los objetivos del sistema.
Por Ejemplo: En el caso de la señora Carmen, que posee una pequeña empresa familiar de amasandería, un cambio en las condiciones económicas del mercado -un elevado índice de desempleo acompañado de una elevada inflación- puede ocasionar una caída importante en la demanda de su producto. De esta forma, la señora Carmen deberá revaluar sus pronósticos de la demanda y como resultado disminuir sus operaciones, o tomar una acción estratégica que estimule la demanda.
Realizar ejercicios del nº3 y 4

19Instituto Profesional Iplacex
Clasificación de los Sistemas Productivos Es posible clasificar los sistemas productivos en base a su proceso y a su finalidad, es decir, los sistemas pueden definirse en base al tipo de proceso que llevan a cabo como sistemas continuos, intermitentes, modulares y por proyectos; según su finalidad, es posible definir los sistemas como primarios, secundarios y terciarios. A continuación se define brevemente cada uno de los sistemas clasificados.
La clasificación de los sistemas productivos en base a sus procesos, los diferencia y define como: 1) Sistemas continuos, son aquellos sistemas productivos de flujo continuo en los que las instalaciones se uniforman en cuanto a las rutas y los flujos, del proceso de transformación, en virtud de que los insumos son homogéneos, los que permiten diseñar proceso y secuencia de procesos homogéneos.
2) Sistemas intermitentes, que hacen referencia a los sistemas productivos en que las instituciones deben ser suficientemente flexibles para manejar una gran variedad de productos y tamaños, lo que deriva en instalaciones de transporte para las operaciones flexibles para acomodarse a una gran variedad de características de los insumos y a la gran diversidad de rutas que pueden requerir éstos. Este tipo de sistema tiene un costo más alto que el sistema continuo, debido a su característica de producción especializada.
Por Ejemplo: Este tipo de sistema es característico cuando la demanda de un producto no es lo bastante grande para utilizar el tiempo total de la fabricación continua, por lo que se produce por lote de productos, y para la mayoría de ellos, los volúmenes de venta y consecuentemente los lotes de fabricación son pequeños en relación a la producción total. Las plantas de producción para celulosa, operan bajo este sistema, en donde se produce por lote de diferentes productos.
Por Ejemplo: Este tipo de sistema productivo es característico cuando la demanda se refiere a un volumen grande de productos estandarizados y las líneas de producción están diseñadas para producir artículos en masa. Por ejemplo, las fabricas de chocolates, galletas, dulces y caramelos infantiles.

20Instituto Profesional Iplacex
3) Sistemas modulares, son aquellos sistemas de operaciones que permiten contar con una gran variedad de productos, y al mismo tiempo con una baja variedad de componentes. La idea básica consiste en desarrollar una serie de componentes básicos de los productos, es decir, una producción por módulos de partes, las cuales pueden ensamblarse de tal forma que puedan producirse un gran número de productos distintos.
4) Sistemas por Proyectos, los sistema de producción por proyectos se llevan a cabo a través de una serie de fases, en este tipo de sistemas no existe flujo de producto, pero si existe una secuencia de operaciones, todas las tareas u operaciones individuales deben realizarse en una secuencia tal que contribuya a los objetivos finales del proyecto. Este tipo de sistema se caracteriza por su alto costo y por la dificultad que presenta su planeación y administración de operaciones.
La segunda clasificación de los sistemas productivos los segrega en base a su finalidad y los define como: 1) Primarios, los sistemas productivos primarios están sujetos a factores de producción incontrolables, los que pueden operar como sistemas continuos o intermitentes, dependiendo de la demanda en el mercado.
Por Ejemplo: Este sistema productivo es característico en los sectores agrícolas y de extracción, en donde existen factores incontrolables que afectan el sistema como el clima, los fenómenos naturales, etc..
Por Ejemplo: Es posible observar este tipo de sistema productivo en las empresas de atención de eventos, las constructoras, las empresas concesionarias y las productoras de televisión.
Por Ejemplo: Este tipo de sistema es característico cuando la demanda de un producto no es lo bastante grande para utilizar el tiempo total de la fabricación continua, por lo que se produce por módulos de parte. Es decir, las fabricas de automóviles operan por medio del sistema modular y luego se ensamblan las partes en diferentes modelos de autos (líneas de ensamblaje por modelo de auto)
21Instituto Profesional Iplacex
2) Secundarios, se definen como tales aquellos sistemas de transformación que son artesanales, los que pueden funcionar como continuos e intermitentes dependiendo de las necesidades y de la demanda del mercado.
3) Terciarios, engloban todo el sistema productivo o de servicios.
1.4. Relación con otras Áreas Funcionales El área de operaciones o función de producción no es una isla en la organización, sino más bien debe relacionarse con otras áreas funcionales para gestionar eficientemente, ya sea para obtener información relevante o entregar información, para la gestión de otro departamento. A continuación se analiza, en forma independiente la relación del área de operaciones con otra función específica de la empresa. a) Producción y Función de Recursos Humanos, la importancia de la relación que existe entre el área de operaciones y la función de recursos humanos, es similar y común a la relación de recursos humanos con otras funciones de la organización, la que se define como una de las causas más comunes, y sin embargo desconocida, del mal desempeño del personal que utilizan las empresas, de la falta de adaptación entre las características de los puestos y las capacidades de los empleados. En operaciones, la planeación y control de la fuerza de trabajo debe realizarse en función de los objetivos, política, remuneración y perfil de cargo, que determina la función de recursos humanos; al igual que otras áreas funcionales de la empresa. De lo anterior, es posible concluir que el factor humano es de primordial importancia, dado que la dirección competente de cualquier área funcional depende de la adecuada selección
Por Ejemplo: En esta clasificación se incluyen, por defecto, a todos los sistemas productivos que no se clasifican como primarios o secundarios. Es decir, aquellos que utilizan más tecnología o sus procesos son más automatizados, como la industria automotriz o manufacturera.
Por Ejemplo: Se definen como sistema de transformación secundarios los de aquellas industrias que se caracterizan por una fabricación más artesanal, como la industria del vidrio, del acero, del cobre, la petroquímica, la de alimentos, etc..
22Instituto Profesional Iplacex
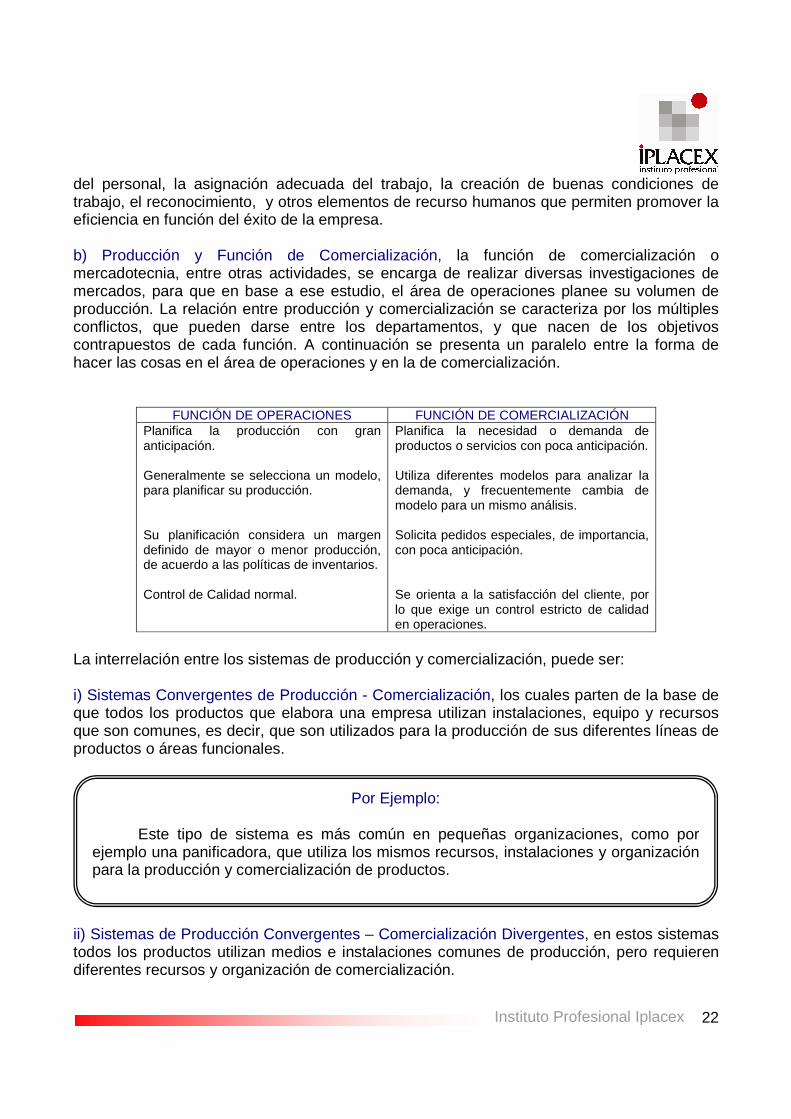
del personal, la asignación adecuada del trabajo, la creación de buenas condiciones de trabajo, el reconocimiento, y otros elementos de recurso humanos que permiten promover la eficiencia en función del éxito de la empresa. b) Producción y Función de Comercialización, la función de comercialización o mercadotecnia, entre otras actividades, se encarga de realizar diversas investigaciones de mercados, para que en base a ese estudio, el área de operaciones planee su volumen de producción. La relación entre producción y comercialización se caracteriza por los múltiples conflictos, que pueden darse entre los departamentos, y que nacen de los objetivos contrapuestos de cada función. A continuación se presenta un paralelo entre la forma de hacer las cosas en el área de operaciones y en la de comercialización.
FUNCIÓN DE OPERACIONES FUNCIÓN DE COMERCIALIZACIÓN Planifica la producción con gran anticipación. Generalmente se selecciona un modelo, para planificar su producción. Su planificación considera un margen definido de mayor o menor producción, de acuerdo a las políticas de inventarios. Control de Calidad normal.
Planifica la necesidad o demanda de productos o servicios con poca anticipación. Utiliza diferentes modelos para analizar la demanda, y frecuentemente cambia de modelo para un mismo análisis. Solicita pedidos especiales, de importancia, con poca anticipación. Se orienta a la satisfacción del cliente, por lo que exige un control estricto de calidad en operaciones.
La interrelación entre los sistemas de producción y comercialización, puede ser: i) Sistemas Convergentes de Producción - Comercialización, los cuales parten de la base de que todos los productos que elabora una empresa utilizan instalaciones, equipo y recursos que son comunes, es decir, que son utilizados para la producción de sus diferentes líneas de productos o áreas funcionales.
ii) Sistemas de Producción Convergentes – Comercialización Divergentes, en estos sistemas todos los productos utilizan medios e instalaciones comunes de producción, pero requieren diferentes recursos y organización de comercialización.
Por Ejemplo: Este tipo de sistema es más común en pequeñas organizaciones, como por ejemplo una panificadora, que utiliza los mismos recursos, instalaciones y organización para la producción y comercialización de productos.

23Instituto Profesional Iplacex
iii) Sistema de Producción Divergente – Comercialización Convergente, son sistemas que utilizan la estructura básica de comercialización y sus medios de producción son independientes.
iv) Sistemas Divergentes de Producción – Comercialización, en estos sistemas los productos se elaboran y comercializan en forma diferente; son sistemas característicos de grandes corporaciones, que participan en mercados mundiales.
Por Ejemplo:
La empresa CALAF, que actualmente pertenece al grupo Luksic, cuenta con dos plantas de producción ubicadas en Talca y Santiago; en la primera, se elabora bombones, chocolates, calugas, barras rellenas y gomas; en la segunda, galletas y alfajores; utilizando las mismas fabricas, equipos informáticos para la oficina, instalaciones, recursos y organización para la producción. En cuanto a la comercialización, los productos CALAF son comercializados por CCU, dada la alianza estratégica entre la empresa de cervecería y el grupo Luksic. De esta forma, los recursos y organización son independientes a los de producción.
Por Ejemplo: Tomemos como ejemplo un Instituto profesional, el cual ofrece diferentes carreras profesionales, en su modalidad de educación presencial y a distancia. Las carreras presénciales utilizan diferentes recursos, instalaciones y administración local, que las carreras a distancias. No obstante, que los sistemas productivos son divergente según la modalidad del servicio de educación -distancia y presencial-, el sistema de comercialización es convergente. Para ambas modalidades de educación, se utilizan los mismos recursos de comercialización los que se organiza a nivel estratégico, en general.
24Instituto Profesional Iplacex
c) Producción y Función de Finanzas, una de las funciones del área de finanzas es establecer los presupuestos anuales, semestrales o mensuales, que determinan la asignación de recursos al sistema de producción. La importancia de la función financiera radica en que, a través de su sistema de control, mantenga informado oportunamente al sistema de producción del estado de los gastos, respecto a los presupuestos que cubre este sistema. En la práctica, es posible identificar otras relaciones entre diferentes funciones organizacionales y el área de producción, pero en este tópico sólo se abordaron aquellas que más probablemente afectan la gestión de operaciones.
CLASE 03 2. DIRECCIÓN ESTRATÉGICA DE OPERACIONES
El área de operaciones debe aportar a la empresa en su esfuerzo por lograr una posición competitiva en su mercado, el sistema de producción se debe gestionar eficientemente para mantener esta posición y el proceso de operaciones debe fortalecer a la empresa como entidad competitiva. La estrategia organizacional debe reflejar las capacidades y limitaciones del proceso de producción -tanto para la industria de manufactura como de servicios- y, por ende, comprender los objetivos y estrategias del área de producción. Lo que implica, que la dirección estratégica debe identificar y resaltar su ventaja competitiva en las operaciones de la empresa.
Por Ejemplo:
Benetton se encuentra presente con sus productos en 120 países, sus líneas de productos van desde colecciones de ropa -mujer, hombre y niños-, línea de zapatos, línea de productos accesorios a la moda, perfumes, línea de artículos de decoración para el hogar y otros. A nivel corporativo, Benetton posee sistemas divergentes de producción y comercialización, en base a la línea de productos, aunque se debe mencionar que posee una única estrategia comunicacional de la marca, que representa su ventaja competitiva.
Realizar ejercicios nº5 y 6
25Instituto Profesional Iplacex
Antes de continuar nuestro estudio, es necesario definir claramente qué se entiende por “Estrategia de Operaciones”, concepto que debe ser integrado a la estrategia empresarial y que con frecuencia, no siempre, se refleja en un plan formal de la organización.
Expresado de otra forma, simplificando el concepto, podemos decir que la estrategia de operaciones se debe desarrollar a partir de la estrategia corporativa, con el fin de definir un proceso específico y un juego consistente de políticas operacionales para guiar la toma de decisiones. De la definición es posible extraer otros conceptos explícitos o implícitos, que deben ser aclarados con el fin de mejorar la compresión del alumno, aunque brevemente pues no debemos olvidar el fin último de nuestro estudio.
Definición de Estrategia de Operaciones: La estrategia de operaciones es una visión de la función de operaciones que depende de la dirección o impulso gerencial para la toma de decisiones. La cual debe dar como resultado un patrón consistente en la toma de decisión en operaciones y una ventaja competitiva para la empresa. La estrategia de operaciones consta de 4 componentes esenciales, ampliamente difundidos, a saber: misión, objetivos, capacidad distintiva y políticas; todas declaradas para el área de operaciones.
Por Ejemplo: Michael Porter, en su libro “Estrategias Competitivas”, identificó tres estrategias genéricas que podrían usarse individualmente o en conjunto para mercados objetivos distintos, para crear a largo plazo una posición competitiva defendible para la empresa, que sobrepase el desempeño de los competidores en una industria. Las estrategias son: Liderazgo en Costos, Diferenciación y Enfoque. Cuando la organización asume la estrategia de liderazgo en costos, la estrategia y objetivos del área de operaciones deben estar orientados a minimizar los costos, de lo contrario perseguirán fines opuestos, dada su inconsistencia.
26Instituto Profesional Iplacex
Estrategia Corporativa: este tipo de estrategia se define por los altos cargos directivos o máximo nivel jerárquico y su concepción determina en que negocios participa la organización a nivel corporativo. Estrategia Empresarial: que se define por la dirección de negocios en particular, determinado la manera de competir de una empresa – negocio en particular. Es necesario que cada empresa, identifique y defina sus propias bases de competencia, dependiendo del segmento del mercado, el tipo de cliente y el producto, que decida atacar. Misión de Operaciones: define el propósito de la función de operaciones en relación con la estrategia empresarial y corporativa. En ésta, se debe declarar cuál es la prioridad de entre los objetivos de operaciones. Con frecuencia la declaración de la misión de operaciones consiste en volver a expresar la estrategia empresarial en términos de operaciones. Objetivos para Operaciones: los objetivos fundamentales del sistema de operaciones se centran en: reducción de costos, mejora de la calidad, tiempo de respuesta, flexibilidad y servicio al cliente. Los que deben expresarse en términos cuantitativos, específicos y medibles, en cuanto a los resultado de operaciones a corto o a largo plazo. En cuanto al objetivo de costos en operaciones, este incluye el costo de mano de obra, materiales y costos indirectos, se deben considerar no sólo en términos de los costos anuales, sino que se debe realizar un análisis comparativo, entre los cotos de operaciones con los costos de la operación de la competencia. El objetivo de calidad, hace referencia a la calidad del producto o servicio, en cuanto a cómo los percibe el cliente; se debe recordar que la calidad forma parte del valor del producto, su prestigio y la utilidad, con que se percibe. El tiempo de respuesta o entrega, hace referencia a la capacidad que tiene operaciones para entregar el producto o el servicio, en el lugar y la fecha en la que el cliente lo necesita. El objetivo de flexibilidad, se da en la habilidad de hacer productos nuevos o en el tiempo que se demora el sistema de producción en cambiar el volumen de producción; se dice que el área de operaciones es flexible cuando cambia de volumen rápidamente. Por último, el objetivo de servicio al cliente se refiere a la capacidad de operaciones en enfocar todos sus procesos a lograr la satisfacción del cliente. Competencia Distintiva: se define como la manera o capacidad de competir, que la diferencia de los competidores en la industria en donde participa. La competencia distintiva lleva a la empresa a tener una ventaja sobre la competencia y forma el corazón de la estrategia de operaciones. El área de operaciones se puede distinguir en términos o desempeño de sus objetivos -costos, calidad, tiempo de respuesta, flexibilidad, calidad-, en el uso eficiente de los recursos, por la orientación que se tenga en su gestión -mercado, cliente-, poseer la única fuente de materia prima, saber cómo del proceso, mejor tecnología, etc.. La competencia distintiva exige que las operaciones se concentren en la capacidad que desea dominar.
27Instituto Profesional Iplacex
Políticas de Operaciones: estas definen la manera en que se lograrán los objetivos declarados de operaciones, las opciones de políticas se relacionan, definitivamente, con los objetivos de operaciones y la estrategia empresarial. Es importante destacar que, las políticas de operaciones deben desarrollarse para cada área de responsabilidad que se define en el departamento de producción; el proceso, la capacidad, los inventarios, la fuerza de trabajo y la calidad. 1 Tácticas y Resultados: luego de desarrollar la estrategia de operaciones se deben definir las tácticas o acciones a seguir. En cuanto a los resultados, éstos se miden en los mismos términos que los objetivos y su desempeño permiten evaluar y/o determinar el funcionamiento de la estrategia y tácticas de operaciones. Los resultados cierran el ciclo de la gestión de operaciones y proporcionan la retroalimentación a la dirección de operaciones, en cuanto a la implementación de la estrategia seleccionada.
2.1. Decisiones Estratégicas en el Área de Producción La administración de operaciones se relaciona con la toma de decisiones para el sistema de transformación y la función de operaciones, es necesario contar con una estructura que establezca categorías y defina las decisiones en el área de producción. Cabe señalar, que la estructura de la toma de decisión al interior de la organización se conforma de manera similar a la asignación de las responsabilidades gerenciales, lo que se aplica en la organización de operaciones. Una estructura básica de la asignación de responsabilidades gerenciales, se presenta de manera piramidal desde un nivel operativo hasta el nivel estratégico (Ver figura número 4). 1 Categorías que más adelante abordaremos como áreas de toma de decisión en operaciones.
28Instituto Profesional Iplacex
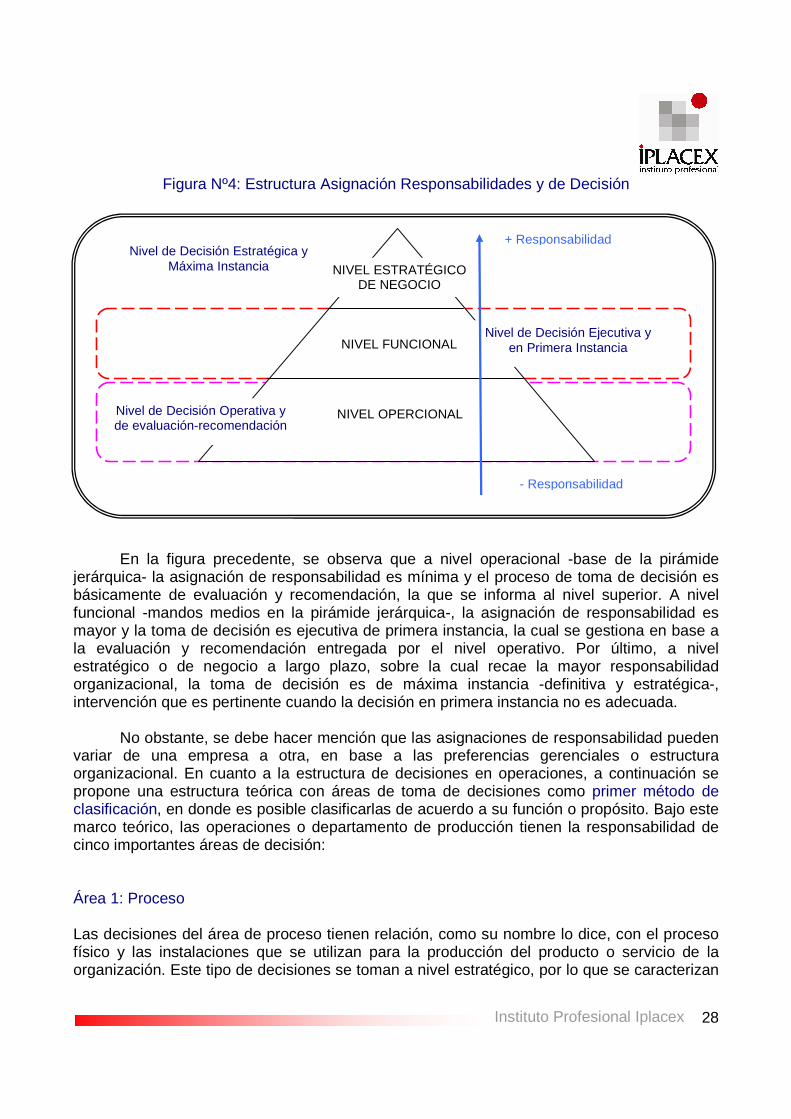
Figura Nº4: Estructura Asignación Responsabilidades y de Decisión
En la figura precedente, se observa que a nivel operacional -base de la pirámide jerárquica- la asignación de responsabilidad es mínima y el proceso de toma de decisión es básicamente de evaluación y recomendación, la que se informa al nivel superior. A nivel funcional -mandos medios en la pirámide jerárquica-, la asignación de responsabilidad es mayor y la toma de decisión es ejecutiva de primera instancia, la cual se gestiona en base a la evaluación y recomendación entregada por el nivel operativo. Por último, a nivel estratégico o de negocio a largo plazo, sobre la cual recae la mayor responsabilidad organizacional, la toma de decisión es de máxima instancia -definitiva y estratégica-, intervención que es pertinente cuando la decisión en primera instancia no es adecuada. No obstante, se debe hacer mención que las asignaciones de responsabilidad pueden variar de una empresa a otra, en base a las preferencias gerenciales o estructura organizacional. En cuanto a la estructura de decisiones en operaciones, a continuación se propone una estructura teórica con áreas de toma de decisiones como primer método de clasificación, en donde es posible clasificarlas de acuerdo a su función o propósito. Bajo este marco teórico, las operaciones o departamento de producción tienen la responsabilidad de cinco importantes áreas de decisión: Área 1: Proceso Las decisiones del área de proceso tienen relación, como su nombre lo dice, con el proceso físico y las instalaciones que se utilizan para la producción del producto o servicio de la organización. Este tipo de decisiones se toman a nivel estratégico, por lo que se caracterizan
NIVEL OPERCIONAL
NIVEL FUNCIONAL
NIVEL ESTRATÉGICO DE NEGOCIO
Nivel de Decisión Ejecutiva y en Primera Instancia
Nivel de Decisión Operativa y de evaluación-recomendación
Nivel de Decisión Estratégica y Máxima Instancia
+ Responsabilidad
- Responsabilidad

29Instituto Profesional Iplacex
por ser de máxima instancia, de largo plazo, pueden involucrar una gran inversión de capital, que es difícil de revertir en el tiempo.
Algunos ejemplos de este tipo de decisión dicen relación con:
• El tipo de equipo o máquinas a utilizar en el proceso,
• El nivel de tecnología de la planta de producción,
• La necesidad de tecnología del proceso,
• Modificación del flujo del proceso,
• Distribución de la planta, o redistribución de los equipos en la planta,
• Otros aspectos relacionados con las instalaciones físicas y de servicio. Área 2: Capacidad Las decisiones de esta área de responsabilidad de operaciones, tienen relación con el suministro de la cantidad de recursos correcta para la capacidad instalada en un lugar y en un momento dado. Esta definición nos indica que se trata de decisiones a largo y corto plazo; i) las decisiones de largo plazo, hacen referencia a la planificación de la capacidad de operaciones a nivel estratégico y de responsabilidad de la alta gerencia, pues determinan el tamaño de las instalaciones, y ii) las decisiones de corto plazo, son más bien de nivel funcional en donde los mandos medios pueden decidir aumentar o disminuir la capacidad disponible en respuesta a una situación específica y temporal.
Por Ejemplo: La re-implementación tecnológica de una planta de producción es una decisión del área de proceso, la cual involucra una fuerte inversión por parte de la empresa. Esta condición, clasifica el tipo de decisión como estratégico y a nivel de la alta gerencia. Resulta importante que, el proceso físico o las instalaciones de producción se diseñen con relación a la postura estratégica de largo plazo de la empresa.
30Instituto Profesional Iplacex
Algunos ejemplos de este tipo de decisión dicen relación con:
• Aumentar la capacidad, decisión funcional de corto plazo, por medio de la subcontratación, turnos adicionales o arriendos de espacio.
• Nivel de personal que permiten satisfacer las necesidades de la demanda y el deseo
de mantener una fuerza de trabajo estable.
• Número de trabajadores apropiados para realizar la función de operaciones.
• Programación de equipo e instalaciones de operación.
• Planeación anual de la dotación de personal para la planta.
Área 3: Inventarios El área de decisión de inventarios, que determina qué ordenar, cuándo solicitarlo y cuánto pedir, es de responsabilidad operacional. En toda organización se debe identificar a nivel operacional el responsable de administrar el flujo de los materiales dentro de la empresa, que generalmente se denomina como “gerentes o jefes de inventario”.
Por Ejemplo: Ante una variación importante, pero temporal, de la demanda del producto o servicio la empresa debe contar con un adecuado stock de materia prima que le permita producir más o menos. En esta situación es clave, contar con un sistema de control de inventario, que permita administrar los materiales desde su compra a través de los inventarios de materia prima, de producto en proceso y de producto terminado.
Por Ejemplo: La implicancia estratégica de decidir la capacidad de producción de una planta específica, esta dada por la correspondencia entre la capacidad determinada y el tamaño de las instalaciones físicas construidas, que fue definido a largo plazo por la alta gerencia.
31Instituto Profesional Iplacex
Algunos ejemplos de este tipo de decisión dicen relación con:
• Cuánto gastar en inventario, cuánto disponer de materia prima en bodegas por fluctuaciones de precio; cuánto disponer en bodega de productos terminados y en proceso.
• Dónde almacenar la cantidad de materia prima, productos en proceso o productos
terminados, que forman parte de la política de inventarios establecida.
• Analizar la demanda del producto, evaluar y modificar el stock de materia prima, productos terminados, cuánto se gasta en su almacenamiento al interior o fuera de la empresa, en base a la información analizada.
• Planificación de inventarios, en base a pronósticos de la producción y demanda del
producto. Área 4: Fuerza de Trabajo Esta área de decisión es la más importante en operaciones, dada la trascendental función que cumple el personal en el departamento de producción, en los más diversos ámbitos industriales. “Nada se hace o se produce, sin la gente que elabora el producto o proporciona el servicio”. De acuerdo al tamaño de la organización o su estructura jerárquica, las decisiones operacionales con respecto a la fuerza de trabajo, son analizadas y evaluadas por la función de administración -departamento de personal o dirección de recurso humano- o directamente bajo la decisión en última instancia de la dirección general, a nivel estratégico de negocio.
Algunos ejemplos de este tipo de decisión dicen relación con:
• Selección, inducción y capacitación de la fuerza de trabajo, a desempeñarse en operaciones.
Por Ejemplo: La buena administración de la fuerza de trabajo del departamento de operaciones o área de producción, influye o repercute en la productividad, en los estándares de calidad, gestión de los procesos productivos y, por ende, en los resultados de la empresa. Por lo que, administrar la fuerza de trabajo de manera productiva y motivada, es una tarea clave para la función de operaciones.
32Instituto Profesional Iplacex
• Contratación y despido de la fuerza de trabajo, en base a la evaluación del desempeño de los trabajadores o situaciones específicas.
• Planificación de la capacitación o formación del personal de operaciones, necesarias
en el sistema de mejora continúa o gestión de calidad de los procesos productivos que se llevan a cabo en el área de operaciones.
• Supervisión, evaluación y compensación por desempeño de la fuerza de trabajo en el
área de operaciones.
• Analizar las necesidades de recursos y seguridad laboral del personal de operaciones, condiciones de trabajo adecuadas para el buen desempeño de sus funciones.
Área 5: Calidad El área de decisión de calidad en operaciones es el resultado de las decisiones gestionadas en las áreas precedentes. En la actualidad, la responsabilidad de la calidad de los productos o servicios de la empresa recaen en la función de operaciones, por lo que el concepto de “sistemas de calidad” se ha proliferado en todos las organizaciones orientadas en el mercado; la calidad es una gestión que atraviesa todos los niveles y que requiere el compromiso de toda la organización.
Algunos ejemplos de este tipo de decisión dicen relación con:
• Asegurar la calidad del producto o servicio en las diferentes etapas del proceso de operaciones.
• Establecer estándares de calidad para cada proceso operativo y en general para el
área de operaciones.
• Diseñar e implementar un sistema de gestión de calidad. • Capacitar a funcionarios de operaciones para que realicen la función de inspeccionar
el producto o servicio, para obtener un resultado de calidad.
Por Ejemplo: Las Normas ISO que establecen los requisitos mínimos que debe cumplir un sistema de gestión de calidad, que las organizaciones nacionales lo utilizan para su aplicación interna, para la certificación de sus procesos o para fines contractuales- exigencia de calidad de sus clientes-.

33Instituto Profesional Iplacex
• Diseñar equipos de trabajo, para establecer manuales procedimientos, flujo de operaciones y medición de resultados.
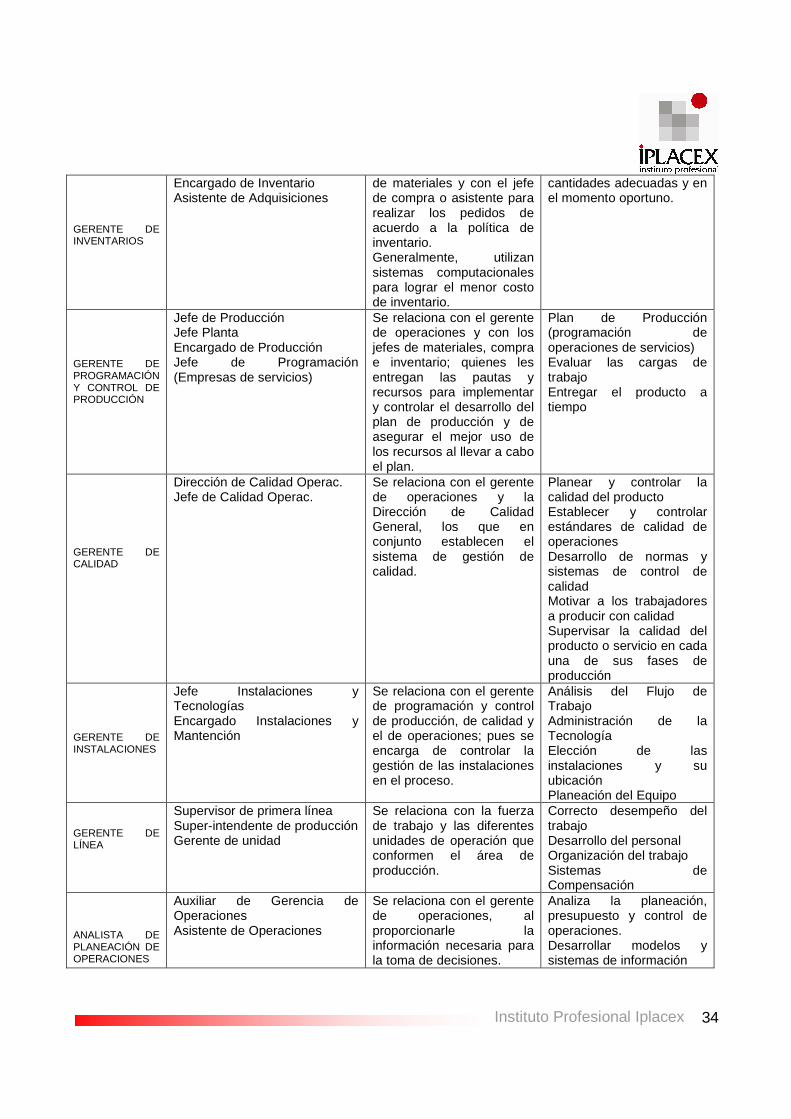
Es importante, para el éxito de la gestión de operaciones, que las cinco áreas de decisión estén bien integradas, que se interrelacionen coordinada y coherentemente. Es frecuente que las empresas definan la función de operaciones en términos de la estructura de toma de decisiones, que es la base para la buena administración de producción y la correcta integración de las áreas de decisión operacional. Un segundo método de clasificar la toma de decisión en operaciones, que también deriva de la asignación de responsabilidad de la estructura jerárquica de la organización, dice relación con las posiciones gerenciales en operaciones. Bajo este marco teórico, las operaciones o departamento de producción tienen la responsabilidad que deriva de la estructura organizacional y se divide entre todas las funciones o puestos gerenciales en operaciones, y se aplica tanto a las empresas de manufactura como a las de servicios.
Cuadro Nº1: Resumen de los Puestos Gerenciales en Operación
PUESTO GERENCIAL
TÍTULOS QUE RECIBE SE RELACIONA CON RESPONSABILIDAD
GERENTE DE OPERACIONES
Gerente de Planta Director de Manufactura Vicepresidente de Manufactura Gerente de Tienda Gerente de Oficina Director de Operaciones Vicepresidente de Operaciones
Estos puestos gerenciales se relacionan con la coordinación y dirección general de la función de operaciones.
Planeación Estratégica Establecer Políticas Desarrollar Presupuestos Dirigir a los mandos medios Controlar las Operaciones Administrar los recursos a nivel general
GERENTE DE MATERIALES
Jefe de Materiales Dirección de Materiales Dirección de Adquisición Jefe Recursos e Insumos Encargado de Materiales
Se relaciona con la administración e integración del flujo de materiales, desde la materia prima hasta el producto terminado.
Dirigir a los jefes o encargados de compra, producción e inventario Planificar el flujo de materiales Establecer stock
GERENTE DE COMPRA
Jefe de Compra Encargado de Compra Asistente de Adquisiciones
Se relaciona con el gerente de materiales y con los proveedores, quienes son los que suministran los materiales a la empresa.
Establecer el flujo adecuado de materia prima en operaciones Negociar precios con los proveedores Seleccionar proveedores Evaluar proveedores Controlar calidad de las materia prima suministrada
Jefe de Inventario Se relaciona con el gerente Hacer los pedidos por las
Realizar ejercicios nº7 al 10
34Instituto Profesional Iplacex
GERENTE DE INVENTARIOS
Encargado de Inventario Asistente de Adquisiciones
de materiales y con el jefe de compra o asistente para realizar los pedidos de acuerdo a la política de inventario. Generalmente, utilizan sistemas computacionales para lograr el menor costo de inventario.
cantidades adecuadas y en el momento oportuno.
GERENTE DE PROGRAMACIÓN Y CONTROL DE PRODUCCIÓN
Jefe de Producción Jefe Planta Encargado de Producción Jefe de Programación (Empresas de servicios)
Se relaciona con el gerente de operaciones y con los jefes de materiales, compra e inventario; quienes les entregan las pautas y recursos para implementar y controlar el desarrollo del plan de producción y de asegurar el mejor uso de los recursos al llevar a cabo el plan.
Plan de Producción (programación de operaciones de servicios) Evaluar las cargas de trabajo Entregar el producto a tiempo
GERENTE DE CALIDAD
Dirección de Calidad Operac. Jefe de Calidad Operac.
Se relaciona con el gerente de operaciones y la Dirección de Calidad General, los que en conjunto establecen el sistema de gestión de calidad.
Planear y controlar la calidad del producto Establecer y controlar estándares de calidad de operaciones Desarrollo de normas y sistemas de control de calidad Motivar a los trabajadores a producir con calidad Supervisar la calidad del producto o servicio en cada una de sus fases de producción
GERENTE DE INSTALACIONES
Jefe Instalaciones y Tecnologías Encargado Instalaciones y Mantención
Se relaciona con el gerente de programación y control de producción, de calidad y el de operaciones; pues se encarga de controlar la gestión de las instalaciones en el proceso.
Análisis del Flujo de Trabajo Administración de la Tecnología Elección de las instalaciones y su ubicación Planeación del Equipo
GERENTE DE LÍNEA
Supervisor de primera línea Super-intendente de producción Gerente de unidad
Se relaciona con la fuerza de trabajo y las diferentes unidades de operación que conformen el área de producción.
Correcto desempeño del trabajo Desarrollo del personal Organización del trabajo Sistemas de Compensación
ANALISTA DE PLANEACIÓN DE OPERACIONES
Auxiliar de Gerencia de Operaciones Asistente de Operaciones
Se relaciona con el gerente de operaciones, al proporcionarle la información necesaria para la toma de decisiones.
Analiza la planeación, presupuesto y control de operaciones. Desarrollar modelos y sistemas de información
35Instituto Profesional Iplacex
Apoyar la toma de decisión y planeación de la gerencia de operaciones
En el cuadro número 1 se observan los diferentes cargos, que pueden o no existir, de operaciones, para los cuales se definen las responsabilidades y, por consiguiente, el área de toma de decisión que derivan de esas responsabilidades. Un tercer método para clasificar las decisiones en operaciones, se basa en la diferencia entre si la decisión aborda un aspecto de diseño o el uso de una operación como tal, es decir:
i) Decisiones que afectan al diseño de la función de operaciones, este tipo de decisiones tienden a ser estrategias de largo plazo y difícil de modificar -por lo menos por mucho tiempo-.
ii) Decisiones que se relacionan con la utilización de una operación existente, al
contrario que las de diseño, éstas son tácticas, de corto plazo y orientadas a su implementación.
Es posible realizar un análisis comparativo entre las cinco áreas de decisión, descrita
en el primer método de clasificación, y las decisiones de diseño y de utilización. De esta forma, es posible identificar que algunas decisiones del área de inventario involucran consideraciones de diseño a largo plazo -¿dónde y cómo conservar el inventario?- y de utilización a corto plazo -que involucran el sistema de inventario existente-.
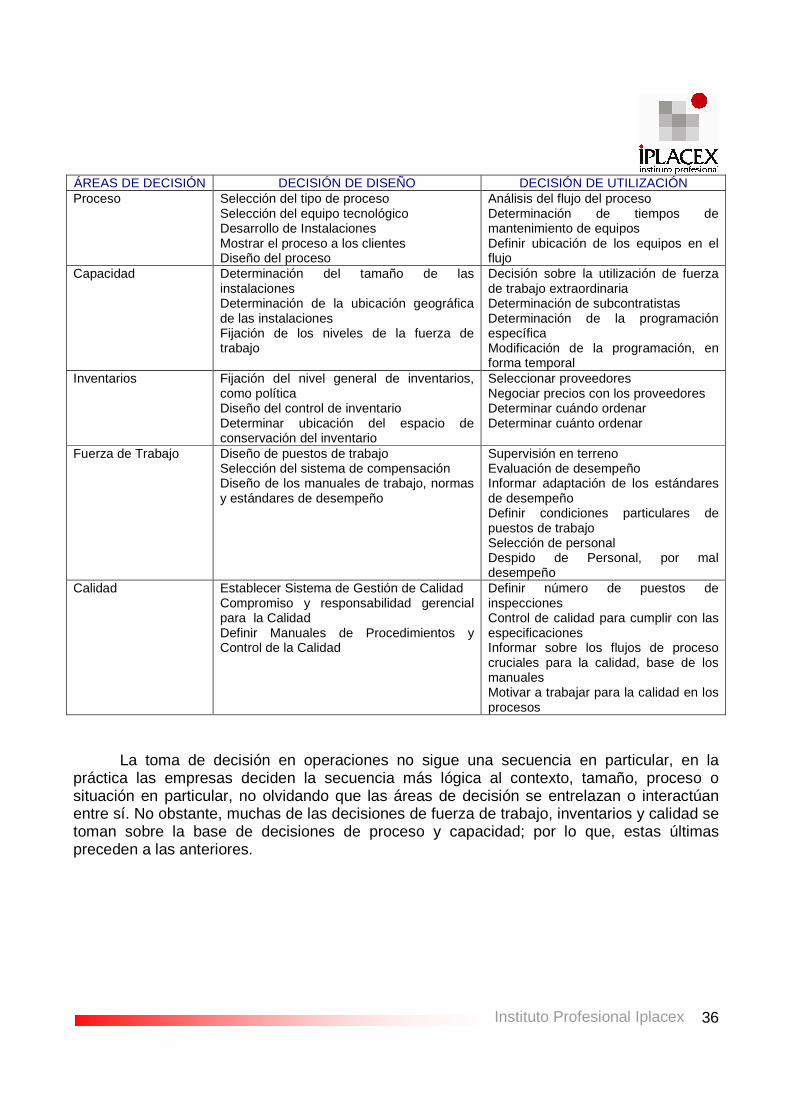
A continuación, el cuadro número 2 muestra cómo las diferentes áreas de decisión
pueden involucrar aspectos de diseño y/o utilización de operaciones.
Cuadro Nº2: Área de Decisión – Decisiones de Diseño y de Utilización
36Instituto Profesional Iplacex
ÁREAS DE DECISIÓN DECISIÓN DE DISEÑO DECISIÓN DE UTILIZACIÓN Proceso Selección del tipo de proceso
Selección del equipo tecnológico Desarrollo de Instalaciones Mostrar el proceso a los clientes Diseño del proceso
Análisis del flujo del proceso Determinación de tiempos de mantenimiento de equipos Definir ubicación de los equipos en el flujo
Capacidad Determinación del tamaño de las instalaciones Determinación de la ubicación geográfica de las instalaciones Fijación de los niveles de la fuerza de trabajo
Decisión sobre la utilización de fuerza de trabajo extraordinaria Determinación de subcontratistas Determinación de la programación específica Modificación de la programación, en forma temporal
Inventarios Fijación del nivel general de inventarios, como política Diseño del control de inventario Determinar ubicación del espacio de conservación del inventario
Seleccionar proveedores Negociar precios con los proveedores Determinar cuándo ordenar Determinar cuánto ordenar
Fuerza de Trabajo Diseño de puestos de trabajo Selección del sistema de compensación Diseño de los manuales de trabajo, normas y estándares de desempeño
Supervisión en terreno Evaluación de desempeño Informar adaptación de los estándares de desempeño Definir condiciones particulares de puestos de trabajo Selección de personal Despido de Personal, por mal desempeño
Calidad Establecer Sistema de Gestión de Calidad Compromiso y responsabilidad gerencial para la Calidad Definir Manuales de Procedimientos y Control de la Calidad
Definir número de puestos de inspecciones Control de calidad para cumplir con las especificaciones Informar sobre los flujos de proceso cruciales para la calidad, base de los manuales Motivar a trabajar para la calidad en los procesos
La toma de decisión en operaciones no sigue una secuencia en particular, en la práctica las empresas deciden la secuencia más lógica al contexto, tamaño, proceso o situación en particular, no olvidando que las áreas de decisión se entrelazan o interactúan entre sí. No obstante, muchas de las decisiones de fuerza de trabajo, inventarios y calidad se toman sobre la base de decisiones de proceso y capacidad; por lo que, estas últimas preceden a las anteriores.
37Instituto Profesional Iplacex
Para finalizar con este tópico, es necesario hacer la diferencia entre las decisiones de manufactura (productos tangibles) y de servicio. Debido a que los servicios son intangibles, los productores de servicios difieren de los productores de bienes en aspectos importantes de sus operaciones, como: i) Capacidad e Inventario, para el caso de los servicios que se caracterizan por ser perecederos -la fabricación y consumo del servicio se realiza en el mismo momento-, por lo que, no se les puede almacenar ni inventariar para su posterior consumo. Esta diferencia con las operaciones de manufactura, deriva en un problema en la planeación de inventarios y capacidad para las operaciones de servicios.
ii) Calidad, los clientes de los servicios sólo pueden percibir la calidad de éstos cuando los experimenta, es decir, en el momento en que el productor de servicio se los brinda; lo anterior, dada la característica de intangibilidad de los servicios.
iii) Dispersión, los servicios no se pueden almacenar ni transportar, lo que condiciona a instalar las operaciones de servicio en dónde se encuentra el cliente o en un punto de consumo. Esto ocasiona que, frecuentemente, las organizaciones de servicios se encuentren dispersas geográficamente y deban descentralizar sus operaciones.
Por Ejemplo: El servicio de “alimentación” de un restaurante en particular, se percibe como de buena calidad, en cuanto a la reputación del local, la imagen que han trasmitido de boca en boca sus clientes, en la experiencia de servicio de los clientes usuales que deciden repetir su experiencia con nuevos y potenciales clientes. Todos estos elementos son esenciales para la percepción de la calidad del servicio, concepto que es tan subjetivo.
Por Ejemplo: Un Hotel que presta servicios de alojamiento, esparcimiento y alimentación, necesita construir su capacidad por anticipado, conforme se selecciona y capacita el personal, se construyen las instalaciones y se implementan los servicios. Posterior a esto, el hotel puede prestar los servicios; pero, que pasa si la demanda no se materializa como lo proyectó la dirección de operaciones, en este caso la capacidad se desperdicia y el resultado son altos costos.
38Instituto Profesional Iplacex
iv) Comercialización y Operaciones, en las organizaciones de servicio las funciones de operaciones y comercialización, se relacionan íntimamente e incluso pueden hasta llegar a confundirse. Lo anterior, se debe a que los servicios se consumen en el mismo momento y lugar en que se producen; por lo que, esta condición exige a la dirección de operaciones que organice las funciones de comercialización y operaciones en conjunto, integrando las acciones de ambas funciones.
CLASE 04 2.2. Estrategia de Operaciones
Un punto importante de destacar, en el análisis de las estrategias de operaciones, es que las decisiones de operaciones deben tener una consistencia con la estrategia empresarial declarada, lo que permitirá alcanzar la capacidad distintiva deseada, base de la ventaja competitiva sobre la competencia.
Por Ejemplo: Si la estrategia empresarial, para un determinado negocio, es de liderazgo en costo, la estrategia operacional debe desarrollarse en base al objetivo fundamental de operaciones de “minimizar los costos”. Estrategias consistentes y enfocadas en mercados maduros y sensibles al precio, con un tipo de producto estandarizado. En caso contrario, si la estrategia de operaciones deriva del objetivo fundamental de “calidad”; lo que provoca una inconsistencia con la estrategia empresarial de productor líder en bajos costos, en donde los esfuerzos de operaciones están dirigidas a desarrollar una capacidad distintiva y los esfuerzos estratégicos a nivel de negocio apuntan a obtener la mayor rentabilidad de la industria, el resultado de las estrategias es negativo y de gran costo por la organización.
Por Ejemplo: Los servicios de peluquería se encuentran dispersos geográficamente en una población, localidad o ciudad; como puntos de consumo en donde los clientes acuden para recibir el servicio. De otro modo, la prestación de servicio puede ser llevado hacia el cliente, como el servicios de pedicura, masajes y peluquería. En este caso, es el prestador de servicio es quien se traslada para acercarse al cliente y prestar sus servicios.
Realizar ejercicios nº11 y 12
39Instituto Profesional Iplacex
Recordemos que, la estrategia de operaciones es una visión de la función de operaciones, que depende de la dirección o impulso general de la toma de decisiones. Esta visión declarada como estrategia se debe integrar con la estrategia empresarial y con frecuencia, aunque no siempre, se refleja en un plan formal. Además, la estrategia de operaciones da como resultado un patrón consistente de toma de decisiones en las operaciones y una ventaja competitiva para la empresa. En la literatura, también se define la estrategia de operaciones en términos del eslabonamiento entre las decisiones de producción y la estrategia corporativa, lo que permite que los esfuerzos sean de largo plazo y consistente. En ocasiones las operaciones se enfocan de manera interna y el resultado carece de competitividad en el mercado, en donde la empresa opera. Por lo que, es importante que se consideren los factores externos como: las necesidades del consumidor, las nuevas tecnologías, factores legales, las variaciones de las fuerzas competitivas y el grado de competencia. En el desarrollo de la estrategia de operaciones se deben reconocer estos cambios en el mercado y definir respuestas en forma de políticas operacionales. Actualmente, los mercados son globales y en las organizaciones las decisiones se manejan en forma diferente en cada país del mundo; por ende, es necesario analizar las operaciones internacionales. Cuando, la organización accede a los mercados globales debe analizar la demanda global y no local, los factores externos globales y no locales, etc., con lo que la administración de operaciones debe cambiar en todos los puntos, analizar globalmente sus objetivos fundamentales y las áreas de decisión, siempre derivada y consistente con la estrategia global de la empresa. Con la evolución de los pensamientos de administración a través del tiempo, el surgimiento de conceptos como la globalización y las operaciones internacionales; aparecen nuevas direcciones para la administración de operaciones que deben ser estudiadas, en cuanto aportan nuevas líneas estratégicas. Las operaciones apropiadas o enfocadas, hacen referencia a la concepción de la planta de operaciones dentro de otra planta de producción, por lo que, cada unidad de operaciones se concibe a si misma como una planta y, por ende, debe enfocarse en sus propios objetivos fundamentales de operación -calidad, costos, tiempo de respuesta, flexibilidad y servicio al cliente-. A este juego de estrategias de operaciones apropiadas o enfocadas se le denomina “competencia distintiva” de operaciones; los tipos de enfoque de operaciones pueden ser:
• En el producto
• Tipo de proceso (Proyecto, Lote, Línea o Continuo)

40Instituto Profesional Iplacex
• Tecnología
• Volumen de ventas
• Fabricar para inventario y fabricar sobre pedido
• Nuevos productos y productos maduros
Es posible explicar la falta de operaciones enfocadas, como un concepto estratégico en las organizaciones actuales, por las siguientes razones:
• La variación o rotación de personal profesional o técnico en las operaciones;
• La producción por grandes volúmenes, que traen consigo los ahorros en costos operativos al producir en grades volúmenes y productos estándar;
• El no definir o la definición poco clara de la competencia distintiva de operaciones;
• El cambio de objetivos o políticas de operaciones, en respuestas a cambios del
entorno, pero que no son informados a todos los departamentos y unidades de operación contenidas en la planta. Otro concepto estratégico, que surge en operaciones, es el de curva de experiencia o
curva de aprendizaje, que describe el comportamiento de los costos en función del volumen y que resalta el aprendizaje que obtiene la dirección de operaciones conforme se adquiere más experiencia en la producción de un producto o servicio. Los beneficios del aprendizaje, se observan en la mejora de la rapidez, disminución del porcentaje de desperdicio o productos en desechos y ahorros de costos con nuevos métodos que son más eficientes.
La curva de experiencia es útil para la estimación de costos, medir el avance que hace operaciones en la reducción de costos, en el desarrollo de estrategias y apoyo en la toma de decisiones operacionales.
Por Ejemplo: Si la estrategia empresarial, para un determinado negocio, es de liderazgo en costo, cuando la curva de experiencia en operaciones avance más rápido que la competencia, los esfuerzos de operaciones y los beneficios del aprendizaje, permiten que esta estrategia empresarial sea más efectiva.
41Instituto Profesional Iplacex
Se recomienda la curva de experiencia en operaciones, en productos que se encuentran en la etapa de introducción de su ciclo de vida, ya que los costos disminuyen en forma rápida conforme se aumenta el volumen de producción. También, bajo una fuerte caída de los precios en un mercado con alta presión de la competencia, por lo que la disminución de costo rápida es necesaria para la sobrevivencia de la organización.
La dirección de operaciones puede evolucionar conforme su desempeño en las estrategias de operación implementadas; dicha evolución se presenta en la definición de 4 etapas de avance de la efectividad de operaciones. Etapa 1: Interna y Neutral En esta etapa, la dirección de operaciones es internamente neutral. Es decir, se minimizan los impactos negativos que puedan tener las operaciones sobre la gestión de la empresa y su estrategia, se caracteriza por estar todo bajo control, se usan estrategias planeadas y probadas, se esfuerzan por lograr los objetivos de corto plazo, el proceso es flexible y reactivo, los gerentes de operaciones son expertos en decisiones rápidas y desvinculadas de la estrategia empresarial, el área de operaciones no busca desarrollar nuevas tecnologías de proceso y se obtienen los equipos de producción de proveedores. Etapa 2: Externa y Neutral En esta etapa, la dirección de operaciones es externamente neutral. Esto significa que, la dirección de operaciones es neutral respecto a los factores externos, se considera tan buena como las operaciones de cualquier competidor de la industria. Las operaciones en esta etapa se caracterizan por; seguir las prácticas de la industria, la asignación de recurso se considera la base para manejar las operaciones, se reconoce la dinámica de la industria en que debe competir la empresa, se enfocan en productos nuevos y promociónales para alcanzar una
Por Ejemplo: Cuando la dirección de operaciones goza de los beneficios de la curva de experiencia, dada su consistencia con la estrategia empresarial y las condiciones del mercado; debe estar siempre atenta y no aferrarse a este concepto, pues cuando cambian las condiciones o el producto se encuentra en la etapa de madurez, las consecuencias de la curva de experiencia pueden ser desastrosa. No se deben dejar nunca de lado los gustos de los consumidores, es importante preocuparse de los costos, pero de que sirve producir un producto al mínimo costo si no satisface las necesidades o gustos de su mercado objetivo.

42Instituto Profesional Iplacex
ventaja competitiva. Operaciones no se considera a sí misma como una fortaleza competitiva. Etapa 3: De Apoyo Interno La dirección de operaciones en esta etapa se convierte en un apoyo interno a la estrategia empresarial, lo que se traduce en decisiones en operaciones congruentes y consistentes con la estrategia a nivel empresarial, y orientadas a mejorar la fortaleza competitiva. Operaciones se caracteriza por tener una visión clara y con objetivos de largo plazo, con políticas y estrategias enfocada a su capacidad distintiva. Generalmente, las organizaciones llegan a esta etapa como resultado de su buena gestión en la planeación de la estrategia en operaciones. Las empresas que se encuentran en esta etapa consideran el avance tecnológico como una respuesta natural a los cambios del ambiente, por lo que pueden desarrollar tecnologías diferentes a las del resto de la industria. Etapa 4: De Apoyo Externo En esta etapa se encuentran aquellas empresas que poseen operaciones efectivas y que representan un apoyo para la competitividad de la empresa. Este tipo de dirección de operaciones se caracteriza por anticiparse a prácticas competitivas nuevas, desarrollar formas únicas para administrar las operaciones, desarrolla procesos propios y su propio equipo para poder encontrarse a la vanguardia en tecnología, apoya a la dirección general en nuevas estrategias empresariales, analiza y considera las oportunidades y necesidades del mercado; todas estas prácticas en operaciones permiten obtener una ventaja competitiva en el área de producción y ser la base de la estrategia empresarial. Las empresas que se encuentran en esta etapa, poseen una administración funcional, en donde todas las funciones de la organización trabajan en conjunto para desarrollar e implementar la estrategia empresarial, el papel de la alta gerencia es “integrar las distintas funciones en un equipo que opere de manera uniforme”. El avance por estas etapas puede no ser correlativo, es decir es posible que una empresa salte de la etapa 1 a la 3, dependiendo del dominio de la etapa anterior. Las empresas que se encuentran en la etapa 3 – 4, son líderes en sus industrias como 3M, IBM y Toyota.
Realizar ejercicios nº13
43Instituto Profesional Iplacex
3. PRONÓSTICOS
La importancia de los pronósticos de venta en la gestión de operaciones radica en que las variaciones grandes, entre las ventas reales y lo que se pronóstico, pueden causar pérdidas considerables en operaciones en cuanto a: capacidad, inventario, reprogramación de producción, fuerza de trabajo, tiempo de entrega; lo que se traduce en altos costos.
La dirección de operaciones posee tres formas de ajustarse a las variaciones importantes de los pronósticos, no se trata de eliminar por completo el error de los pronósticos, pues se debe reconocer que “hasta los pronósticos muy bien hechos y por expertos, tendrán cierto margen de error”. Sin embargo, el objetivo es disminuir al máximo este margen de error, de manera de controlar los costos de los pronósticos en un margen razonable para la gestión de operaciones. Dado lo anterior, el estudio de los pronósticos de venta cumple un papel central dentro de las operaciones debido a su complejidad e impacto sobre todas las decisiones del área de producción. Existen muchos tipos de pronósticos, no obstante, sólo nos enfocaremos en el análisis del pronóstico de la demanda de producción de la función de operaciones y el pronóstico de venta. Es posible que, en la revisión de la literatura sobre el tema, el concepto de pronóstico de demanda y pronóstico de venta, se traten como sinónimos. Sin embargo, demanda y venta no siempre es lo mismo; ya que cuando la demanda no se ve limitada por la capacidad u otras políticas administrativas, el pronóstico de la demanda será lo mismo que le pronóstico de venta; en caso contrario, las ventas podrían ser ligeramente inferior a la demanda de los clientes.
Por Ejemplo: Lo esencial que son los pronósticos de venta en el área de operaciones se muestra claramente en la siguiente situación: Supongamos que, la empresa FUTURAMA fabricantes de vajillas, pronostica una venta de 500.000 cajas de una línea en particular de vajilla para un semestre determinado, pero realmente sólo se vende 80.000. La diferencia entre lo pronosticado y lo real son 420.000 cajas del producto, si la empresa no tiene esa capacidad de inventario deberá arrendar un espacio o destinar una ubicación interna para el producto; probablemente, el nivel de la fuerza de trabajo disminuirá para reducir el nivel de producción de los próximos semestres. Por lo que, grandes variaciones en los pronósticos elevan los costos o tienen grandes repercusiones, en todo tipo de operaciones.

44Instituto Profesional Iplacex
También se debe aclarar la diferencia entre el concepto de pronóstico y el de planeación, esta última hace referencia a lo que se considera debería suceder en el futuro y, al contrario, el pronóstico se refiere a lo que se cree que sucederá en el futuro. Es decir, la planeación es un esfuerzo administrativo por intentar alterar los eventos del futuro; en cambio, los pronósticos sólo se utilizan para predecir estos eventos del futuro.
La necesidad de predecir el futuro se da cuando se juntan tres elementos característicos y confirmativos de los pronósticos, a saber: i) Todos lo pronósticos relacionan el futuro con el pasado, por lo que el elemento tiempo está directamente involucrado con la elaboración de pronósticos, cuando se modifica el punto en el tiempo para el cual se está pronosticando, el pronóstico se ve inmediatamente afectado, ii) La incertidumbre es otro elemento que siempre esta presente en los pronósticos, cuando existe certeza de lo que pasará en el futuro la gestión administrativa no ve la necesidad de utilizar pronósticos, y iii) Por último, la confianza de los datos a utilizar para elaborar el pronóstico determinan el grado de detalle y exactitud de la información a pronosticar.
Definición de Pronóstico: Se entiende por pronóstico aquella estimación anticipada del valor de una variable, como por ejemplo la demanda de producción de la función de operaciones, la demanda de un producto en particular, de ventas, etc. El uso de los pronósticos en operaciones o producción, permite a la dirección de operaciones tomar decisiones en cuanto a: costo de materia prima, costo de mano de obra, disponibilidad de materia prima, disponibilidad de la fuerza de trabajo, requerimientos de mantención de equipos o automatización, capacidad de producción, por nombrar algunas instancias.
Por Ejemplo: Cuando las instalaciones físicas de las operaciones, para un taller de tejido artesanal, se encuentran limitadas a la capacidad financiera de sus dueños, que recién emprenden un negocio familiar, el pronóstico de la demanda no representará -en ningún caso- el pronóstico de las ventas. Es decir, el pronóstico de la demanda por productos tejidos artesanalmente se encontrará muy por encima del pronóstico de venta del taller, el cual sólo podrá atender a parte de su mercado objetivo, dada su capacidad o nivel de producción local.

45Instituto Profesional Iplacex
En operaciones, los pronósticos como insumo para la toma de decisiones, se utilizan en las áreas de decisión sobre diseño del proceso, planeación de la capacidad e inventarios; cuya necesidad de información se analiza a continuación y en forma independiente para cada área de responsabilidad operacional. i) Diseño del Proceso, las decisiones sobre el proceso tienen una naturaleza de largo plazo, lo que se traduce en una necesidad de pronósticos que se anticipen por varios años y que apoyen las decisiones sobre el tipo de proceso, el grado de automatización, la tecnología a utilizar, las líneas de producción, etc.
ii) Planeación de la Capacidad, las decisiones sobre la capacidad necesitan de los pronósticos en diferentes niveles de agregación y precisión. Es decir, para la planeación de la capacidad, la dirección de operaciones necesita un pronóstico a largo plazo y anticipado; en cuanto a la planeación de la capacidad por línea de productos, el gerente de operaciones necesita de pronósticos más detallados que le permitan determinar los planes de contratación, subcontratación y sobre el equipo o tecnología a utilizar en la línea. Cabe señalar que, los pronósticos a corto plazo son más detallados y exactos que los de largo plazo.
Por Ejemplo: Cuando existe un pronóstico bajo de ventas, en cuanto a la necesidad de capacidad, posiblemente, la dirección de operaciones debe determinar disminuciones en los niveles de contratación de personal o subcontratación. Un pronóstico de venta bajo, más detallado y de corto plazo, permite al gerente de venta tomar decisiones en cuanto a la capacidad de cada una de sus líneas de producción y los equipos, que en ellas se utilizan.
Por Ejemplo: Cuando existe un pronóstico bajo de ventas, en cuanto a la necesidad de diseño del proceso, la dirección de operaciones debe tratar de diseñar un proceso lo más sencillo posible y de baja automatización. En caso contrario, cuando se pronostica un volumen mayor de ventas, operaciones debiera decidirse por un diseño de proceso más elaborado y automatizado.
46Instituto Profesional Iplacex
iii) Inventarios, esta área de responsabilidad en operaciones necesita de pronósticos detallados y referidos a los productos o servicios que se producen, debido a que las decisiones de inventario dan como resultado acciones de compra que tienden a ser de naturaleza estratégica empresarial y de corto plazo.
En síntesis, el pronóstico es un insumo para muchas de las decisiones sobre operaciones, y dado que, existe una variedad de decisiones en operación, existirán diferentes necesidades de pronósticos relacionados. En base a las necesidades diferentes de información del futuro, es posible distinguir métodos de pronósticos: cualitativos y cuantitativos.
Métodos de Pronósticos: Cualitativos: este tipo de métodos dependen básicamente del juicio gerencial o del profesional que lo elabora, por lo que, es muy posible que dos individuos utilicen el mismo método cualitativo y lleguen a dos pronósticos ampliamente distintos. Los pronósticos cualitativos son de utilidad cuando no se tiene información del pasado o ésta no es confiable para predecir el futuro, por lo que se toman los mejores datos disponibles para elaborar un pronóstico. Cuantitativos: se reconocen dos métodos cuantitativos para elaborar pronósticos, que se definen como i) los que son por series de tiempo, y ii) los que son causales. En términos generales, los métodos cuantitativos hacen uso de un modelo subyacente para llegar a un pronóstico, bajo la premisa básica de que los datos del pasado o los patrones son indicadores confiables para predecir el futuro de la demanda de la función de operaciones o las ventas de la empresa.
Por Ejemplo: En el caso de las decisiones sobre inventarios y programación, por la gran cantidad de artículos que normalmente se involucran con la producción de un bien -manufactura-, necesitan de una gran cantidad de pronósticos, por lo que se utilizan sistemas computarizados de pronósticos para este tipo de decisiones, como: compra de materias primas por producto, nivel de inventario de materia prima por productos, etc.
Realizar ejercicios nº14 al 16
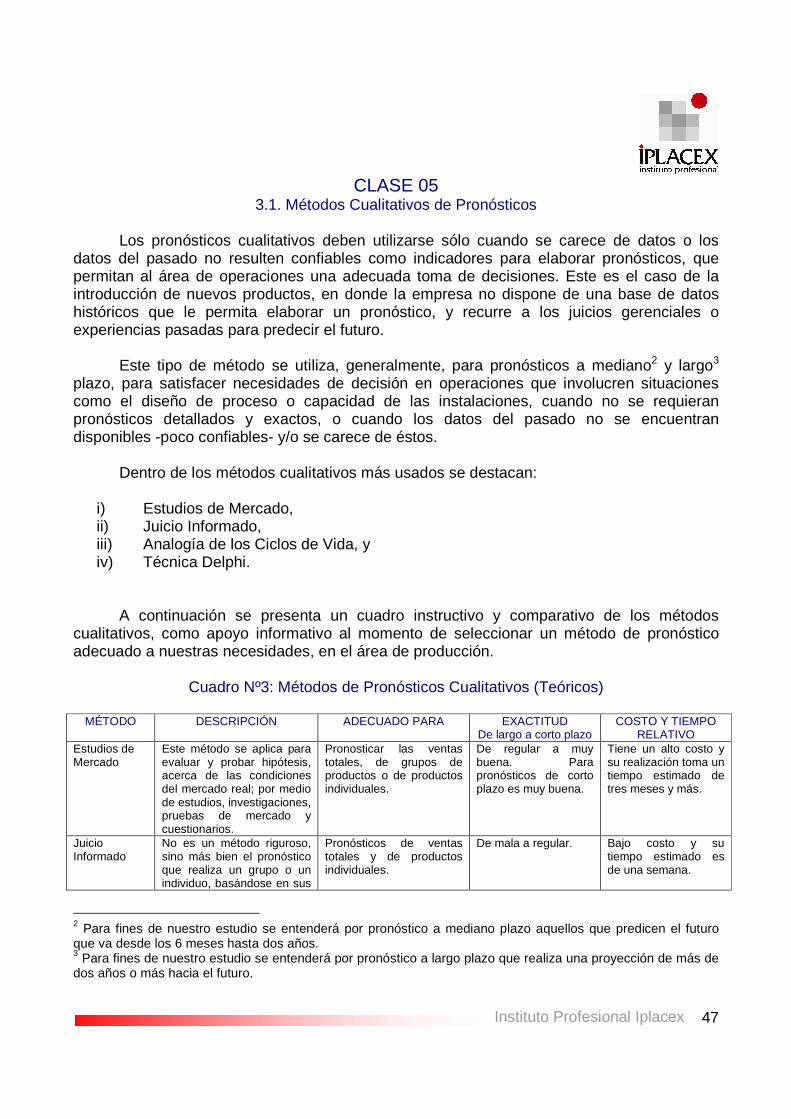
47Instituto Profesional Iplacex
CLASE 05 3.1. Métodos Cualitativos de Pronósticos
Los pronósticos cualitativos deben utilizarse sólo cuando se carece de datos o los datos del pasado no resulten confiables como indicadores para elaborar pronósticos, que permitan al área de operaciones una adecuada toma de decisiones. Este es el caso de la introducción de nuevos productos, en donde la empresa no dispone de una base de datos históricos que le permita elaborar un pronóstico, y recurre a los juicios gerenciales o experiencias pasadas para predecir el futuro. Este tipo de método se utiliza, generalmente, para pronósticos a mediano2 y largo3 plazo, para satisfacer necesidades de decisión en operaciones que involucren situaciones como el diseño de proceso o capacidad de las instalaciones, cuando no se requieran pronósticos detallados y exactos, o cuando los datos del pasado no se encuentran disponibles -poco confiables- y/o se carece de éstos. Dentro de los métodos cualitativos más usados se destacan:
i) Estudios de Mercado, ii) Juicio Informado, iii) Analogía de los Ciclos de Vida, y iv) Técnica Delphi.
A continuación se presenta un cuadro instructivo y comparativo de los métodos cualitativos, como apoyo informativo al momento de seleccionar un método de pronóstico adecuado a nuestras necesidades, en el área de producción.
Cuadro Nº3: Métodos de Pronósticos Cualitativos (Teóricos)
MÉTODO DESCRIPCIÓN ADECUADO PARA EXACTITUD De largo a corto plazo
COSTO Y TIEMPO RELATIVO
Estudios de Mercado
Este método se aplica para evaluar y probar hipótesis, acerca de las condiciones del mercado real; por medio de estudios, investigaciones, pruebas de mercado y cuestionarios.
Pronosticar las ventas totales, de grupos de productos o de productos individuales.
De regular a muy buena. Para pronósticos de corto plazo es muy buena.
Tiene un alto costo y su realización toma un tiempo estimado de tres meses y más.
Juicio Informado
No es un método riguroso, sino más bien el pronóstico que realiza un grupo o un individuo, basándose en sus
Pronósticos de ventas totales y de productos individuales.
De mala a regular. Bajo costo y su tiempo estimado es de una semana.
2 Para fines de nuestro estudio se entenderá por pronóstico a mediano plazo aquellos que predicen el futuro que va desde los 6 meses hasta dos años. 3 Para fines de nuestro estudio se entenderá por pronóstico a largo plazo que realiza una proyección de más de dos años o más hacia el futuro.

48Instituto Profesional Iplacex
experiencias, intuición personal y por hechos relacionados con la situación.
Analogía de los Ciclo de Vida.
Se basa en el análisis comparativo de las fases de introducción, crecimiento y saturación de productos similares.
Pronósticos de ventas a largo plazo, para la planeación de la capacidad o instalaciones.
De Buena a mala. Los pronósticos de corto plazo su exactitud es mala.
Tiene un costo medio y su tiempo de realización se estima en un mes y más.
Delphi Este método se desarrolla mediante un grupo de expertos que responden las mismas preguntas en rodas sucesivas, complementado las respuestas de la ronda anterior, en forma anónima, antes de responder nuevamente.
Recomendada para los pronósticos de largo plazo, pronósticos de ventas para la planeación de capacidad o instalaciones, pronósticos tecnológicos para anticiparse a los cambios tecnológicos.
De regular a muy buena, ya sea para corto, mediano o largo plazo.
Tiene un costo que va desde medio a alto, con un tiempo estimado de elaboración de más de dos meses.
Consenso de un Panel
Es similar a la técnica Delphi, la diferencia esta en que la calidad de los expertos es menor o carecen de éstos.
Tiene los mismos usos que el método Delphi.
De Baja a regular, debido a que el panel no esta compuestos por expertos.
Su costo es bajo y el tiempo estimado para su realización es de más de dos semanas.
Para clarificar un poco más estos conceptos, a continuación se abordará brevemente los métodos de pronósticos cualitativos que derivan de los definidos teóricamente. Cabe señalar que, cada pronóstico es una composición teórica al igual que el método que usa para predecir el futuro; por ende en la práctica es posible encontrar métodos combinados que permiten mejorar la credibilidad del pronóstico. A. Método Delphi: que se basa en la elaboración de pronósticos a partir de la opinión anónima de un grupo de expertos o gerentes experimentados. Este método consiste en una serie de rondas de preguntas que deben responder por escrito cada uno de los expertos, luego de la primera ronda se tabulan las respuestas anónimas y se retroalimenta al grupo con éstas y las estadísticas descriptivas que resumen la información; luego se le pide a los expertos que reconsideren sus respuestas y respondan nuevamente, y así sucesivamente. Este procedimiento se repite -con frecuencia- entre cuatro a seis rondas, aunque el mínimo son tres veces, hasta que se logre un grado adecuado de consenso y con el objetivo de utilizar las estimaciones de la última ronda. La mayor crítica de este método de pronóstico, es la tendencia a que el proceso de retroalimentación obliga a estar de acuerdo con la media del grupo, por lo cual a este método también se le conoce como “ignorancia de grupo”. Sin embargo, este método es adecuado para obtener pronósticos razonables cuando la situación es muy incierta o se carece de datos del pasado; sus ventajas derivan de una interacción grupal controlada y la expresión de la retroalimentación mediante herramientas estadística, como también el carácter anónimo de las opiniones de los expertos evita la influencia jerárquica y permite el poder cambiar de opinión.

49Instituto Profesional Iplacex
B. Jurado de Opinión Ejecutiva: este método puede resultar una aproximación, más conveniente, del método Delphi, que consiste en agrupar las opiniones de un grupo de expertos de la alta gerencia, a menudo en combinación con modelos estadísticos. Las críticas a este método surgen de la interacción grupal, es decir, el número de participantes del grupo no garantiza que se conforme por expertos del tema, y la posición gerencial o funcional de algunos miembros del jurado puede afectar la veracidad de sus opiniones -por interés o por no contrariar a alguien de nivel superior-. Dado lo anterior, para el uso de este método es clave la correcta elección de los participantes. C. Proposición del Personal Comercial: método que consiste en agrupar a la fuerza de venta y revisar en conjunto las estimaciones de venta, lo que permite concluir con un pronóstico global. La crítica que puede hasta invalidar este método, es que los vendedores pueden ser una fuente poco confiable para estimar las ventas futuras, debido al interés en subestimar o sobreestimar en función de la metodología de incentivos por ventas que establezca la organización. D. Estudio de Mercado: este método cualitativo de pronóstico requiere de la colaboración del mercado, es decir, se solicita información de los clientes sobre sus intensiones futuras de compra; lo que incluye tanto sus preferencias, experiencia con el productos, sus necesidades actuales, hasta una definición del precio máximo que estarían dispuestos a pagar por el producto o servicio. De la descripción anterior, se puede extraer la principal crítica a este método “no siempre lo que dice el cliente es lo que hace”, por lo que la exactitud del pronóstico va a depender del contexto que rodee al estudio de mercado. E. Método de la Analogía: la mayoría de los métodos de pronóstico utilizan algún tipo de modelo que se supone reproduce las relaciones entre los diversos aspectos, atributos, y variables de los acontecimientos que se predicen. Es así como, es posible comparar la variable con otra que sigue patrones similares de desarrollo, este proceso de pronosticar consiste en explorar el desarrollo reciente de la variable a pronosticar, encontrar una variable similar que ha experimentado un desarrollo similar, se reúnen los datos de ésta y, luego, se determina el punto del tiempo (t) cuando la variable similar estaba en un estado semejante al actual de la variable en estudio. En base a la comparación, se puede tomar como pronóstico para la variable en estudio el desarrollo de la variable similar después del tiempo t. La crítica del método de la analogía es que es difícil determinar la incertidumbre de sus resultados. En operaciones es posible utilizar este método para pronosticar las ventas de un nuevo producto, que por analogía pudiese compararse con el desarrollo o ciclo de vida de un producto actual de la empresa.
Realizar ejercicios nº17

50Instituto Profesional Iplacex
3.2. Método de Pronósticos por Series de Tiempo (Cuantitativo)
Este es una de las técnicas cuantitativas para elaborar pronósticos, que serán materia de estudio; específicamente, en este apartado se abordarán los métodos por series de tiempo que se conocen como Medias Móviles, Suavización Exponencial y Descomposición Clásica. Pero antes, se describe en forma general este método para elaborar pronósticos. Los métodos por series de tiempo se utilizan para hacer análisis detallados de los patrones de demanda en el pasado, a lo largo del tiempo y aprovechar estos patrones hacia el futuro. Esta forma de pronosticar requiere de la siguiente premisa básica “la demanda se puede dividir en componentes como nivel promedio, tendencia, estacionalidad, ciclos y error. La estrategia básica que se usa en los pronósticos por series de tiempo, es identificar la magnitud y la forma de cada uno de los componentes basándose en los datos disponibles del pasado; estos componentes -con excepción del componente aleatorio- se proyectan hacia el futuro, cuando el componente aleatorio es pequeño y persistente en el futuro, se puede decir que el pronóstico es confiable.
Por Ejemplo: Para clarificar el concepto de serie de tiempo, a continuación se presenta la cantidad demanda de un producto x, para diferentes períodos consecutivos.
Demanda Dt 30 42 55 100 35 46 59 120 43 57 Tiempo t 1 2 3 4 5 6 7 8 9 10
Esta serie de tiempo puede ser graficada, denotando el eje “X” como Tiempo (t) y el eje “Y” la Demanda (Dt), uniendo cada una de los puntos que conforman los pares ordenados (t, Dt).
S erie de T iem po D em anda del B ien X
3042
55
100
3546
120
43
5759
0
20
40
60
80
100
120
140
1 2 3 4 5 6 7 8 9 10
Tiem po (t)
Dem
anda
(D
t)
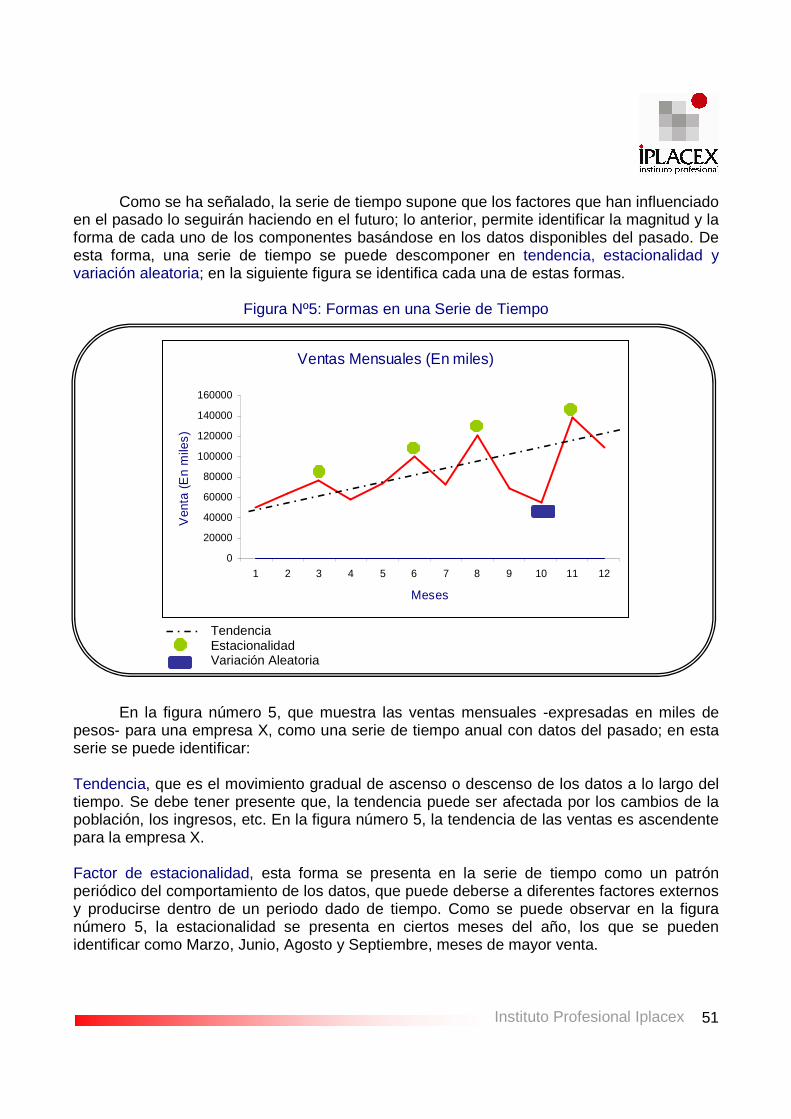
51Instituto Profesional Iplacex
Como se ha señalado, la serie de tiempo supone que los factores que han influenciado en el pasado lo seguirán haciendo en el futuro; lo anterior, permite identificar la magnitud y la forma de cada uno de los componentes basándose en los datos disponibles del pasado. De esta forma, una serie de tiempo se puede descomponer en tendencia, estacionalidad y variación aleatoria; en la siguiente figura se identifica cada una de estas formas.
Figura Nº5: Formas en una Serie de Tiempo
Ventas Mensuales (En miles)
0
20000
40000
60000
80000
100000
120000
140000
160000
1 2 3 4 5 6 7 8 9 10 11 12
Meses
Ven
ta (
En
mile
s)
Tendencia Estacionalidad Variación Aleatoria En la figura número 5, que muestra las ventas mensuales -expresadas en miles de pesos- para una empresa X, como una serie de tiempo anual con datos del pasado; en esta serie se puede identificar: Tendencia, que es el movimiento gradual de ascenso o descenso de los datos a lo largo del tiempo. Se debe tener presente que, la tendencia puede ser afectada por los cambios de la población, los ingresos, etc. En la figura número 5, la tendencia de las ventas es ascendente para la empresa X. Factor de estacionalidad, esta forma se presenta en la serie de tiempo como un patrón periódico del comportamiento de los datos, que puede deberse a diferentes factores externos y producirse dentro de un periodo dado de tiempo. Como se puede observar en la figura número 5, la estacionalidad se presenta en ciertos meses del año, los que se pueden identificar como Marzo, Junio, Agosto y Septiembre, meses de mayor venta.
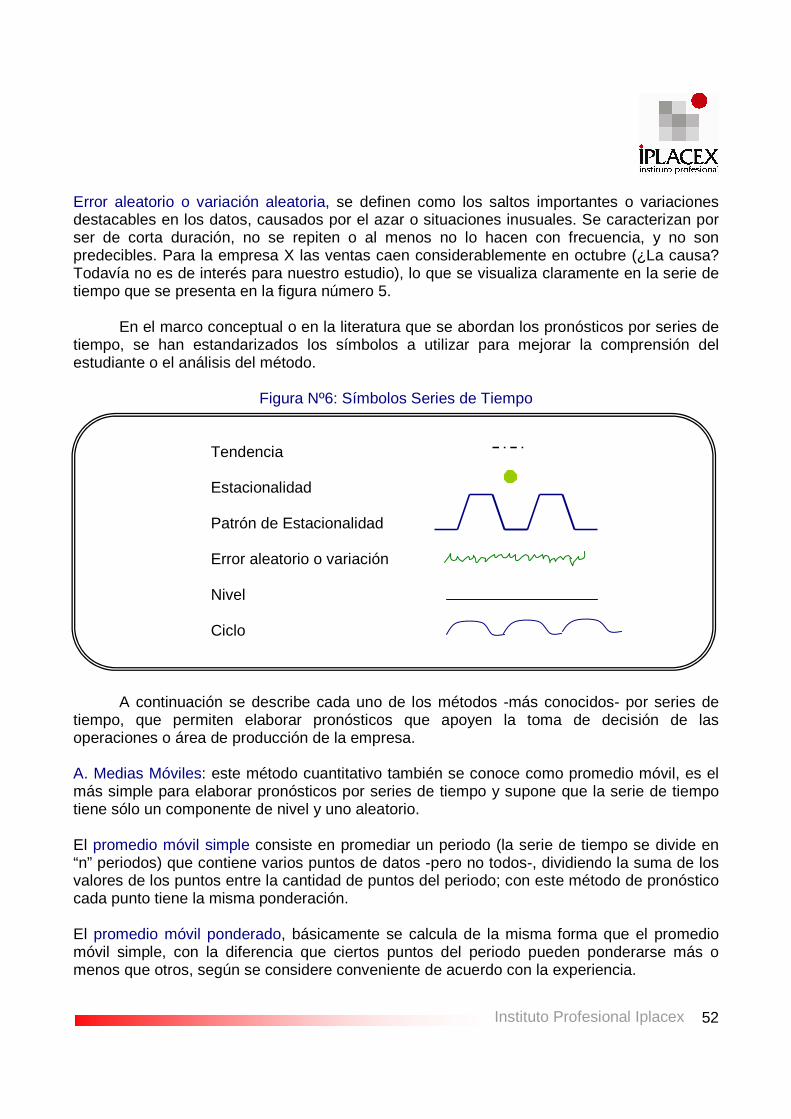
52Instituto Profesional Iplacex
Error aleatorio o variación aleatoria, se definen como los saltos importantes o variaciones destacables en los datos, causados por el azar o situaciones inusuales. Se caracterizan por ser de corta duración, no se repiten o al menos no lo hacen con frecuencia, y no son predecibles. Para la empresa X las ventas caen considerablemente en octubre (¿La causa? Todavía no es de interés para nuestro estudio), lo que se visualiza claramente en la serie de tiempo que se presenta en la figura número 5. En el marco conceptual o en la literatura que se abordan los pronósticos por series de tiempo, se han estandarizados los símbolos a utilizar para mejorar la comprensión del estudiante o el análisis del método.
Figura Nº6: Símbolos Series de Tiempo
Tendencia Estacionalidad Patrón de Estacionalidad Error aleatorio o variación Nivel Ciclo
A continuación se describe cada uno de los métodos -más conocidos- por series de tiempo, que permiten elaborar pronósticos que apoyen la toma de decisión de las operaciones o área de producción de la empresa. A. Medias Móviles: este método cuantitativo también se conoce como promedio móvil, es el más simple para elaborar pronósticos por series de tiempo y supone que la serie de tiempo tiene sólo un componente de nivel y uno aleatorio. El promedio móvil simple consiste en promediar un periodo (la serie de tiempo se divide en “n” periodos) que contiene varios puntos de datos -pero no todos-, dividiendo la suma de los valores de los puntos entre la cantidad de puntos del periodo; con este método de pronóstico cada punto tiene la misma ponderación. El promedio móvil ponderado, básicamente se calcula de la misma forma que el promedio móvil simple, con la diferencia que ciertos puntos del periodo pueden ponderarse más o menos que otros, según se considere conveniente de acuerdo con la experiencia.
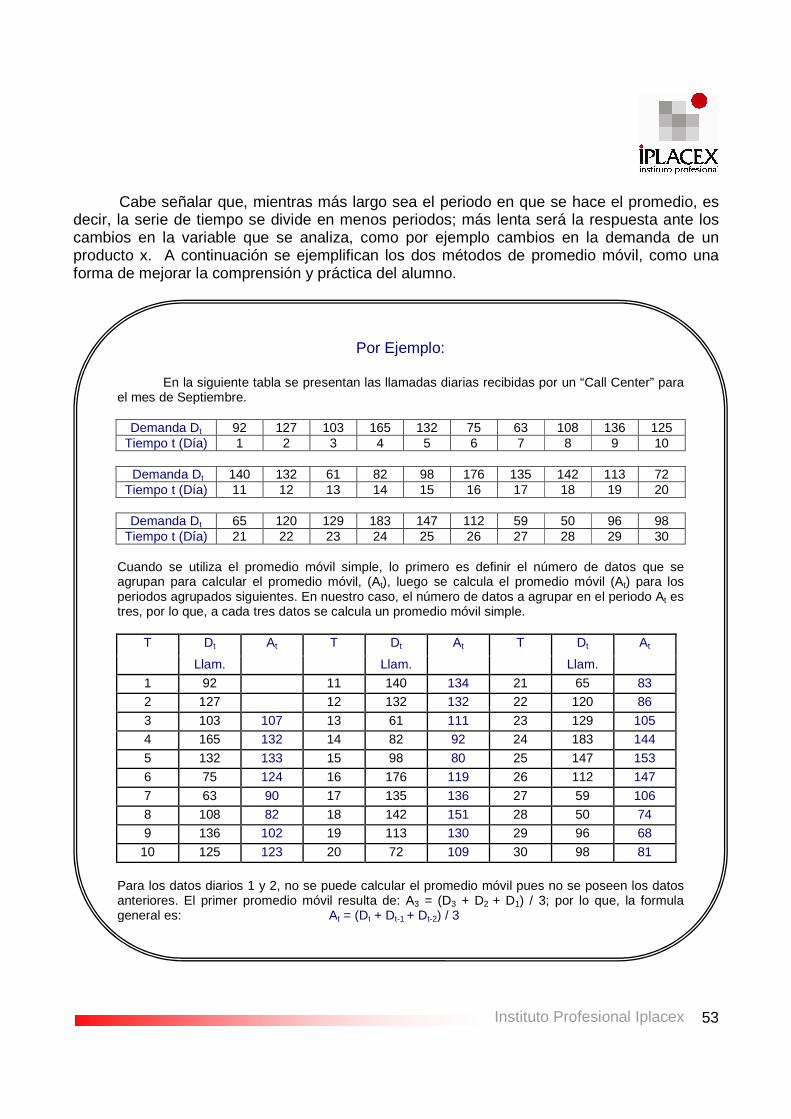
53Instituto Profesional Iplacex
Cabe señalar que, mientras más largo sea el periodo en que se hace el promedio, es decir, la serie de tiempo se divide en menos periodos; más lenta será la respuesta ante los cambios en la variable que se analiza, como por ejemplo cambios en la demanda de un producto x. A continuación se ejemplifican los dos métodos de promedio móvil, como una forma de mejorar la comprensión y práctica del alumno.
Por Ejemplo: En la siguiente tabla se presentan las llamadas diarias recibidas por un “Call Center” para el mes de Septiembre.
Demanda Dt 92 127 103 165 132 75 63 108 136 125 Tiempo t (Día) 1 2 3 4 5 6 7 8 9 10
Demanda Dt 140 132 61 82 98 176 135 142 113 72
Tiempo t (Día) 11 12 13 14 15 16 17 18 19 20
Demanda Dt 65 120 129 183 147 112 59 50 96 98 Tiempo t (Día) 21 22 23 24 25 26 27 28 29 30
Cuando se utiliza el promedio móvil simple, lo primero es definir el número de datos que se agrupan para calcular el promedio móvil, (At), luego se calcula el promedio móvil (At) para los periodos agrupados siguientes. En nuestro caso, el número de datos a agrupar en el periodo At es tres, por lo que, a cada tres datos se calcula un promedio móvil simple.
T Dt At T Dt At T Dt At
Llam. Llam. Llam.
1 92 11 140 134 21 65 83
2 127 12 132 132 22 120 86
3 103 107 13 61 111 23 129 105
4 165 132 14 82 92 24 183 144
5 132 133 15 98 80 25 147 153
6 75 124 16 176 119 26 112 147
7 63 90 17 135 136 27 59 106
8 108 82 18 142 151 28 50 74
9 136 102 19 113 130 29 96 68
10 125 123 20 72 109 30 98 81
Para los datos diarios 1 y 2, no se puede calcular el promedio móvil pues no se poseen los datos anteriores. El primer promedio móvil resulta de: A3 = (D3 + D2 + D1) / 3; por lo que, la formula general es: At = (Dt + Dt-1 + Dt-2) / 3

54Instituto Profesional Iplacex
Como se supone que la serie de tiempo es horizontal, el mejor pronóstico para el periodo t +1 es simplemente una combinación de la demanda promedio observada a lo largo del periodo t. De esta forma se obtiene el Pronóstico de N Periodos Ft, por lo que Ft+1 = At. Cada vez que se calcula Ft+1, la variable más reciente se incluye en el promedio y se quita la observación de la variable más antigua, este procedimiento mantiene un número N de periodos de observación de la variable dentro del pronóstico y permite que el promedio se mueva conforme se observan los nuevos datos.
Por Ejemplo: En nuestro caso se obtiene el pronóstico de tres periodos (Ft), el cual se presenta a continuación:
T Dt At Ft T Dt At Ft T Dt At Ft
Llam. Pron.3 Llam. Pron.3 Llam. Pron.3
1 92 11 140 134 123 21 65 83 109
2 127 12 132 132 134 22 120 86 83
3 103 107 13 61 111 132 23 129 105 86
4 165 132 107 14 82 92 111 24 183 144 105
5 132 133 132 15 98 80 92 25 147 153 144
6 75 124 133 16 176 119 80 26 112 147 153
7 63 90 124 17 135 136 119 27 59 106 147
8 108 82 90 18 142 151 136 28 50 74 106
9 136 102 82 19 113 130 151 29 96 68 74
10 125 123 102 20 72 109 130 30 98 81 68
Serie de Tiempo y Pronóstico Móvil para Tres Períodos
0
20
40
60
80
100
120
140
160
180
200
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Días del Mes
Can
tidad
de
Llam
adas
Dia
rias
Datos de las llamadas recibidas diariamente por el Call Center Promedio Móvil de tres periodos
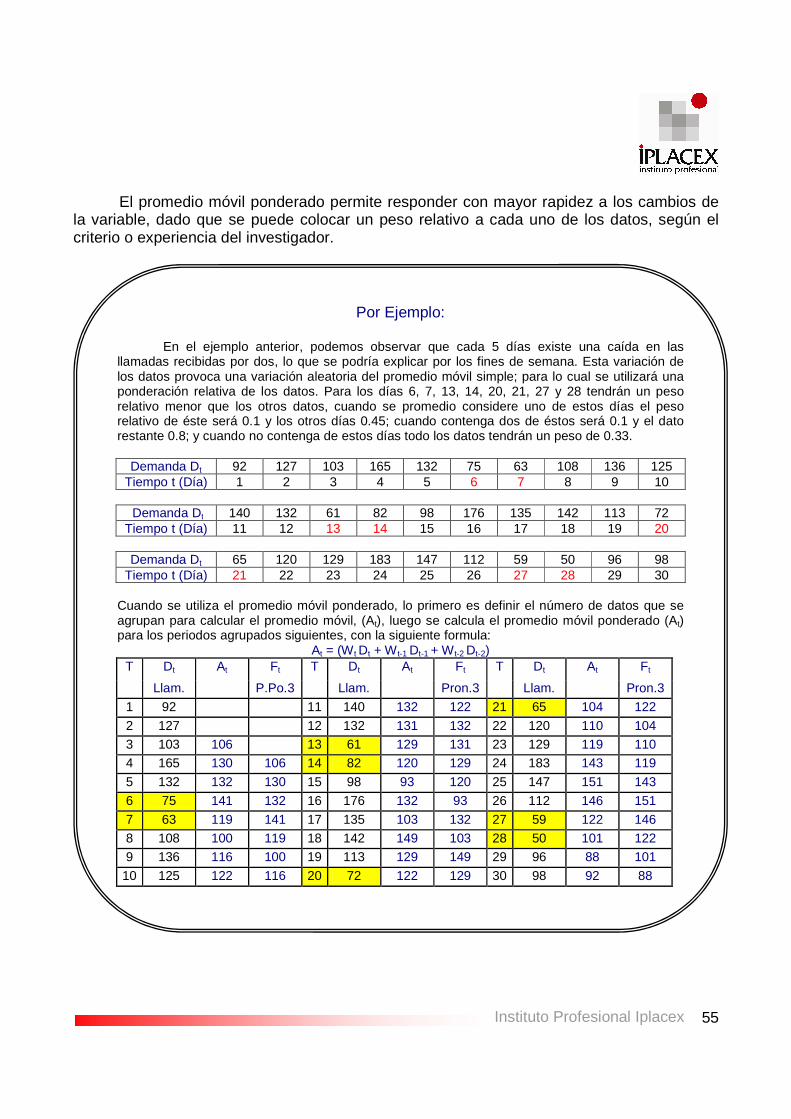
55Instituto Profesional Iplacex
El promedio móvil ponderado permite responder con mayor rapidez a los cambios de la variable, dado que se puede colocar un peso relativo a cada uno de los datos, según el criterio o experiencia del investigador.
Por Ejemplo: En el ejemplo anterior, podemos observar que cada 5 días existe una caída en las llamadas recibidas por dos, lo que se podría explicar por los fines de semana. Esta variación de los datos provoca una variación aleatoria del promedio móvil simple; para lo cual se utilizará una ponderación relativa de los datos. Para los días 6, 7, 13, 14, 20, 21, 27 y 28 tendrán un peso relativo menor que los otros datos, cuando se promedio considere uno de estos días el peso relativo de éste será 0.1 y los otros días 0.45; cuando contenga dos de éstos será 0.1 y el dato restante 0.8; y cuando no contenga de estos días todo los datos tendrán un peso de 0.33.
Demanda Dt 92 127 103 165 132 75 63 108 136 125 Tiempo t (Día) 1 2 3 4 5 6 7 8 9 10
Demanda Dt 140 132 61 82 98 176 135 142 113 72
Tiempo t (Día) 11 12 13 14 15 16 17 18 19 20
Demanda Dt 65 120 129 183 147 112 59 50 96 98 Tiempo t (Día) 21 22 23 24 25 26 27 28 29 30
Cuando se utiliza el promedio móvil ponderado, lo primero es definir el número de datos que se agrupan para calcular el promedio móvil, (At), luego se calcula el promedio móvil ponderado (At) para los periodos agrupados siguientes, con la siguiente formula:
At = (Wt Dt + Wt-1 Dt-1 + Wt-2 Dt-2) T Dt At Ft T Dt At Ft T Dt At Ft
Llam. P.Po.3 Llam. Pron.3 Llam. Pron.3
1 92 11 140 132 122 21 65 104 122
2 127 12 132 131 132 22 120 110 104
3 103 106 13 61 129 131 23 129 119 110
4 165 130 106 14 82 120 129 24 183 143 119
5 132 132 130 15 98 93 120 25 147 151 143
6 75 141 132 16 176 132 93 26 112 146 151
7 63 119 141 17 135 103 132 27 59 122 146
8 108 100 119 18 142 149 103 28 50 101 122
9 136 116 100 19 113 129 149 29 96 88 101
10 125 122 116 20 72 122 129 30 98 92 88
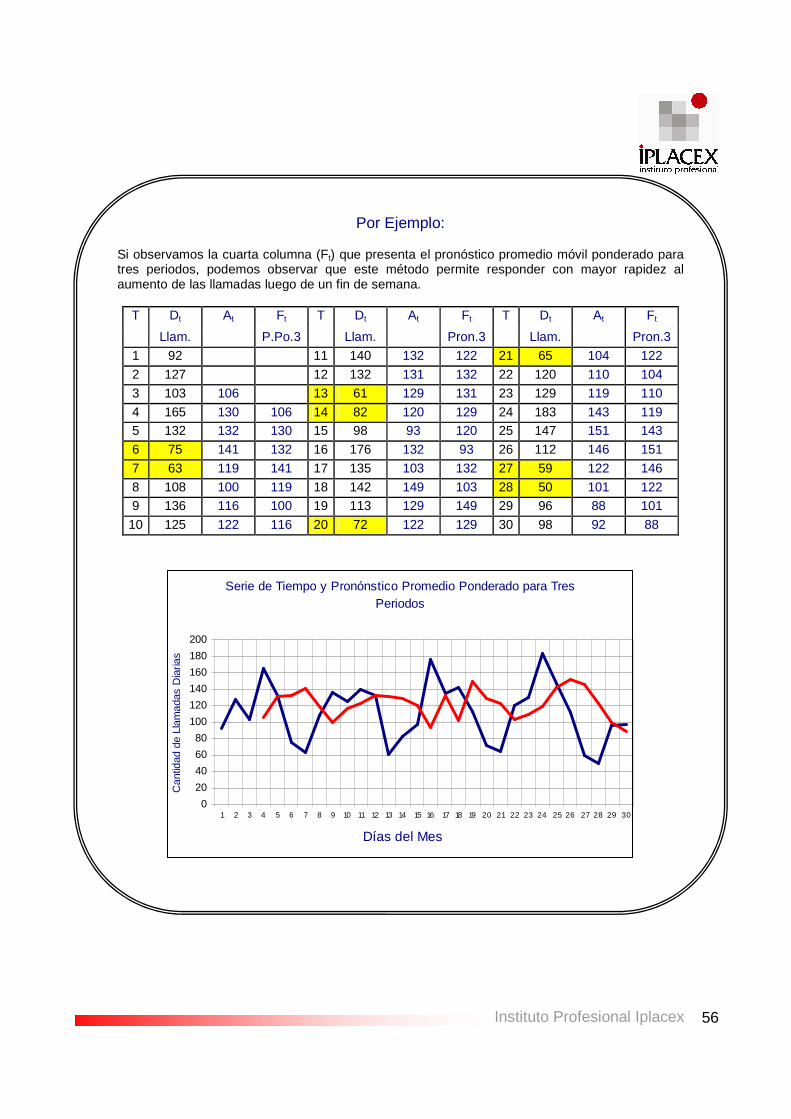
56Instituto Profesional Iplacex
Por Ejemplo:
Si observamos la cuarta columna (Ft) que presenta el pronóstico promedio móvil ponderado para tres periodos, podemos observar que este método permite responder con mayor rapidez al aumento de las llamadas luego de un fin de semana.
T Dt At Ft T Dt At Ft T Dt At Ft
Llam. P.Po.3 Llam. Pron.3 Llam. Pron.3
1 92 11 140 132 122 21 65 104 122
2 127 12 132 131 132 22 120 110 104
3 103 106 13 61 129 131 23 129 119 110
4 165 130 106 14 82 120 129 24 183 143 119 5 132 132 130 15 98 93 120 25 147 151 143
6 75 141 132 16 176 132 93 26 112 146 151
7 63 119 141 17 135 103 132 27 59 122 146
8 108 100 119 18 142 149 103 28 50 101 122
9 136 116 100 19 113 129 149 29 96 88 101
10 125 122 116 20 72 122 129 30 98 92 88
Serie de Tiempo y Pronónstico Promedio Ponderado para Tres Periodos
0
20
40
60
80
100
120
140
160
180
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Días del Mes
Can
tidad
de
Llam
adas
Dia
rias
57Instituto Profesional Iplacex
Es necesario resaltar que el promedio móvil simple es solamente un caso especial del promedio móvil ponderado, en donde el peso relativo de cada uno de los datos es el mismo. Una desventaja del promedio móvil ponderado es que debe utilizarse toda la historia de la demanda de los periodos (N) junto con el cálculo; como también, la respuesta de un promedio móvil ponderado no puede cambiarse tan fácilmente sin alterar sus pesos específicos.
CLASE 06 B. Suavización Exponencial: como una respuesta a las desventajas que presenta el método de promedios móvil ponderados, se ha desarrollado el método de suavización exponencial. Este método se basa en la idea, muy simple, de que es posible calcular un promedio nuevo a partir de un promedio anterior y también de la demanda más recientemente observada. Generalmente, los datos más recientes debieran tener una ponderación mayor que los promedios de datos más antiguos, ponderación que disminuye conforme más antiguos son los datos.
Para formalizar el razonamiento, que presenta el método de pronóstico de suavización exponencial de los datos, se determina la siguiente formula:
At = αDt + (1 – α)At-1 (*)
En donde, At-1 es el promedio móvil anterior, Dt es la observación de la variable que se acaba de observar y α es la proporción del peso que se da a la variación nueva contra la que se da al promedio móvil anterior. (0 < α < 1)
Cuando se desea que At responda en alto grado a la observación reciente, se debe elegir un mayor valor para α, es decir, un valor más cercano a 1; en caso contrario, cuando se desea que el pronóstico At responda con mayor lentitud, entonces α deberá ser más cerca al cero. Como antes:
Ft+1 = At (**)
Utilizando ambas formulas (* y **) se obtiene la siguiente ecuación para obtener el pronóstico bajo el método de suavizamiento exponencial.
Realizar ejercicios nº18 al 21
58Instituto Profesional Iplacex
Ft+1 = Ft + α(Dt – Ft)
Nota: A modo de ejercicio realice la demostración de obtener Ft+1, al reemplazar At con su formula de resolución (αDt + (1 – α)At-1).
En síntesis, la suavización exponencial es simplemente una forma especial que adquiere el promedio ponderado en donde el peso relativo de la observación o promedio disminuye exponencialmente con el tiempo. Desafortunadamente, este método de pronóstico no siempre puede utilizarse en la práctica debido a la tendencia que tienen los datos a mostrar variaciones de acuerdo con las estaciones. Las principales razones de popularidad de las técnicas de suavizamiento son:
• Los modelos exponenciales tienen una presión sorprendente.
• Es muy fácil formular un modelo exponencial.
• El investigador puede comprender como funciona el modelo.
• Se requiere muy pocos cálculos para usar el modelo.
• Cómo se usan datos históricos limitados, son pocos los requisitos de almacenamiento en computadores.
• Es fácil calcular pruebas para de terminar la precisión del modelo en la práctica.
C. Descomposición Clásica: consiste en el método de pronóstico cualitativo que parte de la suposición básica de que “la serie de tiempo se puede descomponer en sus principales elementos” como son tendencia, ciclicidad, estacionalidad e irregularidad. Es una técnica apropiada para un horizonte de tiempo de corto y mediano plazo.
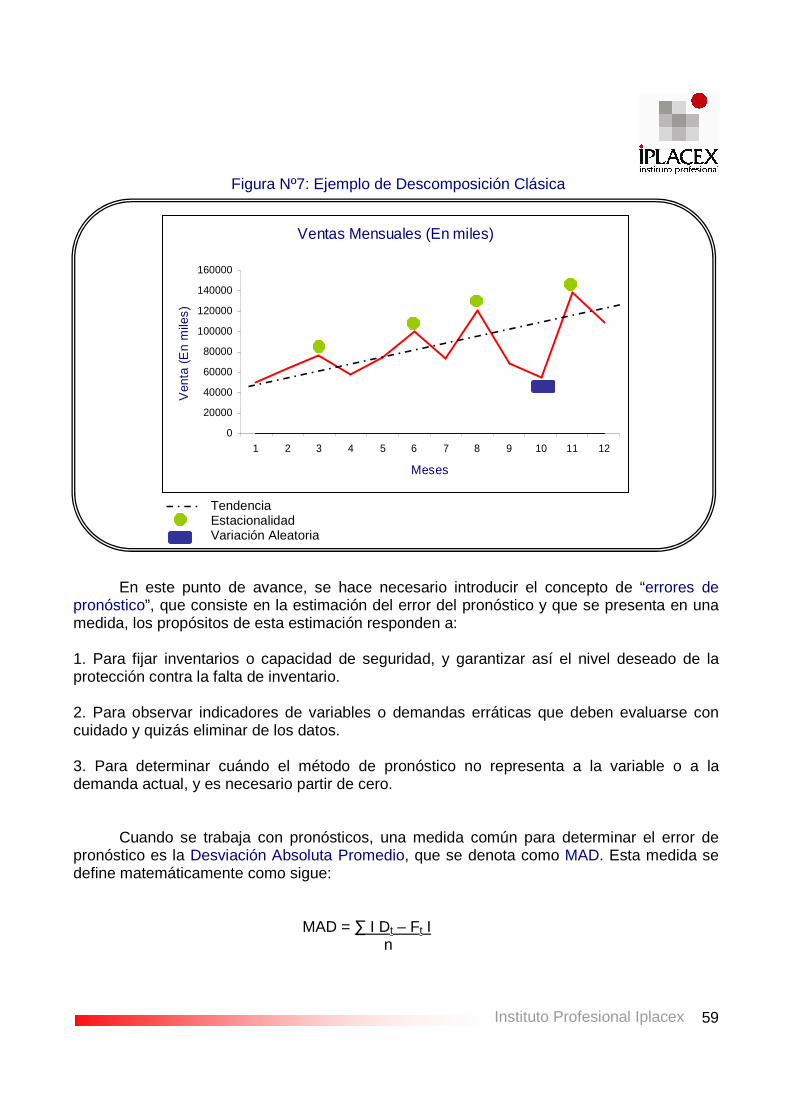
59Instituto Profesional Iplacex
Figura Nº7: Ejemplo de Descomposición Clásica
Ventas Mensuales (En miles)
0
20000
40000
60000
80000
100000
120000
140000
160000
1 2 3 4 5 6 7 8 9 10 11 12
Meses
Ven
ta (
En
mile
s)
Tendencia Estacionalidad Variación Aleatoria En este punto de avance, se hace necesario introducir el concepto de “errores de pronóstico”, que consiste en la estimación del error del pronóstico y que se presenta en una medida, los propósitos de esta estimación responden a: 1. Para fijar inventarios o capacidad de seguridad, y garantizar así el nivel deseado de la protección contra la falta de inventario. 2. Para observar indicadores de variables o demandas erráticas que deben evaluarse con cuidado y quizás eliminar de los datos. 3. Para determinar cuándo el método de pronóstico no representa a la variable o a la demanda actual, y es necesario partir de cero. Cuando se trabaja con pronósticos, una medida común para determinar el error de pronóstico es la Desviación Absoluta Promedio, que se denota como MAD. Esta medida se define matemáticamente como sigue: MAD = ∑ I Dt – Ft I n
60Instituto Profesional Iplacex
Donde: I Dt – Ft I : Es el valor absoluto del error en el periodo t. N : Es el número de periodos que se utilizan en la suma. Esta expresión, consiste simplemente en el error promedio observado, sin considerar su signo (positivo o negativo), entre todos los periodos pasados de pronóstico. Cabe destacar que, la MAD es similar a la desviación estándar4, con excepción de que no se obtiene el cuadrado de los errores de cada periodo ni se saca la raíz cuadrada de la suma; en lugar de esto, se suman las desviaciones absolutas y se obtiene un promedio. Cuando el método de pronóstico utilizado es la suavización exponencial, es común utilizar la medida del error también suavizada. La desviación absoluta promedio suavizada se define como:
MADt = α I Dt – Ft I + (1 – α ) MAD t-1
En este caso, el MADt es simplemente una fracción α de la desviación absoluta actual más (1 – α) por la MAD anterior; lo que representa una suavización de la medida de error y que resulta análoga a la suavización del promedio móvil. El marco teórico de los métodos cuantitativos de pronósticos, determinan que si la desviación observada es superior a 3,75 MAD, la demanda o variable observada podría tener un valor excesivo. Cuando, ninguno de los errores de pronósticos sobresale a este límite de 3,75 MAD, no se puede sospechar sobre la existencia de datos tendenciosos.
4 Medida estadística, que ha sido analizada y aplicada en textos de estudios precedentes.
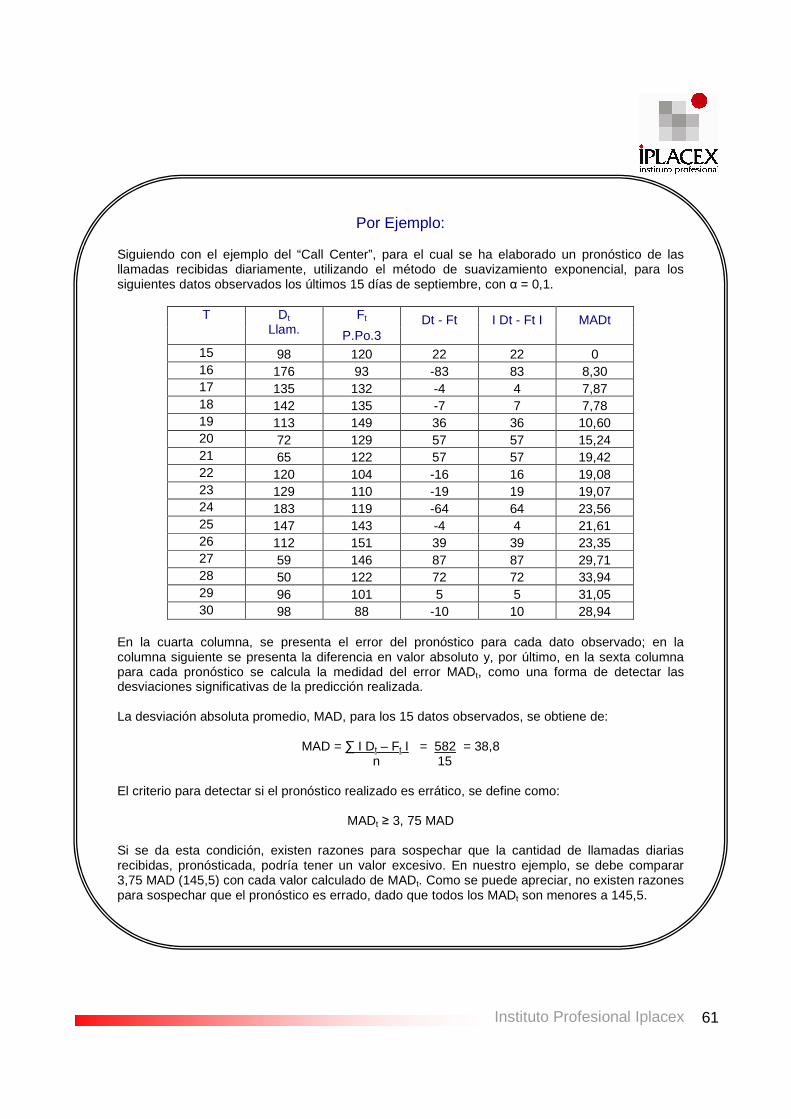
61Instituto Profesional Iplacex
Por Ejemplo:
Siguiendo con el ejemplo del “Call Center”, para el cual se ha elaborado un pronóstico de las llamadas recibidas diariamente, utilizando el método de suavizamiento exponencial, para los siguientes datos observados los últimos 15 días de septiembre, con α = 0,1.
T Dt Llam.
Ft Dt - Ft I Dt - Ft I MADt P.Po.3
15 98 120 22 22 0 16 176 93 -83 83 8,30 17 135 132 -4 4 7,87 18 142 135 -7 7 7,78 19 113 149 36 36 10,60 20 72 129 57 57 15,24 21 65 122 57 57 19,42 22 120 104 -16 16 19,08 23 129 110 -19 19 19,07 24 183 119 -64 64 23,56 25 147 143 -4 4 21,61 26 112 151 39 39 23,35 27 59 146 87 87 29,71 28 50 122 72 72 33,94 29 96 101 5 5 31,05 30 98 88 -10 10 28,94
En la cuarta columna, se presenta el error del pronóstico para cada dato observado; en la columna siguiente se presenta la diferencia en valor absoluto y, por último, en la sexta columna para cada pronóstico se calcula la medidad del error MADt, como una forma de detectar las desviaciones significativas de la predicción realizada. La desviación absoluta promedio, MAD, para los 15 datos observados, se obtiene de:
MAD = ∑ I Dt – Ft I = 582 = 38,8 n 15 El criterio para detectar si el pronóstico realizado es errático, se define como:
MADt ≥ 3, 75 MAD Si se da esta condición, existen razones para sospechar que la cantidad de llamadas diarias recibidas, pronósticada, podría tener un valor excesivo. En nuestro ejemplo, se debe comparar 3,75 MAD (145,5) con cada valor calculado de MADt. Como se puede apreciar, no existen razones para sospechar que el pronóstico es errado, dado que todos los MADt son menores a 145,5.
62Instituto Profesional Iplacex
Un segundo concepto, importante de estudiar, dice relación con otro uso de la desviación absoluta promedio (MAD) o medida del error del pronóstico y que consiste en determinar si el pronóstico va de acuerdo con los valores reales aportados por la serie de tiempo. Para determinar esto, se define la medida o Señal de Rastreo (T) como:
T = Suma acumulada de la desviación del pronóstico MAD
T = ∑ I Dt – Ft I
MAD
De esta forma, la señal de rastreo es un cálculo de la tendencia en el numerador dividida entre la estimación más reciente de MAD. Si se supone que las variaciones en los datos observados o demanda son aleatorias, entonces los límites de control de ±6 en la señal de rastreo aseguran que sólo en una probabilidad del 3% dichos límites serán excedidos por casualidad5. En caso contrario, cuando la señal de rastreo es superior a ±6, se debe detener el método de pronóstico y volver a observar la variable o demanda, y luego elaborar un pronóstico más exacto.
5 Estos límites y probabilidad se basan en la distribución normal de probabilidades y en un valor α igual a 10%.
Por Ejemplo:
Siguiendo con el ejemplo del “Call Center”, para el cual se ha elaborado un pronóstico de las llamadas recibidas diariamente, utilizando el método de suavizamiento exponencial, para los siguientes datos observados los últimos 15 días de septiembre, con α = 0,1. La señal de rastreo se obtiene a partir de:
T = ∑ I Dt – Ft I MAD
T = 582 = 15
38,8 En conclusión, de acuerdo a la señal de rastreo podemos decir que el modelo elaborado no representa la demanda de atención diaria del call center, por lo que, será necesario formular nuevamente el método de pronóstico.
Realizar ejercicios nº22 al 26

63Instituto Profesional Iplacex
2.3.3. Métodos Causales de Pronósticos (Cuantitativos)
Los métodos causales de pronósticos, mayormente, desarrollan un modelo de causa y efecto entre la demanda y otras variables, como es posible de deducir de su nombre. Estos modelos consisten, básicamente, en observar u obtener datos sobre estas variables y efectuar un análisis para determinar la validez del modelo propuesto. El método causal más utilizado para realizar pronósticos en el área de operaciones es la Regresión, el cual se analiza por medio de un ejemplo práctico y utilizando el caso más simple de regresión, el modelo lineal de una sola variable.
Una vez que hemos analizado estos conceptos, es posible realizar el siguiente ejercicio de regresión lineal y utilizar este método cuantitativo como pronóstico, base de la toma de decisión gerencial.
Análisis de Regresión Lineal Se define a la regresión como una relación funcional entre dos o más variables correlacionadas y se usa para pronosticar una variable con base en la otra. En la regresión lineal la relación entre las variables forma una línea recta. Modelo Lineal se define como:
Y = a + b X Donde: Y : Es la variable dependiente que se desea resolver a : Es la intercepción con el eje Y b : Es la pendiente de la recta X : Es la variable independiente, en el análisis de series de tiempo X representa unidades de tiempo. Los valores de a y b se calculan de la siguiente forma:
a = ∑yi - b ∑ xi n n
b = n ∑ xi yi - [ (∑xi) * (∑yi) ]
n ∑xi 2 - (∑xi)
2 Nota: Estas ecuaciones describen la recta por mínimos cuadrados.
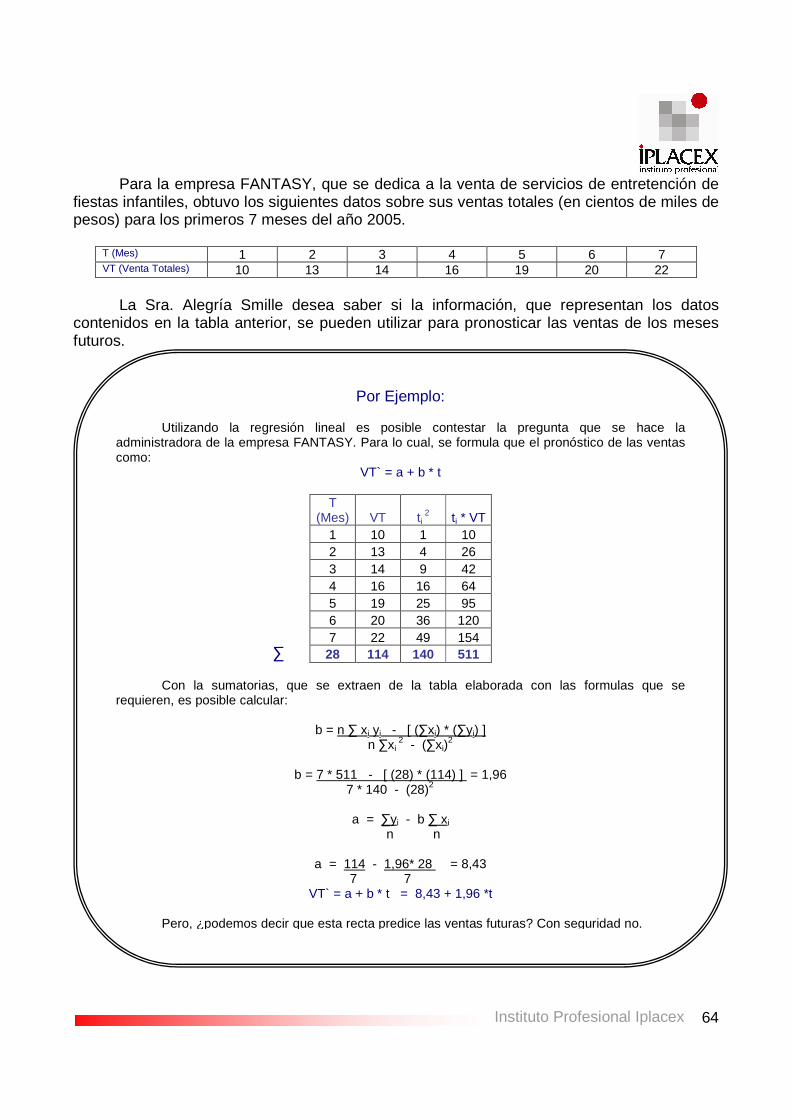
64Instituto Profesional Iplacex
Para la empresa FANTASY, que se dedica a la venta de servicios de entretención de fiestas infantiles, obtuvo los siguientes datos sobre sus ventas totales (en cientos de miles de pesos) para los primeros 7 meses del año 2005.
T (Mes) 1 2 3 4 5 6 7 VT (Venta Totales) 10 13 14 16 19 20 22
La Sra. Alegría Smille desea saber si la información, que representan los datos contenidos en la tabla anterior, se pueden utilizar para pronosticar las ventas de los meses futuros.
Por Ejemplo:
Utilizando la regresión lineal es posible contestar la pregunta que se hace la administradora de la empresa FANTASY. Para lo cual, se formula que el pronóstico de las ventas como:
VT` = a + b * t
T (Mes) VT ti
2 ti * VT 1 10 1 10 2 13 4 26 3 14 9 42 4 16 16 64 5 19 25 95 6 20 36 120 7 22 49 154
28 114 140 511 Con la sumatorias, que se extraen de la tabla elaborada con las formulas que se requieren, es posible calcular:
b = n ∑ xi yi - [ (∑xi) * (∑yi) ] n ∑xi
2 - (∑xi)2
b = 7 * 511 - [ (28) * (114) ] = 1,96
7 * 140 - (28)2
a = ∑yi - b ∑ xi n n
a = 114 - 1,96* 28 = 8,43
7 7 VT` = a + b * t = 8,43 + 1,96 *t
Pero, ¿podemos decir que esta recta predice las ventas futuras? Con seguridad no.
∑
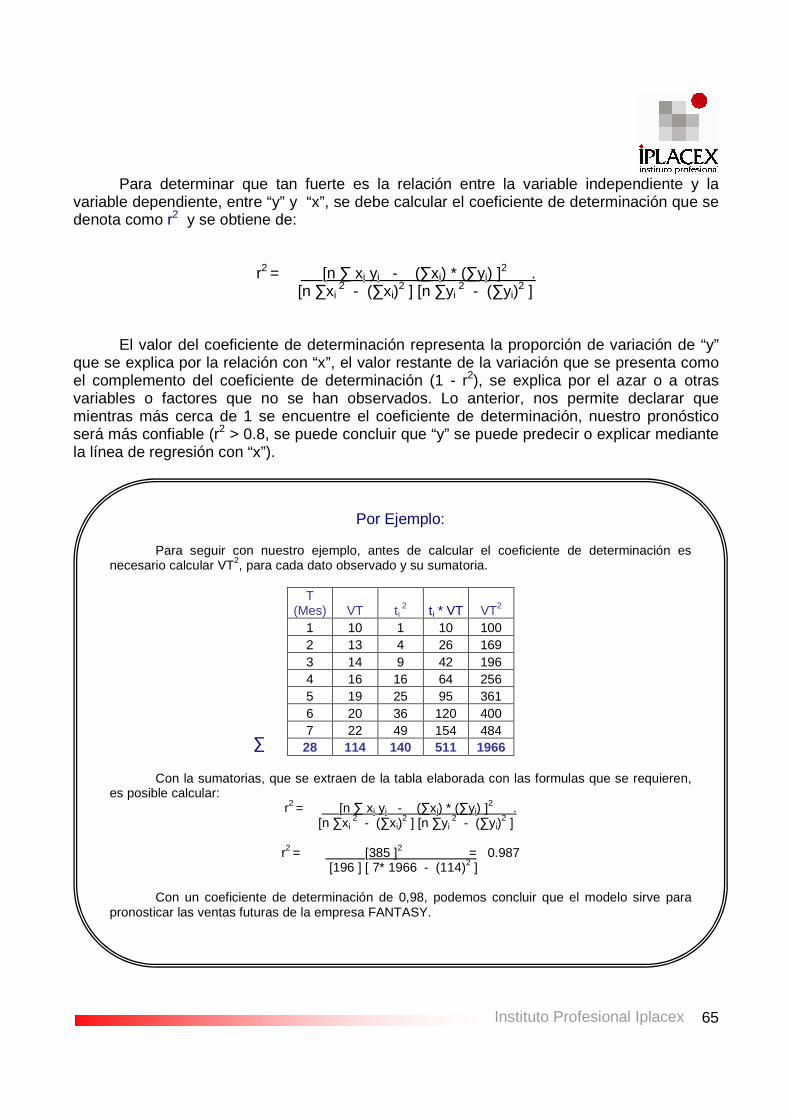
65Instituto Profesional Iplacex
Para determinar que tan fuerte es la relación entre la variable independiente y la variable dependiente, entre “y” y “x”, se debe calcular el coeficiente de determinación que se denota como r2 y se obtiene de:
r2 = [n ∑ xi yi - (∑xi) * (∑yi) ]2 .
[n ∑xi 2 - (∑xi)
2 ] [n ∑yi 2 - (∑yi)
2 ] El valor del coeficiente de determinación representa la proporción de variación de “y” que se explica por la relación con “x”, el valor restante de la variación que se presenta como el complemento del coeficiente de determinación (1 - r2), se explica por el azar o a otras variables o factores que no se han observados. Lo anterior, nos permite declarar que mientras más cerca de 1 se encuentre el coeficiente de determinación, nuestro pronóstico será más confiable (r2 > 0.8, se puede concluir que “y” se puede predecir o explicar mediante la línea de regresión con “x”).
Por Ejemplo:
Para seguir con nuestro ejemplo, antes de calcular el coeficiente de determinación es necesario calcular VT2, para cada dato observado y su sumatoria.
T (Mes) VT ti
2 ti * VT VT2 1 10 1 10 100 2 13 4 26 169 3 14 9 42 196 4 16 16 64 256 5 19 25 95 361 6 20 36 120 400 7 22 49 154 484 28 114 140 511 1966
Con la sumatorias, que se extraen de la tabla elaborada con las formulas que se requieren, es posible calcular:
r2 = [n ∑ xi yi - (∑xi) * (∑yi) ]2 .
[n ∑xi 2 - (∑xi)
2 ] [n ∑yi 2 - (∑yi)
2 ]
r2 = [385 ]2 = 0.987 [196 ] [ 7* 1966 - (114)2 ] Con un coeficiente de determinación de 0,98, podemos concluir que el modelo sirve para pronosticar las ventas futuras de la empresa FANTASY.
∑
66Instituto Profesional Iplacex
3.4. Selección de un Método de Pronóstico
No existe un método de pronóstico apropiado para todo tipo de situación o predicción, sino más bien, el método será el adecuado dependiendo de qué factores se consideren como los más importantes para el pronóstico a realizar. La importancia de estos factores difiere de una empresa a otra al momento de seleccionar el método de predicción a utilizar. Los factores más importantes son: a) Sofisticación del usuario y del sistema, el método de pronóstico seleccionado debe ajustarse a los conocimientos y sofisticación del usuario; por lo que, es muy poco probable que un gerente de operación utilice los resultados o pronósticos de técnicas que no comprende. De esta manera, se debe seleccionar un método de pronóstico ni demasiado desarrollado ni sofisticado para sus usuarios, pero, tampoco muy similar al método de pronóstico actual. b) Tiempo y recursos disponibles, la selección del método de pronóstico dependerá del tiempo disponible para reunir los datos y preparar el pronóstico. Es decir, se debe seleccionar un método adecuado a los recursos -de tiempo y económicos- disponible de la administración de operaciones. Cuando se tiene poco tiempo y se disponen de los recursos computacionales, para los pronósticos rutinarios, los métodos computacionales parecen ser los más adecuados. c) Uso o característica de la decisión, se ha señalado -anteriormente- que el método de pronóstico debe relacionarse con el uso o característica de la decisión, como también con la exactitud necesaria, con el horizonte de tiempo a pronosticar y el número de variables a predecir. d) Disponibilidad de datos, algunas veces la selección del método de pronóstico se ve limitada por la disponibilidad de los datos. Cuando es imposible obtener datos a corta plazo, los modelos econométricos no forman parte de las opciones de métodos de pronósticos. Cabe señalar que, también se debe considerar la calidad de los datos observados o disponibles, cuando éstos son erróneos se llegará a un pronóstico equivocado. e) Patrón de datos, frecuentemente el patrón de los datos afectará el tipo de método de pronóstico que se seleccione. Es así como, cuando la serie de tiempo es plana se usará un método de primer orden; en los casos que se muestren tendencias o patrones de estacionalidad se necesitarán métodos más avanzados. El patrón de los datos, también determinara si será suficiente un método por serie de tiempo o si se necesitan modelos causales. Cuando los datos son inestables, será necesario utilizar un método cualitativo de pronósticos.

67Instituto Profesional Iplacex
Un punto segregado a los factores a considerar en el momento de selección de método de pronóstico, dice relación con los conceptos de ajuste y predicción de las estimaciones. Estos conceptos no son sinónimos en cuanto a los pronósticos, es decir, que el modelo se ajuste a los datos históricos no quiere decir que el modelo sea la mejor herramienta para predecir el futuro. A continuación se presenta un cuadro resumen de los métodos de pronósticos por series de tiempo, que permitirá al alumno tener una clara referencia sobre la técnica a utilizar en un caso en particular.
Cuadro Nº4: Métodos de Pronósticos por Series de Tiempo MÉTODO DESCRIPCIÓN USOS EXACTITUD
De corto a largo plazo
COSTO RELATIVO
Promedio Móvil
El pronóstico se basa en un promedio aritmético o ponderado de un número de puntos del pasado.
Planeación de mediano a corto plazo para inventarios, niveles de producción y programación. Es bueno cuando hay muchos productos y se recomienda para series con trayectorias horizontales y también para series con trayectorias estaciónales.
Muy buena a Mala. Bajo
Suavización Exponencial
Similar al promedio móvil, pero en éste se da un mayor peso exponencial a los datos más reciente.
Planeación de mediano a corto plazo para inventarios, niveles de producción y programación, igual que el promedio móvil, a diferencia de que no es recomendable para tendencias, ni ciclos, ni series estaciónales.
Regular-Buena a muy Mala
Medio
Regresión Lineal
Un modelo lineal o no lineal ajustado con los datos de series de tiempo, normalmente mediante regresión. Incluye las líneas de tendencias, polinomios, logaritmos lineales, etc.
Igual que el promedio móvil, pero con limitaciones debido al costo y a su uso con pocos productos.
Muy buena a muy Mala.
Bajo a Medio
Realizar ejercicios nº27 al 30
ADMINISTRACIÓN DE LA PRODUCCIÓN
UNIDAD II
PLANEACIÓN Y CONTROL DE LA PRODUCCIÓN

2Instituto Profesional Iplacex
CLASE 01
1. EL DISEÑO DEL SISTEMA DE OPERACIONES
Dado el grado de avance en el estudio de la materia, es posible segregar el concepto de “administración de operaciones” y definir cada una de sus partes. Por un lado, en la actualidad se entiende a la administración como “el lograr que se hagan las cosas a través de las personas”; por el otro lado, en el concepto de operaciones se reúne la oferta de productos -tanto de bienes como de servicios- en un sistema simple, en el cual “se perciben las señales de necesidades no adecuadamente satisfechas y mediante un sistema empresa se responde a dichas necesidades con productos (bienes o servicios). Esta definición de operaciones como un sistema simple -que en la realidad un sistema es algo más complejo- puede ser ilustrada de la siguiente forma.
Figura Nº 1: Sistema de Operaciones
La lectura de la figura nº 1 comienza cuando la empresa detecta una necesidad no satisfecha o no totalmente cubierta, lo que se transforma en una oportunidad de negocios para ese mercado objetivo; esta oportunidad continúa cuando el mercado responde a un diseño funcional específico del producto, es decir, el mercado define -más precisamente- las especificaciones que debe cumplir el producto para satisfacer las necesidades de ese
MERCADO
PRODUCCIÓN (Bienes)
FABRICACIÓN
(Servicios)
EMPRESA
INSUMOS PRODUCTOS
Detecta una necesidad no satisfecha
Define las especificaciones y usos
COMERCIALIZACIÓN
Se distribuyen y venden, a cambio de un valor definido
Paga el valor por la prestación del servicio o
posesión del bien
3Instituto Profesional Iplacex
mercado objetivo, antes de producirlo o fabricarlo; luego la empresa comienza la producción del producto, incorporando los insumos al sistema de producción y transformándolos en bienes o servicios; el producto fabricado se debe llevar al lugar donde el cliente lo necesita y en el momento oportuno -comercialización-, lo ofrece en el mercado determinado a un precio que representa su utilidad; finalmente, el cliente toma posesión del bien o consume el servicio. Al pagar el precio fijado por la empresa, la posesión o prestación representa la utilidad para el mercado.
Una vez que se ha concebido el concepto de operaciones como un sistema, es
necesario introducir al alumno en el estudio detallado de cada una de las fases de este sistema.
1.1. Fases de un Sistema Productivo Desde el punto de vista sistémico es interesante analizar las fases del sistema operativo o productivo como un flujo o ciclo de vida. Es decir, un sistema de empresa -de bienes o servicios- nace de una idea, pasa por diferentes etapas de crecimiento y cambios en forma continua, que le permiten hacer frente a nuevas exigencias del mercado, o de forma contraria resignarse a desaparecer. De lo anterior, es posible describir las fases o etapas de un sistema productivo como:
i. Nacimiento del sistema: cuando se percibe una necesidad no satisfecha o no cubierta para un mercado objetivo y se propone una idea de producto (bien o servicio) para satisfacer esa necesidad, y luego se analizan las posibilidades de mercado, producción y capital; se entiende como la primera fase del sistema operativo, que se denota como “nacimiento del sistema”.
ii. Diseño del producto y selección del proceso: el comienzo de esta etapa se marca
cuando el mercado responde a la idea presentada por la empresa para satisfacer una necesidad específica, se toma la decisión de producir, se especifica detalladamente el producto (bien o servicio) y como va a ser la técnica o tecnología a utilizar.
iii. Diseño del sistema: como su nombre lo explicita, en esta etapa se determina el
sistema de producción, inventario, insumos, control de calidad, personal operativo y/o calificado, etc.
iv. Inicio de las actividades del sistema: en esta etapa el sistema de transformación
-de insumos en productos- da comienzo a sus actividades bajo una estricta supervisión, dado que en esta etapa es frecuente que existan problemas y, por ende, se deban realizar cambios en el diseño del proceso, redistribución de los equipos o maquinarias, del personal, etc.
4Instituto Profesional Iplacex
v. Desarrollo estable del sistema: una vez que se han superado los problemas de diseño, se han eliminado las deficiencias y la actividad del sistema es más estable, el desarrollo o cambios en el sistema sólo responden a problemas del funcionamiento cotidiano.
vi. Transformación o muerte del sistema: la fase de desarrollo estable del sistema
puede verse alterado por dos motivos; primero, la entrada de nuevos productos al sistema de operaciones orientados a satisfacer la necesidad, lo que puede provocar cambios importantes en los métodos de fabricación o producción; segundo, el cambio o desaparición del mercado objetivo del sistema de operaciones, si se trata de cambios pueden exigir desde simple modificaciones del sistema productivo hasta complejas transformaciones, en el caso extremo “desaparición del mercado” la empresa morirá, ya sea por una liquidación, venta o fusión.
Desde el punto de vista decisional, es posible analizar las fases del sistema productivo
conforme se origina la secuencia de decisiones en producción. De esta forma, es posible definir fases del sistema productivo en base a la secuencia lógica de decisiones:
i. Decidir nivel de salida: una vez que se ha definido la idea para un producto nuevo a partir de una necesidad determinada en el mercado, lo primero es decidir el nivel de producción. En esta fase se deben responder preguntas como ¿Para qué volumen de producción estamos pensando nuestro sistema? ¿Cuál es nuestro volumen-costo-utilidad? ¿La tecnología a utilizar en el proceso es intensa en capital e influyente en las economías de escala?
ii. Decidir sobre el diseño técnico del producto: en esta fase el sistema de
operaciones debe enfocarse en el análisis del valor del producto, la determinación del diseño de uso para el producto por parte del mercado objetivo, la comparación con productos sustitutos y la gestión de calidad de los competidores más cercanos. Este análisis del diseño técnico del producto debe basarse en la función principal o la descomposición funcional en comparación con la tradicional. Las decisiones referentes a las especificaciones técnicas del producto pueden hacer cambiar la decisión sobre el nivel de producción.
iii. Decidir sobre el proceso o selección del proceso: en esta fase el sistema de
operaciones debe decidir sobre el proceso de fabricación o producción en base a las decisiones sobre el nivel de producción y las especificaciones técnicas del producto, dado que, el proceso elegido debe ser capaz de cumplir dichas especificaciones. Las decisiones sobre la tecnología a utilizar en el proceso, también se encuentran estrechamente relacionadas con determinadas escalas de producción.
iv. Decidir sobre la distribución de la planta, la localización y la política de
mantenimiento: este tipo de decisiones también se realizan en base a las fases

5Instituto Profesional Iplacex
decisionales anteriores que condicionan la economía de la localización, la selección del tipo de distribución en planta se relaciona a la escala de producción y la tecnología a utilizar en el proceso.
v. Decidir sobre el programa de producción: en esta fase el sistema de operaciones
debe enfocarse en las decisiones de control de producción e inventarios, en cuanto a la capacidad de producción y la política de stock de producto.
vi. Decidir sobre el grado de integración vertical: el sistema de operaciones debe
analizar las partes del proceso productivo que son claves para el negocio y en las cuales es posible sacar ventajas competitivas o beneficios del mayor valor agregado, luego decidir los insumos de estas partes del proceso se proveen internamente.
vii. Decidir el costo del producto: en todas las fases del sistema de operaciones se
están tomando decisiones sobre los costos, se evalúan los costos de producción, de administración, de infraestructura, de mantención, etc., en búsqueda de la optimización de los mismos.
1.2. Clasificación y Análisis de los Procesos de Producción
La metodología de la administración de operaciones está cambiando rápidamente, dado que los sistemas se encuentran insertos en mercados competitivos, entornos con continuas innovaciones tecnológicas y su aplicación a la mejora de productividad.
Retomando el concepto de administración de la producción, ampliamente abordado con anterioridad, se entiende como “la planificación, implementación y el control de actividades de producción, incluyendo el propio sistema de producción de bienes o servicios, conducido por una unidad de organización, con objetivos definidos de desempeño, los cuales a su vez se encuentran sujetos a modificaciones de acuerdo a cambios en el entorno”.
Esta premisa conceptual nos entrega las pautas de análisis en la toma de decisión
estratégica sobre el proceso o fase de selección de proceso. En ocasiones se considera la selección de procesos como un problema de distribución de equipo o como una serie de decisiones de poca trascendencia, pero esto es un error dado que esta fase decisional del sistema de operaciones es, por el contrario, una decisión de naturaleza estratégica y cuya importancia deriva de su influencia en los costos, la calidad, los tiempos de entrega y la flexibilidad de las operaciones.
La decisión sobre la selección de proceso exige a la empresa la utilización de cierto
equipo o instalaciones, tecnología y un tipo particular de fuerza de trabajo; por ende, también, tiende a limitar las opciones estratégicas a futuro del sistema de operaciones. Antes de profundizar en las decisiones relacionadas a la selección de proceso, es necesario construir una base conceptual referente a los tópicos a estudiar más adelante.
6Instituto Profesional Iplacex
a) Concepto de tecnología, es un conjunto ordenado de instrumentos, conocimientos, procedimientos y métodos aplicados en las distintas ramas industriales; otra definición la concibe como el conjunto de las diferentes técnicas de producción que se pueden aplicar en una actividad productiva determinada. La tecnología en su sentido más elemental no es más que un proceso de ingeniería, sin embargo, en un sentido más amplio, es entendido como un producto en sí mismo, el cual en adición con maquinaria y equipos, patentes, instrucciones, descripciones y experiencia de personal especializado, también incluye know-how1. La tecnología utilizada en el proceso puede ser fija o flexible; la primera, la define como aquella tecnología no cambia continuamente o que a través del tiempo no ha variado, como por ejemplo la tecnología utilizada en la industria siderurgia, refinerías de petróleo, cemento y petroquímica; la segunda, la tecnología flexible es aquella que tiene varias y diferentes formalidades conforme se han modificado o innovado con el tiempo, como por ejemplo la que se utiliza en la industria alimenticia, automotriz, farmacéutica, productos masivos, etc.. b) Concepto de productividad, es la relación entre la salida (producto) y la entrada (insumo) de un sistema de transformación o producción. Una definición más formal de productividad la concibe como “el cuociente que se obtiene de dividir la producción por uno de los factores productivos utilizados”, en este caso se puede expresar como:
El concepto de productividad esta ligado o implica una “mejora del proceso productivo”, es decir, el proceso mejora cuando con los mismos insumos se obtiene más producto, o cuando se obtiene la misma salida con menos insumos.
1 Conjunto de normas, métodos y experiencia en general que componen el "saber hacer" en cualquier negocio.
Productividad = Producción = Producción
Insumos Fuerza de trabajo
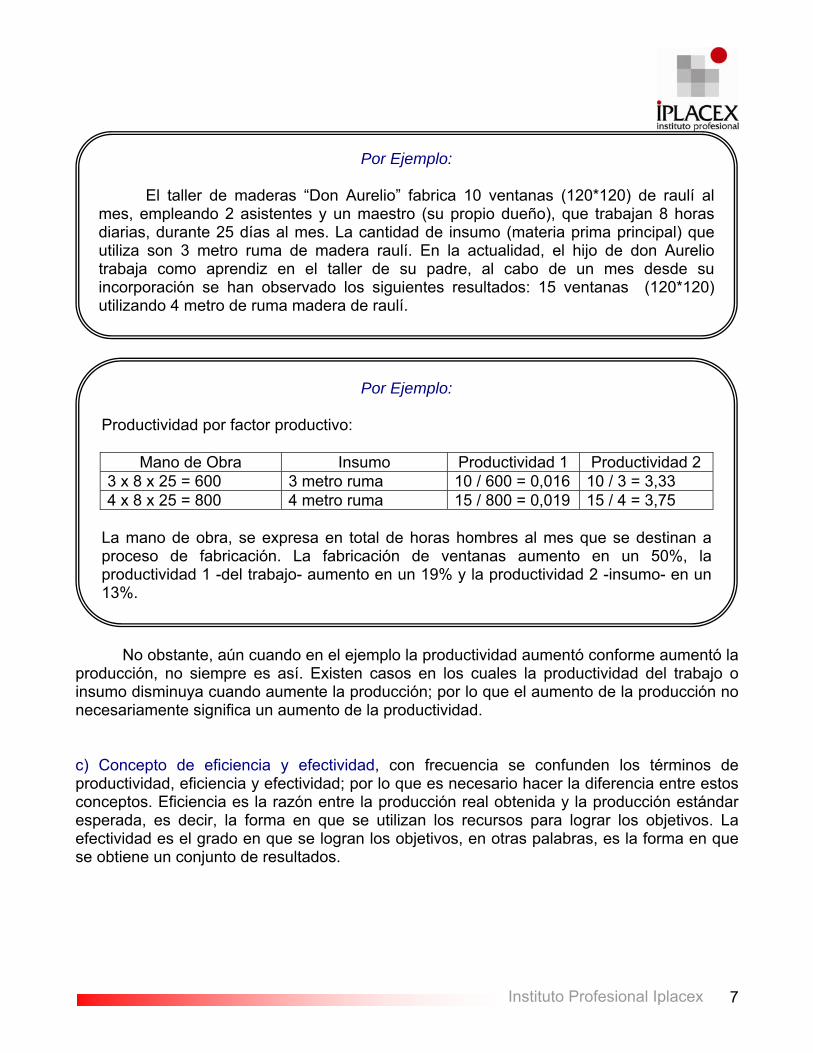
7Instituto Profesional Iplacex
No obstante, aún cuando en el ejemplo la productividad aumentó conforme aumentó la producción, no siempre es así. Existen casos en los cuales la productividad del trabajo o insumo disminuya cuando aumente la producción; por lo que el aumento de la producción no necesariamente significa un aumento de la productividad. c) Concepto de eficiencia y efectividad, con frecuencia se confunden los términos de productividad, eficiencia y efectividad; por lo que es necesario hacer la diferencia entre estos conceptos. Eficiencia es la razón entre la producción real obtenida y la producción estándar esperada, es decir, la forma en que se utilizan los recursos para lograr los objetivos. La efectividad es el grado en que se logran los objetivos, en otras palabras, es la forma en que se obtiene un conjunto de resultados.
Por Ejemplo: Productividad por factor productivo:
Mano de Obra Insumo Productividad 1 Productividad 2 3 x 8 x 25 = 600 3 metro ruma 10 / 600 = 0,016 10 / 3 = 3,33 4 x 8 x 25 = 800 4 metro ruma 15 / 800 = 0,019 15 / 4 = 3,75
La mano de obra, se expresa en total de horas hombres al mes que se destinan a proceso de fabricación. La fabricación de ventanas aumento en un 50%, la productividad 1 -del trabajo- aumento en un 19% y la productividad 2 -insumo- en un 13%.
Por Ejemplo:
El taller de maderas “Don Aurelio” fabrica 10 ventanas (120*120) de raulí al mes, empleando 2 asistentes y un maestro (su propio dueño), que trabajan 8 horas diarias, durante 25 días al mes. La cantidad de insumo (materia prima principal) que utiliza son 3 metro ruma de madera raulí. En la actualidad, el hijo de don Aurelio trabaja como aprendiz en el taller de su padre, al cabo de un mes desde su incorporación se han observado los siguientes resultados: 15 ventanas (120*120) utilizando 4 metro de ruma madera de raulí.
8Instituto Profesional Iplacex
Utilizando los conceptos de eficiencia y efectividad, es posible definir otra forma de determinar la productividad (Efectividad / Eficiencia). d) Investigación y desarrollo (I & D), este concepto, íntimamente relacionado con la administración de la producción puede afectar la productividad, dado que la mayor parte de la I & D en operaciones está orientada al desarrollo de nuevos productos y a resolver problemas de producción; lo que deriva en la inversión en nuevas tecnologías que repercuten positivamente en la productividad. Como también, es posible que una desmedida innovación del producto conlleve a un proceso más complejo y, por ende, afecte negativamente en la productividad. e) Costos de Producción, el concepto de costo se define como la suma de los gastos invertidos por la empresa para obtener los recursos utilizados en la producción y distribución del producto o servicio. Los costos de producción se segregan en directos e indirectos, a su vez el análisis de los costos a corto plazo involucra los conceptos de costo fijo, variable y marginal. El análisis de costos y el control de éstos es una función, cuyo objetivo es mantener la empresa en una posición económicamente satisfactoria. f) Análisis del punto de equilibrio, el estudio de la utilidad de una empresa, se facilita por el procedimiento gráfico conocido con el nombre de gráfica del punto de equilibrio económico, que sirve como base para indicar cuantas unidades deben de venderse si una empresa opera sin pérdidas. Los supuestos de este análisis son i) todos los costos y volúmenes son conocidos, ii) las relaciones costo - volumen son lineales y, iii) toda la producción puede ser
Por Ejemplo: Eficiencia: Siguiendo con el ejemplo del Taller de maderas, si la fabricación real fue de 15 ventanas y la fabricación esperada o estándar es de 10 ventanas; podemos decir que, la eficiencia es de:
15 / 10 = 1,5 → 150% Efectividad: Es la forma como se obtienen estos resultados, es decir, la incorporación del hijo de Don Aurelio, que permitió una mejor utilización de los insumos y de la fuerza de trabajo.
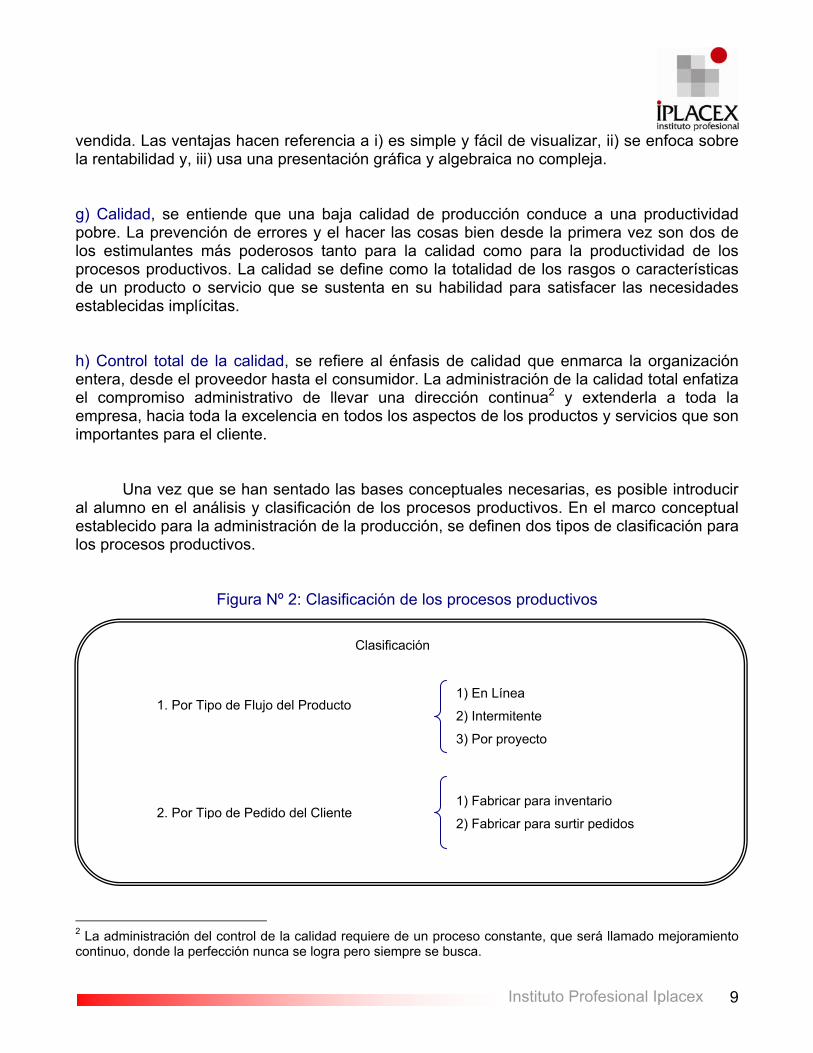
9Instituto Profesional Iplacex
vendida. Las ventajas hacen referencia a i) es simple y fácil de visualizar, ii) se enfoca sobre la rentabilidad y, iii) usa una presentación gráfica y algebraica no compleja. g) Calidad, se entiende que una baja calidad de producción conduce a una productividad pobre. La prevención de errores y el hacer las cosas bien desde la primera vez son dos de los estimulantes más poderosos tanto para la calidad como para la productividad de los procesos productivos. La calidad se define como la totalidad de los rasgos o características de un producto o servicio que se sustenta en su habilidad para satisfacer las necesidades establecidas implícitas. h) Control total de la calidad, se refiere al énfasis de calidad que enmarca la organización entera, desde el proveedor hasta el consumidor. La administración de la calidad total enfatiza el compromiso administrativo de llevar una dirección continua2 y extenderla a toda la empresa, hacia toda la excelencia en todos los aspectos de los productos y servicios que son importantes para el cliente. Una vez que se han sentado las bases conceptuales necesarias, es posible introducir al alumno en el análisis y clasificación de los procesos productivos. En el marco conceptual establecido para la administración de la producción, se definen dos tipos de clasificación para los procesos productivos.
Figura Nº 2: Clasificación de los procesos productivos
2 La administración del control de la calidad requiere de un proceso constante, que será llamado mejoramiento continuo, donde la perfección nunca se logra pero siempre se busca.
1) En Línea
2) Intermitente
3) Por proyecto
1) Fabricar para inventario
2) Fabricar para surtir pedidos
1. Por Tipo de Flujo del Producto
Clasificación
2. Por Tipo de Pedido del Cliente
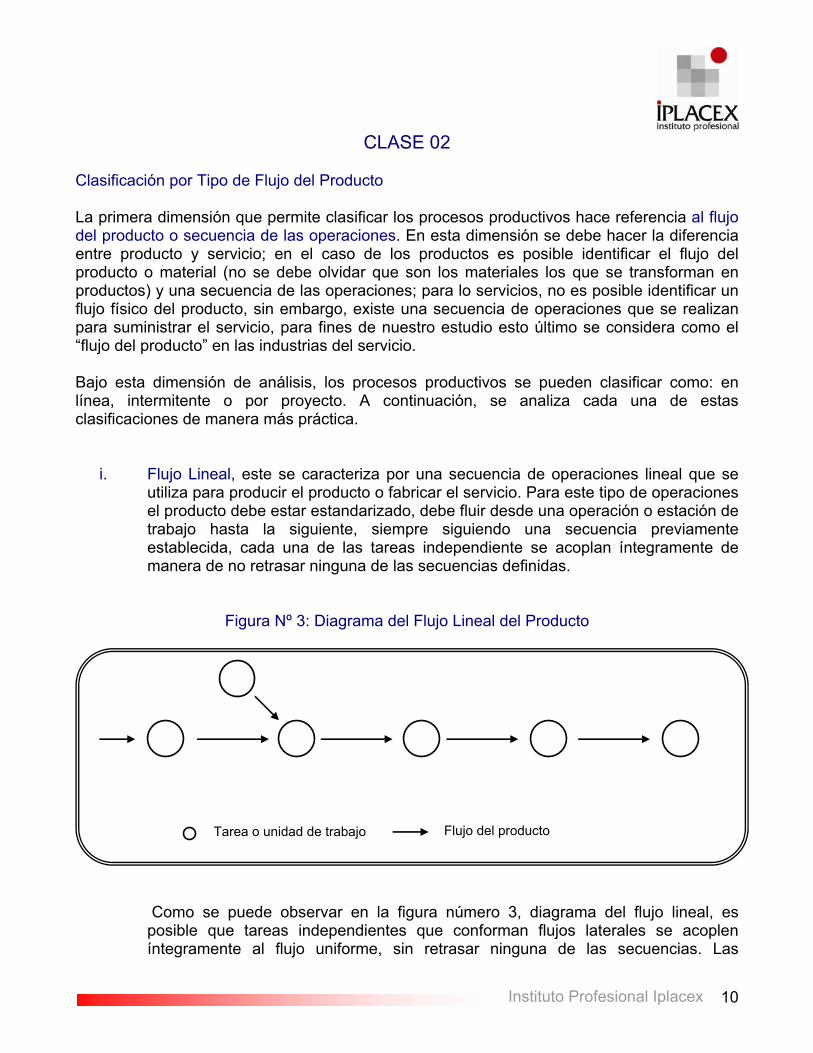
10Instituto Profesional Iplacex
CLASE 02
Clasificación por Tipo de Flujo del Producto La primera dimensión que permite clasificar los procesos productivos hace referencia al flujo del producto o secuencia de las operaciones. En esta dimensión se debe hacer la diferencia entre producto y servicio; en el caso de los productos es posible identificar el flujo del producto o material (no se debe olvidar que son los materiales los que se transforman en productos) y una secuencia de las operaciones; para lo servicios, no es posible identificar un flujo físico del producto, sin embargo, existe una secuencia de operaciones que se realizan para suministrar el servicio, para fines de nuestro estudio esto último se considera como el “flujo del producto” en las industrias del servicio. Bajo esta dimensión de análisis, los procesos productivos se pueden clasificar como: en línea, intermitente o por proyecto. A continuación, se analiza cada una de estas clasificaciones de manera más práctica.
i. Flujo Lineal, este se caracteriza por una secuencia de operaciones lineal que se utiliza para producir el producto o fabricar el servicio. Para este tipo de operaciones el producto debe estar estandarizado, debe fluir desde una operación o estación de trabajo hasta la siguiente, siempre siguiendo una secuencia previamente establecida, cada una de las tareas independiente se acoplan íntegramente de manera de no retrasar ninguna de las secuencias definidas.
Figura Nº 3: Diagrama del Flujo Lineal del Producto
Como se puede observar en la figura número 3, diagrama del flujo lineal, es posible que tareas independientes que conforman flujos laterales se acoplen íntegramente al flujo uniforme, sin retrasar ninguna de las secuencias. Las
Tarea o unidad de trabajo Flujo del producto

11Instituto Profesional Iplacex
operaciones de flujo lineal, en ocasiones, se dividen en dos tipos de producción, que son Masiva y Continua. La producción “Masiva o en Masa” hace referencia a una operación parecida a una línea de ensamble, como la que se utiliza en la industria automotriz; en cuanto a la producción “Continua”, se refiere a las que se denominan industrias de proceso como la industria química, del papel, forestal, y telefónica. Cabe señalar, que aunque ambas se caracterizan por operaciones de flujo lineal, los procesos continuos se destacan por estar más automatizados y producir productos más estandarizados. Las operaciones en línea de diseño tradicional, son extremadamente eficientes, pero a la vez muy inflexibles. Una desventaja de la inflexibilidad, es la imposibilidad de asignar una familia3 de productos a una línea de producción. Los requisitos para seleccionar el flujo lineal del producto son un alto volumen y un producto o familia de productos estandarizados, cuando estas condiciones se dan la competencia exige el uso del flujo lineal, debido a su eficiencia potencial para el proceso de producción.
ii. Flujo Intermitente, las operaciones que se organizan con este tipo de flujo se caracterizan por la producción de lotes a intervalos intermitentes, en donde tanto el equipo como la mano de obra se organizan en centros o módulos de trabajo, con las misma habilidades o equipos. Un producto o proyecto fluirá a los centros o módulos de trabajo que le sean necesarios y no utilizará los demás, por lo que su flujo es irregular. Una característica de los procesos intermitentes es que agrupan equipos similares y habilidades de trabajo parecidas, lo que se conoce como “distribución por procesos”. En contraste, el flujo lineal se denomina distribución por productos debido a que los distintos procesos, el equipo y las habilidades laborales se colocan en una secuencia de acuerdo a la manera en que se fabrica el producto.
Figura Nº 4: Diagrama del Flujo Intermitente
3 Tipos diferentes de productos, en cuanto a forma y tamaño, pero que provienen de una misma familia.
Tarea o unidad de trabajo Flujo del producto

12Instituto Profesional Iplacex
Como se puede observar en la figura número 4, el flujo intermitente permite que el producto o servicio se salga en forma intermitente de una secuencia lineal del proceso. A diferencia de las operaciones de flujo lineal, las de flujo intermitente son extremadamente flexibles para cambiar de producto o volumen -permiten la producción de diferentes productos o servicios-, pero también son ineficientes dado que, el patrón de flujo desordenado y la variedad de productos ocasionan problemas graves en el control de inventario y los programas de calidad. En la bibliografía de estudio, se hace referencia a una manera de medir esta pérdida de eficiencia mediante una relación que se denota como “eficiencia de producción” EP, a saber: Las operaciones intermitentes casi siempre tienen un EP entre 10 y 20%, es raro que este sea superior a 40%; en cambio, las operaciones lineales casi siempre su EP se aproxima al 90 o el 100%. Se recomienda la elección de flujos intermitentes cuando al producto o servicio le falta estandarización o cuando el volumen de producción es bajo, por lo que este tipo de operaciones resulta ser más económica y menos riesgosa, dada esta situación. Esta forma de operación es común en los ciclos de vida tempranos de la mayoría de los productos, en los productos que se adaptan a las necesidades del cliente y en donde los volúmenes de mercados son bajos.
iii. Flujo por Proyecto, esta forma de operaciones se utiliza para producir productos únicos tales como una obra de arte, un edificio de grandes envergaduras, una obra arquitectónica de trascendental importancia, etc. En estricto rigor, no existe un flujo del producto para un proyecto, sino más bien existe una secuencia de operaciones, como se puede observar en la siguiente figura.
EP = Tiempo total involucrado en el producto o proyecto x 100%
Tiempo total en operaciones (todos los prod.)
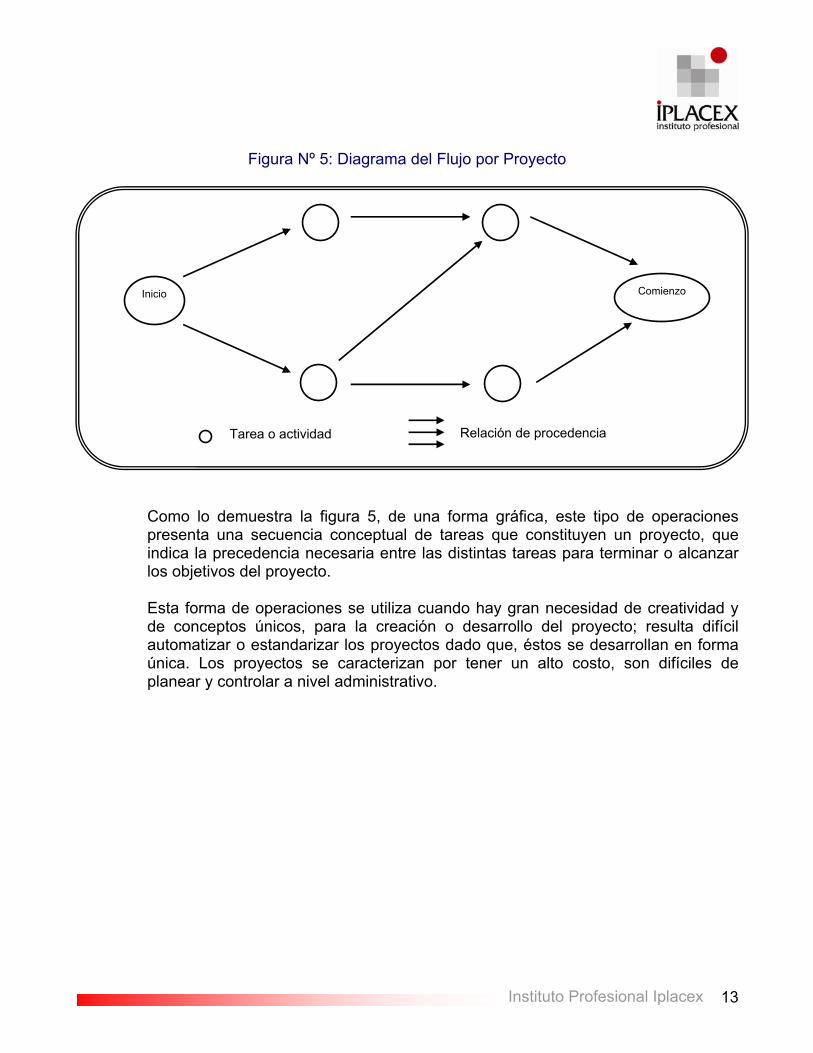
13Instituto Profesional Iplacex
Figura Nº 5: Diagrama del Flujo por Proyecto
Como lo demuestra la figura 5, de una forma gráfica, este tipo de operaciones presenta una secuencia conceptual de tareas que constituyen un proyecto, que indica la precedencia necesaria entre las distintas tareas para terminar o alcanzar los objetivos del proyecto. Esta forma de operaciones se utiliza cuando hay gran necesidad de creatividad y de conceptos únicos, para la creación o desarrollo del proyecto; resulta difícil automatizar o estandarizar los proyectos dado que, éstos se desarrollan en forma única. Los proyectos se caracterizan por tener un alto costo, son difíciles de planear y controlar a nivel administrativo.
Inicio Comienzo
Tarea o actividad Relación de procedencia
14Instituto Profesional Iplacex
A continuación, a modo de síntesis, se presenta un cuadro resumen de las diferentes formas de clasificación de las operaciones según el flujo del producto.
Por Ejemplo: Operación por proyectos Proyecto 1: construir una casa, en donde el arquitecto diseña los planos de acuerdo a los deseos del cliente. Proyecto 2: construir una imagen de marca para una empresa de servicios que recién ingresa al mercado de las telecomunicaciones. Operación intermitente Construir 60 viviendas urbanas, en donde un equipo de arquitecto diseña los modelos de casa (que no superan los 3 tipos), planifican las diferentes etapas de construcción, los grados de avances, etc.. Es posible identificar cada casa construida como un producto estándar, por lo que la forma de organizar las operaciones es intermitente y se caracteriza por la producción de casas en lotes. Operación lineal Como un paralelo a los ejemplos anteriores, podríamos decir que la fabricación de media agua puede utilizar la forma lineal de organizar las operaciones. La producción de snack (barras de chocolates, de maní inflado, de cereales, etc.) en donde el producto o familia de producto -estandarizados- siguen una secuencia lineal en el flujo de las operaciones.
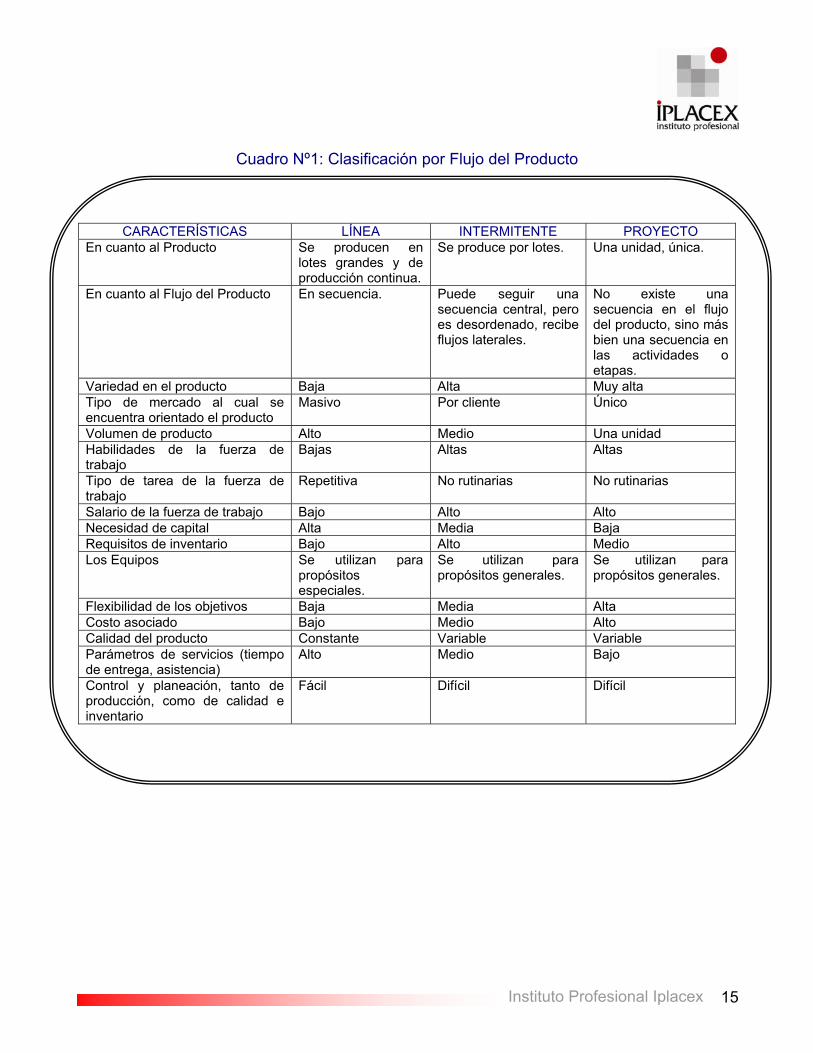
15Instituto Profesional Iplacex
Cuadro Nº1: Clasificación por Flujo del Producto
CARACTERÍSTICAS LÍNEA INTERMITENTE PROYECTO
En cuanto al Producto Se producen en lotes grandes y de producción continua.
Se produce por lotes. Una unidad, única.
En cuanto al Flujo del Producto En secuencia. Puede seguir una secuencia central, pero es desordenado, recibe flujos laterales.
No existe una secuencia en el flujo del producto, sino más bien una secuencia en las actividades o etapas.
Variedad en el producto Baja Alta Muy alta Tipo de mercado al cual se encuentra orientado el producto
Masivo Por cliente Único
Volumen de producto Alto Medio Una unidad Habilidades de la fuerza de trabajo
Bajas Altas Altas
Tipo de tarea de la fuerza de trabajo
Repetitiva No rutinarias No rutinarias
Salario de la fuerza de trabajo Bajo Alto Alto Necesidad de capital Alta Media Baja Requisitos de inventario Bajo Alto Medio Los Equipos Se utilizan para
propósitos especiales.
Se utilizan para propósitos generales.
Se utilizan para propósitos generales.
Flexibilidad de los objetivos Baja Media Alta Costo asociado Bajo Medio Alto Calidad del producto Constante Variable Variable Parámetros de servicios (tiempo de entrega, asistencia)
Alto Medio Bajo
Control y planeación, tanto de producción, como de calidad e inventario
Fácil Difícil Difícil

16Instituto Profesional Iplacex
Clasificación por Tipo de Pedido del Cliente Una segunda dimensión importante que afecta la selección del proceso es definir si el producto se produce o fabrica para ser almacenado en inventario o para surtir un pedido específico del cliente. Bajo esta dimensión, es posible clasificar las operaciones en i) Fabricar para inventarios y, ii) Fabricar para surtir pedidos; ambas formas presentan ventajas y desventajas, ver cuadro número 2.
Cuadro Nº 2: Ventajas y Desventajas Clasificación por Tipo de Pedido del Cliente
VENTAJAS DESVENTAJAS Fabricar para inventarios
Servicio rápido, costos bajos, menor flexibilidad en la elección de productos que el proceso de fabricación por pedidos.
No se asignan pedidos individuales o especiales, se cuenta con una línea de producción estandarizada, es posible que se acumulen niveles de inventarios importantes o insostenible por costo o espacio físico, los altos niveles de inventario exigen que los pronósticos sean los más exactos, como también convierte a la administración de inventarios y planeación de la capacidad en actividades esenciales para la organización. Las medidas claves de eficiencia son la utilización de los activos de producción (inventarios y capacidad) y el servicio a los clientes.
Fabricar para surtir pedidos
Se responde adecuadamente a los requerimientos del cliente, se realizan pedidos especiales e individuales, se cuenta con una amplia gama de especificaciones, las actividades – tareas – operaciones se relacionan y planifican de acuerdo a los pedidos.
Los tiempos de entrega son clave para la eficiencia de esta forma de organizar las operaciones, los departamentos de marketing y operaciones deben fijar tiempos de entrega realista o, de lo contrario, existirán pérdidas de eficiencia, el control del flujo de pedido es exigente y esencial.
17Instituto Profesional Iplacex
¿Es posible determinar si un proceso es para fabricación por pedido o para inventario? Cuando las operaciones se clasifican según el tipo de pedido del cliente, la respuesta es si; dado que, el proceso por pedido responde esencialmente a los requerimientos específicos del cliente, en algún punto del proceso de producción debe ser posible identificar un pedido en particular de un cliente, por lo que, cuando esto no sea posible, la forma de organizar la operaciones será por inventario, dado que en ésta no se asignan pedidos individuales a los clientes durante el proceso de transformación.
El objetivo de organizar las operaciones de la forma “fabricar para inventarios” es satisfacer el nivel deseado de producto o servicio a clientes con un costo mínimo. En el caso de la organización “fabricar para pedidos”, su objetivo es ser flexible para satisfacer los pedidos especiales de cada uno de sus clientes.
A modo de síntesis, a continuación se presenta un cuadro resumen de ambas formas
de organizar las operaciones cuando se analiza la dimensión de tipo de pedido del cliente.
Por Ejemplo: Operación para inventario Para muchas cadenas de comida rápida, cuando la demanda es constante, fabrican sus productos para inventarios. Por ejemplo, McDonald`s acumula distintos tipos de hamburguesas en inventario, y al momento de solicitarlas se recalienta el producto y se entrega. De este modo, la operación busca pronosticar la demanda y conservar un adecuado nivel de inventario. Operación por pedido Por otro lado, para las empresas que se orientan a entregar productos altamente diferenciados y adecuados a las especificaciones de cada uno de sus clientes; organizan sus operaciones por pedido. Por ejemplo, los restaurantes exclusivos en donde se elaboran platos al gusto de sus clientes.

18Instituto Profesional Iplacex
Cuadro Nº 3: Clasificación por Tipo de Pedido del Cliente
CARACTERÍSTICAS FABRICACIÓN PARA
INVENTARIOS FABRICACIÓN POR PEDIDOS
En cuanto al tipo de producto Especificado por el productor, tiene una baja variedad, y es de bajo costo.
Especificado por el cliente, de alta variedad o gama de productos, y es de alto costo.
En cuanto a los objetivos que se persiguen
Se debe establecer un nivel óptimo de inventario, la administración de la capacidad y los parámetros de servicios son claves de la eficiencia de las operaciones.
Estos se centran en administrar tiempos de entrega y un óptimo de la capacidad instalada.
Principales problemas en las operaciones
Exigencias en cuanto a la exactitud de pronósticos, control y administración.
Las promesas de entrega que realizan la fuerza de venta a los clientes y los tiempos de entrega planificados por operaciones.
CLASE 03
1.3. Capacidad a Largo Plazo, Localización y Distribución de la Planta
Para el correcto estudio de la localización de la planta, se debe separar las instalaciones industriales de las instalaciones del servicio. En esta parte del texto se explicará en detalles como es el sistema de localización en empresas que producen bienes y en aquellas que entregan servicios.
1.3.1. Localización de las Instalaciones Industriales
Debido al desarrollo continuo de la globalización mundial, es que los negocios deben considerar una mayor perspectiva internacional en la determinación de saber dónde localizar sus operaciones industriales. No obstante, lo complejo del proceso de toma de decisiones aumenta considerablemente cuando se decide cambiar de una estrategia de localización nacional a otra internacional.
Realizar ejercicios nº 1 al 4
19Instituto Profesional Iplacex
Para operaciones industriales, la decisión de localización de las instalaciones incluye la localización de actividades industriales de almacenamiento y actividades de distribución.
Así, se pueden dar dos opciones: - Aquellos productos que pierden peso y volumen durante el proceso de transformación tienden a ser elaborados cerca de las fuentes de materia prima.
- Por el contrario, los productos que aumentan su peso y volumen durante le proceso de transformación, se realizan habitualmente en puntos cercanos al consumo.
Para analizar las ventajas y desventajas de las distintas formas de localización, se
deben considerar factores cuantitativos y cualitativos. Dentro de los factores cualitativos se encuentran: a) Servicios Públicos: como las operaciones industriales son cada vez más flexibles y con
mayor capacidad para responder rápidamente las exigencias de los consumidores, es que las instituciones públicas deben adaptarse a este cambio para bien del país.
b) Habilidades del trabajador: dado que la tecnología avanza constantemente es que se
requiere que la mano de obra está altamente formada y equipada con variadas capacidades ya sea técnicas como de gestión.
Por Ejemplo:
La embotelladora Embonor, localiza sus plantas de manera estratégica en sectores de fácil acceso y cercano a la ciudad de manera que una vez fabricadas las bebidas, éstas lleguen rápidamente a los consumidores finales.
Por Ejemplo:
Las empresas madereras como los aserraderos, generalmente localizan sus operaciones de planta cerca de un bosque.
20Instituto Profesional Iplacex
c) Exigencias del contenido del producto: las restricciones de contenido formulan que deben
existir un porcentaje mínimo del producto que debe ser fabricado dentro de las fronteras del país con el propósito de que éste sea vendido dentro del territorio que comprende el país. Esto con la finalidad de asegurar puestos de trabajo para la economía local. Ejemplo, para que un auto pueda ser vendido en Filipinas, se tiene que dar el caso de que éste sea ensamblado allí.
d) Estabilidad tanto política como económica: estabilidad desde el punto de vista del número
e intensidad de las fluctuaciones políticas que pudieran ocurrir en el área. Un ejemplo de esto sería lo que ocurre con la ubicación de negocios en economías inestables como Irak.
Por otro lado, se encuentran los factores cuantitativos, dentro de los que se incluyen: a) Costo de la mano de obra: este costo puede variar considerablemente dependiendo de la
localización. Por ejemplo, en Estados Unidos el costo de la mano de obra es mayor que en los países orientales.
b) Costos de distribución: dado que el mercado actualmente se encuentra globalizado, es
que los costos de distribución cobran vital importancia y sólo aquellos que realicen este procesos eficientemente tendrán una ventaja competitiva.
c) Tipos de cambio de divisas: la volatilidad de los tipos de cambios, produce un impacto
importante en las ventas y utilidades.
Por Ejemplo:
El mayor crecimiento que han manifestado los países orientales, se debe a que en el último tiempo el gobierno ha invertido considerablemente en preparación y formación de su población.
Por ejemplo:
La inestabilidad del tipo de cambio chileno con respecto al dólar que se produjo en el año 2005, disminuyó la capacidad para competir de los productos chilenos en relación con los americanos.
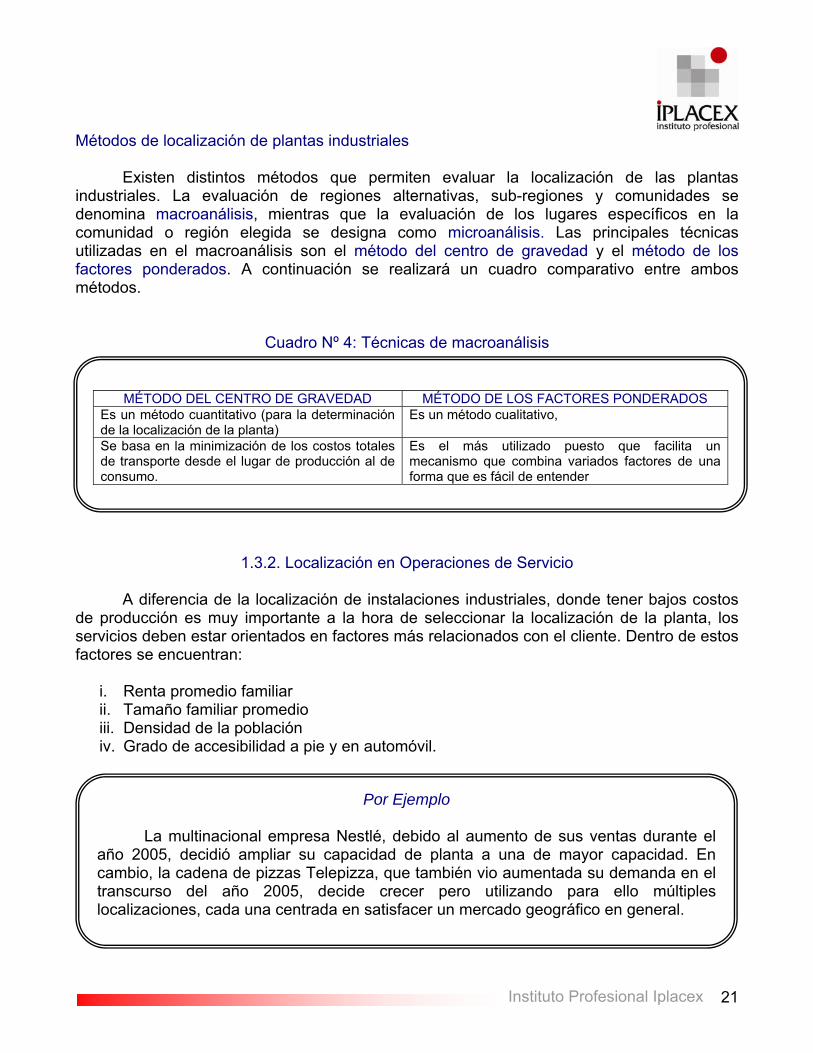
21Instituto Profesional Iplacex
MÉTODO DEL CENTRO DE GRAVEDAD MÉTODO DE LOS FACTORES PONDERADOS
Es un método cuantitativo (para la determinación de la localización de la planta)
Es un método cualitativo,
Se basa en la minimización de los costos totales de transporte desde el lugar de producción al de consumo.
Es el más utilizado puesto que facilita un mecanismo que combina variados factores de una forma que es fácil de entender
Métodos de localización de plantas industriales
Existen distintos métodos que permiten evaluar la localización de las plantas industriales. La evaluación de regiones alternativas, sub-regiones y comunidades se denomina macroanálisis, mientras que la evaluación de los lugares específicos en la comunidad o región elegida se designa como microanálisis. Las principales técnicas utilizadas en el macroanálisis son el método del centro de gravedad y el método de los factores ponderados. A continuación se realizará un cuadro comparativo entre ambos métodos.
Cuadro Nº 4: Técnicas de macroanálisis
1.3.2. Localización en Operaciones de Servicio
A diferencia de la localización de instalaciones industriales, donde tener bajos costos de producción es muy importante a la hora de seleccionar la localización de la planta, los servicios deben estar orientados en factores más relacionados con el cliente. Dentro de estos factores se encuentran:
i. Renta promedio familiar ii. Tamaño familiar promedio iii. Densidad de la población iv. Grado de accesibilidad a pie y en automóvil.
Por Ejemplo
La multinacional empresa Nestlé, debido al aumento de sus ventas durante el año 2005, decidió ampliar su capacidad de planta a una de mayor capacidad. En cambio, la cadena de pizzas Telepizza, que también vio aumentada su demanda en el transcurso del año 2005, decide crecer pero utilizando para ello múltiples localizaciones, cada una centrada en satisfacer un mercado geográfico en general.

22Instituto Profesional Iplacex
Para poder ser más competitivos y atender mejor a sus clientes, es que las empresas de servicios han adoptado variadas estrategias referentes a la localización, las cuales dependen de las diferentes necesidades particulares de sus clientes. Es así como diferentes necesidades tienen distinta estrategia a utilizar, tal como se aprecia en el cuadro siguiente.
Cuadro Nº 5: Necesidades de los clientes versus estrategias de localización
NECESIDAD DEL CLIENTE ESTRATEGIA Por ejemplo, lo que sucede con los pasajeros de las líneas aéreas que ya no sirven comida en sus vuelos
Creación de restaurantes localizados en aeropuertos.
Los clientes quieren que las localizaciones sean las más convenientes para ahorrar tiempo.
Combinación de operaciones de servicios (ejemplo: Pronto Copec)
Clientes reacios a comprar de manera frecuente en grandes áreas debido a que necesitan más tiempo
Añadir servicios adicionales para incrementar la utilidad (ejemplo: La venta de helados McDonald’s en los Supermercados Lider)
La herramienta informática utilizada por las empresas de servicios para evaluar las localizaciones alternativas son los denominados Sistemas de Información Geográfica (GIS). Con estos sistemas, las empresas son capaces de manejar el análisis de manera más rápida y con una mayor precisión. Los GIS permiten que grandes bases de datos se presenten de manera gráfica, permitiendo visualizar una región geográfica en particular, incorporando gran cantidad de datos demográficos.
1.3.3. Capacidad a Largo Plazo
La capacidad de un sistema de producción cualquiera viene a definir los distintos límites en cuanto a competitividad de la empresa. Establece la relación entre la respuesta de la empresa frente al mercado, su estructura de costos, la composición de su fuerza de trabajo, su nivel tecnológico y la estrategia de inventario utilizada.
Existen variados factores que afectan la capacidad en el largo plazo, estos factores pueden ser externos o internos.
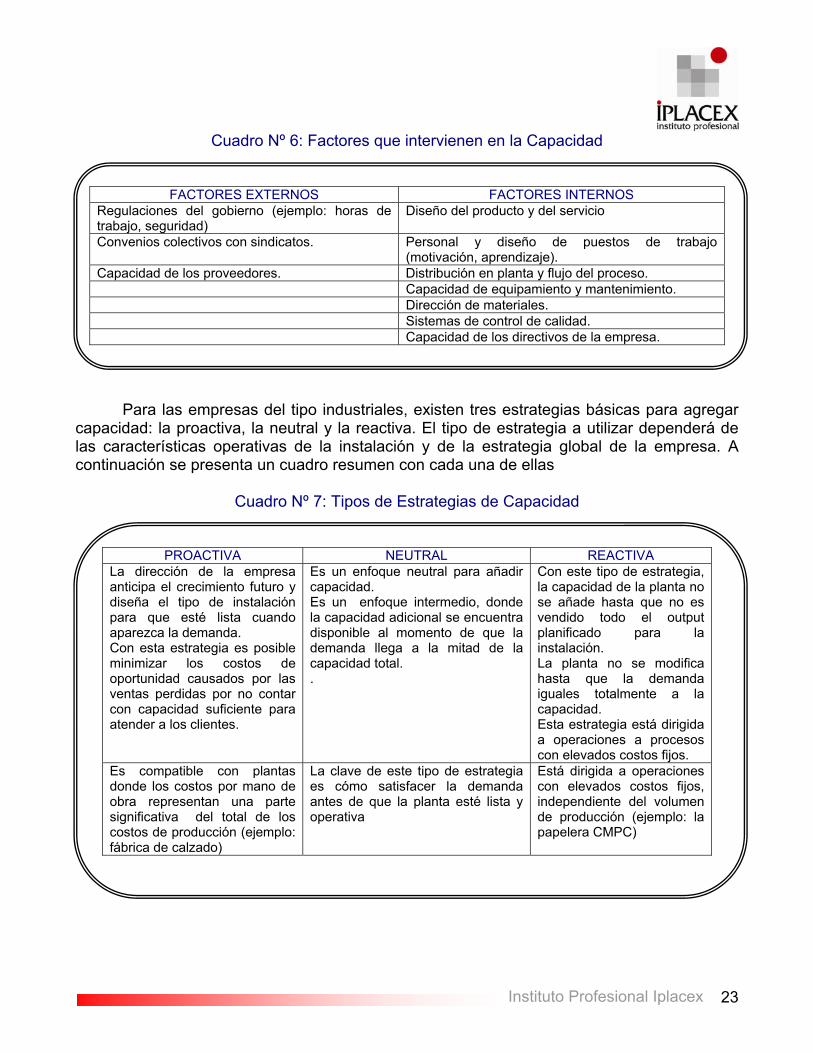
23Instituto Profesional Iplacex
Cuadro Nº 6: Factores que intervienen en la Capacidad
FACTORES EXTERNOS FACTORES INTERNOS Regulaciones del gobierno (ejemplo: horas de trabajo, seguridad)
Diseño del producto y del servicio
Convenios colectivos con sindicatos. Personal y diseño de puestos de trabajo (motivación, aprendizaje).
Capacidad de los proveedores. Distribución en planta y flujo del proceso. Capacidad de equipamiento y mantenimiento. Dirección de materiales. Sistemas de control de calidad. Capacidad de los directivos de la empresa.
Para las empresas del tipo industriales, existen tres estrategias básicas para agregar capacidad: la proactiva, la neutral y la reactiva. El tipo de estrategia a utilizar dependerá de las características operativas de la instalación y de la estrategia global de la empresa. A continuación se presenta un cuadro resumen con cada una de ellas
Cuadro Nº 7: Tipos de Estrategias de Capacidad
PROACTIVA NEUTRAL REACTIVA
La dirección de la empresa anticipa el crecimiento futuro y diseña el tipo de instalación para que esté lista cuando aparezca la demanda. Con esta estrategia es posible minimizar los costos de oportunidad causados por las ventas perdidas por no contar con capacidad suficiente para atender a los clientes.
Es un enfoque neutral para añadir capacidad. Es un enfoque intermedio, donde la capacidad adicional se encuentra disponible al momento de que la demanda llega a la mitad de la capacidad total. .
Con este tipo de estrategia, la capacidad de la planta no se añade hasta que no es vendido todo el output planificado para la instalación. La planta no se modifica hasta que la demanda iguales totalmente a la capacidad. Esta estrategia está dirigida a operaciones a procesos con elevados costos fijos.
Es compatible con plantas donde los costos por mano de obra representan una parte significativa del total de los costos de producción (ejemplo: fábrica de calzado)
La clave de este tipo de estrategia es cómo satisfacer la demanda antes de que la planta esté lista y operativa
Está dirigida a operaciones con elevados costos fijos, independiente del volumen de producción (ejemplo: la papelera CMPC)

24Instituto Profesional Iplacex
1.3.4. Distribución de la Planta
Son muchos los factores que deben considerarse al momento de diseñar la distribución de una planta. Las decisiones referidas a esto, tienen consecuencias en el largo plazo, no sólo en términos de costos sino también en términos de la capacidad que posee la empresa para satisfacer la demanda de sus clientes.
Se debe diseñar la distribución con el objetivo de dotar a la empresa de un flujo
continuo de materiales, o bien desarrollar un modelo de traslado de clientes y trabajadores en una empresa de servicios.
Dentro de una planta existen distintos tipos de distribución. La disposición de los
diferentes departamentos dentro de una instalación cualquiera está definido por el modelo general de flujo de trabajo. Básicamente son tres los tipos de distribución:
i. Distribución por producto, también denominada distribución flow-shop corresponde a aquella en que el equipamiento o los procesos de trabajo son diseñados en relación a los pasos progresivos que debe realizar el producto. En este tipo de distribución, el equipamiento y las operaciones se localizan en relación a los pasos necesarios para realizar el producto. El ejemplo más práctico de este tipo de distribución se puede apreciar en las empresas fabricantes de pequeños electrodomésticos.
ii. Distribución por proceso, también denominada distribución job-shop o distribución
por función. En este tipo de distribución, las operaciones que sean similares se realizan en la misma área funcional. Aquí el equipamiento o funciones similares son agrupadas, es la que utilizan las tiendas comerciales donde por ejemplo, todos los electrodomésticos se encuentran en un lugar y los artefactos de dormitorios en otro.
iii. Distribución de posición fija, en este tipo de distribución el producto, debido a su
tamaño y/o peso, permanece inmóvil en un lugar y los distintos procesos de trabajo se llevan a cabo sobre él. Un ejemplo de este tipo de distribución lo constituyen los astilleros navales.
Por Ejemplo:
LG distribuye cada una de sus plantas de acuerdo a los productos. Así, en un sector agrupa los televisores, en otro los refrigeradores, etc.
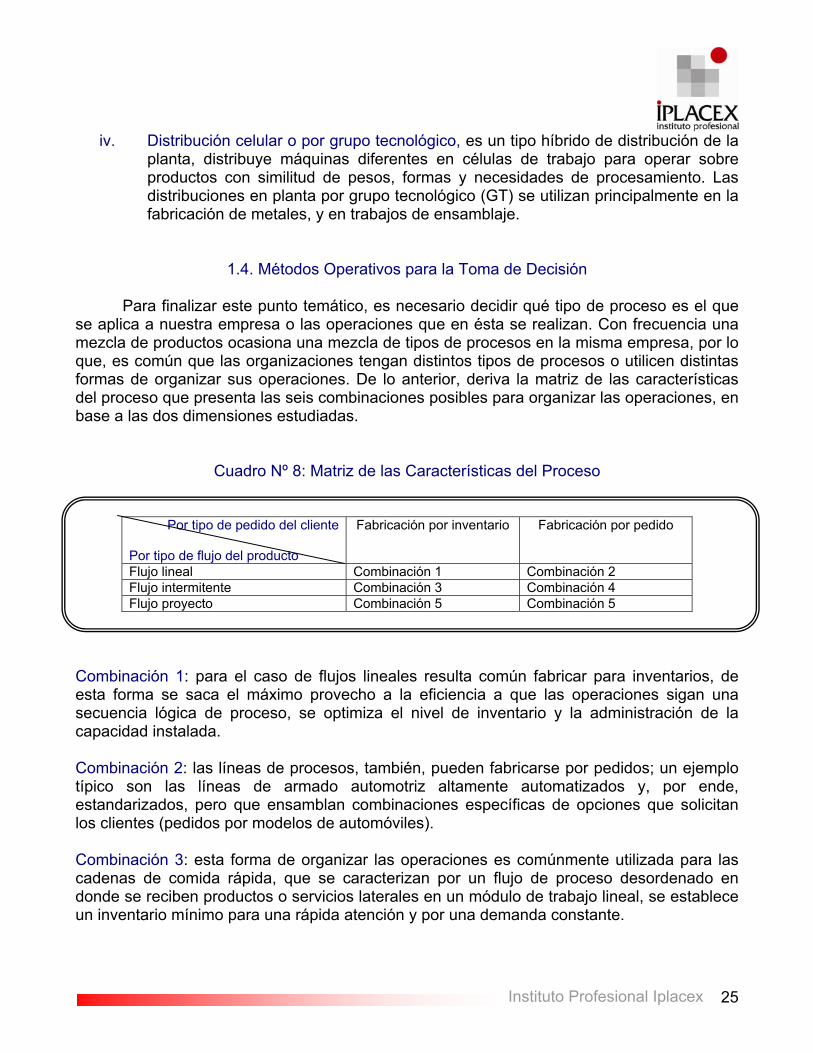
25Instituto Profesional Iplacex
iv. Distribución celular o por grupo tecnológico, es un tipo híbrido de distribución de la planta, distribuye máquinas diferentes en células de trabajo para operar sobre productos con similitud de pesos, formas y necesidades de procesamiento. Las distribuciones en planta por grupo tecnológico (GT) se utilizan principalmente en la fabricación de metales, y en trabajos de ensamblaje.
1.4. Métodos Operativos para la Toma de Decisión
Para finalizar este punto temático, es necesario decidir qué tipo de proceso es el que se aplica a nuestra empresa o las operaciones que en ésta se realizan. Con frecuencia una mezcla de productos ocasiona una mezcla de tipos de procesos en la misma empresa, por lo que, es común que las organizaciones tengan distintos tipos de procesos o utilicen distintas formas de organizar sus operaciones. De lo anterior, deriva la matriz de las características del proceso que presenta las seis combinaciones posibles para organizar las operaciones, en base a las dos dimensiones estudiadas.
Cuadro Nº 8: Matriz de las Características del Proceso
Por tipo de pedido del cliente
Por tipo de flujo del producto
Fabricación por inventario Fabricación por pedido
Flujo lineal Combinación 1 Combinación 2 Flujo intermitente Combinación 3 Combinación 4 Flujo proyecto Combinación 5 Combinación 5
Combinación 1: para el caso de flujos lineales resulta común fabricar para inventarios, de esta forma se saca el máximo provecho a la eficiencia a que las operaciones sigan una secuencia lógica de proceso, se optimiza el nivel de inventario y la administración de la capacidad instalada. Combinación 2: las líneas de procesos, también, pueden fabricarse por pedidos; un ejemplo típico son las líneas de armado automotriz altamente automatizados y, por ende, estandarizados, pero que ensamblan combinaciones específicas de opciones que solicitan los clientes (pedidos por modelos de automóviles). Combinación 3: esta forma de organizar las operaciones es comúnmente utilizada para las cadenas de comida rápida, que se caracterizan por un flujo de proceso desordenado en donde se reciben productos o servicios laterales en un módulo de trabajo lineal, se establece un inventario mínimo para una rápida atención y por una demanda constante.
26Instituto Profesional Iplacex
Combinación 4: cuando en el flujo intermitente o desordenado del producto es posible identificar un producto o servicio específico para un cliente, se puede determinar que la forma de organizar las operaciones es una mezcla entre un flujo intermitente y por pedido. Los talleres de madera, las fábricas de muebles, las vidrierías, etc., son ejemplos típicos de esta combinación de procesos. Combinación 5: aunque no es común que un proyecto se fabrique para inventario, esta forma de organizar las operaciones es posible, es el caso de las base para pinturas preparadas, que se mantienen en inventario con el fin de entregar un servicio más rápido y minimizar los costos de operación (imaginaría usted que cada vez que solicita una pintura con un color especial que se debe preparar, el vendedor le respondería que su pedido se demora aproximadamente un mes, dado que se debe solicitar la pintura en el laboratorio de la fabrica). Combinación 6: los proyectos casi siempre se hacen por pedido, debido a que se caracterizan por ser únicos y su volumen es unitario. En esta forma de organizar las operaciones se atiende las especificaciones específicas del cliente.
Cabe señalar que, las seis combinaciones de procesos se aplican a los servicios así como a los productos, pero, una operación que sólo produce servicios -puros- únicamente puede producir por pedidos y de esta forma responder a los deseos del cliente. Sin embargo, la mayoría de los servicios se prestan con algún soporte físico o acompañado de un producto, este soporte físico o producto puede producirse para inventario o por pedido.
La matriz descrita anteriormente puede ser utilizada con distintos procesos como:
i. Dar una categoría diferente a distintos tipos de problemas de toma de decisiones que se encuentran en las operaciones. Como las decisiones sobre costo, calidad, producción, y control de inventario, que difieren bastante en las distintas combinaciones de formas de organizar las operaciones.
ii. Seleccionar el proceso más adecuado a las operaciones que llevan a cabo.
Realizar ejercicios n° 5 al 12

27Instituto Profesional Iplacex
CLASE 04
2. PLANEACIÓN, PROGRAMACIÓN Y CONTROL DE OPERACIONES
Lo que antiguamente se conocía como administración de la producción ha evolucionado hacia un concepto mucho más amplio que se vincula directamente con la estrategia de cada empresa. Así, el proceso de cambio ha estado relacionado con la incorporación de grandes industrias que cuentan con complejos sistemas de producción.
Como es sabido, un modelo de sistema de producción cuenta con varios procesos que son:
• Objetivos: esto porque para cada proceso de producción que pueda existir, se debe contar con la descripción de lo que se quiere hacer así como las tecnologías a utilizar.
• Los insumos que constituyen lo que se conoce como inputs: estos corresponden al
conjunto de recursos utilizados en el proceso productivo (como por ejemplo las materias primas y la mano de obra).
• El proceso de transformación: este proceso incluye la planta y todo el equipamiento
que facilite transformar los insumos en un producto terminado así como también lo que se conoce como el know how utilizado en el proceso de producción.
• El producto (outputs): es el producto final que resulta del sistema de producción.
• El control: corresponde a la retroalimentación y el la forma de evaluar el producto en
cuanto a los objetivo planeados, estableciendo las medidas correctivas si es que así lo amerita el resultado.

28Instituto Profesional Iplacex
El modelo de producción puede ejemplificarse de la siguiente forma para realizar un
análisis más profundo:
Por Ejemplo: En el caso de la compañía “Barbados”, la cual produce prendas de vestir, se puede establecer el flujo de la siguiente manera: El objetivo sería la elaboración de productos de mezclilla con calidad (Se quiere que de 10 pantalones, 1 tenga fallas). Los inputs son todas las mezclillas y los operarios a cargo del proceso de producción; el proceso de transformación incluye desde la llegada de la materia prima hasta la terminación utilizando para ello maquinarias de última generación. El producto es la prenda terminada y, finalmente, el control es el control de calidad que permite que sea más de un 95% de productos sin fallas.
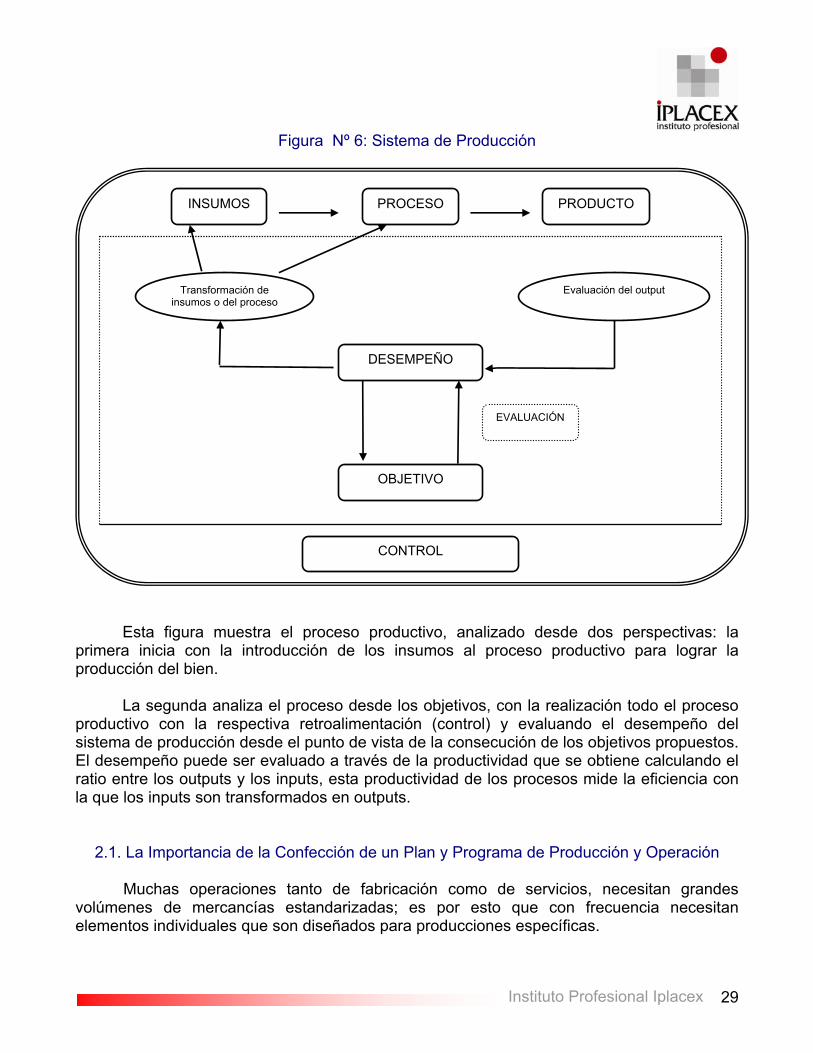
29Instituto Profesional Iplacex
Figura Nº 6: Sistema de Producción
Esta figura muestra el proceso productivo, analizado desde dos perspectivas: la
primera inicia con la introducción de los insumos al proceso productivo para lograr la producción del bien.
La segunda analiza el proceso desde los objetivos, con la realización todo el proceso productivo con la respectiva retroalimentación (control) y evaluando el desempeño del sistema de producción desde el punto de vista de la consecución de los objetivos propuestos. El desempeño puede ser evaluado a través de la productividad que se obtiene calculando el ratio entre los outputs y los inputs, esta productividad de los procesos mide la eficiencia con la que los inputs son transformados en outputs.
2.1. La Importancia de la Confección de un Plan y Programa de Producción y Operación
Muchas operaciones tanto de fabricación como de servicios, necesitan grandes volúmenes de mercancías estandarizadas; es por esto que con frecuencia necesitan elementos individuales que son diseñados para producciones específicas.
Transformación de insumos o del proceso
Evaluación del output
INSUMOS PROCESO PRODUCTO
DESEMPEÑO
OBJETIVO
CONTROL
EVALUACIÓN

30Instituto Profesional Iplacex
Dado que diferentes industrias proveen distintos niveles de estandarización de las
mercancías y servicios producidos, es que se hace necesaria la incorporación de un plan de producción que permita coordinar y definir las reglas de decisión que permitan enfrentar la demanda prevista con los recursos existentes.
La importancia de la planificación radica en que de esta manera se hace un mejor uso
de los recursos productivos. Además, se puede establecer claramente la decisión de la capacidad de manera estratégica, lo que permite adelantar la producción de bienes que sean stockeables y mejorar por consiguiente su utilización. En el caso de los bienes no stockeables, lleva a administrar eficientemente la demanda.
2.2. Herramientas de Planeación, Programación y Control de Proyectos de Producción
El sistema de programación de operaciones es un conjunto ordenado y coherente de principios, disposiciones reglamentarias, procesos e instrumentos técnicos cuya finalidad es la elaboración y obtención de información confiable, útil y oportuna para el seguimiento y posterior evaluación de objetivos y operaciones.
La planeación y programación de operaciones están centradas en el volumen de
producción y en el tiempo estimado que se dedique a la elaboración de los productos. Los sistemas de administración necesarios para llevar a cabo adecuadamente el
proceso de producción, implican la existencia de niveles jerárquicos verticales enlazados desde arriba hacia abajo, con apoyo entre unas y otras, tal como se puede apreciar en la figura nº7.
Por Ejemplo:
La NASA, en los distintos programas aeroespaciales debe diseñar programas con elementos individuales dependiendo del tipo de misión espacial que se requiera. Para tales efectos, es que una Planta de fabricación y ensamblaje de Ingeniería de Alabama es la empresa que le ayuda a satisfacer tales demandas.
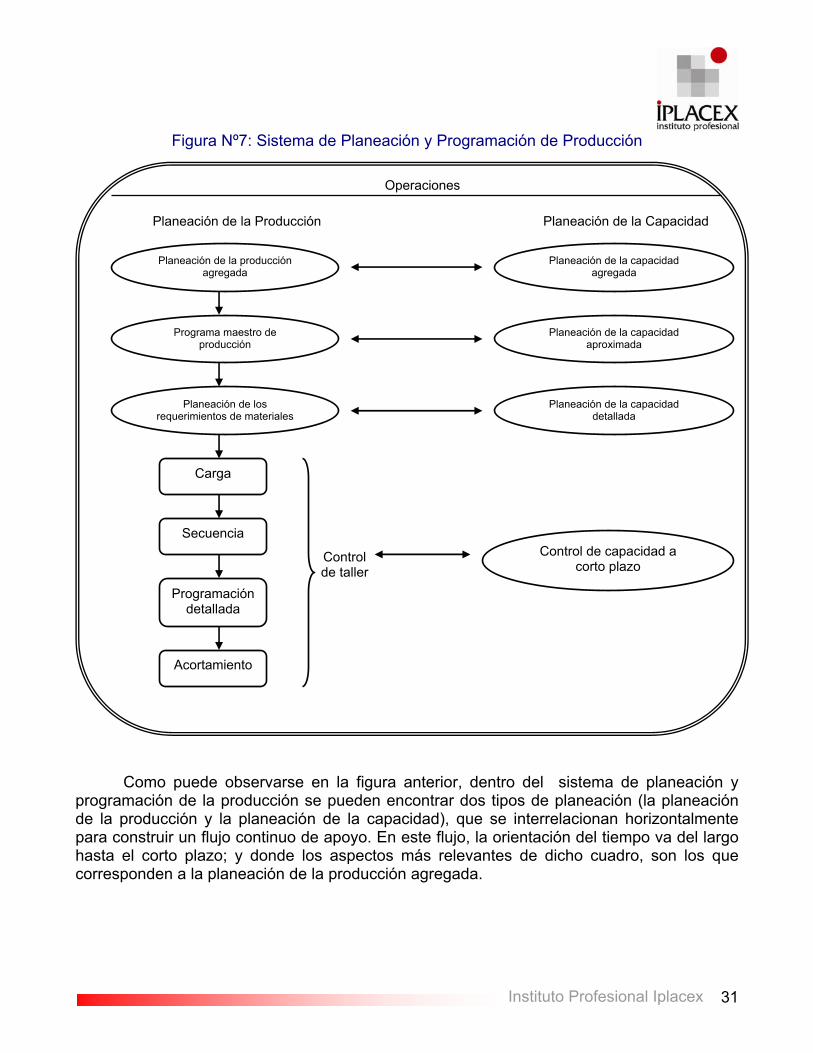
31Instituto Profesional Iplacex
Figura Nº7: Sistema de Planeación y Programación de Producción
Como puede observarse en la figura anterior, dentro del sistema de planeación y programación de la producción se pueden encontrar dos tipos de planeación (la planeación de la producción y la planeación de la capacidad), que se interrelacionan horizontalmente para construir un flujo continuo de apoyo. En este flujo, la orientación del tiempo va del largo hasta el corto plazo; y donde los aspectos más relevantes de dicho cuadro, son los que corresponden a la planeación de la producción agregada.
Planeación de la producción agregada
Planeación de la capacidad agregada
Programación detallada
Carga
Secuencia
Operaciones
Planeación de la Capacidad Planeación de la Producción
Planeación de los requerimientos de materiales
Programa maestro de producción
Planeación de la capacidad detallada
Planeación de la capacidad aproximada
Acortamiento
Control de taller
Control de capacidad a corto plazo
32Instituto Profesional Iplacex
Para diseñar un plan agregado es necesario identificar una medida significativa de producción4, esto se vuelve complejo en aquellas empresas que tienen diversos productos, ya que no es tan fácil encontrar un denominador común que permita medir toda la producción. En la figura, se observan los elementos que componen cada tipo de planeación. Dichos elementos, se encuentran representados verticalmente de arriba hacia abajo en orden de realización. A continuación, se detallará cada uno de los elementos:
• Planeación de la producción agregada (en cuanto a los resultados), este tipo de plan corresponde a la parte proporcional de la producción del plan de negocios y está referida a la parte de la demanda de estas actividades globales, identificando los resultados a alcanzar, esto expresado en número de unidades de líneas de productos.
• Planeación de la capacidad, cualquier tipo de producción deseada no tiene ninguna
utilidad a menos que se puedan llevar a cabo y sea factible. La planeación de la capacidad traduce los planes de producción del área de producción en términos de insumos, para realizar una aproximación de la proporción de la capacidad requerida o consumida.
• Programa maestro de producción (PMP, Master Production Scheduling), el fin de este programa es satisfacer la demanda de cada producto dentro de la línea. Proporciona una relación de vital importancia entre lo que mercadotecnia y la función de producción.
• Planeación de la capacidad aproximada (PCA, Roughcut capacity planning), a veces
es llamada planeación de los requerimientos de recursos; se lleva a cabo paralelamente con el plan maestro tentativo o bien previo a él, para evaluar la factibilidad de la capacidad antes de que el PMP propuesto no sobrecargue ningún departamento, centro de trabajo o maquinaria clave. Es una manera rápida y económica para identificar y corregir diferencias importantes que pueden surgir entre
4 La medida significativa de producción corresponde a la unidad de medida “agregada” que se va a utilizar para diseñar la demanda agregad de producción.
Por Ejemplo:
Una línea de productos, generalmente consume algunos bloques de capacidad, tales como horas mano de obra para ensamble o uso de centros de maquinado para la fabricación.

33Instituto Profesional Iplacex
los requerimientos de capacidad (por ejemplo en la mano de obra directa) del programa maestro de producción y la capacidad disponible.
• Planeación de requerimientos de materiales (PRM, Material requeriment planning), es
el encargado de mostrar los requerimientos señalados en el tiempo para la salida y recepción de materiales, y que permiten la implantación del programa maestro de producción5.
• Control de taller, el control de taller o piso de planta acentúa la coordinación de las
actividades semanales y diarias para la realización de los trabajos.
Existe una gran cantidad de procedimientos que permiten visualizar secuencias en el proceso productivo, dentro de las cuales se encuentran: la carta Gantt, el método Pert y el método del camino crítico (CPM)
2.2.1. La Carta GANTT
La carta Gantt es una técnica de diagramación que muestra la cantidad de tiempo requerida para las actividades que se realizan en una empresa, y la secuencia en la que dichas actividades se deben realizar. Es fácil y flexible de usar para la administración de proyectos, sirviendo como herramienta de planificación y control.
En el lado izquierdo de la carta gantt se encuentra la lista de las actividades que se requiere realizar para el desarrollo de un proyecto; y en forma horizontal, debajo de la carta, se encuentra el tiempo. Entonces, la duración de cada actividad se representará por medio de una flecha, que indica la fecha de inicio hasta la fecha de término. 5 El programa Maestro de Producción será analizado detenidamente en las siguientes clases.

34Instituto Profesional Iplacex
Por ejemplo: En una empresa de zapatos, las distintas actividades involucradas en el
proceso de producción de éstos, están representadas por las letras A a la F. La secuencia y la duración en que se deben desarrollar estas actividades están dadas por el siguiente cuadro:
Actividad Realizada después
de Duración
(en semanas) A - 4 B A 6 C A 2 D B 2 E C 8 F D-E 4
Dada la información anterior, se puede ilustrar la Carta Gantt de la
siguiente forma: Actividad
A
D
B
C
F E
2 4 8 10 12 6 14 20 16 18 Semanas

35Instituto Profesional Iplacex
2.2.2. Mallas CPM
La programación del camino crítico se refiere al conjunto de técnicas de tipo gráfico que son utilizadas en la planificación y control de proyectos, para identificar cuáles actividades pueden ser atrasadas sin afectar la duración total de un proyecto. Para la realización de cualquier proyecto, se deben considerar tres factores, que son el tiempo, el costo y los recursos disponibles. En relación al tiempo, el CPM es determinístico, es decir, considera que los tiempos de las actividades se conocen y se pueden variar cambiando el nivel de recursos utilizados.
Las técnicas de programación del camino crítico presentan un proyecto en forma
gráfica y relacionan sus tareas individualmente, en una forma que permite fijar la atención en aquellas tareas que son críticas para la correcta finalización del proyecto.
Para que las técnicas de programación del camino crítico puedan ser aplicadas, un
proyecto debe contar con las siguientes características:
• Debe contar de un conjunto de trabajos o tareas bien definidas donde se sabe claramente donde finaliza el proyecto.
• Los trabajos o tareas deben ser independientes, es decir, que puedan iniciar, parar y
ejecutarse de manera separada dentro de una secuencia determinada.
• Los trabajos o tareas deben ejecutarse con un cierto orden. Para representar gráficamente la malla CPM, se debe considerar que cada actividad
tiene asociado un tiempo de duración y el uso de determinada dotación de recursos. Estas actividades estarán representadas por las letras A hasta la G, en los círculos de la siguiente figura.
Figura Nº 8: Vista gráfica del método CPM
A
B D E
C F
G
36Instituto Profesional Iplacex
2.2.3. Método PERT
El método PERT (Program Evaluation and Review Technique), junto con el método CPM (o mallas CPM), son dos de las técnicas más conocidas de programación del camino crítico6. Esta técnica se desarrolló a finales de la década de los cincuenta con el patrocinio de la Oficina de Proyectos Especiales de la Marina estadounidense, surgió como una herramienta de dirección para programar y controlar la construcción de un misil.
El método PERT se centra en identificar el camino más largo en cuanto a duración de una red o conjunto de tareas como base para la planificación y el control de un proyecto, es decir, de acuerdo a las actividades existentes y al tiempo que demoran su realización, se identifica cuanto sería el máximo de tiempo que demoraría el ciclo completo.
Una malla PERT permite planificar y controlar el desarrollo de un proyecto. A
diferencia de las redes CPM, las redes PERT trabajan con tiempos probabilísticas, es decir, considera que la variable tiempo es desconocida, de la cual sólo se tienen datos estimativos.
Normalmente para desarrollar un proyecto específico lo primero que se hace es
determinar, en una reunión multidisciplinaria, cuales son las actividades que se deberá ejecutar para llevar a feliz término el proyecto, cuál es la precedencia entre ellas y cuál será la duración esperada de cada una.
El método Pert, al igual que el método CPM, se puede representar gráficamente a través de una red, que es utilizada como herramienta cuantitativa de planificación y control, permitiendo a los administradores contar con un modelo de optimización que entregue la solución óptima de una secuencia de actividades en el tiempo, que deben realizarse para finalizar el plan de acción. También, permite programar un proyecto por adelantado y a la vez calcular el tiempo necesario para completarlo.
6 El camino crítico o ruta crítica es la secuencia de los elementos terminales de una red de proyectos con la mayor duración entre ellos.

37Instituto Profesional Iplacex
Por ejemplo:
Siguiendo con el ejemplo anterior, y una vez planificadas y determinadas las distintas actividades del proceso de producción de zapatos, con las respectivas secuencias y tiempos de duración de cada actividad, se puede elaborar la siguiente malla Pert. Cada letra, está indicando la actividad que se debe realizar. Es así como la letra A indica que en primer lugar se debe realizar la actividad A, que tiene una duración de 4 semanas. Luego de finalizada la actividad A, se está en condiciones de continuar con las actividades B y C, las que tienen contemplada una duración de 6 y 2 semanas respectivamente. Una vez desempeñadas esas actividades, se prosigue con la actividad D, que dura 2 semanas, y la actividad E, que posee una duración de 8 semanas. Finalmente, se termina el proceso con la realización de la actividad F, que dura 4 semanas.
Para identificar la ruta o camino crítico, se debe considerar, que para realizar el proceso, se presentan dos alternativas de tiempos en los que se realizarán las actividades; estas son ABDF y ACEF, las que poseen las siguientes duraciones: ABDF = 4+6+4+4= 16 semanas ACEF = 4+2+8+4= 18 semanas
Por lo tanto, dado lo anterior, la ruta crítica es ACEF, e indica que el proceso de producción durará 18 días.
A (4) B (6)
C (2)
D (2)
E (8) F (4)
38Instituto Profesional Iplacex
2.2.4. Análisis de Holgura
El tiempo de holgura indica cuánto retraso se puede tolerar para culminar la actividad, sin retrasar el fin del proyecto. Cuando se realiza cualquier proyecto, siempre se trabaja en base a una fecha en que se deben realizar las actividades. En el caso de comenzar una actividad, se considera una fecha de inicio, pero se sabe que esa fecha puede variar debido a imprevistos, por lo que siempre se considera una fecha alternativa, en la que puede retrasarse el comienzo del proyecto. Como también, se establecen los plazos de finalización de los proyectos, los que pueden variar por problemas que se presenten en su desarrollo.
Para calcular las holguras de cada actividad, se pueden utilizar los siguientes
términos.
• Tiempo de inicio más temprano (early Start time, ES), es el momento más temprano en que una actividad puede comenzar, es decir, lo más pronto que debe realizarse una actividad.
• Tiempo de finalización más temprano (early finish time, EF), es la fecha más pronta en
que debe finalizar la actividad
• Tiempo de finalización más tardío (late finish time, LF), es el tiempo de finalización más retrasado en que una actividad puede realizarse sin producir una demora en la duración total del proyecto.
• Tiempo de inicio más tardío (late Start time, LS), es el tiempo más tardío en que un
proyecto o de una determinada actividad puede comenzar.

39Instituto Profesional Iplacex
Así, para determinar el tiempo de holgura de una actividad, se debe calcular por una parte tanto el tiempo más temprano de inicio (ES) como el tiempo más tardío de inicio (LS), el tiempo de finalización más temprano (EF) y el tiempo de finalización más retrasado (LF) para esa actividad.
Por lo tanto, se puede decir, que la holgura corresponderá al tiempo del que se
dispone para aplazar el inicio o el término de cierto proyecto o actividad, sin retrasar el tiempo convenido de entrega de éste. En el caso de comienzo de la actividad, la holgura corresponderá a la diferencia existente entre el tiempo de inicio más temprano y el tiempo de inicio más tardío, es decir:
Por ejemplo:
Una constructora se ganó un proyecto que contempla la construcción de un edificio en la zona céntrica de una ciudad. El encargado de analizar el proyecto, y de determinar el presupuesto y los materiales que se deben considerar para la construcción, establece que, de acuerdo a la disponibilidad de mano de obra y de materiales, la fecha de inicio de las actividades de construcción debe ser el día 13 de agosto (tiempo de inicio más temprano, ES). Sin embargo, debido a las condiciones climáticas el proyecto se ha retrasado, por lo que el encargado del proyecto determina que a más tardar las actividades de construcción deben comenzar el día 20 de agosto, para no retrasar la entrega del edificio en la fecha establecida con la compañía que lo requiere (tiempo de inicio más tardío, LS).
Por otra parte, si no se presenta ningún inconveniente, la fecha más pronta para finalizar el proyecto, que considera la entrega del edificio terminado, es el día 13 de noviembre (tiempo de finalización más temprano, EF). Dadas las condiciones climáticas, la construcción del edificio se deberá retrasar, y por lo tanto la entrega de éste también se retrasará. Sin embargo, como el encargado del proyecto ha considerado los imprevistos que pudiesen surgir en la construcción, sabe que puede entregar el edificio a más tardar el día 23 de octubre, sin que esto genere inconvenientes con la compañía que le encargó la construcción (tiempo de finalización más tardío, LF)
Holgura = Comienzo más tardío – Comienzo más temprano
Holgura = LS - ES
40Instituto Profesional Iplacex
Para el caso de término de una actividad, la holgura corresponderá a:
CLASE 05
2.2.5. Cálculo de los Tiempos Early-Last
Para determinar el tiempo de inicio más temprano para cada actividad, se debe calcular de izquierda a derecha (donde a la primera actividad A, se le fija ES=0). Esto representa el inicio del proyecto.
Para obtener el tiempo de inicio más tardío, se debe realizar el mismo procedimiento que en ES, pero comenzando desde el final del proyecto. El LS de un proyecto se define como el último momento en que una actividad puede ser iniciada sin retrasar la finalización del proyecto completo. Para calcular los tiempos Early- Last, se debe realizar lo siguiente:
i. En primer lugar, se deben establecer las actividades que involucra un proyecto, sus secuencias y sus plazos
ii. Se debe traspasar cada una de las actividades con sus correspondientes plazos a
una carta Gantt
iii. Teniendo la Carta Gantt se debe desarrollarla malla Pert
iv. Luego, en base a la malla Pert y a la duración de las actividades, se realiza el cálculo del tiempo de comienzo más temprano, final más temprano, comienzo más tardío y final más tardío.
v. Se determina la holgura del proyecto
Holgura = Final más tardío – Final más temprano
Holgura = LF - EF
Realizar ejercicios n° 13 y 14
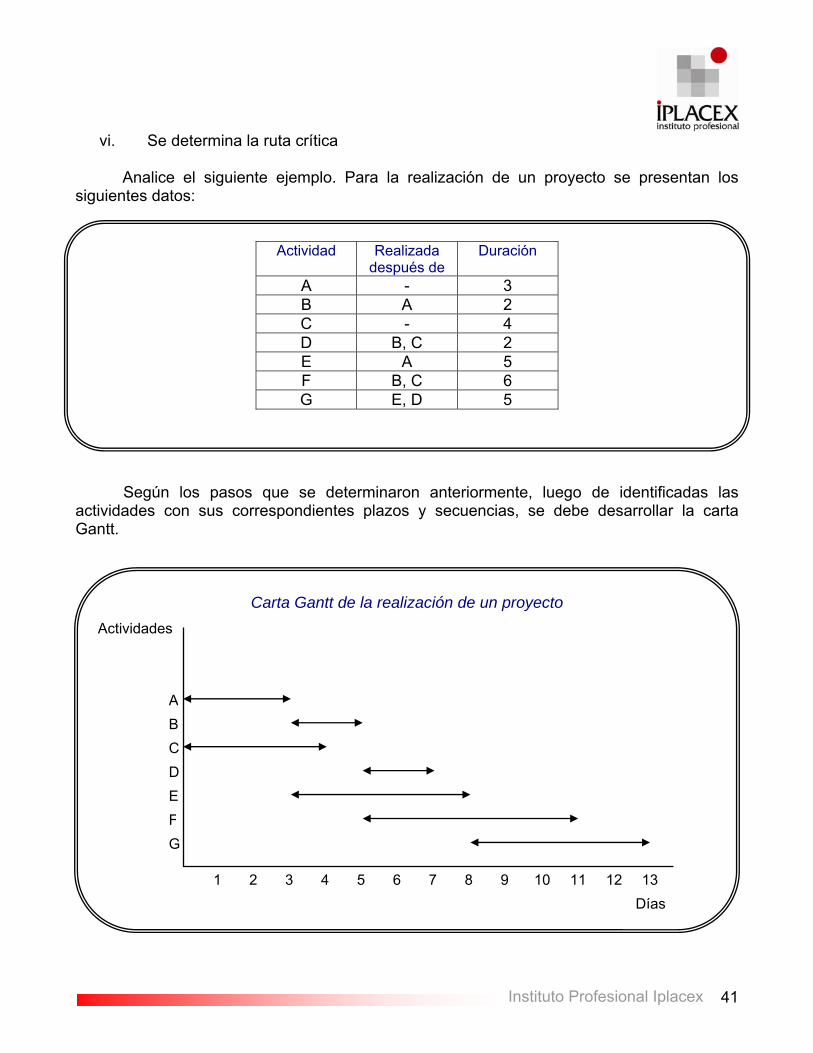
41Instituto Profesional Iplacex
vi. Se determina la ruta crítica
Analice el siguiente ejemplo. Para la realización de un proyecto se presentan los siguientes datos:
Actividad Realizada después de
Duración
A - 3 B A 2 C - 4 D B, C 2 E A 5 F B, C 6 G E, D 5
Según los pasos que se determinaron anteriormente, luego de identificadas las
actividades con sus correspondientes plazos y secuencias, se debe desarrollar la carta Gantt.
Carta Gantt de la realización de un proyecto Actividades
A B C D E FG
1 2 3 4 5 6 7 8 9 10 11 12 13Días
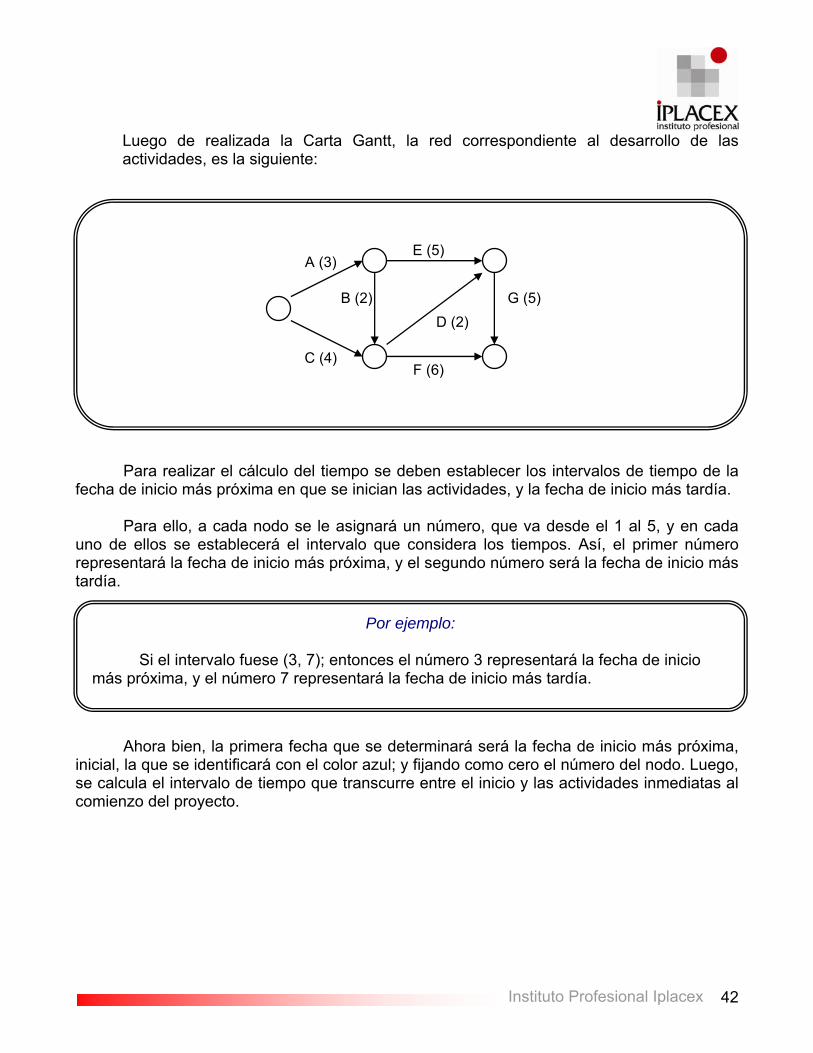
42Instituto Profesional Iplacex
Luego de realizada la Carta Gantt, la red correspondiente al desarrollo de las actividades, es la siguiente: Para realizar el cálculo del tiempo se deben establecer los intervalos de tiempo de la
fecha de inicio más próxima en que se inician las actividades, y la fecha de inicio más tardía. Para ello, a cada nodo se le asignará un número, que va desde el 1 al 5, y en cada
uno de ellos se establecerá el intervalo que considera los tiempos. Así, el primer número representará la fecha de inicio más próxima, y el segundo número será la fecha de inicio más tardía.
Ahora bien, la primera fecha que se determinará será la fecha de inicio más próxima,
inicial, la que se identificará con el color azul; y fijando como cero el número del nodo. Luego, se calcula el intervalo de tiempo que transcurre entre el inicio y las actividades inmediatas al comienzo del proyecto.
A (3)
C (4)
E (5)
F (6)
B (2)D (2)
G (5)
Por ejemplo:
Si el intervalo fuese (3, 7); entonces el número 3 representará la fecha de inicio más próxima, y el número 7 representará la fecha de inicio más tardía.
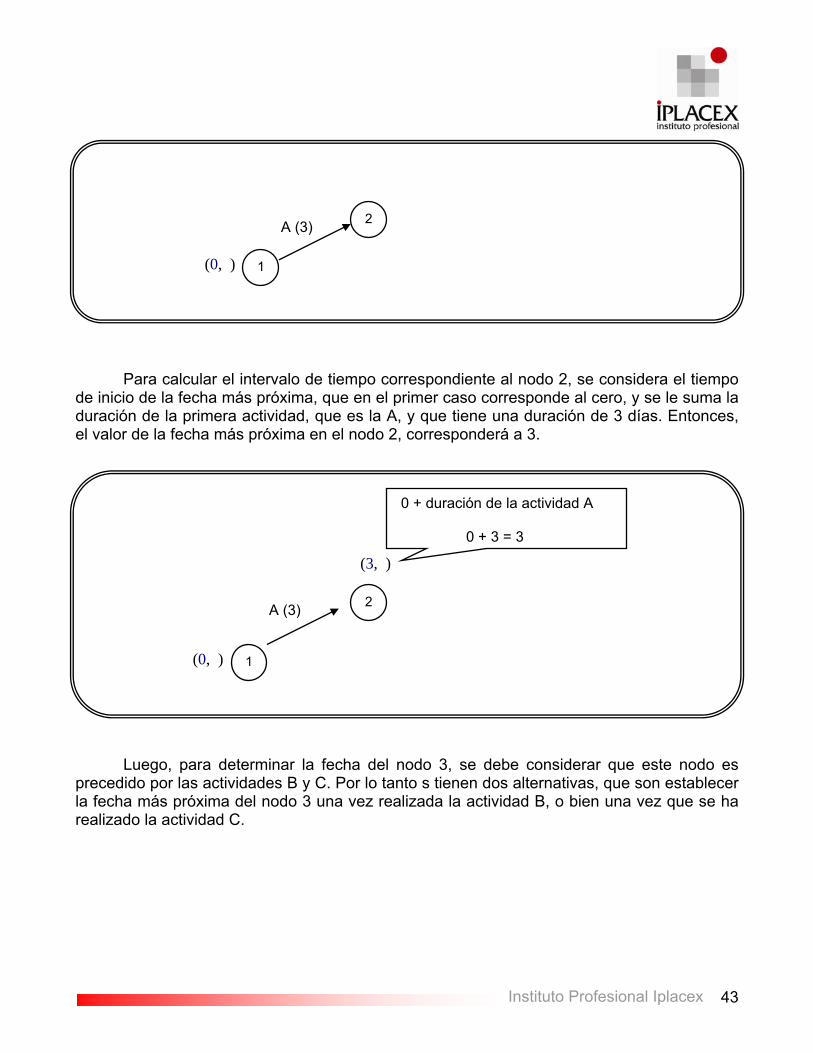
43Instituto Profesional Iplacex
(0, )
(0, )
(3, )
Para calcular el intervalo de tiempo correspondiente al nodo 2, se considera el tiempo
de inicio de la fecha más próxima, que en el primer caso corresponde al cero, y se le suma la duración de la primera actividad, que es la A, y que tiene una duración de 3 días. Entonces, el valor de la fecha más próxima en el nodo 2, corresponderá a 3.
Luego, para determinar la fecha del nodo 3, se debe considerar que este nodo es
precedido por las actividades B y C. Por lo tanto s tienen dos alternativas, que son establecer la fecha más próxima del nodo 3 una vez realizada la actividad B, o bien una vez que se ha realizado la actividad C.
A (3)
1
2
A (3)
1
2
0 + duración de la actividad A 0 + 3 = 3
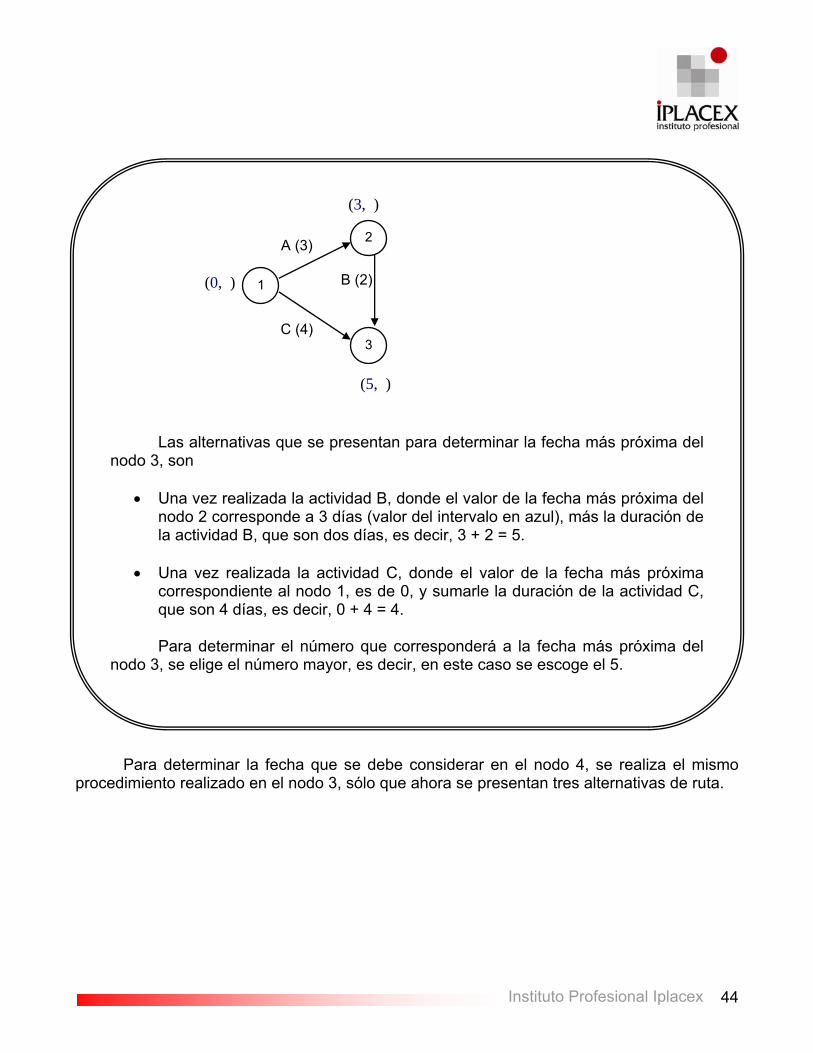
44Instituto Profesional Iplacex
Las alternativas que se presentan para determinar la fecha más próxima del nodo 3, son
• Una vez realizada la actividad B, donde el valor de la fecha más próxima del nodo 2 corresponde a 3 días (valor del intervalo en azul), más la duración de la actividad B, que son dos días, es decir, 3 + 2 = 5.
• Una vez realizada la actividad C, donde el valor de la fecha más próxima
correspondiente al nodo 1, es de 0, y sumarle la duración de la actividad C, que son 4 días, es decir, 0 + 4 = 4.
Para determinar el número que corresponderá a la fecha más próxima del
nodo 3, se elige el número mayor, es decir, en este caso se escoge el 5.
(0, )
(3, )
(5, )
Para determinar la fecha que se debe considerar en el nodo 4, se realiza el mismo
procedimiento realizado en el nodo 3, sólo que ahora se presentan tres alternativas de ruta.
A (3)
C (4)
B (2)1
2
3

45Instituto Profesional Iplacex
Para llegar al nodo 4, se deben haber realizado las actividades D y E, por lo
tanto, las alternativas de ruta son las siguientes:
• Considerar el nodo 2, una vez realizada la actividad E; el cual indica como fecha de inicio más próxima el 3. Luego, si a este se le suma el valor de la actividad E, que son 5 días, entonces esta ruta considerará al 8 como fecha de inicio más próxima para el nodo 4 (5 + 3 = 8).
• Considerar el nodo 3, una vez realizada la actividad la actividad D; el cual
considera como fecha de inicio más próxima el 5, la que al sumarle el valor de la actividad D, que son 2 días, entonces se considerará al 7 como fecha de inicio más próxima para el nodo 4.
Luego, entre las dos alternativas, se escoge el mayor número. Por lo tanto
la fecha de inicio más próxima correspondiente al nodo 4 será de 8.
(0, )
(3, )
(5, )
(8, )
A (3)
C (4)
E (5)
B (2)D (2)
1
2
3
4
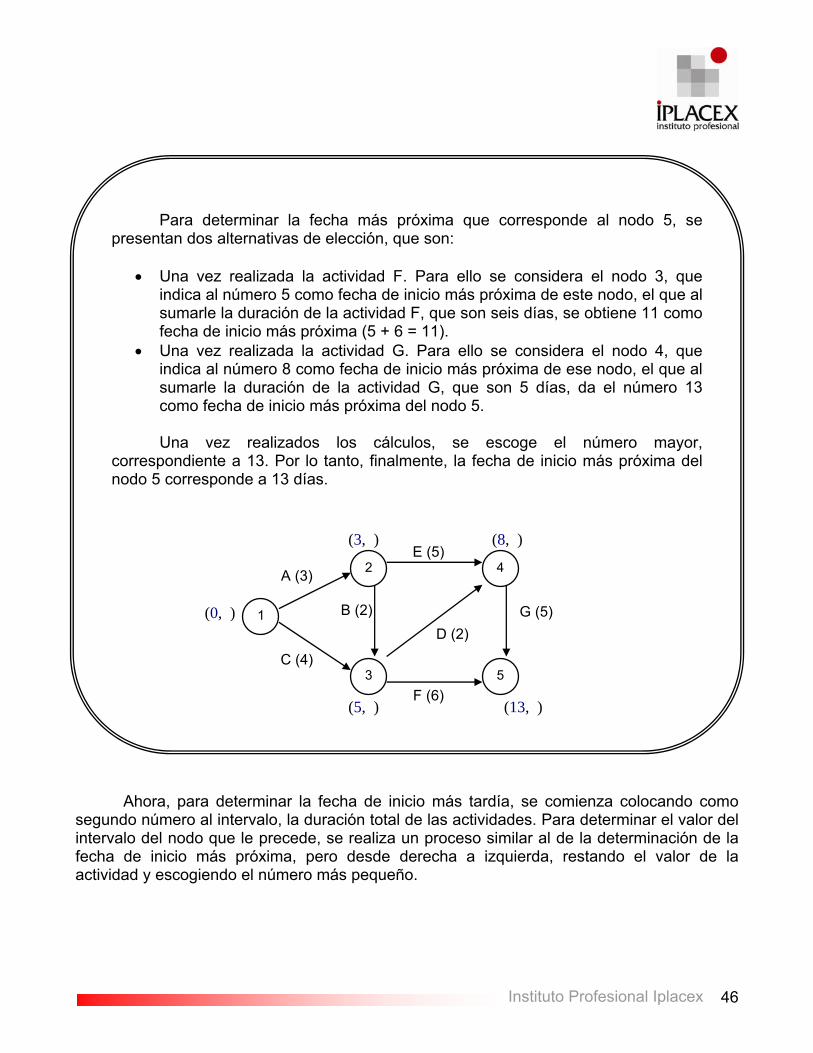
46Instituto Profesional Iplacex
Para determinar la fecha más próxima que corresponde al nodo 5, se
presentan dos alternativas de elección, que son:
• Una vez realizada la actividad F. Para ello se considera el nodo 3, que indica al número 5 como fecha de inicio más próxima de este nodo, el que al sumarle la duración de la actividad F, que son seis días, se obtiene 11 como fecha de inicio más próxima (5 + 6 = 11).
• Una vez realizada la actividad G. Para ello se considera el nodo 4, que indica al número 8 como fecha de inicio más próxima de ese nodo, el que al sumarle la duración de la actividad G, que son 5 días, da el número 13 como fecha de inicio más próxima del nodo 5.
Una vez realizados los cálculos, se escoge el número mayor,
correspondiente a 13. Por lo tanto, finalmente, la fecha de inicio más próxima del nodo 5 corresponde a 13 días.
(0, )
(5, )
(3, ) (8, )
(13, )
Ahora, para determinar la fecha de inicio más tardía, se comienza colocando como
segundo número al intervalo, la duración total de las actividades. Para determinar el valor del intervalo del nodo que le precede, se realiza un proceso similar al de la determinación de la fecha de inicio más próxima, pero desde derecha a izquierda, restando el valor de la actividad y escogiendo el número más pequeño.
A (3)
C (4)
E (5)
F (6)
B (2)D (2)
G (5)1
2
3 5
4

47Instituto Profesional Iplacex
Por ejemplo:
Si se presenta la siguiente red: Para determinar el valor de la fecha de inicio más tardía del nodo 4, se
presentan dos alternativas, que son:
• Considerar el nodo 6, que indica como fecha de inicio más tardía 12. Luego, si se le resta la duración de la actividad F, que son tres días, la fecha de inicio más tardía que correspondería al nodo 4 sería de 9 (12 –3 = 9).
• Considerar el nodo 5, que indica como fecha de inicio más tardía 10.
Luego, si se le resta la duración de la actividad E, que son 5 días, entonces la fecha de inicio más tardía que correspondería al nodo 4, será de 5 (10 – 5 = 5).
Finalmente para determinar cuál será la fecha de inicio más tardía correspondiente al nodo 4, se escoge el número menor, es decir, se escoge el 5. Por lo tanto, el intervalo del nodo 4, será (5,5).
4
6
5
(5, 5 )
(5, 12 )
(5, 10 )
F (3)
E (5)
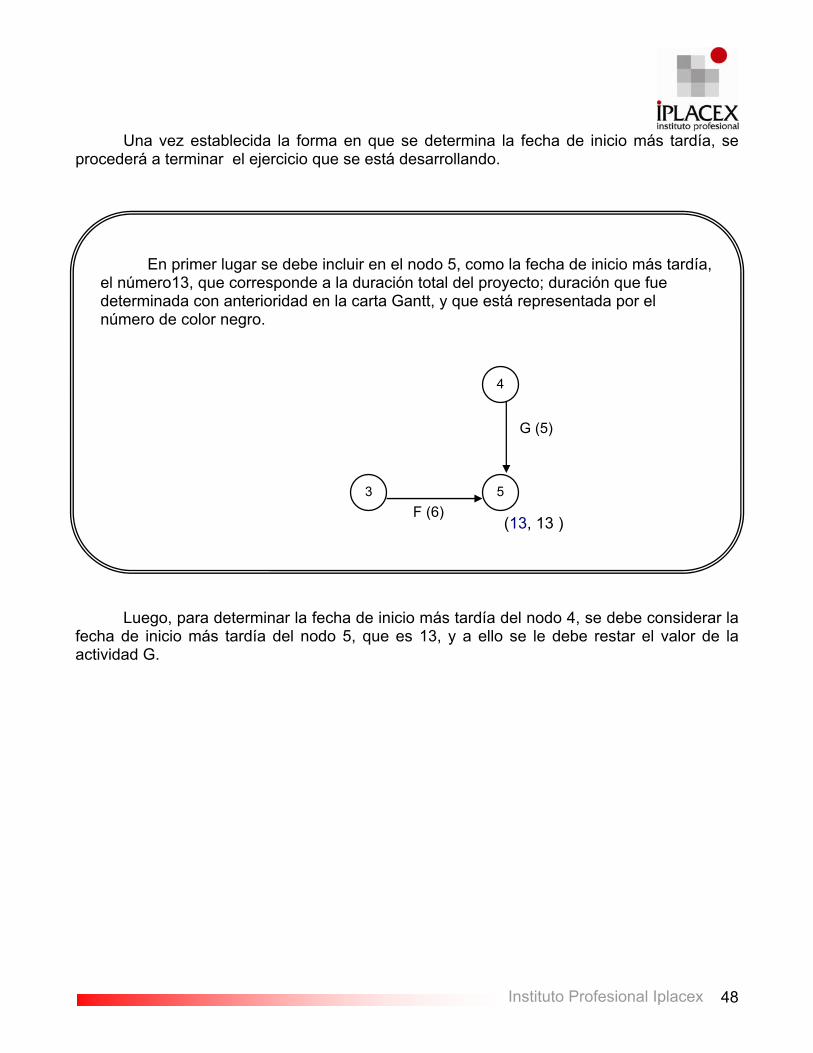
48Instituto Profesional Iplacex
En primer lugar se debe incluir en el nodo 5, como la fecha de inicio más tardía, el número13, que corresponde a la duración total del proyecto; duración que fue determinada con anterioridad en la carta Gantt, y que está representada por el número de color negro.
(13, 13 )
Una vez establecida la forma en que se determina la fecha de inicio más tardía, se procederá a terminar el ejercicio que se está desarrollando.
Luego, para determinar la fecha de inicio más tardía del nodo 4, se debe considerar la
fecha de inicio más tardía del nodo 5, que es 13, y a ello se le debe restar el valor de la actividad G.
F (6)
G (5)
3 5
4
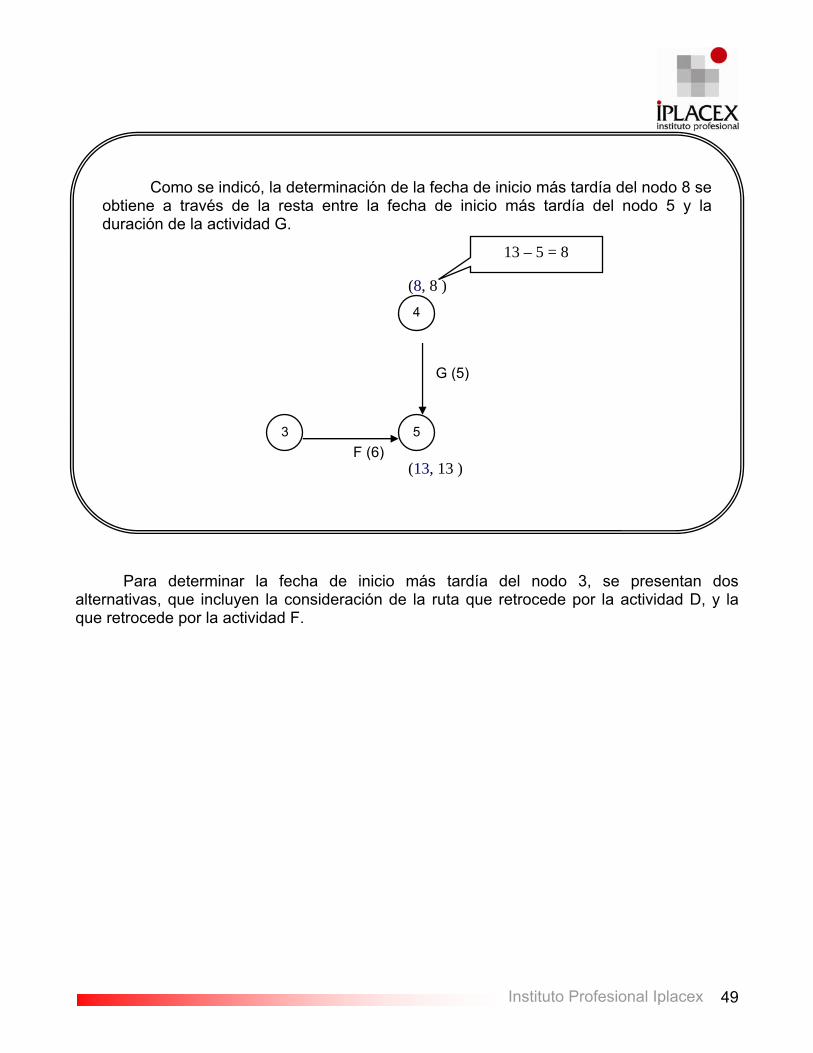
49Instituto Profesional Iplacex
Como se indicó, la determinación de la fecha de inicio más tardía del nodo 8 se
obtiene a través de la resta entre la fecha de inicio más tardía del nodo 5 y la duración de la actividad G.
(8, 8 )
(13, 13 )
Para determinar la fecha de inicio más tardía del nodo 3, se presentan dos
alternativas, que incluyen la consideración de la ruta que retrocede por la actividad D, y la que retrocede por la actividad F.
F (6)
G (5)
3 5
4
13 – 5 = 8

50Instituto Profesional Iplacex
Para determinar la fecha de inicio más tardía que corresponde al nodo 3, se
pueden considerar dos alternativas:
• Considerar el nodo 4, donde la fecha de inicio más tardía corresponde a 8, y restarle el valor de la actividad D, que corresponde a 2 días. Por lo tanto, la fecha de inicio más tardía que se obtiene considerando el nodo 4, es de 6 ( 8 – 2 = 6).
• Considerar el nodo 5, donde la fecha de inicio más tardía corresponde a 13, y restarle la duración de la actividad F, que son 6 días. Por lo tanto, la fecha de inicio más tardía obtenida utilizando el nodo 5, es de 7 (13 – 6 = 7).
Entre las dos alternativas presentadas se escoge el número menor, que es
el 6, por lo que la fecha de inicio más tardía correspondiente al nodo 3 es de 6. Y el intervalo que corresponde a este nodo es (5,6).
(5, 6 )
(8, 8)
(13, 13 )
F (6)
D (2)G (5)
3 5
4
( 8 – 2 = 6)
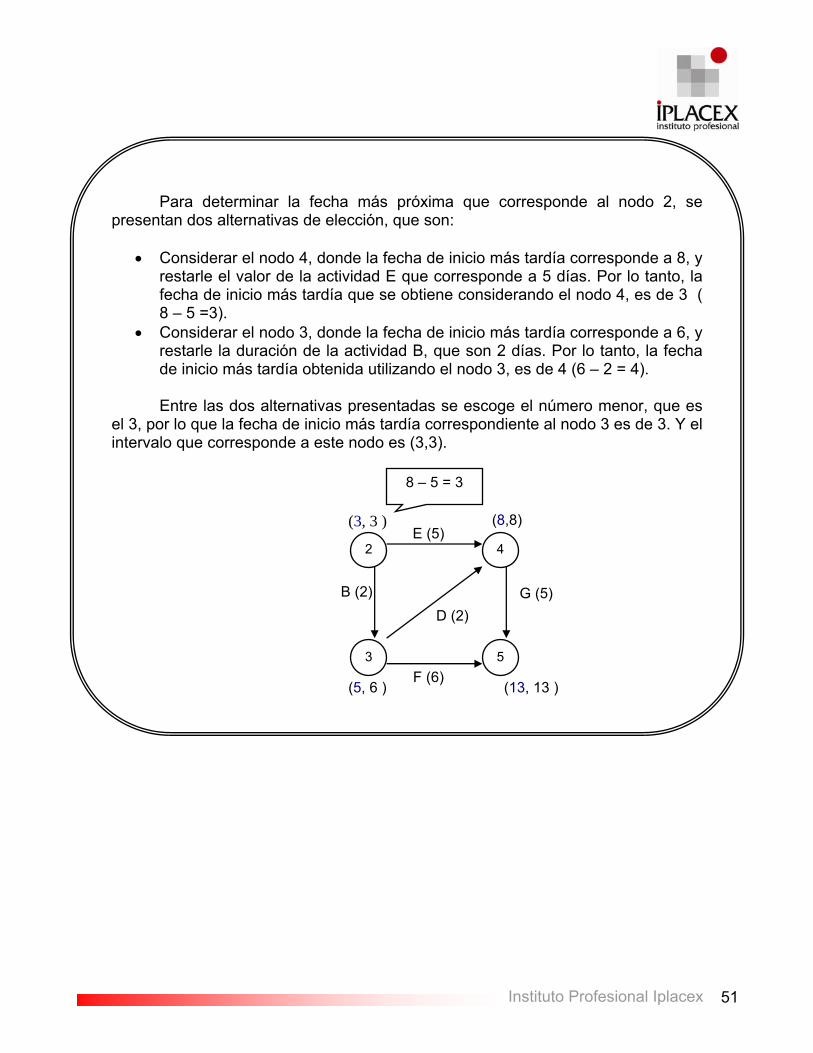
51Instituto Profesional Iplacex
Para determinar la fecha más próxima que corresponde al nodo 2, se
presentan dos alternativas de elección, que son:
• Considerar el nodo 4, donde la fecha de inicio más tardía corresponde a 8, y restarle el valor de la actividad E que corresponde a 5 días. Por lo tanto, la fecha de inicio más tardía que se obtiene considerando el nodo 4, es de 3 ( 8 – 5 =3).
• Considerar el nodo 3, donde la fecha de inicio más tardía corresponde a 6, y restarle la duración de la actividad B, que son 2 días. Por lo tanto, la fecha de inicio más tardía obtenida utilizando el nodo 3, es de 4 (6 – 2 = 4).
Entre las dos alternativas presentadas se escoge el número menor, que es
el 3, por lo que la fecha de inicio más tardía correspondiente al nodo 3 es de 3. Y el intervalo que corresponde a este nodo es (3,3).
(5, 6 )
(3, 3 ) (8,8)
(13, 13 )
E (5)
F (6)
B (2)D (2)
G (5)
2
3 5
4
8 – 5 = 3
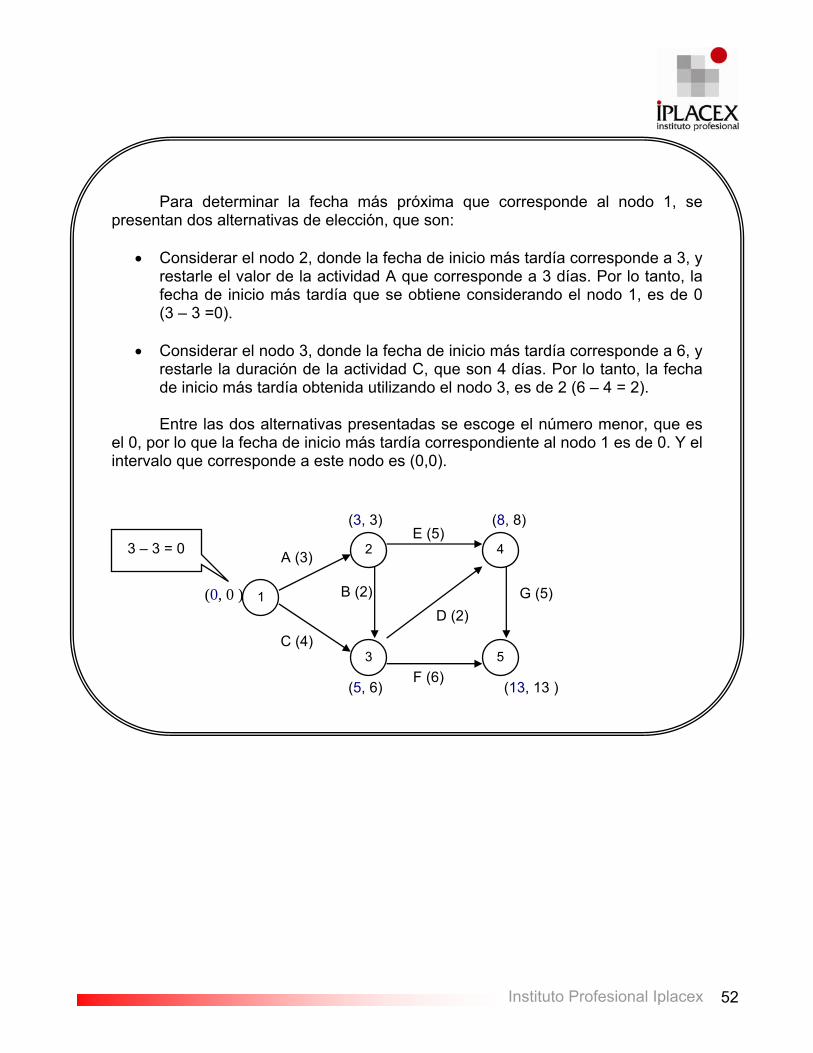
52Instituto Profesional Iplacex
Para determinar la fecha más próxima que corresponde al nodo 1, se
presentan dos alternativas de elección, que son:
• Considerar el nodo 2, donde la fecha de inicio más tardía corresponde a 3, y restarle el valor de la actividad A que corresponde a 3 días. Por lo tanto, la fecha de inicio más tardía que se obtiene considerando el nodo 1, es de 0 (3 – 3 =0).
• Considerar el nodo 3, donde la fecha de inicio más tardía corresponde a 6, y
restarle la duración de la actividad C, que son 4 días. Por lo tanto, la fecha de inicio más tardía obtenida utilizando el nodo 3, es de 2 (6 – 4 = 2).
Entre las dos alternativas presentadas se escoge el número menor, que es
el 0, por lo que la fecha de inicio más tardía correspondiente al nodo 1 es de 0. Y el intervalo que corresponde a este nodo es (0,0).
(0, 0 )
(5, 6)
(3, 3) (8, 8)
(13, 13 )
A (3)
C (4)
E (5)
F (6)
B (2)D (2)
G (5)1
2
3 5
43 – 3 = 0

53Instituto Profesional Iplacex
CLASE 06 Una vez determinadas todas coordenadas de los nodos, se está en condiciones de
calcular el comienzo más temprano (ES), el final más temprano (EF), el comienzo más tardío (LS) y el final más tardío (LF); y la correspondiente holgura.
Para ello, se debe considerar la red obtenida anteriormente con cada intervalo de
tiempo, y se debe establecer un cuadro donde se vayan incluyendo los valores obtenidos. El primer cálculo que se debe realizar, es del comienzo más temprano, que
corresponde a ES. Como se ha mencionado, ES está representado por el número ubicado a la izquierda de las coordenadas situadas en cada nodo de la red.
Por ejemplo:
El primer paso es realizar un cuadro que contenga las actividades, su correspondiente duración y los tiempos que se calcularán, ES, LS, EF, LF y la holgura.
Actividad Duración ES LS EF LF Holgura
A 3 B 2 C 4 D 2 E 5 F 6 G 5

54Instituto Profesional Iplacex
Por lo tanto, dependiendo del nodo del que parta o se origine cada actividad
representada en la red, será el comienzo más temprano, ES, asignada a cada una de ellas. A continuación, observe el comienzo más temprano, correspondiente a cada una de
las actividades del ejercicio que se ha estado analizando.
Por ejemplo: Si se tiene la siguiente red:
1 2
3
4
A C
B
(0,0)
(3,2)
(4,7)
(2,5)
El comienzo más temprano (ES), para la actividad A corresponde a 0.
El comienzo más temprano (ES) para las actividades B y C corresponde a 3.
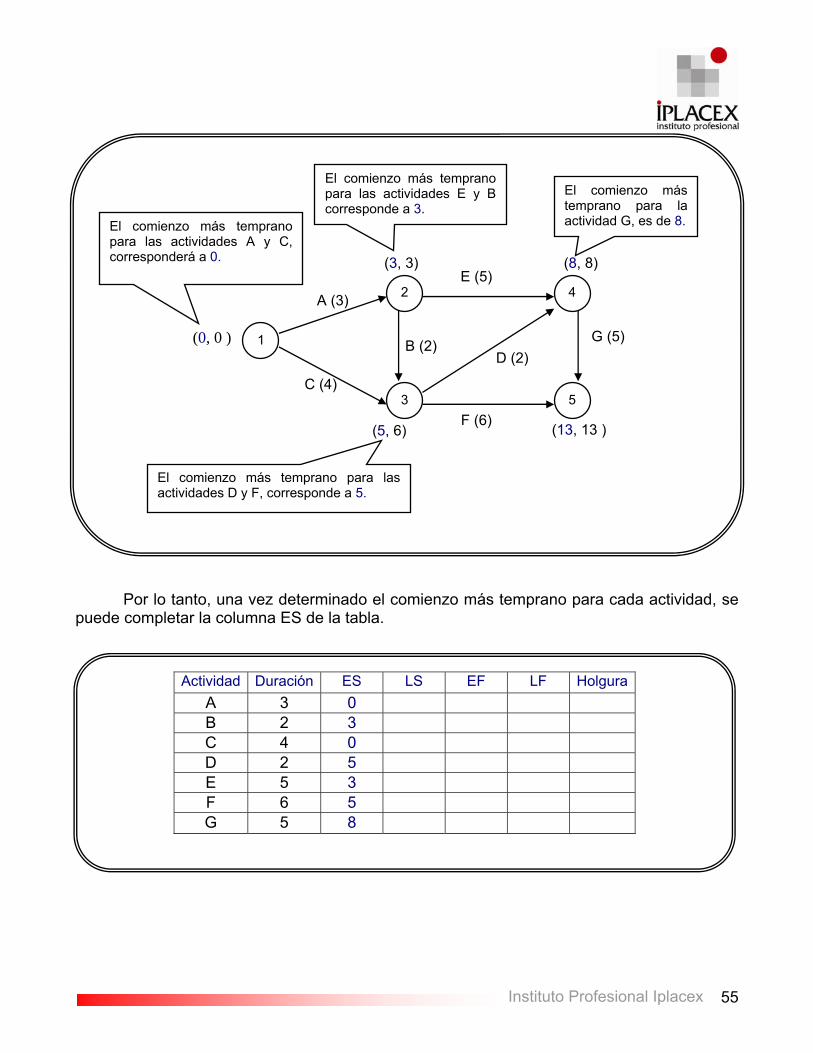
55Instituto Profesional Iplacex
(0, 0 )
(5, 6)
(3, 3) (8, 8)
(13, 13 )
Por lo tanto, una vez determinado el comienzo más temprano para cada actividad, se
puede completar la columna ES de la tabla.
A (3)
C (4)
E (5)
F (6)
B (2)D (2)
G (5) 1
2
3 5
4
El comienzo más temprano para las actividades A y C, corresponderá a 0.
El comienzo más temprano para las actividades E y B corresponde a 3.
El comienzo más temprano para las actividades D y F, corresponde a 5.
El comienzo más temprano para la actividad G, es de 8.
Actividad Duración ES LS EF LF Holgura A 3 0 B 2 3 C 4 0 D 2 5 E 5 3 F 6 5 G 5 8
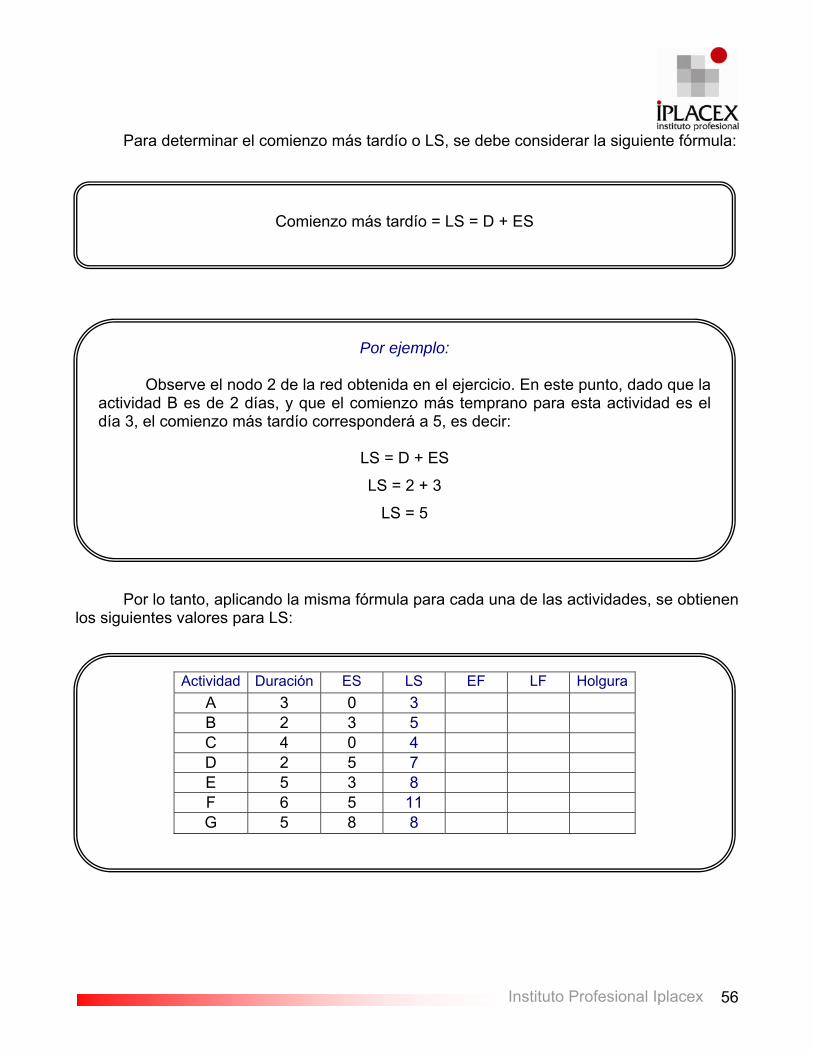
56Instituto Profesional Iplacex
Para determinar el comienzo más tardío o LS, se debe considerar la siguiente fórmula: Por lo tanto, aplicando la misma fórmula para cada una de las actividades, se obtienen
los siguientes valores para LS:
Comienzo más tardío = LS = D + ES
Por ejemplo:
Observe el nodo 2 de la red obtenida en el ejercicio. En este punto, dado que la actividad B es de 2 días, y que el comienzo más temprano para esta actividad es el día 3, el comienzo más tardío corresponderá a 5, es decir:
LS = D + ES
LS = 2 + 3
LS = 5
Actividad Duración ES LS EF LF Holgura A 3 0 3 B 2 3 5 C 4 0 4 D 2 5 7 E 5 3 8 F 6 5 11 G 5 8 8
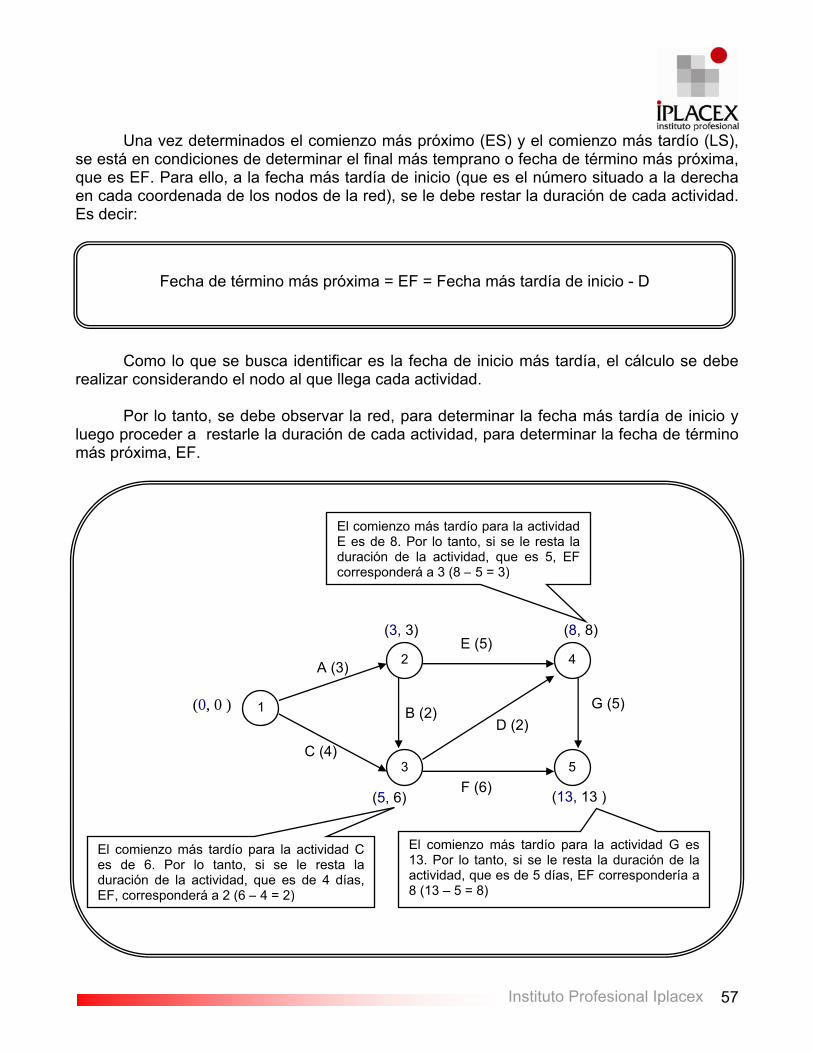
57Instituto Profesional Iplacex
(0, 0 )
(5, 6)
(3, 3) (8, 8)
(13, 13 )
Una vez determinados el comienzo más próximo (ES) y el comienzo más tardío (LS), se está en condiciones de determinar el final más temprano o fecha de término más próxima, que es EF. Para ello, a la fecha más tardía de inicio (que es el número situado a la derecha en cada coordenada de los nodos de la red), se le debe restar la duración de cada actividad. Es decir:
Como lo que se busca identificar es la fecha de inicio más tardía, el cálculo se debe
realizar considerando el nodo al que llega cada actividad. Por lo tanto, se debe observar la red, para determinar la fecha más tardía de inicio y
luego proceder a restarle la duración de cada actividad, para determinar la fecha de término más próxima, EF.
Fecha de término más próxima = EF = Fecha más tardía de inicio - D
A (3)
C (4)
E (5)
F (6)
B (2)D (2)
G (5) 1
2
3 5
4
El comienzo más tardío para la actividad G es 13. Por lo tanto, si se le resta la duración de la actividad, que es de 5 días, EF correspondería a 8 (13 – 5 = 8)
El comienzo más tardío para la actividad E es de 8. Por lo tanto, si se le resta la duración de la actividad, que es 5, EF corresponderá a 3 (8 – 5 = 3)
El comienzo más tardío para la actividad C es de 6. Por lo tanto, si se le resta la duración de la actividad, que es de 4 días, EF, corresponderá a 2 (6 – 4 = 2)

58Instituto Profesional Iplacex
Al traspasar los cálculos realizados para determinar EF, se obtiene lo siguiente: Una vez determinada la fecha de término más próxima, se puede realizar el cálculo de
la fecha de término más tardía. Para ello, considere la siguiente fórmula.
Actividad Duración ES LS EF LF Holgura A 3 0 3 0 B 2 3 5 4 C 4 0 4 2 D 2 5 7 6 E 5 3 8 3 F 6 5 11 7 G 5 8 8 8
Fecha de término más tardía = LF = D + EF
Por ejemplo:
Para determinar la fecha de término más tardía de la actividad B, se debe considerar su duración, que son 2 días, y sumarle el comienzo más tardío que corresponde a 6 , es decir:
LF = D + EF
LF = 2 + 4
LF = 6
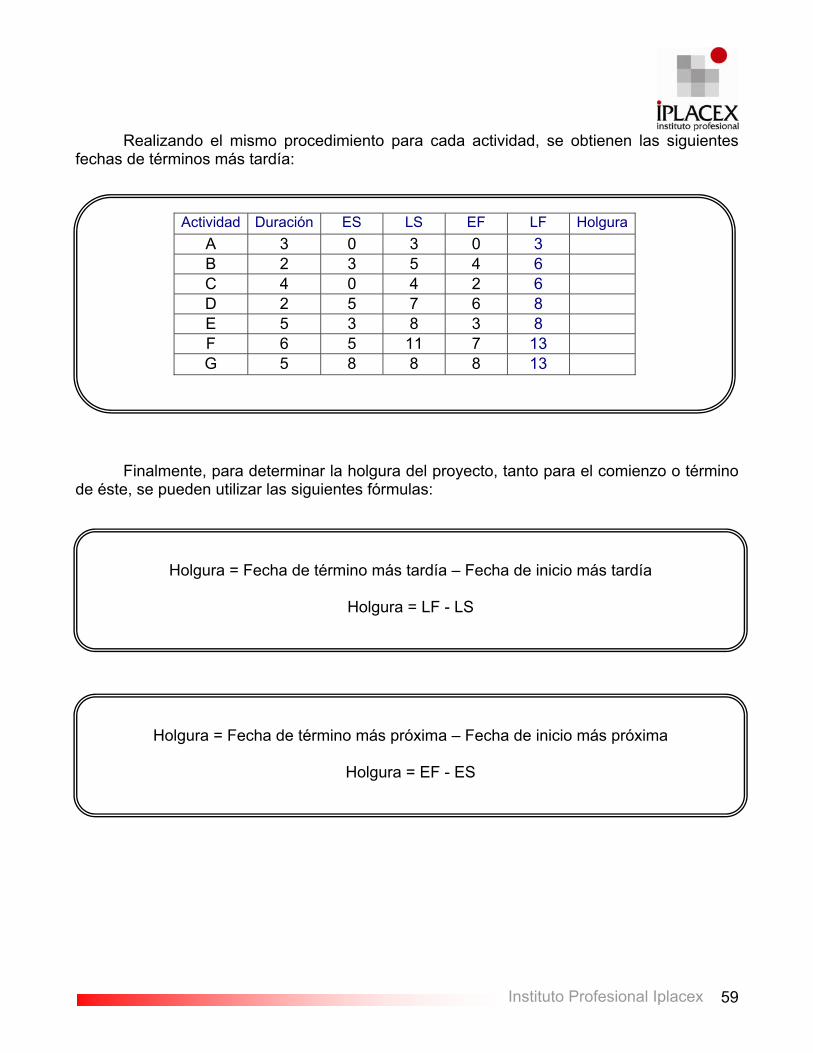
59Instituto Profesional Iplacex
Realizando el mismo procedimiento para cada actividad, se obtienen las siguientes fechas de términos más tardía:
Finalmente, para determinar la holgura del proyecto, tanto para el comienzo o término
de éste, se pueden utilizar las siguientes fórmulas:
Actividad Duración ES LS EF LF Holgura A 3 0 3 0 3 B 2 3 5 4 6 C 4 0 4 2 6 D 2 5 7 6 8 E 5 3 8 3 8 F 6 5 11 7 13 G 5 8 8 8 13
Holgura = Fecha de término más tardía – Fecha de inicio más tardía
Holgura = LF - LS
Holgura = Fecha de término más próxima – Fecha de inicio más próxima
Holgura = EF - ES
60Instituto Profesional Iplacex
Por ejemplo:
Considere la actividad A, donde la fecha de término más tardía es de 3 días, y la fecha de inicio más tardía es 3, dado eso:
Holgura = Fecha de término más tardía – Fecha de inicio más tardía
Holgura = LF – LS
Holgura = 3 – 3
Holgura = 0
Como se presentaron dos fórmulas para determinar la holgura, observe el mismo ejemplo de la actividad A, pero ahora utilizando la siguiente fórmula:
Holgura = Fecha de término más próxima – Fecha de inicio más próxima
Holgura = EF – ES
Holgura = 0 – 0
Holgura = 0
Por lo tanto, se puede deducir que la actividad A no presenta Holgura.
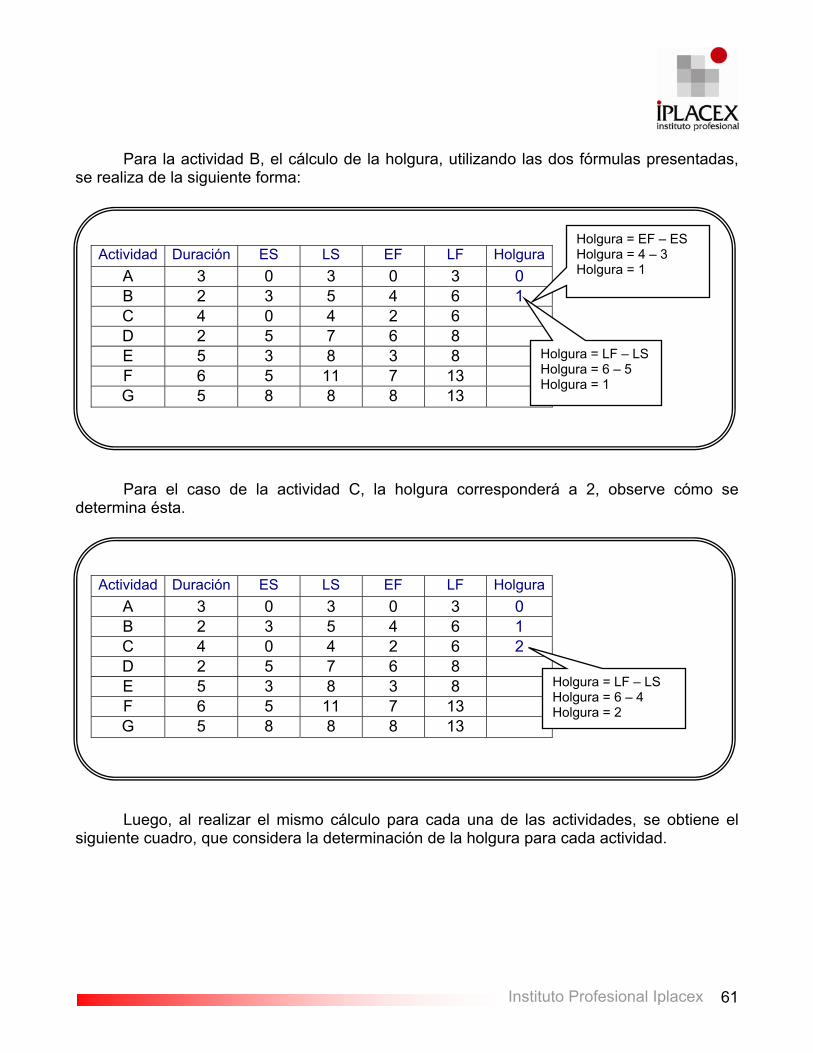
61Instituto Profesional Iplacex
Para la actividad B, el cálculo de la holgura, utilizando las dos fórmulas presentadas,
se realiza de la siguiente forma: Para el caso de la actividad C, la holgura corresponderá a 2, observe cómo se
determina ésta. Luego, al realizar el mismo cálculo para cada una de las actividades, se obtiene el
siguiente cuadro, que considera la determinación de la holgura para cada actividad.
Actividad Duración ES LS EF LF Holgura
A 3 0 3 0 3 0 B 2 3 5 4 6 1 C 4 0 4 2 6 D 2 5 7 6 8 E 5 3 8 3 8 F 6 5 11 7 13 G 5 8 8 8 13
Holgura = LF – LS Holgura = 6 – 5 Holgura = 1
Actividad Duración ES LS EF LF Holgura
A 3 0 3 0 3 0 B 2 3 5 4 6 1 C 4 0 4 2 6 2 D 2 5 7 6 8 E 5 3 8 3 8 F 6 5 11 7 13 G 5 8 8 8 13
Holgura = LF – LS Holgura = 6 – 4 Holgura = 2
Holgura = EF – ES Holgura = 4 – 3 Holgura = 1

62Instituto Profesional Iplacex
Todas las actividades que presenten holgura cero se llamarán actividades críticas, y
son las que determinarán la duración del proyecto. Dado el cuadro anterior, las actividades críticas serán la A, E y G; y al sumar la duración de cada una de estas actividades se obtiene la duración total de proyecto, es decir:
Actividad Duración ES LS EF LF Holgura A 3 0 3 0 3 0 B 2 3 5 4 6 1 C 4 0 4 2 6 2 D 2 5 7 6 8 1 E 5 3 8 3 8 0 F 6 5 11 7 13 2 G 5 8 8 8 13 0
Actividad Duración ES LS EF LF Holgura A 3 0 3 0 3 0 B 2 3 5 4 6 1 C 4 0 4 2 6 2 D 2 5 7 6 8 1 E 5 3 8 3 8 0 F 6 5 11 7 13 2 G 5 8 8 8 13 0
Ruta crítica = A E G Duración del proyecto = 3 + 5 + 5 = 13
Realizar ejercicios n° 15 al 18

63Instituto Profesional Iplacex
CLASE 07
2.3. Planeación Agregada y Programación Maestra de Producción (PMP)
La planeación agregada se define como la relación entre la oferta y la demanda de producción en el corto y mediano plazo, esto para satisfacer las demandas fluctuantes. Consiste en establecer porcentajes de producción por grupos de productos u otras categorías para el mediano plazo (6 a 18 meses).
El plan agregado proporciona un “panorama general” de las operaciones de
producción de la empresa sobre la base de la demanda del pronóstico de ventas y el plan de capacidad. El plan agregado establece niveles de inventarios, rangos de producción y estimados del tamaño del total de la mano de obra, de la operación sobre una base mensual durante los siguientes 12 meses. Está centrado en agregados, no específicos (es decir se consideran las categorías de los productos, no los artículos individuales).
Se encuentra ubicada en el nivel tácito del proceso jerárquico de planeación y tiene
como misión fundamental la de establecer los niveles de producción en unidades agregadas a lo largo de un determinado horizonte de tiempo, de tal manera que se logre cumplir con las necesidades establecidas en el plan a largo plazo, manteniendo a la vez niveles mínimos de costos y un buen nivel de servicio al cliente.
Se dice que la planeación agregada funciona como una demanda agregada, puesto que contiene 2 o más productos. Dentro del proceso de elaboración del plan agregado y con el fin de dar cumplimiento a su objetivo principal, es que cobra importancia el manejo de las variables que pueden influir en éste, las cuales pueden ser clasificadas en dos grandes grupos. Estos son:
• Variables de oferta: permiten modificar la capacidad de producción mediante la utilización de programación de horas extras y contratación de trabajadores eventuales.
• Variables de demanda: son las que pueden influir en el comportamiento del mercado,
tales como la publicidad, el manejo de precios, promociones y producto.
Para la utilización de la planeación agregada, se deben establecer dos supuestos que ayudan a entender su funcionamiento; éstos son:
- Durante el horizonte de planificación, la capacidad, es decir, el tamaño de la planta,
permanecerá constante. - Se incorporan elementos de política empresarial tales como mantener bajos niveles de
inventarios, producir a bajos costos y/o satisfacer plazos de entrega.

64Instituto Profesional Iplacex
Se debe tener presente que la planeación agregada involucra la combinación de los recursos apropiados en términos generales o globales. Una vez determinado el pronóstico de la demanda, la capacidad de las instalaciones, los niveles totales de inventario, el tamaño de la fuerza de trabajo y los insumos relativos, el planeador debe pronosticar la tasa de salida para las instalaciones en los próximos 3 a 18 meses.
Este plan puede ser utilizado por empresas manufactureras, hospitales, universidades, etc.
Una vez concluida la planificación agregada, el paso siguiente consiste en traducirlo a
unidades o ítems finales específicos. Este proceso se conoce como desagregación, subdivisión o descomposición del plan agregado y su resultado final se denomina programa maestro de producción (Master Production Schedule, PMP).
En general, un programa maestro de producción es un plan detallado que establece la
cantidad específica y las fechas exactas de fabricación de los productos finales. Un PMP es el encargado de generar las cantidades de productos terminados y fechas en las que deben ser realizados. Es de corto plazo (6 a 8 semanas)
Un efectivo programa maestro de producción debe proporcionar las bases para
establecer los compromisos de envío al cliente, utilizar eficazmente la capacidad de la planta, lograr los objetivos estratégicos de la empresa y resolver las negociaciones entre fabricación y marketing.
Por Ejemplo:
Se tiene una compañía que produce lavadoras, cocinas y refrigeradores.
Producto Septiembre Octubre Noviembre Lavadoras 1000 1200 1400 Cocinas 800 800 800 Refrigeradores 1500 1000 800
Si los productos son similares entre sí, entonces la empresa puede utilizar como unidad agregada o unidades producidas, el siguiente plan agregado, obtenido a través de la suma de las cantidades de cada una de los productos que componen el plan:
Producto Septiembre Octubre Noviembre Producción Requerida 3300 3000 3000
65Instituto Profesional Iplacex
El Programa Maestro de Producción, puede ser expresado en:
• Unidades de artículos terminados • Módulos en un entorno repetitivo • Pedido de un cliente
El horizonte de tiempo de un PMP puede ser variable y, dependiendo del tipo de
producto, del volumen de producción y de los componentes del tiempo de entrega, éste puede ir desde unas horas hasta varias semanas y meses (con revisiones semanales).
2.4. Técnicas para la Planeación Agregada
Existen esencialmente tres estrategias de planificación de la producción. Estas estrategias incluyen diferentes combinaciones de tamaño de la mano de obra, horas de trabajo, inventario y retraso en los pedidos.
Las estrategias de la planificación agregada son: estrategia de persecución, mano de
obra estable-horas de trabajo variable y estrategia de nivelación. A continuación se detallará cada una de éstas.
2.4.1. Estrategia de Persecución
Esta estrategia iguala exactamente el nivel de producción con el de pedidos mediante la contratación y despido de trabajadores a medida que varía el volumen de pedidos; donde el principal efecto de esta estrategia es la gran movilidad de la mano de obra.
El éxito de esta estrategia depende de la existencia de un conjunto de posibles
empleados que puedan ser ingresados con relativa facilidad a medida que vaya aumentando el volumen de pedido.
El inconveniente que presenta esta estrategia es que pueden existir impactos negativos en la motivación de los trabajadores.

66Instituto Profesional Iplacex
El gráfico que interpretaría la estrategia de persecución pura se muestra en la siguiente.
Figura Nº 9: Estrategia de Persecución pura
La producción sigue los pasos de la demanda, donde, el número de unidades necesarias en cada intervalo de tiempo corresponde al número de unidades a producir. Si la demanda es alta, entonces la producción será alta, de lo contrario, ante una demanda baja, las unidades producidas disminuirán.
Por Ejemplo:
Una empresa de fabricación de paraguas, tendrá periodos de baja temporada de venta en los meses de Octubre a Marzo, presentando pedidos mínimos o incluso no presentando pedidos.
Es en este tiempo en que los trabajadores pueden sentirse incentivados a disminuir el ritmo de trabajo por el miedo a ser despedidos tan pronto como se completen los pedidos existentes.
Unidades
Tiempo
Producción
Demanda
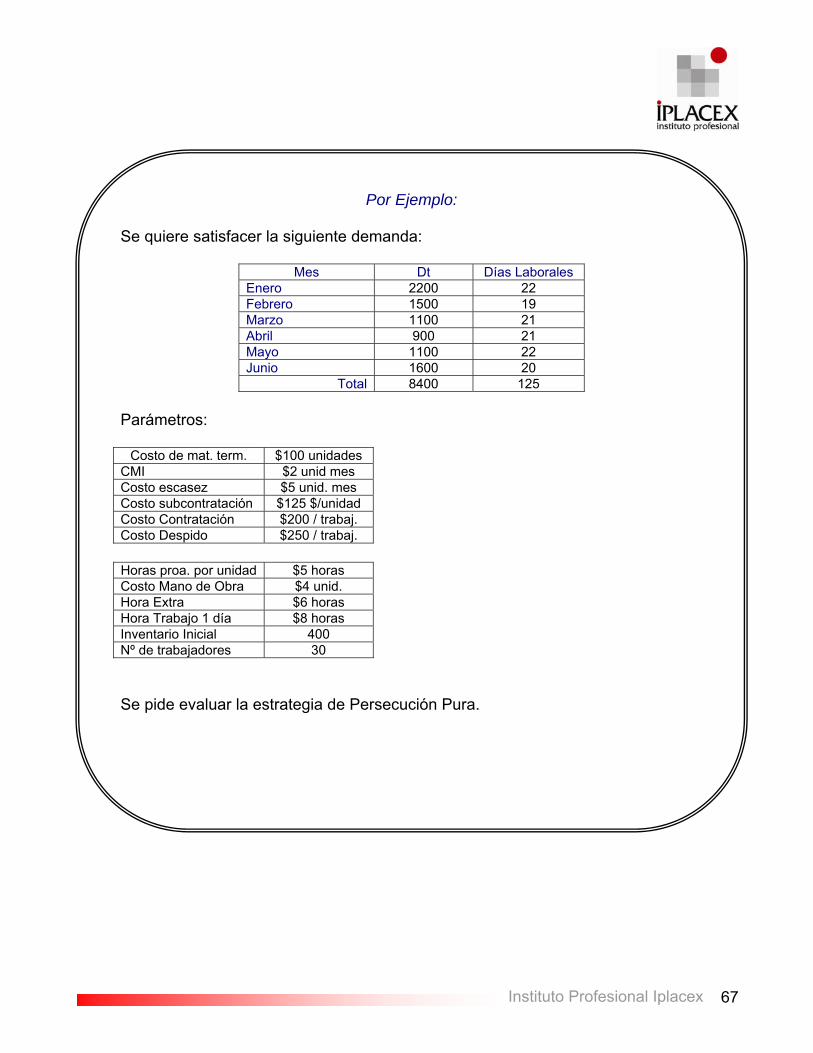
67Instituto Profesional Iplacex
Por Ejemplo: Se quiere satisfacer la siguiente demanda:
Mes Dt Días Laborales Enero 2200 22 Febrero 1500 19 Marzo 1100 21 Abril 900 21 Mayo 1100 22 Junio 1600 20
Total 8400 125 Parámetros:
Costo de mat. term. $100 unidades CMI $2 unid mes Costo escasez $5 unid. mes Costo subcontratación $125 $/unidad Costo Contratación $200 / trabaj. Costo Despido $250 / trabaj. Horas proa. por unidad $5 horas Costo Mano de Obra $4 unid. Hora Extra $6 horas Hora Trabajo 1 día $8 horas Inventario Inicial 400 Nº de trabajadores 30 Se pide evaluar la estrategia de Persecución Pura.
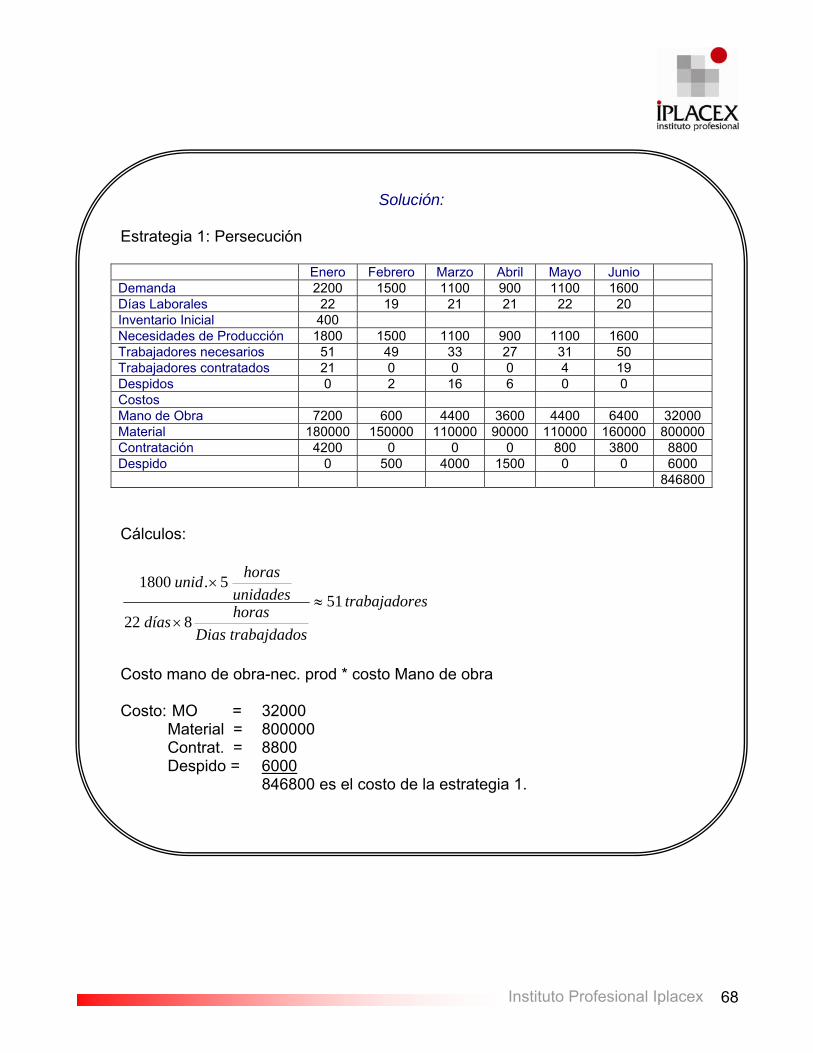
68Instituto Profesional Iplacex
Solución:
Estrategia 1: Persecución
Enero Febrero Marzo Abril Mayo Junio Demanda 2200 1500 1100 900 1100 1600 Días Laborales 22 19 21 21 22 20 Inventario Inicial 400 Necesidades de Producción 1800 1500 1100 900 1100 1600 Trabajadores necesarios 51 49 33 27 31 50 Trabajadores contratados 21 0 0 0 4 19 Despidos 0 2 16 6 0 0 Costos Mano de Obra 7200 600 4400 3600 4400 6400 32000 Material 180000 150000 110000 90000 110000 160000 800000Contratación 4200 0 0 0 800 3800 8800 Despido 0 500 4000 1500 0 0 6000 846800 Cálculos:
estrabajador
strabajdadoDiashorasdías
unidadeshorasunid
51822
5.1800≈
×
×
Costo mano de obra-nec. prod * costo Mano de obra Costo: MO = 32000 Material = 800000 Contrat. = 8800 Despido = 6000 846800 es el costo de la estrategia 1.

69Instituto Profesional Iplacex
2.4.2. Estrategia de Nivelación
Este tipo de estrategia consiste en mantener una mano de obra estable trabajando a un ratio de salida constante. Los déficits y superávit son absorbidos mediante los niveles de inventario, pedidos acumulados y ventas perdidas. Los empleados se benefician de horas de trabajo estables, pero se incrementan los costos de inventario. Además, existe la posibilidad de que los productos que se encuentren en inventario se vuelvan obsoletos.
Figura Nº 10: Estrategia de Nivelación Pura
Esta estrategia indica que la producción se mantiene constante, independiente de cual sea la demanda.
La diferencia existente entre demanda y producción se contabiliza en un inventario de
bienes terminados. Así, cuando la demanda exceda a la producción, la diferencia se toma del inventario de bienes terminados; cuando la demanda es menor, la diferencia es devuelta al inventario.
Unidades
Tiempo
Producción
Demanda

70Instituto Profesional Iplacex
Por ejemplo:
Una cierta empresa tiene el siguiente pronóstico de demanda para los próximos 6 meses.
Septiembre Octubre Noviembre Diciembre Enero Febrero Demanda 310 540 380 40 220 320
- Costo de contratación: 300 u.m. / trabajador - Costo de despido: 400 u.m. / trabajador - K= Tasa de producción: 10 (se requieren 10 horas de trabajo para
producir 1 unidad). - Costo de faltantes: 20 u.m. / mes - Costo de mantención de inventarios: 2 u.m./ unidad por mes - Jornada laboral: 8 horas - Trabajadores iniciales: 20 - Inventario inicial: 0 - Días laborales por mes: Septiembre: 22
Octubre: 19 Noviembre: 21 Diciembre: 21 Enero: 22 Febrero: 20
Se pide evaluar: Plan 1: Persecución. Plan 2: Mantener 20 trabajadores y crear inventarios sin incurrir en faltantes.

71Instituto Profesional Iplacex
Solución ejemplo:
Plan 1:
Sept. Oct. Nov. Dic. Enero Febr. Producción requerida 310 540 380 40 220 320 Días laborales 22 19 21 21 22 20 Trabajadores iniciales 20 Trabajadores requeridos 18 36 23 3 13 20 Costos: Contrataciones (cantidad) 18 10 7 - Despidos (cantidad) 2 13 20 Observación: -Para calcular el nº de trabajadores requeridos, se debe multiplicar la producción requerida por K, luego, el resultado se debe dividir por el número de días laborales, y este resultado, debe ser dividido por el número de horas diarias de trabajo. Para el mes de septiembre:
188
9,14022
310010310 ===⋅
- Las contrataciones y despidos se ven de acuerdo a los trabajadores requeridos.
Sept. Oct. Nov. Dic. Enero Febrero Costos: Contratación 5400 3000 2100 10500 Despidos 800 5200 8000 14000 24500
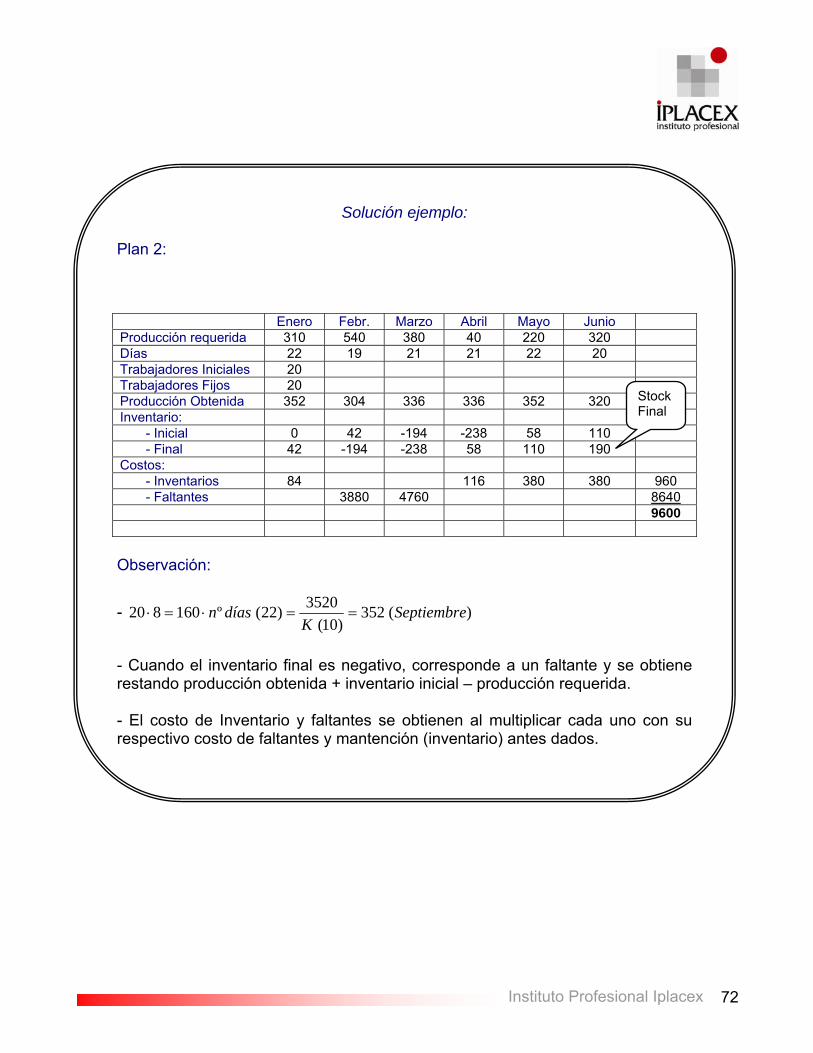
72Instituto Profesional Iplacex
Solución ejemplo:
Plan 2:
Enero Febr. Marzo Abril Mayo Junio Producción requerida 310 540 380 40 220 320 Días 22 19 21 21 22 20 Trabajadores Iniciales 20 Trabajadores Fijos 20 Producción Obtenida 352 304 336 336 352 320 Inventario: - Inicial 0 42 -194 -238 58 110 - Final 42 -194 -238 58 110 190 Costos: - Inventarios 84 116 380 380 960 - Faltantes 3880 4760 8640 9600 Observación:
- )(352)10(
3520)22(º160820 SeptiembreK
díasn ==⋅=⋅
- Cuando el inventario final es negativo, corresponde a un faltante y se obtiene restando producción obtenida + inventario inicial – producción requerida. - El costo de Inventario y faltantes se obtienen al multiplicar cada uno con su respectivo costo de faltantes y mantención (inventario) antes dados.
Stock Final
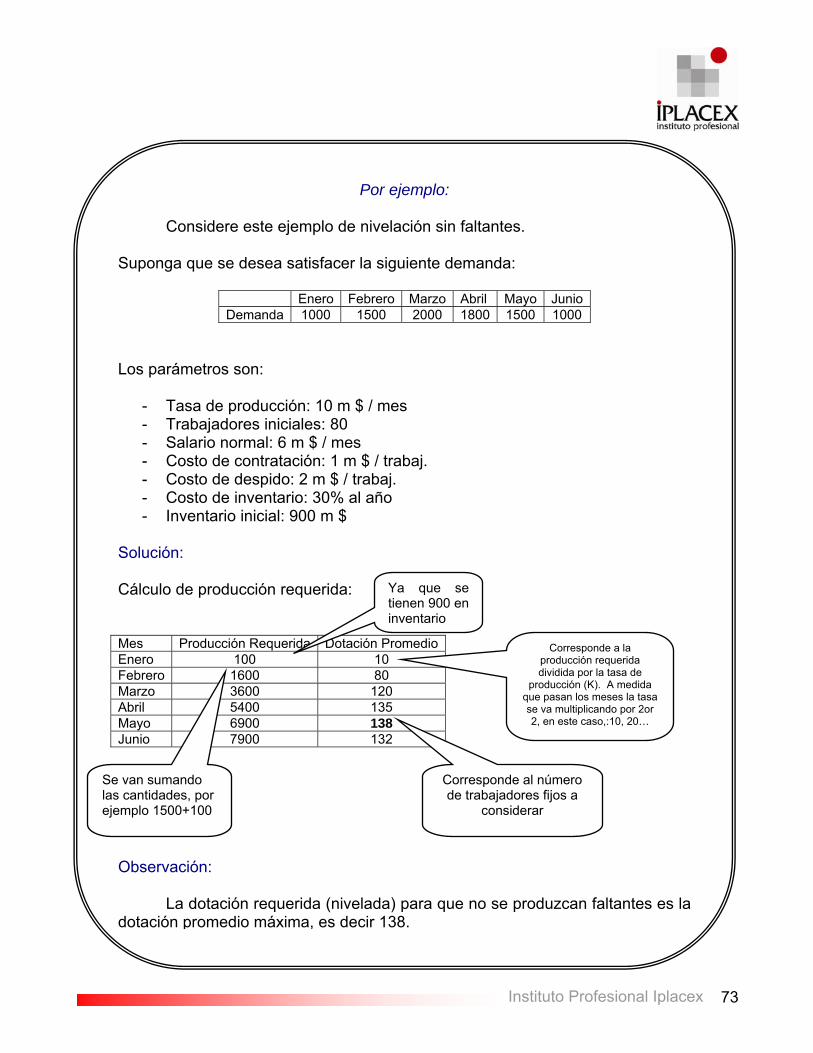
73Instituto Profesional Iplacex
Por ejemplo:
Considere este ejemplo de nivelación sin faltantes. Suponga que se desea satisfacer la siguiente demanda:
Enero Febrero Marzo Abril Mayo Junio Demanda 1000 1500 2000 1800 1500 1000
Los parámetros son:
- Tasa de producción: 10 m $ / mes - Trabajadores iniciales: 80 - Salario normal: 6 m $ / mes - Costo de contratación: 1 m $ / trabaj. - Costo de despido: 2 m $ / trabaj. - Costo de inventario: 30% al año - Inventario inicial: 900 m $
Solución: Cálculo de producción requerida: Mes Producción Requerida Dotación PromedioEnero 100 10 Febrero 1600 80 Marzo 3600 120 Abril 5400 135 Mayo 6900 138 Junio 7900 132
Observación:
La dotación requerida (nivelada) para que no se produzcan faltantes es la dotación promedio máxima, es decir 138.
Ya que se tienen 900 en inventario
Corresponde a la producción requerida dividida por la tasa de
producción (K). A medida que pasan los meses la tasa se va multiplicando por 2or 2, en este caso,:10, 20…
Corresponde al número de trabajadores fijos a
considerar
Se van sumando las cantidades, por ejemplo 1500+100
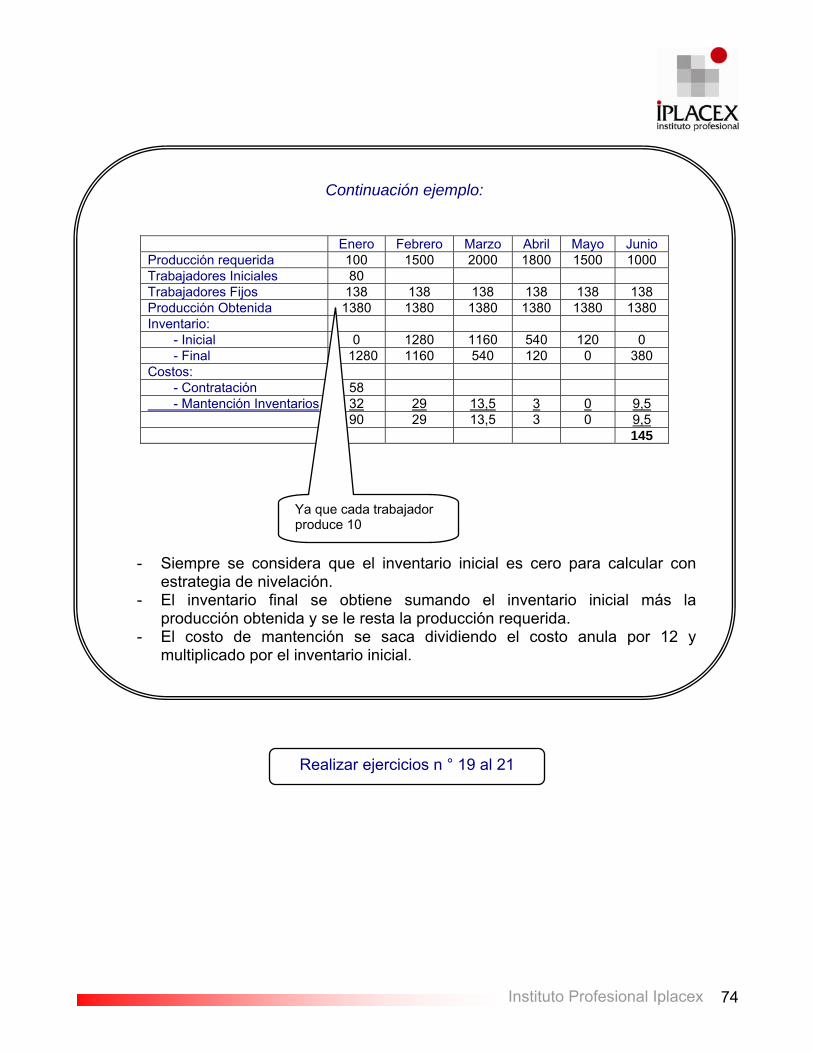
74Instituto Profesional Iplacex
Realizar ejercicios n ° 19 al 21
Continuación ejemplo:
Enero Febrero Marzo Abril Mayo Junio Producción requerida 100 1500 2000 1800 1500 1000 Trabajadores Iniciales 80 Trabajadores Fijos 138 138 138 138 138 138 Producción Obtenida 1380 1380 1380 1380 1380 1380 Inventario: - Inicial 0 1280 1160 540 120 0 - Final 1280 1160 540 120 0 380 Costos: - Contratación 58 - Mantención Inventarios 32 29 13,5 3 0 9,5 90 29 13,5 3 0 9,5 145
- Siempre se considera que el inventario inicial es cero para calcular con estrategia de nivelación.
- El inventario final se obtiene sumando el inventario inicial más la producción obtenida y se le resta la producción requerida.
- El costo de mantención se saca dividiendo el costo anula por 12 y multiplicado por el inventario inicial.
Ya que cada trabajador produce 10
75Instituto Profesional Iplacex
CLASE 08
2.4.3. Mano de Obra Estable – Horas de Trabajo Variable
Esta estrategia, es una estrategia mixta en donde varía el output a través de la variación del número de horas trabajadas gracias a programas de trabajo flexibles u horas extras. Mediante la variación en el número de horas trabajadas, las cantidades producidas pueden igualar, todo dentro del rango de ciertos límites, a los pedidos existentes.
La estrategia mano de obra estable – horas de trabajo variable, provee continuidad a
la mano de obra y evita muchos de los costos tangibles y emocionales que se producen al contratar y despedir personal como ocurre en la estrategia de persecución.
Cada estrategia descrita debe ser evaluada en términos de costos. Así, una vez
evaluadas, se elige la más adecuada.
2.4.4. Costos Relevantes en la Planificación Agregada
Cuando se realiza planificación agregada de la producción, se presentan cuatro costos relevantes: a) Costos de producción básicos, incorpora a los costos fijos y variables incurridos en la
producción de un tipo de producto cualquiera en un periodo de tiempo determinado. En este ítem se incluyen los materiales, el costo de la mano de obra (directa e indirecta), y la compensación a los empleados debido a la jornada normal y horas extras.
b) Costos asociados con cambios en el nivel de producción, corresponden a los costos
relacionados con la contratación, formación y despido del personal. Existen costos adicionales que también pueden estar asociados a la introducción de un nuevo turno de trabajo.
c) Costos de mantenimiento del inventario, es el costo que está relacionado con el costo
de capital incurrido en el inventario, además del costo de almacenamiento, seguros, impuestos, daños y obsolescencia.
d) Costos de acumulación y retraso de pedidos, estos costos son muy difíciles de medir e
incluyen costos de expedición, pérdida de la satisfacción del cliente, y pérdida de ingresos por ventas que resultan de aquellos pedidos que son cancelados debido a que el producto no se encontraba disponible.

76Instituto Profesional Iplacex
2.5. La Programación Lineal La programación lineal es un conjunto de técnicas racionales de análisis y de resolución de problemas, que tiene por objeto ayudar en la toma de decisiones sobre asuntos en los que interviene un gran número de variables. El modelo lineal que resuelve la programación lineal es:
0,...,,
...
...
...
...´
21
2211
22222121
11212111
2211
≥
≤++
≤++
≤++
+++=Ζ⎭⎬⎫
⎩⎨⎧
n
mnmnmm
nn
nn
nn
XXX
bxaxaxa
bxaxaxa
bxaxaxaas
XCXCXCMínMáx
M
derecholadodeleCoeficientb
tecnológiescoeficientllamansemiadecisióndeiablesllamanseniX
todeescoeficientllamanseniCobjetivofunción
i
ij
i
i
:
cos,1:var,1:
cos,1:
===
=Ζ
dnegatividanodesstriccioneXXX n Re0,...,, 21 ≥
El modelo anterior tiene n variables de decisión y m restricciones.
77Instituto Profesional Iplacex
Por Ejemplo:
Un fabricante de televisores tiene que decidir el número de unidades de 27 y 20 pulgadas que debe producir una de sus plantas. La investigación de mercado indica que se pueden vender a lo más 40 unidades de 27 pulgadas y 10 de 20 pulgadas por mes. El número máximo de horas disponibles es de 500 por mes. Un televisor de 27 pulgadas requiere 20 horas de trabajo, y uno de 20 requiere 10 horas de trabajo. Cada unidad de 27 pulgadas produce una ganancia de 120 y cada unidad de 20 pulgadas produce una ganancia de 80. Un distribuidor está de acuerdo en comprar todos los televisores producidos si los números no exceden lo máximo indicado por la investigación de mercado.
Solución:
Formulación: I.- Significado de las variables de decisión
mensualnfabricacióTVunidadesnXmensualnfabricacióTVunidadesnX
''20º:''27º:
2
1
II.- Función Objetivo
21 80120 XXMáxGananciasMáx
+=Ζ
III.- Restricciones
0,5001020
1040
21
21
2
1
≥≤+
≤≤
XXXX
XX

78Instituto Profesional Iplacex
Realizar ejercicio nº 22
Por Ejemplo:
El modelo lineal es:
iosfraccionarnúmerosenserpuedesoluciónlaenterosnúmerosrepresenXyAunqueX
XXXX
XX
as
XXMáx
,tan
0,5001020
1040
80120
21
21
21
2
1
21
⎪⎪⎭
⎪⎪⎬
⎫
≥≤+
≤≤
+=Ζ
¿Cómo resolver el modelo? Significa encontrar la solución óptima, es decir, un par ),( *
2*1 XX tal que:
Ζ≥Ζ=Ζ ),(* *
2*1 XX
Si Z=200.
401040022
2001121 ΖXX
79Instituto Profesional Iplacex
CLASE 09
3. ADMINISTRACIÓN DE INVENTARIOS
La administración de los inventarios constituye un elemento clave para el buen desarrollo y permanencia de la empresa en el tiempo. Si éste no es realizado correcta y oportunamente, la posibilidad de tener problemas de abastecimiento debido a la falta de inventario, o mayores costos debido al mantenimiento excesivo de inventarios o costos por no disponer de los insumos, es muy alta.
Los inventarios se pueden definir de la siguiente forma:
La administración de inventarios implica considerar los principales modelos existentes
para calcular el costo total de inventarios, con el fin de definir cuánto se debe pedir, y cuándo se debe pedir.
Un sistema de inventarios es el conjunto de políticas e instrumentos que controla los
niveles de inventario y determina los niveles a mantener para el mismo, cuándo se tiene que reponer el inventario y el tamaño de los pedidos.
Entre las razones que presenta una empresa para mantener inventarios, se pueden encontrar:
• Protegerse de la incertidumbre • Apoyar un plan estratégico
Por Ejemplo:
Los elementos que podrían considerarse en el ítem de inventario de una empresa, son:
- Inventario de dinero - Inventario de materia prima - Inventario de productos terminados
Definición de Inventario: El inventario es el almacenamiento de cualquier elemento o recurso que utilice la
organización.

80Instituto Profesional Iplacex
• Aprovechar las economías de escala • Mantener las operaciones en funcionamiento • Alcanzar ventajas económicas, debido a la posibilidad de un aumento de precio de los
insumos utilizados • Cubrir las alzas o “peaks” de la demanda.
3.1. Estructura de Costo de Inventario
Un sistema de inventario proporciona la estructura organizativa y las políticas necesarias para mantener y controlar los productos almacenados. Este sistema es el responsable de solicitar y recibir los bienes, determina cuándo solicitar y controla lo pedido.
Antes de analizar la estructura propia que debe tener el costo de inventario, es necesario establecer e identificar los siguientes costos que intervienen en el nivel deseado de inventario:
i. Costo de posesión, este costo generalmente incluye tres conceptos: el costo de almacenamiento, que considera el arriendo, depreciación, seguros, personal, suministros; el costo de capital, que depende de la situación financiera de la empresa; y el costo de obsolescencia/mermas, que incluye los costos de deterioro, robos y roturas.
ii. Costo de preparación o de emisión, representan un costo fijo que está asociado a
la producción interna de un lote o a la realización de un pedido de un proveedor externo
iii. Costo de ruptura, se incurre en este tipo de costos cuando el inventario de un artículo se encuentra agotado y un cliente solicita un pedido.
iv. Costo de compra, son los costos de adquisición, tienden a ser constantes a menos
que se obtengan descuentos por cantidad.
Por ejemplo:
Algunos ejemplos de este tipo de costo lo constituyen la cuenta del teléfono, costos de entrega, de manipulación y el tiempo necesario para procesar la orden de compra.
81Instituto Profesional Iplacex
Cuando se realiza el control de inventarios, se deben considerar dos tipos de tiempos, que son el tiempo de reposición y el tiempo de revisión del inventario.
i. Tiempo de reposición (ℑ ): el intervalo de tiempo que va desde el instante de emisión de una orden de reposición hasta el instante en que el lote llega a bodega.
ii. Tiempo de revisión del inventario: si el saldo del inventario es conocido en cada
instante (t), entonces el tiempo de revisión es continuo (saldo en línea). Si el saldo se conoce cada vez que se realiza un conteo físico, se estará hablando de un sistema de inventarios de revisión.
Por otra parte, los inventarios, pueden clasificarse según la forma, función o la
naturaleza de su demanda. Según su forma, se pueden encontrar tres tipos de inventario, que son el inventario de materias primas, inventario de productos en proceso e inventario de bienes elaborados.
Según su función, se pueden encontrar cinco tipos de inventarios:
• Inventario de seguridad: también llamado de reserva, es el que se mantiene para
compensar los riesgos de detenciones no planificadas de la producción o aumentos inesperados en la demanda de los clientes.
• Inventario de desacoplamiento: es el que se requiere entre dos procesos u
operaciones adyacentes cuyas tasas de producción no pueden sincronizarse; esto permite que cada proceso funcione como fue planeado.
• Inventario en tránsito: está constituido por materiales que avanzan en la cadena de
valor, es decir, son artículos pedidos pero que no se han recibido.
• Inventario de ciclo: es el que resulta cuando la cantidad de unidades compradas o producidas (con el fin de reducir los costos por unidad de compra) es mayor que las necesidades.
• Inventario de previsión: también llamado inventario estacional, es aquel que se
acumula cuando la empresa produce más de los requerimientos inmediatos durante los periodos de demanda baja para poder satisfacer los de demanda alta.
Según la naturaleza de la demanda, el inventario se puede clasificar en:
• Inventario dependiente: la demanda de un artículo es dependiente cuando puede deducirse de la demanda de otros artículos producidos por la empresa.
82Instituto Profesional Iplacex
• Inventario independiente: la demanda de un artículo es independiente cuando ésta no se relaciona con la demanda de otros artículos producidos en la empresa.
Las clasificaciones anteriores de los tipos de inventarios se pueden resumir en el siguiente cuadro:
Cuadro Nº 9: Clasificación de los Inventarios
Según su Forma Según Función Según Naturaleza de su Demanda
Inventario de materias primas Inventario de seguridad Dependientes Inventario de productos en proceso Inventario de desacoplamiento Independientes Inventario de bienes elaborados Inventario en tránsito Inventario de ciclo Inventario de previsión
CLASE 10
3.2. Métodos de Gestión de Inventario
Los distintos métodos de administración de inventario que pueden utilizarse, van a depender de cómo se comporte la demanda (del tipo de demanda). Así, se analizarán dos casos: con demanda independiente y con demanda dependiente.
3.2.1. Demanda independiente
La demanda independiente se refiere a las necesidades de productos finales; donde las demandas de varios artículos no están relacionadas entre sí, y las cantidades necesarias de cada artículo se calculan de forma separada e independiente.
Dentro de la demanda independiente, se encuentra el modelo de cantidad económica
de pedido (CEP), o también llamado modelo de lote económico Q.
83Instituto Profesional Iplacex
La cantidad económica de pedido se encuentra basada en los siguientes supuestos:
• La demanda es constante, y se denotará por D, esto quiere decir que la tasa de demanda del artículo es constante en el tiempo (presente y futuro), a su vez, la demanda de un producto no influye en la demanda de otro. Esto quiere decir que la estimación de la demanda, no sufrirá variaciones que puedan alterar las proyecciones.
• ℑ=0 es decir, existe reposición instantánea. Es decir, El producto se produce o se
compra por lotes, no existen limitaciones en el tamaño de los lotes y el lote de pedido se recibe inmediatamente (no existe demora entre la solicitud y la recepción del pedido).
• No se permiten faltantes
• No existe incertidumbre en la demanda, en la disponibilidad (oferta del producto), ni en
el tiempo de entrega del producto, además no existe agotamiento (escasez) del producto.
• Existen sólo dos costos importantes que son: el costo de mantener el inventario y el
costo de hacer el pedido (o costo de organizar el proceso productivo). El costo de mantener una unidad en inventario durante cierto período no varía con la cantidad mantenida y el costo de hacer el pedido (u organizar el proceso de producción), no varía con el tamaño de éste. Considerando los supuestos mencionados anteriormente, el nivel de inventario varía a
una tasa constante. El siguiente gráfico representa el nivel de inventario basado en la cantidad económica de pedido.
El objetivo es minimizar el costo total de inventario por unidad de tiempo, es decir, se
desea determinar el lote económico Q, que minimice los costos totales del inventario.
Definición Cantidad Económica de Pedido:
La cantidad económica del pedido, se puede definir como el punto óptimo (cantidad a comprar), en donde el costo de mantener el inventario, es igual al costo de colocación del pedido. Por lo tanto, para desarrollar este modelo, se dirá que los costos de mantener y de colocación son los costos relevantes al momento de determinar la cantidad óptima del pedido.

84Instituto Profesional Iplacex
El modelo de la cantidad económica del pedido calcula la cantidad óptima que se debe pedir o producir, minimizando los costos de solicitud del pedido y los costos de manejo de inventario.
Figura N° 11: Nivel de Inventario según la Cantidad Económica de Pedido
Donde:
• La línea discontinua representa el nivel promedio de inventario en un tiempo determinado. • En cada período se piden Q unidades y llegan inmediatamente. • Debido a que la tasa de demanda es constante, el inventario también es constante. • El inventario promedio disponible corresponde a la mitad de la cantidad pedida en cada
período.
Además considere que:
QNivel Promedio de Inventario
Tiempo
Nivel de Inventario (Cantidad)
--T--
D = Q* T
Donde T es el tiempo entre periodos
85Instituto Profesional Iplacex
• Determinación de la Cantidad Económica del Pedido
La cantidad económica del pedido, se puede definir como el punto óptimo (cantidad a comprar), en donde el costo de mantener el inventario, es igual al costo de colocación del pedido. Por lo tanto, para desarrollar este modelo, se dirá que los costos de mantener y de colocación son los costos relevantes al momento de determinar la cantidad óptima del pedido.
• Se denota como C al costo de una unidad de inventario (Q’, el que se supone independiente de Q), entonces el costo de comprar está dado por la siguiente fórmula:
• Si Q es el tamaño del lote, entonces el costo total de ordenar será:
• Si Q es el tamaño del lote, entonces el inventario medio estará dado por
• Si h es el costo de mantener una unidad en inventario, el costo total de mantención es:
Costo por unidad de demanda = C x D
Costo total de ordenar = K x D
Q
Inventario medio = Q
2
Costo total de mantención = h x Q 2
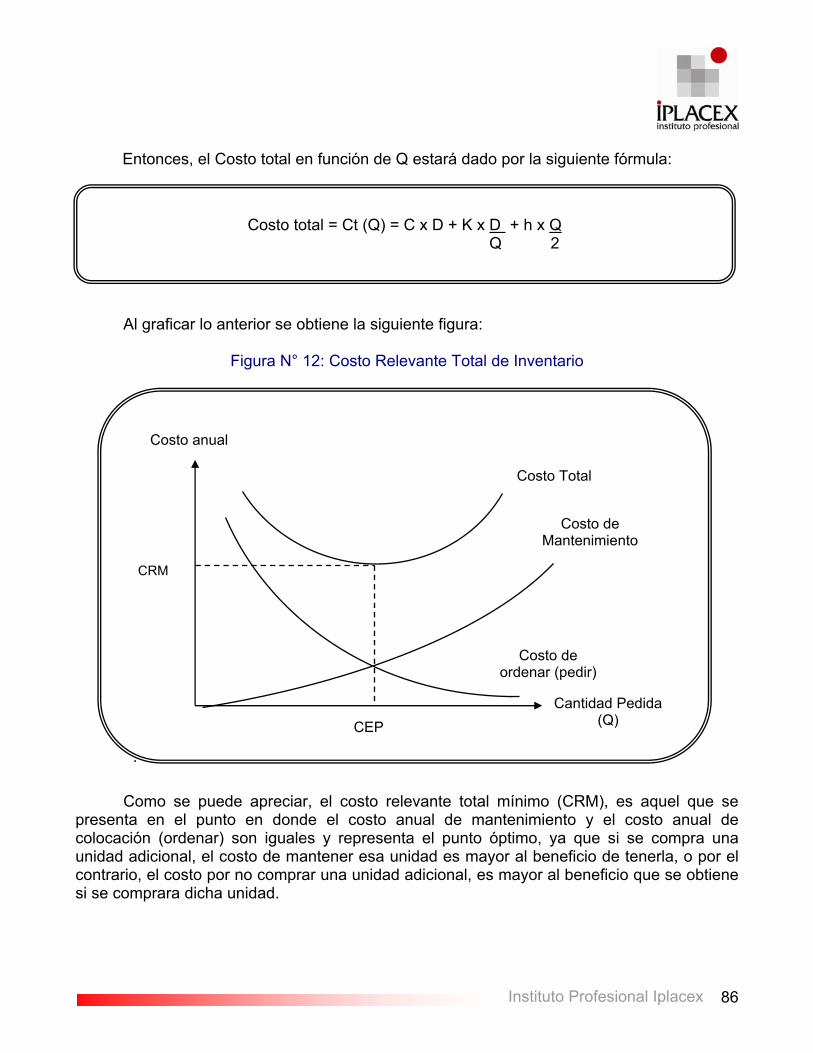
86Instituto Profesional Iplacex
Entonces, el Costo total en función de Q estará dado por la siguiente fórmula:
Al graficar lo anterior se obtiene la siguiente figura:
Figura N° 12: Costo Relevante Total de Inventario
Como se puede apreciar, el costo relevante total mínimo (CRM), es aquel que se presenta en el punto en donde el costo anual de mantenimiento y el costo anual de colocación (ordenar) son iguales y representa el punto óptimo, ya que si se compra una unidad adicional, el costo de mantener esa unidad es mayor al beneficio de tenerla, o por el contrario, el costo por no comprar una unidad adicional, es mayor al beneficio que se obtiene si se comprara dicha unidad.
.
Costo Total
Costo de Mantenimiento
Costo anual
Costo de ordenar (pedir)
Cantidad Pedida (Q) CEP
CRM
Costo total = Ct (Q) = C x D + K x D + h x Q Q 2
87Instituto Profesional Iplacex
Lo anterior se puede analizar gráficamente, ya que como se aprecia en la curva de mantenimiento, esta es ascendente, respecto de las cantidades almacenadas, en cambio, el costo de colocación, va disminuyendo a medida que aumenta la cantidad de compra
Dado que la curva de costo total es cóncava hacia arriba, existe un punto Q en el cual
CT (Q) tiene un mínimo global.
Dicho punto satisface la condición: 0=∂∂
QCT , lo que corresponde a la condición de
primer orden.
02
)(2 =+×
−=∂
∂ hQ
DKQ
QCT
hDKQCEP ⋅⋅
==⇒2
Corresponde al lote económico y es la cantidad a pedir cada vez que se haga una
reposición.
Por Ejemplo: Suponga un sistema Q’:
• D=1000 unidades por año • Días por año= 365 • Costo de colocar una orden • Costo Mantención= 2,5 por año
Se pide determinar Q:
hDKQ ⋅⋅
=2
5.21010002 ⋅⋅
=Q
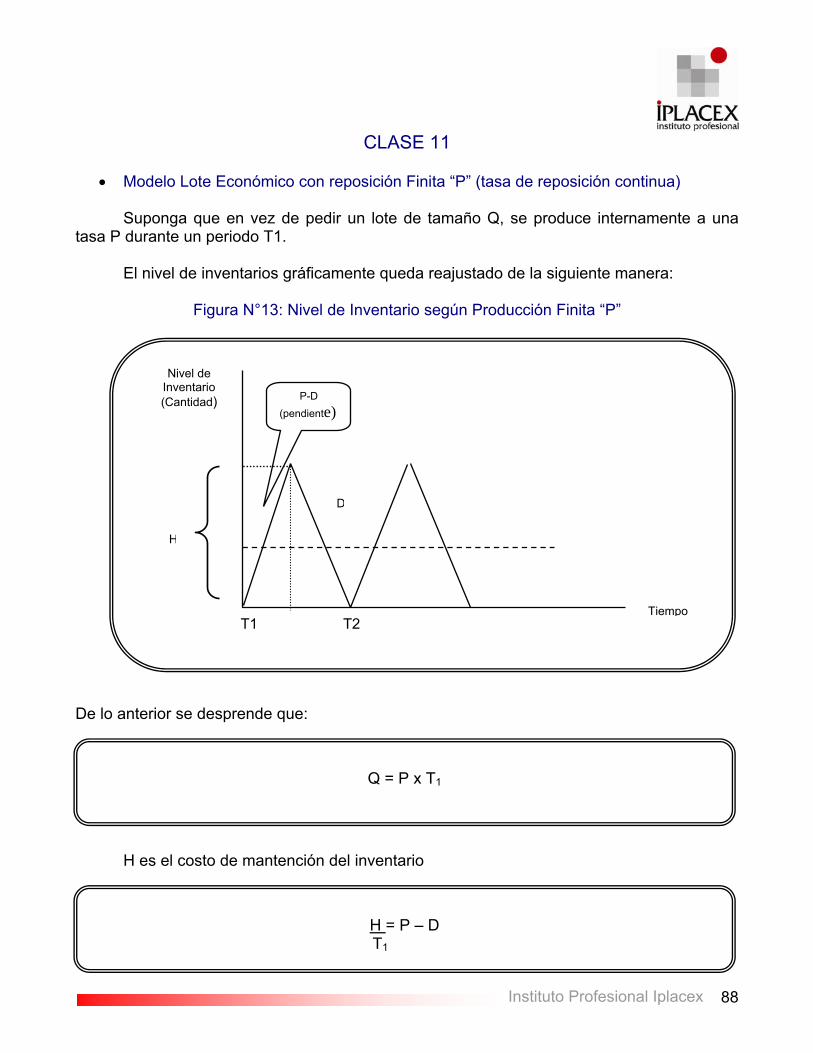
88Instituto Profesional Iplacex
CLASE 11
• Modelo Lote Económico con reposición Finita “P” (tasa de reposición continua)
Suponga que en vez de pedir un lote de tamaño Q, se produce internamente a una tasa P durante un periodo T1.
El nivel de inventarios gráficamente queda reajustado de la siguiente manera:
Figura N°13: Nivel de Inventario según Producción Finita “P”
De lo anterior se desprende que:
H es el costo de mantención del inventario
H
Tiempo
Nivel de Inventario (Cantidad)
T1 T2
P-D (pendiente)
D
Q = P x T1
H = P – D
T1

89Instituto Profesional Iplacex
Entonces: H = (P – D) x T1 H = (P – D) x Q donde H es el inventario máximo P H = Q
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅+−⋅⋅=QDK
PDQhC 1
2
Ahora:
⎟⎠⎞
⎜⎝⎛ −⋅
⋅⋅=
PDh
DKQ1
20
⎟⎠⎞
⎜⎝⎛ −⋅⋅⋅⋅=
PDhKDC 120
1 – D P
C = h x Q 2
1 – D + K x D P Q

90Instituto Profesional Iplacex
Sistema ”Q” (Tasa de reposición infinita) Hasta ahora hemos supuesto que la demanda d es constante y conocida, levantaremos este supuesto y consideraremos que D es aleatoria con distribución normal y parámetros 2σµ y conocidos. Además mantendremos que el tiempo de entrega L es mayor que cero (L>0), tasa de reposición infinita. El sistema Q es un sistema de revisión continua, es decir, se conoce el nivel de inventario después de cada transacción.
Por Ejemplo: Una empresa tiene una demanda D = 2500 unidades por año por su producto, el cual fabrica a una tasa de 10000 unidades por año. Para iniciar una corrida de producción la empresa incurre en un gasto de 50 dólares. El costo unitario de producción (fabricación) es de 2 dólares y la tasa anual pertinente es de 30%. Se pide calcular el tamaño óptimo de la corrida y su desviación.
⎟⎠⎞
⎜⎝⎛ −⋅=
⎟⎠⎞
⎜⎝⎛ −⋅=
10000250016,0'
1'
H
PDHH
6,0)2()3,0( =⋅=H punto máximo de inventario
H’=0,45 Luego, el tamaño óptimo de la corrida de producción es igual a la cantidad económica del pedido.
74645,02500502
1
20 =
⋅⋅=
⎟⎠⎞
⎜⎝⎛ −⋅
⋅⋅=
PDh
DKQ

91Instituto Profesional Iplacex
El objetivo del sistema Q es determinar un punto de reorden R de manera de que no ocurran faltantes durante el tiempo de entrega con un determinado “nivel de servicio”. Nivel de Servicio: Es el porcentaje de pedidos que son satisfechos con el inventario disponible. Se determinan Q y R de acuerdo a:
hKDQ ⋅⋅
=2
Donde α=)(RF α es el nivel de significancia F es la función de distribución de la demanda durante el tiempo de demora. La política es pedir Q cada vez que el inventario llegue a R. Observación: El inventario es el disponible en bodega más las unidades en tránsito.
3.2.2. Demanda Dependiente
Cuando existe una demanda dependiente, las necesidades de cada artículo surgen directamente de las de otro artículo (generalmente de un artículo de mayor nivel del que es componente o subunidad).
La demanda dependiente representa un problema cuantitativo sencillo. Las
necesidades de un artículo con este tipo de demanda, se calculan a través de las necesidades del artículo de nivel superior al que pertenece.
Por Ejemplo:
Si una empresa de automóviles ha previsto fabricar 1500 automóviles diarios, necesitará 3000 neumáticos y llantas (más la de repuesto). En este caso, las necesidades de neumáticos y llantas dependen del nivel de producción. Por otra parte, la demanda de automóviles actúa independientemente, es decir proviene de fuentes externas a la empresa, no forma parte de otros productos ni está relacionada con la demanda de otros productos.

92Instituto Profesional Iplacex
Cuando la demanda es dependiente, como es el caso de los componentes ensamblados, presenta las características de ser variable y altamente dependiente de la demanda del producto final del que forman parte.
Los modelos clásicos de inventario, anteriormente mencionados no resultan adecuados aplicar bajo estas circunstancias, por lo tanto, se utilizará el modelo de planificación de necesidades de materiales o PRM.
En otras palabras, la planeación de requerimiento de materiales, es una identificación
precisa del qué, cuánto y cuándo se necesitan los componentes. Los sistemas de PRM aplicados adecuadamente, son capaces de:
– Reducir los costos de inventarios – Mejorar la efectividad de la programación – Responder rápidamente a cambios del mercado.
El sistema PRM determina la cantidad y el momento en que se necesitan las
subunidades, componentes y materias primas para poder terminar una cantidad dada de productos finales en una fecha determinada.
Por Ejemplo:
Siguiendo con el ejemplo de la empresa fabricante de automóviles, se sabe que la demanda de ruedas de los autos depende de la demanda de autos. Así, una vez conocida la demanda de automóviles, se hace más fácil calcular la de las ruedas
Definición de Planeación de Requerimiento de Materiales: La planeación de requerimiento de materiales (PRM), es una técnica que sirve
para determinar la cantidad y periodicidad en la adquisición de los artículos los cuales dependen de la demanda externa o de los productos que son necesarios para satisfacer los requerimientos de la programación maestra (programa de producción).
93Instituto Profesional Iplacex
3.3. La Filosofía “Justo a Tiempo”, JIT
El Justo a tiempo es un conjunto integrado de actividades diseñadas para lograr un alto volumen de producción utilizando inventarios mínimos de materia prima, trabajo en curso y productos terminados. La filosofía de este método es que existe una actuación coordinada que reduce continuamente los inventarios mientras mejora la calidad.
Las piezas llegan a la siguiente estación de trabajo “justo a tiempo” y son completadas
y desplazadas rápidamente a través de las operaciones. La lógica en la que se sustenta el JIT es que nada será producido hasta que se
necesite. Requiere que la distribución en planta sea diseñada para asegurar un flujo de trabajo equilibrado con un mínimo de trabajo en curso. Esto es, que se debe pensar que cada estación corresponde a una parte integral en el conjunto de la línea de producción, independientemente de si la línea física realmente existe o no.
CLASE 12
4. ADMINISTRACIÓN DE LA FUERZA DE TRABAJO
Un elemento fundamental en la mayoría de las empresas, tanto en las de producción
como en las de servicios, es lo que se relaciona con el diseño de las tareas del trabajo y la medida del tiempo que debe invertirse en la realización de cada una de ellas.
A principios de siglo, el motivo de realizar mediciones del trabajo era para hacer más
eficiente las empresas manufactureras, su propósito era determinar la manera más eficiente de hacer una tarea en específico. Además, la alta dirección podría ser capaz de comparar el desempeño de cada trabajador con un conjunto de estándares establecidos, los cuales determinaban el tiempo en que se debería realizar o completar cada tarea o actividad, como también establecían una base para determinar los costos laborales asociados a la producción.
Con el paso del tiempo y con el desarrollo de programas de trabajo informatizados
más sofisticados, el tiempo necesario para completar o realizar varias tareas, resulta un elemento fundamental al momento de determinar el número de trabajadores necesarios para satisfacer un determinado nivel de demanda en un periodo dado.
Realizar ejercicios nº 23 al 29
94Instituto Profesional Iplacex
4.1. Trabajo de Manufactura y Operación
Sin lugar a dudas, uno de los principales aspectos que deben considerarse dentro de la administración de la fuerza laboral, es lo correspondiente a la definición de las tareas a realizar por los trabajadores.
Así, mientras en algunas grandes empresas la responsabilidad de desarrollar métodos
de trabajo está asignada de forma tradicional a un departamento de staff normalmente llamado Análisis de Métodos o un departamento de ingenieros industriales, en las empresas pequeñas esta actividad normalmente la realizan las empresas consultoras especializadas en diseño de métodos de trabajo.
El principal enfoque para el estudio de los métodos de trabajo en la construcción de
tablas, como cuadros operaciones, cuadros hombre/máquina, cuadros de movimientos simultáneos (simo) y cuadros de actividades, junto con el estudio de los tiempos o los datos de tiempo estándar.
La elección de qué método usar depende del nivel de actividad de la tarea; esto es, si
el centro de atención está en a) la operación completa, b) el trabajador en un lugar de trabajo determinado, c) un trabajador interactuando con el equipo (maquinaria), o d) un trabajador interactuando con otros trabajadores.
4.2. Diseño, Medición y Compensación del Trabajo
El objeto de la medición del trabajo para establecer estándares de tiempo han estado sometido a controversia desde los días de Taylor.
Con la amplia adopción de las ideas de Deming han sido objeto de nuestras críticas.
(Deming argumentaba que los estándares de trabajo y las cuotas que bien la mejora del proceso, centrándose todos los esfuerzos del trabajo en la velocidad más que en la calidad.) Sin embargo, todas las organizaciones necesitan realizar algunas estimaciones de tiempos estándar para planificar y realizar presupuestos, y muchas empresas lo utilizan con éxito en el diseño del trabajo.
En cada acción en importante entender los métodos de ingeniería industrial básica
utilizados para establecer los estándares. Son los siguientes:
• Estudio de tiempo (cronómetros y análisis de movimientos) • Datos de tiempo estándar elemental • Datos de tiempo y movimientos predeterminados • Muestra de trabajo.
Realizar ejercicio nº 30
ADMINISTRACIÓN DE LA PRODUCCIÓN
UNIDAD III
GESTIÓN Y CONTROL DE LA CALIDAD EN LAS OPERACIONES
2Instituto Profesional Iplacex
CLASE 01
1. ADMINISTRACIÓN DE LA CALIDAD Los negocios, reconocen hoy la necesidad de involucrar a sus clientes en todos los
aspectos del diseño, producción y entrega de los bienes y servicios que ofrecen. Con la tendencia hacia una mayor competencia, las compañías que no escuchen continuamente a sus clientes se encontrarán con que éstos preferirán a empresas que sí lo hacen; es por ello, que la administración de la calidad ha pasado a cumplir un rol relevante en las empresas, donde la función de administrar la calidad en sí, se enfoca principalmente en identificar y administrar las actividades necesarias para lograr los objetivos de calidad en una organización, y con esto ofrecer al cliente productos y servicios valorados por él.
1.1 Tipos de Calidad
No existe una definición de calidad que satisfaga a todas las personas, pues el significado de la palabra “calidad” para cada individuo está en función de sus necesidades, nivel económico, gustos, expectativas y forma de pensar; sin embargo abarcando todos estos factores se puede concluir, que la calidad se orienta principalmente a un objetivo común, que es “satisfacer los requerimientos del cliente”.
De acuerdo a esta definición, se pueden distinguir cuatro tipos de calidad:
a) Calidad de diseño
Aquí se determina qué producto y/o servicio producir y como hacerlo; así como los materiales que se utilizaran en su realización y los procedimientos para realizarlos. La calidad de diseño es básicamente la adecuación del producto y/o servicio a las necesidades y requerimientos del consumidor. Esta calidad, asegura que el producto va a satisfacer las necesidades del usuario y que su diseño contempla el uso que le va a dar.
Deberán tomarse en cuenta 5 puntos claves para que se dé dicha calidad de diseño.
• Segmentar el mercado para identificar el nicho o nichos de mercado al que hay que dirigirse.
• Realizar la adecuada y completa investigación de mercado para cada nicho al cual se
dirigirán los esfuerzos de calidad.
• Adecuar el producto o servicio de acuerdo a las necesidades, gustos y preferencias detectadas en la investigación de mercado.
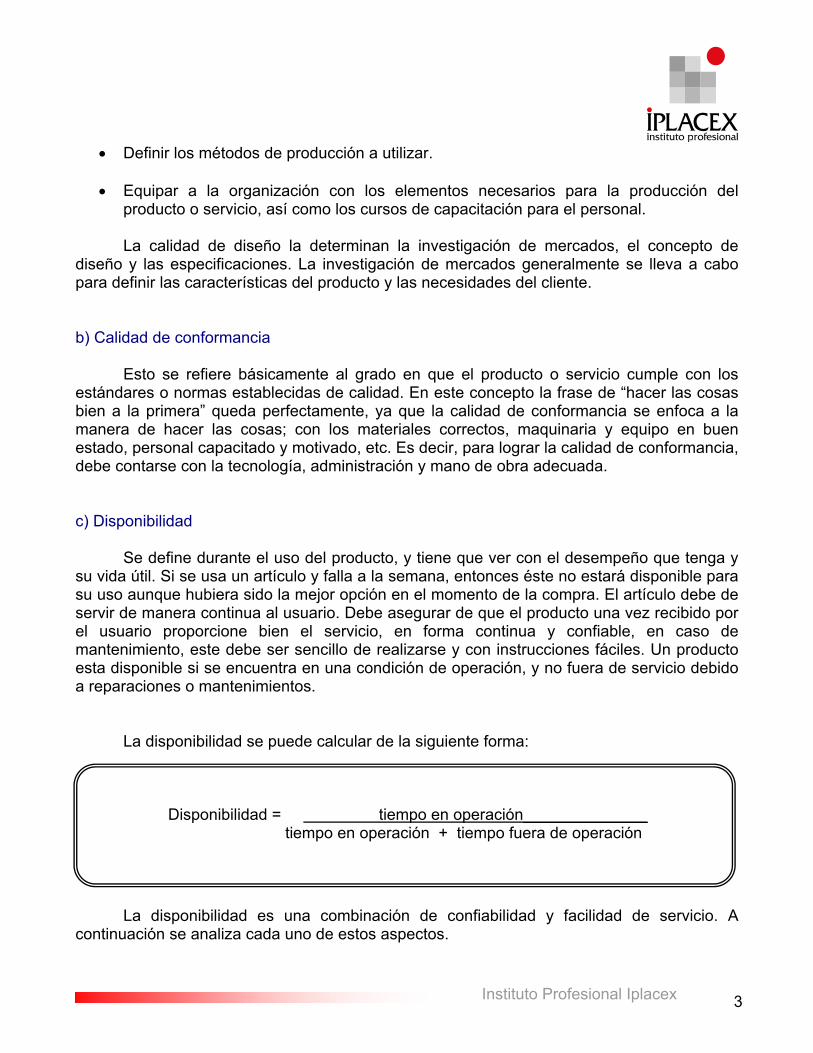
3Instituto Profesional Iplacex
• Definir los métodos de producción a utilizar.
• Equipar a la organización con los elementos necesarios para la producción del producto o servicio, así como los cursos de capacitación para el personal.
La calidad de diseño la determinan la investigación de mercados, el concepto de
diseño y las especificaciones. La investigación de mercados generalmente se lleva a cabo para definir las características del producto y las necesidades del cliente. b) Calidad de conformancia
Esto se refiere básicamente al grado en que el producto o servicio cumple con los estándares o normas establecidas de calidad. En este concepto la frase de “hacer las cosas bien a la primera” queda perfectamente, ya que la calidad de conformancia se enfoca a la manera de hacer las cosas; con los materiales correctos, maquinaria y equipo en buen estado, personal capacitado y motivado, etc. Es decir, para lograr la calidad de conformancia, debe contarse con la tecnología, administración y mano de obra adecuada. c) Disponibilidad
Se define durante el uso del producto, y tiene que ver con el desempeño que tenga y su vida útil. Si se usa un artículo y falla a la semana, entonces éste no estará disponible para su uso aunque hubiera sido la mejor opción en el momento de la compra. El artículo debe de servir de manera continua al usuario. Debe asegurar de que el producto una vez recibido por el usuario proporcione bien el servicio, en forma continua y confiable, en caso de mantenimiento, este debe ser sencillo de realizarse y con instrucciones fáciles. Un producto esta disponible si se encuentra en una condición de operación, y no fuera de servicio debido a reparaciones o mantenimientos.
La disponibilidad se puede calcular de la siguiente forma:
La disponibilidad es una combinación de confiabilidad y facilidad de servicio. A continuación se analiza cada uno de estos aspectos.
Disponibilidad = tiempo en operación______________ tiempo en operación + tiempo fuera de operación

4Instituto Profesional Iplacex
• Confiabilidad: se refiere al espacio de tiempo en el que se puede utilizar un producto antes de que falle. La confiabilidad es la probabilidad de que un producto funcionara por un periodo especificado de tiempo sin fallar.
La confiabilidad de un producto también está relacionada con el tiempo promedio entre falla, el cual es precisamente el tiempo promedio en el que el producto funcionará entre una falla y otra. Mientras mayor es el tiempo promedio entre falla, más confiable es el producto.
• Facilidad de servicio: se refiere a la reparación de un producto para ponerlo en
operación después de que ha fallado. Todos los clientes consideran el mantenimiento y la reparación una molestia, por lo cual, es conveniente un alto grado de facilidad de servicio de tal forma que el producto pueda ser rehabilitado para su uso rápidamente.
La facilidad de servicio puede medirse utilizando el tiempo medio que toma reparar el
producto. Dado lo anterior, se tiene lo siguiente:
Si un producto es alto en confiabilidad y facilidad de servicio, también será alto en
disponibilidad. d) Servicio en campo
Representa la garantía y reparación o reemplazo del producto después de vendido. El servicio en campo es intangible, dado que se relaciona con variables tales como puntualidad, competencia e integridad. El cliente espera que cualquier problema sea corregido rápidamente, de una manera satisfactoria y con un alto grado de honestidad y cortesía. Dado que el servicio de campo tiene que ver con el factor humano de la compañía, los empleados deben estar altamente capacitados y actuar de manera inmediata para poder causar al cliente la sensación de que esta en buenas manos. Desafortunadamente, el servicio en campo, con frecuencia, es una de las últimas dimensiones de calidad bien definidas y más deficientemente controladas.
Disponibilidad = tiempo promedio entre falla_______________
Tiempo promedio entre falla + tiempo medio de reparación
5Instituto Profesional Iplacex
A partir de todo lo anterior, se puede deducir que la calidad es más que sólo el diseño de un buen producto, pues se extiende al control de calidad de producción, calidad durante la vida útil del producto y calidad de servicio de campo después de la venta.
1.2. Ciclo Generador de Calidad
La empresa que desea y necesita obtener beneficios, requiere de los usuarios de sus productos,.Esto quiere decir que sin clientes, las organizaciones no existirían, pues son los clientes quienes hacen realidad el beneficio al comprar los productos que éstas ofrecen.
Por tanto, las empresas deben cometer menos errores y permitir menos defectos, lo
que se logra no sólo con la adquisición de las mejores materias primas, sino con una organización que persiga la mejora continua y donde la participación de todos sus miembros sea una realidad. Cuando los recursos humanos estén realmente concientes de que todos deben trabajar para el cliente, más potente y competitiva será la empresa.
En consecuencia, para alcanzar las necesidades de los clientes externos es necesario
coordinar estas necesidades con los procesos internos, los cuales se deberán realizar con un mínimo coste, y siempre teniendo en cuenta que debe conocer y seguir de cerca las necesidades del cliente para poder adaptarse a él y sobrevivir.
Con este propósito, el departamento comercial de una organización será el
responsable de estudiar estas necesidades, las cuales pueden ser expresadas directamente por el cliente o descubiertas mediante un proceso de investigación de mercados. Posteriormente se deberá traducir al lenguaje de la empresa para identificar determinadas especificaciones que debe cumplir el bien o servicio para que se ajuste a las necesidades del cliente. Más tarde, se fabrica y se vende en el mercado. En el proceso de fabricación, el departamento de producción debe asegurarse continuamente de que el producto se esté fabricando conforme a lo especificado, lo que se logra insistiendo en la calidad de conformidad. Dado que la empresa puede obtener retroalimentación del cliente, cada vez que el bien o servicio da una vuelta a este ciclo, éste se acerca más a lo que el usuario desea, y por lo tanto tendrá más calidad. Así, la calidad empieza y finaliza con el cliente. Este conjunto de actividades y tareas mediante las cuales la empresa consigue crear calidad y satisfacer a sus clientes es un reflejo del ciclo de la calidad.

6Instituto Profesional Iplacex
Figura Nº 1: Ciclo Generador de Calidad
El ciclo generador de la calidad comienza cuando la empresa detecta una necesidad no satisfecha o no totalmente cubierta, lo que se transforma en una oportunidad de negocio. Es en esta etapa, donde, la calidad teórica mide la calidad del diseño, determinando las características solicitadas por el usuario, las que se plasman en un proyecto. Si este proyecto cumple las características solicitadas por el cliente, entonces se dice que tiene calidad técnica, la cual se utiliza para contrastar las características reales del producto con las definidas en el proyecto. Luego, el proyecto se materializa en un producto terminado, el cual es entregado al cliente. Si en el proceso de almacenaje y transporte no se han alterado las características del producto, o si el tiempo no ha perjudicado el servicio, entonces se puede decir que tiene calidad de entrega. Finalmente, el producto es usado por el cliente, el cual realizará la comparación de lo que le han entregado, con lo que solicitó, y si no hay diferencias, el cliente dará a conocer al productor las posibles divergencias entre las características deseadas y las del producto que le entregaron, lo que se llama retroalimentación.
Las posibles divergencias entre las características deseadas y las del producto final,
pueden provocar que se reinicie el proceso, entrando otra vez en las sucesivas fases del ciclo de calidad, hasta la utilización. También pueden generarse nuevas necesidades para el producto en cuestión, que el consumidor pedirá al productor, volviendo a comenzar el proceso.
Necesidades del cliente
Proyecto Producto terminado
Necesidades del cliente
Necesidades del cliente
Calidad teórica Calidad técnica
Calidad de entrega
Calidad de servicio
Retroalimentación

7Instituto Profesional Iplacex
De lo anterior, se puede deducir que cada vez que el producto da una vuelta a este ciclo se acerca más a lo que el usuario desea, y por tanto tendrá más calidad. Este sería el proceso lógico para obtener una calidad adecuada para el cliente.
Hoy en día, el gran problema que tienen las empresas, es que raramente el
consumidor está cerca del diseño y la fabricación del producto, lo que hace más difícil dar al consumidor exactamente lo que quiere.
En el caso de los productos artesanales, éstos serán de alta calidad pues no hay
ningún tipo de interferencias entre la transmisión de características que debía tener el producto y la recepción de las mismas por parte del que lo iba a realizar. Por lo tanto, se puede suponer que coinciden en su totalidad las características que se quería que tuviese el producto con las que éste realmente posee.
Figura Nº 2: Círculo de Generación del Producto Artesanal
Las características del producto, deseadas por el cliente, son transmitidas
directamente al productor, quien las materializa para entregarle al consumidor lo que realmente desea del producto.
Antes, el artesano era el responsable del control de la calidad, puesto que sólo él
realizaba los artículos en todo el ciclo de calidad, pero con el aumento de la demanda, aumentó el volumen de producción y el artesano tuvo que delegar algunas de sus actividades para otras personas.
La calidad de un producto o servicio se puede ir deteriorando a medida que se
introducen intermediarios o eslabones en la cadena que lo va a generar. Debido quizás a la
Características que realmente tiene
el producto
Consumidor
Productor
Características deseadas en el producto
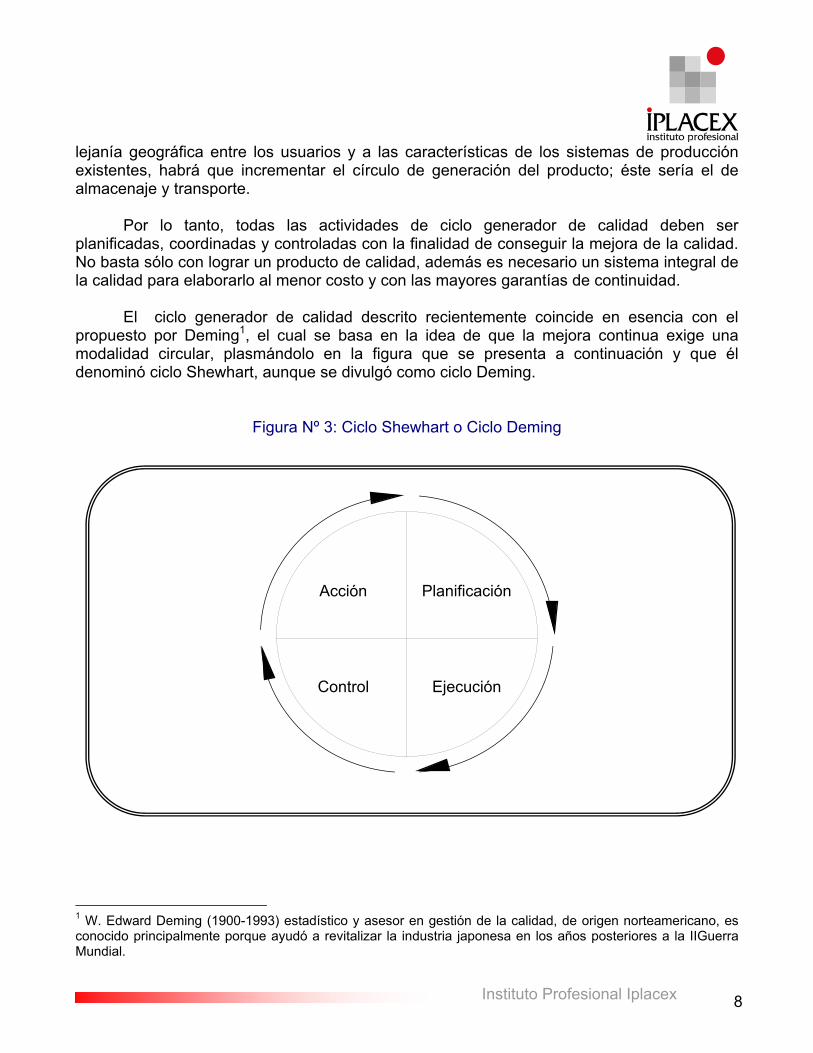
8Instituto Profesional Iplacex
lejanía geográfica entre los usuarios y a las características de los sistemas de producción existentes, habrá que incrementar el círculo de generación del producto; éste sería el de almacenaje y transporte.
Por lo tanto, todas las actividades de ciclo generador de calidad deben ser
planificadas, coordinadas y controladas con la finalidad de conseguir la mejora de la calidad. No basta sólo con lograr un producto de calidad, además es necesario un sistema integral de la calidad para elaborarlo al menor costo y con las mayores garantías de continuidad.
El ciclo generador de calidad descrito recientemente coincide en esencia con el propuesto por Deming1, el cual se basa en la idea de que la mejora continua exige una modalidad circular, plasmándolo en la figura que se presenta a continuación y que él denominó ciclo Shewhart, aunque se divulgó como ciclo Deming.
Figura Nº 3: Ciclo Shewhart o Ciclo Deming
1 W. Edward Deming (1900-1993) estadístico y asesor en gestión de la calidad, de origen norteamericano, es conocido principalmente porque ayudó a revitalizar la industria japonesa en los años posteriores a la IIGuerra Mundial.
Acción Planificación
Control Ejecución
9Instituto Profesional Iplacex
El ciclo de Shewhart es un procedimiento que persigue la mejora de cualquier actividad de la empresa. Consta de cuatro etapas:
• Planificación: lo primero que se realiza en esta etapa, es definir los planes, y la visión de la meta que tiene la empresa, en donde quiere estar en un tiempo determinado. Una vez establecido el objetivo, se realiza un diagnóstico, para saber la situación actual en que se encuentra la empresa, y las áreas que son necesario mejorarlas definiendo su problemática y el impacto que puedan tener en su vida. Después, se desarrolla una teoría de posible solución, para mejorar un punto. Y por último se establece un plan de trabajo en el que se probará la teoría de solución.
• Ejecución: en esta etapa se lleva a cabo el plan de trabajo establecido anteriormente,
junto con algún control para vigilar que el plan se esté llevando a cabo según lo planeado. Para poder llevar a cabo el control, existen varios métodos como la Carta Gantt, en la que se pueden medir las tareas y el tiempo.
• Control: en esta verificación, se comparan los resultados planeados con los que se obtuvieron realmente, estableciendo con anterioridad un indicador de medición.
• Acción: a través de la acción se concluye el ciclo de la calidad. Si al verificar los resultados, se logró lo que se tenía planeado, entonces se sistematizan y documentan los cambios que hubo; de lo contrario, si al hacer la verificación queda de manifiesto que no se ha logrado lo deseado, entonces hay que actuar rápidamente y corregir la teoría de solución y establecer un nuevo plan de trabajo.
En este sentido, se debe establecer un plan para alcanzar el objetivo, se debe
ejecutar, verificar los resultados obtenidos con los planificados, y por último tomar las decisiones oportunas si los objetivos no son los esperados o se quiere mejorar. Así, este cuarto paso permite a la organización mejorar cualquier etapa y satisfacer por tanto al cliente de esa fase. Conforme va girando esta rueda se mejora la calidad del proceso.
Realizar ejercicios nº 1 al 4

10Instituto Profesional Iplacex
CLASE 02
1.3. Elementos de los que depende la Calidad
Conocido el proceso para generar la calidad, es importante considerar los elementos fundamentales que afectan a la calidad del producto o servicio. Estos elementos se conocen en la industria con el nombre de las “siete M”, los cuales son: a) El mercado: la demanda de nuevos productos y de productos mejorados crece a un ritmo impresionante, y el consumidor se ve incitado por la publicidad a comprar con más frecuencia. Ello tiene por efecto la producción en masa y la puesta en marcha de productos de vida reducida. En este contexto, el consumidor puede percibir los productos como si fueran de calidad inferior.
b) La mano de obra: se refiere a cómo el personal elabora el producto o servicio, que en términos de calidad debe realizar un trabajo perfecto, ya sea en el diseño, en la elaboración del producto o servicio.
El rápido crecimiento de la tecnología exige una mano de obra más especializada. Las nuevas tecnologías vuelven pronto obsoletos los procedimientos y métodos. Ello hace necesario un reciclaje de la mano de obra y muy a menudo un aumento del trabajo. La mano de obra se preocupa por el futuro y se siente menos responsable de la calidad del producto, puesto que su intervención en el proceso se ve disminuida.
c) Lo monetario: para estar presente en el mercado, la compañía debe adaptarse a la tecnología más reciente y en consecuencia debe hacer inversiones para mejorar no solamente su productividad, sino también la calidad y confiabilidad de su producto. El nivel de calidad del producto dependerá también del precio que el consumidor pueda pagar en el segmento del mercado en el que opere la empresa.
d) La manera de administrar: todo cambio rápido en la orientación, en el mercado, en la mano de obra y en las inversiones tiene como efecto un nuevo cuestionamiento de la finalidad de la administración y sus responsabilidades jerárquicas. La calidad de un producto depende de las decisiones de la administración y de la percepción que se tenga de esta calidad a los distintos niveles de la empresa; de no ser así, dicha calidad se vuelve efímera.
e) Los materiales: se debe revisar, detectar y corregir defectos cuando se seleccionan las materias primas por parte de los proveedores. Se debe tener confianza en el proveedor, de tal manera de recibir los materiales sin necesidad de inspeccionar.
La calidad del producto está ligada a la de los materiales. La empresa busca continuamente nuevos materiales a fin de mejorar la ejecución del producto y de reducir el costo de su producción. Las especificaciones se vuelven entonces restrictivas para las normas del producto y necesitan de análisis más complejos. Esta investigación de la
11Instituto Profesional Iplacex
economía en las materias primas da como resultado una limitación en el número de proveedores potenciales.
f) La maquinaria y el método: una vez que se inspeccionan las materias primas, es necesario revisar y mejorar las herramientas y equipos con los cuales se está trabajando en forma continua y en cada etapa del producto o servicio. Es fundamental revisar la forma de cómo se está elaborando el producto y visualizar si existe otra forma de fabricarlos.
La tecnología desencadena la utilización de nuevas máquinas y métodos de
fabricación, los cuales tiene como finalidad mejorar la productividad y reducir los costos. Los métodos se vuelven rápidamente obsoletos, y la maquinaria utilizada no permite ya satisfacer las nuevas exigencias de calidad de la clientela. El uso de las máquinas es otro factor que afecta la calidad de los productos.
g) El medio de trabajo: para realizar un producto de calidad, no debe olvidarse la calidad del medio de trabajo. Un taller limpio, ordenado y bien iluminado es una necesidad indispensable. Las relaciones entre la mano de obra o los cuadros de trabajo afectan directamente el nivel de calidad del producto.
La importancia de estos elementos, se debe a que pueden afectar a los siguientes
factores determinantes de la calidad:
• Prestaciones: se refieren a las características funcionales primarias que contribuyen a satisfacer una necesidad del mercado.
• Accesorios y peculiaridades: son las características secundarias del producto, que
sirven de complemento a las prestaciones. • Conformidad: grado en que las características funcionales de un producto satisfacen
las necesidades establecidas en el diseño o especificaciones.
• Garantía: compromiso de la empresa de asumir los fallos del producto o servicio durante un tiempo después de la compra.
• Servicio: atención prestada al cliente junto con el producto o servicio
• Estética: características del producto que lo hacen atractivo, se refiere al aspecto
subjetivo del producto.
• Calidad percibida: la satisfacción total del cliente está basada en la experiencia completa con la organización, no solamente en el producto. Hay muchas variables intangibles como la reputación de la compañía o experiencias pasadas que afectan en la percepción.

12Instituto Profesional Iplacex
• Precio: el cliente paga por el valor añadido que recibe con el producto o servicio. El valor será la suma de los beneficios que recibe.
Todas las dimensiones listadas anteriormente son elementos que añaden valor.
1.4. Procesos de Planeación y Control de la Calidad
La calidad y la participación de mercado se encuentran fuertemente relacionadas con la rentabilidad. Como la calidad puede ser un factor decisivo de las ventas perdidas, es necesario cuantificar su impacto, y para esto se utiliza la comparación competitiva o Benchmarking, que consiste en medir los productos, servicios y prácticas contra las de los competidores más fuertes o las compañías líderes.
Con la finalidad de mejorar continuamente la calidad, la dirección planifica qué va a
hacer, es decir, determina objetivos, políticas y estrategias y desarrolla una organización de calidad que implica la existencia de un liderazgo y una cultura de calidad, y una adecuada administración de los recursos humanos. Todo ello para elaborar bienes o servicios que satisfagan las necesidades y expectativas de los clientes (precio, rapidez, servicio posventa, etc.). Asimismo, este sistema necesita un mecanismo de control que permita a la empresa medir el grado de cumplimiento de los objetivos.
1.4.1. Planificación de la Calidad La planificación, es el proceso por el cual una empresa se prepara para alcanzar los
objetivos de calidad, y consiste en elegir un curso de acción y decidir por anticipado qué es lo que debe hacer, en qué secuencia, cuándo y cómo.
Al basarse en la definición de planificación general, se puede decir que la planificación
de la calidad pretende especificar los objetivos que permitan conseguir satisfacer las necesidades de los clientes y lograr una ventaja sostenible, así como las acciones que se implantarán por todos los miembros de la organización para conseguirlos de manera más eficaz y eficiente que los competidores.
La planificación de la calidad proporciona un enfoque participativo y estructurado,
pues involucra a todos los grupos de personas que cumplen con un papel importante en el desarrollo y la entrega de los productos, de forma que todos participen conjuntamente como un equipo y no como expertos individuales.
En consecuencia, la planificación de la calidad implica lo siguiente:
• Identificar a los clientes y descubrir las necesidades y expectativas de los mismos

13Instituto Profesional Iplacex
• Fijar los objetivos estratégicos, así como la política de calidad
• De los objetivos estratégicos, derivar unos subobjetivos y planes para alcanzarlos. El cumplimiento de estos objetivos debe implicar que la empresa elabora productos
que satisfagan a los clientes que los usan. Por lo tanto, es importante que la dirección planifique y controle las actividades a desarrollar y comunique a todos los empleados sus responsabilidades y objetivos con la finalidad de evitar que se persigan propósitos diferentes.
Los tres elementos básicos mencionados anteriormente, que se deben considerar en
la planificación son:
• Identificación de las necesidades de los clientes: una vez identificados los clientes, el equipo de planificación de calidad tiene que ser capaz de distinguir entre las necesidades establecidas o expresadas por éstos y las necesidades reales, que muchas veces no se manifiestan explícitamente. Una vez que la empresa descubra los criterios de compra de los clientes, debe plasmarlos en especificaciones concretas con el objeto de elaborar el producto y desarrollar los procesos.
• Definición de objetivos: la empresa debe comenzar definiendo la misión general de la misma en unos pocos párrafos, donde se reflejará, la estrategia a seguir, los valores de la firma, los objetivos del negocio, los comportamientos, y otros.
Conocida la misión de la empresa, la dirección puede establecer los objetivos
estratégicos de calidad, subordinados a los objetivos generales de la empresa, lo que puede quedar definido en la política de calidad.
La política de calidad, se puede definir como una guía para la actividad de la dirección, donde se plasman los principios de la calidad para la empresa, detallando entre otras, la intención de satisfacer las necesidades del cliente, las necesidades concretas que han de satisfacerse y la mejora de la calidad. La política de calidad establece unos principios a seguir que indican qué debe hacerse pero sin explicar cómo debe hacerse, puesto que esto último se describe en un procedimiento.
Una vez definida y conocida la política de calidad, la alta dirección puede instaurar los objetivos de calidad establecidos sobre bases periódicas, normalmente anuales. Un objetivo o meta de calidad es el resultado deseado que se pretende alcanzar dentro de un periodo de tiempo fijado a partir de un proceso de planificación. Estos objetivos están generalmente cuantificados.
Los objetivos deben ser incorporados al plan del negocio, y por tanto la alta
administración debe involucrarse personalmente en esta planificación y determinar los objetivos que en ella se incluirán, para posteriormente desplegarlos a los niveles
14Instituto Profesional Iplacex
inferiores. Por consiguiente, la alta administración debe identificar las acciones a desarrollar para alcanzar los objetivos, proporcionar recursos para ello y asignar quién es el responsable de las mismas. Sólo los directivos pueden integrar los objetivos de calidad en la organización como una estrategia para la mejora de la competitividad al comunicarlos a sus subordinados.
De acuerdo a lo descrito anteriormente, el siguiente ejemplo es un fragmento de un plan de calidad donde se observan los objetivos y subobjetivos que se van estableciendo para crear un producto o servicio de calidad.
Por ejemplo
• Misión: la empresa XYZ se ha comprometido a prestar un servicio excelente a sus clientes para satisfacer sus necesidades y expectativas a través de todas las personas que la constituyen.
• Factores críticos del éxito:
i. Analizar los deseos de los clientes mediante encuestas formalizadas. ii. Atención personalizada al cliente. iii. Formación del personal.
• Objetivo i: Mejorar el nivel de satisfacción de los clientes sobre nuestros
servicios. - Subobjetivo 1.1: reducir el número de quejas de los clientes.
- Indicador: número de quejas por mes. - Subobjetivo 1.2: mejorar la puntuación de la encuesta correspondiente al nivel de satisfacción.
- Indicador: resultado de la encuesta a los clientes.
• Acciones: - Estudiar las reclamaciones para establecer acciones correctoras. - Nombrar a un equipo de trabajo para que analice los problemas (quejas,…..)

15Instituto Profesional Iplacex
• Acciones necesarias para conseguirlos: definida la misión y los objetivos, sólo queda desarrollar las metas operativas que permitirán conseguir la mejora continua. Conocidos los estándares, la organización puede establecer los planes o cursos de acción necesarios para conseguirlos. A su vez, una vez identificados los objetivos y los planes, resulta necesario asignar controles apropiados para cada uno de ellos. Para esto, la empresa utilizará una serie de indicadores que deben estar claros y no ser ambiguos, con la finalidad de evaluar el progreso en el camino hacia los objetivos de mejora. Así, para alcanzar estos objetivos la empresa necesita implantar una sucesión de acciones que serán ejecutadas por un departamento en concreto o por un equipo de trabajo. El desarrollo de estos planes requiere de un control para que la alta dirección asegure el impulso de las acciones que respaldan los objetivos estipulados.
Sin embargo, estas acciones se deben acompañar con otra serie de actividades
relacionadas con la organización y el control de la calidad, encaminadas a conseguir el objetivo de satisfacción del cliente. Estas actividades serían:
- Creación y mantenimiento de una estructura adecuada - Creación de equipos de trabajo para alcanzar los objetivos
- Compromiso de la dirección con la calidad para que sirva de modelo para todos los
empleados
- Control para asegurar la mejora. La estructura y participación en la planificación de la calidad puede parecer un
aumento excesivo del tiempo necesario para la planificación, pero en realidad reduce el tiempo total necesario para llegar a la operación completa. Una vez que la organización aprende a planificar la calidad, el tiempo total transcurrido entre el concepto inicial y las operaciones efectivas es mucho menor.
1.4.2. Control de Calidad El control de calidad se refiere al proceso que se emplea con el fin de cumplir con los
estándares. Esto consiste en observar el desempeño real, compararlo con algún estándar y después tomar medidas si el desempeño observado es distinto al estándar.
El control incluye los siguientes aspectos: a) Sujeto de control de calidad: consiste en elegir lo que se va a controlar. Una empresa puede controlar cada división de un producto, componentes, unidades, subsistema, y sistema, las condiciones de procesamientos, las instalaciones, insumos de materiales y servicios.

16Instituto Profesional Iplacex
Para identificar y elegir los sujetos de control de calidad se aplican varios principios:
- Debe estar orientada a clientes externos, los que determinan los ingresos por ventas, y también por los clientes internos, quienes afectan los costos internos.
- Debe ser suficientemente externos para poder evaluar el desempeño organizacional
real.
- Se deben conocer ambos componentes del control de calidad, es decir, la falta de deficiencia y las características de productos.
- Se pueden identificar obteniendo ideas tantos de los clientes como de los empleados.
b) Una unidad de medida: para cuantificar, es necesario crear un sistema de medición. Este sistema de medición se basa en una unidad de medida y en un sensor. El sensor, es un método o instrumento que permite llevar a cabo la evaluación, y expresar sus hallazgos en términos cuantificables, en una unidad de medida. Los sensores deben ser económicos y sencillos de usar y proporcionar datos que a su vez, pueden conducir a decisiones sobre los productos y los procesos; y deben ser tanto exactos como precisos.
La mayoría de los sensores están diseñados para proporcionar información en
términos de unidades de medidas. Para los sujetos de control de operacionales, los sensores son instrumentos tecnológicos o seres humanos empleados como instrumentos (como inspectores y auditores); para los sujetos administrativos, los sensores son sistema de datos. c) Establecer meta para el sujeto de control: cada sujeto de control debe tener una meta de calidad y debe estar dirigido a un fin de calidad. d) Medir el desempeño real: al organizar el control, es útil establecer un número limitado de estaciones de control para la medición, después se asigna a cada una de estas estaciones de control la responsabilidad de llevar a cabo los pasos del ciclo de retroalimentación para una lista selecta de los sujetos de control. La selección de las estaciones de control puede auxiliarse con la preparación de un diagrama de flujo que muestre la progresión de los efectos a través de los cuales se fabrica el producto. Es esencial medir tanto la calidad del producto (producto final) como la calidad antes del proceso, incluso el producto de primera elaboración. e) Comparación del comportamiento real con los objetivos de calidad: en esta etapa se evalúa el desempeño comparándolo con los objetivos establecidos. En algunas actividades se admiten algunas pequeñas desviaciones, mientras que en otra la más leve puede ser grave. Por lo tanto, los encargados del control deben analizar y evaluar los resultados con cuidado.

17Instituto Profesional Iplacex
f) Actuación sobre las diferencias que existan (tomar acción): la función del control de calidad existe primordialmente como una organización de servicio, para interpretar las especificaciones establecidas por la ingeniería del producto y proporcionar asistencia al departamento de fabricación, para que la producción alcance estas especificaciones. Como tal, la función consiste en la colección y análisis de grandes cantidades de datos que después se presentan a diferentes departamentos para iniciar una acción correctiva adecuada.
Los requerimientos de calidad del cliente, los interpreta el ingeniero del producto quién establece las especificaciones y marca las tolerancias. La ingeniería del proceso es la responsable de la especificación de las operaciones así como del diseño y consecución del equipo, lo cual hará que el producto cumpla con las especificaciones. El departamento de fabricación utiliza este equipo para producir y la función de control de calidad asegura que el producto se fabrique conforme a las especificaciones.
Es necesario visualizar los dos tipos de características por medio de las cuales se
realiza el control de calidad de un producto o servicio, estas son:
• Características Verificables: son aquellas características que se pueden observar a simple vista, roturas, grietas, golpes, etc.
• Características Mensurables: se refiere a aquellas fallas técnicas y de estructuras
como el mal funcionamiento de las maquinarias, composición química irregular, etc.
Cuando las empresas logran manejar e implantar cada uno de los puntos señalados anteriormente, obtendrán un control sobre su producto o servicio en términos de calidad y sin duda una ventaja competitiva frente a su competencia.
Como consecuencia, el control de calidad no sólo es inspección, sino que se relaciona con su significado universal, por lo que aunque la inspección es una forma de realizarlo, su significado es mucho más amplio. En este sentido, sólo basta que la empresa se decida a enfocar su esfuerzo a controlar la calidad, para poder asegurar, paulatinamente, la eficacia competitiva.
El control de la calidad es responsabilidad de todos, desde los altos directivos de la
administración hasta los trabajadores comunes, con la diferencia de que los objetivos de calidad y la toma de decisiones, será distinta para cada uno de ellos. Mientras los objetivos de los trabajadores comunes se ven reflejados en las especificaciones y manuales de procedimientos, a nivel directivo, las decisiones tienden a ser más amplias y más complejas.
Con el objeto de llevar a cabo este proceso de control, los miembros de la empresa
necesitan utilizar una serie de métodos. Entre ellos destacamos las siete herramientas
18Instituto Profesional Iplacex
básicas de la calidad, la inspección, la elaboración de procedimientos e instrucciones de trabajo y la supervisión.
CLASE 03
1.5. Costos de Calidad
Son aquellos costos incurridos en el diseño, implementación, operación y mantenimiento de los sistemas de calidad de una organización. Se consideran aquéllos costos de la organización comprometidos en los procesos de mejoramiento continuo de la calidad, y los costos de sistemas, productos y servicios frustrados o que han fracasado al no tener en el mercado el éxito que se esperaba. Los costos de calidad forman parte integral del costo de producción, estando presentes en los resultados que se reflejan en el Estado de Resultado de una organización, pero no se cuantifican por separado, lo que impide su adecuado control y análisis, dificultando la aplicación de posibles medidas correctivas y el proceso de toma de decisiones.
Dentro de una organización existen costos ineludibles, que son propios de los
procesos productivos, pero además se distinguen otros dos tipos de costos:
• El costo de calidad, que es derivado de los esfuerzos de la organización para fabricar un producto o generar un servicio con la calidad ofrecida
• El "costo de la no calidad", que corresponde al costo de hacer las cosas mal o
incorrectamente. Los costos relativos a la calidad pueden involucrar a uno o más departamentos de la
organización, así como a los proveedores o servicios subcontratados, al igual que a los medios de entrega del producto o servicio. Esto significa que no están exentas de responsabilidad las áreas de ventas, mercadotecnia, diseño, investigación y desarrollo, compras, almacenamiento, manejo de materiales, producción, planeación, control, instalaciones, mantenimiento y servicio, etc.
El “costo de la no calidad” se produce por ineficiencias o incumplimientos, los cuales
son evitables.
Realizar ejercicios nº 5 al 8
19Instituto Profesional Iplacex
1.5.1. Importancia del Costo de Calidad
Varios estudios han determinado que los costos de calidad representan alrededor del
5 al 25 % sobre las ventas anuales. Estos costos varían según el tipo de industria, las circunstancias en que se encuentre el negocio o servicio, la visión que tenga la organización acerca de los costos relativos a la calidad, el grado de avance en calidad total, y las experiencias en mejoramiento de procesos.
Alrededor del 95% de los costos de calidad se desembolsan para cuantificar la calidad
(costos de calidad) así como para estimar el costo de las fallas (costos de no calidad). Estos gastos se suman al valor de los productos o servicios que paga el consumidor, y aunque el cliente sólo los percibe en el precio, llegan a ser importantes para él.
De todo lo anterior, se puede concluir que los costos de calidad se pueden definir
como sigue.
1.5.2. Componentes del Costo de Calidad
El costo de calidad se puede dividir en dos componentes, de acuerdo a la definición señalada anteriormente:
a) Costos de Control
Están relacionadas a las actividades que eliminan defectos en el tren de producción. Esto puede hacerse en dos formas, mediante la prevención y la evaluación.
Por ejemplo:
Reprocesos, desperdicios, devoluciones, reparaciones, reemplazos, gastos por atención a quejas y exigencias de cumplimiento de garantías, entre otros.
Definición Costos de Calidad Es el costo de no satisfacer los requerimientos del cliente, es decir, el costo de
hacer las cosas mal.
20Instituto Profesional Iplacex
• Costos de Prevención: Son aquellos costos en los que se incurre buscando que la fabricación de productos esté apegada a las especificaciones. Representa el costo de todas las actividades llevadas a cabo para evitar defectos en el diseño y desarrollo; en las labores y actividades de adquisición de insumos y materiales; en la mano de obra, en la creación de instalaciones y en todos aquellos aspectos que tienen que ver desde el inicio y diseño de un producto o servicio hasta su comercialización. Estas actividades anteceden a la producción y se llevan a cabo para prevenir defectos antes de que ocurran. Incluye actividades tales como:
- Planeación de la calidad: Incluye la amplia gama de actividades que forman el plan
general de calidad de la compañía, planes de inspecciones, de fiabilidad, el sistema de datos, manuales de calidad y procedimientos, etc.
- Revisión de nuevos productos: incluye la revisión o preparación de especificaciones
de calidad para nuevos productos, la corrección de propuestas de ofertas, evaluación de nuevos diseños, preparación de programas de prueba y experimentación, evaluación de proveedores, estudios de mercadotecnia para determinar los requerimientos de calidad de los clientes y otras actividades de calidad asociadas con el lanzamiento de nuevos diseños.
- Capacitación: costos de programas de capacitación para lograr y mejorar los niveles
de calidad, no importa que departamento sea el que reciba la capacitación.
- Planeación del proceso: diseño y desarrollo de dispositivos de control de proceso.
- Datos de calidad: recolección de datos, análisis de los mismos, elaboración de reportes.
- Proyectos de mejoramiento: investigaciones dirigidas a problemas crónicos de calidad.
- Control de proceso: incluye aquella parte del control de procesos realizada para lograr
que el producto o servicio satisfaga las necesidades del cliente, o sea, que se adapte al uso del cliente.
• Costos de Evaluación o Inspección: se incurre en estos costos al realizar
inspecciones, pruebas y otras evaluaciones planeadas para determinar si lo producido cumple con los requisitos establecidos. Consiste en medir las condiciones del producto en todas sus etapas de producción. Tiene como objeto eliminar defectos después de que ocurren pero antes de que los productos lleguen al cliente.
Durante la etapa de producción se realizan distintos tipos de inspecciones, las
cuales significan costos para la empresa, estas son:
21Instituto Profesional Iplacex
- Inspección de materiales de entrada: el costo de determinar la calidad de la materia prima de entrada.
- Inspección de proceso: todas las pruebas, procedimientos de muestreo e inspecciones
realizadas mientras se esta elaborando el producto.
- Inspección del producto final: todas las inspecciones o pruebas realizadas al producto final en la planta o en el campo. Incluye los costos de probar productos almacenados en destino o en los propios almacenes para evaluar su posible degradación.
- Laboratorios de calidad: el costo de operación de laboratorios de calidad para
inspeccionar materiales en todas las etapas de la producción.
- Mantenimiento de la precisión del equipo de prueba: incluye el costo operativo del sistema que mantiene calibrados los instrumentos y equipos de medición.
A medida que se intensifica la inspección se consigue un menor número de productos
defectuosos y mejor calidad, a costa de un incremento en los costos de inspección. Los Costos de Prevención y Evaluación son considerados como los costos de
obtención de la calidad, denominándose costos de conformidad y se consideran controlables debido a que la empresa puede decidir sobre su magnitud atendiendo a los objetivos que se trace. Los costos de actividades preventivas suponen una inversión, pues aumentan la productividad de la empresa y su valor. En cambio, los otros tipos de costos, se consideran costos indeseables. Sin embargo, la mayoría de las compañías tienen la tendencia a gastar una gran cantidad de dinero en evaluación y poca en prevención, aun cuando el costo total se minimiza cuando se gasta gran cantidad de dinero en prevención y poco en evaluación.
b) Costos de Falla
Están asociados con cosas que no se ajustan o que no se desempeñan conforme a los requisitos, así como con los relacionados con incumplimientos de ofrecimientos a los consumidores. Son costos en que se incurren ya sea durante el proceso de producción (internos) o después de que el producto llega al cliente (externos).
• Costos de Falla Interna: los Costos de Fallos Internos están asociados con defectos,
errores o no conformidad del producto o servicio, detectados antes de transferirlo al cliente y que por tanto éste no percibe y no se siente perjudicado. Estos costos incluyen desperdicios, reprocesamiento, reinspecciones, etc.
- Desperdicios: se refiere a la pérdida neta en mano de obra y materiales resultante de
defectos que no pueden ser utilizados ni reparados económicamente.
22Instituto Profesional Iplacex
- Reprocesamiento: costos de corregir defectos a fin de hacer los productos aptos para el uso, es decir, conforme a los requerimientos.
- Degradación: producto que puede venderse a menos de su precio de lista debido a
problemas de calidad. - Revisión: corresponde al costo de la segunda inspección o ensayo de los productos
que han tenido que ser reelaborados o reparados. - Pérdida de tiempo: se refiere al costo de las instalaciones paradas a consecuencia de
defectos y personal ocioso debido a fallas de calidad. - Doble ensayo: corresponde al costo de la segunda inspección o ensayo de los
productos que han tenido que ser reelaborados o reparados. - Gastos de disposición: es el esfuerzo requerido para determinar si los productos no
conformes son utilizables y decidir su disposición final.
• Costos de Falla Externa: son los costos que se generan cuando se detecta que algunos de los productos que ya fueron entregados al cliente no cumplen con las especificaciones, por ejemplo: ajuste de precio por reclamaciones, retorno de productos, descuentos y cargos por garantía. Cuando una empresa vende productos que no cumplen con las especificaciones de los clientes, incurre en los siguientes costos:
- Garantía: Todos los costos implicados en el servicio a los clientes de acuerdo a los
contratos de garantía (costo de bonificaciones o reposición de productos). - Mercancías devueltas: corresponde a todos los costos asociados a la recepción y
sustitución de productos defectuosos devueltos a los proveedores. - Demandas: es el costo de satisfacer las demandas del cliente debido a una baja
calidad. - Descuentos: se refiere a los costos de negociaciones hechas a clientes debido a
productos fuera de norma (calidad por debajo del estándar), que son aceptados por el cliente como tales. Incluyen pérdidas en ingresos debido a productos degradados para la venta como de "segunda categoría".
- Atención de reclamaciones: son todos los costos de investigación y atención de quejas
justificadas atribuibles a productos o instalación defectuosos.
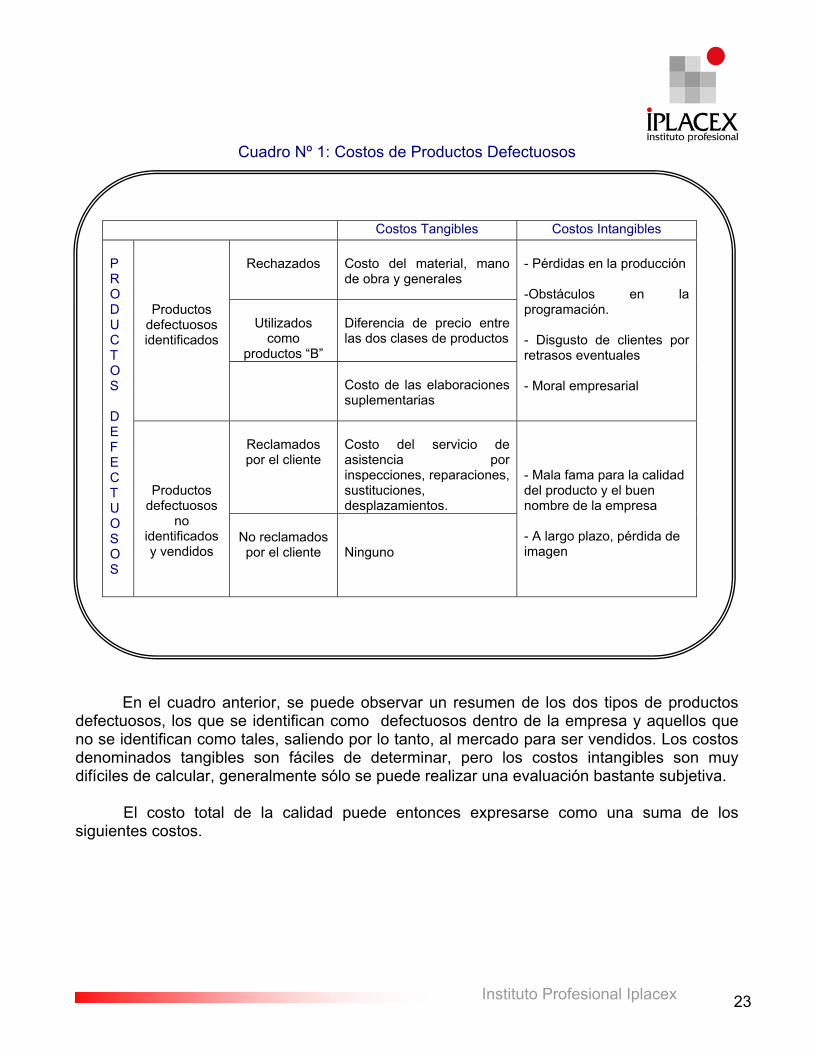
23Instituto Profesional Iplacex
Cuadro Nº 1: Costos de Productos Defectuosos
En el cuadro anterior, se puede observar un resumen de los dos tipos de productos
defectuosos, los que se identifican como defectuosos dentro de la empresa y aquellos que no se identifican como tales, saliendo por lo tanto, al mercado para ser vendidos. Los costos denominados tangibles son fáciles de determinar, pero los costos intangibles son muy difíciles de calcular, generalmente sólo se puede realizar una evaluación bastante subjetiva.
El costo total de la calidad puede entonces expresarse como una suma de los
siguientes costos.
Costos Tangibles Costos Intangibles
Rechazados
Costo del material, mano de obra y generales
Utilizados
como productos “B”
Diferencia de precio entre las dos clases de productos
Productos defectuosos identificados
Costo de las elaboraciones suplementarias
- Pérdidas en la producción -Obstáculos en la programación. - Disgusto de clientes por retrasos eventuales - Moral empresarial
Reclamados por el cliente
Costo del servicio de asistencia por inspecciones, reparaciones, sustituciones, desplazamientos.
P R O D U C T O S D E F E C T U O S O S
Productos defectuosos
no identificados y vendidos
No reclamados por el cliente
Ninguno
- Mala fama para la calidad del producto y el buen nombre de la empresa - A largo plazo, pérdida de imagen

24Instituto Profesional Iplacex
Lo importante no es encontrar el costo mínimo para la calidad y la operación, sino
reducir constantemente el costo de la calidad. Esto se puede hacer revisando el sistema de producción que incluye la tecnología, la capacitación, las actitudes y la administración. Como resultado, el costo de las fallas y el costo del control se reducen.
El costo de calidad puede ser una poderosa herramienta para mejorar la calidad
cuando se utiliza en forma apropiada. Enfoca la atención de la gerencia en los desperdicios debido a las fallas excesivas o a los altos costos de control. También proporciona una base cuantitativa para monitorear el progreso de la reducción de los costos, esta reducción se produce cuando la calidad llega al nivel deseado.
Los artículos con defectos no son gratis, y puede ser más costoso corregir un error, que producir un artículo nuevo.
Como conclusión, la actuación de las empresas sobre los costos totales de calidad
debe ser eficaz y tendente a reducirlos tomándose en consideración los siguientes aspectos:
• Invertir en actividades de prevención y evaluación para conseguir reducir las fallas. • Atacar directamente las fallas visibles.
• Reducir los costos de evaluación conforme la mejora se vaya haciendo patente.
• Buscar una nueva orientación a las actividades de prevención para alcanzar la mejora
continuada.
Costo total de la calidad = (costos de control) + (costos de falla)
de prevención de evaluación de falla internos de falla externos
Realizar ejercicios nº 11 y 12

25Instituto Profesional Iplacex
Características del proyecto
Características solicitadas por el consumidor
Características del producto
CT
1
4
56
2 3
CLASE 04
1.6. Calidad Total
El concepto de Calidad Total, ha permitido homogenizar el concepto de calidad definiéndola en función del cliente y evitando así diversidad de puntos de vista como sucedía en la concepción tradicional.
La calidad es total, porque comprende todos y cada uno de los aspectos de la
organización, porque involucra y compromete a todas y cada una de las personas de la organización.
Antiguamente la calidad tradicional trataba de arreglar la calidad después de cometer
errores; a diferencia de la calidad total, que se centra en conseguir que las cosas se hagan bien a la primera. En la actualidad, la calidad se incorpora al sistema, no es ocurrencia tardía y los llamados niveles de calidad aceptables se vuelven cada día más inaceptables.
Figura Nº 4: Intersección de las Características para conseguir la Calidad Total
Las distintas características, ya sean las solicitadas por el consumidor, las
especificadas en el proyecto o bien las que realmente tiene el producto, han sido representadas como los puntos incluidos en los rectángulos. Se ha supuesto el caso más general en el que no coincidan totalmente dichos grupos de características, dando lugar a siete zonas diferentes, que se comentan a continuación.
26Instituto Profesional Iplacex
En la zona central marcada como CT, coinciden al 100% las características solicitadas, las proyectadas y las realizadas. Esta zona suele llamarse zona de calidad total.
Las zonas 1 y 4 agrupan aquellas características deseadas por el consumidor, pero
que no se han considerado a la hora de realizar el proyecto. El hecho de que no se hayan considerado, puede deberse a que las personas encargadas de llevar a cabo las necesidades del cliente no han sabido plasmar estas necesidades en el producto o servicio final, porque los encargados del marketing no han sabido captar las necesidades del mercado, o bien si las han captado, no las han transmitido adecuadamente a quienes son los encargados de materializarlas.
Para conseguir la calidad total habría que eliminar estas zonas. En realidad, al fijarse en cómo ha surgido la zona 4, se puede observar que las
características que encierran dicha zona no han sido proyectadas sino que se han obtenido en la fabricación de forma casual; lo que hace que estén fuera de control y que pueden desaparecer de la misma forma que han aparecido. Es, por tanto, una zona más peligrosa aún que la identificada con el 1, ya que si existe y desaparece, aumentará la insatisfacción del consumidor y será más perjudicial para la empresa que el producto pierda alguna característica deseada por el consumidor, que el hecho de que esta característica no haya existido desde un principio.
La zona 2 representa aquellas características del proyecto que no fueron incluidas en
el producto y la zona 5 representa características del producto que están fuera del proyecto y que, además, no son deseadas por el posible usuario, por lo que no cabe ninguna duda de que esta zona también tendría que desaparecer. Lo ideal sería que lo hiciese sobreponiéndose con la zona 2, es decir, consiguiendo que las características del producto coincidan, en su totalidad, con las especificadas en el proyecto; de esta manera se tendría así una alta calidad de concordancia, de la que se habla en el ciclo generador de la calidad.
La zona 6 representa aquellas características del producto que no fueron solicitadas
por el consumidor, pero que han sido determinadas durante el proyecto para dar al consumidor más de lo que él quiere.
Al analizar la figura anterior, se llegaría a una situación como la que se expone en la
siguiente figura. Es precisamente esta situación la que se cree que debe representar a la calidad total desde el punto de vista del productor, es decir, dar al consumidor todo lo que quiere, pero también algo más.

27Instituto Profesional Iplacex
CT
Características del proyecto y del producto
Características solicitadas por el consumidor
Figura Nº 5: Sobreposición ideal de las Características del Producto para conseguir la Calidad Total
Con este concepto de Calidad Total, los clientes ya no son sólo los usuarios últimos de los bienes y servicios que se venden, ahora el término se amplía para incluir la idea de cliente interno2. Así, todo el mundo en la organización se convierte en cliente de alguien; es más, adquiere un carácter dual de ser cliente y proveedor a la vez.
El objetivo de toda organización, grupo de trabajo, área, puesto de trabajo o individuo,
es generar un producto o servicio que va a recibir otra organización, área u otro individuo, al que se le denomina usuario o consumidor.
Cuando se habla del término “producto”, se está haciendo alusión al resultado que se
obtiene de un proceso o actividad. Por consiguiente, este resultado puede ser un producto tangible, como materiales ensamblados o procesados; o intangible, como conocimientos o conceptos, o una combinación de ambos.
Para los fines de la Calidad Total, el término servicio se tomará como el resultado
generado por actividades entre el proveedor y el cliente, y por actividades internas del proveedor, con el fin de conocer las necesidades del cliente.
2 Cliente interno es alguien que trabaja en la organización.
28Instituto Profesional Iplacex
Desde el punto de vista de la Calidad Total, los conceptos de producto y servicio no están separados, o bien el producto incluye al servicio, o ambos aspectos; debiendo planificarse separada y simultáneamente para lograr satisfacer mejor las necesidades y expectativas del cliente.
De una manera sencilla, se puede decir que en la expresión Calidad Total, el término
Calidad significa que el producto o servicio debe estar al nivel de satisfacción del cliente; y el término Total, se refiere a que dicha calidad es lograda con la participación de todos los miembros de la organización.
La Calidad Total significa un cambio de paradigmas en la manera de concebir y
gestionar una organización. Uno de estos paradigmas fundamentales, y que constituye su razón de ser, es el perfeccionamiento constante o mejoramiento continuo. La Calidad Total comienza comprendiendo las necesidades y expectativas del cliente para luego satisfacerlas y superarlas.
1.6.1. Importancia Estratégica de la Calidad Total
La Calidad Total es una estrategia que busca garantizar, a largo plazo, la supervivencia, el crecimiento y la rentabilidad de una organización optimizando su competitividad, mediante el aseguramiento permanente de la satisfacción de los clientes y la eliminación de todo tipo de desperdicios. Esto se logra con la participación activa de todo el personal, bajo nuevos estilos de liderazgo; siendo la estrategia que bien aplicada, responde a
Por ejemplo:
En el caso de la Compañía Toyota, la satisfacción del cliente se clasifica en dos aspectos: producto y servicio. Cuando se refieren al producto, consideran calidad, costo razonable y oportunidad en la entrega. Por otro lado, el servicio para esta empresa significa la comunicación y el contacto permanente con el cliente, así como la atención, que puede desarrollarse incluso a través de actividades recreativas destinadas a los clientes; así mismo forma parte del servicio el mantener todas las mercancías en contacto con el cliente, el seguimiento postventa para verificar el grado de satisfacción con el producto, y todo el conjunto de interrelaciones o actividades para captar la voz del cliente y satisfacerlo mejor. Otras compañías incluyen como parte del servicio el denominado "servicio pre-venta" destinado a hacer conocer las bondades del producto y la imagen de la empresa a personas que no son clientes, que talvez podrían serlo.
29Instituto Profesional Iplacex
la necesidad de transformar los productos, servicios, procesos, estructuras y cultura de las empresas, para asegurar su futuro.
Para ser competitiva a largo plazo y lograr la sobrevivencia, una empresa necesitará
prepararse con un enfoque global, es decir, en los mercados internacionales y no tan sólo en mercados regionales o nacionales. Ser excelente en el ámbito local ya no es suficiente; para sobrevivir en el mundo competitivo actual es necesario ser excelente en el escenario mundial. Para adoptar con éxito esta estrategia es necesario que la organización ponga en práctica un proceso de mejoramiento permanente.
El nuevo enfoque de calidad requiere una renovación total de la mentalidad de las
personas y por tanto una nueva cultura empresarial; ya que entre otros aspectos se tiene que poner en práctica una gestión participativa y una revalorización del personal no aplicada en los modos de administración tradicional.
CLASE 05
1.6.2. Logro de la Calidad Total
Para lograr el concepto de calidad total en una empresa, se han establecido los siguientes principios básicos.
• La calidad es la clave para lograr competitividad: con una buena calidad es posible
captar un mercado y mantenerse en él. • La calidad la determina el cliente: es el cliente quien califica la calidad del producto o
servicio que se ofrece; de allí que la calidad no debe ser tomada en su valor absoluto o científico, sino que es un valor relativo, en función del cliente.
Es necesario identificar con precisión las cambiantes necesidades y
expectativas de los clientes y su grado de satisfacción con los productos y servicios de la empresa y los de la competencia. Es importante tener presente que las expectativas de los clientes están dadas en términos de calidad del producto o servicio, oportunidad de entrega, calidad de la atención, costos razonables y seguridad.
No se puede forzar al cliente a comprar el producto que la empresa quiere, al
precio que se desea. Una organización mejora hacia la Calidad Total cuando los clientes, externos e internos, sienten que se está cumpliendo con sus requerimientos de calidad, oportunidad, costo y servicio.
• El proceso de producción está en toda la organización: el proceso de producción no es
toda la línea de producción propiamente dicha, sino toda la empresa. Los que hacen bien su trabajo lubrican el proceso, los que lo hacen mal crean cuellos de botella en el
30Instituto Profesional Iplacex
proceso. La calidad de los productos y servicios es resultado de la calidad de los procesos.
• El proveedor es parte del proceso: en el proveedor se inicia la calidad, él es parte del
proceso, debe ser considerado como parte de la organización. La calidad se inicia en la demanda (de los clientes) y culminará con su satisfacción, pero el proceso de elaboración se inicia en el proveedor; por lo que éste debe ser considerado como parte del proceso de producción, extendiéndose a él las acciones de entrenamiento en Calidad Total.
• Son indispensables las cadenas proveedor-clientes internos: cada individuo de la
organización toma conciencia de que tiene uno o más clientes internos y uno o más proveedores internos. Creándose cadenas de proveedor-cliente dentro de la organización. Proveedores internos a los que hay que mantener informados de como se quiere que entreguen su trabajo y sobre lo que haya que corregir.
En las relaciones establecidas entre proveedores internos y de clientes internos, es tan responsable el proveedor que no le pregunta a su cliente sobre la calidad del trabajo que entrega, como el cliente que no le informa a su proveedor sobre algo que se le está entregando mal hecho.
• Establecer la mentalidad de cero defectos3: esto tiene el propósito de erradicar el
desperdicio, en todas las formas como se presente, eliminando las actividades que no agregan valor.
La Calidad Total promueve la eliminación de todo tipo de despilfarros presentes en:
- Inventarios
- Equipos no disponibles por daños o mantenimiento
- Personal dedicado a tareas repetitivas o inoficiosas
- Papeles y exceso de trámites
- Exceso de informes y reuniones
- Inventarios de trabajo en procesos entre oficinas
- Controles internos innecesarios.
3 “Cero defectos” implica una actitud hacia el no error. Se trata de despertar la conciencia de no equivocarse, de no tolerar el error.
31Instituto Profesional Iplacex
• La ventaja competitiva está en la reducción de errores y en el mejoramiento continuo: la verdadera ventaja competitiva está en la reducción de errores o en mejorar los procesos; allí radica la reducción de costos. Con el resultado de "menores mostos" se puede:
- Bajar precios a los clientes
- Mejorar utilidades de la empresa
- Mejorar el acabado del producto
O bien, se pueden realizar todas las actividades anteriores a la vez. • Es imprescindible la participación de todos (conciencia colectiva): reducir errores sólo
será posible con la participación de todos y cada uno de los miembros de la organización.
• Calidad: es ante todo una responsabilidad gerencial, los mandos directivos deben ser
líderes, capaces de involucrar y comprometer al personal en las acciones de mejora. • Requiere una nueva cultura: en el concepto de Calidad Total "todos piensan y todos
hacen".
1.6.3. Implantación de la Calidad Total
Para la implantación de la Calidad Total, cada organización tiene que diseñar una
metodología de acuerdo a su propia realidad. Como parte de todo proceso de mejoramiento hacia la Calidad Total se incluyen
acciones como: el desarrollo de las actividades de liderazgo y el compromiso de los más altos directivos de la organización, el desarrollo del personal, el enfoque a los clientes, el desarrollo de los proveedores, la planificación de la calidad, mejoramiento del trabajo diario, aseguramiento de la calidad, programa de reducción de costos, etc.
Para poner en práctica este proceso es conveniente dividirlo en las siguientes fases:
a) Fase I, toma de decisión: consiste en analizar seriamente si existe la voluntad de hacer todo lo que sea necesario para emprender y mantener adecuadamente dicho proceso; ya que una vez iniciado, no debe ser discontinuado ya que genera desconfianza y frustración.
32Instituto Profesional Iplacex
Los directivos tienen que dedicar tiempo y recursos, orientar la gestión administrativa, aceptar todos los conceptos y principios tales como: el trabajo en equipo, nuevos estilos de liderazgo, tener una definición clara de calidad, etc.
Tomada la decisión, se debe elaborar un plan para poner en marcha este proceso,
éste debe estar integrado o formar parte del plan estratégico de la organización. Así mismo, tomada la decisión debe definirse paralelamente al plan de desarrollo de la calidad y una organización básica que se encargará de desarrollar las acciones de calidad. Como parte de esta organización se incluirá un comité de calidad o más bien un consejo de calidad presidido por el más alto directivo de la organización, luego los comités de calidad por áreas y equipos de mejoramiento dependiendo del tamaño de la organización. También debe tenerse en cuenta la necesidad de contratar los servicios de un Asesor Externo. El plan de calidad deberá definir un área piloto para iniciar los procesos de mejora y prever igualmente acciones de reconocimiento al personal.
b) Fase II Preparación del escenario y promoción: para iniciar esta etapa se asume que ya se cuenta con un plan en el que se ha determinado todas las acciones a desarrollar. Algunas de las acciones que se recomienda realizar en esta etapa son: desarrollar un intenso programa de difusión de los conceptos y filosofía de la calidad para internalizarla en la gente como medio de lograr su involucramiento y compromiso. Se deberá elaborar la visión, misión, políticas y objetivos de la organización, los cuales se difundirán entre todo el personal durante las acciones de difusión y promoción de la calidad.
Es conveniente, en esta fase, efectuar un diagnóstico de calidad a la organización,
considerando aspectos como costos de la mala calidad, el clima organizacional, nivel de satisfacción de los clientes, identificación de procesos críticos, claridad y precisión en cuanto a las fortalezas y debilidades.
c) Fase III Implantación de procesos de mejora: en esta fase se pondrán en marcha los procesos de mejoramiento con la participación de los equipos de mejoramiento, quienes han sido suficientemente entrenados en técnicas de mejoramiento y de solución de problemas.
Si el proceso de mejora va mostrando avances, es necesario motivar al personal con acciones de reconocimiento.
d) Fase IV Consolidación y optimización interfuncional: en esta fase se continuará desarrollando los procesos de mejora y continuará con la capacitación en técnicas de calidad más avanzadas, se desarrollará los sistemas y procedimientos con base a las normas ISO 9000. Se continuará con los procesos de mejora manteniendo y perfeccionando la gestión estratégica. Lo antes expuesto no tiene un carácter definitivo o absoluto, dependerá del dinamismo y progreso que haya alcanzado cada organización.
33Instituto Profesional Iplacex
1.6.4. El Liderazgo para la Calidad
La Calidad Total requiere de un mejoramiento de los productos, de los procesos, de las máquinas y de todos los aspectos de la organización. Pero ante todo de las personas y del equipo de trabajo, que debe cumplir con el objetivo de generar los productos o servicios satisfactorios para el cliente. Ante ello, surge la interrogante sobre quién va a generar o crear el ambiente de equipo, la sinergia que se requiere. El elemento clave es el líder, quien provee las bases para una buena implantación de la Calidad Total
El liderazgo es uno de los elementos primarios del proceso de calidad. Sin un buen
liderazgo no es posible alcanzar los objetivos de calidad, oportunidad y costos que demanda el mercado.
El principal reto de un líder es lograr que todos los individuos que integran la
organización participen activamente en el logro de los objetivos institucionales. Por tanto, la principal responsabilidad del líder es antes que todo definir una visión y una misión, haciendo que éstas internalicen en toda la organización. A partir de esta visión y de esta misión define una política y unos objetivos de calidad a alcanzar.
Estos objetivos los alcanzará en la medida que logre que sus colaboradores quieran4,
sepan5 y puedan6 poner a disposición de la organización sus conocimientos y habilidades.
CLASE 06
2. CONTROL DE LA CALIDAD
El control de la calidad es un conjunto de técnicas y procedimientos que sirve a la dirección para orientar, supervisar y controlar todas las etapas que permiten obtener un producto con la calidad deseada, es decir, el control de calidad debe consistir en desarrollar, diseñar, producir y asistir en servicio, un producto de calidad, lo más económico posible, lo mejor terminado posible, lo más útil posible y siempre satisfaciendo la demanda y expectativas del consumidor final. Todos los miembros de una empresa son responsables del control de calidad, sea cual sea el trabajo que desarrolle una persona o una máquina, quien realiza el trabajo o maneja la máquina es quien con mayor eficacia, puede controlar la
4 “Quieran”, se refiere a que estén motivados para poner a su disposición sus conocimientos y habilidades. 5 “Sepan”, se refiere a que aprendan esos conocimientos y habilidades. 6 “Puedan”, se refiere a que el líder cree el ambiente adecuado para que todos trabajen en armonía, para que cada uno de los trabajadores puedan desarrollar en forma efectiva ese rol.
Realizar ejercicios nº 13 y 14
34Instituto Profesional Iplacex
calidad o informar de la imposibilidad de alcanzar la calidad deseada para que se adopten medidas correctoras.
2.1. Diseño de Sistema de Control de Calidad
Para diseñar un sistema de control de calidad eficaz se deben responder las siguientes preguntas: a) Cuáles atributos se deben identificar: cualquier producto tiene muchos usuarios, cada uno de los cuales requiere de aquél ciertas características que definen su calidad y en función de las cuales decide el producto en cuestión entre otros alternativos.
Por consiguiente, el primer paso para establecer un sistema de control de calidad,
para un producto o servicio, es identificar a su clientela potencial y sus necesidades, así como aquéllos de sus atributos que determinan su calidad y que deben controlarse durante la fabricación o prestación del servicio.
Pero además, los usuarios de un producto o servicio pueden ser internos a la empresa, otro departamento o sección, o externos. En el primer caso, corresponde al equipo directivo asegurar canales de comunicación internos fluidos y adecuados.
Sin embargo, cuando el usuario del producto es la clientela final, corresponde al
departamento de marketing, identificar las características o atributos de calidad y establecer sus prioridades por grupos de consumidores.
Si el número de clientes es importante, la recogida de esa información requerirá
procedimientos de muestreo estadístico. Los atributos o característica de calidad pueden variar por grupos de usuarios. Esto
implica, que la empresa debe establecer una jerarquía entre dichas características en función del segmento de mercado que quiere cubrir.
Por ejemplo: En el automóvil, un grupo de usuarios puede primar la seguridad y la solidez, mientras que otro grupo puede poner en primer lugar, la economía. Ambas características son parcialmente contradictorias ya que, por ejemplo, un aumento de peso del automóvil le hará más seguro ante colisiones, pero aumentará su consumo e incluso su precio de venta.
35Instituto Profesional Iplacex
b) ¿Dónde?, ¿Quién los hace? y ¿Cuándo?: se necesita identificar, dónde se realizan las tareas claves que puedan influir negativamente sobre los atributos de los productos o servicios. Quién y cuándo las realiza, a fin de poder determinar, quién la debe controlar y en qué momento de la jornada debe hacerlo.
c) ¿Cómo desarrollar las medidas de la calidad: una vez que ya se han identificado los atributos o características de calidad que debe desarrollar el producto o servicio, estableciendo una escala de medida y un sensor o instrumento de medida, que determine su intensidad o grado.
2.1.1. Las Escalas de Medidas
Las escalas de medidas de la calidad más frecuentes son:
a) Medidas continuas: la calidad de muchos productos puede representarse por una característica que varía continuamente, como longitud, resistencia o luminosidad. Esto es especialmente frecuente en productos industriales, pero aparece también en productos de consumo, por ejemplo, la duración de vida, el tiempo de respuesta y similares. En estos casos se tienen que definir las unidades de medida de esta característica continua.
b) Atributos: se refiere a cualquier característica que pose el sujeto de observación. A veces los productos pueden o no ser adecuados para una función que determina su calidad, es decir, los productos pueden o no cumplir con los estándares de calidad establecidos.
c) Número de defectos: los productos pueden ser inadecuados por la acumulación de defectos.
Por ejemplo
Una bombilla puede o no lucir y un componente puede o no ajustar en otro, la medida de calidad es en estos casos sería la proporción de productos fabricados sin defectos.
36Instituto Profesional Iplacex
d) Instrumentos para medir la calidad: un aspecto muy importante que se debe considerar, es la utilización del instrumento adecuado para medir la calidad, debido a que sólo se puede mejorar aquello que se puede medir.
La existencia de instrumentos de medida adecuados, es decir, centrados, bien calibrados y precisos, es fundamental, independiente del tipo de escala utilizada, ya que la precisión del control será función de la precisión de la medida.
En base a todo lo anterior, se puede decir que:
• Las medidas continuas requieren, en general, un instrumental más complicado y
mayor formación del personal que las de atributos y defectos. Estas razones pueden restringir su uso en determinados casos.
• En el control por atributos de ciertos productos de consumo, es necesario definir con
objetividad cuándo un elemento fabricado se considera defectuoso. Nunca, en la decisión deben influir las características personales y subjetivas de la persona responsable de la inspección.
• En el control por número de defectos es necesario establecer objetivamente que se
considera defecto y cómo clasificarlos.
2.1.2. Técnicas de Recogida y Presentación de Datos
Al evaluar las técnicas de recogida y presentación de datos y para controlar y mejorar la calidad de los productos, las técnicas estadísticas, tienen un enorme valor de utilización.
En un sentido amplio, la estadística se puede definir de la siguiente forma:
Por ejemplo:
Un trozo de tela, una plancha fotográfica o un cristal pueden ser adecuados con una pequeña imperfección, pero la acumulación de defectos les hará inservibles. La acumulación de averías en una máquina la convertiría en antieconómica. La escala de medida en estos casos es el número de defectos por unidad, dependiendo por supuesto del tipo de productos y del mercado al que se dirija.

37Instituto Profesional Iplacex
Entre las técnicas estadísticas utilizadas para reunir datos, se encuentran las
siguientes: • Toma de muestras al azar y cálculo de probabilidades: es una de las técnicas
estadísticas más usuales, y se basa en tomar unidades al azar de un grupo numeroso, al que se le denomina universo o población.
Para determinar el número de muestras que deben tomarse para que sean
representativas del universo considerado, se debe, en primer lugar, establecer el grado de tolerancia o de exactitud deseado.
• Representaciones gráficas: permiten presentar los datos, facilitando tanto su
exposición y análisis, como su comprensión. Las representaciones gráficas más usuales son las siguientes:
- Curva de Gaus: permite representar los datos en forma de campana, distribuyendo los
mismos en su interior en forma de porcentajes, concentrándose en el centro el mayor número de datos (68%), y en sus extremos, los que se apartan por exceso o por defectos de la mayoría de datos en el centro.
Por ejemplo:
De cada mil ladrillos que se fabrican en 5 horas, se controlarán cincuenta, de los cuales, se sacarán grupos de diez por cada hora de fabricación.
Definición de Estadística:
Es la ciencia que permite el estudio de los métodos y procedimientos para recoger, clasificar, resumir y analizar datos, para hacer inferencias a partir de ellos.

38Instituto Profesional Iplacex
Figura N° 6: Curva de Gaus
- Gráfico lineal: es uno de los medios más simples de recogida y presentación de datos. Consiste en recoger secuencial y ordenadamente los datos que se están tomando, y representar en un eje de coordenadas.
CLASE 07
2.1.3. Técnicas Básicas para el Análisis de Problemas
Las técnicas que más se utilizan para el análisis de problemas son: • "Bainstorming" o tormenta de ideas: es una técnica usada en un grupo para conseguir
el máximo número de ideas sobre un tema determinado o para buscar soluciones a un problema concreto. Todas las ideas o soluciones se anotan en una pizarra y son analizadas en una sesión posterior.
• Diagramas de afinidad: el diagrama de afinidad, junto con la tormenta de ideas, sirve
para fomentar la creatividad. Consiste en que un grupo de personas de distintas áreas de una organización comparten experiencias y opiniones en relación a un tema determinado, anotando ideas en tarjetas, las que luego son leídas, y se van situando
Realizar ejercicio nº 15
39Instituto Profesional Iplacex
en un panel, agrupando las que se parecen. Estas ideas ordenadas y clasificadas son el punto de referencia para el comienzo de posteriores trabajos.
• El área de resultados clave, Principio de Pareto o Curva 20/80: Pareto estableció un
principio, según el cual, en un conjunto constituido por un gran número de unidades, sólo una pequeña parte de la misma son realmente significativas. Se le ha llamado la ley del 20/80 porque generalmente, el 20% de las causas, provocan el 80% de los efectos.
• Diagrama causa y efecto: este método de análisis es conocido también como
diagrama de "espina de pescado", debido a la forma que adopta, y como diagrama de las 6 "M". Como se analizaron anteriormente, las 6 M, corresponden a las máquinas, materiales, mano de obra, método, medio ambiente, mantenimiento. Trata de conocer cuáles son las causas que pueden provocar problemas parciales en cada una de las seis “M”, para llegar a tener un efecto indeseado en el producto o servicio final.
2.1.4. Cualidades de un Sistema de Control Eficiente
Los sistemas de control eficientes, tienden a presentar ciertas cualidades en común; donde la importancia de estas cualidades varía de acuerdo a la situación. En forma general, las características que pueden hacer a un sistema de control más eficiente, son las siguientes:
a) Precisión: un sistema de control que genera información precisa, permite que la
administración actúe rápidamente para responder al problema existente. Un sistema de control preciso es confiable y genera información valida.
b) Oportunidad: un sistema de control eficiente debe ofrecer información de forma
oportuna para evitar que se produzcan transgresiones en el desempeño de una unidad.
c) Economía: para que un sistema de control sea eficiente, debe proporcionar beneficios
que sean mayores a los costos en que se incurre por llevarlo a cabo. Por lo tanto, un sistema de control debe funcionar de manera económicamente razonable, para poder ser eficiente.
d) Flexibilidad: para que un sistema sea eficiente, debe ser lo suficientemente flexible
para poder ajustarse a los cambios adversos y para aprovechar las nuevas oportunidades que puedan surgir.
40Instituto Profesional Iplacex
e) Comprensión: para que un sistema de control sea eficiente, debe ser de fácil comprensión, de lo contrario conviene sustituirlo. Un sistema de control de fácil comprensión permite evitar errores innecesarios, empleados frustrados y por último, que el sistema de control sea ignorado.
f) Criterio razonable: los criterios del sistema de control deben ser razonables y
alcanzables para que sean eficientes, pues si los criterios son muy altos o no razonables, no motivan. Un control eficiente debe tener criterios que desafíen y animen a las personas a alcanzar niveles de desempeño superiores sin desmotivar o alentar una decepción.
g) Ubicación estratégica: un sistema de control eficiente debe cubrir las actividades,
funciones y eventos críticos dentro de la organización, ya que la administración no puede cubrir todo lo que sucede dentro de ésta.
h) Criterio múltiple: una organización debe establecer varios criterios a controlar para que
la administración y los empleados se esfuercen por alcanzarlos. Si la organización estableciera un sólo criterio a controlar, todos los esfuerzos se dirigirían sólo a salir bien sobre el estándar del criterio, y se dejarían de lado otros criterios importantes que deben ser controlados.
i) Acción correctiva: un sistema de control debe señalar cuando se presenta una
desviación significativa en el estándar, pero también debe sugerir las acciones a tomar para corregir la desviación. Por lo tanto, para que un sistema de control sea eficiente, debe señalar tanto el problema que se presenta como la solución a dicho problema.
2.2 Control Estadístico de la Calidad Los métodos estadísticos de control de calidad se usan para contrastar y/o
inspeccionar una muestra. Al utilizar una muestra, el proceso es más rápido y económico debido a que requiere significativamente menos trabajo.
Por Ejemplo
En el caso de los automóviles, se realizan pruebas de accidentes simulados para comprobar daños en el compartimiento de pasajeros. Esta es una situación clara donde no tendría sentido llevar a cabo un test para el 100% de la población, y donde resulta imposible inspeccionar a todos los automóviles.
41Instituto Profesional Iplacex
Los métodos estadísticos para el control de la calidad pueden dividirse en dos amplias categorías, que son el muestreo de aceptación y el control estadístico de la calidad, los que serán abordados posteriormente.
Este muestreo de aceptación y el control estadístico de la calidad pueden dividirse en
dos categorías:
• El primer enfoque usa datos de atributos, esto es, datos que recuentan ítems, como el número de ítems defectuosos de una muestra.
• El segundo enfoque usa datos de variables, esto es, datos que miden una característica particular de un producto, como la longitud o el peso.
Por lo tanto, se tienen cuatro formas de controlar estadísticamente la calidad, a través
del muestreo de aceptación por atributos, muestreo de aceptación por variables, control estadístico de la calidad por atributos y control estadístico de la calidad por variables.
2.2.1. Errores Muestrales
Cuando se utiliza una muestra de una población mayor, en lugar de controlar a la población entera, existe la posibilidad de que los resultados de la muestra no sean representativos de la población o del proceso real. Cuando esto ocurre se produce un error de muestreo. Pueden ocurrir dos tipos de errores:
• Error α, Error de Tipo I, o riesgo del productor: ocurre cuando la población es considerada mala o el proceso es considerado fuera de control, cuando ocurre lo contrario.
Por ejemplo:
Número de piezas defectuosas producidas o número de clientes insatisfechos.
Por ejemplo:
La longitud de un cable o el peso de un paquete de cereales.

42Instituto Profesional Iplacex
• Error β, Error de Tipo II, o riesgo del consumidor: ocurre cuando la población es considerada buena o el proceso es considerado bajo control, cuando realmente no lo son.
Equilibrar el riesgo de ocurrencia de los errores de Tipo I y de Tipo II, es de
importancia crucial en la determinación del tamaño de la muestra y de los límites de control.
2.2.2. Muestreo de Aceptación
Es aquel que comprueba la calidad de los productos una vez que éstos ya han sido
producidos. Este muestreo se puede realizar utilizando atributos, o utilizando variables. El muestreo de aceptación es una aplicación importante de la estadística al control de calidad. Implica el uso de planes sistemáticos que proporcionan ordenes para hacer el muestreo en la producción terminada y como utilizar la información muestreada para mantener la calidad a los niveles deseados. Se utiliza con frecuencia para hacer el seguimiento de los materiales y partes que se reciben, o para cualquier otra situación que implique la toma de una decisión del tipo tomar o dejar (aceptación/rechazo) sobre la calidad total de un lote de artículos. El muestreo de aceptación es un proceso a posteriori, pues se aplica después de que la producción se ha realizado. Como se dijo anteriormente, existen dos formas de muestreo de aceptación, por atributos y por variables, las cuales se explican a continuación:
a) Diseño de un plan de muestreo utilizando atributos
El muestreo de aceptación se realiza sobre bienes que ya existían, para determinar si cumplen o no con las especificaciones. Los productos a los cuales se les somete a este tipo de muestreo, pueden ser ítems recibidos de otra compañía y evaluados por el departamento receptor, o pueden ser componentes que han pasado a través de una etapa de un proceso y son evaluados por el personal de la compañía; ya sea durante el proceso de producción o durante la función de almacenamiento.
En el muestreo de aceptación, la evaluación de la calidad se ejecuta utilizando sólo
una muestra, a diferencia de otros planes de muestreos, que se desarrollan utilizando dos o más muestras. El muestreo de aceptación se ejecuta a través de un plan de muestreo, del cual existen tres tipos:

43Instituto Profesional Iplacex
• Plan de muestreo sencillo: consiste en tomar del lote una muestra al azar y la decisión de rechazar o aceptar el lote dependerá de los resultados obtenidos al inspeccionar la muestra. En este plan de muestreo, la decisión se basa solamente en los resultados de una sola muestra.
• Plan de muestreo doble: basándose en la muestra inicial y dependiendo de los
resultados obtenidos en la inspección se toma una de las siguientes decisiones: aceptar el lote, rechazar el lote, o tomar otra muestra. Si la calidad es muy buena, el lote se acepta con base en la primera muestra, y ya no se toma una segunda; si la calidad es muy mala, el lote se rechaza con base en la primera muestra y no se toma una segunda muestra. Sólo cuando el nivel de calidad no es ni muy bueno ni muy malo, se toma una segunda muestra.
• Plan de muestreo múltiple: es una extensión de un muestreo doble, pues en este caso
se definen tres, cuatro, cinco o cuantas muestras se deseen. Las muestras son más pequeñas y la técnica utilizada es la misma que la explicada en el caso del muestreo doble. Los planes de muestreo múltiple se pueden dar por concluidos después de una cantidad determinada de muestras, o se puede continuar hasta terminar con el lote, o cuando se adopte una decisión.
Los tres tipos de planes de muestreo pueden llevar a obtener los mismos resultados, por lo tanto, el tipo de plan que se utilizará en una unidad particular dependerá principalmente del factor sencillez, razón por la cual, el muestro sencillo es el mejor, y el múltiple, el peor. Antes de llevar a cabo la inspección, es necesario determinar si ésta se realizará sobre una muestra del lote o sobre el lote completo, para lo cual se debe tomar en cuenta lo siguiente:
- Costos que justifican la inspección: una inspección total o del 100% se justifica cuando los costos en que se incurre por no inspeccionar son mayores que los costos de la inspección.
Por ejemplo: Supongamos que un ítem defectuoso da como resultado una pérdida de 10 euros. Si el porcentaje medio de ítems defectuosos en un lote es del 3 %, el costo esperado de los ítems defectuosos es 0,03 x 10 euros = 0,30 euros cada uno. Por lo tanto, si el costo de inspeccionar cada ítem es menos que 0,30 euros, la decisión económica es llevar a cabo una inspección del 100 %.
44Instituto Profesional Iplacex
Los propósitos de un plan de muestreo son examinar el lote para evaluar la calidad, y para asegurar que la calidad es la que se supone que debe ser.
Un plan de muestreo sencillo, se define por los atributos n y c; donde n corresponderá al número de unidades de la muestra, el cual puede variar desde 1 hasta el número total del lote (N), del que son extraídos, y c corresponderá al número de aceptación, que denota el número máximo de ítems defectuosos que pueden encontrarse en la muestra antes de que el lote sea rechazado. Los valores de n y c están determinados por la interacción de cuatro factores, que son el nivel de calidad aceptable (AQL), la probabilidad de rechazar un lote económico bueno (α), el porcentaje de tolerancia de defectos (LTPD) y la probabilidad de aceptar un lote malo (β), que cuantifican los objetivos del productor del bien y del consumidor. El objetivo del productor es asegurar que el plan de muestreo tenga una baja probabilidad de rechazar lotes buenos. Para que un lote sea definido como bueno, no debe contener más de un nivel especificado de defectos, denominado nivel de calidad aceptable (AQL).
El objetivo por parte del consumidor, es asegurar que el plan de muestreo tenga una baja probabilidad de aceptar lotes malos. Los lotes serán definidos como malos, si el porcentaje de defectos es mayor que el nivel especificado, denominado porcentaje de tolerancia de defectos por lote (LTPD).
Como se ha indicado, la probabilidad asociada con rechazar un lote bueno se denota
por la letra griega alpha (α) y se denomina riesgo del productor. Por su parte, la probabilidad asociada con aceptar un lote malo se denota por la letra griega beta (β) y se denomina riesgo del consumidor. La selección de valores particulares para AQL, α, LTPD y β, es una decisión económica basada en la política de la compañía o en requerimientos contractuales.

45Instituto Profesional Iplacex
Si bien un plan de muestreo como el que se acaba de describir ayuda a determinar los valores extremos de buena y mala calidad, no se puede, realmente, determinar hasta qué punto el plan discrimina entre buenos y malos lotes a valores intermedios. Por esta razón, los planes de muestreo se presentan generalmente de forma gráfica a través del uso de curvas
Por ejemplo:
Una empresa fabrica un escáner de radar que se usa para detectar radales policiales de velocidad. Las tarjetas de circuitos impresos de los escáner eran adquiridos a un vendedor externo. El vendedor produce las tarjetas a un nivel de calidad aceptable (AQL) de 2% de defectos, y está dispuesto a asumir un riesgo del 5% (α) de tener perdidas a este nivel o menores de defectos rechazados. La empresa considera los lotes de 8% o más defectos (LTPD) como inaceptables y quiere asegurarse que no aceptará esos lotes de baja calidad más del 10% de las veces (β). Se acaba de recibir un gran cargamento. ¿Qué valores de n y c deberían seleccionarse para determinar la calidad de ese lote?. Los parámetros del problema son: AQL = 0,02; α = 0,05; LTPD = 0,08 y β = 0,10 Ahora bien, para encontrar n y c considere el siguiente cuadro, que es un extracto de un plan de muestreo para los niveles de α y β dados.
c LTPD / AQL n * AQL 0 44,890 0,052 1 10,946 0, 355 2 6,509 0,818 3 4,890 1,366 4 4,057 1,970 5 3,549 2,613
Primero, se realiza la división del porcentaje de tolerancia de defectos, LTPD por el nivel de calidad aceptable AQL (0,08 / 0,02 = 4). Entonces, se encuentra el ratio en la columna central que es igual a, o mayor que, ese valor (es decir 4). Este valor es 4.057, que está asociado con c = 4. Finalmente, para obtener n se debe considera el valor en la columna de la derecha que está en la misma fila que c = 4 y se divide esa cantidad entre AQL (1,970/0,02 = 98,5 ~ 99). Por lo tanto, el plan de muestreo apropiado es c = 4 y n = 99.
46Instituto Profesional Iplacex
características de operaciones (OC). Estas curvas, que son únicas para cada combinación de unidades de la muestra n y el número de aceptación c, simplemente ilustran la probabilidad de aceptar lotes con porcentajes de defectos variables.
b) Diseño de un plan de muestreo para variables Cuando se utilizan variables para determinar si se debería aceptar un lote entero,
también se utiliza una muestra. Sin embargo, pese a que se cuenta con el número de defectos en la muestra, se debe medir la variable de interés para cada ítem de la muestra, para luego calcular la media de la muestra. A continuación, se compara la media muestral con los límites de control que se han establecido previamente, y finalmente se puede determinar si se acepta o no el lote entero.
Hay tres factores que deben considerarse, como criterio de aceptación, al diseñar un
plan de muestreo para un ítem cuando se están utilizando variables. Estos factores son los siguientes:
• La probabilidad de rechazar un lote que en realidad es bueno (esto es, cometer un error α).
• La probabilidad de aceptar un lote que en realidad es malo (esto es, cometer un error
β).
• El tamaño de la muestra, n.

47Instituto Profesional Iplacex
La ecuación para determinar los límites de control (CL) es la siguiente:
Donde: µ = La media esperada de la población.
Límite de control = CL = µ + Z α /2 δ √n
Donde:
• µ es la media esperada de la población.
• Z α/2 es el número de desviaciones típicas respecto a la media que correspondan al nivel dado de α.
• α/2 indica que es un test de dos colas y que el error α está dividido en partes
iguales entre las dos colas de la distribución.
• El valor de Z es obtenido de la tabla de distribución normal
• El valor Z para un test de dos colas considerará un nivel de confianza del 95% es decir 1,96.
• δ = El valor de la desviación típica de la población.
Por ejemplo:
ABC Electronics Company compró una resistencia de 50 ohmios a un vendedor externo, (una resistencia es un componente eléctrico usado en circuitos eléctricos para retrasar la corriente. Un ohmio es la medida de cuanto retarda la corriente una resistencia). Para datos históricos se conoce que la desviación típica para esta resistencia es de 3 ohmios. Para determinar los límites de control apropiados se usará un tamaño muestral de n = 100, con un nivel de confianza del 95% de que los resultados de la muestra son realmente representativos de la población total (en otras palabras, la probabilidad de cometer un error α es 1 – 0,95 = 0,05; es decir 5%).
48Instituto Profesional Iplacex
Si se continúa con el problema de la resistencia, se puede tolerar alguna variación en el número de ohmios de cada resistencia. En este caso particular, la media se encuentra entre los límites establecidos, por lo tanto, el lote es aceptado.
Sin embargo, si el número medio de ohmios cae por debajo de 49, entonces se tendría un serio problema en el circuito eléctrico. Para determinar cuál es la probabilidad de aceptar un lote cuando la resistencia media sea de 49 ohmios o menos, considere lo siguiente.
Como se quiere calcular la probabilidad de aceptar un lote que en realidad es malo
(cometer un error β), se debe utilizar la siguiente fórmula del límite de control inferior, donde
Por ejemplo: Tomando los datos del ejemplo anterior, el límite de control será el siguiente:
CL = 50 + 1,96 x 3 = 50 + 0,588 √100
Por lo tanto, el límite de control inferior (LCI) es:
CL = 50 - 1,96 x 3 = 50 - 0,588 = 49,412 √100 Y el límite de control superior (LCS) es:
CL = 50 + 1,96 x 3 = 50 + 0,588 = 50,588 √100 El procedimiento de inspección para esta resistencia, por lo tanto, es: a) Tomar una muestra aleatoria de 100 resistencias b) Medir el número de ohmios de cada resistencia de la muestra c) Calcular la media muestral d) Comparar la media muestral con los limites de control establecidos
Si la media muestral cae dentro del rango 49,412 y 50,588; entonces el lote es aceptado, y en caso contrario es rechazado.

49Instituto Profesional Iplacex
el valor de éste, será reemplazado con el valor obtenido anteriormente, con el fin de obtener el valor de Z β.
La fórmula para determinar el límite de control inferior (LCI) es:
Es importante destacar que los límites de control que se han estudiado previamente
no cambian. La probabilidad de aceptar un lote malo o cometer un error β se determina como sigue:
Límite de control inferior = LCI = µ + Z β δ √n
Donde:
• µ media esperada de la población.
• Z β = El número de desviaciones típicas respecto a la medida que corresponde al nivel dado de β.
• α/2 indica que es un test de dos colas y que el error α está dividido en partes
iguales entre las dos colas de la distribución.
• El valor de Z es obtenido de la tabla de distribución normal
• El valor Z para un test de dos colas considerará un nivel de confianza del 95% es decir 1,96.
• δ = El valor de la desviación típica de la población

50Instituto Profesional Iplacex
Realizar ejercicios nº 16 al 18
Por ejemplo:
Siguiendo con el ejemplo anterior, y sustituyendo los datos, se obtiene lo siguiente:
Límite de control inferior = LCL = µ + Z β δ √n
Para obtener el valor de Z β, es necesario reemplazar µ por la nueva media, 49ohmios, δ y n continúan teniendo el mismo valor de la primera parte del ejemplo.
49,412 = 49 + Z β (3) √100
0,412 = (Z β)
0, 412 = (Z β) 0,3
Z β = 1,37
El valor de Z = 1,37 , y nuevamente usando la tabla de distribución normal, se encuentra que la probabilidad de cometer un error β bajo estas condiciones, es de 8,53%; es decir, (1- 0,9147 = 0.0853).(Ver anexo 1)
51Instituto Profesional Iplacex
CLASE 08
2.2.4. Control Estadístico del Proceso
A través de este control, se puede determinar si un proceso se está comportando o no dentro de los límites establecidos.
El control estadístico de procesos, aplica entonces técnicas estadísticas simples,
similares a las usadas en el muestreo de aceptación para determinar si el proceso ha cambiado o no. Este método permite a los trabajadores y a la dirección distinguir entre fluctuaciones aleatorias inherentes al proceso de las variaciones, que podrían indicar si se ha producido algún cambio.
Por lo tanto, en lo esencial, trata de entender las variaciones del proceso. Cada
proceso varía de alguna forma única; mientras que algunos procesos varían en gran medida, otros varían sólo ligeramente. Un análisis cuidadoso de la variación inherente a un proceso dado, hace posible comparar su rendimiento actual con su rendimiento esperado, determinado por cómo se ha comportado ese proceso en el pasado.
Definición de Control Estadístico de Proceso
Es un método cuantitativo para controlar un proceso repetitivo y determinar si ese proceso está operando apropiadamente. Este método usa datos de proceso recopilados en tiempo real y compara las medidas actuales con las medidas del rendimiento del proceso básicas de partida.
52Instituto Profesional Iplacex
Este simple ejemplo demuestra la diferencia entre la variación inherente, aleatoria,
que puede estar asociada a un proceso particular, y las causas de variación no aleatorias o asignables. Las causas asignables pueden ser categorizadas habitualmente como relativas a los trabajadores o al equipamiento, o al material que están usando.
Para determinar la calidad de los procesos, se puede utilizar el control estadístico de
procesos usando medidas de atributos o bien se puede calcular la capacidad del proceso, cada uno de los cuales se explican a continuación:
a) Control estadístico de procesos usando medidas de atributos Los datos de atributos son datos que se cuentan, como las unidades buenas o malas
producidas por una máquina. Si se extraen muestras durante la producción de esa máquina, se puede contar, para cada muestra, el número de unidades que son correctas y el número de unidades que son defectuosas, basándose en criterios de calidad. Se puede, entonces, comparar el número de unidades malas en cada muestra con el porcentaje a largo plazo de unidades malas para una máquina particular, y determinar si el proceso se está comportando como se esperaba. El desarrollo de esta actividad es relevante, porque, si bien un proceso puede estar bajo control, el output que se está produciendo puede ser malo.
Por ejemplo:
Una persona usa un hacha para cortar troncos de un pie (12 centímetros) de longitud para una chimenea. Tras muchos días de cortar, ha descubierto que consistentemente corta los troncos en longitudes que pueden variar, como mucho, 3 centímetros de su longitud objetivo, que son 12 centímetros (en otras palabras, la longitud que él corta es 12 centímetros + 3 centímetros). Podría decirse que la variación esperada, debida a la variación aleatoria en su proceso de corte, es tres centímetros respecto al objetivo. Debería esperar, que a menos que cambie algo en el proceso de corte, él continuaría cortando trozos de una longitud de 12 ± 3 centímetros. Si en un determinado momento empieza a producir trozos de menos de 9 centímetros y/o de más de 15 centímetros, debería preguntarse por qué su proceso habitual ha cambiado. Debería fijarse en causas no aleatorias de variación, como si está cansado o distraído, si ha cambiado su estilo de cortar, si se ha perdido el filo de su hacha, si la madera que está cortando actualmente es distinta de alguna forma de la que ha estado cortando cuando estaba dentro de tres centímetros del objetivo.

53Instituto Profesional Iplacex
El objetivo, es encontrar la causa de cualquier variación no aleatoria y así eliminarla (si está provocando más defectos), o mantenerla (si resulta en una mejora del proceso).
Para realizar los cálculos pertinentes al control estadístico del proceso cuando se
utilizan atributos, considere lo siguiente:
• Cálculo de los límites de control: la línea central de un gráfico de atributos es la media a largo plazo del atributo en cuestión. Por ejemplo, para un gráfico p, o gráfico de porcentaje de defectos, la línea central es p (llamada p-barra), la media a largo plazo del porcentaje de defectos. Para obtener los límites de control, lo primero que debe realizarse es obtener el
porcentaje de defectos, p.
Por ejemplo: Si el porcentaje de defectos a largo plazo para un proceso particular es el 20%, eso significa que el 20% de la población es malo. El proceso puede continuar produciendo al mismo nivel de defectos, es decir, estar bajo control, pero los defectos siguen siendo defectos. Por otro lado, si un proceso produce habitualmente un 20% de defectos y algo cambia de tal forma que produce ahora sólo un 5% de defectos, el proceso está fuera de control, pero ha mejorado.
_ Línea central = p = media a largo plazo p
_ p = _número total de elementos con errores_
número de muestras x tamaño muestra
_ _ Desviación típica de la muestra = S p = p (1 – p) n
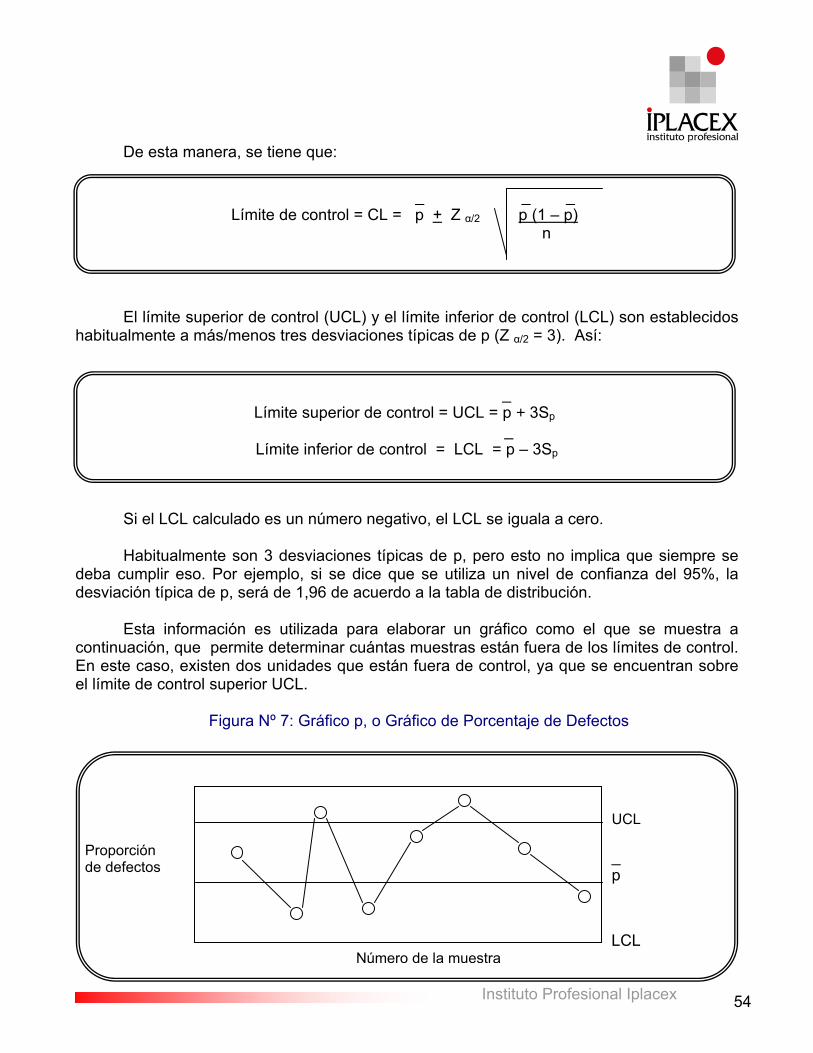
54Instituto Profesional Iplacex
De esta manera, se tiene que:
El límite superior de control (UCL) y el límite inferior de control (LCL) son establecidos habitualmente a más/menos tres desviaciones típicas de p (Z α/2 = 3). Así:
Si el LCL calculado es un número negativo, el LCL se iguala a cero.
Habitualmente son 3 desviaciones típicas de p, pero esto no implica que siempre se deba cumplir eso. Por ejemplo, si se dice que se utiliza un nivel de confianza del 95%, la desviación típica de p, será de 1,96 de acuerdo a la tabla de distribución.
Esta información es utilizada para elaborar un gráfico como el que se muestra a
continuación, que permite determinar cuántas muestras están fuera de los límites de control. En este caso, existen dos unidades que están fuera de control, ya que se encuentran sobre el límite de control superior UCL.
Figura Nº 7: Gráfico p, o Gráfico de Porcentaje de Defectos
_ _ _ Límite de control = CL = p + Z α/2 p (1 – p)
n
_ Límite superior de control = UCL = p + 3Sp
_ Límite inferior de control = LCL = p – 3Sp
Proporción de defectos
Número de la muestra
UCL
_ p
LCL
55Instituto Profesional Iplacex
• Tamaño muestral en un control estadístico de procesos de atributos: el tamaño de la muestra es un aspecto importante para una correcta implementación de este método. Si se está recopilando datos de atributos, la muestra debe ser lo suficientemente grande para permitir contabilizar el atributo.
• Determinación del nivel de atributo a largo plazo: dado que el porcentaje a largo plazo
del atributo es crítico en la determinación de la línea central y para calcular los límites de control para el gráfico, es importante tener una adecuada información histórica sobre el proceso.
b) Capacidad del proceso
La capacidad del proceso describe qué es lo que el proceso puede llevar a cabo en su condición crónica, y muestra qué tanto de la producción se apega a los requerimientos relativos a la especificación, es por esto que a continuación se describe la forma de calcular dicha capacidad.
Para determinar la capacidad del proceso, se debe determinar el ratio de capacidad y
el índice de capacidad. • Ratio de capacidad del proceso: para que un proceso esté bajo control y dentro de la
tolerancia, los límites de tolerancia deben ser iguales o mayores que los límites inferior y superior del gráfico de control del proceso. Dado que estos límites están a más/menos tres desviaciones típicas (3 sigma), los límites de tolerancia deben superar las 6 sigma. Una forma rápida de determinar esto es usando un ratio de capacidad del proceso. Este ratio se calcula dividiendo la anchura de la tolerancia entre 6 sigma (la
Por ejemplo:
Si se sabe que una máquina produce en el largo plazo un 5% de defectos, probablemente no se podrá determinar si se está produciendo el proceso a su tasa habitual de defectos, si se tiene tan sólo un tamaño muestral de 5. La regla de comportamiento habitual para este método de atributos es que la muestra debería ser lo suficientemente grande como para incluir el atributo dos veces, de media. Así, si la tasa de defectos es el 5%, el tamaño de la muestra necesitaría ser de al menos 40 para esperar encontrar dos defectuosos. Por supuesto, dado que no se inspecciona a todas las unidades, algunas muestras pueden tener, por casualidad, más de dos defectuosos, mientras que otras tendrían menos de dos. Se está buscando un patrón de defectos en las muestras a lo largo del tiempo que nos dirá si el proceso muestra una variación no aleatoria.
56Instituto Profesional Iplacex
capacidad del proceso), como se muestra en la siguiente fórmula, en la que s, la desviación típica muestral, sustituye a δ, la desviación típica de la población.
Limite superior _ Límite inferior de tolerancia de tolerancia Ratio de capacidad del proceso = C p = 6s
Cuanto mayor sea el ratio, mayor es el potencial para producir piezas dentro de la
tolerancia especificada para el proceso. Un ratio mayor que 1 indica que el rango límite de tolerancia es mayor que el rango de mediciones real. Si el ratio es menor que 1, entonces algunas piezas estarán fuera de la tolerancia. El índice de capacidad mínimo es fijado frecuentemente a 1,33. Por debajo de este valor, los ingenieros de diseño tienen que buscar la aprobación de los responsables de fabricación antes de que el producto pueda ser lanzado para su producción.
• Índice de capacidad (Cpk): el ratio de capacidad del proceso no indica
específicamente el grado de ajuste del proceso con respecto a la dimensión objetivo. Así, debe emplearse un segundo índice de rendimiento, llamado Cpk, para determinar si la media del proceso está cercana al límite de especificación superior, USL, o al límite inferior de especificación, LSL.
Cuando C pk es igual al ratio de capacidad, entonces la media del proceso está centrada entre los dos límites de especificación. En otro caso, la media del proceso estará más cercana al límite de especificación correspondiente al mínimo de los dos ratios C pk.
Cpk = min
x – LSL , USL – x 3s 3s
57Instituto Profesional Iplacex
A partir del ratio de capacidad del proceso, se puede concluir que el proceso no es
capaz de producir piezas dentro de las especificaciones del diseño, ya que el valor obtenido mediante la fórmula del ratio de capacidad del proceso no se encuentra entre el límite de especificación superior (2,05) y el límite de especificación inferior (1,9), sólo está dentro de los límites de tolerancia, es decir, el ratio de capacidad del proceso está entre 1,11 y 0,56.
El análisis del Cpk apunta que la media del proceso está cerca del nivel de tolerancia
superior (0,833 está más cercano a 0,56). Dada esta información, debe trabajarse en el proceso de fabricación para incrementar el ratio de capacidad del proceso y también para centrar la media entre los dos límites de especificación. Esto puede implicar, por ejemplo, un simple ajuste del conjunto de dispositivos de la máquina.
Por ejemplo:
Un proceso de fabricación produce una cierta pieza con un diámetro medio de 2 centímetros y una desviación típica de 0,03 centímetros. El límite de especificación superior es de 2,05 centímetros, y el límite de especificación inferior es de 1,9 centímetros. Ratio de capacidad del proceso (C p) = 2,05 - 1,90 = 0,833 6 (0,03) C p k para LSL = 2 - 1,90 = 1,11 3 (0,03) C p k para USL = 2,05 - 2 = 0,56 3 (0,03)
Realizar ejercicios nº 19 y 20
58Instituto Profesional Iplacex
CLASE 09 2.3. Métodos para la Mejora Continua de Calidad
Estos métodos, consisten en técnicas gráficas que ayudan a comprender los procesos
de trabajo de las organizaciones para promover su mejoramiento. El éxito de estas técnicas radica en la capacidad que han demostrado para ser aplicadas en un amplio conjunto de problemas, desde el control de calidad hasta las áreas de producción, marketing y administración. Las organizaciones de servicios también son susceptibles de aplicarlas.
Estas técnicas pueden ser manejadas por personas con una formación media, lo que
ha hecho que sean la base de las estrategias de resolución de problemas en los círculos de calidad7 y, en general, en los equipos de trabajo conformados para realizar mejoras en actividades y procesos.
Existen siete herramientas básicas que han sido ampliamente adoptadas en las actividades de mejora de la Calidad y utilizadas como soporte para el análisis y solución de problemas operativos en los más distintos contextos de una organización. Estas son:
a) Diagrama de Pareto: muchas son las características que pueden hacer que un producto sea defectuoso, pero, generalmente, la mayoría de las pérdidas generadas por dicha razón se pueden atribuir determinados defectos y éstos, a su vez, a un número relativamente pequeño de causas. Si se pueden identificar estas causas, se conseguirá eliminar casi todas las perdidas mencionadas. Para esto se utiliza el diagrama de Pareto; con el que se pretende separar las causas que generan la mayoría de las pérdidas, es decir, las causas vitales, de las causas triviales; que si bien generan pérdidas, estas son de menor importancia.
Para la elaboración de este diagrama, el primer paso es decidir qué problemas se van a estudiar y como se recogerán los datos. A continuación se registrarán los datos elegidos y se realizará un recuento, ordenando estos de forma tabulada de mayor a menor número de defectos. A continuación se calcula el porcentaje que cada tipo de defecto representa sobre el total y el tanto por ciento acumulado, de donde se obtienen los valores de la curva a representar. Una vez realizada ésta, se tendrán claramente separados los “pocos vitales” de los “muchos triviales”.
7 Es un grupo pequeño de empleados que realizan tareas similares y que voluntariamente se reúnen con regularidad, en horas de trabajo, para identificar las causas de los problemas de sus trabajos, y así proponer soluciones a la gerencia.

59Instituto Profesional Iplacex
Por ejemplo: Suponga que se está operando en una fábrica de cerámicas. En primer lugar, habrá que decidir qué problema es el que se quiere investigar. En este caso, serán los artículos defectuosos qué se generan. A continuación se realizará el recuento de dichos artículos, agrupándolos por el tipo de defecto que presentan.
Tipo de defectos Número de defectos A Fractura 8 B Rayado 36 C Mancha 6 D Tensión 94 E Rajadura 4 F Burbuja 12 G Otros 3 Total defectos 163
Una vez que se tenga esta información, se ordenarán teniendo en cuenta el número de defectos.
Tipo de defectos (I) Nº de defectos (II) % sobre el total (III) % acumulado A Fractura 94 57.67 57.67 B Rayado 36 22,09 79,76 C Mancha 12 7,36 87,12 D Tensión 8 4,91 92,03 E Rajadura 6 3,68 95,71 F Burbuja 14 2,45 98,16 G Otros 3 1,84 100
Total 163 100 100 Para calcular el porcentaje sobre el total, se realizó la división de cada número de defectos, por el total de defectos, es decir, para determinar el porcentaje sobre el total del defecto tipo A, se divide 94 por 163 (94/163= 0,5767; lo que corresponde al 57,67%). Luego, para realizar el cálculo del porcentaje acumulado, se va sumando el porcentaje acumulado anterior al que corresponda a cada fila; es decir, para calcular el porcentaje acumulado para el tipo de defecto B, a su correspondiente porcentaje sobre el total, se le suma el porcentaje de defecto del A (22,09 + 57,67 = 79,76). Para calcular el porcentaje acumulado del defecto C, a su correspondiente porcentaje sobre el total, se le suma el porcentaje de defecto acumulado del B (7,36 + 79,76 = 87,12); y así sucesivamente hasta llegar al defecto G.

60Instituto Profesional Iplacex
Continuación ejemplo:
Por último, se dibujará el diagrama de Pareto.
0,00
20,00
40,00
60,00
80,00
100,00
120,00
D Te
nsión
B R
ayad
o
F B
urbuja
A Frac
tura
C M
ancha
E R
ajadu
ra
G O
tros
Tipo de defecto
Porc
enta
je
Los defectos “pocos, pero vitales”, corresponden a B y D, que generan tan sólo entre ellos casi el 80% de los defectos, siendo éstos los que se tienen que controlar prioritariamente; mientras que los demás defectos, “muchos triviales”, corresponden al F, A, C, E y G.
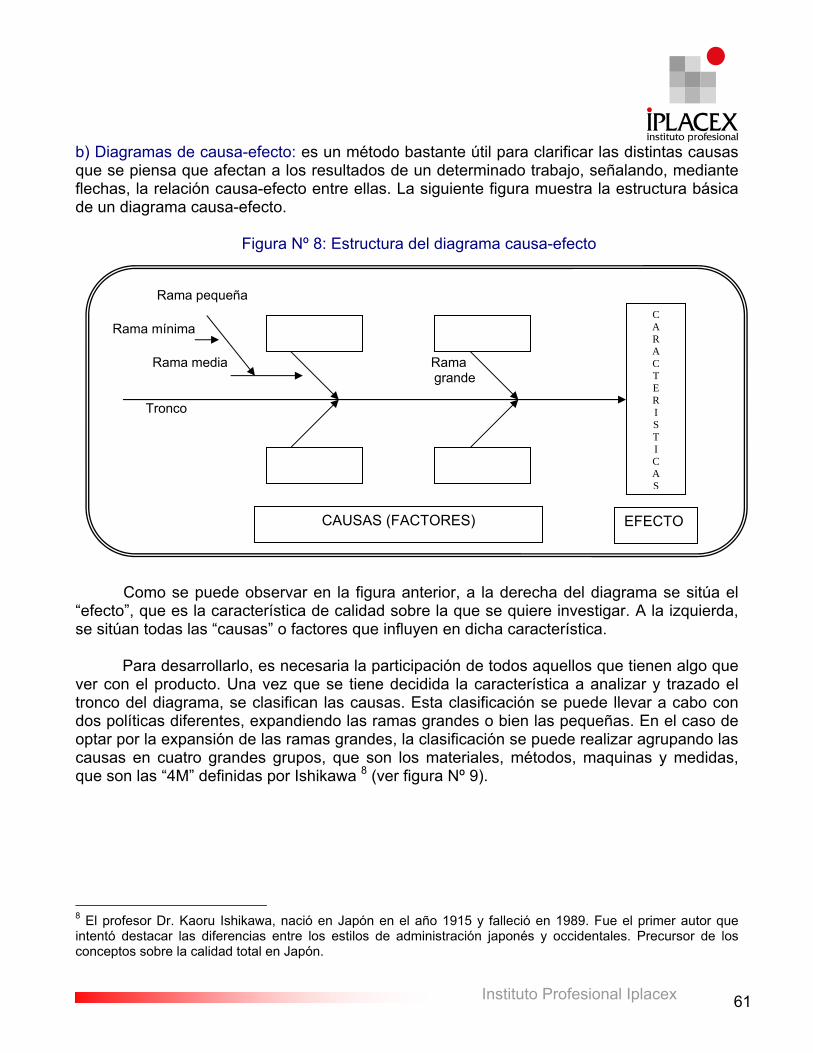
61Instituto Profesional Iplacex
b) Diagramas de causa-efecto: es un método bastante útil para clarificar las distintas causas que se piensa que afectan a los resultados de un determinado trabajo, señalando, mediante flechas, la relación causa-efecto entre ellas. La siguiente figura muestra la estructura básica de un diagrama causa-efecto.
Figura Nº 8: Estructura del diagrama causa-efecto
Como se puede observar en la figura anterior, a la derecha del diagrama se sitúa el “efecto”, que es la característica de calidad sobre la que se quiere investigar. A la izquierda, se sitúan todas las “causas” o factores que influyen en dicha característica.
Para desarrollarlo, es necesaria la participación de todos aquellos que tienen algo que
ver con el producto. Una vez que se tiene decidida la característica a analizar y trazado el tronco del diagrama, se clasifican las causas. Esta clasificación se puede llevar a cabo con dos políticas diferentes, expandiendo las ramas grandes o bien las pequeñas. En el caso de optar por la expansión de las ramas grandes, la clasificación se puede realizar agrupando las causas en cuatro grandes grupos, que son los materiales, métodos, maquinas y medidas, que son las “4M” definidas por Ishikawa 8 (ver figura Nº 9).
8 El profesor Dr. Kaoru Ishikawa, nació en Japón en el año 1915 y falleció en 1989. Fue el primer autor que intentó destacar las diferencias entre los estilos de administración japonés y occidentales. Precursor de los conceptos sobre la calidad total en Japón.
Rama pequeña Rama mínima Rama media Rama grande Tronco
C A R A C T E R I S T I C A S
EFECTOCAUSAS (FACTORES)
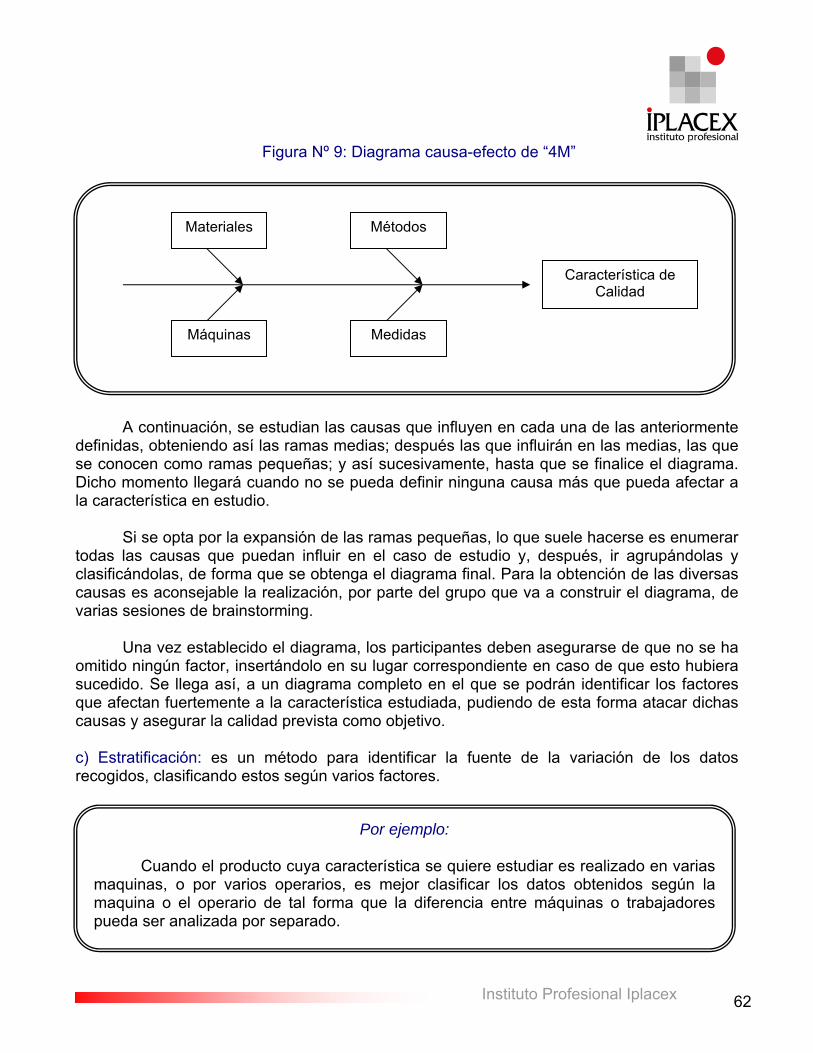
62Instituto Profesional Iplacex
Figura Nº 9: Diagrama causa-efecto de “4M”
A continuación, se estudian las causas que influyen en cada una de las anteriormente
definidas, obteniendo así las ramas medias; después las que influirán en las medias, las que se conocen como ramas pequeñas; y así sucesivamente, hasta que se finalice el diagrama. Dicho momento llegará cuando no se pueda definir ninguna causa más que pueda afectar a la característica en estudio.
Si se opta por la expansión de las ramas pequeñas, lo que suele hacerse es enumerar
todas las causas que puedan influir en el caso de estudio y, después, ir agrupándolas y clasificándolas, de forma que se obtenga el diagrama final. Para la obtención de las diversas causas es aconsejable la realización, por parte del grupo que va a construir el diagrama, de varias sesiones de brainstorming.
Una vez establecido el diagrama, los participantes deben asegurarse de que no se ha
omitido ningún factor, insertándolo en su lugar correspondiente en caso de que esto hubiera sucedido. Se llega así, a un diagrama completo en el que se podrán identificar los factores que afectan fuertemente a la característica estudiada, pudiendo de esta forma atacar dichas causas y asegurar la calidad prevista como objetivo.
c) Estratificación: es un método para identificar la fuente de la variación de los datos recogidos, clasificando estos según varios factores.
Característica de Calidad
Materiales Métodos
Medidas Máquinas
Por ejemplo:
Cuando el producto cuya característica se quiere estudiar es realizado en varias maquinas, o por varios operarios, es mejor clasificar los datos obtenidos según la maquina o el operario de tal forma que la diferencia entre máquinas o trabajadores pueda ser analizada por separado.

63Instituto Profesional Iplacex
d) Listas de chequeo: teniendo en cuenta que la labor principal del operario es realizar una determinada actividad para la consecución de un producto, la recogida de datos debe prepararse de la forma más simple posible, de tal forma de no retrasar el proceso, y hacer que la interpretación de dichos datos será lo más fácil y rápida posible. Una lista de chequeo es un impreso, con formato de diagrama o tabla, preparado por anticipado para registrar datos, de tal forma que se pueda recoger toda la información necesaria con una simple marca de chequeo. El siguiente cuadro muestra un ejemplo ilustrativo.
Cuadro Nº 2: Lista de Chequeo
e) Histogramas: es imposible mantener constantes en el tiempo todos los elementos de los que depende la calidad de un producto, por lo que se tendrán variaciones en cualquier característica del mismo. Los valores que midan dicha característica no estarán determinados de una manera desordenada, sino que seguirán una determinada distribución. Los histogramas, representan gráficamente la distribución de una muestra de datos, a partir de la cual se podrá tener una idea de cómo lo hace la población a la que representa, en este caso toda la producción. Al observar el histograma, se podrá comprobar si dichos datos están dentro de los límites permitidos de variación y si el valor deseado está centrado, lo cual sería lo ideal.
Defecto Tiempo 9/3 10/3 11/3 12/3 13/3 16/3 17/3 18/3 19/3 20/3 Total
Fractura / // / / / / / 8
Rayado // /// ///// /// ///// /// ///// ///// // /// 36
Mancha / / / / / / 6
Tensión ///// ////
///// /////
///// ///
///// /////
///// ////
///// /////
///// /////
///// ////
///// /////
///// //// 94
Rajadura / / / / 4
Burbuja // // // / /// / / 12
Otros / / / 3
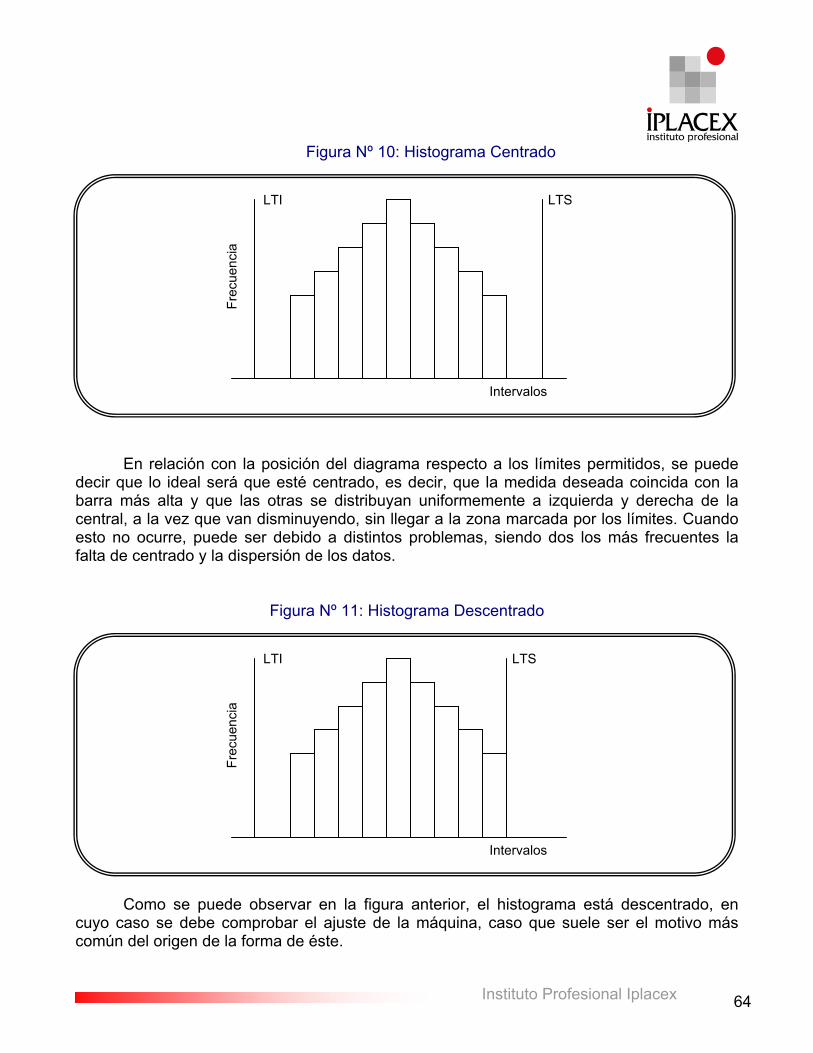
64Instituto Profesional Iplacex
Figura Nº 10: Histograma Centrado
En relación con la posición del diagrama respecto a los límites permitidos, se puede
decir que lo ideal será que esté centrado, es decir, que la medida deseada coincida con la barra más alta y que las otras se distribuyan uniformemente a izquierda y derecha de la central, a la vez que van disminuyendo, sin llegar a la zona marcada por los límites. Cuando esto no ocurre, puede ser debido a distintos problemas, siendo dos los más frecuentes la falta de centrado y la dispersión de los datos.
Figura Nº 11: Histograma Descentrado
Como se puede observar en la figura anterior, el histograma está descentrado, en
cuyo caso se debe comprobar el ajuste de la máquina, caso que suele ser el motivo más común del origen de la forma de éste.
LTS LTI
Intervalos
Frec
uenc
ia
LTS LTI
Intervalos
Frec
uenc
ia
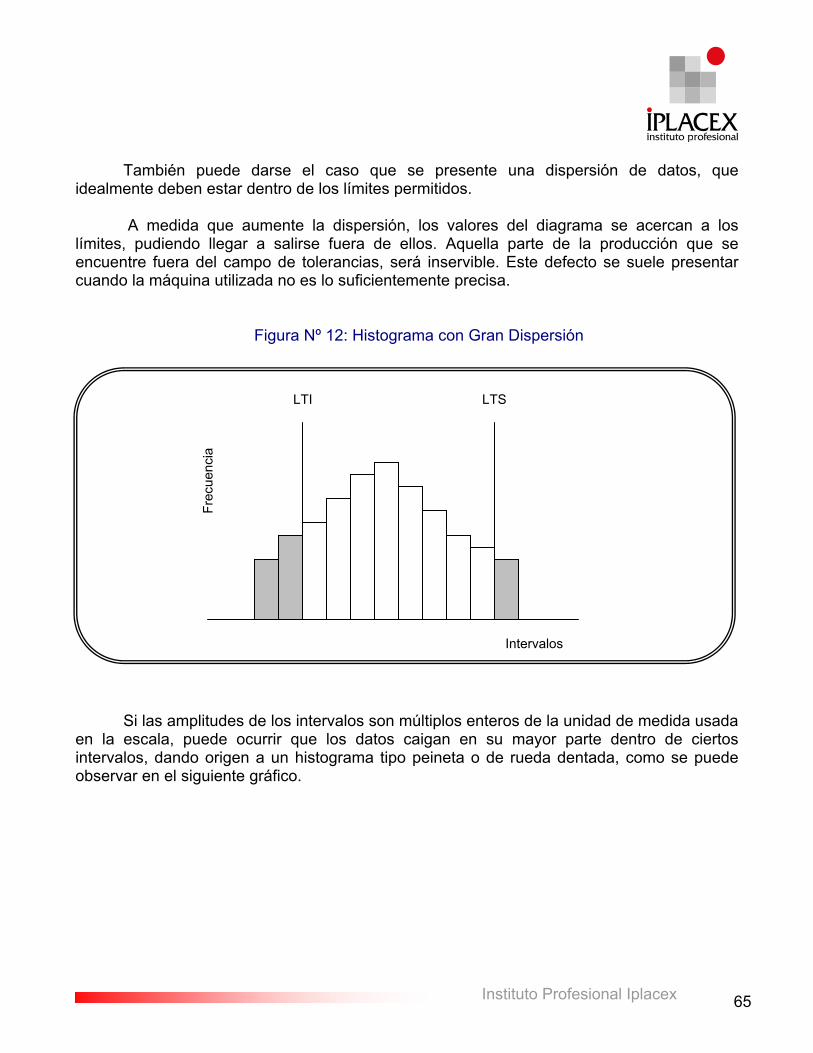
65Instituto Profesional Iplacex
También puede darse el caso que se presente una dispersión de datos, que
idealmente deben estar dentro de los límites permitidos. A medida que aumente la dispersión, los valores del diagrama se acercan a los
límites, pudiendo llegar a salirse fuera de ellos. Aquella parte de la producción que se encuentre fuera del campo de tolerancias, será inservible. Este defecto se suele presentar cuando la máquina utilizada no es lo suficientemente precisa.
Figura Nº 12: Histograma con Gran Dispersión
Si las amplitudes de los intervalos son múltiplos enteros de la unidad de medida usada en la escala, puede ocurrir que los datos caigan en su mayor parte dentro de ciertos intervalos, dando origen a un histograma tipo peineta o de rueda dentada, como se puede observar en el siguiente gráfico.
LTI LTS
Intervalos
Frec
uenc
ia
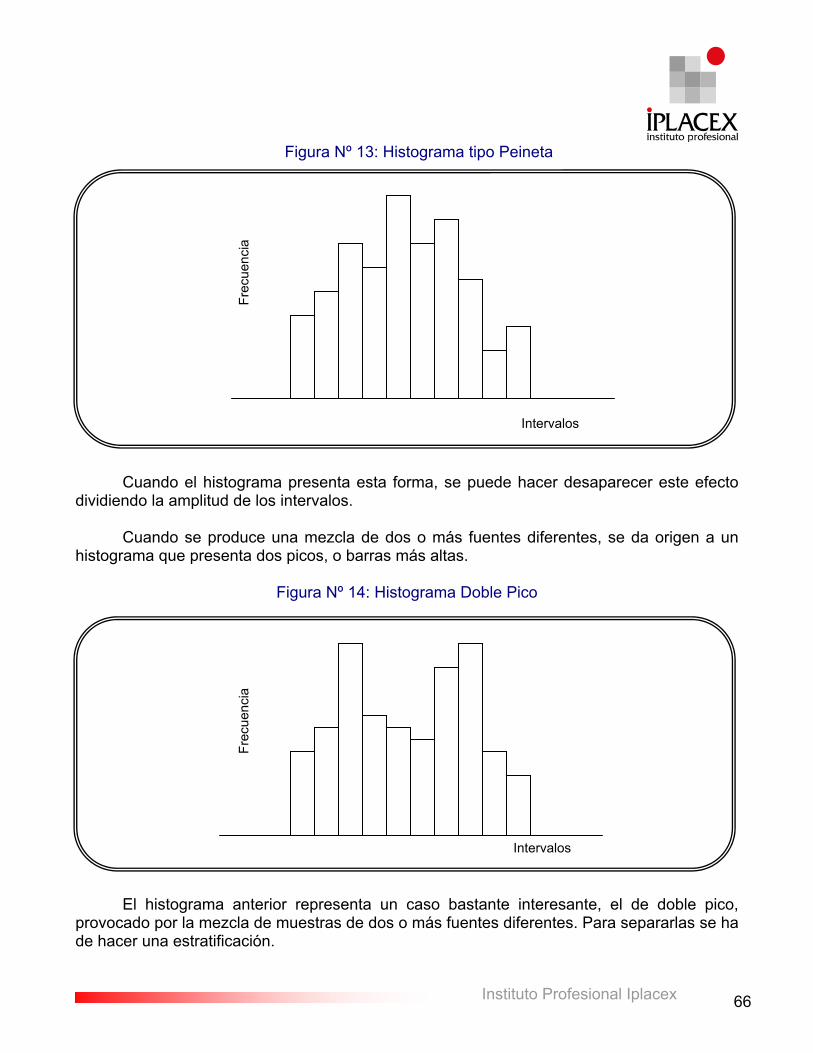
66Instituto Profesional Iplacex
Figura Nº 13: Histograma tipo Peineta
Cuando el histograma presenta esta forma, se puede hacer desaparecer este efecto
dividiendo la amplitud de los intervalos. Cuando se produce una mezcla de dos o más fuentes diferentes, se da origen a un histograma que presenta dos picos, o barras más altas.
Figura Nº 14: Histograma Doble Pico
El histograma anterior representa un caso bastante interesante, el de doble pico,
provocado por la mezcla de muestras de dos o más fuentes diferentes. Para separarlas se ha de hacer una estratificación.
Intervalos
Frec
uenc
ia
Intervalos
Frec
uenc
ia
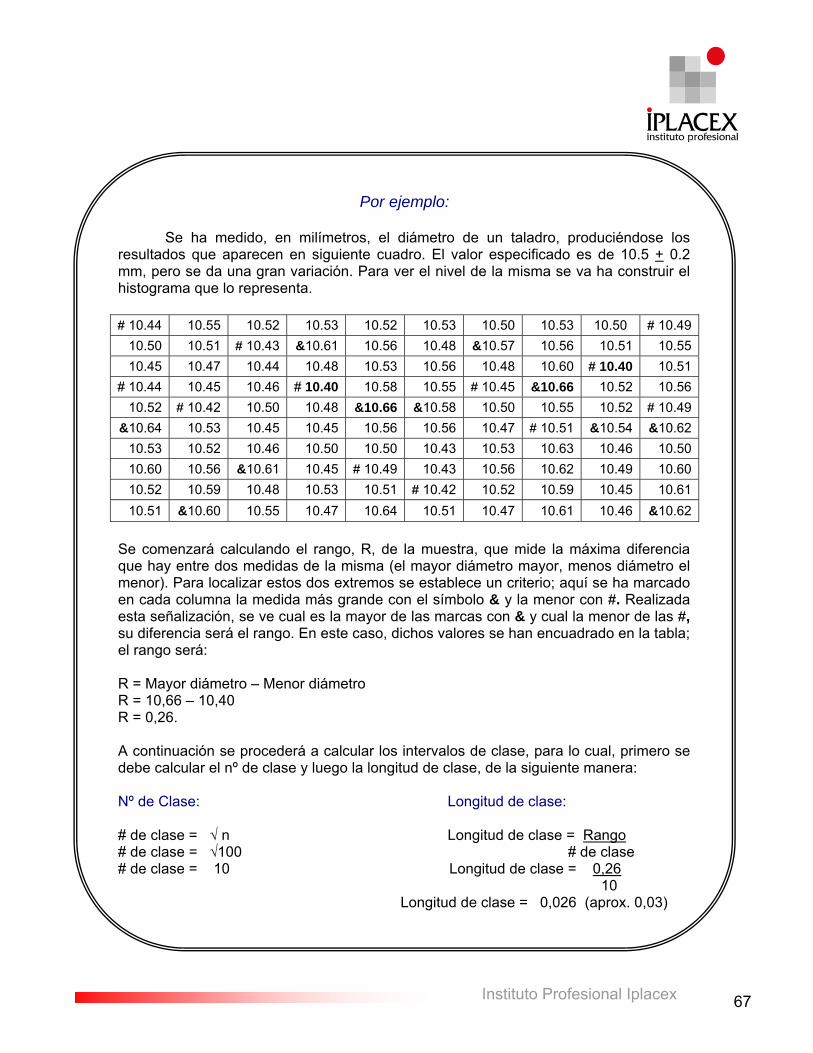
67Instituto Profesional Iplacex
Por ejemplo:
Se ha medido, en milímetros, el diámetro de un taladro, produciéndose los resultados que aparecen en siguiente cuadro. El valor especificado es de 10.5 + 0.2 mm, pero se da una gran variación. Para ver el nivel de la misma se va ha construir el histograma que lo representa.
# 10.44 10.55 10.52 10.53 10.52 10.53 10.50 10.53 10.50 # 10.49
10.50 10.51 # 10.43 &10.61 10.56 10.48 &10.57 10.56 10.51 10.5510.45 10.47 10.44 10.48 10.53 10.56 10.48 10.60 # 10.40 10.51
# 10.44 10.45 10.46 # 10.40 10.58 10.55 # 10.45 &10.66 10.52 10.5610.52 # 10.42 10.50 10.48 &10.66 &10.58 10.50 10.55 10.52 # 10.49
&10.64 10.53 10.45 10.45 10.56 10.56 10.47 # 10.51 &10.54 &10.6210.53 10.52 10.46 10.50 10.50 10.43 10.53 10.63 10.46 10.5010.60 10.56 &10.61 10.45 # 10.49 10.43 10.56 10.62 10.49 10.6010.52 10.59 10.48 10.53 10.51 # 10.42 10.52 10.59 10.45 10.6110.51 &10.60 10.55 10.47 10.64 10.51 10.47 10.61 10.46 &10.62
Se comenzará calculando el rango, R, de la muestra, que mide la máxima diferencia que hay entre dos medidas de la misma (el mayor diámetro mayor, menos diámetro el menor). Para localizar estos dos extremos se establece un criterio; aquí se ha marcado en cada columna la medida más grande con el símbolo & y la menor con #. Realizada esta señalización, se ve cual es la mayor de las marcas con & y cual la menor de las #, su diferencia será el rango. En este caso, dichos valores se han encuadrado en la tabla; el rango será: R = Mayor diámetro – Menor diámetro R = 10,66 – 10,40 R = 0,26. A continuación se procederá a calcular los intervalos de clase, para lo cual, primero se debe calcular el nº de clase y luego la longitud de clase, de la siguiente manera:
Nº de Clase: Longitud de clase: # de clase = √ n Longitud de clase = Rango # de clase = √100 # de clase # de clase = 10 Longitud de clase = 0,26 10 Longitud de clase = 0,026 (aprox. 0,03)
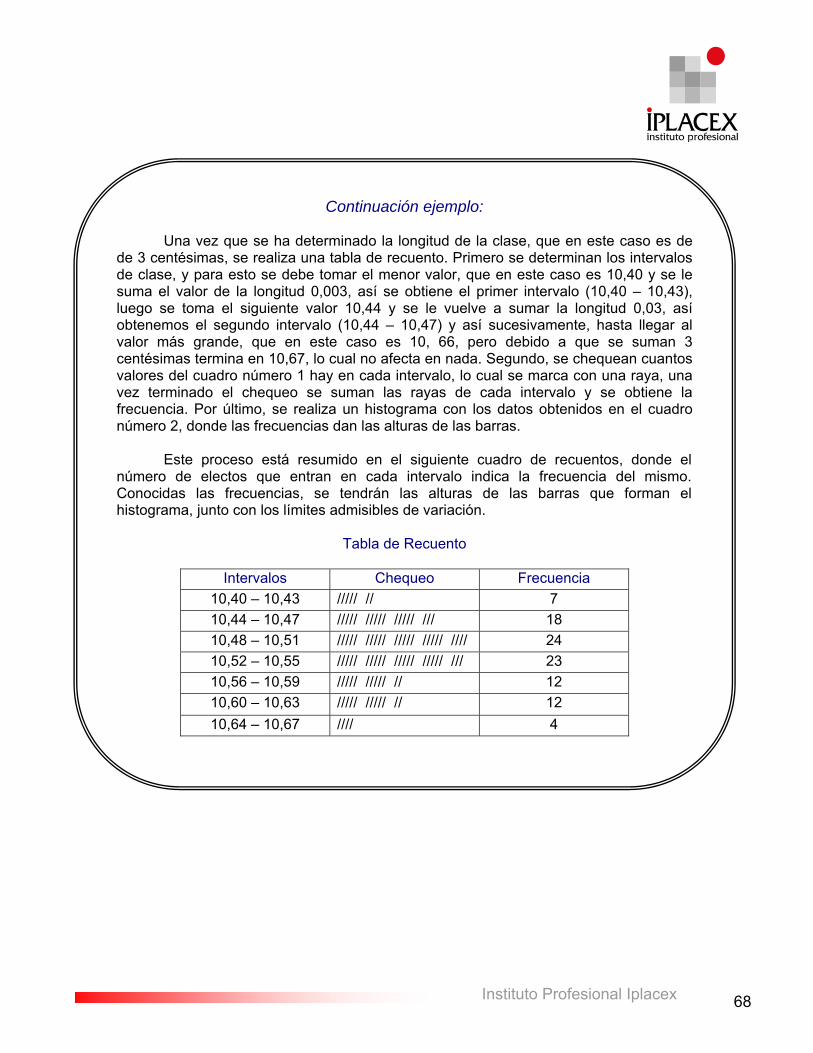
68Instituto Profesional Iplacex
Continuación ejemplo:
Una vez que se ha determinado la longitud de la clase, que en este caso es de de 3 centésimas, se realiza una tabla de recuento. Primero se determinan los intervalos de clase, y para esto se debe tomar el menor valor, que en este caso es 10,40 y se le suma el valor de la longitud 0,003, así se obtiene el primer intervalo (10,40 – 10,43), luego se toma el siguiente valor 10,44 y se le vuelve a sumar la longitud 0,03, así obtenemos el segundo intervalo (10,44 – 10,47) y así sucesivamente, hasta llegar al valor más grande, que en este caso es 10, 66, pero debido a que se suman 3 centésimas termina en 10,67, lo cual no afecta en nada. Segundo, se chequean cuantos valores del cuadro número 1 hay en cada intervalo, lo cual se marca con una raya, una vez terminado el chequeo se suman las rayas de cada intervalo y se obtiene la frecuencia. Por último, se realiza un histograma con los datos obtenidos en el cuadro número 2, donde las frecuencias dan las alturas de las barras.
Este proceso está resumido en el siguiente cuadro de recuentos, donde el
número de electos que entran en cada intervalo indica la frecuencia del mismo. Conocidas las frecuencias, se tendrán las alturas de las barras que forman el histograma, junto con los límites admisibles de variación.
Tabla de Recuento
Intervalos Chequeo Frecuencia
10,40 – 10,43 ///// // 7 10,44 – 10,47 ///// ///// ///// /// 18 10,48 – 10,51 ///// ///// ///// ///// //// 24 10,52 – 10,55 ///// ///// ///// ///// /// 23 10,56 – 10,59 ///// ///// // 12 10,60 – 10,63 ///// ///// // 12 10,64 – 10,67 //// 4
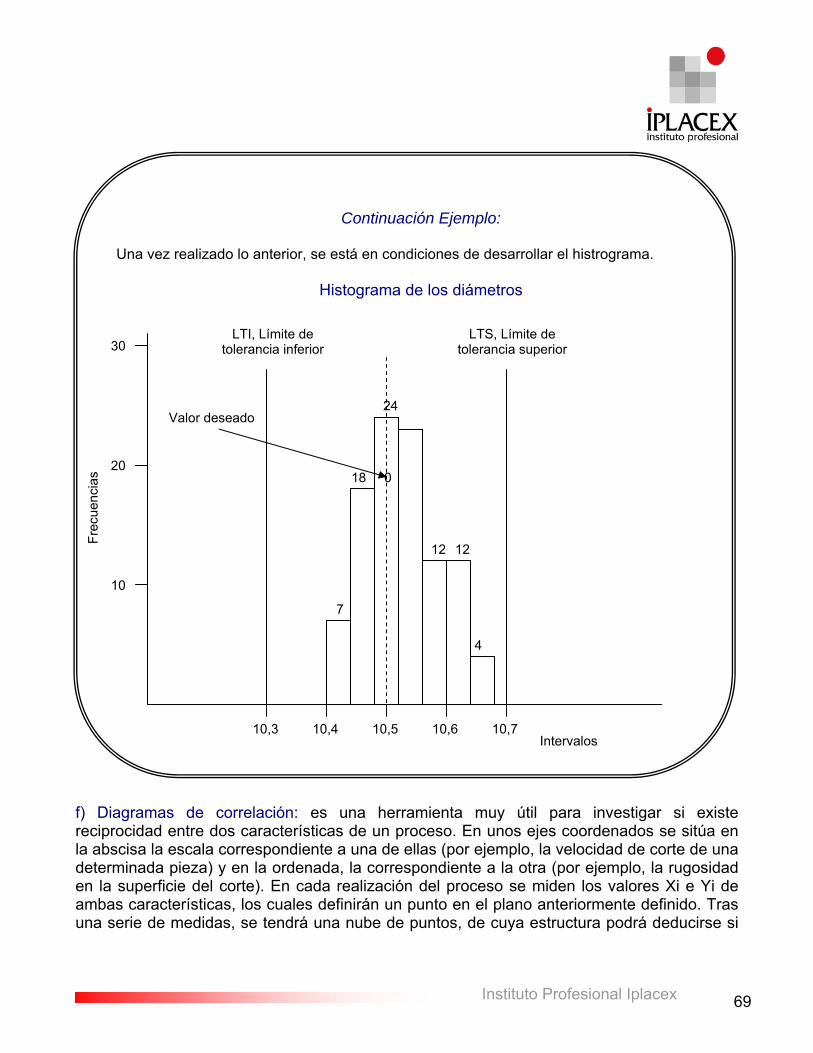
69Instituto Profesional Iplacex
f) Diagramas de correlación: es una herramienta muy útil para investigar si existe reciprocidad entre dos características de un proceso. En unos ejes coordenados se sitúa en la abscisa la escala correspondiente a una de ellas (por ejemplo, la velocidad de corte de una determinada pieza) y en la ordenada, la correspondiente a la otra (por ejemplo, la rugosidad en la superficie del corte). En cada realización del proceso se miden los valores Xi e Yi de ambas características, los cuales definirán un punto en el plano anteriormente definido. Tras una serie de medidas, se tendrá una nube de puntos, de cuya estructura podrá deducirse si
Continuación Ejemplo:
Una vez realizado lo anterior, se está en condiciones de desarrollar el histrograma.
Histograma de los diámetros
10
30
20
Frec
uenc
ias
10,3 10,4 10,5 10,6 10,7
7
18
24
12 12
4
Intervalos
0
Valor deseado
LTS, Límite de tolerancia superior
LTI, Límite de tolerancia inferior

70Instituto Profesional Iplacex
existe o no correlación y si ésta es positiva o negativa. Las siguientes figuras ilustran dichas posibilidades.
Figura Nº 15: Correlación Positiva
Como se puede observar, existe una correlación fuerte positiva, lo que significa que el valor de la variable "Y" (eje vertical) aumenta claramente con el valor de la variable "X" (eje horizontal).
Figura Nº 16: Correlación Negativa
En esta figura, existe una correlación fuerte negativa, lo que significa que el valor de "Y" disminuye claramente cuando "X" aumenta.
O O O O O O O O O O O O O O O O O
X
Y
O O O O O O O O O O O O O O O O
X
Y
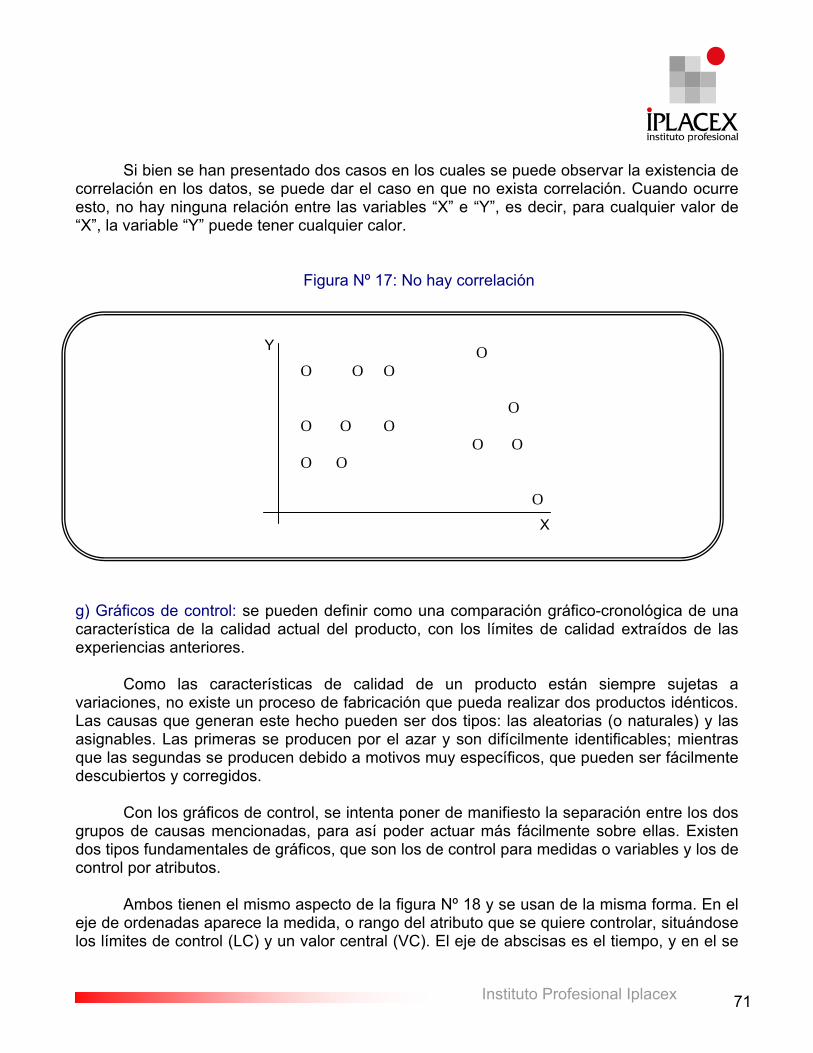
71Instituto Profesional Iplacex
Si bien se han presentado dos casos en los cuales se puede observar la existencia de
correlación en los datos, se puede dar el caso en que no exista correlación. Cuando ocurre esto, no hay ninguna relación entre las variables “X” e “Y”, es decir, para cualquier valor de “X”, la variable “Y” puede tener cualquier calor.
Figura Nº 17: No hay correlación
g) Gráficos de control: se pueden definir como una comparación gráfico-cronológica de una característica de la calidad actual del producto, con los límites de calidad extraídos de las experiencias anteriores.
Como las características de calidad de un producto están siempre sujetas a variaciones, no existe un proceso de fabricación que pueda realizar dos productos idénticos. Las causas que generan este hecho pueden ser dos tipos: las aleatorias (o naturales) y las asignables. Las primeras se producen por el azar y son difícilmente identificables; mientras que las segundas se producen debido a motivos muy específicos, que pueden ser fácilmente descubiertos y corregidos.
Con los gráficos de control, se intenta poner de manifiesto la separación entre los dos
grupos de causas mencionadas, para así poder actuar más fácilmente sobre ellas. Existen dos tipos fundamentales de gráficos, que son los de control para medidas o variables y los de control por atributos.
Ambos tienen el mismo aspecto de la figura Nº 18 y se usan de la misma forma. En el
eje de ordenadas aparece la medida, o rango del atributo que se quiere controlar, situándose los límites de control (LC) y un valor central (VC). El eje de abscisas es el tiempo, y en el se
O O O O O O O O O O O O O
X
Y

72Instituto Profesional Iplacex
representa la evolución de la característica de calidad que se quiere controlar, comparándola continuamente con los valores mencionados del eje de ordenadas.
Figura Nº 18: Esquema Básico de un Gráfico de Control
La experiencia de los especialistas en la aplicación de estos instrumentos o herramientas estadísticas señala que bien aplicadas y utilizando un método estandarizado de solución de problemas pueden ser capaces de resolver hasta el 95% de los problemas.
CLASE 10
3. NUEVOS DESARROLLOS EN LA ADMINISTRACIÓN DE PRODUCCIÓN Uno de los grandes desafíos que enfrentan las empresas hoy en día, es el de incrementar sus niveles de eficiencia en la producción de bienes y servicios, con el fin de ser cada vez más competitivo, en un ambiente de economías crecientemente globalizadas. Dentro de los aspectos más importantes de este desafío está el aprovechar los avances tecnológicos, pues no sólo pueden mejorar considerablemente la calidad de los productos y
LC
VC
LC
Tiempo
Realizar ejercicios nº 21 al 26
73Instituto Profesional Iplacex
servicios sino también la rapidez con que se diseñan y fabrican. Así mismo se incrementa la flexibilidad y la credibilidad.
3.1. El Concepto de Automatización Integrada de la Fabricación y de los Servicios
Guiadas por la competencia internacional y asistida por la aplicación de las tecnologías de la información, numerosas empresas manufactureras y de servicios han concentrado sus esfuerzos en la consecución de la automatización e integración9.
El proceso de automatización no supone ninguna novedad, pues las mejoras en la
fabricación basadas en este proceso han acompañado muchas de las más relevantes mejoras de productividad ocurridas desde la revolución industrial. Por lo tanto, el uso de formas y niveles de automatización adecuados son y han sido siempre, un aspecto crucial en el diseño de los procesos productivos. La novedad radica en la fusión o integración de ordenadores y máquinas para generar sistemas que no sólo son altamente productivos sino que además, son flexibles.
En la mayoría de las industrias de proceso continuo o repetitivo, la automatización e
integración han sido un elemento crítico durante décadas. Sin embargo, en la fabricación por lotes y en la generación y prestación de servicios, la preocupación por ambas operaciones es muy reciente.
3.1.1. Automatización Cuando se debe decidir sobre las tecnologías a utilizar en un determinado proceso de
producción, no se debe asumir que la mejor decisión es la mayor automatización posible. La automatización supone una gran inversión en activos productivos, lo que produce un incremento de los costos fijos; también pueden aumentar los costos de mantenimiento y disminuir la flexibilidad de los recursos. Sin embargo, en el caso de que la repetibilidad sea lo
9La integración, busca la reducción o eliminación de los puntos intermedios entre las entidades físicas u organizativas.
Definición de Automatización:
Proceso diseñado con el fin de usar la capacidad de las máquinas para llevar a cabo determinadas tareas anteriormente efectuadas por seres humanos, y para controlar la secuencia de las operaciones sin intervención humana.
74Instituto Profesional Iplacex
suficientemente alta, los beneficios de la automatización sobrepasaran sus inconvenientes. Entre estos beneficios, se encuentran los siguientes:
• Mayor productividad de la mano de obra • Obtención de una calidad superior • Ciclos de fabricación más cortos • Aumento de la capacidad, reducción de los inventarios • Mayores ventas • Posibilidad de repartir los costos fijos entre un mayor número de artículos.
Los altos volúmenes de fabricación, característicos de las plantas enfocadas hacia
productos, incrementan la repetibilidad y hacen que la automatización sea una opción atractiva. Cuando se dedica una línea de producción a un determinado producto, los flujos de ésta simplifican la gestión de los materiales, se eliminan los lanzamientos y descienden los costos de mano de obra. Por desgracia, los volúmenes de fabricación no son siempre lo suficientemente elevados como para justificar la creación de una línea dedicada a un sólo producto. En tales casos, se deberían considerar los beneficios asociados a la repetibilidad, que se podrían alcanzar utilizando la automatización de bajo costo, la tecnología de grupos o la automatización flexible.
• La automatización de bajo costo: cuando los volúmenes de fabricación no son los
suficientemente elevados como para dar trabajo a varios operarios en una línea, se debería emplear una línea menor que pudiera dar ocupación a uno sólo; este operario trabajaría simultáneamente con varias máquinas diferentes con el fin de alcanzar un flujo de proceso lineal, es decir, tratar de lograr un proceso repetitivo. Este concepto se denomina, un trabajador, múltiples máquinas.
• Tecnología de Grupos: esta técnica agrupa, en familias o en grupos, piezas o
productos que reúnen características similares, asignando posteriormente grupos de máquinas para la producción de cada una de éstas. Las familias se pueden crear en base al tamaño, la forma, las rutas de proceso, etc.; el objetivo es encontrar un conjunto de productos con necesidades de fabricación similares y minimizar el cambio de máquinas o los lanzamientos. Para ello, más que agrupar máquinas por su semejanza, se deben organizar las máquinas o herramientas necesarias para desarrollar los procesos básicos en áreas separadas, llamadas células; lo que se pretende con esto, es agrupar aquellas máquinas que permitan crear una pequeña línea de fabricación o de ensamblaje. De esta forma, las máquinas de cada célula requieren sólo pequeños ajustes para adaptarse a las necesidades de los diferentes lotes de cada familia. Las células basadas en la tecnología de grupos reducen el tiempo que cada lote de pedido pasa en el taller; las colas de artículos esperando a ser procesados son disminuidas considerablemente e incluso eliminadas en algunos casos.
75Instituto Profesional Iplacex
• La automatización flexible: la automatización puede ser fija o flexible (también
denominada programable). La automatización fija se suele seleccionar cuando los volúmenes de fabricación son altos, los diseños de los productos son estables y los ciclos de vida de los productos son largos; estas tres condiciones compensan los dos principales inconvenientes de este tipo de proceso, que es la gran inversión inicial y la rigidez relativa del sistema. Entre los aspectos positivos hay que señalar que este tipo de automatización maximiza la eficiencia y permite conseguir un costo variable unitario muy bajo.
La automatización flexible o programable es un proceso automático que puede
ser reprogramado para tratar con diferentes productos, lo cual es muy útil tanto en las plantas enfocadas hacia el producto como en las enfocadas hacia el proceso. Si una máquina ha sido asignada a un producto determinado y éste se encuentra en la etapa final de su ciclo de vida, ésta puede ser programada con una nueva secuencia de operaciones de modo que pueda ser utilizada para procesar otro producto. Cuando una máquina esta siendo utilizada para elaborar una variedad de pequeños lotes de productos diferentes, los cambios reoperaciones son simples, hay un programa para cada producto y el operador se limita a proporcionar las instrucciones apropiadas para cambiar de proceso siempre que sea necesario
3.1.2. Automatización de la Fabricación
Algunos autores consideran la automatización como un conjunto totalmente nuevo de conceptos relacionados con la operación automática de un proceso de producción; otros lo consideran simplemente como un desarrollo evolutivo hacia la tecnología en la que la maquinaria realiza parte o toda la función de control del proceso. La automatización es un conjunto de conceptos, pero también supone una evolución, en el sentido de que es un paso lógico y previsible en el desarrollo del equipamiento y los procesos.
Es posible establecer tres categorías de automatización en la fabricación: la
automatización de la planta, la de las tareas de ingeniería y las de las tareas de planificación y control. Aunque éstas pueden tener lugar de forma independiente, la coordinación de las tres categorías ayudaría significativamente a la consecución de la automatización integrada de la fabricación.
a) Automatización de la planta productiva
La automatización de las plantas productivas se suele describir en función del hardware tecnológico, aunque el software también desempeña un papel importante. Las tecnologías automatizadas más sencillas que se pueden encontrar en la planta, conocidos como componentes directos, son los robots industriales, las máquinas herramientas de control numérico y los sistemas automáticos para la carga, descarga y transporte de

76Instituto Profesional Iplacex
materiales. Cada vez es más frecuente que estos equipos se utilicen de forma integrada, dando lugar a las células de fabricación o a los sistemas flexibles de fabricación y montaje.
• Robots industriales: son máquinas mecánicas programables, sobre las cuales es posible preconfigurar un conjunto de movimientos para que sean posteriormente repetidos cuantas veces sea necesario. Los robots han sustituido a las personas en algunas tareas y actividades muy monótonas y que tienen cierta peligrosidad, así como en otras que requieren una gran precisión o que deben ejecutarse en espacios extremadamente reducidos, a los que los seres humanos no tienen fácil acceso. Son mecanismos automáticos que, en algunos casos, pueden tomar decisiones, pudiendo ejecutar acciones diferentes sobre objetos distintos. Los usos más frecuentes del robot son los desplazamientos de materiales, soldaduras, pintura con spray, ensamblaje, inspección y prueba. Los robots de segunda generación están equipados con sensores que pueden tocar y ver, por lo que el campo de sus aplicaciones se ha ampliado sensiblemente.
• Máquinas, herramientas de control numérico: son la modalidad de automatización
flexible más utilizada; son máquinas-herramientas programadas para fabricar lotes de pequeño y mediano tamaño de piezas de formas complicadas; los programas de software sustituyen a los especialistas que controlaban convencionalmente los cambios de la máquina y constituyen un sistema de control de éstas. Están compuestos por una lista de instrucciones que incluye las tareas y sus velocidades, así como algunas variables de control adaptativo para comprobar aspectos tales como temperatura, vibración, condición del material, desgaste de las herramientas, etc., que permiten proceder a los necesarios reajustes.
• Sistemas automatizados para la manipulación de materiales: la manipulación de los
materiales, que cubre los procesos de movimiento o transporte, empaquetado y almacenamiento, cuesta dinero y no añade valor al producto, razón por la cual la búsqueda de mecanismos para la automatización del flujo de materiales hacia y desde una determinada operación, constituye una importante elección tecnológica, tanto en las empresas industriales como en las de servicios. La automatización de estos procesos depende de la posición estratégica de la empresa, estando plenamente justificada cuando ésta esté orientada al producto y la repetibilidad sea alta.
b) Automatización de la ingeniería
Desde el análisis del diseño inicial de los productos, hasta la concepción de los procesos de fabricación, las funciones de ingeniería que preceden y apoyan a la fabricación, están siendo automatizadas de forma creciente. Tanto la automatización de la ingeniería como la de la planta productiva, pueden contribuir significativamente a la consecución de mejoras en la productividad y al incremento de los conocimientos y destrezas de los
77Instituto Profesional Iplacex
trabajadores. Los tipos de tecnologías para la automatización de la ingeniería, sea ésta de diseño o de proceso, que presentan una mayor difusión son:
• Ingeniería automatizada de diseño: los nuevos productos y componentes se conciben
en un proceso de diseño que se traduce en especificaciones concretas, las cuales permiten alcanzar las características funcionales y estéticas deseadas. En la ingeniería automatizada de diseño, se pueden determinar dos tipos de diseño, que son el diseño asistido por ordenador y la ingeniería asistida por ordenador.
- Diseño asistido por ordenador: se trata de un proceso de diseño informatizado para la
creación de nuevos artículos y para la modificación de los ya existentes. El hardware central o configuración física del sistema consiste en una estación de trabajo dotada de un ordenador, elementos para el dibujo y un amplio conjunto de software de diseño que permite al diseñador la manipulación de formas geométricas.
Los ingenieros diseñan mediante una combinación de controles de pantalla y
un lápiz óptico que dibuja sobre la pantalla del ordenador o en una alfombrilla electrónica. Girando el producto en la pantalla se pueden visualizar distintas perspectivas del mismo, se pueden agrandar componentes individuales para examinar sus características concretas. Dependiendo de la sofisticación del software, las pruebas en pantalla pueden sustituir a las primeras fases de comprobación y modificación de prototipos.
- Ingeniería asistida por ordenador: se trata de una técnica de simulación que permite a
los ingenieros comprobar ciertas características físicas de un objeto en el ordenador, evitando de este modo, incurrir en los costos y retrasos de la construcción y pruebas de prototipos.
• Ingeniería automatizada de fabricación: este tipo de automatización tiene su más
importante representante en el sistema de fabricación asistida por ordenador, el cual se emplea, tanto para el control directo de los equipos de proceso y/o de transporte y gestión de materiales, como para apoyar indirectamente las operaciones de fabricación. Se trata básicamente de sistemas que controlan las operaciones de las máquinas herramientas en el taller. Éstas pueden desarrollar varias operaciones, por lo que se les suministran instrucciones desde un ordenador en relación a las que deberán llevar a cabo para obtener los distintos tipos de artículos.
c) Automatización de la planificación y el control de la producción Esta automatización está estrechamente asociada a los diferentes sistemas informatizados que se dedican a la planificación, programación y control de la producción, de los cuales, MRP II es el exponente más importante.
78Instituto Profesional Iplacex
Los esfuerzos de la automatización deberían encaminarse hacia la reducción de los costos de materias primas y costos indirectos. El campo de la reducción de estos últimos es el que ofrece mayores posibilidades, por lo que las inversiones deberían concentrarse en aquellas tecnologías que ayuden a reducir la carga de personal indirecto de la firma.
CLASE 11
3.1.3. Automatización de los Servicios
Una diferencia importante que se establece entre los servicios y la manufactura, es el mayor número de actividades involucradas en la generación de los primeros.
La falta de estandarización es, la razón principal del lento progreso observado hasta
ahora en la automatización de los servicios. Sin embargo, la creciente flexibilidad de esta última está permitiendo conseguirla en ciertos campos. Son conocidos los casos de servicios en los que la relación directa con el cliente ha sido sustituida por el contacto de éste con una máquina; otros casos están relacionados con situaciones en que la recogida y lectura de datos, que antes se hacia manualmente, ahora se emplean lectores ópticos, escáner, etc. A continuación se dará a conocer las aplicaciones más difundidas de la tecnología automatizada en el sector servicios, aunque algunas de ellas también tienen una utilización creciente en las empresas industriales.
• Cajeros automáticos y servicios de transferencia electrónica de fondos: la
automatización de la Banca comenzó en la década de los treinta, cuando se instalaron las primeras máquinas para la clasificación de los cheques. Desde entonces, las instituciones financieras han ido mejorando su eficiencia de distintos modos, la mayoría de los cuales son claramente visibles para los clientes.
• Intercambio electrónico de datos: este sistema se basa en importantes avances
técnicos que revolucionaron el tratamiento de los flujos de información, al permitir la existencia de sistemas automatizados compartidos por varias empresas. Su objetivo es agilizar y simplificar el subsistema de información en la empresa, es decir, los procesos relacionados con la recepción, almacenamiento, tratamiento e intercambio de todo tipo de documentos.
Realizar ejercicio nº 26
79Instituto Profesional Iplacex
• Servicios de información electrónica On-Line: un número creciente de redes informáticas está ofreciendo a sus suscriptores colecciones de bases de datos en tiempo real y servicios informáticos asociados. El ordenador principal contiene una biblioteca electrónica, o una colección de bases de datos que es actualizada periódicamente; se accede a ella mediante un terminal especial o un ordenador conectado vía modem.
• Sistemas de mensajería electrónica: estos sistemas incluyen, los servicios de
mensajería local y el correo electrónica (e-mail). Los servicios de mensajería local vienen a resolver los típicos inconvenientes de la simple comunicación telefónica. El correo electrónico, es un servicio que permite el intercambio de correspondencia y, a veces, ficheros binarios entre terminales de usuarios conectados mediante algún tipo de red local o remota.
• Códigos de barra: los sistemas de códigos de barras se han extendido rápidamente
entre los mayoristas, minoristas, almacenes, bibliotecas, plantas productivas, etc., estos códigos, formados por barras anchas y estrechas de color negro sobre un espacio en blanco, que se imprimen directamente sobre el artículo o sobre una etiqueta adiciona, pueden ser leídos por un ordenador a través de un escáner.
• Sistemas informatizados para la gestión de la superficie de ventas: ya están
disponibles en el mercado diferentes aplicaciones informáticas destinadas a la gestión del espacio de las superficies de ventas o de gestión de los lineales de los comercios. Estas aplicaciones emplean modelos formales para determinar el uso óptimo del espacio de exposición y venta. Para ello cuantifican las elasticidades directa y cruzada con respecto a la demanda, simulan diferentes posiciones en los lineales y representan gráficamente la posición del producto sobre estos.
Es de esperar que mientras más equipos de tecnología avanzada se vayan integrando en estas operaciones, los servicios se homogeneizarán, pues, la implantación de las nuevas tecnologías requiere que las tareas que se deben ejecutar, se simplifiquen y estandaricen previamente. La estandarización, sin embargo, podría tener consecuencias no deseadas; ya que, desde el punto de vista de los clientes o usuarios de los servicios, estos perderán parte de su atractivo, en cuanto que no estarán diseñados ni ejecutados a medida. Frente a este inconveniente hay que considerar la disminución de los costos de las operaciones y, consiguientemente, de los precios, así como unos nuevos servicios que, posiblemente, se adecuarán mejor a las necesidades de los clientes.
En términos generales, si el nivel de contacto directo con los clientes es elevado, la
automatización no es la mejor opción, aunque esto no quiere decir que no deba ser considerada. En las operaciones bancarias, por ejemplo, una parte de ellas ha de realizarse a la vista del cliente, mientras que otras, como la compensación de cheques, la impresión de los estados de cuentas, pueden efectuarse automáticamente, pues el nivel de contacto
80Instituto Profesional Iplacex
directo con clientes es ínfimo y los ahorros en costos que la entidad bancaria puede lograr con la automatización son muy elevados.
Es frecuente escuchar quejas de los clientes de las entidades de servicios, para
quienes la calidad y costos de éstos no han mejorado tras la automatización. Así, un servicio se califica como pobre cuando consume mucho tiempo, es ineficaz o muy caro.
Con respecto a la calidad, estos equipos también pueden contribuir a mejorar la percepción de los clientes sobre la misma. No obstante, en numerosas ocasiones, los servicios tienen que ser rediseñados para conseguir la aceptación de sus receptores, como sucedió con las primeras cajas registradoras automáticas, las cuales no incluían en los tickets de compra la descripción de los artículos adquiridos, información esencial para comprobar en restaurantes, almacenes, supermercados, etc., si la cifra cargada al cliente era la correcta.
La utilización de los códigos de barras es útil para el distribuidor, pero para el cliente
es un inconveniente, en cuanto que no le proporciona una clara información sobre los precios de los artículos. Este problema puede ser solventado fácilmente colocando listados de precios en los distintos pasillos del establecimiento.
Por último, no puede olvidarse que la actitud de los clientes hacia la automatización
mejorará siempre que éstos perciban una mejora en el servicio, sea ésta en tiempo, en calidad o en precios.
Por ejemplo:
Las nuevas tecnologías, como los cajeros automáticos, la reserva automática de boletos de avión, las máquinas expendedoras automáticas de bebidas, golosinas, tabaco, artículos sanitarios, etc., son normalmente rápidas y eficaces, aunque, puede haber excepciones o problemas puntuales.
Por ejemplo:
En las gasolineras en las que los propios clientes se sirven el combustible, el precio de éste es inferior al que podría encontrase en las gasolineras convencionales.
81Instituto Profesional Iplacex
Para concluir, debe recalcarse que la automatización en este sector ha de tener bien presente que el usuario de los diferentes equipos y servicios no tiene por qué ser un experto en su uso, por lo que el diseño deberá efectuarse suponiendo que las condiciones más adversas se pueden presentar en cualquier momento y, en ese caso, cuya probabilidad de ocurrencia habría de ser mínima, se debería contar con soluciones o respuestas satisfactorias para el cliente.
3.2. El Aporte de Nuevas Tecnologías de Operación En el área empresarial, la tecnología incluye las habilidades, técnicas, procedimientos,
equipos y sistemas empleados para llevar a cabo un trabajo. Cuando las empresas diseñan o rediseñan sus subsistemas de operaciones, deben tomar decisiones relacionadas con los métodos y equipos, es decir, con la tecnología a emplear en la producción u oferta de bienes y servicios.
En los últimos años, los avances en tecnología han tenido un impacto significativo en
la función de dirección de operaciones. La tecnología de la información permite recoger datos sobre clientes individuales de forma que se puede “adaptar en masa” productos para satisfacer las necesidades de clientes individuales. El creciente uso de la automatización y la robótica también ha permitido mejorar la calidad de los bienes que se fabrican.
Los avances en la tecnología, especialmente en la de la información, han tenido un impacto significativo en la forma de prestar los servicios. La tecnología ha penetrado de una u otra manera en casi todos los tipos de servicio.
Cuando una empresa de servicios invierte en tecnología, puede obtener un aumento
sustancial en la cuota de mercado y los siguientes beneficios:
• Reforzar las relaciones con el cliente: una razón por cual los servicios están adoptando las nuevas tecnologías es precisamente reforzar su relación con los clientes.
Por ejemplo:
Las máquinas de autoservicio, que pueden brindarle al cliente un servicio las 24 horas, son un buen ejemplo de tecnología aplicada en operaciones de servicios, especialmente en países con costos laborales elevados.
82Instituto Profesional Iplacex
• Aportar un crecimiento rápido y controlado: una segunda razón por la que las
empresas de servicios invierten en nuevas tecnologías es para conseguir un crecimiento rápido y controlado. Los servicios que interactúan directamente con los clientes deben estar ubicados donde estén dichos clientes. Los ejemplos van desde las operaciones de ventas en comercios hasta los restaurantes, los hoteles y agencias de alquiler de autos.
Por ejemplo:
En una cadena de hoteles, con un sistema de reservas en red, los clientes pueden hacer sus reservas para cualquier hotel del país desde cualquier otro hotel del grupo con una sola y sencilla llamada telefónica gratuita. De manera similar, el sistema SABRE de American Airlines une directamente los sistemas de reservas de la línea aérea con las agencias de viajes, dándoles así la capacidad de informar a los clientes online y en tiempo real, en vez de hablar con un agente de reservas, que puede costar mucho tiempo y ser ineficaz, la agencia de viajes, gracias al sistema SABRE, puede explorar rápidamente todas las opciones de vuelos y precios para un cliente cualquiera.
Por ejemplo:
Uno de los factores claves en el crecimiento sostenido y controlado de una cadena de restaurantes puede ser el sistema de información de dirección diseñado a medida e instalado en sus operaciones. Como resultado, la sede central de la cadena, recibe diariamente un informe de actuación detallado de cada sucursal en todo el mundo. Además de dar las dimensiones operativas de la actuación, el sistema está dotado de la capacidad para conducir las entrevistas iniciales con futuros empleados. Otro buen ejemplo, es que gracias a los avances tecnológicos, una empresa internacional pude instalar en su sede central, un centro de comunicaciones vía satélite con todas sus sucursales de venta y, con este sistema, el presidente de la empresa puede celebrar ahora reuniones semanales con los directores de todos sus almacenes. Con este sistema de comunicación, todas las noticias de la empresa llegan inmediatamente a todos los empleados, eliminando así los rumores. Dado que todos los empleados disponen de la misma información al mismo tiempo, también se eliminan las posibles fuentes de mala información y los retrasos innecesarios.
83Instituto Profesional Iplacex
• Mejorar la actuación: quienes están encargados del área de servicios, deben reconocer que la decisión de implantar tecnología viene a menudo condicionada por la necesidad de mejorar el desempeño de sus operaciones ya existentes, y no sólo para aumentar la productividad. Es bastante frecuente que, con la tecnología apropiada, puedan mejorarse tanto la actuación como la productividad. La actuación o desempeño, en este caso, puede definirse como un servicio más rápido, un mejor conocimiento acerca de los clientes y una mayor personalización.
La tecnología también permite a los encargados del área de servicios, ofrecer a sus clientes una variedad más amplia de opciones que antes. Los términos micro-nichos y personalización en masa han evolucionado, en parte, como resultado directo de los avances en la tecnología que permite a las empresas identificar y ofrecer bienes personalizados, así como servicios a clientes concretos.
Por ejemplo:
Para dar un servicio más rápido, muchos hoteles proporcionan a sus clientes una opción de facturación desde las habitaciones; los clientes que quieren aprovecharse de esta opción no tienen mas que seguir las instrucciones guiadas mediante un sistema de menús en el televisor de su habitación y dejar en ella las llaves; de este modo no tienen que hacer cola en el mostrador de recepción. Las bases de datos pueden proporcionar a los directivos información muy detallada sobre las características de sus clientes a la hora de comprar. Como parte de su preocupación por atender a los detalles personales, una cadena de hoteles, con su sistema de información para la dirección, puede hacer un seguimiento de las preferencias de cada huésped, incluido el tipo de cama en que le gusta dormir (en cuanto al tamaño) o el tipo de vino que prefiere. Muchos incidentes previos relacionados con los clientes, particularmente sus quejas, también quedan registrados en la base de datos para asegurar que no vuelvan a ocurrir situaciones similares. Otra forma de utilizar la tecnología para conseguir datos sobre clientes individuales es mediante tarjetas de pago y fidelización, muchas operaciones comerciales exigen ahora tarjetas de pago y ofrecen incentivos tales como descuentos para promover el uso de dichas tarjetas.
84Instituto Profesional Iplacex
• Aumentar la eficiencia: otro objetivo al utilizar la tecnología en los servicios es reducir
los costos operativos. Lo mismo que el equipamiento de capital se utiliza a menudo para reducir los costos en una empresa de fabricación, la tecnología puede aplicarse de manera similar en un entorno de servicios.
En una empresa de productos, el cambio tecnológico no sólo puede modificar la
importancia relativa de los factores claves de una industria y, por tanto, de su estructura competitiva, sino que, además, es una herramienta cuyo uso constituye una poderosa ayuda para lograr el liderazgo en costos y la diferenciación en productos.
Al poder contar con maquinaria de múltiples usos es posible utilizar la capacidad
ociosa de la fabricación de un producto para producir otro, lo cual supone una vía eficaz para resolver posibles problemas de capacidad y de demanda variable para los distintos productos. Intentar conseguir conjuntamente los objetivos de costos, calidad, flexibilidad y fiabilidad en la entrega.
Esencialmente son dos las razones principales por las que las empresas invierten en
tecnología: mejorar su rendimiento financiero y reforzar su posición competitiva; las razones secundarias son:
- Aumento de la uniformidad de los productos.
- Aumento de la capacidad para entrar rápidamente en el mercado.
- Aumento del fondo de comercio, generado por la nueva reputación adquirida por la
empresa.
- Sinergias con otros equipos.
- Mejoras en la programación y control de talleres.
- Aumento de la flexibilidad, que conduce a un aumento de las opciones estratégicas y
a la reducción del riesgo de obsolescencia.
Por ejemplo:
Hay tiendas en otros países, que ofrecen la opción de comprar pantalones hechos a la medida exacta del cliente, se introducen las medidas del cliente en el ordenador y, unas semanas más tarde, los pantalones se entregan a domicilio; también pueden encargarse pares de pantalones adicionales con una simple llamada telefónica, eliminando de esta manera la necesidad de visitar el comercio.
85Instituto Profesional Iplacex
- Mejor imagen de marca en el mercado como consecuencia de la mejor calidad de los
productos.
- Capacidad para responder con rapidez a los avances futuros de la tecnología.
- Compensación de la adopción de tecnología de los competidores.
- Mejora en la moral de los trabajadores.
- Reducción de la necesidad de readiestramiento y formación.
- Aumento de la utilización de equipos y mano de obra.
- Reducción de las necesidades de gestión y transporte de materiales
- Aumento de la disciplina en el proceso productivo
- Aumento de la seguridad.
CLASE 12
3.3. La Globalización de las Operaciones
Una de las principales características actuales de la economía es su creciente globalización. No se trata de un hecho totalmente nuevo ya que esta tendencia se viene produciendo desde los años 50; no obstante, ha sido en las décadas más recientes cuando su ritmo se ha acrecentado tanto que su consideración se ha llegado a convertir en un aspecto prioritario para la supervivencia de muchas empresas.
Los efectos de la internacionalización son perceptibles incluso a nivel de ciudadanos particulares; frecuentemente se reciben noticias acerca de empresas extranjeras que instalan nuevas plantas o adquieren otras ya existentes dentro de las fronteras o, al revés, de firmas nacionales que se establecen en otros países. Asimismo, los productos que a diario se compran y se consumen, tienen procedencias cada vez más diversas e incluyen componentes fabricados en varios países distintos. Además, los mismos productos y las mismas marcas que se conocen de un mercado específico, están presentes en casi todas las partes del mundo.
La tremenda influencia que la globalización de los mercados y de las empresas ejerce
sobre la función de operaciones, es de mucha importancia; debido a que añade un mayor grado de complejidad y dificultad a la problemática y a la toma de decisiones en esta área, al
Realizar ejercicios nº 27 al 29

86Instituto Profesional Iplacex
situarla en un entorno mucho más complejo, diverso y cambiante; y porque introduce asuntos que son nuevos en relación a la empresa de ámbito local o nacional.
La globalización ha sido uno de los factores fundamentales que han hecho despertar
a los directivos de las empresas, en relación con la crítica importancia de la función de operaciones. Este nuevo contexto requiere un cambio de mentalidad y una visión global, lo cual no es fácil para las personas acostumbradas a operar en entornos domésticos tradicionales; lo que hace necesaria una nueva formación y preparación del factor humano.
3.3.1. El Proceso de Globalización de las Empresas Al tratar el proceso de globalización, se está haciendo alusión al fenómeno por el cual
las empresas pasan de competir y desarrollar sus actividades sobre una base interna, a plantearlas con una visión integradora a escala mundial. En este sentido, se pueden clasificar las firmas en cuatro tipos, que también podrían interpretarse como cuatro fases hacia la globalización:
• Empresa doméstica: aquélla cuyo ámbito de operaciones es exclusivamente local o nacional.
• Empresa exportadora: aquélla que desarrolla la producción en su país de origen, pero
dedica parte de ella al mercado exterior.
• Empresa multinacional o multidoméstica: la que posee plantas en diversos países que actúan como divisiones independientes.
• Empresa global: la que desarrolla sus operaciones a nivel mundial de forma
coordinada e integrada.
Hasta finales de los 70, el modelo predominante ha sido, fundamentalmente, el que se ha catalogado como multidoméstico, pues se pensaba que la clave del éxito radicaba únicamente en la adaptación local y la descentralización. A partir de los años 80, algunas empresas comienzan a ver la necesidad de racionalizar las distintas actividades empresariales dentro de su sistema mundial de subsidiarias es decir, dentro de un grupo de compañías mundiales controladas por otra compañía (compañía matriz) que es dueña de más del 50% de las acciones. Hoy, muchas de ellas se han reconvertido o están en proceso de reconversión hacia empresas de carácter global, siendo diversos los factores que están empujando a las firmas de distintos sectores a emprender el camino hacia la globalización. De hecho, muchos ya están caracterizados por una competencia de este tipo y pueden ser catalogados como globales (por ejemplo: la industria farmacéutica, la del automóvil, la de electrónica de consumo, etc.); sin embargo, otros aún permanecen un tanto al margen de este fenómeno, en tanto que otras fuerzas operan en contra de la mundialización.
87Instituto Profesional Iplacex
Los factores que conducen a la expansión internacional y a la globalización de las operaciones son:
• Los costos: las diferencias entre las estructuras de costos de los diferentes países
permiten obtener ventajas de la dispersión de las operaciones. El costo de la mano de obra, de la materia prima o de los componentes ha animado a algunas empresas a salir fuera de sus fronteras. La búsqueda de economías de escala a través del incremento de los volúmenes de demanda también es un incentivo para la expansión de los mercados y la racionalización de la producción. Los costos de transporte, las tarifas aduaneras y las tasas de cambio pueden aconsejar la inversión en el extranjero.
• Los mercados: la maduración y saturación de los mercados domésticos ha sido uno
de los principales motores de la expansión exterior de las empresas en busca del crecimiento. La aparición de nuevos mercados o la privatización de sectores en algunos países también abren oportunidades de expansión.
• Los gobiernos: ciertas medidas gubernamentales pueden hacer necesario o deseable
operar en ciertos países.
• La tecnología: algunos de los factores relacionados con la tecnología que pueden favorecer el proceso de la globalización de los diversos sectores industriales son: la aparición de nuevos sistemas de fabricación que aumentan la flexibilidad y la adaptación a gustos diferentes o que reducen los umbrales de las economías de escala; la mejora en las comunicaciones y la mejora en los transportes, que reducen las barreras espacio-temporales y facilitan los flujos físicos y de información; la mayor necesidad de acceso a las últimas investigaciones y avances técnicos que se produzcan en todo el mundo.
Pero es importante tener presente, que estos factores también pueden actuar en
sentido contrario, como frenos a la globalización. Así, la inexistencia de economías de escala significativas, la fragmentación de los mercados debido a grandes diferencias en los gustos y preferencias de los consumidores de los distintos países o los obstáculos gubernamentales, como barreras arancelarias y a la inversión directa, subvención a las empresas nacionales,
Por ejemplo:
Los tipos de cambio, la presión fiscal, los incentivos, las barreras arancelarias, los acuerdos de comercio entre países, etc., son algunos de los aspectos sobre los que incide la actuación de los gobiernos y que pueden favorecer la internacionalización de las empresas.

88Instituto Profesional Iplacex
etc.; son a menudo razones suficientes para impedir o desanimar a las empresas a emprender el camino hacia la internacionalización.
Estas fuerzas, que mantienen ajenos a la globalización a algunos sectores, pueden
cambiar, creando oportunidades aprovechables por aquellas firmas que estén atentas a obtener ventajas competitivas mediante el desarrollo de una estrategia global, un cambio en la tecnología, en las necesidades de los clientes, o en las políticas de gobierno, pueden desatar el proceso de globalización en un sector.
3.3.2. La Planificación de las Operaciones Globales
La empresa global tiene una considerable fuente de ventajas sobre las empresas domésticas y multinacionales en cuanto a la posibilidad de coordinar la producción en varios países. Una buena configuración de la red global de producción puede ser muy ventajosa para la empresa, como establecer fábricas de componentes en países con mano de obra y materias primas baratas y plantas de ensamble en los principales mercados; pero, generalmente, ello no basta por sí sólo, siendo necesario acompañarlo de una buena coordinación para aprovechar esta potencial superioridad.
La coordinación conlleva integrar previsiones, planes de producción, programas de
envíos, listas de proveedores y otras operaciones necesarias para alcanzar los objetivos corporativos. La planificación integrada de un sistema de fabricación y distribución a escala mundial requiere tomar una amplia gama de decisiones, tales como el tipo de productos o componentes que conviene fabricar en cada planta, la cantidad de cada producto que debe ser producido por cada una, el flujo de materiales que deben considerarse entre las plantas, los mercados o pedidos que deben ser servidos por cada planta, los proveedores de los cuales se han de obtener sus aprovisionamientos, etc. Al decidir sobre estos aspectos, se habrán de tenerse en cuenta numerosos factores:
• Las economías de escala potenciales en cada planta y en los aprovisionamientos
• Las tarifas y obligaciones derivadas de los envíos a través de fronteras nacionales
• Las fluctuaciones en las tasas de cambio
• Las diferencias en las tasas impositivas empresariales entre los países
• Las limitaciones a los flujos de mercancías
• Las diferencias en los costos de producción en cada planta
• Las diferencias de diseño en los productos para cada mercado específico, etc.

89Instituto Profesional Iplacex
Además de lo anterior, también hay que considerar que, en esas decisiones, confluyen objetivos diversos, ya sean de costos, calidad, servicio, flexibilidad y entregas; que pueden presentar conflictos entre sí.
Una red mundial de producción requiere coordinación en sentido vertical y en sentido
horizontal. En sentido vertical, implicaría establecer y dirigir los flujos de materiales, que deben ir desde los proveedores, pasando por las distintas fábricas de componentes y ensambles, hasta el cliente. El objetivo debe ser lograr una perfecta sincronización, que permita entregas rápidas y a tiempo, reducir inventarios y dotar al sistema de flexibilidad para reaccionar ante cambios inesperados.
En sentido horizontal, la coordinación consiste en asignar la fabricación de productos
o componentes entre varias plantas similares. La asignación puede basarse en diversos criterios, tales como el costo, la capacidad de la fábrica, las aptitudes de los operarios en cada planta, la disponibilidad de materiales o la cercanía al cliente. Normalmente, las empresas suelen optar por no concentrar toda la fabricación de un mismo producto o componente en una única planta, sino que mantienen dos o más en las que pueden obtener ítems similares; con ello persiguen adquirir flexibilidad en la asignación de la producción entre países para cubrirse frente a riesgos diversos. Para que pueda ser llevada a cabo la coordinación horizontal, se requiere la existencia de un cierto grado de homogeneidad e intercambiabilidad entre los productos y componentes fabricados en las distintas plantas.
3.3.3. La Globalización en las Empresas de Servicio Al igual que ocurre con las empresas de fabricación, las firmas de servicio también
están participando en procesos de globalización, aunque con cierto retraso debido en gran parte a su propia naturaleza. A pesar de ello, la competencia global es ya una realidad en dicho sector para muchas firmas, como financieras, de seguros, de transportes o, de comunicaciones.
Diversos hechos hacen pensar que la globalización de los servicios se convertirá en
un futuro próximo en uno de los principales focos de interés para los estudiosos y directivos de empresa. En primer lugar, habría que señalar la gran importancia que el sector servicios está alcanzando en las economías desarrolladas, en las que los consumidores reclaman cada vez más servicios y de mayor calidad, incluso de las empresas fabriles; de hecho, la complementariedad entre bienes y servicios trae consigo que la globalización de las empresas manufactureras arrastre por el mismo camino a los proveedores de servicios relacionadas con ellas. Otro hecho importante es la tendencia hacia la liberalización económica imperante en muchos países, que está provocando el desmantelamiento de importantes monopolios de servicios públicos. El desarrollo tecnológico está incidiendo drásticamente en la globalización por diferentes vías:

90Instituto Profesional Iplacex
• A través de las tecnologías de la información, que están influyendo no sólo sobre los propios servicios, sino también sobre cómo las compañías están expandiéndolos a nivel mundial.
• Gracias a las modernas infraestructuras de telecomunicaciones, que están facilitando
diferentes formas de entrega de los servicios a escala global.
• Cambiando la propia naturaleza de los servicios mediante la aplicación de avanzadas tecnologías que facilitan su globalización. Los servicios presentan una serie de características que los diferencian de los
productos físicos y que inciden en su problemática y en su gestión. Dichas características también plantean, en muchos casos, divergencias significativas entre las estrategias de globalización a aplicar a unos y otros. De entre ellas, se destacan tres por su impacto estratégico sobre las empresas multinacionales de este sector:
• La intangibilidad, que implica un mayor riesgo en la compra para los clientes,
aumentando la importancia de la imagen de la marca para el establecimiento de un adecuado nivel de confianza hacia la empresa.
• La inseparabilidad entre la producción y el consumo, que conlleva la necesidad de un
alto grado de interacción entre el cliente y la empresa, haciendo que los servicios resulten, generalmente, más intensivos en mano de obra.
• La heterogeneidad que deriva de esto último, la cual conlleva una alta variabilidad de
los servicios; el resultado final dependerá en gran medida de la persona que, en última instancia, lo presta. Es casi imposible obtener economías de escala en la fase de creación de los
servicios, ya que por su naturaleza intangible y la imposibilidad de almacenamiento, no se puede concentrar su producción. Al mismo tiempo la intangibilidad y su carácter variable dificultan la diferenciación de la empresa y el éxito en la introducción de nuevos servicios. Sin embargo, la empresa global puede disfrutar de importantes ventajas competitivas sobre las empresas locales. Por ejemplo, puede gozar de ventajas derivadas de una reputación mundial (esto puede resultar decisivo para obtener la confianza de clientes internacionales), aunque esto requiere que exista consistencia en los servicios que ofrece en cualquier parte del mundo. Para lograrlo puede ser necesaria la sistematización y estandarización de las instalaciones y procedimientos utilizados en la prestación de los servicios, así como la automatización, cuando sea posible, de las operaciones más sencillas.
A medida que aumenta la competencia internacional en los servicios, se hace
imprescindible para la supervivencia de la empresa aprovechar todas las fuentes de creación de ventajas competitivas. Aumentar la productividad es un objetivo vital en este nuevo entorno, para lo cual la incorporación de las nuevas tecnologías resulta un factor
91Instituto Profesional Iplacex
fundamental. Éstas tecnologías no sólo permiten reducir el impacto de la mano de obra en los costos y en la calidad, sino que también posibilitan la reducción significativa de la necesidad de contacto directo con los clientes, permitiendo aislar parte de las operaciones y aplicar sobre ellas los mismos principios y técnicas de gestión de las empresas de fabricación (los de la producción de clase mundial). En la misma línea, se dirigen otras medidas, tales como la incorporación de los servicios a bienes físicos, o el incremento de la participación de los clientes en la producción del servicio, dejando en sus manos aquellas operaciones que requieran más mano de obra, como lo son los autoservicios, cajeros automáticos, etc..
En cuanto a la forma de internacionalización de los servicios, se señalan diversas
vías, aunque no excluyentes, cada una de las cuales representa distinta necesidad de inversión, control y presencia en el país de destino. Ordenadas de acuerdo con ello (de menor a mayor necesidad) serían: la exportación, la dependencia de terceros y la inversión directa en el extranjero, dependiendo del tipo de servicios la utilidad de cada una de ellas.
Comúnmente se emplean dos criterios para clasificar los servicios en este sentido: el
grado en que intervienen bienes físicos en la prestación del servicio y el nivel de interacción cliente/productor. En líneas generales, a mayor contenido de bienes y menor necesidad de contacto, más facilidad para la exportación. Por el contrario, cuanto menor es el contenido de bienes y mayor la necesidad de interacción, más necesaria será la inversión directa. En el término medio pueden ser más válidas opciones tales como las licencias, las franquicias, las joint-ventures10 y otros acuerdos semejantes entre empresas.
Por último, la empresa que desee tener éxito frente a una competencia cada vez más
globalizada, deberá afrontar los nuevos retos y estar dispuesta a buscar la excelencia en todas las áreas empresariales y a alcanzar el estatus de competidor de clase mundial.
10 Los Joint-Venture, son alianzas estratégicas o aventura conjuntas, mediante los cuales un conjunto de personas llegan a un acuerdo comercial para la realización de un negocio común, que puede ser muy variado, desde la producción de bienes, prestación de servicios, búsqueda de nuevos mercados o el apoyo mutuo en diferentes eslabones de la cadena de un producto.
Realizar ejercicio nº 30
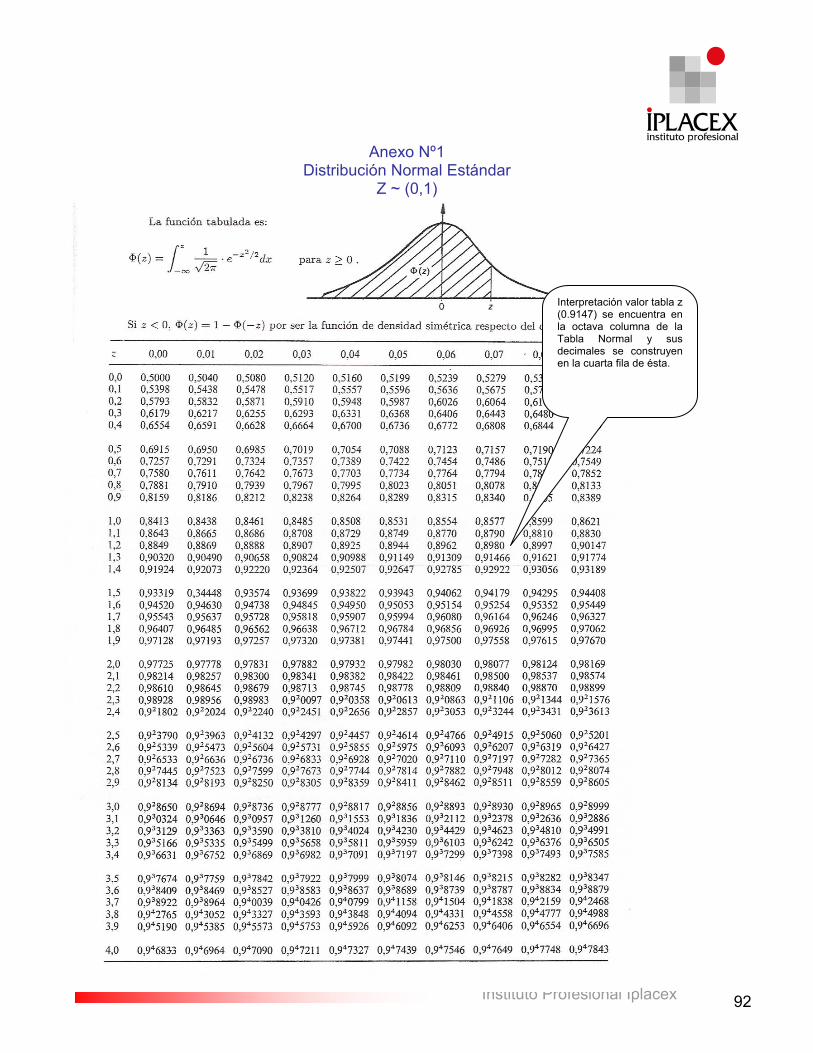
92Instituto Profesional Iplacex
Anexo Nº1 Distribución Normal Estándar
Z ~ (0,1)
Interpretación valor tabla z (0.9147) se encuentra en la octava columna de la Tabla Normal y sus decimales se construyen en la cuarta fila de ésta.