AJ Congreso Juarez G-L
132
Administración de Inventario de materia prima mediante el uso de Herramientas de Manufactura Esbelta Deisi Gaytán Adame, Dr. Alfonso Aldape, Dr. Adán Valles Resumen—La presente investigación busca una reducción de inventarios en el área de corte, por lo que propone implementar un sistema de control de inventarios eficiente para el departamento producción, así como lograr un aumento a la productividad en las máquinas cortadoras asegurando la calidad en el producto minimizando así los desperdicios, mediante la implementación de la técnica “Justo a Tiempo”. El número actual de días de inventario de materia prima consta de 5 días por lo que es considerado por la gerencia como excesivo por lo que se requiere reducirlo al menos en un 50%. Evitando las perdidas por obsoletos y minimizando los desperdicios que estos generan Introducción La filosofía del "Justo a tiempo" (JAT) se fundamenta principalmente en la reducción del desperdicio, abarcando la calidad de los productos o servicios que presta la empresa, a través del compromiso de todos y cada uno de los integrantes de la misma. El JAT puede ayudar a: los inventarios reducidos, el mejoramiento en el control de calidad, confiabilidad del producto, el aprovechamiento del personal y/o maquinaria, entre otras situaciones. La presente investigación busca una reducción de inventarios en el área de corte de la empresa CONTEC (Conductores Tecnológicos de Cd Juárez). Actualmente el número de días de inventario de materia prima en corte es de 5 días lo cual es excesivamente alto, por ello la necesidad de reducir al menos en un 50% los días de inventario en materia prima, por lo que propone implementar un sistema de control de producción eficiente para el departamento de producción de corte, así como lograr un aumento a la productividad en las máquinas cortadoras asegurando la calidad en el producto minimizando así los desperdicios, mediante la implementación de la técnica “Justo a Tiempo”. Información relevante del problema. El objetivo principal de esta investigación es la Implementación de una de las técnicas de reducción de inventarios como lo es el sistema justo a Tiempo (JAT) en el área de corte para lograr la disminución al menos un 50% en días de inventario de materia prima y determinar las ganancias obtenidas en el área después de la implementación de dicho sistema. Hoy en día, el JAT puede ser un proceso para conseguir la excelencia en la industria manufacturera que se basa en la eliminación continua de todo lo que implique desperdicio. Por desperdicio se entiende todo aquello que no añade valor al producto. Esto se consigue llevando el material exacto al lugar necesario en el momento concreto (ni antes ni después). Cada operación está perfectamente sincronizada con las que le siguen para hacer posible este proceso, disminuyendo inventarios. Al implementar un Justo a tiempo se puede lograr competitividad, ya que se disminuyen los costos cuando se trabaja sin inventarios o con lo mínimo en inventario, puede lograr eliminar desperdicios, en tiempo, esfuerzos y recursos debido a la relación estrecha entre el proceso de producción y las operaciones de corte que se realizan para abastecer la línea de ensamble final , se mejora un flujo de materiales, asegurando calidad debido a una pronta reacción y mínimo inventario o posible desperdicio. Obviamente se requiere que se involucre a todo el personal necesario e involucrado en los departamentos de servicio para llevar a cabo el seguimiento al justo a tiempo y más que eso, el compromiso de realizarlo y llevarlo a cabo durante su proceso de madurez hasta alcanzar el objetivo deseado. Congreso Internacional de Investigación de AcademiaJournals.com ISSN 1946-5351 Online ISSN 1948-2353 CD ROM Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México Mejoramiento Continuo --161-- 13 al 15 de abril de 2011
-
Upload
jesus-david-rhenals-julio -
Category
Documents
-
view
322 -
download
0
description
articulos presentados a congreso jarez
Transcript of AJ Congreso Juarez G-L

Administración de Inventario de materia prima mediante el uso de Herramientas de Manufactura
Esbelta Deisi Gaytán Adame, Dr. Alfonso Aldape, Dr. Adán Valles
Resumen—La presente investigación busca una reducción de inventarios en el área de corte, por lo que propone implementar un sistema de control de inventarios eficiente para el departamento producción, así como lograr un aumento a la productividad en las máquinas cortadoras asegurando la calidad en el producto minimizando así los desperdicios, mediante la implementación de la técnica “Justo a Tiempo”.
El número actual de días de inventario de materia prima consta de 5 días por lo que es considerado por la gerencia como excesivo por lo que se requiere reducirlo al menos en un 50%. Evitando las perdidas por obsoletos y minimizando los desperdicios que estos generan
Introducción La filosofía del "Justo a tiempo" (JAT) se fundamenta principalmente en la reducción del desperdicio,
abarcando la calidad de los productos o servicios que presta la empresa, a través del compromiso de todos y cada uno de los integrantes de la misma.
El JAT puede ayudar a: los inventarios reducidos, el mejoramiento en el control de calidad, confiabilidad del producto, el aprovechamiento del personal y/o maquinaria, entre otras situaciones.
La presente investigación busca una reducción de inventarios en el área de corte de la empresa CONTEC
(Conductores Tecnológicos de Cd Juárez). Actualmente el número de días de inventario de materia prima en corte es de 5 días lo cual es excesivamente alto, por ello la necesidad de reducir al menos en un 50% los días de inventario en materia prima, por lo que propone implementar un sistema de control de producción eficiente para el departamento de producción de corte, así como lograr un aumento a la productividad en las máquinas cortadoras asegurando la calidad en el producto minimizando así los desperdicios, mediante la implementación de la técnica “Justo a Tiempo”.
Información relevante del problema. El objetivo principal de esta investigación es la Implementación de una de las técnicas de reducción de
inventarios como lo es el sistema justo a Tiempo (JAT) en el área de corte para lograr la disminución al menos un 50% en días de inventario de materia prima y determinar las ganancias obtenidas en el área después de la implementación de dicho sistema.
Hoy en día, el JAT puede ser un proceso para conseguir la excelencia en la industria manufacturera que se basa en la eliminación continua de todo lo que implique desperdicio. Por desperdicio se entiende todo aquello que no añade valor al producto. Esto se consigue llevando el material exacto al lugar necesario en el momento concreto (ni antes ni después). Cada operación está perfectamente sincronizada con las que le siguen para hacer posible este proceso, disminuyendo inventarios.
Al implementar un Justo a tiempo se puede lograr competitividad, ya que se disminuyen los costos cuando se trabaja sin inventarios o con lo mínimo en inventario, puede lograr eliminar desperdicios, en tiempo, esfuerzos y recursos debido a la relación estrecha entre el proceso de producción y las operaciones de corte que se realizan para abastecer la línea de ensamble final , se mejora un flujo de materiales, asegurando calidad debido a una pronta reacción y mínimo inventario o posible desperdicio.
Obviamente se requiere que se involucre a todo el personal necesario e involucrado en los departamentos de
servicio para llevar a cabo el seguimiento al justo a tiempo y más que eso, el compromiso de realizarlo y llevarlo a cabo durante su proceso de madurez hasta alcanzar el objetivo deseado.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --161-- 13 al 15 de abril de 2011

El área establecida para la realización del estudio, es realmente la que se requiere para realizar la mejora al departamento de corte.
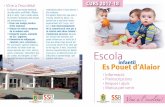
El control de inventarios que existe es claro para la situación del departamento. El diseño del producto se mantendrá sin cambios significativos La información proporcionada será verídica. Método Situación actual de la empresa. Cantidad de maquinas de corte = 68 maquinas Turnos trabajados = 1 solo turno Tipo de maquina = Shimaiwa, Toyoyamco Como lo muestra la figura 1, se menciona el inicio en la fase de planeación para la cual se pretende evaluar la
situación actual que nos permita obtener un diagnostico de la empresa y decidir la implementación de la manufactura esbelta, definir las metas y objetivos que estamos buscando para luego conformar los o el equipo de trabajo que llevara a cabo el proyecto, es necesario obtener el compromiso del equipo de trabajo para que este pueda lograr los objetivos y metas.
Como todo proyecto requiere de un entrenamiento y que mejor que iniciar con el equipo de trabajo seleccionado para capacitarlos en el desarrollo del proyecto.
Figura 1 Metodología
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --162-- 13 al 15 de abril de 2011

Una vez conformado el equipo, teniendo los objetivos y metas a lograr, se procede a analizar los objetivos y
metas mediante las técnicas de manufactura esbelta. Después de lo mencionado se elabora una matriz en la que se visualizan los objetivos y como se llevarían a
cabo, asignando actividades a cada responsable del equipo y lograr la concientización de la implementación.
Integrantes del el equipo Será un equipo multifuncional conformado por personal a nivel gerencia, ingenieros, supervisión, operativo y
departamentos de servicio, los cuales requieren el entrenamiento necesario en el tema de manufactura esbelta. Para preparar el entrenamiento necesario que deberá concientizar a los integrantes del equipo, se requiere la concientización en la implementación de la manufactura esbelta para que ellos a su vez transmitan a los siguientes para ayudar a crecer el concepto dentro de la empresa.
Selección de área. Para la selección de área se hizo un análisis de inventarios para detectar donde era el problema de mayor
cantidad de inventario en la cual se detecto que el área de corte de circuitos que es donde inicia todo el proceso de producción del arnés, cuenta con un inventario de 5 días, lo cual es excesivo, el área de corte está conformada por tres clientes que son Toyota, Honda y actualmente se incorpora Ford.
Técnicas de manufactura esbelta En esta sección se presenta las técnicas de manufactura esbelta que serán utilizadas para lograr una reducción de
inventario en el área de corte y así poder lograr los objetivos planteados al inicio de la investigación. Mapeo de valor El mapeo de valor (VSM) será una herramienta de ayuda para identificar las operaciones en el proceso que no
agregan valor al producto o por las cuales el cliente no está dispuesto a pagar, de esta manera nos podemos dar cuenta del valor del desperdicio, las estaciones de proceso donde está y de qué manera se puede eliminar. A continuación se presenta el VSM del proceso que transcurre el circuito desde la planeación hasta el embarque del mismo.
En la figura 2 se muestra el VSM aplicado al área de corte en el que se pueden determinar los puntos de mejora a realizarse, uno de ellos es la aplicación de técnicas de manufactura esbelta en el área para eliminar las actividades que no agregan valor.
Se procede con la aplicación de la técnica de 5’s para mejorar el proceso de materia prima, como lo muestra la figura 3, en la que se determinaron los tiempos ahorrados con la implementación de la técnica de manufactura esbelta.
En la figura 4, se puede apreciar la distribución de maquinas que se realizo de acuerdo a cada cliente de tal
manera que se pudiera disminuir el transporte de material a la maquina y los desperdicios de espera.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --163-- 13 al 15 de abril de 2011

Figura 2. Mapeo de valor del área de corte.
Figura 3. Aplicación de las 5’S
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --164-- 13 al 15 de abril de 2011

Figura 4. Ubicación de maquinas de acuerdo al cliente al que va el material.
Con las cargas por maquinas se reubico el material en almacén para tener cerca el material de la maquina donde
se utiliza con mayor frecuencia, con esto se pretende reducir un promedio de 1 minuto por kanban que se surte a corte
Aplicación de SMED en maquinas para mejorar la eficiencia de las maquinas.
Se realizo un video con la situación actual en un cambio de numero de parte en una maquina en el área de corte pudiendo observar detenidamente las actividades que realiza el operador set up, (ver figura 5). Los resultados del video fueron 17 minutos con 87 actividades que realiza el operador al hacer un cambio de número de parte.
Figura.5 Aplicación de técnica SMED en maquinas de corte
Posterior a la observación del video se revisaron las actividades bajo el pensamiento de manufactura esbelta de
tal manera que se logro hacer una disminución de tiempo y actividades al observar detalladamente la operación y clasificar todas las actividades internas (maquina parada) y externas (maquina trabajando y/o en paralelo).
Actividades internas (maquina parada) = 8.42 minutos Actividades externas (maquina trabajando) = 8.23 minutos Se busca convertir las actividades que se realizan con la maquina parada a actividades que se pueden hacer con
la maquina corriendo se puede ahorrar un 49%, logrando como resultado 28 actividades en un tiempo de 8 minutos el cambio completo de numero de parte.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --165-- 13 al 15 de abril de 2011

Resultados esperados. Implementación del sistema Justo a tiempo en el área de corte de circuitos. Lograr la disminución del 50% en inventarios de materia prima Reducción de desperdicios Aumento de productividad en maquinas de corte Aumento de la eficiencia del área de corte Todo esto mediante la aplicación de técnicas de manufactura esbelta, el trabajo en equipo y la concientización
del personal involucrado en la fabricación de arneses automotrices que son el producto final de la empresa. Bibliografía
1.Bohan, W. F. El poder oculto de la productividad, como mejorar la productividad en un 30% ¡Sin tener que despedir a nadie!, 2003. Ed. Norma, Bogota. 2. Gutierrez, M. Administrar para la calidad, conceptos administrativos del control total de calidad, 2004. Ed. Limusa S. A. de C. V. Grupo Noriega editores, Mexico, D.F. 3. Hay, E. J. Justo a tiempo, la tecnica japonesa que genera mayor ventaja competitiva, 2000. Ed. Grupo Norma, Bogota, Colombia 4. Liker, J. K. The Toyota way, Ed. McGraw Hill, Estados Unidos, 2003.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --166-- 13 al 15 de abril de 2011

MÉTODO PROPUESTO PARA EL MUESTREO DE TRABAJO MEDIANTE EL RITMO CARDIACO
Ana Isela García A.1, Jorge de la Riva R.2 y Jaime Sánchez Leal3
Instituto Tecnológico de Cd. Juárez
Blvd. Tecnólogico #1340 Col. El Crucero
Cd. Juárez, Chih. México Tel. 656-6882533 Fax. 656-6882501
[email protected] [email protected]
Resumen— En esta investigación se hace una descripción del desarrollo del método que se utilizó en el análisis de muestreo de trabajo utilizando el ritmo cardiaco. Se explica el equipo y el análisis estadístico que se llevo a cabo para poder decidir que si se puede hacer un muestreo de trabajo por medio del ritmo cardiaco y clasificar una tarea en ligera, mediana y pesada. También se menciona el límite aceptable de la frecuencia cardiaca para una carga de trabajo. Se explica que es más aplicable el muestreo de trabajo por medio del ritmo cardiaco en un trabajo dinámico que en un estático, debido a que en el estático no varía mucho su ritmo cardiaco y siempre su trabajo se considera como trabajo ligero.
Palabras claves— ritmo cardiaco, análisis estadístico, muestreo de trabajo, trabajo dinámico.
Introducción
Se realizó una investigación donde se comprobó que es posible utilizar el ritmo cardiaco para realizar un muestreo de trabajo e identificar el nivel de las actividades en ligero, mediano y pesado que el trabajador puede desempeñar en su turno de trabajo. El beneficio de esta investigación es que de acuerdo al nivel de trabajo de la persona durante su turno se puede balancear de acuerdo a su nivel de actividad. Para medir el ritmo cardiaco del trabajador se utilizó el equipo Suunto Smart Belt, programa de información del entrenador Suunto y una computadora. En éste trabajo se muestra el método estadístico que se utilizó para comprobar que se puede usar el ritmo cardiaco para realizar un muestreo de trabajo mediante el uso de la tecnología, ya que desde 1952 la técnica de muestreo no ha sufrido ningún cambio en su metodología.
Descripción del Método
El muestreo de trabajo es una técnica fácil de realizar, pero requiere que del Ing. Industrial dedique todo el su tiempo en hacer observaciones al trabajador en un horario establecido durante un determinado período de tiempo. Con esta investigación se quiere implementar un nuevo método para realizar un muestreo de trabajo, mediante el uso de nueva tecnología.
La investigación consiste en el método estadístico que se utilizó para realizar muestreo de trabajo utilizando el ritmo cardiaco para establecer el nivel de actividades que el trabajador realiza en el transcurso del turno.
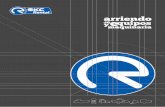
En la figura 1, se muestra el diagrama de la metodología que se utilizó para clasificar las actividades en medianas, ligeras y pesadas. Los trabajos muy pasivos no son aptos para medirse con el ritmo cardiaco, ya que este no tendrá mucha variación y siempre tendrá un ritmo cardiaco normal. Otra, es que hay que tener cuidado ya que la frecuencia cardiaca se puede ver afectada por causas de estrés, que incluyen calor, humedad, nivel emocional, tensión mental o alguna enfermedad.
1 Ana Isela García Acosta es Profesor del Departamento de la División de Estudios de Posgrado e Investigación del Instituto Tecnológico de Cd. Juárez, México. [email protected] 2 Dr. Jorge de la Riva Rodríguez es Profesor del Departamento de la División de Estudios de Posgrado e Investigación del Instituto Tecnológico de Cd. Juárez, México [email protected] 3 El Dr. Jaime Sánchez Leal es Profesor del Departamento de la División de Estudios de Posgrado e Investigación del Instituto Tecnológico de Cd. Juárez, México [email protected]
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --167-- 13 al 15 de abril de 2011

Figura 1. Diagrama de Flujo de la Metodología
a) Se Selecciona la Operación a Estudiar
Será necesario primeramente obtener información general de la tarea a estudiar como: Definir un trabajador calificado, actividades realizadas en la tarea, identificar las herramientas y equipo utilizado, períodos de trabajo y descanso, unidades producidas o de servicio, eficiencia de la estación de trabajo.
b) Análisis de Muestreo
ACTIVIDAD
RITM
O CA
RDIA
CO
PSPPPMTPMMSPMMLIHPTHMECMDCMADCMCH
130
120
110
100
90
80
70
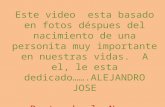
Boxplot of RITMO CARDIACO by ACTIVIDAD
Figura 2. Diagrama de Caja del Ritmo Cardiaco
Se realizó un análisis de varianza (ANOVA) para datos auto correlacionados, debido a que en un ANOVA regular se
tienen los supuestos básicos del modelo general que son: la independencia, la aleatoriedad de los datos, varianza constante
Inicio
Se selecciona la operación a estudiar
Análisis de Muestreo
Se hace el muestreo físicamente
El Suunto toma el ritmo cardiaco en las actividades
Se relaciona el ritmo cardiaco contra su actividad
Análisis estadístico del Muestreo
Se predice con la base de datos los niveles de actividades en ligero, moderado y pesado
Fin
c) Se Relaciona el Ritmo Cardiaco Contra su Actividad Se agrupan los datos de cada actividad y se saca su
media del ritmo cardiaco utilizando el programa minitab por medio de un análisis de varianza regular.
d) Análisis Estadístico del Muestreo Primeramente se realizó un diagrama de caja para ver el
comportamiento de cada actividad y su respectiva media; en caso de mostrar en alguna actividad valores atípicos, estos valores se eliminaron de la base de datos hasta encontrar un análisis del diagrama de caja sin valores atípicos. Figura 2.
Primero, se puso en reposo a la persona por un tiempo de 15 minutos, de esta manera obtener su ritmo cardiaco en reposo, para lo cual se coloca una cintilla del equipo “Sunnto Smart Belt” en el pecho; con el sensor de lado del corazón, se graban en la memoria del aparato 10 minutos los datos del ritmo cardiaco, una vez concluido se retira el equipo Suunto y se queda grabado el ritmo cardiaco. El segundo paso, es desempeñando un esfuerzo físico por parte del trabajador, para esto se coloca nuevamente el equipo y se comienza simultáneamente el muestreo del ritmo cardiaco y físicamente, tomando datos cada 5 minutos, para poder hacer una base de datos de las actividades y su ritmo cardiaco correspondiente. El muestreo se realizó en forma simultánea (ritmo cardiaco y físicamente).
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --168-- 13 al 15 de abril de 2011

y la normalidad de los datos. En esta investigación nuestros datos están autocorrelacionados, y el supuesto de independencia en un ANOVA regular no se cumple, ya que al realizar el muestreo, las observaciones están tomadas secuencialmente sobre el tiempo o espacio, por eso realizamos un ANOVA para datos auto correlacionados. (Sánchez L. Jaime, et al 2009).
Para analizar la información se usó series de tiempo que siguen un modelo autorregresivo de orden p, AR(p). Para corregir la deficiencia en los supuestos, se introdujo una variable de retraso en el modelo. Se muestra el modelo donde las observaciones son una serie de tiempo con un modelo AR de primer orden: ittiiit yy εβτµ +++= − )1( Para i=1,…a y t=1,…,T
donde: β = coeficiente de autoregresión con retraso de un periodo, ijε = el error de la observación del tratamiento i-esimo en el periodo t.
Se verifica la autocorrelación parcial.-
Lag
Part
ial A
utoc
orre
lati
on
35302520151051
1.0
0.8
0.6
0.4
0.2
0.0
-0.2
-0.4
-0.6
-0.8
-1.0
Partial Autocorrelation Function for RITMO CARDIACO(with 5% significance limits for the partial autocorrelations)
Figura 3. Gráfica de Autocorrelación Parcial
General Linear Model: RITMO CARDIACO versus ACTIVIDAD Factor Type Levels Values ACTIVIDAD fixed 8 B, CO, IN, L, LB, LM, LV, T Analysis of Variance for RITMO CARDIACO, using Adjusted SS for Tests Source DF Seq SS Adj SS Adj MS F P Lag 1 1 18657.9 4232.0 4232.0 70.04 0.000 ACTIVIDAD 7 1364.2 1364.2 194.9 3.23 0.003 Error 2 7976.1 7976.1 60.4 Total 140 27998.1 S = 7.77334 R-Sq = 71.51% R-Sq(adj) = 69.79%
Term Coef SE Coef T P Constant 42.605 7.467 5.71 0.000 Lag 1 0.59177 0.07071 8.37 0.000
Cuadro 1. Estimación del Modelo General con una Variable de Retraso
Se verifican los supuestos básicos.-
Se verifica si los datos presentan una distribución normal, se realiza una prueba de Anderson – Darling, donde se prueban las siguientes hipótesis: H0: Los datos presentan una distribución normal, H1: Los datos no presentan una distribución normal Donde la regla de rechazo es: se rechaza la H0 (hipótesis nula) si p-value < α; y en esta investigación tomamos un nivel de significancia de 0.05 (α). Se muestra en la figura 4, un p-value 0.964 mayor de 0.05 se tiene como conclusión: Se rechaza H0, si tenemos suficiente evidencia para decir que los datos presentan una distribución normal
Otro de los supuestos es la igualdad de varianzas, se realiza la prueba de igualdad de varianzas de Bartlett’s en minitab, donde se prueban las siguientes hipótesis: Planteamiento de Hipótesis: H0: Las varianzas de las actividades son iguales, H1: Las varianzas de las actividades son diferentes Donde se rechaza H0
Para demostrar la autocorrelación parcial de los datos obtenidos en el muestreo, hacemos el análisis en el programa minitab y se calcula la gráfica de la siguiente manera: Stat>Time Series>Auto correlación. Se muestra un ejemplo de auto correlación parcial en la figura 3.
de que los datos tienen varianzas iguales si P < α, y tomamos un nivel de significancia de 0.05.
Se estima el modelo para verificar la hipótesis.- Se realizó un análisis de varianza (ANOVA) con el modelo lineal general en el Software minitab, de los datos tomados en el muestreo, con una variable de retraso llamada lag 1.
Para verificar el efecto de los tratamientos se prueban las siguientes hipótesis: Planteamiento de Hipótesis:
H0: μ1= μ2 = μ3 = μn ,H1: por lo menos un par de medias del ritmo cardiaco es diferente. Se rechaza la H0 (hipótesis nula) si p-value < α; y en esta investigación tomamos un nivel de significancia de 0.05 (α). Donde el p-value 0.003 es menor de 0.05, en este caso se tiene como conclusión: Se rechaza H0, y tenemos suficiente evidencia para decir que por lo menos un par de medias del ritmo cardiaco es diferente. Ver cuadro 1.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --169-- 13 al 15 de abril de 2011

Como se puede observar en la figura 5, Se obtuvo un p-value de 0.741> 0.05 por eso concluimos que: Aceptamos H0
y no tenemos suficiente evidencia para decir que las actividades presentan varianzas diferentes. En este estudio, se cumplió con el supuesto de varianzas iguales.
ACT
IVID
AD
95% Bonferroni Confidence Intervals for StDevs
TR,QV,PR
JR
EM
D
CV,PR
C
20151050
Bartlett's Test
0.843
Test Statistic 2.73P-Value 0.741
Levene's Test
Test Statistic 0.41P-Value
Test for Equal Variances for RESI1
Figura 5. Prueba de Igualdad de Varianzas de Bartlett’s
e) Se Predice con la Base de Datos los Niveles de Actividades Ligero, Moderado y Pesado.
Para poder definir en esta investigación el nivel de actividades en ligero, moderado y pesado se tomó como base el ritmo cardiaco del estudio de Astrand y Rhodahl que en el año de 1977 definieron y establecieron una clasificación de actividades de acuerdo a la severidad del trabajo y se presentó en tres términos diferentes. La clasificación del ritmo cardiaco para poder determinar la severidad del trabajo se observa en la cuadro 2. (Balderrama, 2008).
Intensidad del Trabajo Vo2 (lt/min) Frecuencia Cardiaca (latidos/min) Gasto Energético (Kcal/min)
Trabajo Ligero <0.5 <90 <2.5 Trabajo Moderado 0.5-1.0 90-110 2.5-5
Trabajo Pesado 1.0-1.5 110-130 5-7.5 Trabajo Muy Pesado 1.5-2.0 130-150 7.5-10
Trabajo Extremadamente Pesado >2.0 150-170 >10
Cuadro 2. Intensidad de Trabajo (Adaptada de Astrand y Rhodahl,1977)
Para definir el nivel de actividad basado en la actividad en los datos del muestreo de trabajo, consiste en que a cada actividad se le pone el nivel de actividad correspondiente como se observa en cuadro 3 (Clasificación de las actividades en intervalos), después se analiza el ritmo cardiaco de la actividad y en base a éste se compara en que rango corresponde su ritmo cardiaco, y en la columna de nivel de actividad basada en el ritmo cardiaco se pone el nivel de actividades al que pertenece el ritmo cardiaco, sin importar a que actividad pertenece.
CLASIFICACION DE ACTIVIDADES EN INTERVALOS
CLASIFICACION DE
ACTIVIDADES CODIGO ACTIVIDAD MEDIA
Ligero CMAD, D, HM, I, Cargar madera caminando, Desayunando, Hacer mediciones, Inactivo. < 90
Moderado CH, ECM, HPT , Cambiar herramienta en maquina, Ensamblando cortes en base de madera, Hacer perforaciones con taladro. 90-110
Pesado PS Poniendo sargentos a madera. 110-130
Cuadro 3. Ejemplo de Clasificación de las Actividades en Intervalos Esto se hace con la finalidad de comparar lo real contra lo predicho y poder sacar un porcentaje de aparición de cada
nivel de actividad y también obtener el porcentaje de error que se tuvo esta investigación. Ver cuadro 4.
Standardized Residual
Perc
ent
43210-1-2-3-4
99.9
99
9590
80706050403020
10
5
1
0.1
N 167AD 0.148P-Value 0.964
Normal Probability Plot of the Residuals(response is RITMO CARDIACO)
Figura 4. Prueba de Normalidad de los Residuales
de Anderson Darling
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --170-- 13 al 15 de abril de 2011

ORDEN DE LA ACTIVIDAD Y SU PREDICCION
CODIGO DE LA
ACTIVIDAD DESCRIPCION DE LA ACTIVIDAD RITMO
CARDIACO
NIVEL DE ACTIVIDAD, BASADA EN LA
DESCRIPCION DE LA ACTIVIDAD
PREDICCION DEL NIVEL DE ACTIVIDAD,
BASADA EN EL RITMO CARDIACO
CH Cambiar herramienta en máquina 85 Moderado Ligero
CH Cambiar herramienta de sierra 84 Moderado Ligero
CH Cambiar herramienta de sierra 92 Moderado Moderado
Cuadro 4. Comparación del Nivel de Actividad Comparación de las Actividades Reales Contra lo Predicho Se muestra el resultado del análisis de lo predicho del muestreo de trabajo por medio del ritmo cardiaco en el cuadro 5.
PORCENTAJE DE ACTIVIDADES REALES CONTRA LO PREDICHO REAL PREDICHO
NIVEL FRECUENCIA DEL NIVEL DE ACTIVIDAD BASADA
EN LA ACTIVIDAD
PROPORCION DE LA ACTIVIDAD
(PORCENTAJE)
FRECUENCIA DEL NIVEL DE ACTIVIDAD BASADA EN EL RITMO CARDIACO
PROPORCION DEL RITMO CARDIACO
(PORCENTAJE) DIFERENCIA
LIGERO 146 0.8022 130 0.7143 0.0879
MEDIANO 31 0.1703 46 0.2527 -0.0824 PESADO 5 0.0275 6 0.0330 -0.0055
Cuadro 5. Porcentaje de Actividades Reales Contra lo Predicho
Conclusión: Se tiene un mínimo de error del 0.55 % y un máximo de error del 8.79 % al predecir con el ritmo cardiaco el nivel de actividad que la persona presentó en las actividades al realizar el muestreo de trabajo por medio del ritmo cardiaco.
Prueba de Homogeneidad del Nivel de Actividad Real Contra lo Predicho Se realizó una prueba ji-cuadrada para comparar si el nivel de actividad del muestreo que se realizo es igual al hacer una
simulación con el ritmo cardiaco y no hacer físicamente el muestreo. Se tomó un nivel de significancia 0.05. Se muestra en cuadro 6.
REAL SIMULADO Total 1 146 130 276 138.00 138.00 0.464 0.464 2 31 46 77 38.50 38.50 1.461 1.461 3 5 6 11 5.50 5.50 0.045 0.045 Total 182 182 364 Chi-Sq = 3.941, DF = 2, P-Value = 0.139
Cuadro 6. Prueba Ji-Cuadrada del Nivel de Actividad Real Contra lo Predicho
Comentarios Finales
Al comparar la proporción del nivel de actividad que la persona presentó en las actividades al estar realizando su trabajo, con la proporción del nivel de actividad predicho basándose en el ritmo cardiaco, se tuvo un máximo de error del 10 %. Al realizar la prueba de homogeneidad del nivel de actividad real y predicho de cada uno de los muestreos, en cada uno se obtuvo como conclusión que no se tiene suficiente evidencia para decir el nivel de actividad del muestreo real no es igual al muestreo predicho. De manera similar se tiene evidencia para concluir que se puede predecir el nivel de actividad sin la necesidad de hacer el muestreo físicamente.
Prueba de Hipótesis: H0: El nivel de actividad del muestreo real es igual al muestreo predicho, H1: El nivel de actividad del muestreo real no es igual al muestreo predicho. Regla de Decisión: Se rechaza H0 si el valor p-value < α
Conclusión: Como p-value 0.139 > 0.05 Se acepta Ho, y no tenemos suficiente evidencia para decir el nivel de actividad del muestreo real no es igual al muestreo simulado (predicho). De manera similar se tiene evidencia para concluir que se puede predecir el nivel de actividad sin la necesidad de h l fí i
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --171-- 13 al 15 de abril de 2011

PORCENTAJE DEL NIVEL DE ACTIVIDAD REAL CONTRA LO PREDICHO
INTENDENTE CARPINTERO COCLISA ACT. FINAL COCLISA ACT. INTERMEDIA
NIVEL REAL PREDICHO REAL PREDICHO REAL PREDICHO REAL PREDICHO LIGERO 0.1268 0.1567 0.8022 0.7143 0 0.0909
MEDIANO 0.4776 0.5522 0.1703 0.2527 1 0.9181 0.4831 0.5506
PESADO 0.3955 0.2910 0.0275 0.0330 0 0.0545 0.5169 0.4494
INACTIVO 22 % 5 % 14 % 22 % 27 % 0 % 22 % 0 %
Cuadro 7. Porcentaje del Nivel de Actividad Reales Contra lo Predicho
Para calcular el porcentaje de inactivo de la persona, se contaron las veces que estuvo la persona inactiva en el muestreo físico y se comparó con el ritmo cardiaco que la persona tuvo cuando se realizaba el muestreo de trabajo con el equipo Suunto, se tomo como base un ritmo cardiaco medio de 80 para predecir que la persona estuvo inactiva, los resultados se observan en el cuadro 7 en el renglón de Inactivo. Si calculamos un ritmo cardiaco medio de 90 para predecir si la persona estuvo inactiva el porcentaje en la columna de predicho sería el mismo que esta en el nivel de actividad ligero, si se compara ese porcentaje con el porcentaje inactivo real se observaría también mucha diferencia.
Con esta metodología se llego a la conclusión que se puede usar el ritmo cardiaco para hacer muestreo de trabajo solo para identificar el nivel de actividades clasificadas en ligera, moderadas o pesadas de acuerdo al ritmo cardiaco. No para saber si la persona está inactiva o trabajando.
Con la base datos del ritmo cardiaco que se obtuvo en la investigación e identificar el nivel de actividad correspondiente, se hizo un estudio es el que se predijo el nivel de actividad tomando como base el ritmo cardiaco, y se tuvo como resultado que si se pudo predecir el nivel de actividad de acuerdo al ritmo cardiaco que el trabajador tuvo al realizar su trabajo.
Las ventajas de esta metodología son: no se requiere estar observando a la persona para identificar el nivel de actividad que realizó en su horario de trabajo, ya que es posible predecir el nivel de actividades realizadas por el trabajador basándose en el ritmo cardiaco. Otra ventaja de obtener el nivel de actividad de la persona en su trabajo es porque se puede balancear el trabajo de una persona cuando se observe una proporción de tiempo alto al realizar un trabajo pesado. Se puede hacer una rotación de las personas de manera que se establezca un tiempo del turno de trabajo para que trabajen la actividad de nivel pesado, luego se roten a otra estación de nivel ligero o mediano. Ya que se pone en riesgo la salud del trabajador al exponerlo a un trabajo pesado durante un período de tiempo de 8 hrs.
Referencias
Anderson D., Sweeney D., Williams T. (2005). Estadística para Administración y Economía, Thomson 8a Edición, Mexico.
Balderrama C. (2008). Tesis: Determinación de Tolerancias Aplicables a Tiempos Estándar Ocasionadas por la Disminución Natural de las Capacidades
de los Trabajadores, ITCJ, Juárez, México
De la Riva Jorge, Sánchez J., Balderrama O., De la Riva J. (2007). A New Way to do a Work Sample Study, ITCJ, Juárez, México.
García R. (2005). Estudio del Trabajo, Ingeniería de Métodos y Medición del Trabajo, Mc Graw Hill, Segunda Edición, México.
Kanawaty G. (2005). Introducción al Estudio del Trabajo, Limusa, 4ª edición, México.
Niebel B., Freivalds A. (2007). Ingeniería Industrial, Métodos, Estándares y Diseño del Trabajo, Alfaomega, 11a Edición, Mexico.
Salvendy G. (2005). Manual de Ingeniería Industrial, Limusa, Edición presentada en dos tomos, volumen 1, México.
Sánchez J., Dagda J., De la Riva J., García A., Hijar H. (2009) Anova para Datos Auto correlacionados Usando Minitab, ITCJ, Juárez, México.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --172-- 13 al 15 de abril de 2011

Modelo Multicriterio para Localización de una Bodega de Productos Agrícolas
Jorge Luis García Alcaraz Dr1, Aidé Araceli Maldonado Macías Dra2, Cely Celine Ronquillo Chávez3
Algunas aplicaciones de casos de estudio relacionados con la localización de bodegas y plantas industriales se pueden encontrar en Gu et al. (2010), quienes analizan el sistema de distribución de partes y cómo identificar el mejor lugar para la distribución de partes eléctricas de un fabricante automotriz en Estados Unidos de América, Min et al. (2005) usan algoritmos genéticos para direccionar clientes a los almacenes de distribución que hacen pedidos por correo electrónico, Trimbach (2007) hace un estudio comparativo de técnicas aplicadas a la selección de bodegas y la asignación de mano de obra a la misma, Zhou et al. (2003) hace un estudio con algoritmos genéticos para dirigir quejas de clientes a distintas centros de atención, Main (2003) hace una analisi para la localización de bodegas de
Resumen—La toma de decisiones relacionada con la ubicación de bodegas de distribución de productos es un problema complejo en el que se integran varios atributos, muchos de los cuales son ignorados por las técnicas económicas tradicionales. Por ello, en este artículo se presenta un caso de estudio en que se determina la mejor ubicación de una bodega de productos agrícolas en la ciudad de Guadalajara, Jalisco, México, donde se usó la técnica de Proceso de Jerarquía Analítica para resolver el problema, lo cual permitió evaluar simultáneamente varios atributos y que fueran varias las personas que intervinieran. La técnica resultó ser eficiente y aceptada por los usuarios de la misma.
Palabras claves—AHP, localización, nuevas instalaciones, evaluación multicriterio.
Introducción Coahuayana de Hidalgo es un municipio costero en el estado de Michoacán, México. Según el Instituto Nacional de Estadistica Geografia e Informática (INEGI, 2008), en el año 2008 se tenía una superficie sembrada de 16417 hectáreas de temporal y 38758 hectáreas sembradas con cultivos de árboles frutales y se considerada que forma parte del Valle de Tecomán, conocida como la capital mundial del limón, debido a la alta producción que se tiene de ese cítrico. Otros de los principales productos agrícolas son el plátano, la papaya, guanábana, coco, naranja, jitomate, chile, entre otros. Sin embargo, este municipio tiene solamente 12634 habitantes, según el censo de población y vivienda del año 2010 (INEGI, 2010), por lo que la mayor parte de los productos agrícolas se deben de transportar y llevar a otros mercados, en el que se consumen, tales como el de Guadalajara en Jalisco, Jiquilpan, Morelia y Zamora en Michoacán, Colima y Villa de Álvarez en Colima y México en el Distrito Federal. Para ello, los productores agrícolas se organizan como ejidatarios para el sistema de producción y como sociedades de producción rural y cooperativas para la distribución de sus productos y es en esta etapa donde ellos se ven obligados a identificar mercados y establecer bodegas de almacenamiento, dado que sus frutas son altamente perecederos y deben ofrecer condiciones especiales de conservación, las cuales deben estar lo más cerca posible de sus clientes y mercados. Frecuentemente, las frutas se cosechan verdes en Coahuayana de Hidalgo y se transportan a las bodegas, donde se almacenan y se maduran, según la demanda el mercado. La importancia de la localización de bodegas y plantas de producción ha llamado la atención del sector académico y se encuentran reportes en la literatura, donde se exponen casos de estudio y aplicaciones de diferentes técnicas. Por ejemplo, Piergiovanni y Santarelli (2001) declaran que la ubicación de la empresa es uno de los problemas principales a los que se enfrentan desde su inicio, incluso antes de su creación y es uno de los factores determinantes para su éxito o fracaso; sin embargo, declaran que se le brinda poca importancia a este tema, por lo que sugieren una profunda investigación antes de realizar cualquier inversión. Por su parte Seyf (2001) declara que el acercamiento a los mercados vírgenes es el factor más importante al momento de decidir la localización. En el mismo sentido, Holmes (1999) declara que este problema debe ser resuelto desde diferentes enfoques y sugiere el acercamiento a los clientes y la búsqueda de materias primas como factores principales.
1 Jorge Luis García Alcaraz, Dr. Es profesor investigador del Departamento de Ingeniería Industrial y Manufactura del Instituto de Ingeniería y Tecnología de la Universidad Autónoma de Ciudad Juárez. [email protected] (autor corresponsal)
2 Aidé Araceli Maldonado Macías, Dra. Es profesora investigadora del Departamento de Ingeniería Industrial y Manufactura del Instituto de Ingeniería y Tecnología de la Universidad Autónoma de Ciudad Juárez. [email protected]
3 Cely Celine Ronquillo Chávez, ME. Es profesora investigadora del Departamento de Economía del Instituto de Ciencias Sociales y Administración de la Universidad Autónoma de Ciudad Juárez. [email protected]
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --173-- 13 al 15 de abril de 2011

metales en Londres, define los criterios de este problema y hace una propuesta de integrar este proceso con Justo a Tiempo (JIT, del inglés, Justo a Tiempo), Mineo y Plaja (1999) usan la técnica de análisis dimensional, donde integran varias variables y buscan identificar matrices de similitudes y desimilitudes para proponer la mejor ubicación de bodegas distribuidoras de componentes eléctricos para una empresa automotriz. Recientemente, Ruffler (2008) presenta un listado de los beneficios que se pueden obtener si se establecen bodegas en las cercanías de los clientes, específicamente si éstas se establecen en las ciudades. No acercarse a los clientes, puede ser causa de fracaso empresarial. Así, se puede observar que la ubicación de una bodega de distribución es un factor importante y merece ser estudiado con diferentes criterios, lo cual es soportado por Huisman y Wissen (2004) al declarar que un enfoque multiatributos y multicriterio puede dar buenos resultados, ya que permite la integración de variables no económicas en los modelos, el cual es la práctica tradicional de la industria. Es por ello que en este artículo se presenta un modelo multicriterio para la toma de decisiones en la localización de una bodega de plátanos para una sociedad cooperativa de Coahuayana de Hidalgo, en la que se tenían tres lugares en evaluación en la ciudad de Guadalajara, en Jalisco, México. El modelo se basa en el Proceso de Jerarquía Analítica, en el que se integran seis variables o criterios principales de estudio, como son la accesibilidad, distancia, seguridad, necesidades, aceptación social y costos. Estos criterios son estructurados en jerarquías y ponderados según los niveles de preferencia que tiene un grupo de decisión formado por integrantes de la Sociedad Cooperativa (SC) que usó el modelo. . El presente artículo se encuentra dividido en cuatro secciones principales; en la primera se presenta un Resumen del trabajo, en la segunda la Introducción, en la tercera la Metodología propuesta y finalmente en la cuarta sección se presentan los Resultados obtenidos.
Método
La metodología seguida para la solución de este problema de selección de la mejor ubicación se dividió en dos fases, la primera se denomina de información y la segunda de evaluación; mismas que se representan en la Figura1 y se exponen en los siguientes párrafos.
Fase de Información En esta fase se recolectó la información necesaria para la toma de la decisión; misma que debe ser utilizada en la
siguiente fase; la cual se divide en siete actividades clave, las cuales se exponen a continuación. Con ayuda del representante legal de la SC se formó un grupo de decisión con cuatro personas conocedoras de
los objetivos de la empresa y de las zonas candidatas para establecer la bodega, los cuales en una reunión determinaron los principales objetivos de inversión tecnológicos que se tenían.
De la misma manera, se realizaron análisis de las fuerzas y debilidades que la SC tiene; esto con la finalidad de determinar el tamaño de la bodega a construir; además se expusieron las capacidades de producción de los integrantes de la SC y de las variedades de plátano que pueden ofrecer y se estimó la demanda para cada uno de éstos. Con la información anterior, se procedió a identificar la macrolocalización, la cual es en la ciudad de Guadalajara y su área metropolitana, no se tiene la ubicación exacta que debe ocupar la bodega y en eso consiste este problema de selección. La SC tiene tres ofertas de venta de terreno sobre el cual puede construir y que se identifican como Z1, Z2 y Z3
Dado que las diferentes zonas en evaluación tienen distintas características, entonces se procedió a generar una lista los principales atributos que se debían evaluar. Los seis atributos que se consideraron convenientes evaluar son
, las cuales tienen características diferentes.
FASE DE INFORMACIÓN1. Formación de un grupo de decisión2. Identificación de los objetivos de la SC3. Análisis de fuerzas – debilidades 4. Identificación de las posibles alternativas de solución5. Determinación de los atributos a evaluar 6. Explicación de la metodología AHP al grupo7. Determinación de la estructura del problema
FASE DE EVALUACIÓN
1. Determinación de la ponderación de los criterios, atributos y análisis de sensibilidad2. Resumir la información de la estructura3. Elegir la mejor alternativa
RETROALIMENTACIÓN
Figura 1. Metodología
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --174-- 13 al 15 de abril de 2011

la accesibilidad a la bodega, distancia, seguridad, necesidades, aceptación y costos. Estas se definen brevemente a continuación y se indica una abreviación que se usa a lo largo de este trabajo.
Accesibilidad (ACC). Se refiere a la facilidad con que se puede llegar a la bodega con el producto desde las zonas de cultivo al lugar en que se instale la bodega.
• Vías terrestres (VTE) • Vías Marítimas (VMA) • Vías Férreas (VFE)
Distancias (DIS). Se refiere a la distancia existente entre dos puntos cualquiera sobre el que se tienen que
movilizar los plátanos o personal para la bodega. • Distancia del hogar de los obreros a la bodega (HOB) • Distancia de la zona de cultivo a la bodega (PDB) • Distancia de la bodega a los clientes (BDC)
Seguridad (SEG). Se refiere a la percepción que tienen los miembros del grupo de decisión sobre aspectos de
seguridad en las tres zonas evaluadas. • Índice de robos (DEL) • Presencia de Pandillas (PPA) • Personal de seguridad (PSE) • Sistemas de seguridad (SSE)
Necesidades de la bodega (NEC). Este atributo se refiere a la facilidad con que se pueden conseguir servicios
para el buen funcionamiento de la bodega. • Personal calificado (PCA) • Maquinaria y equipo (MYE) • Energéticos (ENE) • Terreno (TER) • Servicios (SER)
Aceptación (ACE). Se refiere a la aceptación que puede tener la bodega en el entorno en que se planea
establecerla. Aceptación de la comunidad (ACO) Aceptación gubernamental (AGU)
Costos (COS). En este atributo se analizan los costos en que se incurre por el transporte del producto, los
sueldos y salarios de los operadores de maquinaria y administradores, entres otros. • Abastecimientos (ABA) • Distribución (DIT) • Sueldos y salarios (SSA) • Energéticos (ENG) • Seguros (SEG)
Con los atributos anteriores, se procedió a explicar la técnica que fue usada para la evaluación, la cual fue AHP,
misma que fue desarrollada por Thomas Saaty en 1980 y pertenece a la familia de técnicas multicriterio y multiatributos, según Saaty (1992) y Saaty (1994). Para Gass y Rapcsak (2004), AHP descompone un problema complejo en jerarquías, en la que cada nivel es descompuesto en elementos específicos. El objetivo principal se coloca en el primer nivel, los atributos, subatributos y alternativas de decisión se listan en los niveles descendientes de la jerarquía. AHP analiza los factores en el proceso de decisiones sin requerir que éstos se encuentren en una escala común. La escala mediante la cual se realizan las comparaciones apareadas es la que se lista en la Tabla 1.
La comparación apareada del elemento i con el elemento j es colocado en la posición de aij de la matriz A de
comparaciones apareadas, como se muestra en (1). Los valores recíprocos de estas comparaciones son colocados en la posición aji de A, con la finalidad de preservar la consistencia del juicio. El decisor participante deberá comparar la importancia relativa de un elemento con respecto a un segundo, usando la escala de 9 puntos mostrada en la Tabla
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --175-- 13 al 15 de abril de 2011

1. Por ejemplo, si el elemento uno fue calificado con fuerte dominancia sobre el elemento 2, entonces en la posición a12 se coloca un 5 y recíprocamente en la posición de a21
se coloca 1/5.
=
1......11.........
......11
......1
2
212
112
aan
aa
aa
An
n
(1)
Según Beynon (2002), una vez que se han realizado las comparaciones apareadas, el problema de selección se reduce al cálculo de eigenvalores y eigenvectores, los que representan las prioridades y el índice de consistencia del proceso de evaluación, respectivamente.
Por lo general se tiene: A * w =λ*w (2)
Donde: A = Matriz recíproca de comparaciones apareadas (juicios de importancia/preferencia de un criterio sobre otro) w= Eigenvector del máximo eigenvalor λ = Máximo eigenvalor Otra de las ventajas del uso de AHP que manifiesta Harker y Vargas (1987) es que esta técnica facilita el
consenso entre las personas que actúan como decisores cuando se trabaja en grupos, al facilitar la comunicación entre ellos. Además AHP permite identificar y tomar en cuenta las inconsistencias de los decisores, ya que rara vez estos son consistentes en sus juicios con respecto a factores cualitativos. Condon (2003) manifiesta que AHP incorpora en el análisis un Índice de Consistencia (IC) y una Relación de Consistencia (RC); el RC es usado para medir la calidad de los juicios emitidos por un decisor. Se considera que un RC menor a 0.10 es aceptable, en caso de que sea mayor se deberá pedir al decisor que haga sus valoraciones ó juicios nuevamente.
1−−
=n
nIC MAXλ
IAICRC =
(3)
(4)
Importancia Definición Explicación
1 Igual importancia Dos elementos contribuyen idénticamente al objetivo.
3 Dominancia débil
La experiencia manifiesta que existe una débil dominancia de un elemento sobre otro.
5 Fuerte dominancia
La experiencia manifiesta una fuerte dominancia de un elemento sobre otro.
7 Demostrada dominancia
La dominancia de un elemento sobre otro es completamente demostrada.
9 Absoluta dominancia
Las evidencias demuestran que un elemento es absolutamente dominado por otro.
2, 4, 6, 8 Valores intermedios Son valores intermedios de decisión.
1/9, 1/8…..1/2
Valores Recíprocos Ocupan las posiciones transpuestas de una asignación
Tabla 1. Escala de 9 puntos para comparaciones apareadas
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --176-- 13 al 15 de abril de 2011

El índice RC está en función de IC y de IA, donde esta último representa un Índice Aleatorio. Así, RC representa una medida del error cometido por el decisor, donde éste debe ser menor al 10% del Índice Aleatorio (IA). La Tabla 2 muestra los IA para valores de 3 a 10.
En la solución del problema participó más de un decisor, por lo que se deben sumar y promediar los juicios de los
decisores; Mikhailov (2004) sugiere que la media geométrica se use como promedio cuando se suman las evaluaciones en una matriz de decisión final; véase la ecuación (5).
n
ijnijijijijT aaaaa /1321 )*.....***(= (5)
Determinación de la estructura del problema
La determinación de las variables y la comprensión de la técnica AHP permiten la estructuración del problema en forma gráfica, la cual consiste en organizar por niveles jerárquicos el objetivo perseguido, los criterios, subcriterios y las posibles alternativas. La estructura de primer nivel se ilustra en la Figura 2 y las estructuras de segundo nivel en las Figuras 3, 4, 5, 6, 7 y 8.
Distancias
Bodega aClientes
Plantíos abodega
Hogar deObreros yBodega
Zona 1 Zona 3Zona 2
Figura 4. Estructura de Distancias
Accesibilidad
Vías FérreasVías MarítimasVías Terrestres
Zona 1 Zona 3Zona 2
Figura 3. Estructura de Accesibilidad
Localización dela Bodega
Accesibilidad CostosAceptaciónNecesidadesSeguridadDistancia
Zona 1 Zona 3Zona 2
Figura 2. Estructura de Primer Nivel
n 3 4 5 6 7 8 9 10 IA 0.58 0.90 1.12 1.24 1.32 1.41 1.45 1.49
Tabla 2 Índices Aleatorios de Consistencia
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --177-- 13 al 15 de abril de 2011

Fase de Evaluación Para estimar las ponderaciones de los atributos y subatributos, se realizan comparaciones apareadas (ca) por niveles y se agregan a una matriz, la cual tiene la propiedad de ser reciproca positiva. Las comparaciones apareadas de los atributos con respecto al objetivo de localización se indican en la tabla 3, las correspondientes comparaciones apareadas de los subatributos con respecto a los atributos se exponen se omiten por restricciones de espacio. En la columna w se representa la ponderación asignada al elemento en comparación y es obtenido mediante la solución de la ecuación (2), en la que se normaliza en eigenvector del máximo eigenvalor de la matriz de ca. Entre paréntesis se indica el índice rc. Una vez que se han obtenido las diferentes ponderaciones de los atributos y subatributos, se procede a realizar un resumen de la información. El resumen de la información se detalla en la tabla 4 y basados en la última fila, se concluye que se debe de elegir la alternativa identificada como z3.
Resultados y Discusión Al final de este proyecto de inversión se logró aplicar una metodología multicriterio para la selección de una
localización para una bodega de plátanos, la cual integra seis atributos de evaluación y éstos se dividían a su vez en subatributos, mismos que son de carácter cuantitativo y cualitativo. Basados en la aplicación de la metodología, ésta se califica como eficiente según declaraciones del grupo de decisión que la utilizaron y demás miembros de la SC que se familiarizaron con la misma; aunque debe recordarse que esta metodología y ponderaciones responden a las necesidades de la empresa que la ejecutó y a las preferencias del grupo de decisión encargado de llevarla a cabo. Cualquier otra empresa que aplique la metodología, debe ajustarse a las necesidades propias que ésta tenga.
Criterios AAC DIS SEG NEC ACE COS w AAC 1 5 2 1/2 1/3 1 0.1364 DIS 1/5 1 1/12 1/7 1/9 1/3 0.0357 SEG 1/2 2 1 1/4 1/6 1/2 0.0652 NEC 2 7 4 1 1/2 2 0.2442 ACE 3 9 6 2 1 3 0.3939 COS 1 3 2 1/2 1/3 1/3 0.1246
Tabla 3. CA de los Criterios (0.00608)
Costos
Abastecimiento SegurosEnergéticosSueldos ySalariosDistribución
Zona 1 Zona 3Zona 2
Figura 8. Estructura de Costo
Aceptación
AceptaciónGubernamental
Aceptación dela Comunidad
Zona 1 Zona 3Zona 2
Figura 7. Estructura de Aceptación
Necesidades dela Bodega
PersonalCalificado ServiciosTerrenoEnergéticosMaquinaria y
Equipo
Zona 1 Zona 3Zona 2
Figura 6. Estructura de Necesidades de la Bodega
Seguridad
Personal deSeguridad
Presencia dePandillas
Índice deRobos
Zona 1 Zona 3Zona 2
Sistemas deSeguridad
Figura 5. Estructura de Seguridad
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --178-- 13 al 15 de abril de 2011

Referencias Bengü, H. and Can, A. V. “An evaluation about the importance of criteria determining the allocation sequence in step-down allocation of manufacturing overhead costs”, Ege Academic Review. Vol. 10 Issue 3, p751-771. 2010. Beynon, M. “DS/AHP method: A mathematical analysis, including an understanding of uncertainty”. European Journal of Operational Research. 140 : pp 148-164. 2002.
Condon, E. “A visualization model based on adjacency data”, Decision Support Systems. 33 : 349-362. 2002.
Gass, S. and Rapcsak, T. Singular value decomposition in AHP. European Journal of Operational Research. 154 : 573-584. 2004.
Gu, J., Goetschalckx, M. and McGinnis, L. F. “Solving the forward-reserve allocation problem in warehouse order picking systems”, Journal of the Operational Research Society, 61(6). 2010 .
Harker, P. T. and Vargas L. G. “The theory of ratio scale estimation: Saaty's Analytic Hierarchy Process”. Management Science. 33 : 1383-1403. 1987.
Holmes, T. “Localization of industry and vertical disintegration”. The Review of Economics and Statistics. 81(2) : 314-325. 1999.
Huisman, C. and Wissen, L. “ Localization effects of firm startups and closures in the Netherlands”, Annals of Regional Science. 38 : 291-310. 2004.
Main, P. “Approving Locations for LME Warehouses”, E&MJ: Engineering & Mining Journal, Vol. 204 Issue 3, p38-41. 2003.
Mikhailov, L. “Group prioritization in the AHP by fuzzy preference programming method”, Computers & Operations Research 31 : 293–301. 2004.
Min, H., Gengui, Z., Gen, M. and Zhenyu, C. “ A genetic algorithm approach to the balanced allocation of customers to multiple warehouses with varying capacities”, International Journal of Logistics: Research & Applications, Vol. 8 Issue 3, p181-192. 2005.
Mineo, A. M. and Plaja, A. “Multidimensional scaling and stock location assignment in a warehouse: an application”, Applied Stochastic Models in Business & Industry, Vol. 15 Issue 4, p387-392. 1999.
Piergiovanni, R. And Santarelli, E. “Patents and the Geographic Localization of R&D Spillovers in French Manufacturing”. Regional Studies. 35 (8): 697-702. 2001.
Ruffler, A. “Warehouse location planning: the benefits of bringing warehouses into the city”. Logistics & Transport Focus, Vol. 10 Issue 11, p25-27. 2008.
Saaty, T. “What is relative measurement? The ratio scale phantom”. Mathematical and Computer Modeling, 17 (4), 1-12. 1993.
Atributos Subatributos
w
w Respecto a Subatributos w Total Z1 Z2 Z3 Z1 Z2 Z3
ACC 0.1364
VTE 0.5954 0.2499 0.0688 0.6813 0.0203 0.0056 0.0553 VMA 0.1283 0.3332 0.0751 0.5917 0.0058 0.0013 0.0104 VFE 0.2764 0.2426 0.6694 0.0879 0.0091 0.0252 0.0033
DIS 0.0357
HOB 0.0887 0.309 0.1095 0.5816 0.001 0.0003 0.0018 PDB 0.5591 0.5584 0.122 0.3196 0.0111 0.0024 0.0064 BDC 0.3522 0.1634 0.5396 0.297 0.0021 0.0068 0.0037
SEG 0.0652
DEL 0.2333 0.3234 0.089 0.5876 0.0049 0.0014 0.0089 PPA 0.058 0.1958 0.4934 0.3108 0.0007 0.0019 0.0012 PSE 0.5993 0.2402 0.2098 0.5499 0.0094 0.0082 0.0215 SSE 0.1095 0.2385 0.1365 0.625 0.0017 0.001 0.0045
NEC 0.2442
PCA 0.0968 0.3874 0.1692 0.4434 0.0092 0.004 0.0105 MYE 0.0592 0.1929 0.701 0.1061 0.0028 0.0101 0.0015 ENE 0.2401 0.1919 0.6337 0.1744 0.0113 0.0372 0.0102 TER 0.184 0.122 0.3196 0.5584 0.0055 0.0144 0.0251 SER 0.42 0.309 0.1095 0.5816 0.0317 0.0112 0.0597
ACE 0.3939
ACO 0.6666 0.2499 0.0688 0.6813 0.0656 0.0181 0.1789 AGU 0.3333 0.297 0.1634 0.5396 0.039 0.0215 0.0708
COS 0.1246
ABA 0.1242 0.637 0.2583 0.1047 0.0099 0.004 0.0016 DIT 0.0598 0.2385 0.625 0.1365 0.0018 0.0047 0.001 SSA 0.4412 0.1852 0.2562 0.6586 0.0102 0.0141 0.0362 ENG 0.2761 0.2684 0.1172 0.6144 0.0092 0.004 0.0211 SEG 0.0986 0.1571 0.5936 0.2493 0.0019 0.0073 0.0031
Suma 0.2642 0.2046 0.5368 Tabla 4. Resumen de la Información
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --179-- 13 al 15 de abril de 2011

Saaty, T. Decision Making for Leaders, 2ª edition. RWS Publication. Pittsburgh, USA. pp 78-96. 1992.
Trimbach, J. “Benchmarking lime Allocation for Warehouse Employees Part 1: Use of Warehouse Capacity”. HVACR Distribution Business, p 44-45. 2007.
Zhou, G., Min, H. and Gen, M. “A Genetic Algorithm Approach to the Bi-criteria Allocation of Customers to Warehouses”, International Journal of Production Economics, v. 86, iss. 1, pp. 35-45. 2003.
Notas Biográficas Jorge Luis García Alcaraz, es Ingeniero Industrial y Maestro en Ciencias en Ingeniería Industrial por el Instituto Tecnológico de Colima y Doctor en Ciencias en Ingeniería Industrial por el Instituto Tecnológico de Ciudad Juárez. Sus líneas de investigación son la teoría de decisión multicriterio y multiatributos, estadística multivariada y análisis estadístico de problemas sociales. El resultado de sus investigaciones se han publicado en el International Journal of Industrial Engineering –Theory, Applications and Practices -, Revista Contaduría y Administración, Revista Agricultura Técnica en México, Revista Agricultura Costarricense, entre otras. Cuenta con más de 50 ponencias en congresos y conferencias internacionales, es Candidato al Sistema Nacional de Investigadores de CONACYT y pertenece al Registro Conacyt de Evaluadores Acreditados (RCEA). Actualmente se desempeña como profesor investigador en el Instituto de Ingeniería y Tecnología de la Universidad Autónoma de Ciudad Juárez, donde imparte cátedra en la Maestría en Ingeniería Industrial, Doctorado en Ciencias en Ingeniería, donde es líder del cuerpo académico de Planeación Tecnológica y Diseño Ergonómico, mismo que está consolidado y es Líder del Núcleo Académico Básico del Doctorado en Ciencias en Ingeniería. Además colabora con la Universidad Nacional Autónoma de México en el Doctorado en Ciencias de la Administración, el CIATEC en el Posgrado Interinstitucional en Ciencia y Tecnología.
La Dra. Aide A. Maldonado-Macías es Profesora Investigadora de tiempo completo en la Universidad Autónoma de Ciudad Juárez, cuenta con una Certificación como Profesional Ergonomista en México, es miembro del Institute of Industrial Engineers (IIE). Ha participado con ponencias en Congresos Internacionales y publicado en el International Journal of Industrial Engineering. Actualmente dirige un proyecto con financiamiento PROMEP. La MCE Cely Celene Ronquillo Chávez es Profesora de Tiempo Completo del Programa de Economía de la Universidad Autónoma de Ciudad Juárez, estudios de maestría en Ciencias Económicas, con la tesis: Modelo macro-econométrico para el caso de México: Aplicaciones del modelo Mundell-Fleming. Actualmente, es candidata a doctora por la Universidad de Granada, España. Su línea de investigación se relaciona con el crecimiento económico. Tema de tesis doctoral: Efectos del desarrollo financiero sobre el crecimiento económico: aplicaciones a las economías de América Latina.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --180-- 13 al 15 de abril de 2011

Lizardo García Soto
Elaboración de un nuevo diseño basado en la gaita escocesa para mejora de su afinación
1, M.C. Julio César Arreola Frías2
1 Lizardo García Soto es estudiante de la Licenciatura en Ingeniería Mecatrónica en la Universidad Autónoma de Ciudad Juárez, Chihuahua. [email protected] (autor corresponsal) 2 El M.C. Julio César Arreola Frías es Profesor en el Departamento de Ingeniería Industrial y Manufactura del Instituto de Ingeniería y Tecnología en la Universidad Autónoma de Ciudad Juárez, Chihuahua. [email protected]
Resumen—En esta ponencia se muestra un nuevo diseño de la gaita escocesa para mejora de su afinación. El instrumento, originalmente utilizado en el folklor, ha tenido participación en música moderna. Al interactuar con distintos instrumentos, se registra una imprecisión en las mediciones de las frecuencias en los sonidos generados, que no ha sido revisadas conforme nuevos sistemas de afinación estandarizados. La elaboración de un nuevo diseño define la gaita en un sistema de afinación de extensa difusión que se adapta a sus características y disminuye el rango de variación en la frecuencia que existe al generar una nota determinada. De esta manera, se obtiene un perfil perfeccionado de la escala musical de la gaita a través de la manufactura en distintos materiales, cálculos de acústica musical y programación. Palabras claves— Gaita, Afinación, Rediseño INTRODUCCION La gaita es un instrumento antiguo que data desde tiempos del Imperio Romano, su uso en la música folclórica la ha confinado a conservar sus características originales, por lo que quedo excluida de los descubrimientos científicos que la investigación y desarrollo tecnológico han brindado. Esto se refleja en los aspectos técnicos en el instrumento y en la teoría musical que esta estrechamente relacionada a la física y matemáticas, áreas imprescindibles para el arte de la música (Leon Harkleroad, 2006).
Desde el punto de vista histórico y estético este rezago es favorable esencia, sin embargo en materia musical crea conflicto en su afinación que limita su versatilidad musical, que demandan los actuales movimientos musicales de fusión y neo folclóricos. La afinación del instrumento no ha sido revisada conforme nuevos sistemas de afinación, que son estandarizados.
En esta investigación se desea plantear un nuevo diseño basado en la gaita escocesa para la mejora de su afinación, en donde se busca obtener una geometría sencilla, a partir de un ejemplar construido en granadillo, para ser fácil de construir utilizando tanto procesos como materiales del ámbito industrial.
METODOLOGIA Elección de un Sistema de Afinación
El desarrollo de un nuevo diseño esta determinado por el valor de la frecuencia que debe tener cada nota emitida, por lo cual es necesario realizar los cálculos en materia de acústica.
Debido a la naturaleza armónica de la gaita se requiere tener todos los sonidos generados por el puntero en consonancia con los sonidos continuos e invariables. La afinación se basa en la relación que existe entre los intervalos que deben ser lo mas sencillo posible, como lo establecen las series armónicas. Es por ello que el sistema de afinación recomendado para el instrumento es el de Entonación Justa (Salcedo Campos).
El cálculo de las frecuencias de cada uno de los grados de la escala se realiza utilizando la siguiente formula:
𝐹𝐹 = 𝐹𝐹𝐹𝐹𝑥𝑥
2𝑦𝑦
(1) Donde: F es la frecuencia buscada, Ff es la frecuencia fundamental de la tónica, x es el múltiplo entero correspondiente
a la serie armónica y y la cantidad de octavas necesarias para reducir el valor.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --181-- 13 al 15 de abril de 2011

Tomando como tónica la frecuencia de 480 Hz, valor estandarizado como referencia para competencia por asociaciones internacionales y por el colegio de gaitas en Escocia, se obtuvieron los valores para cada uno de los grados de la escala utilizando una aplicación desarrollada para dicho fin.
Teniendo la escala diatónica de la gaita escocesa, la nota con frecuencia de 480 Hz es llamada La en su teoría musical, es así que se determinan las frecuencias en la tabla 1:
Nota Musical Frecuencia determinada (Hz) Relación con la frecuencia fundamental
Sol 420 7:8 Octava de la séptima menor La 480 1:1 Si 540 9:8
Do# 600 5:4 Re 640 4:3 Quinta invertida Mi 720 3:2 Fa# 800 5:3 Tercera mayor de la cuarta Sol 853 16:9 Cuarta de la cuarta La 960 2:1
Tabla 1. Frecuencias definidas para la escala de gaita escocesa.
Diseño de Plano
La gaita comprende dos tipos de elementos sonoros: puntero y roncón (Rodrigo A. de Santiago, 1964). Este último es un tubo telescópico que genera un solo sonido, su afinación puede ser perfeccionada solo con disminuir o aumentar su tamaño a través de sus espigas. En cambio el puntero es un elemento de una sola pieza que presenta un barrenado cónico, estas características dificultan notablemente la perfección de su afinación.
El proceso de construcción inicia a partir del diseño del plano que viene dado a partir de la forma de cono que presenta el puntero de gaita. El asiento de la lengüeta es un espacio mandrinado del extremo superior, lo que hace técnicamente al tubo sonoro en un cono truncado.
El primer paso es definir las medidas del puntero de gaita escocesa. Para este fin ser realiza mediciones en tres distintos punteros y se agrega medidas de puntero gallego y asturiano para obtener un perfil para diferentes tonalidades. Se definió el asiento de la lengüeta en 0.50” y la base menor del cono truncado en 0.15”. El volumen del orificio tonal, mostrado en la siguiente figura 1, se suma a la columna de aire contenida en el tubo cónico. Para compensar esta variación, la superficie cónica deja de estar definida por una línea recta.
Figura 1. Volumen del Orificio tonal
La compensación fue realizada a través de la posición de los orificios tonales para no sacrificar la línea recta
que permite maquinar un escariador de manera fácil y rápida. El acabado externo y decoraciones son irrelevantes para su afinación, ya que la columna de aire que es excitada para producir un sonido es contenida en el interior del instrumento.
Selección de Materiales
Actualmente son diversos los materiales que utilizados en los instrumentos aerófonos, sin embargo es indispensable tener una estabilidad dimensional para no alterar el volumen de la columna de aire excitada para generar el sonido. Las propiedades del material que son tomadas en cuenta para la construcción del puntero incluyen las propiedades mecánicas de resistencia y dureza; las propiedades físicas de densidad y expansión térmica; y las propiedades químicas de inflamabilidad y toxicidad. En adición, sus propiedades de fabricación, que indican si pueden ser maquinados con facilidad son importantes. Las características y propiedades del material influyen de
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --182-- 13 al 15 de abril de 2011

gran manera en sus características de fabricación, que son, idoneidad del material para responder a algún particular tipo de operación.
Luego de analizar distintos materiales el material elegido para la construcción del instrumento es el Poliacetal, polímero que presenta una densidad semejante al granadillo, su fácil mecanizado permite una estabilidad geométrica y un buen acabado. Es un material con una toxicidad considerablemente baja, a tal grado que es usado en la industria alimenticia, esto permite el contacto directo con la boca. A estas se le suman otras características, como disponibilidad y color, que junto con el acabado dan lugar a un instrumento estético (Polímeros aplicados, 2003).
Proceso de Manufactura
La construcción de un tubo cónico presenta una dificultad técnica debido a la longitud y del grosor máximo de la herramienta, que suele ser demasiado larga y delgada, donde existe el riesgo de quebrarse si es forzada aun estando debidamente templada. No obstante, la modificación en el diseño presentada permite el uso de un escariador que es construido en acero al carbono A36, acero blando para un fácil maquinado. Para restar trabajo y por lo tanto esfuerzo al cumplir su función, se hace un escalonado con brocas de distintos tamaños para remover mayor material posible como se muestra en la figura 2:
Figura 2. Barrenado Escalonado
Se obtiene la distancia hasta la cual la broca utilizada entra usando la siguiente formula:
𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷𝐷 =𝐷𝐷 − 𝐵𝐵
2(𝐷𝐷 − 𝑑𝑑2ℎ )
(2) Donde: D es el diámetro mayor de cono truncado, B el diámetro de la broca, d el diámetro menor del cono truncado y h
la altura del mismo. Para la rápida obtención de los cálculos se desarrollo una aplicación y dar posibilidad al uso de varias brocas y
realizar pasos de menor tamaño. Una vez realizado el escalonado se da la forma final con el escariador y se rebaja el exterior hasta obtener el grosor deseado, respetando el espacio de las monturas de ensamble y decorativas. Finalmente la pieza es puesta en la fresa para la realización de los orificios tonales. Por medio de una broca de centros se señalan las posiciones para después taladrar con la broca de la medida deseada.
Una vez construida la pieza mas importante del instrumento es posible continuar con el resto de la gaita, debido a que los roncones son afinados en base de la nota tónica del puntero. Para su manufactura fue necesario el uso de distintas brocas de una longitud de 18 pulgadas en un torno de bancada amplia.
Para aprovechar las características de distintos tipos de materiales es utilizada la fibra de carbono para la construcción de un puntero experimental. Es un material ligero como la madera o el Poliacetal al tener baja densidad, su resistencia a agentes externos como calor y humedad ofrece una estabilidad geométrica, la resistencia mecánica hace al instrumento tocar a pesar de uso anormal (Besednjak, 2005). Además, el proceso de construcción del puntero no requiere un maquinado y no se genera viruta, esto proporciona las dimensiones desde el primer momento sin temor a que cambien después.
La construcción del tubo de fibra de carbono requiere el maquinado de una pieza cónica en acero que tiene función de molde, sobre la que se aplican cada una de las capas de la tela de carbono. Los orificios tonales se obtienen de la misma manera que para el puntero de Poliacetal, sin embargo, la dureza de la fibra de carbono es mayor por lo que requiere otro material en las brocas y una velocidad de corte distinta. Como monturas se añadieron anillos de acero inoxidable.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --183-- 13 al 15 de abril de 2011

Resultados Los resultados obtenidos fueron medidos a través de la ejecución de cada nota utilizando el programa Pitch
Perfect v 1.2 de la compañía “NCH Software”. Las pruebas se realizaron distintos días a diferentes condiciones climáticas. Las mediciones obtenidas se encuentran en unidades de Herz.
La tabla 2 muestra las mediciones máximas obtenidas que fueron realizadas al puntero poliacetal y al de fibra de carbono comparados con uno de granadillo construido por la compañía norteamericana Gibson.
Valor Esperado Granadillo Fibra de carbono Poliacetal
420 -3.21 -0.32 -0.27 1.64 -0.37 1.75 480 -3.8 -1.25 -0.98 -0.78 -0.94 1.06 540 -4.62 -1.93 -1.2 0.82 0.07 10.78 600 -2.85 3.04 0.36 3.36 -0.34 4.96 640 -5.07 3.18 0.43 0.53 0.07 0.33 720 -4.8 1.48 -1.55 1.55 -0.43 1.07 800 5.18 20.28 -1.18 1.4 -0.12 2.57 853 -2.9 8.4 0.43 0.83 -2.25 0.14 960 -28.63 16.58 -1.97 0.33 0.55 6.01
Tabla 2. Tabla de diferencias máximas y mínimas en los valores medidos.
Figura 4. Gaita Finalizada en Poliacetal Figura 5. Punteros en Fibra de Carbono y Poliacetal Conclusiones Al finalizar la investigación se obtuvieron dos punteros distintos que se encuentran afinados y ejecutan
claramente una pieza musical. Una grabación del puntero de fibra de carbono generó un espectrograma constante y un sonido limpio a través de los altavoces.
La simplificación de procesos para su construcción hace atractivo la aplicación de la investigación a otro tipo de instrumentos folclóricos en lo particular, y por lo tanto, la metodología propuesta es aplicable a instrumentos cónicos de lengüeta doble.
Al tener una variación en el puntero de fibra de carbono de ±2 Hz fue cumplido satisfactoriamente el objetivo general. En el puntero de poliacetal esta variación es mayor en tres notas de nueve, sin embargo se encuentra por debajo de los valores que presentaba el puntero de granadillo.
Los nuevos punteros tienden a variar 2 a 3 Hz, en ocasiones aisladas hubo un rango mayor que no sobrepaso los 6 Hz. En comparación a puntero original que llega a variar hasta 30 Hz. Variaciones de 1 a 3 Hz no son perceptibles al oído no educado. A estos resultados mesurable que se obtuvieron se suman los beneficios obtenidos, si bien, la adquisición de un nuevo instrumento es un valor agregado a la investigación, la obtención de planos y el
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --184-- 13 al 15 de abril de 2011

conocimiento en la construcción se convierten en una plataforma para futuros proyectos tanto culturales como tecnológicos.
El tiempo que se requiere para ajustar el instrumento antes su ejecución fue reducido considerablemente ya que debido a la estabilidad que se presentó en la afinación es más fácil sintonizar todos los elementos sonoros a la tónica del puntero. Cabe señalar que este aspecto depende mucho de la destreza musical del ejecutante, lo que los tiempos entre una persona y otra varían.
Al utilizar materiales sintéticos el mantenimiento se ve reducido a la limpieza del instrumento, a diferencia de la madera que requería la unción de aceite y una condición climática controlada.
La afinación con el La en 480 Hz ubica al puntero dentro de las normas establecidas por las asociaciones de gaitas y es adecuado para su uso en competencias, sin embargo, para ensambles con orquesta o con instrumentos estandarizados en 440 Hz existiría la necesidad de utilizar el La en 428 Hz o en 453 Hz. En el primer caso el La de gaita se convierte en Si y en el segundo en Sib. No obstante, la metodología propuesta en la presente investigación es aplicable para la construcción de un puntero en 440 Hz utilizando el mismo plano con diferente posición de los orificios tonales (Maria Renold, 1998).
La posibilidad de extender el uso de estos materiales al resto de la gaita brindaría una estabilidad sonora y los beneficios que fueron observados en los punteros construidos. Como investigación futura se construirá el instrumento completo en el mismo material o una versión hibrida para conservar la estética de la madera dando la posibilidad de utilizar otras maderas ya que el elemento sonoro sería en poliacetal o fibra de carbono.
El estudio de acústica musical enfocado propiamente a las frecuencias de notas y la creación de un algoritmo para realizar los cálculos da la posibilidad a una futura investigación de analizar tópicos teóricos de la música de manera matemática. La armonía y contrapunto son las bases en la composición de obras musicales y su teoría esta basada totalmente en la relación de las frecuencias de notas que hay entre los intervalos y su combinación.
Referencias Alejandro Besednjak Dietrich. “Materiales Compuestos: Procesos de Fabricación de Embarcaciones”, Quality Impres, S.L. Barcelona. 2005. B.H. Amstead, Ph. F. Ostwald, M.L Begeman. “Procesos de Manufactura versión SI” B.H. Amstead, Ph. F. Ostwald, M.L Begeman. Grupo Patria Cultural. 2000. Francisco Javier Salcedo Campos. “Modelos Ocultos de Markov: Del Reconocimiento de Voz a la Música” James Murray Barbour. “Tuning and Temperament: A Historical Survey”, Dover Publications, Inc. New York. 2004. Leon Harkleroad. “The Math Behind the Music”, Cambridge University Press. New York. 2006. Maria Renold. “Intervallem, Tonleitern, Tönen und dem Kammerton C = 128 Hz”, Verlag am Goetheanum. Dornach. 1998. Rodrigo A. de Santiago. “Método Completo de Gaita”, 1964. Walter Bartsch. Gerog Westermann. “An der Drehbank” Verlag. 1987. “El POM, un polímero técnico fácil de usar y reciclar” Polímeros aplicados, volumen 14, año 8, 2003.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --185-- 13 al 15 de abril de 2011

UTILIZACIÓN DE TICS EN LA IMPLEMENTACIÓN DE TABLEROS DE PRACTICAS
COMO APOYO DIDÁCTICO PARA LAS EXPERIENCIAS EDUCATIVAS DE
INGENIERÍA EN ELECTRÓNICA Y COMUNICACIONES Mtra. Verónica García Valenzuela, M.C. Luis Héctor Porragas Beltrán, Dr. Enrique A. Morales González
Resumen— La utilización de las TICS en diferentes experiencias educativas en la ingeniería es de gran apoyo para las
prácticas de laboratorio en experiencias educativas de ingeniería en electrónica y comunicaciones, debido a la utilización de
software didáctico que favorece a la implementación de tableros prácticos como apoyo didáctico, sin lugar a dudas es importante
que al optimizar tiempo con los simuladores de las practicas sea más sencilla la implementación física de tableros que ayudan a la
práctica del estudiante con diferentes experiencias educativas en este caso en sistemas digitales.
Palabras claves— Tableros prácticos, Simulación, Sistemas digitales, Software didáctico
Introducción
En los últimos tiempos se ha reiterado con frecuencia el criterio de que las personas son la única gran fuente de
poder que tienen las empresas en el siglo XXI, por lo que las personas requieren de mayores competencias, y esto
quiere decir que se necesita de gente más calificada, de forma que cada vez se ha de hacer más hincapié en la
formación, la capacitación y la educación, y aquellas empresas que fomenten la modernización constante de las
capacidades de sus empleados van a tener más éxito.
La tecnología actual se basa en circuitos electrónicos, los cuales a su vez están basados en un gran número de
circuitos simples. Estos circuitos se clasifican en dos tipos: análogos y digitales. Los circuitos digitales son
empleados con frecuencia ya que es más fácil manipular señales digitales. De aquí la importancia de estudiar las
compuertas lógicas, que son bloques del hardware que producen señales en binario 1 ó 0, es donde el 1 es un nivel
lógico de voltaje alto, mientras que el 0 es un nivel lógico de voltaje bajo.
Existen básicamente tres tipos de compuertas lógicas los cuales son las más simples de la electrónica digital, estas
pueden realizar funciones tales como sumas (compuertas AND), multiplicaciones (compuertas OR) o inversiones
(compuertas NOT) de estados lógicos. Estas mismas a su vez están constituidas de diodos, resistencias y
transistores, en algunos casos, dependiendo de su tecnología de construcción, como son Bipolares (TTL, ECL,
STTL) o Mosfet (CMOS, PMOS, NMOS) por mencionar algunas. Cada compuerta tiene un símbolo gráfico
diferente y su operación puede describirse por medio de una funciones algebraicas y mediante métodos tales como,
mapa de Karnaugh o las reglas del algebra booleana, se pueden simplificar estas funciones, Partiendo de esto surgió
la idea de crear un tablero de prácticas conformado por circuitos que demuestran el funcionamiento de las
compuertas lógicas, multiplexores, demultiplexores, codificadores y diversos circuitos que suplen esta necesidad y
pretenden agilizar la comprobación de resultados y la comprensión del estudiante en la experiencia educativa de
circuitos lógicos.
Conocimiento teórico aplicado a lo práctico
En estos momentos se hace necesario el proceso de formación, capacitación y la educación de los miembros de una
organización, y aquellas empresas que fomenten la modernización constante de las capacidades de sus empleados
van a tener más éxito.
Pero no siempre es posible, material y económicamente, trasladar a la instalación física de un laboratorio toda la
riqueza de los posibles escenarios y complejidades, que se enfrentan en determinadas situaciones reales relacionadas
con la gestión empresarial, la administración de negocios, la dirección de operaciones, la logística industrial o de los
servicios o la gestión de la calidad, y que pueden resultar de interés en el proceso de enseñanza-aprendizaje de
ciertas disciplinas, de carácter socio-técnico. En estos casos el uso de laboratorios virtuales con situaciones
simuladas permite, mediante el uso de computadoras personales, que se disponga de una herramienta de aprendizaje
adecuada para la adquisición de las habilidades y experiencias requeridas, que no sería posible por otros métodos.
Dada la influencia de las TICS en todos los ámbitos de la vida del ser humano, considero que la alfabetización
tecnológica será un imperativo (supervivencia) y que se incrementará el conocimiento global de la humanidad. Por
la globalización, eliminación de fronteras y límites entre razas y culturas que comparten a través de las TICS se
propiciará un cambio en los valores de las poblaciones.
Frente a la cantidad y calidad de la información que facilitan las TICS pueden presentarse varios problemas. El
primero es la vastedad, la cual se refiere al problema de “tratar grandes cantidades de información, aunque esta sea
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --186-- 13 al 15 de abril de 2011

potencialmente comprensible, accesible y de localización conocida”. Es decir, existe un problema para manejar la
cantidad de información disponible, dadas las limitaciones de tiempo y atención.
El segundo problema es de complejidad, no es aquí de conocimiento de los datos de los sentidos sino de análisis y
uso de la información que ya poseemos, no necesariamente estamos en condiciones de usar la información que
hemos adquirido.
Por último, está la situación de incertidumbre cuando no se puede obtener la información esencial ni conocer la
probabilidad de eventos futuros.
Es indudablemente que los recursos disponibles para el aprendizaje de las personas cambiarán, de hecho ya lo ha
hecho en buena medida. Las TICS proveen una excelente plataforma para construir significados y conceptos que
pueden ser fácilmente compartidos entre comunidades de aprendizaje. El uso de las TICS estimulará más
conexiones neuronales. Las máquinas harán mayor cantidad del trabajo del hombre. Siguiendo con estos
razonamientos es que nos ayudamos de ayudamos de software didáctico para la implementación de las practicas en
el tablero que a continuación se detalla.
“CONCEPTOS BÁSICOS PARA LA IMPLEMENTACIÓN”.
Un sistema digital es cualquier dispositivo destinado a la generación, transmisión, procesamiento o almacenamiento
de señales digitales. También un es una combinación de dispositivos diseñados para manipular cantidades físicas o
información que estén representadas en forma digital; es decir, que sólo puedan tomar valores discretos. La mayoría
de las veces estos dispositivos son electrónicos, pero también pueden ser mecánicos, magnéticos o neumáticos.
Para el análisis y la síntesis de sistemas digitales binarios se utiliza como herramienta el álgebra de Boole. Los
sistemas digitales pueden ser de dos tipos:
1. Sistemas digitales combinacionales: Son aquellos en los que la salida del sistema sólo depende de la
entrada presente. Por lo tanto, no necesita módulos de memoria, ya que la salida no depende de entradas
previas.
2. Sistemas digitales secuenciales: La salida depende de la entrada actual y de las entradas anteriores.
Esta clase de sistemas necesitan elementos de memoria que recojan la información de la “historia pasada” del
sistema. La única desventaja que existe cuando se usan técnicas digitales es que:
“El mundo real es fundamentalmente analógico”
Un sistema es analógico cuando las magnitudes de la señal se representan mediante variables continuas, esto es
análogas a las magnitudes que dan lugar a la generación de esta señal. Un sistema analógico contiene dispositivos
que manipulan cantidades físicas representadas en forma analógica. En un sistema de este tipo, las cantidades varían
sobre un intervalo continuo de valores. De esta forma, una magnitud analógica es aquella que toma valores
continuos. Una magnitud digital es aquella que toma un conjunto de valores discretos. La mayoría de las cosas que
se pueden medir cuantitativamente aparecen en la naturaleza en forma analógica. Un ejemplo de ello es la
temperatura, asi como son el tiempo, la presión, la distancia, el sonido.
Los circuitos digitales son diseñados para producir voltajes de salida que caen dentro de los intervalos de voltaje
prescritos 0 y 1. Se crean para responder de forma anticipada a voltajes de entrada que se encuentran dentro de los
intervalos definidos 1 y 0.
La forma en que un circuito digital responde a una entrada se le denomina lógica del circuito. Cada tipo de circuito
digital obedece a cierto tipo de reglas lógicas.
En los circuitos lógicos el sistema numérico más utilizado es el binario. El sistema decimal es el más utilizado en la
vida cotidiana, de ahí el inconveniente de que abra momentos en los que se necesite convertir de un valor binario a
uno decimal o viceversa. Además de estos dos sistemas existen otros con muchas aplicaciones para circuitos
digitales, estos sistemas son el octal y el hexadecimal.
“Implementación de Tablero practico educativo para la experiencia educativa de Circuitos Lógicos”
Se entiende como enseñanza – aprendizaje al conjunto de experiencias suscitadas por los actos de comunicación que
se llevan a cabo bajo contextos culturales entre profesores y alumnos, en ambas direcciones - a través de un medio y
utilizando contenidos específicos - los que resultan en cambios cualitativos de los participantes, manifestados por la
adquisición y construcción de conocimientos, el desarrollo de destrezas y habilidades, la asunción de actitudes y
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --187-- 13 al 15 de abril de 2011

valores y en general, el crecimiento del estudiante en su conciencia y responsabilidad en la sociedad. Básicamente,
se puede decir que este proceso consta de cuatro elementos fundamentales: el profesor, los alumnos, el contenido
que se quiere comunicar y el medio de comunicación (modalidades del proceso de enseñanza aprendizaje), con lo
anterior nos vimos en la necesidad de la implementación de un tablero de prácticas para la experiencia educativa de
circuitos lógicos ya que la finalidad de esta implementación nos ayuda a:
Dar apoyo didáctico para que los estudiantes tengan un referente con el cual puedan mejorar la
comprensión de los conceptos básicos de la experiencia educativa de circuitos lógicos.
Consolidar los conocimientos obtenidos en clase acerca de la lógica combinacional, dando paso a la lógica
secuencial.
Dar una idea de cómo diseñar e implementar prácticas para realizarlas en la experiencia educativa de
circuitos lógicos.
Las prácticas que se implementaron en el tablero se encuentran en la tabla 1:
Nombre de la practica Objetivo
P1:“Compuertas básicas, derivadas y
especiales”
Verificar experimentalmente la operación de las compuertas digitales
básicas AND, OR y NOT; además de las compuertas derivadas
NAND, NOR, EX-OR.
P2: “Circuitos Lógicos y Circuitos
Digitales”
Analizar un circuito lógico para encontrar su ecuación booleana a
partir de su tabla de verdad elaborando su diagrama lógico
P3: “Universalidad de las compuertas
NAND y NOR”
Emplear cualquiera de las compuertas universales (NAND o NOR)
para implantar el circuito representado por una expresión booleana.
P4: “Sumador Completo de 3 bits” Empleando compuertas básicas y compuertas exclusivas, realizar un
sumador de 3 bits, esto se realizara uniendo 2 semisumadores.
P5: “Codificador y Decodificador” Analizar y utilizar decodificadores y codificadores en distintos tipos
de aplicaciones con el uso de circuitos integrados combinatorios
MSI, displays tipo LED (display de 7 segmentos).
P6: “Multiplexores y Demultiplexor” Verificar experimentalmente la operación de un multiplexor 8x1 con
un circuito integrado 74LS138.
Tabla 1: implementación de prácticas con nombre y objetivo correspondiente.
Para cada una de las prácticas implementadas en el tablero deberán consultarse conceptos básicos tales como:
Practica 1:
a) ¿Qué es un Circuito Integrado?
b) ¿Qué es una Compuerta?
c) ¿Cual es la diferencia entre compuerta lógica y compuerta digital?
d) ¿Para cuáles casos se recomienda utilizar compuertas con salida de colector abierto?
Practica 2:
a) Investigar el símbolo y operación de la compuerta XNOR.
b) Qué es el álgebra booleana?
Practica 3:
a) Cómo se puede construir la operación not, and y or con compuertas nand o nor.
Practica 4:
a) ¿Cuál es el diagrama lógico de un semisumador y su tabla de verdad?
Practica 5:
a) ¿Qué es un codificador?
b) ¿Cómo se realiza un codificador para generar una función booleana.
Practica 6:
a) ¿Qué es un multiplexor?
b) ¿Cómo se realiza un multiplexor para generar una función booleana?
COMENTARIOS FINALES
La pregunta que todo docente debe plantearse debe ser ¿Cómo enseñar?, la respuesta es una combinación de
enseñanza teórico-práctica, lo visto en clase después aplicarlo en el laboratorio, la finalidad de diseñar y armar un
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --188-- 13 al 15 de abril de 2011

tablero didáctico es simplemente cumplir con la parte practica, dar al estudiante una comprensión más amplia de lo
visto en el aula .
El desarrollo de este tablero de prácticas es de gran utilidad, pues los conocimientos teóricos obtenidos en clase se
han comprobado mediante el desarrollo de cada uno de los circuitos, la visualización de las practicas ya armadas y
funcionando permite establecer con mayor claridad en qué consiste el funcionamiento de estas y cuáles son los
resultados esperados además de que un beneficio extra al tener los circuitos ya fijos en placas es que se elimina la
posibilidad de que el estudiante tenga un error durante el armado del circuito y pierda tiempo en el proceso por lo
que finalmente se puede concluir que el tablero será una herramienta didáctica poderosa en la enseñanza de la
experiencia educativa de circuitos lógicos.
REFERENCIAS
C.C. Ko, B.M. Chen, y J. Chen. Creating web-based Laboratories. Ed. Springer, 2004. García, S. Rodriguez, F. Rosales, y J.L. Pedraza. Automatic Management of Laboratory Work in Mass Computer Engineering Courses. IEEE
Transactions on Education. IEEE Vol. 48, Num 1, Enero 2005.
J. Lang, G.C. Nungent, A. Samal, L.-K- Soh. Implementing CS1 with Embedded Instructional Research Design in Laboratories. IEEE Transactions on Education, IEEE Vol. 49, Num. 1. Enero 2006.
M. Domínguez, P. Reguera y J.J. Fuertes. Laboratorio Remoto para la Enseñanza de la Automática en la Universidad de León (España). Revista
Iberoamericana de Automática e Informática Industrial, RIAI, Vol. 2, Num. 2, Abril 2005. M. Castro. Laboratorios Virtuales para Enseñanza en Internet – Situación y Desarrollo. I Jornadas Tendencias sobre eLearning (TEL 2005).
Madrid, 2005.
BIBLIOGRAFÍA
Tocci-Widmer, Sistemas Digitales Principios y Aplicaciones, Edit. Pearson Prentice Hall, 8ª Edición
Morris Mano, Diseño Digital, Edit. Pearson Prentice Hall, 3ª Edición
Balabanian-Carlson, “Principios de Diseño Lógico Digital”, Edit. CECSA, 2ª Edición Tokheim, Electrónica Digital Principios y Aplicaciones, Edit. Mcgraw-hill, 1ª Edición.
La Mtra. Verónica García Valenzuela. Este autor es profesor de la Facultad de Ingeniería en Electrónica y Comunicaciones de la Universidad
Veracruzana, Veracruz, México. Participo como ponente en el primer coloquio de Educación, así mismo en foros universitarios de la Universidad
Veracruzana. Ha publicado en Academia Journals y en la Revista Electrónica RELADA.
El M.C: Luis Héctor Porragas Beltrán es profesor de la Facultad de Ingeniería en Electrónica y Comunicaciones de la Universidad
Veracruzana, Veracruz, México. Ha publicado en la revista AMIME, ha participado como ponente en los congresos de Electrónica en Chihuahua.
El Dr. Enrique A. Morales González es Jefe de Carrera y profesor de la Facultad de Ingeniería en Electrónica y Comunicaciones de la Universidad Veracruzana, Veracruz, México. Ha publicado en la revista AMIME, ha participado como ponente en diversos congresos del área de
ingeniería.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --189-- 13 al 15 de abril de 2011

Seguimiento de los remanentes del huracán “Dolly” en el estado de Chihuahua, mediante imágenes de satélite entre el 25 al 26 de
julio de 2008
Dr. Mario Gómez Ramírez1, Estudiante de Biología Yafté Yakín Gómez Álvarez
2, Estudiante de Biología Eileen
Fátima Gómez Álvarez3 y Dra. Estela Guadalupe Enríquez Fernández
4
Resumen—En esta investigación a través del análisis de imágenes de satélite, se muestra la cobertura de las bandas
nubosas que tuvieron los remanentes del ciclón tropical “Dolly” en julio de 2008, sobre el noreste y zona fronteriza del estado de
Chihuahua, los cuales causaron inundaciones.
El estado de Chihuahua se localiza en la parte septentrional de la República Mexicana, en una zona árida que no recibe
frecuentemente los impactos de los ciclones tropicales. En algunas ocasiones estos fenómenos al interactuar con la línea de costa,
no concluyen inmediatamente y continúan su trayectoria como remanentes (bajas presiones, perturbaciones tropicales u ondas
tropicales, entre otros), hacia el interior del territorio nacional los cuales aún pueden resultar peligrosos y ocasionar daños en las
distintas actividades económicas, pero también resultan benéficos por el aporte de precipitación, sobre todo en estos espacios con
carecnia de agua.
La trayectoria del ciclón tropical “Dolly” arribó por el noreste de la entidad chihuahuense, el 25 de julio de 2008, cuarto
fenómeno marino de la temporada como depresión tropical muy debilitada y los remanentes como baja presión continuaron
desplazándose muy cercanos a la línea fronteriza con E.U.A. La humedad que introdujo a la parte continental, alcanzó a
precipitar y causó inundaciones en ciudades como Juárez.
El último registro de “Dolly” como depresión tropical fue al localizarse en 29.2° latitud norte y 104.4° longitud oeste;
continuo su avance como baja presión por el noreste del estado en 30° latitud norte y 105.7° longitud oeste hasta rebasar la
frontera e incursionar a los E.U.A. El estudio de estos fenómenos marinos, no deben pasar desapercibidos aún en las zonas
alejadas de los litorales de la República Mexicana, sobre todo deben considerarse en la planeación de las diversas actividades
económicas.
Palabras claves— Ciclón tropical, trayectoria, baja presión, remanentes, precipitación, imagen satelital.
I. INTRODUCCIÓN
Las entidades de la República Mexicana tanto las costeras como las interiores, cada año en la época cálida, están
expuestas al peligro que representan los impactos que causan los ciclones tropicales.
El territorio nacional esta rodeado por dos cuencas marinas, por el oriente se localiza la del Océano Atlántico, que
se comunica a través del Mar de la Antillas y Golfo de México, estos dos últimos bordean el litoral este y por el occidente
circunda a la costa, la vertiente del Océano Pacífico. En estos espacios marítimos, si existen las condiciones favorables de la
temperatura de la superficie del mar (TSM) como la fuente de energía, es posible la formación de un ciclón tropical en
interacción con las atmosféricas. La posibilidad de formación, se incrementa en las ya conocidas zonas ciclo genéticas.
Los ciclones tropicales son fenómenos marinos con un núcleo caliente de escala sinóptica no frontal, que se origina
sobre aguas tropicales o subtropicales, con la convección profunda organizada y una circulación cerrada de los vientos de
superficie sobre un centro bien definido que gira en sentido contrario a las manecillas del reloj en el hemisferio
septentrional. Una vez formado, un ciclón tropical se mantiene por la extracción de energía térmica del océano de una
temperatura alta de por lo menos 27° C y la exportación de calor a las bajas temperaturas de la troposfera superior. En esto
se diferencian de los ciclones extratropicales, que derivan su energía de la temperatura horizontal contrastes en la atmósfera
(efectos baroclínico). (National Weather Service. National Hurricane Center, NOAA).
Los ciclones tropicales pasan por tres etapas; la primera se denomina depresión tropical cuando la velocidad del
viento máximo sostenido en superficie en promedio durante un minuto, es de 62 km/h o inferior. La segunda etapa ocurre,
cuando el fenómeno marino intensifica la velocidad de los vientos máximos sostenidos que deben ser superiores a 63 km/h,
sin rebasar los 118 km/h; situación que favorece la evolución del fenómeno marino a tormenta tropical. Además, se le
asigna un nombre con base a la lista establecida previamente para la temporada y a la vertiente correspondiente a su
1 Dr. Mario Gómez Ramírez es Catedrático de Tiempo Completo en la Licenciatura de Geografía, Facultad de Economía, Universidad Veracruzana,
Xalapa, Veracruz. [email protected] (autor corresponsal) 2 Estudiante de la Licenciatura en Biología. Yafté Yakín Gómez Álvarez. Facultad de Ciencias, UNAM. [email protected] 3 Estudiante de la Licenciatura en Biología. Eileen Fátima Gómez Álvarez. Facultad de Estudios Superiores Iztacala, UNAM.
[email protected] 4 Dra. Estela Guadalupe Enríquez Fernández es Catedrática de Tiempo Completo en la Licenciatura de Geografía, Facultad de Economía, Universidad
Veracruzana, Xalapa, Veracruz. [email protected]
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --190-- 13 al 15 de abril de 2011

Figura 1. Localización del estado de Chihuahua.
formación y que hasta su disipación conservará. La tercera etapa se presenta, sí el sistema intensifica la velocidad de los
vientos máximos sostenidos los cuales deben rebasar los 118 km/h, para considerarlo como un huracán.
Para clasificar los huracanes, se tienen establecidas cinco categorías las cuales, se basan en la escala de Saffir-
Simpson como se muestra en el cuadro siguiente:
Clasificación de los ciclones tropicales y categoría de los huracanes con base a la escala Saffir-Simpson
Tipo Etapa y/o
Categoría
Presión en
Milibares mb
Vientos
Máximos en
Nudos
Vientos máximos
en km/h
Marea de
Tormenta en m
Depresión
Tropical
Depresión
Tropical (D.T)
< 34 62
Tormenta
Tropical
Tormenta
Tropical (T.T)
34 – 63 63 – 117
Huracán H. 1 > 980 64 – 82 118 – 152 1.2192 – 1.524
Huracán H. 2 965 - 980 83 – 95 153 – 176 1.8288 – 2.4384
Huracán H. 3 945 - 965 96 – 112 177 – 208 2.7432 – 3.6576
Huracán H. 4 920 - 945 113 - 135 209 – 250 3.9624 – 5.4864
Huracán H. 5 < 920 > 135 > 250 > 5.4864
Cuadro 1.
Los ciclones tropicales en el proceso de disipación, por lo común, ya no poseen la organización convectiva
requerida, así como los vientos máximos sostenidos, los cuales llegan a ser menores a 40 km/h. Cuando se encuentran en
esta situación, se consideran como remanentes entre estos se consideran a las perturbaciones tropicales, las bajas presiones e
inclusive pueden transformarse en ondas tropicales. Estos sistemas en ocasiones pueden entrar en un proceso de disipación
rápido, pero en otras ocasiones su desintegración puede prolongarse.
La temporada de los ciclones tropicales en la cuenca del Océano Atlántico, se apertura el 1° de junio y en el
Océano Pacífico, es el 15 de mayo y en ambas concluye el 30 de noviembre. En algunas ocasiones, es posible que puedan
llegar a formarse fuera de estas fechas.
GENERALIDADES DEL ESTADO DE CHIHUAHUA
El estado de Chihuahua se localiza en la parte norte de la República
Mexicana.
Las coordenadas geográficas extremas son las siguientes: al norte
31°47', al sur 25°38' de latitud norte; al este 103°18', al oeste 109°07'
de longitud oeste. (Figura 1).
La entidad chihuahuense tiene colindancias al norte con los Estados
Unidos de América; al este con los Estados Unidos de América,
Coahuila de Zaragoza y Durango; al sur con Durango y Sinaloa; al
oeste con Sinaloa, Sonora y los Estados Unidos de América. (Figura
1).
Chihuahua tiene una extensión de 247 455 kilómetros cuadrados
(km2), superficie que lo hace el estado más grande de la República
Mexicana. Además, cuenta con la mayor línea fronteriza con los EUA,
ya que cuenta con 760 kilómetros de un total de 3,125.
Cuenta con una población de 3 406 465 habitantes que representa el
3.0% del total del país y se concentra en 67 municipios. El 85% de los
habitantes se localizan en áreas urbanas y un 15% en el entorno rural.
(Instituto Nacional de Estadística, Geografía e Informática).
TRAYECTORIA DEL CICLÓN TROPICAL “DOLLY”
El cuarto fenómeno marino de la temporada de ciclones tropicales de 2008 en el Atlántico Norte fue “Dolly”. Se formó
como producto de una onda tropical (la número 15 de la temporada) proveniente de la costa occidental africana el día 11 de
julio de 2008. Este disturbio viajó rápidamente al poniente sobre el océano Atlántico septentrional; sobrepaso las islas del
Barlovento y el día 17 del mismo mes, ingresó a las aguas cálidas del mar de Las Antillas cada vez más mostró una mejor
organización hasta que en el transcurso de la mañana del día 20, sin pasar por la etapa de depresión tropical, los aviones
cazahuracanes de los EUA detectaron la formación de la tormenta tropical asignándole el nombre “Dolly” con relación a la
lista previa para la región del Atlántico, al localizarse a las 15Z en las coordenadas de 18.4 latitud norte y 84.2 longitud
oeste con vientos máximos sostenidos de 73.6 km/h y una presión central mínima de 1008 hPa. (Figura 2)
La tormenta tropical “Dolly” siguió con trayectoria al noroeste, perfilándose sobre la parte oriental del litoral de Quintana
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --191-- 13 al 15 de abril de 2011

Figura 3. Localización de los remanentes de
“Dolly” el 25 julio de 2008 a las 17:19 Z.
Figura 2. Localización de la trayectoria del
ciclón tropical “Dolly” entre el 20 al 26 de julio del
2008.
Roo en una forma desorganizada, el día 21 a las 6:00Z alcanzó la
costa al sur de la laguna de Nichupté, Q. Roo al localizarse en 21.1
latitud norte y 86.8 longitud oeste con vientos máximos sostenidos de
82.8 km/h y una presión central mínima de 1007 hPa. Avanzó por la
parte norte de la península de Yucatán, sin disminuir su intensidad
hasta salir al Golfo de México por la parte septentrional de la entidad
yucateca. El ciclón tropical “Dolly” a las 21Z al localizarse sobre
aguas del Golfo de México, se localizó en 23.1 latitud norte y 91.2
longitud oeste manteniendo los vientos máximos sostenidos de 82.8
km/h y una presión central mínima de 1004 hPa. Después de esta
ubicación, avanzó al oeste, pero el día 22 cambió ligeramente el
rumbo al noroeste y las 21:00Z incrementó su intensidad y alcanzar la
etapa de huracán en la categoría I en la escala de Saffir-Simpson al
localizarse en 24.6 latitud norte y 95.3 longitud oeste con vientos
máximos sostenidos de 119.7 km/h y una presión central mínima de
986 hPa. (Figura 2)
El huracán “Dolly” continuó desplazándose en latitud con rumbo
noroeste y el día 23 a las 15:00Z al localizarse en la línea de la Zona Económica Exclusiva sobre aguas del Golfo de México
en 26.0 latitud norte y 97.0 longitud oeste, nuevamente se intensificó a huracán categoría 2 en la escala de Saffir-Simpson al
alcanzar vientos máximos sostenidos de 156.5 km/h y una presión central mínima de 964 hPa. Unas horas más tarde el
huracán “Dolly” a las 19:00Z interactúo con la línea de costa del extremo sur de Texas, EUA al localizarse en 26.4 latitud
norte y 97.3 longitud oeste con vientos máximos sostenidos de 128.9 km/h y una presión central mínima de 967 hPa. (Pasch
and Kimberlain, 2008).
El huracán “Dolly” continuó su trayectoria por tierra sobre la parte meridional de Texas, EUA. Conforme avanzó paralelo
la frontera con México, perdió fuerza al descender a tormenta tropical y el día 24 a las 18:00Z, se localizó en límite
fronterizo del extremo noreste del estado de Coahuila y EUA en las coordenadas de 27.9 latitud norte y 99.8 longitud oeste
con vientos máximos sostenidos de 64.4 km/h y una presión central mínima de 998 hPa. (Figura 2)
El ciclón tropical “Dolly” Al entrar a la República Mexicana, se degradó a depresión tropical y cruzó de este a oeste la
parte norte del territorio coahuilense. Entró por el extremo noreste de la entidad de Chihuahua sumamente debilitada al
localizarse el día 25 a las 9:00Z en 28.6 latitud norte y 103.6 longitud oeste con vientos máximos sostenidos de 27.6 km/h y
una presión central mínima de 1004 hPa; prosiguió internándose paralelo al río Bravo y en el transcurso de la mañana a las
15:00Z al localizarse en 29.2 latitud norte y 104.4 longitud oeste con vientos máximos sostenidos de 46 km/h y una presión
central mínima de 1003 hPa. (Figura 1, 2 y 3)
REMANENTES DEL HURACÁN “DOLLY”
Los remantes como baja presión de “Dolly” continuaron su avance con
dirección ligeramente al occidente y después recurvaron hacia el norte. El
día 26 a las 0:00Z el sistema de baja presión, se localizó en 30.0 latitud
norte y 105.7 longitud oeste con vientos máximos sostenidos de 36.8 km/h
y una presión central mínima de 1012 hPa. (Pasch and Kimberlain, 2008).
Las bandas cubrieron buena parte central noreste de Chihuahua y ya habían
rebasado el río Bravo (Figuras 1, 2, 3, 4, 5 y 6). A las 6:00Z la baja presión
se centró en 30.5 latitud norte y 106.0 longitud oeste con vientos máximos
sostenidos de 36.8 km/h y una presión central mínima de 1011 hPa. (Pasch
and Kimberlain, 2008). Los remanentes se concentraron sobre la parte
central y noreste con un desplazamiento hacia el norte. (Figuras 1, 2, 5, 6 y
7). A las 12:00Z continuaron su avance hacia la frontera septentrional al
ubicarse en 31.0 latitud norte y 106.3 longitud oeste con vientos máximos
sostenidos de 36.8 km/h, la presión central del sistema descendió
ligeramente a 1010 hPa. (Pasch and Kimberlain, 2008). La humedad
producto de la baja presión cada vez más ascendió en latitud, pero también,
se expandió y cubrió la mayor parte del estado, situación que causó las precipitaciones en la zona. (Figuras 1, 2, 5, 6 y 7). El
sistema al medio día, aún en el territorio nacional, se detectó en 31.0 latitud norte y 106.3 longitud oeste con vientos
máximos sostenidos de 36.8 km/h y la presión central a 1014 hPa. (Pasch and Kimberlain, 2008). Las condiciones
prevalecieron por la tarde y la entidad registró una inestabilidad atmosférica pluvial, que afectó entre otras poblaciones, la
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --192-- 13 al 15 de abril de 2011

Figura 4. Localización de los remanentes de
“Dolly” el 25 julio de 2008 a las 20:08 Z.
Figura 5. Localización de los remanentes de
“Dolly” el 25 julio de 2008 a las 22:45 Z.
Figura 6. Localización de los remanentes de
“Dolly” el 25 julio de 2008 a las 23:15 Z.
Figura 7. Localización de los remanentes de
“Dolly” el 25 julio de 2008 a las 23:45 Z.
de Ciudad Juárez. (Figuras 1, 2, 7, 8, 9 y 10).
La climatología de buena parte del estado de Chihuahua, indica precipitaciones escasas que caracterizan a los climas BS
seco estepario y BW seco desértico, pero los ciclones tropicales son una fuente de suministro de agua para la recarga de
acuíferos muy importante, mediante la aportación de humedad que introducen sus bandas y que propician las
precipitaciones, a pesar de los daños que ocasionan. “La región fronteriza entre México y Estados Unidos posee un
clima de tipo semiárido con precipitación promedio que oscila entre 50‐600 mm anuales y temperaturas que
alcanzan los 50º C. La región, a pesar de su baja disponibilidad de agua y altas temperaturas, también es escenario
de la manifestación de eventos climáticos extremos. De esta forma, la tormenta tropical Dolly (julio 2008) afectó a
algunas ciudades de la frontera norte de México como Matamoros y Ciudad Juárez, provocando inundaciones y
daños en la infraestructura urbana ya que produjo precipitaciones acumuladas de hasta 250 mm en un periodo
menor a las 24 hrs”. (Rodríguez Esteves, Juan Manuel).
Los remanentes del huracán “Dolly” pasaron la frontera y llegaron al sur de EUA, el día 27 de julio de 2008 a las 0:0Z el
sistema en proceso de disipación, se localizó en 32.9 latitud norte y 106.3 longitud oeste con vientos máximos sostenidos de
36.8 km/h y la presión central del sistema se incrementó a 1016 hPa. (Pasch and Kimberlain, 2008). (Figura 2).
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --193-- 13 al 15 de abril de 2011

Figura 8. Localización de los remanentes de
“Dolly” el 26 julio de 2008 a las 00:45 hrs.
Figura 9. Localización de los remanentes de
“Dolly” el 26 julio de 2008 a las 13:00 Z.
Figura 10. Localización de los remanentes de
“Dolly” el 27 julio de 2008 a las 01:00 Z.
II. DESCRIPCIÓN DEL MÉTODO
En el desarrollo de esta investigación, se analizaron las imágenes
de satélite visibles del GOES 11, 12, 16, 17, 18 de la NOAA de
distintas horas de los días 25, 26 y 27 de julio de 2008 de la naval de
los EUA disponibles en Internet. Con los datos de coordenadas del
ciclón tropical “Dolly” obtenidos vía Internet de la NOAA y Unisys,
se elaboró la cartografía de la trayectoria que desarrolló mediante el
empleo de la paquetería de Surfer y a las imágenes, se les adicionó la
división política. Las fuentes periodísticas y bibliográficas
consultadas, sirvieron de complemento.
III. COMENTARIOS FINALES
Resumen de resultados
Al analizar las imágenes satelitales de los remanentes del huracán “Dolly”, se observó que a medida que avanzó sobre el
estado de Coahuila fue en forma organizada hasta arribar al noreste de Chihuahua como depresión tropical. Al entrar
paulatinamente por oeste de la entidad, fue debilitándose a baja presión al localizarse a las 15:00Z en 29.2 latitud norte y
104.4 longitud oeste con vientos máximos sostenidos de 46 km/h y una presión central mínima de 1003 hPa. Los
remanentes de “Dolly” continuaron con una trayectoria hacia el norte y abarcaron Ciudad Juárez, situación meteorológica
que propició lluvias y causaron inundaciones en la zona. La humedad del sistema rebasó la frontera e ingresó al entorno de
los Estados Unidos de América hasta que finalmente se disipó.
Conclusiones
Los ciclones tropicales que impactan la República Mexicana, tienen la posibilidad de alcanzar las entidades del interior
del país y causar daños, ya sea por vientos y lluvias. Asimismo, poner en peligro a la población asentada a lo largo de su
trayectoria, a pesar de encontrarse en proceso de disipación.
No debe descartarse la peligrosidad de aquellos ciclones tropicales que entran al territorio nacional, por la frontera con
EUA, porque también representan un riesgo para la población.
Los remanentes que generó el huracán “Dolly” sobre el territorio del estado de Chihuahua, causaron daños producto de
las lluvias, que a su vez inundaron algunas poblaciones como Ciudad Juárez y que mediante la utilización de imágenes de
satélite, fue posible observar la dinámica del sistema y la cobertura.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --194-- 13 al 15 de abril de 2011

Recomendaciones
El trabajo solamente muestra una parte de lo que es posible investigar, en cuanto a la dinámica espacial de los ciclones
tropicales y sus pormenores.
IV. REFERENCIAS
Comisión Nacional del Agua. Secretaria del Medio Ambiente Recursos Naturales y Pesca. Subdirección General Técnica. Servicio Meteorológico
Nacional. Subgerencia de Pronóstico Meteorológico. Reseña del huracán “Dolly”. Temporada 2008 de ciclones tropicales. Océano Atlántico 2008/04. (6),
consultada por Internet el 22 de febrero del 2011. Dirección de Internet: http://smn.cna.gob.mx/index.php?option=com_content&view=article&id=84%3Atemporada-2008&catid=8&Itemid=46
Gómez, R.M. “Ciclones tropicales que entraron a la península de Yucatán de 1970 a 1995,” Revista Geográfica, No. 124, 1999, 153-172.
Gómez, R.M. “Distribución de niveles de marea, salinidad y temperatura superficial del agua de mar, de acuerdo con las estaciones mareográficas de México”, tesis de doctorado, México, Facultad de Filosofía y Letras, Posgrado de Geografía, UNAM, 1999, 798.
Gómez, R.M. “Trayectorias históricas de los ciclones tropicales que impactaron el estado de Veracruz de 1930 al 2005,” Scripta Nova. Revista electrónica de
geografía y ciencias sociales, Vol. X, No. 218, (15), 2006, consultada por Internet el 18 de febrero del 2011. Dirección de Internet: http://www.ub.es/geocrit/sn/sn-218-15.htm
Gómez, R.M. “Los ciclones tropicales un riesgo para el turismo en Quintana Roo,” Observatorio de la Economía Latinoamericana, No. 8, 2007,
consultada por Internet el 26 de febrero del 2011. Dirección de Internet: http://www.eumed.net/cursecon/ecolat/mx/2007/mgr-ciclones.htm
Gómez, R.M. “Variación de la temperatura del agua marina que propició la trayectoria del huracán “Dean” sobre el Golfo de México en 2007,” GEOS
(en línea), Vol. 28, No. 2, 2008, 91, consultada por Internet el 11 de febrero del 2011. Dirección de Internet:
http://www.ugm.org.mx/ugm/geos/2008/vol28-2/geos28-2.pdf Gómez, R.M. “El huracán “Dean” fue un típico Cabo Verde, que impactó al estado de Veracruz en México en 2007,” Memorias. III Congreso
Internacional de Ciencias, Artes, Tecnología y Humanidades (en línea), 2009, 658-668, consultada por Internet el 20 de febrero del 2011. Dirección de
Internet: http://www.uv.mx/congresoamcath/documents/MemoriasProceedings02Jun09.pdf. Gómez, R.M. “Comportamiento de la temperatura superficial del mar y presión atmosférica registrada por la boya marina cuenca de Yucatán al paso
del huracán “Dean” en el 2007,” Memorias. Congreso Internacional de Investigación de AcademiaJournals.com 2009. pp. 2-8, consultada por Internet el 2
de marzo del 2011. Dirección de Internet http://congreso.academiajournals.com/downloads/Vol%20VII%20Ciencias%20y%20Matematicas.pdf Gómez, R.M. “Temperatura del mar puntual que se registró durante la trayectoria que siguió el ciclón tropical “Bárbara” por el Pacífico sur mexicano
en el 2007,” Memorias. Congreso Internacional de Investigación de AcademiaJournals.com 2010. pp. 19-25.
Gómez, R.M y Álvarez, K.E. “Ciclones tropicales que se formaron al este de las Antillas Menores e impactaron los estados costeros del litoral oriental de México de 1900 al 2003,” Revista Geográfica, No. 137, 2005, 57-80.
Instituto Nacional de Estadística, Geografía e Informática. “Aspectos geográficos de Chihuahua”, consultada por Internet el 3 de febrero del 2011.
Dirección de Internet http://mapserver.inegi.gob.mx/geografia/espanol/datosgeogra/basicos/estados/chih_geo.cfm Lara, Reynaldo. “MUNDO: Se derrumba iglesia de 1875 tras paso de Dolly”. CDS Comunicaciones, consultada por Internet el 15 de febrero del 2011.
Dirección de Internet: http://www.cds11.com/magazine/index.php?option=com_content&task=view&id=1686&Itemid=45
National Weather Service Weather Forecast Office. Tampa Bay Area, Fl. NOAA, consultada por Internet el 4 de febrero del 2011.Dirección de
internet: http://www.srh.noaa.gov/tbw/?n=spanishtampabaytropicalweather
National Weather Service. National Hurricane Center, NOAA, consultada por Internet el 28 de febrero del 2011. Dirección de Internet:
http://www.nhc.noaa.gov/aboutgloss.shtml National Weather Service. National Hurricane Center, NOAA, consultada por Internet el 30 de enero del 2011. Dirección de Internet:
http://www.nhc.noaa.gov/index.shtml
National Oceanic and Atmospheric Administration. National Hurricane Center, NOAA, consultada por Internet el 12 de febrero del 2011. Dirección de Internet: http://www.nhc.noaa.gov/pastall.shtml
Pasch Richard, J and Kimberlain, Todd B. Tropical Cyclone Report. Hurricane Dolly (AL042008) 20-25 July 2008. National Weather Service.
National Hurricane Center. pp. 19, consultada por Internet el 19 de febrero del 2011. Dirección de Internet: http://www.nhc.noaa.gov/2008atlan.shtml Rodríguez Esteves, Juan Manuel. “Desastres asociados a fenómenos climáticos en la frontera México – Estados Unidos”. El Colegio de la Frontera
Norte, consultada por Internet el 4 de febrero del 2011. Dirección de Internet http://www.scerp.org/bi/BI_X/papers/9-
Natural%20Disasters%20in%20the%20Border%20Region.pdf The Fleet Numerical Meteorology and Oceanography Center. Satellite Data Tropical Cyclone Page, consultada por Internet el 10 de febrero del 2011.
Dirección de Internet: https://www.fnmoc.navy.mil/tcweb/cgi-bin/tc_home.cgi?YEAR=2008&MO=Mar&BASIN=ATL&STORM_NAME=&PROD=tpw&PHOT=yes&ARCHIVE=Latest&TYPE=ssmi&NAV=tc&DI
SPLAY=all&CURRENT=LATEST.jpg&DIR=&ACTIVES=NONE&LOAD_CLOCK=no&ACTION=ENV
https://www.fnmoc.navy.mil/tcweb/cgi-bin/tc_home.cgi Unisys Weather Hurricane, consultada por Internet el 30 de enero del 2011. Dirección en Internet
http://weather.unisys.com/hurricane/atlantic/index.html
El Dr. Mario Gómez Ramírez es Académico de Tiempo Completo en la Licenciatura de Geografía de la Facultad de Economía en la Universidad Veracruzana, Veracruz, México y Catedrático de la materia de Climatología Marina de México en el Postgrado de Biología, Facultad de Ciencias, en la
Universidad Nacional Autónoma de México. Realizó sus estudios de licenciatura y postgrado en Geografía, en la Facultad de Filosofía y Letras, UNAM.
El estudiante Yafté Yakín Gómez Álvarez. Realiza sus estudios de la Licenciatura en Biología de la Facultad de Ciencias, en la Universidad Nacional Autónoma de México.
La estudiante Eileen Fátima Gómez Álvarez. Realiza sus estudios de la Licenciatura en Biología de la Facultad de Estudios Superiores Campus
Iztacala, .UNAM.
La Dra. Estela Guadalupe Enríquez Fernández es Académico de Tiempo Completo en la Licenciatura de Geografía de la Facultad de Economía en
la Universidad Veracruzana, Veracruz, México. Su línea de trabajo es básicamente en Geografía Física.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --195-- 13 al 15 de abril de 2011

Comparación de algoritmos de planeación de trayectorias que emplean quimiotaxis bacteriana y movimientos aleatorios para evadir mínimos locales
M.Sc. Helbert Eduardo Espitia C.1, Dr. Jorge Iván Sofrony E. 2, M.Sc. Cesar Leonardo González P. 3
1. Introducción
Resumen—En este documento se implementa un algoritmo basado en quimiotaxis bacteriana para la planeación de trayectorias de robots móviles el cual se compara con un algoritmo que emplea movimientos aleatorios para evadir mínimos locales. Existen varios métodos para la planeación de trayectorias en robótica móvil siendo de los más populares el basado en campos potenciales artificiales, sin embargo, este método tiene la desventaja de presentar mínimos locales lo cual puede hacer que el robot no logre llegar al punto destino. Aunque ya se han realizado aplicaciones para evadir mínimos locales el algoritmo propuesto busca emplear un modelo sencillo de quimiotaxis bacteriana que permita la planeación de trayectorias evadiendo mínimos locales.
Palabras claves—Robótica móvil, Planeación trayectorias, quimiotaxis bacteriana.
Los mecanismos empleados por los seres vivos para buscar alimento resultan ser una buena fuente de inspiración para el desarrollo de algoritmos de planeación de trayectorias en robótica móvil. El modelamiento de estos comportamientos ha sido de atención en áreas como matemática física biología e ingeniería en primer lugar para describir los diferentes fenómenos asociados y en una segunda instancia para proponer soluciones a problemas específicos de otras áreas, siendo este enfoque el aquí presentado.
De los aspectos de interés en esta propuesta se tienen métodos generales para la planeación de trayectorias en robótica móvil, modelos de quimiotaxis bacteriana y finalmente propuestas para solucionar el problema de mínimos locales en el método de campos potenciales.
1.1 Planeación de trayectorias para robots móviles Convencionalmente el problema de generación de trayectorias para un robot móvil indica que dado un robot y un
ambiente, se puede determinar una trayectoria entre dos puntos específicos si el robot está libre de colisiones y si satisface cierto criterio de desempeño [13], [26].
Una clasificación de los métodos para la planeación de movimientos de robots móviles consiste en dinámica o estática [33]. En el caso dinámico no se tiene información completa del espacio de trabajo y los obstáculos se consideran móviles. Para el caso estático se tiene conocimiento completo del espacio de trabajo y los obstáculos no se mueven. En [3], [30] y [38] se pueden apreciar algunas aplicaciones para la generación de trayectorias de robots móviles en la presencia de obstáculos estáticos y dinámicos.
De los métodos para la planeación de trayectorias se tienen en un primer lugar los basados en grafos de los cuales se distinguen, grafos de visibilidad [24], diagramas de Voronoi [34], modelado del espacio libre [5] y descomposición en celdas [23], [36].
Otro tipo de métodos empleados para la planeación de trayectorias consisten en un enfoque estocástico dando lugar al algoritmo de planeación aleatoria de trayectorias (Randomized Path Planner RPP) [2], al algoritmo de mapas probabilísticos (Probabilistic Road Map Method PRM) [14], [27] y al algoritmo de árboles de exploración rápida (Rapidly Exploring Random Tree RRT) [21].
Un enfoque adicional para determinar trayectorias se encuentra desde la optimización con métodos estocásticos. Una primera alternativa se tiene con la implementación de algoritmos genéticos en la planeación de trayectorias [10], [12], [22], [41]. Otra estrategia probabilística, consiste en emplear la técnica de optimización basada en colonias de hormigas, un ejemplo de esta aplicación es desarrollada en [29].
Trabajos adicionales para la planeación de trayectorias con métodos de optimización bio-inspirada consisten en la planeación de trayectorias empleando quimiotaxis bacteriana [7] y optimización PSO Particle Swarm Optimization [35].
Un método adicional para la generación de trayectorias se encuentra basado en campos potenciales el cual se describe a continuación.
1 El Magister Helbert Eduardo Espitia C. es Profesor-Investigador de la Universidad Distrital Francisco de José de Caldas, Bogotá-Colombia. [email protected] [email protected] 2 El Dr. Jorge Iván Sofrony E. es Profesor-Investigador de la Universidad Nacional de Colombia, Bogotá-Colombia.
[email protected] 3 El Magister César Leonardo González P. es Profesor-Investigador de la Universidad Autónoma de Ciudad Juárez, Chihuahua-México.
[email protected] (autor corresponsal)
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --196-- 13 al 15 de abril de 2011

1.2 Planeación de trayectorias empleando el método de campos potenciales El método de campos potenciales resulta ser de las técnicas más populares en la generación de trayectorias para robots
móviles por ser una forma elegante en la solución de este problema. De los primeros desarrollos se tiene el presentado por Khatib [15], aquí se propone que los obstáculos y el robot tienen un carga eléctrica del mismo signo con la finalidad de generar una repulsión mientras que la meta tiene asociada una carga eléctrica de signo opuesto para atraer al robot al punto destino. Convencionalmente los potenciales atractivos y repulsivos se generan de forma separada y el potencial total del espacio de trabajo es obtenido como la suma de estos. Ejemplos de campos potenciales bajo este enfoque son: FIRAS: The Force Involving and Artificial Repulsion from the Surface Function (FIRAS Función, en Frances),
propuesta por Khatib [15]. GPF: Generalized Potential Field, propuesta por Krogh [19]. Superquadric Artificial Potential Functions, funciones introducidas por Volpe and Khosla [16]. Harmonic Potential, propuesto por Kim y Khosla [17]. G&C Function, nuevas funciones del potencial propuestas por S.S. Ge y Y.J. Cui [11]. Para generar la trayectoria con estos potenciales solo se requieren el cálculo de gradientes para encontrar la trayectoria,
sin embargo el campo potencial total puede ser no convexo presentando mínimos locales lo cual dejaría caer al robot en una trampa, otra desventaja consiste en la estimación de los parámetros del campo potencial para lograr una adecuada evasión de obstáculos. Modificaciones al planteamiento original de campos potenciales se realiza considerando las anteriores limitaciones, Volpe y Khosla [16] proponen las funciones potenciales super-quadraticas (Superquadric Artificial Potential Functions), donde se emplea un amplio conjunto de formas desde rectángulos hasta elipses empleando fórmulas supercuadraticas. Una propuesta basada en la solución de la ecuación de Laplace para la transferencia de calor es propuesta de forma separada por Connolly [9] y adicionalmente por Kim y Khosla [17], este método no presenta mínimos locales y se genera mediante funciones potenciales harmónicas (Harmonic Potential Functions). Para el caso donde se tienen obstáculos en movimiento S.S. Ge y Y.J. Cui [11], proponen un nuevo conjunto de funciones potenciales las cuales dependen tanto de la posición como de la velocidad de los obstáculos.
Un problema adicional identificado tanto por S.S. Ge y Y.J. Cui [11] como por R. Volpe y P. Khosla [16], aparece cuando el campo potencial de un obstáculo encierra el objetivo lo cual ocurre cuando estos dos se encuentran muy cercanos, este problema es denominado GNRON (Goals Nonreachable With Obstacle Nearby), los anteriores autores en sus trabajos proponen diferentes tipos de campos potenciales para solucionar este problema.
Los anteriores métodos debido a su característica de adición de campos asociados a los obstáculos se denominaron campos potenciales locales. En contraste con la anterior orientación se tienen los campos potenciales globales donde se considera la totalidad de los obstáculos como también el objetivo para construir el campo potencial como un todo y no como la adición de partes, con esta orientación se busca eliminar el problema de los mínimos locales. Bajo esta nueva orientación aparecen las funciones de navegación (Navigation Function), propuestas por Rimon y Koditschek [32] las cuales son explícitamente diseñadas para presentar un único mínimo local en el objetivo y si existen otro tipo de puntos de equilibrio son enmascarados (rellenados). Para construir las funciones de navegación es necesario conocer completamente el espacio de trabajo por lo cual se pierde la simplicidad y ventajas computacionales que presentan los métodos antes expuestos [20].
1.3 Métodos para evadir mínimos locales en campos potenciales Sobre las diferentes técnicas desarrolladas para evadir mínimos locales un trabajo enfocado en la sintonía de parámetros
de campos potenciales se presenta en [31], a esta técnica los autores la denominaron campos potenciales evolutivos (Evolutionary Artificial Potential Field EAPF), aquí se propone un algoritmo para evadir los mínimos locales el cual es llamado Fuerza de Escape (Escape Force) la cual consiste en determinar los mínimos locales observando los puntos donde el campo potencial es nulo y aplicando una fuerza adicional que le permite al robot evitar el mínimo local.
Un método adicional para evadir mínimos locales consiste en generar un objetivo virtual, en este caso, cuando el robot se encuentra en un mínimo se genera un objetivo virtual en lugar del global hasta que el robot logre salir de este punto [40]. Este enfoque se realiza para que el robot pueda rodear obstáculos. Otro trabajo bajo un enfoque similar consiste en adicionar un obstáculo virtual con la finalidad de evitar los mínimos locales en el campo potencial [6].
Finalmente en [1] se emplean un conjunto de agentes con comportamiento de enjambre y en particular con características de vórtice con la finalidad de evitar los mínimos locales, esta técnica se denomina Local Minimal Avoidance (LMA), o también Local Minimal Escape (LME).
2. Quimiotaxis Bacteriana La quimiotaxis bacteriana es el proceso mediante el cual las bacterias buscan alimento alternando movimientos en línea
recta y aleatorios, si la dirección en la cual se desplaza la bacteria es favorable sigue nadando en esta dirección durante un tiempo mientras la olvida. Cuando la dirección de desplazamiento de la bacteria no es favorable o cuando olvida la dirección de su desplazamiento la bacteria realiza un movimiento aleatorio para buscar una nueva dirección [28]. Sobre
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --197-- 13 al 15 de abril de 2011

𝑟𝑟[𝑛𝑛] (2)
(3)
(4)
(1)
(5)
(6)
modelos de quimiotaxis se tienen enfoques desde la perspectiva de difusión (macroscópico) y de partícula basado en caminata aleatoria (microscópico) [4]. La anterior forma de locomoción se puede considerar como una caminata aleatoria [4], [39] o incluso como un vuelo de Lévy el cual puede ser un método de búsqueda más eficiente que la caminata aleatoria [18], [25]. Una expresión para representar la caminata aleatoria es:
𝑟𝑟𝑖𝑖��⃗ (𝑛𝑛 + 1) = 𝑟𝑟𝑖𝑖��⃗ (𝑛𝑛) + 𝛿𝛿
De la anterior ecuación 𝛿𝛿, es una variable aleatoria (vector) uniformemente distribuida en el intervalo �– 𝜂𝜂, 𝜂𝜂�. 2.1 Modelo E. coli Considerando lo presentado en [39] la forma de desplazamiento de la bacteria E. coli se puede caracterizar por una
caminata aleatoria donde se alternan movimientos de línea recta con movimientos aleatorios tal como se puede apreciar en la figura 1.
Figura 1: Forma de locomoción de la bacteria E. coli.
3. Método de campos potenciales En este método la trayectoria del robot se determina mediante el cálculo del gradiente del campo potencial [26], lo cual se realiza de la siguiente forma:
𝑟𝑟[𝑛𝑛 + 1] = 𝑟𝑟[𝑛𝑛] − 𝑣𝑣 � ∇��⃗ 𝑈𝑈𝑒𝑒𝑒𝑒𝑒𝑒�∇��⃗ 𝑈𝑈𝑒𝑒𝑒𝑒𝑒𝑒 �
�
Donde 𝑟𝑟 es la posición del robot, 𝑣𝑣 es el paso o avance del robot y 𝑈𝑈𝑒𝑒𝑒𝑒𝑒𝑒 es el campo potencial que contiene la información del espacio de trabajo. La información de los obstáculos y la meta está contenida en el campo potencial 𝑈𝑈𝑒𝑒𝑒𝑒𝑒𝑒 donde se emplea un potencial parabólico para el objetivo y barreras de potencial exponenciales para los obstáculos 𝑈𝑈𝑜𝑜𝑜𝑜𝑒𝑒 , la expresión para estos potenciales es respectivamente:
𝑈𝑈𝑜𝑜𝑜𝑜𝑜𝑜 (𝑟𝑟) = 𝑘𝑘𝑜𝑜𝑜𝑜𝑜𝑜 dis�𝑟𝑟, 𝑟𝑟𝑜𝑜𝑜𝑜𝑜𝑜 ��𝑟𝑟, 𝑟𝑟𝑜𝑜𝑜𝑜𝑜𝑜 �2
𝑈𝑈𝑜𝑜𝑜𝑜𝑒𝑒 (𝑟𝑟) = 𝑘𝑘𝑜𝑜𝑜𝑜𝑒𝑒dis�𝑟𝑟, 𝑟𝑟𝑜𝑜𝑜𝑜𝑜𝑜 �(𝑟𝑟, 𝑟𝑟𝑜𝑜𝑜𝑜𝑒𝑒 )−1
Donde 𝑟𝑟𝑜𝑜𝑜𝑜𝑜𝑜 es la posición del objetivo y 𝑟𝑟𝑜𝑜𝑜𝑜𝑒𝑒 , la posición del obstáculo. La función de distancia en coordenadas rectangulares es:
dis(𝑟𝑟, 𝑟𝑟𝑎𝑎) = �(𝑥𝑥 − 𝑥𝑥𝑎𝑎)2 + (𝑦𝑦 − 𝑦𝑦𝑎𝑎)2 Considerando un total de M obstáculos el campo potencial total puede ser calculado como:
𝑈𝑈𝑒𝑒𝑒𝑒𝑒𝑒 = 𝑈𝑈𝑜𝑜𝑜𝑜𝑜𝑜 (𝑟𝑟) + �𝑈𝑈𝑜𝑜𝑜𝑜𝑒𝑒 ,𝑚𝑚 (𝑟𝑟)𝑀𝑀
𝑚𝑚=1
El algoritmo empleado para determinar la trayectoria empleando el cálculo del gradiente es el siguiente:
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --198-- 13 al 15 de abril de 2011

4. Método de campos potenciales El método de planeación aleatoria de trayectorias (Randomized Path Planner RPP) fue propuesto por [2] Jérome Barraquand y Jean-Claude Latombe (1992) y consiste en dos tipos de movimiento uno de descenso y otro de escape de un mínimo local, una variación de este algoritmo se presenta en [37]. En la propuesta original de este algoritmo se presenta la opción de ejecutar los movimientos de descenso y escape y luego se observa si fue posible escapar de mínimo local, en la adecuación que se desarrolla en este trabajo el movimiento de escape se realiza hasta que se logra escapar del mínimo local. El esquema general del algoritmo con estos movimientos es el siguiente:
Donde 𝐵𝐵�⃗ es un vector de números aleatorios con probabilidad uniforme en el intervalo [−1,1], 𝑟𝑟𝑖𝑖 ,𝑚𝑚𝑖𝑖𝑛𝑛 es la posición de
cada partícula con la cual se tiene en menor valor del campo potencial y 𝑣𝑣 es el valor máximo de avance de cada individuo.
5. Algoritmo Basado en Quimotaxis Bacteriana Dos trabajos relacionados a resaltar son los presentados en [28] y [1]. En [28] se presenta una propuesta para la planeación de trayectorias empleando forrajeo de bacterias, por otro lado en [1] se realiza una propuesta para la planeación de trayectorias empleando estados internos de enjambres con características de vorticidad. En ambos trabajos se considera la interacción de los individuos. Aunque tal como se aprecia en los trabajos mencionados anteriormente ya se han desarrollado algoritmos para este fin, el objetivo de la presente pospuesta consiste en desarrollar un algoritmo simple basado en quimiotaxis bacteriana que permita evadir mínimos locales en campos potenciales. A diferencia de la propuesta desarrollada en [28] aquí se emplea el gradiente del campo potencial y un esquema de caminata aleatoria para evadir mínimos locales. Para cada partícula la posición de esta se calcula con la siguiente ecuación:
𝑟𝑟𝑖𝑖(𝑛𝑛 + 1) = 𝑟𝑟𝑖𝑖��⃗ (𝑛𝑛) + �⃗�𝑣𝑖𝑖(𝑛𝑛)
Para calcular �⃗�𝑣𝑖𝑖(𝑛𝑛) se emplea la siguiente ecuación:
�⃗�𝑣𝑖𝑖(𝑛𝑛) = �−𝑣𝑣𝑣𝑣
∇Uesp
�∇Uesp �, si 𝑅𝑅 < 𝜆𝜆;
𝑣𝑣𝐵𝐵�⃗ , si 𝑅𝑅 ≥ 𝜆𝜆
�
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --199-- 13 al 15 de abril de 2011

Donde 𝑅𝑅: número aleatorio con probabilidad uniforme en el intervalo [0,1]. 𝑣𝑣: número aleatorio con probabilidad uniforme en el intervalo [0,1]. 𝜆𝜆: parámetro de selección de la caminata aleatoria, 𝜆𝜆 ∈ ℝ[0,1]. 𝐵𝐵�⃗ vector de números aleatorio con probabilidad uniforme en el intervalo [−1,1]. 𝑣𝑣: Magnitud máxima de paso. Uesp : Campo potencial asociado a los obstáculos y el objetivo. 5.1 Algoritmo propuesto
El algoritmo propuesto intenta emular el comportamiento de quimiotaxis sin embargo se emplea el cálculo del gradiente para determinar la dirección de descenso más rápida. Mediante un número aleatorio se escoge entre una trayectoria basada en el gradiente y una caminata aleatoria, de igual forma el paso o avance del individuo se escoge de forma aleatoria.
El algoritmo propuesto es el siguiente:
Comentarios Finales Resumen de resultados
A continuación se presentan los resultados para el método de campos potenciales, el método de planeación aleatoria de trayectorias y el método de quimiotaxis propuesto, es importante señalar que esta propuesta no considera la interacción de individuos por lo cual se puede considerar como una aplicación de difusión [4]. Método de campos potenciales Empleando el método de campos potenciales descrito anteriormente se probo su efectividad en un caso típico donde se tienen dos obstáculos juntos los cuales al aumentar su potencial generan un mínimo local. En todos los casos considerados el potencial del objetivo se construye con kobj = 0,2 y el paso de se toma de V = 5. Método de quimiotaxis propuesto En este caso se tomó un valor de λ = 0,5 de tal forma que existe una posibilidad del 50% para seguir la trayectoria indicada por el gradiente, adicionalmente se toma un total de 20 individuos y un tamaño de paso máximo de 3, el algoritmo se ejecuto 10 veces dado que tiene una componente aleatoria y en cada ejecución se puede tener un resultado diferente. Algoritmo RPP Para la implementación de este algoritmo se tomaron 20 individuos con un tamaño de paso máximo de 3, ejecutando 10 veces el algoritmo en cada configuración del campo potencial, lo anterior se realiza para poder comparar los resultados obtenidos con el método de quimiotaxis bacteriana. Conclusiones y expectativas futuras Se realizó la propuesta de un algoritmo basado en quimiotaxis bacteriana para evadir mínimos locales para el método de campos potenciales y se realizó un ajuste al algoritmo RPP. Se observo que los algoritmos implementados logran determinar la trayectoria permitiendo evadir mínimos locales en campos potenciales. Para mostrar el desempeño del algoritmo se consideran varios casos de campos potenciales donde los algoritmos permiten determinar la trayectoria del robot móvil.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --200-- 13 al 15 de abril de 2011

Se aprecia que en el caso donde existe una configuración tipo trampa la diferencia entre el algoritmo RPP y el basado en quimiotaxis disminuye. Lo anterior muestra que una estrategia que identifique cuando se llega a un mínimo local permite mejorar la convergencia del algoritmo. Las trayectorias generadas por este método son discontinuas debido al tamaño de paso empleado por lo cual es necesario tener un procesamiento para tener una trayectoria suave que el robot pueda seguir.
Referencias
[1] Abdel Wahid M.H.M., McInnes Colin R., Wall following to escape local minima for swarms of agents using internal states and emergent behavior, International Conference of Computational Intelligence and Intelligent Systems ICCIIS, 2008. [2] Barraquand J´erome, Langlois Bruno, Latombe Jean-Claude, Numerical Potential Field Techniques for Robot Path Planning, IEEE Transactions on Systems, Man and Cybernetics, 1992. [3] Bennewitz Maren, Burgard Wolfram, Thrun Sebastian, Finding and Optimizing Solvable Priority Schemes for Decoupled Path Planning Techniques for Teams of Mobile Robots, Robotics and Autonomous Systems, 2002. [4] Berg Howard C., Random Walks in Biology, Princeton University Press, 1983. [5] Brooks Rodney A., Solving the Find-Path Problem by Good Representation of Free Space, IEEE Transactions on Systems Man and Cybernetics, 1983. [6] Chengqing Liu, Ang Marcelo, Krishnan Hariharan, Yong Lim Ser, Virtual Obstacle Concept for Local-minimum-recovery in Potential-field Based Navigation, Proceedings of the 2000 IEEE International Conference on Robotics & Automation, 2000. [7] Coelho Leandro dos Santos, Sierakowski, Cezar Augusto, Bacteria Colony Approaches With Variable Velocity Applied to Path Optimization of Mobile Robots, ABCM Symposium Series in Mechatronics, Vol. 2, 2006. [8] Cohen Paul, Empirical Methods for Artificial Intelligence, The MIT Press, 1995. [9] Connolly C.I., Burns J.B., Path Planning using Laplace’s equation, IEEE Conference on Robotics and Automation, 1994. [10] Fujimori Atsushi, Nikiforuk Peter, Gupta Madan, Adaptive Navigation of Mobile Robots with Obstacle Avoidance, IEEE Transactions on Robotics and Automation, 1997. [11] Ge S.S., Cui Y.J., New potential functions for mobile robot path planning, IEEE Transactions on Robotics and Automation, vol. 16, no. 5, pp. 615, 2000. [12] Gemeinder M., Gerke M., GA-based Path Planning for Mobile Robot Systems Employing an Active Search Algorithm, Applied Soft Computing, 2003. [13] G´omez-Bravo F., Cuesta F., Ollero A., Planificación De Trayectorias En Robots Móviles Basada En Técnicas De Control De Sistemas No Holónomos, XXIV Jornadas de Automática, 2003. [14] Kavraki Lydia E., Latombe Jean-Claude, Probablistic Roadmaps for Robot, In Practical Motion Planning in Robotics: Current Approaches and Future Directions, John Wiley, 1998. [15] Khatib O., Real-time obstacle avoidance for manipulators and mobile robots, International Journal of Robotic Research, vol. 5, no. 1, pp. 90, 1986. [16] Khosla P. Volpe R., Superquadric artificial potentials for obstacle avoidance and approach, 1998 IEEE Internaitional Conference on Robotics and Automation., Philadelphia, PA, April 26-28 1988. [17] Kim J.O., Khosla P.K., Real-time obstacle avoidance using harmonic potential functions, IEEE Conference on Robotics and Automation, Sacramento, CA, pp. 790-796, 1991. [18] Koyama Hideaki, Sato Hiroshi, Namatame Akira, Relation between waiting time and flight length for efficient search, SICE Annual Conference, 2008. [19] Krogh B., A generalized potential field approach to obstacle avoidance control, ASME Conf. of Robotic Research: The Next Five Years and Beyond, Bethlehem, Pennsylvania, 1984. [20] Lee Leng-Feng, Decentralized motion planning within an artificial potential framework (APF) for cooperative payload transport by multi-robot collectives, Master Of Science Thesis, University of New York at Buffalo, December 2004. [21] Lindemann Stephen R., LaValle Steven M., Steps Toward Derandomizing RRTs, In IEEE Fourth International Workshop on Robot Motion and Control, 2004. [22] Liu Guan-Yu, Wu Chia-Ju, A Discrete Method for Time-Optimal Motion Planning of a Class of Mobile Robots, Journal of Intelligent and Robotic Systems, 2001. [23] Lozano Peréz Tomas, Spatial planning: a configuration space approach, IEEE Transactions on computers, 1983. [24] Nilsson J. Nils, A Mobile Automaton: An Application of Artificial Intelligence Techiques, Proc. of the 1st. International Joint Conference on Artificial Intelligence, 1969. [25] Nurzaman Surya G., Matsumoto Yoshio, Nakamura Yutaka, Koizumi Satoshi, Ishiguro Hiroshi, Yuragi-based adaptive searching behavior in mobile robot: From bacterial chemotaxis to Levy walk, IEEE International Conference on Robotics and Biomimetics, 2008. [26] Ollero Baturone Aníbal, Robótica Manipuladores y robots móviles, Marcombo, 2001.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --201-- 13 al 15 de abril de 2011

[27] Overmars Mark H., Svestka Petr, A probabilistic learning approach to motion planning, Proceding in Workshop on Algorithmic Foundations of Robotics, 1994. [28] Passino, Kevin M., Biomimicry for optimization, control, and automation, Springer-Verlag, London, UK, 2005. [29] Porta García Miguel Ángel, Planeación De Trayectorias Para Robótica Móvil Mediante Optimización Por Colonia De Hormigas, Tesis de Maestría, Instituto Politécnico Nacional, Tijuana, B.C., México, Agosto 2007. [30] Poty A., Melchior P., Oustaloup A., Dynamic Path Planning For Mobile Robots Using Fractional Potential Field, First International Symposium on Control, Communications and Signal Processing, 2004. [31] Prahlad Vadakkepat, Kay Chen Tan, Wang Ming-Liang, Evolutionary Artificial Potential Fields and Their Application in Real Time Robot Path, Proceedings of the Congress on Evolutionary Computation, 2000. [32] Rimon E., Koditchek D.E., Exact robot navigation using artificial potential functions, IEEE Transactions on Robotics and Automation, vol. 8, no. 5, 1992. [33] De Los Santos De La Rosa Erik Adolfo, Heurística para la generación de configuraciones en pasajes estrechos aplicada al problema de los clavos, Tesis de Maestría en Ciencias con Especialidad en Ingeniería en Sistemas Computacionales, Universidad de las Américas Puebla, 2004. [34] Segovia Armando, Rombaut Michkle, Path Finding from a Spot Image for a Mobile Robot, Intelligent Vehicles 93 Symposium, 1993. [35] Sierakowski Cezar A., Coelho Leandro dos S., Study Of Two Swarm Intelligence Techniques For Path Planning Of Mobile Robots, 16th IFAC World Congress, July, 2005. [36] Sleumer Nora H, Tschichold G¨urman Nadine, Exact Cell Decomposition of Arrangements used for Path Planning in Robotics, Swiss Federal Institute of Technology, 1999. [37] Spong Mark, Hutchinson Seth, Vidyasagar M., Robot Modeling and Control, John Wiley & Sons, Inc., First Edition. [38] Tu Jianping, Yangt Simon, Genetic Algorithm Based Path Planning for a Mobile Robot, Proceedings of the IEEE International Conference on Robotics & Automation, 2003. [39] Wangy Zhiyu, Kimz MinJun, Roseny Gail, Validating Models of Bacterial Chemotaxis by Simulating the Random Motility Coefficient, IEEE BioInformatics and BioEngineering, 2008. [40] Xi-Yong Zou, Jing Zhu, Virtual local target method for avoiding local minimum in potential field based robot navigation, Journal of Zhejiang University - Science A, 2003. [41] Xiao Jing, Michalewicz Zbigniew, Zhang Lixin, Trojanowski Krzysztof, Adaptive Evolutionary Planner/Navigator for Robots, IEEE Transactions on Evolutionary Computation, 1997.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --202-- 13 al 15 de abril de 2011

ANÁLISIS DE LA APLICABILIDAD DE LA TÉCNICA MAPA DE LA
CADENA DE VALOR (VSM) CASO: MAQUINADOS AT S.A. de C.V. Ing. Arturo González Torres
ABSTRACTO:
La implantación de Manufactura Esbelta (Lean Manufacturing) como forma de cultura implica cambiar paradigmas
tradicionales asociados a la producción en masa (por lotes) y asumir que en el seno de la organización se deben producir
tres revoluciones: 1ª.- Redescubrir el papel fundamental del producto y de los flujos asociados a él, 2ª.- La creación de un
sistema de producción sincronizado con la demanda y 3ª.- La realización de proyectos de mejora de manera
extremadamente veloz.
Calidad, costo y entrega son algunos de los más importantes indicadores de desempeño, por lo que una empresa de clase
mundial debe buscar mejorar continuamente en: 1.- Lograr el menor tiempo posible para la entrega, 2.- El costo más bajo,
y 3.- La más alta calidad. Los tres son medibles igualmente estratégicos para resaltar la mejora, y son igualmente
significativos para lograr el éxito económico de la empresa. El mapa del flujo de valor puede ser de gran ayuda en el
esfuerzo para mejorar la calidad, costo y entrega. Esto resulta evidente a medida que se crea y se utiliza el mapa del flujo
de valor (VSM) ya que “es una estrategia técnica muy eficaz, la cual mejora los niveles de calidad, reducción de costo y
tiempos de entrega” (Womack y Jones 2003).
INTRODUCCIÓN
Al implementar proyectos de manufactura esbelta, los equipos de trabajo se les dificulta la ubicación, selección y costeo de
las áreas de oportunidad de mejora. Por alguna razón, ellos omiten dibujar el proceso paso a paso, considerándolo
innecesario, y tampoco construyen la matriz de proceso (por lo que desconocen la relación de afinidad entre familias y
productos) para que su clasificación y selección y aporten al análisis y tratamiento del valor y a la eliminación de los
desperdicios.
Ante la oportunidad de mejorar en productividad y competitividad, la velocidad de reacción es estratégica. La mejora
continua es la nueva cultura que permite satisfacer las fluctuantes y cambiantes necesidades del mercado por el apego al
valor agregado.
PLANTEAMIENTO DEL PROBLEMA
Las empresas manufactureras se encuentran ante la necesidad de replantear y rediseñar sus sistemas productivos al objeto
de alcanzar la competitividad con la que afrontar los retos de los mercados actuales (European Commission, 2004).
Es necesario por tanto, disponer de herramientas prácticas que apoyen el proceso de rediseño de sus sistemas productivos
(Marchwinski, 2004).
JUSTIFICACIÓN E IMPORTANCIA
La presente investigación se justifica debido a que sus resultados permitirán conocer, como contribuye esta técnica a
analizar y entender el flujo del material y de la información, las cuales son referencias estratégicas en la realización de un
producto o prestación de un servicio.
Así mismo, este estudio permitirá diferenciar las actividades que aportan valor contra aquellas que no lo hacen. De igual
manera se conocerá los pasos para la realización de esta técnica.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --203-- 13 al 15 de abril de 2011

2. MARCO TEÓRICO
El aspecto conceptual más importante que fue tomado en cuenta para la realización del estudio es la Manufactura Esbelta
(Lean Manufacturing). Ésta es una filosofía de gestión enfocada a la reducción de los 7 tipos de "desperdicios"
(sobreproducción, tiempo de espera, transporte, exceso de procesado, inventario, movimiento y defectos) en productos o
servicios. Eliminando el desperdicio, la calidad y el tiempo de producción mejoran y el costo se reduce.
2.1 MANUFACTURA ESBELTA (LEAN MANUFACTURING)
La historia de Lean comienza en 1913 con Henry Ford y su modelo de producción del modelo T, con el cual comienza la
producción en línea, que para 1913 fue algo totalmente revolucionario. La línea de producción de Ford era muy eficiente y
podía ensamblar autos de manera rápida y muy eficiente. Desarrolló, además, herramientas “go-no go” que permitían
ensamblar al auto las partes correctas. Además este modelo de producción ayudaba a mantener niveles de inventario bajos.
Sin embargo existía un problema, la línea de Ford era incapaz de ofrecer variedad de producto (Puedes desearlo del color
que quieras pero solo lo podrás tener en negro, fueron las palabras de Ford en aquel tiempo)
La oportunidad se dió cuando los clientes requirieron variedad. Fue en 1930 cuando Kiichiro Toyoda y Taiichi Ohno de
Toyota, vieron la necesidad de tener líneas de producción eficientes y seguras, de alta calidad y rapidez y que además
fueran flexibles y pudiera satisfacer los requerimientos del cliente, fue así como nace el Sistema de Producción Toyota que
ahora es conocido como Lean.
Manufactura Esbelta (Lean Manufacturing) es una filosofía de gestión enfocada a la reducción de los 7 tipos de
"desperdicios" (sobreproducción, tiempo de espera, transporte, exceso de procesado, inventario, movimiento y defectos)
en productos o servicios. Eliminando el desperdicio, la calidad mejora, y el tiempo de producción y el costo se reducen.
Las herramientas "Lean" (en inglés, "Esbelto") incluyen procesos continuos de análisis (kaizen), producción "pull" (en el
sentido de kanban), y elementos y procesos "a prueba de fallos" (poka yoke).
El núcleo de Lean Manufacturing se basa en la continua búsqueda de la mejora de los procesos, una filosofía de la
eliminación de todas las actividades de valor añadido y la reducción de los residuos dentro de una organización. Las
actividades de valor agregado son simplemente aquellas cosas que el cliente esté dispuesto a pagar. Por lo demás, los
residuos deben ser eliminados, simplificados, reducidos, o integrados. Los desechos son por lo general agrupados en las
siguientes ocho categorías: sobreproducción, de movimiento, inventario, defectos, de espera, transporte, procesamiento
extra, y capacidad subutilizada de las personas.
Un término estrechamente relacionados con Lean Manufacturing es la palabra japonesa "Kaizen", que significa mejora
continua. Kaizen es una metodología centrada en mejorar continuamente el proceso. Algunos de los principales objetivos
de Kaizen son reducir los residuos, la mejora de la calidad, reducir el tiempo de entrega, asegurar un área de trabajo y
aumentar la satisfacción del cliente. La esencia de Lean Manufacturing es comprimir el tiempo a partir de la recepción de
un cliente por toda la cadena, hasta la recepción del pago. Los resultados de este tiempo de compresión son el aumento de
la productividad, el aumento de rendimiento, la reducción de costes, mejora de la calidad y el aumento de la satisfacción
del cliente.
2.2 TÉCNICAS DE LA MANUFACTURA ESBELTA
En el siguiente gráfico podemos observar el sistema de producción de Toyota, los cimientos de la Manufactura Esbelta son
las técnicas, las cuales son:
El mapa del flujo de valor (VSM: Value Stream Mapping): es una representación gráfica de cada proceso en el
flujo de materiales y de la información. Esta técnica difiere significativamente de herramientas tales como el
Mapa de los Procesos o diagramas (layout), debido a que éste incluye tanto el flujo de la información así como el
flujo de los materiales.
Cinco eses (5´s): Busca mejorar las áreas de trabajo (gemba o piso de taller) con el propósito de facilitar el flujo
de materiales, personas y poder localizar correctamente materiales, insumos, etc.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --204-- 13 al 15 de abril de 2011

Despliegue de la Función de Calidad (QFD: Quality Function Deployment): Conocida como la casa de la calidad,
traduce las necesidades o requerimientos de los clientes a especificaciones del proceso.
Mantenimiento Productivo Total (TPM: Total Productive Maintenance): ayuda a optimizar los equipos e
instalaciones productivas.
Sistema KANBAN: Es un sistema de señalización que permite entregar el pedido correcto en el momento preciso,
esto permite nivelar la producción, una excelente forma de balancear una línea. Se han desarrollado diversas
formas para aplicar este sistema, las conocidas tarjetas o kanban, pero también señales luminosas, recipientes, etc.
Cambio rápido de Herramientas (SMED: Single Minute Exchange of Die): Reduce el tiempo de cambio en una
línea de producción permitiendo una reducción del tamaño de lote.
Figura 1. Sistema de Producción Toyota (Rother y Shook 2003)
Los pilares son de dos tipos. El pilar izquierdo incluye los elementos organizativos genéricos, como el Despliegue de
Políticas y otros como la Estandarización (el nivel de estandarización buscado es el mismo que en la música, se trata de
crear “partituras” que definan hasta el más mínimo detalle el trabajo). El pilar derecho se refiere a los elementos
organizativos específicos: Jidoka, One Piece Flow etc.
3. MATERIALES Y MÉTODOS
Para la realización de este estudio se utilizó la técnica de Manufactura Esbelta conocida como VSM (Value Stream
Mapping).
3.1 MAPA DE LA CADENA DE VALOR
El Mapa de la Cadena de Valor (VSM) o mapeo del flujo de valor, es una herramienta desarrollada en el seno del modelo
productivo de la Producción Ajustada (Lean Manufacturing) y particularmente enfocada a las empresas manufactureras
dedicadas a la producción seriada de piezas discretas (Womack et al., 1996).
Se fundamenta en la aplicación secuenciada de las siguientes etapas por parte de un equipo creado para tal fin (Rother et
al., 1998):
2.1 Elección de la familia de productos
2.2 Mapeo o cartografiado del estado inicial (current state)
2.3 Mapeo o cartografiado del estado futuro (future state)
2.4 Definición e implantación de un plan de trabajo.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --205-- 13 al 15 de abril de 2011

3.2 ELECCIÓN DE LA FAMILIA DE PRODUCTOS
La puesta en práctica del Mapa de la Cadena de Valor (VSM) se basa en el cartografiado del flujo de una única familia de
productos en el marco de la planta productiva. El criterio de selección principal de la familia se basará en la disposición de
la empresa a modificar o rediseñar el flujo productivo de la misma.
Ya entendido la demanda diaria, ahora solo hay que sumar a la cantidad de 129 piezas diarias, 111 piezas mas, ya que el
estas últimas son un inventario de seguridad. Lo que da una suma de 240 piezas diarias.
Ahora solo hay que igualar la producción, para saber cuántas piezas de los productos 6F, 12F, 24F Y 48 F deben de
fabricarse diariamente.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --206-- 13 al 15 de abril de 2011

3.3 MAPEO O CARTOGRAFIADO DEL ESTADO INICIAL (CURRENT STATE)
Mediante el empleo de iconos normalizados se concreta el mapa de la situación inicial del flujo de materiales y de su
información asociada.
La figura 1 muestra como ejemplo uno de los mapas iniciales desarrollados durante el proyecto de investigación.
3.4 MAPEO O CARTOGRAFIADO DEL ESTADO FUTURO (FUTURE STATE)
Se trata de definir un mapa futuro de la situación a alcanzar en un plazo determinado.
Dicho mapa futuro se desarrollará en base al seguimiento de ciertas pautas inspiradas en la Producción Esbelta:
1. Producción al ritmo demandado por el mercado.
2. Implantación de flujos continuos (lotes de transferencia unitarios) siempre que estos sean posibles.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --207-- 13 al 15 de abril de 2011

3. Empleo de sistemas de programación pull.
4. Programar un único punto del flujo logístico denominado proceso regulador.
5. Nivelar la producción lo máximo posible en cuanto a mezcla de referencias y frecuencia de control.
6. Mejora de eficiencias de los diferentes medios productivos.
La figura 2 expone el mapa futuro ideado para el caso del mismo ejemplo anterior.
3.5 DEFINICIÓN E IMPLANTACIÓN DE UN PLAN DE TRABAJO
Despliegue e implantación de un plan que englobe los diferentes proyectos de mejora a llevar cabo surgidos a partir del
mapa futuro.
4. ANALISIS DE RESULTADOS
En base a la figura 1 e interpretando la simbología y mediciones estratégicas, se observan las áreas de oportunidad que
indican las posibles mejoras. También se puede observar que el flujo de información está distorsionado. Contiene señales
duplicadas e incongruentes, ya que no se tiene un flujo simplificado. Por ejemplo: al proveedor le llega el pedido del
planeador pero también le llega el pedido del supervisor del área.
Por otra parte se puede visualizar que hay inventarios en cada estación, lo cual impide el flujo continuo del producto.
También se puede observar que hay una holgura en los tiempos mostrados por el SAP (tabla 1: Mapa del Flujo de Valor)
y los tiempos tomados por el departamento de Mejora Continua. Se puede concebir que el tiempo de entrega (Lead Time)
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --208-- 13 al 15 de abril de 2011

es de 1.02 días. Pero el tiempo de valor agregado es de tan solo 1 hora con 7 minutos y 69 segundos, lo cual indica que hay
desperdicios obstruyendo el flujo del producto. (Figura 3. Mapa del flujo de valor VSM).
Asimismo se calcula el tiempo “Takt” (Takt time) como sigue:
Enseguida los 222.92 segundos de ritmo calculados, se divididen entre cada estación de trabajo para balancear la línea, lo
cual marca el ritmo de trabajo al que se debe de producir una pieza. Para determinar el tiempo “Takt” de la operación, se
efectúa como se muestra en la tabla 1. Se enlistan los tiempos y los operarios requeridos para cada operación. Se incluye la
situación “antes” o actual y después (dividendo entre tiempo Takt). Cabe mencionar que al tiempo de ciclo (cycle time) se
le agregó un 15% (porcentaje de fatiga).
Tabla 1. Mapa del Flujo de Valor para un turno. Resumen de Tiempos
Al interpretar la tabla 1, se concluye que solo se necesitan 32 operadores, en lugar de 44 operadores como esta
inicialmente diseñado. Esto en ahorro de costo es de 192,000 dólares (12 operadores por 2 turnos por 8,000 dólares c/u).
5. CONCLUSIONES Y RECOMENDACIONES
5. 1 CONCLUSIONES
En síntesis y como conclusiones más relevantes, el VSM se muestra como una herramienta base adecuada, útil y práctica
tanto en los diferentes entornos productivos tratados como para las diversas problemáticas logísticas abordadas; de hecho,
el VSM cumple con las ventajas citadas por los principales autores (Rother et al., 1998):
· Muestra una visión sistémica del flujo productivo por cada familia a mapear.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --209-- 13 al 15 de abril de 2011

· Refleja las ineficiencias del sistema productivo.
· Proporciona un lenguaje común para el trabajo en equipo.
· Une los conceptos y las técnicas lean en un único cuerpo.
· Sirve de punto de partida estratégico para un plan de implantación.
· Muestra la unión entre los flujos de material y de información.
Es posible también concluir, a partir de los resultados de esta investigación, que el Mapa del Flujo de Valor será una
herramienta imprescindible para la mejora de procesos. La mejora continua debe ser la cultura en cualquier organización
que busque ser productiva y competitiva, ofreciendo soluciones a las necesidades cambiantes del cliente. Esta nueva forma
de vida de la empresa, busca que se “remueven” los desechos de manera continua, creando cadenas de valor y haciendo
que el producto fluya a través del proceso, mediante un sistema de jalón, en búsqueda de la perfectibilidad.
Este proyecto se enfocó casi enteramente en aspectos técnicos de cómo introducir Mapas del Flujo de Valor para encontrar
áreas de oportunidad de mejora en el proceso. Esta aplicación es una buena referencia de inicio, porque hace más
competitivas a la organización o empresas, asegurando un flujo del valor correcto de una manera que sirve al cliente con el
tiempo más corto, con el costo más bajo, con la calidad más alta, y con la entrega confiable.
5.2 RECOMENDACIONES
El Mapa del Flujo de Valor es responsabilidad primaria del gerente y no puede delegarla. La persona puede preguntarse en
las líneas de trabajo como eliminar el desperdicio, pero solo la gerencia tiene la perspectiva de ver el flujo total si es
segmentado en departamentos y en límites funcionales. Se tienen las siguientes necesidades:
- Esfuerzos constantes para eliminar la sobreproducción. Si esta se elimina, puede tener un gran flujo.
- Una firme convicción que puede ser adoptada para trabajar en su sitio, acoplado con una buena disposición para
tratar, fallar y aprender.
- La gerencia necesita dedicar tiempo y realmente aprender esta materia para si mismo.
- Soportar las operaciones cercanas, no dirigir sus equipos de trabajo.
- Cambiar la organización enfocado a departamentos para combinar productos.
La manufactura esbelta puede ayudar a los gerentes a ver los desperdicios e introducir las prácticas necesarias para
remover estas causas.
REFERENCIAS
1. Lean Enterprise Institute: http://www.lean.org
2. Strategos: Lean Manufacturing Strategy. http://www.strategosinc.com/value-stream-mapping-3.htm
3. Rother Mike, Shook John (2003). Learning to See ""Value Stream Mapping to create value and eliminate muda".
The Lean Enterprise Institute. Cambridge, Massachusetts, USA.
4. Womack, J. P. and Jones, D. T. (2003). Seeing the whole "" Mapping the extended value stream". The Lean
Enterprise Institute. Cambridge, Massachusetts, USA.
5. Womack, J. P. and Jones, D. T. (2004). Lean thinking: cómo utilizar el pensamiento Lean para eliminar los
despilfarros y crear valor en la empresa. Barcelona.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --210-- 13 al 15 de abril de 2011

CONTROL NEURO-BORROSO DE TEMPERATURA EN UN REACTOR CONTINUO DE TANQUE AGITADO
M.C. Gerardo Grijalva Avila1, M.C. José Luis Rodríguez Álvarez2, M.C. Edgar Hiram Rosales Cesaretti3, M.C. Eduardo Gamero Inda
1. INTRODUCCIÓN
4 Resumen— En el presente artículo se muestran los resultados obtenidos durante las fases de entrenamiento y aplicación en tiempo real de una red neuro-borrosa tipo ANFIS (Adaptive Neuro-Fuzzy Inference System, por sus siglas en ingles) para la manipulación de la variable temperatura en un Reactor Continuo de Tanque Agitado, dicha red fue entrenada mediante los datos obtenidos de un controlador tipo PID, este último sirvió como marco de referencia para comparar el desempeño entre ambos. Los resultados, evidencian una manipulación aceptable de la variable de interés aun y cuando los datos de entrenamiento no se deriven del control PID optimizado mostrando así la efectividad de este tipo de controladores denominados inteligentes. Palabras Clave— Neuro-borroso, ANFIS, Control de temperatura.
La constante demanda en la calidad de los procesos obliga al diseño de plantas más avanzadas y por tanto al diseño de estrategias de control de mayor robustez, las cuales han sido posibles debido a los avances en la tecnología de control y modelado de sistemas. En los últimos años se ha venido incrementando el desarrollo de sistemas de control que puedan tener un desempeño efectivo en tiempo real. Esto incluye además del control clásico, el desarrollo de métodos no analíticos de computación tales como las redes neuronales y la lógica borrosa. Estos métodos han demostrado ser efectivos en el diseño de control inteligente y en el manejo de la incertidumbre en tiempo real, respectivamente. Las redes neuronales se han venido aplicando extensamente en modelado y control de procesos, sin embargo no pueden incluir descripciones en sistemas lingüísticos ya que es complicado mediante estos métodos obtener las características del proceso de una manera comprensiva. Por otro lado, la deducción de los sistemas borrosos representa el conocimiento del proceso usando etiquetas lingüísticas y es relativamente más fácil de interpretar. Pero los sistemas borrosos no tienen mucha capacidad de aprendizaje, es difícil para un operador humano sintonizar las reglas borrosas y las funciones de pertenencia a partir de un conjunto de datos de entrenamiento. Por lo tanto un sistema que aprovechara las principales características de las redes neuronales con los postulados de lógica borrosa sería el adecuado para tratar de forma simultánea los conocimientos numéricos y lingüísticos.
Cuando se unifican los sistemas de inferencia borrosa y las redes neuronales, resulta un tipo de modelo borroso bajo una estructura de red adaptativa, llamado sistema neuro-borroso. Una vez que el sistema de inferencia borroso es equipado con la capacidad de aprendizaje, todas las metodologías de diseño para los controladores basados en redes neuronales vienen a ser directamente aplicables a los controladores borrosos.
Un tipo de red neuro-borrosa que se destaca por su método estructurado de aplicación y por su efectividad tanto en el modelado como en el control de procesos es la Red Adaptativa Neuro Borrosa, ANFIS. La red ANFIS consta de dos fases para su aplicación, la primera es el entrenamiento de la red a partir de un conjunto de datos de entrada-salida del proceso y en donde además es posible considerar el modelo obtenido como una “identificación de la planta” y utilizarse para fines de estudio de esta última. La segunda es la fase de aplicación de la red en donde el modelo obtenido se coloca en serie con la planta para fungir como controlador de la misma bajo los principios del control inverso. El Reactor Continuo de Tanque Agitado, CSTR, por sus siglas en ingles, es ampliamente usado en procesos químicos y en muchos de ellos se tienen problemas en relación al control de temperatura. Básicamente el comportamiento de un CSTR con respecto a la temperatura puede ser considerado como un intercambiador de calor, el cual es diseñado para transferir de manera eficiente el calor de un fluido a otro, ya sea que estos estén separados por una barrera sólida o que se encuentren en contacto. Con la finalidad de determinar un controlador para esta variable en el reactor, varios modelos para el CSTR han sido propuestos ya sea para el estudio de un fenómeno en particular o para una estrategia de control especifica, por ejemplo el diseño de un control ganancia programada en [1], o el control de un conjunto de ellos en [2]. Mas sin embargo las suposiciones de los modelos del reactor pueden no ser validas como para determinar un modelo en general.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --211-- 13 al 15 de abril de 2011

En consideración a lo anterior el presente trabajo de investigación consistió en el desarrollo de un sistema neuro-borroso libre de modelo para el control de la temperatura en el interior de un CSTR que pueda operar en un amplio intervalo del espacio de operación y que al mismo tiempo demuestre la posibilidad de optimizar el desempeño de un controlador clásico tipo PID.
2. METODOLOGÍA 1. Diseño y adecuación de la instrumentación electrónica necesaria para la manipulación de la temperatura en el
CSTR. 2. Obtención de la respuesta ante un escalón unitario de la planta. 3. Sintonización del controlador PID mediante el método de Siegler-Nichols. 4. Registro de datos de entrada-salida ante un aceptable desempeño del controlador PID en diversas regiones de
operación. 5. Inicialización y entrenamiento de la red ANFIS. 6. Aplicación y pruebas del controlador neuro-borroso. 7. Determinación de indicadores de desempeño de los dos controladores para elaborar un análisis comparativo de
ambos.
3. DESARROLLO La instrumentación desarrollada para la medición y manipulación de la temperatura del CSTR consistió de un sistema de control de fase que fue utilizado para controlar el disparo de un dispositivo semiconductor de potencia mediante el cual se regula el paso de la corriente alterna al elemento calefactor, dicho control de fase presenta una variación de 0° a 180° para un cambio de 0 a 10 VCD provenientes del controlador. Para la medición de la temperatura del fluido de salida se adaptó un conjunto de sonda (sensor de temperatura por resistencia, PT-100) y transmisor, convertidor de corriente a voltaje. Para el control PID del proceso se implementó un controlador EUROTHERM 2408® el cual es un controlador programable con estructura PID fija. En modo manual este tipo de controladores pueden ser enlazados a una computadora, permitiendo así utilizarlo como una tarjeta de adquisición de datos, en esta modalidad es posible enviar y recibir datos desde una PC. El esquema resultante de la planta a controlar se muestra en la figura 1.
Figura 1.- Esquema de la planta a controlar.
Control PID del proceso. Como primer paso se obtiene la respuesta a lazo abierto de la planta, mostrada en la figura 2, para lo cual se establece una entrada de flujo F1 constante al reactor. Posteriormente se aplica una máxima señal de control (escalón de entrada) a la resistencia calefactora, registrando el comportamiento de la temperatura en el reactor. Considerando que el escalón de entrada se aplicó en un tiempo t = 0 seg. la respuesta presenta un retardo de transporte. Cabe mencionar que para la sintonización del controlador PID se usó el método de Ziegler y Nichols[3] el cual no presentó mayor problema más que las limitaciones propias del controlador en el cual no es posible ajustar valores PID menores a 1 segundo, y fracciones de segundo, por lo cual los valores PID obtenidos teóricamente tuvieron que ser redondeados para suministrarlos al controlador.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --212-- 13 al 15 de abril de 2011

Figura 2. Respuesta a lazo abierto para la variable temperatura en el CSTR.
El desempeño del controlador PID es mostrado en la figura 3. Los valores para los parámetros PID para el control de temperatura fueron Kp = 1.96, Ki=4, Kd=72. Como se puede observar en la figura 3 se fija una referencia a 35 ºC, observe como el control alcanza el valor de la referencia y posteriormente se mantiene oscilando alrededor de este valor, dentro del rango de control del 3% permitido.
Figura 3- Control de temperatura y acción de control PID.
Respuesta ante cambios en la referencia Como se puede observar en la figura 2 el rango de control para la temperatura va desde la temperatura ambiente hasta unos 50 ºC aproximadamente. Para evaluar el funcionamiento del controlador a los cambios en la referencia (set-point), se probó con 35 ºC, 41 ºC y 45 ºC cuyos resultados son mostrados en la figura 4. El intervalo de tiempo en el cual se fijo la referencia de 35ºC fue de aproximadamente 36 minutos y el tiempo total para todo el experimento fue de aproximadamente 1.8 horas, note que para el caso en el que se fija la referencia a 41 ºC y 45 ºC el tiempo fue menor más sin embargo es suficiente para establecer que el PID sigue la lógica de control y que mantiene la variable controlada. Una vez que el controlador es sintonizado para trabajar a esta región de operación las variaciones al flujo de alimentación al reactor, F1, actuaran como perturbaciones de temperatura al sistema.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --213-- 13 al 15 de abril de 2011

Figura 4.- Comportamiento a cambios en la referencia y acción de control correspondiente.
Control neuro borroso de temperatura en un CSTR El control adaptativo modelo inverso [4][5] busca compensar las características de un sistema para llevar su respuesta a la unidad. La obtención del modelo inverso es fundamental para implementar los esquemas de control de modelo inverso o modelo interno. Para realizar este modelo, fue necesario extraer un conjunto de datos de la planta que se centrase sobre el área de trabajo normal de operación. Por lo tanto se cerraron los rangos de las entradas correspondientes a una temperatura de 35 ºC. Se expresa un vector como el de la ecuación 1 que permite definir un conjunto de datos de entrenamiento, dicho vector tiene la forma de la ecuación 5.1. X(k) = [ Referencia (k), Temperatura (k); OP(k)] (Ecuación 1) Donde las entradas corresponden a: Referencia (set-point), la Temperatura (valor real de la variable a controlar), las salidas son OP (porcentaje de acción de control de 0 a 100%). Cabe mencionar que el vector de la ecuación 1 también es llamado vector de regresión. Fase de entrenamiento de la red ANFIS. Los datos de entrenamiento fueron obtenidos a partir de la operación del controlador PID, mediante el uso de los comandos genfis1.m se genera el sistema de inferencia borroso inicial no sin antes haber escalado el rango de las variables de entrada a un intervalo de [-1,1] para evitar problemas en el entrenamiento. Se utilizaron las funciones de escalamiento a partir del máximo y el mínimo (premnmx, postmnmx y tranmnmx) incluidas en MATLAB®. Las entradas (referencia y temperatura real) del sistema de inferencia borroso inicial obtenido mediante genfis1 tiene las funciones de pertenencia mostradas en la figura 5.
Figura 5.- Funciones de pertenencia de las entradas para el sistema de inferencia borroso inicial. Una vez que se cuenta con el FIS inicial, el siguiente paso es la optimización de ese sistema mediante el comando ANFIS el cual generará el sistema de inferencia borroso basado en redes adaptables. El objetivo de ANFIS es dar un ajuste fino a las funciones de pertenencia iniciales mostradas en la figura 5 mediante el algoritmo de aprendizaje hibrido, después de
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --214-- 13 al 15 de abril de 2011

este proceso de optimización las funciones de pertenencia finales (correspondientes al sistema neuro borroso) son las mostradas en la figura 6. La eficiencia con la que ANFIS aproxima el funcionamiento del controlador PID se ve reflejada en la figura 7, mediante una comparación de la señal de control proporcionada por el controlador PID para mantener la variable controlada (datos de entrenamiento) y la señal generada mediante ANFIS para la misma situación, es decir, ANFIS minimiza el error entre la acción de control de entrenamiento y la acción de control aproximada, más no el error entre la variable real y la referencia.
Figura 6.- Funciones de pertenencia de las entradas para el sistema neuro borroso.
Figura 7- Aproximación de ANFIS al sistema a imitar.
En la figura 7 se muestra la acción de control requerida para mantener la temperatura al valor de referencia deseado mediante el control PID y la aproximación de ANFIS a esa señal. Fase de entrenamiento. Sí la aproximación que se hace del sistema a imitar es satisfactoria, entonces es momento de la aplicación del control neuro-borroso al proceso, para lo cual un factor importante como en la mayoría de los controladores borrosos es la presencia de limitadores a la salida del control que prevengan del envío de datos fuera de rango al actuador. Los resultados obtenidos son mostrados en la figura 8, en esta figura se puede observar como el control neuro-borroso mantiene la variable controlada a una temperatura de 35, 41 y 45 ºC, aparentemente mantiene un comportamiento similar al PID no obstante el tiempo de establecimiento es menor y el tiempo en que alcanza la referencia se reduce casi al doble, además hay que resaltar que aunque fueron pocos datos de entrenamiento para el control a 41 y 45 ºC el control neuro borroso tiene un buen funcionamiento.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --215-- 13 al 15 de abril de 2011

Figura 5.16.- Control neuro borroso manteniendo la variable a 35, 41 y 45 ºC.
Análisis comparativo entre el controlador PID y el controlador Neuro-borroso Para evaluar el desempeño de cada uno de los controladores, es necesario tener datos cuantitativos para su comparación. Se han escogido tres parámetros comparativos para representar las ventajas y desventajas da cada uno de los controladores [6].
o El primer parámetro utilizado corresponde al tiempo de establecimiento, obtenido por medio de las respuestas gráficas. Se escogió siguiendo el criterio del 5%.
o El segundo parámetro corresponde al índice de desempeño de error. Este evalúa la diferencia entre el valor deseado y el valor obtenido en la salida. Se define según la ecuación 2.
( )( )∑=
−−=N
kkykr
NJ
1
21 )(11
(Ecuación 2) o El tercer parámetro es el índice de suavidad en el esfuerzo de control y compara la diferencia entre una muestra
anterior de la señal de control y la actual, ecuación 3. Permite conocer que tan bruscos son los cambios de la señal de control.
( )( )∑=
−−=N
kkuku
NJ
1
22 )1(1
(Ecuación 3) La evaluación comparativa se hizo a partir de estos parámetros y son mostrados en la tabla 1. Como se observa el controlador neuro borroso resulta ser más eficiente que el PID.
Tabla 1. Análisis comparativo entre el control PID y el neuro borroso. Parámetros a Evaluar Del controlador PID Neuro- borroso
Tiempo de establecimiento (minutos) 6.25 2.58
Índice de desempeño 8.18 3.1014
Índice de suavidad en el Esfuerzo de control 0 0.0085
4. CONCLUSIONES
La estructura de ANFIS nos sitúa en la posibilidad del diseño de un controlador libre de modelos lo cual representa una buena alternativa cuando el modelo de la planta es poco confiable. La técnica de ANFIS no es una idea nueva y a la fecha se han desarrollado diferentes trabajos que hacen uso de ella. Cabe destacar que son pocos en los que se presentan aplicaciones reales. La mayoría de estos trabajos utilizan modelos fijos para modelar el comportamiento de la planta en diferentes condiciones de operación, lo que asume que se conoce a priori
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --216-- 13 al 15 de abril de 2011

el comportamiento de la planta. Sin embargo, se puede presentar un problema cuando las nuevas condiciones de operación generen un comportamiento de la planta que no se conocía y por ende que no se tomo en cuenta en el modelado. La investigación se llevo a cabo utilizando el paquete computacional de MATLAB®, el cual incluye la estructura de ANFIS. En esta investigación un esquema de control multivariable PID fue optimizado mediante ANFIS. Como resultado para condiciones normales de operación, el ANFIS tiene mejores resultados que el control PID además de trabajar en una amplia región de operación del proceso. El análisis comparativo y la experimentación mostrada a lo largo de este documento muestran la potencia del control inteligente para este tipo de aplicaciones. La implementación del controlador neuro-borroso mediante ANFIS a proceso en cuestión arroja resultados alentadores que muestran la viabilidad de combinar este enfoque en otras áreas de aplicación. Este controlador se probó en el control de temperatura en un CSTR, los resultados que se obtuvieron muestran que el control neuro-borroso a pesar de ser menos robusto que la mayoría del control clásico avanzado, tiene un mejor desempeño, sin la necesidad de obtener un modelo analítico o por identificación.
5. BIBLIOGRAFÍA [1] Lagerberg, Adam and Claes Breitholtz (1997). A study of gain scheduling control applied to an exothermic CSTR. Chemical Engineering & Technology 20(7), 435ñ444. [2] Abel, O. and W. Marquardt (2003). Scenariointegrated on-line optimisation of batch reactors. Journal of Process Control 13(8), 703ñ715. [3] Método de la curva de reacción de Ziegler-Nichols. [4] Widrow B, Plett G. Adaptive inverse control based on linear and nonlinear adaptive "ltering. In Proceedings of the world Congress on Neural Networks, San Diego, CA, September 1996; 620}627. [5] Widrow B, Walach E. Adaptive Inverse Control. Prentice-Hall PTR: Upper Saddle River, NJ, 1996. [6] Cardona, J. (2004). Control Inteligente en un Entorno de Instrumentación Virtual. Universidad del Valle. Cali – Colombia. [7].LIN, Chin-Teng. LEE, C.S. George. “Neural Fuzzy Systems”. Editorial Prentice Hall, New Jersey. [8] Lagerberg, Adam and Claes Breitholtz (1997). A study of gain scheduling control applied to an exothermic CSTR. Chemical Engineering & Technology 20(7), 435ñ444. [9] Abel, O. and W. Marquardt (2003). Scenariointegrated on-line optimisation of batch reactors. Journal of Process Control 13(8), 703ñ715. [10] Serway, Raymond. Ondas mecánicas y Termodinámica. En Física. Vol. 1. México: Editorial McGraw-Hill, 1994. [11] L.A. Zadeh. Fuzzy Sets. Information and Control 8, pp.338-353, 1965. [13] Jyh-Shing Roger Jang. ANFIS: Adaptive-Network-Based Fuzzy Inference System. Department of Electrical Engineering and Computer Science University of California, Berkeley, CA 94720.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --217-- 13 al 15 de abril de 2011

Versión en español de la escala de recuperación por agotamiento causado por fatiga
M. C. Juan Luis Hernández Arellano1, Dr. Jorge Luis García Alcaraz 2, Dr. José de Jesús Flores Figueroa3, Ing. Nancy Estefania Vazquez Alvarez
Palabras claves— escala, fatiga, recuperación, español
Introducción Dadas las condiciones actuales de trabajo donde los individuos están expuestos realizar tareas complejas que incluyen
demandas físicas y mentales, particularmente con la implementación continua de la tecnología (DiDomenico y Nussbaum, 2008), valorar la fatiga es una tarea que día con día cobra mayor importancia. Juárez-García (2009) postula que han sido pocos los métodos que se han generado para la valoración de fatiga, sobre todo en países de habla hispana, ya que los existentes han sido desarrollados en países con lenguas, culturas y creencias diferentes a los de América Latina.
Existen varios métodos para la valoración de fatiga. Uno de los primeros que fue desarrollado es la Prueba de Síntomas Subjetivos de Fatiga (PSSF) de Yoshikate. Este instrumento es de carácter dicotómico y considera 3 dimensiones: fatiga física, fatiga mental y deterioro físico donde cada una de estas dimensiones incluye 10 preguntas (Yoshikate, 1978). Otro método que ha sido utilizado en diversas investigaciones es el Inventario Sueco de Fatiga Ocupacional (SOFI por sus siglas en inglés) desarrollado por Ahsberg et al (1997) y que valora la fatiga en 5 dimensiones: falta de energía, esfuerzo físico, disconfort físico, falta de motivación y somnolencia, a su vez, cada dimensión es valorada por medio de 5 expresiones. González et al (2005) validó el cuestionario SOFI para el idioma español aplicándolo a una muestra de 240 enfermeras con trabajo de tiempo completo en hospitales de España. Posteriormente Sebastián (2008) replicó la versión en español del SOFI y adicionó la dimensión de irritabilidad a las cinco ya mencionadas. Sin embargo pocas han sido las investigaciones relacionadas con la fatiga en ambientes industriales.
La única escala generada para la valoración de fatiga en países de América Latina es la desarrollada por Juárez-García (2008) y que postula la relación fatiga-energía.
El objetivo de este artículo es validar la traducción de la escala de recuperación por agotamiento causado por fatiga (OFER por sus siglas en inglés) que fue desarrollada por Winwood et al (2005) en Holanda. OFER es una escala de 15 items que es compuesta por 3 factores: Fatiga Crónica (FC) que incluye los ítems 1-5, Fatiga Aguda (FA) que incluye los ítems 6-10 y Recuperación por cambios de Turno (RT) que incluye los items11-15 como se muestra en el cuadro 2. La escala de valoración consiste en un escala tipio Likert de 7 unidades, que comienza con 0 “totalmente en desacuerdo”, 1 “en desacuerdo”, 2 “poco en desacuerdo”, 3 “sin opinión”, 4 “poco de acuerdo”, 5 “de acuerdo” y 6 “totalmente de acuerdo”.
Para cada factor considerado (FC, FA y RT) la puntuación máxima que se puede obtener es 30. Sin embargo, para obtener una interpretación más adecuada de los resultados, por ejemplo en una escala de 0 a 100, se sigue el siguiente procedimiento. (1) Sumar las puntuaciones para cada ítem, (2) dividir entre 30 los valores obtenidos y multiplicar por 100. De esta manera se obtiene una puntuación para cada factor analizado. Para obtener la puntuación final de la valoración de recuperación por fatiga, se suman las 3 puntuaciones obtenidas para los factores y se divide entre 3.
La interpretación de la escala obtenida fue tomada de la propuesta realizada para el instrumento NASA-TLX (Ahsberg, 1997) en el manual de procedimiento de la Consellería de Sanitat Valenciana (Generalitat Valenciana, 2004). La información se muestra en el cuadro 1.
4
Resumen— Este artículo presenta la traducción y validación estadística de la escala de recuperación por agotamiento causado por fatiga (OFER por sus siglas en inglés). La versión en español se aplicó a 150 trabajadores que están expuestos a condiciones de trabajo que pueden causar fatiga y por lo tanto requieren de recuperación. La muestra estuvo compuesta por estudiantes, jefes de turno, supervisores, operarios y profesores universitarios. El análisis de confiabilidad por medio de alfa de Cronbach fue superior a 0.8. El análisis factorial fue consistente agrupando los items de la misma forma que el cuestionario original en el idioma Inglés. El resultado ofrece un instrumento validado para la valoración de recuperación de fatiga relacionada con el trabajo y que puede ser aplicado en países de habla hispana.
1 El M. C. Juan Luis Hernández Arellano es alumno del Doctorado en Ciencias en Ingeniería de la Universida Autónoma de Ciudad Juárez. [email protected] (autor corresponsal).
2 El Dr. Jorge Luis García Alcaraz es profesor del Departamento de Ingeniería Industrial y Manufactura de la Universidad Autónoma de Ciudad Juárez.
3 El Dr. José de Jesús Flores Figueroa es profesor del Departamento de Diseño de la Universida Autónoma de Ciudad Juárez. 4 La Ing. Nancy Estefania Vazquez Alvarez es alumna de la Maestria en Ingeniería Industrial del Instituto Tecnológico de Celaya.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --218-- 13 al 15 de abril de 2011

Puntuación Nivel de riesgo Acciones 0 - 25 Nivel aceptable No acciones 26 –50 Nivel inadecuado Acciones aconsejadas 51- 75 Nivel inadecuado Acciones prioritarias
76- 100 Nivel inaceptable Acciones inmediatas Cuadro 1. Puntuación e interpretación en el OFER
Metodología
Traducción La traducción de la escala fue realizada por los autores de este artículo y revisada por un Dr. en Letras Modernas
experto en redacción academica y científica. La redacción de los items fue enfocada poara trabajadores de nivel operativo, ya que su aplicación será en operadores de maquinaría en ambientes industriales. Porteriormente se realizó una prueba piloto con 15 estudiantes universitarios, esto con el objetivo de identificar palabras que pudiesen causar confusión.
Muestra La aplicación del cuestionario se realizó a 150 personas que están expuestos a condiciones de trabajo que pueden causar
fatiga y por lo tanto requieren de recuperación. La muestra estuvo compuesta por estudiantes, jefes de turno, supervisores, operarios y profesores universitarios. El cuadro 2 muestra detalles sobre la muestra.
Actividad n % Hombres Mujeres Rola turnos
Operarios de producción 35 23 30 5 Si Docentes universitarios 30 20 15 15 No
Operadores de maquinaria 25 16 21 4 Si Estudiantes universitarios 25 16 15 10 No
Secretarias 17 11 0 11 No Jefes de grupo/turno 10 6 9 1 No
Supervisores 8 5 4 4 No Total 150
Cuadro 2. Datos sobre la muestra Análisis de confiabilidad Para la validación del cuestionario se usó el índice Alfa de Cronbach (Cronbach, 1951). La información fue procesada en
el software SPSS 18. Análisis de componentes principales Se obtuvo el índice KMO (Kaiser, Meyer, Olkin), se aplicó la prueba de esfericidad de Bartlett para medir la adecuación
de la muestra y se analizaron las comunalidades de cada uno de los ítems o atributos para verificar su contribución, estableciendo a 0.5 como punto de corte (Lévy y Varela, 2003).
Para determinar los factores de agrupación se realizó un análisis factorial por el método de componentes principales usando la matriz de correlación para la extracción de los componentes y se consideraron como importantes aquellos factores con un valor mayor o igual a la unidad en sus eigenvalores. Además, con la finalidad de obtener una mejor interpretación de los factores críticos, se realizó una rotación por el método varimax (Lévy y Varela, 2003).
Resultados
Traducción Los items en el idioma ingles y el resultado de la traducción para el español se puede observar en el cuadro 3 el cual
incuye los cambios derivados de la prueba piloto realizada con estudiantes universitarios.
Dimensión Item en inglés Item en español Fatiga crónica (FC)
1. I often feel I’m ‘at the end of my rope’ with my work
1. Usualmente mi trabajo me hace sentir al límite de mis capacidades.
2. I often dread waking up to another day of my work
2. Usualmente cuando despierto, tengo temor de ir a trabajar.
3. I often wonder how long I can keep going at my work
3. Usualmente me pregunto cuánto tiempo puedo continuar con mi trabajo
4. I feel that most of the time I’m just “living to work”
4. Usualmente siento que sólo vivo para trabajar
5. Too much is expected of me in my work 5. En mi trabajo esperan demasiado de mí
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --219-- 13 al 15 de abril de 2011

Fatiga aguda (FA)
6. After a typical work period I have little energy left
6. Me queda poca energía después de una jornada de trabajo.
7. I usually feel exhausted when I get home from work
7. Después de trabajar y cuando llego a casa, usualmente me siento agotado.
8. My work drains my energy completely every day 8. Mi trabajo diario consume toda mi energía 9. I usually have lots of energy to give to my
family or friends 9. Usualmente tengo mucha energía cuando estoy con mi familia o mis amigos
10. I usually have plenty of energy left for my hobbies and other activities after I finish work
10. Usualmente tengo energía para realizar mis pasatiempos y otra actividades, después de mi trabajo
Recuperación entre turnos (RT)
11. I never have enough time between work shift to recover my energy completely
11. Entre los cambios de turno, nunca tengo suficiente tiempo para recuperar completamente mi energía
12. Even if I’m tired from one shift, I’m usually refreshed by the start of the next shift
12. Si estoy cansado del turno de trabajo, puedo recuperarme para comenzar el siguiente turno.
13. I rarely recover my strength fully between work shifts
13. Entre los cambios de turno pocas veces recupero totalmente mi fuerza,.
14. Recovering from work fatigue between work shifts isn’t a problem for me
14. No es un problema para mí recuperarme de la fatiga, entre cambios de turno.
15. I’m often still feeling fatigued from one shift by the time I start the next one
15. Con frecuencia continúo fatigado luego de terminar un turno de trabajo y antes de iniciar el siguiente.
Cuadro 3. Cuestionario original en inglés y en español
Analisis de confiabilidad Una vez que se aplicó la escala a la muestra seleccionada, se realizó el análisis de confiabilidad por medio del Alfa de
Cronbach. En el cuadro 3 se pueden observar los items de la escala y seguidos de estos, se encuentran los valores obtenidos del estadistico alfa si se elimina el elemento. De esta forma se realizaron 6 iteraciones para aumentar la confiabilidad de instrumento la cual se puede observar en la parte baja del cuadro 4.
Items de la escala Iteración/ α de la escala si se elimina el
ítem 1/α 2/α 3/α 4/α 5/α 6/α
Usualmente mi trabajo me hace sentir al límite de mis capacidades .683 .718 .755 .794 .828 .841 Usualmente cuando despierto, tengo temor de ir a trabajar. .686 .720 .756 .794 .828 .834 Usualmente me pregunto cuánto tiempo puedo continuar con mi trabajo .652 .692 .730 .774 .811 .822 Usualmente siento que sólo vivo para trabajar .653 .692 .728 .771 .813 .817 En mi trabajo esperan demasiado de mí .692 .729 .767 .808 .839 Me queda poca energía después de una jornada de trabajo .633 .675 .718 .760 .798 .805 Después de trabajar y cuando llego a casa, usualmente me siento agotado. .653 .689 .726 .767 .806 .809 Mi trabajo diario consume toda mi energía .649 .685 .726 .766 .803 .806 Usualmente tengo mucha energía cuando estoy con mi familia o mis amigos .729 .763 Usualmente tengo energía para realizar mis pasatiempos y otra actividades, después de mi trabajo
.726 .762 .798
Entre los cambios de turno, nunca tengo suficiente tiempo para recuperar completamente mi energía
.668 .703 .739 .779 .817 .820
Si estoy cansado del turno de trabajo, puedo recuperarme para comenzar el siguiente turno
.730
Entre los cambios de turno pocas veces recupero totalmente mi fuerza, .663 .698 .735 .776 .814 .818 No es un problema para mí recuperarme de la fatiga, entre cambios de turno. .722 .760 .792 .829 Con frecuencia continúo fatigado luego de terminar un turno de trabajo y antes de iniciar el siguiente.
.652 .687 .729 .770 .807 .812
Alfa de Cronbach de la escala 0.69 0.73 0.76 0.79 0.82 0.83 Items restantes 15 14 13 12 11 10
Cuadro 4. Análisis de confiabilidad con Alfa de Cronbach. α: alfa de cronbach si se elimina el ítem.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --220-- 13 al 15 de abril de 2011

El análisis de confiabilidad con los 15 items arrojó un indice de alfa de Cronbach de .69, el cual no se considera como aceptable. Adicionalmente, fue posible obtener aquellos items que si fuesen eliminados, aumentan la confiabildiad de la escala. En la primera iteración, si se elimina el item “usualmente tengo mucha energía cuando estoy con mi familia o mis amigos” el índice de alfa de Cronbach pasará de 0.69 a 0.73. Siguiendo este procedimiento iterativo, en la sexta iteración se obtiene un índice de .83 con 10 items restantes como se observa en el cuadro 4.
Análisis de componentes principales El índice KMO fue de 0.805 lo cual nos dice que la muestra fue adecuada. El análisis factorial por el método de
componentes principales usando la matriz de correlación para la extracción de factores, determinó 3 autovalores mayores a igual a 1 (ver cuadro 5) que explican el 68.32% de la varianza. Este resultado es consistente con la escala original pues está compuesta por 3 factores.
Componente
/factor Autovalores iniciales
Total % de la varianza % acumulado 1 4.006 44.510 44.510 2 1.142 12.693 57.203 3 1.001 11.117 68.320
Cuadro 5. Extracción de componentes
Con el objetivo de obtener una mejor interpretación de la agrupación de los items en factores, se realizó un análisis de componentes principales por medio de la rotación varimax (Lévy y Varela, 2003). El cuadro 6 muestra dicho análisis. En este se incluye la agrupación de los items en factores, el α de Cronbach de cada facrtor, el peso de cada item y su relación con el cuestionario original, logrando así que la versión en español con 10 items coincida con el cuestionario original en ingles.
Item Factor
/ α Peso Relación con la
escala original 1 Después de trabajar y cuando llego a casa, usualmente me siento agotado.
1/0.843
0.874
Fatiga Aguda 2 Mi trabajo diario consume toda mi energía 0.843 3 Me queda poca energía después de una jornada de trabajo 0.752 4 Con frecuencia continúo fatigado luego de terminar un turno de trabajo y antes de
iniciar el siguiente 0.662
5 Usualmente me pregunto cuánto tiempo puedo continuar con mi trabajo
2/0.593
0.783
Fatiga Crónica 6 Usualmente siento que sólo vivo para trabajar 0.6 7 Usualmente cuando despierto, tengo temor de ir a trabajar 0.598 8 Usualmente mi trabajo me hace sentir al límite de mis capacidades 0.54 9 Entre los cambios de turno pocas veces recupero totalmente mi fuerza
3/0.70 0.806
Recuperación entre turnos 10 Entre los cambios de turno, nunca tengo suficiente tiempo para recuperar
completamente mi energía 0.805
Cuadro 5. Agrupación de factores
Discusión
En contraste con otras escalas para la valoración de fatiga como el SOFI (Ahsberg, 1997), FAS (Michielsen, 2003),
ESCAM (Rolo, 2009) que utilizaron muestras superiores a 500 sujetos, la muestra utilizada para la validación de la escala de recuperación por fatiga se puede considerar limitada (150 sujetos), por lo tanto es necesario aumentarla para obtener una validación más robusta.
Es posible que, debido a que solamente el 39% de la muestra rola turnos, se hayan obtenido solo dos items para valorar este factor al obtener la matriz de componentes rotados.
Conclusiones
Se cuenta con una primera versión en español de la escala de recuperación de fatiga causada por fatiga que fue valiadada
estadisticamente y puede ser aplicada de maneta confiable. Recomendaciones
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --221-- 13 al 15 de abril de 2011

Considerar realizar una replica del estudio aumentado la muestra y diversificando las actividades laborales que se incluyeron en este análisis.
Referencias
Ahsberg E., Gamberale F, Kjellberg A. Perceived quality of fatigue during different occupational tasks Development of a questionnaire. International Journal of Industrial Ergonomics. 20. 121-135, 1997. Cronbach, L. J. (1951). Coefficient alpha and the internal structure of tests. Psychometrika, 16, 297-334. DiDomenico A. y Nussbaum M. A. Interactive effects of physical and mental workload on subjective workload assessment. International Journal of Industrial Ergonomics 38. 977-983, 2008. Farrer, F., Minaya, G., Escalante, J., Ruiz, M. (1995). Manual de ergonomía. Fundación Mapfre. 1995 Generalitat Valenciana (2004). Manual de procedimientos: protocolos de prevención de riesgos laborales. Valencia: Conselleria de Sanitat. Juarez-Garcia A. The fatigue-energy dimension as presenteeism indicator: validity of a proposed scale in Mexican workers. Revista ciencia y trabajo. Año 9, número 24. Pag. 55-60, 2007). Lévy, J. P. y Varela, M. Análisis multivariable para las ciencias sociales, Madrid: Prentice Hall. (2003) Michielsen H. J., De Vries J, Van H. G. L. (2003). Psychometric qualities of a brief self-rated fatigue measure. The Fatigue Assessment Scale. Journal of Psychosomatic Research. 54. Pp 345– 352. Rolo G. G., Díaz C. D. & Hernández F. E. Desarrollo de una Escala Subjetiva de Carga Mental de Trabajo (ESCAM). Revista de Psicología del Trabajo y de las Organizaciones. Vol. 25, n.° 1, 2009 - Págs. 29-37, 2009. Sebastián C. M. L., Idoate G. V. M., Llano L. M., Almanzor E. F. E. (2008) SOFI-SM: cuestionario para el análisis de la fatiga laboral física, mental y psíquica. Revista digital de seguridad y salud en el trabajo N. 2. Pág. 1-22. Winwood, P.C., Winefield, A.H., Dawson, D., & Lushington, K. Development and validation of a scale to measure work-related fatigue and recovery: The Occupational Fatigue Exhaustion/Recovery Scale (OFER). Journal of Occupational and Environmental Medicine, 47, 594-606, 2005. Yoshitake, H. Three characteristic patterns of subjective fatigue symptoms. Ergonomics
El Dr. Jorge Luis García Alcaraz es Ingeniero Industrial y Maestro en Ciencias en Ingeniería Industrial por el Instituto Tecnológico de Colima y Dr. en Ciencias en Ingeniería Industrial por el Instituto Tecnológico de Ciudad Juárez. Actualmente es profesor del Departamento de Ingeniería Industrial y Manufactura de la Universidad Autónoma de Ciudad Juárez. Sus líneas de investigación son la aplicación de tecnologías a los procesos de producción, estadística industrial y análisis multivariado de problemas.
El Dr. José de Jesús Flores Figueroa es Lic. en Diseño Gráfico por la Universidad. Maestro en Artes Visuales por la Universidad Nacional Autónoma de México y Dr. en letras Modernas por la Universidad Iberoamericana. Actualmente es profesor del Departamento de Diseño de la UACJ. Sus líneas de investigación son
21, 231–233, 1978.
Notas Biográficas El M. C. Juan Luis Hernández Arellano obtuvo los grados de Ingeniero Industrial y Maestro en Ciencias en Ingeniería Industrial en el Instituto
Tecnológico de Celaya. Actualmente es alumno del Doctorado en Ciencias en Ingeniería de la Universidad Autónoma de Ciudad Juárez y profesor del Departamento de Diseño de la UACJ. Sus líneas de investigación son la Ergonomía Ocupacional, Macroergonomía y Diseño ergonomico de productos.
La Ing. Nancy Estefania Vazquez Alvarez es Ingeniera Industrial por el Instituto Tecnologico de Celaya. Actualmente es alumna de tiempo completo de la Maestría en Ingeniería Industrial del Instituto Tecnológico de Celaya.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --222-- 13 al 15 de abril de 2011

Simulación del impacto de los tiempos de preparación en el rendimiento de un sistema productivo en escenarios de atención FIFO y LIFO
M.C. Rubén Hernández Balbuena1, M.C. Rafael Arenas Hernández2, Dr. Germán Alonso Ruiz Domínguez3 y Dr. Lázaro Rico Pérez4
1 Profesor del departamento de ingeniería industrial. Instituto Tecnológico de Hermosillo. rhbalbuena @ith.mx 2 Profesor del departamento de ingeniería industrial. Instituto Tecnológico de Hermosillo. [email protected] 3 Profesor del departamento de postgrado e investigación. Instituto Tecnológico de Hermosillo. [email protected] 4 Profesor – investigador del departamento de ingeniería industrial y manufactura. Universidad Autónoma de Cd. Juárez.
[email protected] (autor corresponsal)
Resumen— La presente investigación trata sobre la simulación de un sistema de producción que atiende una demanda conocida bajo las políticas FIFO (First In – First Out) y LIFO (First In – First – Out). El funcionamiento de este sistema está condicionado a diversas variables operativas, siendo de especial interés el tiempo de preparación de las máquinas. Las principales medidas de rendimiento empleadas en este trabajo son: el tiempo total de producción, el tiempo operativo, no operativo y de preparación de las estaciones de trabajo. El objetivo primordial del presente estudio es medir el grado de impacto de diversos tiempos de preparación en el rendimiento global del sistema, con el propósito de realizar un análisis de sensibilidad en cada escenario de atención simulado.
Palabras clave— Sistema de producción, Simulación, FIFO, LIFO.
Introducción El rendimiento de los sistemas productivos se ve gravemente afectado por el tiempo de preparación, también conocido
como set-up, por lo que diversos autores como Chiu et al. (2003), Esrock (1985) y Kim et al. (1995) se han dedicado a estudiar la manera en la que éste se debe gestionar de forma óptima, considerando que el set-up es inevitable cuando el sistema produce más de un solo artículo e indeseable por el tiempo que consumen de la actividad fabril. Otros autores han probado múltiples maneras de reducir el impacto del set-up bajo enfoques diferentes, como Ammons et al. (1992), Mileham et al. (1999), Mirza y Malstrom (1994), Moxham y Greatbanks (2001) y Shingo (1985) en cuyos trabajos indican que los fabricantes producen grandes volúmenes de lotes con la idea de reducir el número de set-ups, pero esta táctica operativa acarrea consecuencias perniciosas, como por ejemplo, altos niveles de inventario en proceso y largos tiempos de entrega del producto final, que en consecuencia, influyen fuertemente en los costos de producción, así como también, dificultan la rápida respuesta del fabricante a los cambios repentinos de la demanda de los clientes. En la presente investigación se simula un sistema de producción con el propósito de medir el grado de impacto de diversos tiempos de set-up, con el objeto de disponer de información suficiente para realizar un análisis de sensibilidad, el cual sirva en la comprensión del comportamiento integral del sistema.
Descripción del método
El desarrollo del presente estudio se apega a la metodología propuesta por Law y Kelton (1991) para realizar un estudio de simulación, cuyos pasos se presentan enseguida.
1.- Definición del problema. El sistema de producción analizado en este estudio está enfocado a la fabricación de monitores, el cual se compone de 3
estaciones de trabajo y una estación dedicada a inspección de los productos, como se observa en la figura 1. Los monitores se fabrican en 3 dimensiones: 19”, 21” y 25”, y son procesados en las estaciones de trabajo 1 y 2, para después ser trasladados a la estación de inspección y ser revisados; los productos que no cumplan con las especificaciones de inspección, deben ser retrabajados en la estación origen del problema. Los monitores de 19” y 21” aceptados en la estación de inspección terminarán su proceso de fabricación, y en el caso de los monitores de 25” que aprueben la inspección, pasarán a la estación 3 para cumplir con una última parte de su secuencia de producción.
Las características operativas del sistema son las siguientes:
a) La demanda de los monitores es conocida. b) Los set-ups existen sólo en las estaciones 1 y 2, los cuales varían entre 1 y 7 minutos en valores discretos. c) Los operarios de cada estación tienen una disponibilidad del 100% en la jornada de trabajo. d) Los monitores defectuosos son retrabajados una sola vez y tienen una mayor prioridad de atención. e) El tiempo de retrabajo de los monitores se reduce al 50% del tiempo del proceso original. f) Los monitores retrabajados son enviados a inspección y tienen solamente una probabilidad del 2% de ser
nuevamente rechazados, por lo que en caso de darse esta situación, son desechados de manera irremediable.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --223-- 13 al 15 de abril de 2011

Figura 1.- Sistema de producción bajo estudio. Los objetivos que se desean alcanzar en esta investigación son los siguientes: 1. Calcular el tiempo de producción del sistema en los entornos FIFO y LIFO para cumplir con la demanda. 2. Medir el grado de impacto de los set-ups en las estaciones de trabajo 1 y 2 en escenarios de atención FIFO y LIFO,
en relación a sus tiempos operativo y no operativo. 3. Realizar un análisis de sensibilidad de las estaciones de trabajo 1 y 2 para conocer su dinámica operativa.
2.- Recolección de datos. Los datos correspondientes a la operación del sistema de producción se encuentran en la tabla 1, donde se indica lo siguiente:
• Señala la variedad de producto de acuerdo a sus dimensiones. Monitor.
•
Es la cantidad de monitores a producir de cada tipo. Demanda (dem).
•
Es la cantidad de lotes de 4 unidades de cada tipo de monitor. Lotes.
•
La llegada de los productos al sistema es por medio de un vehículo transportador en lotes de 4 unidades, el cual tiene una tasa de llegada apegada a la distribución normal, cuyos parámetros varían de acuerdo al tipo de monitor, como se indica en la misma tabla.
Llegada.
•
Especifica la ruta de proceso de los productos . Ruta.
•
Representa el tiempo (minutos) de preparación de las estaciones 1 y 2. Set-up.
•
Señala la capacidad de almacenamiento de los productos a ser procesados antes de cada estación de trabajo e inspección. Los productos se trasladan entre las estaciones en función de la disponibilidad del buffer, y los tiempos de traslado varían de acuerdo a la información contenida en la tabla 2. Los buffers serán identificados en correspondencia al número de estación a la que pertenezcan (p.e.: estación 1, buffer 1, etc.).
Buffer.
•
Representa el porcentaje de defectos generados en las estaciones 1 y 2 del sistema. Defectuosos (%d).
•
Señala los parámetros de la distribución triangular de los tiempos de proceso (minutos) de todas las estaciones que integran el sistema.
Tiempo de operación.
Estación 1 Estación 2 Inspección
Monitores retrabajados Monitores de 19”, 21” y 25”
Monitores rechazados
Monitores de 19” y 21”
Estación 3
Monitor de 25”
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --224-- 13 al 15 de abril de 2011

Monitor Dem. Lote Llegada Ruta Set-up Buffer %d Tiempo operación Mín. Moda Máx.
19” 240 60 N (16, 1) 1 1 Infinito 5 0.8 1.0 1.5 2 1 8 8 0.9 1.2 1.8
Insp. 0 5 0 1.8 1.1 1.3
21” 180 45 N (20, 1.5) 1 1 Infinito 5 1.1 1.5 1.9 2 1 8 8 1.1 1.7 2.1
Insp. 0 5 0 1.3 1.8 2.2
25” 180 45 N (22, 2)
1 1 Infinito 5 1.9 2.1 2.6 2 1 8 8 1.8 1.9 2.1
Insp. 0 5 0 1.8 2.3 3.2 3 0 5 0 0.5 0.7 1.0
Tabla 1.- Datos de la operativa del sistema.
En la tabla 2 se presentan los tiempos de traslado entre estaciones del sistema de producción.
Origen Destino Tiempo en segundos
Estación 1 Estación 2 12 Inspección 18
Estación 2 Inspección 15
Inspección Estación 1 20 Estación 2 14 Estación 3 12
Tabla 2.- Tiempos de traslado entre las estaciones del sistema de producción.
3.- Construcción, verificación y validación del modelo de simulación. i. Construcción y verificación del modelo.- el modelo de simulación se construyó en Promodel™ y el proceso de
verificación se realizó con el debugger del programa, que es una valiosa herramienta de monitorización con la que se puede evaluar y dar seguimiento a los procedimientos lógicos del modelo durante su ejecución (aplicación conocida como walkthrough), y de igual forma, se comprobó el comportamiento de las variables de estado del sistema (p.e.: la llegada de los monitores por el vehículo trasportador, los tiempos de traslado entre estaciones, las cantidades de productos rechazados, etc.); por lo tanto, el analista tiene el control total en la supervisión de los eventos programados, y que junto con la capacidad de animación del software, el proceso de verificación del modelo se vio muy favorecido.
ii. Validación.- esta parte del estudio se realizó por medio de un walkthrough, con el propósito de llevar a cabo un análisis de sensibilidad para comparar el comportamiento del sistema en diferentes condiciones de operación; por ejemplo, dentro de las acciones tomadas en la validación, se hicieron alteraciones en la cantidad de productos que llegan al sistema, los tiempos de procesamiento de las estaciones de trabajo, el porcentaje de rechazos, entre otras alteraciones más, con la idea de comprobar la coherencia entre los datos de entrada y los resultados del programa informático.
4.- Diseño de experimentos. El modelo de simulación se ejecutó 10 veces para obtener resultados piloto para determinar el número de ejecuciones óptimo, por lo que se empleó la fórmula 1 propuesta por los investigadores Law y Kelton (1991).
1, 1 / 2
2 ( )*( ) min : iS nn i n t
iαβ β− −
= ≥ ≤
Donde: n* = número óptimo de ejecuciones. n = número de ejecuciones piloto. β| = error máximo permitido. α = nivel de significancia. i = número de ejecuciones. S2 = varianza muestral de las ejecuciones (n)
La reducción del tiempo promedio de producción de los artículos, con un error máximo de 5 minutos (0.083 horas), es
el criterio empleado en el diseño de los experimentos del presente estudio; los datos obtenidos de las 10 corridas piloto del programa sirvieron para calcular la desviación estándar del experimento, la cual es de 0.27 horas, por lo que a partir de la aplicación la fórmula 1 con un nivel de significancia del 5%, se determina que el número óptimo de ejecuciones del modelo es de 43veces.
Fórmula 1
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --225-- 13 al 15 de abril de 2011

Sustituyendo en la fórmula 1, el resultado es el siguiente:
, 0.95
20.27*(0.083) min 10 : 0.083 43in i ti
= ≥ ≤ =
Comentarios Finales
Análisis de resultados. Los resultados de la simulación indican que el sistema de producción tiene un mejor rendimiento en el escenario de
atención FIFO que en el LIFO, situación que ocurre en toda la gama de tiempos de preparación considerados en este estudio, pues como se observa en la figura 2, el valor medio del tiempo total de producción es más corto en el entorno FIFO con diferencia bastante perceptible (se empleó un intervalo de confianza del 95% en el experimento estadístico); también se aprecia en la misma figura, que los valores asociados al límite inferior (L.I.) y límite superior (L.S.) de la política FIFO y los correspondientes a la política LIFO son muy cercanos entre si durante el experimento. El L.I. y L.S. de ambas políticas es prácticamente igual cuando el tiempo de set-up es de 1 minuto, y conforme éste se incrementa, existe un mayor distanciamiento entre los intervalos de cada política, hasta llegar a una diferencia aproximada a los 10 minutos entre ellas.
Figura 2.- Tiempo total de producción en escenarios de atención FIFO y LIFO.
La dinámica operativa de las estaciones de trabajo 1 (E1) y 2 (E2) se observa en la figura 3, la cual muestra la repartición
del tiempo total de simulación entre los tiempos operativo, no operativo y de set-up. Los resultados de la simulación indican la grave disminución del porcentaje de tiempo operativo de las estaciones, conforme se realizan set-ups de mayor duración; también se aprecia que las estaciones tienen un mayor porcentaje operativo cuando el set-up tiene la duración de un minuto, independientemente de la política de atención empleada. Conforme se incrementa el tiempo de set-up, el tiempo operativo de las estaciones se reduce gradualmente, siendo los casos más graves cuando los tiempos de preparación van de 5 a 7 minutos, pues como se aprecia, el tiempo operativo varía entre el 50 y 40% en el caso de las política FIFO, siendo más dañino el impacto del tiempo de set-up en la política LIFO, pues el tiempo operativo de las estaciones de trabajo cae entre el 40 y 30%. Otro descubrimiento importante del estudio es el relacionado al tiempo no operativo de las estaciones de trabajo, pues de acuerdo a los resultados de la simulación, este tiempo es similar cuando se experimenta el comportamiento del sistema en entornos FIFO con diferentes tiempos de preparación, situación que se repite en entornos LIFO. También se observa en la figura 3 que el tiempo no operativo generalmente es mayor en la estación 1 que en la 2, cualesquiera que sea la política de atención y el tiempo de preparación simulado.
1 2 3 4 5 6 7FIFO 20,39 23,55 26,91 30,29 33,69 36,97 40,58LIFO 21,42 26,13 31,24 36,20 41,12 45,39 50,00FIFO L. I. 20,31 23,43 26,75 30,11 33,45 36,66 40,21FIFO L. S. 20,47 23,66 27,08 30,47 33,93 37,28 40,94LIFO L. I. 21,32 25,99 31,05 35,93 40,75 44,99 49,63LIFO L. S. 21,52 26,26 31,42 36,47 41,49 45,78 50,37
0
10
20
30
40
50
60
MINUTOS
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --226-- 13 al 15 de abril de 2011

Figura 3.- Dinámica operativa de las estaciones 1 y 2 en escenarios de atención FIFO y LIFO.
Conclusiones. Las conclusiones del presente estudio son las siguientes:
• La técnica de Simulación fue una herramienta eficaz en modelar el sistema de producción bajo estudio, pues a partir de la construcción de los entornos FIFO y LIFO con variables estocásticas que representan la dinámica operativa del mismo, se pudo medir de forma precisa el impacto de los tiempos de preparación en su rendimiento integral.
• El análisis de los resultados de la Simulación indica una relación directamente proporcional entre los tiempos de preparación y el tiempo total de producción, pues se observó que al incrementarse el tiempo de set-up aumenta considerablemente el tiempo total de producción del sistema, el cual puede llegar a duplicarse, tal como sucedió en el presente estudio.
• Las políticas FIFO y LIFO juegan un papel muy importante en la programación de la producción del sistema,
pues de acuerdo a los resultados de la Simulación, el simple hecho de cambiar los entornos de atención en el modelo informático, éste genera estadísticos considerablemente diferentes sobre el rendimiento global del sistema.
Recomendaciones. Los autores de esta investigación consideran:
• Realizar un nuevo estudio de Simulación con el sistema de este mismo trabajo, para conocer su comportamiento global con diferentes tiempos de preparación en cada una de las estaciones que lo integran.
• Comprobar el grado de influencia de diversas políticas de atención en el rendimiento integral del sistema de
esta investigación.
• Experimentar con técnicas enfocadas a gestionar los tiempos de preparación en el modelo de Simulación de este estudio, tal como SMED (Single Minute Exchange of Die), con el propósito de evaluar su efectividad en la reducción del tiempo total de producción.
Referencias Ammons, J. C., M. Carlyle, G. W. Depuy, K. P. Ellis, L. F. McGinnis, C. A. Tovey, H. Xu. Productivity improvements in SMED placement through CAPP. ISHM Proceedings, 18–22, 1992. Chiu, H. N., H. M. Chen, L. C. Weng. Deterministic time varying demand lot-sizing models with learning and forgetting in setups and production. Production and Operations Management, 12(1), 120–127, 2003. Esrock, Y. P. The impact of reduced setup time. Production and Inventory Management Fourth Quarter, 94–101, 1985.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
FIFO
LIF
OFI
FOL
IFO
FIFO
LIF
OFI
FOL
IFO
FIFO
LIF
OFI
FOL
IFO
FIFO
LIF
OFI
FOL
IFO
FIFO
LIF
OFI
FOL
IFO
FIFO
LIF
OFI
FOL
IFO
FIFO
LIF
OFI
FOL
IFO
E1 E2 E1 E2 E1 E2 E1 E2 E1 E2 E1 E2 E1 E2
1 * 2 * 3 * 4 * 5 * 6 * 7
TIEMPO
DE
SI
MULACIÓN
TIEMPO DE SET-UP
OPERATIVO NO OPERATIVO SET-UP
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --227-- 13 al 15 de abril de 2011

Kim, S. L., J. C. Hayya, J. D. Hong. Setup reduction and machine availability. Production and Operations Management, 4(1), 76–90, 1995. Law, A., Kelton, W. D. Simulation Modeling and Analysis. McGraw-Hill. 2nd edition. 1991. Mileham, A. R., S. J. Culley, G.W. Owen, R. I. McIntosh. Rapid changeover — A pre-requisite for responsive manufacture. International Journal of Operations and Production Management, 19(8), 785–796, 1999. Mirza, M. A., E. M. Malstrom. Required setup reductions in JIT driven MRP systems. Computers and Industrial Engineering, 27(1– 4), 221–224, 1994. Moxham, C., R. Greatbanks. Prerequisites for the implementation of the SMED methodology: A study in a textile processing environment. Journal of Quality and Reliability Measurement, 18(4), (International) 404–414, 2001. Shingo, S. A revolution in manufacturing: The SMED system. Productivity Press, Cambridge, Massachusetts. 1985.
Notas Biográficas 1 Ingeniero electricista (1993). Maestro en ciencias en ingeniería industrial (1997). Instituto Tecnológico de Orizaba. 2 Ingeniero industrial en producción (1993). Maestro en ciencias en ingeniería industrial (1997). Instituto Tecnológico de Orizaba. 3
Maestro en ciencias en ingeniería industrial. Instituto Tecnológico de Cd. Juárez (1998). Ingeniero industrial y de sistemas (1993). Instituto Tecnológico de Hermosillo.
Maestro en ciencias en ingeniería industrial del Instituto Nacional Politécnico de Grenoble (2002). Doctor en ingeniería industrial del Instituto Nacional Politécnico de Grenoble (2005). 4
Maestro en ciencias en ingeniería industrial (1998). Instituto Tecnológico de Orizaba. Ingeniero mecánico (1995). Instituto Tecnológico de Veracruz.
Doctor en ciencias en ingeniería industrial (2008). Instituto Tecnológico de Cd. Juárez.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --228-- 13 al 15 de abril de 2011

OObbsseerrvvaaddoorreess ddee eessttaaddooss aapplliiccaaddooss aa uunnaa ppllaannttaa ddee pprroodduucccciióónn ddee BBiiooddiieesseell Dr. Héctor Hernández De León1,M.C. Rafael Mota Grajales2, Dr. Jorge Camas Anzueto3, Ing. Elsa Ojeda Serrano4
Rꞌ ─ CO ─ OH + CH
Resumen— Los observadores de estado son herramientas virtuales que permiten estimar las variables o estados de un sistema en base a mediciones de las señales de salida y señales de control. En procesos de ingeniería la estimación de los estados de un proceso es un problema difícil de resolver debido a que en algunos casos no se tienen los sensores que permitan medir ciertos estados o simplemente porque no existen o son demasiado costosos. Estos observadores de estado dependen de tener un modelo matemático que represente la dinámica del proceso. La presente investigación presenta los resultados de la aplicación de la técnica de observadores para la estimación de estados de las variables que no se pueden medir en línea. Todo esto con la finalidad de apoyar el desarrollo de un sistema de adquisición y de datos que aporten información para integrar el diagnóstico inteligente de la planta de producción de biodiesel.
Palabras claves—proceso, observadores de estados, falla, diagnóstico inteligente, planta de producción de biodiesel.
Introducción En la actualidad la operación de procesos industriales no sólo está basada en su controlabilidad, sino también en la
supervisión y detección de fallas para de este modo aumentar la confiabilidad, seguridad y disminuir costos. La producción de biocombustibles, en especial de biodiesel es un proceso costoso que requiere especial cuidado en el
control de cada una de las etapas de obtención del mismo. La escasez de los sensores en línea que permita el monitoreo en tiempo real de los estados del proceso representa uno de los principales obstáculos en la producción del biodiesel. El desarrollo de sensores virtuales ha permitido sustituir parcialmente la necesidad de los sensores en línea. Elemento importante de estos es el diseño de observadores, siendo esta área en la que se enfoca la presente investigación. Esta estrategia estima el efecto de las acciones de control en la variable a caracterizar, lo que permite integrarlo a un esquema de diagnóstico inteligente de manera global, reduciendo costos y facilitando la supervisión del proceso de producción de biodiesel.
El presente artículo está organizado de la siguiente manera: en la sección siguiente se presenta el modelo del proceso de producción de biodiesel. Una vez obtenido el modelo y las variables a utilizar en el modelo de estimación de estados para el diagnóstico, en la sección siguiente se describe de forma general los modelos básicos de observadores de estados, que complementarán un esquema de clasificación para la identificación de fallas del proceso. En la sección de resultados se muestran los mismos obtenidos de la aplicación de técnicas de estimación con diversas fallas generadas en el proceso y, finalmente se presentan las conclusiones y perspectivas del presente estudio.
Descripción del Método
El proceso químico de bioreacción del Biodiesel De acuerdo con la ASTM (American Society for Testing and Materials) [1], el Biodiesel se puede definir como un mono-
alquil éster de largas cadenas de ácidos grasos como son los aceites vegetales o la grasa animal, los cuales comúnmente son usados en motores diesel como combustible. “Bio” representa la fuente biológica y “diesel” implica que es usado como combustible. Su producción típica es por medio de una reacción de transesterificación utilizando alcohol, generalmente metanol o etanol, aceite vegetal o animal, en presencia de un catalizador. En comparación con los combustibles derivados del petróleo, el Biodiesel ha ganado aceptación como una alternativa de combustible [2] porque es renovable, biodegradable, no tóxico, emite menos cantidad de monóxido de carbono, tiene un alto punto de ignición, bajo poder calorífico, propiedades térmicas bajas y produce mayor cantidad de emisiones de óxido de nitrógeno.
En la transesterificación [3,4] los aceites vegetales, expresados como triglicéridos, reaccionan con un alcohol en presencia de un catalizador, produciéndose éster y glicerina. Esta reacción implica la conversión de un éster en otro éster. Los alcoholes más recomendados son el metanol, etanol y butanol. Los ésteres resultantes de la reacción reciben el nombre de ácidos grasos y metil-ésteres (FAME o Biodiesel). La transesterificación es ilustrada mediante la ecuación química en (1).
3 (1) ─ OH ←→ Rꞌ ─ CO ─ O ─ CH3 + H ─ OH
1 El Dr. Héctor Hernández De León es Profesor Investigador de la Maestría en Mecatrónica del Instituto Tecnológico de Tuxtla Gutiérrez, Chiapas, México [email protected],mx (autor corresponsal)
2 El M.C. Rafael Mota Grajales es Profesor Investigador de la Maestría en Mecatrónica y Representante Institucional PROMEP del Instituto Tecnológico de Tuxtla Gutiérrez, Chiapas, México [email protected]
3 El Dr. Jorge Camas Anzueto es Profesor Investigador y Presidente del Consejo de Posgrado de la Maestría en Mecatrónica del Instituto Tecnológico de Tuxtla Gutiérrez, Chiapas, México [email protected]
4 La ingeniero Elsa Ojeda Serrano es estudiante de último grado de la Maestría en Mecatrónica del Instituto Tecnológico de Tuxtla, Gutiérrez, Chiapas, México " [email protected]
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --229-- 13 al 15 de abril de 2011

A continuación se presentan los elementos con los cuales se produce el biodiesel y la descripción de la simulación de la planta en estado estable, con la finalidad de aplicar la técnica de estimación de estados. Para el presente estudio se ha utilizado etanol e hidróxido de potasio como alcohol y catalizador respectivamente.
El primer paso es mezclar el etanol con el hidróxido de potasio para formar el etóxido, de acuerdo a la reacción de la ecuación química en (2).
KOH + C2H5OH → C2H5OK + H2 (2) O
La mezcla etanol-KOH es entonces vertida en el aceite dentro del reactor. Cada uno de los reactivos entra al reactor a
presión atmosférica y a temperatura ambiente, a excepción del aceite, el cual es precalentado hasta alcanzar una temperatura de 120o
En una reacción completa y exitosa, el glicerol comienza a separarse inmediatamente y la decantación se completa la mayoría de las veces en una hora. Después del asentamiento inicial, el contenido es mezclado de nuevo y agitado por 40 minutos. Después de los primeros 20 minutos de agitación se añade agua en una proporción igual a un 15% del volumen inicial del aceite usado en la reacción. Esta mezcla se deja decantar de 24 a 48 horas (estos tiempos se pueden reducir considerablemente si se usa centrifugación), entre mayor sea el tiempo de separación más sencillo será el proceso de lavado. Después de la re-mezcla del glicerol, la adición de agua y la culminación de la separación, se drena la capa inferior, la cual contiene glicerol y agua.
C. Con esto se pretende evaporar cualquier rastro de humedad. Con una relación de 3:1 la reacción de transesterificación se lleva a cabo en 2 horas.
En la etapa de lavado, el alcohol se remueve el alcohol remanente y los restos de potasio, glicerol o jabón, y el éster es lavado con agua en una proporción volumétrica del 30% de 30 agua. Para este procedimiento existen diversos métodos, sin embargo el más recomendable es el lavado de burbujas de aire, ya que reduce significativamente el tiempo de lavado.
En general el proceso de producción de Biodiesel por lotes se puede representar por medio de la figura 1.
Figura 1. Representación esquemática del proceso de producción de Biodiesel por lotes
Simulación en estado estable
Durante la transesterificación de Triglicéridos (TG) con Metanol en presencia de un catalizador alcalino, se producen esteres de ácidos grasos y glicerol. A su vez, también se forman dos productos intermedios, que al final no harán parte de los productos; Monoglicéridos (MG) y Diglicéridos (DG). Entre los estudios que existen acerca de la cinética de la transesterificación de ácidos grasos se han establecido varios modelos cinéticos, los cuales concuerdan en establecer un mecanismo de reacción que consiste en tres reacciones reversibles. Con base en esto se pude establecer que el mecanismo de reacción o pasos intermedios por los cuales se realiza la reacción serían los mostrados en las ecuaciones (3), (4) y (5).
TG + C2H5OH ⇔ 𝑘𝑘1
𝑘𝑘2 DG+ R1OOCH (3) 3 DG + C2H5OH ⇔ 𝑘𝑘3
𝑘𝑘4 MG+ R2OOCH
3 (4)
MG + C2H5OH ⇔ 𝑘𝑘5𝑘𝑘6 GL+ R3OOCH (5) 3
Cada uno de estos componentes tiene su formula química y propiedades que son requeridas para llevar a cabo la
simulación y pruebas de los observadores de estados. Ahora bien, las 4 principales etapas, las cuales se conservan para el
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --230-- 13 al 15 de abril de 2011

proceso continuo, para este caso de estudio la etapa de lavado no se tendrá en cuenta, ya que el producto final sale lo más puro posible del proceso de destilación.
Obtención del modelo
Debido a que el sistema a estimar es multivariable, de dos entradas y 2 salidas, se consideran 4 ecuaciones con las cuales se diseñará el modelo. Las ecuaciones en estado dinámico son las mostradas en (6), (7), (8) y (9).
TR = f (Tset (6) )
[NaOH] = f (Tset (7) ) TR = f [CH3OH] (8) set
[NaOH] = f [CH3OH] (9) set
El flujo de metanol es manejado para obtener [CH3OH]set a la salida de la primera torre de destilación. Con esto, se mantiene la fracción molar de catalizador deseada. De igual manera se manipula el flujo de agua fría que pasa por el intercambiador de calor, para obtener Tset
y por consiguiente mantener la temperatura del reactor en la temperatura deseada.
Observadores de estados Los observadores de estado han sido estudiados desde la década de los años 60. Los trabajos de Kalman (1960) y
Luenberger (1971) resolvieron el problema de la estimación de estados para sistemas lineales basándose en la propiedad de la observabilidad, caracterizada por la condición del rango de la matriz de observabilidad. En lo que se refiere a sistemas no lineales, no existe una solución general, ya que la propiedad de observabilidad de un sistema no lineal depende de las entradas del mismo. Así, una de las principales dificultades teóricas en la síntesis de un observador para sistemas no lineales es la existencia de entradas al sistema que hacen que éste último sea no observable [5]. Existen numerosos trabajos reportados en la literatura que presentan el diseño de observadores para diferentes clases de sistemas no lineales [6,7]. Los observadores también pueden clasificarse dependiendo de la manera en que se calcula la ganancia del observador, o bien, por las herramientas matemáticas o principios físicos utilizados [8,9]. Sin embargo, es bien conocido en el área de control automático que entre los observadores para sistemas no lineales que más se aplican en la estimación de variables de estado son los observadores de Kalman extendidos [8], los observadores de Luenberger extendidos [9] y los observadores de alta ganancia [6]. Un problema adicional para el diseño de un observador es cuando el modelo matemático del que se dispone, contiene incertidumbres de modelado, como parámetros desconocidos, difíciles de medir o físicamente no disponibles para ser medidos. Una alternativa de solución es el uso de observadores adaptativos, los cuales estiman simultáneamente variables de estado y parámetros en un sistema dinámico. El objetivo principal de la presente investigación es a partir de un modelo incierto del bioreactor de transesterificación, presentar una alternativa que incorpora por un lado la estimación de estados y por la inserción de la variable estimada a un proceso de diagnóstico y detección de fallas. El método está basado en un observador adaptativo de alta ganancia, que puede ser calibrado fácilmente, ya que cuenta con los parámetros conocidos dados por las ecuaciones de comportamiento del modelo. Para validar el observador, se realizaron simulaciones numéricas y datos obtenidos en la simulación en el proceso de transesterificación por lotes.
Principio de los observadores de estados El principio básico de la estimación de las variables de estado a partir de la medición de las variables de salida y de
control, se explica a continuación. Es importante mencionar que el diseño de observadores de estado se lleva a cabo siempre y cuando se satisfagan condiciones de observabilidad. En la figura 2, se presenta el sistema que está definido por las ecuaciones (10) y (11) y su correspondiente observador de estados por (12) y (13).
�̇�𝑥= Ax + Bu (10)
y = Cx (11)
𝑥𝑥�̇ = 𝐴𝐴𝑥𝑥� + Bu +k(y-𝑦𝑦�) (12) 𝑦𝑦� = 𝐶𝐶𝑥𝑥� (13)
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --231-- 13 al 15 de abril de 2011

Figura 2. Representación del sistema y del observador de estados
Para obtener la ecuación del error del mismo observador se resta (12) de (10), es decir,
e = x - 𝑥𝑥� Tomando lo límites cuando el error e tiende a 0 con t al infinito (objetivo del observador),
�̇�𝑒 = �̇�𝑥 − 𝑥𝑥�̇ = Ax + Bu - A𝑥𝑥� - Bu - k(y-𝑦𝑦�)
= Ax - A𝑥𝑥� - k(y-𝑦𝑦�) = A(x - 𝑥𝑥�) - k(Cx - C𝑥𝑥�) = A(x - 𝑥𝑥�) - kC(x - 𝑥𝑥�)
= (A – kC)(x - 𝑥𝑥�) e = (A – kC)(e) = Ao (14) e
La ecuación (14) muestra el desempeño dinámico del vector de error, el cual se determina por los valores propios de la
matriz (A – kC). Si esta matriz es estable, el vector de error debe converger a cero, para cualquier vector de error inicial. Si el sistema es completamente observable, se puede probar que es posible elegir la matriz k para que (A – kC) tenga los valores propios deseados. Es decir, se puede determinar la matriz de ganancia del observador k para obtener la matriz deseada (A – kC).
Observadores para sistemas no lineales A diferencia de los sistemas lineales, en el caso no lineal la observabilidad depende de las entradas. Además, una gran
cantidad de estudios de los observadores para sistemas no lineales se basan en el cálculo de la ganancia del observador. Dado el sistema en la forma (1), el observador es estimador del estado x(t) para observaciones en u(t) y y(t).
�̇�𝑥= f(ϴ,x,u) (15) y = h(ϴ,x,u) (16)
Donde x, y y u son respectivamente los estados, las salidas y las entradas del sistema; f, h son funciones no lineales de x
y u. Entonces el observador es de la forma, presentada en la ecuación 17. 𝑥𝑥�=𝑓𝑓(ϴo (17) ,𝑥𝑥�,u, y, k)
Donde 𝑓𝑓es una función no lineal y k es un vector de sintonización de parámetros.
Comentarios Finales Resumen de resultados El diagrama a bloques de la figura 3, muestra el esquema de la generación de resultados aplicado al proceso de
producción de biodiesel, tomando en cuenta las ecuaciones del modelo dinámico de comportamiento (ecuaciones 6 a 9).
Figura 3. Esquema utilizado para la generación de los resultados aplicando observadores de estados
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --232-- 13 al 15 de abril de 2011

Las ecuaciones del modelo final de comportamiento después de haber utilizado el simulador Hysys [11] para cada una de las etapas, se complementan con los valores de desviación mostrados en la tabla 1, que corresponden a los valores determinados de las constantes de tiempo del proceso y retardo [12].
TR = f (Tset [NaOH] = f (T) set T) R = f
[CH3OH][NaOH] = f [CH
set 3OH]set
τ (hr) 50.08 56.21 18.08 39.88 Retardo 36 137 192 84
Con las ecuaciones y las constantes de tiempo mostradas, a continuación se muestran dos tipos de gráficas de resultados
que corresponden a la estimación de las temperaturas ante perturbaciones de flujo (figuras 4 y 5).
Figura 4. Observador de estados de la temperatura ante una perturbación de flujo frNaOH =f(frCH3OH
)
Figura 5. Observador de estados de la temperatura ante una perturbación de flujo Tr =f(frCH3OH
)
Conclusiones
Se ha presentado una propuesta de solución al problema de la estimación de las variables características en el proceso por lotes de producción de biodiesel. El método propuesto se basa en el uso de un observador adaptativo de alta ganancia. Este tipo de observador requiere un modelo matemático aproximado del proceso que no necesariamente debe incorporar una expresión que describa completamente el comportamiento dinámico de los parámetros que se requiere estimar. Los resultados obtenidos en las pruebas de validación del observador, permiten concluir que el método propuesto puede ser utilizado en forma confiable para la predicción de la evolución de la transesterificación. La desventaja importante de este método de estimación de parámetros es su sensibilidad al ruido de medición. Sin embargo, sus ventajas son la facilidad en su implementación, calibración sencilla y costo bajo. Además, de su incorporación a un proceso de diagnóstico y detección de fallas.
Es importante destacar que cuando la temperatura del reactor tomaba valores por debajo del estado estable, el sistema se saturaba con respecto a la concentración de metanol, con esto se confirma una vez más que el proceso debe operar en un punto central entre el rango de operación. Por otra parte, cuando se realizó una perturbación en la temperatura del reactor, Tset, el cambio en las señales de salida fué mucho mayor que el observado que cuando se realizó un cambio en la concentración de catalizador, este comportamiento en realidad parece coherente, ya que en el proceso de producción de Biodiesel el catalizador acelera o reduce la velocidad de la reacción, más no influye directamente en la cantidad de producto final que resulta del proceso ó en las condiciones de temperatura a lo largo del mismo.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --233-- 13 al 15 de abril de 2011

El proceso continuo de producción de Biodiesel de acuerdo con la simulación arroja tiempos de estabilización demasiado largos, teniendo en cuenta que los cambios se realizaron en una simulación simplificada del proceso, es de suponerse entonces que el tiempo de estabilización de la variable controlada por el observador también será demasiado grande, este comportamiento se puede atribuir al modelo por medio del cual se representó el proceso. En general el controlador multivariable se comporta adecuadamente ante variaciones por encima de la temperatura en estado estable del reactor y por debajo del valor de estado estable de la fracción de masa del catalizador.
Recomendaciones Para permitir la aplicación de esta técnica de manera genérica será conveniente desarrollar una metodología que permita
al final, la determinación de variables a estimar y su ubicación.
Referencias
ASTM D 6751:2002 "Standard Specification for Biodiesel Fuel (B-100) Blend Stock for Distillate Fuels." Zhang, Y. Dubé M.A. Malean D.D. y Kates, M. Biodiesel Production From Waste Cooking Oil: Process Design and Technological. Review Paper: Canada (2003) 16p. Connemann, J. Fisher, J. Biodiesel in Europe 1998. Review Paper: Brazil (1998) 16p. Ávila Gómez, Adrián. Desarrollo de la Cinética de la Transesterificación de Transesterificación del Etil Ester de Oleica de Palma. (2006) 160p. Trabajo de Grado (Maestría en Ingeniería Mecánica). Universidad del Norte. Departamento de Ingeniería Mecánica. Bornard, G., Celle-Couenne, F. y Gilles, G. (1993). Observability and observers. Nonlinear systems: modeling and estimation. Fossard and Normand-Cryrot, Eds. Chapter 5, pp. 173-216. Chapman and Hall. London. Gauthier, J.P., Hammouri, H. y Othman, S. (1992). A simple observer for non linear systems. Applications to bioreactors. IEEE Transactions on automatic control 37 (6). 875-880. Besancon, G., De León-Morales, J. y Huerta-Guevara, J. (2006). On adaptive observers for bilinear systems for state-affine systems. International journal of control 79 (6), 581-591. Boutayeb y Aubry, D. (1999). A strong tracking extende Kalman observer for non-lineardiscrete-time systems. IEEE transactions on automatic control 44(8), 1550-1556. Zeitz, M. (1987). The extended Luenberger observer for nonlinear systems (1987). Systems and control letters 9 (2), 149-156. HYSYS 3.2 Chemical process simulator. Aspen Technology. López-Becerra, M. y Cantero-Vergara, K. Diseño y simulación de un control de modelo predictivo tipo DMC en un proceso continuo de producción de biodiesel. Ingeniería mecánica de la Universidad del Norte. Barranquilla, Colombia. (2006).
Notas Biográficas
El Dr. Héctor Hernández De León, es egresado del IPN como Ingeniero en Electrónica en 1982. Maestría en Ciencias en Ingeniería Electrónica por el CENIDET en 2001. Doctorado en Ciencias en Sistemas Automáticos por el INSA-Toulouse, Francia en 2006. Ha publicado diferentes artículos sobre control automático y diagnóstico inteligente aplicado a procesos industriales. Actualmente labora como docente e investigador en el Instituto Tecnológico de Tuxtla impartiendo diversas asignaturas al posgrado en Mecatrónica y a la carrera de ingeniería Electrónica.
El M.C. Rafael Mota Grajales tiene créditos del doctorado en ciencias en control industrial por la Universidad Claude Bernard de la ciudad de Lyon,
Francia. Es experto en observadores de estados. Actualmente es Profesor Investigador y responsable PROMEP del Instituto Tecnológico de Tuxtla. El Dr. Jorge Camas Anzueto es egresado del Instituto Nacional de Astrofísica, Óptica y Electrónica INAOE Puebla. Es experto en Láser y Óptica.
Actualmente es Profesor Investigador y Presidente del Consejo de Posgrado de la Maestría en Mecatrónica del Instituto Tecnológico de Tuxtla Gutiérrez. La Ing. Elsa Serrano Ojeda es egresada del Instituto Tecnológico de Tuxtla Gutiérrez como ingeniero en electrónica. Ha publicado artículos sobre
pretratamiento de señales y diagnóstico de fallas aplicados a procesos industriales. Actualmente se encuentra elaborando una tesis de maestría en el mismo Instituto Tecnológico sobre el diagnóstico inteligente aplicado a plantas de producción de biodiesel.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --234-- 13 al 15 de abril de 2011

Análisis comparativo entre la herramienta integral MTM1 y método RULA contra método REBA
Ing. Daniel Alberto Hernández Garcia1, Dr. Aide Maldonado Macias2 y Dr. Diego Adiel Sandoval3
Introducción.
.
Resumen— Los estudios de tiempos predeterminados juegan un papel importante en la productividad de las empresas ya sea de manufactura o de servicios, con estas metodologías se pueden estimar tiempos estándar para planear, programar costos, contratar, etc., pero no se les a dado un enfoque primario para evaluar posturas de trabajo, determinar riesgos de lesiones laborales, etc. El presente trabajo se lleva a cabo un análisis comparativo entre métodos de evaluación postural como REBA (Rapid Entire Body Assessment) y la herramienta integral MTM y RULA, aplicándola a diferentes estación de trabajo de ensamble manual en una industria de ensamble automotriz.
Palabras claves—Métodos de evaluación postural, Métodos de tiempos predeterminados, Ergonomia, Análisis comparativo.
En la actualidad dentro de las plantas de ensamble o de manufactura existen riesgos laborales de producir lesiones musco-esqueléticas, ya que las operaciones que se efectúan dentro de la misma son repetitivas y en ocasiones se encuentran fuera de rangos ergonómicos (movimientos y posturas no naturales). Este trabajo se lleva a cabo sobre varias estaciones de ensamble manual, de una industria de ensamble automotriz. En la cual se observan movimientos no naturales, dentro del método y área de trabajo, se analizara utilizando metodologías de evaluación postural, tales como MTM1-RULA y metodología REBA.
El objetivo principal es comparar los resultados dados por la herramienta propuesta y la metodología ya reconocida REBA, tomando en cuenta que se analizaron nueve operaciones de las cuales se desglosaron 100 elementos fuera de rango ergonómico, estos se analizaron por ambas metodologías y los resultados obtenidos se analizaron estadísticamente, utilizando herramientas estadísticas como t pareada a un nivel de significancia de 0.05 y el software Minitab 15®.
Herramienta integral (MTM-RULA).
Esta herramienta integra el trabajo mediante la metodología de tiempos predeterminados MTM1 que incluye en forma conjunta y simultánea la evaluación ergonómica postural con métodos ampliamente reconocidos y aceptados en la literatura. De esta manera, la herramienta presenta ventajas para el analista ya que es posible la detección “a priori” de factores de riesgo para Desórdenes Traumatológicos Acumulativos asociados al diseño del área de trabajo y de la tarea como: posturas estresantes, repetitividad y fuerza o carga excesiva a partir de la representación del método con MTM1. Adicionalmente, la herramienta conduce a la obtención del nivel de riesgo asociado con aquel elemento del método en el cual es necesario el despliegue de metodologías de evaluación postural reconocidas. Así mismo, pretende promover áreas y métodos de trabajo más seguros y ergonómicos a partir de su concepción y diseño, tanto como la elección y diseño de herramientas manuales, maquinaria e instalaciones tomando en cuenta al usuario. De tal forma que a través de su aplicación es posible la obtención del tiempo normal de trabajo y el nivel de riesgo asociado a las posturas adoptadas por el operario para efectuar el método de trabajo. Esto se consigue de forma simultánea y conveniente para facilitar y hace más eficiente la labor del ingeniero en la industria.
REBA (Rapid Entire Body Assessment).
El método REBA (Rapid Entire Body Assessment) fue propuesto por Sue Hignett y Lynn McAtamney y publicado por la revista especializada Applied Ergonomics en el año 2000. El método es el resultado del trabajo
1 Ing. Daniel Hernandez es Alumno de la Maestria en Ing. Administrativa en el ITCJ, Cd. Juarez , Chihuahua. [email protected]; [email protected]. 2 Dr. Aide Maldonado Macias Maestra en la UACJ, Cd. Juarez, Chihuahua. [email protected] 3 Dr. Diego Adiel Sandoval es Maestro de división de estudios de posgrado e Investigación. [email protected]
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --235-- 13 al 15 de abril de 2011

conjunto de un equipo de ergónomos, fisioterapeutas, terapeutas ocupacionales y enfermeras, que identificaron alrededor de 600 posturas para su elaboración.
El método permite el análisis conjunto de las posiciones adoptadas por los miembros superiores del cuerpo (brazo, antebrazo, muñeca), del tronco, del cuello y de las piernas. Además, define otros factores que considera determinantes para la valoración final de la postura, como la carga o fuerza manejada, el tipo de agarre o el tipo de actividad muscular desarrollada por el trabajador. Permite evaluar tanto posturas estáticas como dinámicas, e incorpora como novedad la posibilidad de señalar la existencia de cambios bruscos de postura o posturas inestables.
Descripción del Método El proceso del análisis empieza seleccionando 5 de 27 estaciones de ensamble manual en las cuales se
observan condiciones no ergonómicas, las cuales se analizan elemento por elemento por ambas metodologías, una vez que se obtienen los resultados se comparan estadísticamente utilizando t pareada a un nivel de significancia del 0.05. A continuación se describe algunas estaciones donde se realizo el análisis.
Estación de ensamble manual 1.
Esta operación de ensamble, se efectúa posterior aun curado de un epóxido para que sellen la tapa con la carcaza de la pieza, El operador toma la pieza del carro de curado, la coloca en un nido para prueba de fuga, posteriormente la coloca sobre una fixtura de ensamble donde se le ensambla una válvula, después se hace una prueba de fuga con la válvula ensamblada, y finalmente se escanea la pieza.
Estación de ensamble manual 2.
Esta operación de ensamble, se lleva a cabo sobre un Conveyor en cual se desliza la tablilla y se van ensamblando varios conectores, capacitares, resistencias, etc. manualmente.
Estación de ensamble manual 3.
Esta operación de ensamble el operador toma el sub-ensamble (carcaza-tablilla) y la coloca sobre una prensa de neumática, toma tapa de la presentación de partes, para colocarla sobre el sub-ensamble y por ultimo activa la prensa, y la pasa a la siguiente estación.
Este análisis comparativo tiene como objetivo en verificar que los datos obtenidos por la herramienta
integral (MTM-RULA), son veraces en comparación con la herramienta ya evaluada y aprobada por la literatura internacional metodología de evaluación postural REBA.
Se analizara varias estaciones del proceso, con ambos métodos y se compararan los resultados mediante técnicas estadísticas, utilizando la herramienta Minitab®.
La metodología para la utilización de la herramienta comienza cuando se define el área o estación de trabajo que se pretende analizar, en caso de que la estación no exista se debe generar una maqueta a tamaño real (Mockup), se recomienda tomar video de las actividades u observar a tiempo real la operación, posteriormente se genera análisis MTM, estos datos se capturan en hoja de calculo, una vez capturada la información la herramienta te notifica en color amarillo o rojo los movimientos y posturas que son potenciales para producir un TME, estos se avalúan posteriormente por método RULA para evaluar nivel de riesgo y nivel de actuación
En la siguiente figura 1, muestra la metodología del uso de la herramienta propuesta paso a paso, iniciando desde la definición de la operación que se va analizar, si esta no se encuentra disponible se debe crear una maqueta a tamaño real para poder recrear todos los movimientos, se toma video para poder repetir en cámara lenta los movimientos que se consideran no ergonómicos y hacer un mejor análisis, posteriormente utilizando la herramienta propuesta se analiza la operación utilizando MTM1, la hoja de calculo mostrara en color rojo todos los elementos que se encuentren fuera de rango, para que después sean analizados por la metodología RULA, la cual nos proporciona el rango de nivel de riesgo en una escala del 1 al 7.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --236-- 13 al 15 de abril de 2011

Figura 1. Diagrama de flujo de la utilización de la herramienta integral (MTM-RULA). Utilizando Microsoft office Excel®, se programo una hoja de cálculo para que automáticamente nos
detecte las áreas de oportunidad utilizando MTM1 (Ver figura 2) y posteriormente se evalúa la postura utilizando metodología RULA, determinando el nivel de riesgo de la operación de trabajo y el nivel de actuación (Ver figura 2).
Figura 2. Herramienta integral (MTM-RULA) ®.
X Nombre de Operación
Ensamble manual
Secu
enci
a
Descripcion Mano Izquierda
Dur
ante
otr
om
ovim
ient
o
Frec
uenc
ia
TMU
Frec
uenc
ia
Dur
ante
otr
om
ovim
ient
o
Descripcion Mano derecha
Cant. de pzas
1 Tome pallet de conveyor SS12C2 34.1 6
R18B 17.2 R18B 2W3PO 51.0 R10B 1
RL1 2.0 RL1 1M10B 12.2 M10B 1
SS12C2 34.1 6M18A 17.6 R12A 1M5A 10 22.3 M10B 20 6RL1 2.0 RL1 6
2 Retire los contrapesos R12B 12.9 R12B 6ET 10/10 15.2 G1A 6
M12A 12.9 M12A 6G3 5.6 6
21.8 M26B 62.0 RL1 6
3 Abre los candados R12B 12.9 R12B 62 G1A 4.0 G1A 6
T45S 3.5 T45S 6RL1 2.0 RL1 6
R12B 12.9 R12B 6G1A 2.0 G1A 6
Analisis MTM
455/475
No. de Parte:Analisis: Linea Existente
Proyecto nuevo
Seg / Pza
0.020.020.010.08
0.31
0.010.08
1.840.070.44
0.010.080.09
0.03
0.01
5650/5700
0.200.630.13
0.13
0.08
0.20
No. de Operación:Nombre de Linea
DM
Simbolo Mano Izquierda
Simbolo Mano Derecha
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --237-- 13 al 15 de abril de 2011

Figura 3. Resultado evaluación postural RULA. Figura 4. Resultado evaluación postural REBA.
El método REBA evalúa el riesgo de posturas concretas de forma independiente. Por tanto, para evaluar un puesto se deberán seleccionar sus posturas más representativas, bien por su repetición en el tiempo o por su precariedad. La selección correcta de las posturas a evaluar determinará los resultados proporcionados por método y las acciones futuras.
Como pasos previos a la aplicación propiamente dicha del método se debe: Paso 1: Determinar el periodo de tiempo de observación del puesto considerando, si es necesario, el tiempo
de ciclo del trabajo. Paso 2: Realizar, si fuera necesario debido a la duración excesiva de la tarea a evaluar, la descomposición
de esta en operaciones elementales o sub-tareas para su análisis pormenorizado Paso 3: Registrar las diferentes posturas adoptadas por el trabajador durante el desarrollo de la tarea, bien
mediante su captura en video o mediante su captura en tiempo real si esta fuera posible. Paso 4: Identificar de entre todas las posturas registradas aquellas consideradas más significativas o
peligrosas para su posterior evaluación con el método REBA. Paso 5: El método REBA se aplicara por separado al lado derecho y al lado izquierdo del cuerpo. Por lo
tanto el evaluador según su criterio deberá determinar para cada postura seleccionada el lado del cuerpo que conlleva una mayor carga postural, si existieran dudas se recomienda evaluar por separado ambos lados del cuerpo.
Resultados y conclusiones.
Análisis estadístico general. Después de haber aplicado ambas metodologías en las diferentes estaciones de ensamble manual, se
analizaron los resultados estadísticamente mediante tablas t, utilizando la aplicación MiniTab, en la tabla 1 y 2 se muestra el análisis.
Tabla 1. Tabla comparativa Ho: Vs H1.
t-Resultados de prueba.Prueba de Hipotesis H0: Media de MTM1-RULA = Media REBA
H1: Media de MTM1-RULA ≠ Media REBA
Valor de P(Probabilidad del error tipo 1 0.952Confidencia para que la media de MTM1-RULA sea diferente a la media de REBA 4.8%
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --238-- 13 al 15 de abril de 2011

Tabla 2: Tabla de prueba t pareada. Diferencia = mu (MTM-RULA) - mu (REBA) Diferencia Estimada: 0.010 95% CI para diferencia: (-0.331, 0.352) Prueba de T de diferencia = 0 (vs not =): T-Value = 0.06 P-Value =
0.952 DF = 189 Como resultado del análisis comparativo podemos concluir que no hay evidencia estadística para decir que
hay diferencia entre los resultados obtenidos entre la herramienta propuesta y la metodología REBA. (Ver tabla 1), con un intervalo de confianza del 95% la diferencia varia entre -0.331 a 0.352, existe una diferencia estimada de 1% y no es significativa.
Por lo tanto podemos decir que los datos obtenidos por la herramienta propuesta son veraces y es recomendable su utilización en análisis de evaluación postural y de tiempos predeterminados.
Análisis estadístico por elemento. Para establecer un mejor análisis comparativo se clasifico por elemento, los diferentes tipos de movimiento
por ejemplo alcanzar, mover, caminar y paso lateral. Se compararon estadísticamente individualmente, dando los siguientes resultados.
En la tabla 3 se muestra la comparación entre ambas metodologías aplicadas por elemento.
Tabla 3. Tabla comparativa / Elemento Alcanzar Ho: Vs H1.
No hay evidencia estadística para decir que existe diferencia entre el uso de la herramienta propuesta y la
metodología REBA aplicada por elemento, es significativa, por lo tanto se recomienda el uso de la herramienta propuesta.
Referencias Ergonomía (Objetivos de la Ergonomía). http://www.estrucplan.com.ar/Producciones/entrega.asp?IdEntrega=56 Hernández Daniel y Maldonado Aidé. Diseño de herramienta integral para el análisis del trabajo con mtm1 y la evaluación postural ergonómica, Chiapas Journal, 2010. HIGNETT, S. y McAtamney, L., 2000, REBA: Rapid Entire Body Assessment. Applied Ergonomics, 31, pp.201-205. Javier Pinilla García y otros Instituto Canario de Seguridad Laboral, Lesiones musco esqueléticas de espalda, columna vertebral y extremidades. Maldonado Aidé, Real y Vásquez Arturo, Martínez Erwin and Sánchez Jaime. Importance of Ergonomic compatibility attributes in the selection of AMT. Proceedings of the 2010 Industrial Engineering Research Conference, A. Johnson and J.Miller Eds.
Diferencia = mu (MTM-RULA) - mu (REBA)Diferencia Estimada: 0.07495% CI para diferencia: (-0.349, 0.498)Prueba de T de diferencia = 0 (vs not =): T-Value = 0.35 P-Value = 0.729 DF = 105Diferencia = mu (MTM-RULA) - mu (REBA)Diferencia Estimada: -0.17995% CI para diferencia: (-0.853, 0.496)Prueba de T de diferencia = 0 (vs not =): T-Value = 0.53 P-Value = 0.598 DF = 53Diferencia = mu (MTM-RULA) - mu (REBA)Diferencia Estimada: 0.25095% CI para diferencia: (-1.065,1.565)Prueba de T de diferencia = 0 (vs not =): T-Value = 0.41 P-Value = 0.688 DF = 13Diferencia = mu (MTM-RULA) - mu (REBA)Diferencia Estimada: 0.25095% CI para diferencia: (-1.065,1.565)Prueba de T de diferencia = 0 (vs not =): T-Value = 0.41 P-Value = 0.688 DF = 13
Caminar
Paso lateral
Alcance
Mover
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --239-- 13 al 15 de abril de 2011

Método RULA - Rapid Upper Limb Assessment, ergonomía y prevención de riesgos laborales. www.ergonautas.upv.es/metodos/rula http://www.ergonautas.upv.es/metodos/rula/rula-ayuda.php Niebel, Benjamin, Ingeniería Industrial. Estudio de Tiempos y Movimientos. AlfaOmega, 1996 NTP 601: Evaluación de las condiciones de trabajo: carga postural. Método REBA (Rapid Entire Body Assessment). INSHT. Rosskam Ellen y Paven Baicho, 1996, Salud y Seguridad en el Trabajo (OIT).
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --240-- 13 al 15 de abril de 2011

Metodologías de valoración subjetiva de fatiga relacionada con el trabajo. Revisión de literatura
Ing. María del Carmen Hernández Oro1, M. C. Juan Luis Hernández Arellano2, Dr. Jorge Luis García Alcaraz
1 La Ing. María del Carmen Hernández Oro es alumna de la Maestria en Ingeniería Industrial de la Universidad Autónoma de Ciudad Juárez.
3
Resumen— La valoración de carga y fatiga mental toma mayor importancia día con día. La evolución en la forma de trabajar, donde hace algunos años predominaba el esfuerzo físico y el trabajo manual, ahora predomina el esfuerzo mental con poco o nulo esfuerzo físico. El objetivo de este artículo es identificar las metodologías para valorar la fatiga relacionada con el trabajo con mayor uso en ambientes industriales. Los métodos identificados para valorar la fatiga mental son: PSSF, LEST, Escala de Borg, SOFI, SOFIS, SOFI SM y FAS. Se encontró un número importante de publicaciones que citan el uso de estas metodologías, sin embargo en pocas publicaciones se observa el uso de alguno de ellos de forma aislada. Algunos autores recomiendan combinar varios métodos para obtener mejores resultados en la valoración de fatiga mental, sobre todo en casos donde el trabajo analizado contiene algún tipo de esfuerzo físico.
Palabras claves— fatiga, trabajo, valoración, subjetividad.
Introducción La valoración subjetiva de carga mental y fatiga relacionada con el trabajo ha tenido un incremento importante en los
últimos años. Hace algunas decadas era muy importante la intervención física del hombre en el desarrollo de las operaciones en la industria, exigiéndole un apreciable gasto físico, pero con el paso del tiempo se han generado situaciones laborales donde se le exige menor esfuerzo físico, pero mayor capacidad de decisión, dando más relevancia a factores cognoscitivos para el tratamiento de la información recibida y la toma de decisiones durante el desarrollo de su tarea (Farrer, 1994; Móndelo, 1996). Esta situación es el caso de la operación de maquinaria considerada como Tecnología de Manufactura Avanzada (TMA), donde se presentan los componentes físico y mental al momento que los operadores realizan su trabajo.
De acuerdo con Kroemer (2001), el término fatiga es comúnmente utilizado para indicar un estatus fisiológico, sin embargo algunos psicólogos dicen que este debería ser usado exclusivamente para definir la experiencia subjetiva para continuar el desempeño de una tarea. Motivo por el cualo la valoración de la fatiga se desarrolla principalmente con métodos subjetivos y no con métodos objetivos (Huges, 2009).
El principal objetivo de este artículo es presentar, las principales métodologías que son utilizadas actualmente para la valoración de fatiga mental en ambientes industriales, así como también presentar una breve descripción de estos incluyendo los items que considera cada una de las metodologías para realizar la valoración de este constructo.
Método
Obtención de información La información de los métodos presentados se obtuvo de una busqueda exaustiva en bases de datos de contenido
cientifico, libros de investigación e internet durante los meses de agosto a diciembre del año 2010. Presentación de información Los métodos que son descritos en este articulo son para la valoración de fatiga mental relacionada con el trabajo. La
estructura que se utilizó para el reporte de cada uno de los métodos consta de dos partes. En la primera se presenta una breve descripción de cada método y en la seguda parte se describe, por medio de una tabla, la escala y los items considerados por el método.
Resultados
A continuación se muestra la descripción y los items que consideran los principales métodos para valoración de fatiga
metal que fueron identificados.
Prueba de sintomas subjetivos de fatiga
2 El M. C. Juan Luis Hernández Arellano es alumno del Doctorado en Ciencias en Ingeniería de la Universida Autónoma de Ciudad Juárez. [email protected] (autor corresponsal).
3 El Dr. Jorge Luis García Alcaraz es profesor del Departamento de Ingeniería Industrial y Manufactura de la Universidad Autónoma de Ciudad Juárez.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --241-- 13 al 15 de abril de 2011

La Prueba de Síntomas Subjetivos de Fatiga (PSSF) fue desarrollada por el comité para la investigación de la fatiga industrial de la asociación de salud industrial de Japón, en 1954. Este instrumento consta de 30 reactivos que exploran la presencia de síntomas que originalmente fueron clasificados en tres grupos: físicos, mentales y neurosensoriales (Saito, 1970). Saito, Kogi y Kashigawi, en 1970 sometieron a validez factorial el instrumento obteniendo tres factores: somnolencia y pesadez, proyección de malestar físico y dificultad para concentrarse (Saito, 1970). Las dimensiones y síntomas que considera la PSSF pueden observarse en el Cuadro 1. Yoshitake en 1978 relacionó el primer factor con trabajo indiferenciado, el segundo con trabajo físico y el tercero con trabajo mental; adicionalmente propuso la calificación de la prueba a través del porcentaje de respuestas afirmativas fijandolo en seis (Yoshitake, 1978). En 1994, Barrientos validó en una muestra de trabajadores mexicanos el punto de corte de seis respuestas afirmativas para confirmar que se presenta el sintoma de fatiga analizado.
Síntomas
Fatiga física Fatiga mental Deterioro físico ¿Siente pesadez en la
cabeza? ¿Siente dificultad para
pensar? ¿Padece de dolor de cabeza?
¿Siente cansancio en el cuerpo?
¿Pierde fácilmente la paciencia?
¿Siente entumecimiento en los hombros?
¿Al estar de pie se inquieta? ¿Está nervioso? ¿Siente dolor de espalda? ¿Tiene deseos de bostezar? ¿Se siente incapaz de fijar la
atención? ¿Tiene dificultad para
respirar? ¿Se siente confuso, aturdido? ¿Se siente incapaz de poner
atención en algo? ¿Tiene sed?
¿Siente la vista cansada? ¿Se le olvidan fácilmente las cosas?
¿Se siente atontado?
¿Siente rigidez o torpeza en los movimientos?
¿Ha perdido la confianza en sí mismo?
¿Siente su voz ronca?
¿Se siente somnoliento? ¿Se siente ansioso? ¿Le tiemblan los parpados? ¿Siente cansancio en las
piernas? ¿Mantiene posiciones
incorrectas en su cuerpo? ¿Le tiemblan las piernas y los
brazos? ¿Tiene deseos de acostarse? ¿Se cansa al hablar? ¿Se siente enfermo?
Cuadro 1. Dimensiones y síntomas considerados por la PSSF Escala de Borg Muchas y complejas versiones de escalas han sido desarrolladas, pero la mayormente utilizada es la desarrollada por
Borg. La Escala de Percepción de Esfuerzo (EPE) mostrada en el cuadro 2 a, es una escala de categoría que relaciona la intensidad de la percepción individual con un rango de valores que va de 6 a 20 (Borg, 1962) y que también está directamente relacionada con el ritmo cardiaco.
Borg también desarrolló una escala de categoría-relación, que se muestra en el cuadro 2 b. El propósito de esta escala es adaptar la EPE y crear una escala de intervalos con propiedades de relación que fuera basada en medidas fisiológicas teniendo funciones positivas, como la comparación del comportamiento lineal del ritmo cardiaco (Borg, 1982). Tomando en cuenta lo anterior, la escala fue reducida a 12 categorías, que van de 0 a 10 como se muestra en la tabla 2b. Para evitar el “efecto techo”, el término “máximo” fue colocado fuera de la escala. La EPF ha sido correlacionada con mediciones fisiológicas, tales como el ritmo cardiaco, los niveles de ácido láctico en la sangre y en músculos, soportando la validez de la escala (Borg, 1990).
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --242-- 13 al 15 de abril de 2011

Escala de percepción de esfuerzo (EPE) Escala de percepción de fatiga (EPF) Valor Significado Valor Significado
6 Ningún esfuerzo 0 Ningúna precepción 7 0.5 Extremadamente debil 8 Extremadamente ligero 1 Muy debil 9 Muy ligero 2 Ligero 10 3 11 Ligero 4 12 5 Fuerte 13 Un poco pesado 6 14 7 Muy fuerte 15 Pesado 8 16 9 17 Muy pesado 10 Percepción extrema 18 Percepción máxima 19 Extremadamente pesado 20 Ezfuerzo máximo
2a 2b
Cuadro 2. Escala de percepción de esfuerzo y percepción de fatiga (Borg 1970; Borg, 1982) Método LEST El método es de carácter global considerando cada aspecto del puesto de trabajo de manera general. No se profundiza en
cada uno de esos aspectos, si no que se obtiene una primera valoración que permite establecer si se requiere un análisis más profundo con métodos específicos. El objetivo es, según los autores Guelaud et al (1977), evaluar el conjunto de factores relativos al contenido del trabajo que pueden tener repercusión tanto sobre la salud como sobre la vida personal de los trabajadores. Antes de la aplicación del método deben haberse considerado y resuelto los riesgos laborales referentes a la Seguridad e Higiene en el Trabajo dado que no son contemplados por el método.A pesar de tratarse de un método general no puede aplicarse en cualquier tipo de puesto. En principio el método se desarrolló valorar puestos de trabajo fijos del sector industrial, poco cualificados. Algunas partes del método (ambiente físico, postura, carga física...) pueden ser empleadas para evaluar puestos con un nivel de cualificación mayor del sector industrial o servicios, siempre y cuando el lugar de trabajo y las condiciones ambientales permanezcan constantes.
Como ya se mencionó, el método es de carácter global y ayuda para determinar diagnósticos generales de las condiciones de trabajo. Sin embargo considera una dimensión de carga mental dividida en 5 factores (presión de tiempo, iniciativa, estatus social, comunicación y relación con el mando) con la cual se puede obtener la valoración es una escala de 0 a 10.
Para determinar el diagnóstico el método considera 16 variables agrupadas en 5 aspectos (dimensiones): entorno físico, carga física, carga mental, aspectos psicosociales y tiempo de trabajo. Las tablas 5 y 6 ilustran esta información.
Dimensiones Ambiente físico
Carga mental Aspectos psicosociales
Tiempos de trabajo
Factores
Carga física Ambiente térmico
Presión de tiempo
Iniciativa Tiempo de trabajo
Carga estática Ruido Iniciativa Estatus social Carga dinámica Iluminación Estatus social Comunicaciones Vibraciones Comunicación Relación con el
mando
Cuadro 3. Dimensiones y factores considerados por el método LEST
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --243-- 13 al 15 de abril de 2011

Puntuación Significado 0, 1, 2 Situación satisfactoria 3, 4, 5 Molestias bajas
6, 7 Molestias medias. Existe riesgo de fatiga 8, 9 Molestias fuertes. Existe fatiga. 10 Situación nociva.
Cuadro 4. Niveles de puntuación obtenidos por el método.
Inventario Sueco de Fatiga Ocupacional (SOFI, SOFIS, y SOFI SM por sus siglas en Inglés) El cuestionario SOFI es un instrumento integrado por 25 expresiones relativas a respuestas fisiológicas, cognitivas,
motoras y emocionales que evalúan cinco dimensiones de fatiga: falta de energía, cansancio físico, disconfort físico, falta de motivación y somnolencia. El sujeto debe responder en qué medida dichas expresiones describen cómo se siente habitualmente al final de su jornada laboral utilizando una escala de 11 puntos, donde 0 significa “nada en absoluto” y 10 “en alto grado”. La primera versión de este instrumento fue realizada en Suecia por Ahsberg et al (1997), posteriormente González et al (2005) realizó la traducción para el español y su validación por medio de replicación factorial, que elimina 10 de las 25 expresiones originales dejando que cada dimensión sea explicada con 3 variables. Ambas versiones se muestran en el cuadro 2.
Existen una versión más reciente de este cuestionario, la SOFI SM que es la desarrollada por Sebastián et al (2008). Esta nueva versión incluye las 5 dimensiones originales (falta de energía, cansancio físico, disconfort físico, falta de motivación y somnolencia) que incluyen las 3 expresiones obtenidas por González et al (2005) más una dimensión nueva llamada irritabilidad que es evaluada por las siguientes 3 expresiones: irritable, enojado, furioso.
Dimensión Variable Dimensión Variable Falta de energía Extenuado Disconfort físico
Adolorido
Agotado Con las articulaciones engarrotadas Exhausto Entumecido
Desgastado Con los músculos en tensión Excedido en el trabajo Lastimado muscularmente
Esfuerzo físico Con calor Falta de motivación Indiferente Respirando con dificultad Pasivo
Con palpitaciones Apático Sudoroso Falto de interés
Sin aliento Falto de compromiso Somnolencia Somnoliento Irritabilidad
(Dimensión agregada por Sebastian, 2008).
Irritable Durmiéndose Enojado Bostezante Furioso
Amodorrado Con pereza
Cuadro 5. Dimensiones y variables considerador por el cuestionario SOFI. Las variables marcadas en negritas fueron las eliminadas para la versión en español.
Escala de Valoración de Fatiga (FAS por sus siglas en Inglés) Método diseñado para valorar la fatiga total y que fue desarrollado por Michielsen (2003). Este método contiene 10
ítems (mostrados en el cuadro 3). Analiza la fatiga considerando dos factores: el físico y el mental. Los primeros 5 ítems son considerados para valorar la física, los segundos 5 ítems son para la valorar la fatiga mental. Aunque el texto original que fue publicado dando a conocer este método menciona que incluye dos factores (fisico y mental), la puntuación final se obtiene sumando los valores de los 10 ítems incluidos en la escala.
La escala utilizada en este método es tipo Likert con valores de 1 a 5. Donde 1 significa “nunca”, 2 “algunas veces”, 3 “regularmente”, 4 “casi siempre” y 5 “siempre”.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --244-- 13 al 15 de abril de 2011

Nº Ítem 1 Estoy irritable como consecuencia de la fatiga 2 Me canso rápidamente 3 Hago muchas cosas durante el día 4 Tengo suficiente energía todos los días 5 Me siento agotado físicamente 6 Tengo problemas al empezar alguna actividad 7 Tengo problemas para pensar claramente 8 Tengo deseos para hacer las cosas 9 Me siento agotado mentalmente 10 Cuando realizo alguna actividad, puedo concentrarme muy bien
Cuadro 6. Ítems considerados en el método FAS.
Conclusión
En este artículo de revisión de literatura es posible observar los métodos más utilizados para la valoración de fatiga mental relacionda con el trabajo en ambientes industriales, sin embargo resulta pertinente realizar algunos comentarios acerca estos.
La Prueba Sintomas Subjetivos de Fatiga es de carater dicotomico, es decir el sujeto que es encuestado solo debe contestar “si o no” a cada uno de los items y si
contesta “si” a seis o más, se considera que presenta el sintoma de fatiga analizado. Sin embargo autores como Marin (2009) han utilizado esta prueba con una escala likert.
Las escalas de Borg Las dos escalas desarrolladas por Borg tienen como objetivo relacionar la percepción del esfuerzo o fatiga con un valor,
para de esta manera cuantificar situaciones que por si mismas no se pueden medir. Para ofrecer una mejor intepretación de la relación esfuerzo/fatiga con un valor numerico, Juarez-García (2007) valida la relación tafiga-energía de la escala de Borg en una muestra de trabajadores mexicanos.
Método LEST Este método, al ser de carácter global, analiza las condiciones de trabajo en 5 dimensiones y dentro de estas incluye la
dimensión “carga mental”, por lo que es posible obtener una aproximación de esta varibale siempre y cuando las demás estén correctamete valoradas, ya que como parte del calculo de puntuaciones considera algunos valores como comunes para esta y otras de las dimensiones.
El cuestionario SOFI y el cuestionario FAS Ambos instrumentos valoran el constructo fatiga, el cuestionario SOFI fue desarrollado para valorar la fatiga en más de
una dimensión (Ahsberg, 1997) y el cuestionario FAS fue diseñado para valorar la fatiga total (Michielsen et al, 2003), sin embargo, en este último, resulta inesperado que sólo tome en cuenta a los factores fisico y mental para valorar la fatiga de forma total a diferencia del cuestionario SOFI que valora la fatiga tomando en cuenta 5 dimensiones.
Comentario final Autores como DiDomenico (2003) y Marin (2009), recomiendan el uso de métodos combinados para obtener mejores
resultados en la valoración de fatiga, sobre todo cuando la actividad evaluada contiene, en algún porcentaje, el componente de carga fisica.
Referencias
Ahsberg E., Gamberale F, Kjellberg A. Perceived quality of fatigue during different occupational tasks. Development of a questionnaire. International Journal of Industrial Ergonomics. 20. 121-135, 1997. Barrientos G.T., Martínez A. S., Méndez R. I. Validez de constructo, confiabilidad y punto de corte de la Prueba de Síntomas Subjetivos de Fatiga en trabajadores mexicanos. Revista Salud Pública de México. Vol. 46, N° 6, 2004. Borg, G. A. V. Physivcal performance and perceived exertion. Lund, Sweden: Gleerups. 1962. Borg, G. A. V. Psychophysical bases of perceived exertion. Medicine and science in sport and exercise 14, 377-381, 1982. Borg, G. A. V. Psychophysical scaling with applications in physical work and the perception of exertion. Scandinavian Journal of Work, Environment and Health 16: suppl. 1,55-58, 1990. DiDicomenico A. T. An investigation on subjective assessments of work load and postural stability under conditions of joint mental and physical demands.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --245-- 13 al 15 de abril de 2011

Tesis doctoral. Universidad de Virginia. EUA, 2003. Farrer, F., Minaya, G., Escalante, J., Ruiz, M. (1995). Manual de ergonomía. Fundación Mapfre. 1995 González G. J. L., Moreno J.B., Garrosa, H. A., López L. A. Spanish version of the Swedish Occupational Fatigue Inventory (SOFI): Factorial replication, reliability and validity. International Journal of Industrial Ergonomics 35. Pp37–746, 2005. Guelaud, F., Beauchesne, M. N. Gautrat, J., & Roustang G., Pour une analyse des conditions du travail ouvrier dans l´entreprise. Paris: A. Collin., 1977. Juarez-Garcia A. (2007). The fatigue-energy dimension as presenteeism indicator: validity of a proposed scale in Mexican workers. Revista ciencia y trabajo. Año 9, número 24. Pag. 55-60. Kroemer K., Kroemer H. & Kroemer-Elbert K. (2001). Ergonomics. How to design for ease and efficiency. Prentice Hall. Marinn B.L. Measuring and modeling the effects of fatigue on performance: Specific application to the nursing profession. Tesis doctoral. Universidad de Virginia. EUA, 2009. Michielsen H. J., De Vries J, Van H. G. L. Psychometric qualities of a brief self-rated fatigue measure. The Fatigue Assessment Scale. Journal of Psychosomatic Research. 54. Pp. 345– 352, 2003. Mondelo P, Gregori E. (1996). La ergonomía en la ingeniería de sistemas. Isdefe 1996. NTP 175: Evaluación de las condiciones de trabajo: el método L.E.S.T. Instituto Nacional de Seguridad e Higiene en el Trabajo. Ministerio de Trabajo y Asuntos Sociales. España. Consultada en internet el día 10 d enoviembre de 2010. Dirección de internet: http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Ficheros/101a200/ntp_175.pdf Sebastián C. M. L., Idoate G. V. M., Llano L. M., Almanzor E. F. E. SOFI-SM: cuestionario para el análisis de la fatiga laboral física, mental y psíquica. Revista digital de seguridad y salud en el trabajo N. 2. Pág. 1-22, 2008. Saito Y, Kogi K, Kashiwagi S. Factors underlaying subjective feelings of fatigue. J Sci Lab 1970; 46(4): 205-224, 1970. Wierwille, W. W. & Casalli J. G. A Validated Rating Scale for Global Mental Workload Measurement Application. In proceedings of the Human Factors Society 27th
El Dr. Jorge Luis García Alcaraz es Ingeniero Industrial y Maestro en Ciencias en Ingeniería Industrial por el Instituto Tecnológico de Colima. Dr. en Ciencias en Ingeniería Industrial por el Instituto Tecnológico de Ciudad Juárez. Actualmente es profesor del Departamento de Ingeniería Industrial y Manufactura de la Universidad Autónoma de Ciudad Juárez. Sus líneas de investigación son la aplicación de tecnologías a los procesos de producción, estadística industrial y análisis multivariado de problemas.
Annual Meeting Santa Monica, CA: Human Factors Society (pp.129-133), 1983. Yoshitake, H., Three characteristic patterns of subjective fatigue symptoms. Ergonomics 21, 231–233, 1978.
Notas Biográficas La Ing. María del Carmen Hernández Oro es Ingeniera Industrial por el Instituto Tecnologico de Celaya. Actualmente es alumna de tiempo
completo de la Maestría en Ingeniería Industrial de la Universida Autónoma de Ciudad Juárez. El M. C. Juan Luis Hernández Arellano obtuvo los grados de Ingeniero Industrial y Maestro en Ciencias en Ingeniería Industrial en el Instituto
Tecnológico de Celaya. Actualmente es alumno del Doctorado en Ciencias en Ingeniería de la Universidad Autónoma de Ciudad Juárez y profesor del Departamento de Diseño de la UACJ. Sus líneas de investigación son la ergonomía ocupacional, macroergonomía y diseño ergonomico de productos.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --246-- 13 al 15 de abril de 2011

La integración de la pyme para la mejora continua Dr. Jorge Hernández Palomino1, MC José de Jesús Espinoza Medina2, MC José Luis Anaya Carrasco3 y MA. Manuel
Aguilar Arellano4
1. Introducción
Resumen— Esta investigación descriptiva analiza con un diseño cuantitativo la manufactura esbelta en relación con sus arquetipos y estrategias de negocio. Para el análisis de la información se utilizó análisis cluster, ANOVA, análisis discriminante y prueba t. Los resultados permiten concluir que existe una diferencia estadísticamente significativa en el análisis de las variables de la manufactura esbelta. Los resultados brindan información para determinar que la respuesta a los clientes se encuentra íntimamente ligada al éxito de la implementación de la manufactura esbelta. Los resultados de este estudio sugieren que las estrategias de negocio son fundamentales en los arquetipos de las empresas para garantizar los beneficios de la manufactura esbelta. Los resultados no son necesariamente generalizables a otros entornos, sin embargo, ellos pueden informar al área de estudio y lanzar cuestionamientos adicionales en otros entornos. Asimismo, se debe recalcar que los últimos años de registro de la información recolectada, 2009, estuvo caracterizada por la recesión económica que marcó este ciclo económico. Por tanto, futuras investigaciones podrán replicar este estudio en diferentes situaciones, en otros tiempos y en otros lugares.
Palabras claves—Integración, velocidad del reloj, Pymes.
La utilización de las computadoras y los sistemas, han permitido a las empresas enfrentar nuevos retos y oportunidades a través del procesamiento de información a muy altas velocidades. Desafortunadamente, la rapidez en el flujo de información no ha sido suficiente para interconectar los diferentes procesos internos de una organización. Por ello, los modelos de integración de empresas tienen como objetivo lograr una eficiente y efectiva alineación de los elementos de una empresa a través de un lenguaje de modelación sencillo (Chun, 2003).
La mejora de los procesos es una relación de oposición entre costo-beneficio, ligeramente inclinada hacia el coste. El desarrollo y alineamiento incompleto con los procesos existentes pueden provocar un aumento de los costos; los sistemas especializados y la diversificación de las líneas de negocio pueden generar una costosa complejidad. Los cambios en los requisitos empresariales de los proyectos inconclusos pueden reducir los beneficios.
La integración empresarial representa una solución a estos desafíos: impulsa los activos y procesos actuales en una única infraestructura adaptable y más racional que está disponible en cuanto la necesita. Cuando se integran sin complicaciones las herramientas existentes con las nuevas en el ámbito de sus métodos empresariales preferidos, puede mantener y aumentar el valor de las inversiones en tecnología y formación.
Resulta fundamental seleccionar los elementos importantes a analizar y ocultar los elementos irrelevantes. El objetivo fundamental de la integración de empresas, es la de proveer la información necesaria y a tiempo, buscando que las empresas sean capaces de integrar los factores de comunicación, cooperación y coordinación entre sus procesos. Claramente el proceso de integración es de gran importancia por ello, una gran cantidad de investigaciones se han enfocado en la estrategia.
2. Revisión de literatura En el mundo globalizado del siglo XXI, la competitividad se ha convertido en una obligación de las empresas de
todos los tamaños, grandes, medianas o pequeñas. En la búsqueda por sobrevivir y prosperar en el medio ambiente de hoy, tan dinámico y turbulento, las organizaciones necesitan reconfigurar sus competencias primarias (Hernández, Rodríguez y Espinoza, 2010). Hoy en día, para crear y mantener la ventaja competitiva las empresas de manufactura requieren de
1 El Dr. Jorge Arturo Hernández Palomino, Doctor en Ciencias de la Administración, es Profesor del Posgrado del Instituto Tecnológico de Ciudad Juárez , [email protected] (autor corresponsal). 2El Maestro José de Jesus Espinoza Medina MC es Coordinador General del Campus 2, profesor del Posgrado del Instituto Tecnológico de Ciudad Juárez, [email protected] 3 El Maestro José Luis Anaya Carrasco MC, es Jefe del Depto. De Ciencias Administrativas y profesor del Posgrado en el Instituto Tecnológico de Ciudad Juárez, [email protected] 4 El Maestro Manuel Aguilar Arellano MA, es profesor del Posgrado en el Instituto Tecnológico de Ciudad Juárez, [email protected]
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --247-- 13 al 15 de abril de 2011

habilidades para adaptar los procesos de producción a las necesidades de sus clientes, así como contar con una estructura que sustente una cultura del mejoramiento continuo a través de la identificación y reducción de los desperdicios en las empresas.
La manufactura tradicional tenía su desarrollo en las ciudades, su marco por excelencia. Las corporaciones gremiales de artesanos ejercían un estrecho control de ésta industria urbana, impidiendo mediante una complicada reglamentación el desarrollo de la libre iniciativa. Aún y cuando la industria tradicional pudo en un primer momento sostener las exigencias derivadas de la dilatación de la demanda de productos manufacturados, en realidad los gremios representaban una concepción anticapitalista y representaban una barrera para el surgimiento de formas técnicamente más avanzadas de organización productiva.
El surgimiento de la manufactura esbelta proviene del sistema Toyota. Este sistema representa el nuevo camino para hacer negocio a nivel mundial (Ohno, 1988). Los pioneros en el desarrollo de las herramientas que conforman al sistema de producción Toyota fueron: Toyoda, Ohno y Shingo (Kaufman, 2001). Dicho sistema comenzó a desarrollarse en 1945, cuando el presidente de la corporación de Toyota decidió buscar superar los niveles que tenía la manufactura en los Estados Unidos. Uno de los factores determinantes fue la situación económica de Japón después de la segunda guerra mundial. Esto obligó a las empresas japonesas a buscar una nueva estrategia para optimizar los procesos productivos, entonces desarrollaron el sistema Toyota el cual encuadra a la manufactura esbelta.
La idea principal de la manufactura esbelta, es que estas prácticas pueden trabajar sinérgicamente para crear un alto sistema de calidad racional, que permita crear productos terminados a la par con las demandas del cliente sin o con poco desperdicio. Las evidencias existentes apoyan la asociación de la manufactura esbelta y el mejoramiento en el desempeño. Mientras la mayoría de los estudios se han enfocado en el simple contenido de una área especifica y las implicaciones en su desempeño (tales como Hackman y Wageman, 1995; Samsom and Terziovski, 2003; MacDuffie, 2005), muy pocos estudios se han enfocado en analizar los dos elementos de este estudio y mucho menos en las pymes.
Los programas de manufactura, tales como manufactura esbelta, los cuales evolucionan lentamente en un largo periodo de tiempo, resultan difíciles de imitar y transferir. La manufactura esbelta, es valiosa, rara y difícil de imitar (Barney, 1991). La manufactura esbelta es valiosa porque se encuentra asociada con el más alto desempeño de las empresas que lo han implementado. Es rara porque no todas las empresas de manufactura, sobre todo las pymes en México, poseen este programa tan laborioso. La implementación de la manufactura esbelta requiere de prácticas y procesos distintivos, así como también procesos administrativos de alto nivel (Teece, Pisano y Shuen,1997).
Los altos niveles administrativos incluyen procesos de coordinación y comunicación con proveedores y clientes. Esto sugiere que la manufactura esbelta muestra un alto nivel de interdependencia y que su replicación puede ser difícil porque podría requerir cambios sistémicos a través de la organización y entre los vínculos organizacionales. De esta manera, identificar en el proceso adecuado para ejecutar las estrategias adecuadas se convierte en punto fundamental.
En México existe un gran número de pymes manufactureras que buscan obtener ventajas competitivas integrando tanto sus procesos de producción como administrativos. Dentro de ésta búsqueda, se intenta optimizar los recursos aplicando nuevas técnicas y principios. Se busca que los procesos tradicionales se conviertan en procesos más simples, lo que provoca un cambio cultural dentro de toda la organización.
Una de las alternativas para sustituir las prácticas de manufactura tradicional dentro de las pymes, lo representa la manufactura esbelta e integración de empresas. Esto representa una oportunidad de continuar siendo competitivo en el mercado, en el que la regla general parecer ser cumplir con el objetivo de “reducción de costos”. La manufactura esbelta ha sido utilizada por muchas organizaciones para competir globalmente, lo cual es considerado revolucionario en el proceso de mejoramiento continuo en los conceptos de manufactura (Womack y Jones 1996).
Asimismo, existe un amplio acuerdo de que las técnicas de manufactura esbelta pueden ayudar a las pymes a enfrentar los nuevos paradigmas en manufactura (Maurer, 2005). Adicionalmente, existe un consenso creciente sobre los atributos de la manufactura esbelta. Esta herramienta, ha sido acreditada por las mejoras significativas en el desempeño de una gran cantidad de organizaciones. A pesar del interés y acuerdo de su importancia, las corrientes en investigación han realizado un progreso muy pequeño en examinar un amplio conjunto de características asociadas con los sistemas de manufactura esbelta. Partiendo del estado del arte, la investigación actual contribuye en dos formas a llenar el vacío existente.
Primero, este estudio identifica las prácticas esbeltas y sus elementos de la literatura actual. Segundo, explora los diferentes patrones de implementación de la manufactura esbelta e integración de empresas. A pesar del interés generalizado y alguna evidencia empírica para apoyar la mejora en el desempeño, existe sustantivamente muy poca teoría para cubrir el concepto de manufactura esbelta en la pyme y explicar su naturaleza multidimensional. Examinado las diferencias entre empresas que intensivamente implementan estas prácticas y sus contrapartes que no las implementan, este estudio proporciona una visión dentro del desarrollo de una teoría para explicar los sistemas de manufactura esbelta y presentar a los gerentes de las empresas que están considerando la implementación de manufactura esbelta, una guía.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --248-- 13 al 15 de abril de 2011

3. Metodología Planteamiento del problema
A pesar de los frecuentes comentarios de gerentes e investigadores académicos sobre la naturaleza multidimensional y la adopción sistémica de la manufactura esbelta para obtener los más altos desempeños, existe una amplia evidencia de lo contrario. Una reciente investigación de 3000 empresas de manufactura en Estados Unidos demostró que fueron altamente diferentes los niveles de implementación de las diferentes prácticas de manufactura esbelta.
Por ejemplo, el 90% de los gerentes encuestados reportaron la implementación de programas de administración de la calidad, 66% reportó la implementación de justo a tiempo/técnicas de flujo de producción y solamente el 48% reportó utilizar sistemas de jalón o tarjetas Kanban. Las más recientes investigaciones empíricas relativas a la manufactura esbelta se encuentran limitadas a examinar uno o dos aspectos y se refieren a su desempeño operacional. En México estudios en las pymes se han concentrado en realizar análisis descriptivo con muy poco valor científico ¿Cómo pueden los investigadores académicos guiar a los gerentes si se encuentra limitados en su enfoque de uno o dos aspectos de la manufactura esbelta? ¿Son la causa estos estudios limitados en enfoque que la tasa de implementación varía en sus prácticas entre las diferentes empresas?
Este trabajo representa una investigación fundamentada en el análisis de de las fuentes de información. Respecto a la parte teórica, una investigación documental primaria básica en fuentes secundarias en los temas y teorías de manufactura esbelta, métodos tradicionales de producción, integración de empresas, estadística básica, metodología de investigación, resaltan entre los más importantes. Se trata de una investigación de campo, de enfoque cuantitativo, no experimental, ya que no se realiza manipulación de variables, de corte transversal y descriptivo. La investigación cuantitativa trata de determinar la fuerza de asociación o correlación entre variables, la generalización y objetividad de los resultados a través de una muestra para hacer una inferencia a una población de la cual toda muestra procede.
De acuerdo con la temporalidad en que se llevó a cabo el estudio, éste se denomina como estudio transversal, por ser un estudio destinado a describir la población en un sólo momento y en un tiempo único. El instrumento utilizado en este estudio midió los siguientes constructos: la fase de cambio en el medio ambiente externo, la estrategia de negocio y la estrategia de manufactura. Las fases de desarrollo del instrumento fueron llevadas a cabo en cuatro fases: 1) fase de generación de factores; 2) fase de pre-prueba; 3) estudio piloto y 4) validación del instrumento, recolección y análisis de la información. Primero, una amplia y exhaustiva revisión de la literatura fue llevada a cabo. La fase de pre-prueba fue conducida con académicos, trabajadores y expertos en empresas. La prueba piloto fue enviada a gerentes de manufactura y operaciones de empresas de manufactura con más de 50 empleados y menos de 250.
El objetivo del instrumento fue obtener medidas de confiabilidad y validez para cada uno de los constructos. La propia generación de los elementos a medir fue el factor clave que determinó la validez y confiabilidad de este estudio empírico. Los elementos de la fase de cambio en el medio ambiente externo fueron generados utilizando dos canales. El medible operacional del dinamismo (Miller, 1996) y la velocidad del reloj (Mendelson y Pillai, 1999). Mendelson y Pillai conceptualizaron la velocidad del reloj como la tasa de cambio en productos, tanto los productos existentes como la introducción de nuevos productos introducidos en el mercado.
El proceso de la velocidad del reloj mide la obsolescencia del equipo existente y la tasa de innovación de los procesos existentes. La reestructura organizacional y la formación de alianzas fueron considerados indicadores de la velocidad del reloj organizacional. Dado que pasadas investigaciones empíricas han mostrado que los medibles específicos generalmente tienen una baja tasa de respuesta, diez medibles fueron desarrollados y anotados en una escala de Likert de “fuertemente de acuerdo/ en desacuerdo. Preguntas de investigación De esta manera, el presente estudio plantea las siguientes preguntas de investigación: ¿Existe diferencia entre las pymes que utilizan los arquetipos de la manufactura esbelta y las que no la utilizan en la forma en que enfrentan más rápido la fase de cambio de su medio ambiente externo? Objetivos de investigación
En orden de estudiar los patrones de implementación de las prácticas de manufactura en las pymes, fue esencial identificar los conceptos clave que son frecuentemente incluidos y comúnmente utilizados para representar los sistemas de manufactura esbelta en las investigaciones académicas y anecdóticas. Una vez identificados, fue también importante desarrollar escalas válidas y confiables para representar cada uno de los aspectos claves. La revisión de literatura identificó cinco áreas claves de la manufactura esbelta. Ver tabla 1.1.
Dado que los elementos de la manufactura esbelta pueden ser implementados de forma individual o en combinación, varios patrones posibles de implementación son factibles. Uno de ellos es la forma de implementación de forma continua, donde los extremos representan las categorías de cada una de las pymes. En un extremo se pueden encontrar aquéllas pymes que implementan todas las prácticas de manufactura esbelta conocidos como “arquetipos esbeltos” y en el otro extremo las pymes que no implementan las prácticas de forma extensiva, llamadas para efectos de este estudio “sin arquetipos esbeltos”.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --249-- 13 al 15 de abril de 2011

De esta manera, el objetivo general de este estudio es: Determinar si las empresas que utilizan manufactura esbelta enfrentan más rápido la fase de cambio de su medio ambiente externo que las empresas que no lo utilizan. Por lo tanto, este estudio establece la siguiente hipótesis de investigación:
Ho1: Las empresas que utilizan manufactura esbelta no enfrentan más rápido la fase de cambio de manera estadísticamente significativa en su medio ambiente externo que las empresas que no lo utilizan.
Para el presente estudio, la población fueron las pymes manufactureras del estado de Chihuahua registradas en el Sistema de información empresarial mexicano (SIEM). Empresas de diferentes tamaños y diferentes procesos fueron seleccionadas. Los encuestados tuvieron los nombramientos en sus puestos de gerentes generales, gerentes de planta, gerentes de manufactura y gerentes de operaciones. Estos investigadores utilizaron el correo electrónico como método primario para recolectar la información en la primera fase. La razón para usar el correo electrónico fue el bajo costo para la recolección de la información y el tiempo requerido.
4. Análisis de Resultados Cuando se sigue un alcance deductivo, el número y conveniencia de agrupar las variables también como el número
esperado y naturaleza de los grupos en la solución de un cluster están fuertemente ligados a la teoría (Ketchen, 1993). Cuando se utiliza de ésta manera, el análisis cluster puede ser utilizado de manera confirmatoria. En este estudio, el análisis cluster fue utilizado como una herramienta confirmatoria para verificar los arquetipos evaluados.
Dada la naturaleza subjetiva del análisis cluster sobre seleccionar una solución óptima de racimos, un gran cuidado en validar la significancia práctica de la solución final de los racimos debe tenerse en cuenta. Las metas de la validación son las de asegurar que la solución del cluster tiene validez externa, esto es, que es representativa de la población de interés y que posee validez predictiva, por lo tanto, es útil para la predicción de los resultados. Tales validaciones aseguran que los errores debido a la capitalización de la oportunidad pueden ser minimizados.
Dado que este estudio planteó la siguiente hipótesis: Ho1: Las empresas que utilizan manufactura esbelta no enfrentan más rápido la fase de cambio de manera estadísticamente
significativa en su medio ambiente externo que las empresas que no lo utilizan. Para probar la hipótesis anterior, en este estudio el análisis de racimos fue utilizado como una herramienta
confirmatoria para verificar los arquetipos presentados. La primera etapa en este estudio consistió en seleccionar un número apropiado de racimos, el método de Ward fue utilizado para minimizar las diferencias dentro de los racimos. En la segunda etapa, se siguió la guía de Lehman respecto a que un número apropiado de debe contener entre 30 y 60 casos, por lo que nosotros esperamos obtener de dos a cuatro racimos con 129 casos. Para tal efecto se utilizó el programa SPSS 15.0 para obtener los coeficientes de aglomeración de cada etapa. La Tabla 4.1 presenta los coeficientes de aglomeración, el cambio incremental y el porcentaje incremental de cambio en los coeficientes de aglomeración obtenidos. Tabla 4.1: Análisis del coeficiente de aglomeración con el método de Ward
Número de racimos Coeficiente de
aglomeración
Cambio incremental en el
coeficiente
Porcentaje de cambio en el
coeficiente
10 230.03 11.9 5.2%
9 241.93 13.71 5.7%
8 255.64 17.18 6.7%
7 272.82 17.63 6.5%
6 290.45 23.04 7.9%
5 313.49 29.97 9.6%
4 343.46 31.24 9.1%
3 374.7 53.77 14.4%
2 428.47 139.49 32.6%
1 567.96 ------- -------
Fuente: Elaboración propia
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --250-- 13 al 15 de abril de 2011

La Tabla 4.2 muestra los resultados de la prueba de ANOVA examinando las diferencias estadísticas significativas
entre los racimos. Los resultados de la prueba indican que dos de los racimos difieren significativamente. La tabla incluye las medias cuadradas de los racimos, el error de la media la cuadrado, el valor F y los niveles de significancia asociados con la diferencia entre las medias de los racimos.
Los resultados de la prueba ANOVA indican que los dos racimos difieren significativamente de cada una de las cinco variables consideradas. El nivel de significancia de cuatro de las variables analizadas fue p< 0.000. Esto parece apoyar las afirmaciones de Swamidass y Newell que establecen que las fuerzas de manufactura son las que influyen positivamente en implementar adecuadamente la herramienta de manufactura esbelta en las empresas.
Tabla 4.2 Resultados de la prueba ANOVA para probar la significancia entre los racimos.
Variables Media
cuadrada del
cluster
df Media
cuadrada del
error
df Valor F Significancia
JIT 25.44 1 .39 127 65.37 .000***
SPC 13.82 1 .41 127 33.83 .000***
INVEMP 29.34 1 .33 127 89.41 .000***
INVPRO 34.10 1 .41 127 83.37 .000***
INVCLI 4.92 1 .47 127 10.41 .002**
Fuente: Elaboración propia
Adicionalmente, un análisis discriminante fue realizado para lograr una validación cruzada del análisis de racimos. En contraste del análisis de ANOVA, el análisis discriminante representa una herramienta estadística multivariada. Una prueba multivariada permite analizar múltiples variables simultáneamente y al mismo tiempo. La función discriminante fue derivada combinando las cinco variables de los racimos en una función lineal. La discriminación es alcanzada ajustando el peso de cada una de las variables para maximizar la varianza relativa entre los grupos y dentro de la variación de los grupos.
La Tabla 4.3 muestra las funciones discriminantes, el valor de la raíz característica (Eigenvalue), la correlación canónica y su significancia estadística.
Tabla 4.3 Resultados de la validación cruzada de la función discriminante
Función Raíz Característica
(Eigenvalue)
Correlación
canónica
Significancia de la
correlación
Correlación
canónica al cuadrado
1 2.04 .82 .000*** .67
Fuente: Elaboración propia. *p<0.10 **p<0.05 ***p<0.01
La relación canónica de 0.82 asociada con la función discriminante fue significativa a un valor p< .000. La relación canónica mide la fortaleza relativa de las relaciones entre el juego de las variables de la manufactura esbelta y la membresía del grupo.
5. Discusión Las conclusiones de este estudio es que el continuo cambio en el mercado global, el avance de la tecnología de
manufactura y las prácticas administrativas emergentes ofrecen a las empresas de manufactura oportunidades estratégicas sin precedentes, al igual que ofrece diversos retos administrativos. Uno de los más grandes retos es el de cómo optimizar las capacidades de manufactura de las empresas. Las capacidades de manufactura son difíciles de desarrollar y una vez que estas capacidades son desarrolladas, son difíciles de cambiar.
La presente investigación es un intento por proporcionar una perspectiva teórica al concepto de manufactura esbelta, en el proceso de otorgar una mayor claridad a sus elementos. Adicionalmente, este estudio proporciona una justificación
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --251-- 13 al 15 de abril de 2011

teórica a la liga de la manufactura esbelta con el desempeño operacional. El objetivo de este estudio fue el determinar si las empresas que utilizan manufactura esbelta enfrentan más rápido la fase de cambio de su medio ambiente externo que las empresas que no lo utilizan. Las empresas de manufactura fueron categorizadas en grupos basados en diferencias en su patrón de implementación de las prácticas de manufactura esbelta.
Hasta ahora, el conocimiento adquirido había sugerido que las empresas de manufactura difieren en lo intensidad de la implementación de las diferentes prácticas de manufactura; sin embargo, el patrón de implementación de las diferentes prácticas no era suficientemente claro. Los resultados obtenidos en este estudio proporcionan una fotografía de las empresas con manufactura esbelta y cómo estas difieren de las empresas que no cuentan con ella.
Este estudio también muestra uno de los esfuerzos por ligar la implementación y la no implementación de las prácticas de manufactura esbelta con diferentes estrategias de manufactura y negocios. Contrario al conocimiento convencional, los resultados de este estudio sugieren respecto a las estrategias de negocio, que las empresas que utilizan la manufactura esbelta para asignar la más alta prioridad a responder a las necesidades de los clientes y del mercado, tienen más éxito. Investigaciones futuras podrán replicar este estudio en otro tiempo con diferentes muestras y comparar sus resultados. Bibliografía Barney, J. 1995. “Firm Resources and sustained competitive advantage”. Journal of Management, 17 (1): pp. 99-120. Dillman, D. 2000. “Mail and Internet Surveys: The Tailored Design Method. New York : Wiley. Segunda Edicion. Chun, M. 2003. “Embedded Knowledge, Embedded Information Systems: A Resource Based Perspective on the Systems Integration Process During a Corporate Merger”. ProQuest Information and Learning Company. p.59. Hackman, J. y Wageman, R. 1995.”Total Quality Management: Empirical conceptual and practical issues”. Administrative Science Quarterly, 40 (2): pp.309-342. Hayes, R. yWheelwright, S. 1984. “ Restoring Our Competitive Edge:Competing Through Manufacturing”. New York: John Wiley. Hernández, J., Rodriguez, M. y Espinoza, J. 2010. “Mujeres Directivas en las Mipymes de México. Revista Internacional de Administración y Finanzas, 3, (1). The Institute for Business and Finance. Estados Unidos. Pp. 15-37. Kaufman, B. 2001. “ Implementing Win-Lean: The next generation of Lean Manufacturing ”. SM Manufacturing. Kotha, S. y Vadlamani, B. 1995. “Assessing Generic Strategies: An Empirical Investigation of Two Competing Typologies in discrete manufacturing industries”. Strategic Management Journal, 28 (6): pp. 693-711. Leong, G., Snyder, D. y Ward, P. 1989. “Research in Process and Content of Manufacturing Strategy”. International Journal of Management Science, 18: pp. 109-122. MacDuffie, J. 2005. “Human ResourceBundles and Manufacturing Performance: Organizational logic and flexible production systems in the world auto-industry”. Industrial and Labor Relations Review, 48 (2):pp. 197-221. Maurer, R. 2005. “Stop me before Kaizen again”. Journal for Quality & Participation, 28 (2): p. 37. Meredith, J. y McTavish, R. 1992. “Organized manufacturing for superior market performance”. Long Range Plannin, 25 (6): pp. 63-71. Mendelson, H.y Pillai, R. 1999. “Industry clockspeed: Measurements and Operational implications”. Manufacturing and Service Operations Management, 1 (1): pp.1-20. Miller, D. 1996. “ Configurations revisited”. Strategic Management Journal, 17 (7): pp. 505-512. Ohno, T. 1988. “Toyota Production System: Beyond Large Scale Production”. Cambridge, MA: Productivity Press. Porter, M. 1980. “Competitive Strategy”. New York: Free Press. Saavedra, M. y Hernández, Y. 2007. “Perfil de las MPYMES en Latinoamérica, un estudio comparativo”. Memorias del X Congreso Internacional de la Academia de Ciencias Administrativas, A.C. Jalisco, México. Samson, D. y Terziovski, M. 2003. “The relationship between total quality management practices and operational performance”. Journal of Operations Management, 17 (5): pp.393-409. Schroeder, R. 2001. “High Performance Manufacturing: Global Perspectives”. New York: John Wiley. Shah, R. 2002. “A configurational view of lean manufacturing its theoretical implications”. ProQuest Information and Learning, p. 97. Stoner, J. y Freeman, E. 1994. “Administración”. Editorial Pearson. 5a. Edición. Swamidass, P. y Newell, W. 1987. “Manufacturing Strategy, environmental uncertainty, and performance: A path analytic model”. Management Science, 33 (4): pp. 509-524. Teece, D., Pisano, G. y Shuen, A. 1997. “Dynamic Capabilities and Strategic Management”. Strategic Management Journal, 18 (7): pp. 509-533. Ward, P. y Duray, R. 2000. “ Manufacturing Strategy in Context: environment competitive strategy and manufacturing strategy”. Journal of Operations Management, 18 (2): pp. 123-139.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --252-- 13 al 15 de abril de 2011

Mejoras Continuas para la Reducción de Material Defectuoso en el Ensamble de Micro Procesadores
Samuel Larrea de la Rosa1 Jorge Luis García Alcaráz2
De acuerdo a los datos de costos en materiales al final del año 2009, se decidió invertir en grupos de trabajo para ayuda de los procesos. Se utilizó un plan de trabajo siguiendo las etapas sugeridas por González y Michelena (2005). Se revisaron los datos y se creó el primer grupo de trabajo multidisciplinario, el cual se enfocó en la reducción de tablillas dañadas en proceso. En el desarrollo de este trabajo, se inició después de la asignación del proyecto. Una secuencia de las actividades seguidas en este
Resumen—En este artículo se presenta la utilización de herramientas de mejora continua para la reducción de costos mediante la aplicación en procesos de ensamble. Se hace una evaluación del proceso, se identifican las oportunidades de mejora, se establece un programa de trabajo y evalúan los resultados obtenidos de seis meses de aplicación.
Palabras claves—Mejora Continua, Diagrama Causa Efecto, Ensamble de Microprocesadores, Equipo Multidisciplinario,
Introducción La necesidad competitiva en el mercado de la manufactura ha hecho que durante la historia se establezcan programas de
cambios que ayuden a las empresas a mantenerse en el entorno globalizado, siempre buscando aumentar las ventas, reducir los costos, y si es posible, hacer la combinación de estas para dar una mayor margen de rentabilidad.
Tradicionalmente se han aplicado una serie de metodologías para alcanzar las metas competitivas de las industrias, tales como Seis Sigma, Manufactura Esbelta y Mejora Continua, donde el enfoque general es que adelgacen los procesos, para que sean más flexibles en todos los aspectos y que minimicen el uso de recursos para manufactura. Para lo anterior, algunas empresas están iniciado la implementación de Manufactura Delgada, (Reyes, 2002).
En relación a la mejora continua, existen muchos casos reportados en la literatura en los que se ilustran éxitos cuando se aplica, por ejemplo, Hernández et al. (2008) proponen una metodología para la aplicación de esta técnica, donde exponen una serie de casos de éxito, la cual puede considerarse una modificación de la propuesta por Azadeh et al. (2007), Terziovski y Sohal (2000) reportan las metodología que han empleado la empresas manufactureras para aplicar la mejora continua en el proceso de innovación en Australia, Scott et al. (2009) presentaron los resltados de una encuesta aplicada en el sector alimentario, donde reportan las técnicas en la cual aplican la mejora continua, los beneficios económicos obtenidos y su relación con el mercado que han ganado a los competidores, Jaber et al. (2010) reportan como deben integrarse los tres niveles administrativos para lograr mejoras continuas en la cadena de suministro.
En relación a Seis Sigma, ésta es una metodología de mejora de la calidad y la productividad para reducir costos y mejorar su posición competitiva a través de la reducción de la variación en sus procesos en general (Reyes, 2002). Los beneficios que se han obtenido de la aplicación de esta metodología también han sido ampliamente reportados en la literatura, por ejemplo, Kwak y Anbari (2006) relatan los beneficos y obstáculos que se pueden tener en las diferentes organizaciones al intentar implantarla, el cual es un trabajo más amplio que el de Adams et al. (2003), dado que éste último solo aborda los beneficios, por su parte, Chakravorty (2009) hace una clara descripción de los acuerdos que se pueden tener entre los diferentes autores en relación a la aplicación de esta metodología, ya que como él señala, es difícil estandarizar la metodología de aplicación y cada empresa hace adaptaciones propias a sus necesidades.
En relación a la manufactura esbelta, Melton (2005) hace una reseña sobre los beneficios que tiene que ofrecer a la industria, señalando algunos ejemplos de empresas transnacionales que la han aplicado, Abdulmalek y Rajgopal (2007) hacen un revisión literaria sobre los beneficios que ofrece la manufactura esbelta y su relación con otras metodologías, tales como el mapeo de procesos y la simulación, lo que permite identificar variables en los sistemas de producción y manipularlas sin tener que ejecutar cambios en planta. Esta conexión de manufactura esbelta con otros sistemas, ha sido estudiado también por Riezebos et al. (2009), quien hace énfasis con los sistemas de información que tiene la empresa.
Así pues, se puede observar que la aplicación de seis sigma, mejora continua y manufactura esbelta, han ofrecido grandes beneficios en las empresas. Por ello, en este artículo se revisara la reducción de costos por medio de cambios en los procesos de producción con enfoque en esas tres metodologías.
Se puede decir que existe dos formas fundamentales de llevar adelante dichos cambios: mediante la reingeniería o por medio de un proceso de mejora continua (Garza, 2005).
Metodología
1 El Ing. Samuel Larrea de la Rosa es estudiante de la Maestría en Ingeniería Industrial en el Departamento de Ingeniería Industrial y Manufactura del Instituto de Ingeniería y Tecnología de la Universidad Autónoma de Ciudad Juárez. Email: [email protected] (Autor corresponsal). 2 Dr. Jorge Luis García Alcaraz es Líder del Cuerpo Académico de Planeación Tecnológica y Diseño Ergonómico y Líder del
Núcleo Académico Básico del Doctorado en Ciencias en Ingeniería. Departamento de Ingeniería Industrial y Manufactura Instituto de Ingeniería y Tecnología de Universidad Autónoma de Ciudad Juárez, [email protected], [email protected]
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --253-- 13 al 15 de abril de 2011

proyecto es el que se ilustra en el Cuadro 1. Algunas de las actividades más importantes se describen a continuación.
Durante la junta gerencial de revisión de final de año 2009 se analizaron los datos de costos en material dañado por causas del proceso. En donde se presentaron los gráficos de Pareto con los costos y cantidades de material. Por medio del grafico de Pareto se decidió iniciar con el material que genera más costo en los desperdicios. Aquí se encontró que mayor contribuyente en el desperdicio es el daño a la tablilla madre. Después de identificado el problema, se creó un grupo multidisciplinario de expertos en el proceso de aplicación, donde participaron un miembro de cada uno de los siguientes equipos de soporte de la empresa, Producción, Manufactura, Costos, Compras, Programación, Pruebas, Producto, Recursos Humanos y Calidad. El equipo de mejora o grupo de la calidad estaba integrado por especialistas, técnicos, empleados y otros trabajadores que tienen una relación directa con el proyecto a ejecutar, de acuerdo a lo propuesto por Harrington (1989) y en seguimiento y apego a la ISO (1995). El líder del equipo de mejora estableció la junta de inicio del proyecto en la cual se definió el objetivo del mismo, calendario de actividades de la fase de investigación y trabajo de equipo. Una vez que los integrantes del equipo tenían la información necesaria, en reuniones convocadas por el líder del proyecto, se realizó el análisis de la información. Revisión y análisis de los datos. Los datos provenían principalmente del grupo de costos y calidad. Se mostraron al equipo y se analizaron los datos mediante un grafico de Pareto y de acuerdo al método ABC, el mayor contribuyente en materiales defectuoso de tablillas madre estaba dado por el daño a los contactos de los microprocesadores, por lo que se enfocó el proyecto en la reducción de material dañado en el ensamble de microprocesadores con un objetivo de reducción del 35% costo de material. Después se realizó un análisis de los factores de entrada o posibles causas en el proceso de ensamble de micro procesadores, por lo que todo el equipo participó en la investigación y análisis del proceso de ensamble. Después de un día de análisis de videos, se inició con las entrevistas al personal operativo en los procesos de ensamble. Se analizaron los datos y se creó una tormenta de ideas para definir las causas. Finalmente, se encontraron 28 posibles causas, los cuales se agruparon y plasmaron en un diagrama de causa y efecto separando las posibles causas en las diferentes ramas Método, Materiales, Mano de obra, Medio ambiente, Maquinaria (Radharamanan, et al ,1996). Una vez que se encontraron todas las posibles causas se trabajo en cada una de ellas mediante la técnica de 5 ¿Por qués? se buscó encontrar la causa raíz de cada una de las entradas. En esta técnica de estudio se analizan cada uno de las posibles causas preguntando 5 veces el porqué ocurre esta causa, lo cual sirve para detectar la causa raíz del problema, lo que permitió ayudar a establecer un programa de mejora efectivo. Después, se creó una tabla de trabajo con los datos obtenidos, se volvió a hacer una tormenta de ideas para hacer un programa de mejoras en el proceso y para la asignación de tareas y proyectos subsecuentes. Finalmente, se midió la continuación de los proyectos mediante un grafico de Gantt para el cumplimiento de las tareas y revisión de metas en corto y mediano plazo.
Discusión de resultados Al realizar el diagrama de Pareto para identificar las principales fuentes de material defectuoso, se encontró que el 40.13% de este se debía a la tarjeta madre, que se identifica en la Figura 1 como Bent Pin CPU Socket, por lo que el proyecto debía enfocarse el buscar eliminar o reducir ese porcentaje.
Etapas Técnicas y herramientas
1. Establecimiento del Programa anual de Mejora. Tormenta de ideas, recopilación de datos, gráficos, estratificación.
2. Selección de los proyectos de mejora Críticos, de acuerdo a las prioridades que establece el Programa Anual Selección ponderada, análisis de Pareto 3. Organización de equipo de mejora o grupo de la calidad, designación del jefe de equipo o grupo. Trabajo de grupo 4. Estudio preliminar del proceso para establecer nivel de desempeño actual. Describir evidencias objetivas de deficiencias. Encuestas, entrevistas, análisis de procesos.
5. Análisis de posibles causas Recolección, validación y análisis de datos, hojas de verificación, estratificación, histogramas.
6. Establecimiento de relaciones de Causa y Efecto. Análisis de Pareto, diagrama causa – efecto, diagrama de dispersión, tormenta de ideas.
7. Evaluación de soluciones adecuadas. Recopilación de datos, tormenta de ideas, simulación de situaciones.
8. Aplicación de medidas preventivas y correctivas. Análisis de factibilidad. Recopilación de datos, gráficos, matriz de acciones correctivas, grafico de Gant.
9. Medición de la efectividad de las soluciones planteadas. Cálculo de indicadores 10. Revisión de as actividades de mejoramiento de la calidad. Supervisión y control
Cuadro 1. Etapas seguidas
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --254-- 13 al 15 de abril de 2011

Sin embargo, dado que muchos de los componentes tienen costos diferentes, se decidió evaluar los diferentes costos en que se incurría por cada uno de éstos. Por ello, en la Figura 2 se ilustra la distribución de los costos por cada tipo de defecto. Claramente se observa que nuevamente Bent Pin CPU Socket es el que tiene un mayor costo, por lo cual se confirma que es el defecto que debe buscar resolverse. Una vez identificada la fuente de errores y de mayores costos, se procedió a identificar las causas por las cuales ocurría, por lo que se construyó el diagrama de causa-efecto que se ilustra en la Figura 3.
Figura1. Pareto con los porcentajes de material dañado
Figura 2. Pareto con los costos por tipo de daño
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --255-- 13 al 15 de abril de 2011

Una vez realizado el diagrama de causa-efecto, se aplicó la técnica de los porqués,lo cual se ilustra en el Cuadro 2, mismo que estaba enfocado a determinar la causa raíz del problema. Las causas que se consideró que tenían un amplio impacto se ilustran sombreadas en color gris.
Figura 3. Diagrama de Causa Efecto.
Metodo Maquinaria Medio Ambiente
Materiales Mano de Obra
Lugar Sucio y desordenado
Personal sin entrenamiento para la operacion
La estacion no es apropiada para ese ensamble
personal sin conocimiento de las herramientas
Operacion sin metodo de secuencia
ayudas Visuales no son claras
Dos diferentes tipos de tapaderas de conector
Se mueve el material no tiene posicion fija
Insuficientes herramientas para todas las estaciones
Tarjetas Madres Danadas en Porceso de ensamble
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --256-- 13 al 15 de abril de 2011

Con las causas identificadas, se procedió a generar un programa de responsabilidades, donde se tenían una serie de actividades a ejecutar y se indicaban los responsables de hacerlo. Las actividades y responsables de hacerlo se indican en el Cuadro 3, mientras que el plan de trabajo se ilustra en el Cuadro 4.
Operación sin método de secuencia
¿Por
qué
?
Porque la ayuda visual tiene especificada la secuencia en el ensamble Porque no se actualizo el estudio secuencial de las operaciones
Porque llegaron herramientas nuevas pero no suficientes para todas las estaciones Porque no se permitió cambiar todo el equipo de las estaciones
Por falta de conocimiento del Personal de Compra de equipo Ayudas Visuales no son claras
¿Por
qué
?
Porque son generalizadas para todos los modelos
Porque no se tiene una base de datos actualizada para cada modelo Porque nadie solicito la actualización de las ayudas visuales
Se mueve el material no tiene posición fija
¿Por
qué
?
Porque no tiene ninguna manera de detener el material en la estación de trabajo Porque nadie solicito este cambio en las estaciones de trabajo
Porque nadie había estudiado los riesgos por el movimiento de los materiales Por falta de programa para desarrollo de estaciones de trabajo
Lugar Sucio y desordenado
¿Por
qué
?
Porque el exceso de material
Porque el supervisor del área no sigue el programa de mantenimiento del área Por malas costumbres en el manejo de materiales
Por falta de conocimiento de los programas de calidad Por falta de difusión en los programas de calidad y falta de atención en los equipos de mejora
La estación no es apropiada para este ensamble
¿Por
qué
?
No se modifico la estación de ensamble para que el operador trabaje satisfactoriamente Por falta de un programa de mejoras ergonómicas
Por falta de apoyo para el equipo de mejoras
¿Por
qué
?
Personal sin entrenamiento para la operación
Por falta de un programa de entrenamiento integral Por falta de conocimiento en el producto
¿Por
qué
?
Insuficientes herramientas para todas las estaciones Porque no se tenía contemplado el número real de áreas de trabajo
Por falta de plantación para la estandarización de las estaciones Por falta de un programa de planeación estratégica.
Cuadro 2. Aplicación de 5 ¿Por qué? para encontrar la Causa Raíz del daño a las tablillas
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --257-- 13 al 15 de abril de 2011

Una vez terminado el tiempo del proyecto, se hizo una revisión de las mejoras establecidas, haciendo una comparación del antes y el después, por lo cual se midió y proyectó la reducción de costos con estas mejoras, la cual se revisó al final del trimestre. Esta revisión se hizo mediante la comparación del primer trimestre del año 2009 contra el primer trimestre del año 2010. En la Figura 4 se ilustra un comparativo de la reducción de costos de material dañado para el primer trimestre de los años 2009 y 2010, donde éste se contrajo en el 46.71% mediante la aplicación de varias técnicas.
Actividades Quienes Solicitar a los proveedores y cliente información sobre herramientas apropiadas para el trabajo Compras / Calidad
Estudio de los métodos de ensamble. Ingeniería Industrial Establecer método de ensamble estándar para todas las estaciones de ensamble de microprocesadores Ingeniería Industrial
Estudio en mercado sobre herramientas existentes para el ensamble de microprocesadores Compras
Compra de herramientas apropiadas y suficientes para todas las áreas Compras
Actualización de las ayudas visuales conforme el nuevo método estándar Ingeniería Industrial, Calidad, Supervisor de producción
Entrenamiento a todo el personal sobre el uso de herramientas Entrenamiento, Supervisor de producción
Entrenamiento a todo el personal sobre las nuevas ayudas visuales Entrenamiento, Recursos Humanos, Calidad
Programa de entrenamientos Entrenamiento, Recursos Humanos Verificación del uso correcto de herramientas Calidad, Supervisor de producción Verificación de la ocupación de personal correctamente entrenado Calidad, Supervisor de producción Modificación de las estaciones de trabajo para que se mantengan fijas en el momento de ensamble Manufactura, Mantenimiento
Programa de limpieza de áreas Calidad, Supervisor de producción Solicitar artículos de ayuda para entrenamiento de personal que fomenten el respeto al producto y los materiales Compras, Calidad
Cuadro 3. Actividades por departamento
Actividades Semanas de trabajo
1 2 3 4 5 6 7 Solicitar a los proveedores y cliente información sobre herramientas apropiadas para el trabajo
Solicitar artículos de ayuda para entrenamiento de personal que fomenten el respeto al producto y los materiales
Estudio de los métodos de ensamble. Establecer método de ensamble estándar para todas las estaciones de ensamble
de microprocesadores Estudio en mercado sobre herramientas existentes para el ensamble de
microprocesadores Compra de herramientas apropiadas y suficientes para todas las áreas Verificación del uso correcto de herramientas Actualización de las ayudas visuales conforme el nuevo método estándar Programa de entrenamientos Entrenamiento a todo el personal sobre el uso de herramientas Entrenamiento a todo el personal sobre las nuevas ayudas visuales Verificación de la ocupación de personal correctamente entrenado Modificación de las estaciones de trabajo para que se mantengan fijas en el
momento de ensamble Programa de limpieza de áreas Cuadro 4. Programa de actividades del equipo
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --258-- 13 al 15 de abril de 2011

Referencias Abdulmalek, F. and Rajgopal, J. “Analyzing the benefits of lean manufacturing and value stream mapping via simulation: A process sector case study”, International Journal of Production Economics, vol. 107, núm. 1, pp 223-233. 2007. Adams, C. W., Gupta, P., Wilson, Jr., Charles, E. Six Sigma Methodology—The Benefits of a Strategic Approach. Six Sigma Deployment, 2003. Arias, M. L., Portilla, L. M., y Castano B. J.C. “Aplicación de six sigma en las organizaciones”, Scientia Et Techica, vol. 14, núm. 38, pp 265-270. 2008. Azadeh, A., Ghaderi, S.F., Partovi Miran, Y., Ebrahimipour, V. and Suzuki, K. “An integrated framework for continuous assessment and improvement of manufacturing systems”, Applied Mathematics and Computation, 186 (2), p.1216 – 1233, 2007. Bessant, J., Caffyn, S. and Gallagher, M. “An evolutionary model of continuos improvement behavior”, Technovation, vol. 21, núm. 2, pp 67-77. 2001. Chakravorty, S. S. “Six Sigma programs: An implementation model”, International Journal of Production Economics, 119 (1), pp 1-10. 2009. Domínguez, D. J. “Optimización simultanea para la mejora continua y reducción de costos en procesos”, Colombia, Ingeniería y Ciencia, vol. 2, núm. 4, pp 145-162. 2006 García, P M., Quispe, A. C. y Raez, G. L. Mejora continua de la calidad en los procesos, Industrial Data, año 6, núm. 001, pp 89-94. 2003. Garza, E. A. “Kaizen, una mejora continua” Ciencia UANL,vol. 7, núm. 003, pp 330-333. 2005. González, G. A. y Michelena, F.E. “Diseño de un modelo para desarrollar los proyectos de Mejora Continua de la Calidad”, Brasil Ensaios e Ciencia, vol. 4, núm. 0003, pp 55-67. 2000 Hernandez-Matias, J.C., Vizan, A., Perez-Garcia, J. and Rios, J. “An integrated modelling framework to support manufacturing system diagnosis for continuous improvement”, Robotics and Computer-Integrated Manufacturing, 24 (2), pp 187-199, Apr 2008. Jaber, M., Bonney, M. and Guiffrida, A. L. “Coordinating a three-level supply chain with learning-based continuous improvement. International”, Journal of Production Economics, 127 (1), pp 27-38. 2010. Jrjung, L. “Aplicación de Kaizen y Automatización en Procesos de Reingeniería”, Journal of Manufacturing Systems, 1996 Kwak, Y. H. and Anbari, F. T. “Benefits, obstacles, and future of six sigma approach”, Technovation, 26 (5-6), pp 708-715. 2006Lynne, M. A., Melton, T. “The Benefits of Lean Manufacturing What Lean Thinking has to Offer the Process Industries”, Chemical Engineering Research and Design, vol. 83, núm. 6, pp 662-678. 2005. Moore, R. Kaizen, Selecting the Right Manufacturing Improvement Tools, Managing Partner, The RM Group, Inc. Knoxville, TN. 2007. Murillo, O. R., “Sistema de Gestión de Calidad. Una luz que todos debemos ver”. Conciencia tecnológica, num. 025, 2004. Radharamanan, R., Godoy, L. P. and Watanahe, K. I. “Quality and productivity improvement in a custom-made furniture industry using kaizen”. Pergamon, vol. 31, núm. 1-2, pp 471-474. 1996. Riezebos, J., Klingenberg, W. and Hicks, C. “Lean Production and information technology: Connection or contradiction?” Computers in Industry, vol. 60, núm. 4, pp 237-248. 2009. Scott, B. S., Wilcock, A. E. and Kanetkar, V. “A survey of structured continuous improvement programs in the Canadian food sector”, Food Control, 20 (3), p.209-217. 2009. Spector, Y. and Treger, M. “Quality Management—The Kaizen Method”, Estados Unidos de Norteamérica, Managing Smart, 1999. Van, S. K. “Process safety improvement - Quality and target zero”, Journal of Hazardous Materials, vol. 159, núm. 1, pp 42-48. 2008. Terziovski, M. and Sohal, A. S. “The adoption of continuous improvement and innovation strategies in Australian manufacturing firms”, Technovation, 20 (10), p.539-559. 2000.
Fichas Biográficas
El Ing. Samuel Larrea de la Rosa es estudiante de la Maestría en Ingeniería Industrial en el Departamento de Ingeniería Industrial y Manufactura del Instituto de Ingeniería y Tecnología de la Universidad Autónoma de Ciudad Juárez. Su trabajo de investigación se relaciona con el uso eficiente de tecnologías avanzadas de manufactura en los sistemas de producción.
El Dr. Jorge Luis García Alcaraz, es Ingeniero Industrial y Maestro en Ciencias en Ingeniería Industrial por el Instituto Tecnológico de Colima y Doctor en Ciencias en Ingeniería Industrial por el Instituto Tecnológico de Ciudad Juárez. Sus líneas de investigación son la teoría de decisión multicriterio y multiatributos, estadística multivariada y análisis estadístico de problemas sociales. El resultado de sus investigaciones se han publicado en el International Journal of Industrial Engineering –Theory, Applications and Practices -, Revista Contaduría y Administración, Revista Agricultura Técnica en México, Revista Agricultura Costarricense, entre otras. Cuenta con más de 50 ponencias en congresos y conferencias internacionales, es Candidato al Sistema Nacional de Investigadores de CONACYT y pertenece al Registro Conacyt de Evaluadores Acreditados (RCEA). Actualmente se desempeña como profesor investigador en el Instituto de Ingeniería y Tecnología de la Universidad Autónoma de Ciudad Juárez, donde imparte cátedra en la Maestría en Ingeniería Industrial, Doctorado en Ciencias en Ingeniería, donde es líder del cuerpo académico de Planeación Tecnológica y Diseño Ergonómico, mismo que está consolidado y es Líder del Núcleo Académico Básico del Doctorado en Ciencias en Ingeniería. Además colabora con la Universidad Nacional Autónoma de México en el Doctorado en Ciencias de la Administración, el CIATEC en el Posgrado Interinstitucional en Ciencia y Tecnología.
Figura 4. Comparación de los costos antes y después de la mejora
Costo de material dañado por trimestre
$-
$5,000
$10,000
$15,000
$20,000
$25,000
$30,000
1er trimestre 2009 1er trimestre 2010
Costo de materialdañado por trimestre
Reduccion de 46.71% en material danado de un año a otro
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --259-- 13 al 15 de abril de 2011

Mejores Prácticas de la Metodología Justo a Tiempo para la Manufactura Ing. Héctor Omar Lazo Padilla1, Ing. Brenda Alejandrina Arrieta Márquez2, Dr. Jorge Luis García Alcaraz3
Justo a tiempo (JAT) se fundamenta principalmente en la reducción del desperdicio y
Resumen—: Este estudio describe la implementación de las mejores prácticas del sistema Justo a Tiempo en diferentes ámbitos dentro del sector industrial y de servicios así como su relación al adoptar enfoques del proceso de planificación, programación y control de la producción (pronósticos) el cual según los autores comienza en la estrategia empresarial o Top Management, y en el sentido horizontal, se relaciona con los demás subsistemas de la organización, todo con el objetivo de mejorar la capacidad competitiva de una organización, evitando crear indirectamente altos inventarios en la compra de materias primas, que a su vez dan como resultado defectos de calidad que no se detecten a tiempo, falta o exceso de material y entregas a destiempo por lo tanto clientes inconformes.
Palabras claves—Justo a Tiempo, Pronósticos
Introducción Frente al implacable ataque de la competencia mundial, hoy en día la industria no puede darse el lujo de decidir si debe
cambiar o no sus procesos. Dejar las cosas como están ya no es una opción, si el proceso actual puede ser mejorado y controlado, lo debemos hacer y no permitir que lo controle la competencia. Según Guinipero (1990) se ha detectado notablemente que la mejora en la productividad de empresas en Norteamérica ha declinado especialmente con respecto a Japón y Europa, y esto nos da una razón más para buscar alternativas para poder seguir siendo competitivos frente a esta situación.
por supuesto en la calidad de los productos o servicios, a través de un profundo compromiso (lealtad) de todos y cada uno de los integrantes de la organización así como una fuerte orientación a sus tareas (involucramiento en el trabajo), que de una u otra forma se va a derivar en una mayor productividad, menores costos, calidad, mayor satisfacción del cliente, mayores ventas y muy probablemente mayores utilidades.
El sistema Justo a Tiempo no es lo único que necesita una empresa para competir, pero en este estudio se describen varios ejemplos de cómo es evidente que este sistema definitivamente da más posibilidades de mejora y estrategias competitivas más fuertes. Cualquier proceso que se mide, lleva consigo la oportunidad de mejora, es por esto que también es importante definir cómo y cuándo es mejor implementar este sistema así como cuales condiciones se requieren satisfacer para obtener mejores resultados según la situación de cada compañía. Ya es muy sabido que distintas empresas líderes de todo el mundo han adoptado éste sistema, obteniendo así avances extraordinarios en materia de calidad, agilidad en las entregas y costos.
De acuerdo a la literatura consultada de White y Prybutok (2001), los autores presentan otro enfoque, pues además consideran la integración del proceso de planificación y control de la producción con un enfoque jerárquico, en el que se logre una integración vertical entre los objetivos estratégicos, tácticos y operativos y además se establezca su relación horizontal con las otras áreas funcionales de la compañía, esto para obtener una implementación menos dolorosa de sistemas de mejora continua como el Justo a Tiempo.
Desde el punto de vista conceptual, Chase y Aquilano (2009), dicen que la manufactura esbelta o Justo a Tiempo se refiere al enfoque de eliminar la mayor cantidad posible de desperdicios. El concepto de Justo a Tiempo provee el acceso a una mayor cantidad de objetivos con un límite de tiempo de esta manera se reducen costos y tiempo de producción. En los procesos de manufactura, las compañías interactúan con el sistema de Justo a Tiempo y es según Yasin (2003) que cada tipo de producción tiene características las cuales hacen más fáciles o difíciles de implementar las prácticas de Justo a Tiempo.
Según la literatura consultada, entre las mejores prácticas se encuentran: fábricas enfocadas, reducción de tiempos de set up, tecnologías de grupos, mantenimiento preventivo total, empleados multifuncionales, kanban, círculos de calidad y JIT en compras. Todos con el objetivo en común de encontrar un flujo continúo de materiales directos e indirectos que varían desde eliminar desperdicios de movimientos que no agregan valor o que son innecesarios así como el exceso de los niveles de inventarios.
Para White y Prybutok (2001), el Justo a Tiempo involucra además de la reducción de los inventarios , regular y estandarizar el proceso, lo que puede llevar a un nivel de automatización mayor reduciendo las actividades para el operador y dando un tiempo de ciclo menor , da lugar también a la manufactura flexible, el establecimiento y reducción de tiempos de arranque o configuración de líneas , Todo esto eleva la productividad , dando más tiempo para enfocar recursos en causas raíces como administración de los proveedores, ingeniería en los procesos y la calidad del producto que debe ser entregado a los clientes.
1 Ing. Héctor Omar Lazo Padilla es Estudiante de Maestría Ingeniería Industrial en la Universidad Autónoma de Ciudad Juárez, Juárez , Chihuahua. [email protected] (autor corresponsal)
2 La Ing. Brenda Alejandrina Arrieta Márquez es Estudiante de Maestría en Ingeniería Industrial en la Universidad Autónoma de Ciudad Juarez , Chihuahua [email protected]
3 El Dr. Jorge Luis García Alcaraz es Profesor en la Universidad Autónoma de Ciudad Juárez , Chihuahua [email protected]
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --260-- 13 al 15 de abril de 2011

Antes de implementar sistemas de mejora continua, es necesario tomar en cuenta los aspectos que se deben considerar en el proceso de planificación, programación y control de la producción y en aras de su importancia en las acciones de mejoramiento de la capacidad competitiva de una organización, a continuación se analizaran algunos de los aportes de distintos autores en cuanto a conceptos, métodos y técnicas más empleados en cada una de sus fases y según los diferentes tipos de producción y de rubro.
Problemática y Retos De acuerdo a Sewell (1990) en un sistema Justo a Tiempo, el desperdicio se define como cualquier actividad que no
aporta valor para el cliente. Es el uso extra de recursos llámense mano de obra, equipo, tiempo, espacio, energía, entre otros. Pueden ser desperdicios el exceso de inventarios, tiempo de configuración de líneas, la inspección, el movimiento de materiales, las transacciones o los rechazos u se requiere de validar la administración de cada sistema de manufactura o de servicios que combine la planeación de los recursos así como la implementación del Justo a Tiempo.
Yasin (2003) da como ejemplo que eliminar desperdicios implica más que un esfuerzo de una sola persona. Requiere una lucha continua para aumentar gradualmente la eficiencia de la organización y exige la colaboración de toda la empresa como un equipo, desde la alta gerencia hasta la colaboración de todos y cada uno de los integrantes de la misma.
Si realmente se quiere eliminar excesos de inventarios que no permitan ver la pobre calidad que se tiene, el sistema se debe implementar implicando una participación total de todos empleados. Además de contar realmente con los cimientos del enfoque tradicional de decirle a cada empleado exactamente lo que debe hacer, y pasar a la filosofía JIT en la cual se pone un especial énfasis en la necesidad de respetar a los trabajadores e incluir sus aportaciones cuando se planee y realice una mejora.
Procesos en Grupos y Flujo de Material. En el estudio realizado por Yasin (2003) muestra que un enfoque con respecto al flujo de material es eliminar las rutas
complejas y buscar líneas de flujo más directas. La mayoría de las plantas que fabrican a base de lotes, o tecnología de grupos según Chase y Aquilano (2009), o como lo presenta White y Plybutok (2001) donde practican la tecnología de grupos siendo esta una pieza clave para la implementación de sistemas de mejora y control como el JIT. El reto se presenta en diferentes tipos de producción donde la interdependencia entre grupos no es fuerte por lo cual hay comunicación débil y más dificultad de implementación de estas mejoras.
Según Chase y Aquilano (2009) hay varias formas de manejo de material, la mayoría se puede llevar a cabo simultáneamente. El método principal consiste en agrupar los productos en familias, utilizando las ideas que hay detrás de la tecnología de grupos y reorganizando los procesos de modo que cada familia de productos se fabrique en una línea de flujo. De esta forma, los elementos de cada familia de productos pueden pasar de un proceso a otro más fácilmente, ya que los procesos están situados de forma adyacente, logrando así reducirse la cantidad de productos en curso y el plazo de fabricación.
Cantidad de Tiempo de Espera. Normalmente cada proceso implica una considerable cantidad de tiempo de espera que se añade al tiempo que se invierte
en el transporte de los artículos de un proceso a otro. Entre la problemática se encuentras: una gran cantidad de productos en curso y plazos de fabricación largos. Los problemas que conlleva intentar planificar y controlar una fábrica de este tipo son enormes, y los síntomas típicos son que los artículos retrasados pasan a toda prisa por la fábrica mientras otros, que ya no se necesitan inmediatamente a causa de la cancelación de un pedido o cambio en la planeación, se paran y quedan estancados en el proceso de manufactura o servicio. Siempre se presentaran problemas al toparnos con este tipo de sistemas.
Control de Líneas JIT y Pronósticos. El JIT, además de aplicarse al flujo de piezas, también se aplica al control de estas líneas de flujo. En vez de utilizar un
control complejo como en las líneas del MRP, el JIT pone más énfasis en un control simple. Los sistemas MRP son sistemas que empujan en el sentido de que planifican lo que hay que fabricar, que luego se empuja a través de la fábrica. Se supone que los cuellos de botella y otros problemas se detectan de antemano y se instalan unos complejos sistemas de control para informar de los cambios para que puedan tomarse las medidas correctoras. En cambio, el enfoque Justo a Tiempo que hace uso del sistema de arrastre Kanban, elimina el conjunto complejo de flujos de datos, ya que es un sistema manual. Cuando finalice el trabajo de la última operación, se envía una señal a la operación anterior para comunicarle que debe fabricar más artículos. Si no se saca trabajo de esa operación no se envían señales a las operaciones precedentes y por tanto no trabajan. Esta es la principal diferencia con respecto a los enfoques anteriores de control de materiales. Si disminuye la demanda, el personal y la maquinaria no producen artículos.
El enfoque JIT, basándose en el uso del sistema tipo arrastre, asegura que la producción no exceda de las necesidades inmediatas, reduciendo así el producto en curso y los niveles de existencias, al mismo tiempo que disminuye los plazos de fabricación. Y el tiempo que de otra forma sería improductivo se invierte en eliminar las fuentes de futuros problemas mediante un programa de mantenimiento preventivo.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --261-- 13 al 15 de abril de 2011

Metodología Las diferentes maneras de implementar el sistema Justo a Tiempo puede representarse de las siguientes dos maneras con
respecto a los diferentes sistemas de producción, la mano de obra calificada y/o industrias manufactureras o de servicios. Y según cada una de ellas la aplicación puede ser diferente.
Muchas operaciones aplican Justo a Tiempo al recibir el material directo cuando el proceso va requiriendo los mismos; otras aplican al momento de que el proceso de manufactura ha sido completado antes de tiempo y el producto final puede ser embarcado al cliente. La técnica de JIT y manejo de pronósticos han sido totalmente aceptada por las grandes ventajas que ofrece primordialmente en las compañías manufactureras pero también se presentan en las empresas de servicio, aunque un poco mas enfocados.
Justo a tiempo y pronosticar la demanda, evitan la necesidad de inventarios. Una vez que el producto está terminado, estos son directamente vendidos o transferidos a la siguiente operación dentro de la cadena de suministros, evitando entrar al inventario. De esta manera la compra de materiales puede ser de una cantidad menor o más exacta a lo que se necesita de acuerdo a las órdenes de compra y venta, inventario se reduce y el producto terminado se vende en su totalidad.
En pocas palabras, el sistema Justo a tiempo a su vez simplifica el proceso de ventas. Otras ventajas que presenta según Carrillo (1995) es que la compañía no se ve forzada a tener grandes cantidades de inventario tanto de material directo como de producto terminado, de esta manera además se están ahorrando espacio que a su vez se ve reflejado en beneficios económicos.
El optimizar el tiempo de manufactura, presenta la ventaja de utilizar proactivamente este tiempo para otros propósitos y de esta manera evitar los costos tiempos extras o lo que es en los procesos de servicio, el poder realizar mejoras en el proceso.
La tecnología de Justo a Tiempo ha convertido un proceso lento y tradicional en un innovador y altamente eficiente y sobretodo más barato proceso. Tiene el poder de transformar una actividad en el sector servicio o industrial, en un proceso fluido, organizado y practico. En mejoras de procesos de empaque, donde la relación de proveedor- cliente es tan importante, se ha podido llegar a un punto de interés en donde la salida de un proceso es la entrada del otro, sin tener que realizar ninguna actividad extra. Esto se ha podido lograr con comunicación, estandarización, etc. y en este ejemplo donde el JIT se introdujo al sistema, estos cambios han sido totalmente perceptibles ya que la calidad del producto incrementa y la satisfacción del cliente interno y externo se logra. La correcta implementación elimina cualquier tipo de actividades, y materiales que no agreguen valor, como materiales defectuosos, inventario en proceso, tardanzas e inspecciones innecesarias. Definitivamente el tiempo de producción ha cambiado enormemente de días u horas, a Segundos. La calidad del producto es más alta, el tiempo de entrega es menor y cada defecto puede ser detectado inmediatamente, ya que no existe inventario ni producción en exceso.
Conclusiones
Así el JIT puede entenderse como un sistema de producción diseñado para eliminar todo desperdicio en el medio de la manufactura y de servicios. Se entiende por desperdicios cualquier cosa o actividad que no contribuya de manera directa al valor del producto. Citando a White y Prybutok (2001) el sistema Justo a Tiempo hace que los materiales necesarios sean traídos al lugar necesario para elaborar los productos necesarios en el momento exacto en que éstos son requeridos. Para complementar esta definición con los demás autores consultados existen dos reglas fundamentales que deber ser observadas: la primera es que sólo deben ser empleadas partes y procesos de alta calidad, esto es Calidad en la Fuente. Incluye buena relación con el proveedor para que sea eficiente el proceso. Esta regla asegura altos rendimientos y el poder preveer posibles problemas en la línea de producción. La segunda regla tiene se refiere al tamaño del lote de producción o pronostico. Siempre se deberá elaborar el tamaño de lote más pequeño para cualquier producto, independientemente del volumen de producción del mismo. Estas dos reglas constituyen los pilares de los principios de operación del JIT.
No hay pérdida más terrible que la del exceso de producción. Las modernas empresas industriales como así también las de servicios deben desarrollar el sentido común, para proveerse sólo de lo que necesita cuando lo necesita y en la cantidad que necesita. Esto implica una revolución de la conciencia, un cambio profundo de actitud y criterio por parte de los empresarios. El sistema Just-in-Time conforma un sistema más amplio denominado Kaizen, sistema que persiguiendo la mejora continua permite reducir de manera sistemática y sostenible los niveles tanto de costos como de fallas, incrementando al mismo tiempo los niveles de productividad y satisfacción al cliente.
Sólo basta ver la diferencia existente entre las empresas que han adoptado el Sistema de Producción Justo a Tiempo y
aquellas otras que aun creen poder seguir existiendo mediante métodos de trabajo ya obsoletos.
De los diferentes autores consultados se concluye que el enfoque jerárquico de la planificación, programación y control de la producción, presenta la perspectiva más completa en el desarrollo de las tareas que abarcan esta función, dado que permite una completa integración en el sentido vertical iniciando desde las decisiones a largo plazo en los niveles tácticos hasta llegar a los aspectos más detallados de la programación en el muy corto plazo; así mismo permite una integración en
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --262-- 13 al 15 de abril de 2011

el sentido horizontal de tal manera que la función de producción interactúa de forma dinámica con las demás funciones de la empresa. Dentro del proceso de planificación, programación y control que plantea dicho enfoque, las fases que son aplicables a cualquier tipo de empresa y por las que debe transitar el administrador de operaciones son: Planificación estratégica o a largo plazo. Planificación agregada o a medio plazo. Programación maestra. Programación de componentes y Ejecución y control. El desarrollo de dichas fases dependerá del tipo de empresa y de la complejidad de sus operaciones y solo a través de ellas la organización se acercará a mejores niveles de competitividad y productividad.
Referencias
Carrillo, V. J. “Flexible Production in the Auto Sector : Industrial Reorganizacion at FORD – Mexico”. World Development , Vol 23, No 1, pp 87-101. 2005. Giunipero, L. C. and O’Neal, C. Obstacles to JIT Procurement, College of Business, The Florida State University, Tallahassee FL 32306-1042. 1990. Chase, R.B., Jacobs, R. and Aquilano, N. J. Administracion de Operaciones, Mc Graw Hill. 2009. Sewell, G. “Management Information Systems for JIT Production”, Omega Int J of Mgmt Sci, Vol 18, No 5, pp 491-503. 1990. White, R. E and Prybutok, V. “The relationship between JIT practices and type of production system”, Omega, vol. 29, pp113-124. 2001.
Fichas Biográficas
El Ing. Héctor Omar Lazo Padilla, es Ingeniero Industrial egresado del Instituto Tecnológico de Chihuahua. Actualmente está cursando la Maestría de Ingeniería Industrial en la Universidad Autónoma de Ciudad Juárez. Ha participado en 1 ponencia en la Semana de Ingeniería Industrial 2010 en la Universidad Autónoma de Ciudad Juárez. La Ing. Brenda Alejandrina Arrieta Márquez, es Ingeniero Industrial egresada del Instituto Tecnológico de Chihuahua. Actualmente está cursando la Maestría en Ingeniería Industrial en la Universidad Autónoma de Ciudad Juárez. Ha participado en Concurso Nacional de la Asociación Mexicana de Trabajo en Equipo (Octubre 2004) y a presentado 1 ponencia en la Semana de Ingeniería Industrial 2010 en la Universidad Autónoma de Ciudad Juárez. El Dr. Jorge Luis García Alcaraz, es Ingeniero Industrial y Maestro en Ciencias en Ingeniería Industrial por el Instituto Tecnológico de Colima y Doctor en Ciencias en Ingeniería Industrial por el Instituto Tecnológico de Ciudad Juárez. Sus líneas de investigación son la teoría de decisión multicriterio y multiatributos, estadística multivariada y análisis estadístico de problemas sociales. El resultado de sus investigaciones se han publicado en el International Journal of Industrial Engineering –Theory, Applications and Practices -, Revista Contaduría y Administración, Revista Agricultura Técnica en México, Revista Agricultura Costarricense, entre otras. Cuenta con más de 50 ponencias en congresos y conferencias internacionales, es Candidato al Sistema Nacional de Investigadores de CONACYT y pertenece al Registro Conacyt de Evaluadores Acreditados (RCEA). Actualmente se desempeña como profesor investigador en el Instituto de Ingeniería y Tecnología de la Universidad Autónoma de Ciudad Juárez, donde imparte cátedra en la Maestría en Ingeniería Industrial, Doctorado en Ciencias en Ingeniería, donde es líder del cuerpo académico de Planeación Tecnológica y Diseño Ergonómico, mismo que está consolidado y es Líder del Núcleo Académico Básico del Doctorado en Ciencias en Ingeniería. Además colabora con la Universidad Nacional Autónoma de México en el Doctorado en Ciencias de la Administración, el CIATEC en el Posgrado Interinstitucional en Ciencia y Tecnología.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --263-- 13 al 15 de abril de 2011

Evaluación de Sustancias Epóxicas Empleadas en el Ensamble de un Diodo Emisor de Luz Utilizando los Métodos Taguchi
M.C. Jorge Limón Romero1, M.I. Yolanda Angélica Báez López2, Ing. Mariana Espinosa Estrada3 y M.C. Jesús Salinas Coronado4
En un principio se inició este proyecto con la intención de aumentar la resistencia en la prueba de jalón de los LED’s, lo cual se logró en un primer proyecto reportado por Báez et. al, (2010). Posteriormente debido a que el manejo de la sustancia epóxica utilizada en el proceso requiere de ciertos cuidados como ser almacenada bajo refrigeración y después durante el proceso estar pendiente para retirarla en un periodo no mayor a 4 horas, ya que en este periodo de vida de la sustancia epóxica después de ser extraída del almacén, la calidad en la resistencia del ensamble es variante debido que la consistencia del epóxico está cambiando, puesto que su temperatura está en ascenso hasta alcanzar la temperatura ambiente.En la actualidad la empresa que fabrica estos LED’s ha tenido reclamos de uno de sus clientes más importantes debido a que algunos de estos productos cuentan con una resistencia menor a la especificada, la cual establece que este ensamble debe de tener una resistencia de 5 Psi o mayor. Esto pudiera deberse según un análisis realizado a que la cantidad de epóxico depositado en el ensamble es variable debido a que la calidad en cuanto a la consistencia de la resina actualmente utilizada depende del tiempo que esta tenga utilizándose en el proceso, lo que después de un cierto tiempo dificulta el paso de la resina a través de la aguja de inyección, depositando un cantidad menor de la
Resumen -En el presente trabajo se muestra la aplicación de la metodología Taguchi, para evaluar la introducción de una nueva sustancia epóxica utilizada en el ensamble de un diodo emisor de luz (LED) ya que la sustancia que se estaba utilizando requería almacenarse bajo refrigeración y su consistencia se modificaba conforme su temperatura se incrementaba hasta alcanzar la temperatura ambiente afectando con ello la calidad en cuanto a la resistencia a la prueba de jalón del ensamble final, lo que estaba provocado quejas recurrentes de los clientes. La nueva resina demostró ser más termoestable, ayudando con ello a disminuir la variabilidad, y aunque la resistencia media también disminuyó levemente, mediante un estudio comparativo de capacidad de proceso entre las dos sustancias epóxicas, se demostró que con esta nueva resina los índices resultantes eran mejores, por lo que fue recomendada para la posterior operación del proceso.
Palabras clave –Metodología Taguchi, Diodo emisor de luz, Prueba de Jalón, Capacidad de proceso.
Introducción Un experimento diseñado es extremadamente útil para descubrir las variables claves en los procesos que
tienen influencia sobre una característica de calidad de interés (Li et al., 2008). El diseño de experimentos es una técnica estadística poderosa para determinar el ajuste óptimo de los factores que afectan un proceso, para mejorar su funcionamiento, reducir su variabilidad y mejorar la manufactura de productos (Antony y Antony, 2001). Taguchi muestra como el diseño de experimentos estadísticos puede ayudar a los ingenieros a diseñar y manufacturar productos de alta calidad y bajo costo. El poder de los métodos Taguchi es que integra estas técnicas estadísticas dentro de la ingeniería de procesos, por lo que según Li et al., (2005) son ampliamente utilizados para lograr ciertos objetivos en la media de la variable de respuesta mientras simultáneamente se minimiza la varianza. El diseño de parámetros es la clave para lograr bajos costos y alta calidad simultáneamente, ya que durante esta etapa se identifican los factores de control y de ruido, en donde los factores de control se refieren a los parámetros de diseño que se pueden controlar y que serán estudiados a dos o tres niveles durante el diseño experimental, mientras los factores de ruido son aquellos que no se pueden controlar o no se intenta hacerlo. Estos parámetros se organizan en una forma sistemática usando los arreglos ortogonales para conducir el experimento y sus resultados se calculan y comparan usando la razón señal a ruido (Xydas, et al., 2005).
Descripción del problema
1 El M.C. Jorge Limón Romero es profesor de Ingeniería Industrial en la Universidad Autónoma de Baja California. [email protected] (autor corresponsal). 2 La M.I. Yolanda A. Báez López es profesor de Ingeniería Industrial en la Universidad Autónoma de Baja California. [email protected] 3 La Ing. Mariana Espinosa Estrada es profesor de Ingeniería Industrial en la Universidad Autónoma de Baja California. [email protected] 4 El M.C. Jesús Salinas Coronado es profesor de Ingeniería Industrial en la Universidad Autónoma de Baja California. [email protected]
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --264-- 13 al 15 de abril de 2011

requerida de la sustancia. Por lo anterior en este trabajo se realizó para comprobar si una nueva sustancia epóxica (roja) mejoraría la calidad del ensamble aumentando la resistencia, además de comprobar la hipótesis de que el epóxico rojo provocaría menos variabilidad en cuanto a la resistencia del ensamble debido a que es más termoestable, es decir, su consistencia no se ve afectada a través del tiempo que dure utilizándose en la línea de producción, por lo que la cantidad depositada de la sustancia es constante a través del tiempo.
−= ∑
=
n
i iyndB
12
11log10η
Desarrollo del experimento Para este experimento se utilizó el arreglo ortogonal (AO) L8, para los factores controlables y el AO L4 para
los factores incontrolables, y debido a que la resistencia a la prueba de jalón es una característica del tipo lo mayor es lo mejor se utilizó la razón señal a ruido:
(1)
Taguchi también propone las siguientes razones señal a ruido para el caso lo menor es lo mejor y lo nominal es lo mejor respectivamente (Gutiérrez y de la Vara, 2004):
−= ∑
=
n
iiy
ndB
1
21log10η (2)
= 2
2
log10sydBη
(3)
Los factores estudiados, todos a dos niveles, se muestran enseguida: Factores Controlables: A: Epóxico (Rojo, Amarillo), B: Presión de aplicación (30-40, 50-60 psi), C: Altura
gage (Baja, Alta), D: Tiempo de dispensado (0.376 seg, 0 .420 seg.), E: Tapa (Barco, Tornillo), F: Cantidad de epóxico (75%, 100%), G: Proceso (306oc, 300oC, 294oC y 170oC – 321oc, 315oC, 309oC y 185o
Factores Incontrolables: L: Refrigeración (0-1hr, 3-4hr), M: Fixtura (1, 2), N: Cavidad (13, 23). El diseño cruzado y los resultados obtenidos en el experimento fueron los que se muestran en la Tabla 1.
C).
Factores Incontrolables N 1 2 2 1 M 1 2 1 2 Factores controlables L 1 1 2 2 Corrida A B C D E F G Media S/N
1 1 1 1 1 1 1 1 17.08 15.14 16.67 17.46 16.59 24.36 2 1 1 1 2 2 2 2 15.03 17.33 16.36 16.32 16.26 24.19 3 1 2 2 1 1 2 2 17.85 15.82 16.58 18.26 17.13 24.63 4 1 2 2 2 2 1 1 16.71 17.26 15.20 18.39 16.88 24.49 5 2 1 2 1 2 1 2 11.93 16.14 19.98 11.85 14.97 22.90 6 2 1 2 2 1 2 1 13.06 14.51 22.31 19.03 17.23 24.15 7 2 2 1 1 2 2 1 13.02 15.31 20.74 16.06 16.28 23.88 8 2 2 1 2 1 1 2 16.82 19.34 17.38 22.28 18.96 25.40
Tabla 1. Arreglo cruzado L8 y L
4
El siguiente paso fue establecer la precisión del sistema de medición y la calidad de los datos obtenidos. Con este objetivo se realizó un estudio de repetibilidad y reproducibilidad (R&R) utilizando minitab. Este estudio se utiliza para identificar las fuentes de variación que contribuyen a la variación total en las mediciones obtenidas por algún sistema de medición y como una consecuencia, evaluar su poder de discriminación (Henderson, 2006). Hecho el análisis puede ser necesario rediseñar el instrumento, revisar si sus componentes están gastados o sucios, si la repetibilidad es la fuente dominante de variación. Cuando la reproducibilidad es la mayor fuente de variación, los esfuerzos se deberán enfocar en estandarizar los procedimientos de medición y entrenar a los operadores para que se apeguen a ellos. Un sistema de medición se considera aceptable cuando su variabilidad es menor del 10 por ciento de la variabilidad total del proceso, puede ser aceptable dependiendo de la importancia del producto o los costos si representa entre el 10 y 30 por ciento y si representa más del 30% se considera no aceptable (AIAG, 2002). Este estudio de repetibilidad y reproducibilidad mostró que el sistema de medición representa el 4.06%, lo que implica que es aceptable, además de que el número de categorías distintas fue de 6, siendo 5 el mínimo recomendado (AIAG, 2002). La Tabla 2 muestra los resultados obtenidos en el estudio R&R llevado a cabo en el inicio del proyecto y previamente reportados en Báez et. al, (2010).
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --265-- 13 al 15 de abril de 2011

Análisis de Resultados Posteriormente esta información se procesó utilizando el software estadístico Minitab, el cual arrojó las
gráficas lineales tanto para la respuesta promedio como para la razón señal a ruido que se muestran en las figuras 1 y 2 respectivamente. Estas gráficas lineales se puede ver que el epóxico (Factor A), prácticamente no tiene un efecto sobre la media de la característica de calidad, pero en la gráfica lineal para la razón señal a ruido se aprecia que este mismo factor si es importante con respecto a esta razón. En estas gráficas también se puede ver que los factores F (cantidad de epóxico) y G (Proceso) son los menos importantes por su pendiente casi nula.
Para comprobar las conclusiones obtenidas mediante las gráficas lineales de una forma visual, se procedió a realizar el análisis de varianza tanto para la resistencia promedio (Tabla 3) como para la razón señal a ruido (Tabla 4), en donde se muestra que el factor A si es importante hasta para un 95% de confianza respecto a la razón señal a ruido. En este análisis se comprueba que las variables F y G no son significativas, por lo que en el caso de la razón señal a ruido sus resultados se agrupan al error aleatorio, para obtener el error aleatorio agrupado, que se usó en los cálculos posteriores, con lo cual se pudo determinar que todos los factores restantes resultaron significativos respecto a la variabilidad de la característica de calidad analizada. Respecto a la respuesta promedio, ningún factor resultó significativo según el anova.
Análisis de componentes de variación Componentes de variación Desviación estándar Contribución a la variación Total Gage R&R 0.18 4.06 Repetibilidad 0.18 4.06 Reproducibilidad 0.00 0.00 Parte a Parte 4.27 95.94 Variación Total 4.45 100.00
Número de categorías diferentes = 6 Tabla 2. Resultados obtenidos al realizar la prueba R&R
Figura 1. Gráfica lineal para la respuesta promedio de la resistencia
Med
ia d
e la
s m
edia
s
21
17.5
17.0
16.5
21 21
21
17.5
17.0
16.5
21 21
21
17.5
17.0
16.5
A B C
D E F
G
Graficas para medias
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --266-- 13 al 15 de abril de 2011

Med
ias
para
las
razo
nes
seña
l a ru
ido
21
24.50
24.25
24.00
21 21
21
24.50
24.25
24.00
21 21
21
24.50
24.25
24.00
A B C
D E F
G
Grafica para las razones señal a ruido
Signal-to-noise: Larger is better
Figura 2. Gráfica lineal para la razón señal a ruido
Fuente GL SC CM F P A 1 0.168 0.168 0.02 0.877 B 1 8.819 8.819 1.29 0.267 C 1 1.759 1.759 0.26 0.616 D 1 9.470 9.470 1.39 0.250 E 1 15.116 15.116 2.21 0.150 F 1 0.132 0.132 0.02 0.891 G 1 0.055 0.055 0.01 0.929
Error 24 163.851 6.827 Total 31 199.37
Tabla 3. Anova para la resistencia promedio
Fuente GL SC CM F P A 1 0.221 0.221 23.16 0.041 B 1 0.982 0.982 102.93 0.010 C 1 0.340 0.340 35.68 0.027 D 1 0.755 0.755 79.10 0.012 E 1 1.181 1.181 123.74 0.008 F* 1 0.011 ---- ---- ---- G* 1 0.008 ---- ---- ----
Error ---- ---- ---- ---- ---- (Error) 2 0.019 0.009 Total 7 3.499
Tabla 4. Anova para la razón señal a ruido
Como ya se mencionó anteriormente de los factores considerados en el estudio solo los factores F y G no resultaron importantes por lo que para estos se debe escoger el nivel en el que resulten más prácticos o económicos a la hora de operar en el proceso. Para los restantes si es importante el que se identifique su nivel óptimo. La configuración del proceso queda de la siguiente manera: A1B2C1D2E1$F$G, es decir, Epóxico rojo, Presión 50-60 Psi, altura del gage baja, tiempo de dispensado 0.420 segundos, tapa de barco y por los factores no significativos, cantidad de epóxico al 100% y el proceso 306oc, 300oC, 294oC y 170oC. Se procede a realizar una corrida de confirmación utilizando la configuración del proceso propuesta según el análisis, sacando 50 piezas tanto para el epóxico sugerido (rojo), como para el epóxico amarillo utilizando dos fixturas diferentes (F1 y F2) con 25 cavidades cada una con el objetivo de realizar una prueba T pareada y los resultados fueron los que se muestran en la tabla 5.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --267-- 13 al 15 de abril de 2011

Para realizar la prueba T pareada primeramente se comprobó el supuesto de que las diferencias jjj xxD 21 −=
siguieran una distribución normal como lo sugieren Montogomery y Runger (2005), para lo cual se utilizó la prueba Anderson-Darlin con la cual se aceptó la hipótesis de normalidad con un valor P = 0.868, como puede verse en la figura 3. Mediante la prueba T pareada se encontró que la resistencia promedio de la sustancia amarilla era más alta que la de la sustancia roja, con una diferencia entre 1.031 y 2.907 psi hasta con un 99% de confianza a pesar de que en el análisis de varianza no se detectó diferencia significativa. De igual forma utilizando los mismos datos se realizó la prueba para evaluar la igualdad de varianzas en la que se encontró que estas también eran diferentes hasta para un 99% de confianza, siendo menor la del epóxico rojo.
Fixtura 1 Fixtura 2
E. Amarillo E. Rojo Diferencia
jjj xxD 21 −= E. Amarillo E. Rojo Diferencia
jjj xxD 21 −=
19.0882 15.7671 3.3211 15.8736 15.0582 0.8154 13.8645 20.6719 -6.8074 16.9740 17.4496 -0.4756 14.8107 20.6083 -5.7976 18.0220 18.8780 -0.8560 15.3714 17.4609 -2.0895 15.7080 20.8208 -5.1128 18.7812 23.5335 -4.7523 15.8603 17.2877 -1.4274 17.8980 20.0653 -2.1673 14.9367 16.3268 -1.3901 17.9077 17.4497 0.4580 15.3295 19.4172 -4.0877 15.4090 17.8813 -2.4723 16.5956 21.0592 -4.4636 14.3135 20.5834 -6.2699 16.9603 19.6568 -2.6965 13.9398 17.9414 -4.0016 13.3395 18.8559 -5.5164 15.9442 14.4813 1.4629 17.8141 20.5272 -2.7131 16.7670 16.1186 0.6484 18.5073 20.3671 -1.8598 13.6120 20.4161 -6.8041 17.6322 19.3339 -1.7017 16.9384 20.2144 -3.2760 14.1810 14.9414 -0.7604 20.2807 14.7048 5.5759 15.0057 15.8714 -0.8657 18.4003 15.4151 2.9852 15.0088 16.6344 -1.6256 17.7217 21.8203 -4.0986 15.8573 17.7769 -1.9196 18.8076 15.8423 2.9653 14.1962 10.6853 3.5109 17.5411 15.4021 2.1390 14.2188 22.2119 -7.9931 13.8326 20.1119 -6.2793 16.3525 16.3396 0.0129 13.8708 17.4290 -3.5582 18.0995 18.8471 -0.7476 13.9597 14.3498 -0.3901 19.7809 14.9487 4.8322 16.2670 17.6961 -1.4291 15.7753 19.1064 -3.3311 15.7424 19.6499 -3.9075 16.9333 16.0197 0.9136 12.8311 20.3713 -7.5402 17.0143 23.9135 -6.8992
Tabla 5. Lecturas obtenidas para realizar la prueba T pareada
5.02.50.0-2.5-5.0-7.5-10.0
99
95
90
80
70
60504030
20
10
5
1
C3
Porc
enta
je
Media -1.969Desv.Est. 3.300N 50AD 0.204Valor P 0.868
Gráfica de probabilidad de diferenciasNormal
Figura 3. Prueba de normalidad para las diferencias
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --268-- 13 al 15 de abril de 2011

Conclusiones Con los resultados encontrados fue necesario tomar una decisión compromiso entre las dos sustancias
epóxicas, ya que la sustancia amarilla mostró una resistencia promedio un poco más alta, pero también una varianza más grande como se suponía desde el inicio del estudio. Para elegir entre las dos resinas se utilizó el índice de capacidad real del proceso Cpk, ya que este considera al mismo tiempo tanto la media como la desviación estándar, partiendo de los 50 datos obtenidos en la prueba pareada. Los resultados son los que se muestran en la Tabla 6.
Epóxico N Media Desv. Estándar CPk PPM Amarillo 50 18.1664 2.6574 1.65 0.36239
Rojo 50 16.1975 1.8309 2.04 0.00048 Tabla 6. Resumen de estadísticos e índices para las dos resinas
En esta tabla se puede ver que utilizando el epóxico rojo se obtendrían mejores indicadores de calidad en el
proceso, por lo que es el que se recomienda para la operación futura del proceso de ensamble de estos LED’s. Aunque con la resina amarilla según la tabla 6, los resultados también son buenos, un aspecto importante a considerar es que debido a los cuidados de almacenaje y posteriormente durante la operación en el proceso que se le deben de dar, se vuelve menos atractiva para seguir trabajando con ella, ya que con cualquier distracción en cuanto al tiempo de reemplazo puede provocar que resulten algunos productos con calidad inferior, que es lo que probablemente ha pasado con los reclamos de clientes que se han presentado, reportando LED’s que se han separado a la hora de incorporarlos al ensamble final.
Referencias
AIAG-Automotive Industry Action Group. “Measurement System Analysis,” 3a
edición, Southfield, MI: Automotive Industry Action Group, 2002.
Antony, J. y Antony, J. “Teaching the Taguchi method to industrial engineers,” Work Study, Vol.50, No.4, 2001, 141 – 149. Báez, Y. A., Limón J., Tlapa, D.A. y Rodríguez, M.A., “Aplicación de Seis Sigma y los Métodos Taguchi para el Incremento de la Resistencia a la Prueba de Jalón de un Diodo Emisor de Luz,” Información Tecnológica, Vol. 21 No. 1, 2010, 63-76. Gutiérrez, H. y de la Vara, R. “Análisis y Diseño de Experimentos,” 1ª edición, Mc Graw Hill, México, 2004. Henderson, G.R. “Six Sigma: Quality Improvement with MINITAB”, 1a
edición, Wiley, England, 2006.
Li, M.C., Al-Refaie, A. y Yang, C. “DMAIC Approach to Improve the Capability of SMT Solder Printing Process,” IEEE on Electronics Packaging Manufacturing, Vol. 31, No. 2, 2008. Li, Y.Q., Cui, S., Ruan, X.Y. y Zhang, D.J. “Application of six sigma Robust Optimization in Sheet Metal Forming,” American Institute of Physics, Vol. A, 2005, 819 – 824. Montgomery, D.C. y Runger, G.C. “Probabilidad y Estadística Aplicadas a la Ingeniería,” 2ª edición, Limusa Wiley, México, 2005. Xydas, N., Tsi, D., Gurevich, V., Krichever, M. y Kao, I. “Dynamic Taguchi Methods and Parameter Design as Applied in Barcode Scanning and Scanners,” Concurrent Engineering: Research and Applications, Vol.13, No. 1, 2005, 69 – 80.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --269-- 13 al 15 de abril de 2011

Factores Administrativos en el Éxito de TQM
Mayra Verónica Linares Gil1, Dr. Jorge Luis García Alcaráz2, y Cely Celene Ronquillo Chávez3 Ismael Canales Valdivieso4
Esta etapa se focalizó en una revisión bibliográfica para identificar las investigaciones relacionadas con el problema aquí tratado y determinar las los principales atributos o actividades que la parte administrativa debe ejercer para garantizar el éxito de TQM en sus empresas, lo que permitió elaborar un cuestionario preliminar que contenía 15 ítems y fue aplicado a un total de 56 jefes de departamentos de calidad y gerentes de empresas localizadas en Juárez, Chihuahua, México. Sin embargo, se dejó espacio para que los encuestados manifestaran otros atributos o actividades que ellos de manera personal consideran es importante y que no aparecían en el cuestionario inicial. Un total de 4 nuevos atributos fueron identificados, y se determinó que debía eliminarse dos de los que se habían puesto inicialmente, dado que nunca tuvieron importancia para
Resumen—La gerencia y el departamento de calidad juegan un papel importante en el éxito de la implementación de TQM, sin embargo no se conocen los factores clave de éxito que lo garanticen. Por ello en este artículo se presenta la validación de un instrumento que contenía 17 ítems enfocados a determinar los factores críticos de éxito de TQM en la industria maquiladora de Ciudad Juárez, se expone un análisis descriptivo de los ítems y se expone un análisis factorial exploratorio , se encontraron tres factores claves de éxito que explican el 59.05% de la covarianza contenida en el conjunto de datos y se concluye que la gerencia y el departamento de calidad tiene una gran responsabilidad de liderazgo en la implantación de programas de TQM.
Palabras claves—Gerencia de Calidad, Departamento de Calidad, Validación de cuestionario, Análisis descriptivo, Análisis Factorial exploratorio.
Introducción
En una revisión de literatura de los factores críticos de éxito de TQM (Total Quality Managment, por sus siglas en ingles), se ha encontrado que dos de los principales factores en que coinciden varios autores investigadores sobre el tema, declaran que son el liderazgo y compromiso de la alta gerencia, así como el departamento de calidad, Linares et al (2010). Estos factores juegan un papel importante en el éxito de la implementación de TQM ya que desde la conceptualización de los gurús de la calidad en sus inicios coinciden tanto en que la Administración de Calidad no solamente enfoca aspectos tecnológicos, si no que es un asunto de interés estratégico que involucra a toda la organización, para lo cual se deben contemplar incluso valores como el respeto a la persona, ya sea cliente o empleado y la mejora continua, tanto personal como organizacional basada en el liderazgo y el compromiso de la alta gerencia, Ishikawa (1986), Imai (1986), Deming (1986), Feigenbaum (1956), Juran (1951) y Crosby (1979), citados por Rositas (2009).
Así mismo estos autores coinciden en que el trabajo de la alta dirección es el liderazgo y compromiso para facilitar que los demás departamentos y su personal, se integre en los programas de calidad, mostrando constancia de sus objetivos, motivándolos para alcanzar los objetivos de corto y largo plazo.
Las funciones del departamento de calidad no son compromisos que deben concentrarse en una sola área, sino que ésta debe proporcionar planeaciones con la finalidad de que el control de calidad sea responsabilidad de cada departamento y de esta manera, este departamento debe estar formado por las diferentes áreas de la producción, nombrando un líder encargado de verificar que los auxiliares (directores de calidad en cada área) cumplan eficazmente los procesos.
Los principales factores que coinciden en la literatura se ha encontrado que no se conocen que factores de éxito que lo garanticen, por ello esté artículo tiene como finalidad presentar la validación de un instrumento que contenía 17 ítems enfocados a determinar los factores críticos de éxito de TQM en la industria maquiladora de Ciudad Juárez.
Descripción del Método
La metodología empleada en esta investigación ha implicado el diseño de un instrumento de recolección de datos e identificación de los atributos de tipo administrativo que deben tener la gerencia y el departamento de calidad para garantizar el éxito del programa de calidad total, recoger y analizar la información y concluir en base a los resultados encontrados, por lo que se ha trabajado en diferentes etapas, mismas que se describen a continuación.
Primera Etapa: Identificación de los Atributos y Creación del Instrumento
1 M.C.Mayra Verónica Linares Gil, Estudiante de | en Ciencias de la Administración, Facultad de Contaduría y Administración, Universidad Nacional Autónoma de México, Profesora en la Universidad Autónoma de Ciudad Juárez. [email protected]
2 Dr. Jorge Luis García Alcaráz , Doctor en Ingeniería Industrial por el Instituto Tecnológico de Ciudad Juárez. 3 M.C. Cely Celene Ronquillo Chávez, Candidata a Doctorado por la Universidad de Granada, España, Linea de Investigacion:
Crecimiento Económico. 4 MA Ismael Canales Valdivieso, es profesor del Departamento de Ingeniería Eléctrica del Instituto de Ingeniería y Tecnología de la
Universidad Autónoma de Ciudad Juárez.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --270-- 13 al 15 de abril de 2011

los encuestados y su variabilidad fue mínima, teniendo así un total de 17 atributos, con los cuales se construyó un cuestionario final.
El cuestionario final con 17 ítems debía ser contestado en una escala Likert (Likert, 1932), la cual comprendía valores entre uno y cinco, donde el uno indicaba que ese atributo no fue importante para el gerente o supervisor para garantizar el éxito de TQM y el cinco, representaba la importancia extrema.
Segunda etapa: Aplicación del Cuestionario
Esta etapa consistió en contactar a los directivos y supervisores de las plantas industriales de Ciudad Juárez, Chihuahua, México y que contaban con certificaciones de calidad y solicitar su colaboración para la aplicación del mismo. Después de este proceso, 198 empresas fueron encuestadas.
El muestreo fue estratificado y aleatorio simple, buscando mantener un equilibrio entre el número de encuestados y el sector industrial al que pertenecían. Además, como principio de inclusión en la muestra, se requería que las empresas tuvieran alguna certificación de calidad y que los encuestados tuvieran al menos 100 horas de entrenamiento relacionadas con técnicas y herramientas estadísticas para la calidad.
Tercera etapa: Captura de la Información y Validación del Instrumento
En esta etapa se capturó y analizó la información en el software denominado SPSS 18. Para la validación del cuestionario se usó el índice Alfa de Cronbach antes de realizar un análisis descriptivo y se validó el resultado obtenido comparándolo con el generado al realizar la partición de la muestra en mitades, obteniéndose nuevamente el índice Alfa de Cronbach (Cronbach, 1951). Es importante señalar que en esta etapa se eliminaron algunos de los atributos, dado que la confiabilidad del instrumento se incrementaba.
Cuarta Etapa: Análisis Descriptivo de la información
En esta etapa se realizó el análisis descriptivo de la información. Se obtuvo la mediana y la moda como mediadas de tendencia central, dado que los datos obtenidos, aunque eran numéricos, estaban representados en una escala ordinal (Denneberg y Grabisch, 2004; Pollandt y Wille, 2005; Tastle y Wierman, 2007). Altos valores de la mediana indican que esos atributos habían tenido mucha importancia para los gerentes para lograr el éxito de TQM y por el contrario, valores bajos denotaban poca importancia. En relación a la moda, los valores obtenidos en los atributos indicaban el consenso o valor que más fue respondido por los encuestados.
De la misma manera, como medida de dispersión se estimaron el primer y tercer cuartil, así como la diferencia entre éstos, el cual se denomina Rango Intercuartílico (RI) y representa el 50% de los datos e incluye a la mediana, el cual está representado por el segundo cuartil (Tastle y Wierman, 2007). Altos valores en el rango intercuartílico indican que no había consenso entre los encuestados en relación al nivel de importancia que tenía ese atributo o ítem, mientras que valores bajos representaban poca dispersión y por ende, mayor consenso entre los encuestados en relación a la importancia del mismo.
Quinta Etapa: Análisis Factorial Exploratorio (AFE)
En esta etapa se determinó la factibilidad del AFE, se analizó la matriz de correlaciones y se observó que la mayoría de las correlaciones entre los atributos eran mayores a 0.3 (Nunally, 1978; Nunnally y Bernstein, 2005); además, se analizó la diagonal de la matriz anti-imagen de la matriz de correlaciones con la finalidad de observar la adecuación de la muestra. Asimismo, se obtuvo el índice KMO (Kaiser, Meyer, Olkin), se aplicó la prueba de esfericidad de Bartlett para medir la adecuación de la muestra y se analizaron las comunalidades de cada uno de los ítems o atributos para verificar su contribución, estableciendo a 0.5 como punto de corte (Lévy y Varela, 2003).
Para determinar los factores críticos, se realizó un análisis factorial por el método de componentes principales usando la matriz de correlación para la extracción de los componentes y se consideraron como importantes aquellos factores con un valor mayor o igual a la unidad en sus Eigenvalores, condicionándose la búsqueda a 100 iteraciones para la convergencia de un resultado (Steiger y Lind, 1985; Streiner y Norman, 1995). Además, con la finalidad de obtener una mejor interpretación de los factores críticos, se realizó una rotación por el método Varimax (Lévy y Varela, 2003).
Resultados La sección de resultados está dividida en diferentes secciones, según el tipo de resultados que se presenten, mismas que se ilustran a continuación. La validación del cuestionario Antes de iniciar cualquier cálculo, se realizó la validación del cuestionario, para determinar si los resultados obtenidos mediante éste eran fiables. En el Cuadro 1 se ilustran las diecisiete elementos o ítems iniciales que se teneian en el cuestionario. Se obtuvo el índice alfa de Cronbach dio un resultado 0.903, el cual puede considerarse que es bueno; sin embargo se observa que eliminando el atributo o actividad XXXX se obtiene un nuevo valor de 0.909, el cual es mucho mejor. Se elimino ese atributo y se corrió una nueva iteración, sin que se tuviera la necesidad de volver a eliminar otro
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --271-- 13 al 15 de abril de 2011

atributo. Con ello, se tenían un total de 16 ítems, que son los que se describen en el análisis descriptivo y en el análisis factorial. Análisis Descriptivo En el análisis descriptivo se obtuvo la media, mediana y moda como medidas de tendencia central y los percentiles 25 y 75 como medidas de posición. Además, para proporcionar una idea de la dispersión de las opiniones, se obtuvo el rango intercuartílico. Toda esa información se ilustra en el Cuadro 2, la cual está ordenada de manera descendente en función de la mediana, dado que los datos eran de tipo ordinal.
Atributo Ítem Mediana Media Moda Percentiles 25 75 RI ¿Son específicas las metas de calidad dentro de la compañía? 4.0291 3.9399 4 3.2354 4.7255 1.4901 ¿A qué grado la gerencia considera la mejora de calidad para incrementar ganancia? 3.8885 3.8359 4 3.15 4.6245 1.4745
¿Son entendidas dentro de la empresa la política de calidad y sus metas? 3.8712 3.8307 4 3.1439 4.6148 1.4709
¿Es clara y consistente la comunicación de la misión y objetivos de la empresa? 3.8359 3.7702 4 3.0879 4.6028 1.5149
¿La importancia puesta en la calidad por la gerencia es en relación a los costos y objetivos? 3.8138 3.7507 4 3.0425 4.6046 1.5621
¿Los líderes/gerentes asumen la responsabilidad para el desempeño de la calidad? 3.8087 3.7786 4 3.1155 4.556 1.4405*
¿Qué grado de expansión tienen del plan de calidad dentro de la compañía? 3.794 3.7493 4 3.0768 4.5594 1.4826
¿Hay aceptación de responsabilidades para calidad por los líderes/gerentes? 3.7391 3.7031 4 3.0435 4.5 1.4565*
¿La gerencia da soporte para las mejoras a largo plazo del proceso? 3.6717 3.6152 4 2.9097 4.4622 1.5525 ¿El grado de participación de la gerencia en la calidad, mejora el proceso? 3.6691 3.6276 4 2.9459 4.443 1.4971
¿Cuál es el compromiso de la gerencia para entrenar a sus empleados? 3.6641 3.5895 4 2.8705 4.4578 1.5873 ¿La eficacia del equipo de calidad es en relación al mejoramiento de la calidad? 3.6528 3.611 4 2.8791 4.4543 1.5752
¿Cuál es su opinión del departamento de calidad? 3.6138 3.5741 4 2.9272 4.3565 1.4293* ¿El uso del personal de calidad es como un recurso de consulta? 3.5451 3.4974 4 2.7576 4.3171 1.5595 ¿La eficacia de calidad es en relación a la consistente medición de sus empleados? 3.5361 3.4723 4 2.6969 4.3325 1.6356
¿Tiene autonomía el departamento de calidad? 3.469 3.4121 4 2.5983 4.2861 1.6878 Cuadro 2. Análisis Descriptivo de Ítems
Actividad Iteración 1 2
¿Los líderes/gerentes asumen la responsabilidad para el desempeño de la calidad? .903 .903 ¿Hay aceptación de responsabilidades para calidad por los líderes/gerentes? .903 .904 ¿La gerencia da soporte para las mejoras a largo plazo del proceso? .900 .900 ¿El grado de participación de la gerencia en la calidad, mejora el proceso? .903 .904 ¿La importancia puesta en la calidad por la gerencia es en relación a los costos y objetivos? .903 .904 ¿Es clara y consistente la comunicación de la misión y objetivos de la empresa? .903 .904 ¿Son específicas las metas de calidad dentro de la compañía? .903 .904 ¿Son entendidas dentro de la empresa la política de calidad y sus metas? .903 .904 ¿A qué grado la gerencia considera la mejora de calidad para incrementar ganancia? .903 .903 ¿Qué grado de expansión tienen del plan de calidad dentro de la compañía? .900 .901 ¿Cuál es el compromiso de la gerencia para entrenar a sus empleados? .901 .901 ¿Cuál es su opinión del departamento de calidad? .904 .906 ¿Tiene acceso el departamento de calidad a la alta gerencia? .909
¿Tiene autonomía el departamento de calidad? .904 .907 ¿El uso del personal de calidad es como un recurso de consulta? .903 .905 ¿La eficacia del equipo de calidad es en relación al mejoramiento de la calidad? .901 .902 ¿La eficacia de calidad es en relación a la consistente medición de sus empleados? .903 .904 Alfa de Cronbach Total .908 .909
Cuadro 1. Validación del Cuestionario
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --272-- 13 al 15 de abril de 2011

Se observa que las primeras tres variables o ítems que tienen un valor alto en la mediana se relacionan con los objetivos y metas de la empresa, la forma en que explican y exponen a los trabajadores y al enfoque que la gerencia tiene de la calidad como medio para obtener ganancias. En relación a la moda, se observa que todos tienen el mismo valor, un cuatro, por lo que todos los atributos pueden ser considerados como importantes.
Al análisis la última columna, relacionada con el RI, se observa que los menores valores se relacionan con la opinión que los encuestados tiene del departamento de calidad, la aceptación que tienen los directivos de su papel ante la encomienda de TQM y la forma en que delegan responsabilidades.
Factibilidad del análisis factorial Antes de ejecutar el análisis factorial, se determinó su factibilidad, para lo cual se obtuvo el índice KMO, mismo que dio
un valor de 0.932 de la misma manera se realizó la prueba de esfericidad de Bartlett, la cual dio un valor de Chi cuadrado de aproximadamente 2570.79 con 120 grados de libertad, lo cual tiene una significancia de 0.000. Lo anterior indicaba que el análisis factorial era factible, por lo que se procedió a aplicarlo y se expone en la siguiente sección.
Análisis Factorial Al aplicar el análisis factorial se encontró que solamente tres factores explican el 50.196% de la variabilidad contenida
en las dieciséis variables o ítems. En el Cuadro 3 se ilustran la varianza explicada por cada uno de los factores, el acumulado de ésta, antes y después de la rotación.
En el Cuadro 4 se ilustran los ítems o variables que integran cada uno de los factores que se han encontrado,
Comentarios Finales Los análisis realizados a una muestra de 384 encuestas nos deja ver los resultados requeridos para validar el cuestionario
original de 17 ítems y que estos tienen una consistencia interna suficiente para decir que el valido.
Factor Autovalores iniciales Suma de las saturaciones al cuadrado de la
rotación
Total % de la varianza
% acumulado Total % de la
varianza %
acumulado 1 6.891 43.067 43.067 2.967 18.544 18.544 2 1.496 9.352 52.419 2.722 17.014 35.558 3 1.061 6.633 59.052 2.342 14.639 50.196
Cuadro 3. Varianza to ta l exp licada
Actividad o Ítem CF Descripcion ¿Son específicas las metas de calidad dentro de la compañía? .759
Políticas y compromiso. Este factor se relaciona con las políticas, metas, objetivos y compromisos que tiene la gerencia para el logro de la implantación de TQM.
¿Son entendidas dentro de la empresa la política de calidad y sus metas? .711
¿A qué grado la gerencia considera la mejora de calidad para incrementar ganancia?
.684
¿Es clara y consistente la comunicación de la misión y objetivos de la empresa?
.676
¿Qué grado de expansión tienen del plan de calidad dentro de la compañía? .561
¿Hay aceptación de responsabilidades para calidad por los líderes/gerentes? .822
Liderazgo. Este factor se refiere al compromiso de liderazgo que tienen los departamentos de calidad y la alta gerencia.
¿Los líderes/gerentes asumen la responsabilidad para el desempeño de la calidad?
.766
¿La gerencia da soporte para las mejoras a largo plazo del proceso? .694
¿El grado de participación de la gerencia en la calidad, mejora el proceso? .666
¿El uso del personal de calidad es como un recurso de consulta? .784
Involucramiendo del Departamento de calidad. Este factor se refiere a la participacion activa que tiene el departamento de calidad, la forma en que asesora y dirige los proyectos de mejora.
¿La eficacia del equipo de calidad es en relación al mejoramiento de la calidad?
.762
¿Cuál es su opinión del departamento de calidad? .684
¿La eficacia de calidad es en relación a la consistente medición de sus empleados?
.682
¿Tiene autonomía el departamento de calidad? .668
Cuadro 4. Integración de los Factores
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --273-- 13 al 15 de abril de 2011

Conclusiones Se concluye que el 50.19% de toda la varianza contenida en las dieciséis actividades relacionadas con la gerencia y el
departamento de calidad, pueden ser resumidas en solamente tres factores, los cuales se relacionan con las políticas y compromisos que se adquieran por parte de la gerencia, el liderazgo que ejerza sobre el personal de la empresa y el papel que juegue el departamento de calidad.
Recomendaciones Se recomienda continuar este trabajo con una validación mediante ecuaciones estructurales o análisis factorial
confirmatorio para validar de manera definitiva el cuestionario.
Referencias Cronbach, L. J.“Coefficient alpha and the internal structure of tests”. Psychometrika, vol. 16, pp 297-334. 1951.
Denneberg, D. and Grabisch, M. “Measure and integral with purely ordinal scales”. Journal of Mathematical Psychology, vol. 48, pp 15-22. 2004.
Linares, G.M. “Factores Críticos de Éxito de TQM: Una revisión de Literatura”, Congreso Internacional de Investigación en Negocios y Ciencias Administrativas, Boca del Río, Veracruz. 2010.
Levy, J.P., Varela, J. Análisis Multivariable para las Ciencias Sociales. Pearson Educación, S.A. Madrid. 2003.
Nunally, J.C. Psychometric theory, New York: McGraw Hill. 1978.
Nunnally, J.C. y Bernstein, H. Teoría psicométrica, México: McGraw-Hill Interamericana. 2005.
Pollandt, S. and Wille, R. “Functorial scaling of ordinal data”. Discrete Applied Mathematics. vol. 147, núm. 1, pp. 101-111. 2005.
Rositas M, J. “Factores Críticos de Éxito en la Gestión de Calidad Total en la industria manufacturera Mexicana”. Ciencia UANL/ Vol XII, Núm. 2, Abril-Junio 2009.
Steiger, J.H. and Lind, J.C. “Statistically-based tests for the number of common factors”, en The Annual Spring Meeting of the Psychometric Society, Iowa City. 1985.
Streiner, D. and Norman, G.R. Health Measurement Scales. A Practical Guide to their Development and Use. 2nd ed. Oxford: Oxford University Press. 1995.
Tastle, W.J. and Wierman, M.J. "Using Consensus to Measure Weighted Targeted Agreement", en Fuzzy Information Processing Society, vol. 24, pp. 31-35. 2007.
Notas Biográficas La M.C. Mayra Verónica Linares Gil es maestra de tiempo parcial en el Departamento de Ingeniería Industrial y Manufactura del Instituto de
Ingeniería y Tecnología de la Universidad Autónoma de Ciudad Juárez, Maestría en Ingeniería Administrativa en el Instituto Tecnológico de Ciudad Juárez.
El Dr. Jorge Luis García Alcaráz es profesor de tiempo completo en el Departamento de Ingeniería Industrial y Manufactura del Instituto de Ingeniería y Tecnología y del Departamento de Ciencias Administrativas del Instituto de Ciencias Sociales y Administración de la Universidad Autónoma de Ciudad Juárez. Sus líneas de investigación son el análisis multivariado aplicado a la industrial y la teoría de toma de decisiones multiatributos.
La MCE Cely Celene Ronquillo Chávez es profesora de tiempo completo en el Programa de Economía del Instituto de Ciencias Sociales y Ingeniería y Administración de la Universidad Autónoma de Ciudad Juárez, candidata a Doctor por la universidad de Granada, España. Línea de investigación: crecimiento económico.
El MA Ismael Canales Valdivieso es Ingeniero en Computación por la Universidad Autónoma de Ciudad Juárez. Tiene una maestría en Administración con opción terminal en Calidad por la Universidad Autónoma de Chihuahua. Actualmente se desempeña como coordinador desarrollo académico del Instituto de Ingeniería y Tecnología de la UACJ y participa como docente en el Departamento de Ingeniería Eléctrica y Computación. Su línea de Investigación es la Electrónica y Control.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --274-- 13 al 15 de abril de 2011

Análisis de factores que influyen en la confiabilidad del producto M.C. en Ing. Ind. Javier Antonio Lom Holguín1, M.C. Ludovico Soto Noriega2, Dr. Alfonso Aldape Alamillo3,
Dr. Sabino Velázquez Trujillo4
Se puede definir la confiabilidad de un producto como la capacidad que tiene para desarrollar la función para la cual fue diseñado. Al verificar los factores que inciden en la funcionabilidad del producto, se observaron factores ergonómicos, ambientales, instruccionales, motivacionales y ambientes poco propicios para el aprendizaje o capacitación del usuario en relación con los procesos de producción, todos ellos aumentando la probabilidad de equivocarse al realizar una tarea, es decir, de que se presente el error humano. La ErgonomÍa Cognitiva, es una de las ramas de la ergonomía que se encuentra dedicada al análisis de la percepción humana, es decir, como percibimos los objetos, los errores o situaciones complejas, cuál es la capacidad de la persona, cuántos canales puede manejar al
.
Resumen-La confiabilidad de un producto es la llave que abre las puertas en el mercado mundial, las empresas
implantan diversos métodos y tecnologías para lograrla y mejorar su competitividad. El diseño de las tareas debe promover que sean percibidas fácilmente, sin ocasionar fatiga visual, o carga mental excesiva. Para mejorar la situación del trabajador y la productividad de la empresa, es posible diseñar la carga cognitiva, aplicar conceptos ergonómicos en el diseño de sus tareas, aplicar programas y técnicas de manufactura de clase mundial, analizar los factores que posibilitan el error humano y eliminarlos o reducirlos al mínimo. Los factores considerados son: estrés, incomodidad postural, factores cognitivos (percepción, procesamiento y capacidad de respuesta), aprendizaje cognitivo, Ergonomía cognitiva, técnicas de instrucción, compromiso interactivo y el ambiente ideal para el aprendizaje.
Palabras claves-Estrés, ErgonomÍa, carga cognitiva, aprendizaje cognitivo, compromiso interactivo.
INTRODUCCIÓN
La confiabilidad de un producto es la llave que abre las puertas en el mercado mundial. Buscando esta confiabilidad, Las empresas están desarrollando sistemas avanzados de manufactura, control de calidad y planeación de la producción y a veces algunas olvidan el aspecto humano, en especial el proceso de aprendizaje, es decir debemos facilitar el aprendizaje, que el trabajador desarrolle su tarea con precisión sin que le ocasione estrés el realizarla. El diseño de las tareas debe hacerse de manera tal que sean percibidas fácilmente, sin ocasionar fatiga visual, o carga mental excesiva. Para mejorar la situación del trabajador y la productividad de la empresa, es posible diseñar la carga cognitiva de cada estación de trabajo, es decir el trabajo realizado por la memoria al efectuar una tarea, además de hacer la aplicación de conceptos ergonómicos en el diseño de sus tareas, debemos aplicar programas y técnicas en beneficio de los trabajadores, analizar los factores que posibilitan el error humano y eliminarlos o reducirlos al mínimo. Al proporcionar una capacitación personalizada, y aplicar todo lo mencionado como consecuencia se obtiene una reducción de la posibilidad de cometer errores, y como beneficio obtendremos una calidad en nuestros productos o procesos excelente. El presente trabajo se enfoca a demostrar que es posible eliminar errores dentro de la fabricación del producto mediante la utilización de diferentes técnicas, aplicando al mismo tiempo los conceptos ergonómicos en el diseño de sistemas con el objetivo de reducir el estrés causado por la incomodidad postural, presentación de la información no adecuada, factores cognitivos no considerados y técnicas mal aplicadas.
ANTECEDENTES
1 M.C. en Ing. Ind., profesor de la Universidad Autónoma de Ciudad Juárez en al área de diseño industrial, [email protected] (autor corresponsal). 2 M. C. Ludovico Soto Nogueira, profesor de la Universidad Autónoma de Ciudad Juárez [email protected]. 3 Dr. Alfonso Aldape Alamillo, profesor del ITCJ en el área de ingeniería industrial, [email protected]. 4 Dr. Sabino Velázquez Trujillo, profesor de la Universidad Autónoma de Chiapas, [email protected]
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --275-- 13 al 15 de abril de 2011

mismo tiempo sin cometer errores, analiza también su velocidad de respuesta, que tan rápido reacciona a las situaciones. El enfoque cognitivo hacia los errores humanos puede auxiliar en su reducción. El objetivo principal de este estudio es llegar a encontrar un punto donde se pueda generar un método, modelo o un análisis objetivo que aporte a la reducción del error humano en relación con el control de la calidad de los procesos productivos a partir de la ergonomía cognitiva, mediante la práctica, utilización de métodos auditivos, visuales, corporales y considerando factores mentales como la percepción, recepción de la información y como parte importante el entrenamiento del usuario del proceso. La mayoría de los procedimientos de manufactura han sido elaborados sin considerar la carga cognitiva requerida y la facilitación del aprendizaje. De acuerdo a lo mencionado, definimos el diseño cognitivo como un proceso de diseño instruccional enfocado hacia los principios de aprendizaje cognitivo.
DEFINICIÓN DEL PROBLEMA
La Ergonomía Física se ocupa del aspecto quizás el más popularizado, es el diseño del puesto de trabajo. Para lo cual se tiene que hacer pensando en las características de la estructura del cuerpo humano para que la persona se encuentre cómoda y no desarrolle ninguna patología de la columna vertebral, etc. Sin embargo, hay otro aspecto de la relación entre la persona y el sistema de trabajo que hace referencia a como una persona conoce y actúa. No se cuenta con un sistema para el desarrollo de los procesos productivos que considere la ergonomía cognitiva como parte estructural del sistema.
Objetivo General
Se determinarán los factores cognitivos que inciden en la confiabilidad del producto dentro del proceso de fabricación con el objetivo de disminuir la probabilidad de falla y el error humano.
Objetivos Específicos
• Considerar la evaluación postural en el diseño de procesos. • Diseño de procesos de producción considerando factores cognitivos. • Diseño de un sistema de capacitación acorde con los requerimientos del proceso.
HIPÓTESIS
El diseño correcto de los procesos en conjunto con la aplicación de Ergonomía cognitiva, técnicas instruccionales y motivacionales así como los ambientes adecuados permiten la obtención de un producto confiable.
FUNDAMENTOS TEÓRICOS
DISEÑO CONGNITIVO
Para desarrollar un proceso basado en un enfoque cognitivo, se consideran los siguientes conceptos:
Ergonomía cognitiva
La ergonomía cognitiva se encarga del análisis del proceso de recepción de señales e información por parte del ser humano. Analiza también la habilidad para procesar dicha información y la capacidad para actuar en base a ella. Dispositivos auxiliares para la recepción de la información Para facilitar el proceso de recepción, procesamiento y respuesta de la información se utilizan dispositivos visuales, auditivos y táctiles dentro de los procesos de producción o tableros de control, con estos dispositivos se asegura que el usuario de la estación sea capaz de reaccionar ante las señales que generan los dispositivos, que pueden ser luces,
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --276-- 13 al 15 de abril de 2011

mensajes hablados, alarmas. En ocasiones se tienen demasiadas cosas que atender y no es posible fijar completamente la atención, entonces una alarma en forma de aviso nos puede informar que falta material lanzando el aviso todavía cuando queda material suficiente para hacer la orden y surtir nuevamente los depósitos. Otro caso es el de diseño de controles, si se diseña un medidor de presión para las calderas, el diseño debe ser de tal manera que el usuario obtenga la información importante, sin necesidad de hacer cálculos o análisis innecesario. La interacción entre el humano y las máquinas depende de un intercambio de información y mientras más rápido fluya dicha información la respuesta será más eficiente. Se destaca la importancia de la información visual. Cuando una persona puede atender al mismo tiempo varios asuntos sin perder la concentración se dice que cuenta con varios canales cognitivos, por lo cual su habilidad de actuación se pone de manifiesto.
Aprendizaje cognitivo
La teoría del aprendizaje cognitivo, forma parte de la ergonomía cognitiva y nos proporciona varias ideas que son clave para explicar el aprendizaje:
• La memoria humana procesa la información utilizando dos canales, el visual y el auditivo. • La memoria humana tiene una capacidad limitada para procesar la información, de acuerdo a cada persona. • El aprendizaje ocurre cuando se activa el procesamiento dentro del sistema de memoria. • El conocimiento y habilidades deben ser recuperados de la memoria en términos amplios para poder ser
aplicados al trabajo, afirman Clark y Mayer (2003) en E- Learning and science for instruction, pagina 35. El aprendizaje cognitivo se clasifica en cuatro conjuntos, Clark y Mayer (2003), principios del aprendizaje multimedia, principios de la administración de la carga cognitiva, principios del compromiso interactivo y por último complementando se utilizan los principios de la instrucción basada en problemas.
Diseño instruccional multimedia
El diseño instruccional multimedia está basado sobre las convicciones de diseñadores que han encontrado investigaciones relevantes sobre aplicaciones realizadas por ellos. Los avances tecnológicos han sido aplicados al mejoramiento del aprendizaje. De acuerdo con Jonassen (1991), el primer postulado del conductismo es que existe una línea predecible y confiable entre el estimulo y la respuesta obtenida, entonces significa que podemos seleccionar estímulos y construir estrategias para obtener el aprendizaje y desarrollar habilidades. Concluye Atkins (1993) que bien estructurado el aprendizaje multimedia puede llevarnos a la adquisición de conocimientos en forma rápida. En el aprendizaje multimedia se busca agregar gráficas, dibujos, fotografías, resaltando lo de mayor impacto, colocando mensajes cortos junto a las gráficas buscando ser coherentes sin agregar sonidos o dibujos de más que puedan ser perjudiciales al aprendizaje, dando una explicación clara de las gráficas sin ser redundante. Se debe agregar una estrategia pedagógica y una plática guiada para que el aprendizaje sea extraído de ella (similar a la mayéutica), Clark y Mayer (2003), basada en la dialéctica la cual asume que la verdad está en el interior de la mente de cada ser humano y es atribuida a Sócrates.
Según Gagne R., Briggs L. y Wagger W. en su obra ¨Principios del Diseño Instruccional¨, en su cuarta edición publicada en 1992, describe nueve eventos de instrucción en interacción con nueve eventos de cognición. (Ver tabla 1.).
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --277-- 13 al 15 de abril de 2011

Tabla 1 Los nueve eventos de instrucción de Gagne.
Eventos de instrucción
Eventos de cognición
1. Ganar la atención. Recepción / Motivación. 2. Informar al que aprende claramente el
objetivo. Establecimiento de expectativas.
3. Estimular marcadamente las prioridades del aprendizaje.
Retroalimentación (a partir de términos cortos para memorizar).
4. La presentación del material debe ser estimulante.
Utiliza la percepción selectiva.
5. Proporcionar una guía de aprendizaje. Recibirá significado semántico. 6. Obtener desempeño (practica). Se genera una respuesta del que está aprendiendo. 7. Proporcionar retroalimentación. El aprendizaje se refuerza corrigiendo errores. 8. Valorar el desempeño. Metacognición, capacidad de regular el propio
aprendizaje. 9. Incrementar la retención y la
transferencia del conocimiento.
Práctica y convencimiento.
En la tabla 1 Gagne describe la interacción entre el instructor y el aprendiz, se requiere evaluar cada uno de los puntos para ver hasta qué grado se están cumpliendo al desarrollar la interacción. Es posible que se pueda elaborar un modelo considerando estos nueve eventos combinados con otros factores ergonómicos, y técnicas de manufactura avanzada que se mencionan a continuación.
Carga cognitiva
La carga cognitiva, Cooper (1998), es la actividad mental que realiza la memoria de trabajo al ejecutar una tarea o actividad. La carga cognitiva es clasificada en tres, Sweller (2007), la intrínseca, extrínseca y la relevante. El manejo de la carga cognitiva debe ser enfocado a su reducción de manera significativa, la carga cognitiva puede ser intrínseca, es decir a causa de la complejidad de la tarea realizada, la intrínseca no se modifica a causa de estrategias instruccionales, o puede ser carga externa, debida a la estrategia instruccional o el método utilizado al realizar la tarea. Si se disminuye la complejidad de la tarea y el método se simplifica, ambas cargas disminuyen y la posibilidad de error humano se reduce. El compromiso interactivo, debe despertar la motivación en el aprendizaje, lo cual se logra estableciendo lo relevante de cada lección y a su vez mostrando motivos definidos por los cuales debe aprenderse dicha lección. El nuevo conocimiento debe ser conectado con el conocimiento existente destacando el mejoramiento que está aportando lo nuevo. Al estar impartiendo el conocimiento debemos eliminar las distracciones. Se debe facilitar la práctica repetitiva del conocimiento ya que eso mejora el aprendizaje (hacer). Al desarrollar ejercicios de demostración del conocimiento teórico y práctico se refuerza lo aprendido. También el uso de modelos mentales refuerza el conocimiento, preguntarse ¿Cuál es el problema? Y también ¿Qué se requiere para solucionarlo? Todo lo anterior complementado con la habilidad para resolver problemas y el desarrollo de habilidades metacognitivas desarrolla el compromiso interactivo como una parte del aprendizaje cognitivo.
Aprendizaje basado en problemas (ABP)
Barrow (1986) define al ABP como un método de aprendizaje basado en el principio de usar problemas como el punto de partida para la adquisición e integración de nuevos conocimientos. En el ABP el aprendizaje está centrado en el alumno, bajo la guía de un tutor, el estudiante toma la responsabilidad de su propio aprendizaje, identificando los conocimientos que requiere para entender y manejar el problema y los lugares donde puede conseguir la información (revistas, libros, artículos, internet, congresos, cursos). Los profesores toman el papel de consultores, es decir su rol es con un enfoque de comunicación metacognitiva. Al introducir el ABP se le presenta al estudiante un problema del mundo real relacionado con su carrera.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --278-- 13 al 15 de abril de 2011

Glaser (1991) establece tres principios relacionados con el aprendizaje y los procesos cognitivos: el aprendizaje es constructivo, lo que significa que el conocimiento está estructurado en redes de conceptos relacionados, llamadas redes semánticas. Una red semántica es un grafo orientado que representa propiedades y relaciones. Dependiendo de la forma como se introdujo la nueva información a las redes existentes se produce la retención, recuerdo o fijación del conocimiento. La metacognición, establece las metas, escoge las estrategias y evalúa el desempeño. El que desea aprender debe de involucrarse de lleno en el problema, comprenderlo, conocerlo completamente, establecer lo que se va a hacer, como se va a realizar y con que se va a realizar, no tratar de memorizar factores. Los factores sociales y contextuales son determinantes para el aprendizaje, el aprendizaje se da por colaboración o aportación de algo para solucionar el problema. En el ABP el problema planteado debe ser retador, complejo, motivador, pero de acuerdo con los objetivos de aprendizaje que se desee alcanzar, duración de la experiencia y forma de evaluación. Capacitando en base al aprendizaje basado en problemas, proporcionará un entendimiento completo sobre los procedimientos y que se necesita saber para realizar correctamente un proceso, (Patricia Morales Bueno y Victoria Landa Fitzgerald, 2004, ABP).
RESULTADOS Después de haber distribuido las cargas estación por estación y haber desarrollado una corrida piloto con personal experimentado, se obtuvieron importantes datos para determinar los puntos o estaciones donde la carga cognitiva se hizo más presente, entiéndase que se tiene carga cognitiva inherente que es el trabajo desarrollado por la memoria a causa de la dificultad al desarrollar la operación y la carga mental externa a causa de la dificultad de los procedimientos. Habiendo observado cada detalle de los operadores al efectuar la operación se determinaron los puntos débiles del proceso y se reforzaron utilizando tecnologías actuales como el Poka Yoke, Justo a tiempo, 5S´s y procesos de manufactura esbelta. También se simplificaron las operaciones lo más que se pudo obteniendo una reducción significativa en la carga cognitiva de cada operador. La aplicación de imágenes y gráficos resaltando operaciones básicas generaron menos errores en el área de ensamble manual en áreas de electrónica, el resaltar con fotografías hojas de instrucción detalles especiales ayuda a comprender correctamente el ensamble de cada componente sobre todo los que tienen polaridad. Por otra parte aplicar los principios ergonómicos en el diseño de las estaciones reducirá la fatiga y el estrés causado por los tres aspectos de más impacto en las lesiones ergonómicas, repetición, posturas no neutras y aplicación de fuerza excesiva. RECOMENDACIONES Se recomienda que al diseñar un proceso, el ingeniero se encuentra muy adentrado en el conocimiento de cada operación, cada detalle y que busque el apoyo de comentarios de los operadores hábiles. También se debiera utilizar el entrenamiento cognitivo para un mayor aprovechamiento de los operadores. Se recomienda el uso de organizadores visuales que permitan desarrollar la Metacognicion en los tres niveles de complejidad, en el primero, se definen el que, quien cuando y conde, se recolecta información que permite describir, listar, nombrar y ordenar la información. En el segundo nivel, se definen el cómo y el por qué, se procesa la información contrastando, comparando, clasificando y explicando. Por último en el tercer nivel, se puede llegar a sacar deducciones de preguntas tales como ¿qué pasa si…? Se pueden descubrir relaciones y patrones mediante acciones tales como evaluar, hipotetizar, imaginar, predecir entre otras. Recordemos que el elemento principal para lograr un buen diseño de proceso es la comunicación efectiva.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --279-- 13 al 15 de abril de 2011

LITERATURA REVISADA
1. Alder, Harry; (1996); “Mente sin límites Programación neurolingüística2. Bandler, Richard; (1997); “
”;Ed. Edaf, España. Use la cabeza para variar
3. Cañas, J.J.; Waerns, Y.; (2001); “”; Ed. Cuatro vientos, Rep. de Chile.
Ergonomía Cognitiva4. Cañas, J.J.; (2003); “
”; Editorial Médica Panamericana; Madrid, España. Ergonomía Cognitiva” Alta dirección
5. Connor, Joseph O; McDermott; (1997) “, vol. 227, Pp. 66-70.
El lenguaje corporal: Las bases de la PNL, Programación Neurolingüística
6. Carlzon, Jan; (1991); “
”; Ed. Plaza y Janés; Barcelona España.
El Momento de la Verdad7. Knapp, Mark L.; (1999); “
”; Ed. Díaz de Santos; Madrid, España. La Comunicación no verbal: El Cuerpo y el Entorno
8. Martínez Tamariz, J. Raúl; (1997); “”; Editorial Paidós, México.
Manual de implementación de un proceso de mejoramiento de la Calidad9. Mendenhall, W.; Wackerly, D.O.; Schaffer, R.L.; (1994); “
”; Ed. Panorama, México. Estadística matemática con aplicaciones
10. Plancarte, Rodrigo; (1996); “
”; Grupo Editorial Iberoamérica S.A. de C.V.; Segunda. Edición; México.
El Servicio como Poder de Cambio11. Ribeiro, Lair; (1994); “
”; Ed. Castillo; México. Comunicación Eficaz
12. Ribeiro, Lair; (1998); “”; Ed. Urano; Barcelona, España.
La Magia de la Comunicación13. Velázquez Trujillo, Sabino; (2001); “
”; Ed. Urano; Barcelona, España. El mejoramiento continuo a través de los Momentos de Verdad en Comisión Federal de Electricidad
14. Velázquez Trujillo, Sabino; (2006);
”; I. T de Cd. Juárez, Chihuahua, México.
Sistema de Integración Grupal para la Mejora Anticipada: SIGMA; una alternativa de mejoramiento continuo en la industria manufacturera
15. Alder, Harry; (1996); “; CIDESI, Querétaro, México.
Mente sin límites Programación neurolingüística16. Barbosa Cano, Erasmo;(1998); “
”;Ed. Edaf, España. Calidad Total para Juntas y Reuniones: Preparación, Conducción y Seguimiento
17. Bertolotto Valles, Gustavo; (1996); “
”; Ed. Mc Graw-Hill, México.
Programación Neurolingüística18. Cantú Delgado, Humberto; (1997); “
”; Ed. Diana, México. Desarrollo de una Cultura de Calidad
19. Cañas, J.J.; Waern, Y.; (2001); “”; Ed. Mcgraw-hill, México.
Ergonomía Cognitiva20. Cañas, J.J.; (2003); “
”; Editorial Médica Panamericana; Madrid, España. Ergonomía Cognitiva” Alta dirección
21. Colección mente, cuerpo y espíritu; (2000); “, vol. 227, Pp. 66-70.
Lenguaje Corporal22. Colunga Dávila, Carlos; (1996); “
; Grupo editorial Tomo S. A de C. V., México. La calidad en el servicio
23. Connor, Joseph O; McDermott; (1997) “”; Ed. Panorama, México.
El lenguaje corporal: Las bases de la PNL, Programación Neurolingüística
24. Coren, Stanley; Ward, Lawrence M.; Enns, James T.; (2001); “
”; Ed. Plaza y Janés; Barcelona España.
Sensación y Percepción25. Dilts Robert B.; Epstein, Todd A.; (1997); “
”; Ed. Mc Graw-Hill, México. Aprendizaje Dinámico con PNL
26. Josiani de Saint Paul, Alain Carol; (1997); “”; Ed. Ediciones Urano; Barcelona, España.
La Programación Neurolingüística27. Knapp, Mark L.; (1999); “
”; Ed. Robin Book, Barcelona, España. La Comunicación no verbal: El Cuerpo y el Entorno
28. Knight, Sue; (2001); “”; Editorial Paidós, México.
Soluciones PNL: Modelos Empresariales, Modelos Personales29. Martínez Tamariz, J. Raúl; (1997); “
”; Ed. Paidós, Buenos Aires, Argentina. Manual de implementación de un proceso de mejoramiento de la Calidad
30. Mercer, N.; (2001); “”; Ed. Panorama, México.
Palabras y Mentes: Como Usamos el Lenguaje para Pensar Juntos31. Ribeiro, Lair; (1994); “
”; Ed. Paidós; Barcelona, España. Comunicación Eficaz
32. Ribeiro, Lair; (1998); “”; Ed. Urano; Barcelona, España.
La Magia de la Comunicación33. Gonzales Vargas Benedicto; (2006); “Los organizadores graficos”, Santiago de Chile.
”; Ed. Urano; Barcelona, España.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --280-- 13 al 15 de abril de 2011

Response Analysis in a Process Optimization with Signal to Noise Ratio, Process Capability Index and Dual Response using Box–
Behnken Design
Aracely Lom Rascon M.I.E1, Jaime Sanchez Leal PhD.2, Adan Valles Chavez PhD.3 and Manuel Arnoldo Rodriguez Medina PhD.4
Abstract— The study has the purpose of applying the Box – Behnken Design for parameter optimization and to compare the
performance of the Signal to Noise Ratio, a Process Capability Index in special the Cpk and a Dual Response, which is derived as function of the Cpk. The Signal to Noise Ratio is used as reference in the comparison. In order to achieve the study goal several three- factors Box – Behnken Designed experiments were run in Logicon® Process simulator. Also several repeated measurements sample sizes were run to calculate the response functions and evaluate the effect in the Parameter Design when noise is not present. Confirmatory run were made and Cpk calculated to compare the different solutions. The experiments results show evidence to say that there is no difference among the different response function performances and the sample sizes affect the performance. Further testing is recommended to confirm the findings.
Keywords— Box–Behnken Design, Signal to Noise Ratio, Process Capability Index, Dual Response and Sample Sizes.
Introduction Companies that want to prevail in the market must be competitive to meet the needs of consumers, who demand more
quality and variety of products. It is for this reason that optimization methods arise to improve the quality and productivity by changing the operation conditions. The most commonly used method is Design of Experiments (DOE), more specifically, the Response Surface Methodology (RSM), Taguchi and Shainin.
Sanchez, et al. (2008), mentioned that Design of Experiments and Response Surface Methodology have been used to establish the level of each factor in order that the process yields the maximum quality. Also, the operation conditions of a process can be changed of systematic form.
Production processes are faced with the problem variability, due to possible changes in its factors. These factors are the uncontrollable (temperature, humidity and environmental in general, etc.) and the controllable (configuration of machinery parameters, amount and changes in consumption like: manpower, materials, machinery or methods, etc). Sometimes the controllable conditions are established in the process, perhaps not being the optimal, which can cause that the results of the process vary. By this, it is possible to be said that the productive processes require to be optimized constantly to be more efficient.
Box-Behnken Design Box-Behnken Design (BB), is a balanced incomplete factorial design of three levels, which is formed by combining
factorial
The objective of the investigation work is to compare the response functions of Signal to Noise Ratio, Process Capability
Index Cpk and Dual Response, in the Box - Behnken design (BBD) under different sample sizes to analyze which alternative is more efficient. The Process Capability Indexes is used to compare the different operation conditions of a process that resulted for each response function.
Theoretical Foundations
k2 with incomplete block designs. Its application is considered as an alternative to Central Composite, (Myers, et al. 2009); this design is another natural competitor for second-order Response Surface Methodology, (Giovannitti, et al. 1989).
Lucas (1976) describes that Box – Behnken design is spherical, with all the points located in a sphere of radius 2 . See Figure 2.1. Also, the design does not contain any point in the vertices of the cubic region created by the upper and lower limits of each variable. The BB is cheaper than the CC. Morris (2000) says that the BB can be built using a few runs and needs a few key points.
Calculation of Signal to Noise Ratio Montgomery (2009) mentioned that Taguchi suggested the data of a crossed adjustment experiment summarized in two
statistics; the mean of each observation in the inner adjustment for all the runs of the outer array and a summary of statistics that tried to combine information about the mean and variance, called Signal to Noise Ratio.
1 Aracely Lom Rascon M.I.E. Is a Professor of the Instituto Tecnologico de Ciudad Juarez [email protected] (corresponding author) 2 Jaime Sanchez Leal PhD. Is a Professor and former Principal of the Instituto Tecnologico de Ciudad Juarez [email protected] 3 Adan Valles Chavez PhD. Is a Professor of the Instituto Tecnologico de Ciudad Juarez [email protected] 4 Manuel Arnoldo Rodriguez Medina PhD. Is a Professor of the Instituto Tecnologico de Ciudad Juarez
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --281-- 13 al 15 de abril de 2011

The Signal to Noise Ratio is defined in order that a maximum value of the ratio diminishes the variability produced by the noise variables. Then the analysis is carried out to determine the levels of the controllable factors for all possible conditions that results; 1) a measurement as close as it is possible to desired target and 2) a maximum value of the SNR. Taguchi (1988), comments that the work of the parameters design is to determine the optimal levels of the parameters of a design.
The SNR is a characteristic value that represents the quality. Myers, et al., (1992 and 2009) mentioned that SNR as it increases the variability of the quality characteristic decreases. The calculation of SNR depends on type of the quality characteristic. The different types of quality characteristic depend on the nature of the experiment. They are smaller the better when minimizing the response is desired (use Equation 1); larger the better when maximizing the response is desired (use Equation 2) or Nominal is best when a specific target of the response is desired (use Equation 3 and 4).
(MSD) 10- = SNR log y yn1 = MSD i
2n
1=iΣ
…
(1)
)log(MSD 10- = SNR y y1
n1 = MSD
i2
n
1=iΣ … (2)
Signal to Noise Ratio for the nominal case is better. Myers and Montgomery (1995) consider that two different SNR can
be used. The appropriate SNR depends on the nature of the system. If the mean and the variance can be modified independently, then Taguchi suggests is used the formula:
)log(10 2SSNR −= … (3)
Where; 2S is the sample variance of the run, ( ) ( )1
122 −−=∑ =
nyys n
i i .For the case where the mean and the variance
are not independent, that is the case where the mean changes and so does the variance, Taguchi recommends use:
)sy(10 = SNR 2
2
log … (4)
Process Capability Index Kotz and Johnson (1993), Spiring (1997), and Wu, et. al. (2004), mentioned that the Process Capability Indexes (PCIs)
have been used to evaluate the processes, machinery and even the suppliers, and the different operation conditions in the same process. Sullivan (1984) initiated the change of Cp to Cpk to leave out-of-the-way the assumption of a centered process. The main function of the Cpk is to show the degree in which the process is within the specification limits. Large values of Cpk provide information about the proximity of μ and T. (Kotz and Johnson 1993, Spiring 1997, and Wu et al. 2004).
−−
=σ
µσ
µ3
,3
min USLLSLCpk … (5)
Where USL and LSL are the specification limits, respectively, σ the standard deviation of the process, and μ is the
process mean where LSL ≤ μ ≤ USL.
Dual Response Montgomery (1999) described the approach of the model response produces two responses (the mean and the variation)
for each original response, since these response surfaces are derived from the same model, they are not independent. Myers, et al. (2009), mentioned that when the case of two responses exists; a useful technique to use is the approach of the Dual Response that was introduced by Myers and Carter (1973). Two responses can be classified like primary and secondary.
The objective consists of the determination of the conditions x in the design variables that maximizes )(xy p
∧ [or to
diminish )(xy∧ ] subject to constrain on )(xy s
∧ . This )(xy p
∧ is the function of primary response and )(xy s
∧ is the response function of secondary response. The methodology produces a place of coordinates in which are considered different values from )(xy s
∧ . The Dual Response defined in this case is base in the definition of Cpk and the formula is as follows:
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --282-- 13 al 15 de abril de 2011

SLEIyyLESRD 3,.min__
−
−−= …
(6)
The values for DR will behave as follows: If 1⟩Cpk , then 0⟩DR ; if 1=Cpk , then 0=DR ; if 1⟨Cpk , then 0⟨DR .
Method Description
This chapter shows the detailed stages that were taken to put together the comparison between the functions of Signal to Noise Ratio, Cpk and Dual Response in the Box - Behnken design under sample sizes of 10, 15, 30, 60 and 90. The Logicon Process®
simulator was used to generate the observations and the program of Minitab to perform the statistical analysis. Three main stages made up the methodology; data collection and treatment, statistic data analysis and confirmation runs. These stages are described in more detail in the following sections.
Data Collection and Treatment In collecting of the data, the first step consisted to select the production scenario of the simulator Logicon Process®
Thereafter, the Box - Behnken design was created in Minitab; where the use of 3 factors in a completely randomized design with repeated measures with the different sample sizes. Finally, each run conducted with sample sizes of 10, 15, 30, 60 and 90 in order to obtain the observations. In total, five experiments were conducted, one for each repeated measure sample size. Each experiment consisted of 15 runs. The quality characteristic observed is the thickness with a nominal of 0.5.
. The unified metallurgical process in the production of nuts and bolts was selected. Later, the range of each factor were determined to be as follows; temperature 0 and 100, speed 20 and 60 and pressure 80 and 90. The smallest amounts of adjustments were known to be for temperature 1.0, speed 0.50 and pressure 0.20. The factorial space considered in the design was the center 70% of the range to find the high and low levels for each factor which are for temperature 15 and 85, speed 26 and 54 and for pressure 82 and 88.
In order to carry out the treatment of the data, the standard deviation of the process was calculated to be 0.010090239. Next the specification limits were obtained considering 4 standard deviations around the nominal. After the functions of Signal to Noise Ratio for nominal the best, Cpk and Dual Response were calculated with the aid of equations 3, 5 and 6 for each run and different sample size.
Statistical Analysis In the beginning, the date analysis were carried out with Minitab for Signal to Noise Ratio, mean, Cpk and Dual
Response in Response Surfaces option and graphs with high and low levels of the factor were created with the Response Optimizer. All the factors were taken in the Response Optimizer, even if they were not significant. The graphs were elaborated with the specification to search the target in mean case and to maximize in the other functions. The optimal operating conditions for each experiment were obtained in order to do the confirmation run. Fifteen statistical analyses were executed in order to get fifteen different optimal solutions.
Analysis and Comparison of Confirmation Runs Confirmation runs were conducted for the optimal condition obtained in the previous stage with sample sizes of 120=n .
The Cpk was calculated for confirmation run that were also used to analyze the data as one-factor Completely Random Design. The factor is the sample size.
Results Data Collection and Statistical Analysis Five different BB Designs were created with Minitab with factors A= Temperature, B= seep and C=Pressure. The
factors levels were determined in the section of methods. The first design created is presented in Table 1 for 10 repeated measures per run, where the number of runs is 15. The other four designs are very similar; the only thing that differs is the run order. For every run the Process simulator was used to obtain repeated measures according to the sample size. The observations from Table 1 were used to calculate the response for each function. The estimated response values are shown in Table 2.
The data from Table 2 were used to run the Response Optimizer to obtain the optimal solutions. It is important to mention again that all the factors were taken into account to get the optimal solutions regardless its significance. That is, the analysis of variance was omitted. Figure 1 shows one case for the solution using the three response functions. Table 3 shows the values of the factor levels of the three different solutions given by the response functions of the five experiments with the adjusted factor level.
Analysis and Comparison of Confirmation Runs The confirmation runs were carried out with the optimal levels of the factor and the Cpk calculated in order to make the
comparison and analysis. Figure 1 show a graphical solution of the Response Optimizer of Minitab. This statistical was use for every experiment with different sample size and response function. Table 3 summarizes all solutions for all the
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --283-- 13 al 15 de abril de 2011

experiments carried out. The solutions shown in the Table 4 were set in the process simulator and 120 repeated measures were taken. The calculated Cpk foe each confirmation run is shown in Table 4.
The analysis to of variance for the design was elaborated in Minitab with the information contained in Table 4. Figure 2 shows the analysis for the unreplicated factorial design with no interaction. The response functions were not significant, but the sample size is.
Table 1. The Box - Behnken Design Created in Minitab and the Simulated Observations for n=10 Std
Order Run
Order Pt
Type A B C
1
2
3
4
5
6
7
8
9
10 9 1 2 50 26 82 0.493 0.506 0.489 0.503 0.496 0.509 0.492 0.505 0.514 0.498 13 2 0 50 40 85 0.514 0.517 0.512 0.504 0.517 0.498 0.502 0.517 0.517 0.497 10 3 2 50 54 82 0.508 0.502 0.500 0.511 0.520 0.512 0.519 0.519 0.519 0.515 3 4 2 15 54 85 0.502 0.523 0.509 0.511 0.520 0.519 0.520 0.522 0.509 0.500 2 5 2 85 26 85 0.485 0.494 0.486 0.496 0.504 0.507 0.499 0.486 0.483 0.510 15 6 0 50 40 85 0.509 0.494 0.517 0.506 0.494 0.497 0.512 0.498 0.507 0.520 5 7 2 15 40 82 0.507 0.512 0.511 0.511 0.499 0.501 0.518 0.511 0.504 0.514 6 8 2 85 40 82 0.483 0.498 0.498 0.509 0.498 0.516 0.514 0.502 0.515 0.514 4 9 2 85 54 85 0.519 0.529 0.507 0.520 0.520 0.513 0.515 0.512 0.503 0.527 12 10 2 50 54 88 0.504 0.529 0.516 0.516 0.520 0.500 0.498 0.512 0.513 0.517 11 11 2 50 26 88 0.488 0.507 0.511 0.511 0.500 0.503 0.497 0.498 0.510 0.510 7 12 2 15 40 88 0.520 0.491 0.496 0.520 0.518 0.508 0.490 0.513 0.498 0.508 8 13 2 85 40 88 0.515 0.503 0.511 0.514 0.493 0.503 0.500 0.507 0.513 0.488 14 14 0 50 40 85 0.509 0.492 0.508 0.520 0.515 0.512 0.497 0.503 0.509 0.517 1 15 2 15 26 85 0.509 0.487 0.503 0.494 0.513 0.497 0.491 0.503 0.501 0.501
Table 2. Estimated values of the Response functions
Run Order A B C
RESPONSE FUNCTIONS
SNR MEAN CPK DR 1 50 26 82 41.902
3 0.5003
8 1.65901 0.0158
82 2 50 40 85 41.368
5 0.5095
3 1.20307 0.0052
04 3 50 54 82 42.619
6 0.5124
4 1.25831 0.0057
32 4 15 54 85 41.413
2 0.5136
1 1.04925 0.0012
56 5 85 26 85 40.179
5 0.4949
3 1.20093 0.0059
05 6 50 40 85 40.579
4 0.5053
1 1.24896 0.0069
87 7 15 40 82 44.633 0.5088
6 1.78999 0.0139
03 8 85 40 82 39.270
7 0.5047 1.09297 0.0030
33
Run Order A B C
RESPONSE FUNCTIONS
SNR MEAN CPK DR 9 85 54 85 41.861
1 0.5163
2 0.99286 -0.00017
10 50 54 88 40.4197
0.51229
0.98202 -0.00051 11 50 26 88 42.209
5 0.5034 1.5889 0.013699
12 15 40 88 38.5872
0.50616
0.96889 -0.0011 13 85 40 88 40.766 0.5046
4 1.30048 0.008253
14 50 40 85 41.0561
0.50798
1.21892 0.005816 15 15 26 85 42.063
6 0.4997
6 1.69602 0.016465
Figure 1. Solution Graph from the Response Optimizer
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --284-- 13 al 15 de abril de 2011

Table 3. Adjusted Optimal Solutions for the Five Experiments and the Three Response Functions
FUNCTION
SAMPLE SIZE
10 15 30 60 90
A B C A B C A B C A B C A B C
SNR – MEAN 50 27 82 50 29.5 88 59 26 84.4 20 26 88 50 28 88
CPK 15 26 82 68 26 82 57 26 82 30 26 82 85 26 88
DR 15 26 82 68 26 82 53 26 82 35 26 82 85 26 88
In order to analyze the sample sizes behavior, the Cpk results of confirmation runs were plotted versus the sample size by response function as seen in Figure 3. The graph in Figure 3 shows that the Cpk values are not consistent in its behavior.
Table 4. Estimated Cpk for the Confirmation Runs n SNR – MEAN CPK DR
10 1.3933 1.3066 1.3123
15 1.4342 1.4525 1.4545
30 1.4601 1.4248 1.4152
60 1.4038 1.3563 1.3695
90 1.4541 1.4541 1.4539
Figure 2. Analysis of Variance for the Cpk of the Confirmation Runs
Figure 3. Estimate Cpk for confirmation Runs versus Sample Size by Response Function
Summary of Results Concluding Comments
The research results were obtained following the Method Description stated in previous section and in the next order: the results of the data collection and treatment, statistical analysis and Confirmation runs analysis and comparison.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --285-- 13 al 15 de abril de 2011

Conclusions There exist several methods used to optimize the operation conditions of a process. In this investigation the Response
Surface Methodology was applied to prove the behavior of the three different response functions and the sample sizes when realizing the comparison. The results show evidence to say that for the response functions case, it does matter what function is used to optimize, all come a same optimal solution. This means that Signal to Noise Ratio, Cpk and Dual Response will yield the same Process Capability Index. Also the sample sizes behavior was analyzed (10, 15, 30, 60 and 90) and was found that the Cpk has inconsistent behavior.
Recommendations The use of the Cpk and Dual Response have the advantage of that the procedure is shorter. It is recommended to
replicate the experiment to verify the effect between the samples sizes. Also, it is recommended to confirm these results applying the comparison in other processes.
References
Giovannitti A., Jensen, Myers R. H. (1989). “Graphical Assessment of the Prediction Capability of Response Surface Designs”. Techno metrics.
Vol. 31, No. 2. pp. 159–171.
Kotz, S., Johnson N. L. (1993). “Process Capability Indexes
”. Chapman and Hall, London. UK.
Lucas J. M. (1976). “Which Response Surface Design is Best”. Techno metrics
. Vol. 18, No. 4. pp. 411-417.
Montgomery D. C. (2009). “Design and Analysis of Experiments”. 7Th
Edition. Willey.
Montgomery, D. C. (1999). “Experimental Design for Product and Process Design and Development”. Blackwell Publishing for the Royal Statistical Society
. Vol. 48, No. 2. pp. 159–177.
Morris M. D. (2000). ”A Class of Three – Level Experimental Designs for Response Surface Modeling”. Techno metrics.
Vol. 42. No.2. pp. 111–121.
Myers R. H., Montgomery D. C., Anderson-cook C. M. (2009). “Response Surface Methodology”
. Willey.
Myers R. H., Khuri A. I., Vining G. (1992). “Response Surface Alternatives to the Taguchi Robust Parameter Design Approach”. The American Statistician
. Vol. 46, No. 2. pp. 131-139.
Sánchez, J., Aguirre J. J, García, J. V. (2008). “Application of the Capability Index and Sequential Experimentation for Process Improvement”. International Journal of Industrial Engineering
. Special Issue- Las Vegas Conference. pp. 462-470.
Spiring, F. A. (1997). “A Unifying Approach to Process Capability Indices”. Journal of Quality Technology
. 29. pp. 49-58.
Taguchi G. (1988). “Introduction to Quality Engineering. Designing Quality into Products and Processes”
. Asian Productivity Organization.
Wu, C. C., Kuo, H. L. and Chen, K. S. (2004). “Implementing Process Capability Indices for a Complete Product”. International Journal of Advanced Manufacturing Technology
. 24. pp. 891-898.
Biographical Sketch Aracely Lom Rascon M.I.E Is a Professor of the Instituto Tecnologico de Ciudad Juarez. She has Master Degree in Industrial Engineer by Instituto
Tecnologico de Ciudad Juarez. She has written articles in CIPITECH and the Annual International Conference on Industrial Engineering. And also she has more than 3 years working in the harness industry developed projects.
Jaime Sanchez Leal PhD. Is a Professor and former Principal of the Instituto Tecnologico de Ciudad Juarez. He has Bachelor and Masters Degree in Industrial Engineering from the Instituto Tecnologico de Ciudad Juarez and also has a Master Degree in Mathematics and a Ph. D. in Industrial Engineering from New Mexico State University. His areas of specialty include applied statistics, statistical quality control, and experimental optimization, design of experiments, response surface methodology and mathematical programming. He is author of two books of statistics and design of experiments and co-author of a number of national and international journal publications.
Adan Valles Chavez PhD. Is a Professor of the Instituto Tecnologico de Ciudad Juarez. He has a Masters and Dr. Sc. Degrees in Industrial Engineering from the Instituto Tecnologico de Ciudad Juarez. He has a Black Belt Certification in Six Sigma. His areas of specialty include lean manufacturing, statistical quality control, experimental optimization, design of experiments and Six Sigma. He has more than twenty years experience in the industry; he worked in Delphi, United Technologies Automotive and Lear.
Manuel Arnoldo Rodriguez Medina Pudo Chemical Engineer by UAS 1968-1973. Specialty in Educational Research by UAS 1979-1980. Master in Science Degree on Industrial Engineering by ITCJ 1987-1988. PhD. Industrial Engineering by ITCJ 1995-2000. Areas: DOE, Operations Research, Reliability Engineering, Surface Methodology Response. He has directed more than 200 works of Control Statistical Process Designs and Experiments Quality Engineering and has co-authored over 40
publications in international journals. He has been an industry consulter for over 25 years.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --286-- 13 al 15 de abril de 2011

Ing. Margarita Georgina Luna Kan, Dr. Adán Valles Chávez, Dr. Alfonso Aldape Alamillo
Resumen—Hoy en día vivimos en un mundo cada vez más competitivo, donde las empresas se han visto obligadas a mejorar sus procesos para poder ofrecer mejores productos a un bajo costo. Esto ha provocado el interés en varios sistemas de mejora que han surgido en los últimos años. Dos de los más conocidos son: la Teoría de Restricciones y el Sistema de Manufactura Esbelta, sistemas que aunque tienen cierto parecido entre si, a la vez tienen sus fricciones. La exigencia de un producto con mayor calidad a bajos precios ha provocado que una planta ensambladora de motores, busque aplicar sistemas que le ayuden a mejorar sus procesos con un mínimo de recursos. Dos de los sistemas que se quieren utilizar son el de la teoría de restricciones en conjunto con el sistema de la manufactura esbelta, en donde en la primera se buscaría la sincronización de los procesos existente en dicha planta, y las limitaciones o restricciones que ésta presente eliminarlas con las herramientas de la manufactura esbelta. INTRODUCCIÓN
Hoy en día vivimos en un mundo cada vez más competitivo, donde las empresas se han visto obligadas a
mejorar sus procesos para poder ofrecer mejores productos a un bajo costo. Esto ha provocado el interés en varios sistemas de mejora que han surgido en los últimos años. Dos de los más conocidos son: la Teoría de Restricciones y el Sistema de Manufactura Esbelta, en donde en la primera trata de eliminar de manera lógica las restricciones que impidan a una compañía ganar dinero y mientras que la segunda se conforma por varias herramientas, las cuales van enfocadas a la eliminación de cualquier actividad y/u operación que no agregue valor al producto, haciendo las operaciones más productivas.
Una empresa ensambladora de motores eléctricos de 48 y 56 frames la cual se encuentra laborando desde 1971, hasta nuestros días, se compone por tres áreas principales, las cuales son: el área de bobinado, donde se fabrica la bobina del motor; el área de misceláneos, en donde se fabrican las tapas, switch, carcasa y cables del motor y el área de ensamble compuesta por el área de rotores, ensamble y empaque del motor.
Dicha planta ha laborado casi en toda su existencia bajo políticas y sistemas ya muy obsoletos llevándolos a actividades como el acumulamiento de una alta cantidad de inventario entre proceso, amontonamiento de materiales, el descuido de la limpieza y seguridad en sus áreas, todo esto con para evitar retrasos en la producción provocados por la descompostura de una máquina, o tener de reserva cuando se esté produciendo algún estilo muy común, ya tener un banco extra de producción. El problema de estos acumulamientos sólo oculta los grandes problemas que se tienen en la planta, como un mal balanceo de líneas, una deficiente distribución en las estaciones de trabajo, el poco mantenimiento que se les da a la maquinaria, falta de material, la falta de coordinación en la programación de producción, provocando varios lotes de productos semi-terminados entre procesos, los cuales por lo general tienen una dudosa calidad, se vuelven obsoletos y casi siempre terminan como scrap, entre otros problemas.
Durante los últimos años, se ha intentado establecer dentro de la compañía programas de mejoramiento
continuo, uno de los cuales se compone de los siguiente: primero ideas en caliente, las cuales son aportadas por el personal operativo, en donde ellos con su experiencia dentro del área ayudan con una idea para mejorar su área de trabajo, disminuir las condiciones riesgosas, mejorar la calidad o reducir la cantidad de scrap que se tira. Los equipos de mejoramiento continuo los cuales son conformados por cualquier personal de la planta sin importar estatus, los cuales en un lapso máximo de 9 meses trabajan en un proyecto ya sea determinado por el STAFF , o por algún problema que se esté presentando en esos momentos dentro de la planta, estos equipos trabajan principalmente en temas de calidad, inventarios, scrap o seguridad y por último los eventos kaizen, los cuales eran integrados también por el personal independientemente de departamento o nivel de mando de dentro de la planta, los cuales tenían una duración de 5 días. Los resultados de este programa son presentados por cada planta perteneciente al corporativo por parte de sus respectivos gerentes a principios de cada mes; este programa empezó a trabajar bien durante sus primeros años, pero pasando el tiempo se dejó de darle la debida importancia, hasta volverse en solo actividades hechas para cumplir con el reporte mensual de mejora continua, comenzando con la ausencia durante las juntas por parte de los miembros de los equipos, la falta de seguimiento de estos proyectos y de los eventos kaizen, y
INTEGRACIÓN DE MANUFACTURA ESBELTA CON TEORÍA DE RESTRICCIONES
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --287-- 13 al 15 de abril de 2011

la mala evaluación de las ideas en caliente que se dan al operador. Las acciones correctivas surgidas monitoreaban menos, en resumen de dejó de llevar el sistema que se había implementado y no había intervención por parte de los demás departamentos sino solo por el champion del área quien es el encargado de administrar el sistema de producción esbelta dentro de la planta.
Otros programas se trataron de establecer un ejemplo la herramienta básica de 5S´s la cual falla al tener
poco interés por los demás departamentos al verlo como una actividad o trabajado de una sola persona encargada por lo general de coordinar dicha herramienta. Al igual que esta herramienta, otros sistemas pasaron por lo mismo.
El énfasis que se está empezando a dar a la filosofías de manufactura como la Producción Esbelta y la
Teoría de Restricciones durante estos días en esta empresa por consecuencia de grandes problemas que se han presentado durante los últimos años provocada por los grandes desperdicios que se tienen, cantidad de producción perdida, producto defectuosos, desventaja competitiva en el mercado que esto le ha traído, problemas que podrían ser solucionados con el trabajo conjunto de la Teoría de Restricciones con el Sistema de Manufactura Esbelta. Viendo el problema que tiene la compañía ha decidido que todas las plantas del corporativo comiencen a trabajar con estos sistemas para poder eliminar desperdicio, mejorar los procesos, estar al margen del mercado, y con todo esto poder darle al cliente un producto de calidad a un bajo precio.
Esta compañía manufacturera de motores eléctricos tiene un total de 8 plantas dedicadas directa e
indirectamente en este ramo. Una restricción muy grande es que aun se tiene la mentalidad del “siempre se ha hecho así”, por lo que se tendrán varias oportunidades al trabajar con la resistencia del cambio por parte de la mayoría del personal de la planta.
EL ENUNCIADO DEL PROBLEMA La exigencia de un producto con mayor calidad a bajos precios ha provocado que una planta ensambladora
de motores, busque aplicar sistemas que le ayuden a mejorar sus procesos con un mínimo de recursos. ¿Podría tener un mayor impacto en la mejora de los principales métricos de la planta, la implementación
conjunta de la Teoría de Restricciones con el Sistema de Manufactura Esbelta?
HIPÓTESIS Hipótesis 1: La implementación de la Manufactura Esbelta con un enfoque en la Teoría de Restricciones
tendrá un mayor impacto en la mejora de los métricos de la planta. A través de la implementación estratégica de ambos sistemas se podrá lograr un mayor impacto en el
mejoramiento de los procesos de dicha planta. Primero con la teoría de restricciones, podremos trabajar con una sincronización entre los procesos e ir determinando las restricciones que evitan que la producción salga de una manera eficiente y con calidad. Y segundo con el sistema de Manufactura Esbelta, que con ayuda de sus diversas herramientas, podremos eliminar las restricciones de material, maquinaria, falta de flujo, etc.
Utilizando ambas herramientas, pero también el retroalimento al personal de ambos, de la importancia que si tiene el seguirlos y no sólo eso, sino sentir propiedad hacia estas hará que su implementación sea más fácil y efectiva.
DELIMITACIÓN
La investigación se concentrará en una de las plantas ensambladoras de Cd. Juárez, que es el segundo con
mayor producción de motores eléctricos. El estudio se centrará en las áreas de ensamble abarcando también las áreas de rotores y empaque trabajando
primordialmente en la distribución de sus estaciones de trabajo, el flujo de su proceso, y de los materiales, el balanceo de las líneas, operaciones estándar, disminución de set up y programación de estilos bajo un ritmo de tambor.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --288-- 13 al 15 de abril de 2011

MARCO TEÓRICO
Después de la Primera Guerra Mundial Henry Ford y Alfred Sloan de General Motors movieron el mundo de la manufactura por siglos, pero después de la Segunda Guerra Mundial Eiiji Toyoda y Taiichi Ohno de la Compañía Toyota en Japón fueron los pioneros de la producción esbelta la cual fue copiada por compañías y la industria japonesa.
Había dos tipos de producción la artesanal y en masa, la primera requería de trabajadores hábiles y
fabricaban en lotes muy pocos de uno al día tal vez, en cambio el segundo no necesitaba de trabajadores hábiles, el problema era que los productos tenían poca variación para el consumidor y era muy barato, la producción esbelta combina la mejor de ambos tipos de producción, usa operadores multifuncionales, produce una gran variedad de productos a bajar escala y bajos costos, y es llamada por utilizar la mitad de tiempo, de inventario, de herramientas, con un mínimo de defectos y una gran variedad de productos.
El ascenso y la caída de la producción en masa
Los primeros ensambladores de autos solo llegaban a armar miles de vehículos al año, los cuales eran muy diferentes entre sí, ya que no existía ningún estándar en su fabricación, pues sus partes eran fabricadas por mecánicos quienes eran sus propios jefes, lo cuales entregaban distintos tipos de piezas en un prolongado lapso de tiempo, la ventaja que tenían era un vehículo hecho a la medida y gusto del cliente, pero en periodo bastante largo. En 1896, aproximadamente cuando se manejó por primera vez un auto en Inglaterra sobrepasando el límite de velocidad de aquella época, ensamblado por P&L conducido por integrante del parlamento Evelyn Ellis. Los autos eran demasiado caros, que eran solo comprados por gente rica, y no tenían mucha durabilidad por falta de pruebas de calidad. La tecnología de estos vehículos estaba un poco estancada. Todo esto hasta que apareció Henry Ford, quien incrementó considerablemente la fabricación de vehículos, disminuyó drásticamente sus costos y aumentó su calidad. El diseño del vehículo que el manejó es en esencia el estilo que se tiene hoy en día. Ford le llamó sistema de producción en masa.
De la manufactura de Justo a tiempo a la producción esbelta
El sistema de producción Toyota se ha desarrollado continuamente desde 1948 dentro del taller de motores
Ohno, y fue gradualmente introducido en toda la Organización Toyota y se extendió a sus proveedores a partir de 1965. Durante este tiempo, no fue tratado como un “arma secreta”, pero en realidad se mantuvieron bastante desapercibidos por dos razones. En primer lugar, evolucionando gradualmente en el “Camino Toyota” que no fue formalmente documentado en forma concisa. En segundo lugar, como Ohno señaló, hasta la crisis del petróleo, había poco interés en lo que estaba haciendo Toyota (Ohno, 1988).
Teoría de Restricciones
Fue descrita por Eli Goldratt principios de los ochentas a partir de su libro “La meta”. El cual nos dice que
las operaciones de cualquier proceso siempre irán al paso de la actividad más lenta por lo que busca una manera de agilizar esta actividad y así poder hacer más ágil el proceso. Estos limitantes los llama restricciones o cuellos de botella. En el libro de “La meta” podremos ver que el fin de toda empresa es hacer dinero, pero cuando esto no sucede como quiere es porque algo se está interponiendo, algo llamado también restricción. Trata de balancear la capacidad de la planta con la demanda diaria, para poder lograr satisfacer al cliente y con ello hacer más dinero.
Hay dos tipos de restricciones: Restricciones físicas. Por lo general se refieren al mercado, el sistema de manufactura y la disponibilidad de
materias primas. Restricciones de política. Se encuentran atrás de las físicas por ejemplo; las reglas, procedimientso,
sistemas de evaluación y conceptos Los indicadores de la metas son: Throughput (T), Inventarios ( I), y Gastos Operativos (GO).
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --289-- 13 al 15 de abril de 2011

Enfoque Sistemático Del TOC
a) IDENTIFICAR LAS RESTRICCIONES DEL SISTEMA: una restricción es una variable que condiciona un curso de acción. Pueden haber distinto tipo de restricciones, siendo las más comunes, las de tipo físico: maquinarias, materia prima, mano de obra etc.
b) EXPLOTAR LAS RESTRICCIONES DEL SISTEMA: implica buscar la forma de obtener la mayor producción posible de la restricción.
c) SUBORDINAR TODO A LA RESTRICCION ANTERIOR: todo el esquema debe funcionar al ritmo que marca la restricción (tambor).
d) ELEVAR LAS RESTRICCIONES DEL SISTEMA: implica encarar un programa de mejoramiento del nivel de actividad de la restricción . Ej. Tercerizar.
e) SI EN LAS ETAPAS PREVIAS SE ELIMINA UNA RESTRICCIÓN, VOLVER AL PASO a): para trabajar en forma permanente con las nuevas restricciones que se manifiesten.
El sistema DBR (DRUM, BUFFER, ROPE)
Es un proceso iterativo, que podríamos describir simplificadamente de la siguiente manera:
1. Programar las entregas de productos a los clientes utilizando las fechas de entrega 2. Programar las restricciones de capacidad considerando los programas de entrega y las ropes de despacho. 3. Optimizar los programas de las restricciones de capacidad. 4. Programar el lanzamiento de las materias primas y componentes teniendo en cuenta los programas de las
restricciones y las ropes internas y de ensamblaje.
METODOLOGÍA Como se mencionó anteriormente se trabajarán con dos sistemas de manufactura el sistema esbelto y la
teoría de restricciones.
En donde primero se comenzará con la Teoría de restricciones. Antes de comenzar a implementarla, la planta trabajó en la estandarización de las rutas de proceso de cada una de las plantas. Este sistema se implementó a través de una software, el cual enlaza cada planta de la compañía y se trabaja de la siguiente manera, se estableció tener de cada material necesario como mínimo un buffer de 5 días, y dos veces a la semana se realizan dos sesiones, en donde se programan como se debe correr en la planta durante los siguientes 20 días. Gracias al trabajado de estandarización de ruteos el programa va definiendo el orden de la producción que estilos, cuanto se tienen que tardar en producir, cuando se terminará de ensamblar, y cuando embarcará. Como el programa requiere de una gran exactitud, requiere que sus procesos sean confiables, y mantener un mínimo de desperdicios, lo cual lo podemos atacar con cada herramienta del sistema de manufactura esbelta.
Pero como se llevaría a cabo esta implementación. Por lo general se es coordinado por alguien, quien es
encargado de administrar las herramientas, auditar, y manejar un gran número de acciones correctivas.
En este caso la estrategia Lean es la de armar puntas de estrella por cada herramienta de Lean, pero como funciona la punta de estrella, se elige un champion, quien es el encargado principal de esta comisión enfocada a la administración de la herramienta que le haya tocado, la cual será compuesta por personal de diferentes departamentos, quienes tendrían actividades específicas, como el planear los eventos kaizen, futuros y el de darle seguimiento para que se mantengan los ya hechos de su respectiva herramienta.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --290-- 13 al 15 de abril de 2011

Las estrellas se estarían formando por semestre empezando con la de 6S´s y visual factory, siguiendo con las de TPM, TFM y SMED, para el siguiente semestre (Febrero-agosto 2011) se formarían las estrellas de VSM, poka yokes y TQM
Primero comenzaría a trabajar la estrella de 6S´s y visual factory para trabajar con la organización de cada
área de trabajo, incluyendo áreas comunes, oficinas, etc.
El listado de las áreas en las que se trabajarán con eventos kaizen, serán las que más problemas tienen para cubrir los tiempos del programa de sincronización, en donde una vez establecido las 6S´s y visual factory, se comenzará en el plazo de un mes, primero con la herramienta de TPM para trabajar con aquellos problemas que se tienen gracias a la maquinaria del área, a la semana siguiente se realizará en la misma área un kaizen de TFM para ir mejorando el flujo de las área, establecer hojas de operación estándar, balancear la línea y mejorar la distribución de lay out que se tiene y saldrían algunas oportunidades para trabajar con los cambios de estilo, para finalizar con la última semana del mes con un evento de SMED, en donde se trabajaría para disminuir los tiempos en los cambios de estilos, oportunidades que se pudieron apreciar a menos algunos durante el evento de TFM.
Para las siguientes herramientas, ya después de haber trabajado con maquinaria, flujo y cambios de estilo, se
integrarían las herramientas de VSM, poka yokes y TQM, en donde la primera, se desarrollarían los mapeos de valor, la punta de estrella de los poka yokes y el de TQM.
Y como serían administrados, la primera herramienta que es de las 6S´s y Visual factory, se desarrollaría un
proyecto de estandarización de estaciones de trabajo, las cuales para mantenerlas, se dividirá la planta en áreas, las cuales cada una de ellas tendrá un equipo compuesto por el supervisor de producción quien sería el líder del equipo, alguien de mantenimiento, ingeniería, calidad entre otros.
A cada equipo se le dará un listado con especificaciones que debe tener el área para poder ser certificada,
para lo cual los integrantes de la punta de estrella de 6S´s auditará cada quincena y certificará las áreas que se encuentren encima de un 90, en caso de no ser así, se harán presentaciones quincenales en donde se mostrarán resultados y donde también el equipo del área no certificada se reunirá para dar un plan al STAFF de la planta sobre qué actividades realizará para mejorar la puntuación de su área y así lograr la certificación.
De una manera parecida se manejará con las demás herramientas, se auditarán sólo que la diferencia es que
cualquier discrepancia encontrada se deberá arreglar en el momento. Conforme las áreas vayan saliendo mejor en las auditorías de cualquier herramienta, el periodo de auditorías se irá prolongando.
No se manejarían acciones correctivas ya que la certificación de las áreas y la solución de los problemas en
el momento ayudarán a que no sea necesario y que el personal del área, se vaya integrando más a trabajar en equipo con una meta en común que es la de satisfacer al cliente.
RESULTADOS ESPERADOS
El trabajo para la integración de ambos sistemas se comenzó a mediados del año pasado teniendo algunas
dificultades para poderse adaptar entre sí, por lo que en estos momentos aun no se tienen resultados.
Aun así con el poco tiempo que se tienen implementados se han visto mejorías en cuanto a la postura del personal con respecto a estos sistemas, por lo que será más fácil de seguir implementándolos. Algunos de los resultados que se esperan es el mantener el millón que ya se tiene sin accidentes y el de mejorarlo. Más aun ahora que se trabaja con la optimización de las áreas de trabajo, y el buen funcionamiento de la maquinaria y equipo. Otros resultados son el de disminuir la cantidad de defectos y de scrap, con un buen funcionamiento de la maquinaria y equipo y un trabajo estandarizado en cada operación. Y una mejora considerable del lead time de la planta.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --291-- 13 al 15 de abril de 2011

BIBLIOGRAFÍA
- Goldratt, E. M. 2004, The goal: a process of ongoing improvement. - Liker Jeffrey K., 2003 The Toyota Way McGraw Hill. - Schwain Kevin D. 2004, Prioritization and Integration of Lean Iniciatives with Theory of Constraints. -Shah Rachna, Ward T. Peter (2002) Lean Manufacturing: Context, Practice Bundles, and Performance,
[email protected]. -Taiichi Ohno (1991) - El Sistema de Producción Toyota (1a. Ed.). Productivity Press -Womack, J.P. and Jones, D.T., 1996. Lean Thinking, Simon and Shuster, London. -Womack, J.P., Jones, D.T. and Roos, D., 1990. The Machine that Changed the World, Rawson Associates, New
York.
Congreso Internacional de Investigación de AcademiaJournals.com
ISSN 1946-5351 Online ISSN 1948-2353 CD ROM
Vol 3, No. 1, 2011 Cd. Juárez, Chihuahua, México
Mejoramiento Continuo --292-- 13 al 15 de abril de 2011