’ANÁLISIS ENERGETIC0 DE UNA COLUMNA DE …148.206.53.84/tesiuami/UAM9245.pdf · Dr. Eduardo...
59
UNIVERSIDAD AUTONOMA METROPOLITANA UNIDAD IZTAPALAPA c. &ex. /, lilumawm- ’ANÁLISIS ENERGETIC0 DE UNA COLUMNA DE DESTILACB6N REACTIVA QUE PARA OBTENER EL TITULO DE: ” INGENIERIO EN ENERGIA PRESENTA: EDUARDO J?RANCISC REYES SÁNCHEZ .L ASESOR: -2,EDUARDO S. PÉREZ CISNEROS Dr. Eduardo Pérez Cisneros -1
Transcript of ’ANÁLISIS ENERGETIC0 DE UNA COLUMNA DE …148.206.53.84/tesiuami/UAM9245.pdf · Dr. Eduardo...
UNIVERSIDAD AUTONOMA METROPOLITANA
UNIDAD IZTAPALAPA
c. &ex. /, lilumawm-
’ANÁLISIS ENERGETIC0 DE UNA COLUMNA DE DESTILACB6N REACTIVA
QUE PARA OBTENER EL T I T U L O DE:
” INGENIERIO EN ENERGIA
PRESENTA:
EDUARDO J?RANCISC REYES SÁNCHEZ .L ASESOR:
- 2 , E D U A R D O S. PÉREZ CISNEROS
Dr. Eduardo Pérez Cisneros -1

CONTENIDO
2 2 5 9 3 5
Capitulo 1
Introducción del Proyecto
Capitulo 2
Análisis del Trabajo Perdido 2.1 Antecedentes del Concepto 2.2 Las Leyes de la Termodinámica y el trabajo Perdido
2.2.1 Equilibrio y Reversibilidad 2.2.2 Entropía y Irreversibilidad 2.2.3 La entropía en Sistemas Abiertos 2.2.4 Determinación del Trabajo Perdido (Régimen Estacionario)
Capitulo 3
Necesidades Energéticas en los Procesos de Separación 3.1 Trabajo Isotérmico de Separación
3.1.1 Mezcla de Gases 3.1.2 Mezclas de Líquidos 3.1.3 Significado de Wdn 3.1.4 Energía Utilizable 3.1.5 Consumo de Trabajo Neto
3.2 Clasificación de Procesos de Separación en Etapas Múltiples 3.3 Reducción de Consumo de Energía
3.3.1 Irreversibilidades inherentes a un Proceso de Separación 3.3.2 Destilación Multicomponente: Secuencia de Columnas 3.3.3 Eficiencia de Suministro y Eliminación de Calor
3 6 6 7
10 1 1
17 17 22 24 25 26 28 33 33 35 40
Capitulo 4
Análisis Energético de Columnas de Destilación Reactiva 4. I Caso de Estudio: Producción de MTBE
4.1.1 Introducción 4.1.2 Química de Reacciones 4.1.3 Descripción del Proceso 4.1.4 Efecto de la Variable de Operación
4.1.5 Descripción de la Columna Reactiva o Modelos de Correlación
Análisis de Resultados
Conclusiones
46 46 47 49
50 51
53
56

u r n - I
Introducción
Eduardo F. Reyes Sánchez I
Capitulo 1
El alza en los precios de la energía contribuyen a los problemas de la inflación y al estancamiento económico. Esta tendencia continua por nuestras tendencia al consumo ilimitado de combustible (esencialmente las formas líquida y gaseosa) y con esto los recursos energéticos se están acabando rápidamente, también porque todas las fuentes de energía alternativa son muy costosas y porque el tiempo para llevar una nueva energía al mercado es muy grande. Salvo que ocurra un cambio drástico en la cultura consumista de la energía, no vamos a regresar a una era de energía barata. Desde ahora pagaremos una fracción creciente de nuestro ingreso para energía y por lo tanto nuestro estándar de vida ira hacia abajo. Podremos llevar esta tendencia a una nueva estabilidad? Nadie puede dar una respuesta segura y simple porque no se ha encontrado. Una cosa es cierta: debemos resolver como incrementar la producción de energía y el uso eficiente de la misma. El desarrollo de suministros adicionales de energía es un parte obvia de la respuesta a la necesidad de limitar los precios en espiral de la energía. La otra parte- mejorar la eficiencia energética no es tan obvia y es aún más inmediata y remunerable.
’r Con la inflación todos los costos se han incrementado, pero los precios de la L energía se pueden elevar aún más rápido que los costos de trabajo, materiales y s \3
bienes capitales. Por lo tanto la pregunta ¿‘les posible reoptimizar los usos finales n de la energía para satisfacer las mismas necesidades sociales al mismo bajo 9 !- costo, pero con menos energía consumida”? o preguntado de otra manera, posible Y llevar a cabo la conservación costo-efectividad energética o incrementar la
productividad energética”?, la respuesta es si, y lo único es aplicar el correcto y apropiado análisis energético de los procesos.
y
El análisis energético de los procesos puede llevarse a cabo de diferentes maneras. El más común y ampliamente utilizado es el del análisis de la disponibilidad termodinámica. El flujo de disponibilidad en un proceso se obtiene combinando los balances de energía y entropía esto es, usando la primera y segunda ley de la termodinámica.
En particular los procesos de separación son usados en la industria tanto para obtener productos específicos de mezclas, para recuperar componentes valiosos de las corrientes de desecho, o para purificar los afluentes. Éstos usualmente consumen grandes cantidades de energía, de tal manera, que los equipos que requieren de un análisis cuidadoso en términos de su disponibilidad termodinámica.
Ingeniería en Energía 1

UAM-I Eduardo F. Reyes Sánchez
El objetivo del presente trabajo es el análisis de la eficiencia energética del proceso de destilación reactiva en términos de la disponibilidad termodinámica. El análisis energético de este proceso requirió de llevar a cabo simulaciones numéricas con la ayuda del simulador comercial ASPEN Plus. El caso específico de destilación reactiva que se trato fue: la producción de Metil-Terbutil-Eter (MTBE).
Para lograr el objetivo propuesto anteriormente el presente trabajo se organizó de la siguiente manera: el capitulo dos presenta los conceptos fundamentales para el estudio del análisis del trabajo perdido en los procesos, en el capitulo tres se desarrollan las relaciones fundamentales para la evaluación energética de los procesos de separación, el capitulo cuatro presenta los resultados de la simulación numérica de las columnas de destilación reactiva propuestas así como el análisis de los resultados de dichas simulaciones en términos de disponibilidad termodinámica o exergía, y finalmente el apéndice donde se muestran los resultaos obtenidos con el simulador.
Ingeniería en Energía 2

UAM-I Eduardo F. Reyes Sánchez
Capítulo 2
Análisis de Trabajo Perdido
Como caso base para el desarrollo del presente trabajo se ha considerado el proceso de destilación reactiva para la producción del MTBE. Se realizó el análisis de trabajo perdido para este proceso con la ayuda el simulador comercial ASPEN- PLUS.
r 2.1 Antecedentes del Concepto iI
Las transformaciones de la materia y energía son la razón de ser de la industria de I; .-. 6. p: procesos. Para su estudio, la termodinámica es una de las herramientas
primordiales.
Sobresale la utilidad que esta rama científica tiene, particularmente, en el ámbito
(Termodinámica Molecular)
r ( - ?
c .i
$ :; del equilibrio de fases y de la interpretación del comportamiento molecular 3 C''
Tales aspectos de la termodinámica tienen sus raíces en las nociones y principios v, ;; fundamentales de ella, aún cuando la presencia de estos últimos, deje de ser P2 I,? explícita una ves que se pasa de la formulación del problema a la búsqueda de p g
soluciones especificas. 9 s
'* 7
c E 'j 7
s rn
nlG En problema que aquí se trata, que es, el Análisis Energético de una Columna de 98 Destilación Reactiva Productora de MTBE, sobresale clara y explícita la utilidad de ese núcleo original de conceptos y leyes denominado usualmente Termodinámica Clásica.
La idea de Trabajo Perdido forma parte de los conceptos fundamentales de la termodinámica, surge con ellos, sin embargo su utilidad, no se hizo presente sino más de medio siglo después de su aparición, cuando la universalización del uso y mal uso de los energéticos puso de relieve la necesidad de racionalizar su explotación y empleo.
El trabajo perdido, como los conceptos de Calor, Trabajo, Energía interna , Exergía, Entropía, Procesos reversibles e irreversibles así como las leyes que los vinculan, aparecen años después de que se pusieran en practica las innovaciones técnicas propias de su estudio. Es decir la Termodinámica no siguió el mismo camino que otras disciplinas científicas, en su etapa inicial y este es un rasgo distinto de ella.
Ingenieria en Energía 3
UAM-I Eduardo F. Reyes Sánchez
De hecho, cuando Thomson, Kelvin y Clausius formularon de manera sistemática la primera ley de la termodinámica (entre 1847-1 850), apoyados en la experiencia de Carnot y Joule, las locomotoras y buques ya eran de uso común.
La primera dificultad importante en la evolución de la Termodinámica fue comprender la naturaleza del calor y su relación con la temperatura. Desde tiempos de Galiieo y de Davinci, pasando por Bacon, Black, Cavendish y Boyle se conjetura a cerca del fenómeno de transferencia de calor hasta llegar al siglo XVIII con la teoría del Calórico cuya influencia se prolonga hasta finales del siglo XIX. Conservando la idea del Calórico, los estudios sobre la transformación del calor en el trabajo del francés Sad¡ Carnot (publicado en 1824), junto con las investigaciones de Joule (en 1840, inspirado en los estudios de Rumford de 1798 en Alemania) acerca de la transformación inversa, es decir, de trabajo en calor, constituye el origen de la termodinámica como ciencia.
En particular, muchos de los postulados de Carnot en su estudio sobre máquinas térmicas, contiene la semilla de la segunda ley de la Termodinámica y de conceptos como Entropía y Trabajo perdido.
AI analizar el famoso CICLO compuesto de dos pasos isotérmicos y dos adiabáticos Carnot se da cuenta, que, la diferencia de temperaturas entre dos o más cuerpos tiende a desaparecer espontáneamente al fluir el calor de los más calientes a los más fríos sin producir trabajo útil, por tanto, una máquina térmica eficiente debe diseñarse de manera que no existan flujos de calor desaprovechables durante su operación. AI mismo tiempo se planteo una pregunta clave ¿Qué fracción de calor cedido a una máquina térmica es aprovechable?.
Carnot demostró que, en una máquina térmica ideal, la cantidad de trabajo posible de obtener, depende de las temperaturas entre las que funciona esa máquina térmica, pero no obtuvo la relación matemática correspondiente. Esto fue hecho por Rudolf Clausius en 1854.
La hipótesis crucial de Clausius y Carnot fue precisamente que el proceso es ideal y por ello pudiera realizarse en los dos sentidos, esto quiere decir en términos reales, que el proceso se verifique de manera tal que no existan pérdidas de energía por fricción es decir, irreversibilidades.
De acuerdo con Clausius, la eficiencia de tal máquina térmica está dada por la siguiente relación:
que suele representarse como:
Ingeniería en Energía 4

~ ~ ~ . . , - . - - - - - . I, - -. I . . * - ^ - . I - .~. ,-"*- . * " * I r . r I r I-
UAM-I Eduardo F. Reyes Sánchez
(2.2) 1 - Qrechazado
Q s u min istrado 5 =
o también como:
l-T, 5=,-
donde T o es la temperatura absoluta del medio al cual se entrega la energía no transformada en trabajo por la máquina térmica y Thentat es evidentemente mayor que To, y esta también es temperatura absoluta, del medio al cual procede la energía que se desea transformar a trabajo.
Combinando (2.2) con (2.3) obtenemos:
donde Q/T es independiente del proceso, así, los valores de Q/T solo dependen del estado inicial y final, que son estados de equilibrio pues el proceso es reversible. Es decir, Q/T es una función de estado y con esta conclusión, Clausius se convierte en responsable del concepto de Entropía.
En la terminología actual algunas implicaciones practicas de las conclusiones de Clausius y Carnot serian:
Conclusiones
a) Ninguna máquina térmica puede ser más eficiente que una máquina reversible, comparando su desempeño entre niveles de temperaturas iguales.
b) Todas las máquinas térmicas reversibles que operan entre los mismos niveles tienen la misma eficiencia.
c) La eficiencia de un máquina térmica reversible depende exclusivamente de los niveles de temperatura de la fuente (Thenb = Ti) y del receptor (To) de calor y esta dada por la siguiente expresión:
Ingeniería en Energía 5

UAM-I Eduardo F. Reyes Sánchez
d) Una máquina térmica irreversible tiene una eficiencia menor que una máquina reversible si se compara su funcionamiento entre iguales niveles de temperatura. La eficiencia de dicha máquina irreversible disminuye conforme su comportamiento se aleja de la reversibilidad, es decir, a medida que aumentan las irreversibilidades. (Las irreversibilidades consumen trabajo).
lmplicaciones practicas
0 Es imposible transformar toda la energía térmica en mecánica, una parte de ella siempre se desecha al receptor térmico de baja temperatura.
0 En un proceso continuo de transformación de la energía, la temperatura del receptor térmico no debe cambiar, para ello, su capacidad receptora debe ser muy grande. Este requisito lo satisface el aire atmosférico.
0 La eficiencia del proceso crece si la temperatura de la fuente aumenta, por ello se puede afirmar que, la energía térmica es de mayor calidad a temperaturas superiores.
2.2 Las leyes de la Termodinámica y el Trabajo perdido
2.2.1 Equilibrio y Reversibilidad
El camino que conduce a una definición clara y aplicable del concepto de trabajo Perdido, parte de las ideas de equilibrio y reversibilidad.
En un estado de equilibrio los valores de las propiedades de estado no cambian notablemente con el tiempo ni entre variaciones ligeras de las condiciones externas.
En la actualidad se considera que, un proceso reversible ocurre si el sistema se mantiene en un estado de equilibrio virtual a través de todo el proceso, desde este punto de vista , un proceso reversible conecta una serie de estados de equilibrio.
Lo anterior exige que la diferencia del potencial (de temperatura, de presión y/o químico) entre el sistema y sus alrededores, el cual es la causa del proceso, sea solamente infinitesimal de forma tal que la dirección del proceso puede ser invertida, mediante un incremento o disminución infinitesimal, según el caso del potencial del que se trate.
Cualquier proceso real ocurre irreversiblemente (particularmente los que se dan espontáneamente) por tanto, puede pensarse que un proceso reversible es como un límite al que un proceso se puede aproximar, pero nunca alcanzarlo. En este sentido, es conveniente tener presentes las siguientes consideraciones.
Ingeniería en Energía 6
UAM-I Eduardo F. Reyes Sánchez
Un estado de equilibrio interno sucede si las propiedades del sistema son uniformes, es decir, conserva la homogeneidad, aún cuando pueda estar sufriendo un proceso reversible como resultado de una interacción con sus alrededores. Es el caso de los procesos cuasi-estáticos.
Los procesos cuasi-estáticos, son una aproximación entre proceso real y proceso ideal o reversible, que cuando resulta válida da lugar a importantes aplicaciones de la Termodinámica.
2.2.2 Entropía e lrreversibilidad
Aplicando los resultados de Clausius expresados en las ecuaciones (2.4) y (2.5) a cualquier proceso cíclico en cual el sistema regresa a su estado inicial se obtiene:
-- - O C Qrev
T
en donde T es la temperatura del sistema a la cual se efectúa la transferencia de calor y el subíndice "rev" enfatiza la naturaleza reversible del proceso.
Para un proceso reversible no cíclico, la cantidad CQ,,/T es una función de los estados inicial (A) y final (6) solamente, y se entiende como la suma de los cocientes QíT a lo largo de cualquier proceso reversible entre esos estados de equilibrio e igual al cambio de entropía del sistema:
Sí ahora consideramos una máquina térmica irreversible, su eficiencia debe ser menor que la de la máquina reversible, es decir:
donde: W 5. = - Q, irrev
como W = Ql - Q2, sustituyendo en las relaciones anteriores se obtiene:
-+-<o Qi QZ
T T 2
Ingeniería en Energía
(2.10)
7
UAM-I Eduardo F. Reyes Sánchez
donde Q es negativo pues representa la energía que el sistema desecha. Para cualquier proceso dicho ciclo irreversible se concluye que:
(2.1 1 )
incluyendo en una sola expresión los resultados de (2.6) y (2.1 1) se tiene que para cualquier proceso cíclico:
C Q S O T
(2.12)
donde el signo de igualdad corresponde a los procesos reversibles y la desigualdad a los irreversibles.
Con la finalidad de resaltar el resultado contenido en la ecuación (2.12), se propone lo siguiente:
0 aplicando (2.1 O) considérese un proceso cíclico cualquiera (reversible o irreversible) entre el estado inicial A y el estado final B
0 Supóngase ahora que la trayectoria inversa B -+ A reversible, por Io tanto, de acuerdo con los argumentos
(2.13)
representa un proceso que llevaron a (2.7)
(2.14)
0 Combinando las relaciones (2.13) y (2.14) multiplicando por -1 la desigualdad resultante se tiene que es:
(2.1 5)
Esta Última desigualdad nos informa que:
0 En un proceso con transferencia de energía la entropía del sistema siempre aumenta.
0 Si la transformación del sistema sucede reversible y adiabáticamente la entropía del mismo permanece constante.

UAM-I Eduardo F. Reyes Sánchez
O Cuando una transferencia de energía se lleva a cabo reversiblemente, el
cambio de entropía es igual a - C Q solamente.
O En procesos con transferencia de energía ocurriendo irreversiblemente, el
cambio de entropía es mayor que - Ce lo cual quiere decir que, las
irreversibilidades, cualquiera que sea su origen, producen entropía. o Por consecuencia, cualquier proceso irreversible aunque suceda
adiabáticamente, es causante de que la entropía aumente.
T
T
Dicho de otra forma: la entropía de un sistema crece debido a dos rezones, por transferencia de calor y por las irreversibilidades del proceso.
Dado que los procesos reales son irreversibles en mayor o menor medida, todos los procesos generan entropía y esta generación (Sg) esta dada por:
(2.16)
desde un punto de vista práctico entonces, (Sg) es una forma de medir las irreversibilidades.
En el siguiente cuadro se encuentra una relación sobre las razones de irreversibilidad comunes en la ingeniería de procesos.

UAM-I Eduardo F. Reyes Sánchez
Cuadro 2.1
Causa de Irreversibilidades 1.
2.
3.
4.
Mezclado de corrientes que difieren en alguna propiedad: presión, temperatura o composición.
Transferencia de calor a través de un gradiente de temperatura en cualquier equipo, por ejemplo, intercambiadores de calor.
Expansión súbita de una corriente sin recuperación de trabajo, por ejemplo, en una válvula.
Transformación de trabajo en calor a causa de la fricción, por ejemplo: e Por rozamiento de partes mecánicas en movimiento, como en
bombas, compresores, turbinas, expansores. e
Transformación de energía eléctrica en calor debido a: e Resistencias eléctricas e Pérdidas en motores eléctricos.
equilibrio termodinámico (velocidades altas de reacción)
Por el flujo de gases y líquidos. 5.
6. Reacciones químicas que se llevan a cabo en condiciones alegadas del
2.2.3 La Entropía en Sistemas Abiertos
en sistemas que intercambian materia con el exterior a través de corrientes de entrada y salida, debe considerarse la entropía que cada una de esas corrientes con t ie ne.
La siguiente ecuación representa el balance de entropía alrededor de un equipo o de una sección de una planta como se representa en la figura 0.1**** :
(2.17)
131 [41 151
donde [ I ] flujo de entropía por transferencia de calor desde el exterior hacia el sistema [2] y [3] flujos de entropía asociados a todas las corrientes de entrada y salida [4] acumulación de entropía en el sistema [5] generación de entropía por irreversibilidades ocurridas en el interior del sistema
Con base la ecuación (2.17) se pueden establecer las siguientes variantes:
Si el proceso es reversible a cuasi-estático, [5] es cero. Si el proceso se da a régimen permanente [4] es cero.
Ingeniería en Energía 10

UAM-I Eduardo F. Reyes Sánchez
0 Cuando el proceso es adiabático [I] se hace cero.
0 Para un sistema desplazándose a régimen permanente en un proceso reversible y adiabático, [2]=[3] Únicamente.
0 En un sistema cerrado, [2] y [3] no existen. 225933
Cuando la transferencia de calor no ocurre isotérmicamente, [I] es la integral fT aQ y para evitar su evaluación se emplea la media logaritmica de las
SlSI
temperaturas inicial y final del sistema.
ENTRADA Q Y/O W SALIDA
Figura 2.1 Esquema de un Sistema Abierto
2.2.4 Determinación del Trabajo Perdido (Régimen Estacionario)
Como se desprende de lo afirmado con anterioridad, cuando en un proceso se transfiere energía en forma de calor, esta nunca puede ser aprovechada totalmente. Según lo visto, la cantidad máxima de calor que se puede transferir es proporcional a la eficiencia de Carnot, independientemente de si el sistema la recibe o entrega al exterior. Tal limitación no existe cuando la energía se transfiere como trabajo. Haciendo uso del concepto de calidad introducido al final del Apartado 0.1, puede decirse que el trabajo posee un 100 YO de calidad y el calor no. En virtud de lo anterior para poder relacionar uno con otro, es necesario transformar Q para representarlo como energía de la misma calidad que W, esto es el Trabajo Equivalente:
Ingeniería en Energía 1 1
. .
UAM-I Eduardo F. Reyes Sánchez
(2.18)
de acuerdo con esto, el trabajo mecánico equivalente que en total se suministra al sistema o que el sistema recibe es:
W,=W+Q [ - '-')=(W+Q)-Q(Z] ',ente 'fuente
Expresión en la cual, Q [ - ki-1 es trabajo equivalente al
transferido al sistema.
(2.19)
calor verdade ramen te
Para obtener el término (W - Q) se debe recurrir al balance de energía alrededor del sistema correspondiente, en este caso, alrededor de la Figura 2.1:
Entradas = Salidas + Acumulación
En esta ecuación (2.20) los términos representan:
0 [I] La energía total transferida durante el trabajo.
0 [2] La energía que entra al sistema en todas entalpía, energía potencial y cinética.
proceso en forma de calor y
las corrientes d entrada, como
0 [3] las energías: cinética, potencial y entalpía que salen con las corrientes de salida del sistema.
0 [4] Cantidad de energía que se acumula como energía interna, potencial y/o cinética.
Aplicando ahora (2.20) a procesos ocurriendo a régimen permanente, se tiene que.
Similarmente, de (2.1 7) puede obtenerse Q para procesos en estado estacionario como sigue:
Ingeniena en Energía 12

urn-I Eduardo F. Reyes Sánchez
(2.22)
sustituyendo estas ecuaciones en (2.1 9) se obtiene:
Ahora bien, (2.23) representa el total de energía involucrada en un proceso sucediendo en estado estacionario pero, en este total están incluidas las posibles pérdidas (disipación) las cuales se evalúan comparando el proceso, con un equivalente ocurriendo reversiblemente (esto es, idealmente) estrictamente a las mismas condiciones, para que la comparación tenga sentido.
De esta manera, se afirma que el trabajo equivalente perdido (W,& es :
(2.24)
De acuerdo con las conclusiones alcanzadas en los apartados anteriores, para tal proceso reversible se tiene que, T,,, = T,,, y Sg = O . De esta manera, Para obtener el máximo trabajo disponible real, todo el calor que se va a eliminar del sistema tiene que eliminarse a la temperatura de los alrededores. Si el sistema y los alrededores están a presiones diferentes y si el sistema se expande, entonces para minimizar el trabajo pV (trabajo de expansión) que no se utiliza, la expansión debe hacerse siempre a la presión de los alrededores. Cualquier presión diferente debe reducirse a PO, mediante la producción de trabajo útil.
El máximo trabajo extraíble, o el mínimo que necesita realizarse para un cambio dado depende de tres cantidades: los estados del sistema, 1 y 2, (entrada y salida) más el estado de los alrededores, o. Este concepto de trabajo fue mencionado por primera vez por J. C. Maxwell en su Theory of Heat (Longmans Green, Londres, 1871). Se le ha llamado de muchas maneras:
0 Trabajo extraíble máximo. 0 Energía disponible máxima. 0 Trabajo obtenible máximo. 0 Trabajo disponible o Energía disponible. 0 Disponibilidad.
Para todas estas formas de trabajo, Rant (Forsch. Ing-Wes. 22,36 [I9561 definió un nuevo término, “exergia”, para representar este concepto.
En Estados Unidos se utiliza y prefiere el término “disponibilidad”, con el símbolo €3 y b. Lo introdujo por primera vez Gibbs, pero lo desarrolló y mejoró Keenan
Ingeniería en Energía 13

UAM-I Eduardo F. Reyes Sánchez
(Thermodynamics, Wiley, Nueva York, 7947). En Europa y Japón se prefiere el término "exergía".Recordemos que exergía es el máximo trabajo disponible de un sistema que se encuentra por encima de algún estado inicial y le damos el símbolo W, , por lo tanto:
W, = , [ ( h + - gz + - v2 - ST,,) M, ] - ce [ ( h + - gz + - v2 - sí",,). M e ] (2.25) gc 2gc S gc 2gc
y la diferencia entre (2.23) y(2.25) nos da el resultado buscado:
(2.26)
Sí en la ecuación anterior (2.26) se sustituye Sg por su valor de la ecuación (2.17) para procesos estacionarios, se obtiene una expresión equivalente:
(2.27)
De igual manera, si en la ecuación (2.27) se eliminan los términos de entropías de las corrientes de entrada y salida mediante la misma ecuación (2.17) se obtiene otra ecuación análoga:
r
en esta última ecuación se hace principalmente a:
(2.28)
evidente que el trabajo perdido se debe
0 La generación de entropía dentro del sistema (Sg).
0 El aumento de entropía por la irreversibilidad en la transferencia de energía a través del gradiente de temperatura ( qisr - Tfimte) .
Como en el caso de sistemas cerrados, las irreversibilidades de procesos son las responsables de que se necesite más energía que la mínima o ideal para efectuar el proceso.
Entonces decimos que el trabajo perdido es proporciona/ a/ incremento total de entropía y To es la constante de proporcionalidad
UAM-I Eduardo F. Reyes Sánchez
Si en la ecuación (2.19) sustituimos solo el balance de energía expresado en la ecuación (2.21) se obtiene:
QTO (2.29)
con las ecuaciones, (2.25) (2.27) y (2.29) se puede realizar los cálculos de energía con los cuales, se lleva a cabo el análisis termodinámico de un proceso.
Entonces rescribiendo la ecuación para un sistema que fluye del estado 1 al estado 2 decimos que la exergía es:
(2.30)
y esta ecuación es la que utilizaremos para realizar los cálculos en el presente trabajo.
En términos prácticos, (We) representa el potencial de ahorro de energía en el proceso, por tanto, reducir su valor equivale a disminuir el consumo de energía, para ello hay que reducir las irreversi6ilidades del proceso, es decir, los gradientes de presión, temperatura y/o composición.
P
3
Algunos cambios posibles en un proceso que conducen a reducir las pérdidas de energía son:
Cuadro 2.2
Modificaciones Factibles para Ahorrar Energía
1.
2.
3.
4.
5.
6.
7.
El agua de retorno al domo de una caldera debe tener la mayor temperatura posible para acercarla a la temperatura del agua del domo. Aumentar la presión a la cual se genera vapor para disminuir el gradiente de temperatura entre el agua en ebullición y los gases de combustión. Eliminar válvulas de expansión y poner en su lugar turbinas que recuperen trabajo. Operación del equipo motriz (bombas, compresores, turbinas) cerca de su punto de mayor eficiencia. Remplazar equipo motriz que tenga baja eficiencia por otro con diseño más apropiado y que opere cerca de su punto de mayor eficiencia. Diseñar los procesos de separación a contracorriente para acercar en composición a las corrientes que se deben mezclar. Localizar apropiadamente el plato de alimentación en una columna de destilación.

UAM-I Eduardo F. Reyes Sánchez
8. Aumentar el factor de potencia evitando la transformación de energía eléctrica en calor.
9. Diseño de los reactores químicos para que la curva de operación esté cerca de la curva de equilibrio.
1 O. Integración térmica de procesos para reducir los gradientes de transferencia de calor.
11. Instalar equipos recuperadores de calor como precalentadores de aire de combustión, generadores de vapor de baja presión, precalentadores de agua de alimentación de calderas.
Cuadro 2.3
Metodologías para el Análisis Termodinámico de Procesos
1.
2.
3.
4.
5.
6. 7.
8.
Establecer condiciones de operación del proceso que se desea estudiar. Se debe procurar que la operación sea estable y representativa de las condiciones normales de operación. Efectuar mediciones de temperatura, presión, flujo y composición de las corrientes de proceso. En lo posible la mediciones deben ser simultaneas y del mayor número posible de corrientes de proceso y de servicios (vapor, agua, gas, combustible, electricidad). Dividir el proceso en secciones de modo que se conozcan las condiciones de las corrientes de entrada y salida. Cada sección se considerará como un sistema termodinámico abierto. De preferencia se procurará que cada sección incluya el menor número de equipos posibles. Las corrientes de los servicios deben quedar fuera del sistema, de modo que sea clara la cantidad de trabajo o calor suministrada al proceso. En este caso, se entiende por servicio la corriente que suministra energía al proceso. Efectuar los balances d materia y energía en cada sección. En caso de que no se cumplan, deberá revisarse las condiciones de las corrientes de proceso y servicios regresando al punto dos. En caso de persistir la inconsistencia de los balances de materia y energía, será necesario revisar los medidores y garantizar que las lecturas reflejen correctamente los valores de las propiedades que se miden. Calcular la generación de entropía, el trabajo perdido y la energía ideal o trabajo equivalente mínimo, en cada sección del proceso y colocar los valores obtenidos en una tabla, en esta tabla se incluirá el calor, el trabajo y el trabajo equivalente que necesitó cada sección del proceso. Calcular la eficiencia con que utiliza la energía en cada sección del proceso. Listar las causas de irreversibilidades presentes en cada una de las secciones del proceso. proponer modificaciones al proceso que tiendan a reducir las irreversibilidades, sobre todo en las secciones donde se tienen los valores más altos de trabajo perdido y las condiciones más desfavorables de eficiencia del uso de la energía.
UAM-I Eduardo F. Reyes Sánchez
Capítulo 3
Necesidades Energéticas en los Procesos de Separación
En este capitulo se verán los factores que controlan el consumo de energía en los procesos de separación. Se clasifican distintos procesos de acuerdo con la cantidad de energía consumida, y se sugieren vías para minimizar el consumo de energía en proceso dado. Gran parte de este material proviene de la extensa participación dada por Benedict (1 947) y Pratt (1 967).
3.1 Trabajo Isotérmico Mínimo de Separación
La mezcla de sustancias en si es un proceso irreversible. Las sustancias que se pueden mezclar espontáneamente, pero la separación de mezclas homogéneas en dos o más productos de distinta composición a la misma temperatura y presión requiere necesariamente alguna clase de aparato que consuma trabajo y/o energía calorífica.
El trabajo mínimo posible para una determinada separación, puede obtenerse postulando un hipotético proceso reversible, siendo independiente del camino empleado para llevarlo a cabo. Una de las consecuencias del segundo principio d la termodinámica es que cualquier proceso reversible para llevar a cabo una determinada transformación precisa el mismo trabajo, y que el trabajo requerido en cualquier proceso real que efectúe la misma separación es mayor. El mínimo trabajo reversible necesario depende únicamente de la composición, temperatura y presión de los productos.
3.1 .I Mezcla de gases
El trabajo mínimo de separación isotérmico de una mezcla binaria de gases puede obtenerse postulando un proceso continuo reversible, como el esquematizado en la figura 3.1. la mezcla de gases A y B circula en continuo a través de un recipiente manteniéndose las condiciones de alimentación fracción molar de A, XAF; temperatura, T, y presión, PI. los gases salen del recipiente a través de las membranas semipermeables, una de las cuales es permeable a A y no a B, y la otra es permeable a B y no a A. Las dos membranas tienen una infinita
Ingeniería en Energía 17

UAM-I Eduardo F. Reyes Sánchez
Mezcla de A YB x 9 1 > 1 b m n
permeabilidad para cada componente; de ahí que Únicamente se requiera una diferencia de presión infinitesimal para atravesar la membrana. Las dos corrientes de producto están equipadas con compresores (o expansores) isotérmicos y reversibles, que llevan el producto a la presión Pz. el calor se elimina continuamente de los compresores con una superficie de transmisión de calor infinitamente grande para mantener la temperatura a T. Los caudales de eliminación de los productos compensan exactamente el caudal de alimentación del reactor.
P = (1 - X A F ) 4
Membrana semipermeble U
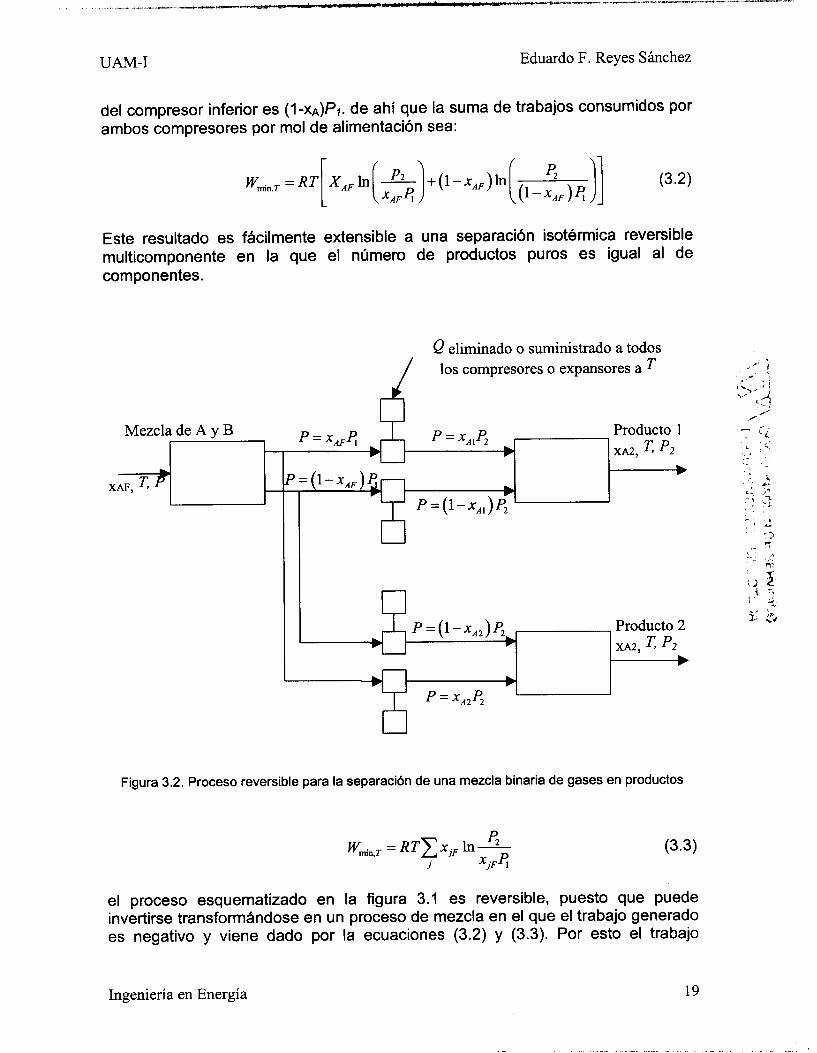
Figura 3.1. Proceso reversible para la separación de una mezcla binaria de gases en productos puros
El caudal necesario para llevar a cabo esta separación es igual al trabajo consumido por los dos compresores. El trabajo isotérmico consumido por un compresor que funciona en flujo continuo es:
P, r: W =RTln-
donde: W es el trabajo por mol de gas. R es la constante de los gases. T es la temperatura absoluta. PO y PI son las presiones a la salida y entrada.
La expresión para una expansión isotérmica reversible es la misma, pero W será necesariamente negativo, representando trabajo cedido por el sistema. La presión parcial de A en el interior del recipiente es PA = XAPl; puesto que existen pérdida de presión a través de la membrana, la presión a la entrada del compresor superior es también XAPl. de la misma manera, la presión a la entrada
Ingeniería en Energía 18
UAM-I Eduardo F. Reyes Sánchez
del compresor inferior es (1-x~)Pl. de ahí que la suma de trabajos consumidos por ambos compresores por mol de alimentación sea:
Este resultado es fácilmente extensible a una separación isotérmica reversible multicomponente en la que el número de productos puros es igual al de componentes.
Q eliminado o suministrado a todos los compresores o expansores a T /
Producto 1 - XA2, T, '2
P = ( l - x A 2 ) e Producto 2 I xA2, T, p 2
Figura 3.2. Proceso reversible para la separación de una mezcla binaria de gases en productos
w,,,, = R T C X ~ ~ h- e i x j F e
(3.3)
el proceso esquematizado en la figura 3.1 es reversible, puesto que puede invertirse transformándose en un proceso de mezcla en el que el trabajo generado es negativo y viene dado por la ecuaciones (3.2) y (3.3). Por esto el trabajo
Ingeniería en Energía 19

u r n - I Eduardo F. Reyes Sánchez
RT xAi - x A 2
Wmin,T =
necesario dado por las ecuaciones (3.2) y (3.3) es el trabajo mínimo isotérmico de separación de una mezcla de gases a PA en productos puros a P2.
-
( X M - x A 2 ) x,, l&+( l -xAI) ln { xAl
-
Si una mezcla binaria de gases se separa en productos enriquecidos en uno a más componentes pero no puros, el trabajo mínimo de separación puede obtenerse analizando el proceso reversible esquematizado en la figura 3.2. Este proceso representa la separación en productos puros, seguidos por un proceso de mezcla reversible (lo contrario de la Separación) hasta alcanzar la composición de los productos actuales. Los flujos a través de los distintos compresores son los adecuados a los caudales de los productos. Según la regla de la Palanca, las proporciones de producto son:
producto1 - xAF - x A 2 a limento xAl - xA2
-
producto2 - x,, -xAF a limento x,, - xA2
-
(3.4)
(3.5)
Por consiguiente, el trabajo mínimo para la separación isotérmica d 1 mol de alimentación es:
Para x,, = 1 y xA2 = O , las ecuaciones (3.6) se reduce a la ecuación (3.2). El trabajo necesario dado por la ecuación (3.6) para productos impuros es necesariamente menor que el dado por la ecuación (3.2).
Para una separación en la que los productos están a la misma presión y temperatura que el alimentación, = p2 , las ecuaciones (3.2), (3.3) y (3.6) se transforman, respectivamente,
Ingeniería en Energía
- . ~ _ _ _ _
w,,,, = - R T ~ xjF III xjF j
UAM-I Eduardo F. Reyes Sánchez I
1
225933
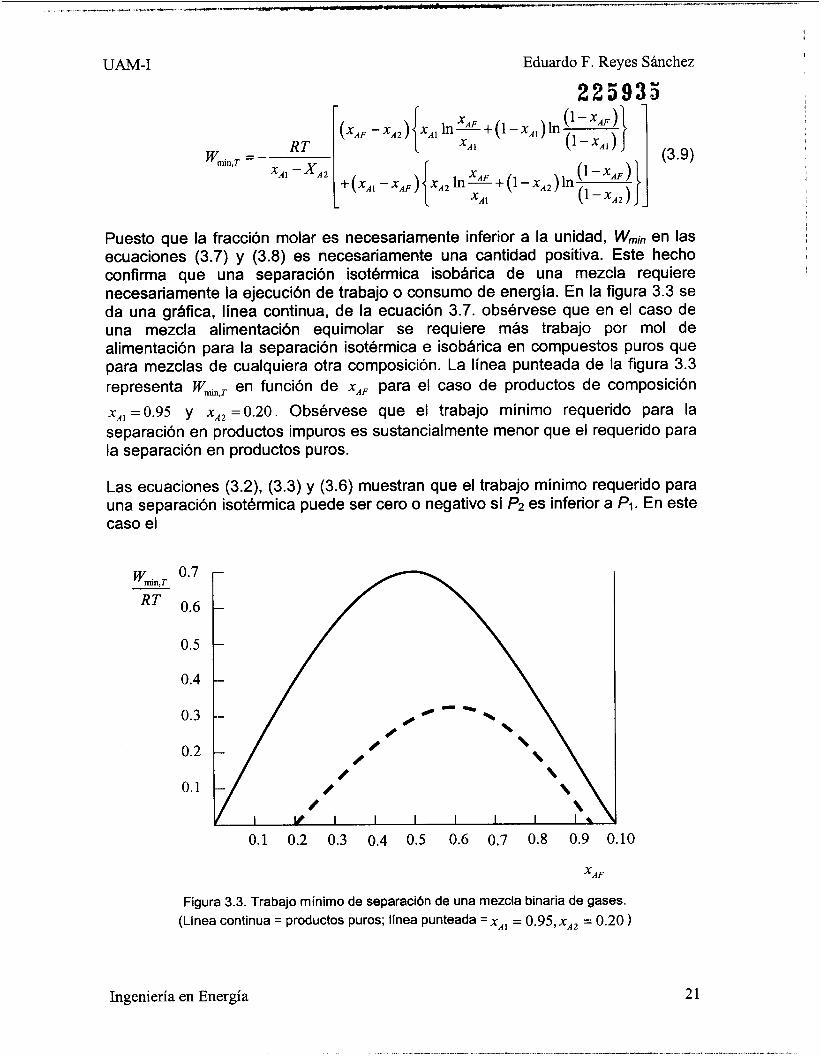
Puesto que la fracción molar es necesariamente inferior a la unidad, ",,,in en las ecuaciones (3.7) y (3.8) es necesariamente una cantidad positiva. Este hecho confirma que una separación isotérmica isobárica de una mezcla requiere necesariamente la ejecución de trabajo o consumo de energía. En la figura 3.3 se da una gráfica, línea continua, de la ecuación 3.7. obsérvese que en el caso de una mezcla alimentación equimolar se requiere más trabajo por mol de alimentación para la separación isotérmica e isobárica en compuestos puros que para mezclas de cualquiera otra composición. La línea punteada de la figura 3.3 representa Wmn,T en función de xAF para el caso de productos de composición
x,, =0.95 y xA2 =0.20. Obsérvese que el trabajo mínimo requerido para la separación en productos impuros es sustancialmente menor que el requerido para la separación en productos puros.
Las ecuaciones (3.2), (3.3) y (3.6) muestran que el trabajo mínimo requerido para una separación isotérmica puede ser cero o negativo sí P2 es inferior a PI. En este caso el
Wmin,T
RT 0.7
0.6
0.5
0.4
0.3
0.2
o. 1
r n
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 0.10
Figura 3.3. Trabajo mínimo de separación de una mezcla binaria de gases. (Linea continua = productos puros; línea punteada = x,, = 0.95, xA2 = 0.20 )
I
Ingeniería en Energía 21

UAM-I Eduardo F. Reyes Sánchez
trabajo necesario para la separación se obtiene del trabajo aprovechable de la expansión, y puede demostrarse fácilmente que:
(3.10)
indicando que el trabajo disponible de una expansión reversible se reduce si tiene lugar simultáneamente una separación. Análogamente, en el caso de composición neta, el trabajo mínimo requerido será necesariamente mayor cuando exista separación que en el caso de que no exista. Se puede postular un proceso en el que el helio se separa del gas natural a 600 Ib/in2, ya sea por un procedimiento tal como la difusión a través de un vidrio o membrana de polímero o a través de un diafragma de metal sintetizado. En este caso la separación tiene lugar sin aportación de calor o trabajo de compresión, pero la separación es posible únicamente porque el gas natural está disponible a una presión PI, que es sustancialmente superior que la presión P2 del otro lado de la membrana o diafragma, que puede ser tan baja como 14 Ib/in2 de presión absoluta.
3.1.2 Mezclas de Líquidos
El trabajo mínimo de separación isotérmica de una mezcla binaria de líquidos en componentes puros puede obtenerse analizando el proceso reversible esquematizado en la figura 3.1. Una alimentación con mezcla de A y B es evaporada continuamente en una caldera a la temperatura T y P, la cual esta equipada con dos membranas, una altamente permeable a A, pero impermeable a B, y la otra permeable a B, pero impermeable a A. Los vapores de cada componente pasarán a través d sus respectivas funciones de vapor a la temperatura T. Las membranas son infinitamente permeables a los respectivos componentes que las atraviesan; por esto la presión a la salida de las membranas es igual a la presión parcial PA y p~ de dentro de las caldera. Los dos componentes se separan con una relación de caudales igual a xAF /(l-xAF). El calor se suministra a la caldera desde un recipiente infinitamente grande de calor a la temperatura T, y un intercambiador de calor de área infinita en la caldera proporciona el calor necesario, utilizando como fuerza impulsora un incremento infinitesimal de temperatura. Las dos corrientes de vapor puro se condensan una ves que han sido comprimidas reversible e isotérmicamente a su presión de vapor a la temperatura T. De nuevo, es necesario la eliminación continua de calor a T, para este propósito. El calor de condensación se elimina a través de intercambiadores de calor de área infinita dentro de un recipiente a temperatura T.
Ingenieria en Energía 22

-. ---.l̂ - . --*-...-*-*...<___._I__̂ .-la
UAM-I Eduardo F. Reyes Sánchez 1
n
PB PA
Membrana permeable únicamente a B 4
PB PB"
Membrana permeab únicamente a
I I
Líquido puro B i"
Recipiente de calor a T
Figura 3.1. Proceso reversible para la separación de una mezcla de líquidos en compuestos puros
En la figura 3.1 se requieren bombas para llevar el líquido desde la presión de vapor hasta la presión P. Puesto que los volúmenes en el estado líquido son pequeños, el trabajo consumido por las bombas es pequeño y es despreciado.
El trabajo mínimo isotérmico de separación por mol de alimentación es igual a la suma de los trabajos consumidos por los compresores:
(3.1 1)
PAY Pirepresentan la presión de vapor de A y B, respectivamente, a T, sí se cumple la ley de Raoult, p A se puede remplazar por xAFPA, y pB por (1 -xAF) P,,
Ingeniería en Energía 23

UAM-I Eduardo F. Reyes Sánchez
obteniéndose una ecuación idéntica a la (3.7). De este modo el trabajo isotérmico reversible de separación de una mezcla ideal de líquidos es el mismo que para una mezcla ideal de gases.
Para una mezcla no ideal de líquidos se deben incluir los coeficientes de actividad de forma que p A =yAxAFP: y pe = y B ( 1 - x A F ) P ; . En tal caso la ecuación (3.1 1) se transforma en :
(3.12)
Si existe desviación positiva respecto a la idealidad, YA y serán mayores que la unidad, y el trabajo mínimo isotérmico para la separación será menor que el del caso de una mezcla ideal. Análogamente, un sistema con desviaciones negativas respecto a la idealidad precisa un mayor Wmin que un sistema ideal. Un sistema negativo implica interacciones entre moléculas distintas y, por consiguiente dificulta la Separación.
Si YA = I/XAF y = I/(~-XAF), el sistema es totalmente inmiscible y el trabajo de separación es cero; en otro caso el trabajo isotérmico será positivo. Es interesante resaltar Wmjn,T es independiente de la volatilidad relativa de los componentes separados.
Para la separación de una mezcla líquida multicomponente en productos puros se tendrá:
(3.13)
También puede obtenerse para los productos impuros una ecuación parecida a la ecuación (3.6).
3.1.3 Significado de Wmin
El trabajo mínimo de separación representa el limite inferior en energía que debe consumirse para un proceso de separación. En la mayoría de los casos la energía necesaria para un proceso real será muchas veces superior a este mínimo. Sin embargo, las cantidades relativas de los trabajos necesarios para distintas separaciones son una primera indicación de la dificultad relativa de las separaciones. En muchos cosos, tal como la desalinización de agua del mar a gran escala, la separación debe efectuarse con un consumo de energía cercano al trabajo mínimo de separación para que resulte económico. En estos casos I trabajo mínimo necesario es una cantidad altamente significativa que debe tenerse presente durante la síntesis y evaluación de distintos diseños.
I
UAM-I Eduardo F. Reyes Sánchez
El trabajo mínimo isotérmico de separación es también necesariamente igual al aumento en energía libre de Gibbs de los productos respecto a la alimentación. La energía libre de Gibbs se define como:
G=H-TS (3.14)
Por lo tanto,
(3.15)
donde T = temperatura absoluta AH = entalpía de los productos menos la del alimentación AS = entropía de los productos menos la del alimentación
Para una separación isotérmica de una mezcla de gases ideales el incremento de entalpía es cero, y el término de la derecha de la ecuación (3.2) representa el término -TAS de la ecuación (3.15). Cuando existe efecto del calor de mezclado, como en el caso de separación de una mezcla líquida no ideal, el trabajo mínimo refleja ambos cambios: el de entalpía y el de entropía.
3.1.4 Energía Utilizable
Cuando los productos se separan de un proceso se obtienen a distinta temperatura que la de la alimentación, el trabajo mínimo necesario para la separación puede obtenerse a partir del aumento de energía utilizable de los productos respecto a la alimentación. La energía utilizable We, llamada "exergía" se define como:
W, = H -T,S (3.16)
donde TO es la temperatura absoluta de los alrededores, desde O a donde se considera que el calor se puede transferir, básicamente, en un cambio Iíbre. De este modo TO es la temperatura del agua del mar o del río o es la temperatura dee ambiente.
El aumento de energía utilizable de los productos respecto a la alimentación es una medida de trabajo mínimo necesario para la separación cuando las fuentes y sumideros de calor están disponibles únicamente a la temperatura To.
(3.1 7)
Esta expresión es distinta a la ecuación (3.15), puesto que en ésta temperatura de los productos puede ser distinta de la de la alimentación. La ecuación (3.17) tampoco se reduce de la ecuación (3.15) para una separación en que los
Ingeniería en Energía 25
I
UAM-I Eduardo F. Reyes Sánchez
productos estén a la misma temperatura que la alimentación, a menos que la temperatura sea TO. Este es el resultado de no considerar que el sumidero de calor está a la temperatura T, como se indica en las figuras 3.1, 3.2 y 3.3. Efectivamente la fuente o sumidero de calor estás a la temperatura TO , y el calor eliminado de los compresores reversibles e isotérmicos produce trabajo en una máquina térmica reversible o lo consume al pasar de T a TO. Este caso en el que el sumidero de calor está a TO es más realista para los propósitos ingenieriles.
Para la separación de una mezcla de gases ideales en compuestos puros, M y AS, para se utilizados en la ecuación (3.17), vienen dados por:
donde CQ = capacidad calorífica de los distintos componentes. TF y PF = temperatura y presión de la alimentación T;. y Pj =temperatura y presión de los distintos productos puros Para la separación en mezclas líquidas en productos puros tendremos:
(3.18)
(3.19)
(3.20)
donde de entropía vendrá dado por:
es la suma de calores de la mezcla de la alimentación. El cambio
donde W , n , T viene dado por la ecuación (3.11) y los valores de pj son las densidades molares de los distintos líquidos puros.
3.1.5 Consumo de Trabajo Neto
A menudo la energía necesaria para llevar a cabo un proceso de separación se suministra en forma de calor en lugar de energía mecánica. En estos casos es conveniente hablar de consumo neto de trabajo del proceso, que se define como la diferencia entre el trabajo que se obtendría con una máquina térmica reversible

urn-I Eduardo F. Reyes Sánchez i
utilizando el calor que entra al sistema, por un lado, y el trabajo que se puede obtener con otra máquina térmica reversible utilizando el calor que abandona el sistema, por otro lado. Las fuente o sumideros de calor que utilizan las máquinas térmicas estarían a la temperatura ambiente TO.
Con referencia al proceso de separación esquematizado en la figura 3.5, el proceso es impulsado por el calor QH que entra al sistema a la temperatura TH. Una cantidad de calor QL abandona al sistema a la temperatura TL. Si QH se suministra a una máquina térmica reversible que proporciona calor a TO, se puede obtener una cantidad de trabajo igual a:
análogamente una cantidad de trabajo igual a:
puede obtenerse con QL. El consumo de trabajo neto del proceso Wfl es:
(3.22)
Puede demostrarse que Wfl para cualquier proceso de separación real es mayor que Wex,,sep, y serán iguales únicamente en el caso limite de un proceso de separación reversible. Si existe consumo de energía mecánica durante el proceso, éste debe añadirse directamente a la ecuación (3.22).
Sí no hay trabajo mecánico involucrado en el proceso de separación, y la diferencia de entalpía entre los productos y la alimentación es despreciable frente a la entrada de calor, QH = QL = Q, y
(3.23)
que es forzosamente una cantidad positiva, puesto que TH será mayor que TL.
Una columna de destilación ordinaria es un buen ejemplo de proceso de separación debido a una entrada de calor. Una cantidad de calor igual a QR entra ai calderín o reboiler a una
Ingeniería en Energía

UAM-I
!
Eduardo F. Reyes Sánchez
QL
Alimentaci Productos
t I QH
Figura 3.5. Un proceso de separación impulsado por un consumo de calor
temperatura TR. Una cantidad de calor Qc se elimina en el condensador a una temperatura Tc. Sí la entalpía de los productos no es sustancialmente distinta de la de la alimentación, puede usarse la ecuación (3.23) para encontrar W,,, con TH = TR y TL = Tc. Cuando se utiliza agua fría para eliminar calor en el condensador TL = TO, y la ecuación (3.23) pasa a:
w, =P[l-?j (3.24)
TR será necesariamente superior a la ambiente en cualquier caso, y por ello Wfl será positivo; W, será también positivo para una columna de destilación refrigerada a baja temperatura, pues TH sigue siendo mayor que TL en la ecuación (3.23)
3.2 Clasificación de los Procesos de Separación en Etapas Múltiples
Benedict (1947) clasificó los procesos de separación en etapas múltiples en tres categorías, basándose en el consumo relativo de energía para una separación dada y con un factor de separación dado:
1. Procesos potencialmente reversibles: El consumo neto de trabajo puede, en principio, reducirse a W,jn,T. Esta categoría incluye generalmente los
Ingeniería en Energía 28
UAM-I Eduardo F. Reyes Sánchez
2.
3.
procesos de separación basados en el equilibrio entre fases inmiscibles, que emplean solo la energía como agente de separación. Algunos ejemplos son la destilación, la cristalización y la Condensación parcial. Procesos parcialmente reversibles: La mayor parte de los procesos son potencialmente reversibles, excepto uno o dos, como la adición de un disolvente, que es en sí misma reversible. Estos procesos engloban generalmente aquellos procedimientos de separaciones en equilibrio, que emplean una corriente de materia como agente separador. Algunos ejemplos son la absorción, la destilación extractiva, la cristalización y la condensación parcial. Procesos irreversibles: Todos los pasos requieren entrada irreversible de energía para la operación. Estos procesos son generalmente procesos de separación controlados por la cinética. Son ejemplos de procesos de separación con membranas, la difusión gaseosa y la electroforesis.
,
En lo que sigue analizaremos el consumo de energía en los procesos de cada una de esas tres categorías. Se verá en los casos en los que 01 se aproxima a la u nidad.
a) los procesos potencialmente reversibles o que emplean la energía como agente separador tienen un consumo neto de trabajo que es, en primera aproximación, independiente del factor de Separación a.
b) Los procesos parcialmente reversibles o que emplean la materia como agente separador tienen un consumo neto de trabajo que varía, en primera aproximación, inversamente a a-I .
c) Los proceso irreversibles o controlados por factores cinéticos tienen un consumo neto de trabajo que varía, en primera aproximación, inversamente con (a - 1)'
Se encontrará también que el consumo de energía para una separación dada con un factor de separación que es el mismo para todos los procesos tiende a aumentar en el orden creciente que sigue: proceso potencialmente reversible c proceso parcialmente reversible c proceso controlado por la cinética con tal que el factor de separación este en el rango 0.1 a 10 y el proceso requiera etapas.
Procesos Potencialmente reversi bles. Rectificación de mezclas con puntos de ebullición cercanos.
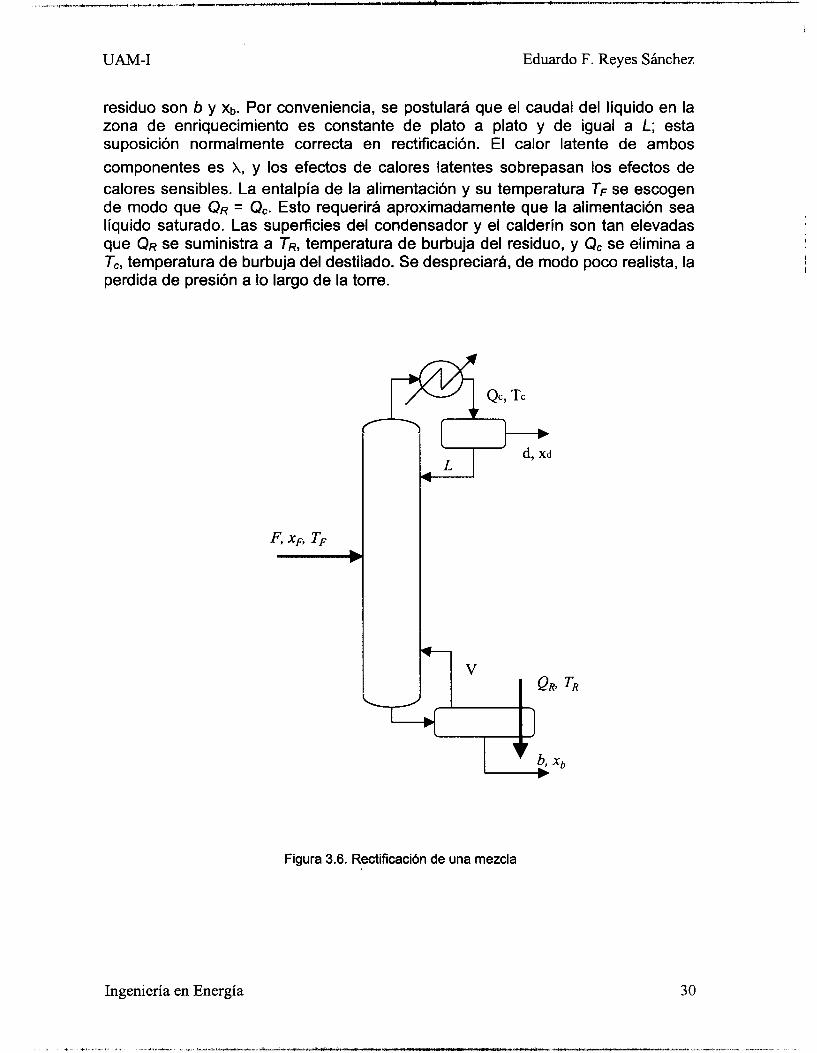
Como ejemplo de un proceso potencialmente reversible consideremos la rectificación de una mezcla binaria, tal como el propileno-propano. El proceso y la nomenclatura empleada se muestran en la figura 3.6. el caudal de la alimentación es F; la alimentación tiene una fracción molar xF del componente más volátil; el caudal y la fracción molar del destilado d y xd; el caudal y fracción molar del
Ingeniería en Energía 29
UAM-I Eduardo F. Reyes Sánchez
residuo son b y xb. Por conveniencia, se postulará que el caudal del líquido en la zona de enriquecimiento es constante de plato a plato y de igual a L; esta suposición normalmente correcta en rectificación. El calor latente de ambos componentes es A, y los efectos de calores latentes sobrepasan los efectos de calores sensibles. La entalpía de la alimentación y su temperatura TF se escogen de modo que QR = Q,. Esto requerirá aproximadamente que la alimentación sea líquido saturado. Las superficies del condensador y el calderín son tan elevadas que QR se suministra a TR, temperatura de burbuja del residuo, y Qc se elimina a T,, temperatura de burbuja del destilado. Se despreciará, de modo poco realista, la perdida de presión a lo largo de la torre.
Figura 3.6. Rectificación de una mezcla

UAM-I Eduardo F. Reyes Sánchez
En estas condiciones el consumo neto de trabajo para la destilación viene dado por la ecuación (3.23)
(3.25) 225933
T, TR
Para calcular Q,, se considera el caso de reflujo mínimo. Entonces tenemos que:
(3.26)
el reflujo mínimo no aumenta a medida que los productos van aumentando su pureza, sino que llega a un valor asintótico, para todos los casos en los que se tienen destilados relativamente puros.
L . =- ‘ F mm a-1 (3.27)
En la ecuación (3.25), Q, viene entonces dada por Q, =A(&, + d ) . Para
productos relativamente puros - ; x F ; por ello para mezclas en rectificación L,,
será mucho mayor que d, y
d
F F
Q c ; - a F a-1
(3.28)
La diferencia entre inversos de temperaturas en la ecuación (3.25) puede también estimarse en función de OL y A. La ecuación de Clausius-Clapeyron da:
(3.29)
en donde Po es la presión de vapor. La temperatura de cabeza T, para una separación relativamente completa corresponde aproximadamente al punto de ebullición del componente más volátil a la presión de la columna. De modo similar, TR corresponde aproximadamente al punto de ebullición del componente menos volátil a la presión de la columna. La presión de vapor del componente más volátil a la temperatura del residuo será entonces OL veces la presión de la columna. De ahí se puede integrar la ecuación (3.29) para el componente más volátil entre la temperatura de cabeza y la de la cola para dar:
urn-I Eduardo F. Reyes Sánchez
Sustituyendo las ecuaciones (3.28) de que ina ; a-1 para una mezcla
(3.30)
y (3.30) en la ecuación (3.25), y haciendo uso de puntos de ebullición cercanos, se tiene:
Wn' = RFG (3.31)
Este resultado muestra que Wn' tiende a ser independiente de a para la destilación
de mezclas con puntos de ebullición cercanos. Esta independencia de Wn' con OL
es típica de la categoría de procesos potencialmente reversibles, como se indico anteriormente. En una destilación este comportamiento es consecuencia de los factores que se anulan mutuamente:
1. A medida que a tiende a la unidad, se requiere un reflujo un reflujo cada vez mayor, con lo que el flujo de energía en la columna, representado por Q, y QR, aumenta.
2. A medida que a tiende a la unidad, la diferencia entre TR y Tc se hace menor y la energía que atraviesa la columna se degrada en menor extensión. Como consecuencia el consumo neto de trabajo, en una primera aproximación, es independiente de a.
Esta conclusión se obtuvo para reflujo mínimo, pero es también cierta para cualquier razón de reflujo de operación posible, mientras los productos sean relativamente puros. Para una razón de reflujo superior a la mínima debemos cerciorarnos de que la ecuación (3.31 ) pase a:
(3.32)
Para la separación de una mezcla con puntos de ebullición cercanos casi ideal AH para las corrientes de proceso que entran y abandonan el sistema es casi igual acero. Por ello, de las ecuaciones (3.12) y (3.17),
(3.33)
Como se ha indicado anteriormente, la eficiencia termodinámica 7 del proceso de separación puede ser definida por:
(3.34)

UAM-I Eduardo F. Reyes Sánchez
77 será la unidad para un proceso reversible, y será menor que la unidad en la cantidad en que el consumo neto de trabajo supere las necesidades mínimas termodinámicas de trabajo.
3.3 Reducción del Consumo de Energía
3.3.1 lrreversibilidades Inherentes a un Proceso de Separación
Las irreversibilidades termodinámicas inherentes a un proceso de separación hacen que el consumo neto de trabajo sea mayor que Wmn,T.. Estas irreversibilidades pueden tomar distintas formas:
1.
2.
3.
4.
Caudal del fluido a través del sistema debido a una diferencia finita de presiones. Intercambio de calor entre medios a distintas temperatura, o mezcla directa de fluidos a diferentes temperaturas. Transferencia de materia entre corrientes que no estén en equilibrio entre si (esto es, corrientes que contengan uno o más componentes cuyos potenciales químicos no sean los mismos en ambas corrientes), o mezcla de corrientes que no estén en equilibrio entre si. Reacciones químicas llevadas a cabo en condiciones tales que los productos y los reactantes difieren en potencial químico.
Según sea la magnitud de las fuerzas impulsoras para estos procesos controlados por cuestiones cinéticas, el proceso requerirá un mayor consumo neto de trabajo comparado con Wmin,To. Por tanto, el incremento de la diferencia de presiones debida al caudal de fluido, o al incremento de diferencia de temperatura entre las superficies de un intercambiador o en lo puntos de mezcla, o el aumento de la diferencia entre potenciales químicos entre corrientes en contacto o en los puntos de mezcla causarán que c se haga mayor en un proceso de separación dado. Inversamente, para hacer que un proceso de separación sea termodinámicamente más eficiente es necesario reducir estas diferencias de presión, diferencias de temperatura y diferencias de potenciales químicos.
Destilación Binaria
En caso de una destilación binaria una de las irreversibilidades termodinámicas corresponde a la pérdida de presión de vapor que fluye a través de la torre. Cuando el número de pisos es elevado, esta pérdida de presión puede ser notable y en si misma será una causa de que la diferencia entre las temperaturas de cabeza y fondo aumente. Ello a su vez hará que la energía calorífica que atraviese
UAM-I Eduardo F. Reyes Sánchez
la torre se degrade en mayor extensión y como consecuencia aumente Wn'. En principio, el camino para reducir este incremento de presión es aumentar el diámetro de la torre y reducir el nivel del líquido en cada plato; sin embargo, una columna cuyo diámetro aumenta lleva consigo un aumento dl capital inmovilizado, y un menor nivel en cada plato reduce la eficiencia del plato, por lo que en la practica se busca un compromiso entre todos estos efectos.
Otra causa y normalmente más importante, de irreversibilidad en destilación es la no existencia entre equilibrio entre el vapor y el líquido que entran en un plato dado, tanto desde el punto de vista de la temperatura como desde el punto de vista de la composición. El vapor llega al piso procedente del piso inferior y, por tanto, está a mayor temperatura que el líquido, que procede del piso superior. Del mismo modo, el vapor de entrada contendrá menor proporción del componente más volátil que el que corresponde al equilibrio con el líquido que entra al plato. En una etapa hay una transmisión de calor sensible del vapor al líquido y una transferencia de materia entre las fases.
Para reducir el consumo neto de energía en una destilación binaria es necesario reducir las fuerzas impulsoras de transmisión de calor y transferencia de materia en cada una de las etapas individuales.
Incluso a reflujo mínimo hay notables fuerzas impulsoras para la transmisión de calor y la transferencia de materia en las composiciones de los productos obtenidos a partir de la etapa de alimentación en una destilación binaria. Estas irreversibilidades pueden reducirse empleando diferentes líneas de operación en las porciones de la columna en donde las irreversibilidades respecto a las líneas de operación originales sean más severas.
La ganancia total de reversibilidad no se manifiesta en la forma de reducir la refrigeración total necesaria, por la columna. La energía calorífica suministrada por el calderín intermedio se suministra a menor temperatura que la del hervidor del fondo de la columna, y el calor eliminado del condensador intermedio se elimina a temperatura mayor que el de la cabeza de la columna.
El caso extremo en la reducción de irreversibilidades termodinámicas en una columna de destilación sería disponer un reflujo en cada uno de los pisos de la zona de enriquecimiento, y de un hervidor para suministrar vapor en los pisos de la zona de agotamiento.
Si se modificará una destilación ordinaria con el objeto de aumentar su reversibilidad, el número de etapas requerido para una separación dada se hace mayor y el calor necesario debe repartirse entre el hervidor terminal, el condensador terminal y los hervidores y condensadores necesarios para suministrar los vapores y reflujos intermedios. Como compensación a esta necesidad de aumentar el capital inmovilizado hay dos factores:
UAM-I Eduardo F. Reyes Sánchez
1.
2.
La energía calorífica empleada en la destilación se degrada en menor extensión. La mayor parte del calor de los hervidores puede adicionarse a temperaturas menores que la temperatura del fondo, y la mayor parte el calor eliminado puede sólo a temperaturas más calientes que la temperatura de cabeza. Los residuos caudales de vapor y líquido en los extremos de la columna, hacen posible reducir el diámetro de la torre en estos puntos o emplear torres de distinto diámetro cuando la separación requiera tantos pisos que con una sola torre no baste.
En la practica la posibilidad de emplear vapor de baja presión a cualquier otro medio calefactor a menor temperatura en los hervidores intermedios no parece que sea suficiente incentivo para garantizar la instalación de hervidores intermedios en la mayor parte de casos, excepto en algunos pocos usuales. El incentivo de generar flujo intermedio en los procesos de destilación a baja temperatura sería más fuerte, pues el reflujo intermedio requerirá un menor nivel de refrigeración que el requerido en la cabeza.
Las reducciones de consumo de energía y el menor tamaño de equipo en destilación binaria y multicomponente han sido discutidas también por Pratt (1 967) y Timmers (1 969).
3.3.2 Destilación Multicomponente: Secuencia de Columnas
Para un grado de separación dado entre las mismas cantidades de una pareja de componentes clave, el consumo neto de trabajo de una destilación multicomponente es mayo que la de una destilación binaria por dos rezones:
1. Los componentes no clave deben circular por la columna, ocupando una parte de las corrientes de líquido y vapor. Por ello parte de la energía calorífica que circula por la columna se empleará para hacer hervir, condensar y suministrar calor sensible a estos componentes no clave sin ningún provecho en la relación de reflujo efectiva para la separación de los componentes clave.
2. La presencia de componentes ligeros no clave baja la temperatura de cabeza de la columna, y así mismo los componentes no clave pesados elevan la temperatura del fondo de la columna. Como resultado, la gama de temperaturas entre las que la energía calorífica se degrada, se vuelve más amplia.
Cuando una mezcla de un conjunto de componentes ha de separarse en barios productos mediante dos a más columnas de destilación en serie es importante seleccionar la mejo r secuencia de columnas de destilación. Por ejemplo, si ha de separarse una mezcla de tres componentes A, B y C en tres productos
UAM-I Eduardo F. Reyes Sánchez
relativamente puros, son posibles dos secuencias. En una, A puede separarse de B y C en una primera columna, y B puede entonces separarse de C en una segunda columna. En otra secuencia, C puede separarse de A y B en la primera columna y A puede separarse de B en la segunda.
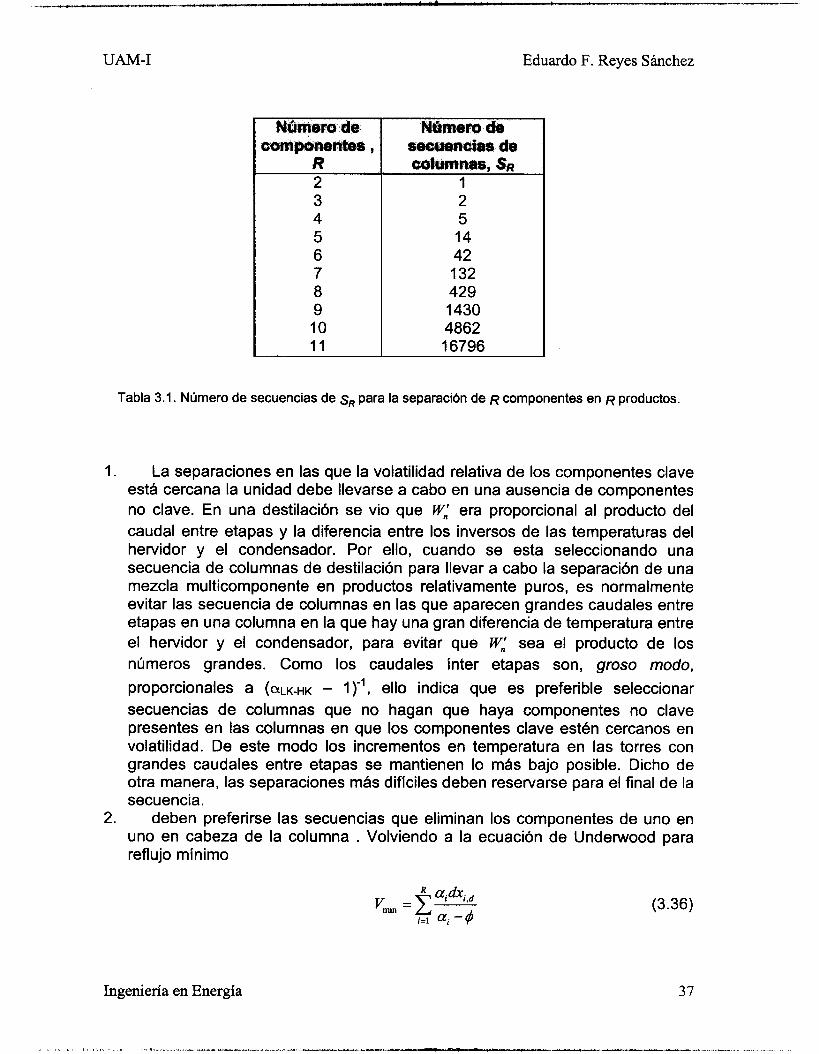
En el caso general, se han de separar R componentes en R productos en R-I columnas de destilación, cada una de las cuales recibe una Única alimentación y produciendo dos productos. Si se designa el número de posibles secuencias distintas de columnas para la separación de R componentes por SR, se puede desarrollar una relación de recurrencia con la que se obtiene SR como función de R. La primera columna en la que entra la alimentación sacará j componentes por cabeza y, por tanto, R-j componentes en el residuo. Habrá ahora Sj secuencias por los que los j componentes de cabeza podrán ser separados en subsiguientes destilaciones. De modo similar habrá SR^ secuencias por lo que los componentes de cola podrán separarse. Así el número de distintas secuencias de columnas que separan a R componentes sacando j componentes por cabeza en la primera columna es (Sj)(S/+.j). Teniendo en cuenta ahora todas las posibles separaciones que podrían llevarse a cabo en la primera columna de la secuencia se tiene:
R-1
(3.35) j=i
Partiendo del hecho conocido de que Sf = 1 (para contar las secuencias en las que se aísla un componente en la primera columna) y Sp = i, se pueden generar los valores de SR mostrados en la tabla 3.1 a partir de la ecuación (3.35) (Heaven, 1069). El número de posibles secuencias de columnas crece rápidamente con el número de componentes y productos.
Normalmente no es posible examinar todas las secuencias de columnas posibles cuando se diseña una secuencia de columnas de destilación. Una buena política de seleccionar los dos o tres esquemas de secuencias más posibles mediante un conjunto de reglas heuristicas o reglas empíricas. Esta heurística está presente en la mayor parte de consideraciones de consumo de energía. Examinando los esquemas de secuencias Óptimas para la separación de varias mezclas multicomponentes, Heaven (1 969) ha identificado cuatro reglas generales para la selección de secuencias, que se describen a continuación:
UAM-I Eduardo F. Reyes Sánchez
2 3 4 5 6 7 8 9 10 1 1
1 2 5 14 42 132 429 1430 4862 16796
Tabla 3.1. Número de secuencias de sR para la separación de R Componentes en R productos.
1. La separaciones en las que la volatilidad relativa de los componentes clave está cercana la unidad debe llevarse a cabo en una ausencia de componentes no clave. En una destilación se vio que Wnf era proporcional al producto del caudal entre etapas y la diferencia entre los inversos de las temperaturas del hervidor y el condensador. Por ello, cuando se esta seleccionando una secuencia de columnas de destilación para llevar a cabo la separación de una mezcla multicomponente en productos relativamente puros, es normalmente evitar las secuencia de columnas en las que aparecen grandes caudales entre etapas en una columna en la que hay una gran diferencia de temperatura entre el hervidor y el condensador, para evitar que Wnf sea el producto de los números grandes. Como los caudales ínter etapas son, groso modo, proporcionales a (CYLK-HK - I)-’, ello indica que es preferible seleccionar secuencias de columnas que no hagan que haya componentes no clave presentes en las columnas en que los componentes clave estén cercanos en volatilidad. De este modo los incrementos en temperatura en las torres con grandes caudales entre etapas se mantienen lo más bajo posible. Dicho de otra manera, las separaciones más difíciles deben reservarse para el final de la secuencia.
deben preferirse las secuencias que eliminan los componentes de uno en uno en cabeza de la columna . Volviendo a la ecuación de Underwood para reflujo mínimo
2.
(3.36)

UAM-I Eduardo F. Reyes Sánchez
se ve que añadiendo componentes no clave a la cabeza de la columna necesariamente se aumenta el caudal mínimo de vapor entre etapas requerido. El caudal de vapor es proporcional tanto al caudal de calor en el condensador como al caudal de calor en el hervidor. Despreciando el efecto de la alimentación parcialmente vaporizados, es entonces ventajoso tener el menor número posible de componentes en el destilado de una columna, pues así será posible que el caudal de vapor sea lo más bajo posible. Esta vía de razonamiento conduce a la secuencia directa de columnas mostrada en la figura 3.10 para la separación de mezclas multicomponentes. Los componentes van saliendo como productos de cabeza, una cada vez, por orden decreciente de volatilidades. Cuando alguno de los componentes tiene que ser separado tiene punto d ebullición por debajo dela temperatura ambiente, alguna de las columnas deberá trabajar a presión y/o emplear un refrigerante como medio enfriador del condensador. La secuencia de torres indicada en la figura 3.7 evita la presencia de diluyentes ligeros en cualquiera de las cabezas, y por tanto de las condiciones de presión o refrigeración menos severas posible en las torres posteriores a la primera. Por otro lado, este esquema de orientación hace que las temperaturas delos hervidores sean lo más altas posibles, en promedio, lo cual hace que se tengan medios calefactores a mayores temperaturas. esto no es normalmente un problema. De todos modos.
-D
B
I I
I
-B
BCDEF CDEF
D
DEF EF
-D
E 4
Figura 3.7. Secuencia "directa" de columnas de destilación para la separación de una mezcla multicomponente.
Ingeniería en Energía 38
I * < * u " .* k L ..-I*LIyLI". 1 L -

UAM-I Eduardo F. Reyes Sánchez
3. Deben preferirse las secuencias que dan una división de la alimentación en destilado y residuo lo más cercano posible a la equimolalidad. El caudal de reflujo por cabeza y el caudal de vapor del hervidor no pueden ajustarse independientemente en una destilación en la que estén especificados el caudal de destilado y el de residuo. Fijando el caudal de reflujo se fija el caudal de vapor ascendente. Sí el caudal molar de destilado es mucho menor que el caudal molar de residuo, el valor de UV en la zona de enriquecimiento estará mucho más cercano de la unidad que el valor de V7L' de la sección de agotamiento. En tal caso la sección de enriquecimiento es muy probable que trabaje a una razón de reflujo mucho mayor que la necesaria para la separación, las fuerzas impulsoras de temperatura y composición serán elevadas y la operación en la zona de enriquecimiento será altamente irreversible termodinámicamente. Si el residuo producido es sustancialmente menor que el destilado producido el razonamiento se invierte y la sección de agotamiento sería las irreversible termodinámicamente. Cuando los caudales de cabeza y de cola son aproximadamente los mismos, las relaciones de reflujo en las secciones de encima y debajo de la alimentación están mejor balanceadas y la operación será más reversible. Como resultado la energía requerida para la separación (Vapor o refrigeración) será menor.
4. Deben reservarse para el final de la secuencia la separaciones que requieran recuperaciones de fracciones altamente especificadas. La elevadas purezas de los productos no necesitan elevadas razones de reflujo, pero si un mayor número de etapas. Por ello una separación particular de componentes clave que requieran fracciones de recuperación muy elevadas de estos componentes en sus respectivos productos requerirán un gran número de etapas sin que las necesidades de reflujo sean mayores. Si hay un componentes no clave presentes cuando se realiza esta separación, el diámetro de la columna necesaria será mayor, y las etapas adicionales requeridas para proporcionar las elevadas purezas de producto serán también de gran diámetro. Por ello se tendrá la ventaja de reducir el tamaño del equipo si se reservan las separaciones con purezas muy estrictas o fracciones de recuperación muy elevadas y se dejan para el final de la secuencia de columnas de destilación multicomponentes.
Estas cuatro regla para hallar el orden de las columnas frecuentemente están en contradicción unas con otras, y una regla de una secuencia de columnas determinada y otra regla de otra secuencia. En cualquier situación real de diseño es probable que sea necesario examinar diversas secuencias para ver cual de estas reglas es la dominante. El valor real de las reglas radica en reducir el número de secuencias alternativas lógicas que deben ser examinadas, puesto que un gran número de secuencias posibles no habrán sido favorecidas en grado sustancial por ninguna de las etapas.
Ingeniería en Energía 39
UAM-I Eduardo F. Reyes Sánchez
3.3.3 Eficiencia de suministro y Eliminación de Calor
el análisis del consumo neto presentado asta ahora para procesos en los que la energía era el agente separador ha supuesto que el calor se añadía y se eliminaba reversiblemente. Para una destilación esto requeriría que el medio calefactor del hervidor y el refrigerante del condensador tenga una diferencia de temperaturas igual a la que exista entre los puntos de ebullición del residuo y el destilado. Si los productos no son bastante puros, sería necesario que el calor se suministrara o se eliminara en toda una gama de temperaturas que correspondieran a las gamas de puntos de ebullición de productos, para conseguir que el proceso fuera reversible.
A pesar de la mayor degradación de la energía normalmente se emplea vapor y agua fría a causa de que son servicios más baratos y mas abundantes en las plantas. Por otro lado, en la mayor parte de destilaciones a baja temperatura es mucho más importante conservar el nivel de temperatura de la energía calorífica y aumentar la eficiencia termodinámica del suministro y eliminación de calor de modo que el consumo neto de trabajo se mantenga lo más bajo posible.
La evaporación en múltiple efecto emplea el calor latente del vapor generado en una y otra vez, y reduce el consumo de energía de un proceso de evaporación en proporción inversa al número de efectos empleado. El empleo del principio de múltiple efecto es posible cuando la diferencia de temperatura entre la fuente de calor y el suministro de calor es sustancialmente menor que la diferencia real de temperaturas entre la fuente y el sumidero de calor es el incremento de punto de ebullición debido al soluto no volátil de la solución, pero la diferencia de temperaturas disponible es normalmente la existente entre el vapor y el agua de refrigeración, que es mucho mayor.
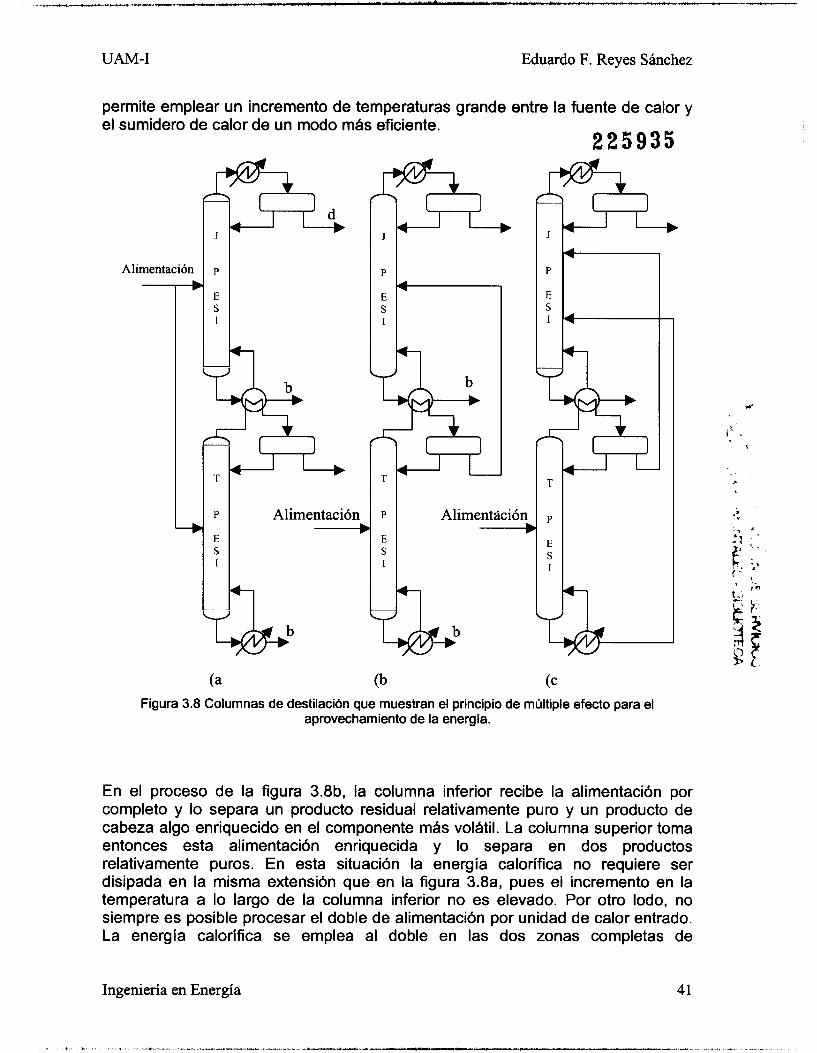
La figura 3.8 a, b y c ilustra tres caminos por los que el principio de múltiple efecto puede ser empleado para hacer que sea más eficaz el suministro de energía a una columna de destilación y la que se elimina de la misma (Robinson y Gilliland, 1950). En los tres casos hay dos columnas de destilación, con el hervidor de una y el condensador de otra combinados en un intercambiador de calor Único. La columna inferior en cada caso opera a presión más elevada que la columna superior. Se escogen las presiones de modo que la temperatura de condensación de la corriente de cabeza de la columna inferior sea mayor que la temperatura de ebullición de la corriente de fondo de la columna superior. De este modo el vapor generado en el hervidor de la columna inferior se emplea totalmente en ambas col u m n as.
En la figura 3.8a las columnas superior e inferior tienen funciones idénticas; ambas separan la misma alimentación en dos productos relativamente puros. La única diferencia radica en las presiones de las columnas. El consumo neto de trabajo en el interior de la columna de destilación por mol de alimentación es el mismo (la mitad de energía, el doble de degradación), pero el proceso de la figura 3.8a
UAM-I Eduardo F. Reyes Sánchez
permite emplear un incremento de temperaturas grande entre la fuente de calor y el sumidero de calor de un modo más eficiente.
2 2 5 9 3 5
__
J
P
E S 1
- r
-
J
P
E S I
Alimentación -D
-D
'I 7 h
-L
T
__
T
P
E S I
.- r
411 4
ti
L
T
P
E S I
Alimentación I P Alimentación ___) - I s
I I 'I L 7
Figura 3.8 Columnas de destilación que muestran el principio de múltiple efecto para el aprovechamiento de la energía.
En el proceso de la figura 3.8b, la columna inferior recibe la alimentación por completo y lo separa un producto residual relativamente puro y un producto de cabeza algo enriquecido en el componente más volátil. La columna superior toma entonces esta alimentación enriquecida y lo separa en dos productos relativamente puros. En esta situación la energía calorífica no requiere ser disipada en la misma extensión que en la figura 3.8a, pues el incremento en la temperatura a lo largo de la columna inferior no es elevado. Por otro lodo, no siempre es posible procesar el doble de alimentación por unidad de calor entrado. La energía calorífica se emplea al doble en las dos zonas completas de
Ingeniería en Energía 41
u r n - I Eduardo F. Reyes Sánchez
agotamiento de las columnas, pero la purificación final del destilado se consigue al mismo tiempo empleando sólo vapor. Tal disipación presenta unas características potenciales bastante buenas, puesto que siempre se ha ido viendo que el fluido entre etapas cerca de la composición del equilibrio es normalmente mayor que el caudal entre etapas en as composiciones más cercanas a los productos. La porción del destilado con composiciones más cercanas a las del destilado, en la figura 3.8b opera con menos caudales totales entre etapas que el resto de la destilación, pero requiere así mismo menores caudales entre etapas.
Se puede también diseñar una operación que es la inversa de la mostrada en la figura 3.8b. La columna inferior podría preparar un destilado relativamente puro y unos residuos algo empobrecidos en componente más volátil. Estos residuos podrían alimentarse a la columna superior donde serían separados en productos relativamente puros. En tal caso, la parte de destilación más cercana a la composición de los residuos tendría suficiente con menores caudales totales entre etapas que el resto de la destilación, lo cual siempre sería un aspecto positivo.
Othmer (1936) sugirió una configuración con dos torres similar a la de la figura 3.8b, pero sin sección de rectificación en la columna inferior y sin reflujo en la columna superior.
La figura 3 . 8 ~ muestra una situación en la que la columna inferior obtiene dos productos que están sólo un poco enriquecidos en sus componentes, y en la que ambos productos de la columna inferior se alimentan, en los puntos apropiados, la columna superior, que obtiene productos relativamente puros. En este esquema el rango de temperaturas de la columna inferior es aún menor, y el gradiente de degradación de la energía calorífica es aún menor que en los otros esquemas. El vapor generado se emplea dos veces en las partes de destilación con composiciones cercanas a las composiciones de los productos. Aquí los caudales entre etapas, tanto en las zona de enriquecimiento como en la de agotamiento, son mayores para las composiciones que requieren caudales mayores para reflujo mínimo, y la operación puede ser todavía más reversible.
La figura 3.9 muestra otro diseño para un suministro de energía más eficiente. El vapor de cabeza de una columna de destilación se comprime a una presión para la que la temperatura de condensación sea mayor que el punto de ebullición de los residuos. El calor de condensación de la cabeza puede emplearse entonces como fuente de calor para hacer hervir el residuo. El reflujo debe pasar por un dispositivo de expansión (una válvula de expansión isoentálpica en la figura 3.9) en su camino hacia la columna. En esta expansión se tomará algún vapor, y se recirculará a través del compresor causando que la corriente de vapor de cabeza se vea algo incrementada con respecto a la corriente de cabeza de un condensador normal. Se requiere algún enfriador secundario normalmente, debido al vapor adicional formado en la expansión y debido a que la compresión recalienta el vapor.
Ingeniería en Energía 42
, I . * *,.- .. I ~" - "LII --"--. _.I_. - ---
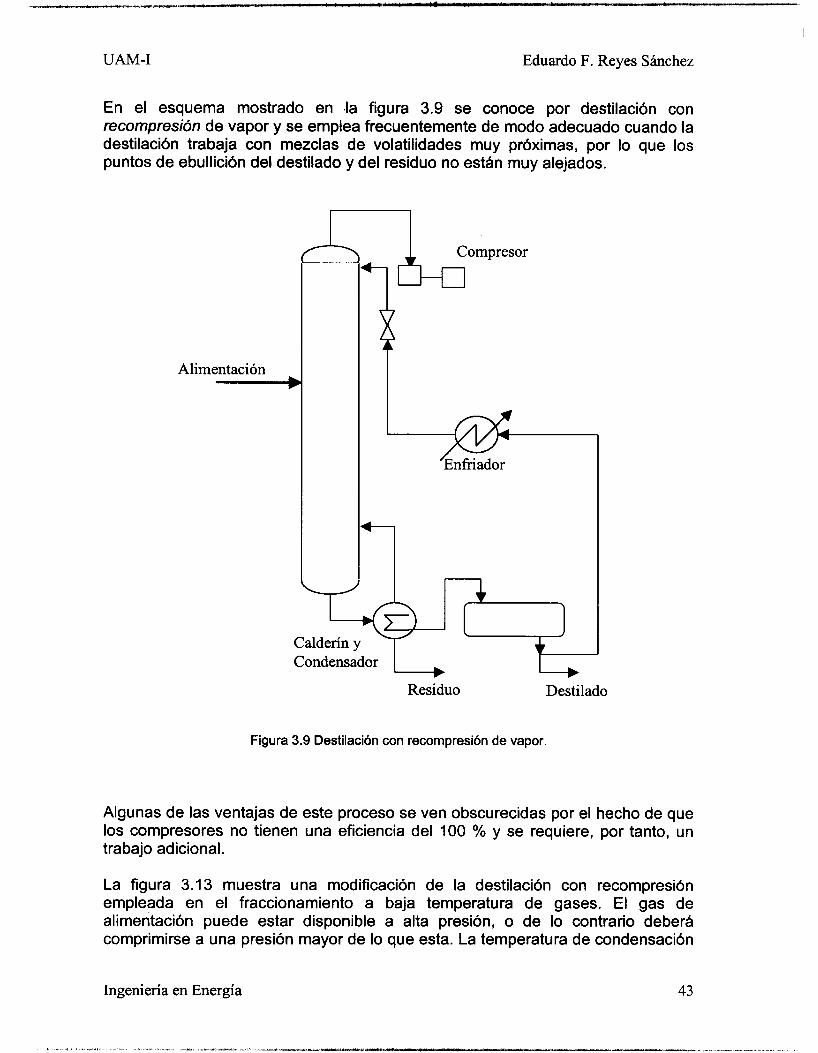
u r n - I Eduardo F. Reyes Sánchez
En el esquema mostrado en .la figura 3.9 se conoce por destilación con recompresión de vapor y se emplea frecuentemente de modo adecuado cuando la destilación trabaja con mezclas de volatilidades muy próximas, por lo que los puntos de ebullición del destilado y del residuo no están muy alejados.
Alimentación -
Condensador Calderín y
Residuo Destilado
Figura 3.9 Destilación con recompresión de vapor
Algunas de las ventajas de este proceso se ven obscurecidas por el hecho de que los compresores no tienen una eficiencia del 100 % y se requiere, por tanto, un trabajo adicional.
La figura 3.13 muestra una modificación de la destilación con recompresión empleada en el fraccionamiento a baja temperatura de gases. El gas de alimentación puede estar disponible a alta presión, o de lo contrario deberá comprimirse a una presión mayor de lo que esta. La temperatura de condensación
Ingeniería en Energía 43

' ' ' ."-
UAM-I Eduardo F. Reyes Sánchez
del gas de alimentación puede ser entonces lo suficientemente alta como para que puede emplearse este gas de alimentación puede ser entonces lo suficientemente alta como para que puede emplearse éste gas de alimentación como medio para dar calor a la columna de destilación, que trabaja a una presión inferior. La alimentación pierde calor sensible y puede condensar parcialmente en el hervidor.
La figura 3.14 muestra una de las aplicaciones industriales que hacen uso de los principios desarrollados en las figuras 3.1 1, 3.12 y 3.13. La doble columna Linde, mostrada en la figura 3.14 se emplea comúnmente para el fraccionamiento del aire en oxigeno y nitrógeno. Es una doble columna dispuesta de modo que la columna de baja presión esta situada físicamente encima de la columna de alta presión. Según el principio de múltiple efecto, el condensador de la columna de alta presión es el hervidor de la columna de baja presión. La columna de alta presión sigue la variante de la figura 3.11b, en la que el destilado es relativamente puro, pero el residuo está sólo parcialmente enriquecido en el componente menos volátil (oxigeno). La alimentación de la columna de alta presión es aire a una presión bastante elevada; por ello esta alimentación puede emplearse como medio calefactor de la caldera, según el esquema de la figura 3.13. Otra característica es que el nitrógeno líquido destilado de la columna de alta presión no se toma como producto, sino que se emplea a continuación como reflujo de la columna de baja presión. Debido a que en el aire hay más nitrógeno que oxigeno y debido a que en muchos caso el nitrógeno producido es un subproducto que puede estar en forma gaseosa, no requiere ninguna otra fuente de enfriamiento de cabeza. Esto es una ventaja muy importante.
Se han desarrollado variantes mas elaboradas de la doble columna Linde y diversos autores han dado descripciones y análisis de los procesos de fraccionamiento de aire (Bliss y Dodge, 1949; Ruhemann, 1949; Scott, 1959; Latimer, 1967).
-
Otro ejemplo del empleo industrial de las técnicas de las técnicas de aumentar la eficiencia del suministro y eliminación de calor es la sección de fraccionamiento de las plantas para la fabricación de etileno propileno. Se siguen dos grandes esquemas de separación en la práctica. Hay proceso de alta presión en la que la secuencia es normalmente la indicada en la que la alimentación de la columna
presión emplea normalmente propano y etileno en los circuitos de refrigeración, que son capaces de proporcionar enfriamiento del orden de -1 50 OF. Los procesos de baja presión emplean un circuito de refrigeración de metano además de los circuitos de etileno y propano. Como consecuencia, el proceso a baja presión puede llegar a enfriamientos a mucha menor temperatura y por esto se emplean presiones inferiores en las torres.
desmetanizadora se lleva a 500 Ib/pulg Y de presión absoluta. Un proceso de alta
En la secuencia de destilación a baja presión, normalmente la torre desmetanizadora. Ello se debe a que la alimentación del desmetanizador debe ser enfriado a mucha menor temperatura en el proceso a baja presión, y es preferible
UAM-I Eduardo F. Reyes Sánchez
enfriar sólo la parte de la alimentación total que sea absolutamente imprescindible que legue a la temperatura muy baja para su destilación.
Ruhemann y Charlesworth (1966) dan un diagrama de flujo de la disposición del desmetanizador y del fraccionado de Cz de un proceso actual a baja presión. Se muestra en la figura 3.15. La alimentación que entra en la torre desetanizadora consiste en el hidrógeno, metano, etileno y etano, a presión de 180 lb/pu1g2 de presión absoluta. Siguiendo la disposición mostrada en la figura 3.13, esta alimentación pasa a través de los hervidores del desmetanizador y de una de la dos torres de fraccionamiento de Cp. La alimentación es la única fuente de calor para el desmetanizador, y suministra parte de calor del hervidor del segundo fraccionamiento de C2. La refrigeración añadida esta disponible en el gas de cola (hidrógeno y metano) que abandona el proceso, de que puede reducirse su presión hasta cerca de la atmosférica. El gas de cola enfría la alimentación, algo más en un tanque separador. En la alimentación, en estas condiciones, existen tanto la fase gas como la fase líquida. El gas contiene casi todo el hidrógeno, algo de metano y casi no contiene etileno.; por ello no requiere se fraccionado. El líquido que proviene del separador contiene parte del metano y casi todo el etileno y etano; se le reduce su presión y se alimenta a la torre desmetanizadora, que trabaja a 75 Ib/pulg2 de presión absoluta. El vapor de cabeza del desmetanizador es básicamente metano puro que entra al circuito de refrigeración con metano directamente. En el circuito de refrigeración con metano este vapor se comprime y licua en un condensador, enfriado por el circuito de refrigeración con etileno. Algo del metano líquido formado se devuelve como reflujo al desmetanizador, y el restante se emplea como enfriador previo de la alimentación. El empleo de una alimentación directa de vapor al compresor de refrigeración de metan, con retorno del líquido condensado de este compresor como reflujo representa una variante del esquema de recompresión de vapor mostrado en la figura 3.12.
Hay dos torres fraccionadas de C2, dispuestas según la secuencia de la figura 3.11. La torre de alta presión de un destilado relativamente puro (etileno) y un residuo algo enriquecido con etano. Este residuo se elimina del fraccionador de baja presión, donde se separa en productos relativamente puros. AI condensar la cabeza de la columna de alta presión se obtiene una parte del calor de la caldera de la columna de baja presión (principio de múltiple efecto). El destilado del etileno de la columna de baja presión se comprime y se emplea para dar calor para el hervidor de la columna de alta presión. Esta es una aplicación directa del principio de recompresión de vapor mostrado en la figura 3.12. El vapor de cabeza de columna d baja presión pasa a través de dos intercambiadores de caloren su camino hacia el compresor. Esto intercambiadores sirven para ayudar al enfriamiento del vapor comprimido y enfriar la corriente de reflujo hasta la baja presión del fraccionador antes de que la corriente de reflujo se expanda hasta la presión de la columna.

UAM-I Eduardo F. Reyes Sánchez
Capitulo 4
Análisis Energético de Columnas de Destilación Reactiva
4.1 Caso de estudio : Producción de MTBE
4.1 .I Introducción
La fase sólida de la gasolina ha estimulado la producción de Eter, como el MTBE (metil terbutil eter), TAME (ter amit metil éter) y otros (vease, Short, 1986; Unselman 1989). Mezclados en el poso de la gasolina los así llamados estimuladores del octano incrementan le número de octanaje de la gasolina y disminuye las emisiones de CO. En el presente, la capacidad de producción mundial de MTBE se ha incrementado bastantemente y es de esperarse que en 1993 se producirá 17 x 1 O6 toneladas a nivel mundial, lo cual es casi el doble de la capacidad de producción en 1990. El método de producción del MTBE más comúnmente usado se basa en la fase líquida de la reacción química entre metanol e isobuteno en un reactor de cama fija. La reacción mencionada es un ácido catalizado y la mayor parte del proceso de producción usa una resina de intercambio fuerte y un ión-ácido como catalizador. La reacción de catálisis entre el metanol y el isobuteno para que el MTBE tenga las siguientes características:
1. La reacción es exotérmica (H, = -37.7 Kjlmoi) y la conversión máxima se determina por el valor del equilibrio termodinámico.
2. La reacción es selectiva por el isobuteno es; decir, los otros butenos no son convertidos y casi ningún biproducto es formado.
3. El equilibrio vapor.líquido se comporta de una manera no ideal, es decir, se pueden obtener grandes coeficientes relativos de actividad. Sin embargo no ocurren separaciones de la fase líquida.
En un proceso convencional de producción de MTBE (véase, Anallot y otros 1987), el metanol, una mezcla de butenos y una corriente reciclada son alimentados a un reactor de cama fija consistente de una resina de intercambio fuerte de ácido. El flujo de producto neto de éste reactor consiste de metanol no convertido e isobuteno, de MTBE y otros butenos inertes los cuales son separados por extracción y destilación. El isobuteno que se obtiene de la columna de destilación y el metano que resulta de la columna de extracción son recirculados a la corriente de alimentación del reactor. En una unidad de destilación catalítica tanto la destilación como la
Ingeniería en Energía 46
UAM-I Eduardo F. Reyes Sánchez
reacción química ocurren simultáneamente en una columna de deposito o empaquetamiento (vea la figura 4. I ). Esta combinación ofrece ventajas potenciales superiores al sistema de destilación subsecuente y de cama fija mencionada anteriormente. Entre las ventajas se menciona lo siguiente. Uso del calor de la reacción para la separación del producto; un perfil de temperatura fácil de controlar en la sección catalítica, es decir, no se requiere enfriamiento y no hay presencia de puntos o zonas de calor; bajos costos de operación debido a las altas conversiones obtenidas (vease Kerlhof y otros 1991), ya que las limitaciones del equilibrio termodinámico son evitados gracias a la separación del producto; bajo costo de capital debido al poco equipo requerido.
Actualmente algunos procesos de destilación catalítica comerciales son operados utilizando una torre de destilación recubierta con un embalaje de fibra de vidrio en el cual es inyectado el catalizador (Lander y otros 1983). Otros tipos de empaquetamiento, como el de la resina ácida que se encuentra en un empaquetamiento estructurado (Degarmo y otros 1992) también pueden se r usados como un material adecuado.
La destilación reactiva es el tema de un número creciente de estudios teóricos y experimentales. También pueden ser considerados las siguientes aplicaciones de esta unidad de operación: Reacciones de hidrólisis (por ejemplo de eterificación y alquilación). La combinación de la reacción y la destilación en el proceso de un solo paso puede ser dificultada por un cierto número de interacciones complejas. Los estudios de simulación pueden ayudar a determinar la influencia de las reacciones de alimentación. La razón de reflujo y cantidad y la cantidad de catalizador en la reacción global y la pureza del producto, así como optimizar el funcionamiento de la columna. En lo que sigue los resultados serán presentados a partir de simulaciones de síntesis de MTBE en una cama fija y en una columna de destilación reactiva.
4.1.2 Química de las Reacciones
La reacción del metano1 con el isobutileno para producir MTBE se lleva a cabo en fase líquida en temperaturas no mayores de 100 "C en presencia de un catalizador de resina ácida sulfonada de intercambio iónico, este catalizador es el Amberlyst 15.
La reacción es exotérmica, por lo que no es necesario agregar calor para que la reacción se efectúe, sin embargo la carga deberá ser recalentada para evitar que la resina sufra alteraciones térmicas, disminuyendo la conversión y selectividad a MTBE.
La reacción principal que se lleva a cabo es la siguiente:
Ingeniería en Energía 47

UAM-I Eduardo F. Reyes Sánchez
CH, -$-CH, +- CH,OH - CH, -O-c(cH,), CH2
I so bu tileno Metanol Metil-Te rbu til-Eter
Las reacciones secundarias más importantes que pueden presentarse son.
cy3 cy3 q-4 2CH, = C - CH, - CH,-C-CH=C-CH, I
lsobutileno
cy3 CH, = C-CH, -I- H,O
lsobutileno Agua
2CH, -OH Metanol
CH, 2, 4, 4 Trimetil 2 Penteno
cy3 CH, -C-OH
I CH3
Terbutanol
CH,-O-CH,+H,O Éter Metílico Agua
El catalizador empleado en la reacción, debe ser tratado previamente entes de ser cargado, a la columna de destilación reactiva, siendo el tratamiento el siguiente:
a) Lavar con agua deionizada con una relación de seis volúmenes de agua por
b) Posteriormente lavar con metanol a una relación de dos volúmenes de volumen de catalizador.
metanol por volumen de catalizador.
Se debe tener mucho cuidado de que la resina no tenga contacto con agua no desionizada, ya que esta la desactivará debido a los cationes existentes en ella.
El volumen ocupado por la resina en el reactor será del 20-30 % volumen en base al volumen total de la carga o del 16 % peso en base al peso total de la carga; la cama catalítica ocupará un 75 % en volumen en base al volumen total del reactor. El catalizador se presenta en forma de perlas.

UAM-I Eduardo F. Reyes Sánchez
4.1.2 Descripción del Proceso
la obtención de Metil-Terbutil-Eter (MTBE) de alta pureza se lleva a cabo en la refinerías mediante el proceso de eterificación entre el metanol y el isobutileno.
La corriente que representan la alimentación a la planta son las siguientes:
O Butano-butilenos provenientes del domo de la torre T-101 de la planta “CK” de la misma refinería.
O Metanol, proveniente del Complejo Petroquímico Texmelucan.
La planta esta constituida por cuatro secciones que son:
a) Sección de secado. Esta sección consta de tres secadores en paralelo, donde a través de los cuales se elimina la humedad de las corrientes que van a ser sometidas a reacción (Butanos-butilenos y metanol).
b) Sección de Reacción. El efluente que sale de los secadores pasa a través de un intercambiador de calor con el fin de precalentar la carga que entra a la columna de destilación reactiva principal, donde la mayor parte de isobutileno reacciona con metanol.
c) Sección de recuperación para MTBE. Para esta sección se requiere Únicamente de una torre fraccionadora que separa al MTBE del refinado de Butanos-butilenos junto con el exceso de metanol existente, obteniéndose el producto de interés (MTBE) por el fondo. El efluente de MTBE precalienta la carga de alimentación a la torre enfriándose parcialmente para después enfriarse a la temperatura apropiada mediante agua y finalmente ser enviada a tanques de almacenamiento.
d) Sección de lavado del Refinado y Recuperación de Metanol. Esta sección incluye dos lavados de refinado con agua y un fraccionador para recuperar el metanol. El refinado con C4’s es lavado con agua para eliminar el metanol, luego es enviado a una columna empacada para eliminar el agua suspendida en los (24’s y posteriormente ser enviados a los tanques de almacenamiento de butenos. La mezcla metanol-agua proveniente del tanque lavador se envía a una columna la cual separa el agua y la envía después a un segundo lavador, después de haber pasado por un cambiador de calor y enfriado con agua con un intercambiador. En el segundo lavador es donde se eliminan las Últimas ppm del metanol que se arrastraron del primero. El metanol que sale por el domo de la columna es condensado y enviado al tanque de balance, donde se envía una parte como reflujo a la columna y otra parte como metanol de recirculación y se mezcla con metanol fresco antes de pasar al secador e iniciar nuevamente la reacción con la carga que contiene los isobutilenos.
Ingeniería en Energía 49

UAM-I Eduardo F. Reyes Sánchez
4.1.3 Efecto de las Variables de Operación o Modelos de Correlación
las principales variables de operación que afectan al proceso son: Temperatura Presión Especio Velocidad Relación Molar
Tern pe ratu ra La temperatura de operación del reactor, dentro de ciertas limitaciones determinará la conversión del isobutileno a MTBE. El rango normal de temperatura en el lecho catalítico del reactor es de 60-80 "C. La temperatura de entrada no debe ser mayor a los 90 "C con el fin de obtener una conversión satisfactoria del isobutileno. Asimismo, operando a la temperatura de 80 "C favorece la conversión y se evita la desulfonación del catalizador, con esto se obtiene un tiempo de vida útil más largo. En general se puede decir que al operar a temperaturas mayores de 100 "C, se provocaría desactivación del catalizador.
Presión La presión de operación es una variable importante para que se lleve a cabo la reacción ya que esta deberá efectuarse en fase líquida, por lo que la presión tendrá que ser la suficiente para mantener los reactantes en esta fase. El rango de presión de operación es de 10 - 25 Kg/cm2 man.
Especio Velocidad El espacio velocidad (LHSV) está definido como la relación de flujo de alimentación (m3/h) a volumen de catalizador cargado en la columna de destilación reactiva (m3)
m3 Flujo LHSV = -
Volumen m3
para la planta de MTBE en la primera etapa de reacción el intervalo de LHSV es de 3/5 - I O . Un LHSV menor a los indicados o mayor, en la primera etapa van a afectar directamente a la conversión del isobutileno a MTBE. A LHSV bajos, la reacción es reversible. La reversibilidad es favorecida por LHSV bajos, esto trae como consecuencia una menor conversión.
Relación Molar La relación molar metano1 a isobutileno es una variable importante ya que esta influye obteniendo mayores conversiones a relaciones molares arriba de la estequ iométrica.
Ingeniería en Energía 50

UAM-I Eduardo F. Reyes Sánchez
El intervalo de relación molar en la primera etapa de reacción es:
4.1.4 Descripción de la columna de Destilación reactiva
La simulación de la columna se realiza usando los modelos rigurosos de destilación RADFRAC del simulador APEN Plus. La cinética de la reacción es obtenida de la literatura (ver Rehfinger y Hoffman (1990)). El comportamiento del sistema es altamente no ideal, la cinética de la reacción es expresada en términos de actividades. Los parámetros binarios para el modelo UNICUAQ usados en la simulación fueron publicados por Rehfinger y Hoffman (1 990).
225935
La configuración de la columna utilizada para la simulación se muestra en la figura 4.1. el número total de etapas es 17, incluyendo como total al condensador y el calentador parcial o reboiler; la presión de la columna es 11 atm. Las etapas reactivas están localizadas a la mitad de la columna, de la etapa 4 hasta la etapa 1 1 (la numeración de las etapas de la columna son en orden decreciente). La columna tiene dos corrientes de alimentación: una alimentación de metanol y otra alimentación de una mezcla de butenos; unos pequeños excesos estequimétricos de metanol son usados.
La etapa de alimentación del metanol tiene una localización variable en la simulación, entre la etapa 2 y la etapa 16. la alimentación de la mezcla de butenos, en la etapa 11, que contiene una mezcla de isobutenos y n-butenos. Sobre la etapa en la zona reactiva se introducen 1000 kg de catalizador y la relación de reacción es calculada asumiendo un modelo seudohomogéneo. La relación de reflujo es igual a 7, y la relación de flujo en el fondo es 197 mol/s.

m - 7
u r n - I Eduardo F. Reyes Sánchez
Relación de Reflujo Alternativas de
f Rectificación Alimentación de Metano1
Líquido 215.5 molís
T=320 K p=ll atm
fracción molar: metanol: 1.0
Alimentación de Butenos Vapor
549 moVs T=350 K p=ll atm
fracción molar: is0 buteno: 03558
n buteno 0.6442
f Zona . de destilación reactiva
......... Zonade
- - Etapa 1 , 9
Calentador parcial
Etapa 17
r Flujo del fondo =
197 molís
Figura 4.1. Configuración de una columna de destilación reactiva y la especificación de sus alimentaciones.
Ingeniería en Energía 52

UAM-I Eduardo F. Reyes Sánchez
Análisis de Resultados.
La exergía en cada etapa de columna de destilación reactiva fue evaluada variando la posición de alimentación de metanol. Es conocido a partir de varios trabajos (Pérez- Cisneros et. al, 1997) que variando la alimentación de metanol es posible alcanzar diversos estados estacionarios. De hecho, se reconocen dos tipos de estados estacionarios: uno de alta conversión y otro de baja conversión. Sin embargo, a nivel experimental o planta no se han verificado estos estados.
La figura 4.2 muestra claramente que el proceso de destilación reactiva es altamente eficiente en uso de energía, esto es debido a la tendencia negativa de los valores de exergía o trabajo perdido mostrada en todas las etapas de las columnas, notándose que los valores positivos corresponden al condensador de la columna y al re-hervidor, siendo este último el más grande consumidor de energía. Estos resultados no son sorprendentes, ya que se sabe que la reacción para producir MTBE es exotérmica y contribuye al proceso de vaporización en cada etapa reactiva.
10 o
-5 o i ~
I
-20 o
.35 o
-50 o
-650 1
Exergía para diferentes etapas de Alimentación del MTBE WeX
-4
Ib
.-
Etapa
Figura 4.2 Muestra el Trabajo de exergía variando la etapa de alimentación.
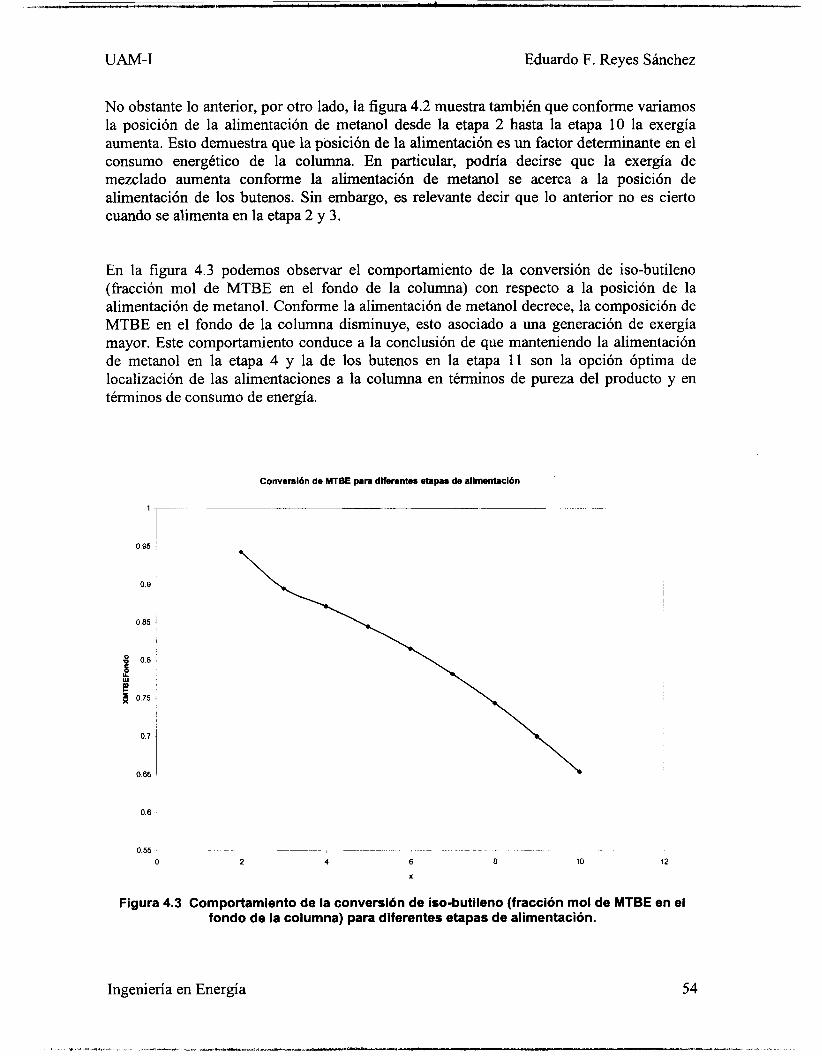
urn-I Eduardo F. Reyes Sánchez
07 -
0 % 1
No obstante lo anterior, por otro lado, la figura 4.2 muestra también que conforme variamos la posición de la alimentación de metanol desde la etapa 2 hasta la etapa 10 la exergía aumenta. Esto demuestra que la posición de la alimentación es un factor determinante en el consumo energético de la columna. En particular, podría decirse que la exergía de mezclado aumenta conforme la alimentación de metanol se acerca a la posición de alimentación de los butenos. Sin embargo, es relevante decir que lo anterior no es cierto cuando se alimenta en la etapa 2 y 3.
En la figura 4.3 podemos observar el comportamiento de la conversión de iso-butileno (fracción mol de MTBE en el fondo de la columna) con respecto a la posición de la alimentación de metanol. Conforme la alimentación de metanol decrece, la composición de MTBE en el fondo de la columna disminuye, esto asociado a una generación de exergía mayor. Este comportamiento conduce a la conclusión de que manteniendo la alimentación de metanol en la etapa 4 y la de los butenos en la etapa 1 1 son la opción óptima de localización de las alimentaciones a la columna en términos de pureza del producto y en términos de consumo de energía.
Conversión de MTBE para diferentes etapas de alimentación
- _______ 1 7 -
8 O8 s c U w
3 0 7 5
\
\ 0.6
o 55 - -~~ -
O 2 4 6 8 10 12
X
Figura 4.3 Comportamiento de la conversión de iso-butileno (fracción mol de MTBE en el fondo de la columna) para diferentes etapas de alimentación.
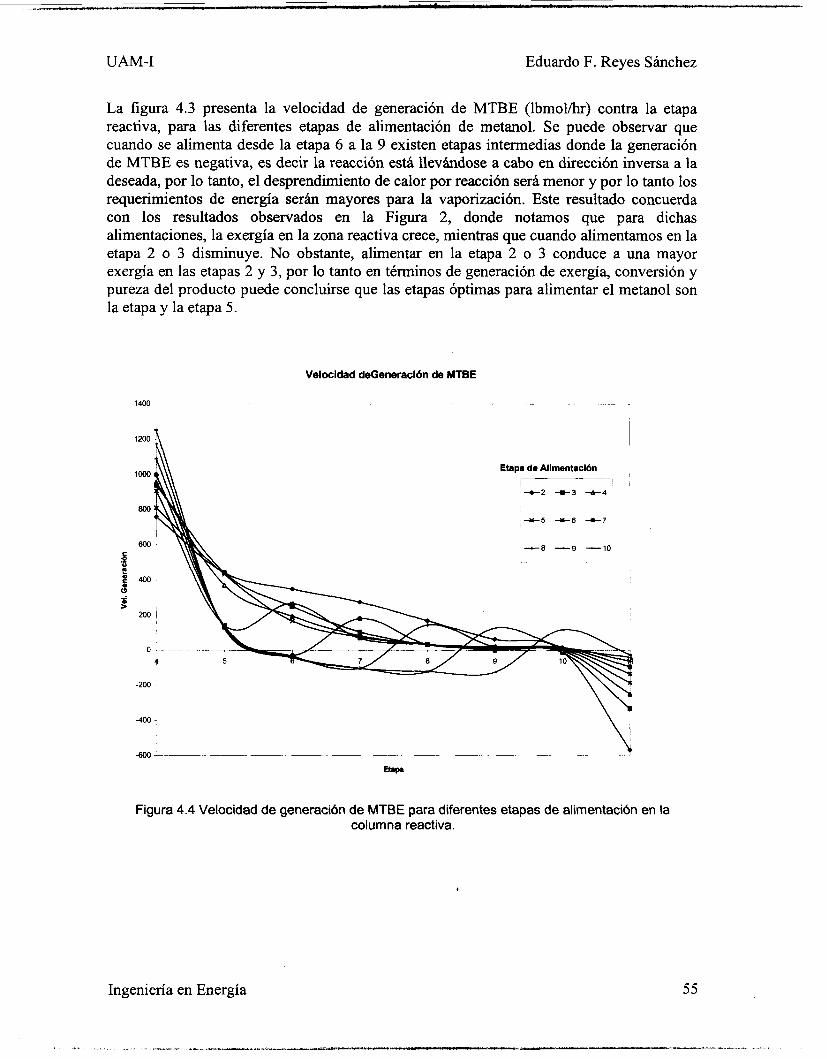
UAM-I Eduardo F. Reyes Sánchez
La figura 4.3 presenta la velocidad de generación de MTBE (1bmoVhr) contra la etapa reactiva, para las diferentes etapas de alimentación de metanol. Se puede observar que cuando se alimenta desde la etapa 6 a la 9 existen etapas intermedias donde la generación de MTBE es negativa, es decir la reacción está llevándose a cabo en dirección inversa a la deseada, por lo tanto, el desprendimiento de calor por reacción será menor y por lo tanto los requerimientos de energía serán mayores para la vaporización. Este resultado concuerda con los resultados observados en la Figura 2, donde notamos que para dichas alimentaciones, la exergía en la zona reactiva crece, mientras que cuando alimentamos en la etapa 2 o 3 disminuye. No obstante, alimentar en la etapa 2 o 3 conduce a una mayor exergía en las etapas 2 y 3, por lo tanto en términos de generación de exergía, conversión y pureza del producto puede concluirse que las etapas Óptimas para alimentar el metanol son la etapa y la etapa 5.
Velocidad deueneración de MTBE
~ ~~ ~
800
g
2 j 400
200 1
O
4
-200
400
+5 * 6 +7
'-8 -9 -10
U
Figura 4.4 Velocidad de generación de MTBE para diferentes etapas de alimentación en la columna reactiva.

UAM-I Eduardo F. Reyes Sánchez
CONCLUSIONES
Se ha realizado el análisis energético de una columna de destilación reactiva para la producción de MTBE. Dicho análisis se llevó a cabo a través del cálculo de la exergía en cada etapa. El cómputo de la exergía fue realizado con la ayuda del simulador comercial ASPEN-PLUS. Es claro que el proceso de destilación reactiva es altamente redituable en términos de consumo de energía cuando las reacciones son exotérmicas, esto es debido a que el calor de reacción ayuda al proceso de vaporización en cada etapa reactiva. Para el caso de estudio tratado, cabe decir que las etapas óptimas en términos de conversión y energía, para la alimentación de metano1 líquido son la etapa 4 o 5.
Es necesario realizar un estudio profundo de columnas en donde las reacciones son poco exotérmicas y determinar cuales serían las condiciones óptimas de operación para conseguir alta pureza y bajo consumo energético. Tal es el caso de las reacciones de esteri ficación.
Una vez más, es demostrado que el uso de simuladores de procesos es de gran valía para el estudio energético de los procesos.