Analisis mejoras metodos trabajo
77
ANALISIS Y MEJORAS DE METODOS DE TRABAJO
-
Upload
jaime-meneses -
Category
Documents
-
view
240 -
download
2
description
Â
Transcript of Analisis mejoras metodos trabajo

ANALISIS Y MEJORAS DE METODOS DE TRABAJO
Prof.: Fernando Espinosa F.









LA IMPORTANCIA DE LA PRODUCTIVIDAD.
Uno de los caminos para que un negocio o empresa pueda crecer y aumentar su rentabilidad (o sus utilidades) es aumentando su productividad.
Por incremento en la productividad se entiende el aumento en la producción por hora de trabajo. El instrumento fundamental que origina una mayor productividad es la utilización de métodos, el estudio de tiempos y un sistema de pago de salarios.

ALCANCE DE LA INGENIERÍA DE MÉTODOS Y DE ESTUDIO DE TIEMPOS.
El campo de estas actividades comprende el diseño, formulación y la selección de los mejores métodos, procesos, herramientas, equipos diversos y especialidades necesarias para manufacturar un producto.
El mejor método debe entonces compaginarse con las mejores técnicas o habilidades disponibles, a fin de lograr una eficiente interrelación humano-máquina.
Una vez que se ha establecido cabalmente un método, la responsabilidad de determinar el tiempo requerido para fabricar el producto queda dentro del alcance de este trabajo.

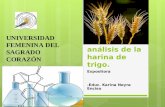
OPORTUNIDADES DE REALIZACIÓN DE ECONOMÍAS
Tiempo total de operación
en las condiciones
existentes o en
condiciones futuras
cuando no se utilizan la
ingeniería de métodos ni el
estudio de tiempos
Contenido total de trabajo
Tiempo infectivo
total
1
2
3
4
Contenido de trabajo mínimo del producto
Contenido de trabajo añadido por defectos en el diseño o en las especificaciones del producto, incluyendo las de material, geométricas y de tolerancias y de acabado.
Contenido de trabajo agregado por métodos ineficientes de fabricación u operación, incluyendo proceso de manufactura, preparación y herramental, condiciones de
trabajo, distribución de equipos en la planta y economía de movimientos
Tiempo adicional por deficiencias en dirección o administración, comprendiendo mala planeación,material defectuoso o inapropiado, mal control de inventarios de herramientas, programación y supervisión ineficientes y falta de instrucción y entrenamiento adecuados
Tiempo adicional por ineficiencias del trabajador, comprendiendo trabajo a ritmo menor que el normal y uso de márgenes excesivos
Meta de la ingeniería de métodos y el
estudio de tiempos
Oportunidades de economizar mediante la
aplicación de la
ingeniería de métodos y estudio
de tiempos

ESTUDIO DE LAS OPERACIONES Y DEL PROCESO

ESTUDIO DEL TRABAJO
Definir un tiempo adecuado (mediado por las características propias de la organización) para la ejecución de las operaciones, de acuerdo con la inter-relación equilibrada (sinergia) de los componentes es ésta. Permite establecer tiempos de producción para todo el sistema productivo.
Para desarrollar un centro de trabajo, se debe seguir un procedimiento sistemático:
• Obtención de los hechos.• Presentación de los hechos.• Efectuar un análisis.• Desarrollo del método ideal.• Presentación del método.• Implantación del método.• Desarrollo de un análisis de trabajo.• Establecimiento de estándares de tiempo. • Seguimiento del método.

UTILIDAD DE LA MEDICIÓN DEL TRABAJO
PLANEACIÓN, PROGRAMACIÓN Y CONTROL DE LA PRODUCCIÓN
CÁLCULO DEL TIEMPO TOTAL DE MANUFACTURA
CÁLCULO DE COSTOS DE MANUFACTURA
PLANEACIÓN Y PROGRAMACIÓN DE LA LOGÍSTICA DE MATERIALES
IDENTIFICACIÓN DE PUNTOS DE INEFICIENCIA
EVALUACIÓN DEL DESEMPEÑO
PLAN DE INCENTIVOS

INCONVENIENTES DE LA MEDICIÓN DEL TRABAJO
NO TIENE BASES CIENTÍFICAS
LOS RESULTADOS PARTICULARES NO TIENEN APLICACIÓN UNIVERSAL
TIENE UN ALTO COMPONENTE DE SUBJETIVIDAD
SU EJECUCIÓN ES COSTOSA
LOS TIEMPOS ESTÁNDAR DEBEN CORREGIRSE CON REGULARIDAD
GENERA FRICCIONES ENTRE LOS EMPLEADOS Y LA DIRECCIÓN

¿QUE ES UN ESTANDAR DE TIEMPO?
De acuerdo con su definición, es “el tiempo requerido para elaborar un producto en una estación de trabajo con las tres condiciones siguientes:
Un operador calificado y bien capacitado. Que trabaja a una velocidad o ritmo normal. Hace una tarea específica.
El analista de estudios de tiempo tiene varias técnicas que se utilizan para establecer un estándar:
el estudio cronométrico de tiempos, datos estándares, datos de los movimientos fundamentales, muestreo del trabajo y,estimaciones basadas en datos históricos.
Obsérvese que el establecer valores de tiempo es un paso en el procedimiento sistemático de desarrollar nuevos centros de trabajo y mejorar los métodos existentes en centros de trabajos actuales.

IMPORTANCIA Y USOS DE LOS ESTUDIO DE TIEMPO
Determinar el número de máquinas herramientas que hay que adquirir.
Determinar el número de personas de producción que hay que contratar.
Determinar los costos de manufactura y los precios de venta.
Programar máquinas, operaciones y personas para hacer el trabajo y entregarlo a tiempo, usando menos inventarios.
Determinar el balanceo de líneas de ensamble, la velocidad de la cinta transportadora, cargar las celdas de trabajo con la cantidad adecuada de trabajo y equilibrarlas.
Determinar el rendimiento de los trabajadores e identificar las operaciones que tienen problemas y ser corregidas.
Pagar incentivos por rendimiento extraordinario por equipo o individual.
Evaluar ideas de reducción de costos y escoger el método más económico con base en un análisis de costos y no en opiniones.
Evaluar las nuevas adquisiciones de equipo a fin de justificar su gasto.
Elaborar presupuestos del personal de operación para medir el rendimiento de la gerencia.

TECNICAS DE LA MEDICIÓN DEL TRABAJO
(Method Time Measurement)
(MODular Arrangement of Predetermines Times Estándar)

SISTEMAS DE ESTÁNDARES DE TIEMPO PREDETERMINADOS.
Cuando durante la fase de planeación de un programa de desarrollo de un producto nuevo se requiere un estándar de tiempo, se utiliza la técnica PTSS (Sistema de estándares de tiempo predeterminado).
Se diseñará la estación de trabajo para cada uno de los pasos del plan de manufactura del producto nuevo:
diseñará cada estación de trabajo,
establecerá un patrón de movimientos,
medirá cada movimiento y le asignará un valor de tiempo.

ELEMENTOS BÁSICOS DE LOS TIEMPOS PREDETERMINADOS
Transportar vacío.
Buscar
Seleccionar
Tomar.
Transportar cargado
Preubicar
Colocar
Ensamblar
Soltar la carga
Usar
Sujetar
Inspeccionar
Retraso evitable
Retraso inevitable
Planear
Descansar para recuperar de la fatiga


El patrón de movimientos es el plano para el PTSS. Cada línea de un patrón es bien un alcance o un movimiento.
Estaciones más grandes pueden valerse de movimientos corporales.
Al terminar un alcance se tienen las sujeciones, que se muestrancomo puntos más grandes en el patrón de movimientos.
Al terminar un movimiento hay alineaciones/posiciones, liberaciones y a veces otra sujeción. También estos se muestran como puntos grandes en el patrón de movimientos.
Las líneas y puntos forman la secuencia de los movimientos necesarios para llevar a cabo el trabajo. Cuando a cada movimiento se le asigna un tiempo, al final se tiene un estándar de tiempo.

SIMBOLOGIA PTSSAlcanzar: RMover: MSujeción de contacto: GSujeción de componente grande: G1Sujeción de componente pequeño: G2Sujeción de componente pequeño: G3Volver a sujetar: G4Liberación: RLAlineación y posición: APAlineación y posición: AP1 (con tolerancia de menos de ½”)Alineación y posición: AP2 (con tolerancia de 1/32”)Alineación y posición: AP3 (con tolerancia de 1/64”)Fuerza estática: SFFijación de la vista: EFRecorrido del ojo: ETMovimiento del pié: FMAgacharse: B y enderezarse: ABGirar en pié: T1 y en ambos T2Sentarse y pararse: STCaminar: WF (en metros), WP (en pasos)


ESTUDIO DE TIEMPO CON CRONÓMETRO
Es la técnica más común para establecer los estándares de tiempo en el área de manufactura, por ser la que tiene base científica.
Las descripciones matemáticas de los dos métodos se expresan en base 100 y base 60 respectivamente, de modo que 15 segundos es igual a 0,25 minutos.
Los cronómetros miden desde centésimas de minuto a milésimas de minuto en cronómetros digitales.
Además el estudio de tiempos puede apoyarse cámaras de video digital con cronómetro incorporado



FUNCIONES DE LOS ESTUDIOS DE TIEMPO
La tarea correspondiente es descompuesta en movimientos básicos, y cada elemento es medido con un cronómetro.
En seguida, el tiempo promedio de varios ciclos es calculado y ajustado para la velocidad y habilidad o tasa de ejecución (TE) del trabajador que es objeto del estudio.
Finalmente, se aplica un factor de concesión (FC) para necesidades personales, retrasos inevitables y fatiga.

RESUMEN LOS CÁLCULOS

MUESTREO DEL TRABAJO
Se puede observar a las personas durante su trabajo y se llega aconclusiones:
“todas las veces que lo veo está trabajando, o
“nunca está trabajando”,o
“algo intermedio”
El muestreo del trabajo se divide en tres técnicas:Estudio de razones o proporciones elementales.
Estudio de muestreo del desempeño.
Estudios de establecimiento de estándares de tiempo.

ESTUDIO DE RAZONES O PROPORCIONES ELEMENTALES
La tarea principal del trabajador (la que hace la mayor parte del tiempo) define el título de su puesto.
Pero muchas otras actividades (productivas e improductivas) también ocupan tiempo.
Cada unidad debe ser medida y comparada con el tiempo total.
Esta es la razón entre los elementos.
Un estudio de razones elementales determinará cual es el porcentaje del tiempo que requiere cada elemento del trabajo.


Por ejemplo:
MUESTREO DEL TRABAJO
MONTACARGAS
MARTES, 28/01/07 TOTAL %
40% transporte cargando
72 37.5
40% transporte vacío
63 32,8
20% ocioso 57 29,7
Total 192 100
¿Esta bien lo que se presuponía?
¿Se puede reducir el tiempo ocioso?
¿Porqué es tan alto el transporte vacío?
¿Porqué?, ¿Porqué?......

ESTUDIO PARA EL ESTABLECIMIENTO DE ESTÁNDARES DE TIEMPO
Elemento número
Descripción del trabajo Número de observaciones
Relación en %
Horas
1 Montador ejes y poleas 20000 40 1536
2 Soldador 5000 10 384
3 Electricista 2500 5 192
4 Reparación de máquinas 8500 17 653
5 Carpintero 2000 4 154
6 Caminar 4000 8 307
7 Alejado 3000 6 230
8 Ocioso 5000 10 384
Total 50000 100 3840
Horas: las horas totales para el estudio de un mes se tomaron de las nóminas (3840 horas)

ESTUDIO PARA EL ESTABLECIMIENTO DE ESTÁNDARES DE TIEMPO
Elemento número
Descripción del trabajo Horas Orden de trabajo
Horas por orden de trabajo
Más 15%
825 2,14
0,93
1,47
13,65
5,90
475
150
55
30
Orden de trabajo por
hora
1 Montador ejes y poleas 1536 1,86 0,47
2 Soldador 384 0,81 1,08
3 Electricista 192 1,28 0,68
4 Reparación de máquinas 653 11,87 0,07
5 Carpintero 154 5,13 0,17
Sólo los tiempo productivos tienen tiempos estándares

TECNICAS PARA EL DISEÑO DE METODOS
Antes de estudiar trabajos concretos, el analista debe examinar el flujo general del producto por las instalaciones.
En el caso de un producto que se va a manufacturar, se divide en sus partes y se estudia la secuencia de manufactura de los componentes y la secuencia de ensamble de éstos, el sub-ensamble, el producto terminado y el empaque de salida.

FORMULA DE REDUCCION DE COSTOS
No es una fórmula matemática, sino una forma (procedimiento) para pensar como reducir los costos.
Haga estas preguntas
Para cada Buscar estos resultados
Por qué Operación Eliminar
Qué Transporte Combinar
Cuándo Almacenamiento
Quién
Dónde Inspección Redireccionar
Cómo Retardo Simplificar
¿Puedo eliminar este paso?
¿Puedo combinar este paso con otro u otros?
¿Puedo reorganizar los pasos para hacer el flujo más breve o uniforme?
¿Puedo simplificar el paso?

DIAGRAMAS DE FLUJO
El diagrama de flujo muestra el camino recorrido por un componente de la recepción, a los almacenes, la fabricación, el subensamble, el ensamble final, el empaque final y el embarque.
Cada trayectoria se traza sobre al disposición física de la planta.
El diagrama revelará problemas como:Trafico cruzado.Regresos.Recorrido en distancia.Procedimiento.



DIAGRAMA DE OPERACIONES
El diagrama de operaciones tiene un circulo por cada operación requerida para fabricar cada uno de los componentes, para armar el ensamble final y para empacar el producto terminado.
Están incluidos todos los pasos de la producción, todas las tareas y todos los componentes.
Los diagramas de operaciones muestran la introducción de las materias primas en la parte superior del diagrama, sobre una línea horizontal.


El analista no debe considerar nada como cosa ya sabida. Debe hacer estas y otras preguntas pertinentes acerca de todas las fases del proceso, y luego proceder a reunir la información necesaria para contestar adecuadamente todas las preguntas, de modo que pueda introducirse una mejor manera de hacer el trabajo.
La interrogante ¿Por qué? sugiere de inmediato otras como ¿Cuál?, ¿Cómo?, ¿Quién?, ¿Donde?, y ¿Cuando? Por tanto, el analista podría preguntar:
Por qué
1. ¿Cuál es la finalidad de la operación?
2. ¿Cómo podría efectuarse mejor la operación?.
3. ¿Quién la podría realizar mejor?
4.- ¿Donde podría ejecutarse a más bajo costo la operación?.
5.- ¿Cuándo debe llevarse a cabo la operación para que el manejo de materiales sea el mínimo?.


DIAGRAMA DE PROCESOS
El diagrama de procesos muestra todo el manejo, inspección, operaciones, almacenaje y retrasos que ocurren con cada componente conforme se mueve por la planta del departamento de recepción al embarque.
Se emplean símbolos convencionales para describir los pasos del proceso

Para eliminar o reducir al mínimo los tiempos de retraso y almacenamiento a fin de mejorar las entregas a los clientes, así como para reducir costos, el analista debe considerar estas preguntas de comprobación al estudiar el trabajo:
¿Con qué frecuencia no se entrega la cantidad completa de material a la operación?¿Qué se puede hacer para programar la llegada de materiales con objeto de que lleguen en cantidades más regulares?¿Cuál es el tamaño más eficiente de lote o cantidad de piezas de fabricación?¿Cómo pueden reorganizarse los programas para que se tengan ciclos o períodos de tiempo más cortos?¿Cuál es la mejor sucesión o secuencia de programación de los pedidos teniendo en cuenta el tipo de operación, las herramientas requeridas, colores, etc.?¿Cómo se pueden agrupar las operaciones de grupos semejantes de manera que puedan efectuarse al mismo tiempo?¿Cuánto pueden reducirse con una programación mejorada los tiempos muertos y el tiempo extra de trabajo?¿A qué se deben las operaciones de mantenimiento de emergencia y los pedidos urgentes?¿Cuánto tiempo de almacenamiento y retraso se pueden ahorrar estableciendo horarios más regulares al trabajar ciertos productos en determinados días?¿Qué programas alternos pueden idearse para utilizar los materiales con mayor eficiencia?


ESTUDIOS DE MOVIMIENTOS: DISEÑO DE LA ESTACIÓN DE TRABAJO
La forma más económica de entrar en producción es la mejor regla para el punto de partida, y la forma más económica significa justo eso: máquinas, equipos y estaciones de trabajo más sencillas.
Cualquier mejora de este método más económico deberá estar justificada por los ahorros.

Estación de trabajo de ensamble simple de abrazaderas.

La siguiente información debe incluirse en el diseño:Mesa de trabajo.
Materiales de llegada (perno, abrazadera, arandela y tuercas; debe considerarse empaque y cantidad).
Material de salida (producto terminado).
Espacio y acceso del operador al equipo.
Ubicación de desperdicios y rechazos.
Dispositivos y herramientas.
Escala del dibujo.

Operación de máquina.

PRINCIPIOS DE ECONOMIA DE MOVIMIENTOS

Diseñe estaciones de trabajo para fomentar los patrones de movimiento de tipo especular (espejo)

Alcance normal y alcance máximo

Localización de piezas y herramientas

Liberar las manos tanto como pueda

Altura adecuada de trabajo


Los trastornos músculo-esqueléticos relacionados con el trabajo son:• La causa principal de incapacidad de las personas en sus años productivos• Ocasionada por exposición crónica a estas tensiones físicas:
- agarrar con fuerza excesiva- levantar carga- inclinarse- torcer el cuerpo- arrodillarse- ponerse en cuclillas- soportar vibraciones producidas por el equipo

El campo de operación de las manos.
Flexión y extensión del tobillo, ángulo máximo 60°, ángulo más cómodo de 25 a 30°



ELIMINACIÓN DEL DESPERDICIO
Desperdicio (basura) es todo el resto de la cantidad mínima de equipamiento, materiales, partes, espacio y tiempo del operario,los cuales son absolutamente necesarios para agregar valor al producto
Los siete desperdicios:Desperdicio por sobre producción.
Desperdicio por tiempos de espera.
Desperdicio por transportes.
Desperdicio en el procesamiento.
Desperdicio en el inventario.
Desperdicio de movimientos.
Desperdicio por productos defectuosos.

SIMPLIFICAR, COMBINAR Y ELIMINAR
Simplificar: uso de códigos de colores es uno de los métodos más sencillos para reducir confusiones en el montaje.

Simplificar: en una operación de maquinado, un operador descuidadamente puede errar colocando las partes en una dirección equivocada.

Combinar: moviendo las máquinas mas cercanas y combinando el trabajo, un operador puede manejar ambas máquinas y producir lo mismo.

Simplificar: uso de un carril especialmente diseñado para remover la herramienta anterior con la nueva. Este método elimina tres pasos de la operación y reduce la puesta en marcha en un tiempo significativo.

Combinar: con este arreglo, la fuerza para levantar, la cual en sí no agrega valor al producto, es ahora combinada con el trabajo de la mano metálica. Como este aparato fue diseñado para alcanzar la parte estampada antes que la herramienta alcance su punto más alto en su carrera, se obtiene una capacidad adicional de estampado.

Combinar: la nueva herramienta es precalentada usando el calor disponible de la máquina. Este método ahorra tiempo porque la herramienta es calentada antes de ser colocada en la máquina y no necesita ajustes.

Eliminar: estandarización para eliminar los tiempo de ajustes y puestas en marcha. La misma idea puede ser aplicada en otras áreas tales como eliminar ajustes horizontales proveyendo de puntas localizadoras o estandarización de la cabezas de las tuercas.


DISCIPLINAS BÁSICAS
La organización de la bodega y del lugar de trabajo deben ser primordiales al momento de mejorar el entorno.
Un lugar para cada cosa y cada cosa en su lugar.
Esta actividad debe ser uno de los primeros pasos en el mejoramiento de las operaciones de la fábrica.

Un lugar para cada cosa y cada cosa en su lugar.

Un lugar para cada cosa y cada cosa en su lugar.
¿Qué es?, Porqué está aquí?, ¿A cuál unidad pertenece?, ¿Cuándo fue desechado?

Un lugar para cada cosa y cada cosa en su lugar.

Un lugar para cada cosa y cada cosa en su lugar.