Anexo 1 layout de Planta - … · layout de proceso continuo se aplica a la transformación y...
7
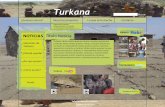
1 ANEXO 1 Layout o distribuciones en Planta de producción 1. Layout Jop shop o funcional o Bajo pedido El Job Shop (Figura A1) agrupa por secciones equipos que cumplen funciones similares. Características • La variedad de formas y tamaños a producir es muy amplia (figura A10, máquina estándar y convencional) • Se manejan tamaños de lote pequeños (figura A10, máquina estándar y convencional) • Las máquinas son flexibles (de propósito general) • El layout de planta es funcional, es decir, no hay recorridos de producto definidos, sino que se éstos se configuran de acuerdo a cada pieza en particular y su consecuente planificación requerida (Figura A2). Figura A1. Esquema básico de una planta con layout job shop Ventajas • Mejor utilización de máquinas. • Se requieren menos costes de inversión (máquinas propósito general) • Aumento de la flexibilidad.
Transcript of Anexo 1 layout de Planta - … · layout de proceso continuo se aplica a la transformación y...

1
ANEXO 1
Layout o distribuciones en Planta de producción
1. Layout Jop shop o funcional o Bajo pedido
El Job Shop (Figura A1) agrupa por secciones equipos que cumplen funciones
similares.
Características
• La variedad de formas y tamaños a producir es muy amplia (figura A10,
máquina estándar y convencional)
• Se manejan tamaños de lote pequeños (figura A10, máquina estándar y
convencional)
• Las máquinas son flexibles (de propósito general)
• El layout de planta es funcional, es decir, no hay recorridos de producto
definidos, sino que se éstos se configuran de acuerdo a cada pieza en particular y
su consecuente planificación requerida (Figura A2).
Figura A1. Esquema básico de una planta con layout job shop
Ventajas
• Mejor utilización de máquinas.
• Se requieren menos costes de inversión (máquinas propósito general)
• Aumento de la flexibilidad.

2
Figura A2. Posibles recorridos de una pieza en una empresa con layout job shop
Desventajas
• Líneas de flujo mayores, por lo tanto el manejo de materiales más caro.
• La planificación de la producción y el sistema de control son complejos (ver
figura A2).
• Tiempos de producción mayores.
• Aumento del WIP (Work In Process)
• Requiere operarios y supervisores polivalentes y expertos, es decir, de amplia
experiencia y conocimiento.
2. Layout Flow shop o por producto
El Flow shop se caracteriza por que los equipos se disponen en líneas de flujo, en orden
a fabricar un tipo de producto o bien en particular (figuras A3 y A4). La flexibilidad
disminuye frente al Job Shop pero aumenta el tamaño de lote a producir (figura A10).
Se aplica en fábricas o talleres donde las variedades no son muy amplias pero los
tamaños de lote son moderadamente altos, como por ejemplo fabricación de
automóviles, autopartes, productos metalmecánicos en serie. En Flow shop cada
operario se especializa en una tarea en particular (figura A4).

3
Figura A3. Esquema básico de una planta con layout Flow shop
Figura A3. Especialización de tareas en una planta con layout flow shop
Ventajas
• Flujo lógico y suave
• Disminución del WIP
• Disminución del tiempo de producción (Lead time)
• Líneas de flujo menores, por lo tanto precisa menor manejo de materiales
• No precisa operarios polivalentes y expertos sino de operarios especializados
• La planificación de la producción y sistemas de control más simples
• Requiere supervisión especializada y no polivalente
Desventajas
• El daño de una máquina implica la parada de la línea ***
• Un cambio en el producto implica grandes alteraciones de la planta
• El ciclo de producción está determinado por las máquinas o procesos “cuello de
botella”
• Requiere mayores inversiones en maquinaria, ya que las máquinas son más
especializadas y regularmente de mayor productividad.

4
3. Layout de producto Fijo o por proyecto
El producto permanece fijo y las máquinas y personas se acercan a él. Ejemplos:
astilleros (barcos y submarinos), fábricas de aviones (figura A5).
Figura A5. Esquema básico de layout de fabricación por proyecto
Ventajas
• Mínimo movimiento de materiales.
• Continuidad de operaciones, por lo tanto las responsabilidades son reducidas.
• Muy alta flexibilidad
• Centros de producción independientes
Desventajas
• Implica gran movimiento de equipos y personal.
• Elevada duplicación de equipos
• Requiere Supervisión general
• Muy bajas tasas de utilización de los equipos.
• Sólo se debe implementar cuando sea estrictamente necesario.
4. Proceso continuo
Los layout anteriormente vistos, se aplican en la producción de productos discretos. El
layout de proceso continuo se aplica a la transformación y producción de productos a
granel. Desde el punto de vista de arquitectura, ventajas y desventajas se asemeja al
layout Flow Shop (figura A6). Tiene un campo de aplicación específico para material a
granel (azúcar, cemento) o fluidos industria petroquímica, cerveza).

5
Figura A6. Esquema básico de layout de fabricación de proceso continuo
5. Layout de Sistemas de Manufactura Flexible
Se agrupan maquinas diferentes pero que procesan productos similares, trabajando en
centros ó células de trabajo (figura A7). En su concepción y planificación se hace uso
intensivo de la Tecnología de grupos (Group technology GT).
Figura A7. Esquema básico de layout de fabricación de manufactura flexible
Atendiendo la figura A7, se aprecian unas estructuras en forma de U en negrilla,
llamadas células de manufactura, las cuales son desglosadas en la figura A8. En la
figura A8 se aprecian al menos dos máquinas CNC, sistemas de traslado automático de

6
piezas entre estaciones, sistemas de almacenamiento temporal (buffer), una terminal de
computadora para programar y controlar la celda y finalmente un supervisor.
Figura A8. Esquema básico de una célula de manufactura flexible
En un sistema de manufactura flexible, la fabricación de un determinado producto
puede implicar el proceso de una pieza verde en uno o varios subconjuntos (figura A7)
y en una o varias células de manufactura. Después que el producto ingrese a una
determinada célula se comporta como un flow shop, mientras que el hecho de pasar por
uno o varios subconjuntos se entendería como job shop.
Ventajas
• Se incrementa la utilización de las máquinas.
• Es un compromiso entre el Job Shop y Flow Shop. Suma las ventajas de ambos.
• Equipos de propósito general.
• Suaviza las líneas de flujo

7
Desventajas
• Requiere supervisión general.
• Requiere mayores niveles de especialización de operarios
• Puede ser necesario almacenamiento para el WIP.
• Menores tasas de utilización de máquina que en el layout. Job Shop
Figura A10. Tipos de sistemas de manufactura
Es conveniente comentar que en las empresas nacionales e internacionales existen
empresas que manejan layout de planta híbridos, como por ejemplo combinación de Job
shop con Flow shop, proceso continuo con Flow shop, Flow shop con manufactura
flexible, etc.