
Aplicación buenas practicas de manufactura empresa precocidos pao
64
APLICACIÓN BUENAS PRACTICAS DE MANUFACTURA EMPRESA PRECOCIDOS PAO-PAO ELECTIVA I PRESENTADO POR: PAOLA SUÁREZ RONALD PALACIOS ANDRES CACERES PRESENTADO A: ING. YADIRA PARADA UNIVERSIDAD FRANCISCO DE PAULA SANTANDER FACULTAD DE CIENCIAS AGRARIAS Y DEL AMBIENTE CUCUTA 2011
-
Upload
paola-suarez -
Category
Business
-
view
2.540 -
download
1
Transcript of Aplicación buenas practicas de manufactura empresa precocidos pao

APLICACIÓN BUENAS PRACTICAS DE MANUFACTURA EMPRESA PRECOCIDOS PAO-PAO
ELECTIVA I
PRESENTADO POR:
PAOLA SUÁREZ
RONALD PALACIOS
ANDRES CACERES
PRESENTADO A:
ING. YADIRA PARADA
UNIVERSIDAD FRANCISCO DE PAULA SANTANDER
FACULTAD DE CIENCIAS AGRARIAS Y DEL AMBIENTE
CUCUTA
2011

INTRODUCCION
La importancia de la aplicación de las buenas Prácticas de manufactura nos lleva hoy en
día, a evaluar todos los aspectos que pueden garantizar la inocuidad en un producto o
proceso, por la tanto en este trabajo encontraremos 1. Una evaluación de la empresa,
llevada a cabo mediante un perfil sanitario. 2. La grafica de perfil sanitario. 3. Un flujo
grama de procesos. 4. Los programas de limpieza y desinfección; y el programa de
residuos sólidos.
Como futuros ingenieros agroindustriales tenemos el deber de aprender las Buenas
Prácticas De Manufactura para futuras aplicaciones y evaluaciones en la industria
alimentaria y no alimentaria.
La empresa Pre cocidos Pao-Pao en la cual se le va aplicar las Buenas Prácticas De
Manufactura, es una empresa pequeña norte santandereana, tiene aproximadamente 13
años en el mercado local y regional, distribuyen sus productos en los principales
supermercados de cadena y supermercados pequeños locales, como punto y fama, o
merkagusto. Sus mercados se están abriendo a ciudades grandes como Bucaramanga en
el cual tienen su distribución en supermercados de cadena tales como el éxito o Carrefour.
Se concluye determinado que el objetivo principal de este trabajo es aprender aplicando,
Las Buenas Prácticas De Manufactura.

1. FLUJO GRAMA DE AREA DE PRODUCCION
RECEPCION/DESPACHO
ALMACENAMIENTODE MP
CAFETERIA
BAÑO
AREA DE REFRIGERACION PRODUCTO YA FINALIZADO
EMPACADO
LAVADO EMPANADAS Y PASTELES
AMASADO/COCCION
GAS
AGUA
AREA ADMINISTRATIVA
MOLIDO DEL MAIZ
1
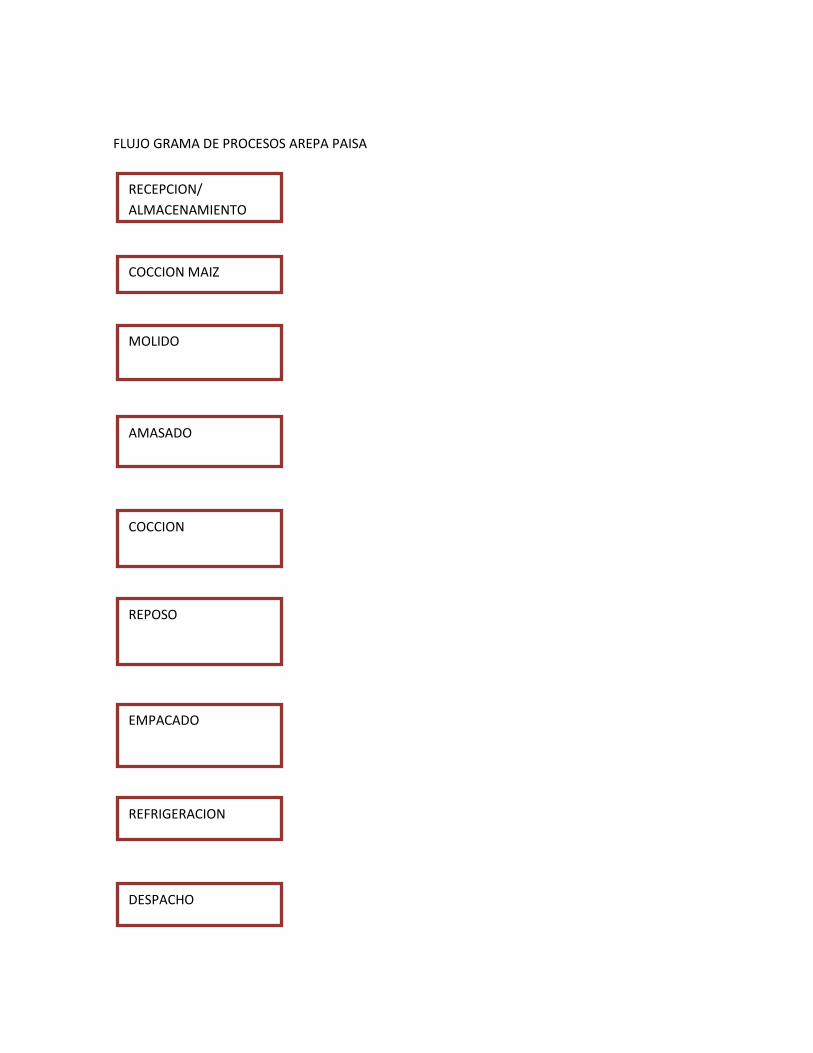
FLUJO GRAMA DE PROCESOS AREPA PAISA
RECEPCION/
ALMACENAMIENTO
COCCION MAIZ
MOLIDO
AMASADO
COCCION
REPOSO
EMPACADO
REFRIGERACION
DESPACHO


DESCRIPCION
Recepción de la MP x
Inspección MP X
Almacenamiento x
Cocción X
Enfriamiento x x
Molienda X
Amasado X
Moldeado X
Asado X
Enfriamiento X x
Inspección x
Empacado X
Embalaje X
Refrigeración X
Despacho x
Comercialización x
Empresa: Pre cocidos Pao-Pao
Productividad: 300 arepas tipo paisas todos los días
1. RECEPCION DE MATERIA PRIMA
Se almacena el maíz que es comprado a un distribuidor en el Zulia, la Mantequilla la traen de
Bucaramanga, y el resto de insumos se compran en la charcutería la cuarta en la ciudad de Cúcuta.
2. COCCION
Se cocina por cada 2 Kg de maíz 50 g de cal muerta (hidróxido de cal) para quitarle la cascara, este
proceso se llama nixtamalización
3. MAIZ MOLIDO
Se muele el maíz ya sin cascara después del proceso de nixtamalización, y se forma una masa con
la cual se elaboran las arepas
4. AMASADO Y FORMA
Se le da consistencia a la masa y se separan en porciones para la elaboración de cada arepa, cada
operario debe procesar entre 40 y 60 Kg
5. COCCION
DIAGRAMA DE FLUJO DE
OPERACIONES

Se asan las arepas, en planchas
6. REPOSO
Se colocan las arepas en unas rejillas con el fin de que bajen por lo menos 10° a la T° ambiente que
se presente en el área de producción la cual es de 40° C
7. EMPACADO
Se marcan los empaques con fecha de elaboración, fecha de vencimiento y lote.
8. REFRIGERACION
Se almacenan en refrigeradores, y en estos están clasificados según los productos, por ejemplo
arepa Paisa, arepa ocañera, arepa santandereana
9. DISTRIBUCION Y DESPACHO
En esta área no se tiene determinado un número exacto de salida del producto, ya que el
producto sale debido a la demanda, generalmente los miércoles sale hacia Bucaramanga para ser
comercializado en almacenes de cadena. Y en la ciudad de Cúcuta cada dos días para ser
comercializado en almacenes de cadena pero según demanda.

PROGRAMAS PRE- REQUISITOS

PROGRAMA DE LIMPIEZA Y DESINFECCION

OBJETIVO
Indicar métodos de limpieza y desinfección para toda el área de producción y así mantener en
óptimas condiciones de aseo e inocuidad y sanidad, evitando la proliferación de microorganismos,
y contaminación que puedan afectar el producto.
ALCANCES Y AMBITO DE APLICACIÓN
Los procedimientos a describir se deben realizar en todo el área de producción, en las bodegas de
materia prima, en área de despacho, área de refrigeración, área de empacado. Al igual se debe
aplicar a todos los utensilios y equipos que interfieren y se encuentran en el área de producción
tales como refrigeradores, mesas, estibas de enfriamiento, estufas, molinos. A la vez techos,
paredes, pisos, lavamanos, y todo el personal manipulador o que entre al área de producción.
DEFINICIONES
LIMPIEZA
Conjunto de operaciones fisicoquímicas que permiten remover y eliminar la suciedad, o material
ajeno al área a limpiar, visible o microscópico, material orgánico o inorgánico de una superficie.
SUCIEDAD
Conjunto de materiales e impurezas que pueden contaminar el producto a elaborar.
OPERACIÓN
Es el procedimiento a realizar
REMOVER
Retirar o mover los materiales (suciedad) adherida a los equipos, utensilios o área de producción
tales como paredes, suelos, mesas, etc., con la ayuda de un utensilio de limpieza.
UTENSILIOS DE LIMPIEZA
Son los utilizados para llevar a cabo los procedimientos u operaciones de limpieza tales como:
escoba, esponja, cepillo, trapero.
AGENTE LIMPIADOR
Es la sustancia utilizada para remover o eliminar de manera química un material contaminante o
suciedad.
BARRER
Utilizar la escoba para remover todo material contaminante en suelos.
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACION, ANDRES CACERES
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-LD00 PAGINA: 1 DE
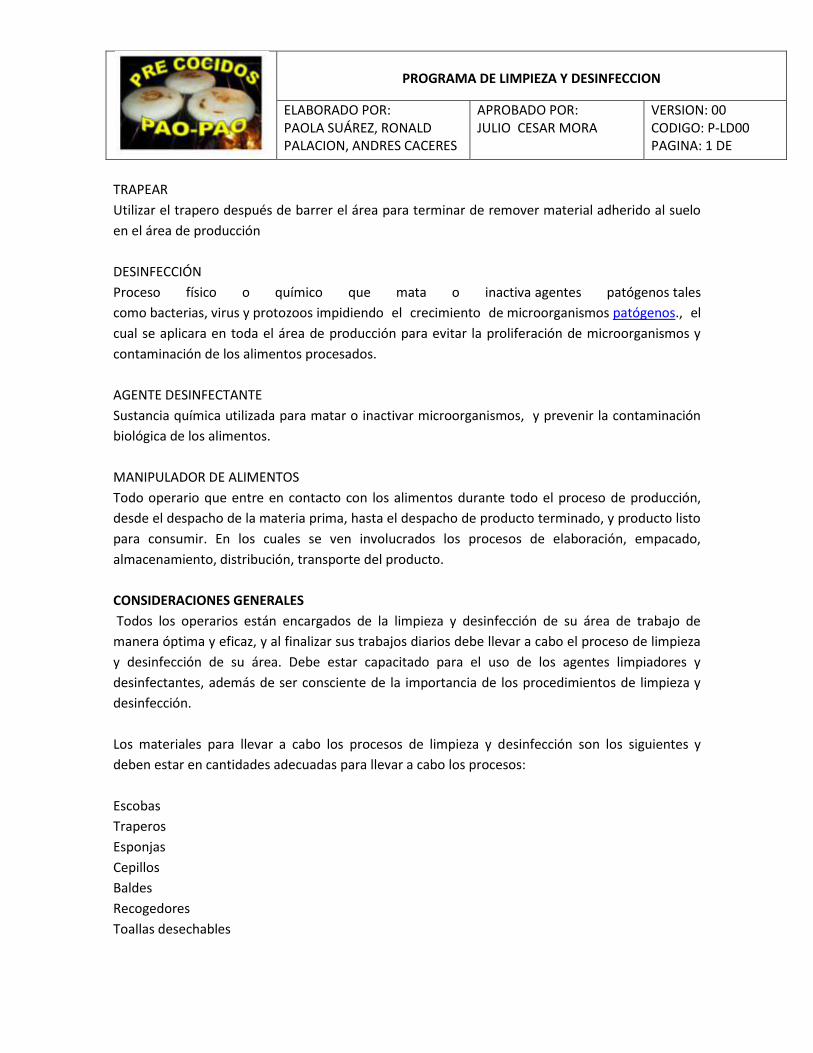
TRAPEAR
Utilizar el trapero después de barrer el área para terminar de remover material adherido al suelo
en el área de producción
DESINFECCIÓN
Proceso físico o químico que mata o inactiva agentes patógenos tales
como bacterias, virus y protozoos impidiendo el crecimiento de microorganismos patógenos., el
cual se aplicara en toda el área de producción para evitar la proliferación de microorganismos y
contaminación de los alimentos procesados.
AGENTE DESINFECTANTE
Sustancia química utilizada para matar o inactivar microorganismos, y prevenir la contaminación
biológica de los alimentos.
MANIPULADOR DE ALIMENTOS
Todo operario que entre en contacto con los alimentos durante todo el proceso de producción,
desde el despacho de la materia prima, hasta el despacho de producto terminado, y producto listo
para consumir. En los cuales se ven involucrados los procesos de elaboración, empacado,
almacenamiento, distribución, transporte del producto.
CONSIDERACIONES GENERALES
Todos los operarios están encargados de la limpieza y desinfección de su área de trabajo de
manera óptima y eficaz, y al finalizar sus trabajos diarios debe llevar a cabo el proceso de limpieza
y desinfección de su área. Debe estar capacitado para el uso de los agentes limpiadores y
desinfectantes, además de ser consciente de la importancia de los procedimientos de limpieza y
desinfección.
Los materiales para llevar a cabo los procesos de limpieza y desinfección son los siguientes y
deben estar en cantidades adecuadas para llevar a cabo los procesos:
Escobas
Traperos
Esponjas
Cepillos
Baldes
Recogedores
Toallas desechables
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACION, ANDRES CACERES
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-LD00 PAGINA: 1 DE

Los procesos de limpieza y desinfección lo elaborara cada operario al terminar su trabajo en su
área de trabajo lo que abarca los molinos, área de amasado, estufas, estibas de enfriamiento,
canastas de transporte, mesa de empacado, etc.
Los utensilios, tales como escobas, cepillos, traperos, etc., como los detergentes y desinfectantes
deberán estar almacenados en estantes separados a donde se almacenan los alimentos.
Cada mes se rotara el desinfectante para evitar la que los microorganismos que se puedan
proliferar en el área de producción creen defensas contra los desinfectantes utilizados.
El lavamanos debe contar siempre con material necesario para la desinfección del personal
manipulador, tales como: jabón liquido, toallas de papel.
RESPONSABILIDADES
OPERARIO
Se encargara de mantener limpia su área de trabajo. Al terminar su jornada deberá limpiar y
desinfectar su área de trabajo, de los equipos y utensilios utilizados.
JEFE DE PRODUCCIÓN
Verificar que se realicen diariamente los procesos de limpieza y desinfección
Tomar las medidas necesarias para corregir algún error
Llevar registrado diariamente lo realizado para cumplir este programa de limpieza y desinfección
AREAS INVOLUCRADAS
Las zonas o áreas en las cuales se llevara a cabo el programa de limpieza y desinfección serán los
siguientes:
1. ZONA DE RECEPCION DE MATERIA PRIMA
Esta área abarca desde las puertas, el piso, las paredes, ventanas, techo.
2. BODEGA DE ALMACENAMIENTO
Esta área abarca los estantes, estibas, piso, techo, paredes.
3. ÁREA DE PRODUCCIÓN
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACION, ANDRES CACERES
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-LD00 PAGINA: 1 DE

Abarca las paredes, techo, lavadero, ventanas, puertas, utensilios y equipos tales como estufas,
estibas de enfriamiento, mesas de trabajo, molinos, ollas, tazas medidoras.
ÁREA DE PRODUCTO TERMINADO Y DESPACHO
Paredes, puertas, ventanas, techo, piso, refrigeradores, canastas de transporte, cavas de icopor.
AGENTES DE LIMPIEZA
Agua
Agentes físicos como cepillos, esponjas, escobas, traperos.
AGENTES DE DESINFECCION
PRODUCTO DOSIS PREPARACION APLICACIÓN
GERMIDERMO Pequeña cantidad Se usa puro. Sin diluir Se aplica en toda la superficie de las manos y se deja actuar por más de 2 minutos, no necesita enjuague, este seca con el aire.
HIPOCLORITO DE SODIO (10%)
150ppm Se diluyen 10 ml en 10 litros de agua
Se aplica en las superficies
SUPERQUAT (AMONIO CUATERNARIO)
200 ppm Se diluyen 58, 8 ml en 10 litros de agua
Se aplica en las superficies
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACION, ANDRES CACERES
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-LD00 PAGINA: 1 DE

EQUIPO PROCEDIMIENTO FRECUENCIA RESPONSABLE
MOLINO 1. Desarmar sus partes 2. Restregar con cepillos
posibles restos de maíz 3. Refregar con la esponja 4. Limpiar con ayuda de
toallas 5. Aplicar desinfectante
Cada 15 días Operario
EQUIPO PROCEDIMIENTO FRECUENCIA RESPONSABLE
ESTUFAS 1. Dejar enfriar 2. Retirar las planchas 3. Humedecer las planchar y
refregar con ayuda de esponja 4. Limpiar con ayuda de toallas 5. Aplicar desinfectante a las
planchas 6. El resto de estufa humedecer
con esponja y refregar 7. Limpiar con toalla 8. Aplicar desinfectante
Cada 15 días Operario
EQUIPO PROCEDIMIENTO FRECUENCIA RESPONSABLE
ESTIBAS DE ENFRIAMIENTO
1. Humedecer con esponja. 2. Refregar con ayuda de un
cepillo 3. Remover cualquier trozo de
arepa 4. Limpiar con toalla 5. Aplicar desinfectante
Cada vez que sea necesario
Operario
EQUIPO PROCEDIMIENTO FRECUENCIA RESPONSABLE
SELLADOR DE EMPAQUES AL CALOR
1. Dejar enfriar 2. Remover con ayuda de cepillo
los restos de material plástico y orgánico
3. Refregar con esponja 4. Limpiar con toalla 5. Aplicar desinfectante
Todos los días Operario
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACION, ANDRES CACERES
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-LD00 PAGINA: 1 DE
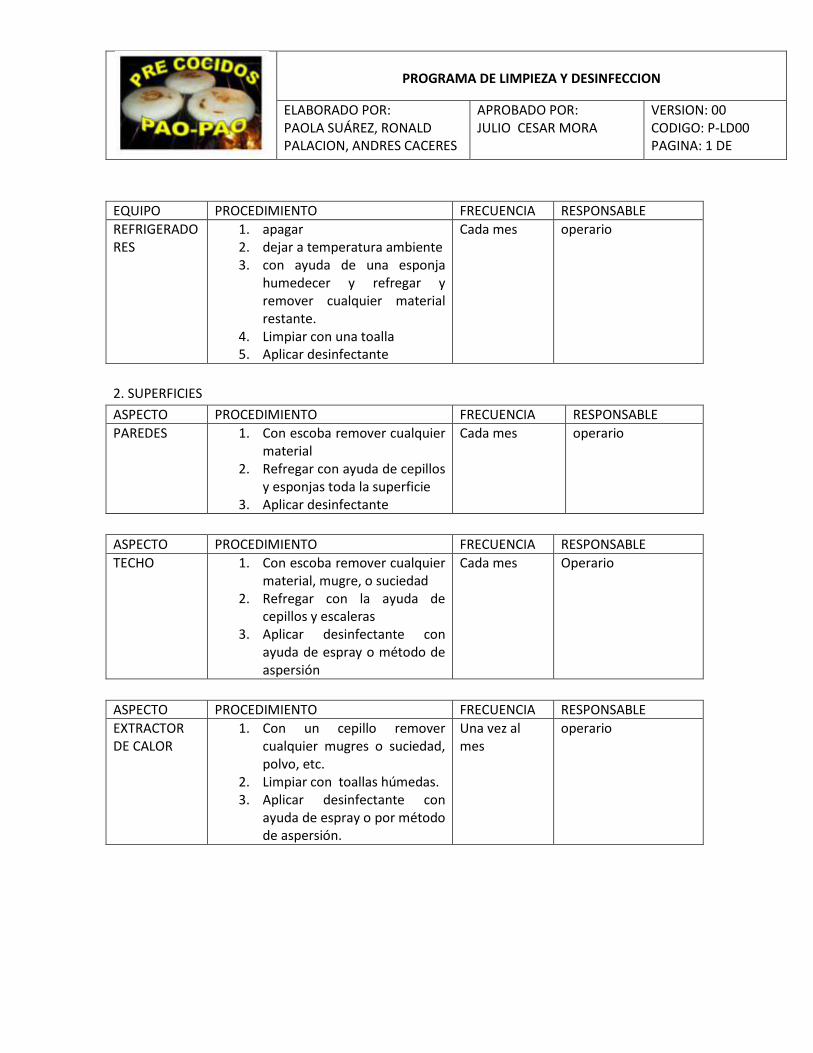
EQUIPO PROCEDIMIENTO FRECUENCIA RESPONSABLE
REFRIGERADORES
1. apagar 2. dejar a temperatura ambiente 3. con ayuda de una esponja
humedecer y refregar y remover cualquier material restante.
4. Limpiar con una toalla 5. Aplicar desinfectante
Cada mes operario
2. SUPERFICIES
ASPECTO PROCEDIMIENTO FRECUENCIA RESPONSABLE
PAREDES 1. Con escoba remover cualquier material
2. Refregar con ayuda de cepillos y esponjas toda la superficie
3. Aplicar desinfectante
Cada mes operario
ASPECTO PROCEDIMIENTO FRECUENCIA RESPONSABLE
TECHO 1. Con escoba remover cualquier material, mugre, o suciedad
2. Refregar con la ayuda de cepillos y escaleras
3. Aplicar desinfectante con ayuda de espray o método de aspersión
Cada mes Operario
ASPECTO PROCEDIMIENTO FRECUENCIA RESPONSABLE
EXTRACTOR DE CALOR
1. Con un cepillo remover cualquier mugres o suciedad, polvo, etc.
2. Limpiar con toallas húmedas. 3. Aplicar desinfectante con
ayuda de espray o por método de aspersión.
Una vez al mes
operario
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACION, ANDRES CACERES
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-LD00 PAGINA: 1 DE

ASPECTO PROCEDIMIENTO FRECUENCIA RESPONSABLE
MALLAS (VENTANAS)
1. Con una esponja refregar y remover cualquier mugre o suciedad.
2. Limpiar con toalla 3. Aplicar desinfectante con
espray o método de aspersión.
Una vez al mes
Operario
ACTIVIDADES DE LIMPIEZA Y DESINFECCION DIARIAS
1. Barrer, y trapear con desinfectante el área de recepción de materia prima al iniciar y
finalizar la jornada.
2. Barrer y trapear con desinfección toda el área de producción incluida la bodega de
almacenamiento al empezar y finalizar la jornada.
3. Limpiar y desinfectar las mesas de trabajo (amasado) al finalizar la jornada.
4. Limpiar los molinos de maíz al finalizar el proceso.
5. Lavar las planchas de asado, tablas o utensilios utilizados al finalizar la jornada o el trabajo.
6. Se debe remover cualquier partícula o residuo que quede en las estibas de enfriamiento, y
aplicar desinfectante.
7. Los operarios deben lavar y desinfectar las manos al entrar al área de producción, y deben
repetir esta operación cada vez que entren al área de producción.
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACION, ANDRES CACERES
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-LD00 PAGINA: 1 DE
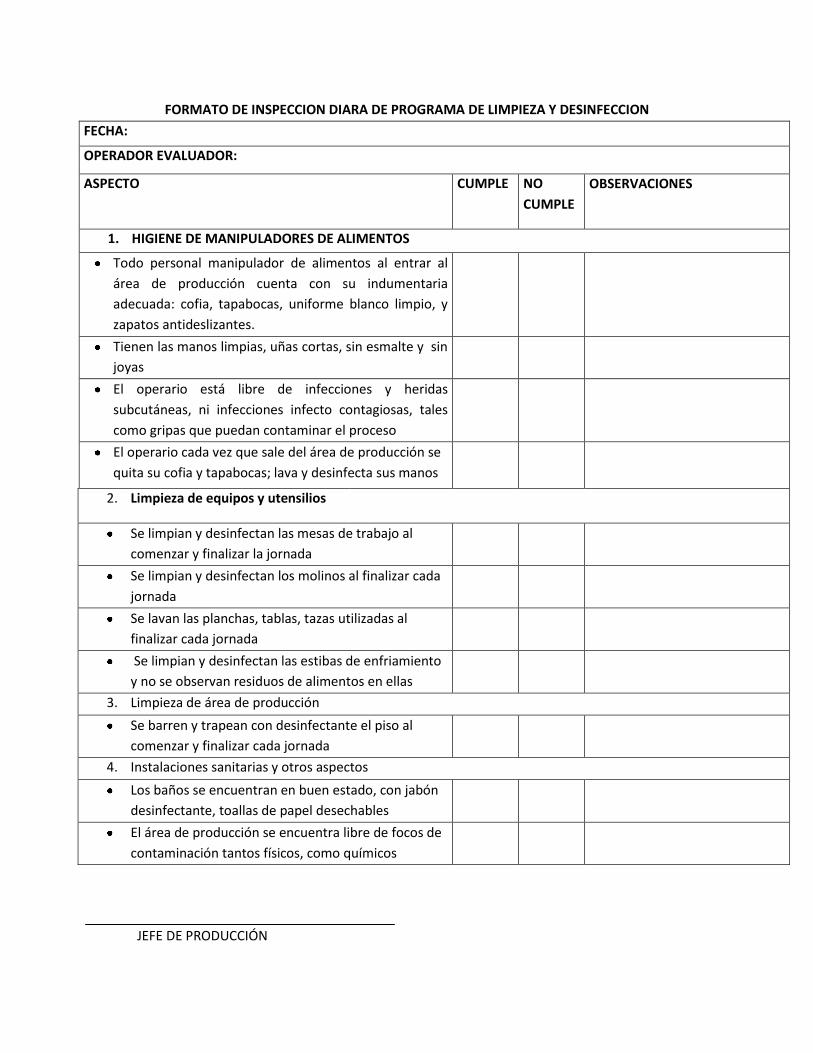
FORMATO DE INSPECCION DIARA DE PROGRAMA DE LIMPIEZA Y DESINFECCION
FECHA:
OPERADOR EVALUADOR:
ASPECTO CUMPLE NO
CUMPLE
OBSERVACIONES
1. HIGIENE DE MANIPULADORES DE ALIMENTOS
Todo personal manipulador de alimentos al entrar al
área de producción cuenta con su indumentaria
adecuada: cofia, tapabocas, uniforme blanco limpio, y
zapatos antideslizantes.
Tienen las manos limpias, uñas cortas, sin esmalte y sin
joyas
El operario está libre de infecciones y heridas
subcutáneas, ni infecciones infecto contagiosas, tales
como gripas que puedan contaminar el proceso
El operario cada vez que sale del área de producción se
quita su cofia y tapabocas; lava y desinfecta sus manos
2. Limpieza de equipos y utensilios
Se limpian y desinfectan las mesas de trabajo al
comenzar y finalizar la jornada
Se limpian y desinfectan los molinos al finalizar cada
jornada
Se lavan las planchas, tablas, tazas utilizadas al
finalizar cada jornada
Se limpian y desinfectan las estibas de enfriamiento
y no se observan residuos de alimentos en ellas
3. Limpieza de área de producción
Se barren y trapean con desinfectante el piso al
comenzar y finalizar cada jornada
4. Instalaciones sanitarias y otros aspectos
Los baños se encuentran en buen estado, con jabón
desinfectante, toallas de papel desechables
El área de producción se encuentra libre de focos de
contaminación tantos físicos, como químicos
JEFE DE PRODUCCIÓN

FORMATO DE EVALUACION DE LIMPIEZA Y DESINFECCION MENSUAL
FECHA:
OPERADOR EVALUADOR:
ASPECTO CUMPLE NO
CUMPLE
OBSERVACIONES
1. Limpieza y desinfección de equipos
Los equipos y utensilios quedaron libres de residuos, mugre
o sustancias visibles, y se desinfectaron correctamente
Los molinos, estufas, estibas, refrigerador, mesas de
trabajo, selladores a calor, canastas, quedaron totalmente
limpias y desinfectadas
Los utensilios de aseo como escobas, cepillos, esponjas,
traperos, recogedores, quedaron totalmente limpios y
desinfectados
2. Limpieza y desinfección de superficies
Se limpiaron y desinfectaron los pisos de todo el área de
producción, bodegas de almacenamiento y áreas de
recepción y despacho
Se limpian y desinfectan todas las esquinas entre las
paredes y pisos de todo el área de producción, bodega
de almacenamiento, recepción y despacho
El techo quedo libre de cualquier residuo o material
como telarañas, o algún factor contaminante, y
desinfectado
Los extractores de calor, ventanillas de aireación con
mallas, quedaron limpias y se les aplicó desinfectante
3. Instalaciones sanitarias
El baño quedo limpio, desinfectados y en buen estado
Sustancias utilizadas cantidad observaciones Operarios a cargo
JEFE DE PRODUCCIÓN

PROGRAMA MANEJO DE RESIDUOS SOLIDOS

ALCANCE Aplica a todas las áreas de la empresa y alrededores.
OBJETIVO Impedir la contaminación cruzada dentro de las instalaciones y garantizar la eliminación adecuada de los desperdicios y subproductos generados en las empresas para reducir el impacto medioambiental y permitir que todas las áreas de la empresa cumpla con las condiciones sanitarias exigidas por el decreto 3075 de 1997
DEFINICIONES
SUBPRODUCTO: Producto que es obtenido de manera secundaria del proceso de elaboración de un producto principal o como residuo del dicho proceso. DESECHO: Residuo que no es apto para ser utilizado o reprocesado CONTENEDOR: Recipiente de plástico que se utiliza para almacenar material sólido. DESECHOS ORGÁNICOS: Son aquellos que pueden ser degradados por acción biológica, y están formados por todos aquellos residuos que se descomponen con el tiempo para integrarse al suelo, como los de tipo animal, vegetal y todos aquellos materiales que contengan carbono, hidrógeno, oxígeno y nitrógeno. Es decir provienen de la materia viva e incluyen restos de alimentos, papel, cartón y estiércol. DESECHOS INORGÁNICOS: Están formados por todos aquellos desechos no biodegradables, es decir, aquellos que no se pueden descomponer (provenientes de la materia inerte); éstos pueden ser plástico, vidrio, lata, hierro, cerámica, materiales sintéticos, metales, etc. La Los desechos también se pueden clasificar según el tiempo que tardan sus materiales en degradarse por la acción de los organismos des componedores llamados bacterias y hongos. Así, los desechos se clasifican en biodegradables y no biodegradables. RESIDUOS PELIGROSOS: Son los residuos generados por procesos industriales de naturaleza sólida, pastosa, líquida o gaseosa, con características corrosivas, reactivas, explosivas y tóxicas que presentan riesgos potenciales a la salud humana y al ambiente. VERTIMIENTOS: Son aguas de desecho generadas en establecimientos industriales como resultado de un proceso. Para su manejo es necesario tener una trampa de grasas, para atrapar las grasas que se encuentran en el agua de desecho después del proceso. Es necesario realizar una caracterización fisicoquímica de las aguas residuales de la industria de alimentos para verificar si el tratamiento seleccionado si está cumplimiento con la remoción de la carga exigida por la normatividad (grasas, metales, cambios al PH, demanda de biológica y química de oxigeno) TIPOS DE RESIDUOS SÓLIDOS GENERADOS EN LA PLANTA SUBPRODUCTOS: Cascara del maíz, tuzas, maíz en descomposición. DESECHOS: Cartón, papel, madera y plástico.
PROGRAMA DE MANEJO RESIDUOS SOLIDOS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-MRS00 PAGINA: 1 DE
RENSPONSABLES Los responsables se encargaran de vigilar inspeccionar y de efectuar el cumplimiento de este plan una o más personas serán escogidas por la parte administrativa que debe proveer los recursos necesarios para el cumplimiento de este plan PERSONAL DE MANTENIMIENTO Sera el que efectuara las acciones necesarias que se debe tener en cuenta manejo adecuado de los residuos sólidos. Siendo este el factor esencial y primordial del cumplimiento del plan por ser el que tenga el contacto directo los desechos. JEFE DE PRODUCCION Se encargara de vigilar e inspeccionar el cumplimiento de este plan y de la persona encargada de hacerlo en los tiempos estipulados y con la frecuencia necesaria GERENTE Se encargara de proveer todos los recursos necesarios para el cumplimiento de este plan. CONSIDERACIONES GENERALES Para el manejo adecuado de los residuos sólidos se usara canecas o contenedores con la capacidad
suficiente para almacenar los residuos sólidos que se producen en la zona de trabajo y que serán
ubicados en lugares estratégicos previamente estudiados y que generen mayor cantidad de esto y
donde el aseo y la limpieza se constante. Estos serán identificados con aviso que indiquen el tipo
de material que deben almacenar como:
VERDE: Residuos ordinarios no aprovechables GRIS: Cartones y papeles BLANCO: Vidrios AZUL: Polímeros o plásticos CREMA: Residuos alimentos, vegetales, podas ROJO: Residuos peligrosos (de riesgo biológico, químicos). CAFÉ: LATAS
Estas canecas se deben mantener cerradas y sobre todos las que se encuentran dentro de la
planta aparte de su constante manejo para evitar la proliferación de plagas o de otros problemas
consecuencias del mal manejo de los residuos sólidos.
PROGRAMA DE MANEJO RESIDUOS SOLIDOS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-MRS00 PAGINA: 1 DE

PROCEDIMIENTO DE MANEJO DE RESIDUOS SOLIDOS
RESIDUO Y CLASIFICACIÓN
ORIGEN PROCEDIMIENTO Y ALMACENADO
FRECUENCIA TRATAMIENTO DISPOSICICON FINAL
RESPONSABLE
Cascarilla (Orgánico)
Proceso productivo y limpieza de equipos
Poner sacos en las maquinas que las producen y retirarlas, remover de todas las superficies y recoger en bolsas
Cada vez que se llenen las bolsas
Pasar por molinos mezclar y empacar
Consumo animal Operario de turno
Maíz (orgánico) Limpieza de equipos
Raspar de la superficie de los equipos y recoger en sacos
Cada mes Secar al sol y moler y mezclar y empacar
Consumo animal Operario de turno
Tusas (orgánico) Limpieza de materia prima
Recoger en sacos Cada vez que se llenen los sacos
Pasar por molinos mezclar con demás compuestos orgánicos, y empacar
Consumo animal Operario de turno
Maíz descompuesto (orgánico)
Bodega materia prima y limpieza de equipos
Remover de la superficies de los equipos y Depositar en bolsas y llevar a la caneca correspondiente
Cuando se observe dañado y luego se debe eliminar lo más pronto posible de la planta.
-
Empresa de aseo Operario de turno
PROGRAMA DE MANEJO RESIDUOS SOLIDOS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-MRS00 PAGINA: 1 DE

Plásticos y empaques (inorgánico)
Dañados por operación de empaque o empaques de materiales
Colocar en empaques más grandes y sacar del área de producción en las canecas correspondientes
Cada semana o cada vez que se llenen las canecas
-
recicladores Operario de turno
Madera (inorgánico)
Limpieza de maíz
Colocar en la caneca correspondiente
Cada vez que se llenen las canecas
-
Empresa de aseo Operario de turno
Cartón y papel (inorgánico)
Limpieza planta en general
Colocar en empaques más grandes y sacar del área de producción en las canecas correspondientes
Cada semana o cada vez que se llenen las canecas
-
recicladores Operario de turno

PROGRAMA DE CONTROL
DE PLAGAS
ALCANCE Aplica a todas las áreas de la empresa áreas de procesamiento, almacenamiento e incluso áreas por fuera de la empresa. OBJETIVOS Minimizar la presencia de cualquier tipo de plagas en el establecimiento ejerciendo todas las tareas necesarias para garantizar la eliminación de los sitios de riesgo para propagación y crecimiento de plagas en la PRECOCIDOS PAO-PAO INTRODUCCION El control de plagas forma parte de las Buenas Prácticas de Manufactura que deben llevarse a cabo en toda industria de alimentos, constituyéndose además en un prerrequisito para la implementación de un sistema HACCP en la industria alimenticia. La importancia del control de plagas radica principalmente en la pérdida económica que las mismas generan para el agro y la industria, como así también por ser receptoras y transmisoras de ETAS (Enfermedades Transmitidas por los alimentos). Las plagas ocasionan problemas biológicos, sociales, económicos; Los biológicos se relacionan con el hecho que las plagas son vectores de ETAS y de otras enfermedades como también productoras de alergias. Desde el punto de vista social hay una competencia por los alimentos elaborados, la pérdida de prestigio para la empresa elaboradora y/o fraccionadora del mismo y el ausentismo del personal debido a enfermedades que puedan acontecer. Los económicos se relacionan con pérdidas desde la cosecha hasta perdidas de materias primas o de productos almacenados, pérdidas de clientes. En PRECOCIDOS PAO-PAO es de vital importancia cumplir con estas normas para mantener calidad en sus productos y la inocuidad de estos aparte para cumplir con el reglamento que se le exige por ser una empresa que trabaja en la producción y elaboración de alimentos para el consumo humano un control de plagas y de higiene personal y de desinfección de ambiente y de equipos es de vital importancia para asegurar su calidad y evitar el sanciones por parte de la ley como se dice en el decreto 3075 de 1997 de Buenas prácticas de manufactura
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CDP PAGINA: 1 DE

DIAGNOSTICO DE LAS PLAGAS. Plaga Características Localización
(formas de identificación de su presencia)
Peligros biológicos – físicos Medidas de control recomendadas para evitar la proliferación
Roedores Estos animales son portadores de enfermedades y parásitos, además, arrasan y contaminan los alimentos, las instalaciones de almacenamiento y embalaje y ponen en riesgo los procesos y productos.
Se encuentra excrementos en bodegas de materia primas y planta en general
Contaminan con sus excrementos, orina, pelos o diseminando gérmenes y agentes patógenos. Transmiten enfermedades por vía directa. virus, bacterias, mohos, gusanos, artrópodos etc. ej.: hantavirus
Métodos químicos y físicos y medidas preventivas
Cucarachas Insectos, provistos de largas antenas y Omnívoros, de gran capacidad de adaptación.
Se encuentran huevos bodegas materia prima y producto terminado cocina.
Vectores mecánicos de gran cantidad de gérmenes responsables de algunas enfermedades digestivas y alérgicas
Hormigas Se alimenta de néctar de flores y secreciones azucaradas producidas por otros insectos (
se ven senderos caminos que van del exterior al interior
Pueden transmitir enfermedades al arrastrar microorganismos en sus patas y cuerpo
Moscas Tienen contacto con todo tipo de material ya que en descomposición y con elevado grado de contaminación
Se ve en el ambiente
Transmite gérmenes de numerosas enfermedades.
Gorgojos Insectos relativamente pequeños altamente destructivos, que con cierto grado de selectividad según la especie, son capaces de atacar y alimentarse de diversos productos almacenados tales como cereales y sus derivados
se ve materia prima afectada
Contaminan productos en el campo e ingresar a bodegas con cada nueva cosecha o producto que se almacena y otros pueden vivir permanentemente en grietas, hendiduras, residuos de productos, sacos y similares, desde donde re infestan nuevas mercaderías que se almacenan.

CONTROL DE PLAGAS Para definir las actividades de control se parte de la Clasificación de las plagas ya que estas actividades pueden variar según el tipo de plaga con respecto a los materiales a utilizar la cantidad de estos y el tiempo necesario. Por esto las plagas se clasifican en: · Insectos voladores: tipo moscas, avispones, abejas, zancudos, etc. · Insectos rastreros: tipo cucarachas hormigas. · Roedores: tipo ratas y ratones. Estas actividades de control pueden ser físicas o químicas pero sin embargo es necesario tener un plan con medidas preventivas para evitar la proliferación de estos. METODOS DE PREVENCIÓN. Los animales plagas prefieren lugares cálidos, tranquilos y que no los molesten, por eso es importante tener en cuenta dos aspectos muy importantes para la prevención general:
Evitar que obtengan alimento; esto se logra a través de un correcto Plan de limpieza y desinfección.
No dejar residuos de alimentos, u otro material orgánico que sirva de alimento.
Evitar el acceso a la planta de proceso. Esto básicamente a través de barreras físicas.
Ordenar y controlar que no se almacenen comidas, ni ropas sucias, trapos en casilleros y baños, evitar las condiciones antihigiénicas.
Recoger migas y otros residuos de alimentos tan pronto como sea posible.
Mantener limpias y ordenadas todas las áreas incluyendo áreas exteriores.
Rechazar los productos alimenticios o insumos como material de empaque que vengan con insectos.
Lavar, desinfectar el área de disposición de basuras, tan pronto estas sean recogidas.
Evitar la presencia de aguas sucias y estancadas.
Ajuste automático de puertas, marcos sin hendiduras, ni espacios.
Puertas abiertas con el menor tiempo posible.
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CDP PAGINA: 1 DE

Controlar que no existan ambientes muy húmedos. De ser así, implementar sistemas de ventilación para renovar aire.
Mediante la eliminación de lugares donde puedan reproducirse, o destruirlas en alguna parte de su ciclo de vida
Con la recogida de basuras y existencia de recipientes adecuados para basuras, no existe razón para que estos residuos tan atrayentes para los insectos y roedores se dejen descomponer destapados en cualquier lugar.
Una limpieza total y la ausencia de restos de alimentos consiguen que haya menos atracción de insectos, lo mismo la ausencia de áreas de mayor humedad y temperatura.
CONTROL FÍSICO DE PLAGAS Implica colocación de barreras físicas, que impidan la incidencia de plagas en el interior de la planta y en estas se incluye:
Colocar mallas en las ventanas, agujeros, claraboyas o huecos de extractores de calor o ventiladores, impidiendo el paso de los insectos y roedores.
Colocar rejillas en desagües o sifones para impedir el acceso de roedores primeramente e insectos rastreros.
Sellar huecos en las paredes.
Resanar y sellar aberturas en los pisos o cuales quiera otra deformidad de pisos.
Deben permanecer cerradas todas las puertas que comuniquen al interior de la empresa.
La abertura entre las puertas y el piso debe ser máximo de un (1) centímetro, esto permite menos incidencia del insectos rastreros en el interior de la planta...
La empresa debe mantener la integridad de los componentes estructurales de la planta para evitar el acceso de este tipo de plagas.
Toda ventana o abertura el exterior debe ser cubierta por mallas.
Todo hueco en pisos o paredes igualmente se sellan para impedir el acceso.
Los sifones y desagües están protegidos por rejillas que eviten el acceso de los roedores.
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CDP PAGINA: 1 DE

Las puertas y ventanas permanecen tanto en al tiempo de actividad (recepción, re empaque, cargue, etc.), como en el tiempo inactividad, cerradas; esto imposibilita el acceso de los roedores.
Colocación de trampas mecánicas, en sitios completamente estratégicos y que no comprometan la integridad de los operarios.
Frecuencia: constantemente estas barreras Físicas deben permanecer operantes, su integridad debe ser monitoreada para permitir su efectividad USO Y CONTROL DE PRODUCTOS QUIMICOS Nombre del producto
Concentración o cantidad
Forma de aplicación
Sitio donde es aplicado
Frecuencia aplicada
Responsable de la aplicación
Racumin® Pasta
200gr por cada 50 m
2
En cebos cada 50 m
2
Bodegas de materias primas
Cada mes Operario Encargado
Rodilon® pellet
15 gr cada 5 – 10 m
En forma de cebos cada 5 m
Bodegas de materia prima
Cada mes Operario encargado
K-Othrina® Floable
150 cc / 5 -10 L de agua
Aspersión para cada 100 m
2
Paredes y suelo ambiente
Cada mes Operario encargado
Blattanex® Ultra Gel
0.2 gr ( 3 gotas ) / m
2
En forma de cebos cada m
2
Paredes Cada 15 días Operario encargado
Baycidal® SC / Starycide® SC
4 ml/1000 L para moscas 10 ml/10 L para cucarachas
Aspersión Ambiente Diario para moscas y quincenal cucarachas
Operario encargado
K-Obiol® F 150 cc/ 5 a 10 L Aspersión cada 100 m
2
Bodega de materia prima
Cada 3 a 4 meses
Operario encargado
BAYCIDAL® SC / STARYCIDE® SC
Control de exposición y protección especial Medidas para reducir la posibilidad de exposición: Mantener limpio el lugar de trabajo. Evitar el contacto con el producto. Mantener la ropa de trabajo apartada. Remover la ropa impregnada o contaminada de inmediato. Limpiarla separada,
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CDP PAGINA: 1 DE

tomando las precauciones apropiadas. Lavarse las manos antes de descansar. Tomar una ducha o un baño al final del trabajo. Protección respiratoria: No es indispensable. Protección de las manos: Guantes de protección para productos químicos, si hay contacto directo con el producto. Protección de la vista: Gafas de protección, si hay riesgo de salpicadura. Otros equipos de protección: En casos especiales pueden ser necesarias medidas adicionales para la protección personal, p.e. uso de capuchón protector, guantes y botas, protectores, resistentes a productos químicos y posiblemente antiestáticos, y traje resistente a productos químicos con o sin suministro independiente de aire. Ventilación: El lugar de almacenamiento y trabajo debe ser ventilado
BLATTANEX® ULTRA GEL
Control de exposición y protección especial Medidas para reducir la posibilidad de exposición: Mantener limpio el lugar de trabajo. Evitar el contacto con el producto. Mantener la ropa de trabajo separada. Remover la ropa impregnada o contaminada de inmediato. Limpiarla separada, tomando las precauciones apropiadas. Lavarse las manos antes de descansar. Tomar una ducha o un baño al final del trabajo Protección respiratoria: Máscara completa con filtro ABEK-P2 Protección de las manos: Guantes protectores para manipular productos químicos, si hay manipulación directa y posible contacto con el producto Protección de la vista: Gafas protectoras, si hay riesgo de salpicado Otros equipos de protección: No es indispensable Ventilación: El lugar de almacenamiento y trabajo debe ser ventilado, para evitar cualquier acumulación de producto que cause daño a la salud de las personas
K-OBIOL F Control de exposición/protección especial Medidas para reducir una eventual exposición: Asegurar ventilación general adecuada en el área de trabajo. No comer, beber ni fumar durante su manipulación o aplicación, o en los lugares de almacenamiento. Protección respiratoria: Utilizar protector facial y mascarilla. Protección de las manos: Utilizar guantes resistentes a químicos. Protección de la vista: Utilizar gafas de seguridad y máscara facial. Otros equipos de protección: Utilizar botas y delantal.
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CDP PAGINA: 1 DE

Medidas de higiene específicas: Lavar las manos y zonas del cuerpo expuestas al producto, siempre después de su manipulación o aplicación. Lavarse antes de beber, comer, fumar o ir al baño. K-OTHRINA FLOABLE Control de exposición/protección especial Medidas para reducir una eventual exposición: Asegurar ventilación general adecuada en el área de trabajo. No comer, beber ni fumar durante su manipulación o aplicación, o en los lugares de almacenamiento. Protección respiratoria: Utilizar protector facial y mascarilla. Protección de las manos Utilizar guantes resistentes a químicos. Protección de la vista: Utilizar gafas de seguridad y máscara facial. Otros equipos de protección: Utilizar botas y delantal. Medidas de higiene específicas: Lavar las manos y zonas del cuerpo expuestas al producto, siempre después de su manipulación o aplicación. Lavarse antes de beber, comer, fumar o ir al baño.
RACUMIN PASTA Control de exposición/protección especial Medidas para reducir la posibilidad de exposición: Mantener limpio el lugar de trabajo. Evitar el contacto con el producto. Mantener la ropa de trabajo apartada. Remover la ropa impregnada o contaminada de inmediato. Limpiarla separada, tomando las precauciones apropiadas. Lavarse las manos antes de descansar. Tomar una ducha o un baño al final del trabajo Protección respiratoria: No es indispensable. Protección de las manos: Guantes de protección para manipular productos químicos, si hay contacto directo con el producto. Protección de la vista: Gafas protectoras, en caso de manipulación directa del producto. Otros equipos de protección: No son necesarios. Ventilación: El lugar de almacenamiento y trabajo debe ser ventilado, para evitar cualquier acumulación de producto que cause daño a la salud de las personas.
RODILON PELLET Control de exposición/protección especial Medidas para reducir la posibilidad de exposición: Mantener limpio el lugar de trabajo. Evitar el contacto con el producto. Mantener la ropa de trabajo apartada.
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CDP PAGINA: 1 DE
Remover la ropa impregnada o contaminada de inmediato. Limpiarla separada, tomando las precauciones apropiadas. Lavarse las manos antes de descansar. Tomar una ducha o un baño al final del trabajo. Protección respiratoria: Máscara para polvos finos (tipo P1), en caso de manipulación directa del producto. Protección de las manos: Guantes de protección para productos químicos de goma, si hay contacto directo con el producto. Protección de la vista: No es indispensable. Otros equipos de protección: No son indispensables. Ventilación: El lugar de almacenamiento y trabajo debe ser ventilado.
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CDP PAGINA: 1 DE

UBICACIÓN CEBOS
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CDP PAGINA: 1 DE

FORMATO DE EVALUACION E INSPECCION PCP
FECHA SUSTANCIA APLICADA
CANTIDAD REDUCCION DE
INSECTOS
ROEDORES MUERTOS
OBSERVACIONES
REVISION APLICACION B R M
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CDP PAGINA: 1 DE

PROGRAMA DE MANTENIMIENTO DE
EQUIPOS

OBJETIVO Mantener en óptimas condiciones los equipos que hacen parte del proceso de producción empleando programas de prevención y mantenimiento periódicos para evitar retrasos en la producción y minimizar el riesgo de que el producto se contamine. La Optimización de la disponibilidad del equipo productivo y evitar la disminución de los costos de mantenimiento correctivos así se logra maximizar la vida de la maquinaria ALCANCE Y ÁMBITO DE APLICACIÓN Este programa se aplicara con el fin de evitar problemas y demoras en la producción por lo tanto se aplicara a todas las maquinas que intervienen en el proceso productivo de la empresa de PRECOCIDOS PAO PAO RENSPONSABLES Los responsables se encargaran de vigilar inspeccionar y de efectuar el cumplimiento de este plan una o más personas serán escogidas por la parte administrativa que debe proveer los recursos necesarios para el cumplimiento de este plan PERSONAL DE MANTENIMIENTO Sera el que efectuara las acciones necesarias que se debe tener en cuenta para el mantenimiento de la máquina. Siendo este el factor esencial y primordial del cumplimiento del plan por ser el que tenga el contacto directo con la máquina. JEFE DE PRODUCCION Se encargara de vigilar e inspeccionar el cumplimiento de este plan y de la persona encargada de hacerlo en los tiempos estipulados y con la frecuencia necesaria GERENTE Se encargara de proveer todos los recursos necesarios para el cumplimiento de este plan. CONSIDERACIONES GENERALES Este plan se debe conocer a todos los operarios que estén encargados del funcionamiento de las maquinas, el mantenimiento debe ser preventivo por lo tanto la responsabilidad de un mantenimiento correctivo debe recaer sobre los responsables anteriormente nombrados. El operario encargado debe conocer el manejo y funcionalidad del equipo. Cuando se realice el mantenimiento la maquina debe estar limpia y en buen estado, el mantenimiento debe demorar el tiempo estipulado por el jefe de producción, mientras de hace el mantenimiento el sitio debe mantenerse ordenado Y con un buen aseo y cuando se termine este mantenimiento la maquina debe dejarse limpia para su uso.
PROGRAMA DE MANTENIMIENTO
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-ME00 PAGINA: 1 DE

HOJA DE VIDA DE LOS EQUIPOS
NOMBRE DEL EQUIPO:
ESTUFA
ESTRUCTURA:
parrillas, manguera de gas, fogones, perillas,
cubierta de aluminio, regulador de gas
CAPACIDAD
600 Arepas/hora
VOLTAJE -
CONEXIÓN
A gas de bombona
INSTRUCCIONES DE FUNCIONAMIENTO
Abra la perilla del gas y con un piloto abra la llave hasta obtener la llama para su funcionamiento.
Coloque los utensilios necesarios para la cocción de los precocidos preparados por la Empresa
PRECAUCIONES
No almacene, ni utilice gasolina o cualquier otro tipo de líquidos o gases inflamables cerca de esta
o de cualquier otra aplicación de este tipo.
PROGRAMA DE MANTENIMIENTO
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-ME00 PAGINA: 1 DE
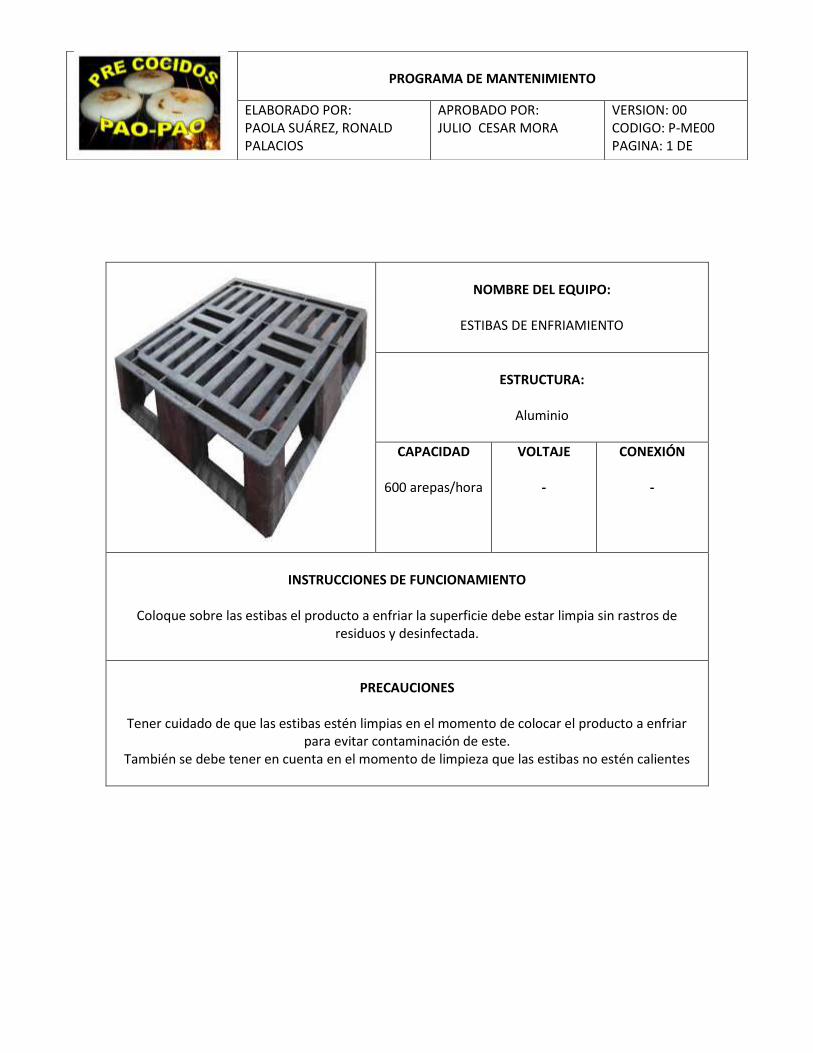
NOMBRE DEL EQUIPO:
ESTIBAS DE ENFRIAMIENTO
ESTRUCTURA:
Aluminio
CAPACIDAD
600 arepas/hora
VOLTAJE
-
CONEXIÓN -
INSTRUCCIONES DE FUNCIONAMIENTO
Coloque sobre las estibas el producto a enfriar la superficie debe estar limpia sin rastros de
residuos y desinfectada.
PRECAUCIONES
Tener cuidado de que las estibas estén limpias en el momento de colocar el producto a enfriar
para evitar contaminación de este. También se debe tener en cuenta en el momento de limpieza que las estibas no estén calientes
PROGRAMA DE MANTENIMIENTO
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-ME00 PAGINA: 1 DE

NOMBRE DEL EQUIPO:
MOLINO MANUAL
ESTRUCTURA:
mango de madera, manilla, tolva, molino, cuerpo
metálico, base y su prensa mariposa de ajustar
CAPACIDAD
36kg/h
VOLTAJE
-
CONEXIÓN -
INSTRUCCIONES DE FUNCIONAMIENTO
Entra la materia prima por la tolva e ir moviendo la manilla para ir moliendo y sale esta por la
boquilla de salida ya molida recoger para su posterior uso
PRECAUCIONES
Su base debe estar bien fija a una estructura que no permita la inestabilidad del proceso de
molienda y evitar complicaciones en el proceso. En el momento de limpieza se debe retirar todas las partes e incluso la manilla para evitar
accidentes.
PROGRAMA DE MANTENIMIENTO
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-ME00 PAGINA: 1 DE

NOMBRE DEL EQUIPO:
REFRIGERADORES
ESTRUCTURA:
Termostato, Evaporadores, compresores, Motor, Rejillas, Puerta de vidrio, válvulas.
CAPACIDAD
600 arepas/hora
VOLTAJE
110 V
CONEXIÓN
Eléctrica
INSTRUCCIONES DE FUNCIONAMIENTO
el refrigerador es capaz de generar frío para su interior y liberar el calor a través de la rejilla con
que cuenta en la parte posterior, se introduce la materia prima a refrigerar por el tiempo necesario y se cierra la puerta
PRECAUCIONES
No dejar la puerta abierta por mucho tiempo, estar pendiente de la limpieza de este, desconectar cuando se esté limpiando y nunca utilice cloro, alcohol puro, solventes, desinfectantes, parafina,
bencina, vinagres puros, aceites, ácidos, abrasivos, productos que contengan amoníaco, ni ningún otro líquido inflamable, pues los vapores pueden causar incendios o explosiones.
PROGRAMA DE MANTENIMIENTO
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-ME00 PAGINA: 1 DE
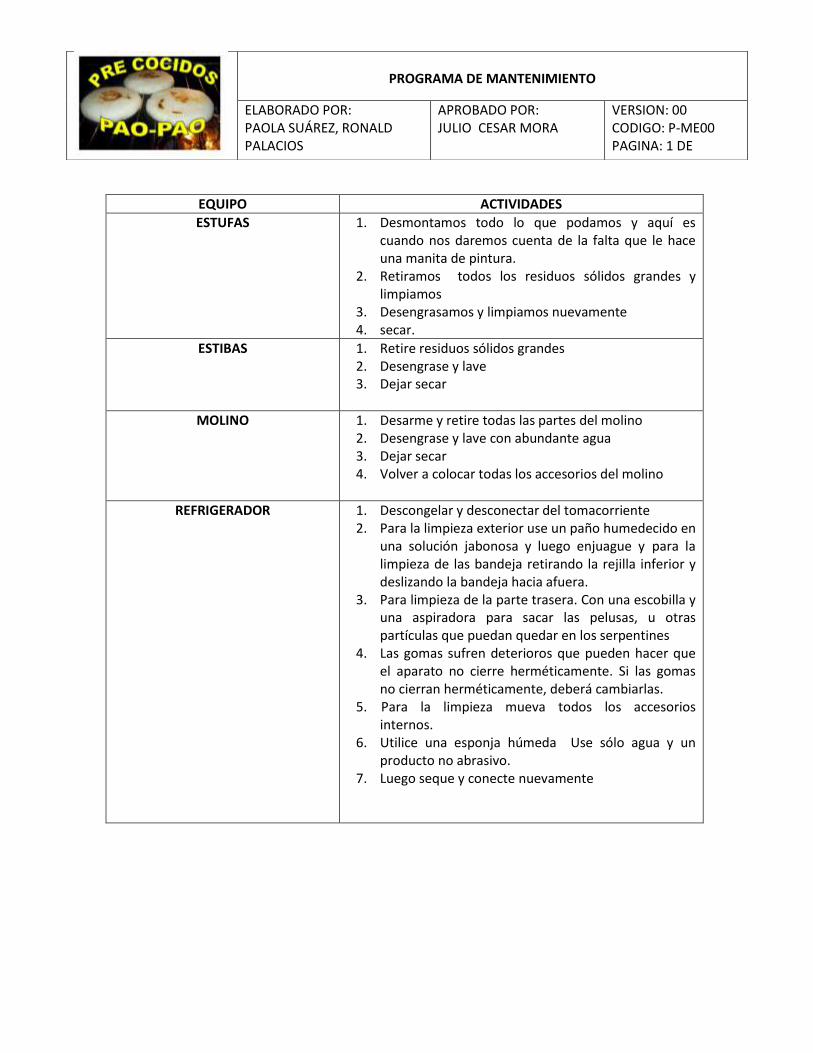
EQUIPO ACTIVIDADES
ESTUFAS 1. Desmontamos todo lo que podamos y aquí es cuando nos daremos cuenta de la falta que le hace una manita de pintura.
2. Retiramos todos los residuos sólidos grandes y limpiamos
3. Desengrasamos y limpiamos nuevamente 4. secar.
ESTIBAS 1. Retire residuos sólidos grandes 2. Desengrase y lave 3. Dejar secar
MOLINO 1. Desarme y retire todas las partes del molino 2. Desengrase y lave con abundante agua 3. Dejar secar 4. Volver a colocar todas los accesorios del molino
REFRIGERADOR 1. Descongelar y desconectar del tomacorriente 2. Para la limpieza exterior use un paño humedecido en
una solución jabonosa y luego enjuague y para la limpieza de las bandeja retirando la rejilla inferior y deslizando la bandeja hacia afuera.
3. Para limpieza de la parte trasera. Con una escobilla y una aspiradora para sacar las pelusas, u otras partículas que puedan quedar en los serpentines
4. Las gomas sufren deterioros que pueden hacer que el aparato no cierre herméticamente. Si las gomas no cierran herméticamente, deberá cambiarlas.
5. Para la limpieza mueva todos los accesorios internos.
6. Utilice una esponja húmeda Use sólo agua y un producto no abrasivo.
7. Luego seque y conecte nuevamente
PROGRAMA DE MANTENIMIENTO
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-ME00 PAGINA: 1 DE

Equipo Frecuencia Persona encargada
Estufa 15 días Operario encargado
Molino 1 día Operario encargado
Refrigeradores 90 días Operario encargado
Estivas 8 días Operario encargado
FORMATO INSPECCION MANTENIMIENTO
NOMBRE DEL EQUIPO:
FECHA ACTIVIDA REALIZADA SUSTANCIAS EMPLEADAS
OBSERVACIONES
FORMATO EVALUACION MANTENIMIENTO
MES EVALUADO
FECHA EVALUACION
FECHA ARREGLO
DESCRIPCION HORA INICIO
HORA TERMINACION
TOTAL HORAS
PROGRAMA DE MANTENIMIENTO
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-ME00 PAGINA: 1 DE

PROGRAMA CONTROL DE AGUA POTABLE

OBJETIVO
Garantizar que el agua que se utiliza en todos los procesos, ya sea para la elaboración del
producto, o para limpieza y desinfección del área de trabajo, esté en condiciones aptas para el
consumo humano.
ALCANCE
Se aplicara para todo el agua a utilizar en la planta.
RESPONSABLES
OPERARIO A CARGO
Se encargara de la limpieza y desinfección de los tanques que contienen el agua potable.
JEFE DE PRODUCCIÓN
Verificara y aplicara medidas preventivas y correctivas según el caso que se presente
DEFINICIONES
Agua: es una sustancia cuya molécula está formada por dos átomos de hidrógeno y uno
de oxígeno. Es utilizada para la elaboración de alimentos, para la limpieza y desinfección de
utensilios, equipos, entre otras funciones.
Agua Potable: o agua para consumo humano, al agua que puede ser consumida sin restricción. El
término se aplica al agua que cumple con las normas de calidad promulgadas por las autoridades
locales e internacionales.
Control de la calidad del agua potable:
Pruebas fisicoquímicas, microbiológicas y organolépticas, que son llevadas a cabo para verificar la
calidad del agua y según los resultados, se aplican correctivos con el fin de obtener agua potable,
ósea apta para el consumo humano.
USOS DEL AGUA
El agua se usa para la cocción del maíz ya sin cascara en agua hirviendo durante 15 -20 minutos,
para luego molerla.
También se usa en la limpieza y desinfección de los utensilios y las áreas de trabajo como lo indica
el programa de limpieza y desinfección.
PROGRAMA DE CONTROL DE AGUA POTABLE
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CAP00 PAGINA: 1 DE 5

FUENTES DE AGUA
El agua que se utiliza en la planta proviene, del acueducto municipal el cual se llama Aguas
Kapital, posterior a eso llega a dos tanques de almacenamiento de 10000 L, los cuales están
hechos de plásticos y son de color azul.
LIMPIEZA Y DESINFECCIÓN DE TANQUES
Desinfectante utilizar:
SUSTANCIA DOSIS APLICACIÓN
Hipoclorito de sodio 150 ppm Se adicionan 10ml de hipoclorito de sodio en 10 litros de agua
PROCEDIMIENTO:
Desocupar los tanques
Remojar con agua
Refregar con esponjas y escobas
Aplicar jabón
Refregar con el jabón con la ayuda de escoba y esponjas
Enjuagar
Aplicar desinfectante dejar actuar durante 5 -10 minutos
Refregar y enjuagar
FRECUENCIA
Este procedimiento se debe llevar a cabo cada 30 días o cuando el jefe de producción lo indique
necesario
PROGRAMA DE CONTROL DE AGUA POTABLE
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CAP00 PAGINA: 2 DE 5
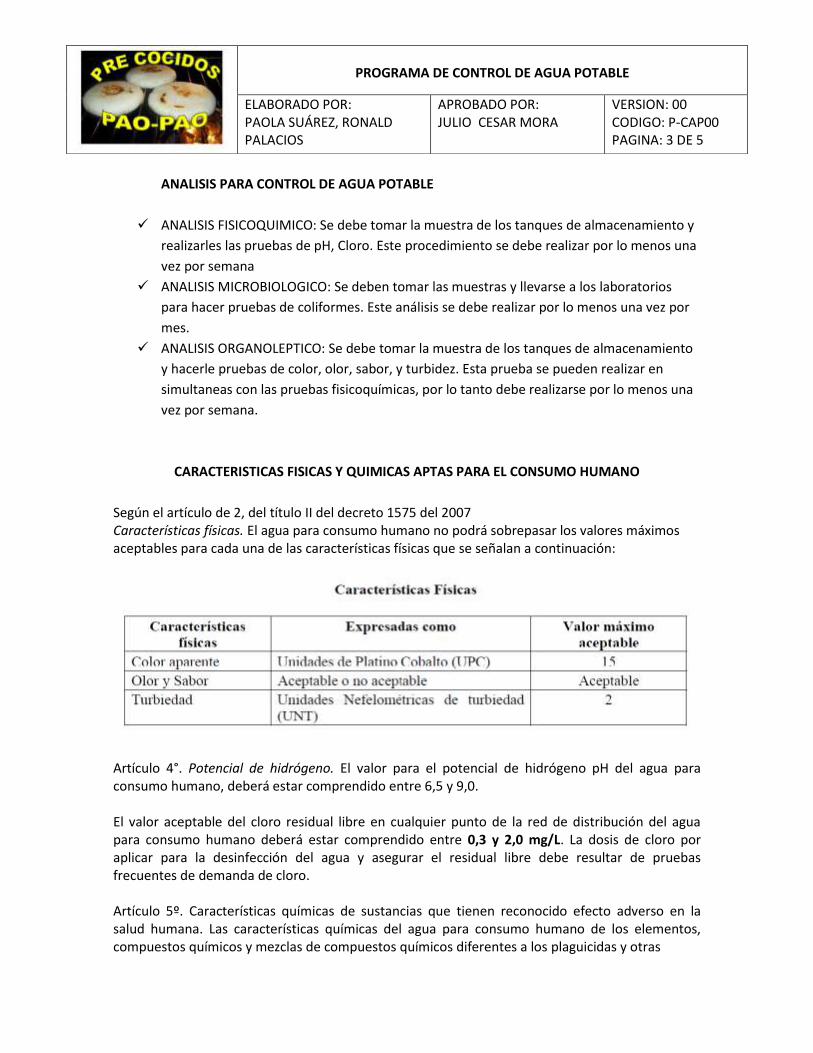
ANALISIS PARA CONTROL DE AGUA POTABLE
ANALISIS FISICOQUIMICO: Se debe tomar la muestra de los tanques de almacenamiento y
realizarles las pruebas de pH, Cloro. Este procedimiento se debe realizar por lo menos una
vez por semana
ANALISIS MICROBIOLOGICO: Se deben tomar las muestras y llevarse a los laboratorios
para hacer pruebas de coliformes. Este análisis se debe realizar por lo menos una vez por
mes.
ANALISIS ORGANOLEPTICO: Se debe tomar la muestra de los tanques de almacenamiento
y hacerle pruebas de color, olor, sabor, y turbidez. Esta prueba se pueden realizar en
simultaneas con las pruebas fisicoquímicas, por lo tanto debe realizarse por lo menos una
vez por semana.
CARACTERISTICAS FISICAS Y QUIMICAS APTAS PARA EL CONSUMO HUMANO
Según el artículo de 2, del título II del decreto 1575 del 2007 Características físicas. El agua para consumo humano no podrá sobrepasar los valores máximos aceptables para cada una de las características físicas que se señalan a continuación:
Artículo 4°. Potencial de hidrógeno. El valor para el potencial de hidrógeno pH del agua para consumo humano, deberá estar comprendido entre 6,5 y 9,0. El valor aceptable del cloro residual libre en cualquier punto de la red de distribución del agua para consumo humano deberá estar comprendido entre 0,3 y 2,0 mg/L. La dosis de cloro por aplicar para la desinfección del agua y asegurar el residual libre debe resultar de pruebas frecuentes de demanda de cloro. Artículo 5º. Características químicas de sustancias que tienen reconocido efecto adverso en la salud humana. Las características químicas del agua para consumo humano de los elementos, compuestos químicos y mezclas de compuestos químicos diferentes a los plaguicidas y otras
PROGRAMA DE CONTROL DE AGUA POTABLE
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CAP00 PAGINA: 3 DE 5

Sustancias que al sobrepasar los valores máximos aceptables tienen reconocido efecto adverso en la salud humana, deben enmarcarse dentro de los valores máximos aceptables que se señalan a continuación:
Según el título III artículo 10 Las características microbiológicas del agua para consumo humano deben enmarcarse dentro de los siguientes valores máximos aceptables desde el punto de vista microbiológico, los cuales son establecidos teniendo en cuenta los límites de confianza del 95% y para técnicas con habilidad de detección desde 1 Unidad Formadora de Colonia (UFC) ó 1 microorganismo en 100 cm3 de muestra:
PROGRAMA DE CONTROL DE AGUA POTABLE
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CAP00 PAGINA: 4 DE 5

PROGRAMA DE CONTROL DE AGUA POTABLE
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CAP00 PAGINA: 1 DE 9
FECHA pH CLORO COLOR SABOR OLOR TURBIDEZ OBSERVACIONES FIRMA
FORMATO CONTROL DE AGUA POTABLE
ENCARGADO: MES:

PROGRAMA CAPACITACION A
OPERARIOS

OBJETIVO GENERAL
Capacitar y enseñar a los operarios manipuladores de alimentos, los conceptos básicos sobre las buenas prácticas de manufactura, la importancia de la salud e higiene en la industria de alimentos para la prevención de perdidas y trasmisión de ETA’S. Con el fin de que el operario cumpla con los aspectos de higiene y salubridad desde el recibimiento de la materia prima hasta la obtención del producto finalizado. ALCANCE Y AMBITO DE APLICACIÓN La capacitación sobre las buenas prácticas de manufactura y manipulación de alimentos, va dirigido a todo el personal manipulador, y a todo el personal que tenga acceso al área de producción, recepción de materia prima, despacho y comercialización del producto finalizado. DEFINICIONES CAPACITACION: es un proceso continuo de enseñanza-aprendizaje, mediante el cual se desarrolla las habilidades y destrezas de los servidores, que les permitan un mejor desempeño en sus labores habituales. MANIPULACION DE ALIMENTOS: cualquier actividad empresarial en la que personas intervengan en aspectos como la preparación, fabricación, transformación, elaboración, envasado, almacenamiento, transporte, distribución, manipulación, venta, suministro o servicio de productos alimenticios destinados al consumidor OPERARIO: Personal encargado de preparación, fabricación, transformación, elaboración, envasado, almacenamiento, transporte, distribución, manipulación, venta, suministro o servicio de productos alimenticios destinados al consumidor RESPONSABILIDADES Operario y personal con acceso a áreas implicadas (recepción de materia prima, bodega, área de producción, área de empaque, área de almacenamiento, área de despacho y transporte, área de ventas) = Deben presentarse, realizar y aprobar todos los cursos de capacitación propuestos; aplicar los conocimientos recibidos durante los cursos, en todas sus labores para garantizar la inocuidad del producto finalizado. Jefe de producción: personal encargado de la elaboración de los cursos de manipulación de alimentos. Debe dictar los cursos, y evaluar los conocimientos adquiridos al finalizar los cursos a los operarios.
PROGRAMA DE CAPACITACION A OPERARIOS
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-COM PAGINA: 1 DE 9
CONTROL DE ESTADO DE SALUD DEL OPERARIO Se debe estar atento a la salud del manipulador de alimentos, debido a que este puede ser un foco de contaminación durante cualquier instante del proceso, desde la recepción de la materia prima, hasta la distribución y venta del producto finalizado. Por lo menos una vez al año, el operario debe ser visto y evaluado por un médico que certifique el estado de salud del operario, según los resultados de la evaluación médica, se deben tomar las medidas necesarias para garantizar la inocuidad de todo el proceso implicado para la obtención del producto finalizado. CONTROL DE LA HIGIENE DEL PERSONAL Todo personal manipulador y con acceso a cualquier área implicada en el proceso para la obtención del producto finalizado, debe cumplir diferentes aspectos para la preservación de higiene tales como:
Ducharse antes de ir a su trabajo Mantener las uñas cortas, limpias y sin pintar. Lavarse los dientes después de comer No fumar en el área de trabajo, ni cuando se manipula alimentos No usar, anillos, pulseras, collares, aretes No estornudar ni toser encima de los alimentos Usar uniforme completo y limpio Cambiar a diario el uniforme por uno limpio No llevar objetos en los bolsillos del uniforme Llevar calzado adecuado y limpio Usar tapabocas Permanecer callado mientras se manipulen alimentos Mantener limpias las áreas de trabajo Limpiar inmediatamente al haber derrames, para evitar la proliferación de
microorganismos, plagas e insectos. Lavar y desinfectar los utensilios y equipos usados antes y después de su uso Usar siempre el jabón desinfectante Lavarse las manos cada vez que sea necesario, antes y después de manipular alimentos,
después de comer, beber, fumar, tocarse la nariz, estornudar, toser, manejar dinero, limpiar áreas del trabajo, peinarse, llevarse las manos a cualquier parte del cuerpo, secarse el sudor, recoger cosas del suelo, etc.
CONTENIDO DEL PROGRAMA Se divide en cuatro módulos, los cuales van en el siguiente orden: 1. Los alimentos 2. Microorganismos 3. Enfermedades trasmitidas por alimentos ETA’s 4. Buenas prácticas de manufactura
PROGRAMA DE CAPACITACION A OPERARIOS MANIPULACION DE ALIMENTOS Y
BPM
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-COM PAGINA: 2 DE 9

LOS ALIMENTOS
JUSTIFICACION Para poder comprender el porqué de la importancia de llevar a cabo la manipulación de alimento en condiciones de higiene y salubridad primero debemos saber que son los alimentos, su clasificación. Y los tipos de contaminación que los pueden afectar. OBJETIVOS
1. Aprender que son los alimentos y sus clasificaciones 2. Identificar posibles contaminantes, clasificando los contaminantes según su origen, y tipo.
DIRIGIDO A: Todos los operarios, y personal con acceso al área de recepción de materia prima, bodega, área de producción, área de empacado, área de almacenamiento, área de despacho transporte y ventas. Todo aquel personal que tenga contacto con la materia prima o con el producto finalizado antes de llegar al consumidor. METODOLOGIA La capacitación se hará mediante exposición, y al finalizar cada modulo se responderán a inquietudes y se propondrán problemas alusivos al tema visto. Se le entregara al personal presente, memorias con el contenido del curso. Al finalizar se evaluara el conocimiento dado durante la exposición. CONTENIDO
1. ¿Que son los alimentos? 2. Clasificación de los alimentos 3. Contaminación en los alimentos
3.1. Origen 3.2. Clases
3.2.1. Biológica 3.2.2. Química 3.2.3. Física
DURACION Dos horas RECURSOS DIDACTICOS
1. Diapositivas 2. Videos 3. Memorias
PROGRAMA DE CAPACITACION A OPERARIOS MANIPULACION DE ALIMENTOS Y
BPM
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-COM PAGINA: 3 DE 9

LOS MICROORGANISMOS JUSTIFICACION Aprender las condiciones ideales de proliferación de los microorganismos para así poder evitar su crecimiento, proliferación y daño sobre los alimentos. Y al tener estos conocimientos le permite al manipulador poder llevar a cabo acciones que eviten la propagación de los microorganismos dentro de la planta. OBJETIVOS
1. Definir que son los microorganismos 2. Identificar las condiciones de desarrollo y proliferación de los microorganismos 3. Clasificar los microorganismos entre perjudiciales y beneficiosos 4. Determinar los indicadores de contaminación en alimentos causados por microorganismos 5. Formas de trasmisión de microorganismos
DIRIGIDO A Todos los operarios, y personal con acceso al área de recepción de materia prima, bodega, área de producción, área de empacado, área de almacenamiento, área de despacho transporte y ventas. Todo aquel personal que tenga contacto con la materia prima o con el producto finalizado antes de llegar al consumidor. METODOLOGIA La capacitación se hará mediante exposición, y al finalizar cada modulo se responderán a inquietudes y se propondrán problemas alusivos al tema visto. Se le entregara al personal presente, memorias con el contenido del curso. Al finalizar se evaluara el conocimiento dado durante la exposición. CONTENIDO
1. ¿Qué son los microorganismos? 2. ¿Cuáles son las condiciones de desarrollo de T°, pH, humedad, O2, composición de los
alimentos? 3. Tipos de microorganismos
3.1. Perjudiciales 3.2. Benéficos
4. Alimentos y microorganismos 5. Contaminación causada por microorganismos
DURACION Dos horas
PROGRAMA DE CAPACITACION A OPERARIOS MANIPULACION DE ALIMENTOS Y
BPM
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-COM PAGINA: 4 DE 9

RECURSOS DIDACTICOS
1. Diapositivas 2. Videos 3. Memorias
ENFERMEDADES TRASMITIDAS POR ALIMENTOS
JUSTIFICACION Aprender acerca de las enfermedades que se trasmiten a través de los alimentos, debido a mala manipulación, o diferentes tipos de contaminación, son temas muy importantes para que el operario aprenda la gran responsabilidad que tiene sobre salud del consumidor si tiene buenas prácticas de higiene y salubridad durante los procesos de fabricación del producto. OBJETIVOS
1. Aprender que son las ETA’s, como prevenirlas. 2. Aprender los microorganismos causantes de las ETA’s
DIRIGIDO A Todos los operarios, y personal con acceso al área de recepción de materia prima, bodega, área de producción, área de empacado, área de almacenamiento, área de despacho transporte y ventas. Todo aquel personal que tenga contacto con la materia prima o con el producto finalizado antes de llegar al consumidor. METODOLOGIA La capacitación se hará mediante exposición, y al finalizar cada modulo se responderán a inquietudes y se propondrán problemas alusivos al tema visto. Se le entregara al personal presente, memorias con el contenido del curso. Al finalizar se evaluara el conocimiento dado durante la exposición. CONTENIDO
1. ¿Qué son las ETA’s? 2. ¿Cuáles son las ETA’S? 3. Microorganismos causantes de ETA’s 4. Síntomas y consecuencias en la salud 5. Programas
5.1. Programa de limpieza y desinfección 5.2. Programa de residuos sólidos 5.3. Programa de control de plagas
PROGRAMA DE CAPACITACION A OPERARIOS MANIPULACION DE ALIMENTOS Y
BPM
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-COM PAGINA: 5 DE 9

DURACION Dos horas RECURSOS DIDACTICOS
1. Diapositivas 2. Videos 3. Memorias
BUENAS PRÁCTICAS DE MANUFACTURA
JUSTIFICACION
Las Buenas Prácticas de Manufactura definen las condiciones que deben estar presentes en toda
planta de procesamiento de alimentos, constituyen los pilares para la implantación de un Sistema
de Gestión en Inocuidad en la industria alimentaria; lo que garantiza el cumplimiento de los
estándares de calidad establecidos, por lo que la capacitación en estos temas del personal
relacionado a la industria alimentaría es fundamental para la implantación y mantenimiento de
estos sistemas de calidad. El manejo y conocimiento de la normativa por personal en la cadena
alimentaría proporcionara una importante mejora en la producción del producto.
DIRIGIDO A Todos los operarios, y personal con acceso al área de recepción de materia prima, bodega, área de producción, área de empacado, área de almacenamiento, área de despacho transporte y ventas. Todo aquel personal que tenga contacto con la materia prima o con el producto finalizado antes de llegar al consumidor. METODOLOGIA La capacitación se hará mediante exposición, y al finalizar cada modulo se responderán a inquietudes y se propondrán problemas alusivos al tema visto. Se le entregara al personal presente, memorias con el contenido del curso. Al finalizar se evaluara el conocimiento dado durante la exposición.
PROGRAMA DE CAPACITACION A OPERARIOS MANIPULACION DE ALIMENTOS Y
BPM
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-COM PAGINA: 6 DE 9

CONTENIDO
1. ¿Qué son las Buenas Prácticas De Manufactura?
2. ¿Aplicación de las BPM
3. ¿Cuáles son?
4. Practicas de protección del personal
DURACION Dos horas RECURSOS DIDACTICOS
1. Diapositivas 2. Videos 3. Memorias
PROGRAMA DE CAPACITACION A OPERARIOS MANIPULACION DE ALIMENTOS Y
BPM
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-COM PAGINA: 7 DE 9

CRONOGRAMA DE CAPACITACION
TEMA DIRIGIDO GRUPO SEMANA INTENSIDAD
HORARIA
LOS ALIMENTOS A todo el personal manipulador y con
acceso al área de producción, bodega,
recepción y despacho.
Grupo A 1 Dos horas
Grupo b 2
LOS
MICROORGANISMOS
A todo el personal manipulador y con
acceso al área de producción, bodega,
recepción y despacho.
Grupo A 1 Dos horas
Grupo B 2
ETA’S A todo el personal manipulador y con
acceso al área de producción, bodega,
recepción y despacho.
Grupo A 2 Dos horas
Grupo B 3
BUENAS PRACTICAS
DE MANUFACTURA
& PROGRAMAS
A todo el personal manipulador y con
acceso al área de producción, bodega,
recepción y despacho.
Grupo A 3 Dos horas
4
Grupo B 4
5
Grupo A Gerente, vigilantes, operarios de recepción y despacho = 10
Grupo B Operarios manipuladores de alimentos del área de
producción= 10
PROGRAMA DE CAPACITACION A OPERARIOS MANIPULACION DE ALIMENTOS Y
BPM
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-COM PAGINA: 8 DE 9
FORMATO DE CONTROL DE LA CAPACITACION
ENCARGADO:
FECHA: GRUPO: TEMA PROPUESTO:
N° NOMBRE COMPLETO CARGO CEDULA FIRMA
TOTAL OBSERVACIONES: FIRMA ENCARGADO:

PROGRAMA DE SEGUIMIENTO Y
EVALUACION FORMATOS BPM

OBJETIVO
Determinar el cumplimiento de los diferentes programas propuestos para el mejoramiento de
diferentes aspectos de la empresa de precocidos PAO-PAO
ALCANCE
Este programa aplica para evaluar y determinar el cumplimiento de los programas que se han
propuesto, y por lo tanto se deben evaluar todos los programas, para tener control de su
funcionamiento.
RESPONSABLE
JEFE DE PRODUCCIÓN: Persona encarga de evaluar con los formatos diseñados para cada
programa, por lo tanto este tiene la responsabilidad de verificar su correcto funcionamiento y de
determinar las medidas correctivas necesarias para el mejoramiento de estas
GERENTE persona encargada de proveer los recursos necesarios para el cumplimiento de estos
programas y para la aplicación de medidas correctivas necesarias.
SEGUIMIENTO Y EVALUACION DE LOS PROGRAMAS
PROGRAMA METODO DE SEGUMIENTO Y EVALUACION FRECUENCIA RESPONSABLE
PROGRAMA DE LIMPIEZA Y DESINFECCION
Formato de inspección de limpieza y saneamiento diario
Diario Jefe de producción
Formato de inspección de limpieza y desinfección mensual
30 días
Revisión de cada equipo y utensilio usados en producción para comprobar el estado de estos
PROGRAMA DE RESIDUOS SOLIDOS
Formato de inspección de manejo de residuos sólidos
Diario Jefe de producción
30 días
Análisis microbiológico de ambiente en la planta Laboratorio externo (universidad de pamplona)
PROGRAMA DE CONTROL DE PLAGAS
Formato inspección de control de plagas Cada 15 días Jefe de producción Formato de evaluación de control de plagas 30 días
Revisión de alrededores de la planta para controlar la proliferación de plagas por acción de los residuos sólidos almacenados afuera de la
Cada 15 días
PROGRAMA DE SEGUIMIENTO Y EVALUACION
ELABORADO POR: PAOLA SUÁREZ, RONALD PALACIOS
APROBADO POR: JULIO CESAR MORA
VERSION: 00 CODIGO: P-CAP00 PAGINA: 1 DE 5

planta
PROGRAMA MANTENIMIENTO DE EQUIPOS
Formato de inspección de mantenimiento Diario Jefe de producción
Formato de evaluación de mantenimiento mensual
PROGRAMA DE CAPACITACÓN A OPERARIOS
Formato de control de la capacitación Diario mientras dura la capacitación
Jefe de producción
Evaluación de aplicación de conocimientos adquiridos durante la capacitación en su jornada laboral
Diario
PROGRAMA DE CONTROL DE AGUA POTABLE
Análisis microbiológico del agua de la planta Cada 3 meces
Laboratorio externo
Análisis físico y químico del agua de la planta Una vez por semana
Jefe producción

PLAN DE MEJORAS BPM

PRIORIDAD PLAZO TIEMPO
A LARGO 12 MECES
B MEDIO 8 MECES
C CORTO < 3 MECES
CAPITULO ASPECTO ACCION CORRECTIVA PRIORIDAD
EDIFICACION E INSTALACIOSNES
INSTALACIONES FISICAS
Se debe colocar protección en puertas y ventanas como barreras físicas contra polvo plagas etc.
C
Se debe rediseñar la edificación para separar los procesos en forma secuenciales y así evitar contaminación cruzada
A
INSTALACIONES SANITARIAS
Se debe adecuar las instalaciones sanitarias de tal forma que el operario tenga mínimo contacto con estas como lavamanos con mecanismo de funcionamiento no manual, secador y se recomienda un tapete sanitario o fosa lava botas para evitar contaminación hacia el área de producción
B
Se debe proporcionar una área específicamente para vestier de los operarios conforme se exige en el decreto 3075 de 1997
C
PERSONAL MANIPULADOR DE ALIMENTOS
EDUCACION Y CAPACITACION
Se debe cumplir el programa de capacitación de empleados
C
Se debe colocar letreros alusivos a las prácticas de higiene durante el Proceso de producción
C
CONDICIONES SANITARIAS
MANEJO RESIDUOS SOLIDOS
Se debe localizar y adecuar un área exclusivamente para el depósito de residuos sólidos con barreras físicas para evitar la proliferación y contaminación hacia el área de producción
B
CONTROL DE PLAGAS
Se debe llevar a cabo los procedimientos propuestos por el programa de control de plagas
B
CONDICIONES DE PROCESO Y
FABRICACION
EQUIPOS Y UTENSILIOS
Se debe cambiar los utensilios por materiales no tóxicos, inertes sin materias desprendibles como acero inoxidable
C

HIGIENE Y LOCATIVA
Se debe adecuar las instalaciones físicas como techo, paredes, pisos de tal manera que sean lisas y de fácil limpieza y que evite ser focos de contaminación
A
Se debe proporcionar más equipos destinados para ventilación y extracción de calor; para la iluminación de todas las áreas de producción con sus respectivas medidas de protección. Y se debe proporcionare lava botas para evitar contaminación en el área de producción
B
MATERIAS PRIMAS E INSUMOS
Se debe adecuar equipos para descarga y recepción de materia prima; se debe adquirir equipos que sirvan para determinar la calidad de la materia prima
A
ALMACENAMIENTO PRODUCTO
TERMINADO
Se debe mejorar el área de almacenamiento del producto terminado con la adquision de equipos que ayuden a mantener las condiciones optimas y adecuadas del área de refrigeración
A
TRASNPORTE Se debe adquirir y adecuar con sistemas de refrigeración el transporte del producto para un adecuado proceso de transporte de el producto terminado
A
SALUD OCUPACIONAL
SALUD OCUPACIONAL
Se debe realizar el programa de salud ocupacional
B
ASEGURAMIENTO Y CONTROL DE
CALIDAD
CONDICIONES DE LABORATORIO Y
CONTROL
Se debe adecuar área la cual sea destinada como laboratorio para los análisis necesarios
A
![Presentacion para pao[1]](https://static.fdocuments.es/doc/165x107/55c116a2bb61eb4d6b8b472d/presentacion-para-pao1.jpg)











![Radio ....123[1].Ppt...Pao](https://static.fdocuments.es/doc/165x107/5463ba16af79596f338b45e8/radio-1231pptpao.jpg)




