APLICACIÓN DE CAPAS ESPESORADAS DE … · 1.3. OBJETIVOS - Estudiar las variables de proceso que...
14
APLICACIÓNDE CAPAS ESPESORADAS DE ESMALTE MEDIANTE LA TÉCNICA DE HUECOGRABADO A.Torrec(*), A. Boi~'~), F. Chillarón(z) S. Peiró"), J. GargoriO), M.A. J~vaní(~) (''System s.p.a. (2)Lamberti aditivos cerámicos S.A. (3)Colorobbia España S.A. RESUMEN En la producción de Pavimentos y Revestimientos Cerámicos es cada vez más habitual el realizar decoraciones mediante la deposición de una importante capa de esmal te. Dicha capa puede ser necesaria para el recubrimiento general de la pieza o, en otras ocasiones, para cubrir zonas m u y concretas y delimitadas de la pieza (mosaicos, sobrerelieves, etc.) La aplicación a velo o cortina (campana) impide el cubrimiento selectivo de zonas de la pieza y, con ello, la decoración de piezas como las mencionadas, lo que supone una limitación, tanto técnica como estética, en el desarrollo de nuevos productos cerámicos. El desarrollo de la técnica de decoración mediante huecograbado permite la aplicación, bien sea de superficies completas o de zonas exactamente diferenciadas. Para el correcto desarrollo de dicha aplicación se requiere conocer las variables que influyen en el proceso, tanto desde el punto de vista de los materiales empleados (esmaltes y aditivos) como de los equipos utilizados (máquina de decoración ). El presente trabajo supone el estudio de las variables de esmaltes y sus condiciones reológicas que permiten dicho tipo de aplicación, asícomo el estudio de las variables del equipo y proceso para su correcto desarrollo mediante la técnica de huecograbado. Se han estudiado esmaltes de diferente naturaleza y diferentes tipos de aditivos con el fin de definir las co~zdiciones mejores de trabajo que permitan desarrollar la aplicación deseada y conseguir la ausencia de problemas asociados. 6 Con el fin de validar los resultados, se ha realizado ensayos a escala industrial y el consiguiente análisis de los mismos, obteniendo finalmente diferentes tipos de piezas cerámicas con decoraciones diversas. 1 , P.GI - 541
Transcript of APLICACIÓN DE CAPAS ESPESORADAS DE … · 1.3. OBJETIVOS - Estudiar las variables de proceso que...
APLICACIÓN DE CAPAS ESPESORADAS DE ESMALTE MEDIANTE LA TÉCNICA DE
HUECOGRABADO
A.Torrec(*), A. B o i ~ ' ~ ) , F. Chillarón(z) S. Peiró"), J. GargoriO), M.A. J ~ v a n í ( ~ )
(''System s.p.a. (2)Lamberti aditivos cerámicos S.A.
(3)Colorobbia España S.A.
RESUMEN
E n la producción de Pavimentos y Revestimientos Cerámicos es cada vez más habitual el realizar decoraciones mediante la deposición de una importante capa de esmal te. Dicha capa puede ser necesaria para el recubrimiento general de la pieza o, e n otras ocasiones, para cubrir zonas m u y concretas y delimitadas de la pieza (mosaicos, sobrerelieves, etc.)
La aplicación a velo o cortina (campana) impide el cubrimiento selectivo de zonas de la pieza y, con ello, la decoración de piezas como las mencionadas, lo que supone una limitación, tanto técnica como estética, en el desarrollo de nuevos productos cerámicos.
El desarrollo de la técnica de decoración mediante huecograbado permite la aplicación, bien sea de superficies completas o de zonas exactamente diferenciadas.
Para el correcto desarrollo de dicha aplicación se requiere conocer las variables que influyen en el proceso, tanto desde el punto de vista de los materiales empleados (esmaltes y aditivos) como de los equipos utilizados (máquina de decoración ).
El presente trabajo supone el estudio de las variables de esmaltes y sus condiciones reológicas que permiten dicho tipo de aplicación, as ícomo el estudio de las variables del equipo y proceso para su correcto desarrollo mediante la técnica de huecograbado.
Se han estudiado esmaltes de diferente naturaleza y diferentes tipos de aditivos con el fin de definir las co~zdiciones mejores de trabajo que permitan desarrollar la aplicación deseada y conseguir la ausencia de problemas asociados. 6
Con el f in de validar los resultados, se ha realizado ensayos a escala industrial y el consiguiente análisis de los mismos, obteniendo finalmente diferentes tipos de piezas cerámicas con decoraciones diversas.
1 ,
P.GI - 541
Como bien se sabe, el comportamiento de una suspensión cerámica viene definido por múltiples factores. En el caso que nos ocupa, es decir, la aplicación de una capa espesorada mediante HUECOGRABADO, y en concreto una capa de esmalte, la correcta realización de este tipo de decoración vendrá influenciada por diferentes variables como son la propia reología del esmalte y las variables de producción que inciden sobre la misma aplicación, tal es el caso de la máquina y todo lo que engloba la misma, así como demás variables propias de cualquier línea de producción en general.
A continuación se detallan las diferentes variables que se ha considerado influyen de una manera más importante.
1 .l. REOLOGÍA DE SUSPENSIONES.
La viscosidad viene expresada en forma de ecuación de la siguiente forma:
La anterior ecuación se suele escribir en forma simplificada de caracteres de la siguiente forma:
, ,
r = (oyx 1 Y) (2)
en donde se definen las variables: ,/
q = p = viscosidad Fuerza de cizalla
ay, = tensión de cizalla = F / A =
Area
- dvx/dy = y = gradiente de velocidades
de esta forma si expresamos la ecuación (2) de otra manera, queda:
de donde se observa que al representar gráficamente la tensión de cizalla frente al gradiente de velocidades, se obtiene una línea recta cuya pendiente es la propia viscosidad, denominando a esta viscosidad como VISCOSIDAD ABSOLUTA.
Este comportamiento no es general en todos los fluidos, únicamente en aquellos denominados newtonianos. En el resto de fluidos la viscosidad depende de la agitación (gradiente de velocidades).
Así pues se puede constatar que existirán distintos tipos de fluidos según su comportamiento ante los parámetros descritos anteriormente.
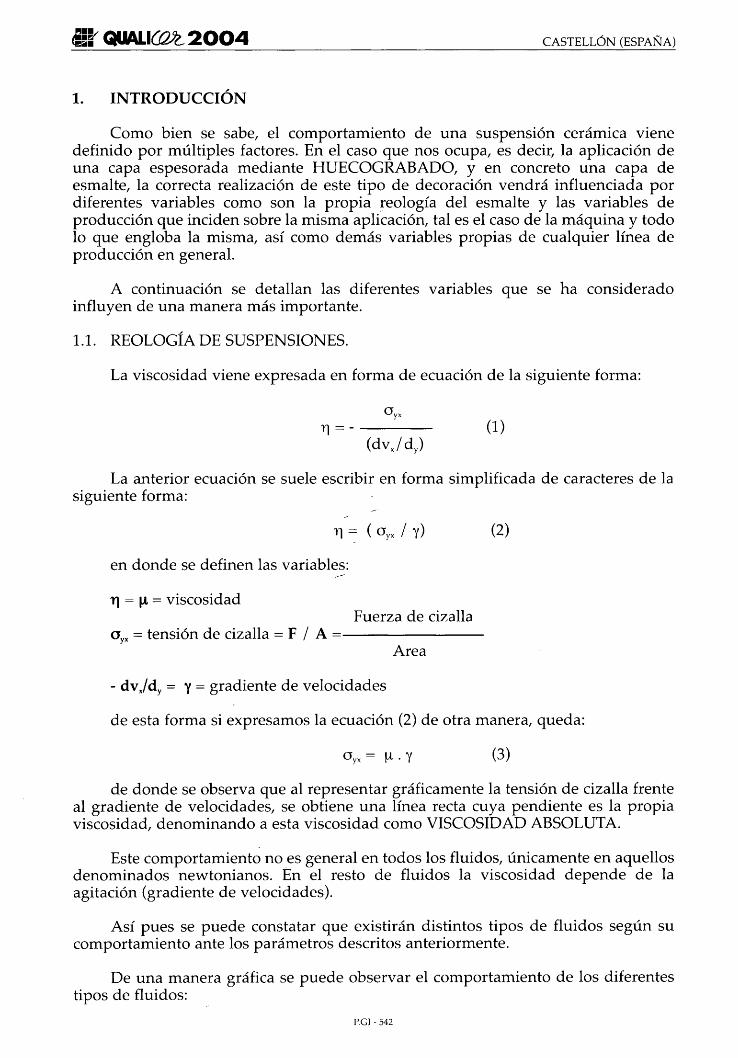
De una manera gráfica se puede observar el comportamiento de los diferentes tipos de fluidos:
P.GI - 542
Figura 1. Tipos de fluidos
1. BINGHAM 2. DILATANTE 3. NEWTONIANO 4. PSEUDOPLÁSTICO 5. PLASTICO GENERAL
Cada uno de estos comportamientos supone un ajuste diferente en la representación gráfica de los datos obtenidos a partir del análisis reológico.
La ecuación general que regula los distintos comportamientos reológicos será:
donde y es el "gradiente de velocidades" aplicado, o, es la "tensión umbral de fluencia", K es el llamado "índice de consistencia" y n el "índice de flujo".
Por otro lado, existe un tipo de comportamiento añadido a los descritos anteriormente denominado TIXOTROPÍA, donde la viscosidad depende, además del gradiente de velocidad, del tiempo. Desde el punto de vista teórico puede ser definida como el área encerrada por la curva representada gráficamente entre la tensión de cizalla y el gradiente de velocidad aplicado en un ensayo en el que se aumenta de forma progresiva el gradiente de velocidad para después proceder de forma inversa:
Y Figura 2. Tixotropía
1.2. VARIABLES DE PRODUCCI~N.
a) Cilindro:
El tipo de silicona utilizada será tipo T1 o INTERMEDIO siendo el tipo de "máscara" gráfica diferente según el gramaje que se desee aplicar.
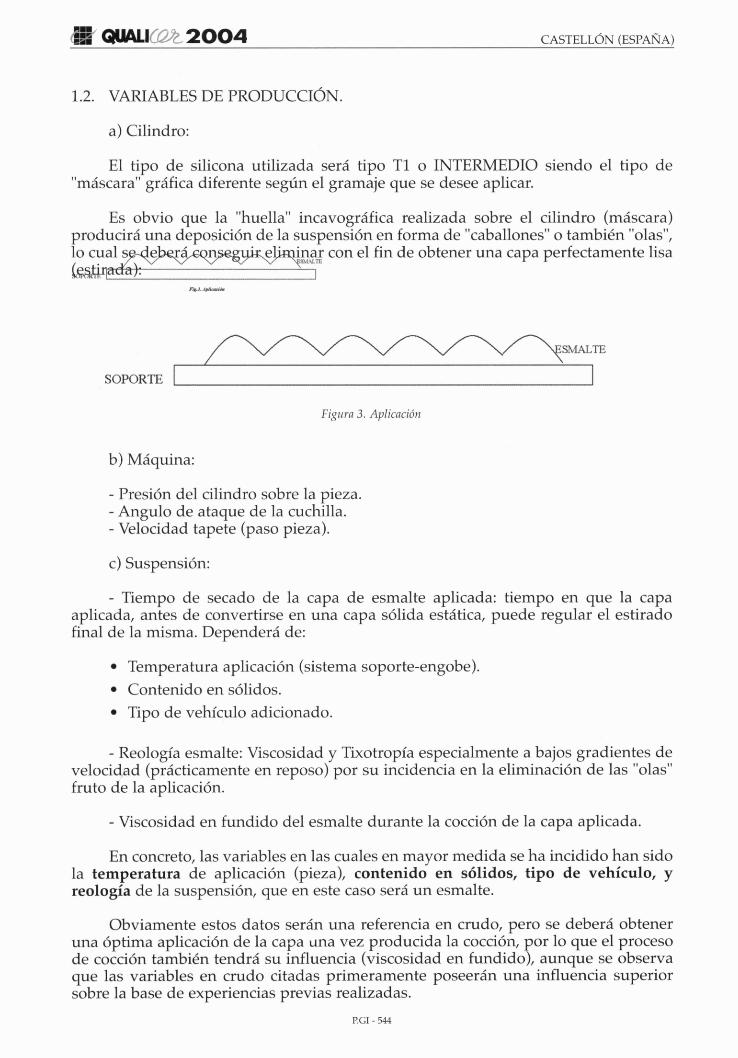
Es obvio que la "huella" incavográfica realizada sobre el cilindro (máscara) producirá una deposición de la suspensión en forma de "caballones" o también "olas",
con el fin de obtener una capa perfectamente lisa
* .A A f l d * ,
SOPORTE 1 Figura 3. Aplicación
b) Máquina:
- Presión del cilindro sobre la pieza. - Angulo de ataque de la cuchilla. - Velocidad tapete (paso pieza).
c) Suspensión:
- Tiempo de secado de la capa de esmalte aplicada: tiempo en que la capa aplicada, antes de convertirse en una capa sólida estática, puede regular el estirado fhal de la misma. Dependerá de:
Temperatura aplicación (sistema soporte-engobe). Contenido en sólidos. Tipo de vehículo adicionado.
- Reología esmalte: Viscosidad y Tixotropía especialmente a bajos gradientes de velocidad (prácticamente en reposo) por su incidencia en la eliminación de las "olas" fruto de la aplicación.
- Viscosidad en fundido del esmalte durante la cocción de la capa aplicada.
En concreto, las variables en las cuales en mayor medida se ha incidido han sido la temperatura de aplicación (pieza), contenido en sólidos, tipo de vehículo, y reología de la suspensión, que en este caso será un esmalte.
Obviamente estos datos serán una referencia en crudo, pero se deberá obtener una óptima aplicación de la capa una vez producida la cocción, por lo que el proceso de cocción también tendrá su influencia (viscosidad en fundido), aunque se observa que las variables en crudo citadas primeramente poseerán una influencia superior sobre la base de experiencias previas realizadas.

1.3. OBJETIVOS
- Estudiar las variables de proceso que influyen en la aplicación de capas espesoradas mediante el sistema de huecograbado.
- Sobre la base de la optimización de las variables estudiadas, realizar aplicaciones de esmalte mediante huecografía sobre diferentes tipos de producto: mosaicos, cenefas geométricas, piezas lisas, soporte liso con bajo relieves (agujeros), etc.
2. EXPERIMENTAL
2.1. MATERIALES.
En un principio el trabajo ha estado enfocado a soportes de monococción tanto de pasta roja como blanca en un ciclo típico de revestimiento. La cocción de las piezas ha sido realizada en un horno tipo "KEMAC" de rodillos monoestrato.
Se ha utilizado, para calentar las piezas, estufas eléctricas convencionales de laboratorio.
Para realizar las mediciones reológicas se ha utilizado un reómetro HAAKE con sensor 234 DIN Ti.
Para realizar las aplicaciones se ha utilizado diferentes máquinas de huecograbado ROTOCOLOR.
El tipo de cilindro utilizado ha sido INTERMEDIO con tipo de máscara ERG26.
Se ha realizado los ensayos haciendo uso de esmaltes y aditivos cerámicos convencionales.
Dado que las tintas de decoración mediante huecografía poseen unas características fisico-químicas y reológicas bastante fijadas ya, se ha tratado de parametrizar el trabajo sobre la base de esas mismas características aplicadas a un esmalte, de manera que resulte fácil una preparación y acondicionamiento reológico del mismo para su correcta aplicación mediante el sistema huecográfico.
Para ello, a partir de un esmalte normal de campana, se ha estudiado las diferentes variables de proceso que influyen en este tipo de aplicación, para luego acondicionar reológicamente el esmalte mediante la adición de vehículos de características próximas a las de los utilizados en general en las tintas normales de decoración mediante huecograbado.
Haciendo uso de un vehículo convencional para este tipo de aplicaciones y, partiendo de una suspensión de esmalte para campana, se ha preparado un esmalte acondicionado sobre el que se ha estudiado la influencia del tiempo de secado de la capa del esmalte.

Posteriormente, tomando distintos tipos de fritas se ha elaborado una serie de esmaltes que se han caracterizado reológicamente (viscosidad y tixotropía) con el fin de establecer una relación entre estos parámetros y la calidad de la aplicación.
Por último, una vez conocida la influencia de las variables estudiadas, se ha desarrollado un vehículo idóneo para este tipo de aplicaciones espesoradas.
El método de trabajo seguido ha sido relativamente sencillo:
- extracción de los datos reológicos de un esmalte convencional para una aplicación a campana ("ESMALTE CONVENCIONAL").
- acondicionamiento reológico mediante la adición de aditivos al esmalte normal ("ESMALTE ADITIVADO").
- extracción de los datos reológicos del esmalte aditivado.
- aplicación de los esmaltes mediante la máquina de huecograbado sobre el soporte engobado a pistola y a una temperatura de pieza de 60°C.
Los estudios a nivel de laboratorio se han completado a nivel de línea de pruebas de planta piloto y a nivel industrial.
En el presente trabajo se ha tratado de realizar el máximo estudio posible sobre la aplicación en crudo puesto que es obvio que el efecto estético final dependerá en gran medida de esta aplicación.
Durante el estudio se ha tratado de mantener una serie de variables constantes como son la regulación de la máquina, tipo de cilindro, tipo de desfloculante, tipo de caolín y granulometría de la suspensión.
3.1. INFLUENCIA DEL TIEMPO DE SECADO DE LA CAPA DE ESMALTE APLICADA.
Dicha variable vendrá influenciada por los siguientes parámetros: temperatura aplicación, capa o peso de esmalte aplicado y contenido en sólidos del mismo.
Para este estudio se ha tomado un esmalte convencional de campana al cual se le ha añadido un vehículo convencional para aplicarlo mediante huecografía, con el fin de que presente una viscosidad habitual en este tipo de aplicación, de 25 segundos en copa ford de 4 mm.
3.1.1 Temperatura y capa o peso depositado de esmalte.
Uno de los factores que afectará al tiempo de secado de la capa de esmalte será la humedad que posea el sistema soporte-engobe.
En principio, la humedad que posea el sistema soporte-engobe en el momento de la aplicación, dependerá del tipo de materiales de la composición que conformen el soporte y el engobe.
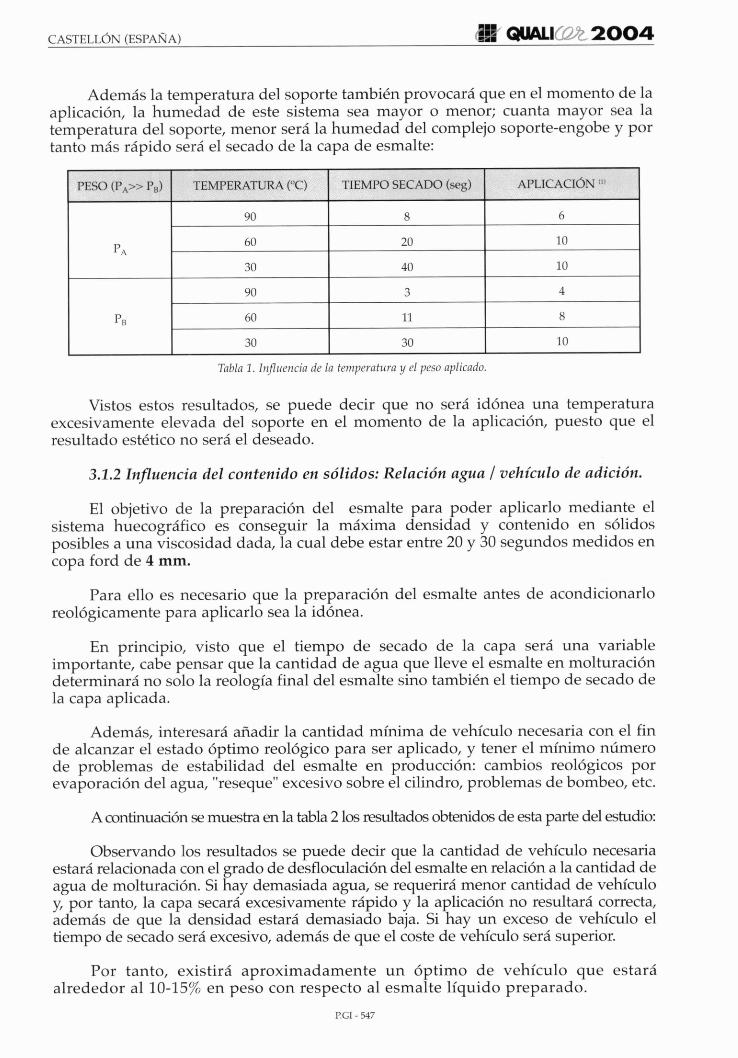
Además la temperatura del soporte también provocará que en el momento de la aplicación, la humedad de este sistema sea mayor o menor; cuanta mayor sea la temperatura del soporte, menor será la humedad del complejo soporte-engobe y por tanto más rápido será el secado de la capa de esmalte:
TEMPEI;
Tabla 1. Influencia de la temperatura y el peso aplicado.
Vistos estos resultados, se puede decir que no será idónea una temperatura excesivamente elevada del soporte en el momento de la aplicación, puesto que el resultado estético no será el deseado.
PEC PB)
P A
p B
3.1.2 Influencia del contenido en sólidos: Relación agua / vehículo de adición.
90
60
30
90
60
30
8
20
40
3
11
30
El objetivo de la preparación del esmalte para poder aplicarlo mediante el sistema huecográfico es conseguir la máxima densidad y contenido en sólidos posibles a una viscosidad dada, la cual debe estar entre 20 y 30 segundos medidos en copa ford de 4 mm.
6
10
1 O
4
8
10
Para ello es necesario que la preparación del esmalte antes de acondicionarlo reológicamente para aplicarlo sea la idónea.
En principio, visto que el tiempo de secado de la capa será una variable importante, cabe pensar que la cantidad de agua que lleve el esmalte en molturación determinará no solo la reología final del esmalte sino también el tiempo de secado de la capa aplicada.
Además, interesará añadir la cantidad mínima de vehículo necesaria con el fin de alcanzar el estado óptimo reológico para ser aplicado, y tener el mínimo número de problemas de estabilidad del esmalte en producción: cambios reológicos por evaporación del agua, "reseque" excesivo sobre el cilindro, problemas de bombeo, etc.
A continuación se muestra en la tabla 2 los ~esultados obtenidos de esta parte del estudio:
Observando los resultados se puede decir que la cantidad de vehículo necesaria estará relacionada con el grado de desfloculación del esmalte en relación a la cantidad de agua de molturación. Si hay demasiada agua, se requerirá menor cantidad de vehículo y, por tanto, la capa secará excesivamente rápido y la aplicación no resultará correcta, además de que la densidad estará demasiado baja. Si hay un exceso de vehículo el tiempo de secado será excesivo, además de que el coste de vehículo será superior.
Por tanto, existirá aproximadamente un óptimo de vehículo que estará alrededor al 10-15% en peso con respecto al esmalte líquido preparado.

HEXA (>A)" ' AGUA (:y,) ULO'" DE I VI/
NSIDAD /
KOSIDAD
Tabla 2. Influencia del contenido en sólidos y relación agualvehículo.
ESMALTE NORMAL 1 ESMALTE ADITIVADO
AGL 1
3.2. INFLUENCIA DE LAS CARACTERÍSTICAS REOLÓGICAS DE LA CAPA DE ESMALTE APLICADA.
3.2.1. Influencia de la TIXOTXOP~A y de la VISCOSIDAD a bajos gvadientes de velocidad.
25
30
35
40
Bajo un punto de vista lógico, se puede intuir que las dos variables reológicas que se deberán valorar en este tipo de aplicaciones son la TIXOTROPÍA y la VISCOSIDAD, en concreto se ha determinado que los valores de viscosidad importantes para explicar el comportamiento del esmalte una vez aplicado, están entre O y 1 S-'.
1,90 / 140"
1,85 / 90"
1,75 / 60"
1,65 / 35"
Observando la deposición física del esmalte por parte del cilindro sobre la pieza se puede intuir como en el momento de la aplicación el valor de la viscosidad a bajos gradientes de velocidad será el que nos influirá, mientras que después de ese preciso momento será el valor de tixotropía el que determinará el grado de "estirado" de la superficie.
0,15
0,15
0,15
0,15
A continuación se muestra en la tabla 3 y en las figuras 4 y 5 los diferentes comportamientos reológicos que poseen distintos tipos de composiciones y preparaciones de esmaltes:
75
70
65
60
175%
11%
6%
3,5%
IRIAL
1,70 / 25"
1,72 / 25"
1,68 / 25"
1,65 / 25"
IAD (seg
Tabla 3. Preparación de diferentes esmaltes.
1 min 10 ceg
40 seg
25 seg
10 seg
I
--
(') Aplicación de la capa de esmalte "estirada" mediante huecograbado: Incorrecta<5 ; Correcta=lO, en crudo. (2 ) Hexametafosfato sódico (desfloculante). (3) Son O/o con respecto al peso del esmalte líquido de sólido con agua. (4) Adición del vehículo con agitación enérgica 4-5 minutos.
Adición del vehículo con agitación suave.
10
1 O
< 5
< 5
93
28
5
30
28
h l<l
V E H ~ C
-- 93
28
5
30
28
VEH~CULO (?) 28
ANTIESPUMANTI 5
30
28
93
28
5
30
28

Figura 4. Curvas reologicas a bajos pudientes de velocidad.
VISC (GVIO)
Figura 5. Tixotropía vs viswsidad rnrfxima a bajos grad. de vel.
A mod ¿ de ejemplo, se muestra a continuación en las figuras 6 y 7 los efectos de aplicación que se dan con un tipo de reología u otra:
P19 (Mala aplicación) P21 (Correcta aplicación)
Figura 6 y 7. Relación entre el tipo de reologfa y el aspecto de la aplicación de esmalte.
Como se puede apreciar, aquellos esmaltes que presentan valores más bajos de la viscosidad y tixotropía a bajos gradientes de velocidad dan mejores resultados de aplicación (mejor "estirada").
3.2.2. Influencia de la molturación.
Se ha realizado una comparación sobre el comportamiento reológico entre un esmalte aditivado, simplemente mezclado por agitación suave, y el mismo esmalte aditivado y mezclado mediante una agitación enérgica o molturado durante unos 4 o 5 minutos.
Para ello se ha representado gráficamente la TIXOTROP~A frente a los valores de VISCOSIDAD máxima a bajos gradientes de velocidad.
La influencia de la molturación sobre la reología se puede ver en la Figuras 4 y 5 en los pares de puntos P19-P21 y P18-P20, donde para un mismo esmalte se puede observar que si la agitación se realiza mediante una agitación suave (P19 y P18) el esmalte presenta valores reológicos (viscosidad y tixotropía) más altos que si se realiza una agitación enérgica o se moltura (P21 y P20).
Además, se aprecia que las diferencias reológicas entre este tipo de esmaltes (en este caso cristalinas) se reducen en el caso de una molturación enérgica (P20 y P21).
3.2.3. Influencia del tipo de frita / esmalte.
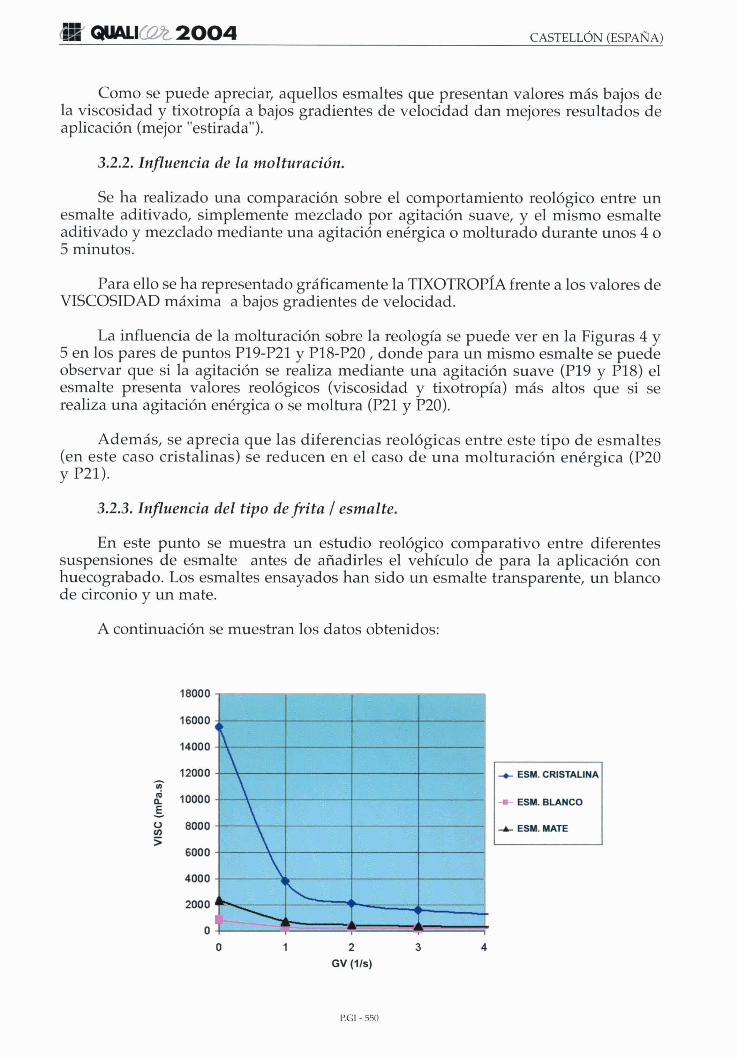
En este punto se muestra un estudio reológico comparativo entre diferentes suspensiones de esmalte antes de añadirles el vehículo de para la aplicación con huecograbado. Los esmaltes ensayados han sido un esmalte transparente, un blanco de circonio y un mate.
A continuación se muestran los datos obtenidos:

O So00 10000 15000 20000
wsc (OVIO)
Figura 8 y 9. Curvas de comportamiento reológico comparativas entre diferentes esmaltes. I
Observando los resultados se puede decir que los esmaltes tipo cristalina serán más complicados de aplicar mediante huecograbado, y que los esmaltes mate y blancos serán más fáciles de acondicionar reológicamente con aditivos.
3.2.4. Vehículos para acondicionar reológicamente.
Por otro lado, es obvio que la influencia sobre el tiempo de secado de la capa aplicada de esmalte y la propia reología del esmalte, vendrá dada también por los aditivos utilizados con el fin de acondicionar reológicamente el esmalte para su aplicación mediante huecograbado.
El objetivo de la preparación es conseguir una viscosidad entre20 y 30 segundos en copa ford de 4 mm obteniendo la máxima densidad y contenido en sólidos, y unos adecuados valores reológicos en el esmalte. Por ello, dependerá de la composición de los aditivos utilizados.
En principio las premisas han sido elaborar un vehículo con unos valores bajos de tixotropía y viscosidad a reducido gradiente de velocidad, y además con un tiempo de secado largo, con el fin de poder regular el tiempo de secado del esmalte final.
l Por Otro lado es necesario eliminar las burbujas generadas por la adición del
vehículo y la posterior molturación, lo que para ello se ha introducido un determinado antiespumante.
Seguidamente se muestra la tabla 4, donde viene referenciados los ensayos realizados y a continuación la representación gráfica de los resultados reológicos obtenidos en la figura 10.
Observando los resultados se puede ver como, desde un punto de vista reológico, los ensayos P8.1 y P8.3 son los que mejor deben aplicar, lo cual corresponde al vehículo PRUEBA 4, siendo la diferencia entre las dos pruebas, únicamente el tipo y la cantidad de agente tensioactivo.
I

Tabla 4. Ensayos con vehículos
COPA FORD 4 mm (seg)
DENSIDAD (gr / cm3)
TIEMPO SECADO
Figura 10. Curvas reologicas a bajos gradientes de velocidad
Figura 11. Tixotropía frente viscosidad máxima a bajos gradientes de velocidad.
191
1,84
5 SEG
21
1,68
20 SEG
30
1,68
30 SEG
26
1,69
27SEG
24
1,69
25 SEG

En cuanto al tiempo de secado de la capa aplicada, se ha buscado composiciones, todas ellas que dieran un tiempo de secado entorno a 25-30 segundos en copa ford de 4 mm, siempre realizando las aplicaciones a 55-60°C, sobre piezas engobadas a pistola.
Como es lógico, prima la rentabilidad de introducir menor cantidad de aditivo, por lo que el ensayo P8.3 se decide tomar como el correcto (VEHICULO 4 y TENSIOACT. B.), claro está, sin descartar la P8.1.
En principio las cantidades de cada uno de ellos dependerán de las condiciones iniciales del esmalte pero, en principio, la cantidad de antiespumante estará prefijada entre un 0,5 y un 1% sobre el peso de esmalte líquido normal, mientras que la cantidad de vehículo estará entre un 10 y un 15% en peso.
4. CONCLUSIONES
Para realizar una aplicación de esmalte mediantehuecograbado es necesario tener en cuenta que las variables de la máquina (veloc. tapete, ángulo ataque cuchilla, ...) únicamente nos darán más o menos gramaje sobre la pieza; la correcta aplicación de la capa de esmalte vendrá dada sobre todo por las condiciones reológicas del propio esmalte y las condiciones de la línea de producción. Es obvio que las condiciones de aplicación en las diferentes tipologías de producto (monococción, bicocción, porcelánico, ...) serán diferentes entre sí. Las tres variables fundamentales que influirán sobre este tipo de aplicación serán:
- tiempo de secado de la capa de esmalte: cuanto mayor sea, mejor será el acabado final. A menor temperatura del soporte, menor contenido en agua de la suspensión y mayor grado de desfloculación, con lo que mayor será el tiempo de secado. - tixotropía y viscosidad a bajos gradientes de velocidad: cuanto más bajas, mejor acabado final. Tanto la propia naturaleza del esmalte aplicado como el tipo de vehículo utilizado para acondicionarlo a la aplicación mediante la técnica de huecograbado, se ha observado que permiten regular estos parámetros. - viscosidad en fundido del esmalte durante la cocción: cuanto mayor sea, peores resultados se obtendrán. Es indispensable, para que la estabilidad del esmalte preparado sea la idónea, que exista un mínimo de 9 - 10% de vehículo sobre el peso de esmalte líquido. Esto evitará problemas de sedimentación, "reseque" del esmalte en máquina, bombeo inestable e insuficiente caudal en la dosificación, etc. No tendrán la misma facilidad de aplicación los esmaltes transparentes que los blancos o los mate, siendo los primeros de más difícil aplicación, como se puede observar en los valores reológicos que se aprecian en las figuras 8 y 9. Una corta pero intensa molturación o agitación del esmalte aditivado mejorará las condiciones reológicas y por tanto su aplicación.
[1] A. BARBA; V. BELTRÁN; C. FELIU; J. GARCIA; F. GINES; E. SÁNCHEZ; V. SANZ; " Materias primas para la fabricación de soportes de baldosas cerámicas ". ITC. la Edición, 1997.

[2] TAYLOR, J.R.; BULL, A.C. "Ceramic glaze technology". lS' ed. Oxford: Pergamon, 1986.
[3] ITC (Castellón); "Introducción a la reología de las suspensiones de esmaltes cerámicos",l996
[4] GEBHARD SCHRAMM; "A practica1 approach to rheology and rheometry", Haake, 1994
[5] F. CHILLARÓN, M. BANDINI ET AL., Cap. XVI, "Reología y aditivos en cerámica" ,Ed. Faenza Editrice Ibérica, Castellón, 2003.


















