Apuntes Sistemas de Fabricacion 2
182
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS DEPARTAMENTO DE COMPETENCIAS INTEGRALES E INSTITUCIONALES LABORATORIO DE PROCESOS DE MANUFACTURA APUNTES PARA LA UNIDAD DE APRENDIZAJE: SISTEMAS DE FABRICACIÓN PROGRAMA ACADÉMICO: ADMINISTRACIÓN INDUSTRIAL ELABORADOS POR: M en I. ISAAC DE JESÚS PÉREZ LÓPEZ. M en C. CARMEN PATRICIA PAREDES MARROQUÍN. PROFESORES DEL LABORATORIO DE PROCESOS DE MANUFACTURA. JULIO DEL 2012.
-
Upload
hugo-saenz-parrales -
Category
Documents
-
view
44 -
download
11
Transcript of Apuntes Sistemas de Fabricacion 2

INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS
SOCIALES Y ADMINISTRATIVAS
DEPARTAMENTO DE COMPETENCIAS INTEGRALES E INSTITUCIONALES
LABORATORIO DE PROCESOS DE MANUFACTURA
APUNTES PARA LA UNIDAD DE APRENDIZAJE:
SISTEMAS DE FABRICACIÓN
PROGRAMA ACADÉMICO: ADMINISTRACIÓN INDUSTRIAL
ELABORADOS POR:
M en I. ISAAC DE JESÚS PÉREZ LÓPEZ.
M en C. CARMEN PATRICIA PAREDES MARROQUÍN.
PROFESORES DEL LABORATORIO DE PROCESOS
DE MANUFACTURA.
JULIO DEL 2012.
ÍNDICE
Í N D I C E
página
INTRODUCCIÓN i ENSAYO DE TRACCIÓN 1 MOLDEO Y FUNDICIÓN 13 CORTE Y FORMADO DE METALES 37 TORNEADO 57 FRESADO 70 TALADRADO 86 CEPILLADO 101 MÁQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO 117 TRATAMIENTOS TÉRMICOS DEL ACERO 136 RECUBRIMIENTOS ELECTROLÍTICOS 146 PLÁSTICOS 156 BIBLIOGRAFÍA 177
INTRODUCCIÓN
i
I N T R O D U C C I Ó N
Desde la aparición del hombre sobre la faz de la tierra, se ha visto en la
necesidad de utilizar diversos utensilios para poder satisfacer sus necesidades más
primordiales como es el alimentarse, el vestirse y el defenderse de sus
depredadores. Para poder utilizar dichos utensilios, primero debió fabricarlos y antes
tuvo que elaborar sus herramientas. Conforme el tiempo fue transcurriendo, los
materiales y procedimientos para fabricar las herramientas y los utensilios se
mejoró aunque se continuaba elaborando todo de manera manual.
A medida que la rapidez para elaborar distintos productos, además de la precisión
en su confección se hicieron primordiales, se fueron fabricando maquinas un tanto
rudimentarias pero que mejoraban en gran medida la velocidad de producción, así
como su exactitud en comparación con los métodos manuales: en ese momento
aparecieron las maquinas-herramientas; estas maquinas-herramientas eran muy
limitadas con respecto al tipo de operaciones que podían realizar, sin embargo al
ampliarse las necesidades de mejora de la calidad de los productos, estas también
fueron teniendo mejoras.
La producción de los diferentes artículos no solo fue destinado a las maquinas-
herramientas, sino también a otro tipo de equipos tales como las maquinas de
deformación de metales, maquinas para elaboración de piezas en plástico,
maquinas para soldar, etc., que servían la mayoría de las veces como un proceso
complementario a la fabricación en las maquinas-herramientas.
En la actualidad, cada maquina igualmente que al principio tiene un trabajo muy
especializado, con la diferencia que cuentan con elementos que brindan mucha
mayor precisión y mejor rapidez de producción; la forma de preparación de las
herramientas respectivas es mucho más eficiente y los materiales con los cuales se
elaboran es de mayor durabilidad.
En la asignatura de Sistemas de Fabricación, se analizarán desde un punto de vista
teórico-práctico los métodos de trabajo más importantes que están involucrados en
la fabricación de distintos productos, todo esto basado en el Plan de Estudios del
cuarto periodo del programa académico en Administración Industrial, en los que
destacan: el conformado de metales, en donde se contempla al ensayo mecánico de
tracción, el moldeo y la fundición de productos metálicos, el corte de metales sin
arranque de viruta y el doblado de láminas y placas de metal; las maquinas-
INTRODUCCIÓN
ii
herramientas básicas como lo son el torno, la fresadora, el taladro y el cepillo, finalizando
con los métodos de fabricación especiales como son los tratamientos térmicos del acero,
los plásticos, los recubrimientos electrolíticos y los maquinados automáticos
utilizando maquinas-herramientas con control numérico.
En el ensayo mecánico de tracción se estudiarán principalmente las propiedades
mecánicas de los materiales que son muy útiles en el diseño de piezas mecánicas;
en los métodos de moldeo y fundición se observarán los materiales utilizados
para elaborar un molde en arena, así como el vaciado de un metal líquido en
dicho molde para elaborar piezas con fines determinados. Por otra parte, en la
fundición se clasificarán los diferentes tipos de hornos para refinar metales, así
como los distintos tipos de metales que se pueden obtener en cada uno de ellos;
Para el corte de metales sin arranque de viruta, se clasificarán los distintos
procedimientos a emplear, tales como el cizallado, el troquelado, el oxicorte y el
corte con plasma, así como la deformación de metales como es el caso del trabajo
de doblado y embutido de laminas metálicas.
Cuando se analicen las máquinas-herramientas de corte por arranque de viruta,
solo se estudiarán las de mayor aplicación en la industria metal-mecánica, tales
como el torno, la fresadora, el taladro y el cepillo, contemplando sus características,
herramientas y aplicación en la elaboración de distintas piezas mecánicas.
Posteriormente se analizarán los tratamientos térmicos del acero, las formas de
calentamiento y enfriamiento del acero con el fin de proporcionarle mayor dureza,
mayor ductilidad, mejor maquinabilidad, etc. Se estudiarán los recubrimientos
metálicos como es el caso del cobrizado, niquelado, zincado y cromado, todos ellos
realizados de forma electrolítica; se analizarán los diferentes procedimientos para la
elaboración de piezas en plástico, haciendo de ellos una comparación para su
adecuada elección en la fabricación de productos con distintas características. Para
finalizar, se observará el maquinado de piezas con maquinas de control numérico,
en donde se realizarán comparaciones desde distintos puntos de vista de las
maquinas convencionales con respecto a las máquinas de computarizadas.
El campo de la Fabricación que es lo que se estudiará en la asignatura de
Sistemas de Fabricación es muy amplio, sin embargo, en el presente material se
realizó una síntesis de ellos, destacando solamente los puntos más importantes y
tratando de utilizar términos en un lenguaje lo menos técnico posible para su
mejor asimilación. Los profesores de la Unidad de Aprendizaje de Sistemas de
Fabricación no pretendemos que los alumnos del programa académico en
Administración Industrial obtengan amplios conocimientos sobre la materia, ya que
esto se logra solo con años de estudio y experiencia y un semestre no es ni
INTRODUCCIÓN
iii
mínimamente suficiente para alcanzar este fin; además, el futuro profesionista en
la Administración Industrial no estará ligado directamente al Departamento de
Producción de una Organización Productiva de Bienes y Servicios como un ingeniero
Industrial o un Ingeniero Mecánico, pero por su formación interdisciplinaria, debe
tener el suficiente criterio para poder discutir y plantear soluciones afines con
estos dos últimos profesionales de la Ingeniería; lográndose esto, se puede decir sin
temor alguno que nuestro objetivo se habrá logrado.
ACADEMIA DE LA UNIDAD DE APRENDIZAJE DE SISTEMAS DE FABRICACIÓN
JULIO DEL 2012.

ENSAYO DE TRACCIÓN
1
E N S A Y O D E T R A C C I Ó N
ENSAYO DE TRACCIÓN: consiste en la aplicación de una fuerza monoaxial, casi estática a un material hasta que se rompe, con el objetivo de obtener sus Propiedades Mecánicas. Lo anterior significa que un material ( prácticamente cualquiera ), es sometido a un estiramiento para que con ello mediante cálculos, se obtengan sus características mecánicas. Las Propiedades Mecánicas a obtener mediante el Ensayo de Tracción son: Ductilidad. Tenacidad. Esfuerzo de Cedencia. Esfuerzo Máximo. Esfuerzo de Ruptura. DÚCTILIDAD. Es la propiedad que tienen los materiales para poder ser deformados sin aplicar una fuerza excesiva. TENACIDAD. Es la propiedad que tienen los materiales para absorber energía sin sufrir una deformación visible al aplicarles una fuerza excesiva. ESFUERZO DE CEDENCIA. Es el punto en el cual el material sufre la primer deformación plástica, siendo esta por lo tanto una deformación permanente. ESFUERZO MÁXIMO. Es la mayor resistencia que presenta un material al ser aplicada una carga sin romperse. ESFUERZO DE RUPTURA. Es la resistencia que presenta el material en el instante en que este se rompe bajo determinada carga.
PARÁMETROS A CONSIDERAR EN EL ENSAYO DE TRACCIÓN
ESFUERZO MECÁNICO ( σσσσ ). Se considera como la oposición que presentan todos los materiales en el momento en que se les aplica una carga a ser deformados.
� � �
�

ENSAYO DE TRACCIÓN
2
DEFORMACIÓN ( δδδδ ). Es el cambio de forma que manifiesta un material, como resultado de la aplicación de una carga determinada.
� � �� �
DEFORMACIÓN UNITARIA ( � ). Es la relación que existe entre la deformación δ y la longitud original � del material.
� � �� �
�
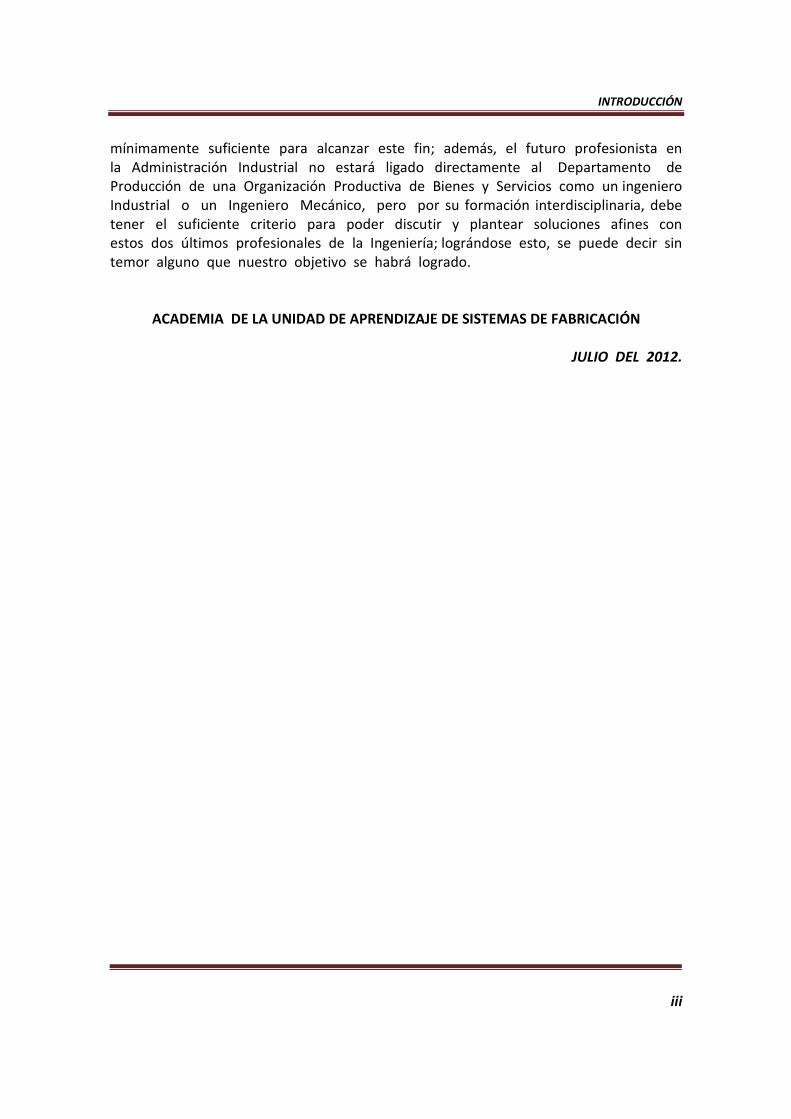
DIAGRAMA ESFUERZO-DEFORMACIÓN UNITARIA ( σσσσ-� ) En el desarrollo del ensayo de tracción, se recopilan datos los cuales serán de utilidad para la aplicación de los parámetros mencionados con anterioridad (esfuerzo mecánico, deformación y deformación unitaria). Con ayuda del esfuerzo que experimenta el material para cada fuerza aplicada y la deformación unitaria respectiva, es posible crear una tabla que nos pueda servir para la interpretación de los resultados obtenidos, sin embargo, para una mejor interpretación, con ayuda de estos resultados se grafica una curva en un plano cartesiano x-y al cual se le conoce técnicamente como Diagrama Esfuerzo-Deformación Unitaria. A partir de esta grafica, será más fácil la interpretación de los resultados como ya se ha indicado en líneas anteriores.
PARTES MÁS IMPORTANTES DEL DIAGRAMA ESFUERZO-DEFORMACIÓN UNITARIA Las partes que integran el Diagrama Esfuerzo-Deformación se observan a continuación en la figura No 1 : ZONA ELÁSTICA. Es la región más pequeña del área bajo la curva del diagrama Esfuerzo-Deformación Unitaria; en esta zona, las deformaciones que el material experimenta al estar sometido a una carga no son permanentes. Lo anterior sucede debido a que las cargas que se aplican al material no son muy grandes respecto a la máxima resistencia del material. ZONA PLÁSTICA. Es la región más grande del área bajo la curva del Diagrama Esfuerzo-Deformación Unitaria; en esta zona, las deformaciones que el material experimenta al ser

ENSAYO DE TRACCIÓN
3
sometido a una carga son permanentes, ya que en este caso, las cargas aplicadas son muy grandes, provocando en un momento determinado la fractura del mismo. Sobre la curva del diagrama se muestran cinco puntos que son de gran importancia, ya que con base en ellos se determinan las Propiedades Mecánicas que se desean obtener con el Ensayo de Tracción. Esos puntos son (ver figura No. 1):
Límite de proporcionalidad. Esfuerzo de cedencia. Punto de cedencia. Esfuerzo máximo. Esfuerzo de ruptura.
LÍMITE DE PROPORCIONALIDAD. Es el último punto en donde el esfuerzo que experimenta el material y la deformación del mismo son proporcionales. El resultado de esta proporcionalidad es la formación de la recta que parte del origen hasta el punto 1. ESFUERZO DE CEDENCIA. Es aquel en donde se manifiesta la primera deformación fácilmente perceptible. Se dice que en ese instante la deformación que se está manifestando es de tipo plástica PUNTO DE CEDENCIA. Es en donde el material sufre una deformación considerable sin un incremento notable en la fuerza aplicada. ESFUERZO MÁXIMO. Es aquel en donde se manifiesta la máxima resistencia del material sin romperse; es el punto más alto dentro de la curva esfuerzo-deformación. ESFUERZO DE RUPTURA. Es la resistencia que el material presenta en el preciso instante en que se rompe. A partir de ese momento, el ensayo finaliza.
ENSAYO DE TRACCIÓN
4
PLÁSTICAZONA
DEFORMACIÓN UNITARIA
ESFU
ERZO
ELÁSTICAZONA
σ
1
23 5
ε
4
Figura No. 1. Diagrama Esfuerzo-Deformación Unitaria, indicando las zonas elástica y plástica, así como los
cinco puntos más importantes sobre la curva: 1. Límite de Proporcionalidad, 2. Esfuerzo de Cedencia, 3. Punto de Cedencia, 4. Esfuerzo Máximo, 5. Esfuerzo de Ruptura.
CLASIFICACIÓN GENERAL DE LOS MATERIALES Los materiales ya sean metálicos o no, se clasifican de manera general en dúctiles y frágiles; la clasificación anterior indica que los materiales pueden ser suaves o duros por simple inspección visual. Por supuesto, si es necesario conocer la ductilidad y fragilidad exacta en un caso particular, se tendrán que realizar los análisis de ingeniería de materiales respectivos.
MATERIALES DÚCTILES. Los materiales dúctiles (también llamados suaves) como ya se mencionó en la propiedad mecánica de ductilidad, son aquellos que se pueden deformar sin aplicar una fuerza excesiva; en otras palabras, son los que fácilmente se pueden estirar, penetrar o cortar. Algunos ejemplos son: aluminio, latón, acero con bajo contenido de carbono (comercialmente llamado cold rolled) en el caso de los metálicos; dentro de los no metálicos se tiene: plástico y hule sintético.
ENSAYO DE TRACCIÓN
5
MATERIALES FRÁGILES. Los materiales frágiles (también llamados duros) son aquellos que no se deforman fácilmente al tratar de estirarlos o comprimirlos y que a la vez se rompen con relativa facilidad al tratar de flexionarlos (se dice que su principal característica es de ser quebradizos). Algunos ejemplos de materiales metálicos que son frágiles son: hierro colado y acero inoxidable; ejemplos de no metálicos son: madera y vidrio. DIFERENCIA ENTRE UN MATERIAL DÚCTIL Y UNO FRÁGIL En el análisis mecánico de los materiales, existen dos maneras de diferenciar un material dúctil de uno frágil:
1. Por medio del Diagrama Esfuerzo-Deformación. 2. Por medio de la Fractura del material.
1. UTILIZANDO EL DIAGRAMA ESFUERZO-DEFORMACIÓN UNITARIA
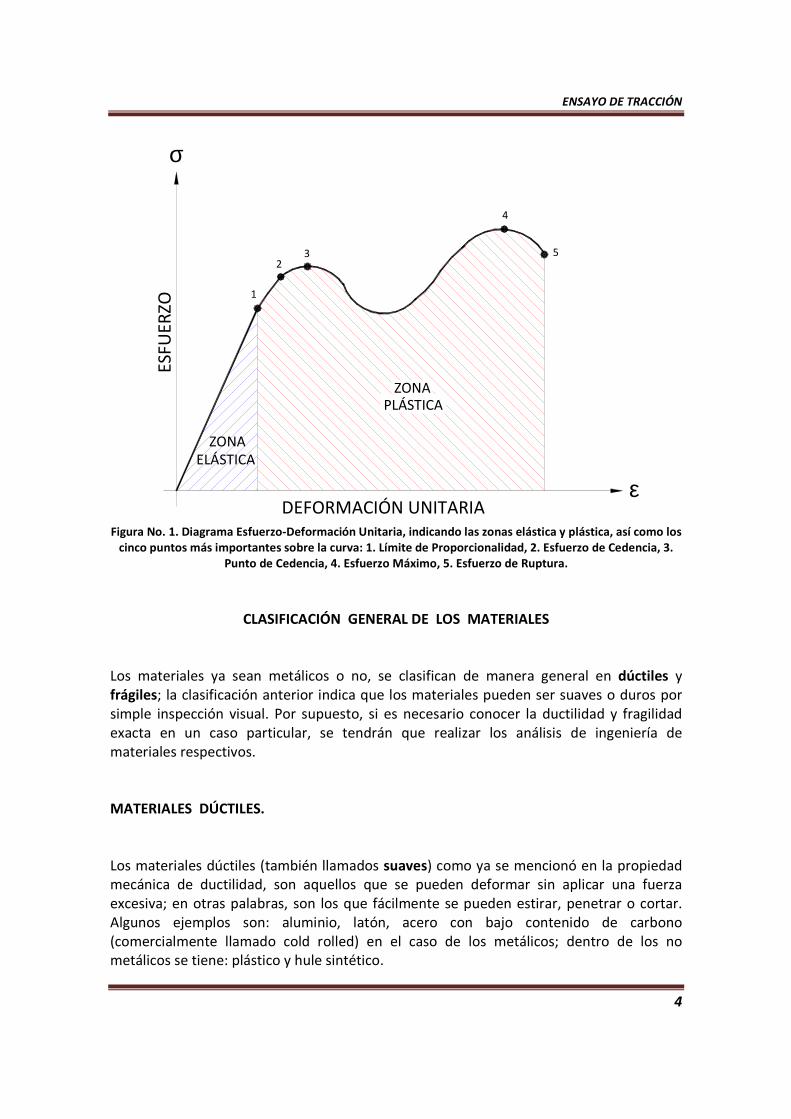
Utilizando el diagrama Esfuerzo-Deformación Unitaria para hacer la comparación, se observa de inmediato que en un material dúctil la curva se forma de manera que las zonas elástica y plástica, así como los puntos más importantes del mismo son fácilmente observables, indicativo de la deformación que se genera sin aplicar una fuerza excesiva (ver figura No 2).
DEFORMACIÓN UNITARIA
ESFU
ERZO
ε
Figura No. 2. Diagrama Esfuerzo-Deformación Unitaria para un material Dúctil.
ENSAYO DE TRACCIÓN
6
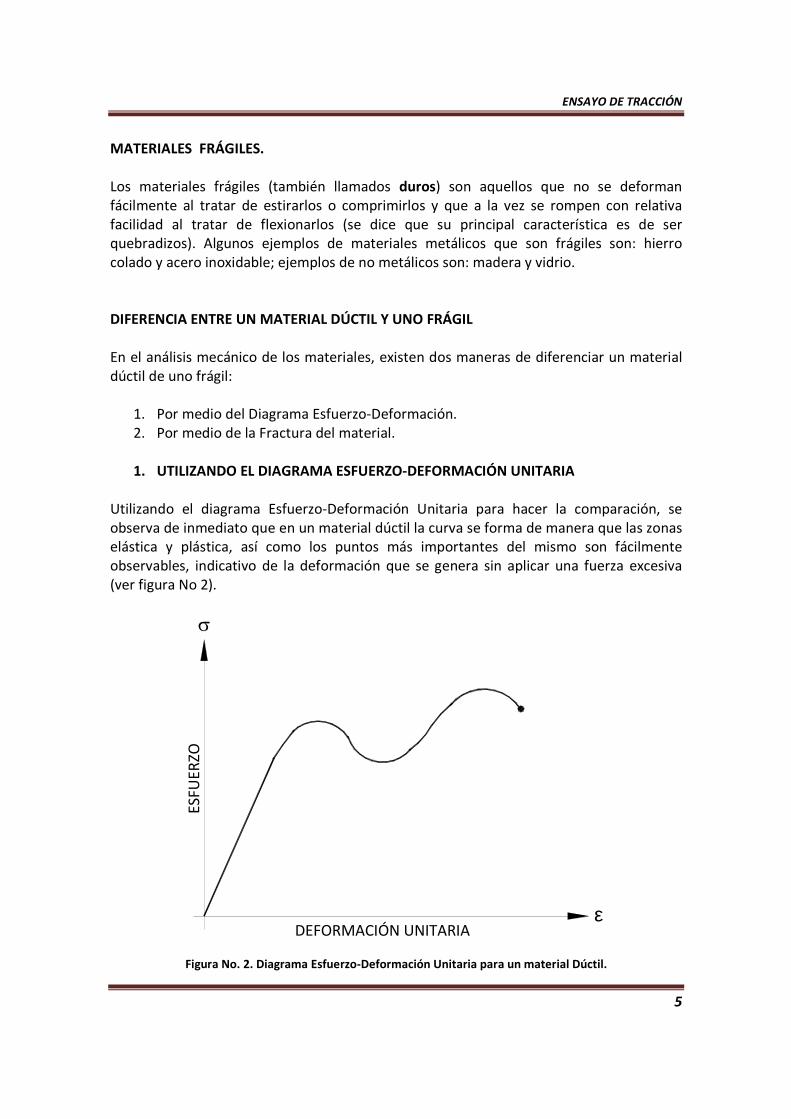
En el caso de un material frágil, la curva que se forma es una parábola creciente, limitando en exceso las zonas elástica y plástica, muestra que la deformación fue prácticamente imperceptible (ver figura No 3).
DEFORMACIÓN UNITARIA
ESFU
ERZO
σ
ε
Figura No. 4. Diagrama Esfuerzo-Deformación Unitaria para un material Frágil.
2. UTILIZANDO LA FRACTURA DEL MATERIAL En el análisis de la fractura del material, es fácilmente distinguible si este es dúctil o frágil; cuando se trata de un material dúctil, la fractura se manifiesta con la forma de un cono, lo que indica la deformación visible del material. La fractura se conoce como Fractura Cónica (ver figura No. 5). Para un material frágil la fractura no indica deformación, por lo que es perpendicular a la longitud del material. A esta fractura se le conoce como Fractura Plana (ver figura No. 6).

ENSAYO DE TRACCIÓN
7
Figura No. 5. Fractura de una Probeta elaborada en un material Dúctil.
Figura No. 6. Fractura de una Probeta elaborada en un material Frágil.
Como ya se indico con anterioridad, este tipo de análisis (ya sea con el diagrama esfuerzo-deformación o por medio de la fractura) solo es visual, ya que si es necesario conocer el grado de dureza o fragilidad en particular de algún material, se tendrán que realizar los cálculos correspondientes.
ENSAYO DE TRACCIÓN
8
PROBETAS
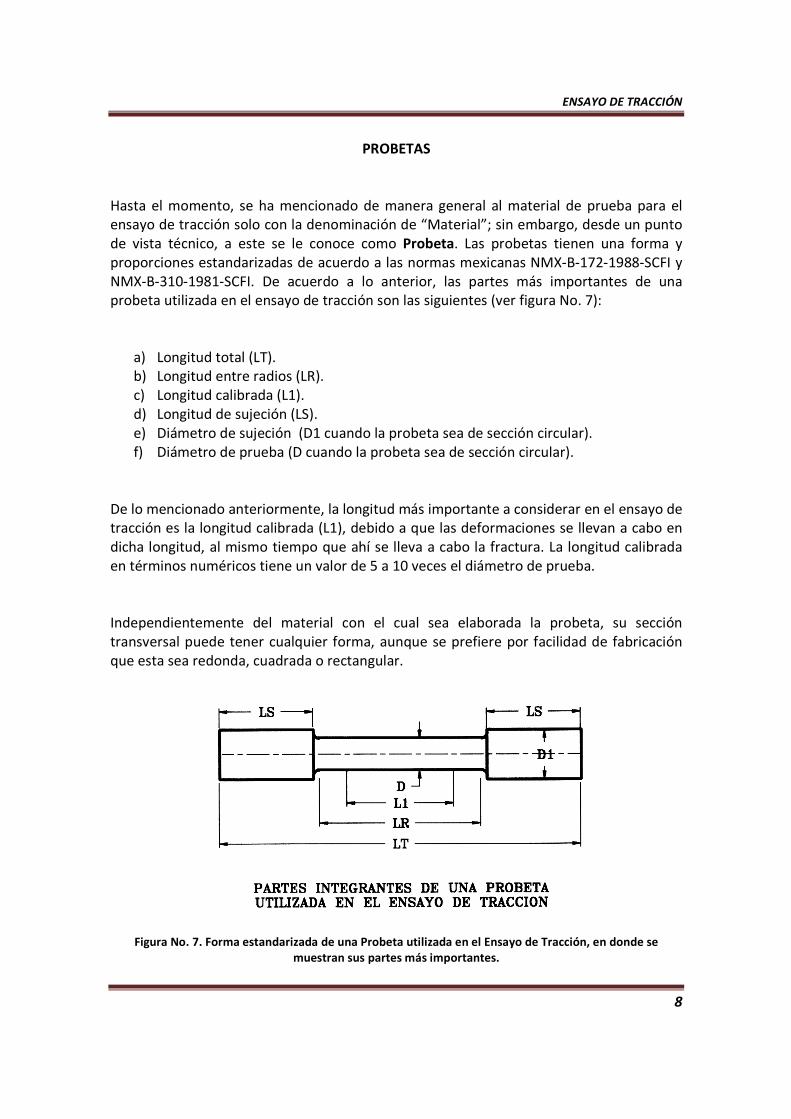
Hasta el momento, se ha mencionado de manera general al material de prueba para el ensayo de tracción solo con la denominación de “Material”; sin embargo, desde un punto de vista técnico, a este se le conoce como Probeta. Las probetas tienen una forma y proporciones estandarizadas de acuerdo a las normas mexicanas NMX-B-172-1988-SCFI y NMX-B-310-1981-SCFI. De acuerdo a lo anterior, las partes más importantes de una probeta utilizada en el ensayo de tracción son las siguientes (ver figura No. 7):
a) Longitud total (LT). b) Longitud entre radios (LR). c) Longitud calibrada (L1). d) Longitud de sujeción (LS). e) Diámetro de sujeción (D1 cuando la probeta sea de sección circular). f) Diámetro de prueba (D cuando la probeta sea de sección circular).
De lo mencionado anteriormente, la longitud más importante a considerar en el ensayo de tracción es la longitud calibrada (L1), debido a que las deformaciones se llevan a cabo en dicha longitud, al mismo tiempo que ahí se lleva a cabo la fractura. La longitud calibrada en términos numéricos tiene un valor de 5 a 10 veces el diámetro de prueba. Independientemente del material con el cual sea elaborada la probeta, su sección transversal puede tener cualquier forma, aunque se prefiere por facilidad de fabricación que esta sea redonda, cuadrada o rectangular.
Figura No. 7. Forma estandarizada de una Probeta utilizada en el Ensayo de Tracción, en donde se
muestran sus partes más importantes.

ENSAYO DE TRACCIÓN
9
EQUIPO A UTILIZAR EN EL ENSAYO DE TRACCIÓN
PRENSA UNIVERSAL La prensa universal es el equipo que se utiliza para aplicar la fuerza axial a la probeta en el ensayo de tracción; en otras palabras, por medio de la prensa universal se logra la fractura de la probeta. La prensa consta de un sistema hidráulico el cual se encarga de amplificar la fuerza aplicada por medio de válvulas. La prensa universal tiene como un elemento adicional importante, un instrumento de medida llamado dinamómetro; mediante el dinamómetro se toma la lectura de la fuerza (carga) aplicada a la probeta, desde el inicio hasta el final de la prueba (ver figuras No. 8 y 9).
Figura No. 8. Prensa Universal para ensayos mecánicos que cuenta con dinamómetro analógico.

ENSAYO DE TRACCIÓN
10
Figura No. 9. Prensa Universal para ensayos mecánicos que cuenta con dinamómetro digital y graficador computarizado.
DINAMÓMETRO Como ya se mencionó, el dinamómetro nos indica la fuerza que se aplica a la probeta; esta fuerza normalmente está dada en toneladas. Existen dos tipos de dinamómetros: analógico y digital. EXTENSÓMETRO. El extensómetro, es un instrumento que se utiliza para medir las deformaciones que se presentaron en la probeta en el tiempo en que se realizó la prueba; este instrumento se coloca justo al centro de la probeta en donde se encuentra situada la longitud calibrada. El extensómetro puede ser analógico y digital (ver figura 10).

ENSAYO DE TRACCIÓN
11
Figura No. 10. Extensómetros utilizados en el Ensayo de Tracción: a la izquierda, extensómetro analógico;
a la derecha, extensómetro digital de precisión con palpadores laser.
OTROS ENSAYOS MECÁNICOS
Existen otros ensayos mecánicos cuya finalidad es obtener otro tipo de propiedades mecánicas, tales como: maleabilidad, dureza, fatiga, etc. A continuación se mencionan algunos (ver figura No. 11): COMPRESIÓN Consiste en aplicar una fuerza axial a la probeta con la finalidad de “aplastar al material”; en este ensayo mecánico, la probeta generalmente no alcanza la fractura. FLEXIÓN La probeta en este ensayo mecánico se “dobla” (se flexiona), mediante la aplicación de una fuerza que se aplica al centro de la longitud del material. La probeta puede o no romperse, según sean sus propiedades de ductilidad o dureza. TORSIÓN El ensayo mecánico consiste en aplicar un par de fuerza tratando de girar a la probeta cada fuerza en sentido opuesto hasta que el material se rompe.

ENSAYO DE TRACCIÓN
12
IMPACTO Una probeta especialmente diseñada para el ensayo, se coloca en un soporte especial para mantenerla estática; enseguida, un péndulo mecánico con el cual cuenta el equipo para esta prueba se hace oscilar con el fin de que este impacte la probeta y la rompa.
Figura No. 11. Diferentes ensayos mecánicos adicionales al Ensayo de Tracción: (a) ensayo de compresión,
(b) ensayo de torsión y (c) ensayo de doblez.
APLICACIONES DEL ENSAYO DE TRACCIÓN El Ensayo de Tracción es una de las pruebas mecánicas más importantes dentro del área de las pruebas mecánicas, ya que se obtienen de esta manera las propiedades mecánicas más utilizadas en el diseño de infinidad de productos (es decir, la selección del material para fabricar el producto), desde muy simples hasta muy complejos; algunos casos son: tornillos, cucharas, desarmadores, engranes, propulsores, etc.
MOLDEO Y FUNDICIÓN
13
M O L D E O Y F U N D I C I Ó N
Existen dos procedimientos para la elaboración de productos metálicos: por maquinado y
por la técnica de moldeo y fundición. En la primera, mediante una herramienta cortante
que es manipulada por una máquina diseñada para tal fin, se le da forma a un metal
hueco o macizo; esto es aplicable para la fabricación de productos con formas
geométricas simples como un tornillo, una tuerca, un eje, etc.
Cuando el producto a fabricar tiene forma compleja (como una válvula para agua por
ejemplo), es muy complejo fabricarlo por maquinado, por lo cual se recomienda el uso de
la técnica de moldeo y fundición. Mediante esta técnica, se elaborará un recipiente al cual
se le vaciará un metal en estado líquido (trabajado mediante un horno de fundición); el
metal, una vez enfriado y solidificado, obtendrá la forma del recipiente quedando
prácticamente terminado el producto. Primeramente, se hablará del método de moldeo y
fundición para enseguida, analizar los diferentes hornos para la fusión de metales que se
utilizan en la industria de la metalurgia.
MOLDEO El moldeo consiste en la elaboración de recipientes llamados moldes; la forma con la que
cuentan estos recipientes o moldes, se obtiene a partir de una replica del producto final
llamada modelo. El material con el cual están fabricados los moldes, esta en función a las
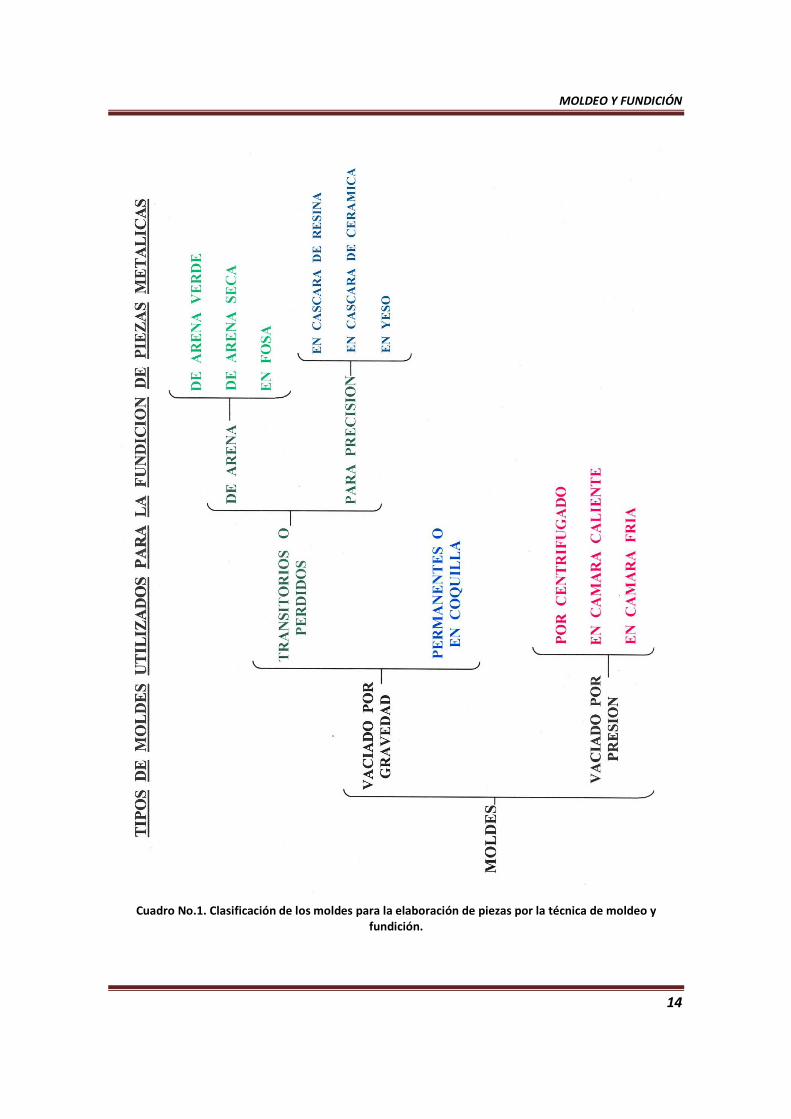
características físicas del producto a fabricar; de acuerdo a lo anterior, la clasificación de
los moldes se presenta en el cuadro No.1.
Los moldes de mayor interés para el presente eje temático son los moldes de vaciado por
gravedad, en particular los moldes transitorios en arena verde, ya que estos tienen mayor
aplicación en la fabricación de piezas de todos tamaños, así como de todo tipo de material
metálico. A continuación, se analizarán los materiales que los integran, las características
de los modelos y los materiales con los cuales se fabrican los modelos.
MOLDES EN ARENA VERDE
Los moldes en arena verde (también llamados moldes en verde), se caracterizan porque la
arena que lo forma se encuentra húmeda. Los moldes en verde se fabrican tanto de
manera manual como mecánica, en función del tamaño y complejidad del propio molde.
Los moldes en verde se utilizan para la fabricación de piezas fundidas de todo tamaño,
desde pequeñas hasta de gran tamaño, así como elaboración de productos en cualquier
tipo de material metálico tanto ligero como pesado.
MOLDEO Y FUNDICIÓN
14
Cuadro No.1. Clasificación de los moldes para la elaboración de piezas por la técnica de moldeo y
fundición.
MOLDEO Y FUNDICIÓN
15
MATERIALES PARA FABRICAR MOLDES EN ARENA VERDE
Los materiales a utilizar en la fabricación de moldes en arena verde son tres: arena de
moldeo, aglutinantes y negros de fundición (cuadro No.2).
Cuadro No.2. Materiales utilizados para la fabricación de moldes en arena verde.
ARENA DE MOLDEO
Las arenas de moldeo provienen de una mina por lo general a cielo abierto y están
integradas por granos de cuarzo y granos de arcilla. Estos materiales deben pasar por una
serie de pruebas para que cumplan con características muy específicas; a estas se les
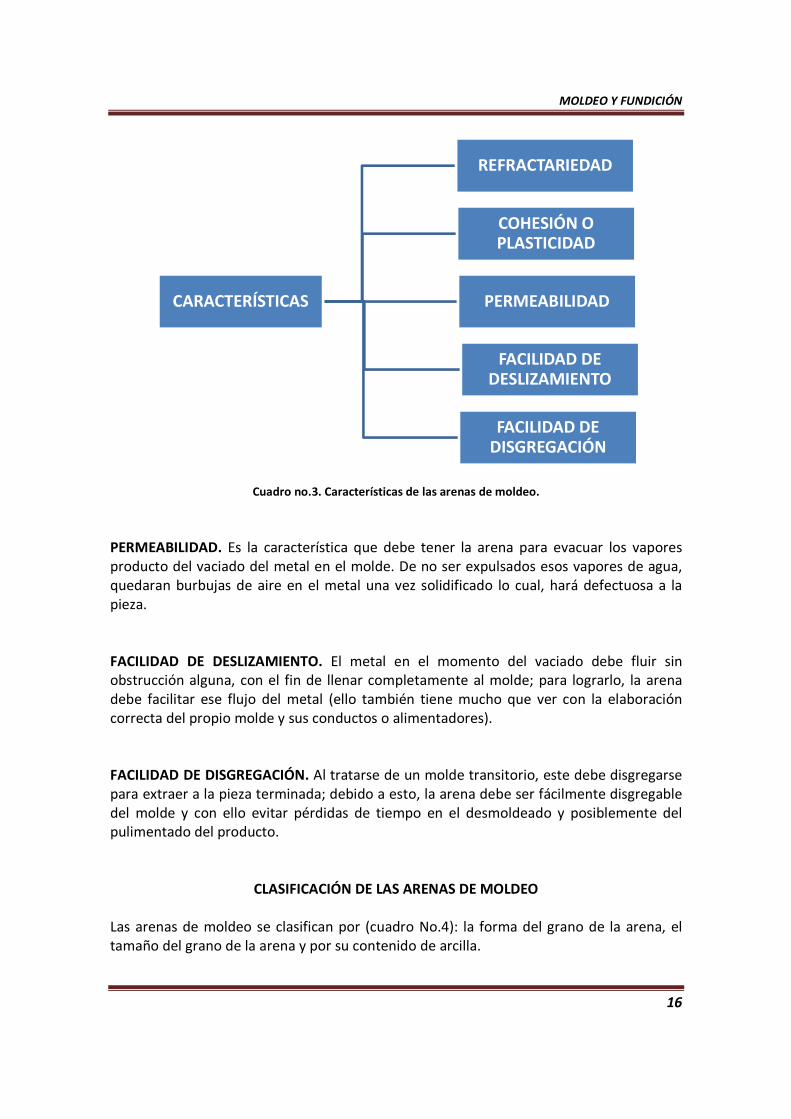
conoce como características técnicas de las arenas de moldeo (cuadro No.3).
REFRACTARIEDAD. Es la resistencia a las altas temperaturas; en otras palabras, la arena
debe resistir la temperatura del metal líquido en el momento del vaciado para que de esta
manera el molde no pierda su forma original.
COHESIÓN O PLASTICIDAD. Es la facilidad que tiene la arena para que se le proporcione la
forma que se necesite, es decir, que pueda tomar la forma del producto final sin tanta
complicación para el moldeador; esto nos lleva a tener posibilidad de elaborar formas
tanto simples como complejas.
MATERIALES PARA LOS MOLDES DE ARENA
ARENA DE MOLDEO
AGLUTINANTES
NEGROS DE FUNDICIÓN
MOLDEO Y FUNDICIÓN
16
Cuadro no.3. Características de las arenas de moldeo.
PERMEABILIDAD. Es la característica que debe tener la arena para evacuar los vapores
producto del vaciado del metal en el molde. De no ser expulsados esos vapores de agua,
quedaran burbujas de aire en el metal una vez solidificado lo cual, hará defectuosa a la
pieza.
FACILIDAD DE DESLIZAMIENTO. El metal en el momento del vaciado debe fluir sin
obstrucción alguna, con el fin de llenar completamente al molde; para lograrlo, la arena
debe facilitar ese flujo del metal (ello también tiene mucho que ver con la elaboración
correcta del propio molde y sus conductos o alimentadores).
FACILIDAD DE DISGREGACIÓN. Al tratarse de un molde transitorio, este debe disgregarse
para extraer a la pieza terminada; debido a esto, la arena debe ser fácilmente disgregable
del molde y con ello evitar pérdidas de tiempo en el desmoldeado y posiblemente del
pulimentado del producto.
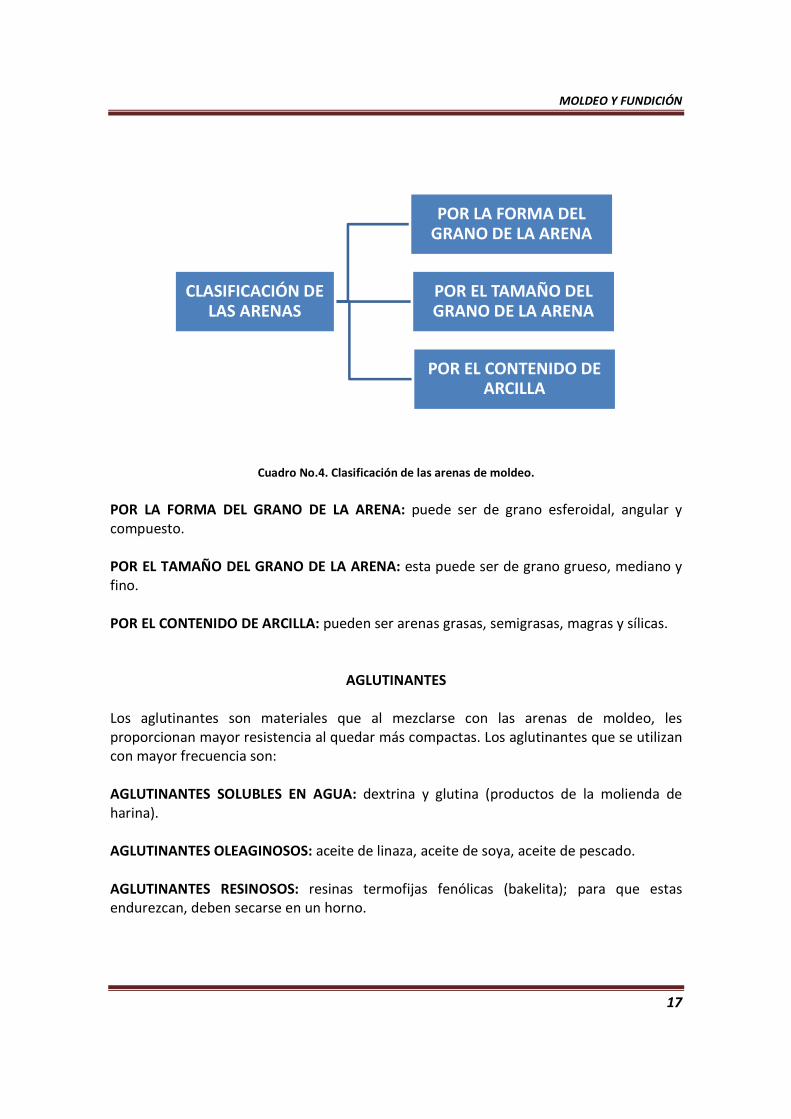
CLASIFICACIÓN DE LAS ARENAS DE MOLDEO
Las arenas de moldeo se clasifican por (cuadro No.4): la forma del grano de la arena, el
tamaño del grano de la arena y por su contenido de arcilla.
CARACTERÍSTICAS
REFRACTARIEDAD
COHESIÓN O PLASTICIDAD
PERMEABILIDAD
FACILIDAD DE DESLIZAMIENTO
FACILIDAD DE DISGREGACIÓN
MOLDEO Y FUNDICIÓN
17
Cuadro No.4. Clasificación de las arenas de moldeo.
POR LA FORMA DEL GRANO DE LA ARENA: puede ser de grano esferoidal, angular y
compuesto.
POR EL TAMAÑO DEL GRANO DE LA ARENA: esta puede ser de grano grueso, mediano y
fino.
POR EL CONTENIDO DE ARCILLA: pueden ser arenas grasas, semigrasas, magras y sílicas.
AGLUTINANTES
Los aglutinantes son materiales que al mezclarse con las arenas de moldeo, les
proporcionan mayor resistencia al quedar más compactas. Los aglutinantes que se utilizan
con mayor frecuencia son:
AGLUTINANTES SOLUBLES EN AGUA: dextrina y glutina (productos de la molienda de
harina).
AGLUTINANTES OLEAGINOSOS: aceite de linaza, aceite de soya, aceite de pescado.
AGLUTINANTES RESINOSOS: resinas termofijas fenólicas (bakelita); para que estas
endurezcan, deben secarse en un horno.
CLASIFICACIÓN DE LAS ARENAS
POR LA FORMA DEL GRANO DE LA ARENA
POR EL TAMAÑO DEL GRANO DE LA ARENA
POR EL CONTENIDO DE ARCILLA
MOLDEO Y FUNDICIÓN
18
NEGROS DE FUNDICIÓN
Los negros de fundición se utilizan para evitar que la arena del molde se adhiera al metal
de la fundición; esto se logra cuando el metal caliente al contacto con el negro de
fundición lo quema, produciéndose humos que crean una capa aislante entre molde y
pieza fundida.
El negro de fundición que más se utiliza es el grafito pulverizado, agregándose a la arena
en proporciones del 3% al 6%.
MODELOS
Como ya se menciono con anterioridad, los modelos son una replica del producto final, es
decir, deben tener características muy semejantes a la pieza que se desea fabricar. Los
modelos utilizados en la elaboración de moldes deben reunir las siguientes características:
FACILIDAD DE DESMODELADO. Se considera como la fácil extracción del modelo del
interior del molde. Para ayudar a dicha extracción, los modelos deben tener paredes
cónicas llamadas ángulos de salida.
CONTRACCIÓN. Cuando el metal enfría y solidifica, se reduce su tamaño; a este fenómeno
se le llama contracción. Para que el producto fabricado tenga las dimensiones necesarias,
en el diseño del modelo se debe tomar en consideración el fenómeno de la contracción; la
contracción esta en función del tipo de metal a fundir.
FUNCIONALIDAD. Esto se refiere específicamente a que un modelo debe poder utilizarse
para la fabricación de diversas piezas, por lo cual debe ser durable, preciso y económico.
CLASIFICACIÓN DE LOS MODELOS
Los modelos se clasifican de acuerdo a la parte del molde que van a realizar en: modelos externos y modelos internos.
MODELOS EXTERNOS. Con ellos se va a fabricar la cavidad principal del molde y por lo
tanto, tienen la forma del producto final (replica antes mencionada), como se muestra en
la figura No. 1.

MOLDEO Y FUNDICIÓN
19
Figura No.1. Modelo externo.
MODELOS INTERNOS. Con estos se elaboran elementos llamados corazones; los
corazones se utilizan en la fabricación de huecos en las piezas metálicas. Los modelos
internos también conocidos como cajas de corazones, son propiamente cajas, en donde
se apisonan los materiales a utilizar (mezcla de arena de moldeo, aglutinante y negro de
fundición) para construir dichos corazones (figura No.2).
Figura No.2. Modelo interno.
MOLDEO Y FUNDICIÓN
20
MATERIALES UTILIZADOS EN LA FABRICACIÓN DE MODELOS
MADERA. Es el material más comúnmente utilizado en la fabricación de modelos de
cualquier tamaño y forma. Las maderas más utilizadas son: abeto, pino, álamo, nogal,
aliso, haya y roble.
METALES. Los más utilizados son el latón, bronce y aluminio.
YESO Y CEMENTO.
CERA. Son utilizados en la fundición artística y en la microfundición.
PLÁSTICO. El material plástico empleado es el poliestireno esponja (unicel) en los métodos
de fundición evaporativos.
PARTES MÁS IMPORTANTES DE UN MOLDE EN ARENA VERDE
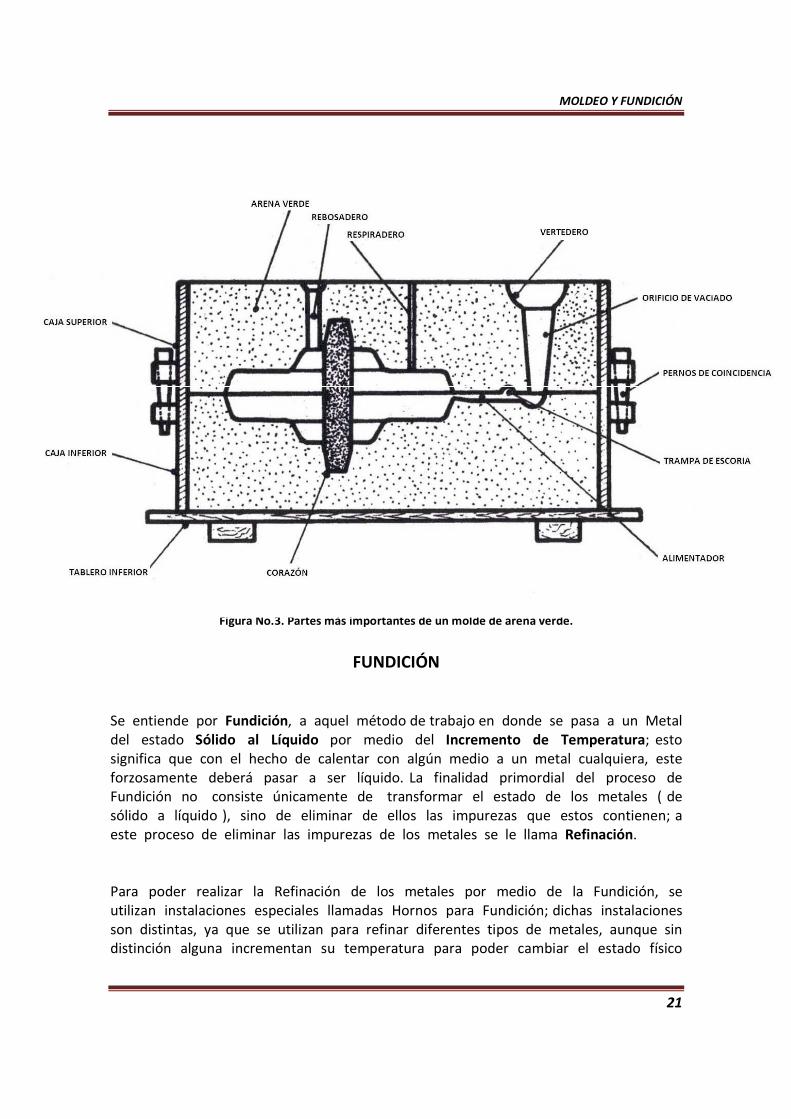
Independientemente del tamaño, forma y metal que va a conformar al producto final, las
partes que integran al molde de arena verde son las mismas, las cuales se describen a
continuación (figura No.3):
VERTEDERO O REPRESA DE VACIADO. Es el sitio por donde se vacía el metal fundido al
interior del molde.
RESPIRADERO. Aunque la arena de moldeo es permeable, es necesario ayudar a la
evacuación de los vapores de la fundición, por lo cual, se practican pequeños orificios en
el molde para realizar esta acción.
ALIMENTADORES O VENAS. Son los conductos a través de los cuales el metal circula para
llenar completamente al molde.
REBOSADERO. Se utiliza para tener certeza que el molde se ha llenado de metal al estarlo
vaciando en el molde.
CAVIDAD PRINCIPAL DEL MOLDE. Se realiza con ayuda del modelo externo y tiene
características semejantes al producto final; esta parte se debe llenar completamente al
realizar el vaciado.
MOLDEO Y FUNDICIÓN
21
Figura No.3. Partes más importantes de un molde de arena verde.
FUNDICIÓN
Se entiende por Fundición, a aquel método de trabajo en donde se pasa a un Metal
del estado Sólido al Líquido por medio del Incremento de Temperatura; esto
significa que con el hecho de calentar con algún medio a un metal cualquiera, este
forzosamente deberá pasar a ser líquido. La finalidad primordial del proceso de
Fundición no consiste únicamente de transformar el estado de los metales ( de
sólido a líquido ), sino de eliminar de ellos las impurezas que estos contienen; a
este proceso de eliminar las impurezas de los metales se le llama Refinación.
Para poder realizar la Refinación de los metales por medio de la Fundición, se
utilizan instalaciones especiales llamadas Hornos para Fundición; dichas instalaciones
son distintas, ya que se utilizan para refinar diferentes tipos de metales, aunque sin
distinción alguna incrementan su temperatura para poder cambiar el estado físico

MOLDEO Y FUNDICIÓN
22
del material. Por esta causa, los Hornos para Fundición se clasifican en cuatro
diferentes grupos:
a ) Hornos en los cuales el Combustible y el Metal están mezclados.
b ) Hornos en los cuales el Combustible y el Metal no están mezclados.
c ) Hornos Convertidores.
d ) Hornos eléctricos.
Esta clasificación y los Hornos involucrados se detallan en el cuadro No.5.
HORNOS EN LOS CUALES EL COMBUSTIBLE Y EL METAL ESTAN MEZCLADOS
Los Hornos que intervienen en esta clasificación son: el Alto Horno y el Horno de
Cubilote.
ALTO HORNO
Antes de analizar este tipo de instalaciones, es necesario estudiar los materiales
que es necesario suministrar en su interior; a estos materiales se les llama
Materias Primas y son: el Mineral de Hierro, el Combustible y los Fundentes.
El Mineral de Hierro es una mezcla de diferentes elementos que contienen como
material predominante al Hierro; estos minerales son: la Magnetita, la Hematita, la
Limonita y la Siderita.
Los Combustibles son materiales que se encargan de realizar una combustión en el
interior del Horno para poder incrementar la temperatura en el mismo y poder
realizar la fusión del Mineral de Hierro. Los más utilizados en el Alto Horno son: el
Carbón Vegetal y el Carbón Mineral ( también llamado COQUE ).
Los Fundentes son materiales que facilitan la fusión del Mineral de Hierro, además
que ayudan a eliminar las impurezas no metálicas del Hierro. El fundente más
empleado para este caso se llama Piedra Caliza.
Resulta obvio pensar que la materia prima principal a utilizar en el Alto Horno es
el Mineral de Hierro, ya que como se mencionó con anterioridad, lo que se
pretende refinar es un metal que en este caso es el Hierro; por consiguiente, el
objetivo principal del alto horno es obtener hierro con cierto grado de pureza al
cual se le conoce como Hierro Fundido o Hierro de Primera Fusión, de esta forma,

MOLDEO Y FUNDICIÓN
23
Cuadro No.5. Clasificación de los hornos para fundición.
MOLDEO Y FUNDICIÓN
24
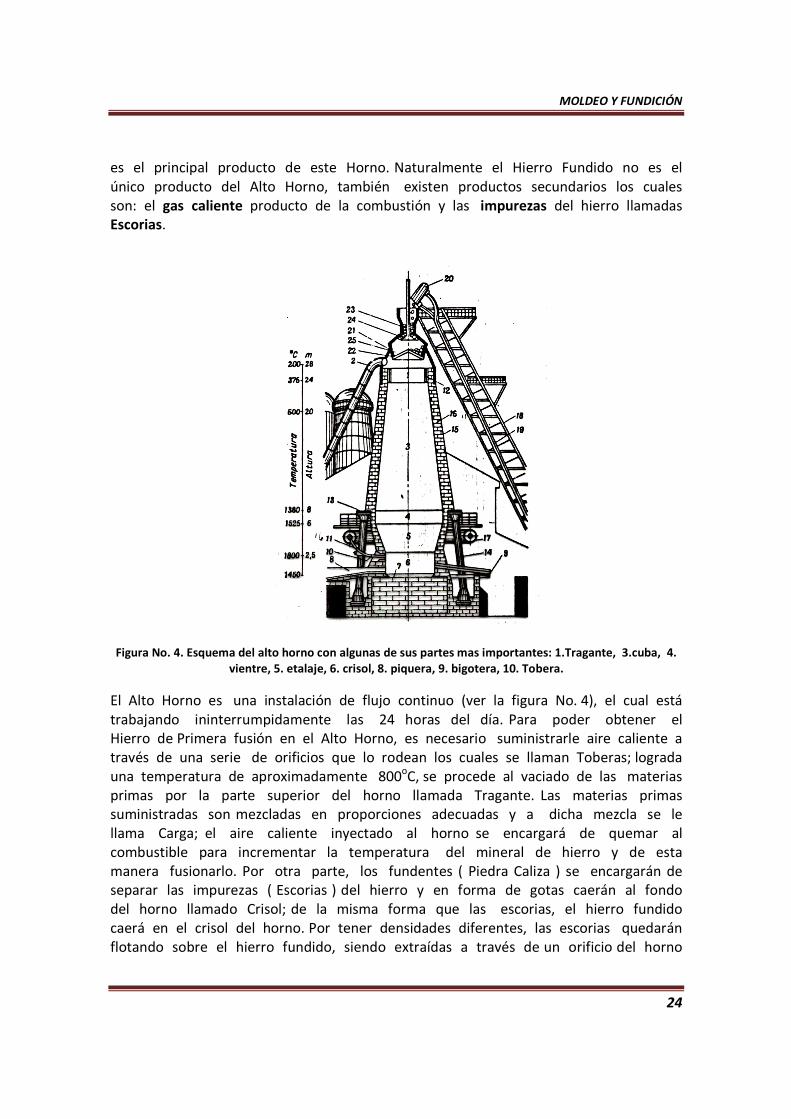
es el principal producto de este Horno. Naturalmente el Hierro Fundido no es el
único producto del Alto Horno, también existen productos secundarios los cuales
son: el gas caliente producto de la combustión y las impurezas del hierro llamadas
Escorias.
Figura No. 4. Esquema del alto horno con algunas de sus partes mas importantes: 1.Tragante, 3.cuba, 4.
vientre, 5. etalaje, 6. crisol, 8. piquera, 9. bigotera, 10. Tobera.
El Alto Horno es una instalación de flujo continuo (ver la figura No. 4), el cual está
trabajando ininterrumpidamente las 24 horas del día. Para poder obtener el
Hierro de Primera fusión en el Alto Horno, es necesario suministrarle aire caliente a
través de una serie de orificios que lo rodean los cuales se llaman Toberas; lograda
una temperatura de aproximadamente 800oC, se procede al vaciado de las materias
primas por la parte superior del horno llamada Tragante. Las materias primas
suministradas son mezcladas en proporciones adecuadas y a dicha mezcla se le
llama Carga; el aire caliente inyectado al horno se encargará de quemar al
combustible para incrementar la temperatura del mineral de hierro y de esta
manera fusionarlo. Por otra parte, los fundentes ( Piedra Caliza ) se encargarán de
separar las impurezas ( Escorias ) del hierro y en forma de gotas caerán al fondo
del horno llamado Crisol; de la misma forma que las escorias, el hierro fundido
caerá en el crisol del horno. Por tener densidades diferentes, las escorias quedarán
flotando sobre el hierro fundido, siendo extraídas a través de un orificio del horno
MOLDEO Y FUNDICIÓN
25
llamado Bigotera; el hierro fundido se extrae por otro orificio del horno llamado
Piquera.
Cabe hacer la aclaración que el proceso de refinación anteriormente descrito se
basa en reacciones químicas complejas, las cuales no se mencionan pero por lo
cual no dejan de ser importantes. Un pequeño porcentaje del hierro obtenido se
destina a talleres de fundición para moldear diferentes productos pero, la mayoría
se destina para la elaboración de Acero.
HORNO DE CUBILOTE
Este tipo de Hornos se emplean para la producción de Hierro Colado; en otras
palabras, es una instalación que refina al arrabio obtenido del Alto Horno, por lo
cual a este producto principal del Cubilote también se le conoce como Hierro de
Segunda Fusión. Además del producto anteriormente citado, también se producen
elementos secundarios como los Gases Calientes de Combustión y las Escorias; para
poder obtener estos productos, se colocan en el interior del horno tres materias
primas, las cuales son: el Mineral de Hierro (compuesto por trozos de arrabio o
chatarra de hierro), el Combustible (generalmente es carbón mineral o coque) y el
Fundente (piedra caliza).
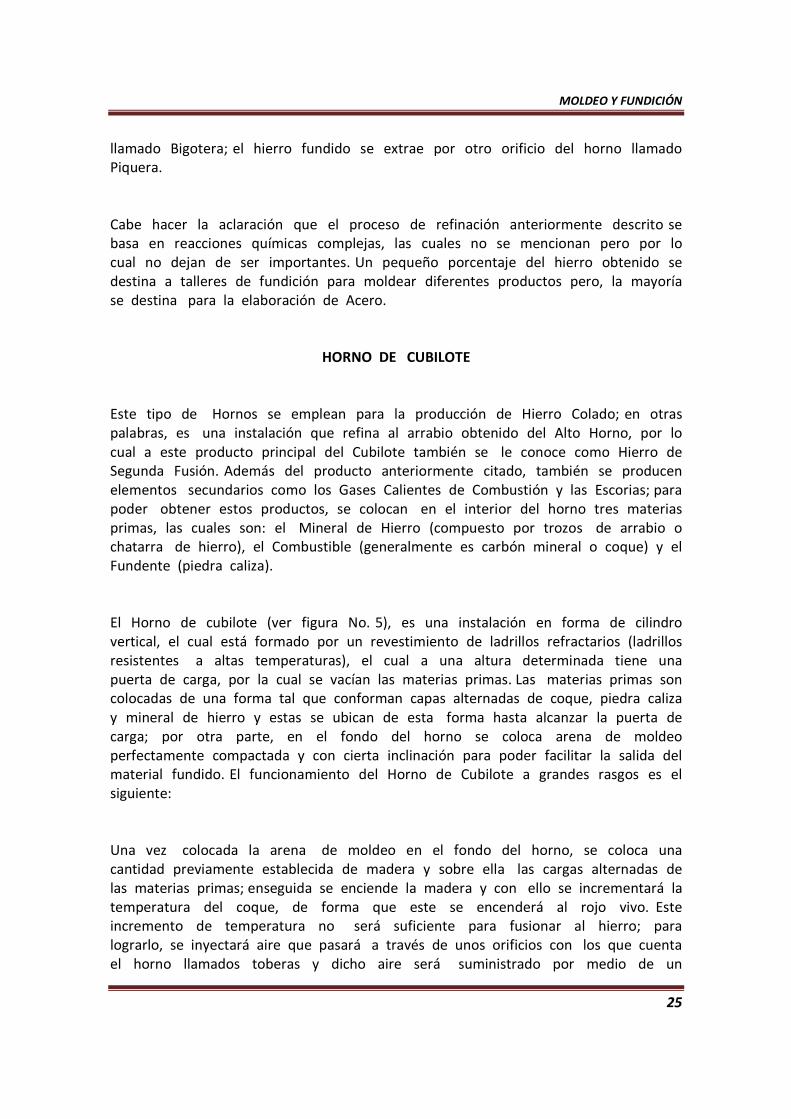
El Horno de cubilote (ver figura No. 5), es una instalación en forma de cilindro
vertical, el cual está formado por un revestimiento de ladrillos refractarios (ladrillos
resistentes a altas temperaturas), el cual a una altura determinada tiene una
puerta de carga, por la cual se vacían las materias primas. Las materias primas son
colocadas de una forma tal que conforman capas alternadas de coque, piedra caliza
y mineral de hierro y estas se ubican de esta forma hasta alcanzar la puerta de
carga; por otra parte, en el fondo del horno se coloca arena de moldeo
perfectamente compactada y con cierta inclinación para poder facilitar la salida del
material fundido. El funcionamiento del Horno de Cubilote a grandes rasgos es el
siguiente:
Una vez colocada la arena de moldeo en el fondo del horno, se coloca una
cantidad previamente establecida de madera y sobre ella las cargas alternadas de
las materias primas; enseguida se enciende la madera y con ello se incrementará la
temperatura del coque, de forma que este se encenderá al rojo vivo. Este
incremento de temperatura no será suficiente para fusionar al hierro; para
lograrlo, se inyectará aire que pasará a través de unos orificios con los que cuenta
el horno llamados toberas y dicho aire será suministrado por medio de un

MOLDEO Y FUNDICIÓN
26
ventilador. De la misma manera que en el Alto Horno, las escorias producidas
durante la fusión quedarán flotando sobre el hierro fundido, las cuales son
extraídas por un orificio del horno llamado Bigotera; el Hierro Colado se extrae por
un orificio llamado Piquera u orificio de Sangrado.
Cabe hacer notar que este horno no es de flujo continuo, por lo cual se puede
interrumpir su proceso; también es importante resaltar que químicamente trabaja de
forma similar al Alto Horno. El Hierro Colado obtenido se destina principalmente
para la obtención de piezas moldeadas, tales como poleas, ruedas de ferrocarril,
tuberías, partes de maquinaria, etc.
HORNOS EN LOS CUALES EL COMBUSTIBLE Y EL METAL NO ESTAN MEZCLADOS
Los Hornos que se muestran para esta clasificación en el cuadro No. 5 son: el
Horno de Crisol Fijo, el Horno de Crisol Inclinable y el Horno Siemens-Martin.
HORNO DE CRISOL FIJO
Este tipo de Hornos son instalaciones las cuales se emplean para fundir materiales
fácilmente fusionables, es decir, materiales que se pueden llevar a su punto de
fusión sin necesidad de incrementar notablemente la temperatura; tal es el caso de
los metales con bajo punto de fusión como el zinc, el plomo, el estaño y algunos
tipos de aluminio y magnesio.
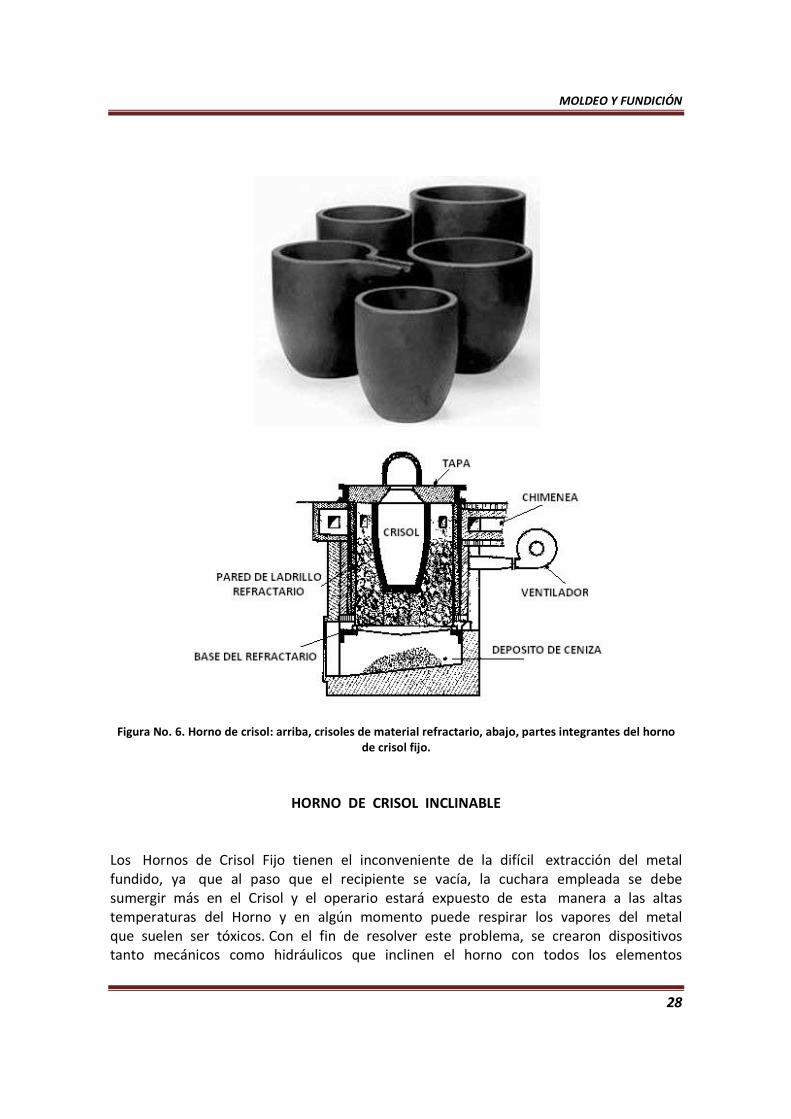
El Horno de Crisol Fijo (ver figura No. 6), consta de tres partes importantes: un
recipiente llamado Crisol que está construido de grafito comprimido y que es en
donde se coloca la carga metálica, una Caja de Combustión que rodea al crisol y
que está elaborado con ladrillos refractarios y un Ventilador el cual se encarga de
inyectar aire al interior de la Caja de Combustión. El proceso de fusión por medio
de este Horno es el siguiente:
MOLDEO Y FUNDICIÓN
27
Figura No. 5. Horno de cubilote y sus partes más importantes.
Una vez colocada la carga metálica en el interior del Crisol, se colocan trozos de
coque en el espacio existente entre el crisol y la Caja de combustión; hecho lo
anterior, se procede a inyectar aire caliente al coque con ayuda del Ventilador y
con esto se logra la combustión del mismo. Al quemarse el coque, se transfiere la
temperatura al Crisol el cual la absorbe y a su vez, se la transmite al metal el
cual se va fusionando. Una vez terminado el proceso de fusión del metal, se
extraen las escorias producidas con ayuda de una cuchara especial, y con la misma
se extrae el metal líquido.
MOLDEO Y FUNDICIÓN
28
Figura No. 6. Horno de crisol: arriba, crisoles de material refractario, abajo, partes integrantes del horno
de crisol fijo.
HORNO DE CRISOL INCLINABLE
Los Hornos de Crisol Fijo tienen el inconveniente de la difícil extracción del metal
fundido, ya que al paso que el recipiente se vacía, la cuchara empleada se debe
sumergir más en el Crisol y el operario estará expuesto de esta manera a las altas
temperaturas del Horno y en algún momento puede respirar los vapores del metal
que suelen ser tóxicos. Con el fin de resolver este problema, se crearon dispositivos
tanto mecánicos como hidráulicos que inclinen el horno con todos los elementos
MOLDEO Y FUNDICIÓN
29
que este contiene; este tipo de Horno es llamado Horno de Crisol Inclinable y
consta de las mismas partes que el Horno de Crisol Fijo, con la excepción del
mecanismo inclinable.
La aplicación del Horno de Crisol Inclinable es la misma del caso anterior.
HORNO SIEMENS-MARTIN El Horno Siemens-Martin también llamado Horno de reverbero, de Plaza u Hogar
Abierto es una instalación que se emplea para la producción de acero. Este tipo de
Horno emplea como materias primas fundamentales arrabio producido en el Alto
Horno, Cal y Chatarra de Hierro, siendo esta la materia prima principal (se llega a
utilizar en el total de la carga en el horno un 80% de chatarra de hierro y un 20%
de arrabio); la capacidad de producción de acero mediante el empleo del horno
Siemens-Martin puede ser de hasta 500 toneladas.
El Horno Siemens-Martin (ver figura No. 7) tiene la siguiente forma de trabajo: la
zona interior del mismo llamada Zona Activa o Plaza es calentada con madera para
que esta empiece a absorber calor; dicho calor desprenderá gases calientes que
saldrán a la atmósfera a través de una chimenea, la cual está conectada a unas
rejas de ladrillo refractario llamadas Recuperadores, los cuales absorberán la
temperatura. Posteriormente, se introducirá a la zona activa la carga compuesta por
la Cal, el Arrabio y la Chatarra de Hierro, con el fin de que absorban parte de su
temperatura; enseguida, a través de las tuberías individuales de la izquierda, se
hace circular aire por una y gas por la otra (este gas debe ser un combustible y
puede ser metano o gas de coque), los cuales al ponerse en contacto en la
Cabeza del horno y al experimentar la temperatura de la Zona Activa generarán
una llama de grandes dimensiones que cubrirá toda la carga, incrementándose la
temperatura a 1200oC. Los gases de combustión pasarán por las tuberías
individuales de la derecha, se ponen en contacto con los recuperadores del mismo
lado para que estos absorban calor y saldrán a la atmósfera a través de la
Chimenea.
Pasado un periodo de 20 minutos, unas válvulas existentes en las tuberías se
girarán (a estas válvulas se les llama Válvulas de Inversión), de tal forma que la
circulación del aire y el gas se produzca por las tuberías de la derecha repitiéndose
el proceso anterior, con la excepción que la temperatura generada será ahora de
1800oC. El acero producido por este Horno se utiliza en la producción de elementos
estructurales y partes de maquinaria.

MOLDEO Y FUNDICIÓN
30
Figura No. 7. Partes más importantes del Horno Siemens-Martin: 1.Puerta de carga, 2. Válvulas de
inversión, 3, 4, 5, 6. Recuperadores, A. zona activa, B, B-1. Zona de mezcla de gases.
HORNOS CONVERTIDORES
CONVERTIDORES BESSEMER Y THOMAS
Este tipo de Hornos son de los más antiguos empleados para la elaboración de
Aceros. Este tipo de instalaciones se clasifican en tres clases diferentes: Convertidor
Bessemer, Convertidor Thomas y Convertidor de Inyección de Oxígeno (BOF). Los
Convertidores Bessemer y Thomas a grandes rasgos consisten de las siguientes
partes (ver figura No. 8).
En primer lugar, se dice que el Convertidor es un recipiente en forma de pera y
que está formado por paredes de material refractario de un espesor aproximado de
300 mm y se encuentra recubierto por placas de acero de 30 mm; en su parte
inferior cuenta con una serie de orificios llamados toberas (en algunas bibliografías
se menciona que se llegaban a tener hasta 300 toberas), y dichas toberas están
cubiertas por una caja metálica cerrada herméticamente conocida como caja de
viento. La capacidad de este tipo de hornos podía ser de hasta 30 toneladas.

MOLDEO Y FUNDICIÓN
31
Figura No. 8. Convertidores Bessemer y Thomas mostrando sus partes mas importantes: 1. cubierta de
acero, 2. revestimiento, 3. toberas, 4. caja de viento, 5. tubería para aire, 6. mecanismo de inclinación, 7. boca.
El proceso de obtención de Acero en los Convertidores Bessemer y Thomas es el
siguiente: el primer paso consiste en inclinar con ayuda de un mecanismo integrado
al horno a dicho Convertidor para que de esta manera se pueda vertir en su
interior la materia prima que para estos casos es Arrabio en estado Líquido al 60%
de la capacidad del horno; inmediatamente se procede a inyectar aire a presión al
interior del Convertidor a través de las toberas pasando este por la caja de viento.
Enseguida, se coloca el horno en posición vertical para poner directamente en
contacto el aire con el metal líquido, esto con el fin de quemar las impurezas del
arrabio y al mismo tiempo reducir la cantidad de carbono que este contiene.
Pasado un tiempo aproximado de 20 minutos, se inclina el Convertidor, se
MOLDEO Y FUNDICIÓN
32
suspende el paso de aire, se extraen las escorias y el acero para poder realizar las
pruebas metalúrgicas necesarias.
La diferencia fundamental entre el Proceso del Convertidor Bessemer y Thomas
está definida por la composición química del arrabio; es decir, si el arrabio contiene
una alta cantidad de Silicio el convertidor a utilizar será el Bessemer; por otra
parte, sí el arrabio contiene grandes cantidades de Fósforo se utilizará el
Convertidor Thomas. La aplicación principal de los Convertidores Bessemer y Thomas
es la producción de aceros para elaborar láminas de acero, perfiles laminados y
alambre.
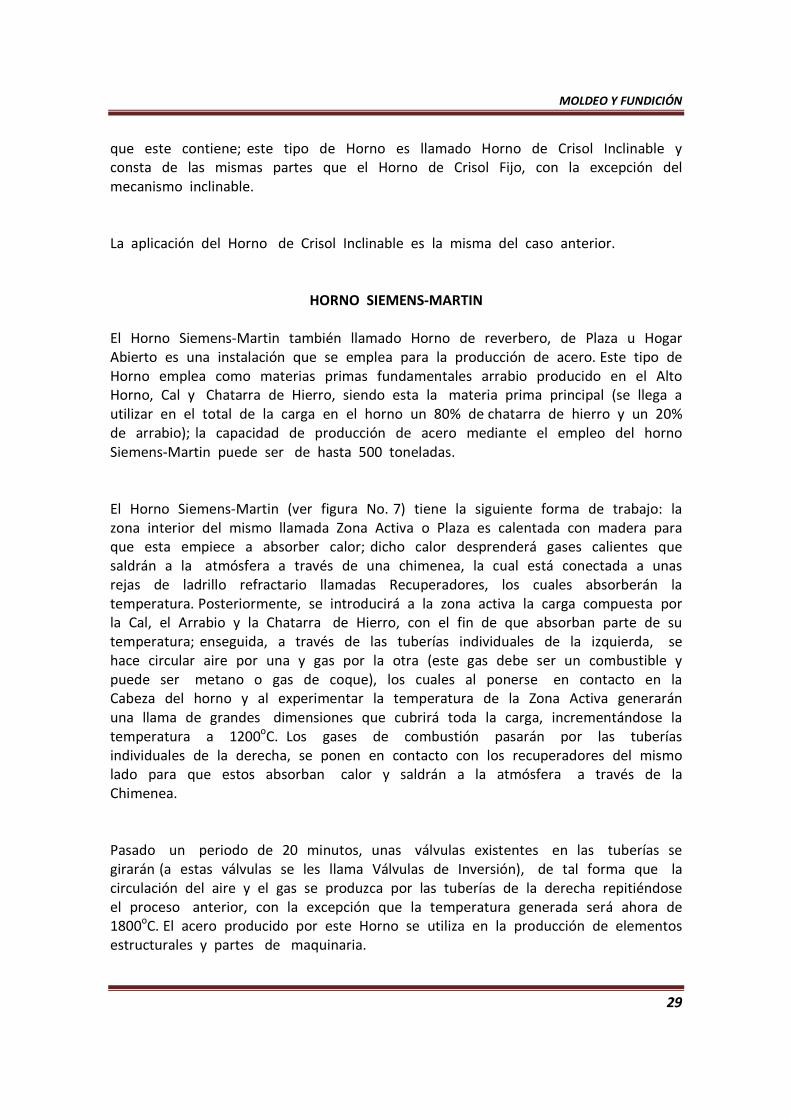
OXICONVERTIDOR (CONVERTIDOR BOF)
El Oxiconvertidor (Convertidor BOF) es un Horno de similar forma a los
Convertidores analizados anteriormente (ver figura No. 9), con la excepción que en
sustitución de las toberas ubicadas en la parte inferior del horno se encuentra
colocada en su parte superior una tubería por la cual se inyectará a la materia
prima Oxígeno Puro y que se denomina Lanza de Oxígeno; este horno se puede
inclinar de manera similar que los Convertidores Bessemer y Thomas con ayuda de
un mecanismo basculante. La forma de trabajo en este Convertidor es la siguiente:
Inicialmente se procede a colocar las materias primas en el interior del horno,
estando este en posición inclinada para facilitar el vaciado de la carga ( primero se
coloca Chatarra de Hierro y enseguida Arrabio en estado Líquido, siendo la chatarra
la que ocupa la mayor proporción de la carga ); enseguida se posiciona el
Convertidor en forma vertical y se inyecta el oxígeno con el fin de quemar las
impurezas. Una vez transcurrido el tiempo de eliminación de impurezas, se inclina el
horno para extraer las escorias y se colocan los elementos desoxidantes; enseguida,
se toman muestras para realizar las pruebas metalúrgicas correspondientes con el
objetivo de producir la calidad de acero necesaria. El objetivo en este caso de la
Inyección de Oxígeno es acelerar la eliminación de las impurezas del arrabio y por
consiguiente, la producción del acero en comparación con los Convertidores
Bessemer y Thomas. La aplicación de este tipo de aceros obtenidos por el
Convertidor de Inyección de Oxígeno es para elaborar aceros de mejor calidad que
en los Convertidores Bessemer y Thomas, como sería el caso de los aceros para
herramientas y otros tipos de aceros de baja aleación.
MOLDEO Y FUNDICIÓN
33
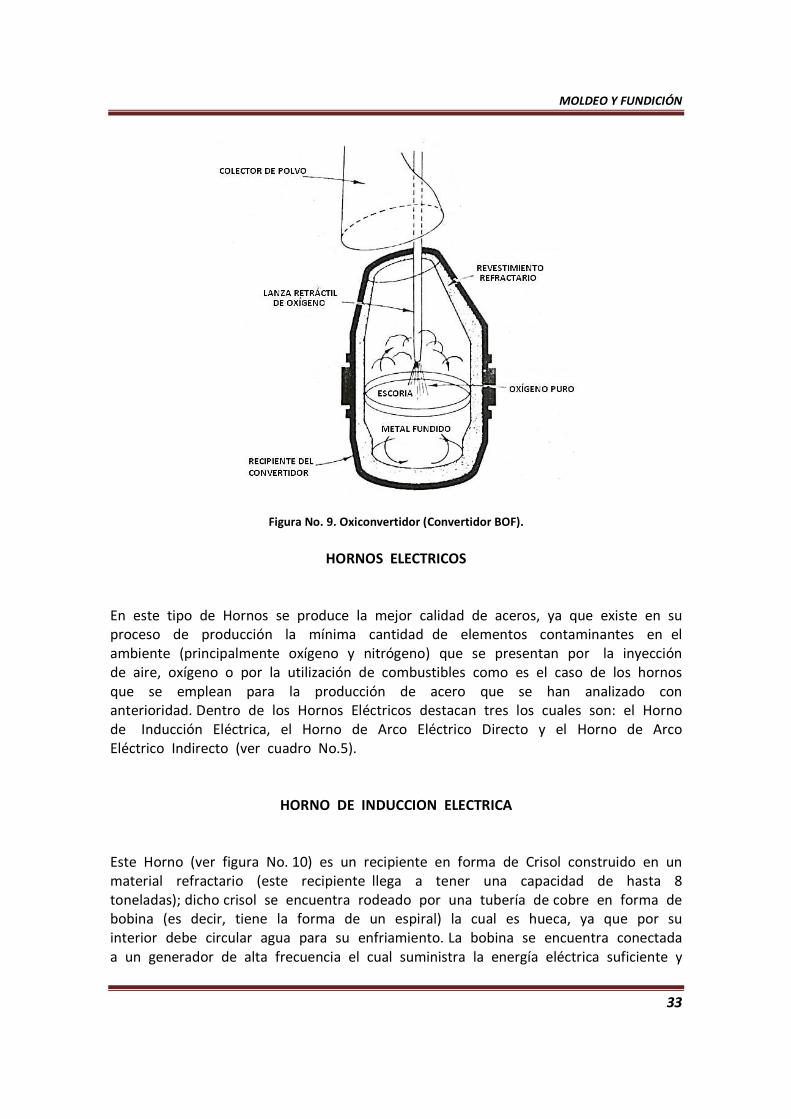
Figura No. 9. Oxiconvertidor (Convertidor BOF).
HORNOS ELECTRICOS
En este tipo de Hornos se produce la mejor calidad de aceros, ya que existe en su
proceso de producción la mínima cantidad de elementos contaminantes en el
ambiente (principalmente oxígeno y nitrógeno) que se presentan por la inyección
de aire, oxígeno o por la utilización de combustibles como es el caso de los hornos
que se emplean para la producción de acero que se han analizado con
anterioridad. Dentro de los Hornos Eléctricos destacan tres los cuales son: el Horno
de Inducción Eléctrica, el Horno de Arco Eléctrico Directo y el Horno de Arco
Eléctrico Indirecto (ver cuadro No.5).
HORNO DE INDUCCION ELECTRICA
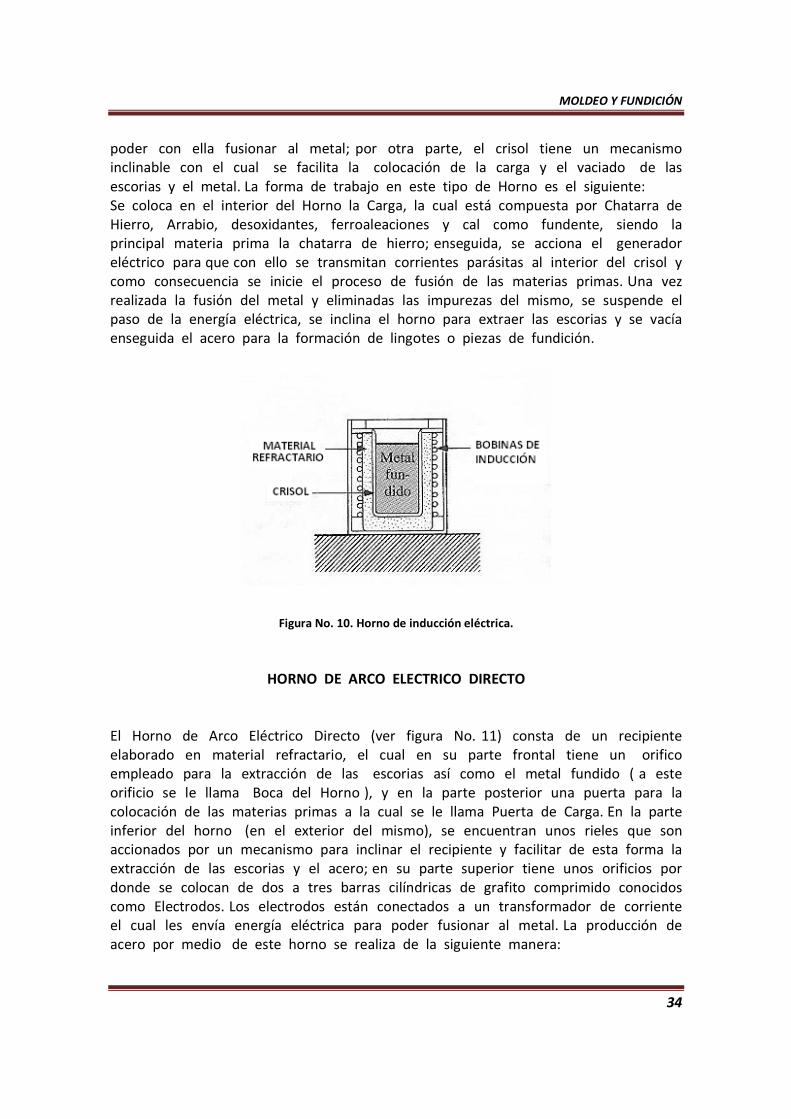
Este Horno (ver figura No. 10) es un recipiente en forma de Crisol construido en un
material refractario (este recipiente llega a tener una capacidad de hasta 8
toneladas); dicho crisol se encuentra rodeado por una tubería de cobre en forma de
bobina (es decir, tiene la forma de un espiral) la cual es hueca, ya que por su
interior debe circular agua para su enfriamiento. La bobina se encuentra conectada
a un generador de alta frecuencia el cual suministra la energía eléctrica suficiente y
MOLDEO Y FUNDICIÓN
34
poder con ella fusionar al metal; por otra parte, el crisol tiene un mecanismo
inclinable con el cual se facilita la colocación de la carga y el vaciado de las
escorias y el metal. La forma de trabajo en este tipo de Horno es el siguiente:
Se coloca en el interior del Horno la Carga, la cual está compuesta por Chatarra de
Hierro, Arrabio, desoxidantes, ferroaleaciones y cal como fundente, siendo la
principal materia prima la chatarra de hierro; enseguida, se acciona el generador
eléctrico para que con ello se transmitan corrientes parásitas al interior del crisol y
como consecuencia se inicie el proceso de fusión de las materias primas. Una vez
realizada la fusión del metal y eliminadas las impurezas del mismo, se suspende el
paso de la energía eléctrica, se inclina el horno para extraer las escorias y se vacía
enseguida el acero para la formación de lingotes o piezas de fundición.
Figura No. 10. Horno de inducción eléctrica.
HORNO DE ARCO ELECTRICO DIRECTO
El Horno de Arco Eléctrico Directo (ver figura No. 11) consta de un recipiente
elaborado en material refractario, el cual en su parte frontal tiene un orifico
empleado para la extracción de las escorias así como el metal fundido ( a este
orificio se le llama Boca del Horno ), y en la parte posterior una puerta para la
colocación de las materias primas a la cual se le llama Puerta de Carga. En la parte
inferior del horno (en el exterior del mismo), se encuentran unos rieles que son
accionados por un mecanismo para inclinar el recipiente y facilitar de esta forma la
extracción de las escorias y el acero; en su parte superior tiene unos orificios por
donde se colocan de dos a tres barras cilíndricas de grafito comprimido conocidos
como Electrodos. Los electrodos están conectados a un transformador de corriente
el cual les envía energía eléctrica para poder fusionar al metal. La producción de
acero por medio de este horno se realiza de la siguiente manera:

MOLDEO Y FUNDICIÓN
35
Se coloca la Carga en el interior del horno a través de la Puerta de Carga (la
carga consiste en las mismas materias primas del Horno de Inducción Eléctrica);
seguido a esto, se accionan los interruptores eléctricos para electrizar los
electrodos de grafito y producir con esto un “ corto circuito “ (es decir, un Arco
Eléctrico). El Arco Eléctrico producido genera un gran desprendimiento de luz y
temperatura (aproximadamente 3000oC) con lo cual se fusiona de manera fácil y
rápida el metal; pasado el tiempo de eliminación de las impurezas, se suspende el
suministro de energía eléctrica y se inclina el horno para la extracción de las
escorias y el acero. La capacidad de este Horno llega a ser de hasta 180
toneladas.
Figura No. 11. Partes más importantes de un Horno de arco eléctrico directo.
HORNO DE ARCO ELECTRICO INDIRECTO
Este tipo de Horno (ver figura No. 12) consta de un crisol elaborado en material
refractario el cual se encuentra rodeado por una caja construida de ladrillos
refractarios; en sus paredes laterales, la caja tiene un par de orificios opuestos por
donde se colocan horizontalmente dos Electrodos de grafito comprimido los cuales
a su vez están conectados a un Transformador. igual que en el Horno de Arco
Eléctrico Directo, este horno tiene una Puerta de Carga y la Boca del Horno y
además se cuenta con un mecanismo que inclina completamente al conjunto para
la extracción de las escorias y el acero.
Este Horno trabaja de similar forma que el Horno de Arco Eléctrico Directo
empleando las mismas materias primas, con la excepción de la generación del

MOLDEO Y FUNDICIÓN
36
Arco Eléctrico. En el caso anterior, el Arco se produce entre los Electrodos Verticales
y el metal mientras que para este se produce entre los dos Electrodos Horizontales
al acercarse lo suficiente uno al otro.
Figura No. 12. Horno de arco eléctrico indirecto.
Los Hornos de Arco Eléctrico Directo e Indirecto tienen una capacidad máxima de
180 toneladas; tanto los Hornos de Arco Eléctrico como los de Inducción tienen el
propósito como ya se mencionó con anterioridad, para la elaboración de aceros
con un mínimo de impurezas, tal como los Aceros para Alta Velocidad y los Aceros
Inoxidables. Con frecuencia, los Hornos Eléctricos se emplean para realizar un
reproceso de Aceros provenientes de los Convertidores o del Horno
Siemens-Martin, aunque el uso de distintos tipos de Hornos para obtener un solo
tipo de proceso provoca una inversión mayor y un incremento del tiempo de
producción.

CORTE Y DOBLADO DE METALES
37
C O R T E Y D O B L A D O D E M E T A L E S
Existen en nuestra vida diaria una gran variedad de productos elaborados en metal, tanto en lámina como en placa (puertas, ventanas, mobiliario de oficina, artículos de cocina como vaporeras, cucharas, cuchillos, etc.). Estos productos pueden ser muy simples (como el caso de un envase de aerosol) o muy elaborados (como la carrocería de un automóvil o la estructura de un puente peatonal). En cualquier caso, la fabricación contempla la aplicación de los métodos de corte de metales como una etapa preliminar o en algunos casos final, así como trabajos de deformación de metales para lograr la forma del producto final; en la presente unidad, se hablará tanto de los métodos de corte de metales convencionales mas utilizados en la industria, así como la deformación de metales por el procedimiento de doblez.
CORTE DE METALES
El Corte de Metales dentro de la industria metal-mecánica, contempla diferentes aspectos técnicos, los cuales definen la aplicación de acuerdo a la fabricación que se vaya a realizar. El corte de metales (concepto el cual por sí solo es muy simple), consiste en seccionar un material metálico, ya sea una barra, una lámina o una placa en porciones más pequeñas que las originales, con la finalidad de hacer más manejables las operaciones posteriores en la fabricación del producto. Existen cinco métodos convencionales para cortar metales, los cuales deberán ser seleccionados de acuerdo a la aplicación a la que vayan a ser destinados. Estos están clasificados de acuerdo a lo que se muestra en el cuadro No.1:
Cuadro No.1. Clasificación de los métodos convencionales para cortar metales.
SIN ARRANQUE DE VIRUTA
• CIZALLADO
• TROQUELADO
• OXICORTE
• CORTE CON PLASMA
CON ARRANQUE DE VIRUTA
• CORTE CON SIERRAS
CORTE Y DOBLADO DE METALES
38
De la clasificación anterior, se entiende como Procesos de Corte de Metales sin arranque de viruta, a aquellos métodos de fabricación en donde al seccionar el material no se genera polvo metálico o metal sobrante, producto del funcionamiento de las herramientas o del equipo diseñado para ese trabajo. En el caso de los Procesos de Corte de Metales con arranque de viruta, si se genera el metal sobrante producto de la fricción que existe entre el material y la herramienta utilizada. Para el desarrollo del presente tema, solo se estudiarán los métodos de corte sin arranque de viruta, ya que solo serán analizados los trabajos en lámina y placa. Es preciso mencionar que también existen métodos no convencionales para cortar metales, tal es el caso de los cortes por electroerosión, por rayo laser, por chorro de agua, etc., sin embargo, por la amplitud de dichos métodos, estos no serán contemplados en esta Unidad de Aprendizaje.
CORTE POR CIZALLADO
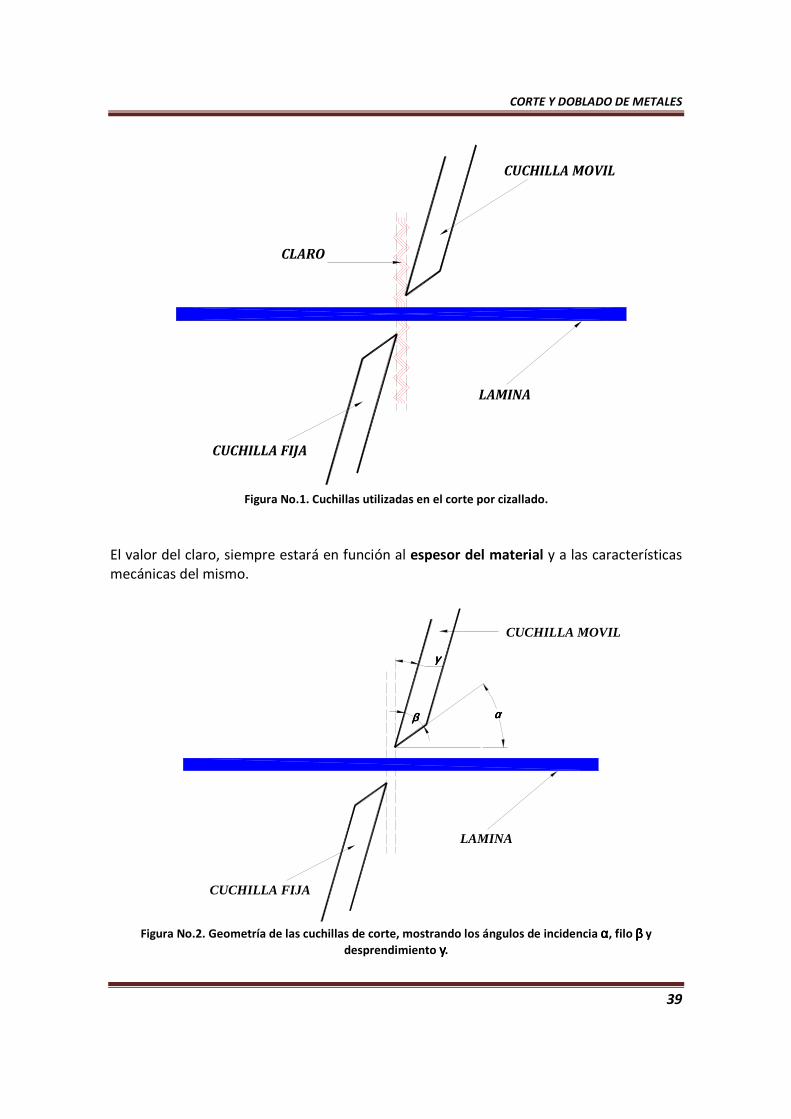
Existen una gran variedad de productos como: monedas, cucharas, envases de aerosol, latas para almacenar alimentos como leche, fruta, verduras, etc., que están elaborados a partir de una lámina muy delgada. Independientemente del tamaño final del producto, la materia prima que se comercializa en dimensiones alrededor de 6m x 1.5m debe ser cortada en tamaños más pequeños, con el objetivo de hacer más manejable el material; lo anterior es trabajado por el proceso de Cizallado. Las características del proceso de cizallado es la de realizar un corte en forma recta en láminas delgadas, aunque existen maquinas que pueden trabajar placas con espesores de hasta 2 pulgadas. Para realizar el trabajo, se utilizan un par de herramientas llamadas cuchillas. Las cuchillas son barras de acero de una longitud definida, las cuales constan de una configuración geométrica que les proporciona mayor resistencia al desgaste y a los esfuerzos mecánicos (ver figura No.1.). Como es de observarse en la geometría de las cuchillas de la figura
No.2, los ángulos de incidencia αααα, filo ββββ y desprendimiento γγγγ, le proporcionan a la herramienta la forma de una cuña afilada, perfil que facilita el trabajo de corte de la lámina sobre todo en las maquinas de funcionamiento manual. Por otra parte, en la misma figura se observa el espacio que existe entre las cuchillas de corte; a dicho espacio se le conoce con el nombre de claro. Este claro tiene una gran relevancia en el proceso de corte porque:
• Evita el desgaste por fricción de las cuchillas de corte.
• Evita la deformación del material como consecuencia de la fuerza de corte aplicada.
• Ayuda a realizar un corte exacto del material.
CORTE Y DOBLADO DE METALES
39
CUCHILLA FIJA
CLARO
LAMINA
CUCHILLA MOVIL
Figura No.1. Cuchillas utilizadas en el corte por cizallado.
El valor del claro, siempre estará en función al espesor del material y a las características mecánicas del mismo.
CUCHILLA FIJA
CUCHILLA MOVIL
LAMINA
ααααββββ
γγγγ
Figura No.2. Geometría de las cuchillas de corte, mostrando los ángulos de incidencia αααα, filo ββββ y
desprendimiento γγγγ.

CORTE Y DOBLADO DE METALES
40
MÁQUINAS PARA TRABAJAR POR CIZALLADO
La maquina utilizada para cortar metales por Cizallado es conocida como Cizalla. En términos generales, la cizalla consta de dos soportes (superior e inferior) en donde son colocadas las cuchillas por medio de tornillos; a su vez, el funcionamiento de corte es activado por un pedal que el operario acciona para aplicar una fuerza directa por su propio peso o por medio de un sistema electromecánico (ver figura No. 3).
MATERIAL EN PROCESO DE CORTE
Figura No.3. Muestra de la ubicación de las cuchillas de corte en la cizalla y la forma en que actúan
cortando una lámina.
Las cizallas se clasifican en maquinas manuales y electromecánicas (ver cuadro No.2). Las maquinas manuales son utilizadas para trabajar materiales de poco espesor (calibre 18 = 1.20mm) por la limitante en cuanto a la fuerza directa que puede aplicar el operario, mientras que las maquinas electromecánicas pueden trabajar materiales de mayor espesor (por lo general ½ pulgada, aunque existen maquinas capaces de cortar hasta 2 pulgadas).
CORTE Y DOBLADO DE METALES
41
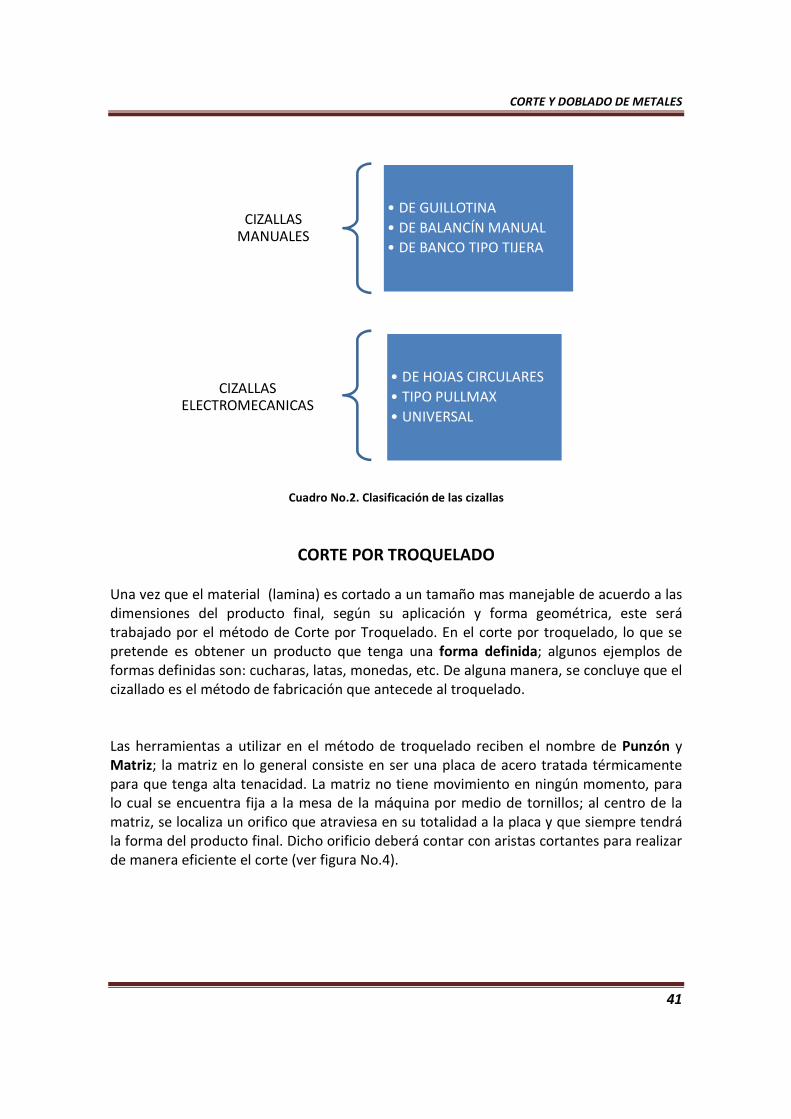
Cuadro No.2. Clasificación de las cizallas
CORTE POR TROQUELADO Una vez que el material (lamina) es cortado a un tamaño mas manejable de acuerdo a las dimensiones del producto final, según su aplicación y forma geométrica, este será trabajado por el método de Corte por Troquelado. En el corte por troquelado, lo que se pretende es obtener un producto que tenga una forma definida; algunos ejemplos de formas definidas son: cucharas, latas, monedas, etc. De alguna manera, se concluye que el cizallado es el método de fabricación que antecede al troquelado. Las herramientas a utilizar en el método de troquelado reciben el nombre de Punzón y Matriz; la matriz en lo general consiste en ser una placa de acero tratada térmicamente para que tenga alta tenacidad. La matriz no tiene movimiento en ningún momento, para lo cual se encuentra fija a la mesa de la máquina por medio de tornillos; al centro de la matriz, se localiza un orifico que atraviesa en su totalidad a la placa y que siempre tendrá la forma del producto final. Dicho orificio deberá contar con aristas cortantes para realizar de manera eficiente el corte (ver figura No.4).
CIZALLAS MANUALES
• DE GUILLOTINA
• DE BALANCÍN MANUAL
• DE BANCO TIPO TIJERA
CIZALLAS ELECTROMECANICAS
• DE HOJAS CIRCULARES
• TIPO PULLMAX
• UNIVERSAL
CORTE Y DOBLADO DE METALES
42
PUNZON
MATRIZ
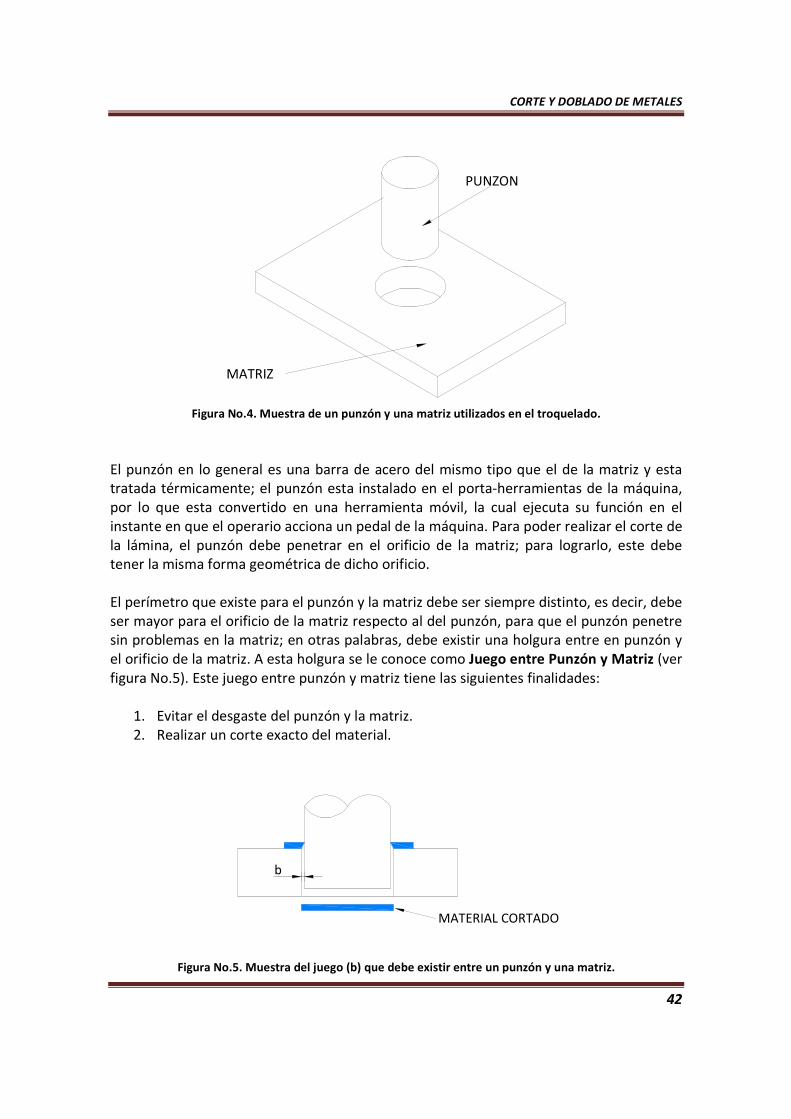
Figura No.4. Muestra de un punzón y una matriz utilizados en el troquelado.
El punzón en lo general es una barra de acero del mismo tipo que el de la matriz y esta tratada térmicamente; el punzón esta instalado en el porta-herramientas de la máquina, por lo que esta convertido en una herramienta móvil, la cual ejecuta su función en el instante en que el operario acciona un pedal de la máquina. Para poder realizar el corte de la lámina, el punzón debe penetrar en el orificio de la matriz; para lograrlo, este debe tener la misma forma geométrica de dicho orificio. El perímetro que existe para el punzón y la matriz debe ser siempre distinto, es decir, debe ser mayor para el orificio de la matriz respecto al del punzón, para que el punzón penetre sin problemas en la matriz; en otras palabras, debe existir una holgura entre en punzón y el orificio de la matriz. A esta holgura se le conoce como Juego entre Punzón y Matriz (ver figura No.5). Este juego entre punzón y matriz tiene las siguientes finalidades:
1. Evitar el desgaste del punzón y la matriz. 2. Realizar un corte exacto del material.
b
MATERIAL CORTADO
Figura No.5. Muestra del juego (b) que debe existir entre un punzón y una matriz.
CORTE Y DOBLADO DE METALES
43
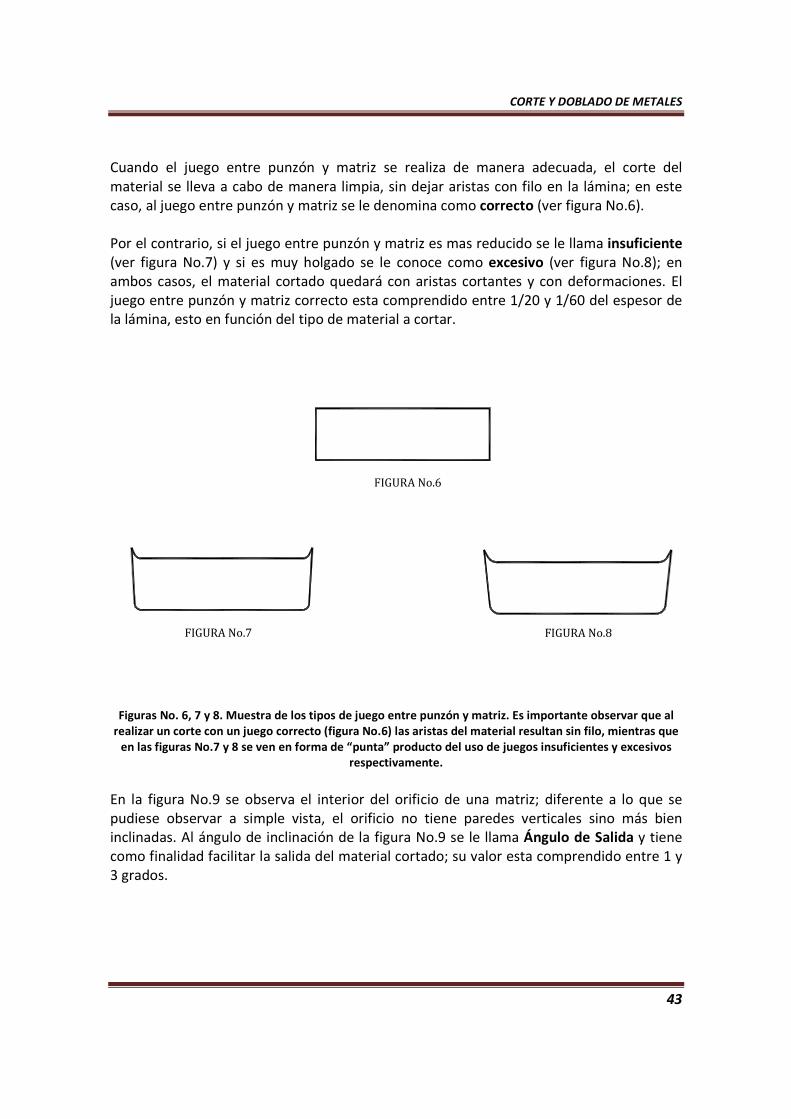
Cuando el juego entre punzón y matriz se realiza de manera adecuada, el corte del material se lleva a cabo de manera limpia, sin dejar aristas con filo en la lámina; en este caso, al juego entre punzón y matriz se le denomina como correcto (ver figura No.6). Por el contrario, si el juego entre punzón y matriz es mas reducido se le llama insuficiente (ver figura No.7) y si es muy holgado se le conoce como excesivo (ver figura No.8); en ambos casos, el material cortado quedará con aristas cortantes y con deformaciones. El juego entre punzón y matriz correcto esta comprendido entre 1/20 y 1/60 del espesor de la lámina, esto en función del tipo de material a cortar.
FIGURA No.6
FIGURA No.7 FIGURA No.8
Figuras No. 6, 7 y 8. Muestra de los tipos de juego entre punzón y matriz. Es importante observar que al
realizar un corte con un juego correcto (figura No.6) las aristas del material resultan sin filo, mientras que en las figuras No.7 y 8 se ven en forma de “punta” producto del uso de juegos insuficientes y excesivos
respectivamente.
En la figura No.9 se observa el interior del orificio de una matriz; diferente a lo que se pudiese observar a simple vista, el orificio no tiene paredes verticales sino más bien inclinadas. Al ángulo de inclinación de la figura No.9 se le llama Ángulo de Salida y tiene como finalidad facilitar la salida del material cortado; su valor esta comprendido entre 1 y 3 grados.

CORTE Y DOBLADO DE METALES
44
LAMINA METALICA
MATRIZ
PUNZON
α
Figura No.9. Muestra del ángulo de salida αααα de una matriz.
MÁQUINAS PARA TRABAJAR POR TROQUELADO La máquina utilizada para la realización de cortes con formas definidas se llama Troqueladora. La troqueladora es una máquina que trabaja por medio de fuerza electromecánica, es decir, no trabaja con la fuerza que aplica el operario; en la mesa de la máquina se instala por medio de tornillos a la matriz, evitando con ello que esta tenga movimiento en el momento de realizar el corte. Por su parte, el punzón se coloca en el porta-herramientas de la máquina, el cual le proveerá de movimiento vertical para que en conjunto con la matriz presionen a la lámina hasta cortarla. El movimiento del punzón es ocasionado por la presión de un pedal que acciona el operario.
OXICORTE Los métodos de corte de metales por cizallado y troquelado generalmente están destinados al trabajo en lámina, sin embargo, no es así en muchos casos, ya que también existen metales de espesor considerable, principalmente placas. El método de Oxicorte (también llamado corte con oxigeno o corte con oxiacetileno) se recomienda para el trabajo en materiales ferrosos, principalmente corte en placas de acero al carbón, ya que en este tipo de trabajo se utiliza una reacción química de oxidación en donde los materiales ferrosos son los mas propensos a oxidarse. Para efectuar este tipo de corte, se utiliza un equipo especial (ver figura No.10) el cual consiste en:
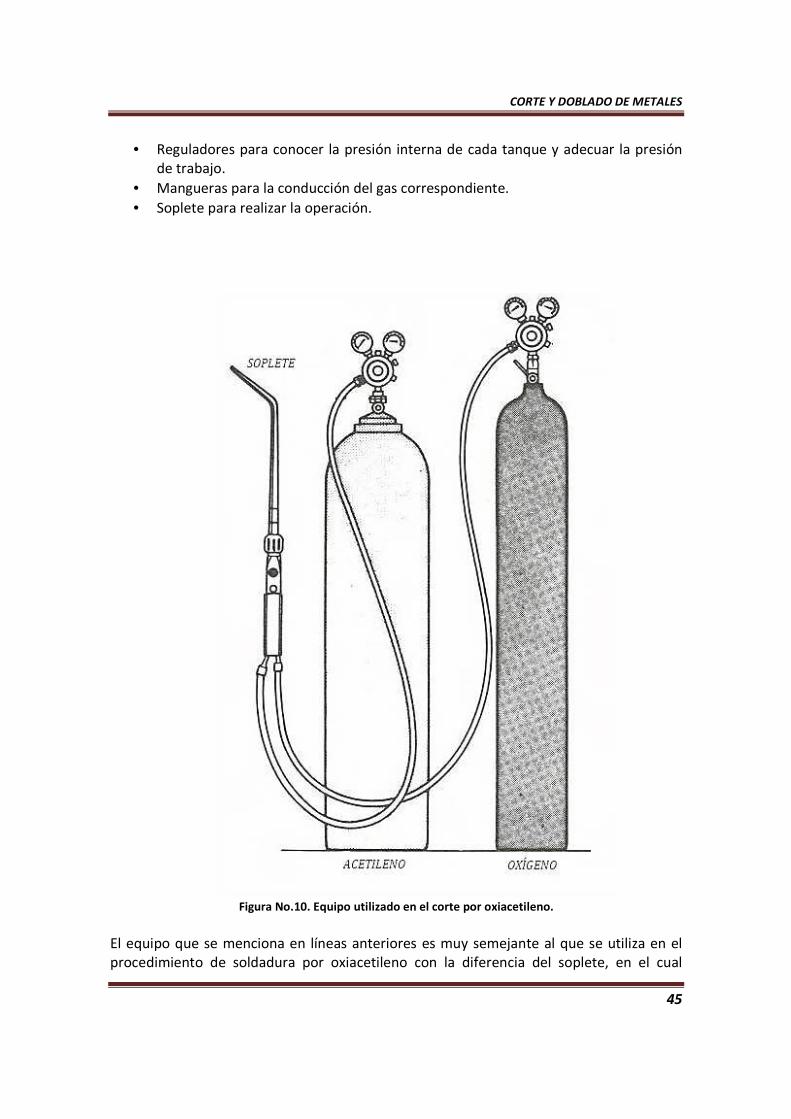
• Tanque de almacenamiento de oxígeno (gas carburante).
• Tanque de almacenamiento de acetileno (gas combustible).
CORTE Y DOBLADO DE METALES
45
• Reguladores para conocer la presión interna de cada tanque y adecuar la presión de trabajo.
• Mangueras para la conducción del gas correspondiente.
• Soplete para realizar la operación.
Figura No.10. Equipo utilizado en el corte por oxiacetileno.
El equipo que se menciona en líneas anteriores es muy semejante al que se utiliza en el procedimiento de soldadura por oxiacetileno con la diferencia del soplete, en el cual
CORTE Y DOBLADO DE METALES
46
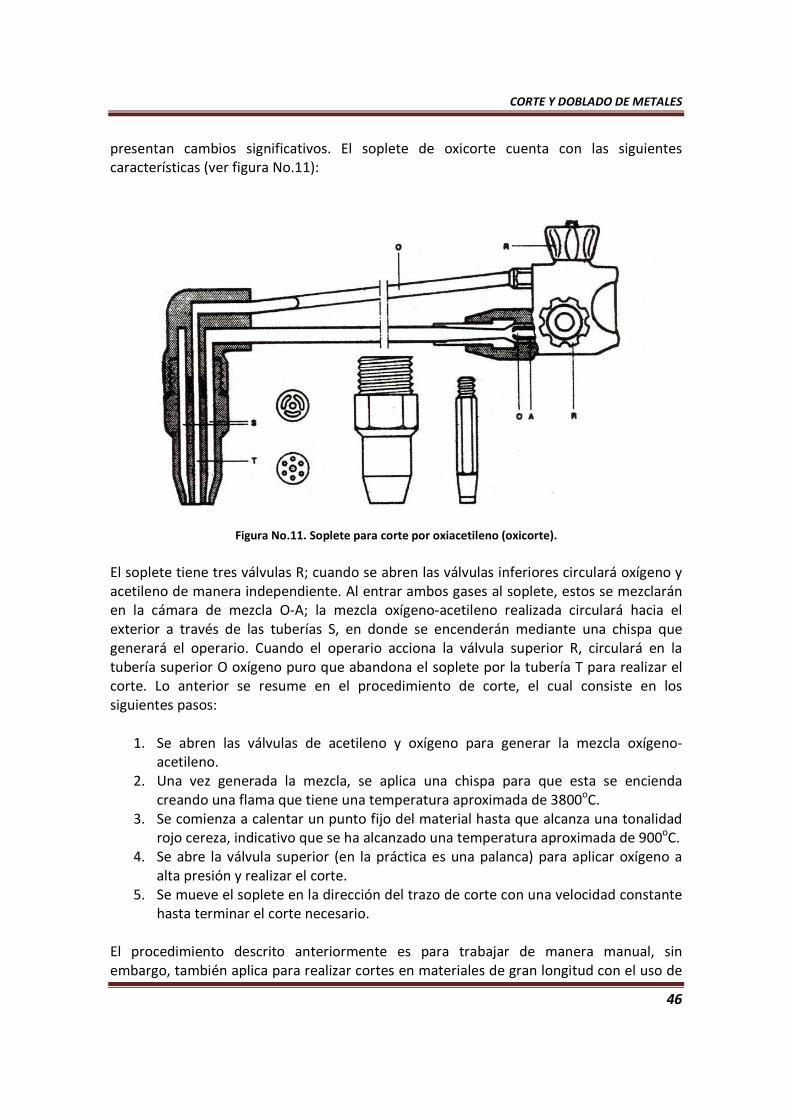
presentan cambios significativos. El soplete de oxicorte cuenta con las siguientes características (ver figura No.11):
Figura No.11. Soplete para corte por oxiacetileno (oxicorte).
El soplete tiene tres válvulas R; cuando se abren las válvulas inferiores circulará oxígeno y acetileno de manera independiente. Al entrar ambos gases al soplete, estos se mezclarán en la cámara de mezcla O-A; la mezcla oxígeno-acetileno realizada circulará hacia el exterior a través de las tuberías S, en donde se encenderán mediante una chispa que generará el operario. Cuando el operario acciona la válvula superior R, circulará en la tubería superior O oxígeno puro que abandona el soplete por la tubería T para realizar el corte. Lo anterior se resume en el procedimiento de corte, el cual consiste en los siguientes pasos:
1. Se abren las válvulas de acetileno y oxígeno para generar la mezcla oxígeno-acetileno.
2. Una vez generada la mezcla, se aplica una chispa para que esta se encienda creando una flama que tiene una temperatura aproximada de 3800oC.
3. Se comienza a calentar un punto fijo del material hasta que alcanza una tonalidad rojo cereza, indicativo que se ha alcanzado una temperatura aproximada de 900oC.
4. Se abre la válvula superior (en la práctica es una palanca) para aplicar oxígeno a alta presión y realizar el corte.
5. Se mueve el soplete en la dirección del trazo de corte con una velocidad constante hasta terminar el corte necesario.
El procedimiento descrito anteriormente es para trabajar de manera manual, sin embargo, también aplica para realizar cortes en materiales de gran longitud con el uso de

CORTE Y DOBLADO DE METALES
47
sistemas de avance automáticos (tortuga, figura No. 12) y para cortes múltiples, mediante el uso de un prototipo (pantógrafo, figura No.13).
Figura No.12. Equipo para corte automático con tortuga.
Figura No.13. Equipo para corte automático con pantógrafo.
CORTE CON PLASMA
El Corte con Plasma al igual que el oxicorte se emplea para cortar primordialmente placas, aunque la diferencia se basa en el tipo de material a trabajar; para este caso, el Corte con Plasma se utiliza para trabajar materiales con alto punto de fusión (por ejemplo: acero

CORTE Y DOBLADO DE METALES
48
inoxidable, titanio, tungsteno, etc.) y en general, materiales incortables por otros procedimientos. Para el corte de un metal con plasma se hace uso de un principio físico llamado ionización de un gas inerte. Lo que se realiza en este método es hacer pasar energía eléctrica de alto voltaje a través de un gas inerte con lo cual existe un cambio físico de la materia en donde el gas se convierte en plasma; una vez formado el plasma, el material se corta por fusión, ya que el plasma alcanza una temperatura que oscila entre 14000oC y 25000oC. Los gases inertes que se utilizan para generar el plasma son: helio, argón, mezclas de helio o argón con hidrogeno y recientemente se utiliza aire comprimido. El equipo que se utiliza para realizar el corte (ver figura No. 14) consiste en un generador eléctrico de corriente continua. Por medio de conductores eléctricos (cables) se energiza de polaridad positiva a la placa de trabajo y de polaridad negativa al soplete de corte; a través de mangueras, se suministra al soplete el gas inerte a la presión de trabajo necesaria. El fenómeno de la ionización del gas inerte se llevará a cabo en la boquilla del soplete de corte (ver figura No. 15).
Figura No.14. Equipo para corte con plasma.

CORTE Y DOBLADO DE METALES
49
MATERIAL A CORTAR
FLUJO DE GAS
FUENTE DE PODER
(+)(-)
(+)
SOPLETEBOQUILLA DEL
ELECTRODO
PLASMA
(-)
Figura No.15. Boquilla del soplete de corte para generar el plasma.
De acuerdo a lo que se observa en la figura No.15, el gas inerte fluye a presión a través de la boquilla del soplete el cual en presencia de la energía eléctrica se genera una especie de flama llamada “antorcha”; en el momento en que se acerca lo suficiente la antorcha del soplete al material, este es cortado de forma inmediata, ya que la temperatura del plasma es tan elevada que lo funde sin calentamiento previo, es decir, sin perdida de tiempo. De acuerdo a lo anterior, el procedimiento para llevar a cabo el corte con plasma es el siguiente:
• Se conecta en el material el cable de “tierra”, para que se energice con la polaridad positiva de la fuente de poder (generador eléctrico).
• Se selecciona la presión del gas inerte adecuada según el espesor del material a cortar.
• Se acerca lo suficiente el soplete de corte a la zona en donde se va a realizar el trabajo, oprimiendo el botón de salida del gas.
• Sin tocar el material, realizar el arco eléctrico que propiciará la generación del plasma.
• Mover el soplete en la dirección del corte. En comparación con el corte por oxiacetileno, el corte con plasma se puede ejecutar el trabajo a una velocidad cuatro veces más alta, debido a que el corte con oxiacetileno a alta velocidad realiza cortes poco exactos y por lo tanto, de tolerancias menos estrechas.
CORTE Y DOBLADO DE METALES
50
Mediante el procedimiento de corte por plasma, se pueden emplear equipos automatizados como pantógrafos, tortugas y robots, los cuales se encargarán de realizar cortes de mayor exactitud y con una mejor calidad superficial. Respecto a la deformación del material por sometimiento al calor en el proceso, el corte con plasma no presenta grandes cambios ocasionados por sobrecalentamiento, debido a la velocidad de trabajo que es mayor respecto al oxicorte, por lo que es factible el trabajo en materiales de poco espesor (láminas). Cuando se utiliza oxicorte, debido al precalentamiento, es necesario maquinar el material después de haber sido trabajado, con la finalidad de eliminar las deformaciones generadas por la baja velocidad de corte.
DOBLADO DE METALES
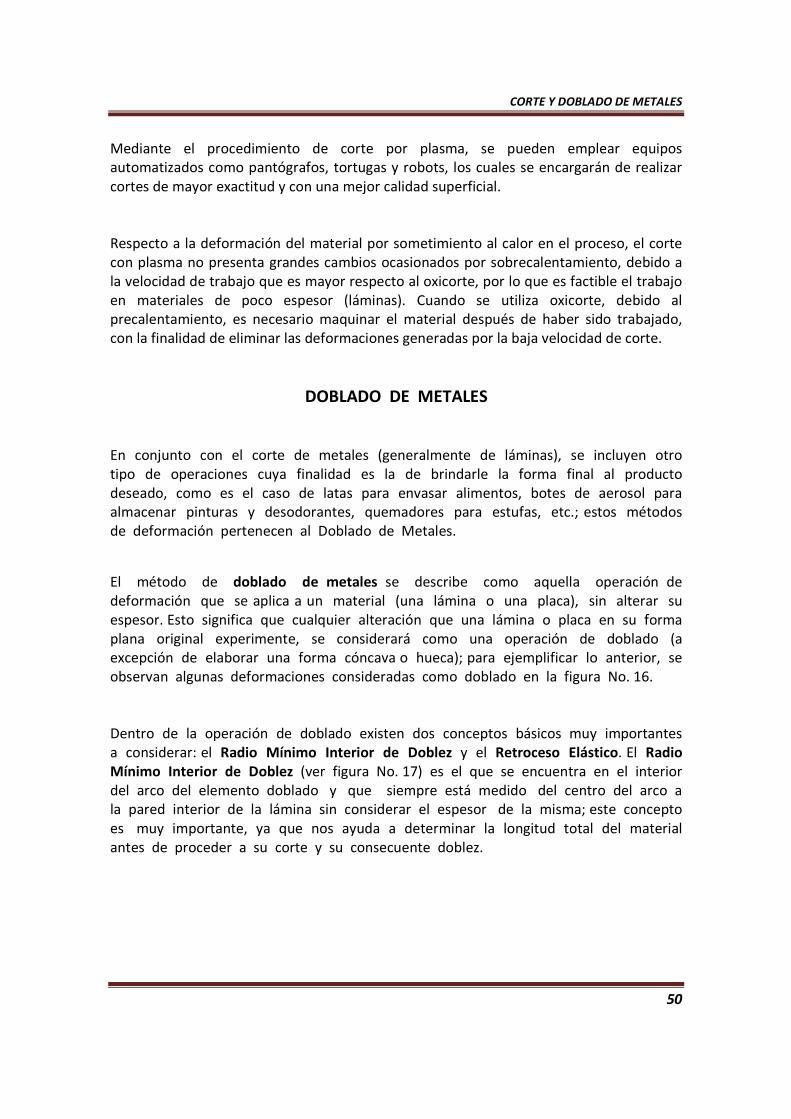
En conjunto con el corte de metales (generalmente de láminas), se incluyen otro tipo de operaciones cuya finalidad es la de brindarle la forma final al producto deseado, como es el caso de latas para envasar alimentos, botes de aerosol para almacenar pinturas y desodorantes, quemadores para estufas, etc.; estos métodos de deformación pertenecen al Doblado de Metales.
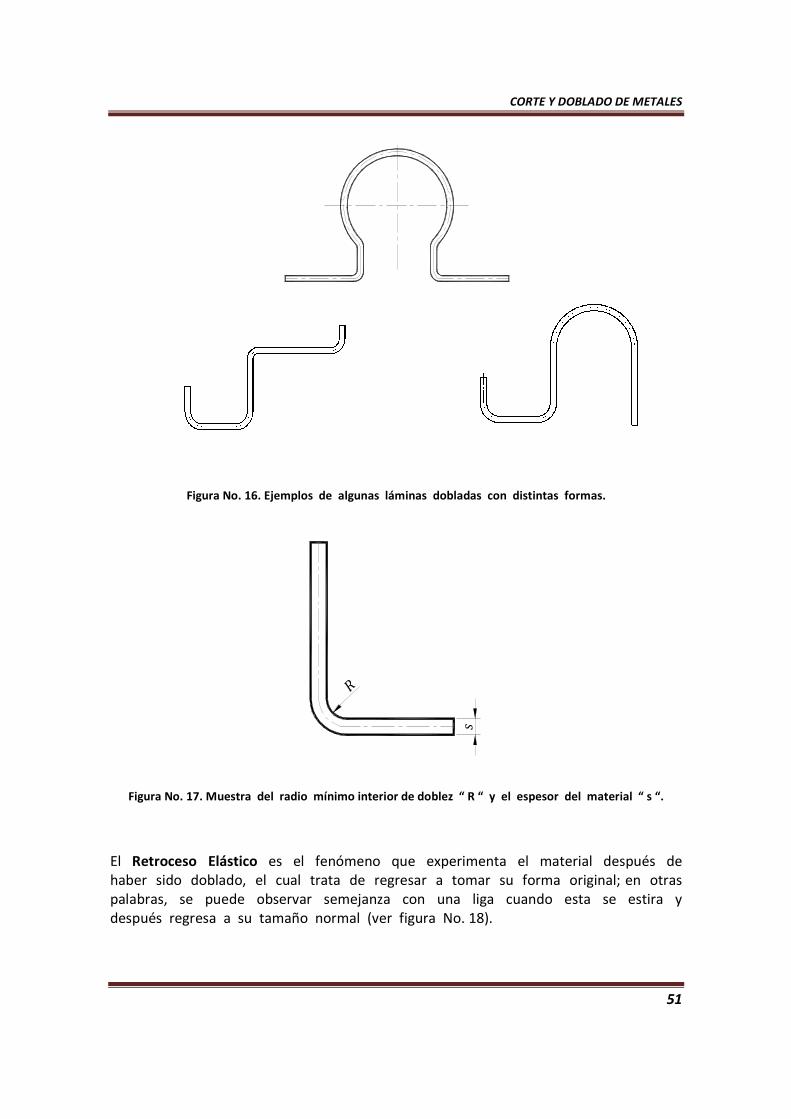
El método de doblado de metales se describe como aquella operación de deformación que se aplica a un material (una lámina o una placa), sin alterar su espesor. Esto significa que cualquier alteración que una lámina o placa en su forma plana original experimente, se considerará como una operación de doblado (a excepción de elaborar una forma cóncava o hueca); para ejemplificar lo anterior, se observan algunas deformaciones consideradas como doblado en la figura No. 16. Dentro de la operación de doblado existen dos conceptos básicos muy importantes a considerar: el Radio Mínimo Interior de Doblez y el Retroceso Elástico. El Radio Mínimo Interior de Doblez (ver figura No. 17) es el que se encuentra en el interior del arco del elemento doblado y que siempre está medido del centro del arco a la pared interior de la lámina sin considerar el espesor de la misma; este concepto es muy importante, ya que nos ayuda a determinar la longitud total del material antes de proceder a su corte y su consecuente doblez.
CORTE Y DOBLADO DE METALES
51
Figura No. 16. Ejemplos de algunas láminas dobladas con distintas formas.
R
s
Figura No. 17. Muestra del radio mínimo interior de doblez “ R “ y el espesor del material “ s “.
El Retroceso Elástico es el fenómeno que experimenta el material después de haber sido doblado, el cual trata de regresar a tomar su forma original; en otras palabras, se puede observar semejanza con una liga cuando esta se estira y después regresa a su tamaño normal (ver figura No. 18).

CORTE Y DOBLADO DE METALES
52
s
A
R
MATERIALDOBLADO
MATERIAL ANTESDE DOBLAR
Figura No. 18. En “A” se muestra el retroceso elástico que experimentó el material después de aplicarle la fuerza de doblado.
Por otra parte y tomando en cuenta al Radio Mínimo Interior de Doblez, se deben tomar las siguientes consideraciones: cuando el Radio Mínimo Interior de Doblez “ r “ es menor o igual a ocho veces el espesor del material “ s “, se considera que la
operación es de Doblado (r ≤ 8s), mientras que si el Radio Mínimo Interior de Doblez “ r “ es mayor a ocho veces el espesor del material “ s “, la operación se
llamará Rolado o Curvado (r > 8s).
ANALISIS DE LOS ESFUERZOS QUE EXPERIMENTA UN MATERIAL DOBLADO
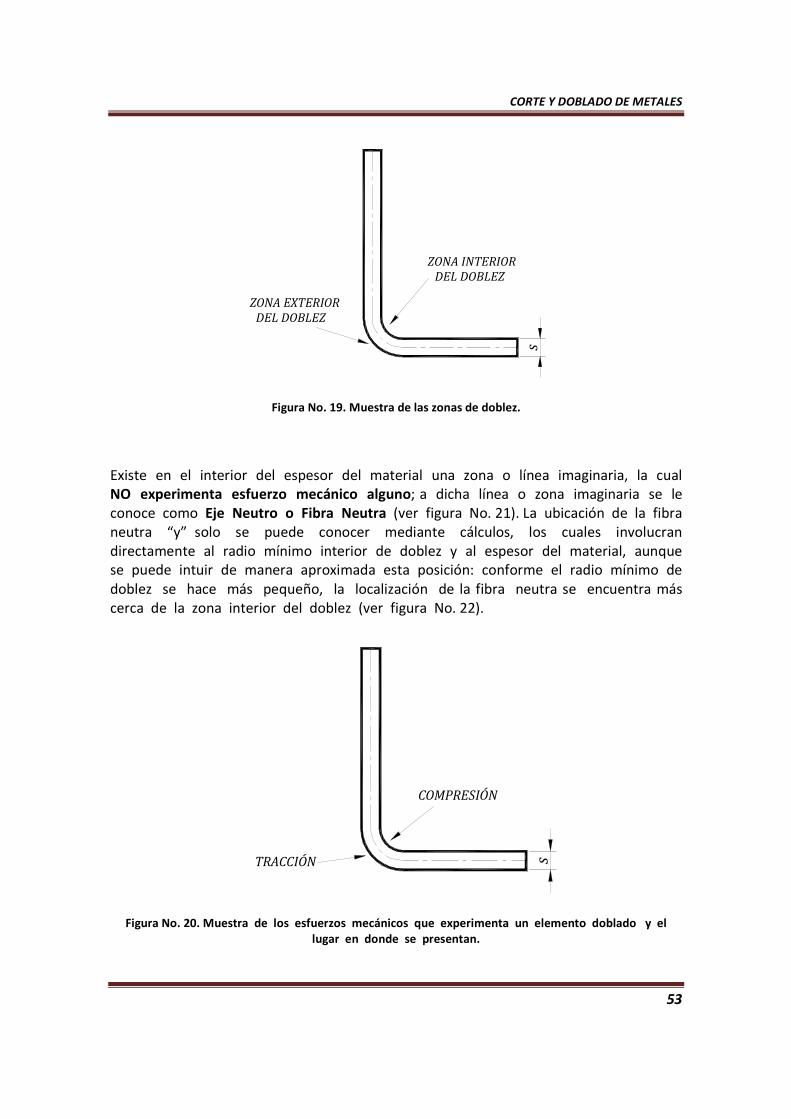
Cuando un material se somete al proceso de doblado, este experimenta esfuerzos mecánicos es zonas perfectamente definidas; estas zonas son: la Zona Interior del Doblez y la Zona Exterior del Doblez (ver figura No. 19). En la zona exterior del doblez, al momento de realizar la operación las fibras externas del material tratan de separarse “ estirándose “; en otras palabras, el material esta experimentando el esfuerzo de Tracción. En contraparte, en la zona interior del doblez las fibras internas del material tienden a unirse unas con otras “ comprimiéndose “ entre sí; es decir, el material experimenta el esfuerzo de Compresión (ver figura No. 20).
CORTE Y DOBLADO DE METALES
53
s
ZONA EXTERIORDEL DOBLEZ
ZONA INTERIORDEL DOBLEZ
Figura No. 19. Muestra de las zonas de doblez.
Existe en el interior del espesor del material una zona o línea imaginaria, la cual NO experimenta esfuerzo mecánico alguno; a dicha línea o zona imaginaria se le conoce como Eje Neutro o Fibra Neutra (ver figura No. 21). La ubicación de la fibra neutra “y” solo se puede conocer mediante cálculos, los cuales involucran directamente al radio mínimo interior de doblez y al espesor del material, aunque se puede intuir de manera aproximada esta posición: conforme el radio mínimo de doblez se hace más pequeño, la localización de la fibra neutra se encuentra más cerca de la zona interior del doblez (ver figura No. 22).
s
COMPRESIÓN
TRACCIÓN
Figura No. 20. Muestra de los esfuerzos mecánicos que experimenta un elemento doblado y el lugar en donde se presentan.
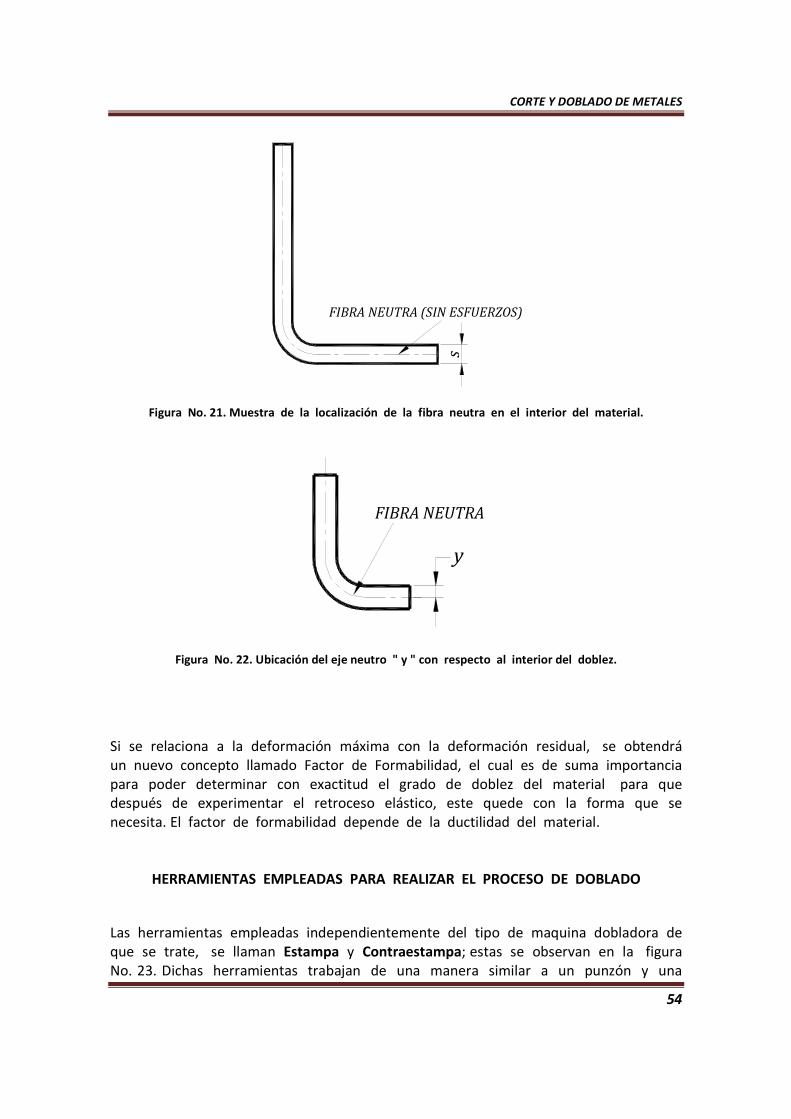
CORTE Y DOBLADO DE METALES
54
s
FIBRA NEUTRA (SIN ESFUERZOS)
Figura No. 21. Muestra de la localización de la fibra neutra en el interior del material.
y
FIBRA NEUTRA
Figura No. 22. Ubicación del eje neutro " y " con respecto al interior del doblez.
Si se relaciona a la deformación máxima con la deformación residual, se obtendrá un nuevo concepto llamado Factor de Formabilidad, el cual es de suma importancia para poder determinar con exactitud el grado de doblez del material para que después de experimentar el retroceso elástico, este quede con la forma que se necesita. El factor de formabilidad depende de la ductilidad del material.
HERRAMIENTAS EMPLEADAS PARA REALIZAR EL PROCESO DE DOBLADO
Las herramientas empleadas independientemente del tipo de maquina dobladora de que se trate, se llaman Estampa y Contraestampa; estas se observan en la figura No. 23. Dichas herramientas trabajan de una manera similar a un punzón y una
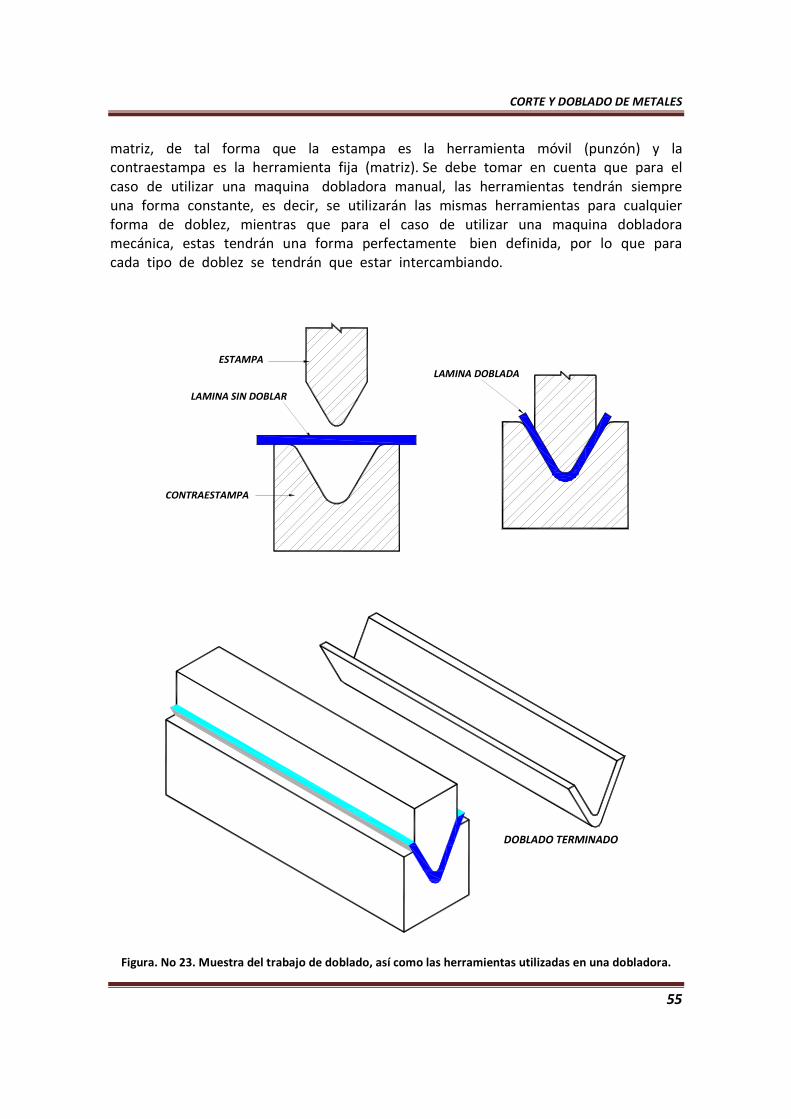
CORTE Y DOBLADO DE METALES
55
matriz, de tal forma que la estampa es la herramienta móvil (punzón) y la contraestampa es la herramienta fija (matriz). Se debe tomar en cuenta que para el caso de utilizar una maquina dobladora manual, las herramientas tendrán siempre una forma constante, es decir, se utilizarán las mismas herramientas para cualquier forma de doblez, mientras que para el caso de utilizar una maquina dobladora mecánica, estas tendrán una forma perfectamente bien definida, por lo que para cada tipo de doblez se tendrán que estar intercambiando.
ESTAMPA
CONTRAESTAMPA
LAMINA SIN DOBLAR
LAMINA DOBLADA
DOBLADO TERMINADO
Figura. No 23. Muestra del trabajo de doblado, así como las herramientas utilizadas en una dobladora.

CORTE Y DOBLADO DE METALES
56
MÁQUINAS DOBLADORAS
La maquina que realiza las operaciones de doblado recibe el nombre de Dobladora. Las maquinas dobladoras se clasifican en dos tipos: dobladoras manuales y dobladoras electromecánicas.
Las Dobladoras Manuales, son maquinas las cuales se utilizan para trabajar materiales exclusivamente delgados, hasta máximo 3mm. En ellas, las herramientas como ya se menciono con anterioridad no tienen una forma definida por lo cual se pueden emplear para realizar cualquier tipo de doblez; para poder realizar las operaciones, el material es sujetado a la mesa de la maquina por medio de una palanca variable, la cual mantiene fija a la lámina para que la palanca operadora se deslice manualmente hasta lograr el grado de doblez deseado en el material.
Las Dobladoras Electromecánicas, se utilizan de manera cotidiana para la realización de dobleces en materiales con espesor de hasta 10mm, aunque existen actualmente en el mercado maquinas capaces de doblar placas de hasta 65 mm de espesor. En este caso, las herramientas ya señaladas con anterioridad son intercambiables por el hecho de existir un juego de ellas para cada tipo de doblez; para la realización de las operaciones, el material se coloca manualmente sobre los largueros inferiores de la maquina (y por consecuencia sobre la contraestampa) y enseguida con simplemente accionar un pedal, la estampa descenderá sobre la placa ejecutando el doblez.
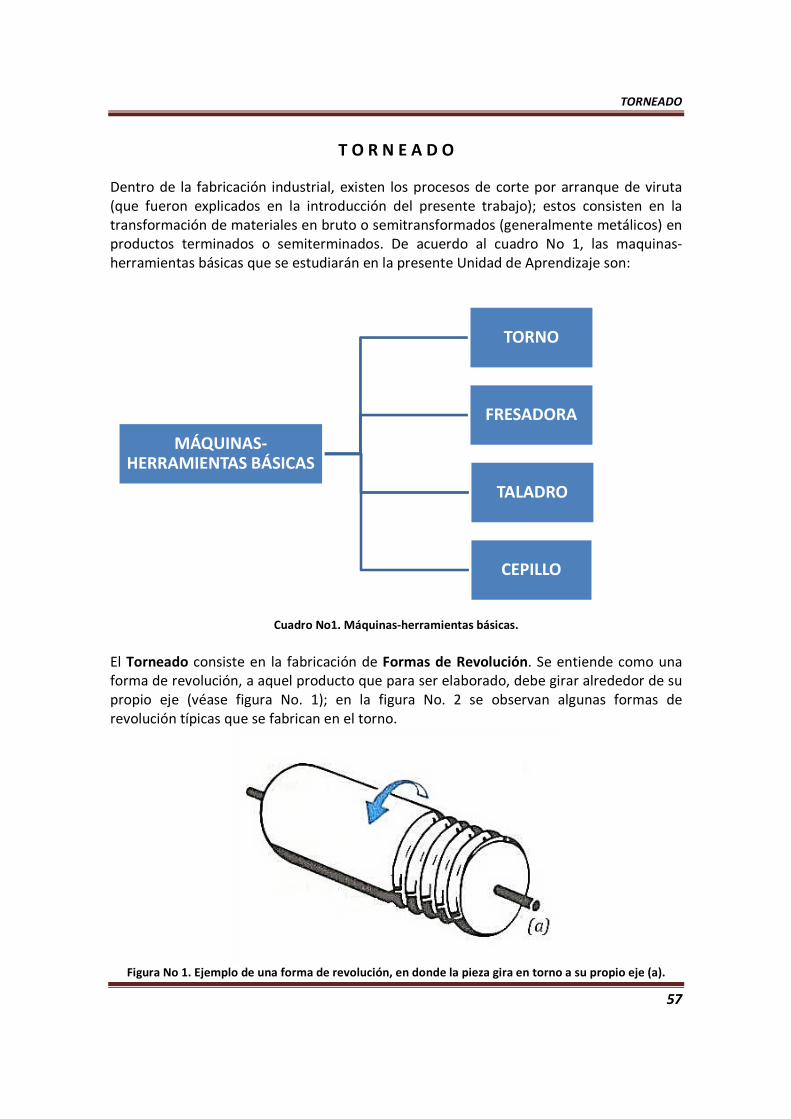
TORNEADO
57
T O R N E A D O
Dentro de la fabricación industrial, existen los procesos de corte por arranque de viruta
(que fueron explicados en la introducción del presente trabajo); estos consisten en la
transformación de materiales en bruto o semitransformados (generalmente metálicos) en
productos terminados o semiterminados. De acuerdo al cuadro No 1, las maquinas-
herramientas básicas que se estudiarán en la presente Unidad de Aprendizaje son:
Cuadro No1. Máquinas-herramientas básicas.
El Torneado consiste en la fabricación de Formas de Revolución. Se entiende como una
forma de revolución, a aquel producto que para ser elaborado, debe girar alrededor de su
propio eje (véase figura No. 1); en la figura No. 2 se observan algunas formas de
revolución típicas que se fabrican en el torno.
Figura No 1. Ejemplo de una forma de revolución, en donde la pieza gira en torno a su propio eje (a).
MÁQUINAS-HERRAMIENTAS BÁSICAS
TORNO
FRESADORA
TALADRO
CEPILLO
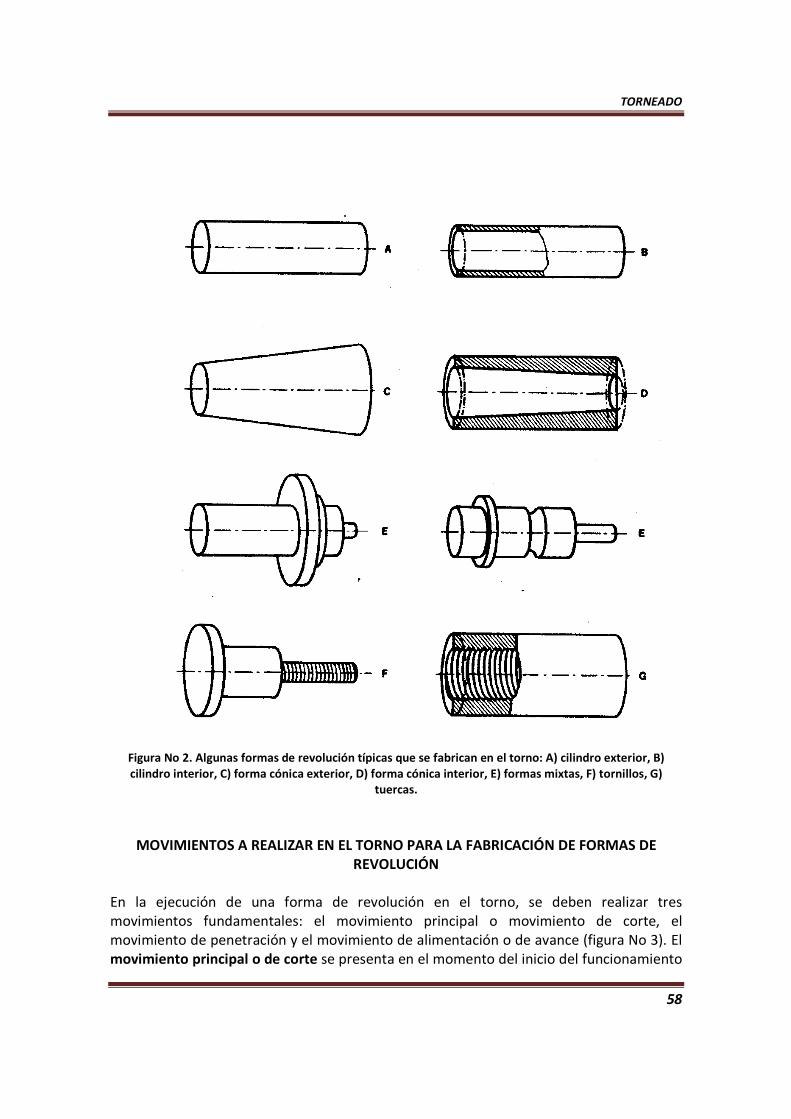
TORNEADO
58
Figura No 2. Algunas formas de revolución típicas que se fabrican en el torno: A) cilindro exterior, B) cilindro interior, C) forma cónica exterior, D) forma cónica interior, E) formas mixtas, F) tornillos, G)
tuercas.
MOVIMIENTOS A REALIZAR EN EL TORNO PARA LA FABRICACIÓN DE FORMAS DE REVOLUCIÓN
En la ejecución de una forma de revolución en el torno, se deben realizar tres
movimientos fundamentales: el movimiento principal o movimiento de corte, el
movimiento de penetración y el movimiento de alimentación o de avance (figura No 3). El
movimiento principal o de corte se presenta en el momento del inicio del funcionamiento

TORNEADO
59
de la maquina, y se caracteriza por la rotación constante del material a trabajar; la
velocidad de rotación del material puede ser mas lenta o mas rápida, dependiendo ello de
las características mecánicas del mismo material.
Figura No 3. Movimientos que se realizan en el torno: a) movimiento principal o de corte, b) movimiento de penetración, c) movimiento de avance o alimentación.
El movimiento de penetración se realiza cuando la herramienta cortante se mueve
aproximándose al material, primero tocándolo y enseguida “penetrando” en él la cantidad
necesaria, de acuerdo al sobrante de material que se requiere remover. Por lo general,
este movimiento lo ejecuta el operario de manera manual.
El movimiento de alimentación o avance, es un desplazamiento que realiza la herramienta de corte a lo largo del material de manera semiautomática, una vez que la
herramienta realizó el movimiento de penetración. Este movimiento en cuanto a
velocidad, depende de las características mecánicas del material.
OPERACIONES A REALIZAR EN EL TORNEADO
El torno es una de las máquinas mas utilizadas en la industria metal-mecánica, ya que es
muy versátil y en este se realizan gran parte de las piezas mecánicas existentes; debido a
lo anterior, las operaciones a realizar en el torno son muy numerosas, y se clasifican en
básicas y secundarias.

TORNEADO
60
OPERACIONES BÁSICAS
Las operaciones básicas son aquellas que solo se pueden realizar en el torno, es decir,
que el torno fue creado para realizarlas, ya que no existe maquina alguna que pueda
llevarlas a cabo. Las operaciones básicas son: cilindrado (torneado), refrentado (careado),
ranurado y tronzado.
CILINDRADO O TORNEADO. Consiste en trabajar el material de manera que el resultado
final genere la forma de un cilindro. En la figura No.4(a) se observa la operación ya
descrita, en donde la herramienta cortante se desplaza a lo largo de la barra original
formando la geometría de un cilindro “macizo”; a ello en particular se le conoce como
cilindrado exterior o torneado exterior. En la figura No.4(b) se observa el maquinado en
una cavidad de la pieza, resultando un “hueco” cilíndrico; a esta operación se le conoce
como cilindrado interior, torneado interior o mandrinado.
Figura No 4. Cilindrado exterior e interior.
REFRENTADO O CAREADO. En diversas ocasiones es necesario maquinar frontalmente al
material, para elaborar superficies planas en sus extremos; a esta operación se le llama
refrentado o careado (figura No.5). Para elaborar dicha superficie plana, la herramienta
cortante se desplaza de manera transversal a la barra original.
Figura No 5. Refrentado o careado.
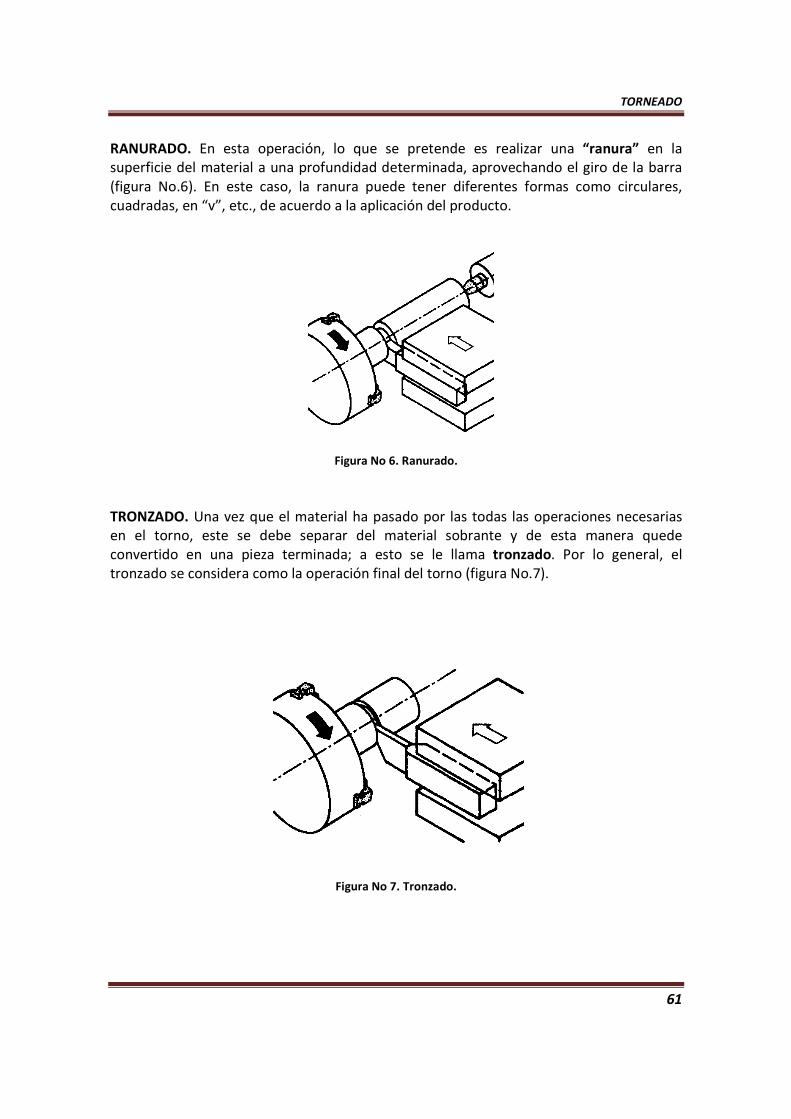
TORNEADO
61
RANURADO. En esta operación, lo que se pretende es realizar una “ranura” en la
superficie del material a una profundidad determinada, aprovechando el giro de la barra
(figura No.6). En este caso, la ranura puede tener diferentes formas como circulares,
cuadradas, en “v”, etc., de acuerdo a la aplicación del producto.
Figura No 6. Ranurado.
TRONZADO. Una vez que el material ha pasado por las todas las operaciones necesarias
en el torno, este se debe separar del material sobrante y de esta manera quede
convertido en una pieza terminada; a esto se le llama tronzado. Por lo general, el
tronzado se considera como la operación final del torno (figura No.7).
Figura No 7. Tronzado.
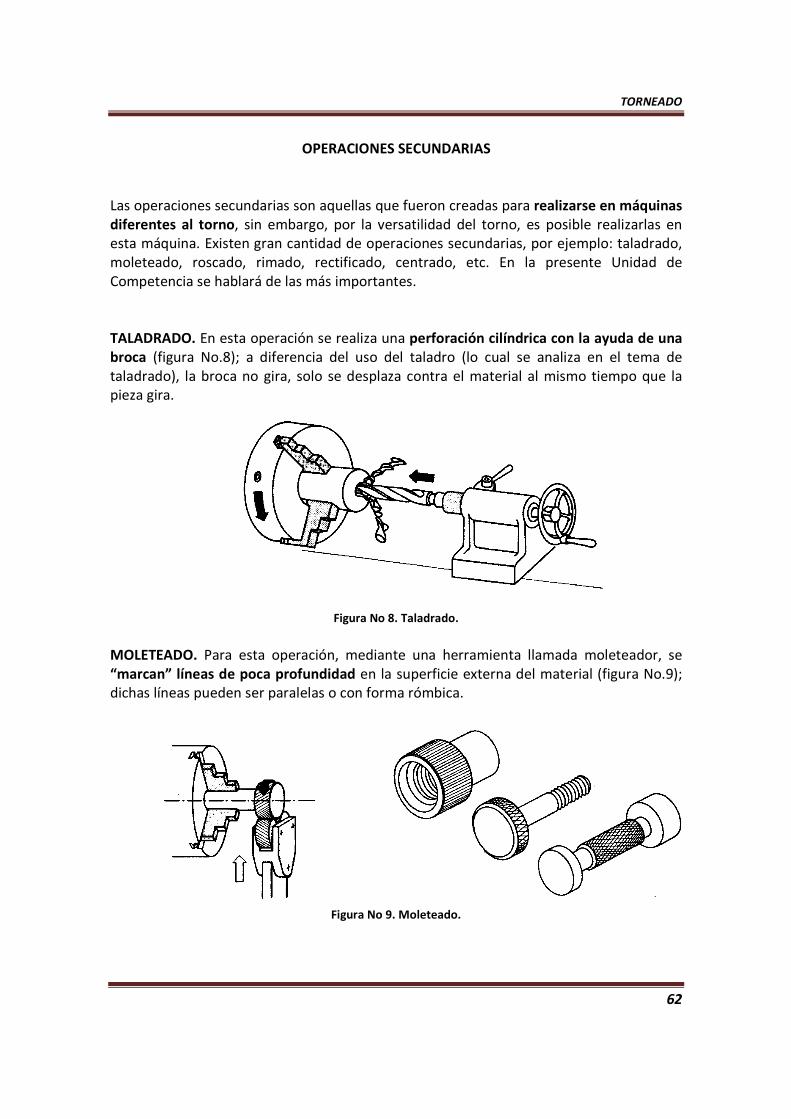
TORNEADO
62
OPERACIONES SECUNDARIAS
Las operaciones secundarias son aquellas que fueron creadas para realizarse en máquinas diferentes al torno, sin embargo, por la versatilidad del torno, es posible realizarlas en
esta máquina. Existen gran cantidad de operaciones secundarias, por ejemplo: taladrado,
moleteado, roscado, rimado, rectificado, centrado, etc. En la presente Unidad de
Competencia se hablará de las más importantes. TALADRADO. En esta operación se realiza una perforación cilíndrica con la ayuda de una broca (figura No.8); a diferencia del uso del taladro (lo cual se analiza en el tema de
taladrado), la broca no gira, solo se desplaza contra el material al mismo tiempo que la
pieza gira.
Figura No 8. Taladrado.
MOLETEADO. Para esta operación, mediante una herramienta llamada moleteador, se
“marcan” líneas de poca profundidad en la superficie externa del material (figura No.9);
dichas líneas pueden ser paralelas o con forma rómbica.
Figura No 9. Moleteado.

TORNEADO
63
ROSCADO. En este caso, lo que se fabrica es una serie de ranuras continuas en forma de
espiral alrededor del material, a una longitud y forma determinada según la aplicación del
producto (figura No.10). El roscado puede realizarse exteriormente (en forma de tornillos)
o interiormente (en forma de tuercas).
Figura No 10. Roscado: (a) exterior, (b) interior.
RIMADO. Cuando se elabora un orificio cilíndrico mediante una broca (al cual
técnicamente se le conoce como barreno), la superficie de este adquiere un acabado
burdo; si se necesita que el acabado del barreno tenga mejor calidad superficial, se realiza
la operación de rimado, en donde una herramienta llamada rima eliminará pequeñas
cantidades de material, “puliendo” de esta manera al barreno (figura No.11).
Figura No 11. Rimado o escariado.
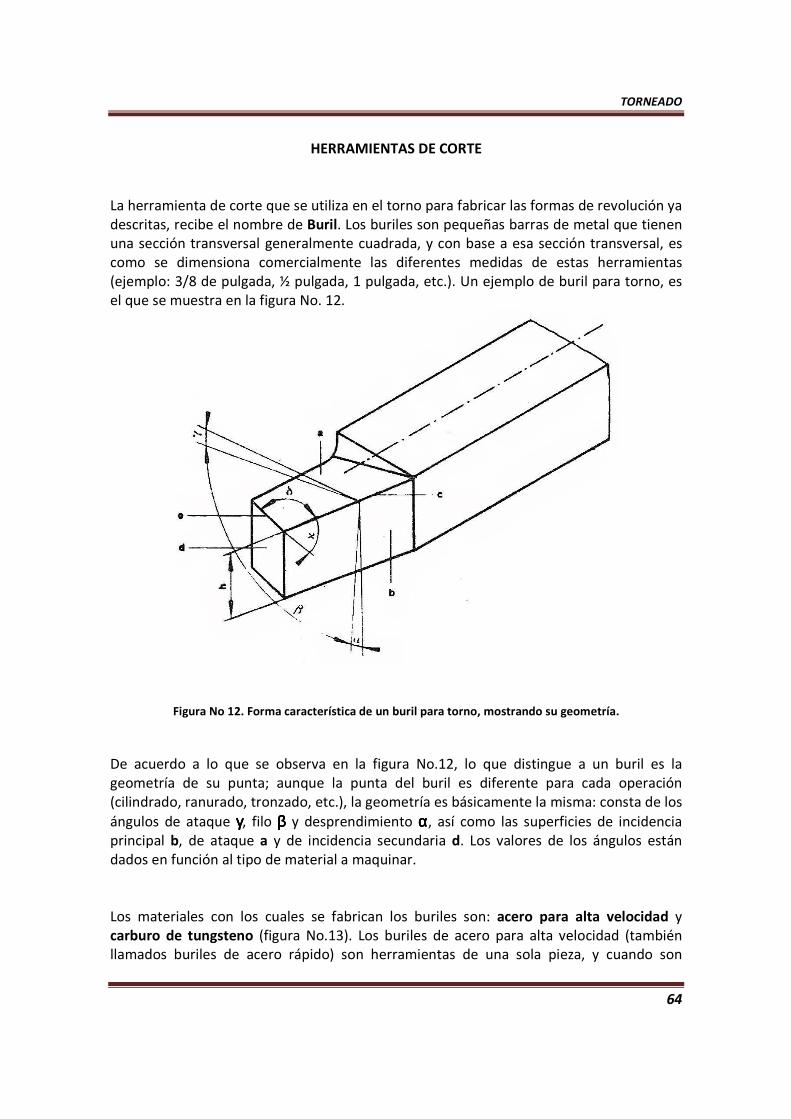
TORNEADO
64
HERRAMIENTAS DE CORTE
La herramienta de corte que se utiliza en el torno para fabricar las formas de revolución ya
descritas, recibe el nombre de Buril. Los buriles son pequeñas barras de metal que tienen
una sección transversal generalmente cuadrada, y con base a esa sección transversal, es
como se dimensiona comercialmente las diferentes medidas de estas herramientas
(ejemplo: 3/8 de pulgada, ½ pulgada, 1 pulgada, etc.). Un ejemplo de buril para torno, es
el que se muestra en la figura No. 12.
Figura No 12. Forma característica de un buril para torno, mostrando su geometría.
De acuerdo a lo que se observa en la figura No.12, lo que distingue a un buril es la
geometría de su punta; aunque la punta del buril es diferente para cada operación
(cilindrado, ranurado, tronzado, etc.), la geometría es básicamente la misma: consta de los
ángulos de ataque γγγγ, filo ββββ y desprendimiento αααα, así como las superficies de incidencia
principal b, de ataque a y de incidencia secundaria d. Los valores de los ángulos están
dados en función al tipo de material a maquinar.
Los materiales con los cuales se fabrican los buriles son: acero para alta velocidad y
carburo de tungsteno (figura No.13). Los buriles de acero para alta velocidad (también
llamados buriles de acero rápido) son herramientas de una sola pieza, y cuando son
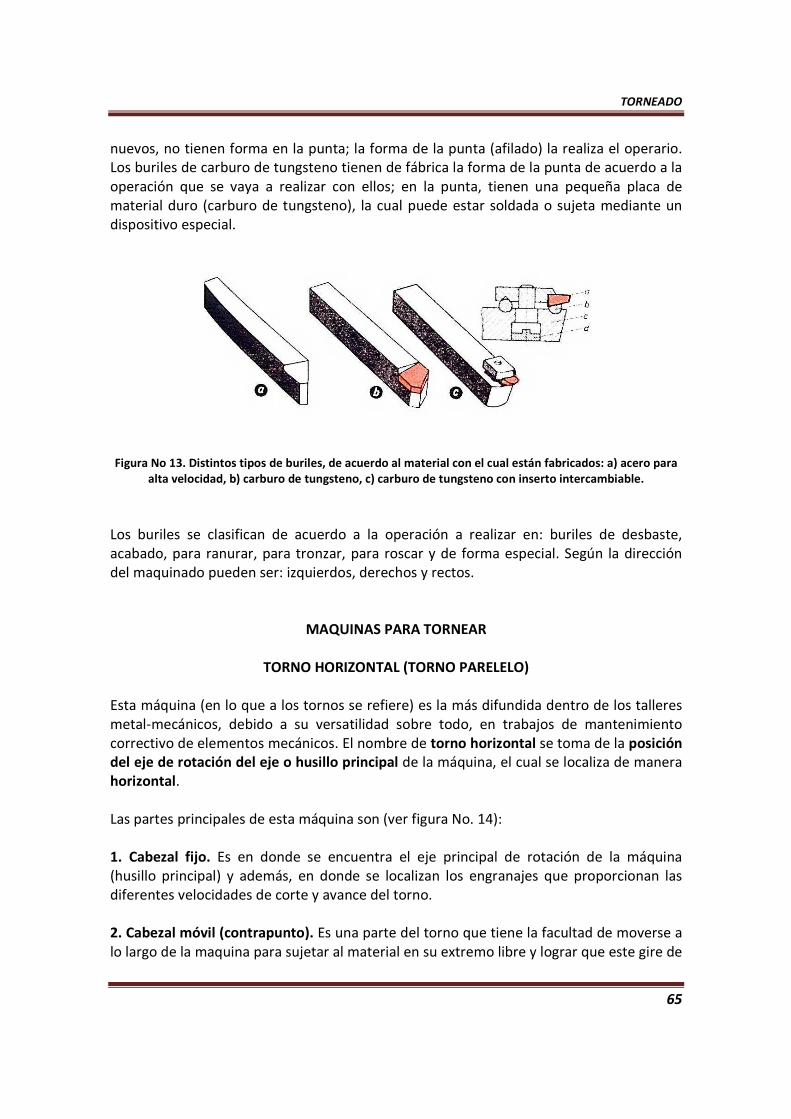
TORNEADO
65
nuevos, no tienen forma en la punta; la forma de la punta (afilado) la realiza el operario.
Los buriles de carburo de tungsteno tienen de fábrica la forma de la punta de acuerdo a la
operación que se vaya a realizar con ellos; en la punta, tienen una pequeña placa de
material duro (carburo de tungsteno), la cual puede estar soldada o sujeta mediante un
dispositivo especial.
Figura No 13. Distintos tipos de buriles, de acuerdo al material con el cual están fabricados: a) acero para
alta velocidad, b) carburo de tungsteno, c) carburo de tungsteno con inserto intercambiable.
Los buriles se clasifican de acuerdo a la operación a realizar en: buriles de desbaste,
acabado, para ranurar, para tronzar, para roscar y de forma especial. Según la dirección
del maquinado pueden ser: izquierdos, derechos y rectos.
MAQUINAS PARA TORNEAR
TORNO HORIZONTAL (TORNO PARELELO) Esta máquina (en lo que a los tornos se refiere) es la más difundida dentro de los talleres
metal-mecánicos, debido a su versatilidad sobre todo, en trabajos de mantenimiento
correctivo de elementos mecánicos. El nombre de torno horizontal se toma de la posición del eje de rotación del eje o husillo principal de la máquina, el cual se localiza de manera
horizontal.
Las partes principales de esta máquina son (ver figura No. 14):
1. Cabezal fijo. Es en donde se encuentra el eje principal de rotación de la máquina
(husillo principal) y además, en donde se localizan los engranajes que proporcionan las
diferentes velocidades de corte y avance del torno.
2. Cabezal móvil (contrapunto). Es una parte del torno que tiene la facultad de moverse a
lo largo de la maquina para sujetar al material en su extremo libre y lograr que este gire de
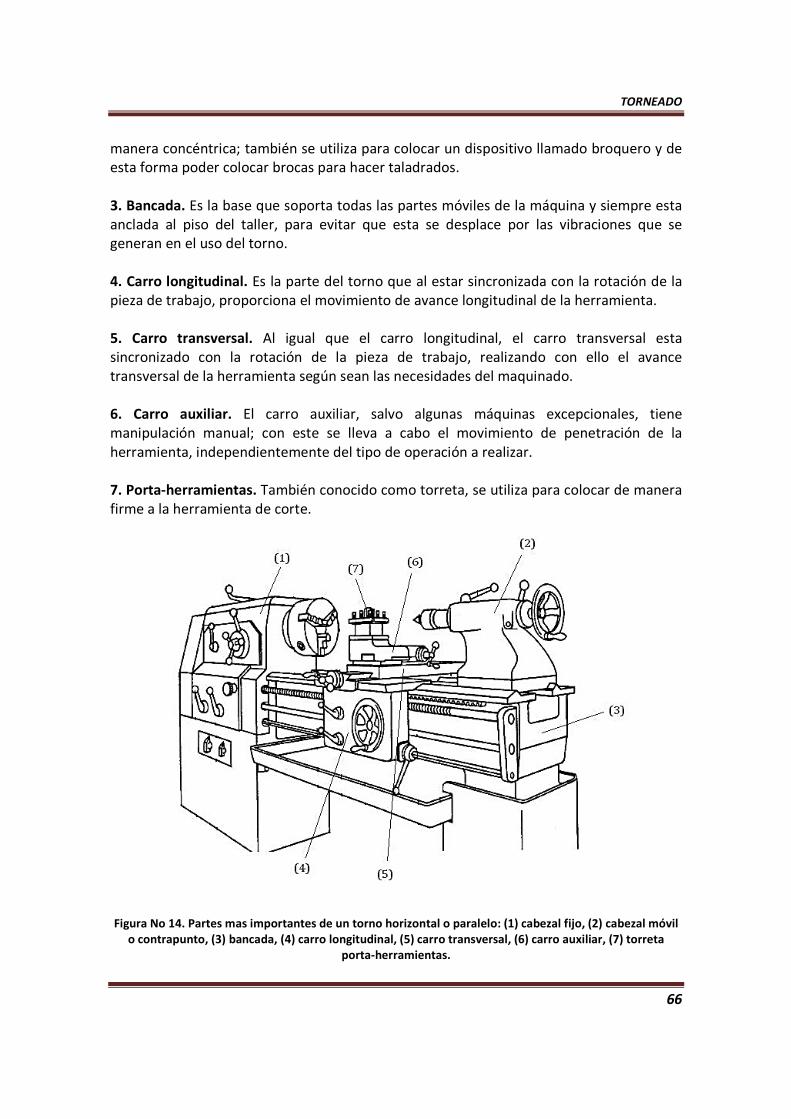
TORNEADO
66
manera concéntrica; también se utiliza para colocar un dispositivo llamado broquero y de
esta forma poder colocar brocas para hacer taladrados.
3. Bancada. Es la base que soporta todas las partes móviles de la máquina y siempre esta
anclada al piso del taller, para evitar que esta se desplace por las vibraciones que se
generan en el uso del torno.
4. Carro longitudinal. Es la parte del torno que al estar sincronizada con la rotación de la
pieza de trabajo, proporciona el movimiento de avance longitudinal de la herramienta.
5. Carro transversal. Al igual que el carro longitudinal, el carro transversal esta
sincronizado con la rotación de la pieza de trabajo, realizando con ello el avance
transversal de la herramienta según sean las necesidades del maquinado.
6. Carro auxiliar. El carro auxiliar, salvo algunas máquinas excepcionales, tiene
manipulación manual; con este se lleva a cabo el movimiento de penetración de la
herramienta, independientemente del tipo de operación a realizar.
7. Porta-herramientas. También conocido como torreta, se utiliza para colocar de manera
firme a la herramienta de corte.
Figura No 14. Partes mas importantes de un torno horizontal o paralelo: (1) cabezal fijo, (2) cabezal móvil
o contrapunto, (3) bancada, (4) carro longitudinal, (5) carro transversal, (6) carro auxiliar, (7) torreta porta-herramientas.
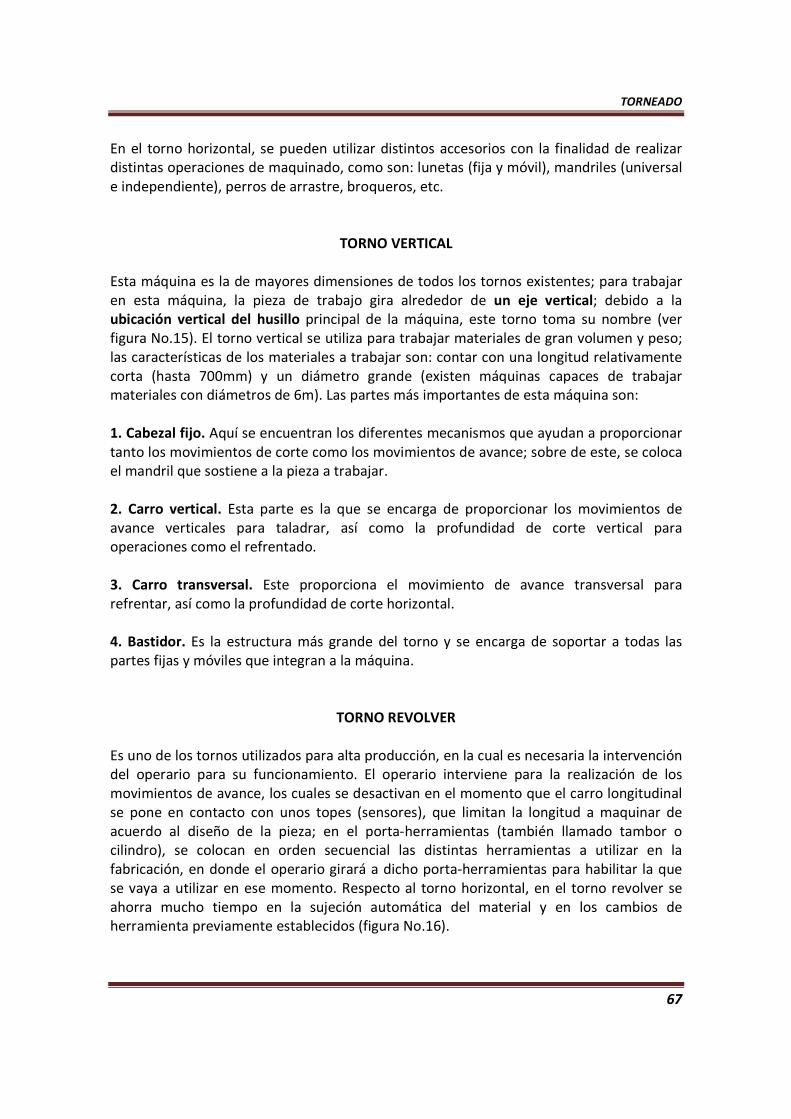
TORNEADO
67
En el torno horizontal, se pueden utilizar distintos accesorios con la finalidad de realizar
distintas operaciones de maquinado, como son: lunetas (fija y móvil), mandriles (universal
e independiente), perros de arrastre, broqueros, etc.
TORNO VERTICAL
Esta máquina es la de mayores dimensiones de todos los tornos existentes; para trabajar
en esta máquina, la pieza de trabajo gira alrededor de un eje vertical; debido a la
ubicación vertical del husillo principal de la máquina, este torno toma su nombre (ver
figura No.15). El torno vertical se utiliza para trabajar materiales de gran volumen y peso;
las características de los materiales a trabajar son: contar con una longitud relativamente
corta (hasta 700mm) y un diámetro grande (existen máquinas capaces de trabajar
materiales con diámetros de 6m). Las partes más importantes de esta máquina son:
1. Cabezal fijo. Aquí se encuentran los diferentes mecanismos que ayudan a proporcionar
tanto los movimientos de corte como los movimientos de avance; sobre de este, se coloca
el mandril que sostiene a la pieza a trabajar.
2. Carro vertical. Esta parte es la que se encarga de proporcionar los movimientos de
avance verticales para taladrar, así como la profundidad de corte vertical para
operaciones como el refrentado.
3. Carro transversal. Este proporciona el movimiento de avance transversal para
refrentar, así como la profundidad de corte horizontal.
4. Bastidor. Es la estructura más grande del torno y se encarga de soportar a todas las
partes fijas y móviles que integran a la máquina.
TORNO REVOLVER
Es uno de los tornos utilizados para alta producción, en la cual es necesaria la intervención
del operario para su funcionamiento. El operario interviene para la realización de los
movimientos de avance, los cuales se desactivan en el momento que el carro longitudinal
se pone en contacto con unos topes (sensores), que limitan la longitud a maquinar de
acuerdo al diseño de la pieza; en el porta-herramientas (también llamado tambor o
cilindro), se colocan en orden secuencial las distintas herramientas a utilizar en la
fabricación, en donde el operario girará a dicho porta-herramientas para habilitar la que
se vaya a utilizar en ese momento. Respecto al torno horizontal, en el torno revolver se
ahorra mucho tiempo en la sujeción automática del material y en los cambios de
herramienta previamente establecidos (figura No.16).
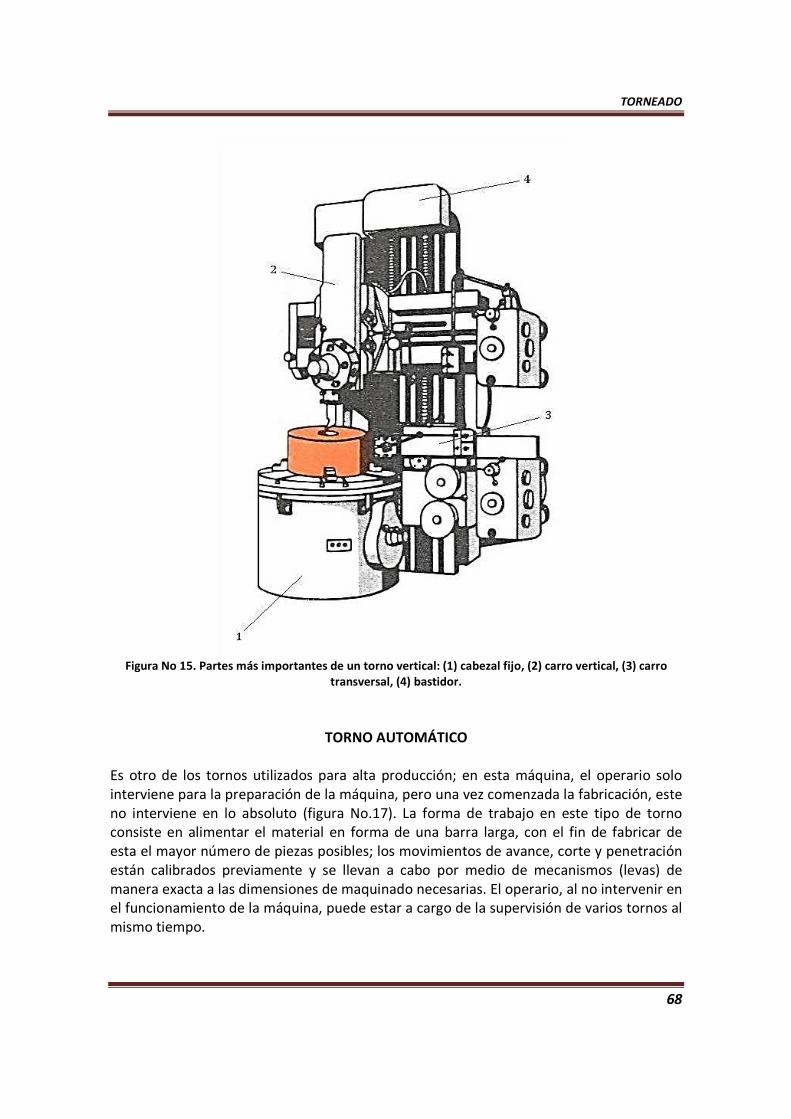
TORNEADO
68
Figura No 15. Partes más importantes de un torno vertical: (1) cabezal fijo, (2) carro vertical, (3) carro
transversal, (4) bastidor.
TORNO AUTOMÁTICO Es otro de los tornos utilizados para alta producción; en esta máquina, el operario solo
interviene para la preparación de la máquina, pero una vez comenzada la fabricación, este
no interviene en lo absoluto (figura No.17). La forma de trabajo en este tipo de torno
consiste en alimentar el material en forma de una barra larga, con el fin de fabricar de
esta el mayor número de piezas posibles; los movimientos de avance, corte y penetración
están calibrados previamente y se llevan a cabo por medio de mecanismos (levas) de
manera exacta a las dimensiones de maquinado necesarias. El operario, al no intervenir en
el funcionamiento de la máquina, puede estar a cargo de la supervisión de varios tornos al
mismo tiempo.
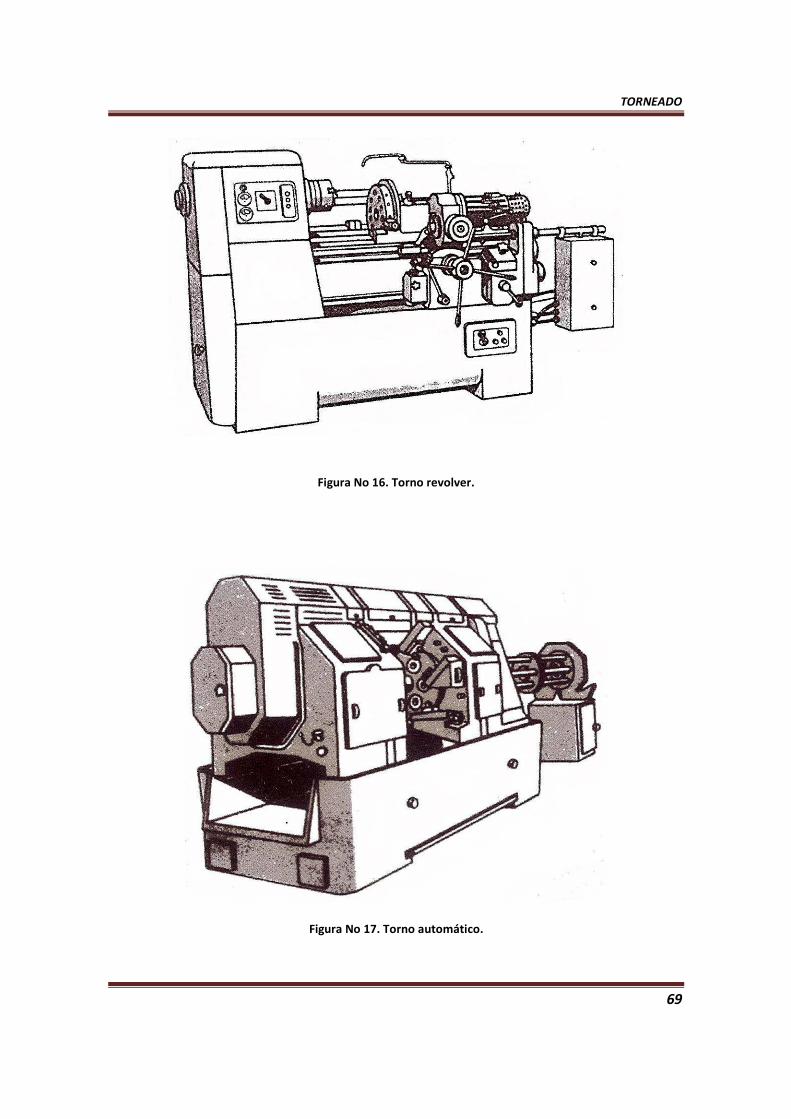
TORNEADO
69
Figura No 16. Torno revolver.
Figura No 17. Torno automático.
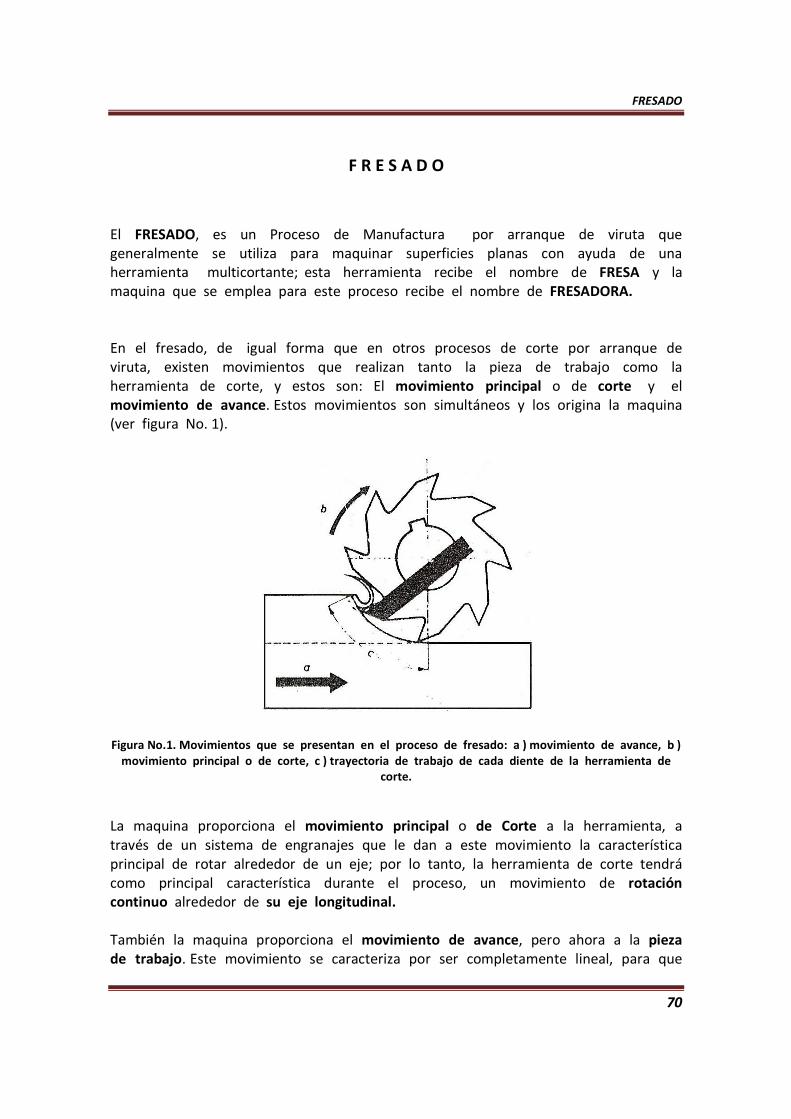
FRESADO
70
F R E S A D O
El FRESADO, es un Proceso de Manufactura por arranque de viruta que generalmente se utiliza para maquinar superficies planas con ayuda de una herramienta multicortante; esta herramienta recibe el nombre de FRESA y la maquina que se emplea para este proceso recibe el nombre de FRESADORA. En el fresado, de igual forma que en otros procesos de corte por arranque de viruta, existen movimientos que realizan tanto la pieza de trabajo como la herramienta de corte, y estos son: El movimiento principal o de corte y el movimiento de avance. Estos movimientos son simultáneos y los origina la maquina (ver figura No. 1).
Figura No.1. Movimientos que se presentan en el proceso de fresado: a ) movimiento de avance, b ) movimiento principal o de corte, c ) trayectoria de trabajo de cada diente de la herramienta de
corte.
La maquina proporciona el movimiento principal o de Corte a la herramienta, a través de un sistema de engranajes que le dan a este movimiento la característica principal de rotar alrededor de un eje; por lo tanto, la herramienta de corte tendrá como principal característica durante el proceso, un movimiento de rotación continuo alrededor de su eje longitudinal. También la maquina proporciona el movimiento de avance, pero ahora a la pieza de trabajo. Este movimiento se caracteriza por ser completamente lineal, para que
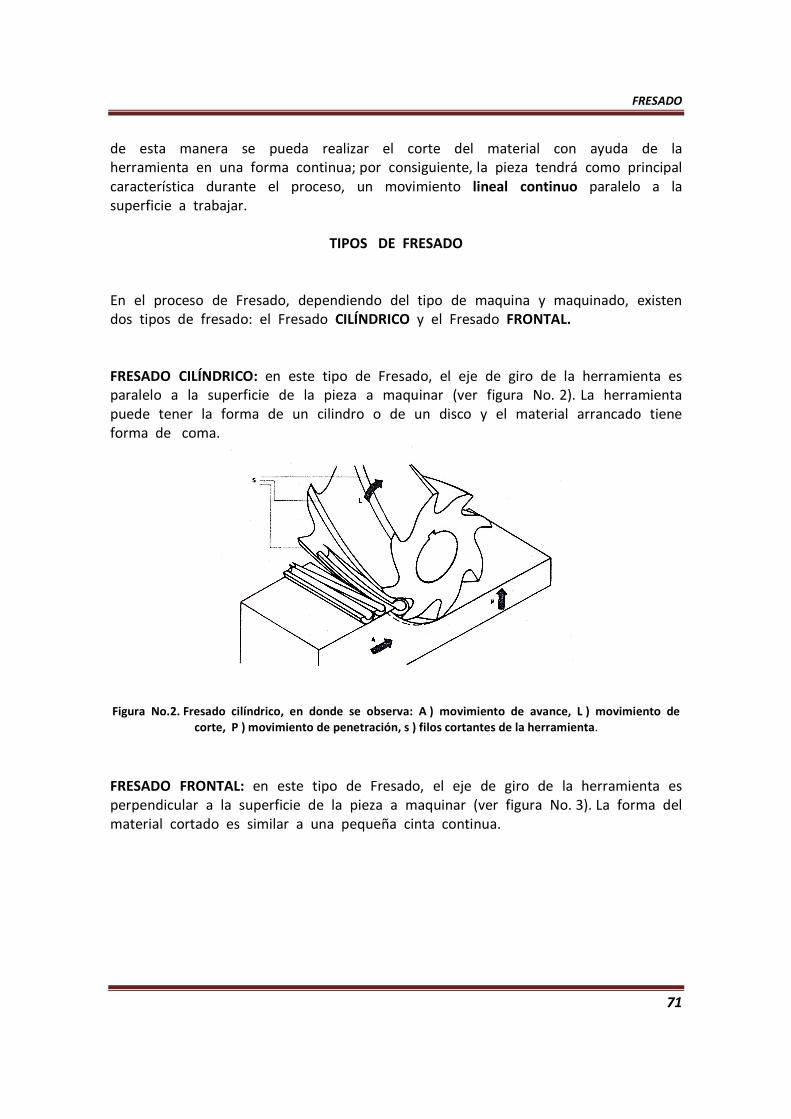
FRESADO
71
de esta manera se pueda realizar el corte del material con ayuda de la herramienta en una forma continua; por consiguiente, la pieza tendrá como principal característica durante el proceso, un movimiento lineal continuo paralelo a la superficie a trabajar.
TIPOS DE FRESADO
En el proceso de Fresado, dependiendo del tipo de maquina y maquinado, existen dos tipos de fresado: el Fresado CILÍNDRICO y el Fresado FRONTAL. FRESADO CILÍNDRICO: en este tipo de Fresado, el eje de giro de la herramienta es paralelo a la superficie de la pieza a maquinar (ver figura No. 2). La herramienta puede tener la forma de un cilindro o de un disco y el material arrancado tiene forma de coma.
Figura No.2. Fresado cilíndrico, en donde se observa: A ) movimiento de avance, L ) movimiento de
corte, P ) movimiento de penetración, s ) filos cortantes de la herramienta.
FRESADO FRONTAL: en este tipo de Fresado, el eje de giro de la herramienta es perpendicular a la superficie de la pieza a maquinar (ver figura No. 3). La forma del material cortado es similar a una pequeña cinta continua.
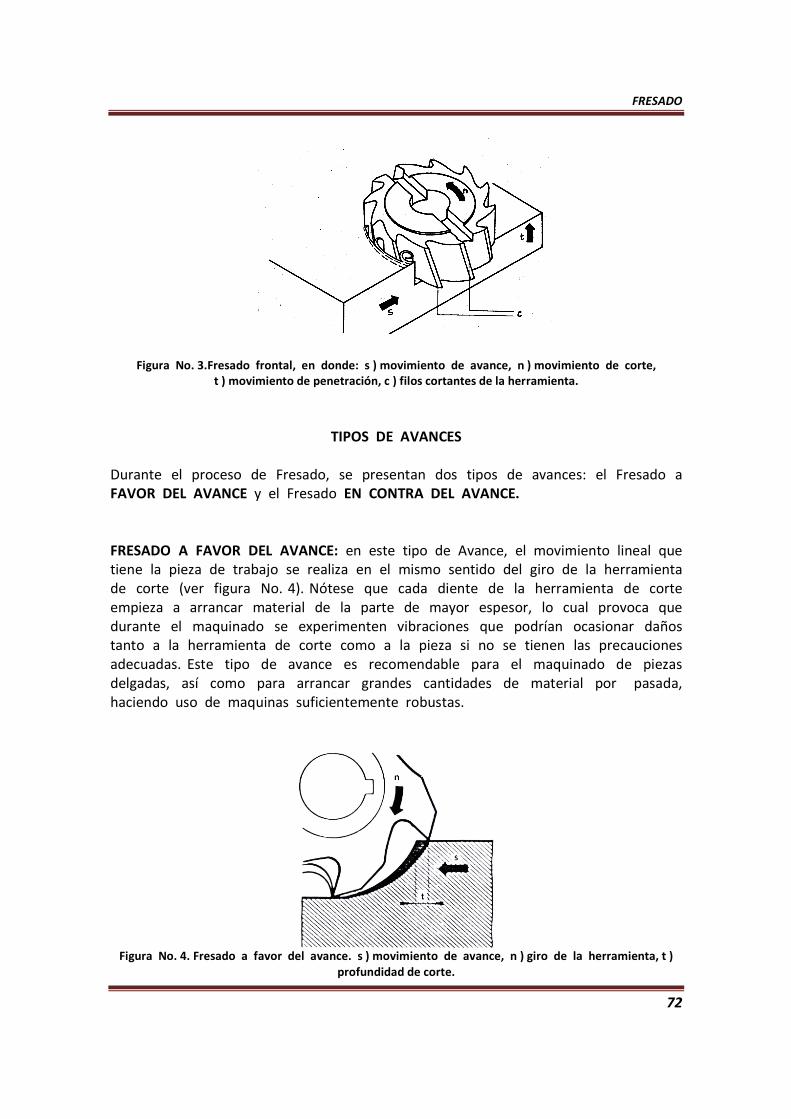
FRESADO
72
Figura No. 3.Fresado frontal, en donde: s ) movimiento de avance, n ) movimiento de corte, t ) movimiento de penetración, c ) filos cortantes de la herramienta.
TIPOS DE AVANCES
Durante el proceso de Fresado, se presentan dos tipos de avances: el Fresado a FAVOR DEL AVANCE y el Fresado EN CONTRA DEL AVANCE. FRESADO A FAVOR DEL AVANCE: en este tipo de Avance, el movimiento lineal que tiene la pieza de trabajo se realiza en el mismo sentido del giro de la herramienta de corte (ver figura No. 4). Nótese que cada diente de la herramienta de corte empieza a arrancar material de la parte de mayor espesor, lo cual provoca que durante el maquinado se experimenten vibraciones que podrían ocasionar daños tanto a la herramienta de corte como a la pieza si no se tienen las precauciones adecuadas. Este tipo de avance es recomendable para el maquinado de piezas delgadas, así como para arrancar grandes cantidades de material por pasada, haciendo uso de maquinas suficientemente robustas.
Figura No. 4. Fresado a favor del avance. s ) movimiento de avance, n ) giro de la herramienta, t )
profundidad de corte.
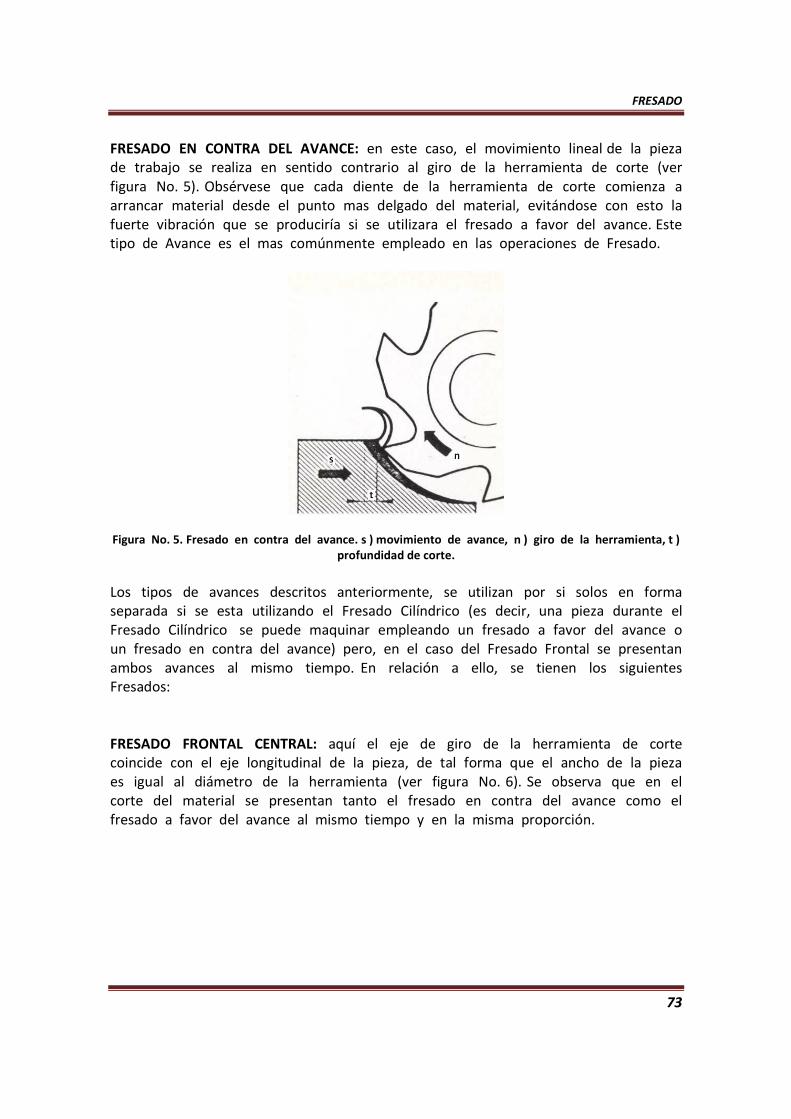
FRESADO
73
FRESADO EN CONTRA DEL AVANCE: en este caso, el movimiento lineal de la pieza de trabajo se realiza en sentido contrario al giro de la herramienta de corte (ver figura No. 5). Obsérvese que cada diente de la herramienta de corte comienza a arrancar material desde el punto mas delgado del material, evitándose con esto la fuerte vibración que se produciría si se utilizara el fresado a favor del avance. Este tipo de Avance es el mas comúnmente empleado en las operaciones de Fresado.
Figura No. 5. Fresado en contra del avance. s ) movimiento de avance, n ) giro de la herramienta, t ) profundidad de corte.
Los tipos de avances descritos anteriormente, se utilizan por si solos en forma separada si se esta utilizando el Fresado Cilíndrico (es decir, una pieza durante el Fresado Cilíndrico se puede maquinar empleando un fresado a favor del avance o un fresado en contra del avance) pero, en el caso del Fresado Frontal se presentan ambos avances al mismo tiempo. En relación a ello, se tienen los siguientes Fresados: FRESADO FRONTAL CENTRAL: aquí el eje de giro de la herramienta de corte coincide con el eje longitudinal de la pieza, de tal forma que el ancho de la pieza es igual al diámetro de la herramienta (ver figura No. 6). Se observa que en el corte del material se presentan tanto el fresado en contra del avance como el fresado a favor del avance al mismo tiempo y en la misma proporción.
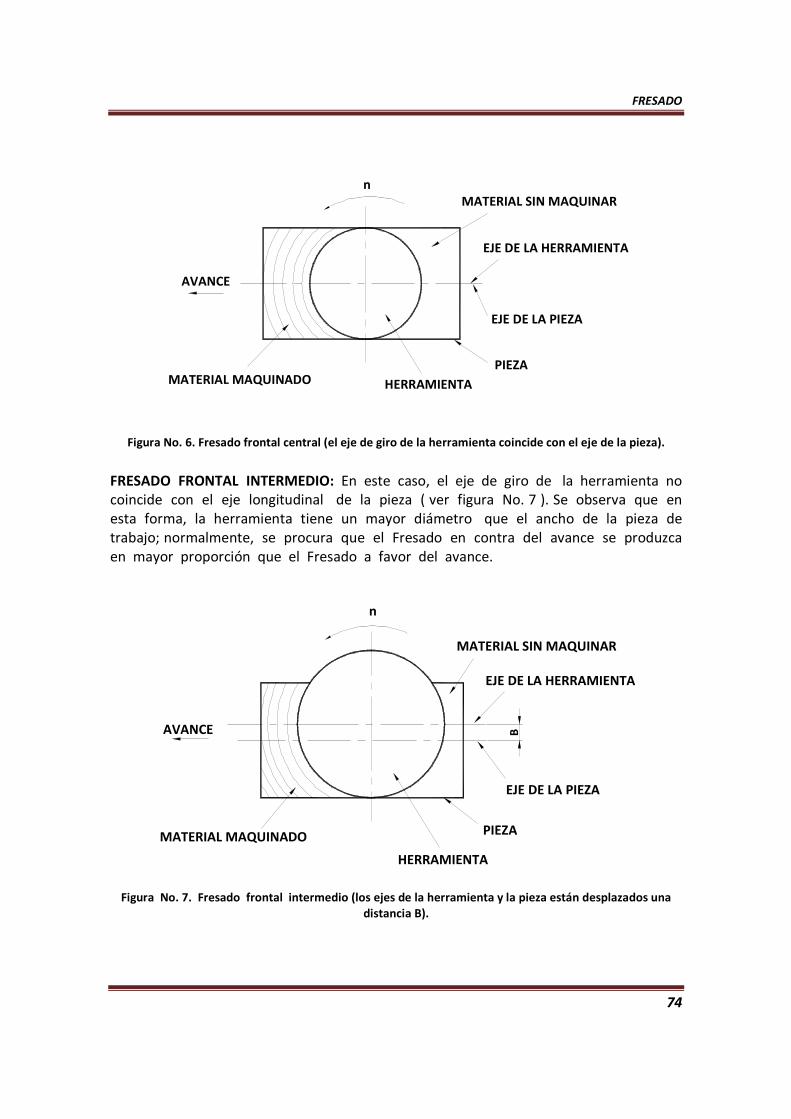
FRESADO
74
AVANCE
n
PIEZA
HERRAMIENTA
EJE DE LA PIEZA
EJE DE LA HERRAMIENTA
MATERIAL MAQUINADO
MATERIAL SIN MAQUINAR
Figura No. 6. Fresado frontal central (el eje de giro de la herramienta coincide con el eje de la pieza).
FRESADO FRONTAL INTERMEDIO: En este caso, el eje de giro de la herramienta no coincide con el eje longitudinal de la pieza ( ver figura No. 7 ). Se observa que en esta forma, la herramienta tiene un mayor diámetro que el ancho de la pieza de trabajo; normalmente, se procura que el Fresado en contra del avance se produzca en mayor proporción que el Fresado a favor del avance.
n
AVANCE
EJE DE LA HERRAMIENTA
EJE DE LA PIEZA
PIEZA
HERRAMIENTA
MATERIAL SIN MAQUINAR
MATERIAL MAQUINADO
B
Figura No. 7. Fresado frontal intermedio (los ejes de la herramienta y la pieza están desplazados una
distancia B).
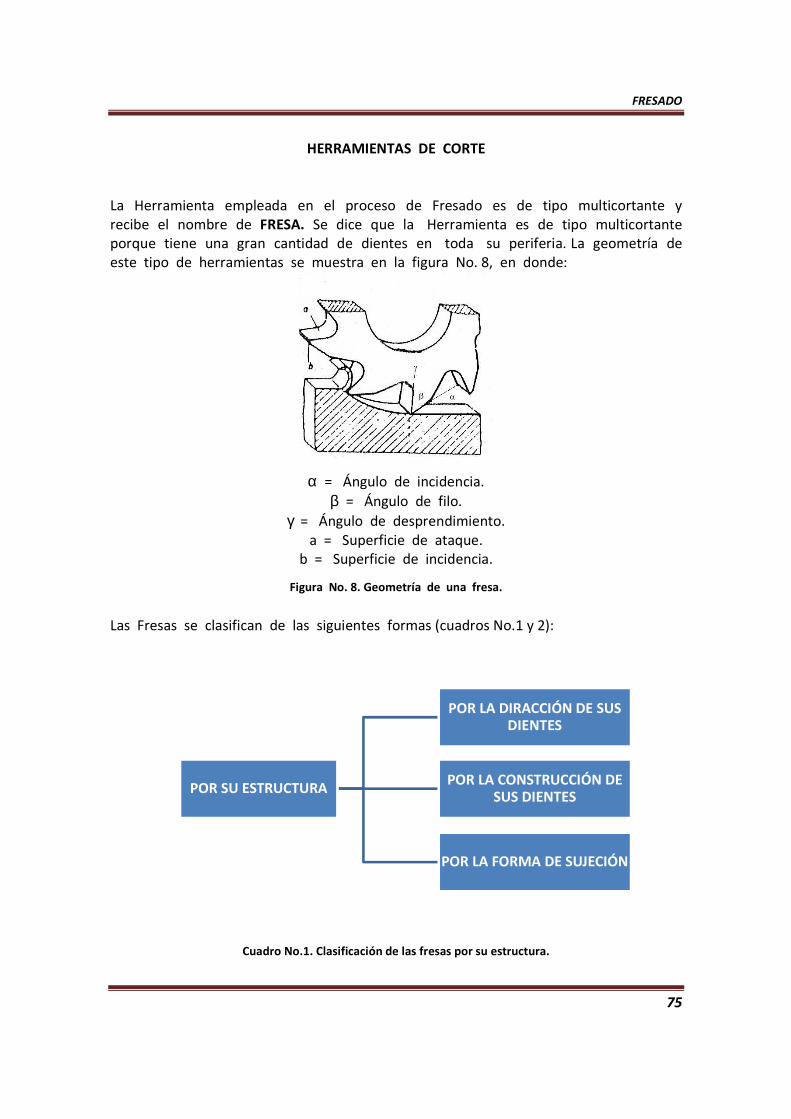
FRESADO
75
HERRAMIENTAS DE CORTE
La Herramienta empleada en el proceso de Fresado es de tipo multicortante y recibe el nombre de FRESA. Se dice que la Herramienta es de tipo multicortante porque tiene una gran cantidad de dientes en toda su periferia. La geometría de este tipo de herramientas se muestra en la figura No. 8, en donde:
α = Ángulo de incidencia.
β = Ángulo de filo.
γ = Ángulo de desprendimiento. a = Superficie de ataque.
b = Superficie de incidencia.
Figura No. 8. Geometría de una fresa.
Las Fresas se clasifican de las siguientes formas (cuadros No.1 y 2):
Cuadro No.1. Clasificación de las fresas por su estructura.
POR SU ESTRUCTURA
POR LA DIRACCIÓN DE SUS DIENTES
POR LA CONSTRUCCIÓN DE SUS DIENTES
POR LA FORMA DE SUJECIÓN
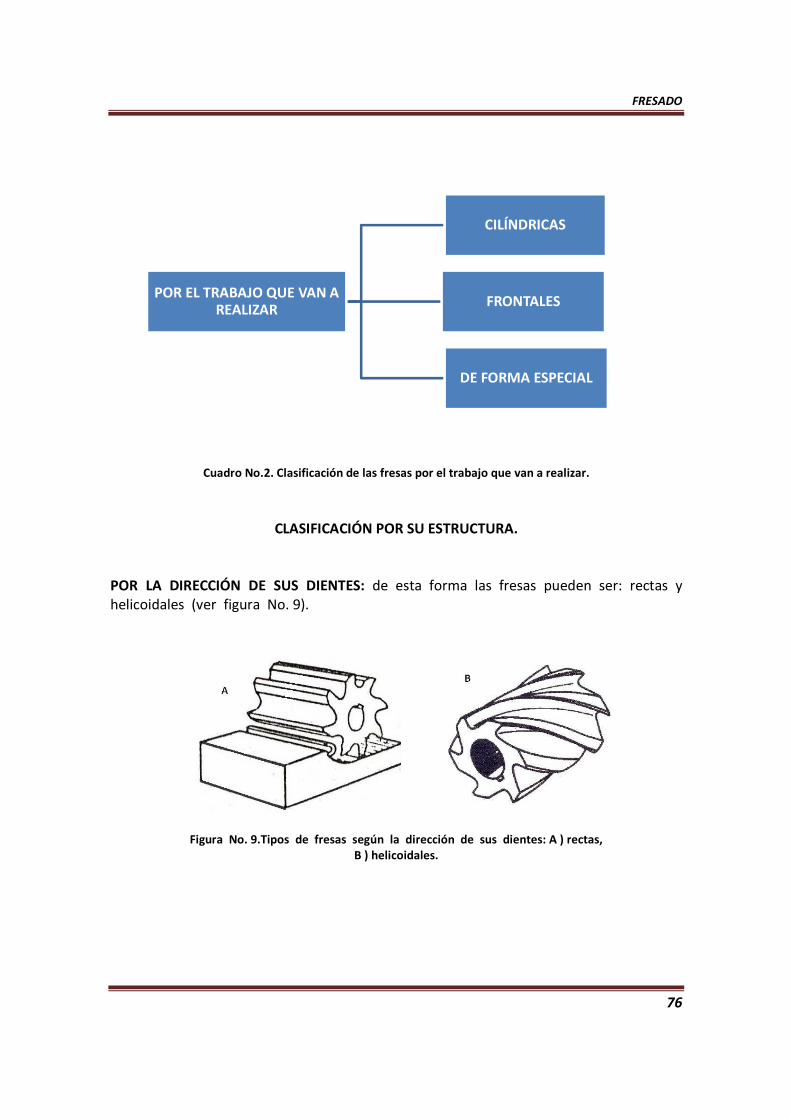
FRESADO
76
Cuadro No.2. Clasificación de las fresas por el trabajo que van a realizar.
CLASIFICACIÓN POR SU ESTRUCTURA. POR LA DIRECCIÓN DE SUS DIENTES: de esta forma las fresas pueden ser: rectas y helicoidales (ver figura No. 9).
Figura No. 9.Tipos de fresas según la dirección de sus dientes: A ) rectas, B ) helicoidales.
POR EL TRABAJO QUE VAN A REALIZAR
CILÍNDRICAS
FRONTALES
DE FORMA ESPECIAL
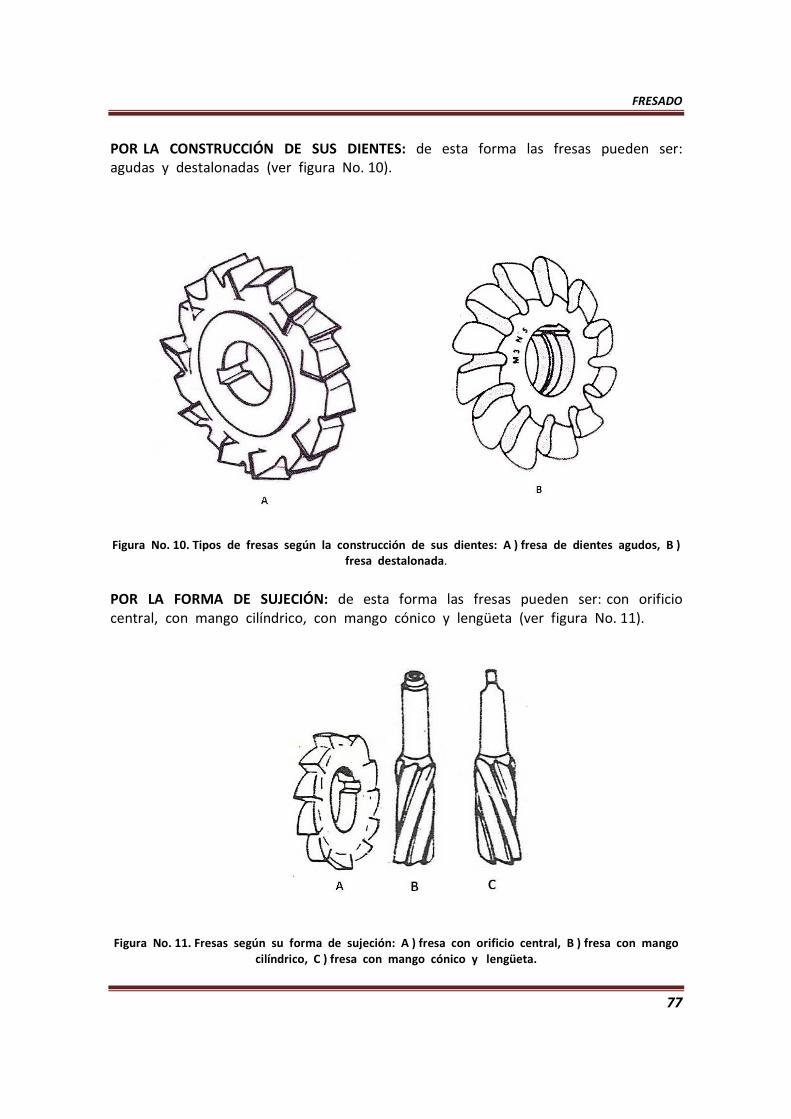
FRESADO
77
POR LA CONSTRUCCIÓN DE SUS DIENTES: de esta forma las fresas pueden ser: agudas y destalonadas (ver figura No. 10).
Figura No. 10. Tipos de fresas según la construcción de sus dientes: A ) fresa de dientes agudos, B ) fresa destalonada.
POR LA FORMA DE SUJECIÓN: de esta forma las fresas pueden ser: con orificio central, con mango cilíndrico, con mango cónico y lengüeta (ver figura No. 11).
Figura No. 11. Fresas según su forma de sujeción: A ) fresa con orificio central, B ) fresa con mango cilíndrico, C ) fresa con mango cónico y lengüeta.

FRESADO
78
CLASIFICACIÓN POR EL TRABAJO QUE VAN A REALIZAR. En este caso, las fresas pueden ser: Cilíndricas (ver figura No. 12).
Figura No. 12. Fresas cilíndricas: A ) fresa cilíndrica, B ) fresa de disco con dientes cruzados. C ) fresa de disco con dientes triangulares,
Frontales (ver figura No. 13).
Figura No. 13. Fresas frontales: A ) fresa frontal de mango cilíndrico, B ) fresa frontal de mango cónico y lengüeta, C ) fresa frontal para ranuras en “ T “.
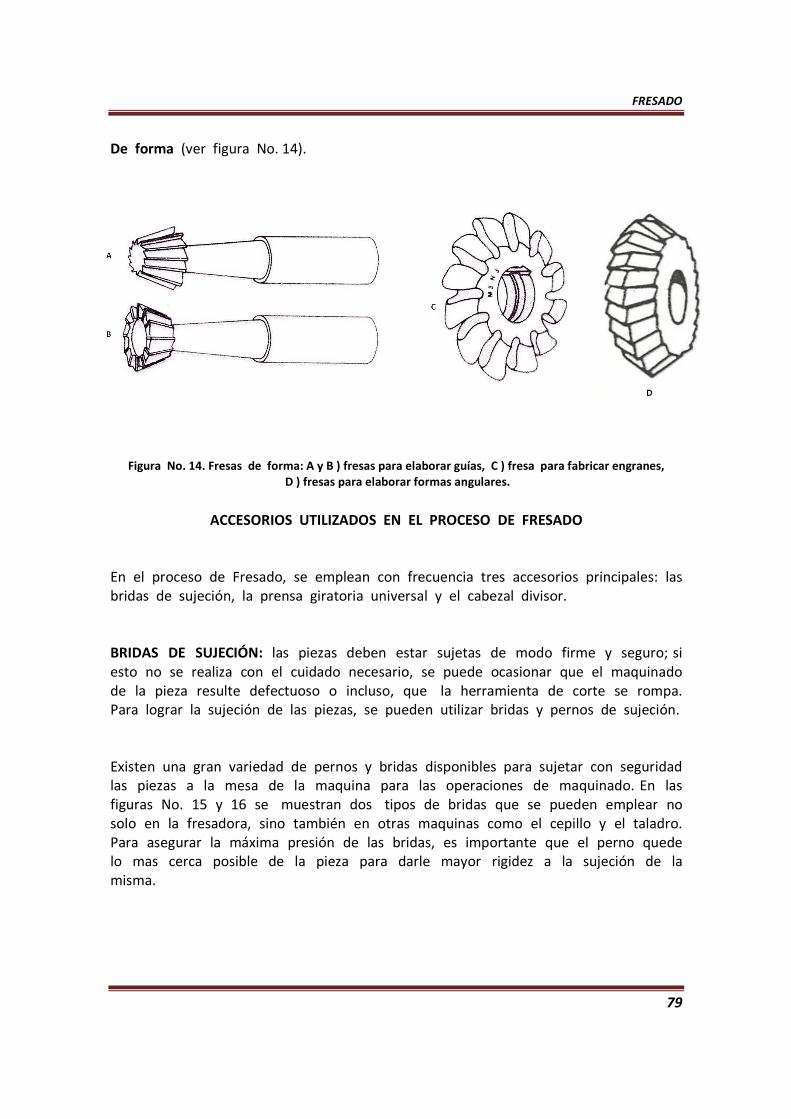
FRESADO
79
De forma (ver figura No. 14).
Figura No. 14. Fresas de forma: A y B ) fresas para elaborar guías, C ) fresa para fabricar engranes, D ) fresas para elaborar formas angulares.
ACCESORIOS UTILIZADOS EN EL PROCESO DE FRESADO
En el proceso de Fresado, se emplean con frecuencia tres accesorios principales: las bridas de sujeción, la prensa giratoria universal y el cabezal divisor. BRIDAS DE SUJECIÓN: las piezas deben estar sujetas de modo firme y seguro; si esto no se realiza con el cuidado necesario, se puede ocasionar que el maquinado de la pieza resulte defectuoso o incluso, que la herramienta de corte se rompa. Para lograr la sujeción de las piezas, se pueden utilizar bridas y pernos de sujeción. Existen una gran variedad de pernos y bridas disponibles para sujetar con seguridad las piezas a la mesa de la maquina para las operaciones de maquinado. En las figuras No. 15 y 16 se muestran dos tipos de bridas que se pueden emplear no solo en la fresadora, sino también en otras maquinas como el cepillo y el taladro. Para asegurar la máxima presión de las bridas, es importante que el perno quede lo mas cerca posible de la pieza para darle mayor rigidez a la sujeción de la misma.

FRESADO
80
Figura No. 16. brida en “ U “.
PRENSA GIRATORIA UNIVERSAL: la mayor parte de las piezas a fresar se sujetan a la mesa de la maquina con ayuda de una prensa. Dicha prensa consiste en un cuerpo o base que tiene una escala graduada en grados y que puede girarse en cualquier ángulo; también se tiene por un extremo una mordaza de sujeción la cual es fija, es decir, que no tiene movimiento, mientras que en el extremo opuesto se localiza una mordaza móvil que es en donde se encuentra el tornillo de movimiento para él apriete de la misma. Él apriete de la mordaza móvil para la sujeción de la pieza generalmente se realiza en forma manual con ayuda de una llave especial; en maquinas modernas se realiza este apriete con ayuda de un pistón en lugar del tornillo, por medio de un accionamiento con aire o aceite a presión (ver figura No. 17).
Figura No. 17. Prensa giratoria universal: a ) tornillo de fijación de la prensa, b ) base giratoria con escala graduada, c ) mordaza fija, d ) mordaza móvil, e ) tornillo de sujeción de la pieza.
CABEZAL DIVISOR: este es un aditamento que se utiliza para dividir una pieza de sección transversal generalmente de forma circular en un numero determinado de partes iguales, además de servir como elemento de sujeción de la pieza mientras se realizan las divisiones. Las partes más importantes de un cabezal divisor se muestran en la figura No. 18.
Figura No. 15. Brida plana
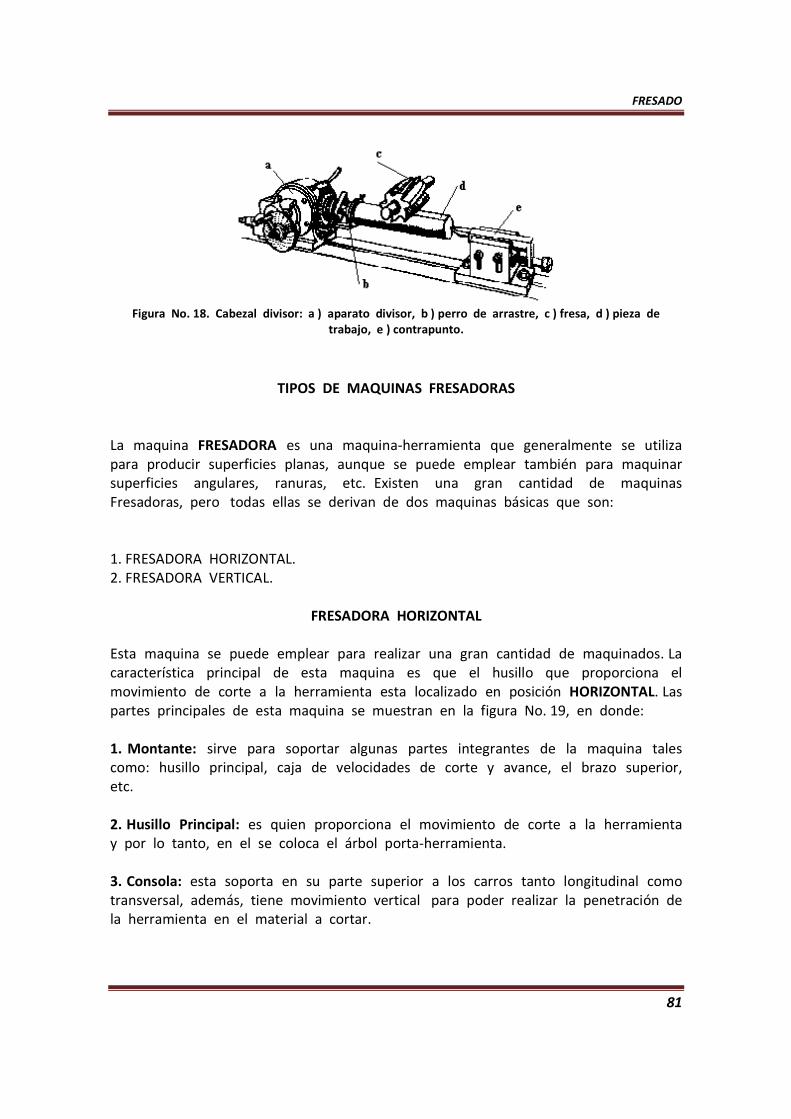
FRESADO
81
Figura No. 18. Cabezal divisor: a ) aparato divisor, b ) perro de arrastre, c ) fresa, d ) pieza de
trabajo, e ) contrapunto.
TIPOS DE MAQUINAS FRESADORAS
La maquina FRESADORA es una maquina-herramienta que generalmente se utiliza para producir superficies planas, aunque se puede emplear también para maquinar superficies angulares, ranuras, etc. Existen una gran cantidad de maquinas Fresadoras, pero todas ellas se derivan de dos maquinas básicas que son: 1. FRESADORA HORIZONTAL. 2. FRESADORA VERTICAL.
FRESADORA HORIZONTAL Esta maquina se puede emplear para realizar una gran cantidad de maquinados. La característica principal de esta maquina es que el husillo que proporciona el movimiento de corte a la herramienta esta localizado en posición HORIZONTAL. Las partes principales de esta maquina se muestran en la figura No. 19, en donde: 1. Montante: sirve para soportar algunas partes integrantes de la maquina tales como: husillo principal, caja de velocidades de corte y avance, el brazo superior, etc. 2. Husillo Principal: es quien proporciona el movimiento de corte a la herramienta y por lo tanto, en el se coloca el árbol porta-herramienta. 3. Consola: esta soporta en su parte superior a los carros tanto longitudinal como transversal, además, tiene movimiento vertical para poder realizar la penetración de la herramienta en el material a cortar.
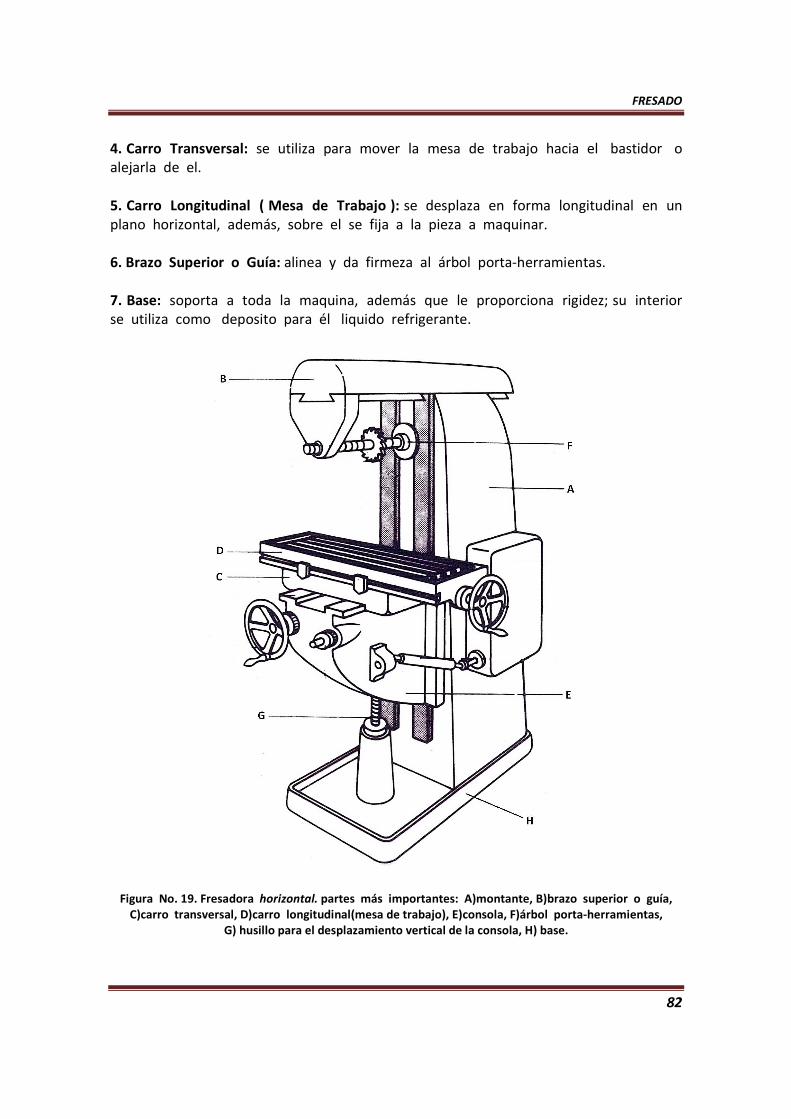
FRESADO
82
4. Carro Transversal: se utiliza para mover la mesa de trabajo hacia el bastidor o alejarla de el. 5. Carro Longitudinal ( Mesa de Trabajo ): se desplaza en forma longitudinal en un plano horizontal, además, sobre el se fija a la pieza a maquinar. 6. Brazo Superior o Guía: alinea y da firmeza al árbol porta-herramientas. 7. Base: soporta a toda la maquina, además que le proporciona rigidez; su interior se utiliza como deposito para él liquido refrigerante.
Figura No. 19. Fresadora horizontal. partes más importantes: A)montante, B)brazo superior o guía, C)carro transversal, D)carro longitudinal(mesa de trabajo), E)consola, F)árbol porta-herramientas,
G) husillo para el desplazamiento vertical de la consola, H) base.
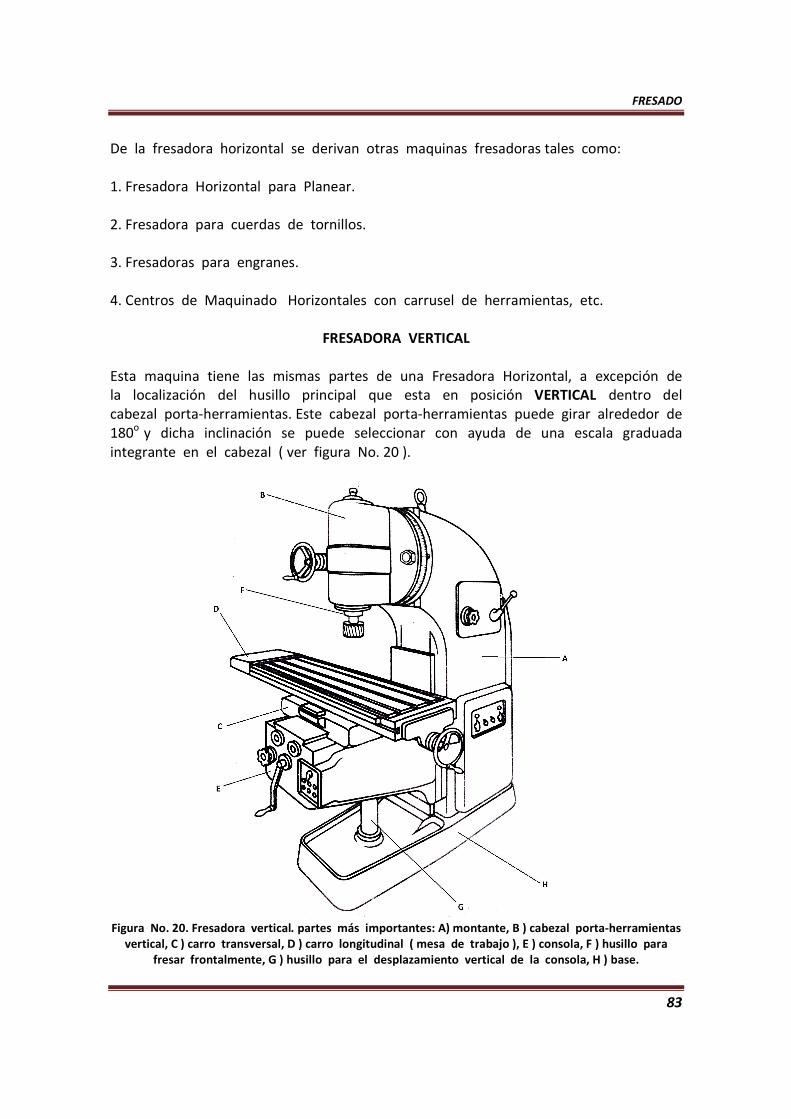
FRESADO
83
De la fresadora horizontal se derivan otras maquinas fresadoras tales como: 1. Fresadora Horizontal para Planear. 2. Fresadora para cuerdas de tornillos. 3. Fresadoras para engranes. 4. Centros de Maquinado Horizontales con carrusel de herramientas, etc.
FRESADORA VERTICAL Esta maquina tiene las mismas partes de una Fresadora Horizontal, a excepción de la localización del husillo principal que esta en posición VERTICAL dentro del cabezal porta-herramientas. Este cabezal porta-herramientas puede girar alrededor de 180o y dicha inclinación se puede seleccionar con ayuda de una escala graduada integrante en el cabezal ( ver figura No. 20 ).
Figura No. 20. Fresadora vertical. partes más importantes: A) montante, B ) cabezal porta-herramientas
vertical, C ) carro transversal, D ) carro longitudinal ( mesa de trabajo ), E ) consola, F ) husillo para fresar frontalmente, G ) husillo para el desplazamiento vertical de la consola, H ) base.

FRESADO
84
De la Fresadora Vertical se desarrollan otras maquinas del mismo tipo, tales como: 1. Fresadora Vertical de dos montantes con un cabezal porta-herramientas. 2. Fresadora Vertical de dos montantes con dos cabezales porta-herramientas. 3. Centros de Maquinado Verticales con carrusel de herramientas. 4. Fresadora copiadora o Pantógrafo, etc.
FRESADORA UNIVERSAL La maquina Fresadora Universal es una maquina que en estructura es similar a una Fresadora Horizontal, con algunas diferencias significativas. En primer lugar, la mesa puede tener una inclinación de 45o sobre los ejes tanto longitudinal como transversal; en segundo lugar, el brazo superior o guía puede ser sustituido por un cabezal porta-herramientas con husillo vertical, por lo que esta maquina se puede utilizar para realizar maquinados con un Husillo HORIZONTAL o con un Husillo VERTICAL. En la figura No. 21 se muestran dos tipos de cabezales porta-herramientas verticales empleados en una Fresadora Universal.
Figura No. 21. Cabezales porta-herramienta ( a y b ) de eje vertical.
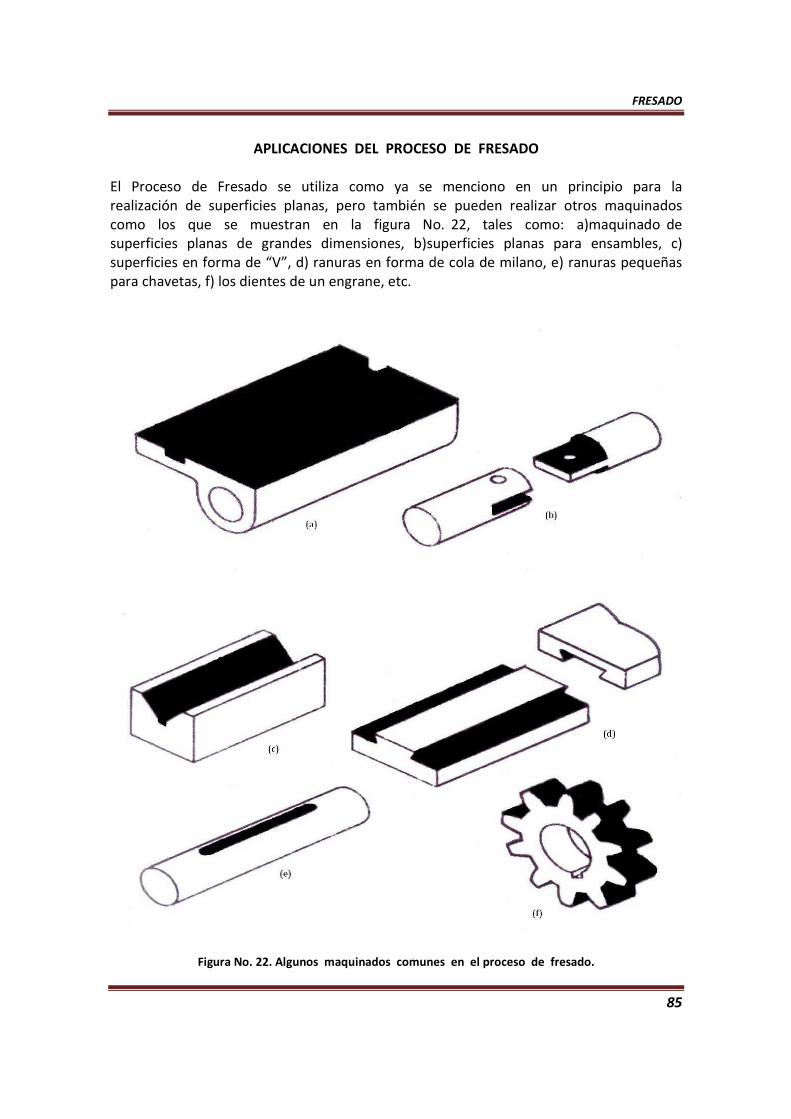
FRESADO
85
APLICACIONES DEL PROCESO DE FRESADO
El Proceso de Fresado se utiliza como ya se menciono en un principio para la realización de superficies planas, pero también se pueden realizar otros maquinados como los que se muestran en la figura No. 22, tales como: a)maquinado de superficies planas de grandes dimensiones, b)superficies planas para ensambles, c) superficies en forma de “V”, d) ranuras en forma de cola de milano, e) ranuras pequeñas para chavetas, f) los dientes de un engrane, etc.
Figura No. 22. Algunos maquinados comunes en el proceso de fresado.
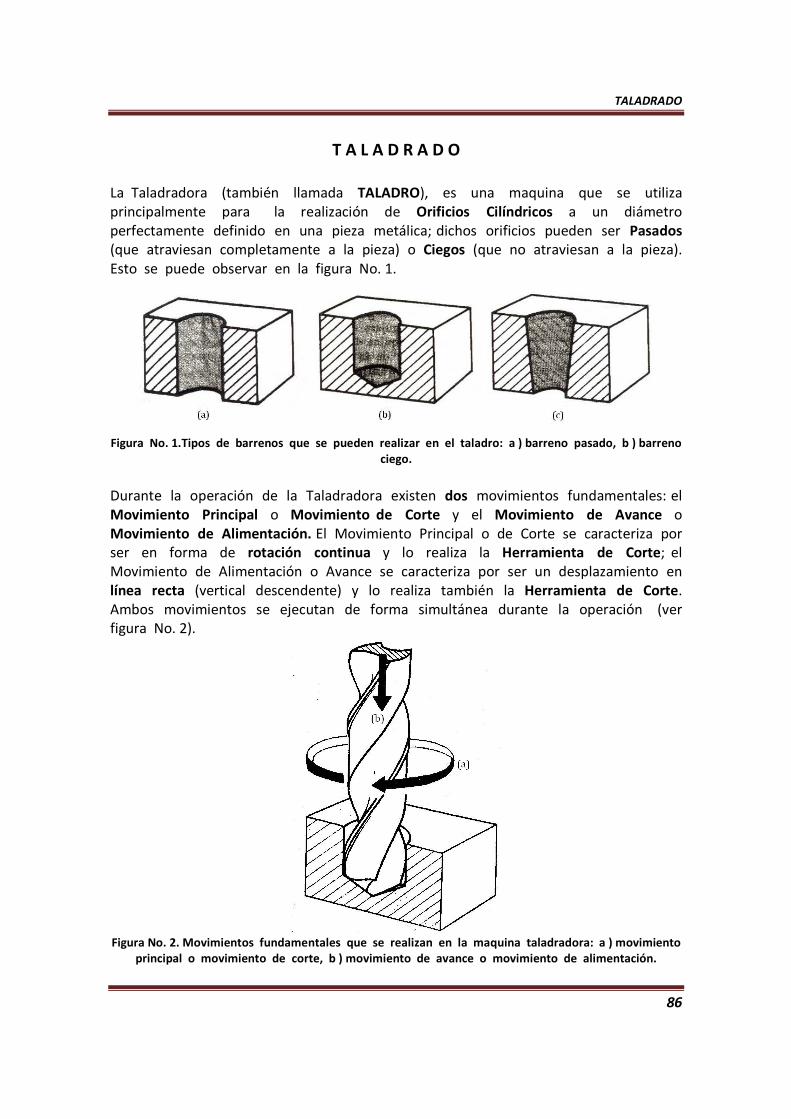
TALADRADO
86
T A L A D R A D O
La Taladradora (también llamada TALADRO), es una maquina que se utiliza
principalmente para la realización de Orificios Cilíndricos a un diámetro
perfectamente definido en una pieza metálica; dichos orificios pueden ser Pasados
(que atraviesan completamente a la pieza) o Ciegos (que no atraviesan a la pieza).
Esto se puede observar en la figura No. 1.
Figura No. 1.Tipos de barrenos que se pueden realizar en el taladro: a ) barreno pasado, b ) barreno
ciego.
Durante la operación de la Taladradora existen dos movimientos fundamentales: el
Movimiento Principal o Movimiento de Corte y el Movimiento de Avance o
Movimiento de Alimentación. El Movimiento Principal o de Corte se caracteriza por
ser en forma de rotación continua y lo realiza la Herramienta de Corte; el
Movimiento de Alimentación o Avance se caracteriza por ser un desplazamiento en
línea recta (vertical descendente) y lo realiza también la Herramienta de Corte.
Ambos movimientos se ejecutan de forma simultánea durante la operación (ver
figura No. 2).
Figura No. 2. Movimientos fundamentales que se realizan en la maquina taladradora: a ) movimiento
principal o movimiento de corte, b ) movimiento de avance o movimiento de alimentación.
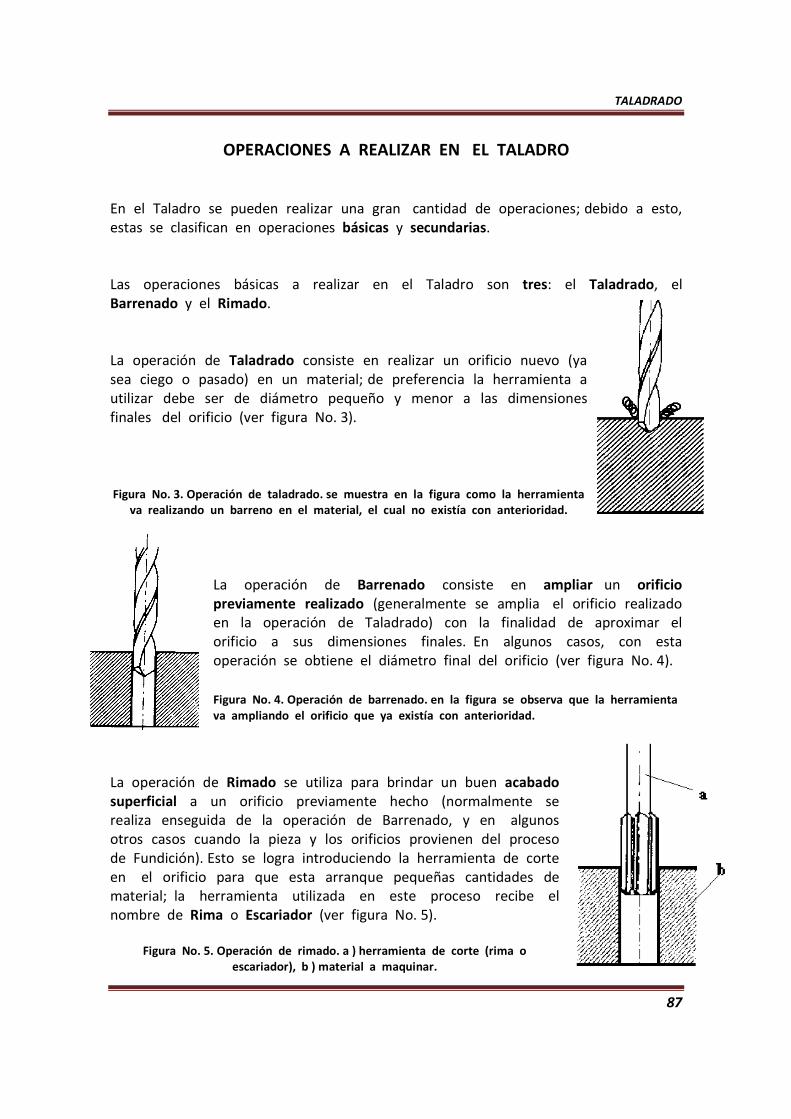
TALADRADO
87
OPERACIONES A REALIZAR EN EL TALADRO
En el Taladro se pueden realizar una gran cantidad de operaciones; debido a esto,
estas se clasifican en operaciones básicas y secundarias.
Las operaciones básicas a realizar en el Taladro son tres: el Taladrado, el
Barrenado y el Rimado.
La operación de Taladrado consiste en realizar un orificio nuevo (ya
sea ciego o pasado) en un material; de preferencia la herramienta a
utilizar debe ser de diámetro pequeño y menor a las dimensiones
finales del orificio (ver figura No. 3).
Figura No. 3. Operación de taladrado. se muestra en la figura como la herramienta
va realizando un barreno en el material, el cual no existía con anterioridad.
La operación de Barrenado consiste en ampliar un orificio
previamente realizado (generalmente se amplia el orificio realizado
en la operación de Taladrado) con la finalidad de aproximar el
orificio a sus dimensiones finales. En algunos casos, con esta
operación se obtiene el diámetro final del orificio (ver figura No. 4).
Figura No. 4. Operación de barrenado. en la figura se observa que la herramienta
va ampliando el orificio que ya existía con anterioridad.
La operación de Rimado se utiliza para brindar un buen acabado
superficial a un orificio previamente hecho (normalmente se
realiza enseguida de la operación de Barrenado, y en algunos
otros casos cuando la pieza y los orificios provienen del proceso
de Fundición). Esto se logra introduciendo la herramienta de corte
en el orificio para que esta arranque pequeñas cantidades de
material; la herramienta utilizada en este proceso recibe el
nombre de Rima o Escariador (ver figura No. 5).
Figura No. 5. Operación de rimado. a ) herramienta de corte (rima o
escariador), b ) material a maquinar.

TALADRADO
88
Las operaciones secundarias a realizar en el Taladro son muy variadas, pero las que
destacan son las siguientes: avellanado, roscado, mandrinado, rectificado, centrado.
La operación de Avellanado consiste en realizar en la parte
superior de un orificio previamente hecho, un maquinado de
forma cónica con una herramienta llamada Avellanador. Esta
operación se realiza cuando se quieren eliminar los filos
producidos en el maquinado de un barreno cilíndrico o en
otros casos, cuando es necesario ocultar la cabeza de un
tornillo para evitar que esta sobresalga de la pieza (ver figura
No. 6).
Figura No. 6. Operación de avellanado. a) herramienta de corte
(Avellanador), b) material a maquinar.
La operación de Roscado tiene como objetivo el realizar
una cuerda interior en un orificio previamente hecho
para que en ese sitio sea posible instalar un tornillo. La
herramienta utilizada para este caso recibe el nombre de
Machuelo (ver figura No. 7).
Figura No. 7. Operación de roscado. a) herramienta de corte
(Machuelo), b) material a maquinar.
La operación de Mandrinado amplía el diámetro de un
orificio previamente hecho a unas dimensiones exactas.
Esta operación es muy utilizada en el caso que al ampliar un orificio no exista una
herramienta de dimensiones comerciales igual al diámetro
que se necesita; la herramienta a utilizar es un Buril de
pequeñas dimensiones el cual esta fijo a una barra
cilíndrica que recibe el nombre de Barra para Interiores.
Como se observa en la figura No. 8, el buril esta fijo a la
barra para interiores por medio de un tornillo, de tal
forma que el buril puede sobresalir de la barra la cantidad
que se necesite para cada caso; esto significa que con la
misma herramienta se pueden realizar diferentes diámetros
con solo variar la posición del buril sobre dicha barra.
Figura No. 8. Operación de mandrinado. a ) movimiento de avance de la herramienta cortante,
b ) movimiento de corte de la herramienta cortante, c ) barra para interiores, d ) buril.
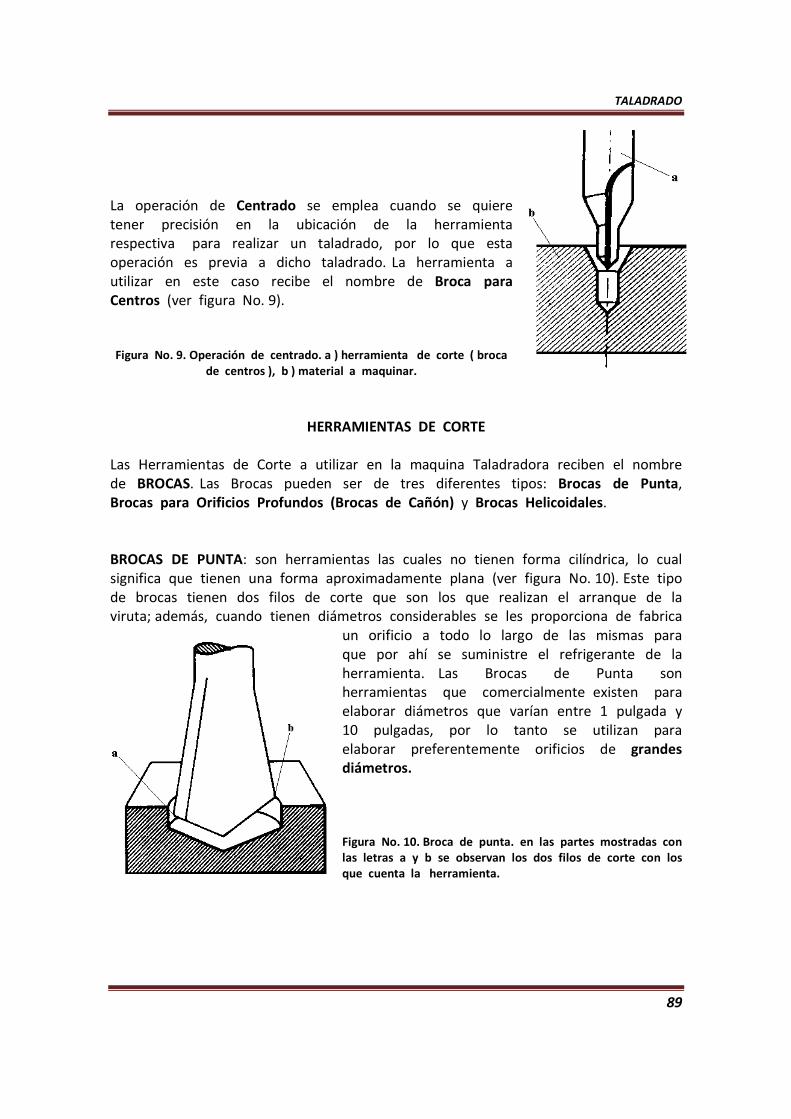
TALADRADO
89
La operación de Centrado se emplea cuando se quiere
tener precisión en la ubicación de la herramienta
respectiva para realizar un taladrado, por lo que esta
operación es previa a dicho taladrado. La herramienta a
utilizar en este caso recibe el nombre de Broca para
Centros (ver figura No. 9).
Figura No. 9. Operación de centrado. a ) herramienta de corte ( broca
de centros ), b ) material a maquinar.
HERRAMIENTAS DE CORTE
Las Herramientas de Corte a utilizar en la maquina Taladradora reciben el nombre
de BROCAS. Las Brocas pueden ser de tres diferentes tipos: Brocas de Punta,
Brocas para Orificios Profundos (Brocas de Cañón) y Brocas Helicoidales.
BROCAS DE PUNTA: son herramientas las cuales no tienen forma cilíndrica, lo cual
significa que tienen una forma aproximadamente plana (ver figura No. 10). Este tipo
de brocas tienen dos filos de corte que son los que realizan el arranque de la
viruta; además, cuando tienen diámetros considerables se les proporciona de fabrica
un orificio a todo lo largo de las mismas para
que por ahí se suministre el refrigerante de la
herramienta. Las Brocas de Punta son
herramientas que comercialmente existen para
elaborar diámetros que varían entre 1 pulgada y
10 pulgadas, por lo tanto se utilizan para
elaborar preferentemente orificios de grandes
diámetros.
Figura No. 10. Broca de punta. en las partes mostradas con
las letras a y b se observan los dos filos de corte con los
que cuenta la herramienta.
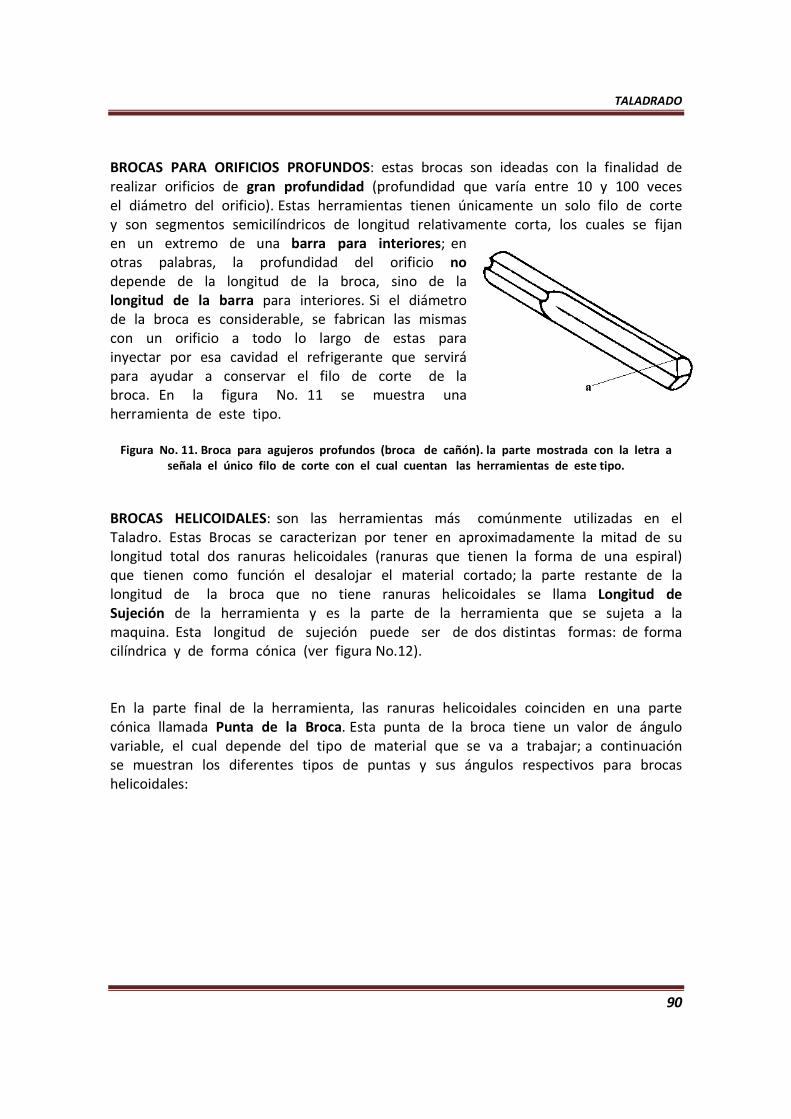
TALADRADO
90
BROCAS PARA ORIFICIOS PROFUNDOS: estas brocas son ideadas con la finalidad de
realizar orificios de gran profundidad (profundidad que varía entre 10 y 100 veces
el diámetro del orificio). Estas herramientas tienen únicamente un solo filo de corte
y son segmentos semicilíndricos de longitud relativamente corta, los cuales se fijan
en un extremo de una barra para interiores; en
otras palabras, la profundidad del orificio no
depende de la longitud de la broca, sino de la
longitud de la barra para interiores. Si el diámetro
de la broca es considerable, se fabrican las mismas
con un orificio a todo lo largo de estas para
inyectar por esa cavidad el refrigerante que servirá
para ayudar a conservar el filo de corte de la
broca. En la figura No. 11 se muestra una
herramienta de este tipo.
Figura No. 11. Broca para agujeros profundos (broca de cañón). la parte mostrada con la letra a
señala el único filo de corte con el cual cuentan las herramientas de este tipo.
BROCAS HELICOIDALES: son las herramientas más comúnmente utilizadas en el
Taladro. Estas Brocas se caracterizan por tener en aproximadamente la mitad de su
longitud total dos ranuras helicoidales (ranuras que tienen la forma de una espiral)
que tienen como función el desalojar el material cortado; la parte restante de la
longitud de la broca que no tiene ranuras helicoidales se llama Longitud de
Sujeción de la herramienta y es la parte de la herramienta que se sujeta a la
maquina. Esta longitud de sujeción puede ser de dos distintas formas: de forma
cilíndrica y de forma cónica (ver figura No.12).
En la parte final de la herramienta, las ranuras helicoidales coinciden en una parte
cónica llamada Punta de la Broca. Esta punta de la broca tiene un valor de ángulo
variable, el cual depende del tipo de material que se va a trabajar; a continuación
se muestran los diferentes tipos de puntas y sus ángulos respectivos para brocas
helicoidales:
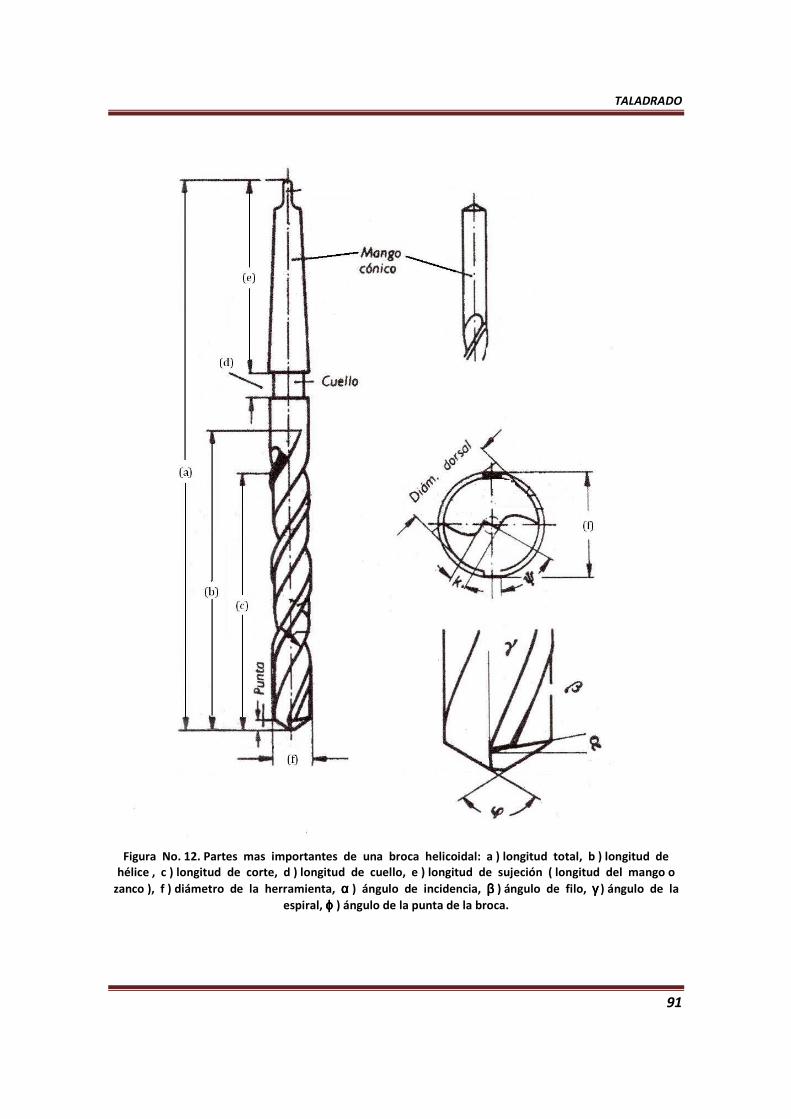
TALADRADO
91
Figura No. 12. Partes mas importantes de una broca helicoidal: a ) longitud total, b ) longitud de
hélice , c ) longitud de corte, d ) longitud de cuello, e ) longitud de sujeción ( longitud del mango o
zanco ), f ) diámetro de la herramienta, αααα ) ángulo de incidencia, ββββ ) ángulo de filo, γγγγ ) ángulo de la
espiral, ϕϕϕϕ ) ángulo de la punta de la broca.
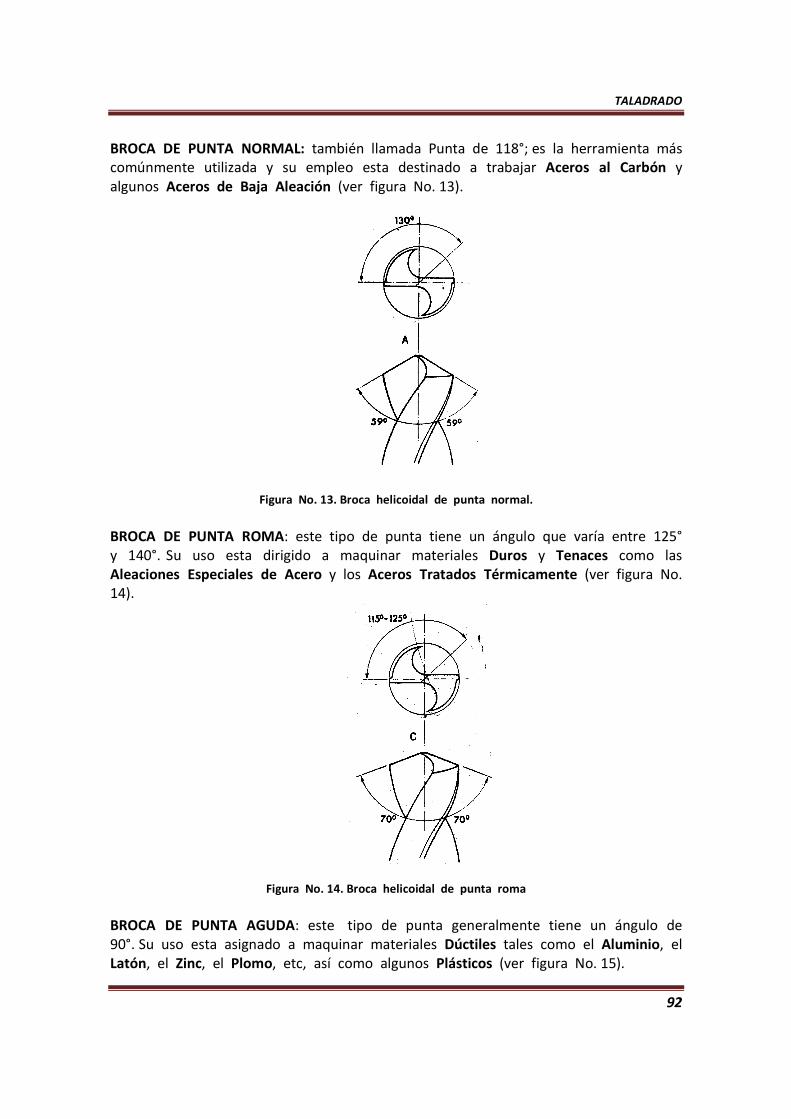
TALADRADO
92
BROCA DE PUNTA NORMAL: también llamada Punta de 118°; es la herramienta más
comúnmente utilizada y su empleo esta destinado a trabajar Aceros al Carbón y
algunos Aceros de Baja Aleación (ver figura No. 13).
Figura No. 13. Broca helicoidal de punta normal.
BROCA DE PUNTA ROMA: este tipo de punta tiene un ángulo que varía entre 125°
y 140°. Su uso esta dirigido a maquinar materiales Duros y Tenaces como las
Aleaciones Especiales de Acero y los Aceros Tratados Térmicamente (ver figura No.
14).
Figura No. 14. Broca helicoidal de punta roma
BROCA DE PUNTA AGUDA: este tipo de punta generalmente tiene un ángulo de
90°. Su uso esta asignado a maquinar materiales Dúctiles tales como el Aluminio, el
Latón, el Zinc, el Plomo, etc, así como algunos Plásticos (ver figura No. 15).
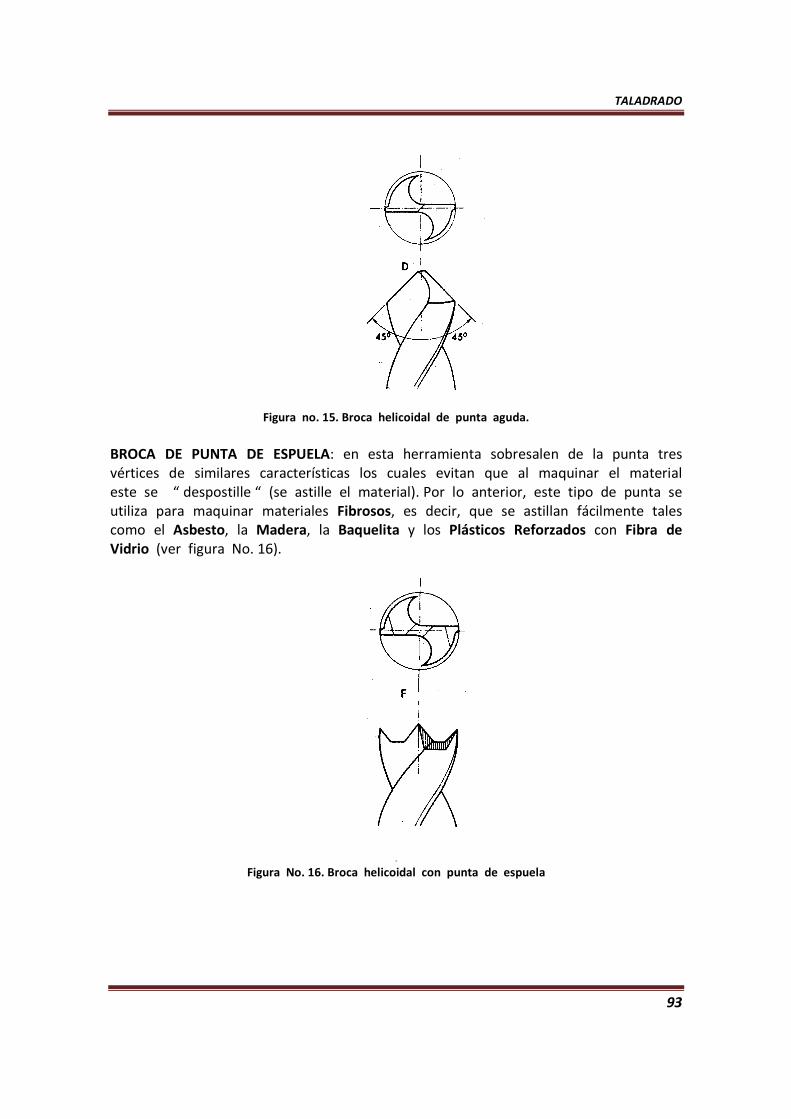
TALADRADO
93
Figura no. 15. Broca helicoidal de punta aguda.
BROCA DE PUNTA DE ESPUELA: en esta herramienta sobresalen de la punta tres
vértices de similares características los cuales evitan que al maquinar el material
este se “ despostille “ (se astille el material). Por lo anterior, este tipo de punta se
utiliza para maquinar materiales Fibrosos, es decir, que se astillan fácilmente tales
como el Asbesto, la Madera, la Baquelita y los Plásticos Reforzados con Fibra de
Vidrio (ver figura No. 16).
.
Figura No. 16. Broca helicoidal con punta de espuela

TALADRADO
94
BROCA DE PUNTA DE COLA DE PESCADO: cuando se trata de maquinar un material
muy delgado con cualquiera de las herramientas que se han visto hasta el
momento, el material se “ flexiona “ en el momento de tratar de perforarlo con la
punta cónica; esta flexión trae como consecuencia que el orificio no quede
perfectamente circular. Para evitar este problema se utilizan las puntas de Cola de
Pescado, que se caracterizan por tener dos extremos agudos sobresalientes en la
punta, que proporcionan un apoyo a la herramienta para evitar la flexión del
material. En conclusión, las brocas con Punta de Cola de Pescado se utilizan para
maquinar Láminas Delgadas (ver figura No. 17).
Figura No. 17. Broca helicoidal con punta de cola de pescado.
BROCA DE DOBLE ANGULO: estas herramientas tienen en la punta dos conicidades
consecutivas (ver figura No. 18); por tal motivo, los filos de corte se desgastan en
menor medida. Este tipo de herramientas se emplean cuando el material a cortar
es de tipo abrasivo (hierro fundido, bronce, etc).
Figura No. 18. Broca helicoidal con punta de doble ángulo.

TALADRADO
95
MAQUINAS TALADRADORAS
Se mencionó en su momento que la maquina a utilizar para realizar las operaciones
antes mencionadas es el TALADRO. Todas las maquinas taladradoras aunque son de
diferente tamaño y por lo tanto de capacidad, se caracterizan por tener una
columna de forma cilíndrica en posición vertical; las maquinas taladradoras más
comúnmente utilizadas son las que se analizarán a continuación:
TALADRO DE BANCO (TALADRO SENSITIVO): esta es una de las maquinas más
comunes dentro de los talleres metal-mecánicos; este taladro es de constitución
pequeña y como tal tiene una limitante en cuanto al diámetro de los barrenos a
realizar (10 mm máximo). Para esta maquina el movimiento de avance de la
herramienta de corte se realiza únicamente de forma manual, por lo que siempre
va a depender de la sensibilidad del operario (ver figura No. 19).
Figura No. 19. Taladro de banco (taladro sensitivo).
TALADRO DE COLUMNA: este tipo de taladro es de forma muy similar al taladro
de banco salvo dos excepciones muy fundamentales: la primera es la altura de la
columna que para este caso es de grandes proporciones (varía entre 1.50 m y 2.00
m) y la segunda es la forma de proporcionar a la herramienta de corte el

TALADRADO
96
movimiento de avance. El Movimiento de Avance puede realizarse tanto de forma
manual como de forma automática; en esta maquina se pueden realizar
operaciones en piezas de mayores dimensiones en comparación del uso del taladro
de banco (ver figura No. 20).
Figura No. 20. Taladro de columna.
TALADRO EN SERIE: esta maquina se puede considerar como una serie sucesiva de
taladros de columna en las cuales existen instaladas diferentes tipos de
herramientas para realizar distintos tipos de operaciones. Las columnas que son
independientes en cuanto a velocidades de corte y avance solamente comparten la
mesa de trabajo y la base de las mismas; como cada columna tiene diferente tipo
de herramienta se puede considerar que cada una de ellas representa una estación
de trabajo. Debido a lo anterior, esta maquina se utiliza cuando se van a realizar
maquinados sucesivos en piezas similares (es decir, un solo maquinado a la vez por
cada columna). Ver figura No. 21.
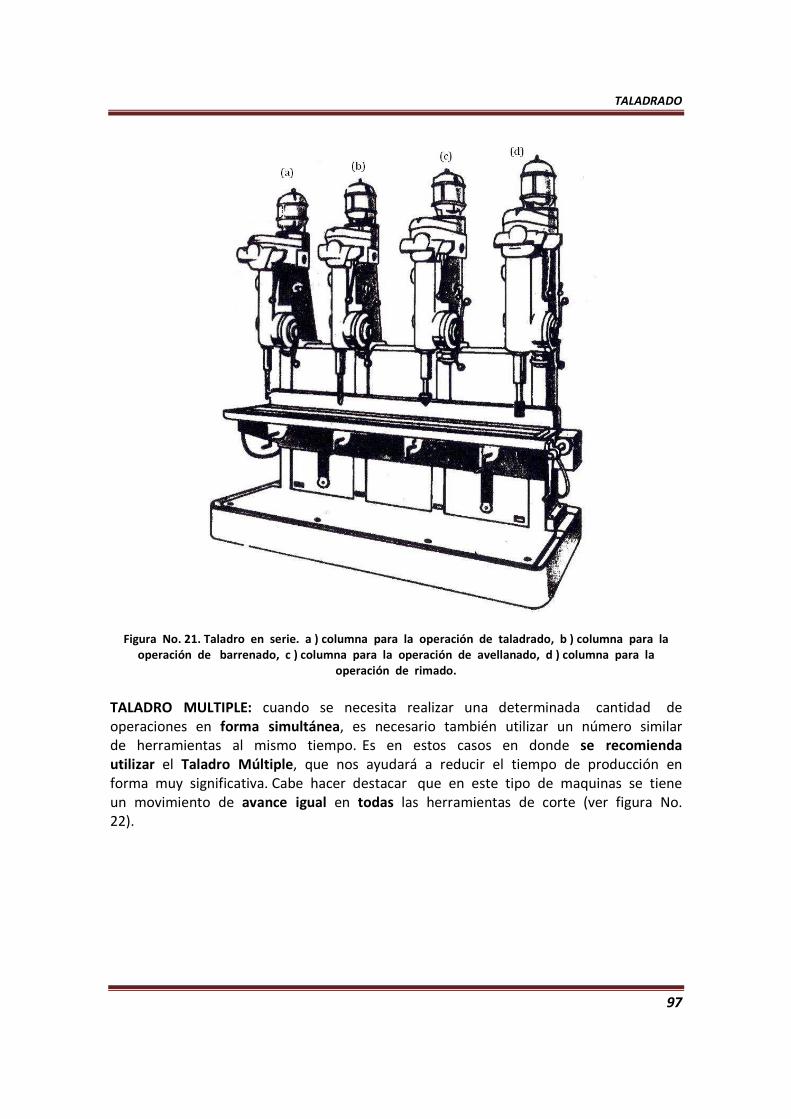
TALADRADO
97
Figura No. 21. Taladro en serie. a ) columna para la operación de taladrado, b ) columna para la
operación de barrenado, c ) columna para la operación de avellanado, d ) columna para la
operación de rimado.
TALADRO MULTIPLE: cuando se necesita realizar una determinada cantidad de
operaciones en forma simultánea, es necesario también utilizar un número similar
de herramientas al mismo tiempo. Es en estos casos en donde se recomienda
utilizar el Taladro Múltiple, que nos ayudará a reducir el tiempo de producción en
forma muy significativa. Cabe hacer destacar que en este tipo de maquinas se tiene
un movimiento de avance igual en todas las herramientas de corte (ver figura No.
22).

TALADRADO
98
Figura No. 22. Taladro múltiple.
TALADRO RADIAL: esta maquina es de las más sofisticadas de todas las
taladradoras existentes. La taladradora radial se caracteriza por tener un brazo
auxiliar instalado en la columna el cual puede tener movimiento circular alrededor
de la columna y también movimiento vertical ascendente y descendente sobre la
misma para aproximar la herramienta de corte a la pieza de trabajo. Sobre el brazo
auxiliar se tiene al cabezal porta-herramientas que se puede desplazar a todo lo
largo del mismo en posición horizontal; a partir del cabezal porta-herramientas en
dirección vertical sobresale el mandril que sostiene a la herramienta y que le
proporciona a la misma tanto el movimiento de corte como el movimiento de
avance. Esta maquina se utiliza para la realización de barrenos de dimensiones
considerables en piezas también de grandes dimensiones (ver figura No. 23).
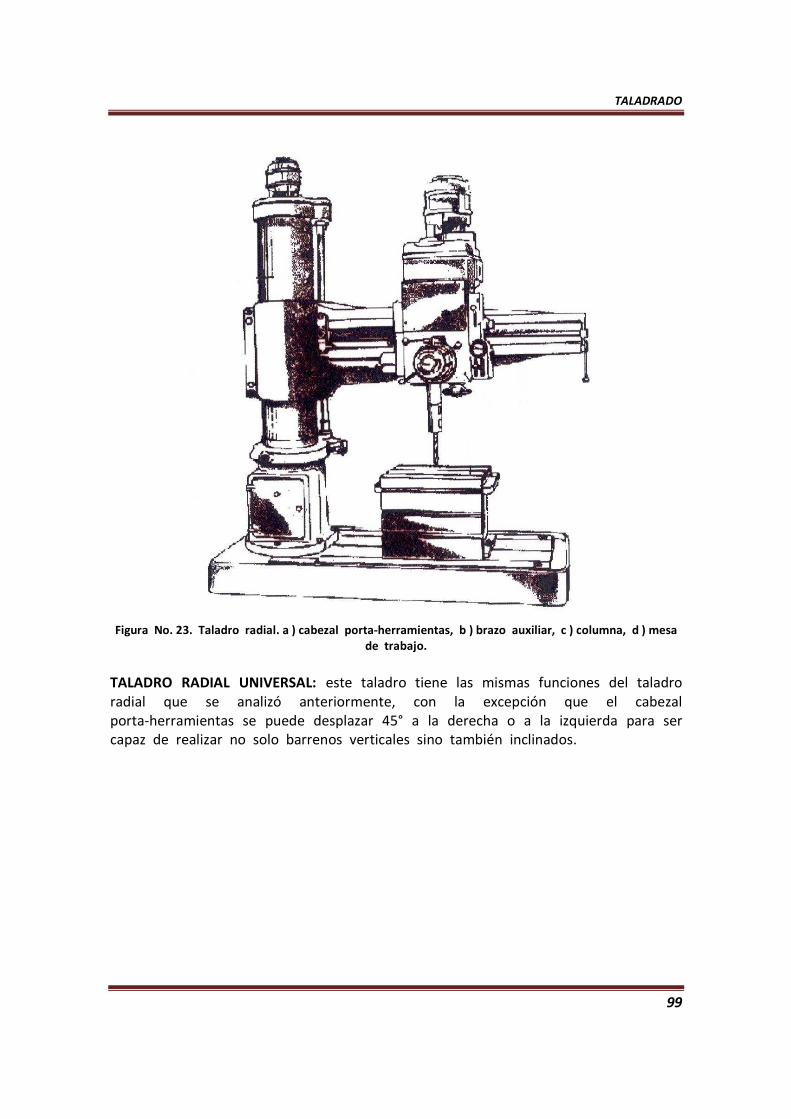
TALADRADO
99
Figura No. 23. Taladro radial. a ) cabezal porta-herramientas, b ) brazo auxiliar, c ) columna, d ) mesa
de trabajo.
TALADRO RADIAL UNIVERSAL: este taladro tiene las mismas funciones del taladro
radial que se analizó anteriormente, con la excepción que el cabezal
porta-herramientas se puede desplazar 45° a la derecha o a la izquierda para ser
capaz de realizar no solo barrenos verticales sino también inclinados.
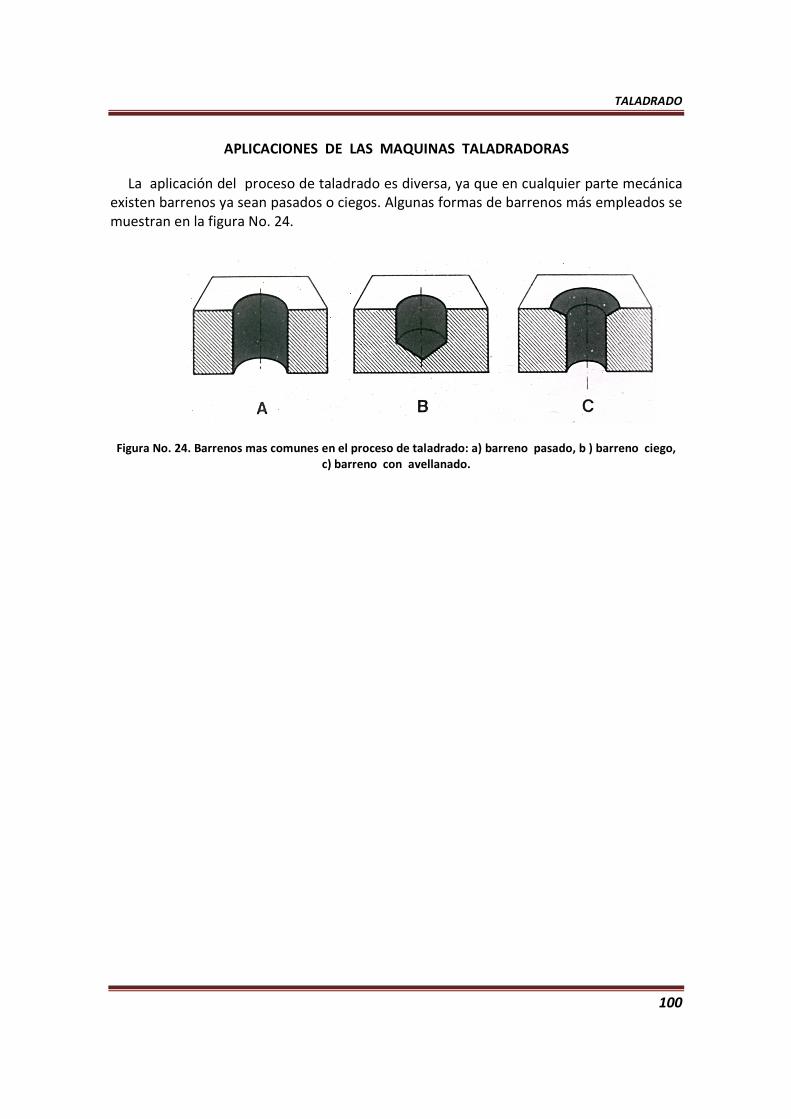
TALADRADO
100
APLICACIONES DE LAS MAQUINAS TALADRADORAS
La aplicación del proceso de taladrado es diversa, ya que en cualquier parte mecánica
existen barrenos ya sean pasados o ciegos. Algunas formas de barrenos más empleados se
muestran en la figura No. 24.
Figura No. 24. Barrenos mas comunes en el proceso de taladrado: a) barreno pasado, b ) barreno ciego,
c) barreno con avellanado.
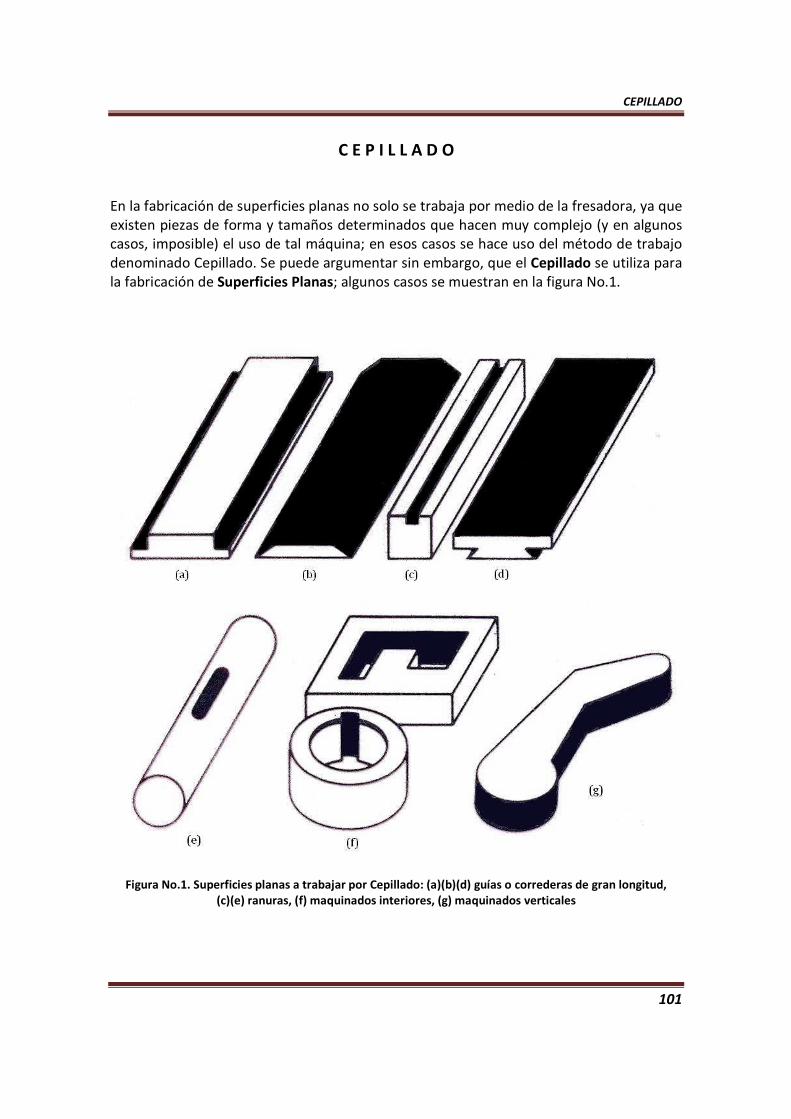
CEPILLADO
101
C E P I L L A D O
En la fabricación de superficies planas no solo se trabaja por medio de la fresadora, ya que existen piezas de forma y tamaños determinados que hacen muy complejo (y en algunos casos, imposible) el uso de tal máquina; en esos casos se hace uso del método de trabajo denominado Cepillado. Se puede argumentar sin embargo, que el Cepillado se utiliza para la fabricación de Superficies Planas; algunos casos se muestran en la figura No.1.
Figura No.1. Superficies planas a trabajar por Cepillado: (a)(b)(d) guías o correderas de gran longitud, (c)(e) ranuras, (f) maquinados interiores, (g) maquinados verticales
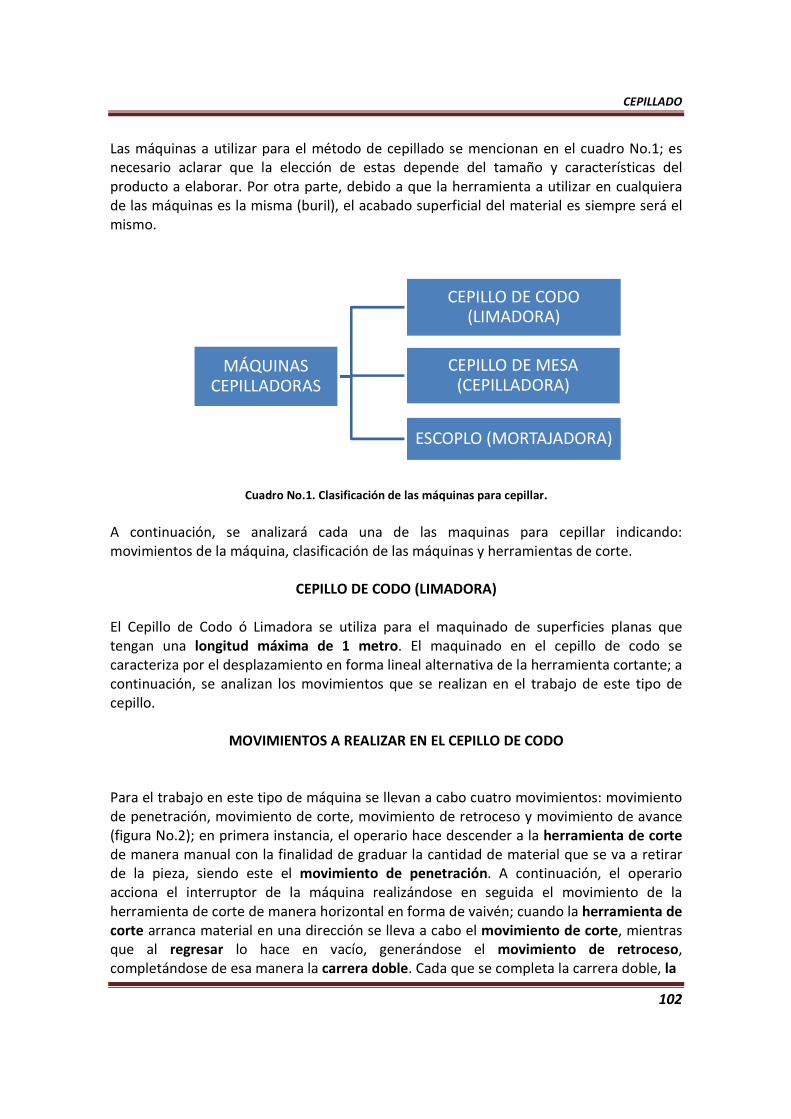
CEPILLADO
102
Las máquinas a utilizar para el método de cepillado se mencionan en el cuadro No.1; es necesario aclarar que la elección de estas depende del tamaño y características del producto a elaborar. Por otra parte, debido a que la herramienta a utilizar en cualquiera de las máquinas es la misma (buril), el acabado superficial del material es siempre será el mismo.
Cuadro No.1. Clasificación de las máquinas para cepillar.
A continuación, se analizará cada una de las maquinas para cepillar indicando: movimientos de la máquina, clasificación de las máquinas y herramientas de corte.
CEPILLO DE CODO (LIMADORA) El Cepillo de Codo ó Limadora se utiliza para el maquinado de superficies planas que tengan una longitud máxima de 1 metro. El maquinado en el cepillo de codo se caracteriza por el desplazamiento en forma lineal alternativa de la herramienta cortante; a continuación, se analizan los movimientos que se realizan en el trabajo de este tipo de cepillo.
MOVIMIENTOS A REALIZAR EN EL CEPILLO DE CODO Para el trabajo en este tipo de máquina se llevan a cabo cuatro movimientos: movimiento de penetración, movimiento de corte, movimiento de retroceso y movimiento de avance (figura No.2); en primera instancia, el operario hace descender a la herramienta de corte de manera manual con la finalidad de graduar la cantidad de material que se va a retirar de la pieza, siendo este el movimiento de penetración. A continuación, el operario acciona el interruptor de la máquina realizándose en seguida el movimiento de la herramienta de corte de manera horizontal en forma de vaivén; cuando la herramienta de corte arranca material en una dirección se lleva a cabo el movimiento de corte, mientras que al regresar lo hace en vacío, generándose el movimiento de retroceso, completándose de esa manera la carrera doble. Cada que se completa la carrera doble, la
MÁQUINAS CEPILLADORAS
CEPILLO DE CODO (LIMADORA)
CEPILLO DE MESA (CEPILLADORA)
ESCOPLO (MORTAJADORA)

CEPILLADO
103
pieza realiza de forma horizontal perpendicular al movimiento de la herramienta el movimiento de avance, cerrándose de esa manera el ciclo completo de maquinado. Cabe hacer la aclaración que los valores de velocidades de corte, avance y profundidad de corte, de igual manera que en todos los procesos de corte por arranque de viruta están en función de datos experimentales de acuerdo a las características del material a maquinar.
Figura No.2. Movimientos que se realizan en el Cepillo de Codo: (a) movimiento de penetración, (b) movimiento de corte, (c) movimiento de retroceso, (d) movimiento de avance.
TIPOS DE CEPILLOS DE CODO Como ya se mencionó con anterioridad, el cepillo de codo se utiliza para maquinar superficies planas con longitud máxima de 1 metro; las partes más importantes de esta máquina son (figura No.3):
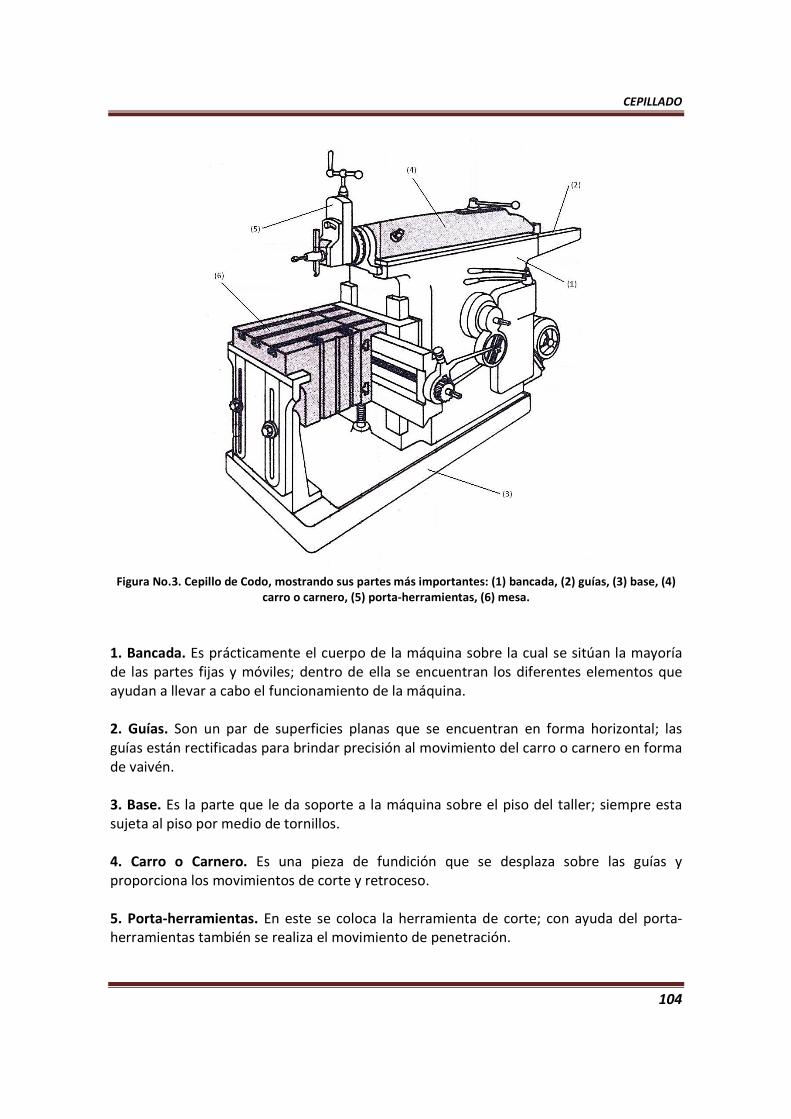
CEPILLADO
104
Figura No.3. Cepillo de Codo, mostrando sus partes más importantes: (1) bancada, (2) guías, (3) base, (4)
carro o carnero, (5) porta-herramientas, (6) mesa.
1. Bancada. Es prácticamente el cuerpo de la máquina sobre la cual se sitúan la mayoría de las partes fijas y móviles; dentro de ella se encuentran los diferentes elementos que ayudan a llevar a cabo el funcionamiento de la máquina. 2. Guías. Son un par de superficies planas que se encuentran en forma horizontal; las guías están rectificadas para brindar precisión al movimiento del carro o carnero en forma de vaivén. 3. Base. Es la parte que le da soporte a la máquina sobre el piso del taller; siempre esta sujeta al piso por medio de tornillos. 4. Carro o Carnero. Es una pieza de fundición que se desplaza sobre las guías y proporciona los movimientos de corte y retroceso. 5. Porta-herramientas. En este se coloca la herramienta de corte; con ayuda del porta-herramientas también se realiza el movimiento de penetración.
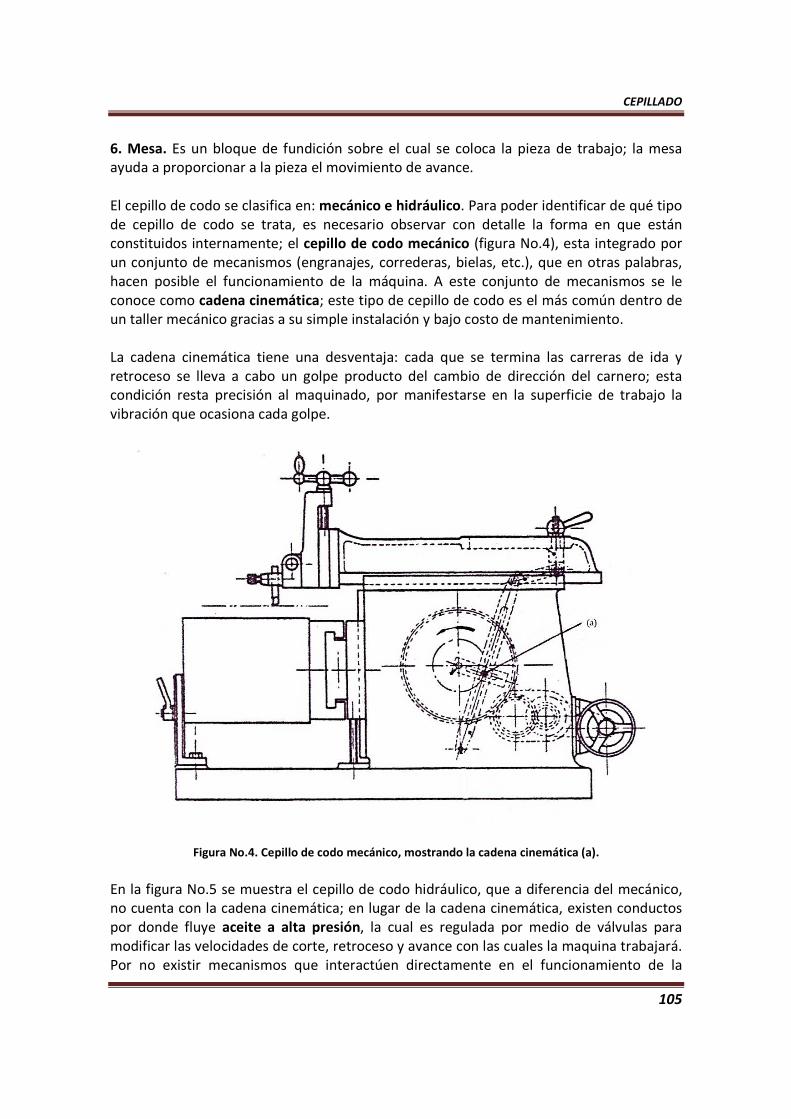
CEPILLADO
105
6. Mesa. Es un bloque de fundición sobre el cual se coloca la pieza de trabajo; la mesa ayuda a proporcionar a la pieza el movimiento de avance. El cepillo de codo se clasifica en: mecánico e hidráulico. Para poder identificar de qué tipo de cepillo de codo se trata, es necesario observar con detalle la forma en que están constituidos internamente; el cepillo de codo mecánico (figura No.4), esta integrado por un conjunto de mecanismos (engranajes, correderas, bielas, etc.), que en otras palabras, hacen posible el funcionamiento de la máquina. A este conjunto de mecanismos se le conoce como cadena cinemática; este tipo de cepillo de codo es el más común dentro de un taller mecánico gracias a su simple instalación y bajo costo de mantenimiento. La cadena cinemática tiene una desventaja: cada que se termina las carreras de ida y retroceso se lleva a cabo un golpe producto del cambio de dirección del carnero; esta condición resta precisión al maquinado, por manifestarse en la superficie de trabajo la vibración que ocasiona cada golpe.
Figura No.4. Cepillo de codo mecánico, mostrando la cadena cinemática (a).
En la figura No.5 se muestra el cepillo de codo hidráulico, que a diferencia del mecánico, no cuenta con la cadena cinemática; en lugar de la cadena cinemática, existen conductos por donde fluye aceite a alta presión, la cual es regulada por medio de válvulas para modificar las velocidades de corte, retroceso y avance con las cuales la maquina trabajará. Por no existir mecanismos que interactúen directamente en el funcionamiento de la
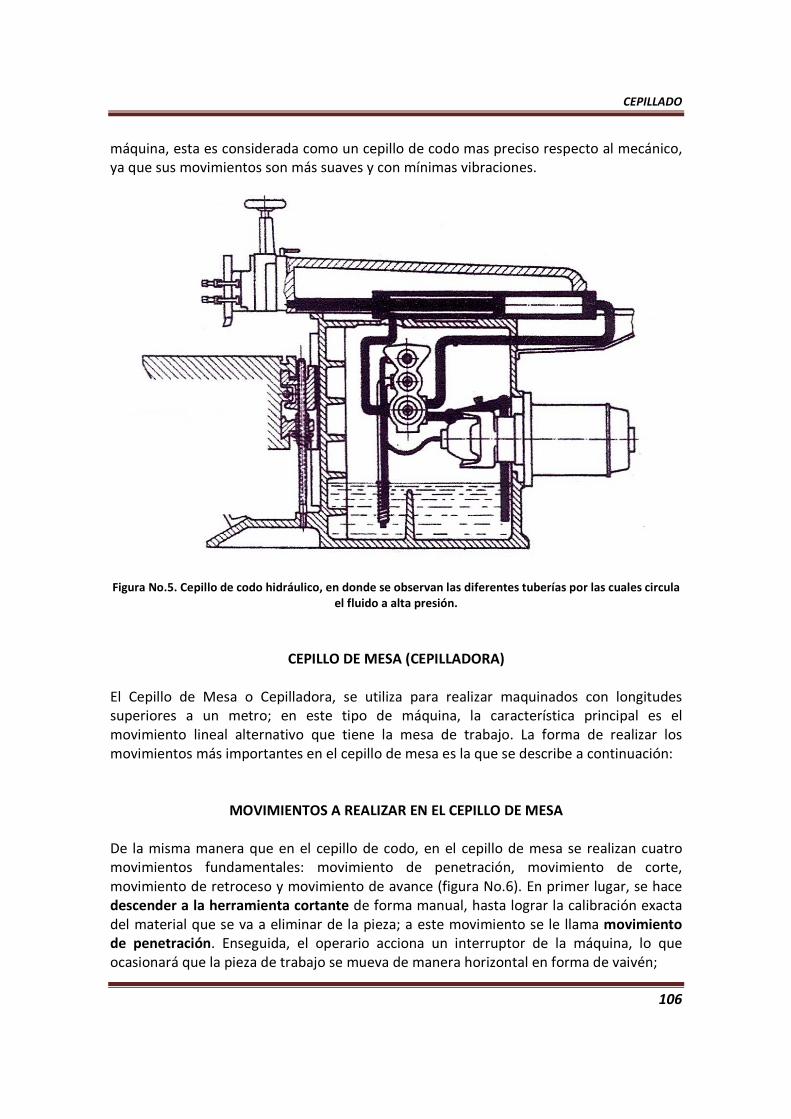
CEPILLADO
106
máquina, esta es considerada como un cepillo de codo mas preciso respecto al mecánico, ya que sus movimientos son más suaves y con mínimas vibraciones.
Figura No.5. Cepillo de codo hidráulico, en donde se observan las diferentes tuberías por las cuales circula el fluido a alta presión.
CEPILLO DE MESA (CEPILLADORA) El Cepillo de Mesa o Cepilladora, se utiliza para realizar maquinados con longitudes superiores a un metro; en este tipo de máquina, la característica principal es el movimiento lineal alternativo que tiene la mesa de trabajo. La forma de realizar los movimientos más importantes en el cepillo de mesa es la que se describe a continuación:
MOVIMIENTOS A REALIZAR EN EL CEPILLO DE MESA De la misma manera que en el cepillo de codo, en el cepillo de mesa se realizan cuatro movimientos fundamentales: movimiento de penetración, movimiento de corte, movimiento de retroceso y movimiento de avance (figura No.6). En primer lugar, se hace descender a la herramienta cortante de forma manual, hasta lograr la calibración exacta del material que se va a eliminar de la pieza; a este movimiento se le llama movimiento de penetración. Enseguida, el operario acciona un interruptor de la máquina, lo que ocasionará que la pieza de trabajo se mueva de manera horizontal en forma de vaivén;
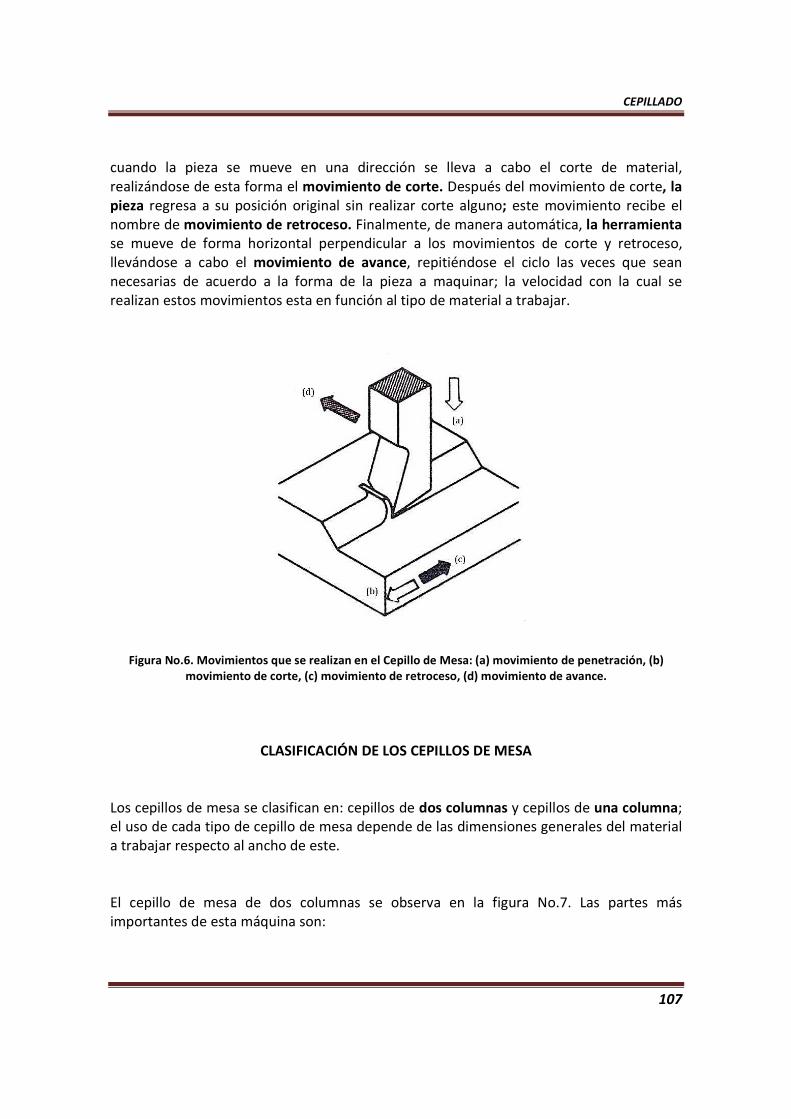
CEPILLADO
107
cuando la pieza se mueve en una dirección se lleva a cabo el corte de material, realizándose de esta forma el movimiento de corte. Después del movimiento de corte, la pieza regresa a su posición original sin realizar corte alguno; este movimiento recibe el nombre de movimiento de retroceso. Finalmente, de manera automática, la herramienta se mueve de forma horizontal perpendicular a los movimientos de corte y retroceso, llevándose a cabo el movimiento de avance, repitiéndose el ciclo las veces que sean necesarias de acuerdo a la forma de la pieza a maquinar; la velocidad con la cual se realizan estos movimientos esta en función al tipo de material a trabajar.
Figura No.6. Movimientos que se realizan en el Cepillo de Mesa: (a) movimiento de penetración, (b) movimiento de corte, (c) movimiento de retroceso, (d) movimiento de avance.
CLASIFICACIÓN DE LOS CEPILLOS DE MESA Los cepillos de mesa se clasifican en: cepillos de dos columnas y cepillos de una columna; el uso de cada tipo de cepillo de mesa depende de las dimensiones generales del material a trabajar respecto al ancho de este. El cepillo de mesa de dos columnas se observa en la figura No.7. Las partes más importantes de esta máquina son:
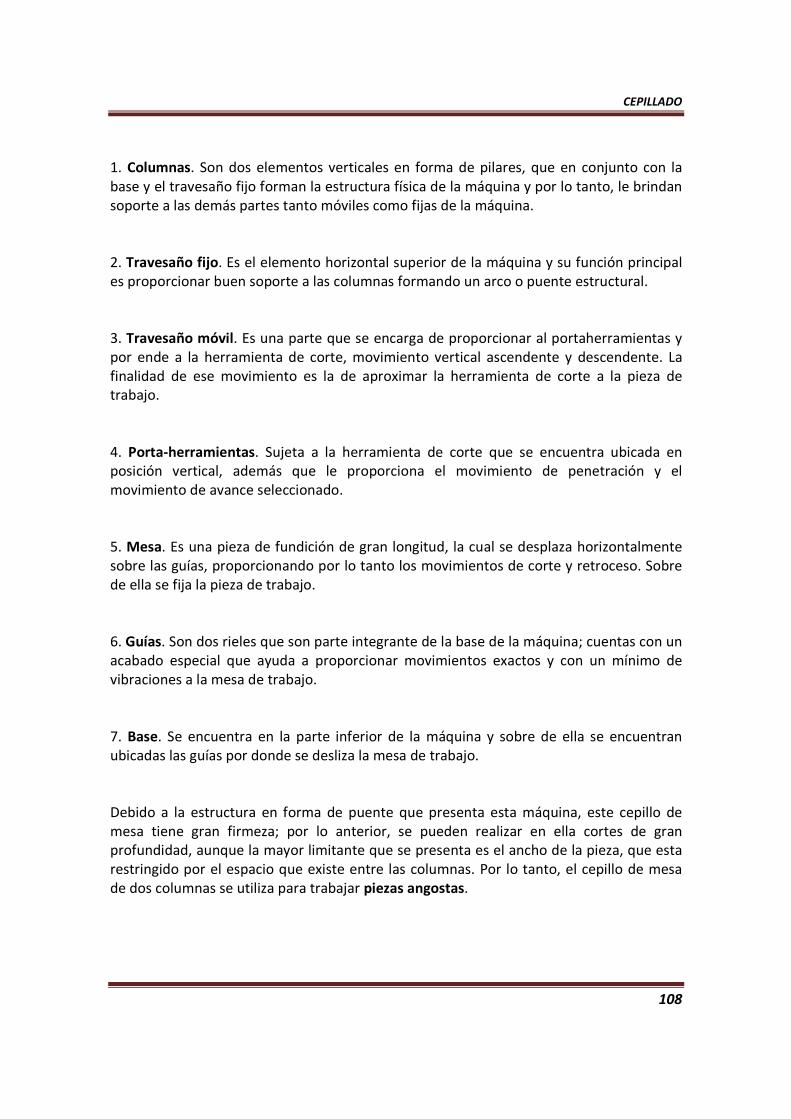
CEPILLADO
108
1. Columnas. Son dos elementos verticales en forma de pilares, que en conjunto con la base y el travesaño fijo forman la estructura física de la máquina y por lo tanto, le brindan soporte a las demás partes tanto móviles como fijas de la máquina. 2. Travesaño fijo. Es el elemento horizontal superior de la máquina y su función principal es proporcionar buen soporte a las columnas formando un arco o puente estructural. 3. Travesaño móvil. Es una parte que se encarga de proporcionar al portaherramientas y por ende a la herramienta de corte, movimiento vertical ascendente y descendente. La finalidad de ese movimiento es la de aproximar la herramienta de corte a la pieza de trabajo. 4. Porta-herramientas. Sujeta a la herramienta de corte que se encuentra ubicada en posición vertical, además que le proporciona el movimiento de penetración y el movimiento de avance seleccionado. 5. Mesa. Es una pieza de fundición de gran longitud, la cual se desplaza horizontalmente sobre las guías, proporcionando por lo tanto los movimientos de corte y retroceso. Sobre de ella se fija la pieza de trabajo. 6. Guías. Son dos rieles que son parte integrante de la base de la máquina; cuentas con un acabado especial que ayuda a proporcionar movimientos exactos y con un mínimo de vibraciones a la mesa de trabajo. 7. Base. Se encuentra en la parte inferior de la máquina y sobre de ella se encuentran ubicadas las guías por donde se desliza la mesa de trabajo. Debido a la estructura en forma de puente que presenta esta máquina, este cepillo de mesa tiene gran firmeza; por lo anterior, se pueden realizar en ella cortes de gran profundidad, aunque la mayor limitante que se presenta es el ancho de la pieza, que esta restringido por el espacio que existe entre las columnas. Por lo tanto, el cepillo de mesa de dos columnas se utiliza para trabajar piezas angostas.
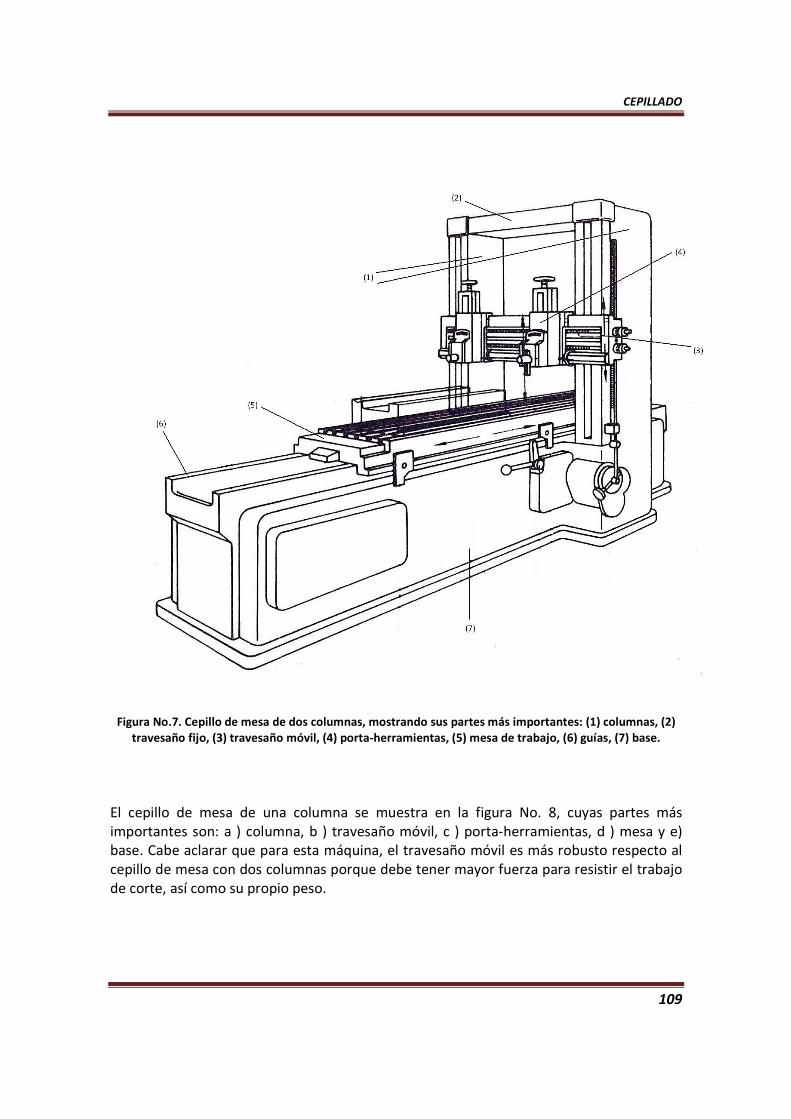
CEPILLADO
109
Figura No.7. Cepillo de mesa de dos columnas, mostrando sus partes más importantes: (1) columnas, (2) travesaño fijo, (3) travesaño móvil, (4) porta-herramientas, (5) mesa de trabajo, (6) guías, (7) base.
El cepillo de mesa de una columna se muestra en la figura No. 8, cuyas partes más importantes son: a ) columna, b ) travesaño móvil, c ) porta-herramientas, d ) mesa y e) base. Cabe aclarar que para esta máquina, el travesaño móvil es más robusto respecto al cepillo de mesa con dos columnas porque debe tener mayor fuerza para resistir el trabajo de corte, así como su propio peso.

CEPILLADO
110
Figura No.8. Cepillo de mesa de una columna con sus partes más importantes: (a) columna, (b) travesaño móvil, (c) porta-herramientas, (d) mesa de trabajo, (e) base.
El cepillo de mesa de una columna se utiliza para el trabajo de piezas de ancho considerable. Aunque esta máquina tiene la columna más robusta que el cepillo de dos columnas así como el travesaño móvil, se tiene más posibilidad de defectos al maquinar en el extremo opuesto de la columna, ya que al tratarse de un extremo con poco apoyo, el travesaño tiende a vibrar. Para evitar lo anterior, se recomienda que al maquinar la pieza en esa parte, las profundidades de corte sean pequeñas y así reducir en lo posible los defectos del maquinado.
ESCOPLO (MORTAJADORA)
El escoplo es un cepillo que trabaja verticalmente al material en longitudes pequeñas; la aplicación de esta máquina es para la realización de maquinados interiores. Por su forma física, es semejante a un cepillo de codo para trabajar verticalmente; a continuación se analizan los movimientos que se llevan a cabo en la operación de este cepillo.
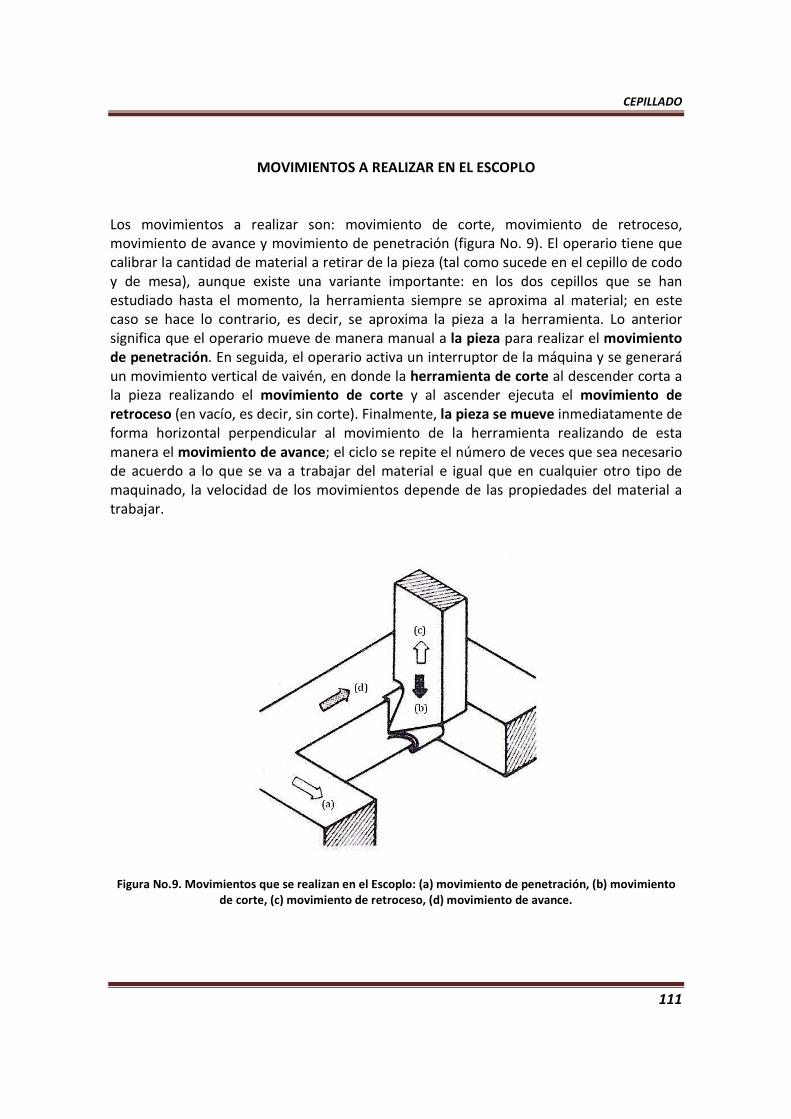
CEPILLADO
111
MOVIMIENTOS A REALIZAR EN EL ESCOPLO
Los movimientos a realizar son: movimiento de corte, movimiento de retroceso, movimiento de avance y movimiento de penetración (figura No. 9). El operario tiene que calibrar la cantidad de material a retirar de la pieza (tal como sucede en el cepillo de codo y de mesa), aunque existe una variante importante: en los dos cepillos que se han estudiado hasta el momento, la herramienta siempre se aproxima al material; en este caso se hace lo contrario, es decir, se aproxima la pieza a la herramienta. Lo anterior significa que el operario mueve de manera manual a la pieza para realizar el movimiento de penetración. En seguida, el operario activa un interruptor de la máquina y se generará un movimiento vertical de vaivén, en donde la herramienta de corte al descender corta a la pieza realizando el movimiento de corte y al ascender ejecuta el movimiento de retroceso (en vacío, es decir, sin corte). Finalmente, la pieza se mueve inmediatamente de forma horizontal perpendicular al movimiento de la herramienta realizando de esta manera el movimiento de avance; el ciclo se repite el número de veces que sea necesario de acuerdo a lo que se va a trabajar del material e igual que en cualquier otro tipo de maquinado, la velocidad de los movimientos depende de las propiedades del material a trabajar.
Figura No.9. Movimientos que se realizan en el Escoplo: (a) movimiento de penetración, (b) movimiento de corte, (c) movimiento de retroceso, (d) movimiento de avance.
CEPILLADO
112
CLASIFICACIÓN DE LOS ESCOPLOS Los escoplos por lo general no son máquinas de gran tamaño, por lo cual se sugieren para efectuar maquinados interiores. Los escoplos se clasifican en: escoplos de mesa giratoria y escoplos de mesa regulable. En la figura No.10 se muestran las partes más importantes del escoplo de mesa giratoria, las cuales son: 1. Carnero o carro. Elemento de fundición que al moverse alternativamente de forma vertical, proporciona los movimientos de corte y retroceso de la herramienta de corte. 2. Porta-herramientas. Tiene la función de sujetar firmemente a la herramienta cortante. 3. Columna. Parte hueca de fundición que se encarga de brindar soporte a la máquina, así como contener los mecanismos necesarios para que la máquina funcione. 4. Carro longitudinal. Se utiliza para aproximar la pieza de trabajo a la herramienta de corte, así como proporcionar a la pieza el movimiento de avance longitudinal. 5. Carro transversal. Al igual que el carro longitudinal, lleva a cabo las mismas funciones pero en trayectoria transversal. 6. Mesa giratoria. Sobre ella se coloca a la pieza de trabajo; cuando es necesario, se puede utilizar para proporcionar un movimiento de avance circular a la pieza de trabajo. 7. Base. Es la plataforma que sostiene a la máquina sobre el piso del taller y se encuentra anclada al piso mediante tornillos. La característica principal de esta máquina es el giro que tiene la mesa de trabajo; el giro de la mesa es de gran utilidad cuando se van a realizar piezas simétricas en torno a un punto fijo, como es en la fabricación de los dientes de un engrane, ya que la mesa proporciona un movimiento de avance circular el cual ayuda a elaborar dichos dientes de forma simétrica a la misma distancia uno de otro.
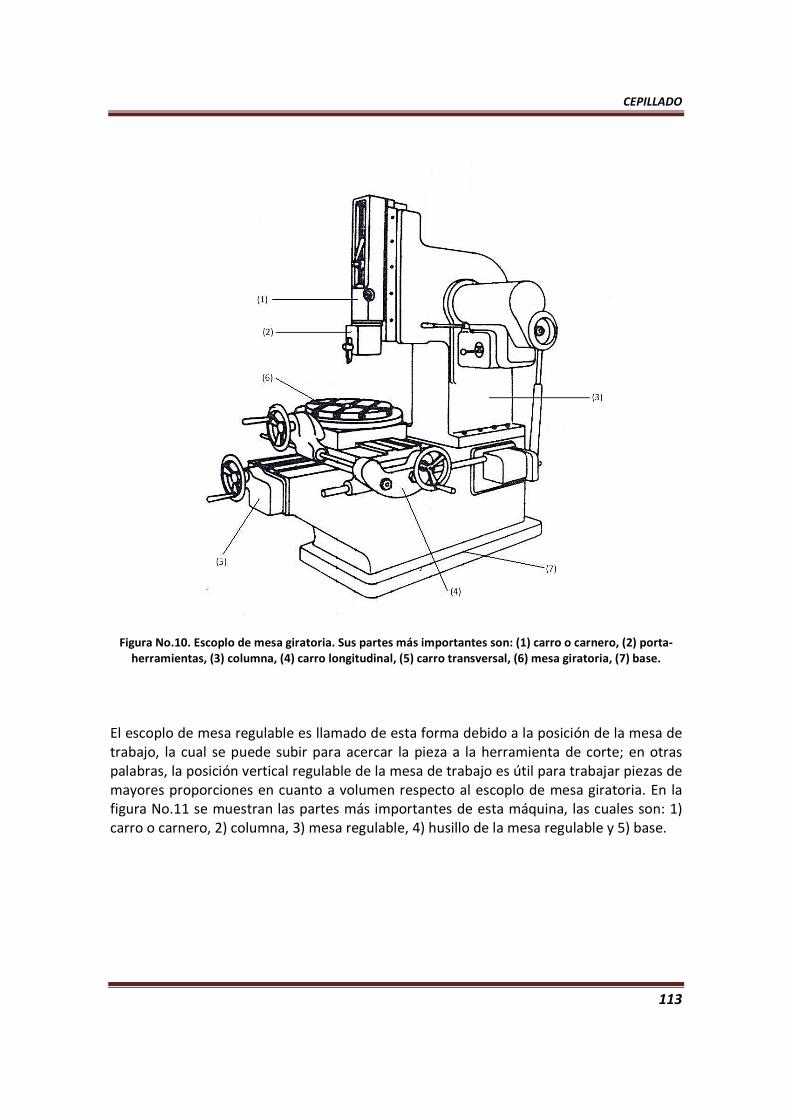
CEPILLADO
113
Figura No.10. Escoplo de mesa giratoria. Sus partes más importantes son: (1) carro o carnero, (2) porta-herramientas, (3) columna, (4) carro longitudinal, (5) carro transversal, (6) mesa giratoria, (7) base.
El escoplo de mesa regulable es llamado de esta forma debido a la posición de la mesa de trabajo, la cual se puede subir para acercar la pieza a la herramienta de corte; en otras palabras, la posición vertical regulable de la mesa de trabajo es útil para trabajar piezas de mayores proporciones en cuanto a volumen respecto al escoplo de mesa giratoria. En la figura No.11 se muestran las partes más importantes de esta máquina, las cuales son: 1) carro o carnero, 2) columna, 3) mesa regulable, 4) husillo de la mesa regulable y 5) base.

CEPILLADO
114
Figura No.11. Escoplo de mesa regulable. Partes más importantes: (1) carro o carnero, (2) columna, (3) mesa regulable, (4) husillo de la mesa regulable, (5) base.
HERRAMIENTAS DE CORTE La herramienta de corte que se utiliza en cualquier máquina para cepillar (cepillo de codo, cepillo de mesa y escoplo) se llama buril. Los buriles a utilizar en el cepillado son muy semejantes a los utilizados en el torneado, excepto la geometría de la punta de la herramienta; de la misma manera que los buriles utilizados en el torneado, los buriles
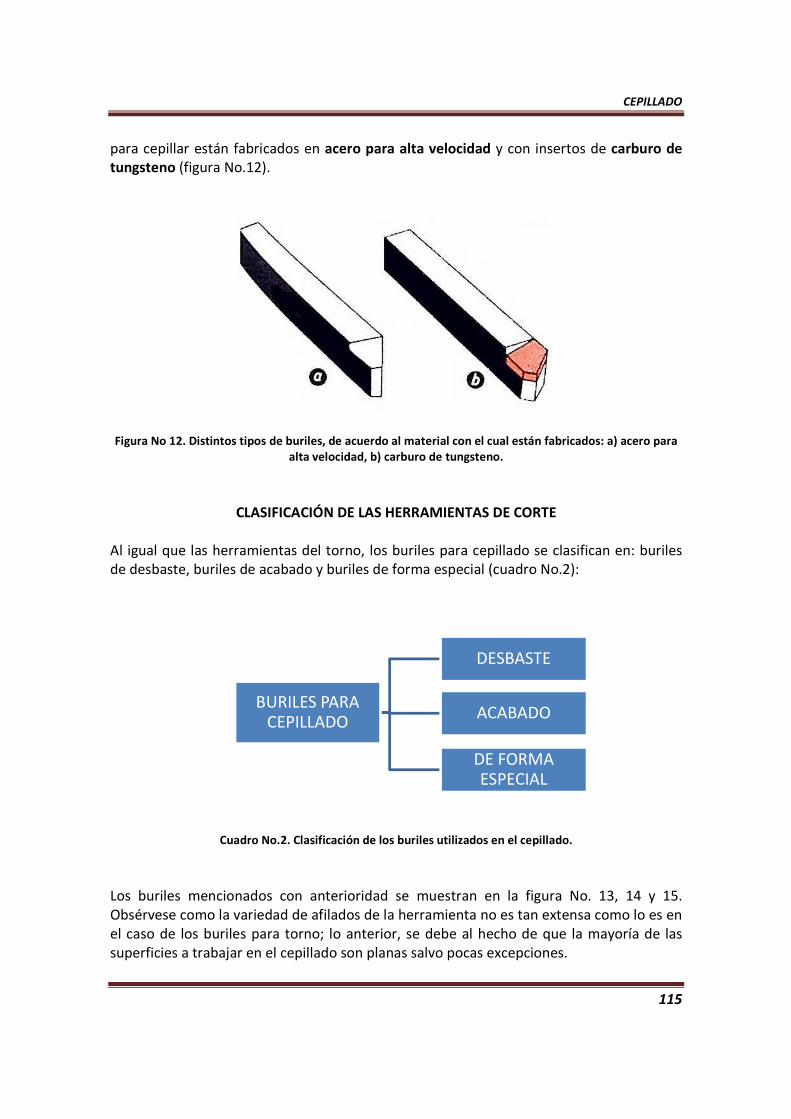
CEPILLADO
115
para cepillar están fabricados en acero para alta velocidad y con insertos de carburo de tungsteno (figura No.12).
Figura No 12. Distintos tipos de buriles, de acuerdo al material con el cual están fabricados: a) acero para alta velocidad, b) carburo de tungsteno.
CLASIFICACIÓN DE LAS HERRAMIENTAS DE CORTE Al igual que las herramientas del torno, los buriles para cepillado se clasifican en: buriles de desbaste, buriles de acabado y buriles de forma especial (cuadro No.2):
Cuadro No.2. Clasificación de los buriles utilizados en el cepillado.
Los buriles mencionados con anterioridad se muestran en la figura No. 13, 14 y 15. Obsérvese como la variedad de afilados de la herramienta no es tan extensa como lo es en el caso de los buriles para torno; lo anterior, se debe al hecho de que la mayoría de las superficies a trabajar en el cepillado son planas salvo pocas excepciones.
BURILES PARA CEPILLADO
DESBASTE
ACABADO
DE FORMA ESPECIAL
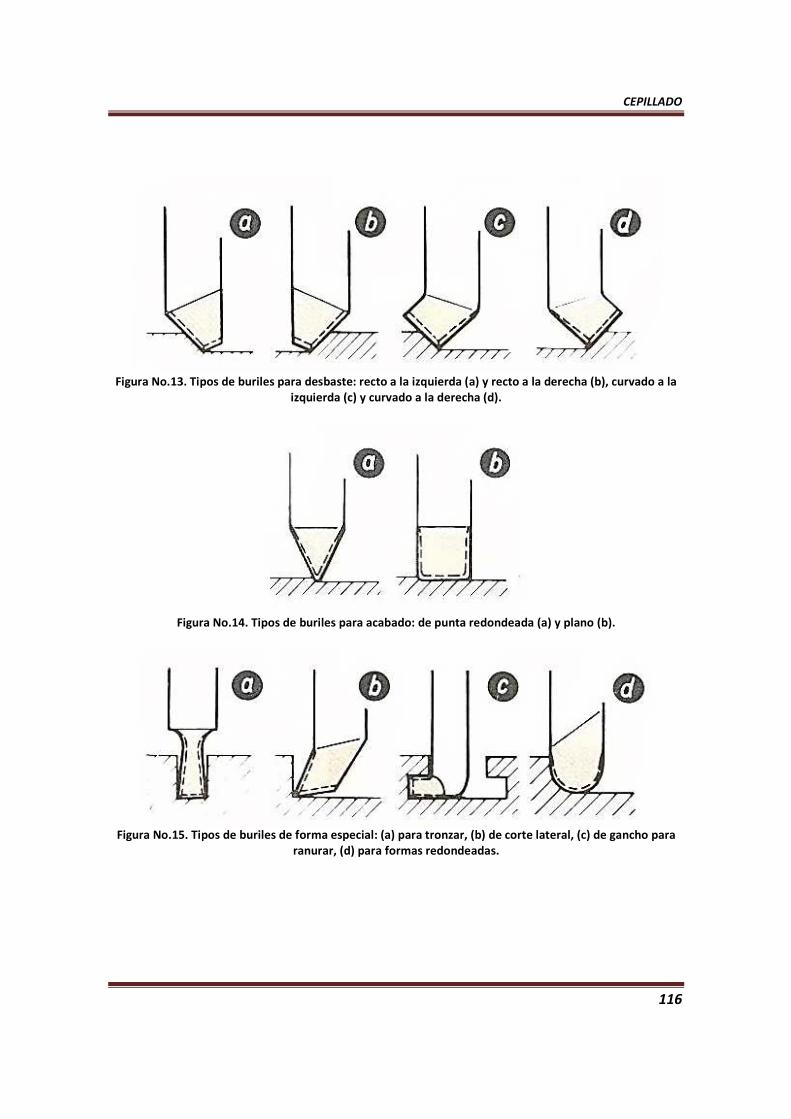
CEPILLADO
116
Figura No.13. Tipos de buriles para desbaste: recto a la izquierda (a) y recto a la derecha (b), curvado a la
izquierda (c) y curvado a la derecha (d).
Figura No.14. Tipos de buriles para acabado: de punta redondeada (a) y plano (b).
Figura No.15. Tipos de buriles de forma especial: (a) para tronzar, (b) de corte lateral, (c) de gancho para
ranurar, (d) para formas redondeadas.

MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
117
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
BREVE HISTORIA Y DESARROLLO DEL CONTROL NUMÉRICO
El Control Numérico se define como el Sistema Automatizado que manipula una máquina-herramienta; esta manipulación se realiza por medio de una computadora la que, a través de un conjunto de letras y números llamado programa, lleva a cabo todas las funciones necesarias para que esta fabrique un producto determinado. Originalmente, el control numérico fue concebido para la fabricación de piezas con perfiles muy complejos, los cuales eran imposibles de elaborar mediante una máquina convencional. Fue en el año de 1942 cuando se necesitó elaborar un mecanismo tridimensional en la fabricación de un motor para un avión; para subsanar el trabajo de una máquina convencional, se diseñó una máquina automática, la cual no contaba con la precisión adecuada y su forma de trabajo era demasiado lenta. Para tener una máquina más precisa, en 1947 John Parsons diseñó una máquina con lector de tarjetas perforadas, sin embargo, el trabajo continuaba siendo demasiado lento y antieconómico. En 1948, Parsons obtiene un contrato con la fuerza aérea de los Estados Unidos de Norteamérica, quien financió sus investigaciones hasta que en 1953 logra desarrollar una máquina fresadora que trabajaba en tres dimensiones de manera digital; a partir de ahí se le llamo al sistema Control Numérico. Para 1968, las máquinas de control numérico comenzaron a manipularse mediante una computadora, llamándose a este sistema Control Numérico Computarizado (CNC); en la actualidad, todas las maquinas de control numérico son asistidas mediante una computadora integrada a la propia máquina, y pueden ser controladas por computadoras remotas, ya sea de manera directa (llamándose a este sistema Control Numérico Directo) o por medio de una red (conocido como Control Numérico Distribuido). La evolución del control numérico ha ido en aumento, tanto por las características de las computadoras, los almacenes de herramientas, mecanismos, etc., puntos que serán tratados más adelante.
ALGUNAS MÁQUINAS-HERRAMIENTAS MANIPULADAS MEDIANTE EL CONTROL NUMÉRICO
El campo de aplicación de las máquinas con control numérico es tan extenso como el de las máquinas-herramientas convencionales, sin embargo, a diferencia de las máquinas convencionales en donde cada una de ellas esta especializada por el tipo de operación a realizar, las máquinas con control numérico pueden hacer un gran cantidad de operaciones diferentes, haciendo de esta manera el trabajo más flexible y eficiente. En la

MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
118
actualidad, las máquinas con control numérico que se utilizan en la industria son las siguientes:
• TORNOS
• FRESADORAS
• PANTOGRAFOS DE OXICORTE
• TROQUELADORAS
• MANDRINADORAS
• MÁQUINAS DE ELECTROEROSIÓN
• CORTADORAS CON RAYO LASER.
• RECTIFICADORAS
COMPARATIVO ENTRE LAS MÁQUINAS-HERRAMIENTAS CONVENCIONALES Y LAS MÁQUINAS DE CONTROL NUMÉRICO
Aunque los parámetros de corte (velocidad de avance, velocidad de corte y profundidad de maquinado), así como las características de las herramientas de corte son las mismos para las máquinas convencionales y las de control numérico, existen diferencias muy notables las cuales definen claramente la aplicación de ellas en la fabricación de piezas metálicas y no metálicas. Las diferencias más importantes son las siguientes:
• Forma de manipular la máquina.
• Mecanismos utilizados en el funcionamiento de la máquina.
• Precisión del trabajo.
• Tiempo total invertido en la fabricación. En el cuadro No.1, se indica un comparativo que describe con mayor claridad las diferencias más significativas entre las máquinas-herramientas convencionales y las de control numérico.
C A R A C T E R Í S T I C A S MÁQUINA CONVENCIONAL MÁQUINA CON CONTROL NUMÉRICO
MANIPULACIÓN MANUAL MANIUPULACIÓN POR UN CONTROLADOR COMPUTARIZADO
USO DE MOTORES TRIFASICOS USO DE SERVOMOTORES
LA EXACTITUD DEL MAQUINADO DEPENDE DEL OPERARIO
LA EXACTITUD DEPENDE DE LA PROGRAMACIÓN DEL CONTROLADOR
LAS VELOCIDADES DEPENDEN DE MECANISMOS A BASE DE ENGRANAJES
LAS VELOCIDADES Y MOVIMIENTOS SE REALIZAN CON HUSILLOS EMBALADOS
Cuadro No 1. Comparativo entre las maquinas-herramientas convencionales y las máquinas-herramientas
con control numérico.
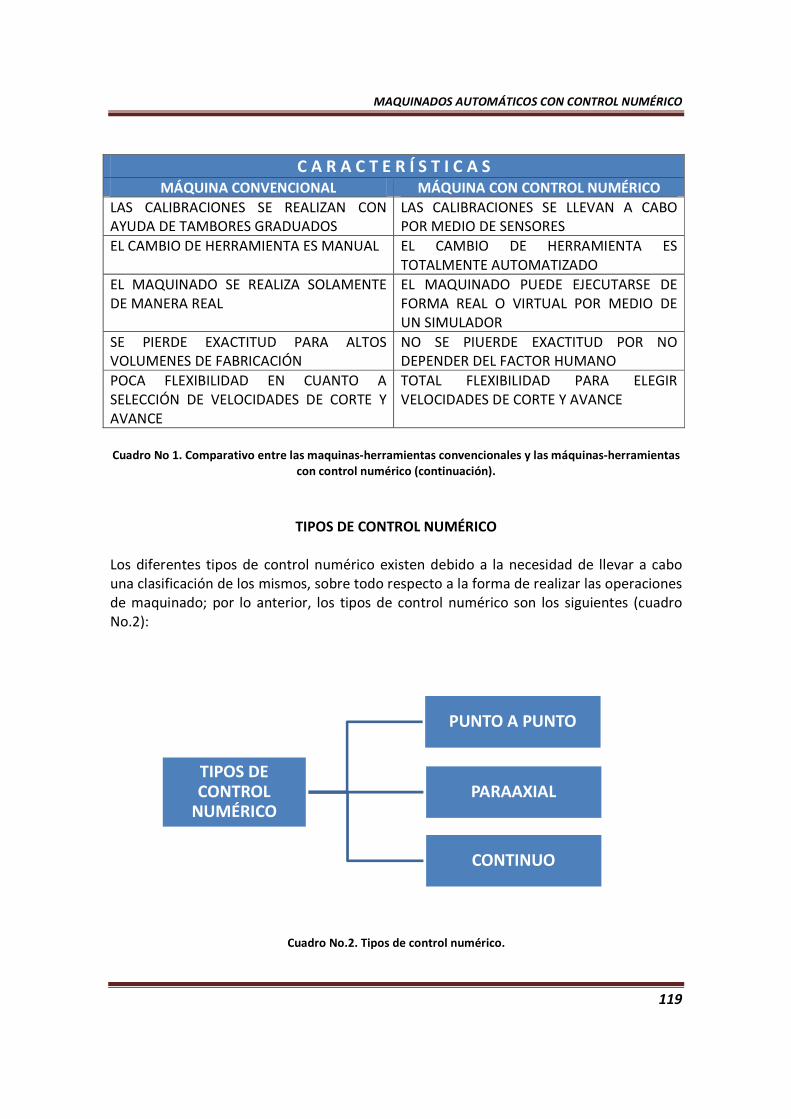
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
119
C A R A C T E R Í S T I C A S MÁQUINA CONVENCIONAL MÁQUINA CON CONTROL NUMÉRICO
LAS CALIBRACIONES SE REALIZAN CON AYUDA DE TAMBORES GRADUADOS
LAS CALIBRACIONES SE LLEVAN A CABO POR MEDIO DE SENSORES
EL CAMBIO DE HERRAMIENTA ES MANUAL EL CAMBIO DE HERRAMIENTA ES TOTALMENTE AUTOMATIZADO
EL MAQUINADO SE REALIZA SOLAMENTE DE MANERA REAL
EL MAQUINADO PUEDE EJECUTARSE DE FORMA REAL O VIRTUAL POR MEDIO DE UN SIMULADOR
SE PIERDE EXACTITUD PARA ALTOS VOLUMENES DE FABRICACIÓN
NO SE PIUERDE EXACTITUD POR NO DEPENDER DEL FACTOR HUMANO
POCA FLEXIBILIDAD EN CUANTO A SELECCIÓN DE VELOCIDADES DE CORTE Y AVANCE
TOTAL FLEXIBILIDAD PARA ELEGIR VELOCIDADES DE CORTE Y AVANCE
Cuadro No 1. Comparativo entre las maquinas-herramientas convencionales y las máquinas-herramientas
con control numérico (continuación).
TIPOS DE CONTROL NUMÉRICO
Los diferentes tipos de control numérico existen debido a la necesidad de llevar a cabo una clasificación de los mismos, sobre todo respecto a la forma de realizar las operaciones de maquinado; por lo anterior, los tipos de control numérico son los siguientes (cuadro No.2):
Cuadro No.2. Tipos de control numérico.
TIPOS DE CONTROL
NUMÉRICO
PUNTO A PUNTO
PARAAXIAL
CONTINUO
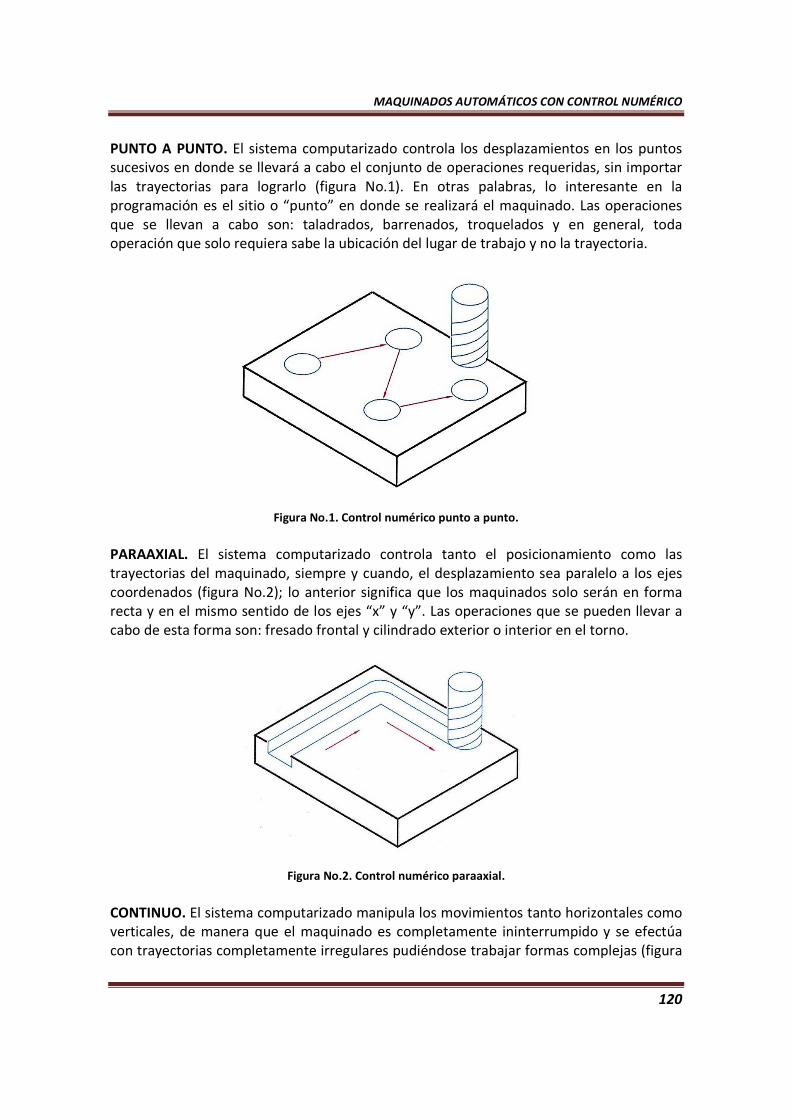
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
120
PUNTO A PUNTO. El sistema computarizado controla los desplazamientos en los puntos sucesivos en donde se llevará a cabo el conjunto de operaciones requeridas, sin importar las trayectorias para lograrlo (figura No.1). En otras palabras, lo interesante en la programación es el sitio o “punto” en donde se realizará el maquinado. Las operaciones que se llevan a cabo son: taladrados, barrenados, troquelados y en general, toda operación que solo requiera sabe la ubicación del lugar de trabajo y no la trayectoria.
Figura No.1. Control numérico punto a punto.
PARAAXIAL. El sistema computarizado controla tanto el posicionamiento como las trayectorias del maquinado, siempre y cuando, el desplazamiento sea paralelo a los ejes coordenados (figura No.2); lo anterior significa que los maquinados solo serán en forma recta y en el mismo sentido de los ejes “x” y “y”. Las operaciones que se pueden llevar a cabo de esta forma son: fresado frontal y cilindrado exterior o interior en el torno.
Figura No.2. Control numérico paraaxial.
CONTINUO. El sistema computarizado manipula los movimientos tanto horizontales como verticales, de manera que el maquinado es completamente ininterrumpido y se efectúa con trayectorias completamente irregulares pudiéndose trabajar formas complejas (figura
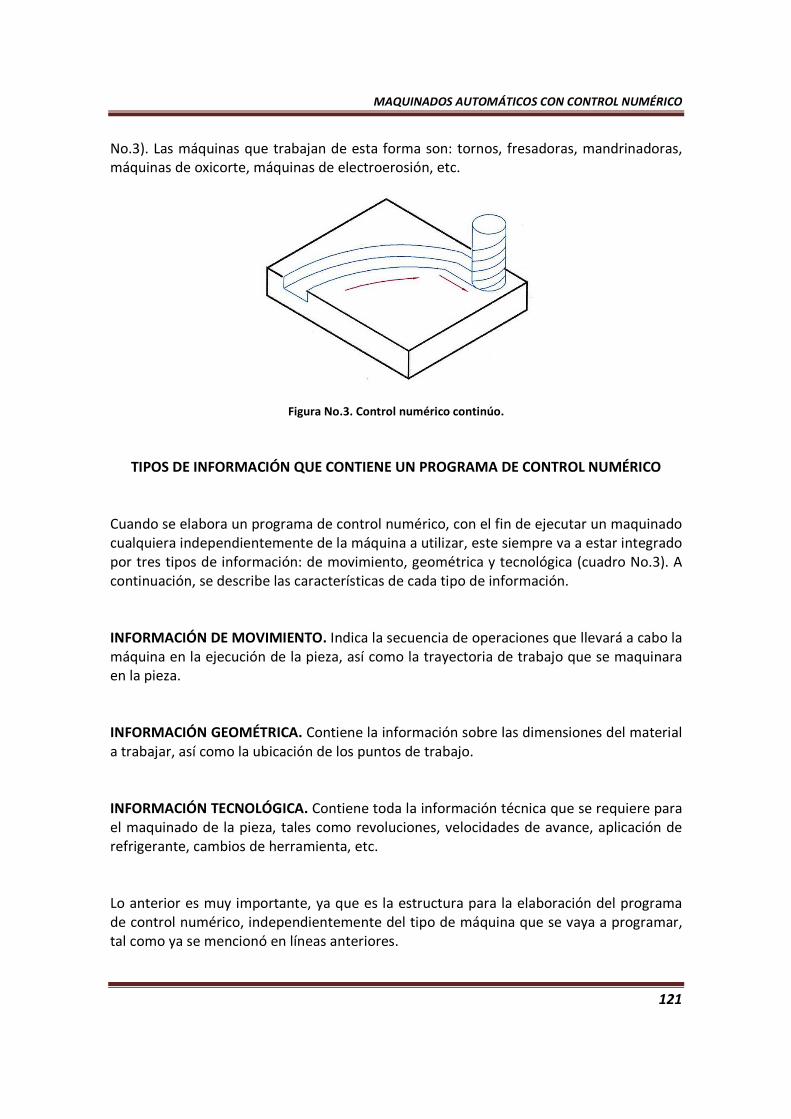
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
121
No.3). Las máquinas que trabajan de esta forma son: tornos, fresadoras, mandrinadoras, máquinas de oxicorte, máquinas de electroerosión, etc.
Figura No.3. Control numérico continúo.
TIPOS DE INFORMACIÓN QUE CONTIENE UN PROGRAMA DE CONTROL NUMÉRICO Cuando se elabora un programa de control numérico, con el fin de ejecutar un maquinado cualquiera independientemente de la máquina a utilizar, este siempre va a estar integrado por tres tipos de información: de movimiento, geométrica y tecnológica (cuadro No.3). A continuación, se describe las características de cada tipo de información.
INFORMACIÓN DE MOVIMIENTO. Indica la secuencia de operaciones que llevará a cabo la máquina en la ejecución de la pieza, así como la trayectoria de trabajo que se maquinara en la pieza. INFORMACIÓN GEOMÉTRICA. Contiene la información sobre las dimensiones del material a trabajar, así como la ubicación de los puntos de trabajo. INFORMACIÓN TECNOLÓGICA. Contiene toda la información técnica que se requiere para el maquinado de la pieza, tales como revoluciones, velocidades de avance, aplicación de refrigerante, cambios de herramienta, etc. Lo anterior es muy importante, ya que es la estructura para la elaboración del programa de control numérico, independientemente del tipo de máquina que se vaya a programar, tal como ya se mencionó en líneas anteriores.
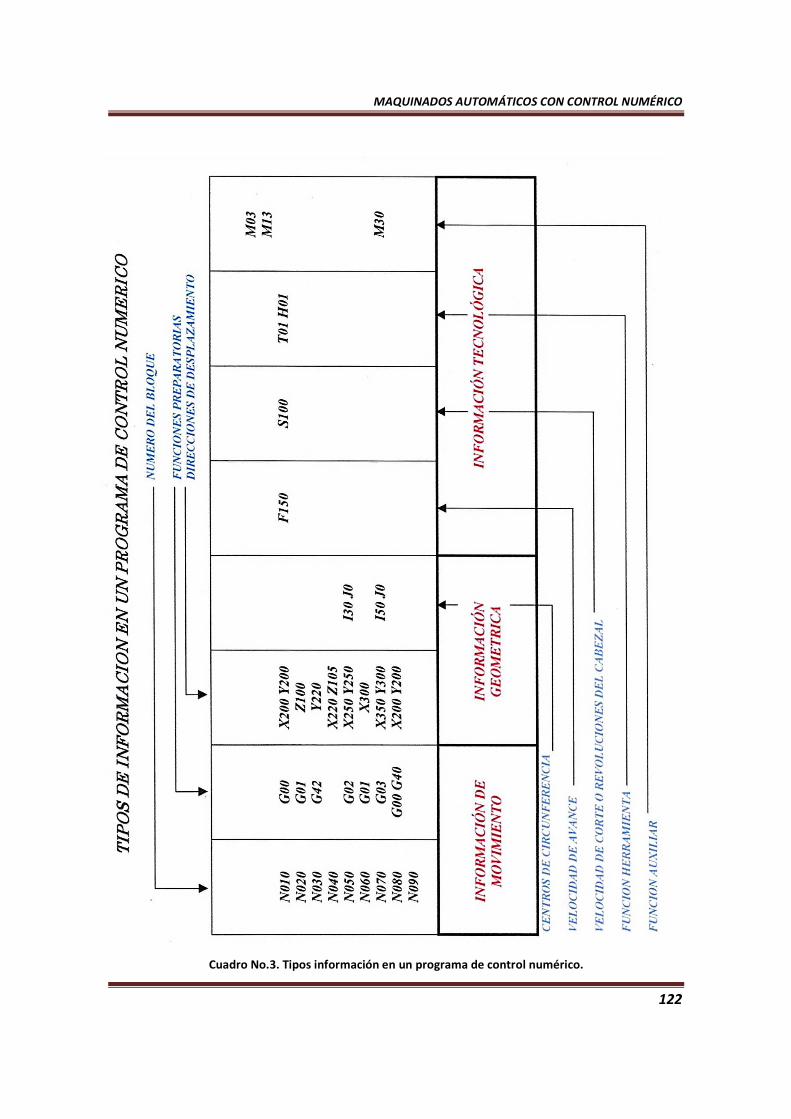
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
122
Cuadro No.3. Tipos información en un programa de control numérico.

MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
123
UBICACIÓN DE LOS EJES COORDENADOS EN UNA MÁQUINA CON CONTROL NUMÉRICO
En la programación con control numérico, es esencial el conocimiento de la geometría plana, así como de trigonometría y en algunos casos complejos, la geometría analítica. En nuestro caso que solo se trata de una introducción al control numérico, solo haremos uso de geometría en tres dimensiones y para aterrizarlo, primeramente debemos ubicar los ejes coordenados x, y, z dentro de una máquina de control numérico cualquiera. Los ejes coordenados no se ubican de manera arbitraria, más bien, se localizan con base a normas internacionales (UNE 71-018-ISO-841). Los ejes coordenados se ubican en una máquina con control numérico bajo el siguiente orden y criterio: 1. El primer eje en importancia es “z”; este eje esta ubicado sobre la dirección del husillo principal de la máquina (eje principal de rotación y que proporciona la potencia de corte). 2. El segundo eje en importancia es “x”; este eje debe ser horizontal y paralelo a la superficie de la pieza. Existen dos casos para ubicar la posición del eje “x”:
a) Si la pieza a trabajar tiene movimiento de rotación, el eje “x” debe ser horizontal, radial al giro de la pieza y perpendicular al eje “z”.
b) Si la pieza a trabajar es plana, el eje “x” es horizontal longitudinalmente a la pieza y perpendicular al eje “z”.
3. El tercer eje en importancia es “y”; el eje “y” se ubica de acuerdo a la colocación que tengan los ejes anteriores (z y x) y debe ser perpendicular tanto con “z” como con “x”. En las figuras No. 4, 5, 6, se muestran algunos casos de ubicación de los ejes coordenados en un torno, una fresadora y una máquina de electroerosión.
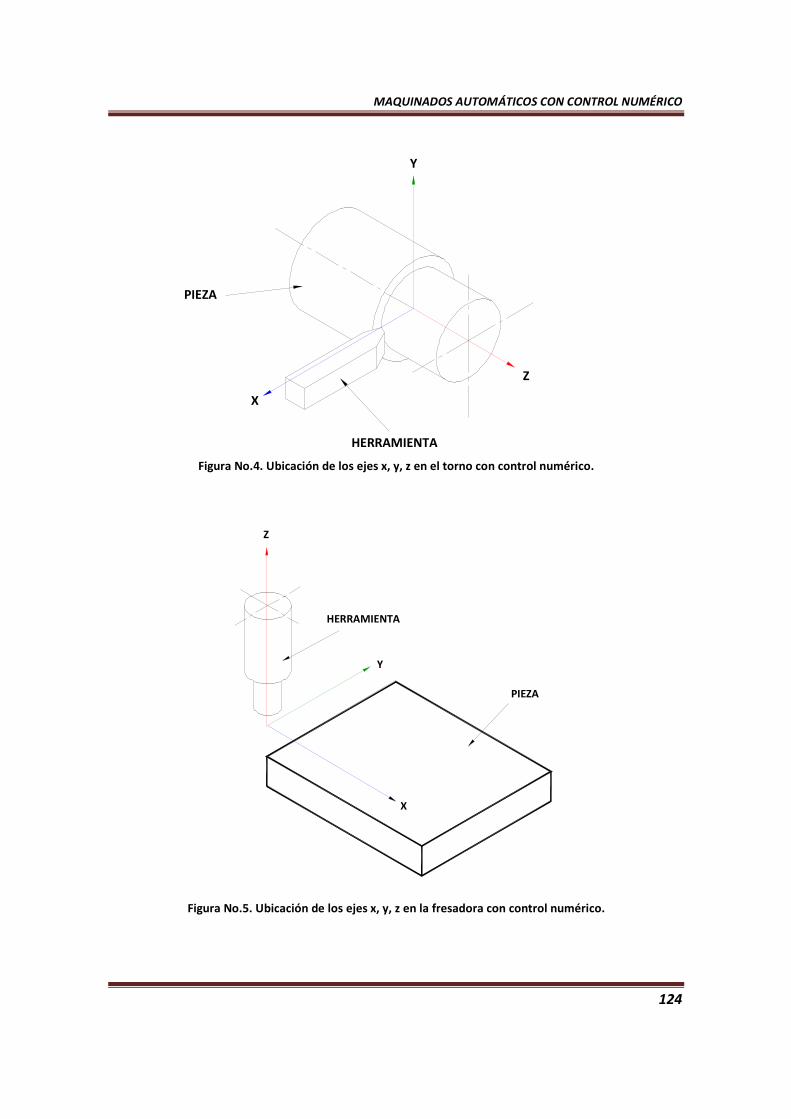
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
124
X
Y
Z
PIEZA
HERRAMIENTA
Figura No.4. Ubicación de los ejes x, y, z en el torno con control numérico.
X
Y
Z
PIEZA
HERRAMIENTA
Figura No.5. Ubicación de los ejes x, y, z en la fresadora con control numérico.
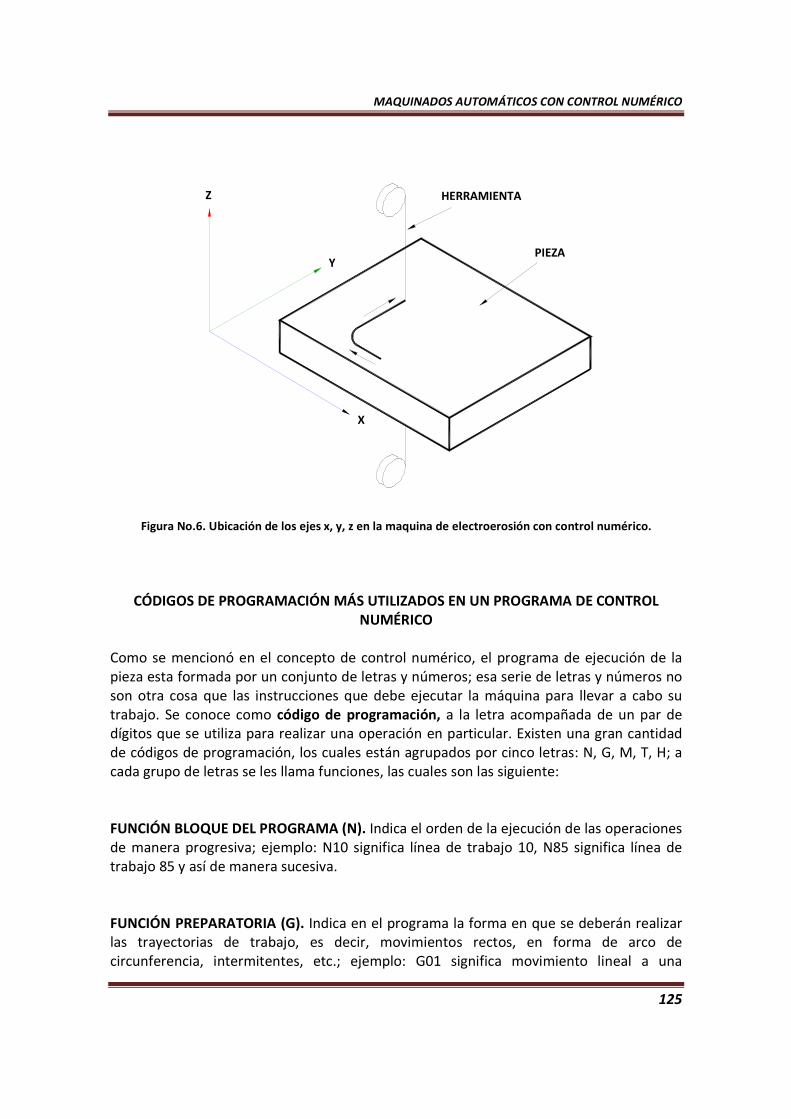
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
125
X
Y
Z
PIEZA
HERRAMIENTA
Figura No.6. Ubicación de los ejes x, y, z en la maquina de electroerosión con control numérico.
CÓDIGOS DE PROGRAMACIÓN MÁS UTILIZADOS EN UN PROGRAMA DE CONTROL NUMÉRICO
Como se mencionó en el concepto de control numérico, el programa de ejecución de la pieza esta formada por un conjunto de letras y números; esa serie de letras y números no son otra cosa que las instrucciones que debe ejecutar la máquina para llevar a cabo su trabajo. Se conoce como código de programación, a la letra acompañada de un par de dígitos que se utiliza para realizar una operación en particular. Existen una gran cantidad de códigos de programación, los cuales están agrupados por cinco letras: N, G, M, T, H; a cada grupo de letras se les llama funciones, las cuales son las siguiente: FUNCIÓN BLOQUE DEL PROGRAMA (N). Indica el orden de la ejecución de las operaciones de manera progresiva; ejemplo: N10 significa línea de trabajo 10, N85 significa línea de trabajo 85 y así de manera sucesiva. FUNCIÓN PREPARATORIA (G). Indica en el programa la forma en que se deberán realizar las trayectorias de trabajo, es decir, movimientos rectos, en forma de arco de circunferencia, intermitentes, etc.; ejemplo: G01 significa movimiento lineal a una

MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
126
velocidad de avance programada, G03 significa movimiento en forma de arco de circunferencia en sentido anti horario, etc. FUNCIÓN AUXILIAR (M). Se utilizan para indicar en el programa el funcionamiento de la máquina; ejemplo: M03 significa giro del eje principal de la máquina en sentido horario, M08 significa aplicación de refrigerante, M06 indica cambio de herramienta, etc. FUNCIÓN HERRAMIENTA (T). Indica el numero de herramienta que se esta utilizando en un instante determinado, de acuerdo al orden en que se encuentren colocadas en la máquina; ejemplo: T01 significa herramienta 01, T06 significa herramienta 06, etc. FUNCIÓN COMPENSACIÓN DE LA HERRAMIENTA (H). Indica la diferencia de dimensiones que tiene una herramienta en particular con respecto a la herramienta T01. Debido a lo expuesto anteriormente, cada grupo de funciones de programación contempla los siguientes códigos en particular: FUNCIONES PREPARATORIAS: G00. Interpolación lineal a la máxima velocidad de avance de la máquina sin corte. G01. Interpolación lineal a una velocidad de avance programada. G02. Interpolación circular en sentido horario a una velocidad de avance programada. G03. Interpolación circular en sentido antihorario a una velocidad de avance programada. G20. Unidades de medida en pulgadas. G21. Unidades de medida en milímetros. G40. Cancelación de la compensación del radio la herramienta. G41. Compensación del radio de la herramienta hacia la izquierda. G42. Compensación del radio de la herramienta hacia la derecha. G90. Sistema de programación absoluto. G91. Sistema de programación incremental. . . .

MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
127
FUNCIONES AUXILIARES: M02. Fin del programa. M03. Rotación de la herramienta de corte en sentido horario a velocidad programada. M04. Rotación de la herramienta de corte en sentido antihorario a velocidad programada. M05. Paro del giro de la herramienta. M06. Cambio de herramienta. M08. Aplicación de refrigerante. M09. Paro de aplicación de refrigerante. . . . Cabe hacer la aclaración que, los códigos enlistados en líneas anteriores son de uso general en prácticamente cualquier máquina de control numérico sin embargo, existen códigos exclusivos para cada máquina que complementan a los anteriores, ya que cada máquina se utiliza para distintas operaciones (es decir, no se utiliza para lo mismo el torno respecto a la fresadora, la rectificadora, etc.).
SISTEMAS DE PROGRAMACIÓN UTILIZADOS PARA PROGRAMAR CON CONTROL NUMÉRICO
Cuando se realiza un programa con control numérico, es elemental considerar todos los desplazamientos de trabajo respecto a “un punto de referencia”, lo que también se puede considerar como un “origen” de movimientos. Para poder tomar esta referencia, se pueden utilizar dos sistemas de programación: el absoluto y el incremental.
SISTEMA DE PROGRAMACIÓN ABSOLUTO El uso de este sistema de programación indica considerar un punto de referencia “único”, es decir, que es un punto que no cambia para todos los desplazamientos; en otras palabras, siempre se va a tomar como ubicación de la herramienta su localización real en la pieza de trabajo. Por conveniencia, se recomienda que el origen de movimientos utilizando el sistema de programación absoluto sea el punto x=0, y=0, z=0 (0,0,0); en el siguiente ejemplo (figura No.7), se trata de indicar los movimientos de una herramienta para trabajar en los puntos A, B, C, empleando el sistema de programación absoluto. En este ejercicio, primero vamos a suponer que la herramienta se encuentra en el punto A; para indicar el desplazamiento hacia B, solo se indica la ubicación del punto (en forma de coordenadas) a donde se quiere llegar, es decir, B:
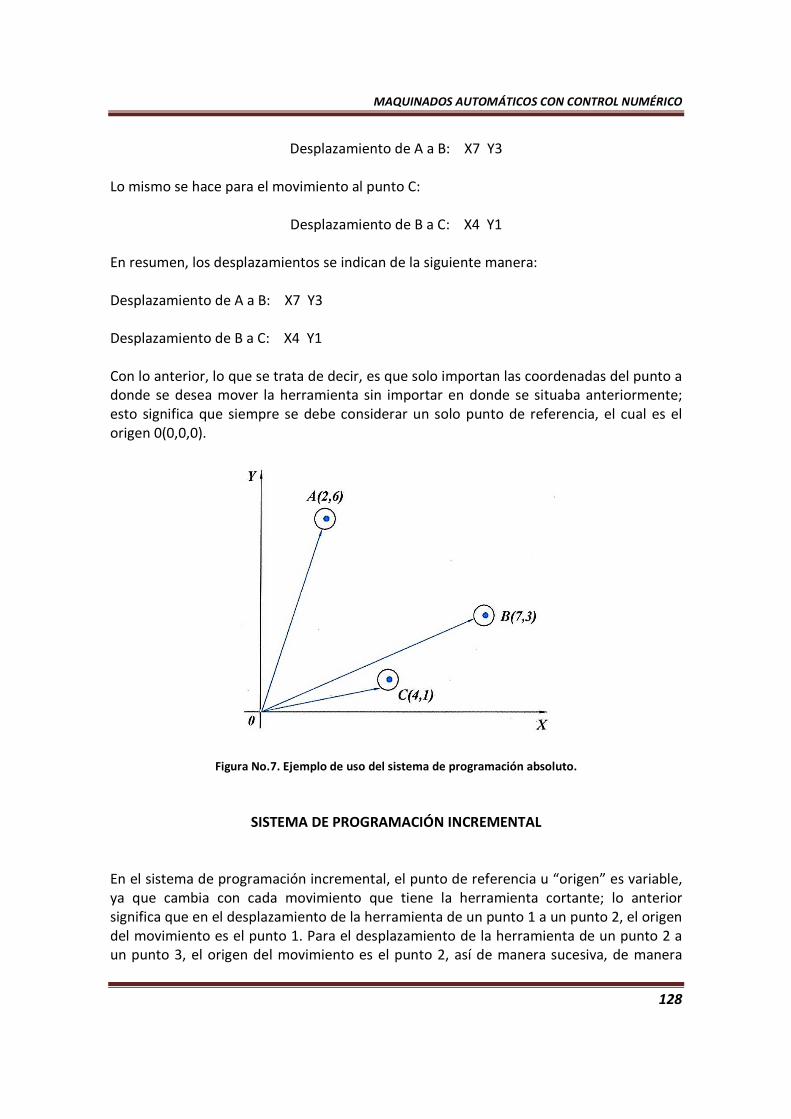
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
128
Desplazamiento de A a B: X7 Y3 Lo mismo se hace para el movimiento al punto C:
Desplazamiento de B a C: X4 Y1 En resumen, los desplazamientos se indican de la siguiente manera: Desplazamiento de A a B: X7 Y3 Desplazamiento de B a C: X4 Y1 Con lo anterior, lo que se trata de decir, es que solo importan las coordenadas del punto a donde se desea mover la herramienta sin importar en donde se situaba anteriormente; esto significa que siempre se debe considerar un solo punto de referencia, el cual es el origen 0(0,0,0).
Figura No.7. Ejemplo de uso del sistema de programación absoluto.
SISTEMA DE PROGRAMACIÓN INCREMENTAL En el sistema de programación incremental, el punto de referencia u “origen” es variable, ya que cambia con cada movimiento que tiene la herramienta cortante; lo anterior significa que en el desplazamiento de la herramienta de un punto 1 a un punto 2, el origen del movimiento es el punto 1. Para el desplazamiento de la herramienta de un punto 2 a un punto 3, el origen del movimiento es el punto 2, así de manera sucesiva, de manera
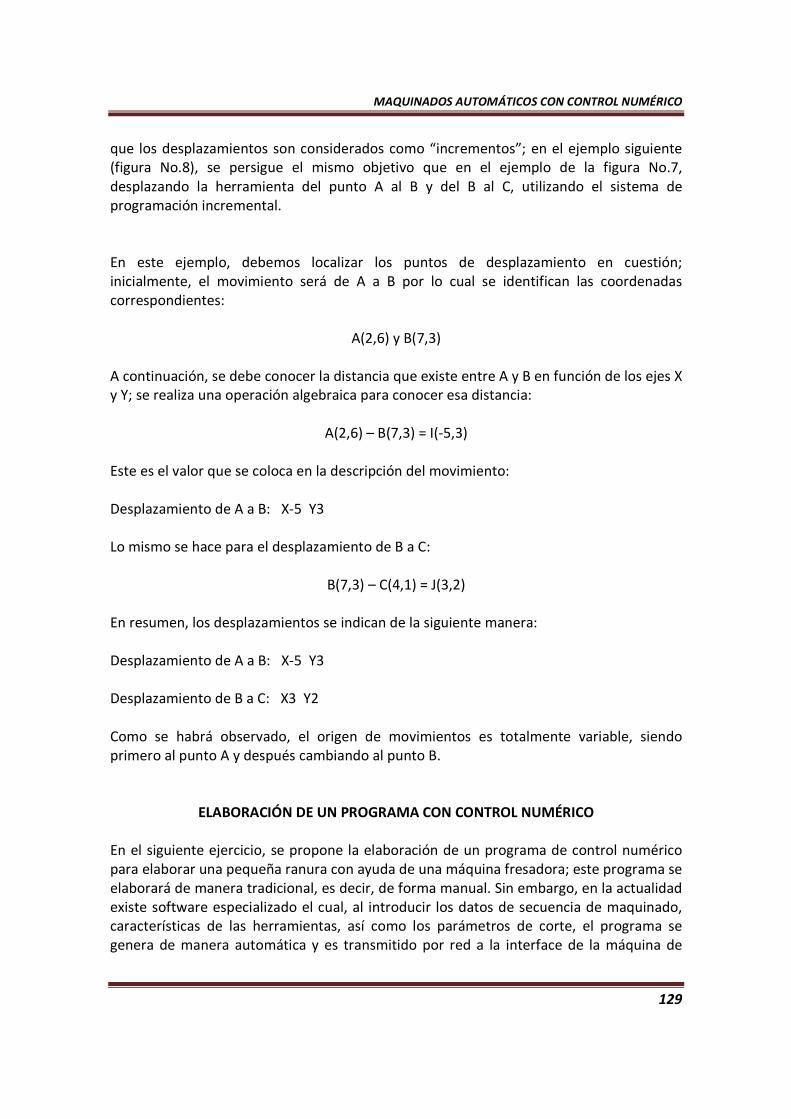
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
129
que los desplazamientos son considerados como “incrementos”; en el ejemplo siguiente (figura No.8), se persigue el mismo objetivo que en el ejemplo de la figura No.7, desplazando la herramienta del punto A al B y del B al C, utilizando el sistema de programación incremental. En este ejemplo, debemos localizar los puntos de desplazamiento en cuestión; inicialmente, el movimiento será de A a B por lo cual se identifican las coordenadas correspondientes:
A(2,6) y B(7,3) A continuación, se debe conocer la distancia que existe entre A y B en función de los ejes X y Y; se realiza una operación algebraica para conocer esa distancia:
A(2,6) – B(7,3) = I(-5,3) Este es el valor que se coloca en la descripción del movimiento: Desplazamiento de A a B: X-5 Y3 Lo mismo se hace para el desplazamiento de B a C:
B(7,3) – C(4,1) = J(3,2)
En resumen, los desplazamientos se indican de la siguiente manera: Desplazamiento de A a B: X-5 Y3 Desplazamiento de B a C: X3 Y2 Como se habrá observado, el origen de movimientos es totalmente variable, siendo primero al punto A y después cambiando al punto B.
ELABORACIÓN DE UN PROGRAMA CON CONTROL NUMÉRICO En el siguiente ejercicio, se propone la elaboración de un programa de control numérico para elaborar una pequeña ranura con ayuda de una máquina fresadora; este programa se elaborará de manera tradicional, es decir, de forma manual. Sin embargo, en la actualidad existe software especializado el cual, al introducir los datos de secuencia de maquinado, características de las herramientas, así como los parámetros de corte, el programa se genera de manera automática y es transmitido por red a la interface de la máquina de

MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
130
control numérico para realizar el maquinado; a esta forma de generar el programa por computadora se le conoce como Control Numérico Computarizado.
Figura No.8. Ejemplo de uso del sistema de programación incremental.
EJERCICIO Se necesita elaborar una ranura con las dimensiones que se muestran en la figura No.9 a una profundidad de 4 mm con ayuda de una fresadora de control numérico. La
herramienta a utilizar es una fresa frontal con un diámetro de �
� de pulgada, la cual
trabajará a 350���
��� y a 45
��
��� de velocidad de avance. Con la información técnica indicada
anteriormente, elaborar el programa de control numérico para poder realizar la ranura, haciendo uso del sistema de programación absoluto. En primer lugar, debemos considerar las unidades en las cuales se va a trabajar la pieza, las cuales de acuerdo al plano de trabajo son mm, el sistema de programación será el absoluto, las revoluciones de la herramienta son 350 por minuto y la velocidad de avance es de 45mm por minuto. Esta información se integrará al programa con la siguiente codificación: G20 (unidades en mm). G90 (sistema de programación absoluto). S350 (numero de revoluciones de la herramienta cortante). F45 (velocidad de avance).
G94 (unidades de la velocidad de avance en ��
���).
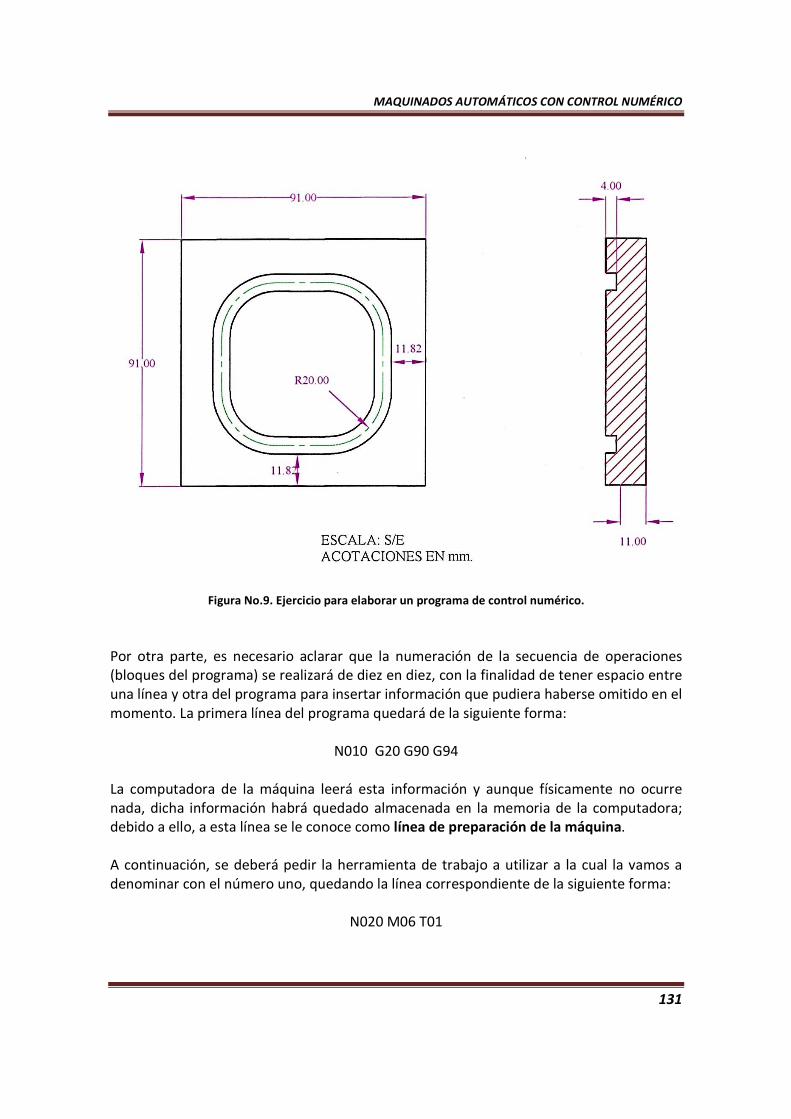
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
131
Figura No.9. Ejercicio para elaborar un programa de control numérico.
Por otra parte, es necesario aclarar que la numeración de la secuencia de operaciones (bloques del programa) se realizará de diez en diez, con la finalidad de tener espacio entre una línea y otra del programa para insertar información que pudiera haberse omitido en el momento. La primera línea del programa quedará de la siguiente forma:
N010 G20 G90 G94 La computadora de la máquina leerá esta información y aunque físicamente no ocurre nada, dicha información habrá quedado almacenada en la memoria de la computadora; debido a ello, a esta línea se le conoce como línea de preparación de la máquina. A continuación, se deberá pedir la herramienta de trabajo a utilizar a la cual la vamos a denominar con el número uno, quedando la línea correspondiente de la siguiente forma:
N020 M06 T01

MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
132
Y enseguida pondremos a girar a la herramienta a las revoluciones antes indicadas:
N030 M03 S350 Juntando los tres bloques elaborados, la primer parte del programa quedará de esta forma: N010 G20 G90 G94 N020 M06 T01 N030 M03 S350
Figura No.10. Coordenadas de los puntos de movimiento para el ejercicio de elaboración del programa de
control numérico.
A partir de este momento, es necesario trazar las trayectorias que seguirá la herramienta de corte; para ello, se deberán calcular los puntos de movimiento los cuales se muestran en la figura No.10 (no es finalidad de esta unidad de aprendizaje realizar una aplicación de la geometría plana, ni tampoco de la geometría analítica, por lo que los puntos de movimiento ya calculados se utilizarán directamente en la elaboración del programa). Los puntos mostrados en la figura No.10 fueron nombrados alfabéticamente para seguir un orden en el maquinado, iniciando en A y terminando en A, pasando por B, C, D, E, F, G, H, I; para continuar con la elaboración del programa, posicionaremos a la herramienta sobre
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
133
el primer punto de trabajo A sin realizar ningún trabajo de corte, solo una ubicación en el sitio de trabajo:
N040 G00 X45 Y75 Z10 De la forma anterior, la herramienta se moverá en X45 Y75, colocándose encima de ese punto 10mm sobre la pieza de trabajo (Z10); se coloca 10mm encima del material a la herramienta como una medida de seguridad, evitando así una colisión entre pieza y herramienta. A partir de este momento se iniciará el corte de material, y se llevará a cabo introduciendo la herramienta 4mm en la pieza sobre el punto A de la siguiente manera:
N050 G01 X45 Y75 Z-4 F45 Con lo anterior, se logra la penetración de la herramienta la cantidad deseada. Enseguida, la herramienta se moverá en línea recta hasta el punto B:
N060 G01 X35 Y75 Z-4 F45 Y ahora hasta en punto C; obsérvese que la trayectoria ya no es recta sino curva en sentido antihorario, por lo cual se ejecutará de esta forma:
N070 G03 X15 Y55 Z-4 R20 F45 En donde R20 es el radio de la curva. El siguiente desplazamiento es al punto D, en donde se regresa a la trayectoria recta:
N080 G01 X15 Y35 Z-4 F45 Y se repite el movimiento en forma de curva en sentido antihorario para llegar al punto E:
N090 G03 X35 Y15 Z-4 R20 F45 Se tiene hasta este instante la mitad del programa; uniendo los bloques del N040 al N090 se tiene lo siguiente: N040 G00 X45 Y75 Z10 N050 G01 X45 Y75 Z-4 F45 N060 G01 X35 Y75 Z-4 F45 N070 G03 X15 Y55 Z-4 R20 F45 N080 G01 X15 Y35 Z-4 F45 N090 G03 X35 Y15 Z-4 R20 F45
MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
134
Para alcanzar el punto F, se repite la instrucción de un desplazamiento en línea recta con corte:
N100 G01 X55 Y15 Z-4 F45 Y se repite el desplazamiento en forma de curva en sentido antihorario para alcanzar el punto G:
N110 G03 X75 Y35 Z-4 R20 F45 Para alcanzar el punto H:
N120 G01 X75 Y55 Z-4 F45 De nuevo se realiza en desplazamiento en sentido antihorario para alcanzar el punto I:
N130 G03 X55 Y75 Z-4 R20 F45 Y finalmente se retorna al punto de inicio A:
N140 G01 X45 Y75 Z-4 Con este ultimo movimiento se ha terminado todo el trayecto a maquinar y por consiguiente el trabajo. Ahora, es necesario quitar la pieza terminada de la máquina; para lograrlo, es necesario retirar lo más posible la herramienta de la pieza. Para llevar a cabo esta tarea, se debe extraer la herramienta de la pieza con la siguiente instrucción:
N150 G00 X45 Y75 Z10 Ahora se debe retirar la pieza de la herramienta de esta forma:
N160 G28 X0 Y0 Z0 Se debe detener el giro de la herramienta:
N170 M05 Y dar de esta manera por terminado el programa:
N180 M02

MAQUINADOS AUTOMÁTICOS CON CONTROL NUMÉRICO
135
La segunda parte del programa queda integrada de esta manera: N100 G01 X55 Y15 Z-4 F45 N110 G03 X75 Y35 Z-4 R20 F45 N120 G01 X75 Y55 Z-4 F45 N130 G03 X55 Y75 Z-4 R20 F45 N140 G01 X45 Y75 Z-4 N150 G00 X45 Y75 Z10 N160 G28 X0 Y0 Z0 N170 M05 N180 M02 Y el programa total de esta forma. N010 G20 G90 G94 N020 M06 T01 N030 M03 S350 N040 G00 X45 Y75 Z10 N050 G01 X45 Y75 Z-4 F45 N060 G01 X35 Y75 Z-4 F45 N070 G03 X15 Y55 Z-4 R20 F45 N080 G01 X15 Y35 Z-4 F45 N090 G03 X35 Y15 Z-4 R20 F45 N100 G01 X55 Y15 Z-4 F45 N110 G03 X75 Y35 Z-4 R20 F45 N120 G01 X75 Y55 Z-4 F45 N130 G03 X55 Y75 Z-4 R20 F45 N140 G01 X45 Y75 Z-4 N150 G00 X45 Y75 Z10 N160 G28 X0 Y0 Z0 N170 M05 N180 M02
TRATAMIENTOS TÉRMICOS DEL ACERO
136
T R A T A M I E N T O S T É R M I C O S D E L A C E R O
El tratamiento térmico se puede aplicar a diferentes materiales metálicos, pero este
se realiza con mayor frecuencia a los MATERIALES FERROSOS, por tal motivo,
durante el desarrollo de la practica se hará referencia únicamente a estos, en
especial al ACERO. Se dice que los materiales ferrosos son aquellos que tienen como principal
elemento constitutivo al HIERRO, aunque también tiene otros elementos como el
carbono, manganeso, fósforo, azufre, silicio, etc.; de los elementos anteriores, el que
le proporciona mayor o menor dureza a los materiales ferrosos es el CARBONO, de
tal forma que al aumentar el contenido de carbono en los materiales ferrosos la
dureza de estos aumenta y a la inversa, si el contenido de carbono disminuye, la
dureza también disminuye.
Los materiales ferrosos según su contenido de carbono se dividen en HIERROS FUNDIDOS y ACEROS. Los aceros son aquellos materiales ferrosos que tienen un
contenido máximo de carbono del 2%; por su parte, los hierros fundidos tienen un
contenido de carbono mayor al 2% y como máximo el 6.67%. Los aceros y los
hierros fundidos también se dividen según su contenido de carbono; en el caso de
los aceros, estos pueden ser HIPOEUTECTOIDES (menos del 0.8% de carbono),
HIPEREUTECTOIDES (más del 0.8% hasta el 2% de carbono) y EUTECTOIDES
(0.8% de carbono). Para los hierros fundidos, estos se dividen en
HIPOEUTECTICOS (más del 2% y menos del 4.3% de carbono), HIPEREUTECTICOS
(más del 4.3% hasta el 6.67% de carbono) y EUTECTICOS (4.3% de carbono). Estas
divisiones de los materiales ferrosos se observan en el diagrama de la figura No. 1;
a este diagrama se le llama DIAGRAMA HIERRO-CARBURO DE HIERRO. Del diagrama de la figura No. 1, solo se utilizara la parte que hace referencia a los
aceros para el estudio de los tratamientos térmicos, por lo que esta parte
ampliada se observa en la figura No. 2.
En este diagrama se observa una línea horizontal a 1333 oF (723
oC), a esta línea
se le llama LINEA DE TEMPERATURA CRITICA INFERIOR; a las líneas inclinadas
formadas por las letras G-J-C se les llama LINEAS DE TEMPERATURA CRITICA SUPERIOR. Al calentar al acero encima de las líneas de temperatura critica superior,
se obtiene una estructura cristalina del acero llamada AUSTENITA; se hace mención
de estas líneas de temperatura critica tanto superior como inferior, debido a que
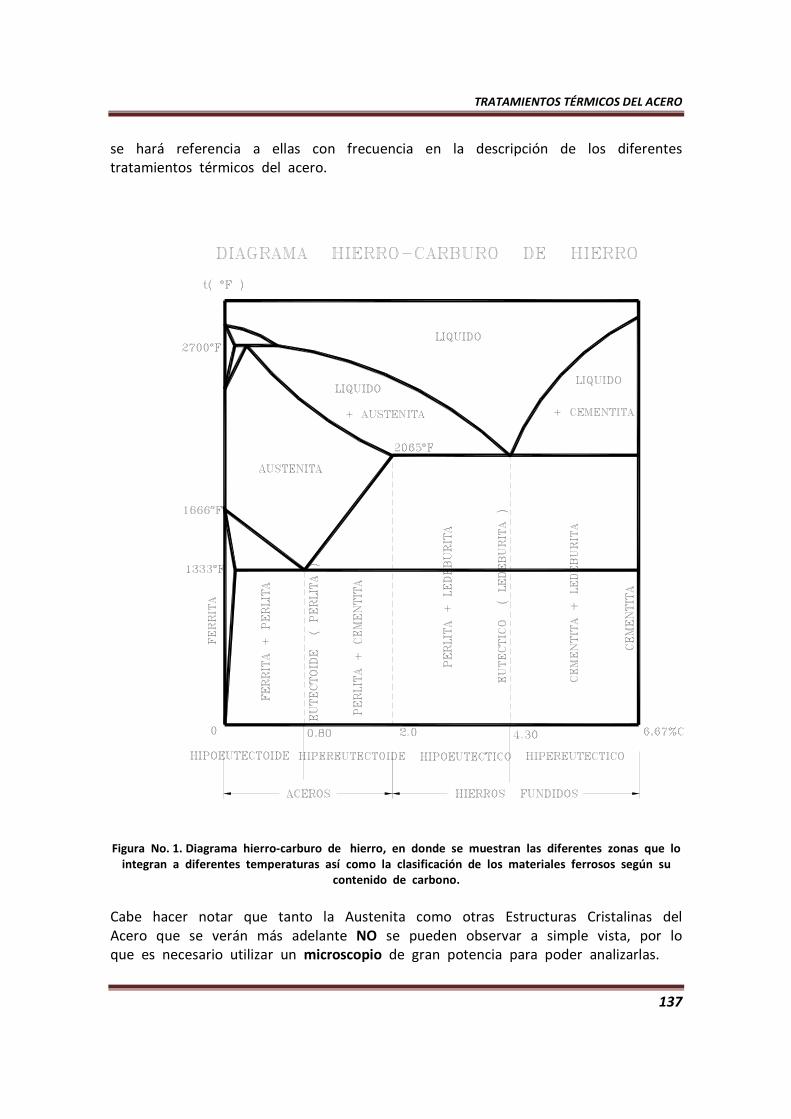
TRATAMIENTOS TÉRMICOS DEL ACERO
137
se hará referencia a ellas con frecuencia en la descripción de los diferentes
tratamientos térmicos del acero.
Figura No. 1. Diagrama hierro-carburo de hierro, en donde se muestran las diferentes zonas que lo
integran a diferentes temperaturas así como la clasificación de los materiales ferrosos según su contenido de carbono.
Cabe hacer notar que tanto la Austenita como otras Estructuras Cristalinas del
Acero que se verán más adelante NO se pueden observar a simple vista, por lo
que es necesario utilizar un microscopio de gran potencia para poder analizarlas.
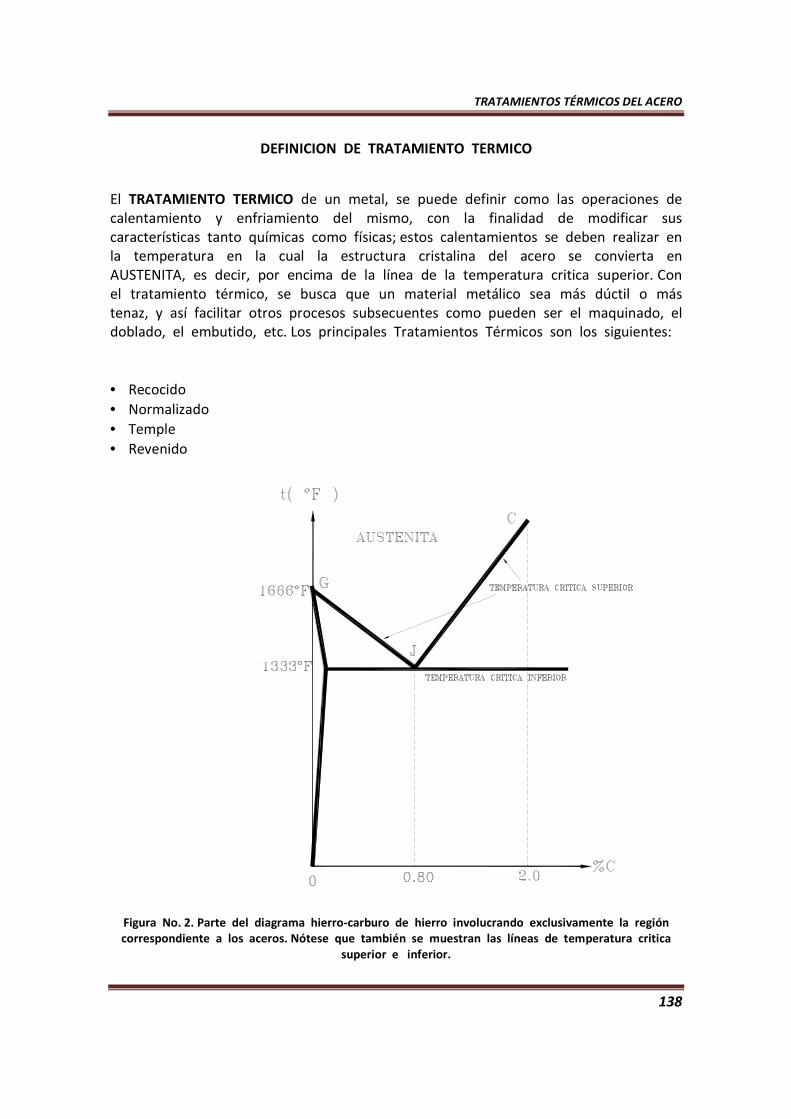
TRATAMIENTOS TÉRMICOS DEL ACERO
138
DEFINICION DE TRATAMIENTO TERMICO
El TRATAMIENTO TERMICO de un metal, se puede definir como las operaciones de
calentamiento y enfriamiento del mismo, con la finalidad de modificar sus
características tanto químicas como físicas; estos calentamientos se deben realizar en
la temperatura en la cual la estructura cristalina del acero se convierta en
AUSTENITA, es decir, por encima de la línea de la temperatura critica superior. Con
el tratamiento térmico, se busca que un material metálico sea más dúctil o más
tenaz, y así facilitar otros procesos subsecuentes como pueden ser el maquinado, el
doblado, el embutido, etc. Los principales Tratamientos Térmicos son los siguientes:
• Recocido
• Normalizado
• Temple
• Revenido
Figura No. 2. Parte del diagrama hierro-carburo de hierro involucrando exclusivamente la región correspondiente a los aceros. Nótese que también se muestran las líneas de temperatura critica
superior e inferior.
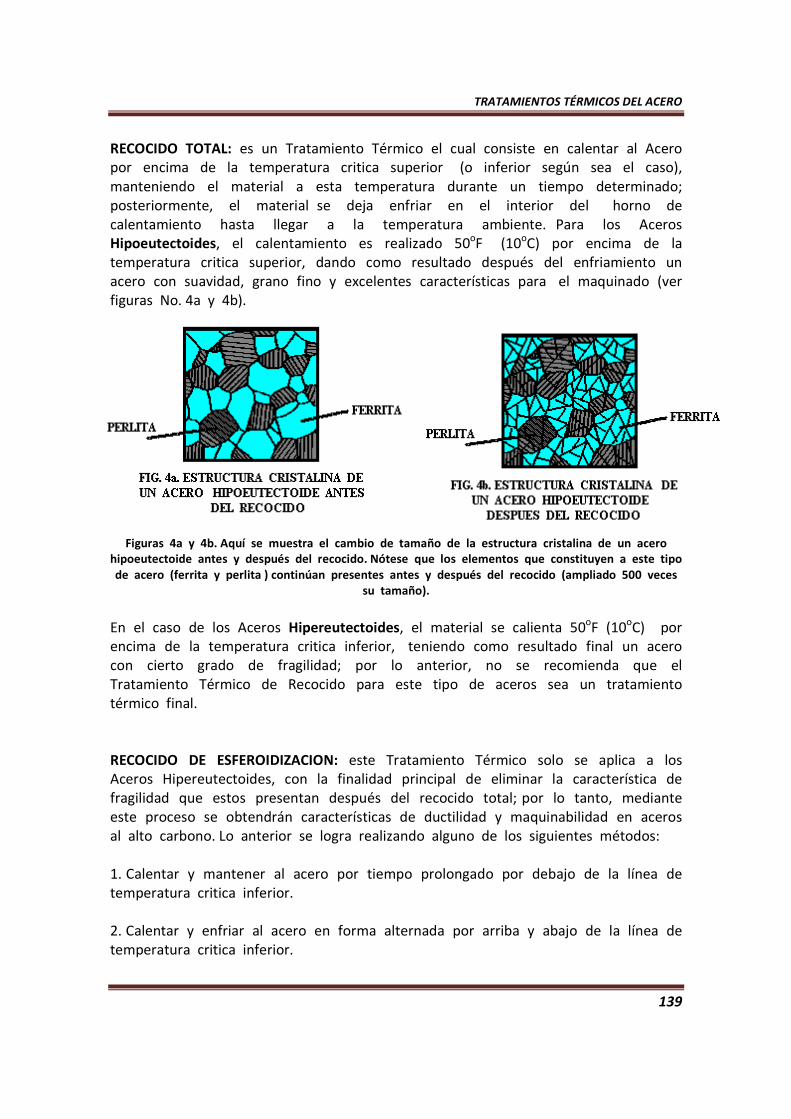
TRATAMIENTOS TÉRMICOS DEL ACERO
139
RECOCIDO TOTAL: es un Tratamiento Térmico el cual consiste en calentar al Acero
por encima de la temperatura critica superior (o inferior según sea el caso),
manteniendo el material a esta temperatura durante un tiempo determinado;
posteriormente, el material se deja enfriar en el interior del horno de
calentamiento hasta llegar a la temperatura ambiente. Para los Aceros
Hipoeutectoides, el calentamiento es realizado 50oF (10
oC) por encima de la
temperatura critica superior, dando como resultado después del enfriamiento un
acero con suavidad, grano fino y excelentes características para el maquinado (ver
figuras No. 4a y 4b).
Figuras 4a y 4b. Aquí se muestra el cambio de tamaño de la estructura cristalina de un acero
hipoeutectoide antes y después del recocido. Nótese que los elementos que constituyen a este tipo de acero (ferrita y perlita ) continúan presentes antes y después del recocido (ampliado 500 veces
su tamaño).
En el caso de los Aceros Hipereutectoides, el material se calienta 50oF (10
oC) por
encima de la temperatura critica inferior, teniendo como resultado final un acero
con cierto grado de fragilidad; por lo anterior, no se recomienda que el
Tratamiento Térmico de Recocido para este tipo de aceros sea un tratamiento
térmico final.
RECOCIDO DE ESFEROIDIZACION: este Tratamiento Térmico solo se aplica a los
Aceros Hipereutectoides, con la finalidad principal de eliminar la característica de
fragilidad que estos presentan después del recocido total; por lo tanto, mediante
este proceso se obtendrán características de ductilidad y maquinabilidad en aceros
al alto carbono. Lo anterior se logra realizando alguno de los siguientes métodos:
1. Calentar y mantener al acero por tiempo prolongado por debajo de la línea de
temperatura critica inferior.
2. Calentar y enfriar al acero en forma alternada por arriba y abajo de la línea de
temperatura critica inferior.
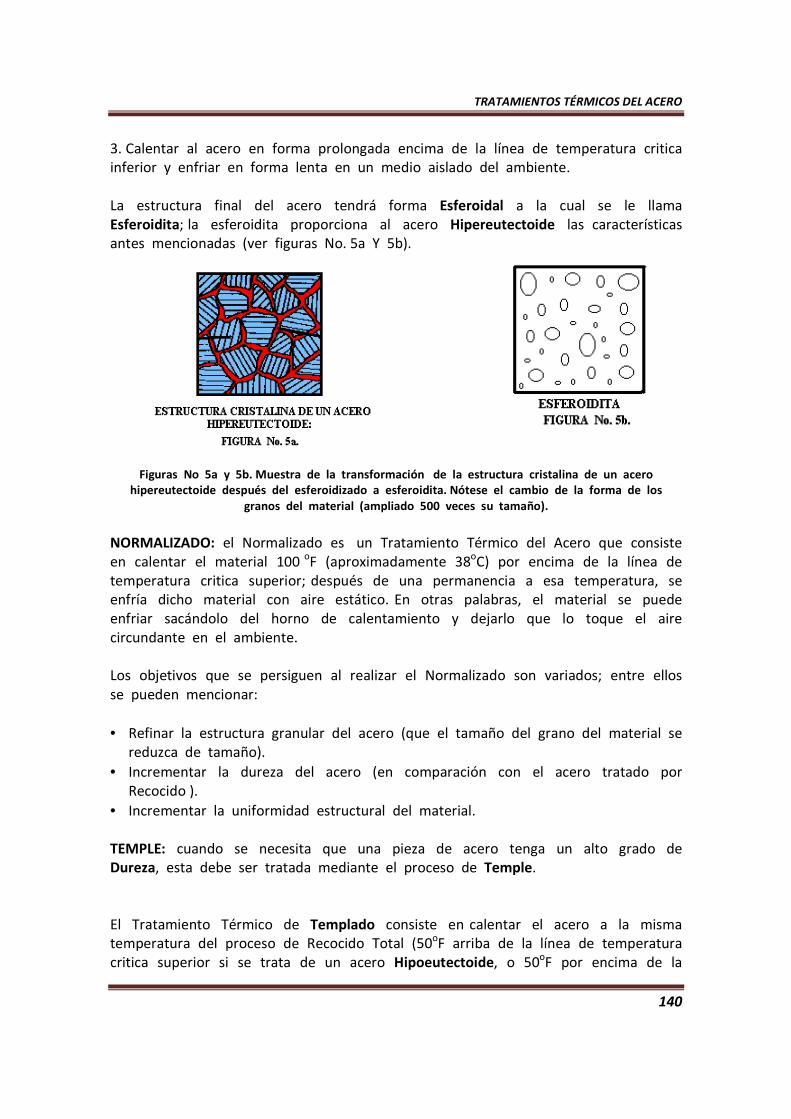
TRATAMIENTOS TÉRMICOS DEL ACERO
140
3. Calentar al acero en forma prolongada encima de la línea de temperatura critica
inferior y enfriar en forma lenta en un medio aislado del ambiente.
La estructura final del acero tendrá forma Esferoidal a la cual se le llama
Esferoidita; la esferoidita proporciona al acero Hipereutectoide las características
antes mencionadas (ver figuras No. 5a Y 5b).
Figuras No 5a y 5b. Muestra de la transformación de la estructura cristalina de un acero
hipereutectoide después del esferoidizado a esferoidita. Nótese el cambio de la forma de los granos del material (ampliado 500 veces su tamaño).
NORMALIZADO: el Normalizado es un Tratamiento Térmico del Acero que consiste
en calentar el material 100 oF (aproximadamente 38
oC) por encima de la línea de
temperatura critica superior; después de una permanencia a esa temperatura, se
enfría dicho material con aire estático. En otras palabras, el material se puede
enfriar sacándolo del horno de calentamiento y dejarlo que lo toque el aire
circundante en el ambiente.
Los objetivos que se persiguen al realizar el Normalizado son variados; entre ellos
se pueden mencionar:
• Refinar la estructura granular del acero (que el tamaño del grano del material se
reduzca de tamaño).
• Incrementar la dureza del acero (en comparación con el acero tratado por
Recocido ).
• Incrementar la uniformidad estructural del material.
TEMPLE: cuando se necesita que una pieza de acero tenga un alto grado de
Dureza, esta debe ser tratada mediante el proceso de Temple.
El Tratamiento Térmico de Templado consiste en calentar el acero a la misma
temperatura del proceso de Recocido Total (50oF arriba de la línea de temperatura
critica superior si se trata de un acero Hipoeutectoide, o 50oF por encima de la
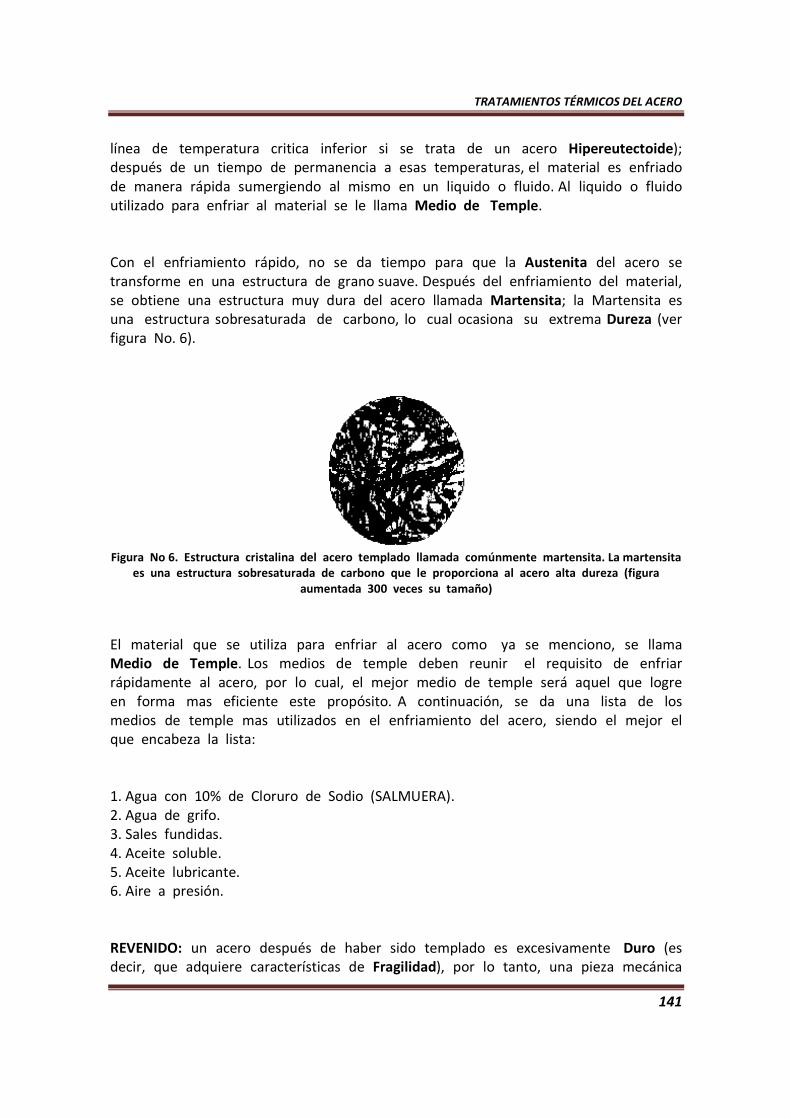
TRATAMIENTOS TÉRMICOS DEL ACERO
141
línea de temperatura critica inferior si se trata de un acero Hipereutectoide);
después de un tiempo de permanencia a esas temperaturas, el material es enfriado
de manera rápida sumergiendo al mismo en un liquido o fluido. Al liquido o fluido
utilizado para enfriar al material se le llama Medio de Temple.
Con el enfriamiento rápido, no se da tiempo para que la Austenita del acero se
transforme en una estructura de grano suave. Después del enfriamiento del material,
se obtiene una estructura muy dura del acero llamada Martensita; la Martensita es
una estructura sobresaturada de carbono, lo cual ocasiona su extrema Dureza (ver
figura No. 6).
Figura No 6. Estructura cristalina del acero templado llamada comúnmente martensita. La martensita
es una estructura sobresaturada de carbono que le proporciona al acero alta dureza (figura aumentada 300 veces su tamaño)
El material que se utiliza para enfriar al acero como ya se menciono, se llama
Medio de Temple. Los medios de temple deben reunir el requisito de enfriar
rápidamente al acero, por lo cual, el mejor medio de temple será aquel que logre
en forma mas eficiente este propósito. A continuación, se da una lista de los
medios de temple mas utilizados en el enfriamiento del acero, siendo el mejor el
que encabeza la lista:
1. Agua con 10% de Cloruro de Sodio (SALMUERA).
2. Agua de grifo.
3. Sales fundidas.
4. Aceite soluble.
5. Aceite lubricante.
6. Aire a presión.
REVENIDO: un acero después de haber sido templado es excesivamente Duro (es
decir, que adquiere características de Fragilidad), por lo tanto, una pieza mecánica
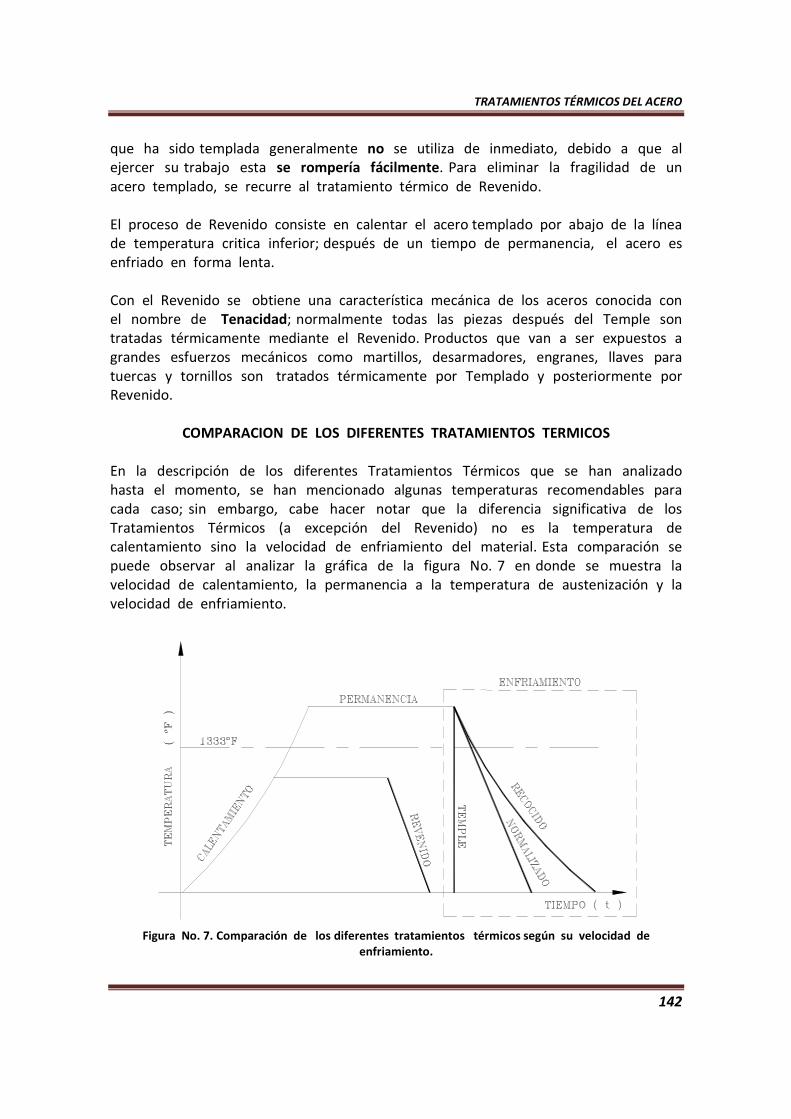
TRATAMIENTOS TÉRMICOS DEL ACERO
142
que ha sido templada generalmente no se utiliza de inmediato, debido a que al
ejercer su trabajo esta se rompería fácilmente. Para eliminar la fragilidad de un
acero templado, se recurre al tratamiento térmico de Revenido.
El proceso de Revenido consiste en calentar el acero templado por abajo de la línea
de temperatura critica inferior; después de un tiempo de permanencia, el acero es
enfriado en forma lenta.
Con el Revenido se obtiene una característica mecánica de los aceros conocida con
el nombre de Tenacidad; normalmente todas las piezas después del Temple son
tratadas térmicamente mediante el Revenido. Productos que van a ser expuestos a
grandes esfuerzos mecánicos como martillos, desarmadores, engranes, llaves para
tuercas y tornillos son tratados térmicamente por Templado y posteriormente por
Revenido.
COMPARACION DE LOS DIFERENTES TRATAMIENTOS TERMICOS
En la descripción de los diferentes Tratamientos Térmicos que se han analizado
hasta el momento, se han mencionado algunas temperaturas recomendables para
cada caso; sin embargo, cabe hacer notar que la diferencia significativa de los
Tratamientos Térmicos (a excepción del Revenido) no es la temperatura de
calentamiento sino la velocidad de enfriamiento del material. Esta comparación se
puede observar al analizar la gráfica de la figura No. 7 en donde se muestra la
velocidad de calentamiento, la permanencia a la temperatura de austenización y la
velocidad de enfriamiento.
Figura No. 7. Comparación de los diferentes tratamientos térmicos según su velocidad de enfriamiento.
TRATAMIENTOS TÉRMICOS DEL ACERO
143
TRATAMIENTOS TERMICOS SUPERFICIALES
En diversas aplicaciones (como en el caso de fabricación de engranes, tornillos,
flechas para transmisión de movimiento, herramientas de corte, etc.), es necesario
que la superficie del material tenga gran resistencia al desgaste ocasionado por la
fricción y al mismo tiempo tenga un interior tenaz para resistir los esfuerzos de
flexión o torsión. Estas características NO se obtienen por medio de los
Tratamientos Térmicos estudiados hasta el momento, por lo cual es necesario
recurrir a los Tratamientos Térmicos Superficiales. Los Tratamientos Térmicos
Superficiales que analizaremos son los siguientes:
• Cementación (Carburización)
• Nitruración
• Cianuración
• Endurecimiento Superficial por Llama
• Endurecimiento Superficial por Corrientes de Inducción
En los tres primeros Tratamientos, se realiza una modificación del acero tanto física
como química, ya que el endurecimiento de la superficie del material se logra
agregándole agentes químicos (Carbono o Nitrógeno); en los dos restantes, solo se
modifica físicamente al material, ya que el endurecimiento de su superficie se logra
mediante un Temple Superficial sin adicionar agentes químicos.
CEMENTACION: este proceso también recibe el nombre de Carburización y consiste
en introducir la pieza a endurecer superficialmente en una atmósfera de Monóxido de Carbono a 1000
oC, y se mantiene ahí el tiempo necesario para que se alcance
el espesor endurecido deseado. El agente químico que se agrega a la superficie del
material para lograr su endurecimiento es el Carbono; este proceso es aplicable solo
a aceros con un contenido de Carbono máximo del 0.20%.
NITRURACION: en este caso, el material a endurecer se sumerge en una Atmósfera de Amoniaco a 500
oC durante varias horas según sea el espesor de la capa
endurecida deseada. El agente químico endurecedor en la Nitruración es el
Nitrógeno que se precipita a la superficie del material; para hacer esto posible, es
necesario que el material sea un Acero Aleado con Aluminio, Cromo y Molibdeno.
TRATAMIENTOS TÉRMICOS DEL ACERO
144
CIANURACION: la Cianuración agrega a la superficie del acero como agentes
químicos endurecedores tanto Carbono como Nitrógeno; la Cianuración puede ser
de dos tipos: Cianuración Liquida o Cianuración Gaseosa (Carbonitruración).
En la Cianuración Liquida el material es introducido en una mezcla de sales fundidas compuesta por cloruro de sodio, carbonato de sodio y cianuro de sodio a
900oC por determinado tiempo que va a depender del espesor de la superficie
endurecida. Para la Cianuración Gaseosa también llamada Carbonitruración, el
material se sumerge en una atmósfera de gases compuesta por Monóxido de Carbono, Amoniaco e Hidrocarburos a 900
oC; ambos casos se utilizan para
endurecer tanto Aceros al Carbón como Aceros Aleados.
ENDURECIMIENTO SUPERFICIAL POR LLAMA: este proceso también llamado Temple a la Llama, consiste en calentar la porción de la superficie a endurecer con ayuda
de una flama oxiacetilénica (flama producto de la combustión del gas Acetileno
mezclado con el gas Oxigeno) hasta aproximadamente 800oC, siguiéndole
inmediatamente un Enfriamiento por medio de Agua o Aceite. Este procedimiento
se realiza en Aceros con un contenido Medio y Bajo de Carbono.
ENDURECIMIENTO SUPERFICIAL POR CORRIENTES DE INDUCCION: el endurecimiento
superficial por Corrientes de Inducción es un método utilizado para tratar aceros
con un Contenido Medio de Carbono. Consiste en calentar el material por medio
de Energía Eléctrica con ayuda de bobinas especiales a una temperatura
aproximada de 900oC, enfriando inmediatamente después el material por medio de
Agua o Aceite.
APLICACIONES DE LOS TRATAMIENTOS TERMICOS
La aplicación de los Tratamientos Térmicos es muy variada y por consiguiente, la
adecuada selección de alguno de ellos dependerá siempre del trabajo al cual será
destinado el producto. Algunos de estos productos se observan en la figura No. 8.
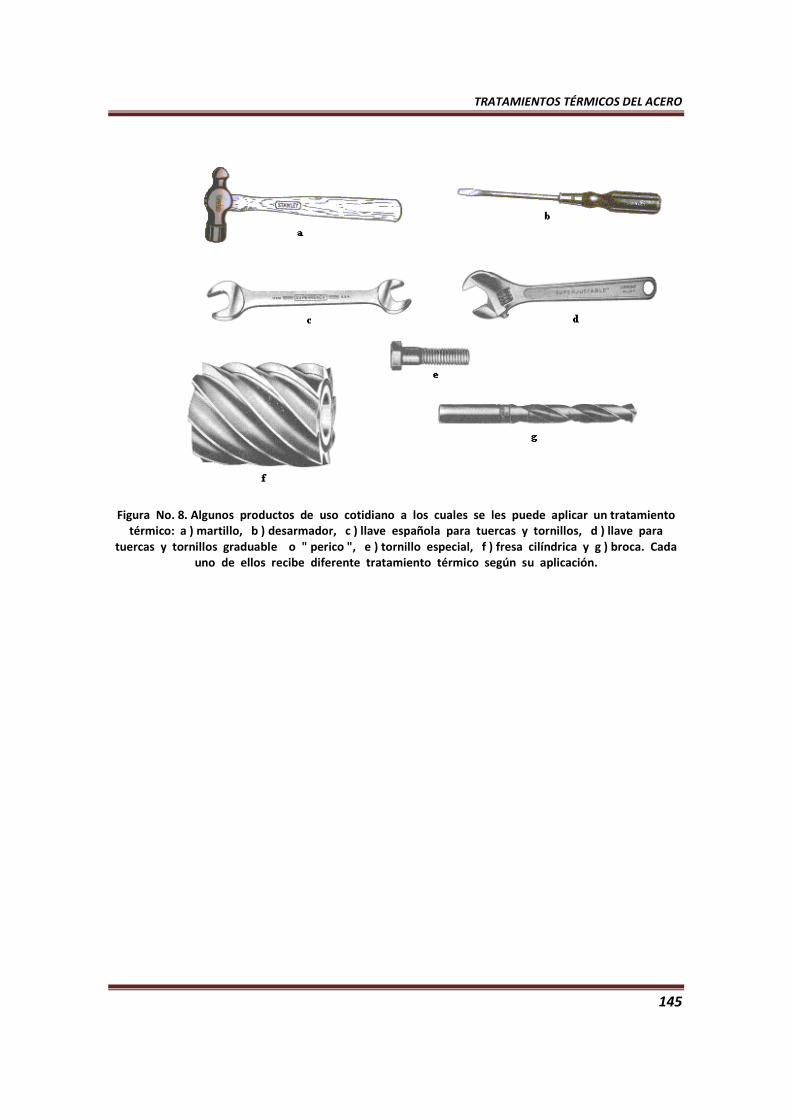
TRATAMIENTOS TÉRMICOS DEL ACERO
145
Figura No. 8. Algunos productos de uso cotidiano a los cuales se les puede aplicar un tratamiento
térmico: a ) martillo, b ) desarmador, c ) llave española para tuercas y tornillos, d ) llave para tuercas y tornillos graduable o " perico ", e ) tornillo especial, f ) fresa cilíndrica y g ) broca. Cada
uno de ellos recibe diferente tratamiento térmico según su aplicación.

RECUBRIMIENTOS ELECTROLÍTICOS
146
R E C U B R I M I E N T O S E L E C T R O L Í T I C O S
La mayoría de las veces en que se va a utilizar un metal cualquiera para la
elaboración de un producto (ya sea de uso industrial o doméstico), no termina con
las mismas características que al inicio de su procesamiento; lo anterior significa que
el material adquiere diferentes propiedades físicas y químicas que lo hacen apto
para el fin con el cual han sido transformados.
Diferentes productos (los cuales se analizarán más adelante) necesitan modificar de
diferentes formas y con distintas finalidades sus propiedades físicas, tal es el caso
de su conductividad eléctrica y térmica, la resistencia al desgaste por fricción,
resistencia a la corrosión ocasionada por líquidos, resistencia a la oxidación causada
por el medio ambiente e inclusive con el simple objetivo de mejorar su aspecto.
Las propiedades físicas mencionadas anteriormente se pueden lograr de una manera
rápida y económica (en grandes volúmenes de producción) con la colocación de
una capa de metal en la superficie exterior del producto con ayuda de Energía Eléctrica; a este Proceso se le conoce con el nombre de Electrodeposición Metálica
o Recubrimientos Electrolíticos. El metal que se utilizará para recubrir al producto
es diferente y exclusivo dependiendo de la propiedad que se quiere obtener y es
completamente ajeno en la mayoría de los casos al material con el cual se elaboró
dicha pieza.
Es obvio pensar que este proceso por ser realizado con ayuda de la Energía
Eléctrica es para aplicación exclusiva de productos realizados únicamente en
metales, ya que estos son los materiales que poseen una buena Conductividad Eléctrica. Lo anterior ya no resulta tan obvio si se piensa que un material mal
conductor de la electricidad (por ejemplo los Plásticos) se pueden volver
conductores de la energía eléctrica; de hecho, para poder recubrir metálicamente un
plástico su superficie se vuelve conductora aplicando a esta de una forma especial
pintura de características eléctricas (como pintura de cobre). Por lo tanto, el
proceso de los Recubrimientos Electrolíticos se puede utilizar para recubrir
Cualquier Material.
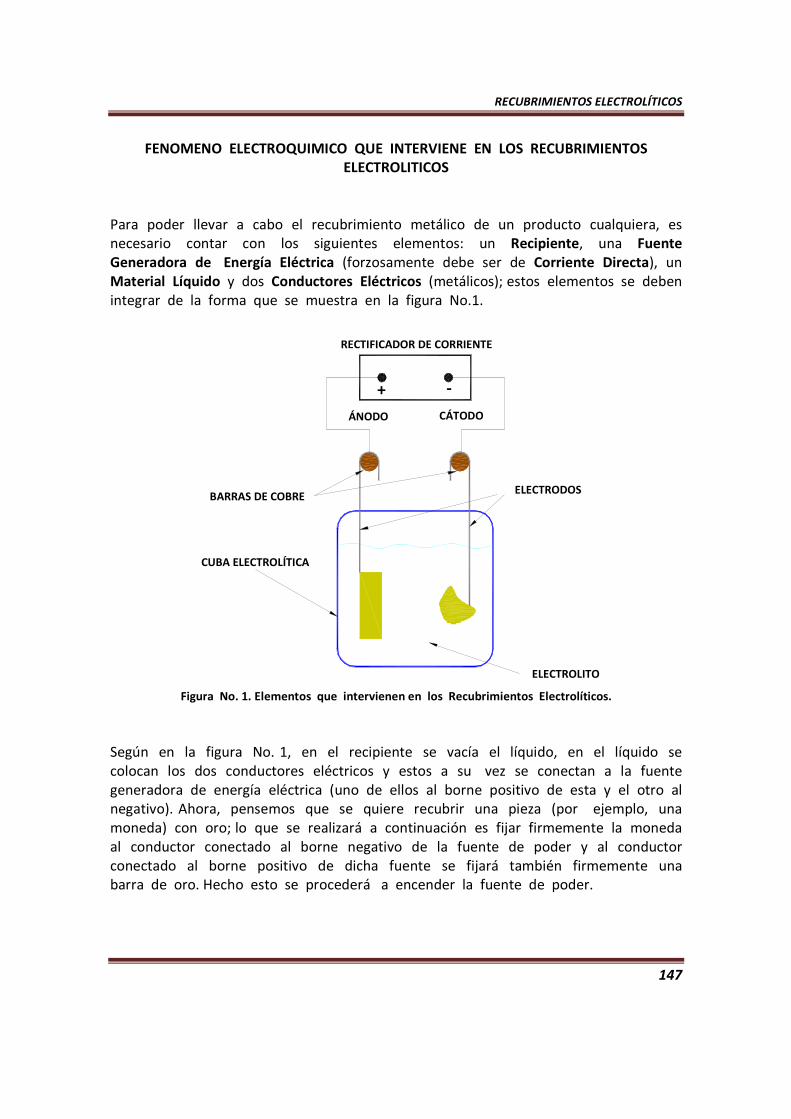
RECUBRIMIENTOS ELECTROLÍTICOS
147
FENOMENO ELECTROQUIMICO QUE INTERVIENE EN LOS RECUBRIMIENTOS ELECTROLITICOS
Para poder llevar a cabo el recubrimiento metálico de un producto cualquiera, es
necesario contar con los siguientes elementos: un Recipiente, una Fuente Generadora de Energía Eléctrica (forzosamente debe ser de Corriente Directa), un
Material Líquido y dos Conductores Eléctricos (metálicos); estos elementos se deben
integrar de la forma que se muestra en la figura No.1.
RECTIFICADOR DE CORRIENTE
ÁNODO CÁTODO
ELECTRODOS
ELECTROLITO
CUBA ELECTROLÍTICA
+ -
BARRAS DE COBRE
Figura No. 1. Elementos que intervienen en los Recubrimientos Electrolíticos.
Según en la figura No. 1, en el recipiente se vacía el líquido, en el líquido se
colocan los dos conductores eléctricos y estos a su vez se conectan a la fuente
generadora de energía eléctrica (uno de ellos al borne positivo de esta y el otro al
negativo). Ahora, pensemos que se quiere recubrir una pieza (por ejemplo, una
moneda) con oro; lo que se realizará a continuación es fijar firmemente la moneda
al conductor conectado al borne negativo de la fuente de poder y al conductor
conectado al borne positivo de dicha fuente se fijará también firmemente una
barra de oro. Hecho esto se procederá a encender la fuente de poder.

RECUBRIMIENTOS ELECTROLÍTICOS
148
Al encender la fuente de poder se realizará un Paso de Corriente Eléctrica; esto se
efectúa debido a que el líquido al experimentar la presencia de la energía eléctrica
se Disocia Eléctricamente (es decir, los Iones con los que esta conformado el
líquido se separan o dividen en iones Positivos y Negativos). Al ocurrir esto, los
iones cargados de energía positiva se dirigen al conductor conectado al borne
negativo de la fuente de poder y los iones cargados con energía negativa se
dirigirán al conductor conectado al borne positivo de dicha fuente de poder (ver
figura No.2).
Conforme transcurre el tiempo, se observará que la barra de oro conectada al
conductor positivo se habrá desgastando en cierta cantidad, pero en la moneda
conectada al conductor negativo se notará que ocurrió algo diferente y
sorprendente: se habrá recubierto de una capa de oro. A este fenómeno
electroquímico descrito anteriormente se le conoce con el nombre de Electrólisis.
RECTIFICADOR DE CORRIENTE
ÁNODO CÁTODO
ELECTRODOS
ELECTROLITO
CUBA ELECTROLÍTICA
+ -
BARRAS DE COBRE
+
+
+
-
-
-
-
-
-
++ +
Figura No. 2. Movimiento de los iones positivos y negativos a los conductores que tienen energía
eléctrica opuesta.
Tanto al recipiente, al líquido y a los conductores no se les conoce química e
industrialmente con dichos nombres por lo cual se les identifica con nombres más
apropiados. Al recipiente se le llama Cuba Electrolítica, al líquido Electrolito y a los
conductores Electrodos y en conjunto son los Elementos Básicos del Proceso de Recubrimientos Electrolíticos.
RECUBRIMIENTOS ELECTROLÍTICOS
149
ELEMENTOS BASICOS DEL PROCESO DE RECUBRIMIENTOS ELECTROLITICOS
Los elementos básicos de los Recubrimientos Electrolíticos tal como se observa en la
figura No.1 y como ya se menciono con anterioridad son: los electrodos, el
electrolito y la cuba electrolítica.
La CUBA ELECTROLITICA es un recipiente de grandes dimensiones y de forma
generalmente rectangular la cual varía de capacidad según el tamaño del producto
a recubrir (dicha capacidad puede llegar a los 15000 litros). El material con el cual
se fabrica debe ser resistente al desgaste ocasionado por el electrolito por lo cual
se acostumbra emplear recipientes de acero recubierto interiormente con madera,
porcelana o fibra de vidrio; en recipientes de pequeñas dimensiones se utiliza el
vidrio aunque tiene el inconveniente de romperse muy fácilmente.
Las cubas electrolíticas se conectan en serie con la fuente de poder de energía
eléctrica, además, estas se colocan una detrás de la otra para agilizar las
operaciones correspondientes.
EL ELECTROLITO es la substancia líquida que cubre por completo tanto a los
electrodos como a la pieza de trabajo. Esta substancia líquida debe siempre de
cubrir el requisito de ser un conductor eléctrico, esto con la finalidad de que se
pueda lograr la disociación electrolítica y por consiguiente el fenómeno de la
electrólisis.
Para conseguir que el electrolito sea un conductor eléctrico este tiene que ser de
cualquiera de los dos siguientes tipos: un ácido o un álcalis (obviamente deben
estar diluidos cualquiera de los dos con cierta cantidad de agua). La cantidad exacta
de agua y cianuro o ácido se determina por un análisis químico y depende del tipo
de recubrimiento a realizar.
LOS ELECTRODOS son los conductores eléctricos que se encargan de transmitir la
energía eléctrica al electrolito y conseguir con esto la electrólisis. Los electrodos
deben cumplir el requisito de ser excelentes conductores de la electricidad y estos
normalmente son elaborados en cobre o latón en forma de barras llamadas barras
de suspensión.

RECUBRIMIENTOS ELECTROLÍTICOS
150
En una forma más particular se les asigna otro nombre a los electrodos para poder
diferenciarlos de una manera simple. Al electrodo que esta conectado al polo
positivo de la fuente de poder se le llama ANODO y al que esta conectado al polo
negativo se le llama CATODO. Recordando lo que se analizó en párrafos anteriores,
la barra de material que se desgasto durante el proceso (del ejemplo, la barra de
oro) se conecto al ánodo y la moneda al catodo; es decir, la pieza de trabajo
siempre será conectada al catodo y la barra que proporcionará sus átomos
metálicos siempre se conectará al ánodo (ver figura No. 3).
ÁNODO CÁTODO
+ -
ÁNODO(BARRA DE METAL) CÁTODO
(PIEZA DE TRABAJO)
Figura No. 3. Aquí se muestran tanto el ánodo como el cátodo y los elementos (barra de material
y pieza de trabajo) que se conectan a cada uno de ellos.
VARIABLES QUE INTERVIENEN EN EL PROCESO
Como todo proceso de fabricación, los Recubrimienos Electrolíticos tienen variables
las cuales al proporcionarles determinado valor (también se podría considerar
como asignarles mayor o menor importancia) influyen directamente en el éxito o
fracaso del mismo. Dichas variables a considerar son: la densidad de corriente eléctrica, la temperatura, la concentración del electrolito, la composición del electrolito y la agitación.
RECUBRIMIENTOS ELECTROLÍTICOS
151
DENSIDAD DE CORRIENTE ELECTRICA: se entiende a la densidad de corriente
eléctrica como a la cantidad de corriente eléctrica que pasa a través de la pieza
por cada decímetro cuadrado de la misma. Ya que el proceso se realiza mediante el
paso de corriente eléctrica, es obvio pensar que mientras mayor sea la cantidad de
corriente eléctrica que se suministre, mayor es la velocidad del proceso y
viceversa; lo mismo sucede en el caso del grosor de la capa del material
depositado, porque a mayor corriente eléctrica mayor espesor del material
superficial y a la inversa. Por otra parte, no siempre se tendrá un mejor proceso al
incrementar la densidad de corriente eléctrica, ya que en casos extremos el
recubrimiento se quemaría y por consiguiente se desprendería de la pieza. Se
puede mencionar en este caso, que la densidad de corriente dependerá siempre
del tamaño de la pieza y tipo de recubrimiento a utilizar y que este valor siempre
deberá de estar perfectamente controlado.
TEMPERATURA: al observar físicamente el proceso, se notará que al incrementar la
intensidad de corriente eléctrica, la temperatura del electrolito también se
incrementa; esto significa que al agregar un agente externo que aumente la
temperatura del electrolito existirá un mayor paso de energía eléctrica y por
consiguiente se tendrá un proceso más rápido, esto porque se incrementa la
conductividad. Existen recubrimientos los cuales se realizan a temperaturas
relativamente elevadas (entre 50oC y 70
oC) para mejorar principalmente el brillo,
aunque es importante mencionar que existen otros que se realizan a la
temperatura ambiente.
CONCENTRACION DEL ELECTROLITO: el electrolito por ser una substancia de
naturaleza ácida o alcalina tiene cierto grado de concentración ya sea en iones de
hidrogeno o de hidróxido; esto siempre ayudará a mejorar la conductividad eléctrica
de la substancia, ya que al existir mayor cantidad de iones existirá por consiguiente
un mejor paso de corriente a través de la misma. En conclusión, mientras mayor
sea la concentración del electrólito mayor conductividad eléctrica existirá, pero esta
no debe ser demasiado elevada para no desgastar la pieza de trabajo (la
concentración dependerá siempre del tipo de recubrimiento a realizar). COMPOSICION DEL ELECTROLITO: el electrolito no esta compuesto únicamente por
agua y sal o algún ácido, esta constituido por diferentes elementos que tienen
como función el mejorar de manera conjunta el proceso. Las mejoras que se
pueden lograr con la adición de estos elementos son: la conductividad eléctrica, la
concentración, la suavidad del material de recubrimiento, el brillo, etc. Por otra
parte, los elementos que se utilizan para lograr las mejoras del proceso
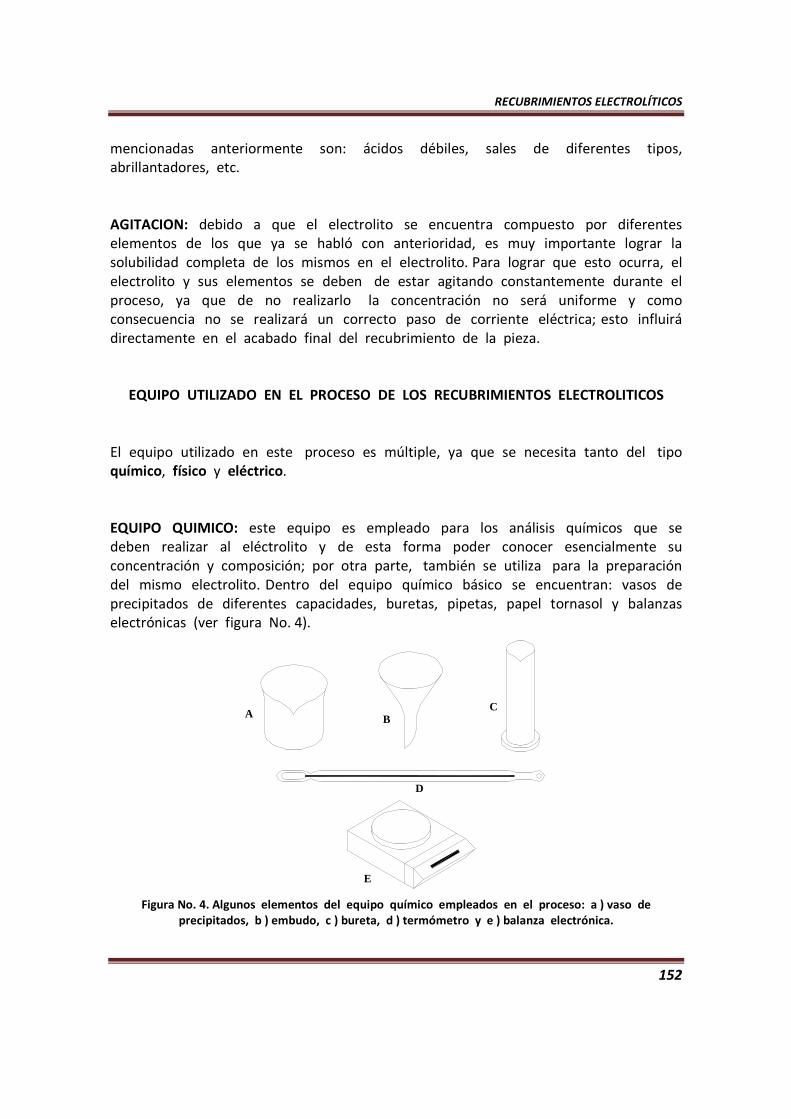
RECUBRIMIENTOS ELECTROLÍTICOS
152
mencionadas anteriormente son: ácidos débiles, sales de diferentes tipos,
abrillantadores, etc.
AGITACION: debido a que el electrolito se encuentra compuesto por diferentes
elementos de los que ya se habló con anterioridad, es muy importante lograr la
solubilidad completa de los mismos en el electrolito. Para lograr que esto ocurra, el
electrolito y sus elementos se deben de estar agitando constantemente durante el
proceso, ya que de no realizarlo la concentración no será uniforme y como
consecuencia no se realizará un correcto paso de corriente eléctrica; esto influirá
directamente en el acabado final del recubrimiento de la pieza.
EQUIPO UTILIZADO EN EL PROCESO DE LOS RECUBRIMIENTOS ELECTROLITICOS
El equipo utilizado en este proceso es múltiple, ya que se necesita tanto del tipo
químico, físico y eléctrico.
EQUIPO QUIMICO: este equipo es empleado para los análisis químicos que se
deben realizar al eléctrolito y de esta forma poder conocer esencialmente su
concentración y composición; por otra parte, también se utiliza para la preparación
del mismo electrolito. Dentro del equipo químico básico se encuentran: vasos de
precipitados de diferentes capacidades, buretas, pipetas, papel tornasol y balanzas
electrónicas (ver figura No. 4).
A BC
D
E
Figura No. 4. Algunos elementos del equipo químico empleados en el proceso: a ) vaso de precipitados, b ) embudo, c ) bureta, d ) termómetro y e ) balanza electrónica.

RECUBRIMIENTOS ELECTROLÍTICOS
153
EQUIPO FISICO: es el que se utiliza dentro del proceso y consta de: cubas
electrolíticas (ya analizadas con anterioridad), cestas, ganchos de suspensión,
calentadores, agitadores y barriles para el recubrimiento de piezas a granel (ver
figura No. 5).
A
B
C D
12
Figura No. 5. Algunos elementos físicos empleados en los recubrimientos electrolíticos: a ) cuba electrolítica, b ) gancho para la colocación en el cátodo de cada pieza de trabajo, c ) cesta para el enjuague de piezas a granel, d ) barril para el recubrimiento de piezas a granel (piezas pequeñas en grandes cantidades), en donde se muestran: 1 ) puerta para el vaciado y extracción de las piezas y 2 ) eje de rotación impulsado por un motor eléctrico el cual no se muestra en la figura.
EQUIPO ELECTRICO: naturalmente con este se proporcionará el paso de energía
eléctrica necesario para poder realizar el proceso. Este consta principalmente de un
rectificador de corriente eléctrica (corriente directa) con diferentes voltajes y
amperajes seleccionables.
OPERACIONES A REALIZAR DURANTE EL PROCESO DE LOS RECUBRIMIENTOS ELECTROLITICOS
Las operaciones o procedimientos para realizar el recubrimiento de una pieza en
general es similar para todo tipo de recubrimiento salvo algunas variantes. Las
operaciones en forma genérica son las siguientes: limpieza (desengrase y
decapado), recubrimiento, secado y pulimentado.
LIMPIEZA: esta se divide en dos categorías: el desengrase y el decapado.
RECUBRIMIENTOS ELECTROLÍTICOS
154
DESENGRASE: su nombre nos indica que se trata de la eliminación de todo tipo
de impurezas ocasionadas por grasas y aceites. La mayoría de las piezas metálicas
durante su proceso de elaboración se impregnan en su superficie de distintos tipos
de aceites o grasas; para poder eliminarlas estas se sumergen en una tina de gran
capacidad cuyo contenido es sosa cáustica diluida en agua a alta temperatura
(entre 70oC y 85
oC). El tiempo de permanencia de las piezas en el desengrase varia
dependiendo principalmente de la cantidad de grasa que estas tengan.
DECAPADO: las piezas antes del desengrase no solo contienen aceite en su
superficie, sino en algunos casos pequeñas cantidades de viruta y hasta óxidos que
provocarían desperfectos en el recubrimiento. Para poder eliminar la viruta y el
oxido se sumerge la pieza a recubrir en una tina especial que contiene ácido clorhídrico diluido en agua con alta concentración (a este proceso se le conoce
como decapado); el tiempo de inmersión de las piezas depende de igual forma que
en el caso anterior de la cantidad de oxido y viruta que estas contengan pero este
no debe ser excesivo, ya que esto ocasionaría un desgaste considerable de la pieza.
RECUBRIMIENTO: ya que la pieza esta completamente limpia de grasas u óxidos se
procede inmediatamente al recubrimiento que corresponda, sumergiendo la pieza en
el electrolito que contiene la cuba electrolitica. No se recomienda tardar demasiado
el lapso existente entre los procesos de limpieza y el recubrimiento, ya que la
pieza tendría el riesgo de reoxidarse.
SECADO: el proceso de secado nos hace entender que las piezas después de cada
proceso (desengrase, decapado o recubrimiento) se deben enjuagar. Este enjuague
se hace con agua limpia en tinas diferentes colocadas después de cada operación
de limpieza o del recubrimiento. Posteriormente al recubrimiento, la pieza se debe secar para evitar que el mismo recubrimiento quede manchado; la operación de
secado se puede realizar de dos formas: si la pieza es de dimensiones medias a grandes se coloca “ colgada “ en un anaquel y se les aplica aire a presión para
eliminar el agua. Por otra parte, si las piezas son muy pequeñas se colocan en
cantidades considerables en el interior de una maquina centrifuga, para que por
medio del giro constante y rápido que esta tiene el agua se elimine por completo.
PULIDO: algunos recubrimientos por sus aplicaciones deben de ser brillantes y
tersos por lo cual se pasan al proceso de pulimentado. Las piezas a pulir se
friccionan en una maquina pulidora la cual consta de un disco de tela impregnado
de una pasta especial para pulir; el disco gira a gran velocidad para que al pasar
por la pieza esta adquiera la suavidad y brillo necesarios.
RECUBRIMIENTOS ELECTROLÍTICOS
155
PRINCIPALES RECUBRIMIENTOS ELECTROLITICOS UTILIZADOS INDUSTRIALMENTE
Como ya se menciono al inicio de este tema, prácticamente cualquier metal puede
utilizarse para recubrir a una pieza; sin embargo, existen algunos metales que
tienen mayor aplicación en el ámbito industrial y son: cobre, níquel, cromo y zinc.
Estos procesos de recubrimientos así como sus principales aplicaciones se
describirán a continuación:
COBRE: a este Proceso se le conoce con el nombre de COBRIZADO. Las piezas
recubiertas con este metal se caracterizan por tener una coloración rojiza que se
puede empañar muy fácilmente; los recubrimientos de cobre se emplean cuando es
necesario mejorar la conductividad eléctrica y térmica de las piezas (conductores
eléctricos) y como un recubrimiento anterior al proceso de niquelado.
NIQUEL: a este Proceso se le conoce con el nombre de NIQUELADO. El color
característico de las piezas recubiertas por este material es plateado brillante con
un tono café muy tenue. La principal aplicación de este recubrimiento es en donde
las piezas a trabajar están expuestas a líquidos corrosivos (latas que contienen
líquidos para consumo humano u otro tipo de alimentos).
CROMO: es el Proceso de Recubrimiento más comúnmente conocido y se le da el
nombre de CROMADO; el cromado a simple vista tiene un color plateado brillante
con una tonalidad azul muy tenue. Al cromado se le encuentra aplicación de dos formas diferentes: la primera es para proteger a herramientas (desarmadores, llaves
para tornillos, punzones, matrices, etc.) del desgaste excesivo; la segunda que es la
más difundida, para brindar a las piezas un aspecto decorativo (por ejemplo, en la
industria automotriz en el caso especifico de defensas, molduras, parrillas,
emblemas automotrices, etc.).
ZINC: este recubrimiento dependiendo de la manera en que este se realice se le
conoce con tres nombres diferentes: ZINCADO, GALVANIZADO o TROPICALIZADO; no
obstante, en cualquiera de los casos se trata de un recubrimiento de Zinc. Este
recubrimiento tiene a la vista un color gris plata opaco (sin ningún brillo); la
principal aplicación de los recubrimientos de Zinc es para proteger piezas expuestas al medio ambiente (tuberías para la conducción de agua, tuberias para la
protección de alambre conductor de energía eléctrica llamado tubo conduit, etc).
PLÁSTICOS
156
P L Á S T I C O S
Desde mediados del siglo XX en donde los plásticos hicieron su aparición, han sido parte
muy importante tanto en la vida cotidiana como en la industria; lo anterior ha ido en
incremento día con día, ya que por sus características mecánicas y bajo costo tanto en
materia prima como en fabricación, se han convertido en un excelente sustituto de
algunos metales, por ejemplo, del acero. En el presente tema, se estudiarán los
compuestos plásticos mas comúnmente utilizados, así como los métodos de fabricación
convencionales mas comunes en industria del plástico.
CLASIFICACIÓN DE LOS PLÁSTICOS
Desde el punto de vista de la ingeniería, los plásticos se clasifican en (cuadro No.1):
termofijos (también llamados termofraguantes o termoestables) y termoplásticos. A
continuación, se describirán las características generales de estos plásticos, así como los
compuestos más importantes que los integran.
Cuadro No. 1. Clasificación de los plásticos.
PLÁSTICOS
TERMOFIJOS (TERMOFRAGUANTES O
TERMOESTABLES)
TERMOPLÁSTICOS
PLÁSTICOS
157
TERMOFIJOS (TERMOFRAGUANTES Ó TERMOESTABLES)
La definición técnica de plástico termofijo establece que: son aquellos materiales que
están formados por polímeros unidos mediante enlaces químicos; dichos enlaces forman
una estructura polimérica altamente reticulada. En otras palabras, los enlaces químicos
que se mencionan provocan que la estructura física del material se torne rígida y poco
elástica, dando como resultado un producto resistente al calor y a la temperatura en
comparación con otro tipo de plásticos.
Un punto importante en la fabricación de productos en materiales termofijos es la
plastificación. La plastificación se entiende como el paso de sólido a una masa gelatinosa
(gel) que experimenta el material con aplicación de calor. Una vez que el material ha
alcanzado la plastificación y comienza a enfriar, se hace imposible regresar a la
plastificación, es decir, el material no se puede volver a moldear para elaborar otro
producto.
Uno de los grandes inconvenientes de acuerdo a la explicación anterior es la nula capacidad de reciclaje, ya que una vez que ha curado o solidificado se hace imposible
moldearlo de nuevo; antes de ello, el material pasa a una fase gaseosa. Lo anterior,
concluye que los materiales termofijos solamente pasan por tres fases continuas durante
su etapa de moldeo: calentamiento, plastificación y endurecimiento (cuadro No.2).
Cuadro No.2. Ciclo de los materiales termofijos.
PROPIEDADES DE LOS MATERIALES TERMOESTABLES
Dadas sus características, los materiales termoestables cuentan con las siguientes
propiedades:
a ) no se derriten con el calor, antes de ello, pasan al estado gaseoso.
b ) no se deforman ante la aplicación de solventes.
c ) son insolubles.
d ) tienen alta resistencia a la deformación.
1. CALENTAMIENTO 2. PLASTIFICACIÓN 3. ENDURECIMIENTO
PLÁSTICOS
158
EJEMPLOS DE ALGUNOS COMPUESTOS TERMOFIJOS
Resinas Fenólicas (fenol-formaldehído) (PF). Este material es producto de la combinación
de moléculas de fenol y formaldehído; es un plástico maquinable, aislante de la
electricidad, así como resistente al agua y los solventes.
Aplicaciones: asas para ollas y vaporeras, tarjetas de circuitos impresos, accesorios
eléctricos, carcasas de radios y teléfonos antiguos.
Resinas de Melamina (melamina-formaldehído) (MF). Se obtiene a partir de la
combinación de moléculas de melamina y formaldehído; es un plástico resistente al calor,
excelente aislante eléctrico, así como resistencia a la humedad.
Aplicaciones: láminas para recubrimiento de muebles, cajas para distribución de energía
eléctrica, accesorios eléctricos como contactos y apagadores, etc.
Resinas epóxicas. Los materiales epóxicos pertenecen al grupo de los esteres cíclicos los
cuales al reaccionar con los elementos endurecedores como los ácidos inorgánicos,
generan plásticos relativamente estables.
Aplicaciones: ingrediente de pinturas, pegamentos, encapsulado de herramientas,
pequeños motores y circuitos impresos, etc.
Hule sintético. También conocido como caucho sintético, se clasifica en tres diferentes:
• Caucho-etileno-propileno.
• Caucho butílo.
• Caucho nitrílo.
Los tres casos fueron producto de investigaciones durante el desarrollo de la segunda
guerra mundial como sustitutos del hule natural. Las características generales del caucho
sintético son: resistencia al desgaste y al impacto, estabilidad ante la humedad y a los
ataque químicos, así como relativa resistencia a las altas temperaturas.
Aplicaciones: guantes, bandas para transmisión de movimiento, juntas, retenes, llantas
para vehículos, cámaras para balones, gomas de mascar, mangueras para sistemas de
enfriamiento, juntas para refrigeradores, impermeabilizantes en construcciones,
preservativos, etc.

PLÁSTICOS
159
Silicón. Son compuestos inertes, resistentes al calor y que generalmente pueden adquirir
cualquier forma. También son resistentes a la humedad y sellan eficientemente partes
metálicas y no metálicas.
Aplicaciones: en forma de gel se emplea como sellador y como sustituto de juntas
automotrices; en los utensilios de cocina para fabricar moldes para chocolates, galletas,
gelatinas. En el campo de la medicina, se utiliza para la fabricación de prótesis e implantes
quirúrgicos.
TERMOPLÁSTICOS
Un material termoplástico es aquel que esta formado por polímeros que se encuentran
unidos mediante fuerzas intermoleculares, formando estructuras lineales o ramificadas.
Las estructuras lineales o ramificadas a que se hace referencia, se multiplican con
características semejantes al aplicar calor al material, de manera que se puede calentar
hasta alcanzar la plastificación y enfriar una gran cantidad de veces sin experimentar
algún cambio significativo; por lo tanto, los materiales termoplásticos pasan por las
mismas tres fases que los termofijos durante su etapa de moldeo pero, con la
característica de poder reciclarse (cuadro No.3).
Cuadro No. 3. Ciclo de los materiales termoplásticos.
De acuerdo al acomodo de las estructuras de un material termoplástico (más cerradas o
más abiertas), estas se clasifican en: amorfas y cristalinas.
1. CALENTAMIENTO
2. PLASTIFICACIÓN3. ENDURECIMIENTO
PLÁSTICOS
160
Las estructuras amorfas son aquellas que se encuentran mas abiertas, lo cual significa que
los materiales termoplásticos con estructuras amorfas son los más dúctiles, ya que no
presentan mucha resistencia mecánica. Por su parte, las estructuras cristalinas son
aquellas que se encuentran mas cerradas, indicando que los materiales termoplásticos
con este tipo de estructura son los mas rígidos dentro de esta clasificación.
PROPIEDADES DE LOS MATERIALES TERMOPLÁSTICOS
Las propiedades de los materiales termoplásticos son las siguientes:
a) se funden antes de pasar a al estado gaseoso.
b ) al aplicarles calor, se pueden deformar fácilmente.
c ) son solubles con algunos solventes.
d ) son resistentes a la fluencia, ya que en su mayoría son elásticos.
EJEMPLOS DE ALGUNOS COMPUESTOS TERMOPLÁSTICOS
Polietileno (PE). Es el material plástico más conocido y utilizado en el planeta; el
polietileno proviene de hidrocarburos simples cuyos átomos están formados por
hidrogeno y carbono. El polietileno se clasifica principalmente por su densidad, siendo
esta la siguiente:
Polietileno de Baja Densidad (LDPE).
Polietileno Lineal de Baja Densidad (LLDPE).
Polietileno de Alta Densidad (HDPE).
Polietileno Alta Densidad Alto Peso Molecular (HMW-HDPE).
Polietileno de Ultra Alto Peso Molecular (UHM-WPE).
Aplicaciones: bolsas, botellas, tapas para envases, aislantes eléctricos, recipientes para
aceite y gasolina, cubetas, platos, botes para basura, juguetes, etc.
Polipropileno (PP). Se obtiene a partir de la polimerización del polietileno mediante la
refinación del petróleo o el gas natural. El polipropileno aparece a partir de la necesidad
de contar con un plástico semejante a las características químicas del polietileno pero con
mayor resistencia mecánica. Este material se clasifica de dos formas:
1. Por sus materias primas: homopolímero, copolímero impacto y copolímero random.
2. por su estructura química: isotáctico, sindiotáctico y atáctico.
PLÁSTICOS
161
Aplicaciones: jeringas, sondas médicas, tubos, perfiles, hieleras, acumuladores, cafeteras,
popotes, charolas, envases para cosméticos, etc.
Poliestireno (PS). Se obtiene a partir de un monómero llamado estireno. Este material se
clasifica en:
1. Poliestireno cristal (PS).
2. Poliestireno Grado Impacto (PS_I).
3. Poliestireno expansible (EPS).
Aplicaciones: envases para productos farmacéuticos y cosméticos, carcazas de
electrodomésticos, cubiertas de discos compactos, y en forma de espuma se elaboran
vasos desechables, aislantes térmicos y acústicos, modelos para fundición, etc.
Polietileno-Tereftalato (PET). Esta elaborado a partir de dos compuestos: ácido tereftálico
y etilenglicol. Este material se caracteriza por su elevada pureza, tenacidad, transparencia
y resistencia química, por lo cual es aceptado por la Food and Drugs Administration (FDA).
Aplicaciones: por lo general, este plástico esta destinado para la fabricación de envases
para bebidas carbonatadas, agua purificada, aceite comestible, conservas, detergentes y
productos de limpieza, así como para productos farmacéuticos.
Cloruro de Polivinilo (PVC). Es resultante de la asociación molecular del monómero del
cloruro de vinilo; con adición de aditivos, se convierte en el segundo material plástico mas
utilizado por detrás del polietileno.
Aplicaciones: tubos y mangueras, película y lámina, perfiles, calzado, recubrimientos de
conductores eléctricos (cables y alambres), etc.
Acetato de Celulosa (CA). Es obtenido a partir de la nitrocelulosa en combinación con
plastificantes; en un inicio el material era inestable y completamente flamable, hasta que
se logro mediante aditivos eliminar la característica de flamable por completo.
Originalmente se utilizaban solo para fabricar películas.
Aplicaciones: transparencias, película fotográfica, cinta adhesiva, fibras sintéticas, discos y
cintas fonográficas, teclas para calculadoras y computadoras, armazones para mascarillas
de protección, etc.
Policarbonato (PC). Se obtiene tratando al compuesto bisfenol A con Hidróxido de Sodio
(NaOH); es un material transparente el cual, es muy resistente a las altas temperaturas así
como al impacto.
PLÁSTICOS
162
Aplicaciones: perfiles para edificaciones (soportes para cristales), quemacocos
automotrices, lentes de seguridad, carcasas de computadoras, carcasas de teléfonos
celulares, cascos de protección, CD y DVD, etc.
Acrilonitrilo-Butadieno-Estireno (ABS). Es un material que por sus características de brillo,
resistencia al impacto y estabilidad térmica, tiene un uso en la industria automotriz; esta
compuesto por el monómero estireno, el gas butadieno y el líquido acrilonitrilo.
Aplicaciones: como ya se mencionó, su mayor aplicación es en la industria automotriz en
la fabricación de tableros, perfiles decorativos, piezas cromadas, consolas centrales, piezas
de carrocería, apoya-brazos, spoilers, facias, etc.
Acrílico (PMMA). Acrílico es el nombre técnico del Polimetilmetacrilato o PMMA; por lo
general, es un material que se transforma en láminas y placas sólidas, aunque también es
posible trabajarlo por moldeo. Sus características principales son su alta resistencia a la
intemperie, la posibilidad de fabricarlo en colores y su relativa transparencia que permite
el paso de la luz.
Aplicaciones: cristales para vehículos, mirillas de aviones, bóvedas de naves industriales,
domos, lámparas para automóviles, etc.
Poliuretano (PU). Se fabrica a partir de la reacción química de isocianatos y alcohol
polihídrico. Los poliuretanos cuentan con una óptima flexibilidad y elasticidad, así como
resistencia al corte.
Aplicaciones: en forma de espumas se emplean como rellenos de asientos para autos,
sillas y colchones; otros usos, como en el caso de fabricación de cámaras de aire en
balones para futbol y vóleibol, en forma de laminas para recubrir muebles de oficina, etc.
Nylon (NY). el Nylon es una poliamida, la cual puede fabricarse ya sea en forma de fibras o
en planchas solidas; en ambos casos, tienen excelente resistencia al desgaste, a la
humedad, presentando también una gran tenacidad en el caso de productos sólidos.
Aplicaciones: en forma de fibras, se utiliza para fabricar telas sintéticas y bandas de
transmisión; en forma sólida, se elaboran huesos artificiales, cojinetes, engranes, etc.
PLÁSTICOS REFORZADOS
Un plástico reforzado es aquel cuyas propiedades mecánicas se mejoran agregando un
material llamado refuerzo. El objetivo de utilizar un plástico reforzado es sustituir partes
metálicas de un producto (por lo general láminas), obteniendo resultados de similar
resistencia mecánica, más ligeros y con menos costo de fabricación.
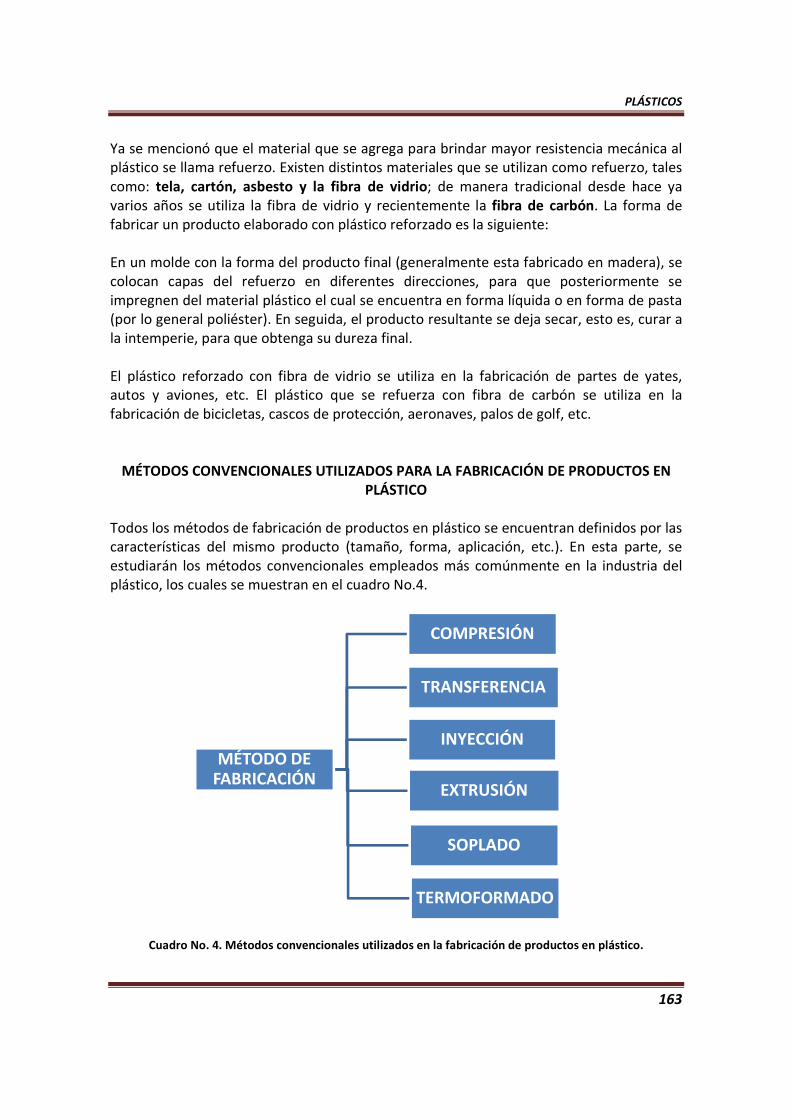
PLÁSTICOS
163
Ya se mencionó que el material que se agrega para brindar mayor resistencia mecánica al
plástico se llama refuerzo. Existen distintos materiales que se utilizan como refuerzo, tales
como: tela, cartón, asbesto y la fibra de vidrio; de manera tradicional desde hace ya
varios años se utiliza la fibra de vidrio y recientemente la fibra de carbón. La forma de
fabricar un producto elaborado con plástico reforzado es la siguiente:
En un molde con la forma del producto final (generalmente esta fabricado en madera), se
colocan capas del refuerzo en diferentes direcciones, para que posteriormente se
impregnen del material plástico el cual se encuentra en forma líquida o en forma de pasta
(por lo general poliéster). En seguida, el producto resultante se deja secar, esto es, curar a
la intemperie, para que obtenga su dureza final.
El plástico reforzado con fibra de vidrio se utiliza en la fabricación de partes de yates,
autos y aviones, etc. El plástico que se refuerza con fibra de carbón se utiliza en la
fabricación de bicicletas, cascos de protección, aeronaves, palos de golf, etc.
MÉTODOS CONVENCIONALES UTILIZADOS PARA LA FABRICACIÓN DE PRODUCTOS EN PLÁSTICO
Todos los métodos de fabricación de productos en plástico se encuentran definidos por las
características del mismo producto (tamaño, forma, aplicación, etc.). En esta parte, se
estudiarán los métodos convencionales empleados más comúnmente en la industria del
plástico, los cuales se muestran en el cuadro No.4.
Cuadro No. 4. Métodos convencionales utilizados en la fabricación de productos en plástico.
MÉTODO DE FABRICACIÓN
COMPRESIÓN
TRANSFERENCIA
INYECCIÓN
EXTRUSIÓN
SOPLADO
TERMOFORMADO
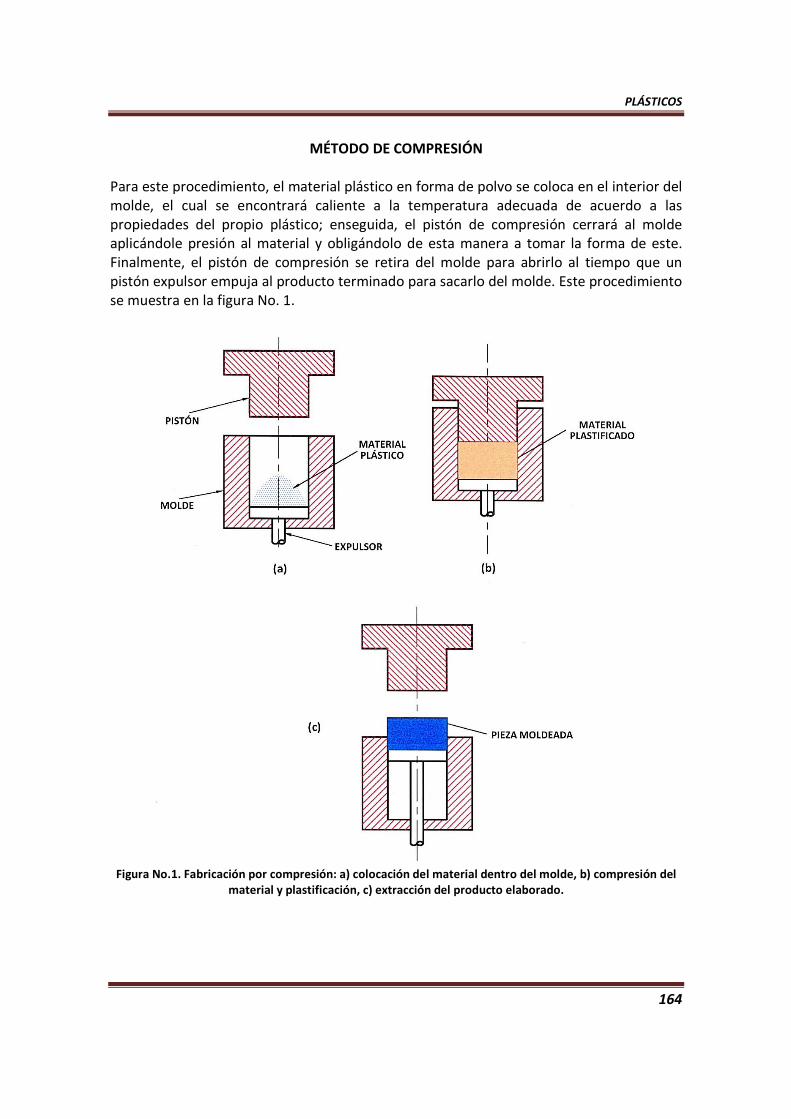
PLÁSTICOS
164
MÉTODO DE COMPRESIÓN
Para este procedimiento, el material plástico en forma de polvo se coloca en el interior del
molde, el cual se encontrará caliente a la temperatura adecuada de acuerdo a las
propiedades del propio plástico; enseguida, el pistón de compresión cerrará al molde
aplicándole presión al material y obligándolo de esta manera a tomar la forma de este.
Finalmente, el pistón de compresión se retira del molde para abrirlo al tiempo que un
pistón expulsor empuja al producto terminado para sacarlo del molde. Este procedimiento
se muestra en la figura No. 1.
Figura No.1. Fabricación por compresión: a) colocación del material dentro del molde, b) compresión del
material y plastificación, c) extracción del producto elaborado.

PLÁSTICOS
165
MÉTODO DE TRANSFERENCIA
En ocasiones, se hace necesaria la fabricación de productos pequeños con paredes
delgadas en donde, por las características del producto, no es posible utilizar el método de
compresión; si se utilizará el método de compresión, se correría el riesgo de obtener un
producto roto o deformado. Para este tipo de productos, se utiliza el método de
transferencia.
Para este procedimiento, de manera adicional al molde y al pistón que se utilizan en el
método de compresión, se utiliza una cámara de precalentamiento; esta cámara se
calienta a la temperatura adecuada según las propiedades del material. El material
plástico en forma de polvo se coloca dentro de la cámara y se presiona mediante el pistón
de compresión; el material plastificado por medio de la presión del pistón llena al molde,
siendo inyectado a través del canal de transferencia. Una vez lleno el molde, el conjunto
formado por el pistón y la cámara se separan del molde y a continuación un pistón
expulsor empuja a la pieza hacia el exterior, teniéndose de esta forma el producto
terminado. Es importante señalar que el canal de trasferencia absorbe gran cantidad de
fuerza hidrodinámica, lo que da como resultado la fabricación de un producto sin defectos
(figura No.2).
MÉTODO DE INYECCIÓN
El método de inyección es el más utilizado en la fabricación de productos de plástico, ya
que aproximadamente el 80% de la producción de la industria del plástico es trabajada
por este tipo de tecnología. El utilizar este método de fabricación proporciona ventajas
respecto a otros métodos tales como:
a ) velocidad de fabricación, ya que en unos cuantos segundos se pueden fabricar varias
piezas a la vez.
b ) flexibilidad de trabajo, debido a que con el hecho de cambiar de molde se pueden
elaborar productos totalmente distintos.
c ) se puede trabajar cualquier tipo de plástico, ya sea termofijo o termoplástico.
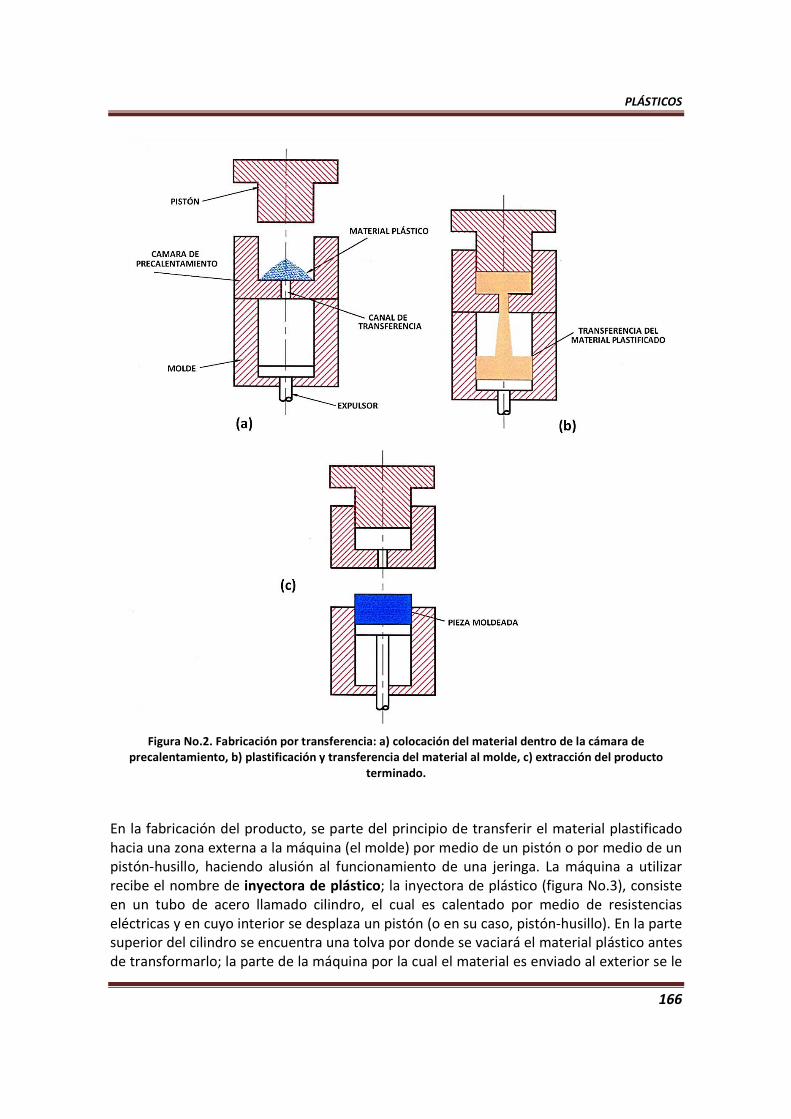
PLÁSTICOS
166
Figura No.2. Fabricación por transferencia: a) colocación del material dentro de la cámara de
precalentamiento, b) plastificación y transferencia del material al molde, c) extracción del producto terminado.
En la fabricación del producto, se parte del principio de transferir el material plastificado
hacia una zona externa a la máquina (el molde) por medio de un pistón o por medio de un
pistón-husillo, haciendo alusión al funcionamiento de una jeringa. La máquina a utilizar
recibe el nombre de inyectora de plástico; la inyectora de plástico (figura No.3), consiste
en un tubo de acero llamado cilindro, el cual es calentado por medio de resistencias
eléctricas y en cuyo interior se desplaza un pistón (o en su caso, pistón-husillo). En la parte
superior del cilindro se encuentra una tolva por donde se vaciará el material plástico antes
de transformarlo; la parte de la máquina por la cual el material es enviado al exterior se le
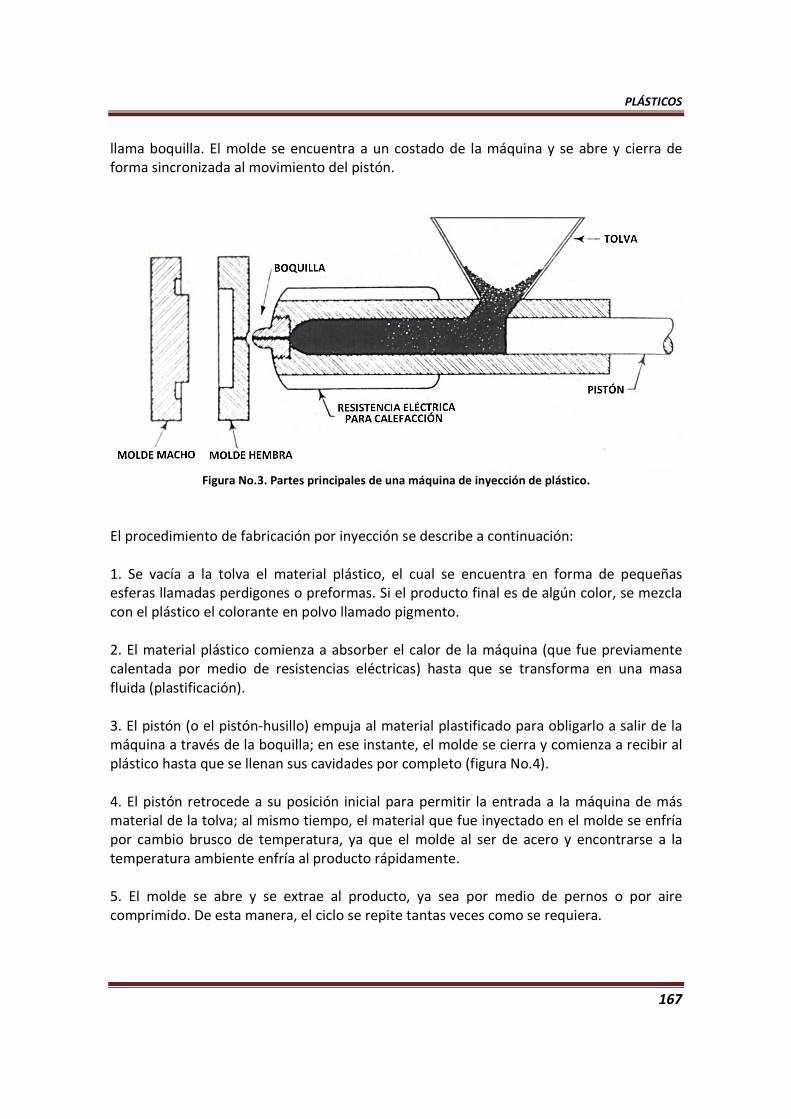
PLÁSTICOS
167
llama boquilla. El molde se encuentra a un costado de la máquina y se abre y cierra de
forma sincronizada al movimiento del pistón.
Figura No.3. Partes principales de una máquina de inyección de plástico.
El procedimiento de fabricación por inyección se describe a continuación:
1. Se vacía a la tolva el material plástico, el cual se encuentra en forma de pequeñas
esferas llamadas perdigones o preformas. Si el producto final es de algún color, se mezcla
con el plástico el colorante en polvo llamado pigmento.
2. El material plástico comienza a absorber el calor de la máquina (que fue previamente
calentada por medio de resistencias eléctricas) hasta que se transforma en una masa
fluida (plastificación).
3. El pistón (o el pistón-husillo) empuja al material plastificado para obligarlo a salir de la
máquina a través de la boquilla; en ese instante, el molde se cierra y comienza a recibir al
plástico hasta que se llenan sus cavidades por completo (figura No.4).
4. El pistón retrocede a su posición inicial para permitir la entrada a la máquina de más
material de la tolva; al mismo tiempo, el material que fue inyectado en el molde se enfría
por cambio brusco de temperatura, ya que el molde al ser de acero y encontrarse a la
temperatura ambiente enfría al producto rápidamente.
5. El molde se abre y se extrae al producto, ya sea por medio de pernos o por aire
comprimido. De esta manera, el ciclo se repite tantas veces como se requiera.
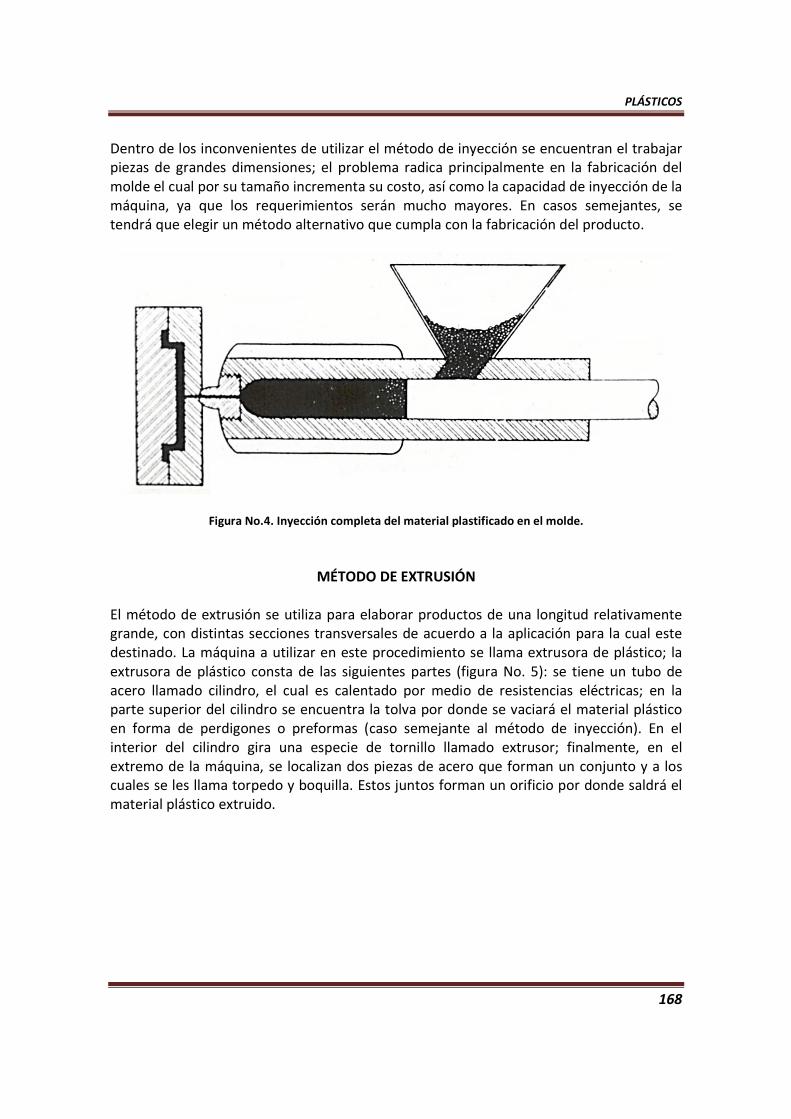
PLÁSTICOS
168
Dentro de los inconvenientes de utilizar el método de inyección se encuentran el trabajar
piezas de grandes dimensiones; el problema radica principalmente en la fabricación del
molde el cual por su tamaño incrementa su costo, así como la capacidad de inyección de la
máquina, ya que los requerimientos serán mucho mayores. En casos semejantes, se
tendrá que elegir un método alternativo que cumpla con la fabricación del producto.
Figura No.4. Inyección completa del material plastificado en el molde.
MÉTODO DE EXTRUSIÓN
El método de extrusión se utiliza para elaborar productos de una longitud relativamente
grande, con distintas secciones transversales de acuerdo a la aplicación para la cual este
destinado. La máquina a utilizar en este procedimiento se llama extrusora de plástico; la
extrusora de plástico consta de las siguientes partes (figura No. 5): se tiene un tubo de
acero llamado cilindro, el cual es calentado por medio de resistencias eléctricas; en la
parte superior del cilindro se encuentra la tolva por donde se vaciará el material plástico
en forma de perdigones o preformas (caso semejante al método de inyección). En el
interior del cilindro gira una especie de tornillo llamado extrusor; finalmente, en el
extremo de la máquina, se localizan dos piezas de acero que forman un conjunto y a los
cuales se les llama torpedo y boquilla. Estos juntos forman un orificio por donde saldrá el
material plástico extruido.
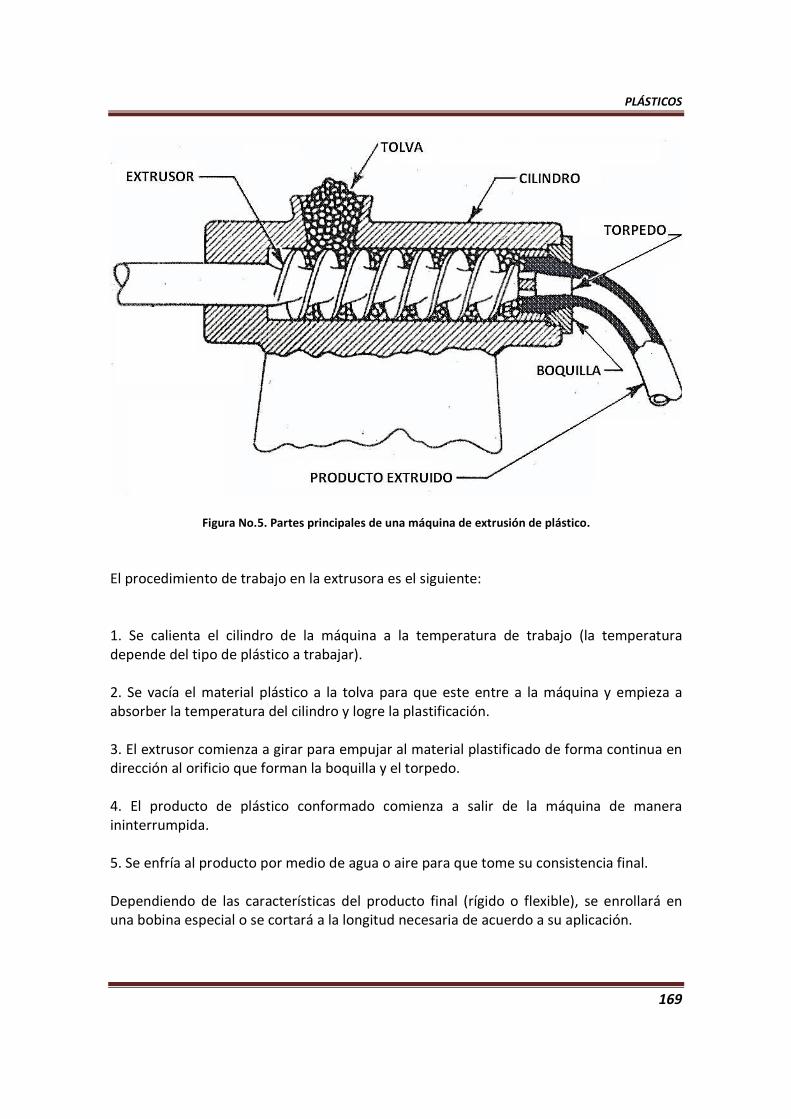
PLÁSTICOS
169
Figura No.5. Partes principales de una máquina de extrusión de plástico.
El procedimiento de trabajo en la extrusora es el siguiente:
1. Se calienta el cilindro de la máquina a la temperatura de trabajo (la temperatura
depende del tipo de plástico a trabajar).
2. Se vacía el material plástico a la tolva para que este entre a la máquina y empieza a
absorber la temperatura del cilindro y logre la plastificación.
3. El extrusor comienza a girar para empujar al material plastificado de forma continua en
dirección al orificio que forman la boquilla y el torpedo.
4. El producto de plástico conformado comienza a salir de la máquina de manera
ininterrumpida.
5. Se enfría al producto por medio de agua o aire para que tome su consistencia final.
Dependiendo de las características del producto final (rígido o flexible), se enrollará en
una bobina especial o se cortará a la longitud necesaria de acuerdo a su aplicación.

PLÁSTICOS
170
MÉTODO DE SOPLADO
El método de soplado se utiliza en la fabricación de cuerpos huecos que por lo general,
contendrán líquidos de diferentes tipos. Básicamente, consiste en aplicar aire a presión a
un tubo o una manguera de material plastificado para obligarlo a tomar la forma final del
molde. Existen dos procedimientos para la elaboración de cuerpos huecos (cuadro No. 5):
Cuadro No.5. Métodos de fabricación por soplado de plástico.
MÉTODO DE EXTRUSIÓN-SOPLADO
En este procedimiento se utiliza una máquina llamada sopladora de plástico por extrusión (figura No.6); esta máquina consiste (análogamente a una máquina de extrusión) en un
cilindro, el cual es calentado por medio de resistencias eléctricas y en cuyo interior trabaja
un extrusor, el cual gira a la velocidad necesaria para empujar al material plastificado y
obligarlo a salir de la máquina a través de la boquilla. En la parte superior del cilindro, se
encuentra una tolva por donde se vacía la materia prima a transformar; la obtención del
producto se describe en las siguientes etapas (figura No.7):
MÉTODO DE SOPLADO
EXTRUSIÓN-SOPLADO
INYECCIÓN-SOPLADO
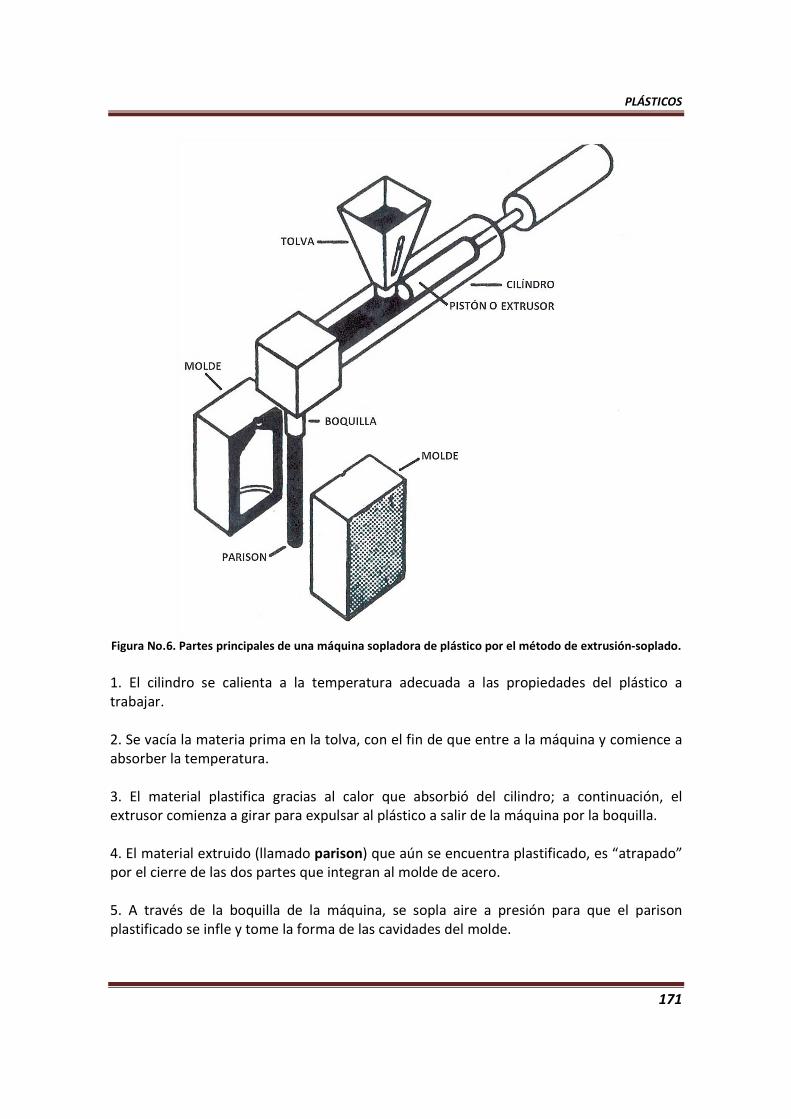
PLÁSTICOS
171
Figura No.6. Partes principales de una máquina sopladora de plástico por el método de extrusión-soplado.
1. El cilindro se calienta a la temperatura adecuada a las propiedades del plástico a
trabajar.
2. Se vacía la materia prima en la tolva, con el fin de que entre a la máquina y comience a
absorber la temperatura.
3. El material plastifica gracias al calor que absorbió del cilindro; a continuación, el
extrusor comienza a girar para expulsar al plástico a salir de la máquina por la boquilla.
4. El material extruido (llamado parison) que aún se encuentra plastificado, es “atrapado”
por el cierre de las dos partes que integran al molde de acero.
5. A través de la boquilla de la máquina, se sopla aire a presión para que el parison
plastificado se infle y tome la forma de las cavidades del molde.
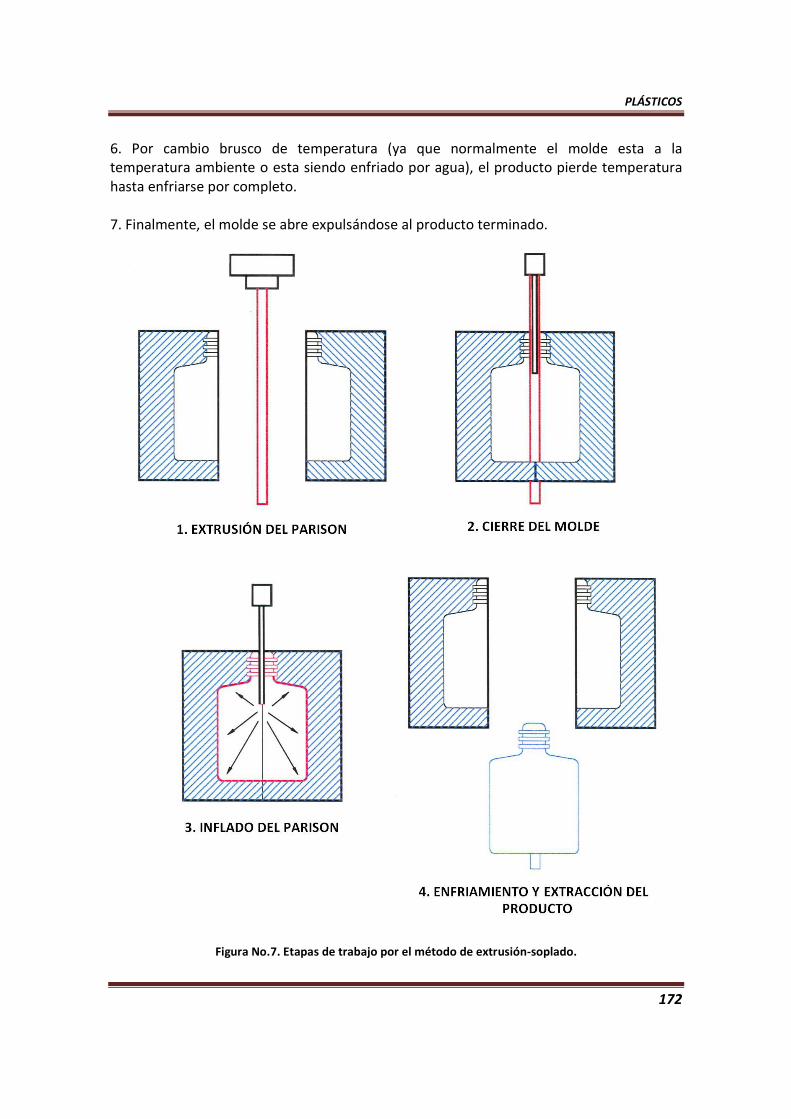
PLÁSTICOS
172
6. Por cambio brusco de temperatura (ya que normalmente el molde esta a la
temperatura ambiente o esta siendo enfriado por agua), el producto pierde temperatura
hasta enfriarse por completo.
7. Finalmente, el molde se abre expulsándose al producto terminado.
Figura No.7. Etapas de trabajo por el método de extrusión-soplado.
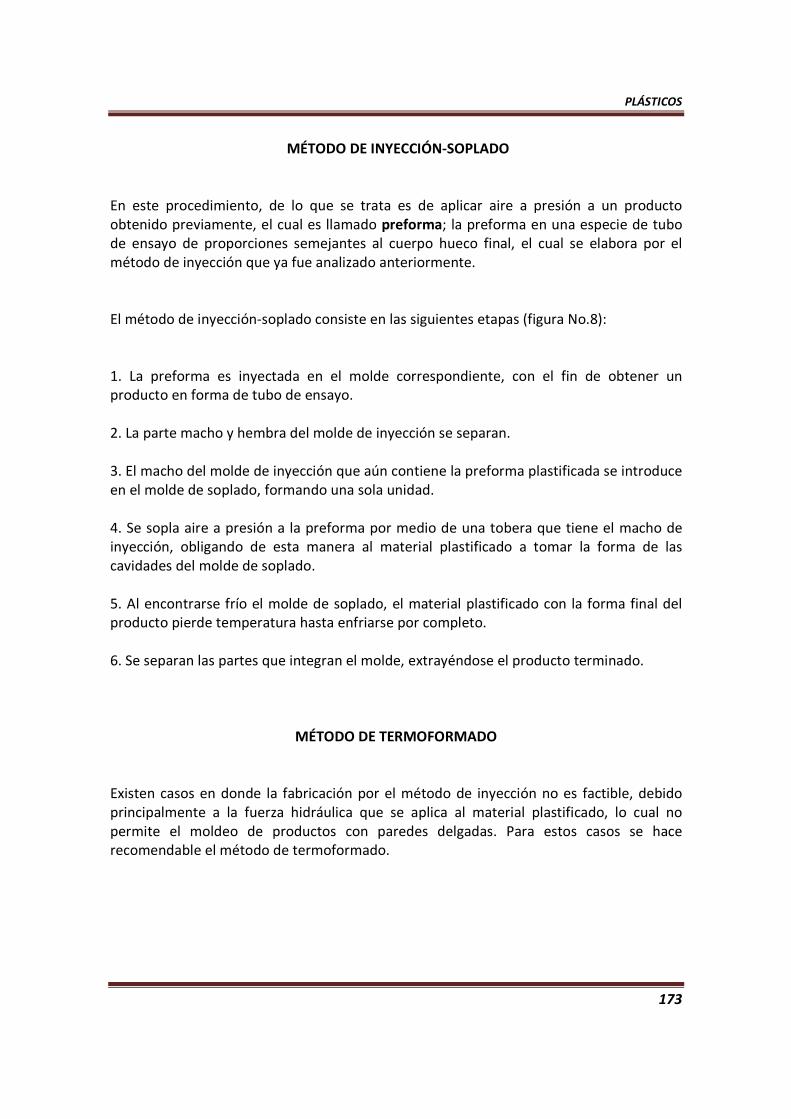
PLÁSTICOS
173
MÉTODO DE INYECCIÓN-SOPLADO
En este procedimiento, de lo que se trata es de aplicar aire a presión a un producto
obtenido previamente, el cual es llamado preforma; la preforma en una especie de tubo
de ensayo de proporciones semejantes al cuerpo hueco final, el cual se elabora por el
método de inyección que ya fue analizado anteriormente.
El método de inyección-soplado consiste en las siguientes etapas (figura No.8):
1. La preforma es inyectada en el molde correspondiente, con el fin de obtener un
producto en forma de tubo de ensayo.
2. La parte macho y hembra del molde de inyección se separan.
3. El macho del molde de inyección que aún contiene la preforma plastificada se introduce
en el molde de soplado, formando una sola unidad.
4. Se sopla aire a presión a la preforma por medio de una tobera que tiene el macho de
inyección, obligando de esta manera al material plastificado a tomar la forma de las
cavidades del molde de soplado.
5. Al encontrarse frío el molde de soplado, el material plastificado con la forma final del
producto pierde temperatura hasta enfriarse por completo.
6. Se separan las partes que integran el molde, extrayéndose el producto terminado.
MÉTODO DE TERMOFORMADO
Existen casos en donde la fabricación por el método de inyección no es factible, debido
principalmente a la fuerza hidráulica que se aplica al material plastificado, lo cual no
permite el moldeo de productos con paredes delgadas. Para estos casos se hace
recomendable el método de termoformado.
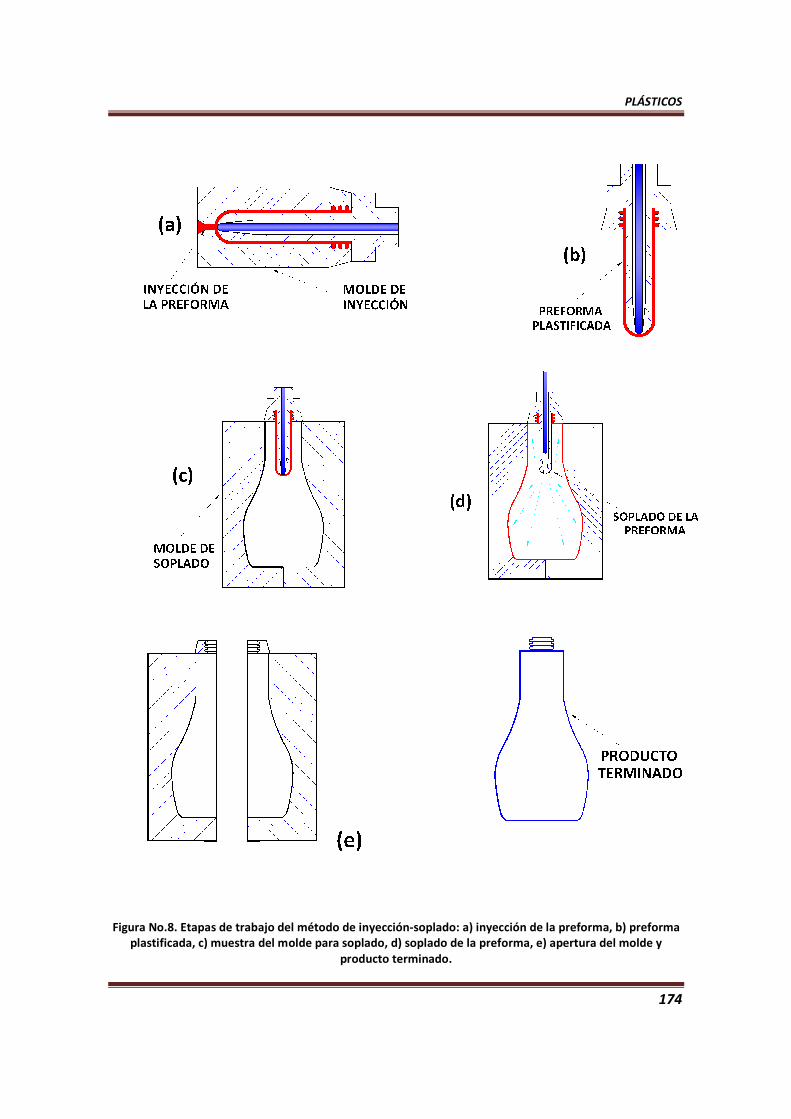
PLÁSTICOS
174
Figura No.8. Etapas de trabajo del método de inyección-soplado: a) inyección de la preforma, b) preforma plastificada, c) muestra del molde para soplado, d) soplado de la preforma, e) apertura del molde y
producto terminado.
PLÁSTICOS
175
La máquina a utilizar se le llama máquina para termoformado de plástico; la máquina
consiste básicamente de una bomba de vacío (la cual generará la presión inversa al
material plastificado y le dará la forma final), así como un molde fabricado en acero o en
aluminio con la forma del producto final, un radiador de calor (por medio de resistencias
eléctricas o luz infrarroja) y una serie de cizallas para realizar el corte de los sobrantes del
producto.
El procedimiento para la fabricación de productos por medio del método de
termoformado es el siguiente (figura No. 9):
1. Una lámina de plástico a la temperatura ambiente y cortada previamente a las
dimensiones necesarias, se coloca encima del molde sujetándose de manera que no tenga
movimiento.
2. Se coloca el radiador de calor por encima de la lámina de plástico sin que estos se
pongan en contacto, manteniendo una distancia constante entre si.
3. Una vez plastificada la lámina, se aplica presión mediante la bomba de vacío a través de
los conductos de vacío que tiene el molde; de esta forma, la lámina toma la forma del
molde.
4. Por cambio de temperatura entre el molde y la lámina plastificada, el producto enfría y
finalmente es separado el producto final del molde.
OTROS MÉTODOS DE FABRICACIÓN
Existen otros métodos de fabricación de productos de plástico, tales como el calandrado,
impregnado, rotomoldeo, colado, adhesión, soldadura de plásticos, etc., sin embargo, se
han presentado los métodos de trabajo más utilizados en la industria del plástico, ya que
el presente trabajo no pretende profundizar en el estudio y aplicación de los sistemas de
fabricación, sino mas bien, brindar una guía sencilla para su fácil análisis y comprensión.
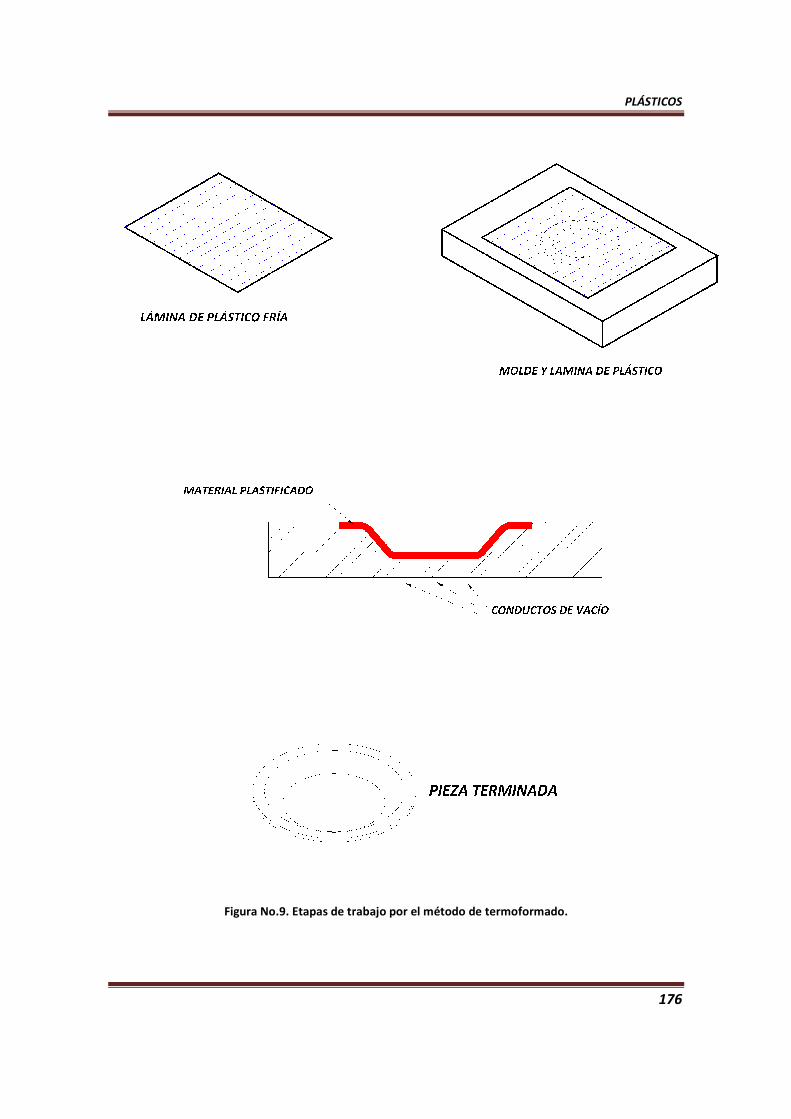
PLÁSTICOS
176
Figura No.9. Etapas de trabajo por el método de termoformado.
BIBLIOGRAFÍA
177
B I B L I O G R A F Í A
1. Amsted, B.H. (2009). Procesos de Manufactura Versión S.I. México: Grupo Editorial Patria.
2. Beer Ferdinand, Pierre. y Johnston E R. (2010). Mecánica de Materiales. México: Mc Graw Hill
de México.
3. Gerling. H. (2002). Alrededor de las Máquinas-Herramientas. 2ª edición. México: Reverte.
4. González Nuñez Juan. (1990). El Control Numérico en las máquinas-herramientas. 2ª edición.
México: Compañía Editorial Continental S.A de C.V.
5. Horwitz Henry, P. E. (2009). Soldadura, Aplicaciones y Práctica. México: AlfaOmega Grupo
Editorial.
6. Malishev, A. (2008). Tecnología de los Metales. México: Limusa S.A de C.V.
7. Moore Harry, D. (2008). Materiales y Procesos de Fabricación. México: Limusa S.A de C.V.
8. Smid Peter. (2003). CNC Programming Handbook. 2ª edición. New York: Industrial Press Inc.
9. Timings, Roger L. (2005). Tecnología de la Fabricación 2: Tratamientos Térmicos, Procesos y Máquinas Herramientas. México: AlfaOmega Grupo Editorial.