
AT 21 Esp-20 pags - Rockwell Automation · integradores de sistemas, ... pañía patrocinó la...
20
Conozca dos trayectorias de éxito: un caso de la industria alimentaria de Brasil y otro de una central termoeléctrica de Chile Fuerza G: ¿puede hacerse una idea del impacto que tiene en su sistema de control? Venta y adquisición fortalecen el objetivo de Rockwell Automation MAYO/2007, AÑO 7, N O . 21 AMÉRICA LATINA Se cubren los huecos de información a través de la unificación de la infraestructura de control, lo que permite integrar informaciones de proceso y de aplicaciones discretas
-
Upload
truongkhanh -
Category
Documents
-
view
213 -
download
0
Transcript of AT 21 Esp-20 pags - Rockwell Automation · integradores de sistemas, ... pañía patrocinó la...

Conozca dos
trayectorias de éxito:
un caso de la
industria alimentaria
de Brasil y otro de una
central termoeléctrica
de Chile
Fuerza G: ¿puede
hacerse una idea del
impacto que tiene en
su sistema de control?
Venta y adquisición
fortalecen el objetivo
de Rockwell
Automation
MAYO/2007, AÑO 7, NO. 21
AMÉRICA LATINA
Se cubren los huecos de información a través de la unificación de la infraestructura de control, lo que permite integrar informaciones de proceso y de aplicaciones discretas

Arquitectura integrada . . . . . . . . . . . . . . . . . . . . . 10Empresa en línea, informaciones al instante
Noticias de América Latina . . . . . . . . . . . . . . . . . . . 17Brasil y Chile
Global News . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3Afinar el enfoque a la vez que se amplía la experiencia
Product News . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6Los avances tecnológicos dan como resultado productos más robustos y versátiles
Technology Watch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Fuerza G: convivir con ella para conocerla
Automation Today es una publicación de Rockwell Automation
Oficinas de Rockwell Automation en América Latina:
COORDINACIÓN: Eliana Freixa - e-mail: [email protected] (Rockwell Automation Brasil)
EQUIPO EDITORIAL:Theresa Houck (Putman Publishing) • James Jerschefske (Rockwell Automation)
• Márcia M. Maia redactora en Brasil (Interativa Comunicação)
FOTOGRAFÍA: Archivo Rockwell Automation e istockphoto.com
TRADUCCIÓN: Steven Avey (Rockwell Automation)
DISEÑO Y PRODUCCIÓN: Putman Publishing (proyecto) y Cláudio Machado (diagramación -Interativa Comunicação - e-mail: [email protected])
Oficina Principal para América Latina Tel.: 1-954-306-7900/Fax: 1-954-306-7999
ArgentinaTel.: 54-11-5554-4000/Fax: 54-11-5554-4040
BrasilTel.: 55-11-3618- 8800/Fax: 55-11-3618-8887
Región del Caribe Tel.: 1- 787-300-6200/Fax: 1-787-706-3939
Chile Tel.: 56-2-290-0700/Fax: 56-2-290-0707
Colombia Tel.: 57-1-422-1630/Fax: 57-1-422-3145
Costa Rica Tel.: 011-506-248-1203/Fax: 011-506-248-1827
MéxicoTel.: 52-55-5246-2000/Fax: 52-55-5251-1169
PerúTel.: 51-1-441-5900/Fax: 51-1-222-2987
VenezuelaTel.: 58-212-949-0611/Fax: 58-212-943-3955
Las capacidades de proceso
y de lotes son una prioridad
Como fabricante, usted seenfrenta a muchos retos. Al-
gunos de los retos más difícilesincluyen acortar el tiempo de lanzamiento al mercado, reducirel costo total de adquisición,mejorar la administración y utilización de sus activos y mejo-rar la administración de riesgosde fabricación. En Rockwell Automation nos dedicamos a
diseñar soluciones dirigidas específicamente a resolverestos retos. Nuestra prioridad estratégica es aumentarlas capacidades de proceso y de lotes.
Estamos haciendo inversiones considerables en eldesarrollo de productos y sistemas, en obtener experien-cia en dominios, y en establecer asociaciones para man-tenernos a la vanguardia con respecto a tendencias y aresponder a las necesidades empresariales de los clien-tes de sistemas híbridos y de procesos.
Estas tendencias incluyen borrar las líneas entre lasaplicaciones que pueden resolverse con sistemas DCS encomparación con sistemas de automatización a nivel detoda la planta; crear una integración vertical más sólidaentre los sistemas de la planta y empresariales; mejorar lautilización de los datos para proporcionar mejor manteni-miento predictivo y preventivo; seguridad y uso de con-trol avanzado de proceso para implementar cambios entiempo real en la administración del rendimiento.
Una manera en que podemos ayudarle es a través dela Arquitectura Integrada de Rockwell Automation, labase de nuestras soluciones. Proporciona una platafor-ma de control e información a nivel de toda la plantapara unificar la información de diversas áreas de fabri-cación y producción, desde las materias primas hasta elprocesamiento y envasado. La capacidad de escalado, fle-xibilidad y funcionalidad de la Arquitectura Integradacierra las brechas de producción y mejora la producti-vidad, la calidad y el tiempo de lanzamiento al mercado,además de que reduce el costo total de adquisición.
La mayoría de plantas de fabricación utilizan una com-binación ecléctica de sistemas de control e informaciónpara producir sus productos. El intercambio de informa-ción entre estos sistemas puede ser complejo, lo cual, enúltima instancia, obstaculiza la producción.
Sin embargo, la Arquitectura Integrada de RockwellAutomation utiliza una sola arquitectura para la informa-ción y la automatización de toda la planta. Nuestras tec-nologías de habilitación, Logix y FactoryTalk, así como laconectividad con otros fabricantes, le permiten usar unaplataforma común para todas las áreas de control y de pro-ducción. Esta plataforma común también le permite trans-ferir información de manera transparente dentro de laplanta y al sistema empresarial. Déjenme contarles un pococómo nuestra estrategia está marcando la diferencia a to-dos los niveles de la organización.
KEVIN ZABA Director de procesos automatización
2 Mayo 2007

Global News
Rockwell Automation hafirmado un acuerdo de-finitivo para la venta
de los negocios de mecánica Dodge y de motores RelianceElectric, a los que se añaden losservicios de reparación de moto-res prestados por esta empresa.Se trata de los principales nego-cios de la División Power Systemsde Rockwell Automation. Lacompradora es la estadouniden-se Baldor Electric Co., de Arkan-sas, que comercializa, proyecta yfabrica motores eléctricos indus-triales, dispositivos accionadoresy generadores.
Baldor desembolsará 1.800millones de dólares por el 100%del patrimonio de PowerSystems, en pago de la transac-ción anunciada en noviembre de2006 y cerrada el primer trimes-tre de 2007.
“Dodge y Reliance Electricencajan perfectamente en nues-tros negocios actuales”, afirmóJohn McFarland, presidente de Baldor.
Según Keith D. Nosbusch,presidente de Rockwell Automation, “Baldor es unagran empresa con una adminis-tración notable”. Cree que exis-
te una fuerte identificación cul-tural y estratégica entre los ne-gocios de Baldor y los negociosde Reliance Electric y Dodge.“Las dos organizaciones man-tienen filosofías operativas se-mejantes y están comprometi-das en tratar a sus empleados conrespeto, suministrar productosde alta calidad y ofrecer a losclientes servicios excepcionales”,opinó Nosbusch. Y añade: “LaDivisión Power Systems es ungran negocio, con un equipo deadministración excelente, fuer-tes conocimientos especializa-dos del sector y posiciones líde-
res de mercado. Ha contribuidosustancialmente al éxito deRockwell Automation. En susáreas de excelencia, los negociosDodge y Reliance Electric sonimbatibles”.
Por su parte, Joseph D.Swann, Presidente de RockwellAutomation Power Systems, comentaba acerca de la transac-ción: “Estamos entusiasmadoscon el camino que tenemos por delante. Seguiremos con elobjetivo de servir a nuestrosclientes directamente y con el apoyo de nuestros socios dedistribución”.
Rockwell Automation vende sus Unidades de Negocio de
Mecánica y Motores
La empresa espera que la transacción fortalezca su foco en las soluciones deenergía, control integrado y información, para atender a las necesidadescrecientes del mercado global
Rockwell Automationanunció que Matt Bauer,director de desarrollo de
mercados de la división de soft-ware de información de Rockwell Automation, ha sido nombradopresidente de la junta de directo-res de la asociación internacionalde soluciones para empresas defabricación (MESA). MESA, unacomunidad que integra usuariosfinales del sector de fabricación,integradores de sistemas, prove-edores de hardware y software,analistas y consultores de la in-dustria, se dedica a mejorar lossistemas de producción de fabri-cación mediante foros abiertosdonde se intercambian ideas y seinterpretan nuevos estándares.
Como presidente, Bauer tra-bajará con MESA para promoverel intercambio de mejores prácti-cas, estrategias e innovación paraadministrar las operaciones de fa-bricación y lograr la excelencia deejecución en la planta.
“Afortunadamente MESAcuenta con Matt en nuestra jun-ta directiva, quien está compro-metido con su misión”, dijo DeAnn Fedyski, directora eje-cutiva de MESA. “El liderazgoy la visión de Matt permitirán anuestra organización abordar losretos a los que se enfrentan losusuarios finales del sector de fa-bricación en todo el mundo yayudarles a cumplir con sus me-tas comerciales".
Como uno de ocho patroci-nadores principales, Rockwell Automation participa de mane-ra intensa en la organizaciónMESA, y compromente su tiem-po y recursos a su misión comoparte de su compromiso conti-nuo con los estándares industria-les y la interoperación. RockwellAutomation participa en la inves-tigación, la planeación, la trans-misión de mensajes y la direcciónestratégica de la organización
MESA. El Sr. Bauer también esclave en la planificación de la con-ferencia de MESA, la cual esconsiderada como barómetro de la industria por muchos. Alcompartir ideas con otros sumi-nistradores y usuarios finales, Rockwell Automation permane-ce a la vanguardia para estable-cer las mejores prácticas y brin-dar liderazgo intelectual para lasestrategias de información a ni-vel de toda la planta.
Más recientemente, la com-pañía patrocinó la encuesta de laindustria Metrics that Matter(Mediciones importantes) condu-cida por MESA e Industry Di-rections Inc. para aumentar el co-nocimiento de los fabricantes res-
Ejecutivo de Rockwell Automation es designado como
Presidente de la Junta Directiva de Mesa International
Mayo 2007 3
I N T E R N A T I O N A L
Driving Manufacturing Excellence

Global News
Rockwell Automation anun-ció recientemente la adqui-sición de ProsCon Holdings
Ltd., una compañía de ingeniería pri-vada que ofrece soluciones de dise-ño de comprobada eficacia y técni-camente exclusivas para la industriade procesos. Las áreas de aptitud deesta compañía incluyen tecnología deprocesos, sistemas de control y tec-nología de información. ProsContambién proporciona soluciones mo-dulares innovadoras y económicas alofrecer implementación más rápidade nuevas instalaciones así como re-adaptaciones de plantas existentes.Esta estrategia modular ayuda a losclientes a acelerar el tiempo de co-mercialización de nuevos productos.
Con sede en Cork, Irlanda, y conuna oficina en Dublín, ProsCon pro-porciona servicios principalmente a
clientes destacados en los mercadosfarmacéutico y de biotecnología. Hadesarrollado una sólida reputación alayudar a compañías a cumplir conlos estándares reglamentarios y a ad-ministrar su riesgo comercial. El equi-po administrativo de ProsCon y susempleados se incorporarán al equi-po de soluciones globales de Rockwell Automation para continuarsirviendo a sus clientes a nivel localy en todo el mundo.
“Esta adquisición es un pasovital para aumentar nuestra capa-cidad de proporcionar solucionesglobales a los clientes de las indus-trias de ciencias biológicas y auto-matización de procesos en Irlanday el resto del mundo”, dijo
Bob Honor, vicepresidente de ladivisión de ciencias biológicas deRockwell Automation. “La experien-
cia del equipo de ProsCon nos brin-da una presencia masiva crítica en Ir-landa, uno de los mercados de cien-cias biológicas de más rápido creci-miento, así como en Europa, uno delos mercados de ciencias biológicasmás grandes del mundo".
El director administrativo deProsCon, Niall Foley dijo, “La adquisición aumentará considera-blemente la capacidad de ProsConde proporcionar soluciones de diseño y tecnología innovadoras alos clientes. Al combinar los cono-cimientos de la industria de pro-cesos de ProsCon con la experien-cia técnica, el amplio portafolio deproductos, los canales de distribu-ción y los recursos financieros deRockwell Automation, fortalecere-mos nuestra capacidad de servir alos clientes”.
“Esta adquisición, junto con lasrecientes adquisiciones de PropackData, Datasweep y Caribbean Inte-gration Engineers, fortalece los sólidos cimientos de Rockwell Automation y su sólida experienciaen dominios para soluciones globa-les de proceso e información en laindustria de ciencias biológicas, locual incluye el campo de rápida ace-leración de biotecnología", dijo TerryGebert, vicepresidente y gerente ge-neral de soluciones y fabricación deprocesos de Rockwell Automation.ProsCon aumenta más aún nuestraamplia gama de soluciones de pro-ceso, desde proyectos llave en manocompletamente integrados hasta sis-temas de control autónomos y suscapacidades especiales en diseño mo-dular e implementación de segui-miento rápido”.
Rockwell Automation adquiere ProsCon
Esta selección refrenda la du-radera relación de alianzaque DuPont y Rockwell
Automation han compartido duran-te los últimos 15 años con respectoa sistemas de control basados enPLC. La relación se expande ahoracon el fin de aprovechar la capaci-dad de los sistemas de proceso deRockwell Automation para uso enaplicaciones donde se superpone lafuncionalidad de las tecnologíasDCS y PLC.
Mediante Six Sigma, un equi-po de estrategia de surtidores de con-trol de proceso de DuPont evaluó alos proveedores potenciales sobre labase de un modelo de ciclo de vida
de cinco años que incluyó costo, mi-gración, asistencia y servicios técni-cos, tecnología, seguridad, herra-mientas de ingeniería y sistemas deseguridad.
“Si bien Rockwell Automationha sido un proveedor a largo pla-zo de DuPont en el área de con-trol de procesos, el equipo abor-dó este proceso de evaluación conmucha seriedad", dijo Dennis In-verso, líder del equipo de tecno-logía PLC de DuPont. “Las res-puestas de Rockwell Automation
superaron las expectativas denuestro equipo. Es claro que Rockwell Automation tiene pro-ductos confiables para el espacio
del proceso donde se superpone la funcionalidad de los sistemasDCS y PLC”.
“Rockwell Automation ha rea-lizado inversiones importantes enel desarrollo de soluciones que abar-can aplicaciones de proceso y dis-cretas”, dijo Kevin Zaba, directorde Rockwell Automation, merca-dotecnia de procesos. “Es un pla-cer para nosotros ayudar a DuPonta unir estos entornos con una solaplataforma de control integrada”.
La decisión de incluir la solu-ción de Rockwell Automation decontrol de procesos proporciona aDuPont otro componente de la so-lución de Arquitectura Integrada de
Rockwell Automation, y comple-menta la base instalada de produc-tos de Rockwell Automation con quecuentan actualmente las instalacio-nes de DuPont.
DuPont selecciona a Rockwell Automation como proveedor
Global Alliance para sistemas PLC y de proceso
Edificio de DuPont en Delaware, EE.UU.Edificio de DuPont en Delaware, EE.UU.
4 Mayo 2007
pecto a las funciones que las me-diciones desempeñan en las ini-ciativas de mejora del rendimien-to empresarial. Esta encuesta exa-
mina indicadores clave de rendi-miento (KPI) de la planta y de lasoperaciones usados comúnmen-te, y cómo se relacionan con las
mediciones comerciales y finan-cieras. El objetivo es mostrar cómolas compañías pueden justificarlas inversiones de software para
la planta y entender cómo las me-joras de la planta pueden acelerarel éxito financiero. La encuesta sepublicó en octubre de 2006.
Mayo 2007 5
Global News
Rockwell Automation yCisco Systems, un pro-veedor global de solu-
ciones de conexión en red parala Internet, anunciaron esta se-mana que están trabajando jun-tos para ayudar a los fabricantesa lograr visibilidad, flexibilidady colaboración mediante una in-tegración optimizada de red entoda la planta y la empresa conla tecnología EtherNet/IP. Elanuncio se realizó en la Feria deHanóver en Alemania.
Las compañías colaboraránen el desarrollo de arquitectu-ras de referencia usando tecno-logías de conexión en red Ether-Net/IP estándar y educación demercado para permitir la opti-mización del personal y del pro-ceso. El esfuerzo resultará en unamejor eficiencia, mayor tiempoproductivo y las mejores prácti-cas para los clientes de fabrica-ción globales.
Los analistas de la industriahan sido informados sobre elanuncio y han ofrecido opinio-nes positivas sobre la estrategia.
“Los fabricantes funcionanen un entorno que requiere unintercambio difundido de infor-mación entre todos los dominiosde la empresa de fabricación”,dijo Craig Resnick, Director deInvestigación, ARC AdvisoryGroup. “Conforme los fabrican-tes avanzan hacia un clima co-mercial global que demanda laintegración de las operacionesde fabricación y los sistemas co-merciales, la colaboración debe-rá convertirse en una realidadcomún. Rockwell Automation yCisco Systems proporcionarána los fabricantes la orientaciónque necesitan para facilitar la in-tegración de la planta y de la redde tecnología de información demanera que permita una conec-
tividad segura mediante la tec-nología EtherNet/IP”.
La colaboración aborda lasdemandas por parte delcliente de una tecnología dered común
La colaboración se creó parasatisfacer los pedidos colectivosde clientes que necesitan aprove-char la tecnología abierta comúnmediante una metodología segu-ra y confiable que satisfaga diver-sos requisitos funcionales logran-do una solución de conexión enred optimizada. Este deseo fueclaramente expresado por lascompañías integrantes del Con-sejo de Innovación de Clientes(Customer Innovation Council)formado en 2006 a fin de ofreceraportes para los retos, priorida-des y soluciones de tecnología deinformación y fabricación.
“Los clientes nos informanque desean una arquitectura de re-ferencia conjunta compatible conel entorno de red de la oficina ad-ministrativa y de la planta de fa-bricación”, dijo Paul McNab, Vi-cepresidente de Marketing Em-presarial de Cisco Systems. “Tan-to los gerentes de planta como detecnología de información necesi-tan tener visibilidad segura y entiempo real entre la planta de pro-ducción y los sistemas de planifi-cación de recursos de la empresa,la administración de relaciones conel cliente y la administración de lacadena de suministro. Esta arqui-tectura de red permitirá a los fa-bricantes lograr visibilidad entiempo real con una red de con-troles segura mediante EtherNet”.
Ambas compañías continua-rán trabajando en estrecha cola-boración con sus clientes pararesolver los desafíos actuales yanticipar los futuros retos queenfrentan las diversas industrias.
“Usar el sistema no modifica-do EtherNet estándar representala diferencia clave dentro de laArquitectura Integrada de Rockwell Automation. RockwellAutomation y Cisco Systems, me-diante la combinación de su expe-riencia y conocimientos de la in-dustria, se han unido para deter-minar cómo las topologías de lared EtherNet a nivel de toda la em-presa pueden ayudar a los fabri-cantes a resolver los retos actualesdel mercado y a anticipar y estarlistos para las demandas del futu-ro", dijo Steve Eisenbrown, Vice-presidente de Arquitectura y Soft-ware de Rockwell Automation.
Eliminar la división culturalpara la optimización de procesos y el personal
Una integración de los es-tándares de red requiere tecno-logía contemporánea y un en-tendimiento mutuo de los pro-blemas y retos que enfrentan losentornos de la tecnología de in-formación y la fabricación. Se-gún indicaciones del Consejo deInnovación de Clientes, estable-cer el diálogo entre los dos de-partamentos es clave para enten-der mejor los riesgos potencia-les de cada uno y, en última ins-tancia, para una integración exi-tosa de la red.
Compatibilidad de las tecnologías de red
Rockwell Automation y Cisco Systems son miembros lí-deres de ODVA, una asociacióninternacional que incluye amiembros de compañías de au-tomatización líderes en todo elmundo que apoyan las tecnolo-gías de red usando el ProtocoloIndustrial Común (CIP), que in-cluye EtherNet/IP. Mediante sucolaboración y membresía en
ODVA, las compañías trabaja-rán para impulsar una innova-ción continua en los estándaresde red abierta validados.
Recientemente en la Univer-sidad de Arquitectura Integra-da en California, Rockwell Automation y Cisco Systemsofrecieron varias sesiones de en-señanza conjunta de dos horasque sirvieron como punto inicialde la capacitación en campo. Du-rante los próximos meses, los em-pleados y socios distribuidorescontinuarán recibiendo informa-ción y educación acerca de cómoesta colaboración afectará a losclientes actuales y futuros deRockwell Automation. Podrá in-formarse mejor en la AutomationFair en noviembre y en los bole-tines informativos electrónicos.
Descripción de EtherNet/IPEtherNet/IP utiliza Ether-
Net estándar no modificado y elProtocolo Industrial Común(CIP). Al integrar las capacida-des CIP, EtherNet/IP permitea las compañías integrar losequipo de automatización, con-troladores, sistemas de E/S ycontrol de variadores, configu-ración de dispositivos y recolec-ción de datos, simplificando laarquitectura total del sistema ypermitiendo comunicaciones di-rectas entre la empresa y los dis-positivos de la planta.
Esta convergencia de la tec-nología de redes y las culturaspermite usar datos en tiempo real,lo cual aumenta la disponibilidadde los datos para uso por otrasaplicaciones, y permite que losparticipantes compartan controle información en una sola red.Esta arquitectura de red abiertapermite reducir costos, mejorarla productividad y aprovechar eltiempo eficientemente.
Cisco Systems y Rockwell Automation unen fuerzas para
integrar la planta de fabricación y la tecnología de información

6 Mayo 2007
Product News
La última versión del software de programación RSLogix 5000 recibe más de 30 mejoras
EL SOFTWARE DE CONFIGURACIÓN Y DISEÑO DE SISTEMAS DE CONTROL AYUDA A AUMENTAR LA PRODUCTIVIDAD Y A AGILIZAR LA
CONFIGURACIÓN, LA INSTALACIÓN Y EL MANTENIMIENTO DEL CONTROLADOR
La última versión del software RSLogix 5000
de Rockwell Software incluye más de 30 mejoras
de productos que ayudan a los usuarios a simpli-
ficar la programación y la configuración y a faci-
litar el mantenimiento y la resolución de proble-
mas de los sistemas de control e información.
Las características clave del software RSLogix
5000 v.16 incluyen instrucciones add-on defini-
das por el usuario —diseñadas para mejorar la es-
tandarización y la reutilización de códigos, y la
configuración de variadores integrados — uno de
los primeros de su clase en la industria que poten-
cialmente resultará en configuración más rápida,
mejor precisión y mantenimiento más fácil de los
sistemas de variadores.
“Debido a la complejidad cada vez mayor de
las líneas de producción y de las máquinas, la ca-
pacidad de consolidar disciplinas en un solo en-
torno integrado ofrece ventajas considerables de
tiempo y ahorro de costos”, dijo Ron Bliss, geren-
te de marketing de RSLogix, Rockwell Automation.
“La versión 16 permite que la plataforma de con-
trol Logix de Rockwell Automation
controle más profundamente las aplicacio-
nes de proceso, mientras que la configuración in-
tegrada de los variadores y las funciones de con-
trol de robot Kinematics incorporan más aún la
programación y la configuración de los sistemas
de control de movimiento en un solo paquete de
software".
La plataforma de control Logix, parte de la
Arquitectura Integrada de Rockwell Automation,
consta de componentes de control, redes y visua-
lización integrados transparentemente y diseña-
dos para servir a una amplia gama de aplicacio-
nes, con enfoque en la capacidad de escalado, fa-
cilidad de uso y el más bajo costo de adquisición.
Las mejoras de software clave de RSLogix 5000 ver-
sión 16 incluyen:
Instrucciones adicionales definidas por elusuario – Permite a los usuarios crear instruccio-
nes personalizadas que aumentan el conjunto ro-
busto de capacidades incorporadas ya proporcio-
nadas por la plataforma de control Logix – PAC
(controladores de automatización programables)
Logix. Las instrucciones add-on proporcionan la
base para una metodología de programación orien-
tada a objetos, en la que el código se encapsula
en módulos previamente validados que pueden
reutilizarse fácilmente sin modificación. Esto per-
mite crear bibliotecas estandarizadas que pueden
reducir el tiempo de desarrollo del proyecto y pro-
porcionar uniformidad para reducir la puesta en
marcha del equipo y los costos de capacitación.
Configuración de variadores integrada –Tradicionalmente, añadir un variador a un siste-
ma de control significaba aprender a trabajar con
una herramienta de software diferente y adminis-
trar distintos archivos de configuración de
variador. RSLogix 5000 ahora incluye compatibi-
lidad completa de configuración y descarga de la
familia de variadores PowerFlex de Rockwell
Automation. Al incorporar esta parte del sistema
en un solo paquete de software, la administración
de variadores en un sistema de control es mucho
más fácil debido a que sólo se necesita comprar y
aprender un paquete de software.
Control de robot Kinematics – Ideal para
aplicaciones de envasado, recoger y colocar, y
otras aplicaciones complejas de control de movi-
miento, el control de robot Kinematics permite a
los usuarios de ControlLogix y GuardLogix contro-
lar aplicaciones robóticas de múltiples ejes. Con
la capacidad de coordinar tres ejes, el controlador
ahora puede administrar el equipo de manejo de
materiales, el equipo de procesamiento y el robot
con una sola arquitectura de software y hardwa-
re. Así se eliminan los gastos de controladores de
robot adicionales, software, capacitación, tiempo
de integración y enclavamiento, típicamente ne-
cesarios al incorporar un robot en una aplicación
de envasado. Además, puesto que las transforma-
ciones se hacen de modo nativo en el controlador
Logix5000, a diferencia de los bloques de funcio-
nes personalizados, los usuarios no tienen que pre-
ocuparse acerca del uso de memoria y degrada-
ción de rendimiento de la aplicación.
FuzzyDesigner de RSLogix 5000 – Esta fun-
ción, que se ofrece como opción añadida a la ver-
sión 16, permite a los usuarios crear algoritmos de
lógica aproximada para uso en cualquiera de los
PAC Logix. FuzzyDesigner ofrece un entorno de di-
seño de lógica de aproximación que ayuda a cre-
ar capacidades avanzadas de control, mediante
un proceso de toma de decisiones basado en re-
glas que elimina el proceso de programación usual
detallado. Esto reduce el tiempo de desarrollo, me-
jora la capacidad de mantenimiento, y facilita la
configuración de control de la lógica de aproxi-
mación.
Capacidad de uso y productividad – Ade-
más de estas extensiones más significativas, se in-
corporaron abundantes mejoras en el software
RSLogix 5000 para proporcionar una solución de
desarrollo más robusta. Algunas de las mejoras
más importantes son: extensiones al lenguaje de
diagrama de bloques de función (FBD) para au-
mentar el número de bloques que puede incorpo-
rarse en una hoja; ajustes predeterminados de ins-
trucciones creadas por el usuario para bloques FBD
y componentes del diagrama de funciones secuen-
ciales (SFC), para reducir el tiempo de desarrollo
del programa; la función automática de guardar
y recuperar el proyecto reduce la probabilidad de
perder trabajo; extensiones a las funciones de im-
portación y exportación para que usted pueda
transferir información más fácilmente entre pro-
yectos e incluso automatizar algunas tareas de
desarrollo; opciones de configuración para el pro-
cesamiento de comunicaciones Logix para ayudar
a mejorar la capacidad y el determinismo; y mu-
chas más. Estas extensiones continúan mejoran-
do el entorno de alta capacidad de RSLogix 5000
mediante herramientas que reducen el costo de
desarrollo del sistema.
Instrucciones de alarmas Logix – La ver-
sión 16 de RSLogix 5000 y el conjunto de instruc-
ciones establecido en los PAC Logix ahora inclu-
yen dos nuevos bloques de alarmas. Ambas ins-
trucciones de alarmas, digital (ALMD) y analógi-
ca (ALMA), ahora son parte original de la ejecu-
ción del controlador. Con estas instrucciones se
incluye la capacidad de administrar y seguir el es-
tado de la alarma y almacenar automáticamente
la información de sello de hora. Estas instruccio-
nes de alarmas reemplazan el código de aplica-
ción personalizado con instrucciones estándar que
proporcionan funcionalidad adicional. “Se redu-
ce el esfuerzo de desarrollo de la aplicación por-
que pueden programarse más rápidamente y se
minimizan los errores que pueden ocurrir debido
a la duplicación de código”. El mantenimiento del
sistema se simplifica porque el método de instruc-
ción única es más fácil de entender que un blo-
que de código personalizado. Además, estas ins-
trucciones forman la base para la futura infraes-
tructura de FactoryTalk Alarms and Events que pro-
porcionará la administración de alarmas orienta-
das al sistema.
ControlLogix 1756-L64 – Una extensión de
la familia de controladores de automatización
programables 1756-L64, ControlLogix L64 propor-
ciona 16 MB de memoria de usuario, el doble de
la opción máxima de memoria actual. Ideal para
aplicaciones en la industria de procesos, en la
que se administra más información en la capa de

Product News
Mayo 2007 7
control, el controlador de automatización pro-
gramable permite a los usuarios aprovechar ta-
maños de programa más grandes para incluir
funciones tales como instrucciones add-on, y
alarmas y eventos. Además, el controlador 1756-
L64 es ideal para usarse en la solución de redun-
dancia de ControlLogix. Para ayudar a lograr una
conmutación de controlador sin interferencias,
los controladores ControlLogix utilizan más me-
moria que una aplicación estándar; la memoria
adicional en el L64 ayudará a esta función y nue-
vamente permitirá proyectos más grandes.
Módulo analógico rápido cumple conlos requisitos de procesamiento dealto rendimiento de las aplicacionesde alta velocidad
ARCHIVO DE DATOS INCORPORADO RE-DUCE EL TRÁFICO DEL BACKPLANE Y OP-TIMIZA EL RENDIMIENTO DEL SISTEMA
El nuevo módulo analógico rápido de Rockwell Automation ayuda a los usuarios a sa-tisfacer las demandas de procesamiento cada vezmayores de las aplicaciones de alta velocidad, ala vez que proporciona un aumento significati-vo del rendimientoa la familia de controladoresde automatización programables (PAC) ControlLogix de Allen-Bradley. Al usar el archivode datos incorporado, el módulo facilita la inte-gración con los sistemas nuevos o existentes yaumenta el rendimiento efectivo del sistema alreducir el tiempo de procesamiento interno re-querido para recolectar datos de alta velocidad.
Con dos salidas y cuatro entradas de archivo,el módulo analógico rápido genera velocidadesde muestreo extremadamente rápidas, a la vez quereduce el tráfico en el backplane para optimizarel rendimiento del sistema. Mientras que los mó-dulos de E/S de modelos anteriores entregaban losdatos de acuerdo a un muestreo individual, el mó-dulo analógico rápido ControlLogix recolecta has-ta 20 muestras de datos a la vez, las cuales se al-macenan en los búferes incorporados del módu-lo. Al almacenar los datos hasta que se toman 20muestras, el módulo prolonga el tiempo entre trans-ferencias de datos de E/S, lo que libera el contro-lador de información innecesaria y reduce las in-terrupciones del proceso.
“Con la complejidad cada vez mayor de las aplicaciones de alta velocidad, la capacidadde simplificar la adquisición de datos en un en-torno integrado es un gran beneficio”, dijo Dennis Wylie, gerente de productos de RockwellAutomation. “Además, las mayores capacidadesde archivo del modulo analógico rápido asegu-ran que se cumplen las expectativas de calidaden una amplia variedad de industrias".
Es fácil aprovechar las capacidades del mó-dulo mediante el uso del software de progra-mación RSLogix 5000 de Rockwell Software. Lafunción de archivo permite opciones de confi-guración tales como tipo de datos, generaciónde tags y conexión entre el controlador y el mo-dulo de E/S analógico de alta velocidad.
Nuevo controlador programable de automatización ControlLogix con el doblede memoria
ADICIÓN A LA FAMILIA CONTROLLOGIX QUE OFRECE 16 MB DE MEMORIA PARA
MEJORAR EL RENDIMIENTO DEL PROCESO
La nueva adición a la familia de controlado-res ControlLogix Allen-Bradley de Rockwell Automation ofrece 16 MB de memoria, el doble dela capacidad del modelo más potente existenteactualmente, para las aplicaciones con uso in-tensivo de datos que requieren mayor capacidadde memoria. El controlador programable de au-tomatización (PAC) ControlLogix L64 de Allen-Bradley permite usar en forma más eficiente lacapacidad del sistema gracias a la centralizaciónde aplicaciones tales como el establecimiento dealarmas, que anterior-mente eran compartidascon dispositivos exter-nos tales como interfa-ces de máquina-opera-dor (HMI).
Los sistemas de es-tablecimiento de alar-mas tradicionales sonadministrados por losproductos HMI de laaplicación. Con Factory-Talk Alarms and Eventsel control de las alarmases administrado por Logix PAC. Esto reducelos esfuerzos duplicadosde desarrollo tanto en elcontrolador como en elHMI. “Se reduce el es-fuerzo de desarrollo dela aplicación porque pueden programarse másrápidamente y se minimizan los errores que pue-den ocurrir debido a la duplicación de código",dijo Scott Tenorio,
director de marketing de productos de Rockwell Automation. “FactoryTalk Alarms andEvents reduce considerablemente las encuestas dedatos y libera los valiosos recursos del controla-dor, así como el ancho de banda de la red. La administración del estado de las alarmas y de los sellos de hora por parte del controlador mejo-ra la precisión de la información, y la uniformi-dad ayuda a los operadores y al personal de mantenimiento”.
Además, el controlador 1756-L64 es ideal
para ser usado en la solución de redundanciade ControlLogix. Una versión futura del firm-ware de redundancia ControlLogix V16 habili-tará el controlador L64 para ser usado en apli-caciones de redundancia. Al facilitar la conmu-tación sin problemas en los controladores, loscontroladores ControlLogix redundantes utili-zan más memoria que una aplicación estándarpara proporcionar la sincronización de datosentre el controlador primario y secundario. Lamemoria adicional del L64 permitirá usarlo en
aplicaciones de mayorredundancia. En el caso de aplicacio-nes que requieren usointensivo de informa-ción, por ejemplo, pro-cesamiento de lotes,ControlLogix PAC pro-porciona mayor capa-cidad de almacena-miento para guardarlocalmente más datos,lo que le permite alusuario intercambiarrecetas para cumplircon las demandas dela línea de producción. El ControlLogix L64 pue-de aprovechar las me-joras del software deprogramación RSLogix
5000 Versión 16, que incluyen instrucciones add-on definidas por el usuario, configuración de va-riador integrada y RSLogix FuzzyDesigner.
Como parte de la Arquitectura Integradade Rockwell Automation, el ControlLogix PACaprovecha la plataforma de Control Logix deRockwell Automation que ofrece un motor decontrol común, software de programación co-mún y servicios de comunicación para ayudara aumentar la funcionalidad, la capacidad deescalado y la flexibilidad, mientras se reducenlos costos. Esta plataforma es ideal para con-trol multidisciplinario y aplicaciones que re-quieren integración con sistemas de informa-ción de más alto nivel.

8 Mayo 2007
Technology Watch
Qué es el choque? Dejar caerun piano desde el quinto pisoes un ejemplo favorito usado
por Doug Dura, ingeniero mecá-nico de Rockwell Automation. Sim-plemente dejar caer un buscaper-sonas desde la cintura puede creartres o cuatro veces la magnitud dela fuerza de gravedad; tropezar ygolpear el buscapersonas contra elmarco de una puerta puede causarnueve veces la magnitud de la fuer-za de gravedad.
Por lo tanto, ¿qué magnitudde choque se produce y durantecuánto tiempo cuando una máqui-na estampa el capó de un automó-vil? ¿O cuando una ola de 40 piesgolpea contra una plataforma deperforación? ¿O cuando se causauna explosión para aflojar la rocaen una mina? ¿Hasta 40, 50 ó 60
G, o incluso más? Choques comoéstos son eventos industriales co-munes. Doug Bodmann, ingenie-ro mecánico ejecutivo de RockwellAutomation, dice que entender loschoques en un entorno industrialpuede ayudar a un administradoro técnico a predecir si el contro-lador del proceso seleccionadofuncionará de manera confiable endicho entorno.
La vibración es compañera delchoque. La vibración ocurre cuan-do en lugar de dejar caer el piano,se oprime una de sus teclas: sonidoen una onda senoidal con frecuen-cia y amplitud específicas. En elmundo de los controladores, la vi-bración ocurre a lo largo de uno omás de sus tres ejes espaciales. Lavibración puede ser causada por lasolas ordinarias del océano, por un
motor desequilibrado, por la acti-vidad normal de una máquina con-trolada, o el equipo cerca de ésta.De vez en cuando es irregular, cau-sada por factores tales como lubri-cación insuficiente de un motor oterremotos.
Conocidos colectivamentecomo ruido, el choque y la vibra-ción son importantes porque la ma-yoría de los entornos que tienen unotambién tienen el otro.
Estándares para los PLCLos estándares para choques
y vibraciones han sido escritospor muchos grupos, comenzan-do por la Comisión Electrotécni-ca Internacional (IEC: Interna-tional Electrotechnical Commis-sion, www.iec.ch). Cumplir conlos estándares IEC es “el objeti-
vo para incorporarse al juego”,dice Nathan Molnar, miembroresponsable de calidad del equi-po. En general, la IEC requiereque un controlador lógico pro-gramable (PLC) tenga la capaci-dad de resistir choques de hasta30 G y vibraciones con una am-plitud de cinco G a frecuenciasde hasta 500 Hz, ejercidos ambosa lo largo de los tres ejes.
Además, organizaciones in-dustriales tales como el Interna-tional Marine Certification Insti-tute (IMCI, www.imci.org) y elAmerican Petroleum Institute(API, www.api.org) publican suspropios estándares. Las compañí-as individuales pueden agregarotros para aplicaciones específicas.
“La mayoría de aplicacionestiene entornos muy diferentes a
Que no le afecte la fuerza de gravedad
El choque y la vibración causados por los eventos industriales comunes puedenafectar el rendimiento del controlador si no se entiende el ruido y cómo ésteafecta al PLC
Los eventos industriales comunes, tales como operaciones de prensa de estampado, crean fuerzas G que causan vibraciones que afectan las operaciones del controlador del proceso. Un G equivale al em-
puje gravitacional hacia la tierra de un objeto en caída libre, o bien 32,2 pies/segundo2
¿

Mayo 2007 9
Technology Watch
aquellos en los que los organis-mos normativos conducen suspruebas”, dice Doug Lostoski,otro ingeniero mecánico ejecuti-vo, “por lo tanto, puede ser difí-cil traducir estándares en la prác-tica para la planta”.
Él, Dura, Bodmann y Mol-nar forman parte del programade vibraciones y choques deRockwell Automation en el La-boratorio de Evaluación y Prue-bas Ambientales, cuyo trabajo esestudiar y validar la aceptabilidadde varias configuraciones de PLCen diversas aplicaciones.
Entender las fuerzasEs importante, añade Bod-
mann, que los clientes “conozcanel entorno de la aplicación antesde elegir los componentes del pa-nel de control y la configuración,y decidan dónde ubicar el panel.El lugar que tiene sentido logísti-camente – está cerca del suminis-tro eléctrico – puede no tener lamejor protección contra el ruido”.
Muchos clientes se dan cuen-ta de que deben comprender me-jor las fuerzas que ciertas aplicacio-nes ejercen sobre los controladores,y la manera en que éstos las resis-ten. “El lugar para comenzar es me-dir exactamente los choques y lasvibraciones que ocurren en la apli-cación”, dice Dura. “Una máqui-na de estampado de tres niveles queproduce capós completos o pane-les laterales, por ejemplo, normal-mente será más ruidosa que unamáquina de menor altura que per-fora paneles para puertas”.
Los clientes necesitan ayudapara tomar las mediciones, seña-la. “Las mediciones pueden re-querir instrumentos sofisticados.Sin embargo, para muchas nue-vas instalaciones, tales como unamáquina de papel nueva, la tec-nología no ha cambiado mucho ylas mediciones de máquinas simi-lares son aceptables”.
Lo que el PLC puede manejarUna vez que los usuarios co-
nocen las fuerzas, deben determi-nar si el controlador seleccionado
puede manejarlas. A menudo, lafuerza del choque o de la vibra-ción y/o la amplitud de la vibra-ción excede dichos estándares, yes allí cuando interviene el grupode prueba. “Vendrán y nos pre-guntarán si a un controlador se lepuede exigir más de los niveles es-tándar”, explica Bodmann.
El programa de pruebas de vi-braciones y choques trabaja con elDepartamento de Ingeniería Me-cánica de la universidad Ohio Sta-te University para entender mejorla vibración, el choque y la arqui-tectura del controlador, de modoque pueda pronosticar mejor quéarquitectura, e incluso qué combi-nación de componentes, trabajarámejor en el entorno de una aplica-ción específica.
Entre los diversos PLC estánlos 200 módulos singulares dispo-nibles de Rockwell Automation queencajan en los paneles de control –dispositivos de E/S, comunicacio-nes y lógicos. La arquitectura delcontrolador – es decir cómo estoselementos se colocan en relaciónuno con otro – es otra, como lo esel hecho de que se monten sobreun riel DIN o directamente en elenvolvente del panel. También lo esla manera en que los diversos com-ponentes se distribuyen dentro delpanel. Instalar el riel DIN horizon-tal o verticalmente también puedesignificar una diferencia en la ma-nera en que se desplaza el ruidodentro del panel.
Una de las variables de la ins-talación es si el panel de control semonta en un gabinete o directa-mente en la máquina. “Los clien-tes generalmente prefieren colo-carlo directamente sobre la má-quina porque desean que la dis-tancia entre la máquina y su con-trolador sea lo más corta posible”,dice Bodmann. “La distancia a ungabinete puede ser cientos de pies,y los milisegundos requeridos parala transmisión de una señal de iday vuelta puede afectar el controlde la máquina”.
Sin embargo, colocar el con-trolador sobre la máquina gene-ralmente lo somete a mayores cho-
ques y vibraciones. Otras consi-deraciones incluyen dónde y cómose conecta el panel de control a lamáquina. “Algunas ubicaciones enla máquina pueden transmitir me-nos vibración y choque que otras”,dice Lostoski. “Otra opción es ais-lar mecánicamente el panel conuna empaquetadura de caucho, locual puede reducir suficientemen-te el ruido”.
Cómo obtener respuestasPuesto que la meta del progra-
ma de pruebas de vibraciones y cho-ques es ayudar a los clientes a ins-talar los controladores que mejor sedesempeñen en sus aplicaciones es-pecíficas, Bodmann recomienda quecualquier cliente que tenga una pre-gunta se comunique con el repre-sentante de cuenta de Rockwell Automation o con sus consultorestécnicos, quienes pueden trabajarcon el personal del programa.
Una pregunta común, diceNathan Molnar, ingeniero res-ponsable de calidad en Rockwell
Automation, es si un controladorpuede presionarse más allá de loslímites expresados por IEC uotros estándares.
A menudo, la respuesta es sí.Molnar recomienda que los clien-tes llamen al personal de ventas otécnico de Rockwell Automationpara ayudar a determinar la respues-ta. Añade que el programa de prue-bas de vibraciones y choques haprobado diversas configuracionesde PLC de Rockwell Automation aniveles de vibración de hasta 1000Hz, a fuerzas de hasta 5 G, supe-rando significativamente los están-dares de IEC. En algunas aplicacio-nes Rockwell Automation puedeverificar que un controlador puedasoportar una amplitud mucho másalta o una frecuencia mucho másalta, sin que se le desclasifique porla otra variable.
“Si desea salirse de los están-dares publicados, o de los estánda-res que nosotros decimos cumplir”,dice Molnar, “es muy probable quepodamos hacerlo”.
ACERCA DE IECFundada en 1906, la Comisión Electrotécnica Internacional (IEC: Internatio-
nal Electrotechnical Commission) es una organización líder mundial que prepa-
ra y publica estándares internacionales para todas las tecnologías eléctricas, elec-
trónicas y relacionadas. Estos sirven como base para la estandarización nacional
y como referencia para redactar contratos y licitaciones internacionales.
Los objetivos de la IEC son:
• Cumplir con los requisitos del mercado global de manera eficiente.
• Asegurar primacía y máximo uso a nivel mundial de sus estándares y esque-
mas de evaluación de conformidad.
• Evaluar y mejorar la calidad de los productos y de los servicios que cubren sus
estándares.
• Establecer las condiciones para la interoperación de sistemas complejos.
• Aumentar la eficiencia de los procesos industriales.
• Contribuir a mejorar la salud y la seguridad de los seres humanos.
• Contribuir a la protección del medio ambiente.
Los estándares internacionales de la IEC facilitan el comercio mundial al eli-
minar las barreras técnicas del comercio, lo cual permite la apertura de nuevos
mercados y favorece el crecimiento económico. Dicho de una manera sencilla,
un componente o un sistema fabricado según los estándares de IEC y fabricado
en el país A, puede venderse y usarse en los países B hasta Z.
Los estándares de IEC proporcionan a la industria y a los usuarios un marco
para lograr economías de diseño, mayor calidad de productos y servicios, mejor
interoperación y mayor eficiencia de producción y entrega. A la vez, los están-
dares de IEC también fomentan mejor calidad de vida ya que contribuyen a la
salud y a la seguridad de las personas y a la protección del medio ambiente.
www.iec.ch

10 Mayo 2007

Mayo 2007 11
Con sólo unos cuantas pulsaciones de teclas en su PC ustedpuede ver los ajustes en su cuenta corriente minutos despuésde hacer una compra o una transferencia electrónica. Gra-
cias al acceso instantáneo a bases de datos y sistemas de computado-ra, estamos acostumbrados a tener información actualizada al minu-to a cualquier hora del día. Esperamos lo mismo en el entorno de fa-bricación. Desde mínimos bytes de diagnóstico a nivel de dispositivohasta informes de estado de la cadena de suministro, tener la infor-mación correcta y en tiempo real es esencial para lograr ganancias deproductividad y cumplir con las demandas reglamentarias.
Para conseguir que la información fluya con precisión en unentorno de fabricación, las aplicaciones deben estar integradas. Lasbrechas entre aplicaciones generalmente se eliminan con gateways,dispositivos de vínculo y actualizaciones de software. Sin embar-go, esta estrategia puede requerir mucho tiempo y generalmenteproporciona sólo un nivel básico deintercambio de información. Una al-ternativa es reemplazar sistemas decontrol dispares con una plataformacomún de controladores. Pero, ¿pue-de un sistema de control realmenteadministrar tanto aplicaciones decontrol de proceso como de controlsecuencial en “industrias híbridas”tales como las industrias farmacéu-tica, de alimentos y bebidas/cerveza, de semiconductores y de pro-ductos químicos especiales?
La respuesta es “sí”. Una plataforma de control con una arqui-tectura integrada puede eliminar, de manera muy eficiente, la bre-cha de información entre las aplicaciones de proceso y las discre-tas. Un sistema integrado optimiza el control de las aplicacionesindividuales e integra los datos de modo que los administradoresde la planta puedan reducir los costos de operación, mejorar la ca-lidad y aumentar la productividad.
PLC versus DCSSi bien tanto los sistemas de control distribuido (DCS) como
los controladores lógicos programables (PLC) leen entradas, am-bos realizan algún tipo de cálculo y ambos escriben salidas; los sis-temas DCS han sido un componente básico en las aplicaciones deautomatización de procesos. Ejecutan escanes de E/S y calculan al-goritmos de manera constante y, por lo tanto, están clasificadoscomo dispositivos “basados en tiempo”.
Por ejemplo, si un controlador de un sistema de control distri-buido (DCS) se está ejecutando a un régimen de escán de un se-gundo, y el procesamiento interno del algoritmo de E/S se com-pleta a los 600 milisegundos, el controlador espera 400 milisegun-dos antes de comenzar el siguiente escán de un segundo. Por el con-trario, un controlador PLC iniciaría su segundo escán en el puntode los 600 milisegundos. Un sistema basado en un DCS realiza cál-culos matemáticos más complejos que un sistema basado en PLC.Como resultado, los sistemas basados en DCS responden más len-tamente y generalmente proporcionan control para procesos de fa-bricación que requieren una precisión superior en lugar de alta ve-locidad.
A medida que estos sistemas envejecen, puede ser un reto man-tener estas plataformas de hardware y software de propiedad ex-clusiva. Las piezas de repuesto pueden ser difíciles de encontrar, y
las reparaciones pueden ser costosas.También es posible que los sistemasde control distribuido no tengan ca-pacidad de escalado o capacidad decompartir información, las cuales soncaracterísticas esenciales de una em-presa eficiente.Los PLC son soluciones probadaspara control secuencial, pero no sonapropiados para administrar control
de proceso y secuencial simultáneamente. Ejecutan escanes de E/Sy calculan algoritmos lo más rápido posible de modo que pueda de-terminarse un cambio de estado de la lógica (de uno a cero o de ceroa uno) tan cerca como sea posible al momento en que suceda.
Es por ello que los PLC se clasifican como dispositivos “basa-dos en escán”. Los PLC proporcionan un control confiable paraprocesos de fabricación extremadamente rápidos que requierentiempos de escán en milisegundos. Además, los PLC ofrecen capa-cidad de escalado con conteos de E/S de 10 hasta 10.000+, y fun-cionan con plataformas de software abiertas. Sin embargo, no tie-nen requisitos clave, tales como instrucciones de proceso, progra-mación de bloques de función e interfaces para procesador instru-mentos y válvulas.
Generalmente, el tipo de sistema de control que un ingeniero se-lecciona depende del paradigma de control dominante para un áreao una función de proceso específica. Un sistema de control distribui-do generalmente se implementa cuando un alto porcentaje de la apli-cación requiere cálculos matemáticos complejos.
Al usar una arquitectura de controlabierta habilitada para información,los usuarios obtienen información entiempo real para tomar decisionesinformadas

Por el contrario, si un altoporcentaje de la aplicación re-quiere control rápido, se utili-za un sistema basado en PLC.
Lo mejor de dos mundosA medida que ha mejorado
la tecnología, las líneas que dis-tinguen los controladores dise-ñados para control discreto yanalógico se han vuelto borro-sas. Los ingenieros de las plan-tas han demandado conectivi-dad más precisa de todos loscomponentes de control de laplanta, sistemas abiertos que lespermiten elegir los mejores com-ponentes y control completopara todas las áreas de la planta.
Puesto que los sistemas ba-sados en PLC y los sistemas ba-sados en DCS proporcionandos tipos distintos de control,los ingenieros tenían que acep-tar un sistema que no satisfacíacompletamente las necesidadesy expectativas de todas las apli-caciones que controlaba.
La arquitectura integradacombina lo mejor de ambos sis-temas de control DCS y PLC.
Esto ayuda a los usuarios quetienen necesidades de control,tanto de proceso como secuen-cial, a lograr capacidad de es-calado, menor costo total deadquisición, control de múlti-ples disciplinas y visualizacióna nivel de toda la planta.
La Arquitectura Integrada
de Rockwell Automation esuna arquitectura escalable ha-bilitada para información ycontrol a nivel de toda la plan-ta, con una gama de opcionesde comunicación, visualizacióne información que funcionanen conjunto. Dentro de su in-fraestructura de control única
usted puede, por ejemplo, aña-dir más fácilmente lazos decontrol de proceso a un siste-ma de control discreto.
También ayuda a los fabri-cantes que tienen aplicacionesde proceso de gran tamaño aintegrarlas de manera más es-trecha con las aplicaciones se-cuenciales.
Puesto que no hay aplica-ciones de “proceso puro”, estaestrategia de control a nivel detoda la planta ayuda a los fa-bricantes a reutilizar los dise-ños y las prácticas de ingenie-ría para reducir el tiempo y elcosto de desarrollo, a respon-der más rápidamente a las de-mandas de los clientes o delmercado, y a obtener acceso ala información de planta y deproducción desde los sistemasempresariales.
La Arquitectura Integradade Rockwell Automation, cre-ada a partir de la habilitaciónde tecnologías de producciónintegrada FactoryTalk y el pa-quete de rendimiento y la pla-taforma de control Logix, es la
Los controladores ControlLogix cumplencon los requisitos de las aplicaciones decontrol secuencial
VENTAJAS DE LA ARQUITECTURA INTEGRADALa Arquitectura Integrada de Rockwell Automation proporciona una so-
lución integrada que incluye varios tipos de controles que se comunican me-
diante un protocolo común de conexión en red. Sus ventajas incluyen:
• ∑Protocolo abierto de comunicación único que no requiere gateways ni
puentes, y que permite la comunicación a nivel de toda la planta en
múltiples y diferentes aplicaciones.
• Arquitectura escalable y modular que permite usar el procesador indicado
para la aplicación correcta, maximizar la flexibilidad y ahorrar dinero pues-
to que los ingenieros sólo compran los componentes que necesitan.
• Plataforma de control que permite reducir los costos de mantenimiento y
capacitación del operador, el tiempo de ingeniería e implementación, los
tiempos de respuesta del operador y el tiempo improductivo.
12 Mayo 2007

base de las capacidades de con-trol multidisciplinarias a nivelde toda la planta.
En la capa de automatiza-ción, los controladores, conoci-dos como controladores progra-mables de automatización(PAC), combinan la funciona-lidad de los PLC, de los siste-mas DCS y de las PC en unasola plataforma de control.
El sistema ControlLogix deAllen-Bradley, por ejemplo,permite integrar el control demovimiento, discreto, de varia-dores, de seguridad, de lotes yde proceso. Pero es importanteanotar que no todos los PAC es-tán realmente integrados. Loscontroladores con gateways debajo nivel de baudios o paque-tes de programación indepen-dientes no deben considerarseintegrados.
Conexión en red abierta La Arquitectura Integrada
también permite un firme aco-plamiento de los PAC de la fa-milia Logix con la arquitecturade redes abiertas NetLinx. Estaestrategia de conexión en red escompatible con DeviceNet,ControlNet y EtherNet/IP, ypuede utilizar FOUNDATIONFieldbus H1, una red a nivel dedispositivos complementariosdiseñada para usuarios de pro-cesos sofisticados.
Si bien todas las redes NetLinx tienen atributos físi-cos diferentes (por ejemplo bps,longitud y número de nodos),la visualización de la red es si-milar en gran medida debido aque las redes comparten la mis-ma capa de aplicación.
Con la capa de aplicacióncomún, no se necesitan gate-
Los controladores de automatizaciónprogramables han sido diseñados para cumplirtodos los requisitos de las aplicaciones
CONTROL INTEGRADO EN ACCIÓNUna fábrica de papel es un buen ejemplo de un sistema de control integra-
do porque requiere múltiples disciplinas de control. La fabricación de papel co-
mienza en los aserraderos donde prácticamente sólo se ejecutan aplicaciones
discretas. A continuación, el proceso de pulpa y blanqueado utiliza tanto con-
trol continuo como control de lotes. Luego se lleva a cabo la recuperación de
desechos mediante control de lotes y discreto. Y finalmente, la máquina de pa-
pel requiere control coordinado de variadores y capacidades de control de mo-
vimiento y de control discreto para realizar el embobinado y el corte de papel.
Anteriormente los ingenieros de la planta se veían forzados a elegir en-
tre un sistema basado en DCS y un sistema basado en PLC. Con la introduc-
ción de los sistemas de control integrados, por ejemplo la familia de con-
troladores Logix, los ingenieros de la planta pueden proporcionar el con-
trol ideal para cada aplicación.
La familia Logix utiliza el mismo software de programación RSLogix
5000 de Rockwell Software, para programar y configurar el hardware y los
controladores basados en PC.
RSLogix 5000 cumple con la normativa IEC-61131-3. Los usuarios pueden
elegir los editores de diagrama de lógica de escalera, de diagrama de blo-
ques de función (FBD), de diagrama de funciones secuenciales (SFC) y de tex-
to estructurado para lograr una eficiencia óptima al programar aplicaciones
de control discreto, de proceso, de movimiento y de variadores. Puesto que
se basan en el modelo de datos FactoryTalk de Rockwell Software, los tags
RSLogix 5000 pueden reutilizarse en programas de control, visualización y
otros programas a nivel de toda la empresa.
Esto ayudó hace poco a una compañía internacional de fabricación de
cerveza a mejorar la uniformidad de su solución de automatización y la uni-
formidad de su producto. Con 80 plantas en todo el mundo, cada gerente de
planta tenía un método diferente de realizar la conectividad de la adminis-
tración de recetas, el manejo de materiales, el registro de datos y la planifica-
ción de recursos empresariales (ERP). Al estandarizar el sistema con la plata-
forma de Control Logix y con el software RSLogix 5000, los gerentes de planta
pudieron diseñar y compartir mejor sus módulos y plantillas.
Mayo 2007 13

ways ni dispositivos de víncu-lo para traducir la informaciónde una red a otra. Esto permi-te visibilidad completa de laplanta desde cualquier red yen cualquier momento.
PAC para control de procesos
Los PAC se han diseñadopara cumplir con todos los re-quisitos de las aplicaciones.Para control de proceso, éstosincluyen calidad de datos, cam-bios del sistema en línea, alar-mas basadas en el sistema, en-torno de desarrollo integrado,base de datos global, ajuste delazo, diagrama de bloques defunción (FBD) y diagrama defunciones secuenciales (SFC),lenguajes de programación,ejecución basada en tiempo,administración de activos deinstrumentación, interfacesSCADA y redundancia.
El controlador Control-Logix también cumple con losrequisitos de las aplicacionesde control secuencial. Porejemplo, ControlLogix pro-porciona edición en línea parausuarios que tienen descargasparciales, las cuales requierenedición y luego descarga deuna rutina que no se está eje-cutando actualmente.
Los procesadores Control-Logix también tienen tarjetas
de entrada analógica que aceptan muestreo en tiempo real y tareas periódicas para ejecución basada en tiempo. Laseñal de las tarjetas en el extremo frontal se basa en el in-tervalo de tiempo seleccionable,no en el tiempo de escán del módulo.
En el RSLogix 5000, loslenguajes FBD y SFC se inte-gran totalmente con los len-guajes de diagrama de lógica
de escalera y texto estructura-do. Además, todas las rutinaspueden coexistir en el mismocontrolador.
Las plantillas de funciónincorporadas vienen con elRSLogix 5000 y pueden usar-se en cualquier interface má-quina-operador (HMI). Lasplantillas pueden colocarse encualquier aplicación de conte-nedor ActiveX, por ejemplo,RSView o Excel. Las planti-
llas ActiveX permiten confi-gurar el control de operadorde las instrucciones del proce-so usadas comúnmente, talescomo alarma, totalizador o derivada proporcional integral(PID).
Los controladores Control-Logix también ofrecen capaci-dades de ajuste de lazo. El controlador ControlLogix tieneun regularo automático PID incorporado. Alternativamente,
14 Mayo 2007
El control y la integración
a nivel de toda la planta no es
algo que se hace una sola vez;
es un proceso en continua evo-
lución. El primer paso para
asegurar una transición efi-
ciente y exitosa es evaluar de-
talladamente su situación e
identificar los objetivos que
desea lograr con una planta ri-
gurosamente integrada. Para
una aplicación de lotes, estas
metas pueden abordar temas
tales como:
• Fabricación de lotes deficientes
• Mayor rendimiento efectivo
• Dificultad para cumplir con los
reglamentos gubernamentales
• Dificultad para capturar infor-
mación sobre los lotes
• roblemas de seguimiento y
rastreo
• Administración del trabajo en
proceso
• Uniformidad y calidad
• OEE
• Captura de interacción manual
• Aumento de la gama de
productos
• Reducción en el tiempo de
cambio de marca
• Reducción en el tiempo de co-
mercialización
• Reducción del reprocesamien-
to o reconstrucción
• Reducción de la variación/pér-
dida de producción
El siguiente paso es selec-
cionar un suministrador de au-
tomatización con experiencia
y experto en dominios de apli-
caciones de control de proce-
so y secuencial. Para una apli-
cación de proceso, puede in-
cluir bloques de funciones, una
base de datos global, ejecu-
ción de control periódico, co-
nectividad Fieldbus/HART y
redundancia.
También busque un sumi-
nistrador de sistemas de con-
trol que pueda simplificar las
funciones de administración de
activos y proporcionar soporte
técnico y consultoría de man-
tenimiento para las aplicacio-
nes de proceso y discretas. Por
ejemplo, si usted actualmente
recurre a un suministrador para
productos discretos, capacita-
ción y soporte técnico, es sen-
sato emplear el mismo sumi-
nistrador para otras aplicacio-
nes (si tiene las calificaciones
para ello), con el fin de redu-
cir los costos de capacitación,
mantenimiento y software.
AVANCE HACIA LA INTEGRACIÓN
Los fabricantes de la industria de procesamiento están logrando mejoras
importantes de eficiencia al integrar los sistemas de fabricación con aplicacio-
nes comerciales tales como procesamiento de productos, entrada de pedidos,
programación y envasado. A medida que más compañías integran los datos de
los procesos de fabricación con el resto de la empresa, los ingenieros usan la
ayuda de los estándares industriales. Los dos estándares que proporcionan orien-
tación crítica son ANSI/ISA S88 y S95.
S88 proporciona modelos y un lenguaje común para el diseño y la especi-
ficación de los sistemas de control de procesamiento de lotes. Define las condi-
ciones y la terminología para los procedimientos del proceso de lotes, recetas y
planta física. Los sistemas de fabricación de lotes que cumplen con S88.01 son
flexibles y permiten reutilizar equipos y software.
S88 permite a los fabricantes implementar una estrategia de automatiza-
ción común entre sistemas, lo cual ayuda a desarrollar eficiencias relacionadas
con los problemas de validación y regulación. Esta plataforma de automatiza-
ción común también ayuda a los fabricantes a acumular eficiencias en el mane-
jo de información a los niveles de planificación de recursos empresariales (ERP)
y planificación del sistema de ejecución de fabricación (MES).
Como complemento para integrar los datos verticalmente en una empre-
sa, los estándares S95 establecen una terminología común para describir y en-
tender la información de fabricación. También definen el intercambio de infor-
mación entre funciones de control de fabricación y otras funciones empresaria-
les, incluidos los modelos de datos y las definiciones de intercambio.
S95 conectan las definiciones de automatización en los sistemas comercia-
les S88. Por lo tanto, los fabricantes que compran sistemas que siguen estos es-
tándares pueden confiar en que entenderán cómo comunicarse de manera más
eficaz. Los estándares S95 también ayudan a facilitar el proceso de integración.
Algunas compañías todavía no se convencen de que necesitan estándares.
Sin embargo, a medida que los procesos y los datos de la planta continúan per-
meando la empresa, las compañías que no utilizan alguna forma de estandari-
zación corren un mayor riesgo de cometer errores potenciales y pierden oportu-
nidades de agilizar los procesos de producción.
Los estándares ayudan a los fabricantes a eliminar las barreras que existen
entre el proceso de fabricación y otras aplicaciones comerciales. Los procesos
creados en base a estándares proporcionan un marco sólido para mejorar el ren-
dimiento a largo plazo. El resultado neto es que un mejor control de cualquier
proceso contribuye a mejorar las operaciones.
Para obtener más información acerca de ANSI/ISA S88 y S95, visite ISA en www.isa.org o ANSI
en www.ansi.org.
POR QUÉ SON IMPORTANTES LOS ESTÁNDARES

Mayo 2007 15
es posible usar los sistemasRSTune o RSLoop Optimizerpara archivo total o generaciónde informes, regulación de lazocerrado o abierto, y funcionesavanzadas de análisis.
Usted puede usar la Arqui-tectura Integrada de RockwellAutomation para ayudar a mejorar y mantener su venta-ja competitiva. La Arquitectu-ra Integrada elimina el vacíode información entre las apli-caciones de proceso y discre-tas para ayudarle a respondercon mayor rapidez a las demandas de los clientes y del mercado, a reducir los costos de mantenimiento y lostiempos improductivos, y a lograr acceso fácil a los datosde producción y de planta desde los sistemas empresaria-les. Esto ayuda a optimizar latoma de decisiones adminis-trativas y, en última instancia,la rentabilidad.
Un sistema de automatiza-
ción transparente es clave para
obtener éxito en la fabricación.
Proporciona la capacidad de vin-
cular la generación de informes
en tiempo real de un sistema de
control de fábrica con la infraes-
tructura de tecnología de infor-
mación (IT), HMI, y sistemas de
administración de demanda y
de cadena de suministro. Luego
los controladores pueden pro-
porcionar un vínculo directo des-
de los sistemas de información
de producción en tiempo real
hasta los sistemas de ejecución
o de calidad de fabricación (y
de vuelta nuevamente) propor-
cionando a la administración y
a los empleados de producción
un panorama más preciso de las
operaciones de la planta.
Anteriormente, este tipo de
funcionalidad sólo estaba dis-
ponible al vincular sistemas de
control diferentes mediante re-
des igualmente diferentes. No
sólo los elementos individua-
les de un sistema eran incom-
patibles, sino que había más
elementos que administrar.
Por ejemplo, la gama de
aplicaciones en una planta for-
zaba a los ingenieros a usar múl-
tiples controladores: un contro-
lador programable para control
secuencial, un controlador de
movimiento para aplicaciones
de control de múltiples ejes y un
sistema de control distribuido o
un controlador de lazo para apli-
caciones de proceso. Si bien es-
tas soluciones de control indivi-
dual eran ideales para su apli-
cación respectiva, integrar los
controladores individuales para
la automatización a nivel de toda
la planta generalmente reque-
ría gran consumo de tiempo y
altos costos.
Para intercambiar incluso
comunicación básica entre sis-
temas de control dispares, los
fabricantes deben instalar
gateways que cuestan entre
US$1.000 y US$10.000 cada uno.
Además, los dispositivos de
vínculo necesarios para trans-
ferir la información entre
diferentes redes de comunica-
ción pueden costar varios
miles de dólares por cada
uno. Los factores intangibles,
tales como retardos en el
arranque, también pueden
afectar el resultado neto. El
tiempo de configuración y pro-
gramación puede consumir de
uno a cinco días por cambio
de sistema.
Y mantener sistemas de
control separados requiere por
lo menos el doble de piezas de
repuesto, personal y tiempo de
capacitación.
¿POR QUÉ INTEGRAR LAS APLICACIONES DISCRETAS Y DE PROCESO?
ADMINISTRACIÓN
OTRA PLANTA
CLIENTE
PROVEEDOR
OEM
SALA DE CONTROL
MANEJO DE MATERIALES
PROCESO
EMBALAJEENVÍO
UTILIDADES
Una plataforma de control con una arquitectura integrada puede administrar eficientemente ambas aplicaciones de control de proceso y control se-
cuencial en industrias híbridas tales como la industria de bebidas o cervecera. Integrar los datos permite a los administradores de la planta reducir los cos-
tos de operación, mejorar la calidad y aumentar la productividad

Visítenos en el sitio web www.n-tron.com o llámenos al +1 (251) 342-2164 ® N-TRON y el logotipo de N-TRON son marcas comerciales registradas de N-TRON, Corp. EtherNet/IP es una marca comercial de Rockwell Automation, Inc.
Los ingenieros ahorran tiempo de configuración con losswitches industriales administrados Ethernet de N-TRON
Los switches administrados de N-TRON cuentancon la funcionalidad “Plug-and-Play”, de inmediata integración en redes EtherNet/IP• “Plug-and-Play” desde la caja para
utilizarse con la mayoría de las redes de control Ethernet, especialmente apropiados para redes EtherNet/IP
• Detección de otros switches N-TRONy registro de puertos IGMP de routers de manera automática
• Algoritmo automático de detección de peticiones IGMP
• Redundancia de peticiones Maestro/Esclavo para redes de control basadas en IGMP
• Reduce o incluso elimina la necesidad de configuración de switches Ethernet para redes de control
Los switches administrables Ethernet de N-TRON ® permiten la detección automática de puertos bidireccionales de routers, necesaria parauna formación sin problemas de grupos IGMP enentornos EtherNet/IP™. Gracias a esta característica se reducirán en gran medida o incluso se eliminarán los requisitos de configuración de los switches para la mayoría de las redes de control Ethernet. Los switchesindustriales administrados Ethernet de N-TRONle ahorrarán una gran cantidad de tiempo de configuración, puesta en marcha y mantenimientode sistemas de control basados en Ethernet.

B R A S I L
CPKelco se integró en elcentenario grupo de ori-gen estadounidense JM
Huber en septiembre de 2004. Confábricas en los cinco continentes,CPKelco es líder en la producciónde ingredientes utilizados en la in-dustria alimentaria. La unidad fa-bril de Limeira produce pectina(véase el cuadro) a partir de cásca-ra fresca de cítricos, en lugar deusar cáscara seca. De esta manera,la planta de Limeira se ha vueltomás competitiva, ya que su proce-so permite eliminar la etapa de se-cado de la cáscara.
“La automática es fundamen-tal para que mantengamos el lide-razgo, dado que tenemos que in-crementar continuamente la cali-dad de nuestros productos y lacompetitividad de nuestras plan-tas”, afirma Paulo Secco, ingenie-ro de proyectos y de seguridad dela fábrica de CPKelco en Limeira.
En este sentido, hace dos anos,CPKelco se lanzó a la expansión, conlo que se enfrentaba a una dificultadnada más empezar el proyecto: el lo-cal donde la planta de Limeira estáinstalada no disponía de espacio ocio-so. Y lo que ha permitido a la em-presa superar esa limitación de es-pacio ha sido la tecnología. Así, al-gunas operaciones se verticalizarony, en la sala de control (que no re-quería la entrada de muchos cablesy de paneles adicionales), hubo queminimizar el cableado y la cantidadde conductores eléctricos y reduciral máximo el número de paneles.
La arquitectura hasta enton-ces existente estaba basada en con-troladores SLC500. Con el pro-yecto de expansión, la empresa pre-tendía, además de crecer y moder-nizarse, aumentar el nivel de se-guridad del proceso, a fin de logrartrabajar con un nivel de integri-dad SIL 2. “CPKelco da muchovalor a la seguridad de las perso-nas y del proceso de fabricación.Para realizar bloqueos interconec-tados de seguridad, optamos portrabajar con una plataforma quealcanzase el nivel de integridadSIL2”, explica Secco. La tecnolo-gía de la plataforma Logix cubríapor completo esa necesidad.
Nada se pierde, todo semoderniza
Con objeto de aprovechar la in-versión ya realizada, los nueve SLCs500 de la arquitectura anterior setransformaron en puntos de E/Sremotos. Los programas existentesse transfirieron a las nuevas CPUControlLogix. Los puntos de E/Sse duplicaron sobradamente: pasa-
ron de 3000 a 7000. La comunica-ción en red, antes restringida al ni-vel de supervisión, se expandió atoda la planta, con la adopción dela arquitectura integrada, estructu-rada en ControlLogix, que permi-te la intercomunicación de todos losniveles, por medio de las redesEtherNet, ControlNet, DeviceNety Foundation Fieldbus.
Los nuevos motores se inter-conectaron en CCM inteligentespor medio de DeviceNet, ademásde las nuevas válvulas de campo.Toda la instrumentación, como lostransmisores de temperatura, pre-sión, nivel y caudal, quedó interco-nectada en la red Foundation Field-bus, mediante la nueva interfaz1757-FFLD. Todo ello supuso paraCPKelco ahorros significativos detiempo en el montaje de la planta.
Seguridad y productividad El proyecto duró 18 meses, un
plazo desafiador que se cumplió“con la participación de socios comoIASTECH, proveedor de solucio-nes de Rockwell Automation, que
se responsabilizó de la parte de au-tomoción”, destaca Secco. Para mi-nimizar el tiempo de parada, la mi-gración a la arquitectura integradase llevó a cabo por áreas.
Considera que la seguridad esel principal beneficio del proyecto.“En todas las fases del proyecto, re-alizamos análisis de riesgos median-te técnicas como Hazop, What ifAnalisys, etc. Disponemos tambiénde la gestión de cambios (ChangeManagement), aplicada incluso acambios en la parte de software delsistema de control. Optimizamosel proceso productivo, pasamos agestionar el consumo de energía yla productividad mejoró mucho.”
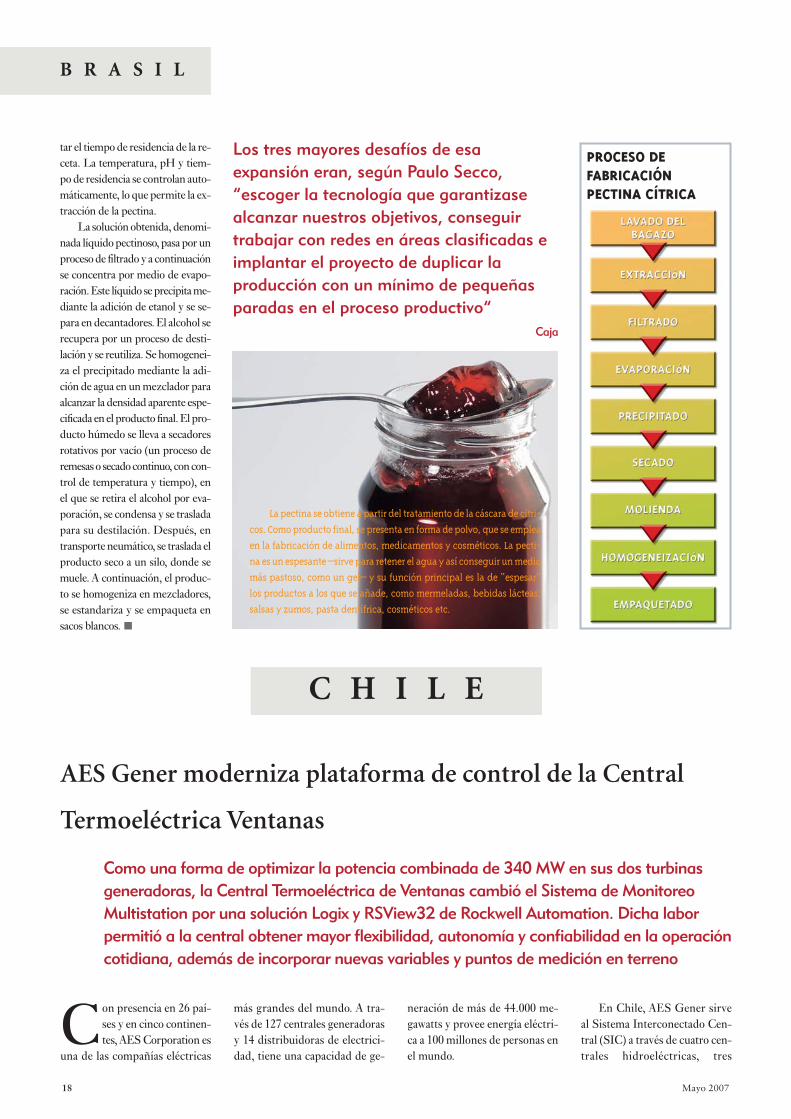
De la cáscara al polvo Complejo y con áreas clasifica-
das, el ambiente operativo deCPKelco está totalmente automa-tizado. La fabricación de pectinacomienza con la materia-prima, cás-caras de cítricos, a la que se some-te a un proceso de lavado con aguaen un proceso multifásico, con la fi-nalidad de eliminar impurezas. Setritura la cáscara y se prensa paratrasladarla a un silo intermedio, des-de donde se dosifica automática-mente dentro de tanques para lapreparación de la receta. El aguausada para el lavado de la cáscaragenera un efluente que se utiliza enfertirrigación en algunas haciendasde la región. La mezcla va a tan-ques de acondicionamiento de ma-nera continua. En estos tanquespermanece la mezcla hasta comple-
“Estamos muy satisfechos. Los productos yservicios Rockwell Automation sonexcelentes, tienen calidad, plazo de entregay son fiables. Por encima de todo,valoramos el soporte técnico: en todomomento contamos con el apoyo deprofesionales de alto nivel para ayudarnos”
Paulo Secco, ingeniero de proyectos y de seguridad de CPKelco
La arquitectura integrada abre las
puertas al crecimiento de CPKelco
Un fabricante de productos para la industria alimentariaencuentra en Rockwell Automation soluciones tecnológicasy personal altamente cualificado. Con estos ingredientesha duplicado la capacidad productiva y aumenta el nivelde seguridad del proceso mientras supera restricciones deespacio físico y se libra de paradas de producción
Mayo 2007 17
B R A S I L
18 Mayo 2007
tar el tiempo de residencia de la re-ceta. La temperatura, pH y tiem-po de residencia se controlan auto-máticamente, lo que permite la ex-tracción de la pectina.
La solución obtenida, denomi-nada líquido pectinoso, pasa por unproceso de filtrado y a continuaciónse concentra por medio de evapo-ración. Este líquido se precipita me-diante la adición de etanol y se se-para en decantadores. El alcohol serecupera por un proceso de desti-lación y se reutiliza. Se homogenei-za el precipitado mediante la adi-ción de agua en un mezclador paraalcanzar la densidad aparente espe-cificada en el producto final. El pro-ducto húmedo se lleva a secadoresrotativos por vacío (un proceso deremesas o secado continuo, con con-trol de temperatura y tiempo), enel que se retira el alcohol por eva-poración, se condensa y se trasladapara su destilación. Después, entransporte neumático, se traslada elproducto seco a un silo, donde semuele. A continuación, el produc-to se homogeniza en mezcladores,se estandariza y se empaqueta ensacos blancos.
Los tres mayores desafíos de esaexpansión eran, según Paulo Secco,“escoger la tecnología que garantizasealcanzar nuestros objetivos, conseguirtrabajar con redes en áreas clasificadas eimplantar el proyecto de duplicar laproducción con un mínimo de pequeñasparadas en el proceso productivo”
Caja
PROCESO DE FABRICACIÓN PECTINA CÍTRICA
La pectina se obtiene a partir del tratamiento de la cáscara de cítri-
cos. Como producto final, se presenta en forma de polvo, que se emplea
en la fabricación de alimentos, medicamentos y cosméticos. La pecti-
na es un espesante –sirve para retener el agua y así conseguir un medio
más pastoso, como un gel– y su función principal es la de “espesar”
los productos a los que se añade, como mermeladas, bebidas lácteas,
salsas y zumos, pasta dentífrica, cosméticos etc.
C H I L E
Con presencia en 26 paí-ses y en cinco continen-tes, AES Corporation es
una de las compañías eléctricas
más grandes del mundo. A tra-vés de 127 centrales generadorasy 14 distribuidoras de electrici-dad, tiene una capacidad de ge-
neración de más de 44.000 me-gawatts y provee energía eléctri-ca a 100 millones de personas enel mundo.
En Chile, AES Gener sirveal Sistema Interconectado Cen-tral (SIC) a través de cuatro cen-trales hidroeléctricas, tres
AES Gener moderniza plataforma de control de la Central
Termoeléctrica Ventanas
Como una forma de optimizar la potencia combinada de 340 MW en sus dos turbinasgeneradoras, la Central Termoeléctrica de Ventanas cambió el Sistema de MonitoreoMultistation por una solución Logix y RSView32 de Rockwell Automation. Dicha laborpermitió a la central obtener mayor flexibilidad, autonomía y confiabilidad en la operacióncotidiana, además de incorporar nuevas variables y puntos de medición en terreno

C H I L E
Mayo 2007 19
centrales termoeléctricas a car-bón y dos centrales turbogas apetróleo diesel, entre otras. Unade ellas es la Central Termoeléc-trica Ventanas, ubicada en la Bahía de Quintero (V Región).Actualmente, posee dos turbinasgeneradoras, una puesta en ser-vicio en 1964 y la otra en 1977,contando con una potencia com-binada de 340 MW.
Las dos unidades operabanprácticamente de la misma formacon sistemas análogos de supervi-sión que poseen tecnología de losaños sesenta, motivo por el cual,la compañía decidió actualizarpaulatinamente sus aplicaciones,especialmente en el área de con-trol y automatización. Fue asícomo la empresa contrató los ser-vicios de Rockwell Automation, através de la gestión comercial desu distribuidor oficial ABMaticLtda., para reemplazar el antiguosistema de monitoreo.
“La aplicación Multistationtenía su vida útil cumplida y cos-taba mucho encontrar repuestos,tales como impresoras y discosduros”, sostiene Juan Cos, Su-pervisor de Servicios ComplejoTermoeléctrico Costa de AESGener. “El sistema presentabafallas reiteradas y éstas eran cadavez más difíciles de recuperar”.Agrega que “en la operación co-tidiana y cuando las unidades generadoras estaban en servicio,se podía operar, porque existíanmediciones alternativas en regis-tros de papel y en terreno mis-mo, por ejemplo, pero lo máscomplicado era cuando había queponer las unidades en marchadesde cero, labor donde el usodel computador era imprescin-dible”, recuerda. Es así como elprofesional sostiene que duran-te la última falla que presentó elsistema de control antiguo, estu-vo fuera de uso por espacio decasi una semana.
Requerimientos satisfechosAdicionalmente a la moder-
nización del sistema de monito-reo central, se instaló una solu-
ción de protección de vibracionesmodelo XM 120 para cada uni-dad generadora, y también secambió el sistema secuenciadorde eventos con estampa de tiem-po a uno basado en ControlLogixusando módulos SOE.
Una de las características másimportantes de estas labores re-alizadas tanto por el distribuidorcomo por los integradores deRockwell Automation, fue que apesar que estos trabajos se fue-ron dando en etapas diferentes(entre dos a tres años), todos es-tán integrados bajo la misma pla-taforma Logix. Junto con ello, sepuede destacar que dicho siste-ma supervisa una planta genera-dora térmica de gran envergadu-ra y permite satisfacer los altosrequerimientos de disponibili-dad del sistema que exige el SICa AES Gener.
Cabe mencionar además, quela solución permite a AES Genermonitorear también las bombasde agua de Valle Alegre, distante7 kms de Ventanas, a través de lectura de información por me-dio de controladores de RockwellAutomation integrados al sistemade control central.
Mayor flexibilidad y autonomía
Cos sostiene que con la im-plementación de esta suite deaplicaciones, la empresa ha gana-do la posibilidad de contar conun mayor grado de flexibilidad yautonomía. “Migrar de un siste-ma obsoleto y cerrado, y entrara uno abierto como el sistema Logix, nos entrega un mundo denuevas posibilidades en materiade conexiones de redes y siste-mas de comunicación como DeviceNet, entre otros”, afirma.“Con un abanico tan grande deopciones, sabemos que tenemosla posibilidad de recibir la ayudade Rockwell Automation y suscolaboradores de manera direc-ta y expedita en cualquier mo-mento que así lo requiramos”. A ello se suman ventajas opera-tivas claves como mayor grado deconfiabilidad en la operación co-tidiana. “Gracias a estas aplica-ciones hemos logrado incorpo-rar nuevas variables y puntos de medición en terreno, por locual nuestro sistema de controlestá creciendo paulatinamentesobre una sola plataforma inte-grada”, indica.
Relación con Rockwell Automation
Parte de la decisión de optarpor los equipos suministradospor Rockwell Automation se basóen un aspecto económico, peroademás influyeron temas asocia-dos a la calidad de los equipos ydel servicio del proveedor. Cosañade que todos los programa-dores de control automáticos dela planta pertenecen a RockwellAutomation y la confiabilidadque ha dado la marca en más dediez años de operaciones es a todaprueba. “Fue así, por ejemplo,que una vez que cambiamos elHMI antiguo al software RSView32 en el sistema de control de los precipitadores electrostáticos,fuimos capaces de manejar nues-tro propio sistema, lo cual nos ha permitido efectuar mejorascontinuas a lo largo de estos años. Antes no podíamos hacermodificaciones ya que el sistemaera cerrado”.
Agrega que durante el pro-ceso de instalación de las herra-mientas no existió ningún tipo deproblema, se cumplió a cabalidadel calendario de actividades y larespuesta fue de primera línea.“No hemos tenido ninguna ne-cesidad de apoyo técnico o solu-ción determinada, porque senci-llamente no han existido proble-mas operativos”, sostiene. “Has-ta hoy, el precipitador ha tenidoprácticamente una tasa de fallacero, lo cual nos ha permitidoconfirmar la confianza y garan-tía del proveedor y de sus siste-mas de supervisión”.
En términos generales, AESGener está muy satisfecho con el rendimiento del sistema y la calidad de atención que han entregado tanto Rockwell Automation, ABMatic Ltda. y losintegradores de sistemas que participaron en cada uno de losproyectos. “A ello se suma queRockwell Automation ofreció cur-sos de capacitación respecto a lainstalación del sistema Logix quefueron de mucha utilidad paranuestros operarios”.
PROYECTO “SISTEMA DE PROTECCIÓN DE VIBRACIONES EN UNIDA-DES GENERADORAS”
La empresa local Varitec
S.A., Solution Provider de
Rockwell Automation, especia-
lista en monitoreo de condicio-
nes, tomó parte de este proyec-
to hace más de un año. La labor
realizada fue la de integrar un
sistema de sensores de despla-
zamiento a módulos de protec-
ción de vibraciones XM-120 para
el monitoreo en línea de las dos turbinas existentes. Las unidades XM-120 se
integraron mediante comunicación nativa DeviceNet a un controlador
Rockwell Automation, desde la cual se ingresan las señales a la red EtherÑet
de Gener. Posteriormente, vía RSView32, son monitoreadas en la sala de con-
trol todas las señales de vibración que se generan en la central termoeléc-
trica, siendo integrados al resto del sistema de control de la planta.
“El XM-120 es un sistema extremadamente flexible que permite al usua-
rio ir creciendo constantemente e integrando una serie de módulos nue-
vos y equipamiento al sistema de control”, sostiene Marcelo Díaz, Inge-
niero de Proyectos y Servicios de Varitec S.A..
En esta labor, Varitec S.A. trabajó junto a Inprint Ingenieros, empresa
integradora de sistemas de Rockwell Automation, la cual se abocó específi-
camente a labores de instalación de pantallas y otros dispositivos similares.

18 Mayo 2007


















