AUTOMATIZACION PEUGEOT
17
ǀ TRABAJO PRACTICO Automatización Industrial 2do cuatrimestre 2013 CÁTEDRA: ALVAREZ CUNEO GRUPO: 3 ALUMNOS: 88.473 VILARIÑO, Ramiro 81.891 CASETTA, Hernán 80.828 RIVERO, Carlos
-
Upload
carlos-rivero -
Category
Documents
-
view
37 -
download
4
description
TRABAJO PRACTICO: AUTOMATIZADO DE UNA PARTE DE LA PLANTA DE PEUGEOT
Transcript of AUTOMATIZACION PEUGEOT
ǀTRABAJO
PRACTICO
Automatización Industrial
2do cuatrimestre 2013
CÁTEDRA: ALVAREZ CUNEO
GRUPO: 3
ALUMNOS:
88.473 VILARIÑO, Ramiro81.891 CASETTA, Hernán80.828 RIVERO, Carlos
Aprobación del TP: ……………………………………………….…………….
Universidad de Buenos AiresFACULTAD DE INGENIERIA
Contenido
Flow Sheet de la Empresa........................................................................................................................... 3
Definición del Proyecto................................................................................................................................ 3
ENTRADAS:................................................................................................................................................ 7
SALIDAS:.................................................................................................................................................... 8
P á g i n a | 2 72.06 – Automatización Industrial2do cuatrimestre 2013

PARTE 1
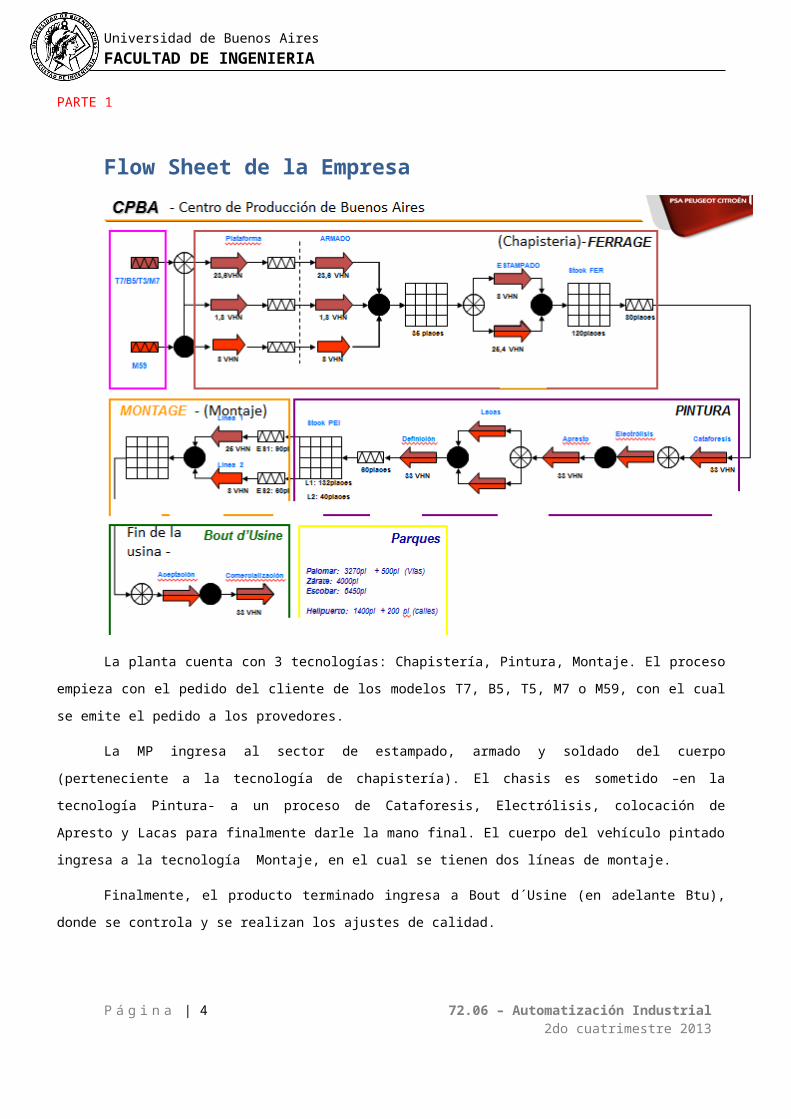
Flow Sheet de la Empresa
La planta cuenta con 3 tecnologías: Chapistería, Pintura, Montaje. El proceso empieza con el pedido del
cliente de los modelos T7, B5, T5, M7 o M59, con el cual se emite el pedido a los provedores.
La MP ingresa al sector de estampado, armado y soldado del cuerpo (perteneciente a la tecnología de
chapistería). El chasis es sometido –en la tecnología Pintura- a un proceso de Cataforesis, Electrólisis,
colocación de Apresto y Lacas para finalmente darle la mano final. El cuerpo del vehículo pintado ingresa a la
tecnología Montaje, en el cual se tienen dos líneas de montaje.
Finalmente, el producto terminado ingresa a Bout d´Usine (en adelante Btu), donde se controla y se
realizan los ajustes de calidad.
Nuestro proyecto tiene por objeto automatizar un proceso dentro del área Btu, por lo que se describe a
continuación el Lay Out de la Nave y Flow Sheet dentro de la misma.
72.06 – Automatización Industrial2do cuatrimestre 2013
P á g i n a | 3
Universidad de Buenos AiresFACULTAD DE INGENIERIA
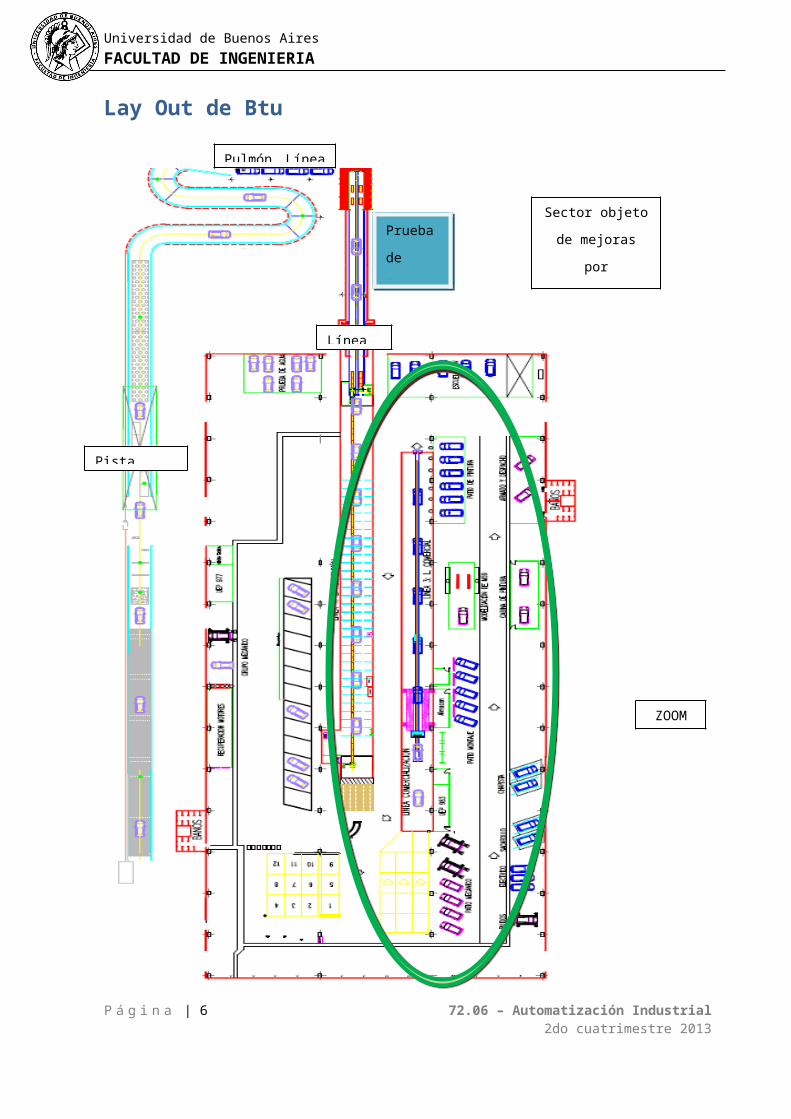
Lay Out de Btu
P á g i n a | 4 72.06 – Automatización Industrial2do cuatrimestre 2013
Pista Corta
Prueba
de Agua
y
Línea 1
Pulmón Línea 1
ZOOM
Sector objeto de
mejoras por
automatización
del proceso
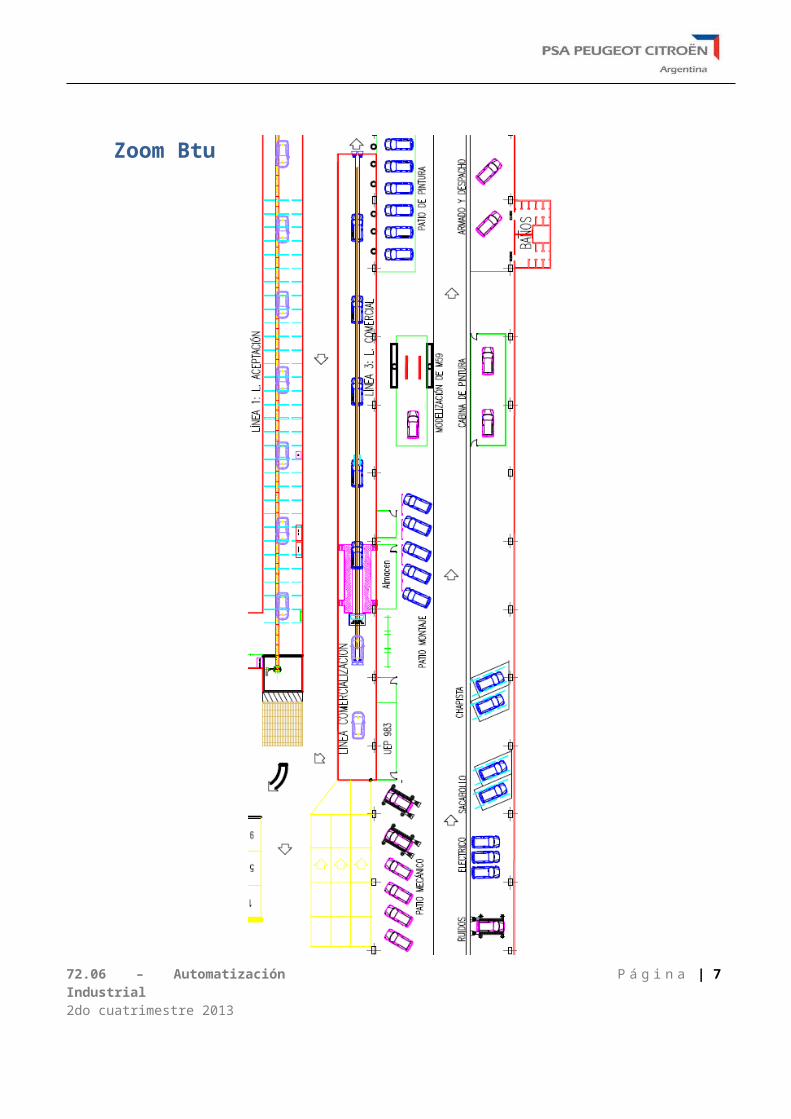
Zoom Btu
72.06 – Automatización Industrial2do cuatrimestre 2013
P á g i n a | 5
Universidad de Buenos AiresFACULTAD DE INGENIERIA
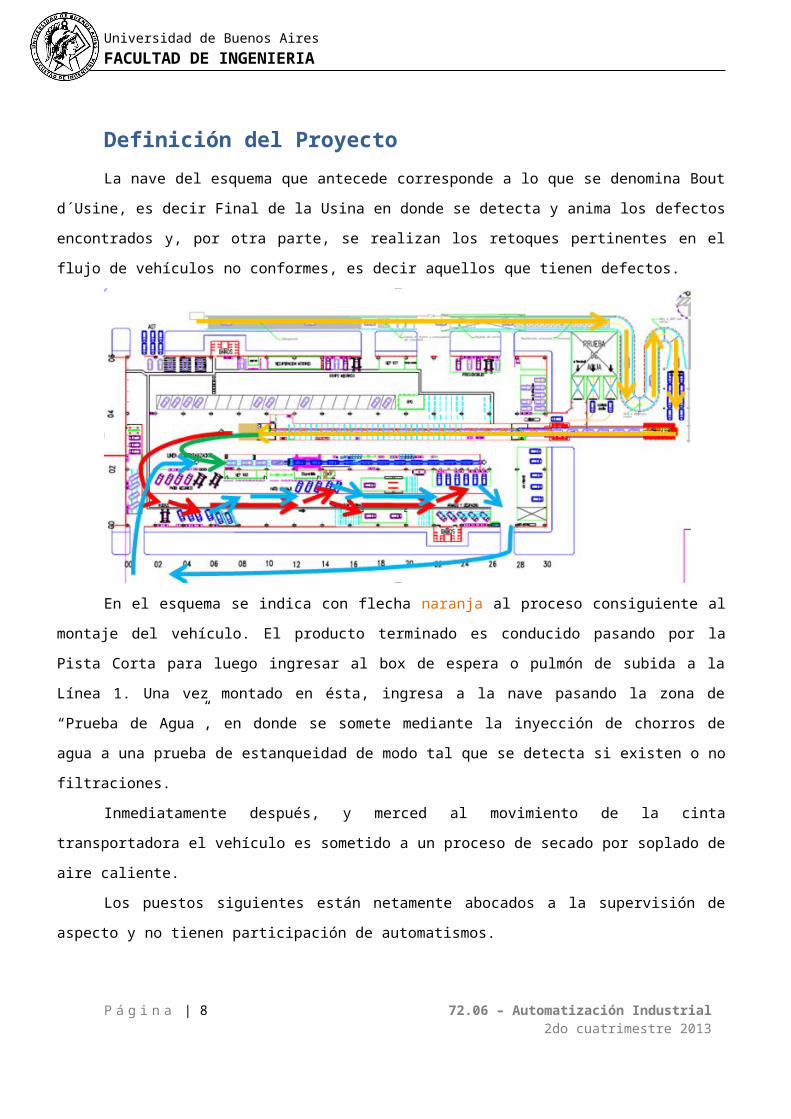
Definición del Proyecto
La nave del esquema que antecede corresponde a lo que se denomina Bout d´Usine, es decir Final de la
Usina en donde se detecta y anima los defectos encontrados y, por otra parte, se realizan los retoques
pertinentes en el flujo de vehículos no conformes, es decir aquellos que tienen defectos.
En el esquema se indica con flecha naranja al proceso consiguiente al montaje del vehículo. El producto
terminado es conducido pasando por la Pista Corta para luego ingresar al box de espera o pulmón de subida a la
Línea 1. Una vez montado en ésta, ingresa a la nave pasando la zona de “Prueba de Agua”, en donde se somete
mediante la inyección de chorros de agua a una prueba de estanqueidad de modo tal que se detecta si existen o
no filtraciones.
Inmediatamente después, y merced al movimiento de la cinta transportadora el vehículo es sometido a
un proceso de secado por soplado de aire caliente.
Los puestos siguientes están netamente abocados a la supervisión de aspecto y no tienen participación
de automatismos.
Al salir de la Línea 1 existen dos posibilidades: I) si el vehículo es un bueno directo –flecha de color
verde- (si y solo si no tiene defectos de fabricación) se envía a la Línea de Comercialización o Línea 3, en el cual
se imprime el documento y se despacha; II) si el vehículo tiene defectos –flecha de color rojo- será derivado al
patio correspondiente a los fines de realizar el retoque correspondiente según sea: a) defecto funcional: Patio
Eléctrico, Patio Ruido o Patio Mecánico; b) defectos de aspecto: Patio Sacabollos, Patio Chapista, Patio
Estanqueidad, Patio Pintura o Patio Montaje.
Luego de realizados los retoques, el vehículo retocado es enviado a la línea de comercialización (flecha
celeste).
El proceso de fabricación del vehículo en toda la planta se describe en el siguiente Flow Sheet.P á g i n a | 6 72.06 – Automatización Industrial
2do cuatrimestre 2013
Propuesta
Nuestro trabajo tiene por objeto el estudio de mejoras por los automatismos aplicados en la
Prueba de Agua, Secado y Línea 1.
72.06 – Automatización Industrial2do cuatrimestre 2013
P á g i n a | 7
Universidad de Buenos AiresFACULTAD DE INGENIERIA
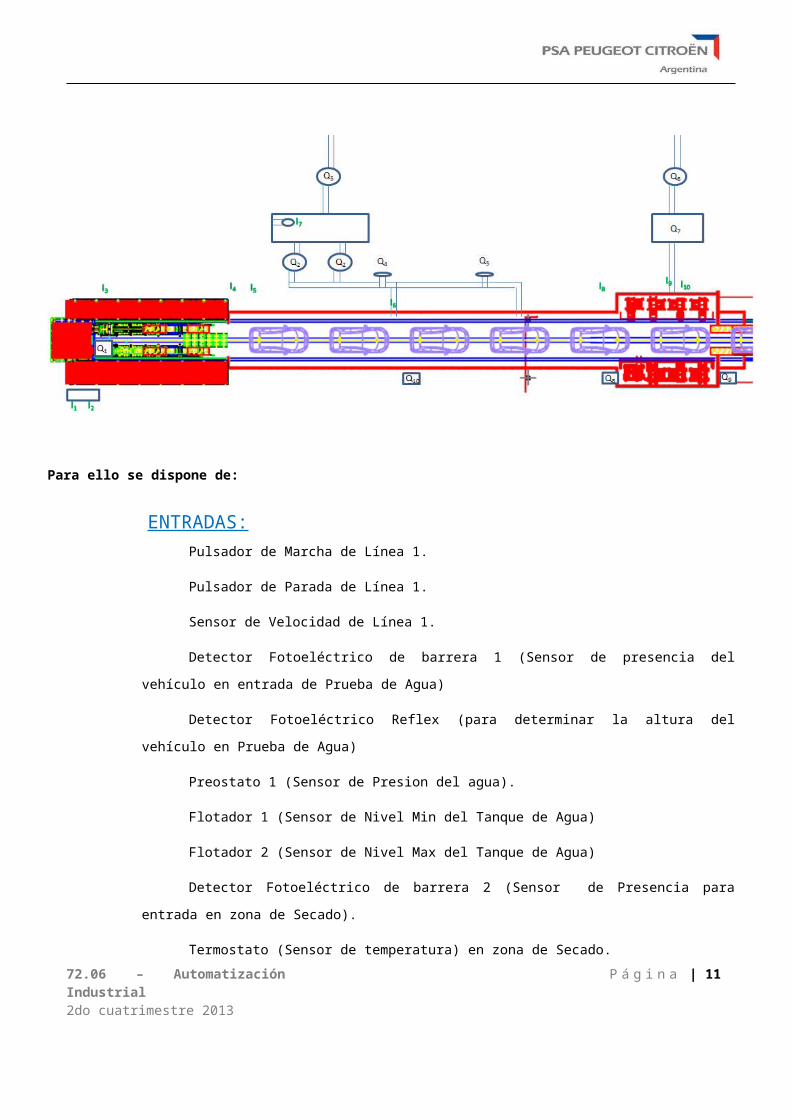
Para ello se dispone de:
ENTRADAS:Pulsador de Marcha de Línea 1.
Pulsador de Parada de Línea 1.
Sensor de Velocidad de Línea 1.
Detector Fotoeléctrico de barrera 1 (Sensor de presencia del vehículo en entrada de Prueba de Agua)
Detector Fotoeléctrico Reflex (para determinar la altura del vehículo en Prueba de Agua)
Preostato 1 (Sensor de Presion del agua).
Flotador 1 (Sensor de Nivel Min del Tanque de Agua)
Flotador 2 (Sensor de Nivel Max del Tanque de Agua)
Detector Fotoeléctrico de barrera 2 (Sensor de Presencia para entrada en zona de Secado).
Termostato (Sensor de temperatura) en zona de Secado.
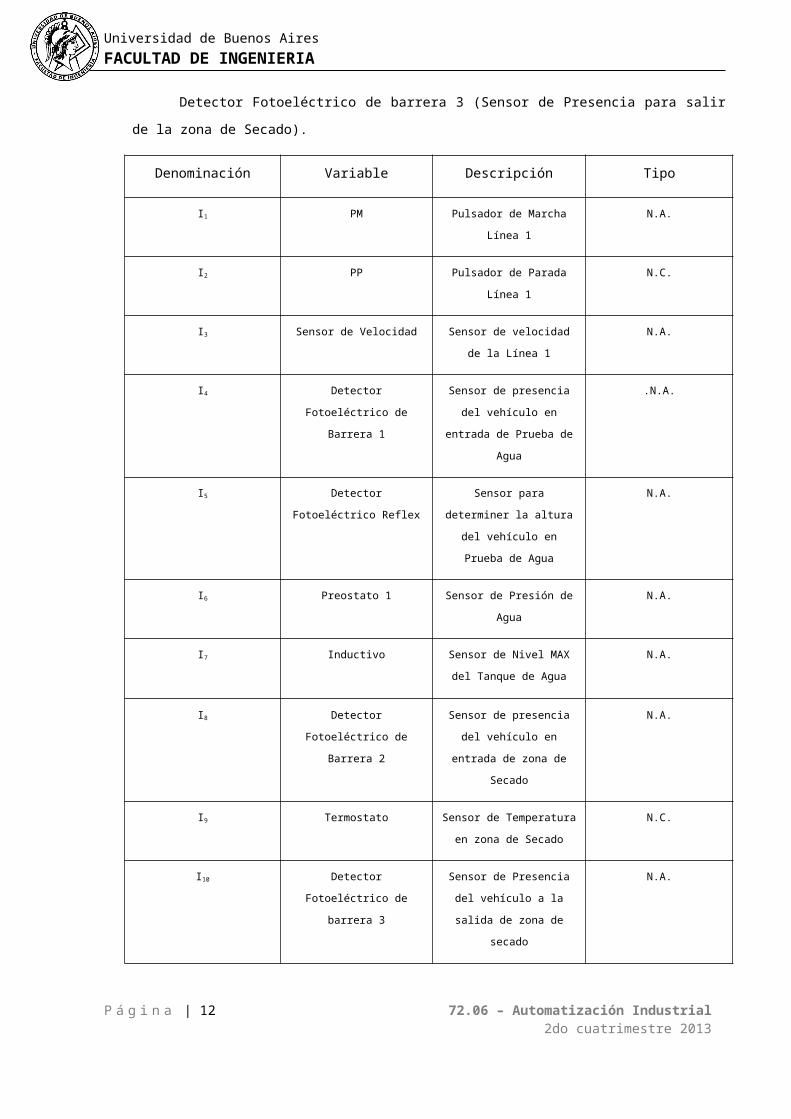
Detector Fotoeléctrico de barrera 3 (Sensor de Presencia para salir de la zona de Secado).
Denominación Variable Descripción Tipo
I1 PM Pulsador de Marcha Línea 1 N.A.
I2 PP Pulsador de Parada Línea 1 N.C.
I3 Sensor de Velocidad Sensor de velocidad de la Línea 1 N.A.
I4 Detector Fotoeléctrico de Barrera 1 Sensor de presencia del vehículo
en entrada de Prueba de Agua
.N.A.
P á g i n a | 8 72.06 – Automatización Industrial2do cuatrimestre 2013
I5 Detector Fotoeléctrico Reflex Sensor para determiner la altura
del vehículo en Prueba de Agua
N.A.
I6 Preostato 1 Sensor de Presión de Agua N.A.
I7 Inductivo Sensor de Nivel MAX del Tanque
de Agua
N.A.
I8 Detector Fotoeléctrico de Barrera 2 Sensor de presencia del vehículo
en entrada de zona de Secado
N.A.
I9 Termostato Sensor de Temperatura en zona de
Secado
N.C.
I10 Detector Fotoeléctrico de barrera 3 Sensor de Presencia del vehículo a
la salida de zona de secado
N.A.
SALIDAS:Motor de la Línea 1.
Compresor Hidraulico accionado por Detector Fotoeléctrico de barrera 1
Valvulas a dos metros accionado por Detector Fotoeléctrico Reflex (ej. Si el vhs es un 207 no se
accionan valvulas superiores. Caso contrario, para modelos Boxer, Partner, 3008, … si se accionan)
Valvulas reguladora de presión accionado por preostato 1
Bomba hidraulica desactivada por flotador.
Compresor accionado Detector Fotoeléctrico de barrera 2.
Caldera regulada por Termostato y accionada por Detector Fotoeléctrico de barrera 2
Motor que levanta persiana de entrada a zona de secado accionado por Detector Fotoeléctrico de barrera 2
Motor que levanta persiana de salida a zona de secado accionado por Detector Fotoeléctrico de barrera 3
Alarma Sonora accionada por PP o sensor de velocidad.
Denominación Variable Descripción Tipo
Q1 Motor Motor de impulsión de línea 1 -
Q2 Compresor Compresor Hidraulico accionado
por Detector Fotoeléctrico de
-
72.06 – Automatización Industrial2do cuatrimestre 2013
P á g i n a | 9

Universidad de Buenos AiresFACULTAD DE INGENIERIA
barrera 1
Q3 Válvula Valvulas accionada por Detector
fotoeléctrico
-
Q4 Válvula Válvula reguladora de presión
accionada por preostato 1
-
Q5 Bomba Hidraulica Bombra hidraulica accionada por
Flotador 1 y desactivada por
Flotador 2
-
Q6 Compresor Compresor accionado por Detector
Fotoeléctrico de barrera 2
-
Q7 Caldera Caldera regulada por Termostato y
accionada por Detector
Fotoeléctrico de barrera 2
-
Q8 Motor Motor que levanta persiana de
entrada a zona de secado
accionado por Detector
Fotoeléctrico de barrera 2
-
Q9 Motor Motor que leventa persiana de
salida a zona de secado accionado
por detector de barrera 3
-
Q10 Alarma Sonora Alarma Sonora accionada por PP o
sensor de velocidad
-
El proceso en estudio empieza cuando el vehículo ubicado en el pulmón o box de espera es trasladado a
la línea. Una vez en la misma el operador se dirige al pupitre de comando en el cual se encuentran los
Pulsadores de Marcha, Parada, Display de temperatura en Cabina de Secado y Velocidad de Cinta.
a) Definiendo t0 al presionar el Pulsador de Marcha (I1) momento en el cual se acciona el motor (Q1) de
la cinta de modo que el vehículo avanza hasta el Detector Fotoeléctrico de barrera 1 (I4);
b) El Detector Fotoeléctrico de barrera 1 (I4) detecta el vehículo a los 4 segundos de t0 y en
consecuencia energiza el compresor hidráulico (Q2) que toma el agua a temperatura ambiente del
tanque que tiene 3 mil litros de agua y lo inyecta a presión mediante dispersores en la Cuba de
Prueba de Agua.
OBS. 1: El agua debe inyectarse a una presión (1,5 +/- 0,4 kgf/cm2) que está regulada por el
preostato (I6) que abre o cierra una válvula reguladora (Q4).
OBS. 2: A los fines de mantener entre los niveles Mínimo (800 Litros) y Máximo (3000 Litros) en el
tanque que provee agua al compresor se colocó un sensor de nivel -(I7)- de modo que se acciona
una bomba hidráulica (Q5) cuando se llega a la cota mínima y la desactivan cuando se llega a una
P á g i n a | 10 72.06 – Automatización Industrial2do cuatrimestre 2013
cota máxima. Además, el agua inyectada es recuperada en la parte inferior de la cuba, de modo que
el líquido recircula.
c) Pasados los 9 segundos, el vehículo sigue avanzando pasando por el Detector Fotoeléctrico Reflex
(I5) el cual se activa para los modelos más altos (Boxer, Partner, Berlingo, 3008, … ). Cuando se
activa, abre unas válvulas (Q3) que permiten el paso de agua por los dispersores ubicados a una
altura de 2mts de modo de obtener una prueba eficiente para estos modelos.
d) A los 30 segundos, el Detector Fotoeléctrico de barrera 2 (I8) detecta el vehículo en la entrada de la
Cabina de Secado por lo que acciona:
I. Motor que levanta persiana de entrada (Q8)
II. Compresor (Q6)
III. Caldera (Q7)
e) El vehículo permanece en la Cabina de Secado unos 58 segundos a una temperatura comandada
por el operador desde el pupitre de comando. Para mantener dicha temperatura se utiliza un
termostato (I9) que mide la temperatura y en función de la misma cortocircuita o no para activar la
caldera.
f) Finalmente, pasados los 88 segundos el vehículo intercepta al Detector Fotoeléctrico de barrera 3
(I10) el cual acciona el motor de apertura de la persiana de salida de la Cabina de Secado (Q9).
g) Se tiene un pulsador de parada (I2) que interrumpe la marcha general del sistema y activa una
alarma (Q10) y un sensor de velocidad (I3) que acciona la alarma cuando la velocidad de la línea
difiere de (25,0 +/- 5) metros/min .
La automatización de este proceso tiene por interfase un panel de control que contiene:
-Pulsador de marcha (I1);
-Pulsador de parada (I2);
-Display que indica temperatura del secado;
-Display que indica la velocidad de la línea.
72.06 – Automatización Industrial2do cuatrimestre 2013
P á g i n a | 11
P.M
.
P.P.
Universidad de Buenos AiresFACULTAD DE INGENIERIA
Por la automatización de estos procesos se espera alcanzar:
a) Ahorros significativos por reemplazo de operaciones de Secado Manual por Secado secuenciado y
automatizado ya que las operaciones manuales requieren 3 empleados que implican un costo de
30000 pesos adicionales por mes.
b) Mayor precisión y rendimiento de la Prueba de Agua
c) Mejoras en la calidad del producto.
d) Menores costes en procesos de Prueba de Agua y Secado.
e) Ahorro energético por el reciclado del agua inyectada.
P á g i n a | 12 72.06 – Automatización Industrial2do cuatrimestre 2013
Temp.
Vel.