Autorizada la entrega del proyecto del alumno/a: Isabel ... · • Determinar las condiciones...
394
Autorizada la entrega del proyecto del alumno/a: Isabel Ágreda Chinea EL DIRECTOR DEL PROYECTO Alfonso Madera Sánchez Fdo.: ………………….. Fecha: ……/ ……/ …… Vº Bº del Coordinador de Proyectos José Ignacio Linares Hurtado Fdo.: …………………… Fecha: ……/ ……/ ……
Transcript of Autorizada la entrega del proyecto del alumno/a: Isabel ... · • Determinar las condiciones...

Autorizada la entrega del proyecto del alumno/a: Isabel Ágreda Chinea
EL DIRECTOR DEL PROYECTO Alfonso Madera Sánchez
Fdo.: ………………….. Fecha: ……/ ……/ ……
Vº Bº del Coordinador de Proyectos José Ignacio Linares Hurtado
Fdo.: …………………… Fecha: ……/ ……/ ……

ESTE PROYECTO CONTIENE LOS SIGUIENTES DOCUMENTOS
DOCUMENTO Nº1, MEMORIA
1 Memoria pág. 1 a 91 páginas
2 Cálculos pág. 92 a 170 páginas
3 Estudio Económico pág. 171 a 183 páginas
5 Estudio ambiental pág. 184 a 203 páginas
4 Anejos pág. 204 a 210 páginas
DOCUMENTO Nº2, PLANOS
1 Lista de planos pág. 1 a 2 páginas
2 Planos pág. 3 a 9 páginas
DOCUMENTO Nº3, PLIEGO DE CONDICIONES
1 Generales y Económicas pág. 1 a 32 páginas
2 Técnicas y Particulares pág. 33 a 153 páginas
DOCUMENTO Nº4, PRESUPUESTO
1 Mediciones pág. 1 a 4 páginas
2 Precios Unitarios pág. 5 a 8 páginas
3 Sumas parciales pág. 9 a 12 páginas
4 Presupuesto General pág. 13 a 15 páginas

DOCUMENTO 1: MEMORIA INDICE GENERAL: Paginas
1. Memoria descriptiva 1-91 2. Cálculos 92-170 3. Estudio económico 171-183 4. Estudio ambiental 184-203
5. Anejos 204-210

DOCUMENTO 2: PLANOS INDICE GENERAL: Paginas
1. Lista de planos 1-2 2. Planos 3-9

DOCUMENTO 3: PLIEGO DE CONDICIONES INDICE GENERAL: Paginas
1. Pliego de condiciones generales 1-32 y económicas 2. Pliego de condiciones técnicas 33-153 y particulares

DOCUMENTO 4: PRESUPUESTO INDICE GENERAL: Paginas
1. Mediciones 1-4 2. Precios unitarios 5-8
3. Sumas parciales 9-12
4. Presupuesto general 13-15

1
Lista de planos

Planos 2
1. Lista de planos
Plano nº 1 Rodete
Plano nº 2 Plano seccional
Plano nº 3 Alabes directrices
Plano nº 4 Cámara en espiral
Plano nº 5 Tubo de aspiración
Plano nº 6 Codo de aspiración
Plano nº 7 Distribuidor cadena cinemática
Plano nº 8 Plano disposición

2
Planos

PROYECTO FIN DE CARRERA
EQUIPAMIENTO ELECTROMECÁNICO DE UNA
CENTRAL MINI-HIDROELÉCTRICA
ISABEL ÁGREDA CHINEA
MADRID, julio 2008
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Summary IV
ELECTRO-MECHANIC EQUIPMENT FOR A
MINI-HYDROELECTRIC POWER STATION
Author: Ágreda Chinea, Isabel
Principal / Director : Madera Sánchez, Alfonso.
University: ICAI - Universidad Pontificia Comillas.
The purpose of the present Project is the use of the Pedrezuela reservoir,
which currently exists, for the generation of electric energy. Currently, the Spanish
energy system is basically based in the use of fossil fuel. This way of obtaining
energy entails several problems in terms of sustainability: it is a limited and
contaminant resource.
In relation to the above, several options are being studied. One of those
options is the renewable energy alternatives, which main characteristic is the use of
free and never ending resources. Among the renewable energies, there is the
hydroelectric energy, which is probably the oldest way of energy use for the
development of world productive activities.
The renewable energies are a way of producing energy at a very low cost for
operation and maintenance. In addition, the hydroelectric power stations have a
higher life than the coal plants and the nuclear plants and produce less carbon
dioxide.
The main targets of this Project are:
• To elect a suitable place to install a mini-hydroelectric power station
taking advantage of an existing reservoir.
• To study the flow conditions and the existing jump during the last
years.

Summary V
• To determine the nominal conditions of the flow and the turbine jump
in order to optimize the energy to be produced by the power station.
• To design and specify the different elements of the power station:
hydraulic turbine, safeguard valve, forced pipe, management and
control system, etc.
• To analyse the economic feasibility of the Project.
For this purpose, some searches were made in two organizations named
“Confederación Hidrográfica de Tajo” and “Canal de Isabel II” to determine which
reservoir could match the better conditions to install a power electric station. From
such searches it was determined that the Pedrezuela reservoir was the most suitable
reservoir to prepare this Project. In this regard, the data related to the flows and
jumps of said reservoir were compiled.
From that information, the hydraulic conditions (flow and jump) during one
regular year were obtained. Further to such information, the nominal flow and jump
of the turbine were analyzed in order to optimize the electricity production of the
power station.
With the data obtained, the specific number of revolutions of the hydraulic
turbine was determined; which permitted the selection of the appropriate hydraulic
model. From this hydraulic model and applying the resemblance laws, it was
determined the hydraulic profile of the hydraulic turbine components.
Taking as a base these hydraulic profiles, the different parts of the turbine
were designed in order for such parts to be able to support the efforts to which they
will be subject to.

Summary VI
Once the turbine was designed, the other components of the power station
were specified, such as the alternator, the safeguard valve, the management system,
etc.
Finally, an economic feasibility study was made. From such study, it was
concluded that the cost of the installation amounts to two million three hundred
eighty seven thousand seven hundred and fifty six euros (Euros 2,387,756), being the
return period of 9 years with an interest rate of 9%.

Resumen I
EQUIPAMIENTO ELECTROMECANICO DE
UNA CENTRAL MINI-HIDROELÉCTRICA
Autor: Ágreda Chinea, Isabel
Director: Madera Sánchez, Alfonso.
Entidad Colaboradora: ICAI - Universidad Pontificia Comillas.
El presente proyecto tiene como finalidad el aprovechamiento del embalse de
Pedrezuela, ya existente, para la generación de energía eléctrica. Actualmente, el
sistema energético español esta basado principalmente en la utilización de
combustibles fósiles. Esta forma de obtención de energía presenta grandes problemas
de insostenibilidad: se trata de un recurso limitado y contaminante.
Así, pues, se están buscando soluciones adecuadas. De esta manera surgen las
alternativas renovables, que se caracterizan por la utilización de recursos inagotables
y gratuitos. Entre ellas encontramos la energía hidroeléctrica que es, quizás, la forma
más antigua de aprovechamiento de energía para el desarrollo de las actividades
productivas del hombre.
Se trata de una forma de producción energética con unos costes muy bajos de
operación y mantenimiento. Además estas centrales tienen una mayor vida útil que
las plantas de carbón y las nucleares y emiten menos dióxido de carbono que estas
últimas.
Los objetivos de este proyecto son:
• Elección de un emplazamiento adecuado para la instalación de una
minicentral hidráulica aprovechando un embalse ya existente.
• Estudiar las condiciones de caudal y salto existente durante los
últimos años

Resumen II
• Determinar las condiciones nominales de caudal y salto de la turbina
que optimicen el producible eléctrico de la central
• Diseño y especificación de los distintos elementos de la central:
turbina hidráulica, válvula de salvaguarda, tubería forzada, sistema de
mando y control, etc.
• Análisis de la viabilidad económica del proyecto.
En un principio se realizaron consultas en la Confederación Hidrográfica de
Tajo y en el Canal de Isabel II para determinar que embalse podría presentar las
condiciones óptimas para la instalación de una central. Una vez determinado el
embalse de Pedrezuela como el más adecuado para la realización de este proyecto, se
recopilaron los datos referentes a los caudales vertidos a través del salto de agua.
Partiendo de esta información, se han obtenido las condiciones hidráulicas
(caudal y salto) a lo largo de un año medio típico, con esta información se ha
analizado el caudal y salto nominal de la turbina, maximizando la producción de
electricidad de la central.
Con los datos obtenidos anteriormente se determinó el número específico de
revoluciones de la turbina hidráulica, que permitió seleccionar el modelo hidráulico
adecuado. Partiendo de este modelo hidráulico y aplicando las leyes de semejanza, se
determinó el perfil hidráulico de los componentes hidráulicos de la turbina, es decir
rodete, cámara espiral, alabes directrices y tubo de aspiración.
Tomando como base estos perfiles hidráulicos, se diseñaron las diferentes
partes de la turbina para que sean capaces de soportar los esfuerzos a los que estarán
sometidos.

Resumen III
Una vez diseñada la turbina, se especifican el resto de componentes de la
central como alternador, válvula de salvaguarda, sistema de mando, etc.
Finalmente se realizó un estudio de viabilidad económica. Donde se concluyo
que el coste de la instalación asciende a dos millones trescientos ochenta y siete mil
setecientos cincuenta y seis euros siendo el periodo de retorno de 9 años con una tasa
de interés del 9%.

5
Anejos

Memoria 205
INDICE
4.1 Datos hidrológicos ........................................................................................................206 4.1.1 Aportaciones anuales .............................................................................................206 4.1.2 Dato del año hidrológico representativo (1996/97)..............................................207
4.1.2.1 Cota de agua en el embalse.............................................................................207 4.1.2.2 Caudal .............................................................................................................208
4.3 Bibliografía ...................................................................................................................210

Memoria 206
4.1 Datos hidrológicos
4.1.1 Aportaciones anuales
Año
Caudal medio anual
( Hm^3/mes)
1987-88 1,9
1988-89 1,98
1989-90 3,55
1992-93 0,26
1993-94 1,85
1994-95 2,4
1995-96 2,1
1996-97 3,06
1997-98 3,01
1998-99 2,87
1999-00 4

Memoria 207
2000-01 3,6
2001-02 4,23
2002-03 4,64
2003-04 4,26
2004-05 4,78
2005-06 4,86
4.1.2 Dato del año hidrológico representativo (1996/97)
4.1.2.1 Cota de agua en el embalse
Meses Altura (m)
Octubre 28,32
Noviembre 27,1
Diciembre 40,03
Enero 43,41

Memoria 208
Febrero 44,22
Marzo 44,01
Abril 45,65
Mayo 42,8
Junio 37,51
Julio 34,44
Agosto 30,43
Septiembre 29,02
4.1.2.2 Caudal
Meses
Caudal
(Hm^3)
Octubre 4,1
Noviembre 3,6
Diciembre 3
Enero 8,9

Memoria 209
Febrero 11,5
Marzo 6
Abril 9,1
Mayo 11
Junio 11,8
Julio 10,3
Agosto 9,6
Septiembre 9

Memoria 210
4.3 Bibliografía
[MATA751] Mataix Plana, Claudio. "Turbomáquinas hidráulicas: turbinas hidráulicas,
bombas, ventiladores", ICAI, 1975
[ORTI02] Ortiz Berrocal, Luis. "Resistencia de materiales", McGraw-Hill, 2002
[LAYM93] Layman. "Layman's Handbook on how to develop a Small Hydro Site",
Dirección General de la Energía, 1993
[FRAIOO] Fraile Mora, Jesús. "Máquinas eléctricas", Escuela de Canales, Caminos y
Puertos, 2000
[WHIT88]Frank M. White, "Mecánica de fluidos", McGraw-Hill, 1988

2
Cálculos

Memoria 93
INDICE
2.1 Estudio hidrológico.........................................................................................................95 2.1.1 Caudal nominal........................................................................................................95
2.1.1.1 Determinación del año de referencia ................................................................95 2.1.1.2 Determinación del caudal de equipamiento......................................................97
2.1.2 Altura neta ...............................................................................................................98 2.1.2.1 Cálculo del salto bruto ......................................................................................98 2.1.2.2 Pérdidas de carga en la tubería forzada. ...........................................................99
2.1.2.2.1 Pérdidas en el primer tramo de tubería ......................................................99 2.1.2.2.1.1 Pérdidas primarias ............................................................................100 2.1.2.2.1.2 Pérdidas secundarias en el primer tramo de tubería .........................102
2.1.2.2.2 Pérdidas en el segundo tramo de tubería ................................................107 2.1.2.2.2.1 Pérdidas primarias ............................................................................107 2.1.2.2.2.2 Pérdidas secundarias en el segundo tramo de tubería.......................109
2.1.2.3 Pérdidas de carga en la válvula de mariposa. ................................................114 2.1.2.3.1 Instalación del estrechamiento antes de la válvula de mariposa.............115 2.1.2.3.2 Instalación del estrechamiento después de la válvula de mariposa ........116 2.1.2.3.3 Instalación del estrechamiento en la cámara en espiral ..........................116 2.1.2.3.4 Pérdidas en la válvula de mariposa.........................................................117
2.1.2.4 Calculo del salto neto......................................................................................117 2.1.2.5 Comprobación de la sumergencia...................................................................118
2.2 Características generales de la instalación....................................................................118 2.2.1 Potencia instalada y numero de maquinas.............................................................118 2.2.2 Turbina...................................................................................................................119
2.2.2.1 Elección del tipo de turbina ............................................................................119 2.2.2.2 Disposición del grupo.....................................................................................120 2.2.2.3 Cálculos de la geometría.................................................................................120 2.2.2.4 Cálculo del rendimiento de la turbina.............................................................122
2.2.2.4.1 Variación del rendimiento de la turbina con el caudal ............................124 2.2.2.4.2 Variación del rendimiento de la turbina con el salto ...............................125
2.3 Elementos mecánicos....................................................................................................127 2.3.1 Espesor de la tubería forzada.................................................................................127
2.3.1.1 Introducción....................................................................................................127 2.3.1.2 Espesor mínimo ..............................................................................................127 2.3.1.3 Golpe de ariete................................................................................................128 2.3.1.4 Chimenea de equilibrio...................................................................................130
2.3.2 Válvula mariposa ...................................................................................................131 2.3.3 Cálculo de la unión eje-rodete ...............................................................................131
2.3.3.1 Condiciones de frenado brusco.......................................................................133 2.3.3.1.1 Introducción.............................................................................................133 2.3.3.1.2 Cálculo del momento de inercia del rodete.............................................135 2.3.3.1.3 Dimensionamiento de los pernos.............................................................140

Memoria 94
2.3.4 Cálculo del espesor de la cámara en espiral ..........................................................144 2.3.5 Cálculo de los esfuerzos en la obra civil ...............................................................145 2.3.6 Cálculo de la transmisión del distribuidor.............................................................147
2.3.6.1 Cálculo de las fuerzas en los alabes directrices..............................................147 2.3.6.2 Cálculo del eje de los álabes directrices .........................................................150
2.3.7 Cálculo de los esfuerzos en los bulones de transmisión y el servomotor..............153 2.3.7.1 Cálculo de los bulones de la transmisión........................................................156
2.3.8 Cálculo de pandeo de la pieza B............................................................................157 2.3.9 Cálculo de las condiciones de obstrucción de cierre .............................................158 2.3.10 Entallas ................................................................................................................161
2.3.10.1 Introducción..................................................................................................161 2.3.10.2 Cálculo de las entallas ..................................................................................163
2.3.11 Servomotor ..........................................................................................................164 2.3.12 Tubo de aspiración...............................................................................................164 2.3.13 Eje transmisor de potencia...................................................................................166
2.3.13.1 Cálculo del momento torsor..........................................................................166 2.3.13.2 Cálculo del momento flector ........................................................................167 2.3.13.3 Dimensionado del eje ...................................................................................168
2.4 Generador .....................................................................................................................170

Memoria 95
2.1 Estudio hidrológico
2.1.1 Caudal nominal
2.1.1.1 Determinación del año de referencia
Dado que la potencia eléctrica es proporcional a la altura y al caudal turbinado, la
correcta determinación de estas variables es fundamental para el diseño de las instalaciones.
En primer lugar determinaremos el caudal nominal que se elegirá de tal forma que se
maximice el agua turbinada. Para esto lo primeros que debemos hacer es obtener los datos de
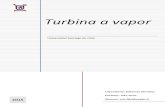
caudales medios diarios del embalse. Con estos datos se realiza la curva de clasificación de años
hidrológicos que nos ayudará a determinar el año medio representativo
Clasificación de los años hidrológicos
0
1
2
3
4
5
6
2005
-06
2004
-05
2002
-03
2003
-04
2001
-02
1999
-00
2000
-01
1989
-90
1996
-97
1997
-98
1998
-99
1994
-95
1995
-96
1988
-89
1987
-88
1993
-94
1992
-93
Años
Apo
rtac
ion
anua
l
Gráfica 1 Clasificación de los años hidrológicos.

Memoria 96
El histórico de aportaciones comprende datos de 17 años, siendo el año hidrológico más
reciente del que se poseen datos 2005-2006. Según los datos de que se dispone (ver anexo) los
diferentes años hidrológicos se podrán clasificar según sea su valor como:
Muy húmedos, por ejemplo: 2002/03, 2003/04, 2004/05, 2005/06
Húmedos, por ejemplo: 1989/90, 1999/00, 2000/01, 2001/02
Secos, por ejemplo: 1994/95, 1996/97, 1997/98, 1998/99
Muy secos, por ejemplo: 1987/88, 1988/89, 1992/93, 1993/94, 1995/96
Se observa que el año 1996/97 es el año representativo, pues presenta el valor medio de
entre todas las aportaciones anuales del histórico.
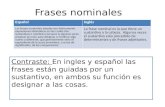
A continuación se obtiene la curva de caudales clasificados que nos da el valor del
caudal en función de los días del año en que se supera dicho valor.
Caudales clasificados
0
1
2
3
4
5
0 50 100 150 200 250 300 350 400
Dias
Cau
dal
Gráfica 2 Caudales clasificados.

Memoria 97
2.1.1.2 Determinación del caudal de equipamiento
Es necesario la elección de un caudal de equipamiento adecuado para las maquinas a
instalar, de forma que la energía producida sea la máxima posible en función de la hidrológica.
Dependiendo del tipo de turbina que se utilice en la instalación será necesario tener en
cuenta un caudal mínimo técnico (Qmt) que directamente proporcional al caudal nominal con un
factor de proporcionalidad K que depende de tipo de turbina:
Qmt K Qn= ⋅
El coeficiente k depende del tipo de turbina:
Pelton: K = 0,1
Kaplan: K = 0,25
Francis: K = 0,4
Como se vera mas adelante la turbina de la central hidroeléctrica de Pedrezuela será tipo
Francis, y por tanto K = 0,4:
4Qmt Qn= ⋅
El caudal nominal se elegirá de forma que el volumen turbinado sea máximo, es decir,
que la integral de la curva de caudales clasificados entre el caudal mínimo técnico y el caudal
nominal sea máxima. Por tanto, teniendo cuenta las limitaciones de caudal, las áreas de la gráfica
de caudales mensuales turbinados variando el caudal de equipamiento de la turbina Francis son:

Memoria 98
Qe Qinf Area1 0,4 4,2482 0,8 8,2953 1,2 10,815
3,5 1,4 12,18154 1,6 11,445
Estando los caudales en m^3/s.
Vemos que la opción que maximiza el agua a turbinar es aquella en la que el caudal
nominal es 3,5 m^3/s, siendo en este caso el caudal mínimo técnico igual a 1,4 m^3/s. Esta
turbina no trabajará de forma continua todo el año, aprovechará al máximo los meses con
caudales elevados mientras que en los meses de menos caudal se desaprovechará. Esta es la
opción óptima debido a que los caudales máximos mensuales son muy superiores a los que se
dan en los meses con poco caudal, por lo que compensa aprovechar a los primeros al máximo.
2.1.2 Altura neta
2.1.2.1 Cálculo del salto bruto
En los datos facilitados sobre el estado de la presa vemos que la cota de agua en los
distintos meses es:

Memoria 99
Meses Altura (m)Octubre 28,32Noviembre 27,1Diciembre 40,03Enero 43,41Febrero 44,22Marzo 44,01Abril 45,65Mayo 42,8Junio 37,51Julio 34,44Agosto 30,43Septiembre 29,02
Tabla 1 Salto bruto.
Analizando estos datos tomamos 37,25 m. como altura bruta.
2.1.2.2 Pérdidas de carga en la tubería forzada.
La tubería forzada es el elemento encargado de conducir el agua hasta la turbina de la
central mini-hidráulica. Su longitud vendrá dada por la posición de la turbina. En este caso y a
efecto de cálculo la tubería forzada tiene claramente dos tramos:
1. Desde la toma de agua en el embalse hasta después del cuenco amortiguador
2. Desde el cuenco amortiguador hasta la central.
2.1.2.2.1 Pérdidas en el primer tramo de tubería
El primer tramo de tuberías esta compuesto por 2 tuberías idénticas que transcurren en
paralelo. Ambas tuberías parten de la toma de agua en el embalse y llegan hasta después del
cuenco amortiguador (por lo que bastara con calcular las perdidas, y las condiciones de
funcionamiento en una de ellas, la otra lógicamente funcionara de idéntica manera).

Memoria 100
2.1.2.2.1.1 Pérdidas primarias
Las pérdidas primarias son las imputadas al rozamiento que el fluido experimenta con la
pared de la tubería por la que circula (capa límite), el rozamiento que existe entre capas de fluido
(régimen laminar), y el rozamiento generado por el choque de partículas de fluido (régimen
turbulento).Su valor viene dado por la siguiente relación:
2
2rp
V LH f
g D= ⋅ ⋅
⋅
Donde f es el factor adimensional que expresa las perdidas por rozamiento viscoso en la
tubería. Se calcula mediante la correlación de Coolebrook-white:
1 2,512 log
3,7 Re
k
Df f
= − ⋅ + ⋅
Siendo k una constante que depende de la rugosidad de la tubería:

Memoria 101
Tabla 2 Constante de rugosidad de la tubería
En nuestro caso la tubería será de acero laminado oxidado, por tanto tomaremos k=0,2.
Sabiendo que D=0,85m, L=450m y que Qn =3,5 3m /s, caudal que se repartirá a partes
iguales por ambas tuberías (ambas tuberías son idénticas); por tanto tenemos que el caudal que
va por cada una de las tuberías es de 1,75 3m /s. Con estos datos obtenemos que:
22
43,08 /V Q m s
Dπ= ⋅ =
⋅
Re 2621377,75V D
υ⋅= =
La viscosidad cinemática del agua varia con la temperatura y la presión, si bien es cierto
que para el rango de temperaturas ambientales, que será la temperatura a la que estará sometido
el fluido en este problema, la variación es insignificante, lo mismo ocurrirá, dadas las
condiciones del problema a tratar con la presión, y por tanto tomaremos la viscosidad como
valor constante para todo el problema.

Memoria 102
De la correlación de Coolebrook-white tenemos que f = 0,014
Y por tanto:
2
3,62rp
V LH f m
g D= ⋅ ⋅ =
⋅
Obteniendo finalmente unas perdidas primarias de 3,6m, que serán las mismas por
ambas tuberías.
2.1.2.2.1.2 Pérdidas secundarias en el primer tramo de tubería
Se producen en transiciones de la tubería (estrechamiento o expansión) y en toda clase
de accesorios (válvulas, codos).
2.1.2.2.1.2.1 Pérdidas en la rejilla de limpieza
A la entrada de la tubería forzada se suele instalar una rejilla de cara a impedir la entrada
de objetos a la tubería forzada, que podrían ocasionar daños graves a la maquinaria. El agua al
pasar por esta rejilla genera una turbulencia, y con ella una cierta pérdida de carga, que en
general toma valores reducidos, pero que es necesario tener en cuenta.
El valor de esta pérdida de carga se calcula mediante la ecuación de Kirchner:
4 230
2t t
Vth K sen
b gθ = ⋅ ⋅

Memoria 103
En la fórmula anterior ht es la pérdida de carga, t el espesor de la barra, b la separación
entre barras, Vo la velocidad del agua y θ el ángulo de la rejilla. Kt depende de la forma de la
rejilla.
Si la rejilla no es perpendicular a la corriente, se crea una pérdida de carga adicional a la
producida por las rejillas cuyo valor viene dado por:
20
2
Vh sen
gβ β= ⋅⋅
Dentro de los datos suministrados por el Canal de Isabel II no se encuentra la
descripción geométrica de la rejilla. Con el objetivo de dar un valor estimativo lo más cercano
posible a la realidad se tomarán unos valores razonables para los parámetros desconocidos de la
ecuación.
Se tomara por tanto t=0.001 m y b=0.1 m, para Kt y suponiendo una configuración de
barras de bordes rectos Kt=2.
Al estar la rejilla instalada en la pare interna de la presa formando un ángulo de 30ºC
con la vertical el flujo de agua no será perpendicular a la rejilla formando con ella un ángulo
aproximado de b=q= 45º, por tanto:
200,092 0,0092
2t
Vh sen h
g βθ= ⋅ ⋅ = ⋅⋅
Por lo que podemos considerar el término ht despreciable al ser del orden de10 veces
inferior al término hb. La perdida de carga en la rejilla será:

Memoria 104
20 ( ) 0,56
2
Vh sen m
gβ β= ⋅ =⋅
2.1.2.2.1.2.2 Salida del embalse a la tubería forzada.
El agua al pasar del embalse a la tubería forzada genera una turbulencia y
consecuentemente una perdida de carga, si la salida es brusca la pérdida de carga es
relativamente elevada. En caso de una salida suave, como de hecho ocurre en este caso, la
perdida de carga es mucho menor respondiendo a la siguiente relación:
20
2rs
VH K
g= ⋅
⋅
Donde K valdrá:
Siendo:

Memoria 105
En este caso se tiene que r=1m y D=1.4 m con lo que se tomar un valor de K=0.03, con
lo que:
20 0,024
2rs
VH K m
g= ⋅ =
⋅
2.1.2.2.1.2.3 Pérdidas en el codo angular
Son las perdidas que se producen cuando el agua recorre una curvatura. Su valor vendrá
determinado por:
20
2rs b
VH K
g= ⋅
⋅
El coeficiente Kb para codos a noventa grados se obtiene de la siguiente gráfica:
Esta gráfica debe ser adaptada para codos inferiores a noventa grados, se ponderará Kb
de forma proporcional al ángulo del codo.
En nuestro caso tenemos dos codos.

Memoria 106
Primer codo:
Tomaremos un ángulo de codo de 30º con un radio de curvatura de ocho veces el
diámetro de la tubería. Por otra parte, e/d se tomará el valor de 0.00014. Resultando un Kb=0,04
y por tanto unas perdidas iguales a:
20 0,04 0,032
2rs
VH m
g= ⋅ =
⋅
Segundo codo angular
Operando de manera análoga al codo anterior tenemos que para un codo angular de 90º
y un radio de curvatura de 4.25m y una rugosidad e=0.2mm resultando un K=0.127 con lo que:
20 0,127 0,1
2rs
VH m
g= ⋅ =
⋅
2.1.2.2.1.2.4 Pérdidas en las válvulas de compuerta
El coeficiente de perdidas depende del tipo de válvula y del grado de apertura de la
misma en este caso estamos tratando sobre 2 válvulas tipo compuerta y el coeficiente
adimensional de perdidas se calcula según la siguiente gráfica en la cual se puede ver el valor
que toma K para los distintos valores de S/D:

Memoria 107
En este caso al estar las válvulas totalmente abiertas se tiene que S/D=1 con lo que K=
0.1 y por tanto el valor de las pérdidas en las 2 válvulas es:
202 0,1 0,16
2rs
VH m
g= ⋅ ⋅ =
⋅
2.1.2.2.2 Pérdidas en el segundo tramo de tubería
El segundo tramo de tubería parte del cuenco amortiguador y llega hasta la central. Se
trata de una tubería de acero laminado, con un diámetro de D= 1,3m y una longitud L=100m. El
caudal será de 3,5m^3/s, resultado de sumar los caudales provenientes de las dos tuberías del
primer tramo.
2.1.2.2.2.1 Pérdidas primarias
Las pérdidas primarias son las imputadas al rozamiento que el fluido experimenta con la
pared de la tubería por la que circula (capa límite), el rozamiento que existe entre capas de fluido

Memoria 108
(régimen laminar), y el rozamiento generado por el choque de partículas de fluido (régimen
turbulento).Su valor viene dado por la siguiente relación:
2
2rp
V LH f
g D= ⋅ ⋅
⋅
Donde f es el factor adimensional que expresa las perdidas por rozamiento viscoso en la
tubería. Se calcula mediante la correlación de Coolebrook-white:
1 2,512 log
3,7 Re
kD
f f
= − ⋅ + ⋅
Siendo k una constante que depende de la rugosidad de la tubería:
En nuestro caso la tubería será de acero laminado oxidado, por tanto tomaremos k=0,2.

Memoria 109
Sabiendo que D=1,3m, L=100m y que Qn =3,5 3m /s. Con estos datos obtenemos que:
22
42,636 /V Q m s
Dπ= ⋅ =
⋅
Re 3427955,5V D
υ⋅= =
La viscosidad cinemática del agua varia con la temperatura y la presión, si bien es cierto
que para el rango de temperaturas ambientales, que será la temperatura a la que estará sometido
el fluido en este problema, la variación es insignificante, lo mismo ocurrirá, dadas las
condiciones del problema a tratar con la presión, y por tanto tomaremos la viscosidad como
valor constante para todo el problema.
De la correlación de Coolebrook-white tenemos que f = 0,013
Y por tanto:
2
0,352rp
V LH f m
g D= ⋅ ⋅ =
⋅
Obteniendo finalmente unas perdidas primarias de 0,35m, que serán las mismas por
ambas tuberías.
2.1.2.2.2.2 Pérdidas secundarias en el segundo tramo de tubería
Se producen en transiciones de la tubería (estrechamiento o expansión) y en toda clase
de accesorios (válvulas, codos).

Memoria 110
2.1.2.2.2.2.1 Pérdidas en el codo angular
Son las perdidas que se producen cuando el agua recorre una curvatura. Su valor vendrá
determinado por:
20
2rs b
VH K
g= ⋅
⋅
El coeficiente Kb para codos a noventa grados se obtiene de la siguiente gráfica:
Esta gráfica debe ser adaptada para codos inferiores a noventa grados, se ponderará Kb
de forma proporcional al ángulo del codo.
En nuestro caso tenemos dos codos.
Primer codo:
Tomaremos un ángulo de codo de 30º con un radio de curvatura de ocho veces el
diámetro de la tubería. Por otra parte, e/d se tomará el valor de 0.00014. Resultando un Kb=0,04
y por tanto unas perdidas iguales a:

Memoria 111
20 0,04 0,014
2rs
VH m
g= ⋅ =
⋅
Segundo codo angular
Operando de manera análoga al codo anterior tenemos que para un codo angular de 30º
y un radio de curvatura de 4m y una rugosidad e=0.2mm resultando un K=0.15 con lo que:
20 0,127 0,053
2rs
VH m
g= ⋅ =
⋅
2.1.2.2.2.2.2 Perdidas en la unión entre los dos tramos de tuberías
Para unir el primer tramo de tubería, constituido por 2 tuberías en paralelo de diámetro
d=750mm cada una de ellas con un caudal Q1=Q2=1,75 m^3/s, con el segundo tramo de tubería
habrá que instalar un pantalón, con lo que consecuentemente se producirá la correspondiente
perdida de carga.
Las tablas existentes para el calculo de las perdidas en una te solo evalúan las perdidas
debidas a separar, en el caso de una te divergente, o unir, en el caso de una te convergente, los
dos flujos participantes, también evalúan la perdida debida al redireccionamiento de uno de los
dos flujos según proceda, pero no evalúan el caso en caso de que las tuberías sean de diferente
diámetro la perdida debida al ensanchamiento o estrechamiento que se produce. En este caso se
trata de unir dos tuberías con una tercera mayor por lo que se estará hablando de un
ensanchamiento brusco.
Como es sabido la transición en un conducto de sección circular, como es el caso, entre
un diámetro d a otro de diámetro mayor D puede hacerse como se indica en la figura de manera

Memoria 112
brusca o de manera suave mediante un difusor cónico de ángulo α (indicado a trazos en la
figura). :
Las pérdidas de carga se calculan según la siguiente formula:
2
2rs
VH K
g= ⋅
⋅
Donde K viene dado por:
22
21
dK m
D
= ⋅ −

Memoria 113
Por tanto en el caso de usar un difusor las perdidas serán del orden de 10 veces menores
que si no fuera usado. La configuración del pantalón escogido para realizar la unión entre los dos
tramos de tubería es:
31 2 1,75 /Q Q m s= = 33,5 /tQ m s=
Cálculo de las pérdidas debidas al ensanchamiento, donde D=1300mm, d=750mm y
α =5º, por tanto tenemos que K=0,057 y pos tanto:
2
2 l
VHrl K
g= ⋅
⋅0,046Hrs m=
Calculo de las pérdidas en el pantalón:

Memoria 114
2
2 l
VHrl K
g= ⋅
⋅
2
2 r
VHrr K
g= ⋅
⋅
Donde V es la velocidad de la corriente total y Kl, Kr son factores de pérdidas
adimensionalizados que se determinan experimentalmente y que son función del ángulo entre los
dos flujos y el cociente Q/Ql.
En este caso Ql=0, dado que suponemos que todo el agua va por un lado. El ángulo del
pantalón es de 90º, por tanto Kr=0,4 y Kl=1, resultando una pérdidas tales que:
2
( ) 0,42rs r l
VH K K m
g= + =
⋅
Por tanto tendremos una perdidas totales en la unión de las tuberías de 0,446m.
2.1.2.3 Pérdidas de carga en la válvula de mariposa.
Debido a que el diámetro de la tubería forzada y el de la brida de entrada de la cámara
en espiral no coinciden, es necesaria la instalación de una contracción que lleva aparejada una
cierta pérdida de carga. Esta instalación se puede realizar de varias formas:

Memoria 115
Instalar el estrechamiento antes de la válvula de mariposa, lo que conlleva que esta
tendrá el mismo diámetro interior que la brida de entrada a la cámara en espiral.
Instalar el estrechamiento tras la válvula de mariposa, lo que permite que esta tenga el
diámetro de la tubería forzada.
Hacer que la virola de entrada a la cámara en espiral tenga este estrechamiento. Sea cual
sea la opción elegida, el estrechamiento no debe tener un ángulo característico mayor de 10
grados, porque las pérdidas de carga aumentarían mucho. A continuación se exponen las
distintas alternativas antes mencionadas y sus consecuencias.
2.1.2.3.1 Instalación del estrechamiento antes de la válvula de mariposa
Esta opción conlleva que la pérdida de carga en la válvula de mariposa sea mayor que en
las otras opciones debido a la mayor velocidad con la que el agua la atravesará al ser su diámetro
interno el mismo que el de la entrada a la cámara en espiral. Las pérdidas en la válvula de
mariposa serán:
2
2E
v v
Vh K
g= ⋅
⋅
Se denomina Ve a la velocidad en la entrada de la cámara en espiral
Por otra parte, las pérdidas por estrechamiento son:
2
2E
c c
Vh K
g= ⋅
⋅

Memoria 116
La velocidad de la fórmula es la mayor de las dos del estrechamiento, o sea, la del
conducto de menor diámetro, por lo que es VE depende del radio de curvatura y del material.
Las pérdidas de esta opción son
_ _antes de valvula c vh h h= +
2.1.2.3.2 Instalación del estrechamiento después de la válvula de mariposa
Esta opción hace que el diámetro interno de la válvula de mariposa sea el de la tubería
forzada, lo que implica que la velocidad media del agua en ella es inferior respecto a la opción
anterior. Esto hace que las pérdidas en la válvula de mariposa disminuyan y tomen el valor:
2
2T
v v
Vh K
g= ⋅
⋅
Se denomina VT a la velocidad del agua en la tubería forzada y VE a la velocidad en la
entrada de la cámara en espiral. VE es mayor que VT al ser el diámetro ahí menor que el de la
tubería forzada.
2.1.2.3.3 Instalación del estrechamiento en la cámara en espiral
El estrechamiento debe tener un ángulo característico no superior a 10 grados de cara a
tener pérdidas reducidas. Los diámetros del estrechamiento son el de la tubería forzada y el de la
entrada a la cámara en espiral, que se obtiene a partir del de la máquina de referencia.

Memoria 117
2.1.2.3.4 Pérdidas en la válvula de mariposa
Finalmente se opta por instalar el estrechamiento entre la entrada a la cámara en espiral
y la válvula de mariposa, debido a que las pérdidas de esta opción son menores a las que
provocaría la instalación del estrechamiento antes de la válvula de mariposa, debido a que si se
tomase esta última opción la velocidad media del agua se incrementaría en la válvula.
Las pérdidas que se generan en el estrechamiento son las mismas en estas dos opciones,
tomando que el material y el radio de curvatura son iguales. Recuérdese que la velocidad
empleada en el cálculo de las pérdidas del estrechamiento es la del menor diámetro.
El camino a seguir para calcular las perdidas en la válvula mariposa se ha expuesto en
apartados anteriores con lo que en este apartado tan solo se presentara la aplicación numérica:
Para una válvula totalmente abierta se tiene que Kv=0.05 con lo que la pérdida de carga
correspondiente será:
2
0,0162rs v
VH K m
g= ⋅ =
⋅
El diámetro interno de la válvula de mariposa es el de la tubería forzada debido a que el
estrechamiento se instalará a continuación de ella y antes de la entrada de la tubería forzada con
lo que la velocidad a aplicar en esta ecuación será la anterior al estrechamiento V=2,63 m/s.
2.1.2.4 Calculo del salto neto
El salto neto será igual al salto bruto, que asciende a 37,44 metros de columna de agua, a
esta altura habrá que restarle todas las pérdidas anteriormente calculadas:

Memoria 118
29neta brutaH H Perdias metros= − = 8,44Perdidas metros=∑
Finalmente quedará:
29neta brutaH H Perdias metros= − =
2.1.2.5 Comprobación de la sumergencia.
Siempre ha de haber una mínima distancia entre la entrada a la tubería forzada y el nivel
del agua. Esta distancia se denomina sumergencia mínima, y depende básicamente del caudal
que transporta la tubería.
Para que no haya ningún problema se debe cumplir que:
0,5V
g D≤
⋅ 0,7
S
D≻
Siendo S la distancia entre la superficie libre de agua embalsada y la entrada a la tubería
forzada, g la aceleración de la gravedad, V la velocidad del fluido en la tubería y D el diámetro
de la tubería. En nuestro caso ambas condiciones se cumplen.
2.2 Características generales de la instalación
2.2.1 Potencia instalada y numero de maquinas
La potencia nominal de una turbina hidráulica viene dada por la siguiente expresión
P Q h g ρ η= ⋅ ⋅ ⋅ ⋅

Memoria 119
Tomando un caudal de 3.5 m3/s, una altura de 29metros y un rendimiento del 90%, se
deduce que la potencia nominal será de 895 kW. Para esta potencia será suficiente la instalación
de una sola máquina.
La instalación de un número mayor de máquinas tiene una serie de ventajas e
inconvenientes, entre las primeras destacan el hecho de que se puede turbinar una mayor
cantidad de agua, ya que en caso de que el caudal no sea suficiente para que trabajen las dos
máquinas, lo puede hacer una sola de ellas. Además, el rendimiento de la turbina será mayor,
debido a que las turbinas trabajarán en condiciones más próximas a las de diseño.
Entre los inconvenientes se encuentran el que la inversión inicial será muy superior, ya
que se duplicará el número de turbinas, alternadores y otros dispositivos que será necesario
comprar, por otra parte no se producen reducciones de costes de explotación de una cuantía
destacable. Debido a esto, se ha optado por la instalación de una sola turbina.
2.2.2 Turbina
2.2.2.1 Elección del tipo de turbina
La elección de una turbina hidráulica de tipo Francis se debe a las características de la
presa de Pedrezuela. El salto disponible (29 metros) no es lo suficientemente grande para poder
emplear una turbina de tipo Pelton, ni tampoco lo suficientemente bajo para el empleo de una
turbina de tipo Kaplan.
En cuanto al caudal, no se dispone de uno lo suficientemente elevado como para poder
emplear una turbina Kaplan, ni lo suficientemente reducido como para hacer aconsejable el uso
de una turbina Pelton.

Memoria 120
Por todo esto, se llega a la conclusión de que la turbina de tipo Francis es la que mejor se
adapta a las condiciones que presenta el embalse de Pedrezuela.
2.2.2.2 Disposición del grupo
La turbina Francis puede instalarse de forma horizontal o vertical. Debido a que la
potencia de la turbina es reducida, se procederá a la instalación de una turbina horizontal, entre
los motivos figuran la ausencia de problemas de espacio, y la reducción de costes en el edificio
de la central, debido a que toda la maquinaria es instalada en un único nivel. El coste de la
maquinaria también es menor en una disposición horizontal que en una vertical. Otra ventaja
adicional es un acceso más sencillo a los diversos órganos de la turbina para operaciones de
reparación y mantenimiento.
Entre los inconvenientes de una disposición horizontal se encuentra un menor
rendimiento en este tipo de disposiciones, pero dada la reducida potencia de esta central, la
variación de rendimiento no justifica el incremento de la inversión.
2.2.2.3 Cálculos de la geometría
La teoría de semejanza de las turbinas hidráulicas establece que si coinciden las
revoluciones específicas de esta turbina y la que se va a instalar en el embalse de Pedrezuela, y
ambas tienen la misma geometría, entonces estas turbinas serán geométricamente semejantes.
Por tanto partiremos de los datos de otra turbina para la construcción de la nuestra. Esta turbina
de partida tiene como diámetro característico 1085mrn, gira a 600 r.p.m. y posee un caudal
nominal de 8.75 m^3/s, su salto es de 42 metros. Se definen las revoluciones específicas
(número adimensional) de una turbina hidráulica como:

Memoria 121
12
34
s
n QN
h
⋅=
Haciendo aplicación numérica:
sN =107.57
Partiendo de esto igualamos el número específico de revoluciones de la maquina modelo
con el número específico de revoluciones de nuestra maquina:
12
34
(3,5)107,57
(29)
n ⋅= n=720r.p.m
La primera ley de semejanza de turbinas hidráulicas dice:
11 2
2 1 2
hn d
n d h= ⋅
2600 42
720 1085 29
d= ⋅ d2=750mm
Por lo tanto, los planos de la turbina a instalar serán geométricamente iguales a los de la
turbina de inicio, con un factor de escala de 750/1085. Así mismo se impondrá una velocidad de
giro n2=600 rpm.

Memoria 122
2.2.2.4 Cálculo del rendimiento de la turbina
Mediante las leyes de semejanza geométrica de las turbinas hidráulicas se pueden
obtener a partir de las curvas de rendimiento de un modelo hidráulico con igual número de
revoluciones específicas las curvas características de rendimiento del prototipo a instalar.
Las fórmulas que permiten el paso de las curvas de una máquina a las de la otra son las
siguientes:
11 2
2 1 2
hn d
n d h= ⋅ 2 2
2 11 1
n dh h
n d
⋅= ⋅ ⋅
211 2
22 1 2
hQ d
Q d h= ⋅
222
2 1 21 1
hdQ Q
d h=
Las curvas de rendimiento de la máquina 1 son un dato y se muestran en la página siguiente.

Memoria 123
0
2
4
6
8
10
12
14
16
18
20
40 50 60 70 80 90 100 110
91.72
91.591
90
8988
8786
84
8280
78
7674
72
Partiendo de estas y gracias a la relación de semejanzas llegamos a las curvas de
rendimiento de nuestra máquina:

Memoria 124
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
15,5 20,5 25,5 30,5 35,5
91.72
91.5
91
90
89
88
87
86
84
82
80
78
76
74
72
2.2.2.4.1 Variación del rendimiento de la turbina con el caudal
Un aspecto importante a la hora de saber el comportamiento esperable por parte de la
turbina hidráulica de este proyecto es como varía el rendimiento de esta en función del caudal
que circule por ella.

Memoria 125
Para obtener esta gráfica, se tomará que el salto neto es el nominal, esto es, 29 metros.
Se comprobará que el rendimiento varía considerablemente con el caudal, siendo
particularmente reducido cuando el caudal se aproxima al mínimo técnico.
El gráfico siguiente se obtiene a partir de las curvas de rendimiento anteriormente
calculadas:
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
76 78 80 82 84 86 88 90 92
Rendimiento
Cau
dale
s
De todo esto se deduce que es muy deseable el trabajo de la turbina en la zona cercana al
caudal nominal, debido a los altos rendimiento que se dan en esa zona.
2.2.2.4.2 Variación del rendimiento de la turbina con el salto
Este gráfico también se obtiene a partir de las curvas de rendimiento de los apartados
anteriores, tomando un caudal de 3.5m3/s y un salto variable:

Memoria 126
0
5
10
15
20
25
30
35
81 82 83 84 85 86 87 88 89 90
Rendimiento
Altu
ra
Se puede ver que la variación del rendimiento con el salto neto no es muy acusada en
este caso, sobre todo si comparamos esta variación de rendimiento con la que se producía ante
cambios en el caudal turbinado.
La explicación de esto es la forma de las curvas de rendimiento, que como se puede ver
en apartados anteriores, siguen de forma bastante aproximada las líneas horizontales de
rendimiento constante, por lo que la variación de rendimiento con respecto al salto es
relativamente de escasa magnitud.

Memoria 127
2.3 Elementos mecánicos
2.3.1 Espesor de la tubería forzada
2.3.1.1 Introducción
El espesor a emplear en la tubería forzada depende de la presión a la que está sometida,
y las características del material del que está formada. En este caso, al emplearse acero, habrá un
exceso de espesor también para prever el efecto de la corrosión. Habrá que tener en cuenta
también las sobrepresiones por golpe de ariete, en caso de que estas se produzcan.
2.3.1.2 Espesor mínimo
La presión máxima que la tubería forzada debe aguantar será la producida por la máxima
altura alcanzada por el agua en el histórico disponible teniendo además un coeficiente de
seguridad del veinte por ciento. Este valor máximo del histórico es de 46 metros, que mayorado
en un 20% asciende a 55,2 metros.
En estas condiciones provocan una presión hidrostática de valor:
1,2 541512P g h Paρ= ⋅ ⋅ ⋅ =
El valor del espesor de la tubería forzada viene dado por:
2 sf f
P De e
kσ⋅= +
⋅ ⋅
Siendo:

Memoria 128
se : el sobrespesor para tener en cuenta la posibilidad de corrosión (es 1 mm).
σf: resistencia a la tracción.
kf la eficacia de la unión que toma los siguientes valores:
kf=l para tubos sin soldadura y para uniones soldadas, radiografiadas y con aliviado de
tensiones.
kf=0.9 para uniones soldadas y radiografiadas.
Se tomará la resistencia a tracción como 1400 kg/cm2 y kf=0.9 de cara a incluir las
peores condiciones posible, sin embargo aun es necesario incluir en la ecuación el valor de
sobrepresión debido al golpe de ariete, ya que como se vera en los apartados siguientes no se
considerara necesaria la instalación de una chimenea de equilibrio. Sin chimenea de equilibrio
toda la presión provocada por el golpe de ariete deberá ser absorbida por las paredes de las
tuberías, por lo que dicha presión debe tenerse en cuenta para dimensionar su grosor.
2.3.1.3 Golpe de ariete
El golpe de ariete se produce ante cambios bruscos en el flujo del agua, por ejemplo ante
el cierre brusco de la válvula de salvaguarda, el resultado de esto es una onda de sobrepresión
que puede dañar a la tubería forzada si esta no tiene el espesor adecuado. Esta onda viaja por la
tubería a una velocidad dada por:
310
1
Kc
K D
E T
− ⋅= ⋅+⋅

Memoria 129
Siendo:
1. K es el módulo de elasticidad del fluido. En el caso del agua toma un valor:
922.1 10 NK
m= ⋅
2. D es el diámetro interior de la tubería
3. E es el modulo de elasticidad del material que compone la tubería forzada, en el caso
del acero toma un valor de:
92206 10 NE
m= ⋅
4. T es el espesor de la tubería forzada.
Aplicando los valores anteriores y tomando T=8rnm tenemos que C=697.77m/s. El
tiempo crítico es aquel necesario para que la onda de sobrepresión pueda realizar e recorrido de
ida y vuelta por la tubería forzada, será:
21,58crit
LT seg
C
⋅= =
Siendo L la longitud de la tubería forzada L=550m .
Se considera que si el Tcrit<<T cierre de la válvula de salvaguarda, la que se encuentra
justo antes de la central y que por estar en una cota mas baja y a mayor distancia del embalse es
la que presenta unas condiciones más criticas, el golpe de ariete es despreciable. Típicamente se
suele considerar como límite para considerar despreciable el golpe de ariete un valor de Tcrit 10
veces menor que el tiempo de cierre de la válvula.

Memoria 130
Típicamente un valor razonable para el tiempo de cierre de una válvula de este tipo sería
un tiempo del entorno de 20s, que es un tiempo bastante mayor que Tcrit, lo suficientemente alto
como para considerar el golpe de ariete como despreciable.
Por tanto vemos que el espesor mínimo de la tubería forzada es:
553284 13000,001 3,8
2 137200000 0,9e mm
⋅= + =⋅ ⋅
Valor que aproximaremos a 4mm.
2.3.1.4 Chimenea de equilibrio
El golpe de ariete es un fenómeno especialmente grave en tuberías forzadas de gran
longitud, de cara a reducir este fenómeno se puede instalar una chimenea de equilibrio.
Esta consiste en un conducto de gran diámetro conectado en su parte inferior a la tubería
forzada y su parte superior está abierta a la atmósfera. La chimenea de equilibrio pone en
contacto con la atmósfera una gran cantidad de agua, lo que equivale a reducir la longitud de la
tubería forzada, lo que implica una reducción de la gravedad del golpe de ariete.
De cara a tomar la decisión sobre la instalación o no de la chimenea de equilibrio, se
calculará la constante de aceleración del agua en la tubería que viene dada por:
h
V Lt
g H
⋅=⋅

Memoria 131
Donde V es la velocidad del agua en la tubería forzada y H es el salto bruto, haciendo
aplicación numérica se obtiene que Th=2.4s<3s. Si th toma un valor inferior a tres segundos
(como ocurre en este proyecto), no es necesaria la instalación de una chimenea de equilibrio.
2.3.2 Válvula mariposa
La válvula de mariposa funciona según lo descrito en la memoria descriptiva del
presente proyecto. La que se empleará será de la marca IMS, con un diámetro interno de 1300
milímetros (coincidiendo con el de la tubería forzada) y una presión mínima a soportar
correspondiente a 37,5metros de columna de agua que equivale a 367500 Pa.
2.3.3 Cálculo de la unión eje-rodete
Los pernos son elementos mecánicos cuya función es mantener la unión entra el rodete y
el eje. Trabajan a tracción únicamente, pues si lo hiciesen a cortadura se romperían, se encargan
de mantener en contacto eje y rodete, de tal forma que la fuerza de rozamiento sea lo
suficientemente grande para evitar deslizamientos.
El par que se transmite al eje será:
P M ω= ⋅
Este par se transmite a partir de la fuerza de rozamiento. En el caso de la turbina a
instalar se produce a través de dos coronas circulares:
modelo(mm) prototipo(mm) 1ª radio menor 108,2447 74,82352535 1ª radio mayor 223,3824 154,4117972 2ª radio menor 280,9512 194,2058986 2ª radio mayor 309,9271 214,2353226

Memoria 132
La fuerza de rozamiento será:
rozamientoF Atσ= ⋅
Siendo At el área total de contacto en la unión y σ la fuerza de rozamiento por unidad de
superficie que se da en dicha área de contacto.
El par producido por la fuerza de rozamiento puede expresarse como:
1 2
1 2
2 22R R
r rM R dS R dR R dRσ π σ = ⋅ ⋅ = ⋅ ⋅ ⋅ + ⋅
∫∫ ∫ ∫
2dS R dRπ= ⋅ ⋅ ⋅
Haciendo aplicación numérica tenemos que:
0,15 0,212 2
0,075 0,192M R dS R dR R dRσ π σ = ⋅ ⋅ = ⋅ ⋅ ⋅ + ⋅
∫∫ ∫ ∫
21490639,474 /N mσ =
( )2 2 2 2 22 2 1 1( ) 0,083At R r R r mπ= ⋅ − + − = 123749,1372rozamientoF N=

Memoria 133
rozamiento medioequivalenteM F R= ⋅ 0,146medioequivalenteR m=
Para que no se produzca el deslizamiento se a de cumplir que:
rozamientoF Nµ≤ ⋅
Siendo:
Frozamiento La fuerza de rozamiento entre las dos superficie
µ Coeficiente de rozamiento entre las dos superficies en este caso al ser el contacto del
tipo acero con acero tomara un valor de 0.23.
N fuerza normal a la superficie.
Haciendo aplicación numérica se tiene que N=538039N. Esta fuerza normal es el
esfuerzo que se repartirán los pernos a partes iguales.
2.3.3.1 Condiciones de frenado brusco
2.3.3.1.1 Introducción
Las condiciones más exigentes para los pernos se darán ante un frenado brusco de la
maquina, y por lo tanto los pernos estarán dimensionados para tales condiciones.
Este estudio se basara en la ecuación:
dM J
dt
ω= ⋅

Memoria 134
Se estudiará el caso de gripado en el generador, por lo que J en la ecuación anterior
corresponderá con la del rodete. Para calcular este momento de inercia, se aproximará este
cuerpo de revolución como una serie de discos con el mismo eje de revolución y se sumarán los
momentos de inercia de cada uno de ellos. El momento de inercia de un cilindro de radio r y
masa M es:
21
2J M r= ⋅ ⋅
El momento de inercia de un cilindro hueco de radio exterior r, radio interior b y masa
M es:
2 21( )
2J M r b= ⋅ ⋅ +
Definiéndose la masa como el producto de volumen por densidad, entonces para un
disco macizo es:
2M V r hρ ρ π= = ⋅ ⋅ ⋅
2 2 41 1
2 2J r h r h rρ π ρ π= ⋅ ⋅ ⋅ ⋅ ⋅ = ⋅ ⋅ ⋅ ⋅
Y para uno hueco se obtiene:
2 2( )M V r b hρ ρ π= ⋅ = ⋅ ⋅ − ⋅
2 2 2 21( ) ( )
2J r b h r bρ π= ⋅ ⋅ ⋅ − ⋅ ⋅ +

Memoria 135
2.3.3.1.2 Cálculo del momento de inercia del rodete
Este momento de inercia se calculará como se explico en el apartado anterior, la forma
del rodete es:
Se tomará un número lo suficientemente elevado de cilindros como para que e1 cálculo
tengan la precisión suficiente. La siguiente tabla muestra los cálculos:
Radio
externo r
Radio
interno b Altura J (kgm^2)
78,78855882 48,69 6,839117647 0,002775725
80,33091176 48,69 6,839117647 0,003037756
86,83508824 48,69 6,839117647 0,004320834

Memoria 136
91,1265 48,69 6,839117647 0,005341282
95,28379412 48,69 6,839117647 0,006477328
99,64235294 48,69 6,839117647 0,00783918
104,0679706 48,69 6,839117647 0,009417437
108,6276176 52,12614706 6,839117647 0,011119627
113,3213824 56,11870588 6,839117647 0,013070704
118,0822941 60,11320588 6,839117647 0,015294446
122,8430294 64,10708824 6,839117647 0,017779659
127,6074706 68,10097059 6,839117647 0,020547287
133,0352647 72,09485294 6,839117647 0,024137094
138,1984412 76,08873529 6,839117647 0,027934479
143,6298529 80,08261765 6,839117647 0,03242108
149,1953824 84,0765 6,839117647 0,03757017
154,962 88,07038235 6,839117647 0,043554937
160,9880294 92,06426471 6,839117647 0,050586964

Memoria 137
167,1658235 96,05814706 6,839117647 0,058673576
173,4689118 100,1056765 6,839117647 0,067892962
180,1072941 103,6866176 6,839117647 0,078991845
187,1479412 103,6866176 6,839117647 0,093702627
194,3897647 103,6866176 6,839117647 0,110668507
201,9668824 103,6866176 6,839117647 0,130569776
209,6781176 103,6866176 6,839117647 0,153258207
217,5905294 103,6866176 6,839117647 0,179290983
225,9722647 103,6866176 6,839117647 0,210145158
234,9578824 103,6866176 6,839117647 0,247262588
244,5462353 103,6866176 6,839117647 0,291854313
254,8055294 103,6866176 6,839117647 0,345740833
265,6682647 103,6866176 6,839117647 0,410348573
280,152 103,6866176 6,839117647 0,509727627
290,8806176 103,6866176 6,839117647 0,593991109

Memoria 138
305,4979412 103,6866176 6,839117647 0,724805149
321,9266471 101,9096471 6,839117647 0,896672702
341,3723824 97,48420588 6,839117647 1,137641494
365,5118824 93,97041176 6,839117647 1,498628963
227,9839412 89,95711765 6,839117647 0,222305309
216,4506176 85,97294118 6,839117647 0,180500692
214,3049118 81,98867647 6,839117647 0,174065606
214,3048235 78,00458824 6,839117647 0,174753748
214,3048235 74,02032353 6,839117647 0,175344425
214,3048235 70,0365 6,839117647 0,175846991
214,3048235 66,05197059 6,839117647 0,176270802
214,3048235 62,21205882 6,839117647 0,17661277
214,3048235 62,21197059 6,839117647 0,176612777
214,3048235 62,21197059 6,839117647 0,176612777
214,3048235 62,21197059 6,839117647 0,176612777

Memoria 139
214,3048235 69,12441176 6,839117647 0,17595064
214,3048235 69,12441176 6,839117647 0,17595064
214,3048235 69,12441176 6,839117647 0,17595064
214,3048235 73,96658824 6,839117647 0,175351768
365,5118824 228,5203235 6,839117647 1,27522545
400,0447059 253,2632647 6,839117647 1,812891429
455,6995588 278,8778824 6,839117647 3,126582303
455,6995588 304,2915 6,839117647 2,913653591
445,4403529 329,9061176 6,839117647 2,32110771
402,3245294 394,0097647 6,839117647 0,177069262
381,5377059 378,5842059 6,839117647 0,054695664
404,4031765 394,0097647 6,839117647 0,223086884
383,5496471 373,2900882 6,839117647 0,187577124
404,4031765 394,0097647 6,839117647 0,223086884
383,5493824 373,2900882 6,839117647 0,187572086

Memoria 140
404,4031765 394,0097647 6,839117647 0,223086884
383,5493824 373,2900882 6,839117647 0,187572086
De la tabla sacamos que el momento de inercia total del rodete es igual a 23,67 kg*m2
que multiplicado por un coeficiente de 1.5 (para tener en cuenta a los alabes), se obtiene
finalmente un momento de inercia del rodete de la turbina igual a 35,5 kg*m2.
2.3.3.1.3 Dimensionamiento de los pernos
Para comprobar la resistencia de los pernos se utilizara la ecuación:
dWM J
dt= ⋅
Suponiendo que se produjera un gripado del alternador u otra causa que hiciera que este
se frenase bruscamente, los pernos deberían soportar el par transmitido por la turbina hidráulica
hasta que se acabase con la admisión, algo que no es instantáneo y el par necesario para frenar el
alternador.
La velocidad de giro nominal es 750 rpm que equivale a 78.53 rad/s. Tomando una
deceleración lineal y un tiempo de frenado de dos segundos:
78,5335,5 743
2frenado
dM J Nm
dt
ω= ⋅ = ⋅ =

Memoria 141
. 128857,9C N frenadorozamientonecesaria
medioequivalente
M MF N
R
+= =
Para obtener la fuerza de rozamiento necesaria cada perno ha de soportar el siguiente
esfuerzo, que lógicamente es función del número de pernos entre los que se repartirá la carga:
ºroznecesaria
perno
FF
N pernosµ=
⋅
Según el tamaño de los pernos, estos tendrán que tener una resistencia determinada. Los
pernos se designan según X.Y, siendo X la carga de rotura dividida por diez (en kglmm2) e Y el
tanto por ciento dividido por diez del límite elástico respecto a la carga de rotura.
Hay diversas clases de resistencias empleables en los pernos, se harán los cálculos
centrándose en dos opciones10.9 y8.8, que presentarán como límites elásticos 90- y 64 kg/mm2
respectivamente. Los resultados se muestran en las siguientes tablas:
8 pernos 10,9
Fuerza por perno (kg) D1 Fuerza soportable Factor d e seguridad 6855,755949 7 3463,2 0,505152171 6855,755949 8,5 5107,5 0,744994431 6855,755949 10 7068,6 1,031046037 6855,755949 12 10179 1,484737799 6855,755949 13 11945,7 1,74243367 6855,755949 15 15903,9 2,319787944 6855,755949 17 20428,2 2,97971517 6855,755949 18 22902,3 3,34059441 6855,755949 21 31172,4 4,546894643 6855,755949 23 37393,2 5,454278168 6855,755949 26 47783,7 6,969865957

Memoria 142
8 pernos 8,8
Fuerza por perno (kg) D1 Fuerza soportable Factor d e seguridad 6855,755949 7 2462,72 0,359219321 6855,755949 8,5 3632 0,529773817 6855,755949 10 5026,56 0,733188293 6855,755949 12 7238,4 1,055813546 6855,755949 13 8494,72 1,239063943 6855,755949 15 11309,44 1,649626983 6855,755949 17 14526,72 2,118908565 6855,755949 18 16286,08 2,375533803 6855,755949 21 22167,04 3,233347302 6855,755949 23 26590,72 3,878597809 6855,755949 26 33979,52 4,956349125
6 pernos 10,9
Fuerza por perno (kg) D1 Fuerza soportable Factor d e seguridad 9141,007932 7 3463,2 0,378864128 9141,007932 8,5 5107,5 0,558745823 9141,007932 10 7068,6 0,773284528 9141,007932 12 10179 1,113553349 9141,007932 13 11945,7 1,306825253 9141,007932 15 15903,9 1,739840958 9141,007932 17 20428,2 2,234786377 9141,007932 18 22902,3 2,505445808 9141,007932 21 31172,4 3,410170983 9141,007932 23 37393,2 4,090708626 9141,007932 26 47783,7 5,227399468
6 pernos 8,8
Fuerza por perno (kg) D1 Fuerza soportable Factor d e seguridad 9141,007932 7 2462,72 0,269414491 9141,007932 8,5 3632 0,397330363 9141,007932 10 5026,56 0,54989122 9141,007932 12 7238,4 0,79186016 9141,007932 13 8494,72 0,929297957 9141,007932 15 11309,44 1,237220237 9141,007932 17 14526,72 1,589181424 9141,007932 18 16286,08 1,781650352 9141,007932 21 22167,04 2,425010476 9141,007932 23 26590,72 2,908948357 9141,007932 26 33979,52 3,717261844

Memoria 143
4 pernos 10,9
Fuerza por perno (kg) D1 Fuerza soportable Factor d e seguridad 13711,5119 7 3463,2 0,252576085 13711,5119 8,5 5107,5 0,372497215 13711,5119 10 7068,6 0,515523018 13711,5119 12 10179 0,7423689 13711,5119 13 11945,7 0,871216835 13711,5119 15 15903,9 1,159893972 13711,5119 17 20428,2 1,489857585 13711,5119 18 22902,3 1,670297205 13711,5119 21 31172,4 2,273447322 13711,5119 23 37393,2 2,727139084 13711,5119 26 47783,7 3,484932979
4 pernos 8,8
Fuerza por perno (kg) D1 Fuerza soportable Factor d e seguridad 13711,5119 7 2462,72 0,179609661 13711,5119 8,5 3632 0,264886909 13711,5119 10 5026,56 0,366594146 13711,5119 12 7238,4 0,527906773 13711,5119 13 8494,72 0,619531972 13711,5119 15 11309,44 0,824813491 13711,5119 17 14526,72 1,059454283 13711,5119 18 16286,08 1,187766901 13711,5119 21 22167,04 1,616673651 13711,5119 23 26590,72 1,939298904 13711,5119 26 33979,52 2,478174563
Finalmente se opta por colocar ocho pernos de clase 10.9 de D=33mm y D1=26mm lo
que da un factor de seguridad de 6,97. Se toma un factor de seguridad alto por que los pernos
son una parte crítica de la instalación, así se asegura que los pernos podrán soportar las
condiciones de uso más exigentes a las que se enfrentan.

Memoria 144
2.3.4 Cálculo del espesor de la cámara en espiral
Se debe comprobar que en ningún momento se supera la tensión mínima del acero A 42
S 375 (norma UNE 36080) en forma de chapas que forman este elemento, para esto se estudiará
el caso más desfavorable. Este se da cuando el caudal es nulo y esta actuando en la turbina la
presión hidrostática correspondiente a la altura mínima del histórico. Esta altura mínima se
mayorará con un coeficiente de seguridad del veinte por ciento por el efecto que producirían
sobrepresiones temporales.
Para conocer las tensiones que se dan en la chapa de la cámara en espiral se pueden
emplear esta fórmula:
cos( )
P R
eθσα
⋅=⋅
Expresión en la cual P es la presión en el interior de la cámara en espiral, R es el radio
interno mayor del cono respecto al eje de simetría, e es el espesor de la chapa empleada y a es el
ángulo del cono.
Se puede ver que la tensión a la que esta sometida el material crece según aumenta el
radio de la cámara y disminuye con aumentos del espesor de la chapa, lo cual es razonable.
Se aproximará el coseno como uno debido a los pequeños ángulos de los conos.
Las mayores tensiones se darán en el primer tramo, por lo que sólo es estrictamente
necesario realizar los cálculos allí pues el resto de tramos de la cámara presentan un radio
menor, esto se debe a que se va a tomar el mismo espesor para todos los tramos de la cámara en
espiral.

Memoria 145
1,2P h gρ= ⋅ ⋅ ⋅
Como se vio en apartados anteriores, tomaremos 4mm como espesor de la cámara de
espiral.
2.3.5 Cálculo de los esfuerzos en la obra civil
Estos esfuerzos son tres, el primero de ellos es el peso de la cámara en espiral y el agua
contenida en ella.
El volumen de la cámara en espiral se puede calcular teniendo en cuenta que esta
formada aproximadamente por tramos de coronas circulares de radios y longitud conocidos. La
tabla que refleja el cálculo del volumen es:
longitud radio int
vol acero
(m^3)
vol agua
(m^3)
359,7919845 398,3410138 0,004530786 0,17935414
356,4259923 387,4884793 0,004366878 0,168126754
353,1902967 375,7373272 0,004196846 0,156648889
349,7808724 364,3317972 0,004031001 0,145861301
346,3714481 351,8202765 0,003855564 0,134689484
342,7665791 339,516129 0,003682942 0,12412783

Memoria 146
339,139994 326,0368664 0,003500362 0,113256282
335,2962482 312,6958525 0,00332016 0,102996581
331,3873541 298,0414747 0,003128889 0,092478167
327,2395832 283,3179724 0,002938362 0,0825209
322,9832318 267,5576037 0,002740225 0,072638095
318,5314358 250,9677419 0,002536442 0,063028646
313,8190468 232,9953917 0,002321729 0,053520953
308,8243488 213,2949309 0,002093643 0,044138999
303,4387614 191,3824885 0,001848245 0,034916067
297,6188524 166,7741935 0,001582709 0,026005668
291,2560415 136,843318 0,001275002 0,017134523
284,0463035 134,1474654 0,001219384 0,016058462
El volumen de acero es 0.053m^3 tomando un valor para la densidad del acero igual a
8000Kg/m^3 se tiene que el peso de la cámara espiral es de 417,38 Kg, dicho valor no incluye el
peso del agua contenida en la cámara. El volumen del agua contenida en la cámara en espiral es

Memoria 147
1,62m^3 tomando un valor para la densidad del agua igual a 1000Kg/m^3 se tiene que el peso
del agua contenida en la cámara espiral es de 12775,88Kg.
_ 2044,87camaraespiral aguaPeso total P P Kg= + =
2.3.6 Cálculo de la transmisión del distribuidor
2.3.6.1 Cálculo de las fuerzas en los alabes directrices
Las fuerzas mínimas en la transmisión de los alabes directrices se dan cuando estos están
totalmente cerrados, estando la parte más cercana al eje de la turbina a presión atmosférica y la
externa en la misma condición que en el cálculo del espesor de la cámara en espiral, esto es, la
máxima altura del histórico de datos disponible mayorado en un veinte por ciento.
Esta presión creará en el eje del alabe directriz una fuerza y un par, este par será el que
tenga que ser contrarrestado con la transmisión.
En primer lugar habrá que calcular el valor de par y la fuerza, para ello, se estudiará el
efecto de la presión en el alabe en función de su geometría.
Para calcular la fuerza resultante de la presión de un fluido en situación estática sobre un
cuerpo de superficie curva se haya calculando las proyecciones vertical y horizontal de la
superficie en contacto con el fluido. Obviamente si el cuerpo esta parcialmente en contacto con
el fluido por las dos caras habrá que descontar el área proyectada por la parte sumergida en el
fluido. Una vez se han calculado dichas áreas basta con multiplicar cada una de ellas por la
presión a la que esta sometido el cuerpo y se obtienen las componentes vertical y horizontal de la
fuerza resultante. Para obtener centro de presiones en el cual esta aplicada la fuerza resultante

Memoria 148
basta con obtener el centro de presiones de las áreas proyectadas para hallar las coordenadas
sobre las que la fuerza esta aplicada.
La aplicación del método de cálculo anteriormente descrito a este caso en concreto
puede verse en la siguiente figura:
Donde:
Av: Proyección sobre el plano vertical del área presionada por el fluido
Ah: Proyección sobre el plano horizontal del área presionada por el fluido
Fx: Componente en el eje de las x de la fuerza que el fluido ejerce sobre el álabe
Fy: Componente en el eje de las y de la fuerza que el fluido ejerce sobre el álabe

Memoria 149
ζx: Coordenada en el eje de las x del punto de aplicación de la fuerza resultante
ζy: Coordenada en el eje de las y del punto de aplicación de la fuerza resultante
Las leyes de semejanza para el cálculo de los alabes responden a:
2 3
28422,6 423,2total d d
τπ π
= +⋅ ⋅
2
2
D pXp Xm
D m =
Según las cotas del plano del modelo llegamos a los valores del prototipo:
Modelo prototipo
Dist. Centro- inferior 156,96 108,4976959
Dist. Centro- superior 183,38 126,7603687
Long. Vertical 340,34 235,2580645
Espesor mayor 48,31 33,39400922
Centro - punto cont. Sup 158 109,2165899
espesor en pto contacto 39,27 27,14516129
espesor en pto inferior 7,66 5,294930876
ancho para área horizontal 19,34447005
ancho para área vertical 217,7142857

Memoria 150
profundidad 173,7 120,0691244
De donde vemos que
área hor.
Proyectada 2322,673581
área ver. Proyectada 26140,76366
Y por lo tanto:
Fuerza horizontal Fx: Presión * área vertical 14155,53721 N
Fuerza vertical Fy: Presión * área horizontal 1257,755616 N
Momento que ejercen esas fuerzas 13,92360885 Nm
Mz es el par producido por la fuerza resultante respecto del origen que se ha tomado en
el centro del eje del álabe.
2.3.6.2 Cálculo del eje de los álabes directrices
Para conocer el diámetro requerido del eje del alabe directriz, habrá que tener en cuenta
las dos solicitaciones que se dan en él en el momento de máximo esfuerzo, que es cuando se va a
producir la apertura de los alabes siendo la altura del agua la máxima del histórico mayorada en

Memoria 151
un veinte por ciento, estas condiciones coinciden con las utilizadas para el diseño de otros
elementos como la cámara en espiral. Esto es así de cara a garantizar una resistencia adecuada y
homogénea de todos los componentes.
Las dos solicitaciones de las que se está hablando son el par torsor y la fuerza debida a la
presión del agua, que produce esfuerzo cortante en las secciones de apoyo del eje que guía al
álabe.
En una de las secciones del eje estarán actuando el cortante y la tensión longitudinal
debidas a la presión del agua, en la otra sección actuaría las mismas fuerzas más el par torsor
calculado en el apartado anterior. Debido a que el par flector creado por la presión es muy
inferior el par torsor, se podrá ignorar en los cálculos sin pérdidas excesivas de precisión.
Para un eje circular sometido a un par torsor:
4
32
dId
π ⋅=
2torsor
dM
Ipτ
⋅=
La fuerza debida a la presión en los álabes directrices provoca esfuerzo cortante y
momento flector en el eje:
2 2 14211,3x yFtotal F F N= + =

Memoria 152
Fq
L= tan 2
22cor te
q LF
A dτ
π
⋅⋅= =⋅
2
8flector
q LM
⋅= 2flector
flector
dM
Izσ
⋅=
2
4
dIz
π ⋅=
3
4flector
F LM
dπ⋅ ⋅=⋅
El esfuerzo cortante total máximo será la suma del debido al momento torsor y a la
fuerza de la presión en una de las secciones en las que se apoya este eje.
Haciendo aplicación numérica:
2 3
28422,6 423,2total d d
τπ π
= +⋅ ⋅
Quedará este cálculo de Mohr:

Memoria 153
Tomando como tensión máxima 2600 kg/cm2 y un coeficiente de seguridad de cuatro y
resolviendo mediante calculo numérico con el solve de ecuaciones de Matlab se obtiene un
dmin=0.05m=50mm.
Se tomará finalmente un diámetro para el eje del alabe directriz de 50 mm, de cara a
garantizar una resistencia mecánica suficiente y por las graves consecuencias que supondrán
para el resto de la instalación daños en los alabes directrices.
2.3.7 Cálculo de los esfuerzos en los bulones de transmisión y
el servomotor
Los bulones que han de transmitir todos los esfuerzos de la transmisión de los alabes
directrices han de ser capaces de, soportar todos los esfuerzos con la suficiente seguridad.
Puede verse un esquema de la cadena cinemática en la siguiente figura

Memoria 154
Donde:
Mz: par torsor en el eje del álabe.
r: distancia entre el centro de la espiral y el eje del alabe 615mm
R: distancia entre el centro de la espiral y el bulón 2 ; 792.8 mm
1: Bulón que une las piezas A y B
2: Bulón que une la pieza B al anillo regulador
Pieza A: manivela
Pieza B: biela
Anillo regulador: anillo giratorio mediante el cual se transmite la fuerza del
servomecanismo a la cadena cinemática para mover los álabes

Memoria 155
Al igual que en el caso anterior el máximo esfuerzo para los bulones y el servo se dan
cuando los álabes se encuentran cerrados y sobre ellos una presión hidrostática igual al máximo
del histórico más un 20%. El par que en tal caso se produce en el eje del álabe ya se calculo en
apartados anteriores y es de 13,92Nm.
Para calcular la fuerza que el anillo regulador realiza sobre el bulón 2 se usará la
siguiente ecuación.
88,73RF N= ( )z RM F R r= ⋅ − 88,73RF N=
En una biela por definición la resultante de las fuerzas aplicadas en sus extremos sigue
la dirección de la directriz de la propia biela. La geometría de la cadena cinemática en la
posición estudiada es conocida, y por tanto el ángulo entre la directriz de la biela y la
perpendicular a la manivela es de valor conocido (10.83º), para obtener la fuerza en la biela Fb
se usará la siguiente formula:
manivelaL cos(10,83)z b manivelaM F L= ⋅ ⋅
Siendo manivelaL =0,149m
Por tanto:
Fb=94,94N
También es conocida la distancia del servo al centro de la espiral, por lo que igualando
los pares respecto al centro de la espiral tenemos que:

Memoria 156
lim 0,8 36058,258itebulon rF n A Nσ= ⋅ ⋅ ⋅ = 16 R servoF R D F⋅ ⋅ = ⋅
1068,24servoF N=
2.3.7.1 Cálculo de los bulones de la transmisión
A la hora de dimensionar los bulones, habrá que comprobar su resistencia a
aplastamiento (si bien este daño no es en el bulón, sino en la pieza que lo contiene) y a
cortadura. La solicitud límite en aplastamiento viene dada por:
lim 2ite uF Aσ= ⋅ ⋅
Siendo σu, la resistencia del material de la pieza que rodea al bulón y A el área de
contacto, definiendo esta como el diámetro del bulón por la altura de zona de contacto. Se toma
σu=2600kglcrn2 con un factor de seguridad de cuatro, por lo que σu= 650 kg/cm2 = 6376.5
N/cm^2.
2min
21068,24 6376,54
DNFb Ncm
π ⋅= = ⋅ Dmin=1,3mm
Para el esfuerzo de cortadura en los bulones tenemos que la fuerza máxima que soporta
a cortadura es:
lim 0,8ite rF n Aσ= ⋅ ⋅ ⋅
Siendo σ, la resistencia del bulón, n es el número de secciones transversales que resisten
conjuntamente el esfuerzo cortante y A el área de la sección del agujero. Tomando

Memoria 157
σr=2600kg/cm2 y de nuevo un factor de seguridad de cuatro, tenemos σr= 650 kg/cm2 =
6376.5N/cm^2. Veamos que resulta un diámetro mínimo de 0,7mm.
Realmente los bulones se determinan en otra circunstancia, que es el caso de que un
objeto (como un palo) impida el cierre, para esto, se tendrá que calcular en función del pandeo
de la pieza B y la rotura del bulón 2. El material en que se fabricarán será acero C 40 F1140
(norma UNE-EN-10083-2:1997).
2.3.8 Cálculo de pandeo de la pieza B
Este cálculo determina las características de los bulones, en caso de que no se pudieran
cerrar totalmente los alabes y el bulón 2 no se rompiera, la pieza B pandeará (está fabricada de
acero C 40 F1140, según la misma norma que se empleé en los bulones), para evitar esto es
necesario calcular el esfuerzo en el que el pandeo se produce para a continuación obtener a partir
de este el valor máximo que han de resistir los bulones.
Se denomina longitud de pandeo de una pieza sometida a esfuerzo normal de
compresión a la longitud de otra pieza recta ideal biarticulada y cargada en sus extremos tal que
tenga la misma carga crítica que la pieza real considerada. Esta longitud viene del producto de la
longitud de la pieza real por un coeficiente que dependerá de las condiciones de articulación de
la pieza. En este caso, la pieza B tiene como valor para este coeficiente la unidad, por lo que la
longitud de pandeo coincide con su longitud. La longitud de la pieza B es de 0.097m.
Se define la esbeltez mecánica como:
pandeoL
iλ =

Memoria 158
Siendo i el radio de giro de la sección bruta de la pieza respecto al eje de inercia
considerado. La pieza B tendrá una altura de 23 mm y una anchura de 65 mm. El radio de giro
dependerá del eje de inercia considerado, según sea este, el radio de giro valdrá diferente. El
momento de inercia de un rectángulo respecto a su centro de gravedad es:
31
12I b h= ⋅ ⋅
31112 0,028
12
b hIi h m
A b h
⋅ ⋅= = = ⋅ =
⋅
3,46 100λ = ≺
Como λ<100 se puede concluir que la elasticidad se pierde por aplastamiento y no por
pandeo. Tomando un valor para la tensión mínima de σmax=Kg/cm^2, y un factor de seguridad
C.S.=4, lo que nos da un valor de tensión σadmisible=650 Kg/cm^2.
max 73401,74BF Area adm Nσ= ⋅ =
2.3.9 Cálculo de las condiciones de obstrucción de cierre
Tomando que la obstrucción en los alabes se produce entre dos de ellos, el caso mas
desfavorable se dará cuando estando los alabes casi cerrados (el objeto que los obstruye
impedirán que los álabes se cerrarán absolutamente) actúa sobre ellos una presión hidrostática
igual a la mayor altura registrada en el histórico de datos más un 20%.

Memoria 159
Partiendo de los cálculos realizados en apartados anteriores se tiene que la máxima
fuerza que es capaz de soportar la pieza B es Fbmax=73401,74N, por acción y reacción la fuerza
que en tal caso se producirán sobre el bulón 1 es F1max=Fbmax=73401,74 N. Considerando que
el objeto que obstruye los álabes es muy pequeño pude suponerse que la posición de la cadena
cinemática es la misma que en la posición de cierre, con lo que:
max max cos(70º ) 25104,87R BF F N= ⋅ =
Como la obstrucción se produce entre 2 álabes la fuerza que tendrá que realizar el servo
será la necesaria como para contrarrestar este efecto en 2 álabes. Igualando pares respecto del
centro de la espiral se tendrá que:
max2 27583,72Rservoobstruccion
F RF N
D
⋅= ⋅ =
Por otro lado se puede calcular el par que en caso de obstrucción se producirán sobre los
álabes con la siguiente formula:
cos(10,83º ) 10764,32alabe manivelaPar Fb L Nm= ⋅ ⋅ =
Despreciando el resto de acciones el círculo de Morh correspondiente tendrá una
característica centrada en el origen por lo que:
6max2max 127,53 10
2N
mστ = = ⋅
4
32
dIp
π ⋅=

Memoria 160
3max
max 3130,05716
dPar Nm
τ π⋅ ⋅= =
Este par es muy superior al par máximo que se produce en condiciones nominales. Por
otro lado como puede verse es inferior al par que se produce cuando la pieza B esta sometida a la
mínima tensión que puede soportar. Por tanto el bulón 1debe romperse antes de que este valor
sea superado. Es preferible que de romperse alguna pieza sea este bulón ya que es la parte más
barata y fácil de reponer de la cadena cinemática
Un par en los alabes directrices lleva aparejada una fuerza en la pieza B y por tanto una
fuerza en el bulón 1 que se calcula según la ecuación:
cos(10,83º )alabe bulonrotura manivelaPar F L= ⋅ ⋅
21343,8bulonroturaF N=
Dicha fuerza es mucho mayor que lo que soportará el bulón como mínimo en
condiciones nominales. Por tantos se tomara un diámetro para los bulones de D=30mm.
La rotura por aplastamiento del bulón se dará una fuerza de:
lim 0,8 3675 3325itebulon rF n A JKg Kgσ= ⋅ ⋅ ⋅ = ≺
Se pondrán entallas para que el bulón rompa con 21343N de fuerza.

Memoria 161
2.3.10 Entallas
2.3.10.1 Introducción
Como ya se explicó antes, será necesario realizar entallas alternativamente en los
bulones que unen las bielas y manivelas de la maquinaria que permite el giro de los alabes
directrices para que en caso de no poderse realizar el cierre, sean los bulones los elementos que
se rompan en vez de cualquier otro elemento.
El cálculo de las entallas se realiza mediante las siguientes expresiones:
( )
2
cos
S r R a
e P S
R rM e
Mr M rozamiento
Mrf
bf
Fα
= + ⋅= ⋅
−= ⋅
= +
=
=
Siendo:
a es el ancho del alabe.
b es el brazo de la manivela.
r es el radio de cierre a la cabeza del alabe.
R es el radio de cierre a la cola del alabe.

Memoria 162
α es el ángulo de la manivela al cierre en grados.
S es la sección del alabe con presión del agua
F es el esfuerzo resultante en la manivela
e es el esfuerzo producido por la presión
P es la presión del salto.
M es el momento del alabe sin rozamiento.
M, es el momento del alabe con rozamiento, habitualmente se toma el rozamiento (a
menos que se tengan datos que indiquen otra cosa) como el 35% de M.
Para los tanteos se emplearán estas fórmulas:
1.5(min)C Cs
E Cf F C
ESr
Rm
Sr tD
π
= += ⋅ ⋅
=
+=
Donde:
C es el coeficiente de seguridad del bulón en rotura.
Cf es un coeficiente de forma que toma el valor de 1.33 para secciones cilíndricas.
Cs es el coeficiente de seguridad del servomotor.

Memoria 163
E es el esfuerzo en el bulón de rotura.
R, es la carga de rotura del material a cizalla.
S, es la sección circular de rotura.
D es el diámetro de la garganta de rotura.
T es la sección del taladro central si este existiese.
Con las fórmulas antes descritas, ya se pueden determinar las entallas en los bulones.
Otra forma de obtener estos mismos resultados será mediante ensayos, realizando entallas de
distinto tamaño en los bulones elegidos, midiendo la fuerza que provoca su rotura y eligiendo a
partir de estos datos las entallas a realizar.
2.3.10.2 Cálculo de las entallas
Como datos tenemos que:
Modelo Prototipo R 14,577 10,07626728 cm R 15,624 10,8 cm A 17,37 12,00691244 cm B 21,598 14,92949309 cm Alfa 10,83 º P Presión a altura máxima mayorada 20% Cs 3 coef. Seguridad servomotor Cf 1,33 coef. Forma sección cilíndrica Rm 2430 kp/cm^2
Con estos daos obtenemos que:
S 250,6595134 cm^2 E 13573,51344 N M 49,11797894 Nm Mr 66,30927156 Nm

Memoria 164
F 444,1495178 N F 452,2037167 N C 4,5 E 2706,439244 N Sr 1,13533E-05 m^2 D 0,001901019 m
Tan solo hemos realizado un tanteos porque el diámetro de la garganta de rotura toma un
valor lo suficientemente elevado como para que la entalla ya sea válida. En caso de que este
diámetro no hubiera tomado un valor lo suficientemente elevado, se habría puesto un coeficiente
mayor que 1.5 en el cálculo de C (que proviene de la suma de este coeficiente y del coeficiente
de seguridad del servomotor), lo que habría aumentado el valor de E, este el de S, y este último a
su vez el valor del diámetro de la garganta de rotura.
2.3.11 Servomotor
El servomotor deberá tener una carrera de 151.2milímetros. La marca del suministrador
del servomotor será GLUAL. En condiciones de apertura normales el servomotor realizará una
fuerza de 1068,25 N, en caso de obstrucción del cierre deberá no dañarse hasta alcanzar
27583,73N.
2.3.12 Tubo de aspiración
La altura máxima a la que se podrá instalar la salida del agua de la turbina hidráulica
respecto al nivel máximo del agua en la descarga es:
max atm vap T netoH H H Hσ= − − ⋅

Memoria 165
La instalación de una mayor altura en el tubo de aspiración lleva aparejado el riesgo de
que la turbina cavite, lo que puede provocar daños en los alabes. Debido a esto, es necesario
asegurar que la instalación del tubo de aspiración es correcta.
Para las turbinas Francis, se define:
5 1.417,54 10T snσ −= ⋅
A su vez n viene definido como:
54
( )s
neto
N Potencia KWn
H
⋅=
Siendo N las revoluciones por minuto de la turbina. Haciendo aplicación numérica en las
expresiones anteriores:
ns=299,96
Tσ =0,24
Hatmosférica=10,19 m
Hvapor= 0,27m
Hmax= 3,13m
Para calcular la altura mínima del tubo de aspiración respecto al nivel de descarga se
toma Hatm y una presión de vaporización de 0.24 metros (la temperatura del agua turbinada no

Memoria 166
superará los 25ºC). Esta altura fija el límite máximo al que se debe instalar la turbina respecto al
nivel de descarga.
2.3.13 Eje transmisor de potencia
El eje encargado de transmitir la potencia mecánica de la turbina al alternador es lo que
se busca dimensionar en este apartado. Para ello, habrá que tener en cuenta que se encuentra
sometido a dos solicitaciones principales: el momento torsor generado en la turbina por la
transmisión de potencia del agua al rodete y el momento flector debido a varios factores, como
el peso del rodete.
2.3.13.1 Cálculo del momento torsor
El par nominal de esta central hidroeléctrica vendrá dado por la potencia de esta y su
velocidad de giro, ya que la potencia se define como el producto del par por la velocidad angular
de giro. De esa relación obtenemos un Par=18016,34Nm
Para un eje circular sometido a un par torsor:
4
32
dIp
π ⋅=
42
32
dPar
dτ
π
⋅=
⋅

Memoria 167
2.3.13.2 Cálculo del momento flector
Este momento flector se debe a varias causas, la primera de ellas será el peso del acero
que forma el rodete, el cálculo de la masa de este se puede hacer multiplicando el volumen del
rodete por la densidad del acero.
Para el cálculo del volumen del rodete se puede utilizar el teorema de Guldin-Pappus,
que nos proporciona el volumen del rodete (que es un cuerpo de revolución) si conocemos el
área media del rodete y la distancia entre el centro de gravedad de la misma y el eje de
revolución.
Esto se puede conocer mediante el programa Autocad, que nos informa de que el área de
la sección del rodete es 43914,7 mm2 y que la distancia entre el centro de gravedad y el eje de
giro d es d=179,88mm2. De lo anterior se llega a:
3det 2 49634699,99ro eV d A mmπ= ⋅ ⋅ ⋅ =
det 392,11ro eM Kg=
Se sumará a este valor un 50% para tener en cuenta el peso de los alabes con lo que el
peso total es de 588.17Kg.
Otra causa de momento flector en el eje es el peso del agua, la masa de esta se puede
calcular mediante el mismo procedimiento que el empleado con el rodete.
Los datos para poder realizar esto son un área de 98449,41 mm2 y una distancia del
centro de gravedad al eje de giro de 259,34mm.

Memoria 168
3160422100,4aguaV mm=
En un eje circular:
4
64z
dI
π ⋅=
2flector
z
dM
Iσ
⋅=
Para el cálculo del momento flector, se tomará un valor de dos metros para la distancia
de separación entre turbina y alternador y un 14687,4M peso g d Nm= ⋅ ⋅ = .
2.3.13.3 Dimensionado del eje
Los esfuerzos que sufre el eje finalmente son
3 3
16 91756,47zM
d dτ
π⋅= =⋅
3 3
32 149604,73zz
M
d dσ
π⋅= =⋅
Si se construye el círculo de Mohr correspondiente a este estado de tensiones se tiene
que:

Memoria 169
2 2
23 3 3
149604,73 149604,73 91756,4763675000
4adm
mayorN
md d d
σσ = + + ≤ =
Si se construye el círculo de Mohr correspondiente a este estado de tensiones se tiene
que:
2 2
1,2 3 3 3
149604,73 149604,73 91756,47
d d dσ − = ± +
2 2
23 3 3
149604,73 149604,73 91756,4763675000
4adm
mayorN
md d d
σσ = + + ≤ =
Por tanto d=0,1721m
Se tomará un eje de 200 milímetros.

Memoria 170
2.4 Generador
Se instalará un generador síncrono trifásico, sin escobillas, previsto para trabajar hasta
una altura de 1000m sobre el nivel del mar, a instalar en la central mediante turbina hidráulica
Francis.
La potencia del eje será de 1132 KW, una velocidad nominal de 600rpm y una velocidad
de empalamiento de 1298rpm.

3
Estudio
económico

Memoria 172
INDICE
3.1 Introducción........................................................................................................173 3.2 Índice de potencia ...............................................................................................174 3.3 Índice de energía.................................................................................................174 3.4 Análisis de la rentabilidad de la central..............................................................176
3.4.1 Valor actual neto (VAN) .............................................................................176 3.4.2 Tasa interna de retorno (TIR) ......................................................................178 3.4.3 Estudio de viabilidad económica.................................................................178
3.4.3.1 Ingresos.................................................................................................178 3.4.3.2 Gastos ...................................................................................................178 3.4.3.3 Tabla de resultados ...............................................................................179

Memoria 173
3.1 Introducción
Una central mini-hidroeléctrica es una instalación con una elevada inversión
inicial y unos costes de operación muy bajos. Por esto los pagos deben realizarse a lo
largo de todo su período de vida, por otra parte, los ingresos que genera un proyecto
de estas características también se distribuyen a lo largo del período de vida de la
instalación.
Los pagos que debe incluir este proyecto son, tanto la inversión inicial, que se
difiere en el tiempo gracias a la financiación externa, como unas cantidades anuales
con una parte fija (seguros e impuestos que gravan los ingresos) y otra variable
(gastos de operación y mantenimiento).
Los ingresos procederán de la venta de la electricidad generada. La vida de la
instalación se toma generalmente como de 25 a 30 años, al final quedará un valor
residual generalmente positivo.
La principal diferencia en el estudio económico entre una central
hidroeléctrica y una térmica reside en que los costes de inversión de la primera son
superiores a los de la segunda, si bien a cambio los costes de explotación tienen una
relación opuesta. Esto último se debe básicamente al hecho de no necesitar
combustible alguno una central hidroeléctrica.

Memoria 174
3.2 Índice de potencia
Se define al índice de potencia como el cociente entre la inversión total y la
potencia instalada, se emplea para comparar diferentes proyectos.
2387756,05. 2809,12
850eurosI P Kw= =
3.3 Índice de energía
Para conocer la energía que puede producir una central mini-hidroeléctrica
será necesario realizar un estudio en un año medio, que se considerará como
representativo. Para que los resultados tengan una representatividad suficiente, el
estudio hidrológico deberá estar realizado con la suficiente exactitud.
La energía producida por una central mini-hidroeléctrica depende de los
distintos caudales, el salto neto en cada momento, el rendimiento de los equipos y la
duración en el tiempo de cada una de las combinaciones posibles de los parámetros
anteriores.
El tiempo de funcionamiento disminuye según aumenta la potencia instalada,
al ser cada vez más restrictiva la condición de caudal mínimo cuando crece la
potencia de la central.
La siguiente tabla muestra el caudal en cada uno de los meses del mes de
referencia, el rendimiento total asociado y la energía generada en ese mes.

Memoria 175
Meses
Caudal
medio (m^3)
Rendimiento KWh
Octubre 1,53 75% 234806,04
Noviembre 1,39 74,5% 211898,383
Diciembre 1,12 74% 169592,371
Enero 3,32 89% 604622,995
Febrero 4,75 78% 758131,92
Marzo 2,24 84% 385020,518
Abril 3,51 93% 667954,123
Mayo 4,11 76% 639163,526
Junio 4,55 77% 716900,184
Julio 3,85 90% 709022,16
Agosto 3,58 92% 673949,606
Septiembre 3,47 93% 660342,11
Por tanto tendremos una energía total que asciende a 6431403,04 KWh .
Se define al índice de energía como el cociente entre la inversión total y la
energía producida al año, por lo que su valor será:

Memoria 176
2387756,05. 0,37
6431403,04eurosI E Kw= =
3.4 Análisis de la rentabilidad de la central
Para el análisis de la rentabilidad se deberán considerar los siguientes
aspectos:
• Inversión inicial, comprende los pagos que se deben a la adquisición
de los distintos aparatos y la puesta en servicio de la central.
• Ingresos, que se deben a la energía generada.
• Pagos, en ellos figuran los gastos de operación y mantenimiento.
• Vida útil del proyecto, se tomará como 30 años.
• Impuestos, se tomará solamente el I.V.A., que tomará un valor del
16%.
• Índice de precios al consumo (IPC), se tomará como un 2.5%.
3.4.1 Valor actual neto (VAN)
Se denomina VAN de una cantidad A a percibir durante n años con una tasa
de interés i a la cantidad que, en caso de tenerse hoy, nos generarán al cabo de los n
años antes mencionados la cantidad A.
Matemáticamente se expresa como:

Memoria 177
( 1)n
AVAN
i=
+
En este tipo de proyectos lo normal es desembolsar inicialmente el total de la
inversión, teniendo posteriormente cargas monetarias, que estarán compuestas de
ingresos y gastos, y serán generalmente variables.
La expresión quedará finalmente como:
1 (1 )
n
tt
Ct PtVAN I
i=
−= − ++∑
Donde:
Ct son los cobros en el año.
Pt son los gastos en el año.
I es la inversión inicial.
i es la tasa de interés que se toma. Se suele tomar entre un 8% y un 10%.
n es el número de períodos (años en este caso), se tomará como 30.
El VAN debe ser positivo para que una inversión sea aceptable, esto implica
que los ingresos menos los gastos y la inversión inicial toma un valor positivo. Entre
dos proyectos, se toma aquel que presenta un VAN mayor.

Memoria 178
3.4.2 Tasa interna de retorno (TIR)
Se define como la tasa de interés que hace nulo el valor actual neto, si en la
expresión antes escrita se impone un VAN nulo y se sustituye i por TIR se tiene:
1
0(1 )
n
tt
Ct PtI
TIR=
−= − ++∑
El TlR se puede tomar como la tasa de interés que el proyecto es capaz de
proporcionar, si es superior a la tasa a la que la empresa obtiene los fondos, la
general será deseable siempre que el riesgo sea adecuado para el inversor. Para
comparar dos proyectos, será económicamente mejor aquel que presente un TlR
superior.
3.4.3 Estudio de viabilidad económica
3.4.3.1 Ingresos
Los ingresos procederán de la energía eléctrica producida. Tomando un
precio del KWh de 6c€/KWh se obtiene:
Ingresos al año = 385884,182 Euros
Este valor se actualizará anualmente con un IPC del 2.5%.
3.4.3.2 Gastos
Según D.R Millar, el gasto por mantenimiento en euros se puede aproximar
por:

Memoria 179
450 ( )añoMantenimiento PotenciaInstalada KW=
Esta expresión lleva a que los gastos de mantenimiento al año ascenderán
para la central de este proyecto a 13462,3 € al año, incluyendo ya el IVA. Este valor
se actualizará según un IPC del 2.5%.
3.4.3.3 Tabla de resultados
La siguiente tabla muestra los resultados del análisis económico de este
proyecto:
Año Ingreso Gatos de operación Ingresos-gastos VAN
1 385884,182 13462,44777 372421,7346 -2046084,73
2 395531,287 13799,00897 381732,278 -1724788,31
3 405419,569 14143,98419 391275,5849 -1422651,77
4 415555,058 14497,58379 401057,4746 -1138532,54
5 425943,935 14860,02339 411083,9114 -871356,207
6 436592,533 15231,52397 421361,0092 -620112,405
7 447507,347 15612,31207 431895,0344 -383851,031
8 458695,03 16002,61988 442692,4103 -161678,638
9 470162,406 16402,68537 453759,7206 47244,9429
10 481916,466 16812,75251 465103,7136 243709,778

Memoria 180
11 493964,378 17233,07132 476731,3064 428458,82
12 506313,487 17663,8981 488649,5891 602190,717
13 518971,324 18105,49555 500865,8288 765562,456
14 531945,607 18558,13294 513387,4745 919191,842
15 545244,248 19022,08627 526222,1614 1063659,84
16 558875,354 19497,63842 539377,7154 1199512,78
17 572847,238 19985,07938 552862,1583 1327264,4
18 587168,419 20484,70637 566683,7123 1447397,8
19 601847,629 20996,82403 580850,8051 1560367,28
20 616893,82 21521,74463 595372,0752 1666600,05
21 632316,165 22059,78824 610256,3771 1766497,83
22 648124,069 22611,28295 625512,7865 1860438,41
23 664327,171 23176,56502 641150,6062 1948777,03
24 680935,35 23755,97915 657179,3713 2031847,75
25 697958,734 24349,87863 673608,8556 2109964,71
26 715407,703 24958,62559 690449,077 2183423,32
27 733292,895 25582,59123 707710,3039 2252501,37
28 751625,218 26222,15602 725403,0615 2317460,09

Memoria 181
29 770415,848 26877,70992 743538,1381 2378545,12
30 789676,244 27549,65266 762126,5915 2435987,47
Se puede apreciar que a partir del año nueve el VAN es positivo, por tanto
vemos que la viabilidad económica del proyecto está garantizada.
En cuanto al TIR tenemos que:
Año Ingreso Gatos de operación Ingresos-gastos TIR
1 385884,182 13462,44777 372421,7346 -84%
2 395531,287 13799,00897 381732,278 -51%
3 405419,569 14143,98419 391275,5849 -29%
4 415555,058 14497,58379 401057,4746 -15%
5 425943,935 14860,02339 411083,9114 -6%
6 436592,533 15231,52397 421361,0092 0%
7 447507,347 15612,31207 431895,0344 4%
8 458695,03 16002,61988 442692,4103 7%
9 470162,406 16402,68537 453759,7206 9%
10 481916,466 16812,75251 465103,7136 11%

Memoria 182
11 493964,378 17233,07132 476731,3064 12%
12 506313,487 17663,8981 488649,5891 13%
13 518971,324 18105,49555 500865,8288 14%
14 531945,607 18558,13294 513387,4745 14%
15 545244,248 19022,08627 526222,1614 15%
16 558875,354 19497,63842 539377,7154 16%
17 572847,238 19985,07938 552862,1583 16%
18 587168,419 20484,70637 566683,7123 16%
19 601847,629 20996,82403 580850,8051 17%
20 616893,82 21521,74463 595372,0752 17%
21 632316,165 22059,78824 610256,3771 17%
22 648124,069 22611,28295 625512,7865 17%
23 664327,171 23176,56502 641150,6062 17%
24 680935,35 23755,97915 657179,3713 18%
25 697958,734 24349,87863 673608,8556 18%

Memoria 183
Vemos que el valor del TIR es alto por lo que a la hora de compararlo con
otro proyecto podrá ser económicamente competitivo.

4
Impacto
ambiental

Memoria 185
INDICE
4.1 Generalidades ......................................................................................................... 186 4.2 Tipos de impacto ambiental.................................................................................... 187 4.3 Impactos en la fase de construcción ....................................................................... 190
4.3.1 Embalses .......................................................................................................... 191 4.3.2 Obra civil adicional.......................................................................................... 192
4.4 Impactos en la fase de explotación ......................................................................... 193 4.4.1 Impacto sónico................................................................................................. 193 4.4.2 Impacto paisajístico ......................................................................................... 194 4.4.3 Impacto biológico ............................................................................................ 196
4.4.3.1 Impacto biológico en el embalse .............................................................. 196 4.4.3.2 Impacto biológico en el cauce del río ....................................................... 196
4.4.3.2.2 Pasos ascendentes .............................................................................. 199 4.4.3.2.3 Pasos descendentes ............................................................................ 200 4.4.3.2.4 Tierra.................................................................................................. 202
4.4.4 Impacto en objetos culturales y arqueológicos................................................ 202 4.4.5 Impacto en los seres humanos de la línea eléctrica ......................................... 202 4.4.6 Impacto en las aves.......................................................................................... 203

Memoria 186
4.1 Generalidades
La Unión Europea se ha comprometido a una reducción en sus emisiones de
C02, este objetivo sólo es alcanzable alterando la política energética en múltiples
aspectos, y uno de ellos es el incremento del uso de las energías renovables. Otro
aspecto fundamental es un incremento de la eficiencia energética.
Refiriéndose a la pequeña hidráulica, estos objetivos significan en la Unión
Europea, aumentar la producción anual en un año hidráulico medio sensiblemente
respecto a la capacidad existente. La consecución de estos objetivos provocaría una
disminución del consumo de combustibles fósiles en un 10% con lo que se
conseguiría reducir las emisiones de CO; en unos 180 millones de toneladas.
Entre los principales problemas para alcanzar esto se encuentran los trámites
administrativos para los nuevos aprovechamientos mini-hidráulicos, que tienen
problemas que se deben en su mayor parte a aspectos relacionados con el
medioambiente.
Es cierto que, aunque desde el punto de vista del impacto global la
generación de energía eléctrica en pequeñas centrales hidráulicas presenta ventajas
indiscutibles, no lo es menos que, al estar ubicadas, en general, en zonas de elevada
sensibilidad ambiental, inducen impactos de carácter local que han de ser tenidos en
cuenta.
La ventaja que tiene la pequeña hidráulica en el campo de los impactos
globales no debe ser obstáculo para que, a nivel de proyecto, se identifiquen los

Memoria 187
impactos y se introduzcan las medidas correctoras necesarias para evitar o minimizar
estos impactos.
Identificar los impactos no es tarea difícil, pero decidir que medidas de
corrección deben aplicarse si lo es, porque esas decisiones se basan muchas veces en
criterios subjetivos. Por ello, es importante a la hora de afrontar estos problemas
establecer un diálogo continuo con todas las instituciones implicadas de cara a poder
garantizar la realización del proyecto.
4.2 Tipos de impacto ambiental
Los impactos ambientales que se producen en un proyecto de central mini-
hidráulica varían con las características de cada proyecto, pues dependen tanto de la
ubicación como de la tecnología que se pretende emplear en el proyecto.
Si nos fijamos en la ubicación, un aprovechamiento mini-hidráulico de
montaña genera diferentes impactos que uno de llanura. Desde el punto de vista
tecnológico, los aprovechamientos con embalse regulador generan impactos
distintos, a los generados por los aprovechamientos de agua fluyente, dentro de los
cuales cabría aún distinguir, a estos efectos, entre los que derivan el agua y los que
no derivan de ella.
La siguiente tabla muestra los posibles impactos ecológicos que se pueden
dar en la construcción y explotación de la parte del proyecto dedicada a la generación
de electricidad, los receptores del daño, y la intensidad de este:

Memoria 188

Memoria 189
Tabla 1 Explotación de la generación de electricidad.
A continuación se muestra una tabla con los posibles impactos ecológicos que
se pueden dar en la construcción y explotación de la parte del proyecto dedicada a la
transmisión de electricidad, los receptores del daño, y la intensidad de este:

Memoria 190
Tabla 2 Posibles impactos ecológicos.
Estas tablas contienen una relación genérica de los posibles impactos
ambientales que se pueden dar en este tipo de proyectos, según sea la naturaleza de
cada proyecto.
4.3 Impactos en la fase de construcción

Memoria 191
Los proyectos de este tipo de menor impacto ecológico son aquellos que
utilizan un embalse ya construido para otra finalidad, los que emplean canales de
riego o los que aprovechan un sistema de conducción de agua potable. Por el
contrario los proyectos que tienen asociado un mayor impacto ecológico
relativamente mayor son las centrales mini-hidráulica de agua fluyente.
Esto se debe a que los primeros producen como impactos adicionales la casa
de máquinas y el canal de descarga, cuyos impactos han de ser reducidos si los
comparamos con el de la presa, que ya está construida, por lo que su impacto
ecológico no es aplicable al proyecto. Además, el impacto de la presa ya debió ser
previsto y compensado cuando esta se construyó Un razonamiento análogo se puede
hacer para el caso de los canales de riego o las conducciones de agua potable.
4.3.1 Embalses
Entre los impactos que un embalse crea destacan la pérdida de suelo por el
terreno que quedará inundado, la construcción de nuevos caminos, plataformas de
trabajo, movimientos de tierras o la posible fabricación de hormigón en la obra.
Este último efecto se basa entre otras cosas en la posible necesidad de una
cantera de óxidos.
Otros efectos menos evidentes son que la nueva presa crea una barrera que no
existía anteriormente, con posibles perjuicios que habrán de estudiarse para cada
caso.

Memoria 192
Estos problemas son muy similares a los que se producen en otras obras de
infraestructuras, por lo que ya existe una metodología adecuada para mitigar estos
impactos ecológicos.
4.3.2 Obra civil adicional
En centrales mini-hidráulicas de agua fluyente los impactos se asemejan a los
que se dan en la construcción de la mayoría de infraestructuras, entre ellos podemos
incluir ruidos, riesgo de erosión por los movimientos de tierra, así como turbidez de
las aguas, alteración del hábitat de los peces del río, etc.
El posible aumento de la turbidez del agua por los movimientos de tierra hace
que sea recomendable realizar las obras en épocas de lluvias escasas, así como
realizar trabajos de reforestación en el terreno en cuanto esto sea posible. Estos
impactos son transitorios, por lo que se puede decir que no constituyen generalmente
el problema principal para conseguir que el proyecto se realice. La reforestación se
hará con especies autóctonas, lo que hace que sea necesario planificar su adquisición
como parte del proyecto.
Durante la construcción de la central serán necesarios una cierta cantidad de
trabajadores que significarán un impacto adicional, que puede ser positivo o negativo
según sean las circunstancias concretas de cada proyecto. Así en un espacio natural
protegido esto será un impacto negativo, mientras que en otras zonas el aumento de
actividad que esto conlleva puede ser positivo.
La construcción de la minicentral hidráulica lleva aparejado una serie de
transportes, con sus correspondientes emisiones y ruidos, que pueden perturbar el

Memoria 193
ecosistema que rodea a la central, de cara a reducir esto, es aconsejable planificar los
transportes, de tal forma que por una parte se reducirá el impacto ecológico y por
otra parte se pueden reducir costes de transporte al evitar recorridos innecesarios.
En el lado positivo hay que incluir el uso de mano de obra local, con la
consiguiente creación de puestos de trabajo, estos podrán ser empleos directos o
subcontratistas.
4.4 Impactos en la fase de explotación
Estos impactos pueden ser los más graves, en la medida de que al contrario de
lo que sucedía con los que se durante la construcción de la central mini-hidráulica,
estos se prolongan en el tiempo.
Dentro de estos impactos se tratarán el impacto sónico, paisajistico, biológico
y arqueológico.
4.4.1 Impacto sónico
El nivel de ruido que la minicentral podrá producir dependerá de los núcleos
de población y del nivel de ruido existente antes del proyecto. La principal fuente de
ruidos en estas centrales son las turbinas y los reductores en caso de que existan
estos. Actualmente el nivel de ruido en el exterior de la instalación se puede reducir
hasta niveles prácticamente imperceptibles.
Entre las medidas encaminadas a conseguir un nivel de ruido bajo estará el
uso de tolerancias reducidas en engranajes, mantas aislantes o el empleo de

Memoria 194
refrigeración por agua en vez de por aire. También se pueden añadir aislantes
acústicos y absorbentes a los aislamientos térmicos del edificio, así como dejar que
los diversos elementos tengan libertad de movimientos ante vibraciones de los
grupos que se instalen. La absorción de vibraciones es una parte fundamental en los
procedimientos de reducción del ruido que la central puede generar.
En cuanto a la refrigeración, si esta se hace mediante aire, entre las políticas
aplicables estaría el limitar la velocidad del aire en los conductos, instalar
silenciadores en las chimeneas y construir los conductos de aire con materiales
adecuados al fin buscado.
El problema de ruidos es mayor en centrales de salto reducido,
particularmente en turbinas Kaplan con configuración vertical, que se caracterizan
por emitir una o dos frecuencias fácilmente detestables en el exterior de la central. Su
origen pueden ser los multiplicadores o los generadores. A la hora de valorar el
ruido, este tipo de frecuencias de gran pureza se considera una fuente de molestias.
Ciertos procedimientos constructivos nuevos como emplear mayores caudales
de ventilación para disminuir la cantidad de cobre empleada en los generadores o la
sustitución de piezas de fundición por otros tipos, como mecanosoldadas, conducen a
un aumento de los problemas de emisión de ruido.
4.4.2 Impacto paisajístico
Este impacto se basa en el rechazo generalizado a cambios en el entorno. Este
problema es particularmente grave en zonas montañosas o urbanas de carácter
histórico. Inicialmente, este problema apenas se tenía en cuenta, ahora el impacto

Memoria 195
paisajístico es clave para conseguir la aceptación del proyecto, se tratará de tomar la
opción más favorable (la que genere menores rechazos) de todas las posibles.
Entre las maneras existentes de minimizar el impacto paisajístico está el uso
de pinturas no reflectantes y de colores que no hagan resaltar la central sobre el
entorno que le rodea, la construcción de presas con rocas que simulen la existencia
de un rápido.
Por otra parte, la casa de máquinas debe tratar de no parecer un edificio
industrial, por ejemplo, podría tener el aspecto externo de una edificación tradicional
de la zona o de una cabaña de pescadores.
Las medidas que se adopten pueden ser increíblemente variadas, como
recubrir la presa de materiales terrosos, incluir la subestación en el edificio de
máquinas, emplear una línea eléctrica de conexión enterrada, enterrar la totalidad de
la central mini-hidroeléctrica.
Las soluciones serán tanto más complicadas y costosas cuanto mayor sea la
rentabilidad esperable del proyecto. Este impacto no se reduce o evita mediante
procedimientos genéricos, será necesario tomar para cada caso una solución
individualizada, al ser el paisaje algo muy variable de un proyecto a otro.

Memoria 196
4.4.3 Impacto biológico
4.4.3.1 Impacto biológico en el embalse
La construcción de un embalse implica la aparición de una fauna propia del
mismo y que competirá con la habitual del río donde se instala la central. Esto puede
hacer necesario la instalación de barreras que impidan que esta fauna pueda remontar
el curso del río, para que no compitan con la fauna propia del ecosistema del río.
Otro aspecto a tener en cuenta es que si la turbinación de agua es
intermitente, por ejemplo, sólo en horas punta, se producirán variaciones del nivel
del río aguas abajo de la central hidroeléctrica. Estas variaciones no suelen tener
valores mínimos establecidos las autoridades medioambientales. .
4.4.3.2 Impacto biológico en el cauce del río
El impacto más grave se produce en centrales de agua fluyente, téngase en
cuenta que hay un tramo del río, el comprendido entre la central hidroeléctrica y su
toma de agua aguas arriba, que estará sometido a grandes variaciones de caudal.
Un ejemplo de esto es que cuando la turbina comienza a trabajar, el caudal en
este tramo disminuirá bruscamente, pudiendo llegar a ser nulo si se turbina la
totalidad del caudal del río. Algo análogo ocurre cuando la turbina deja de trabajar,
se producirán rápidos incrementos del caudal en el tramo antes referido. Estos
cambios bruscos perjudican a la fauna piscícola y la que vive en las orillas de este
tramo. Esto hace que se tenga que comparar dos beneficios, por un lado está el

Memoria 197
ahorro de consumo de combustibles fósiles que permite la central hidroeléctrica, por
otro lado, está el perjuicio a la fauna en este tramo del río.
1.4.4.3.2.1 Caudal ecológico
Este caudal es aquel que debe fluir por un río de forma permanente. Existen
métodos muy diversos para su cálculo. Estos se pueden dividir en métodos
hidrológicos e hidrobiológicos.
Los primeros se basan en el análisis de los históricos disponibles de los
caudales y suelen llevar a fórmulas empíricas generalizables y de rápida aplicación.
También se pueden basar en porcentajes fijos. Entre ellos están:
Emplear un porcentaje sobre el caudal medio del río.
Emplear la fórmula de Matthey, que a su vez se basa en caudales superados
durante la mayoría del año. En esto se basan las normas de Suiza, Austria, Asturiasy
Navarra.
Emplear el método de Tennant, que fue desarrollado en Estados Unidos y que
propone porcentajes variables con la época del año.
Los métodos hidrobiológicos se basan en datos de campo obtenidos para cada
río, consideran parámetros hidráulicos y biológicos. Entre ellos se encuentran:
Método de análisis del hábitat.
Método del perímetro mojado.

Memoria 198
Análisis incremental.
Método de los microhabitats de Bovee y Milhous.
Método de conservación de habitats de Nehring.
Métodos MDDDR (Méthodes difféntielles de détennination du dévitréservés
y DRB (Débit de Réference Biologique).
Método DGB (Débit de Garantie Biologique).
Método de Anchura ponderada útil.
Estos métodos se suelen basar en el estudio de la estructura del cauce del río
y en el estudio de la modificación de las variables que afectan al movimiento del
agua.
La principal ventaja de los métodos hidrológicos es su simplicidad, por el
contrario, su principal desventaja es su falta de rigor científico, por lo tanto, los
resultados pueden ser arbitrarios.
Por el contrario, los métodos de simulación exigen estudios muy
prolongados, no extrapolables a otros ríos y que pueden basarse también en criterios
subjetivos.
Generalmente, el caudal mínimo ecológico en la Unión Europea se fija como
un porcentaje del caudal medio interanual.

Memoria 199
4.4.3.2.2 Pasos ascendentes
Este tipo de habitats suelen ser muy sensibles a acciones del hombre. Las
acciones que se tomen tendrán que tener en cuenta las especies implicadas. La
formación de estanques sucesivos es la solución más común, estos estanques estarán
comunicados entre si.
El tamaño y el desnivel de los estanques dependerán de las especies que estén
implicadas. Los pasos con tabiques tipo vertedero, y los de escotadura vertical con o
sin orificios de fondo son los más comúnmente empleados.
En embalses de gran altura serán necesarios dispositivos de captura y
transporte, consisten en que los peces son capturados en una cubeta para ser
transportados aguas arriba. La condición necesaria para que estos dispositivos
funcionen es que los peces se vean traídos hacia su entrada antes de llegar al
obstáculo, esto requiere un estudio cuidadoso del entorno y de las condiciones del
flujo de agua.
La salida del paso ha de ser en una zona con una profundidad suficiente, para
que los peces alcancen sin esfuerzo una zona de descanso antes de continuar su
migración.
También ha de impedirse la entrada a turbina de peces por el canal de salida
de esta, esto se puede conseguir mediante rejas.

Memoria 200
4.4.3.2.3 Pasos descendentes
Los peces que migran aguas arriba pueden terminar por introducirse en la
turbina de la central en su migración descendente en caso de no tomarse las medidas
adecuadas.
La mortalidad de peces en la turbina crece cuanto más rígida es la turbina y
desciende cuanto mayor sea el rendimiento de esta. Dicho de otra forma, para los
peces, la turbina a plena carga es menos peligrosa que a carga parcial.
Una primera medida para evitar que los peces entren en la turbina es la
instalación de rejillas adecuadas al tamaño esperable de los peces del río durante su
descenso. Entre las alternativas para evitar dañar a los peces es la instalación de
barreras físicas. Estas han de instalarse de tal forma que la velocidad del agua al
llegar a ellas permita a los peces evitar chocar contra la barrera, por lo que velocidad
dependerá de los peces del río. También habrá de estudiarse su orientación respecto a
la corriente del río, se deben instalar con un ángulo no mayor de cuarenta y cinco
grados.
Una forma de minimización de daños es que la entrada de la captación sea en
la dirección de la orilla, si la velocidad de entrada del agua es moderada, las pérdidas
de potencia mediante esta configuración no deben tomar valores considerables.
Las barreras físicas pueden ser fijas o móviles, pudiendo ser cintas verticales
motorizadas o tambores giratorios horizontales, la instalación de estos últimos es más
sencilla. Estas últimas soluciones se dan sobre todo cuando la velocidad del agua es
relativamente elevada.

Memoria 201
Estas soluciones son las más comunes, si bien hay métodos más complicados,
como la pantalla autolimpiante Eicher o la Pantalla Modular Inclinada (MIS).
Otra familia de soluciones para evitar la entrada de peces en la turbina, con el
consiguiente aumento de mortandad entre ellos, son los sistemas de guía del
comportamiento.
Se basan en la respuesta de los peces a ciertos estímulos, tanto de atracción
como de repulsión. Debido a esto último, pueden basarse en repeler a los peces de la
entrada a turbina o en atraerlos hacia un punto alejado de ella.
Entre los métodos que se han ensayado están burbujas, focos de luz y
sistemas acústicos. Estos últimos son los que han tenido un mayor éxito. A la hora de
repeler a los peces de una determinada zona, se basan en la emisión de un sonido
realmente molesto para ellos de una determinada frecuencia y con un nivel acústico
mínimo. Otra familia de métodos para evitar daños a los peces en su descenso son los
métodos de recogida y liberación. Emplean conceptos similares a los empleados en
trayectos ascendentes, se basan en capturar los peces antes de su llegada a la toma de
agua, para ser después transportados por algún método aguas abajo. Si el sistema está
colocado a la entrada de la toma de agua, no se requiere de un camino de retorno,
pues los peces pueden volver a través del aliviadero que permite el caudal ecológico.
La caída de los peces por aliviaderos de altura media presenta mortalidades reducidas
si están correctamente diseñados.
Si la opción tomada es que el sistema está instalado dentro de la toma, es
necesario disponer de un sistema que devuelva los peces al río. Este sistema tendrá

Memoria 202
que devolver a los peces al río sin obligarles a nadar contracorriente. La entrada al
camino de retorno también debe ser amplia, pues los peces se resisten a meterse en
conductos estrechos.
4.4.3.2.4 Tierra
Los canales han constituido tradicionalmente la mayor fuente de impacto
ecológico en este aspecto, pues impedían el libre paso de la fauna. Actualmente los
canales se recubren y revegetan, de esta forma, el paso de la fauna es posible y se
minimiza este impacto.
4.4.4 Impacto en objetos culturales y arqueológicos
Es evidente la importancia de evitar la desaparición de objetos culturales o
arqueológicos de valor por la realización de una central eléctrica. Este problema es
particularmente importante a la hora de la realización del embalse, por la amplia
superficie de terreno que quedará anegada.
4.4.5 Impacto en los seres humanos de la línea eléctrica
.Este impacto produce generalmente una gran controversia, tras múltiples
estudios, se ha llegado a la conclusión de que residir en zonas próximas a línea
eléctricas no incrementa los riesgos de sufrir cáncer, ni tampoco leucemia infantil.
Esto último tradicionalmente se venía asociando con las líneas eléctricas.

Memoria 203
De todas formas, en las centrales mini-hidráulicas se emplean habitualmente
tensiones relativamente reducidas, menores de 66 kv., por lo que los campos
magnéticos creados son débiles.
4.4.6 Impacto en las aves
Este impacto se debe al riesgo de electrocución de estas en la línea eléctrica
que conecta a la central con el sistema eléctrico nacional. Para minimizar el riesgo de
impacto de aves con la línea se recomienda que en zonas de especial importancia
para estas, se sitúen las líneas en la base de los riscos o próximas a pantallas de
árboles, de esta forma se obliga a las aves a volar por encima de los cables eléctricos.
La electrocución de las aves se produce sobre todo si tocan simultáneamente
dos fases o una fase y tierra. Debido a esto, para líneas de voltaje superior a 130 kv
este riesgo es extremadamente bajo, siendo algo mayor para líneas de voltajes
menores.

1
Memoria
descriptiva

Memoria 2
INDICE
1.1 Introducción................................................................................................................. 4 1.1.1 Motivación............................................................................................................ 4 1.1.2 Objetivos............................................................................................................... 7 1.1.3 Metodología.......................................................................................................... 8
1.2. La energía mini-hidráulica.......................................................................................... 9 1.2.1 Situación actual................................................................................................... 10 1.2.1. Análisis de los recursos hidroeléctricos............................................................. 11 1.2.3 Intención de cara al futuro .................................................................................. 13
1.3 Aspectos técnicos....................................................................................................... 13 1.3.1 Tipos de centrales hidráulicas............................................................................. 13 1.3.2 Estudio hidrológico............................................................................................. 17 1.3.3 Criterios de diseño .............................................................................................. 17 1.3.4 Maquinaria hidráulica......................................................................................... 18
1.3.4.1 Tubería forzada............................................................................................ 18 1.3.4.1.1 Tipos de materiales............................................................................... 20
1.3.4.1.1.1 Tuberías forzadas de acero ............................................................ 20 1.3.4.1.1.2 Tuberías forzadas de polietileno.................................................... 21 1.3.4.1.1.3 Tuberías forzadas de PVC ............................................................. 21 1.3.4.1.1.4 Tuberías forzadas de aleaciones de plástico .................................. 22 1.3.4.1.1.5 Tuberías forzadas reforzadas con fibra de vidrio .......................... 22 1.3.4.1.1.6 Tuberías forzadas de polietileno de alta densidad ......................... 22 1.3.4.1.1.7 Tuberías forzadas de madera ......................................................... 23
1.3.4.1.2 Pérdidas de carga .................................................................................. 24 1.3.4.1.2.1 Pérdidas de carga en la rejilla ........................................................ 24 1.3.4.1.2.2 Pérdidas de carga en contracciones y expansiones........................ 25 1.3.4.1.2.3 Pérdidas de carga por curvatura..................................................... 27 1.3.4.1.2.4 Pérdidas de carga en las válvulas................................................... 29
1.3.4.1.3 Golpe de ariete...................................................................................... 30 1.3.4.1.4 Chimenea de equilibrio......................................................................... 34
1.3.4.2 Válvulas ....................................................................................................... 36 1.3.4.2.1 Válvulas de mariposa............................................................................ 36 1.3.4.2.2 Válvulas de compuerta ......................................................................... 37 1.3.4.2.3 Válvulas esféricas ................................................................................. 38
1.3.4.3 Turbina......................................................................................................... 38 1.3.4.3.1 Introducción.......................................................................................... 38 1.3.4.3.2 Turbinas Pelton..................................................................................... 39 1.3.4.3.3 Turbinas Francis ................................................................................... 41 1.3.4.3.4 Turbinas Kaplan y Semi-Kaplan .......................................................... 43 1.3.4.3.5 Elección del tipo de turbina .................................................................. 44 1.3.4.3.6 Materiales a utilizar .............................................................................. 46 1.3.4.3.7 Rendimiento de la turbina..................................................................... 47

Memoria 3
1.3.4.3.8 Curvas características ........................................................................... 51 1.3.4.3.9 Teoría de modelos ................................................................................ 53 1.3.4.3.10 Mantenimiento de las turbinas hidráulicas ......................................... 55
1.3.4.3.10.1 Mantenimiento de turbinas Kaplan.............................................. 55 1.3.4.3.10.2 Mantenimiento de turbinas Francis ............................................. 56 1.3.4.3.10.3 Mantenimiento de turbinas Pelton ............................................... 57
1.3.4.4 Cámara en espiral ........................................................................................ 59 1.3.4.4.1 Predistribuidor ...................................................................................... 61
1.3.4.5 Distribuidor Fink ......................................................................................... 61 1.3.4.6 Cierres laberínticos ...................................................................................... 63 1.3.4.7 Tubo de aspiración....................................................................................... 64
1.3.4.7.1 Ganancia de salto en el difusor.............................................................66 1.3.4.8 Eje................................................................................................................ 67
1.3.4.8.1 Cierres................................................................................................... 68 1.3.5 Generadores ........................................................................................................ 68
1.3.5.1 Generadores síncronos................................................................................. 70 1.3.5.1.1 Excitación de generadores síncronos.................................................... 70 1.3.5.1.2 Conexión de generadores síncronos ..................................................... 71
1.3.5.2 Generadores asíncronos............................................................................... 72 1.3.6 Regulación y control........................................................................................... 73
1.3.6.1 Introducción................................................................................................. 73 1.3.6.2 Reguladores de velocidad............................................................................ 76 1.3.6.3 Protecciones................................................................................................. 79 1.3.6.4 Equipos auxiliares........................................................................................ 81 1.3.6.5 Automatización............................................................................................ 82
1.3.6.5.1 Introducción.......................................................................................... 82 1.3.6.5.2 Tipos de automatización....................................................................... 83
1.3.6.5.2.1 Empleo de relés convencionales.................................................... 83 1.3.6.5.2.2 Empleo de relés digitales ............................................................... 84
1.3.6.5.3 Descripción del sistema de control ....................................................... 85 1.3.6.6 Regulación de la turbina .............................................................................. 87
1.3.6.6.1 Introducción.......................................................................................... 87 1.3.6.6.2 Problema fundamental de la regulación ............................................... 89 1.3.6.6.3 Estabilidad de la regulación.................................................................. 90
1.4 Presupuesto, Fecha de Emisión y Firma.................................................................... 91

Memoria 4
1.1 Introducción
1.1.1 Motivación
Nuestro sistema energético actual se basa principalmente en la utilización de
combustibles fósiles. Pero esta forma de obtención de energía conlleva dos problemas
fundamentales que hay que tener en cuenta: en primer lugar, se trata de compuestos
finitos, no renovables y únicos en la naturaleza, lo que implica que necesitan de millones
de años para formarse y no existen otros elementos que se hayan formado de esa manera
ni que, por tanto, acumulen una cantidad de energía tan grande y tan fácil e inmediata de
aprovechar. Y en segundo lugar, su uso provoca fuertes impactos ambientales debidos a
las emisiones de 2CO , SO2 y NOx a la atmósfera, siendo estos altamente contaminantes.
Así, pues, se están buscando soluciones adecuadas. De esta manera surgen las
alternativas renovables, que se caracterizan por la utilización de recursos inagotables y
gratuitos, tales como la energía hidroeléctrica, solar, eólica, biomasa, geotérmica y de las
mareas.
Ya desde la antigüedad, se observó que el agua que fluye desde un nivel superior
a otro inferior posee una determinada energía potencial susceptible de ser convertida en
energía mecánica. La hidroeléctrica es, quizás, la forma más antigua de
aprovechamiento de energía para el desarrollo de las actividades productivas del
hombre. Las ruedas hidráulicas se utilizaron desde el tiempo de los antiguos romanos
para actividades como la molienda de granos, los aserraderos o simplemente como

Memoria 5
fuerza mecánica. Este tipo de tecnología aprovecha la energía que posee el agua al
realizar un salto de agua o desplazarse por un desnivel.
Se trata de una forma de producción energética con unos costes muy bajos de
operación y mantenimiento. Además estas centrales tienen una mayor vida útil que las
plantas de carbón y las nucleares y emiten menos dióxido de carbono que estas últimas.
Otra de las principales ventajas de la energía hidráulica es su facilidad para entrar
en carga que permite cubrir las puntas de demanda y las desconexiones imprevistas de
red de las centrales convencionales.
Las centrales hidroeléctricas se pueden combinar con otros usos, como riego o
suministro de agua y presentan tiempos de arranque reducidos, lo que posibilita su
utilización en horas punta de consumo eléctrico fácilmente. Los embalses se pueden
utilizar para realizar actividades de recreo, además, en ocasiones, se evitan inundaciones,
ya regulan el caudal en los ríos donde se construyen.
También destacan los altos rendimientos alcanzados en estas centrales, ya que se
sirven de energía cinética y potencial y no de calor, que es una de las principales razones
de caída del rendimiento, para la producción de energía.
Sin embargo sus inconvenientes pueden ser muy importantes, especialmente en
las grandes hidroeléctricas que presentan un alto coste y tiempo de construcción,
constituyendo una inversión inicial muy grande, y un impacto ecológico muy negativo.
Estas centrales se suelen situar en zonas de gran riqueza ambiental, que puede verse

Memoria 6
afectada, tanto a nivel visual como por las consecuencias para la diversidad biológica
existente. El agua embalsada no tiene las mismas propiedades que el agua que fluye por
el río, los embalses interrumpen la migración de peces, la inundación del terreno tras la
presa desplaza a pobladores y destruye áreas extensas de terrenos agrícolas.
La energía hidroeléctrica es casi la única energía renovable que está seriamente
cuestionada desde el punto de vista medioambiental, a veces, se la denomina “renovable
pero no verde”.
En contra posición a esto aparecen las mini centrales hidroeléctricas (según el
R.D 236611994, del 9 de diciembre, centrales de potencia igual o inferior a 10 MVA.),
que aprovechan pequeños saltos de agua para la obtención de energía. Gracias a su
reducido tamaño se disminuye cuantiosamente su impacto medioambiental y sus costes
iniciales. Además es posible aprovechar presas ya construidas para otro fin, como riego
o abastecimiento de aguas, compatibilizando ambas actividades.
En definitiva, la importancia de la hidroeléctrica en el panorama energético
mundial es difícilmente cuestionable, no sólo porque supone cerca del 89% de la
potencia eléctrica instalada en base a renovables, sino porque sus costes son
sustancialmente más bajos que los de otras energías limpias.

Memoria 7
1.1.2 Objetivos
El presente proyecto tiene como finalidad el aprovechamiento del embalse de
Pedrezuela, ya existente (construido en 1967), para la generación de energía eléctrica. El
embalse esta situado en la comunidad de Madrid y es alimentado por el río Guadalix.
Actualmente el embalse esta destinado al abastecimiento. Con la instalación de la
central se pretende aprovechar el salto de agua hasta hoy desaprovechado.
Los objetivos de este proyecto son:
Elección de un emplazamiento adecuado para la instalación de una minicentral
hidráulica aprovechando un embalse ya existente.
Estudiar las condiciones de caudal y salto existente durante los últimos años
Determinar las condiciones nominales de caudal y salto de la turbina que
optimicen el producible eléctrico de la central
Diseño y especificación de los distintos elementos de la central: turbina
hidráulica, válvula de salvaguarda, tubería forzada, sistema de mando y control, etc.
Análisis de la viabilidad económica del proyecto.

Memoria 8
1.1.3 Metodología
Para la realización del proyecto se ha seguido la siguiente metodología:
En un principio se realizaron consultas en la Confederación Hidrográfica de Tajo
y en el Canal de Isabel II para determinar que embalse podría presentar las condiciones
óptimas para la instalación de una central. Una vez determinado el embalse de
Pedrezuela como el más adecuado para la realización de este proyecto, se recopilaron los
datos referentes a los caudales vertidos a través del salto de agua. Estos datos han sido
obtenidos a través del Canal de Isabel II. Se dispone de información referente a los años
hidrológicos 1958-59 a 2002-2003.
Partiendo de esta información, se han obtenido las condiciones hidráulicas
(caudal y salto) a lo largo de un año medio típico, con esta información se ha analizado
el caudal y salto nominal de la turbina, maximizando la producción de electricidad de
la central.
Con los datos obtenidos anteriormente se determinó el número específico de
revoluciones de la turbina hidráulica, que permitió seleccionar el modelo hidráulico
adecuado. Partiendo de este modelo hidráulico y aplicando las leyes de semejanza, se
determinó el perfil hidráulico de los componentes hidráulicos de la turbina, es decir
rodete, cámara espiral, alabes directrices y tubo de aspiración.

Memoria 9
Tomando como base estos perfiles hidráulicos, se diseñaron las diferentes partes
de la turbina para que sean capaces de soportar los esfuerzos a los que estarán
sometidos.
Una vez diseñada la turbina, se especifican el resto de componentes de la central
como alternador, válvula de salvaguarda, sistema de mando, etc.
Finalmente se realizó un estudio de viabilidad económica de la central
1.2. La energía mini-hidráulica
El origen de la energía hidráulica se remonta muchos siglos atrás, ya en tiempos
de los griegos se utilizaban ruedas hidráulicas con el fin de moler granos, estos molinos
generalmente eran pequeños y más bien lentos, la piedra de moler giraba a la misma
velocidad que la rueda, tenían por lo tanto una pequeña capacidad de molienda, y su uso
era puramente local. Sin embargo pueden ser considerados los precursores de la turbina
hidráulica.
En la Edad Media se construyeron grandes ruedas hidráulicas de madera, que
desarrollaban mucha fuerza. La energía hidroeléctrica logró un gran desarrollo gracias al
trabajo de un ingeniero británico, llamado John Sweaton, quien construyó por primera
vez grandes ruedas hidráulicas de hierro. Pero fue a partir de la revolución industrial
cuando se empezó a aprovechar la fuerza del agua para la generación de energía
eléctrica. La energía hidráulica impulsó las industrias textil y del cuero y los talleres de

Memoria 10
construcción de máquinas a principios del siglo XIX. Aunque las máquinas de vapor ya
estaban perfeccionadas, el carbón era escaso y la madera poco satisfactoria como
combustible.
Pero las presas y los canales eran necesarios para la instalación de ruedas
hidráulicas sucesivas cuando el desnivel era mayor de cinco metros. La construcción de
grandes presas de contención todavía no era posible; el bajo caudal de agua durante el
verano y el otoño, unido a las heladas en invierno, obligaron a sustituir las ruedas
hidráulicas por máquinas de vapor en cuanto se pudo disponer de carbón.
El renacimiento de la energía hidráulica se produjo por el desarrollo del
generador eléctrico, seguido del perfeccionamiento de la turbina hidráulica y debido al
aumento de la demanda de electricidad a principios del siglo XX. En 1920 las centrales
hidroeléctricas generaban ya una parte importante de la producción total de electricidad.
Hoy en día, con los problemas medioambientales, se ha vuelto a recurrir a esta
forma de generación de electricidad, en algunos casos se han ido recuperando
infraestructuras abandonadas dotándolas de nuevos equipos automatizados y turbinas de
alto rendimiento.
1.2.1 Situación actual
Actualmente en España la generación de energía eléctrica mediante centrales
hidroeléctricas está muy consolidada. Se trata de un sector tecnológicamente maduro,
situándose entre los primeros, en cuanto a potencia eléctrica instalada, de Europa.

Memoria 11
Fig. 1 Mini-hidráulica en Europa
El área mini hidráulica presenta una potencia acumulada total en España de 1749
MW a finales de 2004.
1.2.1. Análisis de los recursos hidroeléctricos
El conocimiento de los recursos hidráulicos de un país es fundamental para
estimar la energía producible mediante la instalación de centrales hidroeléctricas. La
evaluación de estos recursos es bastante compleja, aunque se han realizado diversos
estudios para su determinación.

Memoria 12
El potencial hidroeléctrico de un país es la capacidad anual de producción de
energía hidroeléctrica que dicho país posee, mientras que el potencial técnicamente
explotable se deduce del anterior considerando pérdidas.
La más reciente evaluación del potencial hidroeléctrico se realizo en 1980,
conteniendo, asimismo, una distribución por cuencas, como se puede ver en la siguiente
tabla.
Tabla 1 Potencial hidroeléctrico en España
Si a esta evaluación realizada en 1980, se le descuenta el potencial que ya esta
desarrollado así como las centrales que se encuentran en ejecución y en tramite
concesional, resulta el potencial técnicamente desarrollable y pendiente de realizar. Una
parte importante de este potencial, sobre todo el correspondiente a centrales grandes, es
muy difícil que pueda aprovecharse fundamentalmente por razones medioambientales o
por razones de competencia en los usos del agua, no obstante aun existe un alto
potencial pendiente de desarrollar mediante minicentrales hidroeléctricas

Memoria 13
1.2.3 Intención de cara al futuro
El marco legislativo de las energías renovables en la Unión Europea esta basado
en el “Libro Blanco para una Estrategia Común y un Plan de Acción para Energías
Renovables” desarrollado en 1997 por parte de la Comisión de las Comunidades
Europeas. En este documento se establecía como objetivo general la aportación de las
fuentes de energía renovables en un porcentaje del 12% de la energía primaria
demandada en la Unión Europea en el año 20120. En particular se establece como
objetivo para las pequeñas centrales (<10MW) una potencia total de 14000 MW.
1.3 Aspectos técnicos
1.3.1 Tipos de centrales hidráulicas
Las centrales hidroeléctricas aprovechan la influencia de la altura para convertir
la energía potencial del agua en energía eléctrica, utilizando las turbinas para tal fin,
acoplando éstas a los alternadores. En caso que el río tenga un aporte regular de agua, la
energía cinética de éste puede aprovecharse sin necesidad de realizar embalses o bien,
utilizando uno de pequeñas dimensiones.
Por condiciones climáticas el curso y caudal de los ríos resultan frecuentemente
irregulares, lo que obliga a retener el agua mediante una presa, formándose así un lago o
embalse que produce un salto de agua que libera fácilmente su energía potencial,
almacenando agua para aquellas épocas de escasas lluvias

Memoria 14
Se puede clasificar a las centrales hidroeléctricas según vanos criterios, una
primera forma de hacer esto será según el tipo de central:
Central hidroeléctrica de agua fluyente
Una central de agua fluyente es aquella en que no existe una acumulación
apreciable de agua corriente arriba de las turbinas. En una central de este tipo las
turbinas deben aceptar el caudal disponible del río como viene, con sus variaciones de
estación en estación, o si ello es imposible el agua sobrante se pierde por rebosamiento.
En ocasiones un embalse relativamente pequeño bastará para impedir esa pérdida por
rebosamiento.
En la misma se aprovecha un estrechamiento del río, y la obra del edificio de la
central (casa de máquinas) puede formar parte de la misma presa. El desnivel entre
"aguas arriba" y "aguas abajo", es reducido, y si bien se forma un remanso de agua a
causa del azud, no es demasiado grande. Este tipo de central, requiere un caudal
suficientemente constante para asegurar a lo largo del año una potencia determinada.
Central Hidroeléctrica pie de presa
En este tipo de proyecto se embalsa un volumen considerable de agua anes de las
turbinas mediante la construcción de una o más presas que forman lagos artificiales.
El embalse permite graduar la cantidad de agua que pasa por las turbinas. Del volumen
embalsado depende la cantidad que puede hacerse pasar por las turbinas.

Memoria 15
Pueden existir dos variantes de estas centrales hidroeléctricas:
La de casa de máquina al pie de la presa:
La casa de máquinas suele estar al pie de la presa en estos tipos de central, el
desnivel obtenido es de carácter mediano.
Aprovechamiento por derivación del agua:
En el lugar apropiado por la topografía del terreno, se ubica la obra de toma de
agua, y el líquido se lleva por medio de canales, o tuberías de presión, hasta las
proximidades de la casa de máquinas.
Allí se instala la chimenea de equilibrio, a partir de la cual la conducción tiene un
declive más pronunciado, para ingresar finalmente a la casa de máquinas.
La chimenea de equilibrio es un simple conducto vertical que asegura al cerrar
las válvulas de la central, que la energía cinética que tiene el agua en la conducción, se
libere en ese elemento como un aumento de nivel y se transforme en energía potencial.
Los desniveles en este tipo de central suelen ser mayores comparados con los que
se encuentran en los tipos anteriores de centrales.
Centrales Hidroeléctricas de Bombeo
Las centrales de bombeo son un tipo especial de centrales hidroeléctricas que
posibilitan un empleo más racional de los recursos hidráulicos de un país. Disponen de

Memoria 16
dos embalses situados a diferente nivel, cuando la demanda de energía eléctrica alcanza
su máximo nivel a lo largo del día, las centrales de bombeo funcionan como una central
convencional generando energía. Al caer el agua, almacenada en el embalse superior,
hace girar el rodete de la turbina asociada a un alternador generando energía.
Después el agua queda almacenada en el embalse inferior. Durante las horas del día en
la que la demanda de energía es menor el agua es bombeada al embalse superior para
que pueda realizar ciclo productivo nuevamente. Para ello la central dispone de grupos
de motores-bomba o, alternativamente, sus turbinas son reversibles de manera que
puedan funcionar como bombas y los alternadores como motores.
En general, lo deseable es que la regulación del embalse permita la generación de
energía en horas punta de consumo, pero esto dependerá de las circunstancias de cada
embalse.
Las centrales que se construyen en embalses existentes para otros usos turbinan
de modo diferente según el caso, pueden hacer esto con los caudales excedentes, los
desembalsados o los ecológicos.
Entre las obras que se requieren para la construcción de una minicentral se
encuentran la adaptación de las conducciones de la presa (o construir unas nuevas), la
instalación del conjunto de tubería forzada y turbina, así como el edificio que contiene a
la central y su equipamiento electromecánico.

Memoria 17
1.3.2 Estudio hidrológico
A lo largo del año el caudal que circula por un río es muy variable, por lo que es
necesario realizar un estudio adecuado del mismo para determinar el caudal nominal de
la central y, con este, poder saber la potencia a instalar y la energía que se puede esperar
llegar a producir. Los caudales medios diarios de un río se pueden medir mediante
estaciones de aforo.
Para la realización del estudio hidrológico será necesario disponer de datos
relativos a una cantidad lo suficientemente elevada de años hidrológicos, de tal forma
que incluya años muy húmedos, normales, secos y muy secos.
A partir de estos datos lo primero que hay que determinar es la curva de caudales
clasificados, que permite conocer la cantidad de tiempo al año que se supera un cierto
valor de caudal. Esta curva se construye para el año que se tome de referencia, que
formará parte de los años normales para poder ser representativo.
1.3.3 Criterios de diseño
Para un adecuado diseño de la central es necesario determinar de forma precisa la
altura del salto y el caudal de este, pues de estos valores dependerá la potencia eléctrica
generable en la central hidroeléctrica.

Memoria 18
Las turbinas pueden trabajar entre dos caudales: su mínimo técnico y su caudal
de equipamiento. Por esta razón es importante que estos caudales maximicen el caudal
turbinado, si bien necesariamente una determinada proporción del caudal disponible no
se va a poder turbinar. La relación entre el caudal mínimo técnico y el de equipamiento
viene dada por una relación lineal que depende del tipo de turbina que se emplee.
La altura del salto viene determinada por la presa, el salto bruto es la diferencia
de altura entre el labio del aliviadero y la cota del eje del desagüe de fondo. En el
apartado de cálculos se muestran los cálculos para la determinación de la altura neta, el
caudal de equipamiento y la potencia neta.
1.3.4 Maquinaria hidráulica
1.3.4.1 Tubería forzada
La tubería forzada tiene como misión llevar el agua desde el nivel superior hasta
la turbina, salvando la diferencia de alturas existente. Se ha de diseñar de tal forma que
sea capaz de soportar tanto la presión del agua en condiciones habituales como la sobre
presión debida a transitorios, como es el caso del golpe de ariete.
Esta tubería puede instalarse sobre el terreno o bajo este, según sea la naturaleza
del terreno, el material de la tubería y las características ambientales, temperatura, etc.
En caso de que se entierre la tubería será necesario pintarla y protegerla
exteriormente con, por ejemplo, una cinta enrollada en tomo a ellas para evitar

Memoria 19
problemas de corrosión. Si la protección frente a la corrosión se realiza correctamente,
no será necesario ningún mantenimiento posterior de la tubería.
Enterrar la tubería forzada tendrá un costo que dependerá de varios factores
medioambientalmente esta opción es la mejor, ya que la tubería una vez enterrada no
será visible, no impedirá el paso de animales y el terreno podrá ser restituido a su
condición inicial.
Actualmente existe una gran variedad de materiales para tuberías forzadas. Para
grandes saltos y grandes diámetros, la tubería fabricada de acero sigue siendo la solución
preferida, al ser relativamente barata y porque puede conseguirse con el diámetro y
espesor requeridos por el proyectista. En ocasiones puede resultar interesante utilizar
acero resistente a la corrosión, que además presenta una resistencia más elevada a la
rotura y una mayor tenacidad (importante en lugares con muy bajas temperaturas), lo
que permite prescindir de los productos empleados para proteger la tubería contra la
corrosión.
El acero, a medida que disminuye el salto, va resultando menos competitivo,
porque el espesor requerido para compensar la corrosión, interna y externa, no
disminuye con el espesor de pared, y porque se necesita un espesor mínimo para poder
manipular los tubos en obra sin que se deformen. Para diámetros más pequeños hay un
gran abanico de opciones: tubo de acero, tuberías de hormigón, y tuberías de amianto-
cemento. Los tubos con juntas de enchufe y cordón, construidos en acero, fundición

Memoria 20
dúctil o PVC, con empaquetadoras flexibles no necesitan juntas de dilatación, ya que
estas absorben los pequeños movimientos longitudinales.
1.3.4.1.1 Tipos de materiales
1.3.4.1.1.1 Tuberías forzadas de acero
En general las tuberías forzadas en acero se conciben como una serie de tramos
rectos, simplemente apoyados en unos pilares y anclados en cada uno de sus extremos,
que suelen coincidir con cambios de dirección. Entre dos anclajes consecutivos se
intercala una junta de dilatación. Los anillos de soporte se diseñan basándose en el
comportamiento elástico de los cilindros de débil espesor. La pared del tubo debe resistir
las tensiones combinadas, correspondientes a su trabajo como viga y como recipiente
cilíndrico sometido a presión interna. El momento flector será el correspondiente a una
viga continua. Las reacciones sobre los apoyos, propias de una viga continua, se
transmiten, por esfuerzo cortante, entre chapa y anillo. Para ello los anillos se sueldan a
la chapa con soldaduras continuas, y se rigidizan mediante diafragmas.
Los bloques de anclaje tienen que resistir la componente longitudinal del peso de
la tubería llena de agua, más las fuerzas de fricción correspondientes a los movimientos
de expansión y contracción, esto lleva a que se recomiende cimentarlos, en la medida de
lo posible sobre roca. Según sea el terreno, los bloques de anclaje pueden requerir el
empleo de grandes volúmenes de hormigón, incrementándose mucho los costes.
También pueden utilizarse tuberías de hormigón con revestimiento interior de chapa de

Memoria 21
acero, armadas si es necesario con redondos de acero, o incluso presentadas con
alambres de alta resistencia, y provistas de uniones de enchufe y cordón. Dado su
elevado peso, resultan difíciles de transportar y manejar en obra, pero en cambio no
exigen ningún tratamiento de protección contra la corrosión.
1.3.4.1.1.2 Tuberías forzadas de polietileno
El polietileno de baja y media densidad (HDP y MDPE) se viene utilizando
desde hace tiempo en aprovechamientos con baja altura de salto. En los últimos años ha
hecho su aparición en el mercado el polietileno de altas prestaciones (HPPE) que puede
utilizarse en saltos de hasta 160 m de altura. Las tuberías de polietileno son
relativamente pesadas pero muy robustas.
1.3.4.1.1.3 Tuberías forzadas de PVC
La tubería de PVC14 resulta muy competitiva en alturas medias de salto, por
ejemplo, una tubería de 40 cm de diámetro puede utilizarse en saltos de hasta 200
metros, en los que, con frecuencia, resulta más barato que la de acero, es más fácil de
manejar en obra y no requiere ninguna protección contra la corrosión. Se espera que
lleguen en breve al mercado las tuberías de PVC molecularmente Orientado (MOPVC)
aun más resistentes que las anteriores. Todas ellas pueden soldarse mediante disolventes,
sólo si están sometidas a esfuerzos longitudinales, o unirse mediante conexiones
mecánicas. Se recomienda proyectar la tubería con diámetros decrecientes, a fin de
poder transportarlos unos dentro de otros.

Memoria 22
Las tuberías en PVC son sensibles a las radiaciones ultravioletas, por lo que
deben ser enterradas o recubiertas con cinta. El radio mínimo de curvatura de una tubería
PVC es relativamente grande 100 veces su diámetro interno y su coeficiente de
dilatación es cinco veces mayor que el del acero. Resultan relativamente frágiles y no se
prestan a ser instalada en terrenos rocosos.
1.3.4.1.1.4 Tuberías forzadas de aleaciones de plástico
Recientemente ha hecho su aparición en el mercado una tubería conocida como
Hep,O, fabricada con una mezcla de PVC y derivados acrílicos. Se puede utilizar en
saltos de hasta 160 m, su espesor es inferior al de las tuberías equivalentes en PVC y sus
propiedades mecánicas comparables a las del HPPE, se comporta dúctilmente bajo
carga, eliminando los problemas de rotura frágil que afectan al PVC.
1.3.4.1.1.5 Tuberías forzadas reforzadas con fibra de vidrio
También se denominan GRP, está ganando progresivamente mercado en Europa,
gracias a su elevada resistencia. Su costo es competitivo y su peso es inferior en un 20%
al de los tubos de acero, lo que facilita su instalación, aun cuando haya que manejarlos
con cuidado para evitar que sus bordes se deterioren.
1.3.4.1.1.6 Tuberías forzadas de polietileno de alta densidad
También se denominan PE, solo se suministran para diámetros de hasta 30 cm.
Pueden ser instaladas al aire libre y se pueden curvar a un radio de 20 a 40 veces su

Memoria 23
diámetro, aunque si se requieren curvas mas pronunciadas se pueden utiliza elementos
prefabricados. El PE flota en el agua lo que permite arrastrar tramos de gran longitud
utilizando un cable. Por ahora la unión en obra de dos tramos exige el empleo de
soldadura por fusión, para lo que se necesitan máquinas relativamente pesadas. Las
tuberías de PE pueden soportar temperaturas inferiores a cero grados.
1.3.4.1.1.7 Tuberías forzadas de madera
En algunos países en vías de desarrollo se utilizan tuberías construidas con
dovelas de madera creosotada y zunchadas con flejes de acero. Esta solución que puede
ser atractiva si en el país hay madera y mano de obra abundante, permite alcanzar 50
metros de altura de salto con diámetros de 5,5 metros; si el diámetro se reduce a 1,5
metros el salto puede alcanzar los 120 metros. Entre las ventajas que ofrece esta solución
pueden mencionarse, la flexibilidad que tienen para adaptarse al perfil del terreno, la
facilidad de colocación que casi no exige movimiento de tierras, la eliminación de juntas
de dilatación y soportes de anclaje y su resistencia a la corrosión. Como desventajas hay
que contar con la presencia de fugas, sobre todo hasta que la madera se hincha, la
necesidad de conservar el tubo siempre lleno de agua (para que la madera no se reseque)
y el mantenimiento periódico.

Memoria 24
1.3.4.1.2 Pérdidas de carga
La circulación del agua por el interior de la tubería forzada conlleva la aparición
de una serie de pérdidas de carga que producen que el salto bruto no sea el mismo salto
visto por la turbina.
Se observa que las pérdidas aumentan con la longitud del conducto y con la
velocidad del fluido en el interior de este. Por el contrario, disminuyen con el diámetro
del conducto. También dependen de un coeficiente adimensional, el factor de fricción f.
Lo anterior se resume en la expresión de Darcy y Weisbach:
2
2
L Vhf f
D g= ⋅ ⋅
⋅
Las pérdidas en la tubería forzada no se limitan únicamente a las que produce la
fricción, habrá que tener en cuenta también las producidas por las rejillas a la entrada de
la tubería forzada, por contracciones y expansiones, curvaturas y presencia de válvulas
(aún estando estas completamente abiertas).
1.3.4.1.2.1 Pérdidas de carga en la rejilla
La rejilla instalada en el comienzo de la tubería forzada de cara a impedir la
entrada de objetos produce una cierta pérdida de carga debido a la turbulencia que se
produce. Esta pérdida es pequeña, pero de cara a ser riguroso es necesario calcularla. El
valor de esta pérdida de carga se calcula mediante la ecuación de Kirchner:

Memoria 25
4 23( )
2
r Vohr Kr sen
b gθ=
Siendo ht la pérdida de carga, t el espesor de la barra, b la separación entre
barras, Vo la velocidad del agua y q el ángulo de la rejilla. Kt depende de la forma de las
barras, esto se debe a que la turbulencia generada por la rejilla depende de esta forma. El
valor de Kt se puede ver en la siguiente gráfica:
Por otra parte, si la rejilla no forma un ángulo de noventa grados con el flujo, se
crea una pérdida de carga adicional a la anterior cuyo valor viene dado por:
2
2
Vohb senb
g=
Siendo b el ángulo entre la rejilla y la corriente.
1.3.4.1.2.2 Pérdidas de carga en contracciones y expansiones
Los cambios en la sección de un conducto que conduce un fluido producen
pérdidas de carga adicionales, tanto si la sección aumenta, como si disminuye. El
diámetro de la tubería forzada y el de entrada a la cámara en espiral no coinciden en el
presente proyecto, por lo que se daría las pérdidas antes mencionadas. Cuanto más suave

Memoria 26
sea el cambio en la sección de la tubería, menores serán las pérdidas asociadas a este
fenómeno.
La pérdida de carga por contracción o expansión del conducto se puede calcular
a través de la expresión:
2
2
Vhc Kc
g=
Siendo V la velocidad del agua en el conducto de menor diámetro. K, depende
del valor del cociente de diámetros de los conductos y hasta un valor de d/D de 0.76 se
puede aproximar Kc, como:
2
20,42.(1 )
dKc
D= −
En caso de no poderse emplear la expresión anterior, se ha comprobado que K,
se corresponderá con el caso de evolución brusca en la sección del conducto, caso en el
que se emplea este gráfico:

Memoria 27
Fig. 2 Valor de K para perdidas de carga en contracciones y ensanchamientos.
Vemos en el gráfico que las pérdidas aumentan según lo hace la diferencia en el
tamaño de los conductos, lo cual es lógico. La utilización de fórmulas aproximadas o
gráficos para cuantificar este tipo de pérdida de carga se debe a que el estudio del flujo
de forma exacta es excesivamente complejo como para realizar un modelo matemático
exacto.
1.3.4.1.2.3 Pérdidas de carga por curvatura
El fluido al recorrer una curva sufre un aumento de presión en la parte externa y
una disminución de esta en la parte interna, tras una cierta longitud en la tubería después
de la curva, se debe alcanzar de nuevo el equilibrio de presiones, lo que conllevará un

Memoria 28
aumento de presión en la parte interna y una disminución en la externa. Debido a esto se
producirá un desprendimiento en la parte interna del conducto, por otra parte, la
existencia de presiones diferentes en una misma sección de la tubería conllevará una
circulación de fluido en la misma. Estos dos fenómenos se pueden ver en la figura
siguiente:
Fig. 3 Efecto de la curvatura.
La pérdida de carga producida por lo anteriormente mencionado viene dada por:
2
2
Vhb kb
g=
El coeficiente Kb para codos a noventa grados depende también de la rugosidad
de la tubería y se obtiene gráficamente de la siguiente figura:

Memoria 29
Fig. 4 Valor de K para perdidas de carga por curvatura.
Esta gráfica debe ser adaptada para codos inferiores á noventa grados, por lo que
se ponderará el ángulo del codo existente. Obsérvese que Kb depende de la rugosidad, el
diámetro y el radio de curvatura. Como era de esperar, disminuye con la rugosidad y (en
general) con el radio de curvatura.
1.3.4.1.2.4 Pérdidas de carga en las válvulas
Las válvulas están generalmente totalmente abiertas o cerradas en las centrales,
salvo operaciones de mantenimiento o reparaciones. En ocasiones las válvulas también,
regulan el caudal que va a ser turbinado.
Una válvula completamente abierta genera una pérdida de carga adicional
calculable a partir de:

Memoria 30
2
2
Vhv kv
g=
Donde Kv depende del tipo de válvula empleado, pudiéndose tomar como
valores orientativos los siguientes:
Válvulas de compuerta Kv=0.2
Válvulas de mariposa Kv=0.6
Válvulas esféricas Kv=0.05
Válvulas excéntricas Kv=l
1.3.4.1.3 Golpe de ariete
Cuando el movimiento del agua en el interior de la tubería forzada es
estacionario, la presión en cada punto de ella es similar al salto bruto que haya en ese
punto más las perdidas de carga debidas a las rejillas, curvaturas, etc
Cambios bruscos en el régimen del flujo producen variaciones también bruscas
en la velocidad del fluido, lo que implicará cambios importantes de presión en la tubería
forzada, estas alteraciones podría ser tanto incrementos como decrementos de presión.
Se denomina golpe de ariete a este fenómeno y sus consecuencias pueden ser muy
graves, entre ellas una posible rotura de la tubería forzada provocada por una
sobrepresión o una depresión excesivas en la misma.

Memoria 31
En el caso del golpe de ariete debido al cierre brusco de una válvula, una
explicación del fenómeno consiste en que si el cierre es rígido, el agua tenderá a seguir
avanzando a pesar de estar la válvula cerrada por su inercia. Esto no puede continuar
indefinidamente, por lo que la energía cinética del agua próxima a la válvula se
convertirá en presión al no poder avanzar. Este incremento de presión dilatará la tubería
forzada en esta zona y comprimirá ligeramente el agua.
Se producirá una onda de presión que ensanchará a la tubería y que terminará
haciendo que la totalidad de la tubería forzada termine dilatada. En este momento la
energía cinética del agua se ha convertido en energía que mantiene al agua comprimida
y a la tubería dilatada.
En el exterior de la tubería forzada la presión del agua es inferior a la de esta,
esto provocará un flujo en sentido opuesto al habitual, debido a que el fluido busca una
presión homogénea, esto provocará una depresión en la tubería forzada. La energía que
antes comprimía el agua y dilataba a la tubería se convertirá en energía cinética. El agua
ahora fluye en sentido opuesto al habitual, esto generará una depresión en la zona de la
tubería forzada próxima a la válvula, lo que provocará una contracción de la tubería en
esta zona.
Esta situación se propagará por la tubería, haciendo que finalmente se encuentre
la totalidad de esta comprimida y con una presión reducida. Si se consideran a las
perdidas despreciables, la magnitud de la variación de presión en este caso es igual a la

Memoria 32
sobrepresión que se produce al cerrar bruscamente la válvula al comienzo de este
fenómeno.
La depresión que en estos momentos hay en el interior de la tubería forzada hará
que se produzca un nuevo flujo de agua, hacia el interior de esta. A continuación, se
podría producir otro ciclo. La tubería forzada estará normalmente inclinada, pero el
fenómeno será el mismo al anteriormente explicado, que no consideraba este efecto.
Las válvulas de centrales hidroeléctricas no pueden cerrar instantáneamente, por
lo que el fenómeno del golpe de ariete diferirá algo de lo anteriormente comentado si la
onda de retorno se encuentra a la válvula cerrada sólo parcialmente cuando llega la onda,
no se transformará toda la energía cinética del fluido en presión en la tubería forzada,
por lo que el incremento de presión será inferior al caso de cierre instantáneo. De lo
anterior se deduce una consecuencia clara, cuanto mayor sea el tiempo de cierre de la
válvula, menores serán las sobrepresiones que se darán por golpe de ariete. Se define al
tiempo crítico como:
2LTc
c=
Donde c es la velocidad de la onda de presión en la tubería forzada, el dos en la
fórmula se debe a que la onda ha de recorrer la tubería forzada en los dos sentidos antes
de encontrarse a la válvula (ida y vuelta) y L es la longitud real del conducto en metros.
Se puede ver que el tiempo crítico aumenta con la longitud de la tubería forzada. La

Memoria 33
velocidad de la onda de presión depende tanto de las características del agua como de las
del material que constituye la tubería forzada. Se puede calcular con:
310
1
Kc
K D
E T
−
= ⋅+⋅
Siendo:
K es el módulo de elasticidad del fluido.
D es el diámetro interior de la tubería.
E es el módulo de elasticidad del material que compone la tubería forzada.
T es el espesor de la tubería.
Una vez calculada esta velocidad de propagación, se puede calcular el tiempo
crítico. Se podrán dar dos casos: que la válvula esté abierta o cerrada cuando la onda de
presión llegue a ella (esto se sabe mediante el tiempo crítico y el de cierre de la válvula).
Si la válvula está cerrada, la totalidad de la energía cinética del agua se transformará en
una sobrepresión, cuyo valor en metros de columna de agua es:
c VP
g
⋅∆=
Donde V∆ es la variacion de velocidad del agua. El otro caso posible es que la
válvula no está totalmente cerrada, por lo que la sobrepresión que se genere será inferior

Memoria 34
al valor anterior. En este caso, la sobrepresión mínima se puede calcular mediante la
fórmula de Allievi:
2
( )2 4
N NP Po N∆ = ⋅ + +
2L Vo
Ng Po t
⋅= ⋅ ⋅
La presión total que sufrirá la tubería forzada será Po + P∆ . Un estudio más
riguroso de este fenómeno requerirá tener en cuenta las pérdidas de carga en el estudio
del golpe de ariete, esto requeriría el uso de ordenadores.
1.3.4.1.4 Chimenea de equilibrio
Como se puede deducir del apartado anterior, el golpe de ariete es un fenómeno
que puede ser especialmente grave en el caso de que la tubería forzada presente una gran
longitud. De cara a reducir la magnitud de las variaciones de presión debidas al golpe de
ariete se puede instalar una chimenea de equilibrio.
La instalación de una chimenea de equilibrio equivale a reducir la longitud de la
tubería forzada, con ello se consigue una reducción del tiempo crítico, y por lo tanto, se
hace que para un mismo tiempo de cierre las variaciones de presión en la tubería forzada
sean menores.
Está formada por un conducto de gran diámetro conectado tanto a la tubería
forzada (por su parte inferior), como a la atmósfera. La constante de aceleración del
agua indica la conveniencia de la instalación de una chimenea de equilibrio:

Memoria 35
h
V Lt
g H
⋅=⋅
Donde V es la velocidad del agua en la tubería forzada y H es el salto bruto. Si th
toma un valor inferior a tres segundos no es necesaria la instalación de una chimenea de
equilibrio.
El funcionamiento de la chimenea de equilibrio ante cierres rígidos de la válvula
consistirá en que el caudal que ya no puede pasar por la válvula tenderá a ir por la
chimenea de equilibrio, elevando el nivel de agua en esta. Al ascender el nivel del agua
en la chimenea de equilibrio por encima del nivel de equilibrio se crea una contrapresión
que tiende a decelerar al agua en la tubería forzada, cuando esta se detenga el nivel
tenderá a reducirse para alcanzar un nuevo equilibrio. Se producirán oscilaciones cada
vez menores debido a las fuerzas de fricción, hasta la desaparición de las mismas. La
mínima altura del agua en la chimenea de equilibrio se corresponde con la mínima
sobrepresión en la chimenea de equilibrio. La constante de aceleración del agua es un
parámetro importante a la hora de diseñar la regulación de la central, si el diseño es
incorrecto, el regulador y la chimenea de equilibrio podrían actuar en sentidos opuestos.
La chimenea de equilibrio se puede sustituir por una válvula de descarga
síncrona, cuyo funcionamiento se basa en que se abre cuando la válvula de entrada a la
turbina se cierra. Es un dispositivo caro, pero evita la instalación de un; chimenea de
equilibrio.

Memoria 36
1.3.4.2 Válvulas
La función de las válvulas es interrumpir o permitir el flujo de agua, pueden ser
de varios tipos, el que se elija dependerá de las dimensiones, presión, necesidad de poder
regular a carga parcial, etc
Los principales tipos son:
Válvulas de mariposa
Válvulas de compuerta
Válvulas esféricas
1.3.4.2.1 Válvulas de mariposa
En centrales hidroeléctricas de relativamente poco caudal, como es el caso de la
de este proyecto, se suele instalar una válvula de mariposa al final de la tubería forzada.
Este tipo de válvula emplea un disco de sección lenticular alojado en un eje y
colocado en su interior para permitir el paso, o impedirlo, de la corriente de agua., se le
denomina lenteja.
Debido a que la presión por los dos lados del disco es prácticamente la misma,
estas válvulas son relativamente sencillas de accionar. Su principal inconveniente es que
su capacidad para regular caudales es bastante precaria, sobre todo ante velocidades
elevadas del fluido.

Memoria 37
Estas válvulas tienen habitualmente un accionamiento hidráulico y un contrapeso
cuya función es impedir el paso de la comente de agua en caso de emergencia. La
válvula de mariposa se conectará al tronco de conexión y a la tubería forzada mediante
bridas. Por otra parte, un servomotor permitirá accionarla para cortar el paso del agua.
Este tipo de válvula soporta bien la existencia de sólidos en suspensión en el
fluido que la atraviesa, debido a que por su forma es difícil que se produzcan
acumulaciones en su interior que entorpezcan su funcionamiento. Se limpia por si sola y
carece de válvula de by-pass.
Entre sus ventajas destacan ser ligera, de bajo costo, requerir poco
mantenimiento, poseer pocas piezas móviles y carecer de bolas o cavidades.
1.3.4.2.2 Válvulas de compuerta
Su uso es recomendable sobre todo en fluidos limpios. En las válvulas de
compuerta el área mínima del flujo es el área del circulo formado por el diámetro
nominal de la válvula, debido a esto es que se recomienda el uso en posiciones extremas,
o sea, completamente abierta o completamente cerrada. En caso de estar completamente
abierta la pérdida de presión será mínima.
Existen diferentes tipos de válvulas de compuerta, se diferencian básicamente en
el tipo de disco empleado para el cierre. Entre estos tipos se encuentran: válvula de
compuerta tipo cuña sólida, tipo flexible, tipo abierta, válvulas de guillotina y válvulas
de cierre rígido.

Memoria 38
Suelen poseer una válvula de by-pass para facilitar las maniobras y poseen una
capacidad de regulación superior a las válvulas de mariposa.
1.3.4.2.3 Válvulas esféricas
Consiste en una esfera agujereada que puede girar en el interior de la válvula.
Suelen tener una válvula de by-pass y no poseen una buena regulación. Su cierre es muy
bueno y pueden ser rígidas o lentas.
Este tipo de válvulas pueden trabajar adecuadamente con fluidos con sólidos en
suspensión. Tienen pérdidas reducidas si están completamente abiertas.
1.3.4.3 Turbina
1.3.4.3.1 Introducción
Las turbinas hidráulicas tienen como objetivo convertir la energía de una
corriente de agua (tanto potencial como cinética) en energía mecánica en su eje de
rotación. En este proyecto, este eje estará conectado a un alternador que posibilitará la
generación de energía eléctrica.
Hay dos posibles mecanismos para que se pueda producir esta transformación, de
esta forma, podremos clasificar a las turbinas hidráulicas como de acción y de reacción:
Turbinas de acción de basan en transformar la energía del agua en energía
cinética, por lo que se crea un chorro a muy alta velocidad. Este chorro choca contra una

Memoria 39
cazoletas que están fijas en la periferia de un disco. Tras haber chocado con las cazoletas
y, por lo tanto, haber transmitido su energía a estas, el agua caerá al canal de descarga
con una energía remanente muy inferior a la de entrada.
Constructivamente, una de las diferencias de estas turbinas respecto a las de
reacción es que presentan carcasas ligeras, en la medida que la función de estas es
únicamente impedir salpicaduras y evitar los riesgos que supondrían tener a la
maquinaria girando sin ninguna protección. Las turbinas Pelton pertenecen a este tipo.
Turbinas de reacción son aquellas en las que la presión del agua actúa
directamente sobre los alabes. Esta presión irá disminuyendo con el avance del agua, por
lo tanto, en este caso no se transforma la energía del agua en cinética. Otra diferencia
fundamental es que en este tipo de turbinas la carcasa está sometida a la presión del
agua, por lo que deberá ser más robusta que en una turbina de acción para poder soportar
este esfuerzo. Tanto las turbinas Francis como las Kaplan pertenecen a este tipo.
1.3.4.3.2 Turbinas Pelton
Las turbinas Pelton son turbinas hidráulicas de acción, una serie de toberas
transforman la energía del agua en cinética. El número de toberas depende de cada
turbina, por ejemplo, una turbina vertical puede tener hasta seis toberas, con uno dos
rodetes.
El caudal de cada tobera se regula mediante una válvula de aguja, además, las
toberas dispondrán de un deflector, para que en caso de una pérdida de carga importante

Memoria 40
el chorro de agua sea desviado de las cazoletas, lo que conseguirá evitar el
embalamiento de la turbina. Esto también se podría evitar cerrando rápidamente la
válvula de aguja, pero se provocaría un golpe de ariete, lo cual es indeseable por los
sobreesfuerzos que esto significa.
Las turbinas tipo Pelton carecen de tubo de aspiración, por lo que no pueden
aprovechar la energía cinética de salida, esto en la práctica no lleva a caídas de
rendimiento elevadas, al ser la velocidad de salida reducida. Una implicación adicional
de es que el salto disponible es el existente entre la superficie del agua en el embalse y el
inyector, debiéndose ignorar la altura de salida.
Las turbinas tipo Pelton se emplean en saltos relativamente altos, de 40 a 1200
metros, lo que implica que su número específico de revoluciones es inferior tanto a las
turbinas tipo Francis como a la Kaplan.
Fig. 5 Turbina Pelton.

Memoria 41
1.3.4.3.3 Turbinas Francis
Estas turbinas son de reacción de flujo radial y admisión total, se emplean
habitualmente ante saltos intermedios. Poseen un distribuidor de alabes regulables y un
rodete de alabes fijos. En el caso de que se esté ante una turbina Francis rápida, la
admisión seguirá siendo radial, pero la salida podrá ser axial. Estas turbinas están
fuertemente encastradas en el hormigón para evitar vibraciones, sobre todo a bajo
régimen. En estas turbinas el agua es conducida hasta el distribuidor (que es fijo) para
pasar al rodete, al que cederá su energía. En ningún momento entrará en contacto con la
atmósfera.
Estas turbinas pueden ser de cámara abierta (propio de saltos de poca altura) o de
cámara en espiral. En este último caso, según sea el tamaño de la turbina, la carcasa se
podrá construir de hormigón armado, acero soldado o hierro fundido. Lo deseable es que
el volumen de agua que llega a cada alabe del distribuidor sea el mismo, por lo que la
sección del caracol es proporcional al arco que aún quede por abastecer.
De los alabes de una turbina Francis se puede destacar que si son pequeñas se
fabrican de fundición, de bronce o de aluminio formando un solo cuerpo con el cubo.
Si por el contrario, son grandes, se soldarán al cubo y a la llanta, que por lo
general se fabricará de acero fundido. En las turbinas de reacción el agua a la salida del
rodete puede tener velocidades elevadas (especialmente en rodetes de alta velocidad),
debido a esto se instala a la salida del rodete un difusor cuya función es disminuir la
velocidad de salida, para que al canal de descarga llegue el agua en condiciones más

Memoria 42
adecuadas. El difusor adoptará un perfil cónico para poder desempeñar esta función. En
turbinas de eje horizontal, como la de este proyecto, es importante que el cuerpo de la
turbina está perfectamente anclado en hormigón para evitar que las vibraciones dañen a
la maquinaria o limiten su campo de funcionamiento.
Fig. 6 Turbina Francis

Memoria 43
1.3.4.3.4 Turbinas Kaplan y Semi-Kaplan
Estas turbinas también son de reacción, pero de flujo axial. Los alabes de las
turbinas Kaplan son siempre regulables, mientras que los distribuidores pueden ser fijos
o regulables. Los alabes son relativamente pocos y con una sección de paso entre ellos
relativamente grande.
La diferencia entre una turbina Kaplan y una Semi-Kaplan es que tanto los alabes
como los distribuidores sean regulables (el caso de una turbina Kaplan) o que sólo sean
regulables los alabes, pero no el distribuidor (caso de una Semi- Kaplan).
Para permitir la regulación, los alabes del rodete giran alrededor de su eje,
accionados por una manivelas, que a su vez son solidarias con unas bielas articuladas a
una cruceta, que se puede desplazar hacia arriba o hacia abajo por el interior del eje
hueco de la turbina. Este desplazamiento lo realiza un servomotor hidráulico con la
turbina en movimiento.

Memoria 44
Fig. 7 Turbina kaplan.
1.3.4.3.5 Elección del tipo de turbina
El tipo de turbina, su geometría y dimensiones vienen condicionados por una
serie de aspectos que se describen a continuación. En primer lugar está el salto neto
entre el que se va a turbinar y la gama de caudales que se pretende aprovechar. Un
aspecto a tener en cuenta es el riesgo de cavitación, esta se produce si la presión del
fluido empleado (agua en este caso) desciende por debajo de la de saturación a la
temperatura a la que se encuentre el agua, esto genera burbujas que posteriormente
colapsarán.
Estos colapsos generan sobrepresiones que si se mantienen en el tiempo pueden
provocar corrosión y daños en la maquinaria, debido a esto la cavitación es un fenómeno
que se debe evitar, se produce principalmente a la salida del rodete y en el tubo de
aspiración.

Memoria 45
El número específico de revoluciones, que se define más adelante en este
proyecto, depende del caudal, la velocidad de giro y del salto entre el que se turbina. Es
un parámetro fundamental para el cálculo de la turbina y la elección del tipo de esta.
Por último, algo que no se debe olvidar nunca es el costo de la maquinaria, pues
la estabilidad económica es imprescindible para que el proyecto se lleve a cabo.
Según la magnitud del salto en el que se va a turbinar, podemos decir que las
turbinas Kaplan se emplean ante saltos reducidos (de 2 a 20 metros), las turbinas Francis
ante saltos medios (de 10 a 350 metros) y las turbinas Pelton ante saltos elevados (de 50
a 1300 metros).
Se comprueba por tanto que en el embalse de Pedrezuela el tipo de turbina
recomendable será una Francis si tenemos en cuenta sólo el salto disponible. Esto viene
dado porque la magnitud del salto disponible no es lo suficientemente reducido como
para el empleo de una turbina Kaplan, ni lo suficientemente elevado como para el
empleo de una turbina Pelton.
En cuanto al caudal, las turbinas Pelton son las más adecuadas ante caudales
reducidos, las de tipo Francis son propias de caudales intermedios y las de tipo Kaplan
se instalan ante caudales elevados. La figura siguiente muestra los intervalos adecuados
de funcionamiento de los distintos tipos de turbinas

Memoria 46
Fig. 8 Intervalo de funcionamiento de cada tipo de turbina.
Por todo lo anteriormente dicho, se llega a la conclusión de que en el embalse de
Pedrezuela lo más adecuado es la instalación de una turbina tipo Francis.
1.3.4.3.6 Materiales a utilizar
Los materiales que se deben emplear para la construcción de un proyecto de una
central hidroeléctrica deben cumplir con una serie de requisitos adicionales a los
exigibles para aplicaciones genéricas.

Memoria 47
El primero de estos requisitos es una resistencia elevada a los daños que puedan
generar por el fenómeno de la cavitación. Estos daños aumentan con la velocidad del
fluido, ya que esto aumenta el riesgo de cavitación.
También deben ser materiales fósiles de soldar, esto es especialmente importante
en la cámara en espiral, al ir soldadas entre sí las chapas de acero que la forman.
1.3.4.3.7 Rendimiento de la turbina
Los rendimientos de una turbina hidráulica varían ante cambios tanto del salto
como del caudal turbinado. Es importante cuantificar el rendimiento cuando las
condiciones de salto y de caudal no sean las nominales. El alejamiento de las
condiciones de trabajo de las condiciones nominales provoca caídas de rendimiento
importantes.
El rendimiento se define como la relación entre la potencia mecánica transmitida
al eje de la turbina y la potencia hidráulica correspondiente al caudal y salto nominales.
Hay que hacer notar que en las turbinas de acción, la altura de salto se mide hasta
el punto de impacto del chorro que, para evitar que el rodete quede sumergido en épocas
de riadas, estará siempre por encima del nivel de la superficie del agua en el canal de
descarga, con lo que se pierde una cierta altura con respecto a las turbinas de reacción.
Dadas las pérdidas que tienen lugar en el conjunto de la turbina de reacción, el
rodete solo utiliza una altura inferior al salto bruto. Estas pérdidas son esencialmente

Memoria 48
pérdidas de fricción y tienen lugar en la cámara espiral, en los alabes directrices, en el
rodete, y en el tubo de aspiración. Este último tiene como misión recuperar la mayor
cantidad de la energía cinética del agua a la salida del rodete, y su función es
especialmente importante en los rodetes de alta velocidad específica, en los que las
pérdidas por este concepto podrían llegar a alcanzar el 50% del salto (mientras que en
las Francis lentas apenas llegan al 4%).
La figura muestra las curvas de rendimiento en función del caudal para distintos
tipos de turbina.
Para calcular el rendimiento global hay que multiplicar el rendimiento de la
turbina por los rendimientos de los restantes elementos de la central, como puede ser el
caso del generador.
La turbina se diseño para trabajar con el caudal nominal, para el cual el
rendimiento será habitualmente el mínimo. Cuando el caudal se aleja de ese valor,
desciende el rendimiento, hasta que el caudal es inferior al mínimo técnico y la turbina
no puede seguir funcionando.
Las turbinas Kaplan de doble regulación tienen un rendimiento aceptable a partir
del 20% del caudal nominal. Las Semi-Kaplan solo trabajan eficazmente a partir del
40% del nominal y las Francis con cámara espiral sólo a partir del 50%.

Memoria 49
Por debajo del 40% una turbina Francis, dependiendo de su diseño y de las
condiciones en que ha sido instalada, puede experimentar vibraciones que hacen
inestable su funcionamiento y obligan a su parada.
El rendimiento nominal de las turbinas hidráulicas ha alcanzado valores muy
elevados, pudiendo llegar fácilmente al 92% en las turbinas de pequeña potencia, que
son las utilizables en el presente proyecto. El rendimiento de la turbina en función del
caudal y la altura se pueden presentar en forma de gráficos como el que sigue:

Memoria 50
Fig. 9 Curvas de rendimiento.

Memoria 51
1.3.4.3.8 Curvas características
Los fabricantes de turbinas determinan en laboratorio, sobre modelos reducidos y
con los mismos criterios empleados para determinar la velocidad específica, curvas que
correlacionan las principales características de las turbinas hidráulicas.
Los principales tipos de estas curvas son:
Curvas potencia-velocidad. Se trazan en función del grado de admisión tomando
un salto constante. Las curvas tienen forma parabólica y cortan al eje de las abscisas en
dos puntos. Un ejemplo de esta curva característica sería:
Fig. 10 Curva potencia velocidad.
Curvas caudal-velocidad. Son prácticamente rectas, reflejan el caudal admitido
por la turbina en función de su velocidad, para un salto constante y un grado de admisión
variable. En las turbinas tipo Pelton, las rectas son prácticamente horizontales, en las

Memoria 52
Francis lentas son descendentes (menor caudal admitido con mayor velocidad) y en las
turbinas Francis rígidas son ascendentes. Esto se puede ver en las figuras siguientes:
Fig. 11 Curvas caudal - velocidad
Curvas de nivel. Aparecen uniendo los puntos de igual rendimiento en un gráfico
caudal-velocidad. En estos gráficos también se puede incluir el grado de admisión. Si
apareciese un tercer eje con potencia, tendríamos unas curvas tridimensionales
denominadas colinas de rendimiento.

Memoria 53
Fig. 12 Colinas de rendimiento.
1.3.4.3.9 Teoría de modelos
El diseño actual de maquinaria hidráulica se basa en la experimentación con
modelos a escala reducida. La teoría de similitud hidráulica permite conocer la relación
entre las distintas magnitudes físicas de ambas máquinas respecto al comportamiento
dinámico del agua.
La experimentación con modelos a escala reducida permite conocer el
comportamiento de máquinas mayores con costes inferiores, por lo que es una la
herramienta fundamental actualmente. Esta teoría permite saber como funcionará una
máquina a partir de otra geométricamente semejante, cuando opera en circunstancias
diferentes. Esto es una herramienta fundamental a la hora de poder seleccionar la turbina

Memoria 54
de una central hidroeléctrica, ya que permite seleccionar con precisión una turbina que
se adapta a las especificaciones del proyecto.
Para conocer el comportamiento de una máquina a partir de otra, estas debería
ser geométricamente semejantes, condición que se da si poseen el mismo valor de
revoluciones específicas, cuya expresión es la siguiente
12
34
n QNs
h
⋅=
Imponiendo la igualdad de las revoluciones específicas, y teniendo en cuenta que
el caudal y la altura del aprovechamiento ya se conocen del estudio hidrológico, se
puede conocer la velocidad de giro de la máquina a instalar. Esta velocidad tendrá que
coincidir con alguna de las posibles velocidades de giro del alternador, que a su vez
depende del número de pares de polos de este.
Por otra parte, la primera ley de semejanza de turbinas hidráulicas especificas
que:
11 2
2 1 2
hn d
n d h= ⋅
Teniendo en cuenta que en la expresión anterior son conocidos todos los
parámetros salvo d2, se podrá calcular por lo tanto el diámetro característico de la
máquina que se va a instalar. El cociente de d2 y d1 proporcionará el factor de escala por

Memoria 55
el que se multiplicarán a la totalidad de dimensiones de la máquina original para poder
obtener la geometría de la nueva turbina.
1.3.4.3.10 Mantenimiento de las turbinas hidráulicas
1.3.4.3.10.1 Mantenimiento de turbinas Kaplan
Es importante comprobar periódicamente el mantenimiento de la estanqueidad de
las palas del rodete, que tienen una misión doble, evitar la salida hacia fuera del aceite e
impedir la entrada de agua al núcleo. El nivel mínimo tolerable de pérdidas de aceite
estará comprendido entre los 10 y los 100 litros al año según sea el tamaño de la turbina
Kaplan considerada. La superación de estos valores implica problemas de estanqueidad,
con la consiguiente contaminación del río. Por otra parte, detectar aumentos en el nivel
de aceite significará que ha entrado agua. Otra comprobación básica será revisar la
cavitación y la corrosión en el rodete de la turbina y la envolvente del mismo. La
disminución de la potencia obtenida en turbinas de eje horizontal se puede deber a
desgastes en los cojinetes, lo que produce rozamientos entre el rodete y la cámara.
Este desgaste en los cojinetes aparte de poder provocar daños importantes en las
piezas que se está rozando cuando no deberían, lleva aparejado pérdidas de potencia
considerables en la turbina. Las paradas prolongadas en turbinas Kaplan hacen que sea
aconsejable evacuar el aire que se haya acumulado en la parte superior de la caperuza
por la que se introduce el aceite, en caso de no hacerse esto, se pueden producir

Memoria 56
perturbaciones en la regulación de velocidad, apreciables por oscilaciones en el varillaje
de regulación.
Las turbinas que se regulan sólo mediante alabes móviles y que presentan
variaciones fuertes en su carga requieren revisiones más frecuentes que aquellas que
pueden regularse también mediante un distribuidor regulable. Esto se debe a que los
continuos movimientos de regulación producen desgastes más rígidos en los distintos
elementos, lo que facilita la entrada de agua al núcleo, que a su vez provocará deterioros
en el sistema de regulación. Otros aspectos que se deben controlar periódicamente son el
nivel de fugas y el funcionamiento de las diversas válvulas.
1.3.4.3.10.2 Mantenimiento de turbinas Francis
Este tipo de turbina hidráulica es que el sufre mayores daños por la presencia de
arena en el agua. Esto provoca revisiones periódicas que dependería sobre todo de la
altura del salto y la calidad del agua turbinada.
Para saltos pequeñas, de hasta veinte metros, las revisiones se harán cada cuatro
o cinco años si el agua es de buena calidad y cada dos años si el agua turbinaza arrastra
mucha arena.
Para saltos de más de veinte metros de altura las revisiones anuales, si bien la
primera revisión tras la puesta en servicio permitirá fijar con mayor precisión el
intervalo de separación entre revisiones más adecuado. La revisión deberá centrarse en
estos aspectos:

Memoria 57
Juego existente entre rodete y distribuidor. Estado de los laberintos circulares, de
los alabes móviles, del tubo de aspiración y de la envolvente de la turbina.
Estado de los anillos de protección del distribuidor y de la superficie de los
alabes distribuidores. En caso de daños en los anillos de protección se pueden tomar
varias medidas, la primera de ellas puede ser el empleo de anillos cambiables, de tal
forma que ante daños en ellos se cambiaran por otros. Otra opción es recargar el rodete
por soldadura y tornearla para que tenga de nuevo las dimensiones iniciales. En caso de
desgastes de más de 0.5 mm en los juegos de los alabes distribuidores, se procederá al
cambio de casquillos. Si los casquillos de las bielas de distribución presentan un juego
mayor de 0.5 mm también deberá sustituirse.
Una zona que sufre fácilmente la corrosión es el borde de salida de rodete y el
principio del tubo de aspiración, aquí es conveniente la presencia de materiales
intercambiables o un revestimiento de acero inoxidable.
Un buen indicador del momento en que se debe realizar una revisión del interior
de la turbina y el mecanismo de regulación es cuando se produce un aumento de la
velocidad de la turbina estando el distribuidor completamente cerrado.
1.3.4.3.10.3 Mantenimiento de turbinas Pelton
Estas turbinas ofrecen una elevada seguridad desde un punto de vista mecánico.
A pesar de esto, tras períodos de tiempo reducidos se pueden observar desgastes en la
aguja, la boca de la tobera, en los cazos del rodete y en el deflector. Estos desgastes se

Memoria 58
deben a la acción abrasiva de la arena. Es muy importante que los elementos antes
referidos conserven sus características originales, por lo que se debe revisar su estado
cada año para repararlos en caso de que fuera necesario. Un ligero desgaste del inyector
y de aguja es suficiente para que el chorro se disperse, provocándose causas de
rendimiento y de potencia en este tipo de turbina.
Además, esto también puede producir deterioros en el rodete por los choques con
las gotas sueltas. Tanto los cazos como los deflectores se pueden arreglar mediante
soldadura y esmerilado.
Otra posible fuente de daños tiene su origen en el agua que se escapa de los
cazos, perdiendo su energía en el armazón, para evitar este peligro se puede instalar
como blindaje una chapa de acero moldeado reparable mediante soldadura en caso de
que fuera necesario.
Muchas veces las irregularidades de funcionamiento en las turbinas Pelton se
deben a la introducción de cuerpos extraños, para ello es recomendable la presencia de
bocas de inspección en los tubos de conducción que permitan retirarlos.
Las turbinas Pelton cuyas agujas del inyector se cierran mediante un muelle van
provistos de un diafragma de aceite que permite regular la lentitud del cierre. La
correspondencia entre las posiciones relativas de la aguja y de los deflectores se controla
mediante la regulación de la turbina.

Memoria 59
Al terminar el montaje de la turbina es importante asegurarse de que el deflector
se encuentra en todas las posiciones posibles del punzón casi tangente al chorro pero sin
tocarlo nunca. Esto se comprueba midiendo las potencias para distintas posiciones del
deflector. Antes de poner en marcha la turbina será necesario purgar de aire el cilindro
del servomotor, este aire podría provocar un cierre brusco con el consiguiente golpe de
ariete, que podría dañar a la tubería forzada.
Por último, los distintos órganos de movimiento y articulaciones han de
lubricarse adecuadamente.
1.3.4.4 Cámara en espiral
La cámara en espiral está formada por chapas de acero soldadas entre sí de forma
que el conjunto presenta una directriz en forma de espiral logarítmica. Su misión es
dirigir el agua con la ayuda del predistribuidor (elemento fijo soldado ala cámara) y del
distribuidor (que es un elemento móvil), esto transformará parte de la energía basada en
la presión en energía cinética. Se busca que en cualquier punto la velocidad media sea la
misma, ya que los cambios bruscos de velocidad provocarían pérdidas de las que no se
obtendrían ningún beneficio.
Por otra parte, el agua debe ingresar en la cámara en espiral a una velocidad
adecuada, ya que si esta fuera excesivamente elevada, las pérdidas aumentarían
considerablemente, la admisión de agua debe diseñarse de tal forma que la cámara en
espiral tenga un rendimiento mínimo con unas dimensiones mínimas.

Memoria 60
Este diseño no forma parte de este proyecto, sino que se empleará el diseño del
modelo escalado por el factor geométrico. Lo que si forma parte de este proyecto es la
determinación de los espesores de chapa necesarios en la cámara en espiral en sus
diversos tramos, este espesor se puede tomar como constante o variable según sea el
tramo de la cámara.
Los espesores variables se deben a que la tensión a la que está sometido el
material de la cámara en espiral decrece según se avanza con el sentido del agua
entrante, esto se justifica porque el radio de los tramos va disminuyendo y la tensión a la
que está sometida el material aumenta con la presión, el radio interior y los decrementos
de espesor. El área de los tramos decrece según el sentido antes mencionado porque se
busca que el caudal que entra al rodete sea el mismo desde todos los ángulos de cara a
conseguir un funcionamiento equilibrado.
Tomar espesores variables es particularmente ventajoso ante máquinas de
potencia elevada, pues al ser la cámara en espiral grande, el ahorro en material justifica
la complicación adicional que esto supone.
La cámara está apoyada en una serie de apoyos de sección cuadrada cuya sección
debe poder resistir al conjunto de esfuerzos mecánicos de obra civil, cuyo cálculo se
muestra en la sección de cálculos. Estos esfuerzos han de poder ser soportados por el
hormigón, y son los siguientes:
Peso del agua contenida en la cámara en espiral.

Memoria 61
Peso de la cámara en espiral.
Empuje lateral debido a la presión del agua.
Par al que trabaja la turbina.
1.3.4.4.1 Predistribuidor
El predistribuidor es un elemento fijo de la cámara en espiral cuya función es
contribuir a dirigir al fluido hacia el rodete. Sus tapas son anillos paralelos unidos por
alabes fijos de perfil hidrodinámica a fin de reducir las pérdidas al mínimo.
Estas tapas van por un extremo soldado a la cámara y atornilladas por el extremo
opuesto. Este conjunto contribuye a darle mayor rigidez a la cámara. Las tapas del
predistribuidor se calculan a flexión y se construyen del mismo material que los alabes
fijos antes mencionados, al igual que los tomillos de sujeción.
1.3.4.5 Distribuidor Fink
Este dispositivo es un distribuidor de alabes giratorios que se emplea para regular
el caudal y la forma de entrada de este. Consta de un anillo giratorio movido por un
servomotor hidráulico, que al moverlo permite hacer girar a los alabes de la misma
forma para todos ellos.
El servomotor acciona un brazo de carrera amortiguada de cara a evitar daños
por golpe de ariete, el extremo del brazo se articula con un anillo de regulación. El anillo

Memoria 62
se acciona para poder transmitir el giro a los alabes. En la siguiente figura se puede ver
la forma del distribuidor Fink:
Fig. 13 Distribuidor Fink
En la posición de cierre los alabes se apoyan entre si, de tal forma que impiden
prácticamente el paso del agua hacia el rodete. Los perfiles de los alabes son superficies
desarrollables cilíndricas de generatrices paralelas al eje de rotación de la turbina, se
busca que no haya transformación de energía hidráulica en mecánica cuando el agua
pasa por el distribuidor, pues esto generaría unas pérdidas y esfuerzos sin que se
obtuviera nada bueno a cambio. Por lo tanto se busca minimizar las pérdidas también
por conceptos como rozamientos o torbellinos. El perfil de los alabes tiene su línea
media en forma de espiral logarítmica.
El distribuidor ha de tener la capacidad de impedir la admisión a turbina si se
desea parar la central, evitando embalamientos. Sus elementos se fabrican de acero. El
bulón que une la biela con el alabe trabaja a cortadura y ha de calcularse de tal forma

Memoria 63
que se rompa en caso de que un objeto extraño (como por ejemplo, un palo) impidiese el
cierre de los alabes.
Si esto no fuera así se producirían daños graves en esta maquinaria, como pandeo
de sus piezas. Para conseguir esto se realizan entallas en estos bulones alternativamente,
pues si rompe uno de cada dos es suficiente para garantizar la minimización de daños en
el distribuidor, pues un bulón presenta una reparación mucho más económica que el
resto de piezas.
1.3.4.6 Cierres laberínticos
No se aprovecha la totalidad de caudal que le es suministrado a la turbina, parte
se pierde, por lo que no cede su energía al rodete para poder generar electricidad a partir
de ella. Existen dos tipos de pérdidas de caudal:
Pérdidas de cortocircuito: se deben al caudal que circula por el intersticio entre la
carcasa y el rotor en el mismo sentido que el caudal principal. Su salida se produce junto
a este mismo.
Pérdidas al exterior: es el caudal que se pierde hacia al exterior, por lo que su
salida no será junto al caudal principal.
Estas pérdidas hacen que se diseñan unos cierres laberínticos o hidráulicos que
buscan dificultar el flujo del caudal de fuga al exterior aumentando la resistencia que
este caudal debe superar. Se basa en principios:

Memoria 64
Alargar el recorrido que se debe atravesar, con resistencia de superficie.
Intrincar el recorrido, con resistencia de forma.
Los cierres laberínticos se construyen en forma de anillo (anillo de desgaste), se
montan por pares, uno de ellos se une al rodete y otro a la carcasa. Se roscarán en
sentido contrario al de giro para mantener en cierre con el tiempo.
1.3.4.7 Tubo de aspiración
También se le conoce como difusor, su misión es crear a la salida de la turbina
una depresión que permite recuperar parte de la energía cinética del agua y ampliar la
altura geométrica del salto en una distancia igual a la existente entre el rodete y el nivel
del canal de salida aguas abajo.
También existen tubos de aspiración no difusores, que recuperan altura pero no
parte de la energía cinética residual del agua turbinada. Estaría formado por un tubo
cilíndrico sumergido en el canal aguas abajo.
Para reducir la velocidad media a la salida del tubo de aspiración y disminuir así
las pérdidas, se aumenta el área de su sección de salida. Esto hace que se obtenga un
perfil cónico. Sin embargo, si se quiere evitar que el flujo de agua se despegue de las
paredes, el ángulo de conicidad no puede superar los 7". Un difusor bien diseñado
permitirá instalar la turbina por encima del nivel del canal de descarga sin perder

Memoria 65
prácticamente altura de salto. La forma del tubo de aspiración dependerá de las
revoluciones específicas de la turbina y del tipo de instalación.
En una turbina Francis de eje horizontal el tubo de aspiración al dejar la turbina
tiene forzosamente que ir seguido por un codo. El tipo más utilizado es el difusor cónico
recto utilizado en configuraciones verticales. Su eficiencia empeora al superar los 7" de
conicidad por el desprendimiento del flujo de agua. Sin embargo, tener un ángulo de
conicidad reducido lleva a tener tubos muy largos, y por lo tanto, costosos. Por esto con
frecuencia se utilizan difusores con conicidades próximas a los 15 grados.
Otro aspecto a tener en cuenta es que a la salida de la turbina, el agua tiene un
cierto movimiento rotacional, que si es excesivo da lugar a variaciones de presión e
inestabilidad pero que, dentro de ciertos limites, mejora el rendimiento del difusor. Por
todo lo dicho, el comportamiento del difusor es de tal importancia que se recomienda sea
el constructor el que lo suministre, o al menos lo diseño. Ante saltos muy reducidos (dos
o menos metros) el rodete es deseable que esté al menos un metro por encima del nivel
del agua del canal.
Se podría instalar un tubo de aspiración sin ningún vacío estético, o sin
depresión, lo que llevaría a que el rodete estuviera sumergido por debajo del nivel del
canal de escape.

Memoria 66
Los rendimientos hidráulicos se ven fuertemente incrementados con la
instalación de tubos de aspiración, pudiendo pasar de valores en tomo al 50% hasta
valores que superan el 90% según sean las características de la turbina empleada.
1.3.4.7.1 Ganancia de salto en el difusor
De cara a demostrar el papel del tubo de aspiración consideremos la ecuación de
Bernouilli entre dos puntos, siendo 1 a la salida de la turbina y 2 la superficie del canal
de escape.
2 21 1 2 2
1 22 2perdidas
p c p cz H z
g g g gρ ρ+ + − = + +
⋅ ⋅ ⋅ ⋅
Dentro de Hperdidas se incluyen las que se producen en el tubo de aspiración,
incluyendo la velocidad de salida a la salida del mismo, que tomará el valor:
2
_ 2g
perdidas salida
cH
g=
⋅
La diferencia entre zl y z, se denomina altura de aspiración y es igual a Hs,
quedando Hs= zl – z2.
Por otra parte, se tomarán presiones barométricas, y se despreciará la velocidad
del fluido en el canal de escape:
2 0p
gρ=
⋅
22 0
2
c
g=
⋅

Memoria 67
De lo anterior se deduce que la expresión inicial se reduce a:
21 1
2s perdidas
p cH H
g gρ
= − + + ⋅ ⋅
Mediante la expresión anterior se puede apreciar la función del tubo de
aspiración, que cumplirá con una misión doble, por un lado recupera la altura de
suspensión de la turbina, al crear una depresión a la salida del rodete. Esta depresión
significa que el salto turbinado se ve incrementado, lo que permite aprovechar mejor el
caudal de agua. Por otra parte, el tubo de aspiración recupera la energía cinética a la
salida del rodete.
1.3.4.8 Eje
Es el encargado de transmitir la potencia mecánica desde el rodete hasta el eje
del alternador. Estará fabricado de acero templado y revenido. Se acoplará al eje del
alternador mediante una brida cuya unión se realizará mediante pernos. La brida
transmitirá la potencia gracias al rozamiento existente entre los dos elementos que se
unen. Esto implica que los pernos deben trabajar a tracción, nunca a cortadura. Esto se
debe a que su función es mantener una fuerza de rozamiento suficiente para que no
existan deslizamientos.
Los pernos se instalan con la ayuda de un gato hidráulico, que se encarga de
deformar el perno tras haber atravesado la brida. Posteriormente se enroscará la tuerca,
confiriéndole la tracción necesaria.

Memoria 68
1.3.4.8.1 Cierres
Se pueden producir fugas de agua a través del eje, para ello se deben emplear
cierres. El cierre puede tener forma cilíndrica de manera que rodea a la brida del eje
hasta una cierta altura, creando una cámara a la que van a parar los escapes de los
laberintos.
Un hermetismo adecuado se consigue mediante una junta que esté en continuo
contacto con el eje, esto hará que sufra un desgaste elevado, y que sea una pieza que
haya que sustituir con relativa frecuencia.
Para contemplar el caso de que esta pieza se rompiese, y teniendo en cuenta la
gravedad de que llegase agua al generador, se instala también un elemento de cierre.
Este elemento estará bien engrasado, para minimizar el rozamiento y tratar de evitar
fugas por el eje.
Con el paso de tiempo, la zona dedicada al almacenamiento de fugas se llena, por
lo que será necesario vaciarla periódicamente. Esto se puede hacer mediante el vaciado
de los cierres laberínticos.
1.3.5 Generadores
El generador es el aparato cuya función es transformar la energía mecánica en
energía eléctrica. Inicialmente los generadores empleados eran de corriente continua,
actualmente esto es algo totalmente excepcional, empleándose en la actualidad

Memoria 69
generadores trifásicos de corriente alterna, estos a su vez podrán ser síncronos o
asíncronos.
Los generadores pueden ser de eje horizontal o de eje vertical,
independientemente de cual sea el tipo o configuración de la turbina empleada, si bien
generalmente los generadores adoptan la misma configuración que la turbina de la
central, pues esta es la opción más económica y sencilla. Una disposición diferente se
justificaría sobre todo por problemas de espacio importantes.
Con turbinas Francis de eje horizontal es bastante frecuente utilizar un generador
horizontal con dos cojinetes y montar en voladizo el rotor de la turbina para evitar que el
eje atraviese el tubo de aspiración, lo que aumentaría las pérdidas de carga y
complicarán la fabricación del mismo. Esta la opción empleada en la turbina de este
proyecto. En las turbinas Pelton de eje horizontal suele emplearse la misma
configuración, disponiendo también en voladizo el rodete.
Los generadores eléctricos si son pequeños se refrigeran con aire en circuito
abierto, y cuando son mayores se refrigeran por agua en circuito cerrado, empleando
posteriormente intercambiadores agua-aire que permitirán enfriar el agua de
refrigeración.

Memoria 70
1.3.5.1 Generadores síncronos
1.3.5.1.1 Excitación de generadores síncronos
Para excitar a un generador síncrono se debe hacer circular una corriente
continua por el circuito de los polos inductores del rotor, esto representa un porcentaje
muy reducido (habitualmente inferior al 1%) de la potencia del generador. Las
excitatrices pueden ser estáticas o rotativas, la tendencia es a utilizar excitatrices
estáticas si bien aún se emplean del otro tipo. Por lo tanto, tendremos:
Excitatrices de corriente alterna sin escobillas. Se basan en un pequeño
generador de alterna, cuyo inducido se monta en el rotor (lo habitual es lo contrario). La
corriente de salida de este generador se rectifica para alimentar al rotor principal. Esta
excitación carece de escobillas.
Excitatrices estáticas. Se basan en que la corriente de excitación se extrae del
propio generador, mediante un transformador. Esta corriente será rectificada y se
empleará en el rotor del generador como corriente de excitación. Para esto, se utilizarán
escobillas y anillos rozantes. Para el arranque, se recurrirá al magnetismo remanente y a
baterías hasta que el generador genere una cantidad mínima suficiente.
Excitatrices rotativas de corriente continua. Consisten en que los inducidos de la
excitatriz principal y de la auxiliar van montados en el eje del generador principal.
Utilizando excitatrices en cascada se amplifica la potencia que estas pueden dar.

Memoria 71
1.3.5.1.2 Conexión de generadores síncronos
Estos generadores están equipados con un sistema de excitación asociado a un
regulador de tensión que permite que al conectarse a la red eléctrica, genere energía
eléctrica a la misma frecuencia que la que se da en la red, de ahí viene su nombre.
Este tipo de generadores puede funcionar en isla, esto es, alimentando a
consumos aislados de otro sistema eléctrico.
Si la potencia de la central supera 5000 kVA, lo habitual es decantarse por este
tipo de generadores. El modo de arranque de un generador síncrono consiste en lo
siguiente: en primer lugar se actuará (con la máquina en vacío) sobre la admisión de la
turbina, haciendo que esta gire en el sentido adecuado y que su velocidad se aproxime a
la velocidad de sincronismo del generador, que será aquella a la que estará girando una
vez que el proceso de arranque hay finalizado y ya se encuentre generando energía
eléctrica. Cuando la velocidad de la turbina se acerque a la de sincronismo, se arrancará
la excitación del generador, haciendo que en sus bornas aparezca el mismo valor de
tensión en módulo que el de la red. Una vez hecho esto habrá que ajustar con precisión
el desfase entre generador y red, hasta conseguir sincronizar las tensiones de ambos,
cuando esto se produzca, se conectará el generador a la red y esta garantizará su
velocidad de giro, al ser la potencia de la red muy superior a la de nuestro generador.
Si la conexión del generador no se produce de forma adecuada se producirán
corrientes elevadas que pueden dañar al mismo. La velocidad de sincronismo de estos

Memoria 72
generadores depende de la frecuencia de la red a la que se conectan y al número de pares
de polos que tengan. Esta velocidad viene dada por la siguiente expresión:
min 2
cf
d=
⋅
Donde n, es la velocidad de sincronismo, f es la frecuencia de red en Hz y p es el
número de pares de polos del generador.
1.3.5.2 Generadores asíncronos
Estos generadores son motores de inducción con rotor de jaula de ardilla o
bobinado que giran a una velocidad dependiente de la que se da en la red a la que están
conectados. Estos generadores no tienen la posibilidad de regulación de tensión.
Los generadores asíncronos toman de la red a la que están conectados su
corriente de excitación y la energía reactiva necesaria para conseguir su magnetización,
debido a esto no pueden trabajar en isla.
Su consumo de reactiva es considerable, por lo que se puede plantear la
conveniencia de la instalación de bancos de condensadores para mitigar este efecto y
corregir el factor de potencia.
Estos generadores se emplean para potencias inferiores a 500 kVA, para
potencias entre 500 y 5000 kVA la elección de instalar un generador síncrono o

Memoria 73
asíncrono será del proyectista que tendrá que tener en cuenta aspectos como la capacidad
de la red de distribución a la que se conectará el generador.
La red a la que se conecta un generador asíncrono marca la frecuencia de
generación, la potencia a la que genera dependerá del deslizamiento que haya entre el
generador y la red, este deslizamiento aumenta con la potencia que suministre la turbina
hidráulica. El funcionamiento del generador es estable, por lo que no requiere de un
regulador de velocidad en la turbina.
Entre las ventajas de este tipo de generadores se encuentran que no necesita de
excitatriz, lo que conlleva una disminución del equipo necesario y una facilidad en las
maniobras de arranque. La forma habitual de arranque consiste en ir aumentando la
admisión en la turbina hasta que esta se encuentra cerca de su velocidad de sincronismo,
momento en el que se conecta el generador a la red, que alcanzará la velocidad de
equilibrio a continuación.
1.3.6 Regulación y control
1.3.6.1 Introducción
Las turbinas se diseñan para una altura de salto y un caudal predeterminados, las
variaciones de estos parámetros debe compensarse abriendo o cerrando los dispositivos
de control del caudal, tales como alabes directrices, válvulas o compuertas, a fin de

Memoria 74
mantener constante la potencia de salida a la red, el nivel del agua en la toma o el caudal
que es turbinado.
En aprovechamientos que suministran energía a una red aislada (funcionamiento
en isla), el parámetro a controlar es la velocidad del rodete, relacionada directamente con
la frecuencia de la energía generada. En principio existen dos enfoques para regular la
velocidad de estos grupos:
Variar el caudal de entrada a la turbina o disipar el exceso de potencia eléctrica
en bancos de resistencias. Al aumentar la demanda de energía, aumenta la carga del
generador y se frena la turbina. En el enfoque más convencional, la regulación de la
velocidad se logra aumentando el caudal que entra a la turbina, de cara a conseguir un
nuevo equilibrio para la nueva potencia que se requiere.
Para ello un sensor, mecánico o eléctrico, detecta la variación de velocidad
debida a la variación de la carga y manda a un servomotor que modifique la apertura de
los alabes del distribuidor (y eventualmente del rodete si esto es posible) de forma que se
admita más agua, y por tanto se genere una potencia mayor.
Del mismo modo, al disminuir la carga la turbina se acelera, por lo que el sensor
enviará una señal contraria a la anterior, mandando cerrar los alabes del distribuidor.
Para un generador asíncrono conectado a una gran red de distribución, la corriente
reactiva para establecer el campo magnético que requiere el generador se tomará de la

Memoria 75
misma. La red de distribución se encarga de regular su frecuencia por lo que no es
necesario instalar un regulador de velocidad.
El generador tenderá a su velocidad de sincronismo. Cuanto mayor sea su carga,
más aumentará su deslizamiento, en caso de que la carga fuese nula, la velocidad de giro
del generador asíncrono coincidirá prácticamente con la de sincronismo.
Las diferencias entre ambas se deberán a las pérdidas del generador, que serán
generalmente reducidas.
Por lo tanto, estos generadores no requieren regulador de velocidad, no obstante,
en ocasiones, como cuando se abre por cualquier razón el interruptor de conexión a la
red, este tiende a embalarse debido a que el agua sigue entrando a la turbina y no hay
ningún par significativo que contrarreste la aceleración que esta produce. Esto pone en
peligro la integridad del generador y del resto de equipamiento. En casos como este es
necesario interrumpir el suministro de agua a la turbina, en un tiempo suficientemente
corto para evitar que se produzca el embalamiento, pero no tan corto que dé lugar a un
golpe de ariete que dañe a la tubería forzada.
En el segundo enfoque la turbina funciona con caudal constante y genera una
potencia eléctrica constante. Si el sistema demanda menos energía, la turbina tiende a
embalarse debido a que habrá un desequilibrio entre el par que acelera y el que frena a la
maquinaria. Si esto ocurre, un sensor eléctrico detecta el aumento de frecuencia y un

Memoria 76
dispositivo, conocido como controlador de carga, procede a disipar el exceso de energía
en un banco de resistencias, manteniendo constante la demanda.
Los reguladores que trabajan con arreglo al primer enfoque (variar el caudal
turbinado) se construyen para toda la gama de potencias. Inicialmente fueron concebidos
para grandes turbinas y luego rediseñados para las turbinas pequeñas.
Los que trabajan con el segundo enfoque raramente sobrepasan el techo de los
100 kW de potencia.
1.3.6.2 Reguladores de velocidad
Un regulador de velocidad consta en esencia de un sensor que detecta cualquier
desviación de la velocidad con respecto al punto de consigna y un dispositivo que
amplifica la señal producida por el sensor. Esto provoca que un servomotor accione los
mecanismos que regulan el paso del agua a la turbina, manteniendo constante la
velocidad y por lo tanto, la frecuencia de la energía generada. En una turbina Francis, en
la que se puede cortar el paso del agua cerrando los alabes del distribuidor, los
mecanismos del servomotor tienen que ser muy robustos, para poder vencer la reacción
del agua además de los rozamientos mecánicos en los ejes.
En una turbina Pelton el problema es más sencillo porque por un lado el sistema
de aguja permite cerrar el inyector con un esfuerzo reducido, y por otra parte si se

Memoria 77
acciona el deflector se impide que el agua llegue a las cazoletas aunque no se haya
cerrado el inyector.
El servomotor es generalmente un cilindro hidráulico cuyo émbolo, según sea el
tipo de turbina, está conectado mecánicamente a los alabes directrices o al inyector de la
turbina hidráulica de la central. Está compuesto por un cárter, una bomba accionada por
un motor eléctrico, que suministra aceite a presión al sistema, un acumulador para el
aceite a presión y dispositivos de control.
Los reguladores pueden ser mecánicos, mecano-hidráulicos o electrohidráulicos,
según la precisión y sofisticación que se proyecte. Todos estos sistemas de regulación
actúan por el principio de acción y reacción, corrigiendo en uno u otro sentido la
posición del distribuidor, lo que crea una cierta inestabilidad en el grupo. Su
funcionamiento es el siguiente:
Los reguladores mecánicos solo se utilizan en micro turbinas de pocos kilovatios
de potencia, utilizando un centrífugo de bolas muy pesadas, que actúan directamente
sobre el distribuidor.
En los reguladores mecano-hidráulicos, se utiliza como sensor un centrífugo de
bolas convencional. Si la velocidad de la turbina disminuye por un aumento de carga, las
bolas girarán más despacio y caerán, produciendo un desplazamiento del pistón en la
válvula piloto. Los problemas de inestabilidad que se puedan producir al actuar sobre el

Memoria 78
distribuidor se corrigen intercalando un amortiguador hidráulico que retarda la apertura
de la válvula piloto.
En los reguladores electro-hidráulicos un sensor electrónico mide
permanentemente la frecuencia, y a veces la tensión, generando una señal que será
comparada con la de consigna. Si esta señal difiere de la de consigna, se producirá una
señal de error que será amplificada para ser enviada al servomotor, que actuará en el
sentido adecuado para que la máquina recupere su funcionamiento último. En estos
sensores los problemas de inestabilidad al actuar sobre el distribuidor se solucionan
mediante métodos mucho más sofisticados que en el caso de los reguladores mecano-
hidráulicos, la corrección puede ser proporcional, integral o diferencial.
Para controlar la velocidad de la turbina regulando la admisión de agua se
necesita que los componentes rotativos tengan una determinada inercia. La inercia de la
máquina se tendrá que tener en cuenta tanto en su aceleración como en su frenado. La
ecuación básica del sistema rotativo viene dada por la ecuación:
t c
dJ M M
dt
Ω⋅ = −
Siendo J la inercia total de los elementos rotativos la velocidad angular, Mt el par
de la turbina (que tiende a acelerar a los elementos rotativos), y Mc, el par de la carga
(que tiende a frenar a los mismos elementos).

Memoria 79
Cuando Mt y Mc, no son iguales, dΩ /dt es distinto de cero por lo que la marcha
de la turbina variaría debiendo intervenir el regulador para que la potencia de la turbina
iguale la carga del generador y se mantenga el equilibrio.
Por último, hay que recordar que la regulación de la velocidad es función de la
inercia del volante y de la de la columna de agua del sistema. Para que la regulación sea
última, es conveniente que el tiempo de arranque de la turbina sea al menos cuatro veces
mayor que el tiempo de arranque de la columna de agua, si bien se puede operar con
relaciones menores si se toman las precauciones adecuadas.
En caso de que la relación anterior no fuese lo suficientemente elevada se puede
actuar en dos sentidos, que son aumentar el tiempo de arranque de la turbina o disminuir
el de la columna de agua. Para aumentar el primero se puede instalar un generador
mayor o instalar un volante de inercia. Para reducir el tiempo de arranque del agua se
pueden tomar también varias opciones, como emplear tuberías más cortas, disminuir la
velocidad del agua en ellas o emplear chimeneas de equilibrio. Esto último es
equivalente a acortar también la longitud de la tubería.
1.3.6.3 Protecciones
Las protecciones de la central deberán actuar cuando alguna acción anormal
provoque una alarma o la parada de la central, la acción que desencadenen las
protecciones dependerá de la gravedad de lo ocurrido. Entre las acciones anormales que
deben hacer actuar a las protecciones figuran:

Memoria 80
Para las protecciones mecánicas:
Embalamiento de la turbina y del generador.
Temperatura del eje y de los cojinetes.
Nivel y circulación del fluido de refrigeración.
Nivel mínimo hidráulico.
Desconexión de la bomba del aceite de regulación.
Para las protecciones eléctricas:
Intensidad mínima en el generador y transformador.
Retorno de potencia.
Calentamiento del generador y del transformador.
Derivación en el estator.
Producción de gases en el transformador.
Tensión.
Frecuencia.
Derivación de una fase de la línea a tierra.

Memoria 81
Cortocircuito o inversión de las fases.
Sobreintensidad en la línea.
1.3.6.4 Equipos auxiliares
Además de los equipos principales, se requieren una serie de equipos auxiliares
en la central para que esta pueda funcionar de forma adecuada. Estos equipos presentan
un consumo que se puede aproximar como el dos por ciento de la potencia generada por
la central. Los equipos auxiliares habituales en este tipo de centrales son:
Ventilación.
Alumbrado, tanto normal como de emergencia.
Equipo de comente continua utilizado para alimentar las bobinas de desconexión
del disyuntor y otras bobinas de relés y contactores.
Bombas de drenaje de posibles fugas o achique en caso de inundación.
Batería de condensadores, si se instalase un grupo asíncrono, para ajustar el
factor de potencia.
Puente grúa, aunque en ocasiones es suficiente con una grúa portátil para el
montaje y el mantenimiento de la central.
Red de tierra.

Memoria 82
Limpia rejas.
Protección contra incendios.
Agua de refrigeración.
1.3.6.5 Automatización
1.3.6.5.1 Introducción
Las minicentrales se encuentran automatizadas por varias causas, entre ellas
figura el reducir los costes de operación y mantenimiento, al permitir una reducción del
personal necesario en la central. En caso de que la automatización sea total, el personal
sólo será necesario que acuda a la central a realizar tareas de mantenimiento y en caso de
producirse averías.
La automatización de las centrales también permite aumentar la seguridad de los
equipos, pues los equipos digitales de control reducen las averías respecto a los niveles
que se producen con sistemas tradicionales. Por otra parte, la automatización también
permite optimizar el aprovechamiento energético de la instalación, el control puede
seleccionar el régimen de funcionamiento de forma que el grupo trabaja siempre en el
punto de mejor rendimiento para las condiciones que se den de salto y caudal.
Todas estas ventajas combinadas permiten una disminución del precio de venta
de la energía eléctrica generada, o bien (si el precio no se puede alterar), aumentar la
rentabilidad de la central.

Memoria 83
El grado de automatización que se debe implantar en una central mini-
hidroeléctrica dependerá del tipo de la misma, su ubicación, las posibilidades de
regulación que tenga, el coste del personal y el presupuesto con el que cuente el
proyecto.
Un bajo grado de automatización (a base de relés convencionales) se justifica en
el caso de una central próxima a un núcleo de población, con un acceso sencillo y un
coste del personal reducido. Un grado elevado de automatización se justifica en caso
contrario, esto es, central aislada, con difícil acceso y costes del personal elevados.
La automatización puede ser total (arranque, regulación y parada) o simplemente
encargarse de la parada y alarma en caso de actuación de alguna protección.
1.3.6.5.2 Tipos de automatización
La tecnología que permite la automatización puede ser convencional (relés
electromagnéticos o estáticos) o mediante técnicas informáticas. Estas últimas se basan
en microprocesadores, que debería programarse para gestionar las funciones de la
central que les correspondan.
1.3.6.5.2.1 Empleo de relés convencionales
Este tipo de relés son los más sencillos y económicos para conseguir la
automatización de una central mini-hidroeléctrica, si bien, presentan el inconveniente de
ofrecer las menores posibilidades respecto a las otras opciones.

Memoria 84
Esta técnica se puede utilizar para automatizar el arranque y la parada por
protecciones de la central.
1.3.6.5.2.2 Empleo de relés digitales
Estos equipos son más flexibles que los anteriores, por lo que ofrecen más
posibilidades de automatización. Estos relés permiten programar todas las secuencias del
funcionamiento de la central, entre ellas figuran el arranque del grupo, parada normal y
de emergencia del mismo, regulación del grupo (por caudal o nivel) y optimización del
funcionamiento del conjunto de la central.
Cada una de las secuencias antes mencionadas es divisible en estados
intermedios estables (pasos). En cada paso se deben vigilar unas condiciones de entrada,
que definirán, según sean sus valores, unas órdenes u otras para la instalación. La
instalación responderá a estas, lo que definirá el salto al paso siguiente. Esto se repetirá
hasta que la secuencia completa finalice.
Cualquiera que sea la opción tomada, será necesaria la instalación de relés de
protecciones de línea, cuya configuración deberá establecerse conjuntamente con la
compañía eléctrica de la zona.
Las minicentrales hidroeléctricas se pueden gestionar a distancia desde un centro
de telemando, que también podrá gestionar simultáneamente a otras centrales. Esto
requerirá de un software adecuado, tanto en la central como en el centro de mando.

Memoria 85
1.3.6.5.3 Descripción del sistema de control
Los controles digitales integrados son sistemas compactos y económicos capaces
de controlar una central mini-hidroeléctrica de forma eficaz, pueden ser manejados a
distancia o desde la misma central. Se instalará el Hydro Power Control de ABB.
El sistema posee un registro cronológico de eventos, realiza medidas, calcula
magnitudes y es capaz de realizar autodiagnóstico.
Un autómata programable es el encargado de realizar secuencias de arranque,
regulación, parada, etc. Esto se debe a que procesa la información entrante, creando a
partir de estas entradas órdenes de ejecución para los distintos sistemas de mando.
Simultáneamente a estas acciones, es capaz de mantener una comunicación con
el operador, tanto si este se encuentra en la central como si está en un centro de mando
alejado de la misma.
La automatización del sistema es completa, se encargará de las operaciones
preliminares a la puesta en marcha, la propia puesta en marcha, así como de regular,
controlar y optimizar el funcionamiento de la central. También se hará cargo de las
paradas normales y de emergencia de la central.
Entre las operaciones preliminares a la puesta en marcha figuran comprobar la
inexistencia de alarmas, los niveles de aceite de los sistemas hidráulicos, los niveles de
fluido refrigerante, las temperaturas de los elementos controlados, verificar la posición
de cierre de la válvula de mariposa y del distribuidor, verificar una velocidad nula en el

Memoria 86
rodete, la desconexión de reguladores y el estado de los interruptores de conexión a la
red eléctrica.
Las operaciones de puesta en marcha se deben hacer según una secuencia lógica,
que comienza con el arranque de los sistemas auxiliares, como grupos de presión,
lubricación y refrigeración. A continuación se abrirá la válvula de mariposa, a
continuación se abrirá también el distribuidor, regulándose la turbina. Finalmente, se
conectarán los reguladores del generador, para terminar sincronizando y conectando la
central a la red eléctrica.
La regulación del funcionamiento de la central por parte del control digital
incluye regular el caudal turbinado, la velocidad del grupo, la potencia generada, la
tensión en bornas del generador, el factor de potencia, apertura y cierre de compuertas y
válvulas y circulación de los fluidos de lubricación y refrigeración de la central.
El control y optimización del funcionamiento hace que el control digital controle
la posición de las válvulas, compuertas, reguladores, el funcionamiento del taquímetro,
presiones, temperaturas, niveles de fluidos, vibraciones. El control de la central deberá
realizarse mediante dispositivos con una precisión lo suficientemente elevada, que
incluirá señalización óptica o acústica de anomalía.
En caso de no solucionarse los problemas que se pudieran producir, deberán
emitir una orden de parada automática. Todo esto permite un aprovechamiento último

Memoria 87
del caudal turbinado, mejorando simultáneamente la seguridad y la rentabilidad de la
central.
La parada normal de la central también tiene una secuencia lógica que debe
seguir los pasos de forma inversa a la secuencia de puesta en marcha.
Finalmente se alcanzará una parada total de la turbina. La parada de emergencia
comprende la retirada del servicio de la central cuando se activa alguna de las alarmas de
la instalación. En este caso no se seguirá una secuencia determinada, sino que se
producirían todas las operaciones simultáneamente, sin esperar para comenzar unas que
se hayan cumplido las otras.
1.3.6.6 Regulación de la turbina
1.3.6.6.1 Introducción
El alternador debe suministrar una potencia eléctrica a una frecuencia
determinada y constante (los límites de funcionamiento son estrechos), esto implica que
la turbina debe girar a una velocidad constante, con unas variaciones muy reducidas.
El régimen de giro y sus variaciones de la turbina dependerán de los pares motor
y resistente a los que está sometida la turbina, así como del momento de inercia del
grupo generador.
En régimen permanente los pares motor y resistente deben ser iguales, de cara a
que no se produzcan variaciones en la velocidad de giro del grupo. Si el consumo

Memoria 88
demandado por la red aumenta, inicialmente la turbina de declararía al haber aumentado
el par resistente sin haberse producido cambios en el par motor. Si por el contrario, el
consumo eléctrico disminuye, también lo hará el par resistente, lo que implicará una
aceleración del grupo en caso de no disminuir en la misma cuantía el par motor. Este
último caso es especialmente grave en caso de que el consumo de la red se anule, por
una falta o la apertura del interruptor de conexión a la red, ya que la aceleración del
grupo será la mínima posible, al anularse el par resistente permaneciendo inicialmente
inalterado el par motor. Esta situación puede provocar el embalamiento del grupo si no
se tuviese en cuenta esta posibilidad.
En las situaciones anteriores, salvo el caso de anulación de la carga, el grupo
podría pasar tras un cierto intervalo de tiempo a un nuevo estado estable por si mismo, lo
que se conoce como autorregulación. Esto se debe a que al aumentar la velocidad
disminuye el par hidráulico y viceversa.
La autorregulación tiene como principal inconveniente el que si la carga no se
asemeja a la normal, la variación de velocidad (y por lo tanto, de la frecuencia de la
energía eléctrica generada) es excesiva. Esto lleva a que sea necesario intervenir, ya sea
de forma manual o automática, en la regulación de la turbina, de cara a mantener una
calidad suficiente en la energía generada.
Para variar la potencia generada se puede actuar básicamente sobre dos
parámetros, el salto y el caudal del agua que se está turbinando. La variación del salto

Memoria 89
del agua es técnicamente complicada y económicamente ineficiente, pues supone
destruir una energía aprovechable.
Esto hace que la regulación del caudal turbinado sea la opción recomendada,
además, esta opción es técnicamente realizable. Variar el caudal turbinado también
implica una modificación en las pérdidas, pero con consecuencias menores a las que
implican variar el salto.
1.3.6.6.2 Problema fundamental de la regulación
Ya se ha explicado que la regulación de la turbina debe basarse en adaptar el
caudal turbinado mediante la apertura o cierre del distribuidor, consiguiendo así una
velocidad de giro constante. Esta regulación puede hacerse manual o automáticamente.
El problema fundamental de la regulación consiste en mantener automáticamente, sin
intervención alguna de un operario, la velocidad de giro dentro de sus límites, que son
bastante reducidos.
La regulación manual no es común en minicentrales, si bien las turbinas
gobernadas automáticamente presentan esta opción por si fuera necesario llevarla a
cabo.
Los reguladores de la turbina hidráulica pueden ser hidráulicos o
electrohidráulicos.

Memoria 90
Una señal de entrada produce en ambos un desplazamiento lineal, que será
ampliado y transmitido para mover el distribuidor.
La señal de entrada podrá provenir de una posición angular, la velocidad de giro
o la aceleración angular, dando lugar a los tipos de regulación cronométrica,
taquimétrica, acelerométrica y acelerotaquimétrica. En las centrales hidroeléctricas se
emplean las regulaciones taquimétricas o acelerotaquimétrica. En este proyecto se
empleará la regulación taquimétrica.
1.3.6.6.3 Estabilidad de la regulación
En los sistemas de regulación automática que se van a estudiar no es posible
mantener una velocidad de giro completamente constante, es necesario aceptar la
existencia de un cierto error, ya que es precisamente este error el que permite regular la
velocidad. Se denominará a este error como estatismo y se definirá como:
v m
med
n n
n
−∈=
Siendo nv, la velocidad mínima (velocidad de marcha en vacío), nm , la
velocidad mínima (velocidad de marcha en carga mínima) y nmed la velocidad media.
Esta última se define como la media entre nv, y nm.
Habitualmente E toma valores inferiores a 0.04, también es bastante común que
el estatismo del regulador se pueda modificar si así se desea. Aumentar el estatismo de
un sistema aumenta su estabilidad, al hacer que las oscilaciones de los órganos de

Memoria 91
regulación y velocidad (que son inevitables) presenten menores duraciones. Por otra
parte, un estatismo con un valor elevado lleva a una marcha del grupo menos regular, lo
cual tampoco es deseable, el valor final del estatismo debe ser un compromiso entre
estos dos aspectos.
1.4 Presupuesto, Fecha de Emisión y Firma
En el presupuesto total del presente proyecto está incluidos fabricación,
transporte, mano de obra, montaje, control de calidad e ingeniería para cada uno de los
elementos que forman la central. Además se incluyen impuestos, tasas de seguro y
mantenimiento de la instalación durante el primer año de operación.
El importe total de la realización del proyecto de aprovechamiento del salto del
embalse de Pedrezuela mediante una minicentral hidroeléctrica incluyendo IVA (16%)
asciende a DOS MILLONES TRESCIENTOS OCHENTA Y SIETE MIL
SETECIENTOS CINCUENTA Y SEIS euros (2387756,05 Euros).

2
Pliego de
condiciones técnicas y
particulares

Pliego de condiciones 34
INDICE
2.1 Objeto ........................................................................................................................ 38 2.2 Partes implicadas ....................................................................................................... 38 2.3 Especificaciones técnicas generales de recepción ..................................................... 39 2.3.1 Disposiciones generales.......................................................................................... 39 2.3.1.1 Introducción......................................................................................................... 39 2.3.1.2 Compras............................................................................................................... 40 2.3.1.2.1 Generalidades ................................................................................................... 40 2.3.1.2.2 Evaluación de subcontratistas........................................................................... 40 2.3.1.2.3 Datos necesarios en las compras....................................................................... 42 2.3.1.2.4 Identificación y especificaciones del producto................................................. 42 2.3.1.2.5 Verificación en origen de los productos comprados......................................... 43 2.3.1.3 Inspección y ensayos ........................................................................................... 43 2.3.1.3.1 Generalidades ................................................................................................... 43 2.3.1.3.2 Inspección y ensayos en la recepción ............................................................... 44 2.3.1.3.3 Registros de inspección y ensayo ..................................................................... 45 2.3.1.3.4 Control de los equipos de inspección, medida y ensayo .................................. 45 2.3.1.3.5 Estado de inspección y ensayos........................................................................ 47 2.3.1.4 Control de productos no conformes..................................................................... 48 2.3.1.4.1 Generalidades ................................................................................................... 48 2.3.1.4.2 Examen y tratamiento de los productos no conformes..................................... 49 2.3.2 Especificaciones de calidad .................................................................................... 50 2.3.2.1 Fabricación del acero........................................................................................... 52 2.3.3 Tratamientos térmicos ............................................................................................ 52 2.3.3.1 Tratamiento térmico de calidad ........................................................................... 52 2.3.3.3 Registro de los tratamientos térmicos.................................................................. 52 2.3.4 Eliminación de defectos.......................................................................................... 53 2.3.4.1 Consideraciones generales................................................................................... 53 2.3.4.2 Defectos detectados en la fundición .................................................................... 54 2.3.4.3 Defectos detectados en los talleres del constructor ............................................. 55 2.3.4.4 Defectos detectados en las instalaciones del cliente............................................ 56 2.3.5 Garantía................................................................................................................... 56 2.4 Verificaciones a efectuar ........................................................................................... 58 2.4.1 Verificación de la composición química de la colada ............................................ 58 2.4.2 Verificación de las características mecánicas......................................................... 59 2.4.2.1 Características a controlar en los ensayos ........................................................... 59 2.4.2.2 Extracción de las probetas ................................................................................... 60 2.4.2.3 Cantidad, posición y dimensiones de los apéndices ............................................ 61 2.4.2.4 Instrumentación ................................................................................................... 61 2.4.3 Exámenes no destructivos....................................................................................... 62 2.4.3.1 Control de aspecto de las piezas .......................................................................... 62 2.4.3.2 Control de sanidad ............................................................................................... 64

Pliego de condiciones 35
2.4.3.3 Control de la estanqueidad bajo presión.............................................................. 65 2.4.4 Controles dimensionales......................................................................................... 66 2.4.4.1 En la fase de entrega por el suministrador........................................................... 66 2.4.4.2 En la fase de entrega por el constructor............................................................... 66 2.4.5 Especificación técnica de control por líquidos penetrantes.................................... 67 2.4.5.1 Objeto y campo de aplicación.............................................................................. 67 2.4.5.2 Preparación de las superficies.............................................................................. 68 2.4.5.3 Condiciones realización del ensayo..................................................................... 69 2.4.5.3.1 Temperatura...................................................................................................... 69 2.4.5.3.2 Iluminación....................................................................................................... 70 2.4.5.3.3 Materiales de trabajo ........................................................................................ 70 2.4.5.4 Procedimiento ...................................................................................................... 70 2.4.5.5 Interpretación de los resultados obtenidos........................................................... 73 2.4.5.6 Criterios de aceptación ........................................................................................ 74 2.4.5.7 Informe del control .............................................................................................. 77 2.4.6 Especificación técnica de control mediante partículas magnéticas ........................ 77 2.4.6.1 Objeto y campo de aplicación.............................................................................. 77 2.4.6.2 Preparación de las superficies.............................................................................. 78 2.4.6.3 Creación del campo magnético............................................................................ 78 2.4.6.3.1 Procedimiento de magnetización...................................................................... 78 2.4.6.3.2 Intensidad de campo magnético........................................................................ 79 2.4.6.4 Producción de la imagen magnética. ................................................................... 80 2.4.6.5 Modo de operar.................................................................................................... 82 2.4.6.6 Interpretación de los resultados ........................................................................... 83 2.4.6.7 Criterios de aceptación ........................................................................................ 84 2.4.6.8 Informe del control .............................................................................................. 86 2.4.7 Especificación técnica de control por ultrasonidos ................................................ 87 2.4.7.1 Objeto y campo de aplicación.............................................................................. 87 2.4.7.2 Observaciones preliminares................................................................................. 88 2.4.7.3 Condiciones de operación.................................................................................... 89 2.4.7.5 Criterios de aceptación ........................................................................................ 97 2.4.7.6 Informe del control ............................................................................................ 101 2.4.8 Ensayos no destructivos........................................................................................ 102 2.4.8.1 Ultrasonidos....................................................................................................... 102 2.4.8.1.1 Generalidades ................................................................................................. 102 2.4.8.1.2 Generación de ultrasonidos............................................................................. 104 2.4.8.1.3 Tamaño de los defectos ................................................................................. 105 2.4.8.1.4 Tipos de palpadores de ultrasonidos.............................................................. 106 2.4.8.1.5 Palpadores ordinarios...................................................................................... 107 2.4.8.1.6 Palpadores SE ................................................................................................. 110 2.4.8.1.7 Palpadores angulares ..................................................................................... 112 2.4.8.2 Radiología industrial........................................................................................ 117 2.4.8.2.1 Generalidades ................................................................................................. 117 2.4.8.2.2 Indicadores de calidad ................................................................................... 118

Pliego de condiciones 36
2.4.8.2.3 Consideraciones geométricas......................................................................... 119 2.4.8.2.4 Fuentes radioactivas habituales ..................................................................... 120 2.4.8.3 Partículas magnéticas ...................................................................................... 120 2.4.8.3.1 Generalidades ................................................................................................. 120 2.4.8.3.2 Creación del campo magnético....................................................................... 122 2.4.9 Especificación técnica de control por radiografía ................................................ 122 2.4.9.1 Objeto y campo de aplicación............................................................................ 122 2.4.9.2 Preparación de la superficie............................................................................... 123 2.4.9.3 Fuentes de radiación .......................................................................................... 123 2.4.9.4 Películas radiográficas ....................................................................................... 123 2.4.9.5 Identificación de las radiografías....................................................................... 125 2.4.9.6 Distancia foco-película ...................................................................................... 125 2.4.9.7 Calidad de las radiografías................................................................................. 126 2.4.9.7 Interpretación de las películas ........................................................................... 128 2.4.9.8 Informe del control ............................................................................................ 129 2.5 Tratamientos de protección contra la corrosión....................................................... 130 2.5.1 Procedimiento ....................................................................................................... 130 2.5.2 Normas, aparatos y pinturas a utilizar .................................................................. 132 2.5.2.1 Superficies en contacto con agua....................................................................... 132 2.5.2.2 Superficies en contacto con aceite..................................................................... 133 2.5.2.3 Superficies en contacto con el ambiente............................................................ 134 2.5.2.4 Superficies mecanizadas.................................................................................... 135 2.5.2.5 Superficies en contacto con hormigón E ........................................................... 135 2.6 Controles a realizar en cada pieza ........................................................................... 136 2.6.1 Controles en la cámara en espiral ......................................................................... 136 2.6.2 Controles en el rodete ........................................................................................... 137 2.6.3 Controles en el eje ................................................................................................ 140 2.7 Pinturas .................................................................................................................... 141 2.7.1 Introducción.......................................................................................................... 141 2.7.2 Pinturas al agua..................................................................................................... 143 1.7.2.1 Pintura al temple................................................................................................ 143 2.7.2.2 Pintura al cemento ............................................................................................. 143 2.7.2.3 Pintura a la cal ................................................................................................... 144 2.7.2.4 Pintura al silicato ............................................................................................... 144 2.7.2.5 Pintura plástica................................................................................................... 145 2.7.3 Pinturas al óleo (o aceite) ..................................................................................... 146 2.7.3.1 Pintura al aceite.................................................................................................. 146 2.7.3.2 Esmalte graso..................................................................................................... 146 2.7.3.3 Esmalte sintético................................................................................................ 147 2.7.4 Pinturas de resinas ................................................................................................ 147 2.7.4.1 Pintura al clorocaucho ....................................................................................... 147 2.7.4.2 Resina epoxi....................................................................................................... 148 2.7.4.3 Pintura de poliuretano........................................................................................ 149 2.7.5 Pintura ignífuga e intumescente............................................................................ 149

Pliego de condiciones 37
2.7.6 Otras pinturas........................................................................................................ 150 2.7.6.1 Pintura nitrocelulósica (laca) ............................................................................. 150 2.7.6.2 Pinturas bituminosas.......................................................................................... 151 2.7.6.3 Siliconas............................................................................................................. 151 2.7.6.4 Pinturas de aluminio .......................................................................................... 152 2.7.6.5 Martelé............................................................................................................... 153

Pliego de condiciones 38
2.1 Objeto
Este documento tiene como objetivo definir inequívocamente las condiciones
técnicas y particulares en la adquisición de cualquier pieza fabricada en acero que forme
parte de la maquinaria hidráulica y las condiciones que ha de reunir para estar dentro de
los requerimientos exigibles en el presente proyecto.
Para conseguir esto, se deben definir los métodos de control, los procedimientos,
la interpretación de resultados, los criterios de aceptación y los documentos, informes y
registros necesarios para los controles de recepción o los realizados durante la
fabricación en los talleres del suministrador o del constructor.
2.2 Partes implicadas
Se empleará la siguiente terminología para referirse a las diferentes partes
implicadas en el desarrollo del presente proyecto:
Suministrador es el que se ocupa de la fabricación y entrega de las piezas
conformadas por moldeo, mecanizado, o cualquier otro método de fabricación. Estas
piezas son las subcontratadas por el constructor como elementos a partir de los que
desarrollará sus propios productos. Constructor es el poseedor del contrato (o el
representante del mismo). Es el encargado del diseño, fabricación e instalación de la
maquinaria y equipamiento hidráulico.

Pliego de condiciones 39
Cliente es el comprador de la máquina hidráulica y el resto del equipamiento
para ser puesto en servicio en sus instalaciones (o el representante del mismo).
En cuanto a los medios de control, su puesta en ejecución, o los resultados
obtenidos, la opinión dada por el constructor será preponderante.
2.3 Especificaciones técnicas generales de recepción
2.3.1 Disposiciones generales
2.3.1.1 Introducción
Las actividades relacionadas con la compra y recepción del producto seguirán las
condiciones que establece la norma ISO 9001 con la condición de que exista alguna
certificación realizada por un organismo acreditado por ENAC (Entidad Nacional de
Acreditación). En caso de no existir esta certificación, el cumplimiento de las
condiciones establecidas por la norma en cuanto a las actividades señaladas no será
obligatorio, aunque sí recomendable. Por esta razón, se incluirán como parte integrante
del Pliego de Condiciones un extracto de los puntos más interesantes de la norma en lo
relativo a compras y recepción de productos, al ser la aplicación de estos muy
aconsejable.
Téngase en cuenta que el cumplimiento de los puntos establecidos en el Pliego
de Condiciones no garantiza la conformidad del producto adquirido con los requisitos

Pliego de condiciones 40
definidos en la norma ISO 9001, a menos que el producto (ya sea una empresa, un
proceso, un producto o un determinado servicio del suministrador) esté certificado por
una entidad de certificación acreditada.
2.3.1.2 Compras
2.3.1.2.1 Generalidades
Se establecerán y se conservarán procedimientos documentados para asegurar
que los materiales comprados satisfacen los requerimientos especificados.
2.3.1.2.2 Evaluación de subcontratistas
Por un lado, se procederá a la evaluación y selección de los posibles
subcontratistas teniendo en cuenta su sistema de calidad y los requisitos aplicables a
cada uno de ellos.
Se deberán definir los tipos de subcontratistas y los controles a efectuar sobre los
mismos, asimismo, se establecerán y mantendrán registros de los subcontratistas que
resulten aceptables.
Para aquellas compras de tipo repetitivo, puede ser - útil elaborar una lista de
proveedores y subcontratistas aprobados, el departamento de compras se ceñirá a ella a
la hora de realizar las compras anteriormente mencionadas. Deberá estar claramente
definida la responsabilidad interna para la aprobación de esta lista, así como los criterios

Pliego de condiciones 41
a seguir para la incorporación de un proveedor a la lista y para su mantenimiento o
exclusión de la misma, esto es, la evaluación y el seguimiento del mismo.
El suministrador deberá demostrar de forma fehaciente su aptitud para el
desempeño de todas las actividades concretadas en las especificaciones de calidad que
adjunte a la oferta que realice al constructor. Debe tener la capacidad técnica y de
aseguramiento de la calidad de los suministros adecuada.
La capacidad técnica deberá mostrarse con aprobación de prototipos o primeras
piezas, mientras que la capacidad de aseguramiento de la calidad vendrá dada por
auditorias de calidad, certificaciones externas ostentadas por éste, experiencia histórica u
otras formas que se consideren adecuadas.
En las especificaciones de calidad podrán incluirse el diseño de los productos, su
fabricación, instalación, el servicio posventa que se preste, así como la inspección y el
ensayo de los mismos antes de que ser suministrados.
En general, el suministrador deberá poseer las instalaciones técnicas necesarias y
otras capacidades que serán detalladas en las especificaciones de calidad. Entre estas
figuran habitualmente por ser comunes en la fundición de piezas de acero para máquinas
hidráulicas, las siguientes:
Conocimiento adecuado de la metalurgia de su acero.

Pliego de condiciones 42
Conocimiento adecuado de los procesos de conformado que se realizarán en sus
instalaciones, entre ellas figuran el moldeo, forjado, mecanizado, y las que se consideren
necesarias para la fabricación de piezas pertenecientes a maquinaria hidráulica.
Conocimiento adecuado de los tratamientos térmicos que pudieran ser necesarios
y de los electrodos que pudieran necesitarse.
Soldadores de cualificación suficiente para el trabajo a realizar.
Medios y personal adecuados para la realización de ensayos no destructivos a las
piezas que se vayan a suministrar.
2.3.1.2.3 Datos necesarios en las compras
Para conseguir garantizar en todo momento la correcta identificación de los
productos comprados será necesario contar por lo menos con: Identificación, incluyendo
tipo, clase, grado y aquello que se considere necesario.
Especificación, plano, etc., indicando la revisión a la que pertenezca
Sistema de calidad empleado, como ISO 9001, ISO 9002, ISO 9003, etc. en el
caso de que esto sea necesario.
2.3.1.2.4 Identificación y especificaciones del producto
Si procede, se establecerá y mantendrá un procedimiento que permita identificar
el producto a partir de las especificaciones que deba cumplir, durante la totalidad de las

Pliego de condiciones 43
etapas de la fabricación de este y su entrega. Las características mínimas de los
productos serán establecidas por la empresa en función de sus criterios y las exigencias
indicadas en las especificaciones de calidad.
2.3.1.2.5 Verificación en origen de los productos comprados
La verificación en origen de los productos comprados podrá ser realizada de dos
maneras diferentes:
Puede ser llevada a cabo por el proveedor, esto es, el suministrador cuando
provee al constructor y este último cuando provee al cliente.
Puede ser llevada a cabo por el cliente, o sea, aquel que realiza la compra. En los
casos antes mencionados, implicará que la inspección será llevada cabo por el
constructor o el cliente.
2.3.1.3 Inspección y ensayos
2.3.1.3.1 Generalidades
Se establecerán y mantendrán procedimientos documentados para las
inspecciones y ensayos que se requieran para comprobar que los productos cumplen las
especificaciones de calidad referidas a ellos.

Pliego de condiciones 44
2.3.1.3.2 Inspección y ensayos en la recepción
En la recepción de suministros habrán de seguirse una serie de indicaciones
genéricas, entre las que figuran el no emplear productos que no se hayan sometido a las
inspecciones y ensayos previstos en las especificaciones de calidad para los mismos.
Para determinar la cantidad y tipo de inspección y ensayo debe tenerse en cuenta
el control ejercido en origen y la evidencia que exista de ello.
Si por necesidades de fabricación es imprescindible el empleo de materiales sin
inspeccionar, debe identificarse por si es necesario repescarlo.
Los ensayos de recepción en la Fundición están definidos por la "Especificación
de Calidad". Entre lo que se puede incluir figura la verificación de la composición
química, de las características mecánicas, así como los ensayos no destructivos que
fuesen necesarios. Estos ensayos serán efectuados por el suministrador en presencia del
constructor o cliente (o ambos) si así ha sido requerido previamente en el pedido
realizado. En el caso de que el suministrador deba cumplir el requisito anterior, deberá
avisar por escrito al constructor con un plazo mínimo de una semana antes de la fecha en
que los ensayos vayan a ser realizados. El constructor deberá confirmar al suministrador
la fecha de su llegada y la de su cliente (o la de ambos si así fuera) a los talleres del
suministrador.

Pliego de condiciones 45
2.3.1.3.3 Registros de inspección y ensayo
Se deben definir y conservar los registros que prueben que los productos han sido
inspeccionados y ensayados. En estos deberá figurar obligatoriamente el hecho de que
los productos hayan superado o no los criterios de aceptación que se hubiesen
establecido.
2.3.1.3.4 Control de los equipos de inspección, medida y ensayo
2.3.1.3.4.1 Generalidades
Se deberán establecer y mantener procedimientos documentados para controlar,
calibrar y mantener los equipos de inspección, medición y ensayo que se empleen para
demostrar la conformidad del producto según las especificaciones que deba cumplir el
mismo. La incertidumbre de estos equipos debe ser conocida y adecuada con las
necesidades de medida que deba realizar.
2.3.1.3.4.2 Procedimientos de control
Para controlar las especificaciones de los productos se procederá en primer lugar
a determinar las medidas a tomar y la incertidumbre requerida en las mismas. Se
identificarán y calibrarán los equipos periódicamente o al menos antes de su uso,
utilizando patrones que sigan los estándares internacionales.

Pliego de condiciones 46
Los diversos equipos de inspección, medida y ensayo deberán ser calibrados
según un procedimiento escrito, además, llevarán un indicador del estado de calibración
de los mismos y se mantendrán los registros de calibración.
Si se detecta que un instrumento no está bien calibrado, se investigarán las
medidas realizadas anteriormente por el mismo. Se asegurará que las condiciones
ambientales son adecuadas para la calibración o la realización de medidas por el mismo.
La manipulación, preservación y almacenaje de los equipos será la adecuada para los
mismos y se protegerán los mandos de ajuste de estos.
Si no se está totalmente seguro de que las indicaciones de los aparatos de medida
son correctas se podrían provocar problemas importantes, por lo que no se deberán
tomar decisiones basadas en estas medidas realizadas sin seguridad. Por esto se
establecerá un sistema de confirmación meteorológica que confirme el estado de
calibración de los instrumentos utilizados y que permitirán que las medidas tengan una
calidad adecuada.
El fabricante del equipo recomienda un intervalo en los manuales y los
laboratorios de calibración pueden recomendar en base a' su experiencia. Sin embargo,
la responsabilidad para fijar el intervalo entre calibraciones recae sobre la empresa,
quien la fija en base a las recomendaciones anteriores, el uso previsto y el histórico de
calibraciones anteriores.

Pliego de condiciones 47
No es preciso tener calibrados aquellos equipos pasa los que no se prevea su
utilización en un futuro ya que el período de validez de la calibración los superaría de
forma improductiva. Pero estos equipos deberán estar identificados para impedir su uso
por error.
Cuando se cuente con un conjunto de dos o más equipos iguales o similares,
puede ser útil la adquisición de patrones de transferencia y realizar las calibraciones
internamente.
Naturalmente, este patrón será preciso enviarlo periódicamente a un laboratorio
externo a calibrar. No es preciso que los laboratorios de calibración externos tengan un
reconocimiento oficial (en España RELE calibración, antes Sistema de Calibración
Industrial). En caso de que el laboratorio externo no poseyera un reconocimiento oficial,
será necesario comprobar que sus patrones son compatibles con los estándares
internacionales y que sus procedimientos de calibración son adecuados. El método de
cálculo de la incertidumbre de la medida responde a la buena práctica, el laboratorio
cuenta con medios y condiciones adecuadas, y su personal cuenta con la formación
necesaria.
2.3.1.3.5 Estado de inspección y ensayos
Es preciso señalar de manera precisa el estado de inspección y ensayos en el que
se encuentren los distintos productos, podrá ser aceptados, rechazados y pendientes.

Pliego de condiciones 48
Esto se debe a que si esto no fuera posible no tendrá sentido la realización de
muchas de las medidas que se han expuesto. La señalización del estado de inspección de
los productos se puede efectuar mediante distintos procedimientos, como:
Marcas.
Estampillas autorizadas.
Etiquetas.
Hojas de ruta.
Registros de inspección de las zonas señalizadas.
También se podrá utilizar cualquier medio que se juzgue adecuado para indicar
la conformidad (o no) de los productos respecto a las especificaciones que se esperan de
ellos.
2.3.1.4 Control de productos no conformes
2.3.1.4.1 Generalidades
Estos productos que no satisfacen los requerimientos indicados en la
"Especificación de Calidad" no deben ser utilizados por error, para conseguir esto se
establecerán y mantendrán procedimientos documentados adecuados. Para ello, se
incluirán su identificación, documentación, evaluación, separación y las áreas afectadas
de estos productos.

Pliego de condiciones 49
2.3.1.4.2 Examen y tratamiento de los productos no conformes
Se deberá fijar previamente la responsabilidad de la revisión de estos productos y
la autoridad para elegir el tratamiento que se les dará, que podrá ser: Reprocesarlos hasta
alcanzar los requerimientos especificados para los mismos.
Repararlos.
Aceptarlos en su estado no conforme.
Destinarlos para otros usos en los que sean adecuados.
Eliminarlos.
Una vez que se ha detectado un material no conforme es preciso proceder a su
identificación, separación y tomar una decisión sobre lo que se vaya a hacer con el
mismo.
En esto último, será necesario que esté claramente especificado quién es el
encargado en la organización de tomar esta decisión. Cuando la no conformidad afecte
además de a los requisitos internos, a los requisitos contractuales, se deberá informar al
cliente y solicitar su aprobación formal respecto a la decisión que se tome. La concesión
es una autorización escrita para utilizar o entregar el producto no conforme con los
requisitos especificados para el mismo, pudiéndose emplear para otros usos en los que
sea adecuado.

Pliego de condiciones 50
El suministrador es responsable respecto al constructor y este para con el cliente
de comunicar a tiempo todas las no conformidades respecto al Pliego de Condiciones y
al pedido.
2.3.2 Especificaciones de calidad
La "Especificación de Calidad" es un documento donde se establecen todos los
requerimientos que han de cumplir los productos, procesos, condiciones de ensayos, y
aquello que se considere también necesario. La "Especificación de calidad" no establece
cuáles han de ser las inspecciones o ensayos a realizar en los productos.
Los criterios de aceptación podrán servir de orientación para la elección de las
exigencias industrialmente razonables. La selección de las inspecciones o ensayos es
competencia y responsabilidad de la empresa y de acuerdo con lo establecido por los
reglamentos aplicables, los cuales pueden exigir unas inspecciones o ensayos
encaminados a la "demostración de la calidad".
La "Especificación de calidad" sí establece las condiciones que tienen que
cumplir esas inspecciones o ensayos para que sean fiables' y otros requerimientos
generales o relacionados con las operaciones de fabricación y control de los productos.
Entre ellas figuran:
El o los organismos encargados de la recepción.

Pliego de condiciones 51
Las prescripciones encaminadas a la verificación de propiedades químicas y
mecánicas de los productos.
La preparación de las superficies a inspeccionar y cuales serán estas.
Como se extrapolan los resultados de un control parcial a toda la zona prescrita.
Donde se realizarán las inspecciones, así como el personal y la instrumentación
necesarios para tal fin.
Los criterios de aceptación a emplear, así como posibles desviaciones. Se define
a estas como autorizaciones escritas para desviarse de los requisitos especificados.
Formas de actuación en caso de litigio.
Derogaciones, esto es, autorizaciones escritas para utilizar o entregar productos
no conformes con los requisitos que se hayan especificado para los mismos.
Condiciones particulares de garantía.
Las especificaciones de calidad se deberán adjuntar con la oferta del constructor
al cliente, con las peticiones de oferta del constructor al suministrador y con el pedido
del constructor al suministrador. Estas especificaciones de calidad prevalecerán sobre el
resto de documentos.

Pliego de condiciones 52
2.3.2.1 Fabricación del acero
El acero será fabricado preferentemente en hornos de tipo eléctrico. Si bien
cualquier otro procedimiento del que se obtenga un acero con propiedades equivalentes
podrá ser utilizado con el consentimiento del constructor.
2.3.3 Tratamientos térmicos
2.3.3.1 Tratamiento térmico de calidad
La elección del tratamiento térmico de calidad corresponde al suministrador.
2.3.3.2 Tratamiento térmico de reducción de tensiones
Después de la soldadura debe efectuarse un tratamiento térmico de reducción de
tensiones en el horno. El modo en el que se realice este tratamiento podrá ser objeto de
un acuerdo entre el suministrador y el constructor.
2.3.3.3 Registro de los tratamientos térmicos
Los ciclos de tratamiento térmico aplicados al acero han de estar registrados y
Los gráficos correspondientes a ellos, disponibles en los talleres del
suministrador.

Pliego de condiciones 53
2.3.4 Eliminación de defectos
2.3.4.1 Consideraciones generales
Generalmente, tanto el suministrador como el constructor toman a su cargo la
reparación de defectos que les incumban, siempre que éstos no superen los criterios de
aceptación establecidos en la Especificación de Calidad y que hayan cumplido el Pliego
de Condiciones Técnicas y Particulares. Podrán ser detectados estos defectos por uno
cualquiera de los métodos indicados en la misma o mediante un simple examen visual.
El suministrador deberá hacerse cargo de aquellos defectos cuyo origen es de
tipo metalúrgico o que se deban a la forma en que se realizó la fundición. Por el
contrario, el constructor deberá hacerse cargo de aquellos defectos cuyo origen se deba a
una incorrecta concepción, dimensionamiento de la pieza o a una realización en los
talleres inadecuada.
Por último, las reparaciones que incumben al cliente son aquellas que se deban a
un funcionamiento fuera de las condiciones de servicio garantizadas por el constructor,
así como las que resulten de un desgaste por abrasión del material relacionado con la
naturaleza del agua explotada.
Antes de su reparación por soldadura, los defectos deberán ser eliminados hasta
que desaparezca cualquier indicación fuera de criterios que se deban cumplir.

Pliego de condiciones 54
Salvo convención particular en el pedido, las reparaciones serán sometidas a los
mismos exámenes que los inicialmente previstos en la zona considerada.
El constructor podrá siempre aceptar bajo su responsabilidad que ciertas
cavidades de saneado no sean recargadas, en tanto no subsistan en las mismas defectos
fuera del criterio que se haya establecido y que esta circunstancia no perjudique el buen
funcionamiento de la pieza.
2.3.4.2 Defectos detectados en la fundición
Los defectos detectados durante el curso de la fabricación en los talleres del
suministrador serán saneados y reparados mediante el procedimiento de soldadura. Las
dimensiones y posiciones de las cavidades de saneado que superen los límites que se
hayan definido en la Especificación de Calidad, serán anotadas y facilitadas al
constructor. Las reparaciones correspondientes se denominan "importantes".
Si la Especificación de Calidad lo requiere, se someterán a la aprobación del
constructor para que exprese su conformidad antes de iniciar los trabajos:
El procedimiento de soldadura.
Los procedimientos de cualificación de soldadores y operadores.
No se deberá rehacer cualquier cualificación certificada y existente que responda
los criterios que se hayan definidos. Después de la soldadura deberá hacerse un

Pliego de condiciones 55
tratamiento térmico de reducción de tensiones que no podrá ser suprimido salvo que se
produzca un acuerdo con el constructor.
2.3.4.3 Defectos detectados en los talleres del constructor
Si el constructor ha de realizar soldaduras mediante el procedimiento de
soldadura debido a la aparición de defectos durante el mecanizado del producto, el modo
en el que se realicen estas reparaciones dependerá de las características de la zona a
reparar.
Para reparaciones en zonas poco solicitadas en las que no sea necesario un
tratamiento térmico de reducción de tensiones, estas podrán ser hechas por el constructor
según un procedimiento fijado o aceptado por el suministrador.
Para reparaciones importantes, que afectan a zonas solicitadas en las que se exige
un tratamiento de distensionamiento, será necesario un tratamiento térmico de reducción
de tensiones. Excepto en casos particulares, estas reparaciones serán efectuadas por el
suministrador, debiéndose registrar las mismas de forma adecuada.
Será muy recomendable establecer de común acuerdo y con anterioridad a que se
tengan que realizar las reparaciones, la repartición del coste adicional que suponen estas.
Si esto no se ha hecho, la repartición deberá ser realizada de un acuerdo entre el
suministrador y el constructor antes de comenzar los trabajos de reparación. Lo anterior

Pliego de condiciones 56
se puede hacer sobre varios criterios, como controles de la superficie, características de
las cavidades de saneado o el precio de la pieza a reparar.
2.3.4.4 Defectos detectados en las instalaciones del cliente
Durante el período de garantía la reparación debe ser efectuada por el
suministrador o el constructor.
Fuera del período de garantía, la reparación es efectuada por el cliente o por el
constructor o suministrador, sin garantía por parte del constructor ni del suministrador,
esto es, el cliente sufraga los costes de la reparación por haber expirado la garantía.
2.3.5 Garantía
La garantía cubre todas las anomalías susceptibles de perturbar el
funcionamiento del producto considerado o de alterar efectivamente la seguridad del
conjunto del que forma Por esta garantía, el constructor y el suministrador se
comprometen a efectuar las reparaciones necesarias en un plazo breve y conforme a las
reglas que sean necesarias, de forma que se devuelva la pieza conforme a las
prescripciones de origen o, en su defecto, conforme con los usos de la profesión.
Las condiciones de garantía del suministrador están estrechamente ligadas a las
que el constructor debe asegurar a su cliente para los conjuntos suministrados. El
constructor debe, por lo tanto, informar al suministrador antes del pedido, de sus propios

Pliego de condiciones 57
compromisos a este respecto y no podrá imponer condiciones más severas que las que él
mismo ha aceptado.
En los contratos a los cuales se aplica el presente Pliego de Condiciones, la
similitud de intereses es evidente. Por ello es indispensable que se establezca un estrecho
espíritu de cooperación ente el suministrador y el constructor, para asegurar la garantía
requerida.
El periodo de garantía del suministrador corresponde al del constructor. El
propio uso de los órganos de máquinas hidráulicas implica que la garantía cubra un
intervalo de tiempo de explotación a contar a partir de la recepción provisional del
conjunto que podrá ser expresado en millares de horas o meses, con un límite razonable
en el tiempo a contar desde una fecha de partida estipulada en el Pliego de Condiciones
constructor/cliente.
La diversidad de casos y formas de explotación justifica que la duración de la
garantía sea cada vez objeto de negociaciones comerciales entre cliente y constructor.
Toda petición de puesta en práctica de la garantía debe ser comunicada por el medio más
rápido a partir de la detección de la anomalía y confirmada por escrito. En este caso, se
comunicará a la parte interesada todo tipo de información que pueda resultar útil, como
puede ser el modo de detección de la anomalía, la localización de la misma y sus
dimensiones geométricas (incluyendo si fuera posible un croquis acotado y fotografías
de la misma).

Pliego de condiciones 58
La parte receptora de una petición de puesta en práctica de su garantía, debe en el
más breve plazo posible, hacer todo lo que sea necesario para proponer las reparaciones
a efectuar, realizarlas y, llegado el caso, suministrar las piezas necesarias, quedando
entendido que le está siempre permitido solicitar la constatación de las anomalías por sí
mismo.
No se emprenderá ninguna reparación sin el acuerdo de la parte supuestamente
responsable de la misma, ni será ejecutada sin estar conforme con las instrucciones que
pudiera dar la misma. Cualquier infracción a esta regla comporta la anulación de toda
responsabilidad para la otra parte. La garantía dejará de tener validez en caso de que no
se respeten las prescripciones de explotación que el constructor haya especificado y
previamente haya aceptado el cliente.
2.4 Verificaciones a efectuar
2.4.1 Verificación de la composición química de la colada
El suministrador deberá revisar la composición química de la colada, sin
embargo, el constructor podrá hacer efectuar un análisis de comprobación sobre la pieza
a condición de que esto y las condiciones de extracción, figuren explícitamente en la
petición de oferta y en el pedido que hayan sido dirigidos al suministrador.

Pliego de condiciones 59
El tipo de acero debe estar claramente definido en la demanda de oferta dirigida
al suministrador. Este debe precisar la composición química de su material en la oferta y
el constructor deberá obligatoriamente hacer mención de la misma en el pedido.
En lo que concierne a los contenidos de azufre y fósforo, se aplicarán por lo
general las disposiciones siguientes:
Para los aceros no aleados: 0,040% S, 0,040% P.
Para los aceros aleados: 0,030% S, 0,030% P.
2.4.2 Verificación de las características mecánicas
2.4.2.1 Características a controlar en los ensayos
Las características a controlar en los ensayos más importantes son:
Resistencia a la tracción expresado en MPa.
Límite de elasticidad: Re en MPa
Alargamiento (1=5d) y estricción A, Z en tanto por ciento.
Resistencia a la temperatura indicada en la Especificación de Calidad
Las formas, dimensiones y cantidad de probetas empleadas en los ensayos deben
fijarse en la Especificación de Calidad.

Pliego de condiciones 60
La cantidad de probetas prescritas se entenderá siempre por pieza y no por
colada.
En el caso de series de piezas obtenidas de la misma colada, el constructor
prescribirá la cantidad de ensayos sobre el lote.
2.4.2.2 Extracción de las probetas
Las probetas sobre las que se realizarán los ensayos serán extraídas de apéndices
fundidos solidarios a la pieza fabricada. Deberán permanecer adheridos estos apéndices
hasta terminado el tratamiento térmico de calidad que se aplique a la pieza.
Si se da el caso de que estos apéndices fundidos solidarios de la pieza deben ser
extraídos de la misma por razones técnicas, éstos deberán desprenderse y después
adherirse de nuevo a la pieza en presencia y con el acuerdo expreso del constructor o del
cliente, esto último antes de aplicarse el tratamiento térmico de calidad.
Los apéndices serán extraídos de la pieza fundida después del tratamiento
térmico de calidad y eventualmente antes del desbaste, en presencia o con el acuerdo del
constructor o del cliente.

Pliego de condiciones 61
En el caso de que el constructor pidiera la existencia de apéndices de ensayos
solidarios de la pieza en el curso del tratamiento térmico de reducción de tensiones de la
misma, estos apéndices, que habrán sido desprendidos y sellados por el constructor o el
cliente antes del desbaste serán de nuevo adheridos a la pieza por el suministrador.
Si por razones técnicas los apéndices no pueden ser fundidos solidarios de la
pieza, previo acuerdo con el constructor, podrán fundirse por separado los lingotes de
muestra.
2.4.2.3 Cantidad, posición y dimensiones de los apéndices
La cantidad, posición y dimensiones de los apéndices para ensayos serán fijadas
por el constructor en la Especificación de Calidad, de acuerdo con el suministrador.
Por su parte, el suministrador decidirá adicionalmente los apéndices
complementarios que considere necesarios para la realización de sus propios ensayos.
2.4.2.4 Instrumentación
Todas las verificaciones necesarias serán efectuadas con aparatos de ensayo y
por operadores del servicio de control del suministrador. Los aparatos deberán calibrarse
periódicamente y los certificados correspondientes a estas calibraciones y a su
trazabilidad deberán estar a disposición del constructor o del cliente.

Pliego de condiciones 62
2.4.3 Exámenes no destructivos
La Especificación de Calidad definirá las zonas en las que se aplicarán los
ensayos no destructivos, así como los diferentes tipos de estos que será necesario
utilizar.
Esta información se incluirá en la oferta y en el pedido dirigido al suministrador.
Estas condiciones deberán figurar claramente en lo anteriormente citado para
evitar posibles conflictos o malentendidos en la recepción de las piezas, y para permitir
al suministrador establecer correctamente el coste de estos controles y los riesgos para la
fabricación de los productos que estos ensayos no destructivos implican.
2.4.3.1 Control de aspecto de las piezas
Antes de llevarse a cabo los ensayos no destructivos que sean necesarios, se
realizará un control de aspecto a las piezas. Este control comprenderá el examen visual
de la totalidad de la pieza con los criterios, examinándose tanto la conformidad con los
documentos del pedido (en esto se incluye una identificación del material y de los
certificados existentes), como el estado de la superficie.
La superficie deberá estar limpia, sin cascarillas, escoria, resto de arena u otros
materiales similares que pudieran dificultar la búsqueda defectos. Si no se cumpliera lo
anterior, se realizará una limpieza mediante procedimientos mecánicos o químicos, esto
último dependerá de las características de la materia a eliminar en la limpieza. En cuanto

Pliego de condiciones 63
a la rugosidad de las superficies mecanizadas o amoladas finamente es recomendable
utilizar las designaciones del documento ISO 2632 adoptado en numerosas normas. El
examen podrá ser efectuado haciendo referencia a normas tales como la Recomendación
Técnica 341 del "Bureau de Normalisation des Industrias de la Founderie" para estados
de superficie o cualquier otra especificación indicada en la Especificación de Calidad. El
aspecto dimensional será examinado según las indicaciones del apartado relativo a
controles dimensionales.
Los defectos visibles a ojo son los defectos superficiales más llamativos,
aquellos que pueden ser detectados con una simple inspección visual. Este es un
procedimiento que permite encontrar solamente los defectos más grandes ya que, por un
lado, es un tanto subjetivo y, por otro, se da cierto cansancio visual en la persona que
realiza el examen. Por este último motivo, el examen no puede ser excesivamente
prolongado en el tiempo. El cansancio visual produce confusión en el inspector de forma
que, cuando se produce, se detectan defectos donde no los hay o se pasan por alto. Como
registro documental se aportarán fotografías de las zonas sometidas a inspección visual.
Estas instantáneas se encontrarán perfectamente identificadas para, en su caso, proceder
a la comprobación de los resultados.
Si aparecen defectos lo suficientemente grandes, se retirará la pieza dejándola en
espera de las decisiones que se tomen sobre su procesamiento posterior. En caso de
resultar la inspección negativa, la pieza debe ser rechazada rápidamente evitando
realizarle más ensayos u operaciones de fabricación. Si la inspección visual es positiva

Pliego de condiciones 64
la pieza será examinada por otros procedimientos más precisos y capaces de detectar
otros defectos menores y no visibles. Se sellará la pieza y firmará la hoja de ruta,
permitiendo continuar su proceso. Esto se debe a que si la inspección visual encuentra a
la pieza no conforme, los defectos en esta son lo suficientemente graves como para no
tener sentido el continuar el proceso, por el contrario, la inspección visual es incapaz de
hallar gran cantidad de fallos, por lo que el haber superado esta prueba no implica que la
pieza tenga la calidad requerida.
Como límites de aceptación se tomarán los recomendados por la norma
MSSSP55, que contempla una amplia variedad de situaciones y casos y facilita la
identificación de los defectos no admisibles, salvo que en la Especificación de
Calidad se determine cualquier otro criterio.
2.4.3.2 Control de sanidad
Para realizar los controles de calidad será necesario seguir unas pautas y modos
establecidos previamente y que vienen definidos en:
Especificación técnica de control por líquidos penetrantes.
Especificación técnica de control por partículas magnéticas.
Especificación técnica de control por ultrasonidos.
Especificación técnica de control por radiografía.

Pliego de condiciones 65
La elección de los controles empleados y los niveles de aceptación a utilizar
deberán hacerse teniendo en cuenta la afectación de la pieza, su concepción hidráulica,
así como las exigencias en servicio que vaya a tener que soportar, como acciones
erosivas, el riesgo de cavitación, la fatiga por choque, la existencia de solicitaciones
alternativas, la tensión de trabajo de las zonas consideradas, etc.
Las personas encargadas de efectuar los exámenes no destructivos así como de
interpretar sus resultados y de sacar conclusiones a partir de estos, deberán estar
calificadas según un procedimiento escrito. Estas personas deberán poseer una
experiencia en relación con la importancia de las decisiones que deban tomar.
2.4.3.3 Control de la estanqueidad bajo presión
Este tipo de ensayo es raramente realizable en la fundición en condiciones
adecuadas, por lo cual a menudo se renuncia a su realización. Por el contrario, las piezas
expuestas a la presión, una vez que han sido terminadas, son sometidas a un ensayo bajo
presión en los talleres del constructor o en la obra. El constructor debe precisar en el
plano de estas piezas las condiciones de realización de este ensayo, como la naturaleza
del fluido que transmite la presión, o la duración de la misma, lo que permite al
suministrador realizar la pieza de forma que esta pueda soportar adecuadamente aquellos
esfuerzos para los que se ha diseñado.

Pliego de condiciones 66
2.4.4 Controles dimensionales
2.4.4.1 En la fase de entrega por el suministrador
Los controles dimensionales y las tolerancias que deben tener las piezas a
realizar por el suministrador serán precisados por el constructor desde el momento de la
petición de ofertas. La complejidad de las tolerancias dimensionales existentes en las
formas hidráulicas hace complicada la elaboración de normas generales.
En su respuesta a la oferta, el suministrador aceptará o discutirá las tolerancias.
Téngase en cuenta que estas tolerancias tienen una incidencia directa sobre el
precio, cuanto más reducidas sean, más compleja será la fabricación.
2.4.4.2 En la fase de entrega por el constructor
El constructor es la única parte adecuada para decidir tolerar eventuales
diferencias en lo referido a perfiles y dimensiones hidráulicas y valorar las
consecuencias desde el punto de vista de las garantías de funcionamiento que él
previamente hubiese acordado.
La excepción a lo anterior son los casos sometidos a las recomendaciones de la
Comisión Electrotécnica Internacional (Modificación No 1 de Septiembre de 1977 de la
publicación 193, capitulo 4, párrafos 2.2, 2.3 y 2.4 para las turbinas hidráulicas y la

Pliego de condiciones 67
publicación 497 primera edición, capítulo 4, párrafos 15.2, 15.3 Y 15.4 para las bombas
de acumulación).
2.4.5 Especificación técnica de control por líquidos
penetrantes
2.4.5.1 Objeto y campo de aplicación
Los líquidos penetrantes se emplean para detectar defectos abiertos en la
superficie de las piezas que se inspeccionan, de esto se deduce que sólo se podrán
detectar con este ensayo no destructivo defectos en la superficie de la pieza o defectos
considerados como internos pero que afloren en la superficie.
Por lo general, este control está indicado para piezas terminadas. Sin embargo,
puede utilizarse en fases intermedias de fabricación, en particular para el control de las
cavidades de saneado, siempre que en las hojas de fabricación o prescripciones de
calidad figure dicha operación.
La persona que realice el ensayo y evalúe posteriormente los resultados del
mismo deberá estar cualificada con el nivel 11 establecido en los requisitos SN- TC- 1 A
o según las Recomendaciones para la Cualificación y Certificación del Personal de
ensayos No Destructivos de la Asociación Española para el Control de la Calidad
(AECC).

Pliego de condiciones 68
2.4.5.2 Preparación de las superficies
La preparación de las superficies en el ensayo de líquidos penetrantes tiene por
objeto conseguir que las condiciones superficiales de la pieza sean tales que se pueda
garantizar la correcta interpretación de los resultados que se obtengan en el ensayo.
Las superficies a examinar deberán estar limpias y secas por lo que hay que
eliminar totalmente todos los posibles restos en la misma de sustancias como óxido,
taladrina, escorias de soldadura, grasa, aceite, agua, polvo, etc.
Si la rugosidad de la pieza es excesiva, puede alterar la interpretación de los
resultados, por lo que el valor de la rugosidad máxima Re se limitará a valores
adecuados, 12 pm (N10) realizándose alguna operación previa de mecanizado o amolado
si fuera necesario. En aquellas superficies donde se hayan efectuado tratamientos
mecánicos superficiales que puedan impedir la penetración del líquido, las superficies a
examinar deberán ser amoladas previamente a la realización del ensayo.
En el caso de que se realice un examen por partículas magnéticas por vía
húmeda, es recomendable efectuar previamente el control por líquidos penetrantes para
poder contrastar los resultados de estos dos ensayos.

Pliego de condiciones 69
2.4.5.3 Condiciones realización del ensayo
2.4.5.3.1 Temperatura
Los líquidos empleados para la realización de este ensayo tienen unas
propiedades características, como su poder humectante, ser químicamente inertes, no ser
tóxicos (para que su manipulación sea segura), etc. Debido a esto, las temperaturas de
los líquidos y de la superficie a examinar, deben estar comprendidas dentro de un campo
comprendido entre 15 y 60 º C aproximadamente, para que se vean favorecidos los
fenómenos en que se basa el ensayo de líquidos penetrantes. Fuera de estos límites
térmicos, la eficacia de los productos y del procedimiento deberá demostrarse a la
temperatura prevista de utilización.
El líquido penetrante es un derivado del petróleo por lo que el límite superior de
temperatura no debe ser superado por el riesgo de inflamación que provocaría esa
circunstancia. En cuanto al límite inferior de temperatura de trabajo, se da con el fin de
que el líquido penetrante tenga un poder humectante suficiente como para permitir la
penetración en los defectos, fenómeno que se ve dificultado si la temperatura no es
suficientemente alta.
En cualquier caso, las temperaturas antes mencionadas son solamente
orientativos, por lo que se deberán seguir las indicaciones y recomendaciones
establecidas por el fabricante del producto que se emplee.

Pliego de condiciones 70
2.4.5.3.2 Iluminación
Para la correcta apreciación de los resultados, la iluminación del lugar en el que
se realice el ensayo debe ser suficiente, para esto, el examen podrá realizarse a la luz del
día o con luz artificial producida por un tubo fluorescente de 80 W colocado a 1 m de
distancia. También se podrá emplear una iluminación equivalente a las anteriormente
mencionadas.
2.4.5.3.3 Materiales de trabajo
Para realizar los ensayos mediante líquidos penetrantes se utilizará un kit
formado por los siguientes productos:
1) Penetrante ARDROX 966P (aerosol)
2) Eliminador ARDROX 966 PR 551 (aerosol o granel)
3) Revelador ARDROX 966 (aerosol)
Del lote empleado en los ensayos se adjuntará sus certificados de Garantía de
Calidad según DIN 50.04913.1 .b. o equivalente a esta.
2.4.5.4 Procedimiento
El ensayo por líquidos penetrantes se basa en los fenómenos de capilaridad y de
exudación que se producen entre el líquido y la superficie en que se aplica este. El
método más común consiste en utilizar un líquido penetrante coloreado eliminable

Pliego de condiciones 71
mediante agua, con el que se impregna la superficie a examinar. Esta superficie es
posteriormente limpiada para eliminar el exceso de líquido penetrante aplicado. La
lectura se hace por aplicación de una capa de un producto denominado revelador.
En caso de haber un acuerdo previo, se podrá utilizarse cualquier otro método.
Para realizar un ensayo de líquidos penetrantes los pasos más habituales son los
siguientes:
Preparación de la superficie a examinar, este aspecto ya fue tratado en un
apartado anterior, se basa en que la superficie ha de estar limpia y seca. Para eliminar los
restos de oxido, escorias de soldadura u otros materiales que dificulten el ensayo se
podrán emplear cepillos metálicos, muelas o los instrumentos adecuados para tal fin. En
el apartado anterior referido a los materiales de trabajo viene especificado el disolvente
que se empleará, aunque se puede emplear también otro que sea similar al citado
anteriormente.
Aplicación del líquido penetrante, esta podrá hacerse mediante inmersión, con
pincel o mediante pulverización, esta última se hará haciendo que la distancia entre el
aerosol y la superficie a examinar esté comprendida entre 40 y 60 centímetros. El líquido
penetrante debe aplicarse de forma homogénea por toda la superficie que se vaya a
examinar y deberá dejarse en esta al menos durante diez minutos, este tiempo mínimo se
incrementa en el caso de superficies pulidas, defectos estrechos o temperaturas bajas
debido a que el líquido penetrante trabaja en condiciones más desfavorables. Es habitual

Pliego de condiciones 72
que se deje al líquido un tiempo entre diez y veinte minutos, posibilitando así que
penetre completamente en los defectos que se quieren detectar. Durante el tiempo de
aplicación la superficie debe permanecer húmeda.
Eliminación del exceso de penetrante, para esto se emplea un trapo húmedo, se
enjuaga o se pulveriza agua a temperatura moderada (inferior siempre a 50°C) y presión
media (la máxima presión utilizable es 3.5 bares). La eliminación del exceso de líquido
penetrante siempre debe hacerse una vez superado el tiempo de aplicación del mismo,
para que este haya podido penetrar en los defectos.
Limpieza de la superficie a examinar, una vez que se haya eliminado el exceso
de líquido penetrante se debe limpiar y secar la superficie empleando trapos que no se
deshilachen (para no ensuciar a la misma) o papel absorbente.
Aplicación del producto revelador, este suele ir en forma de suspensión en un
líquido (vía húmeda). Debido a que es una suspensión, es muy recomendable de cara a
conseguir una homogeneidad adecuada que la aplicación del producto revelador se
produzca en cuanto se haya terminado de agitar a la suspensión. El revelador puede
aplicarse de cualquier forma que permita que la capa que forme el mismo sea fina,
homogénea y que no perturbe al líquido penetrante que se encuentra en el interior de los
defectos.
El líquido penetrante se difunde rápidamente en el revelador, por lo que el
examen de la pieza debe hacerse según se vaya aplicando el revelador a la misma.

Pliego de condiciones 73
Una vez obtenidas las indicaciones, se compararán estas con los criterios de
aceptación, esto debe hacerse en un período de tiempo que habitualmente está
comprendido entre diez y veinte minutos.
2.4.5.5 Interpretación de los resultados obtenidos
Indicación es cualquier mancha de exudación obtenida tras haber aplicado el
líquido revelador. Existe una terminología muy concreta referente a los tipos de
indicaciones que se pueden encontrar una vez realizado el ensayo:
Indicaciones "verdaderas" son las que resultan de discontinuidades mecánicas.
Indicaciones "circulares" son las que presentan una forma más o menos elíptica,
siendo su longitud inferior a tres veces su anchura media.
Indicaciones "lineales" son aquellas cuya mayor longitud es superior a tres veces
su anchura media.
Indicaciones "alineadas1' son aquellas que siendo tres o más, están una a
continuación de la otra y siendo la distancia entre ellas inferior a dos milímetros de
borde a borde de las mismas.
Las irregularidades superficiales como los surcos de herramienta empleada u
otras similares a estas, son susceptibles de generar también indicaciones. Cualquier
indicación que se revele ambigua, deberá ser considerada como defecto y se repetirá el

Pliego de condiciones 74
ensayo para verificar si verdaderamente se trata de un defecto o no, en caso necesario, se
hará un retoque previo de la superficie.
Salvo acuerdo con el constructor, las grandes zonas pigmentadas serán
declaradas no aceptables. Las indicaciones aisladas de longitud inferior a 1,5 mm no se
tomarán en consideración.
La zona examinada mediante líquidos penetrantes será evaluada y clasificada por
comparación con los criterios aquí indicados que definen cinco clases de calidad
numeradas del 1 al 5 y cuyo orden de calidad es decreciente. La superficie de referencia
será de 1 dm2 y podrá ser de forma cuadrada o rectangular, si bien su longitud máxima
estará limitada a 250 rpm. La forma de la zona de referencia vendrá dada por la
morfología y las dimensiones de la zona examinada o según la repartición más
desfavorable de las indicaciones encontradas en la misma.
En el caso de indicaciones especiales, o indicaciones lineales manifiestamente no
asimilables a cualquiera de las clases previstas, éstas deberán ser objeto de una decisión
adecuada a cada caso particular.
2.4.5.6 Criterios de aceptación
Para los distintos criterios de aceptación se utilizará una imagen patrón. La zona
examinada en el ensayo será evaluada por comparación con la imagen patrón en cada

Pliego de condiciones 75
clase, la cual representa una superficie de 1 dm2. Como ya se dijo antes, podrá ser de
forma cuadrada o rectangular y su longitud máxima está limitada a 250 mm.
La superficie de comparación se colocará de forma que se tome la repartición
más desfavorable de indicaciones en la zona a considerar.
Clase 1
> Ninguna indicación circular de dimensión superior a 3 mm.
> Ninguna indicación lineal.
> Ninguna indicación alineada.
> Superficie total de las indicaciones no superior a 10 mm2/dm2.
Clase 2
> Ninguna indicación circular de dimensión superior a 4 mm.
> Ninguna indicación lineal.
> Ninguna indicación alineada.
> Superficie total de las indicaciones no superior a 20 d d m 2 .
Clase 3
Ninguna indicación circular de dimensión superior a 5 mm.

Pliego de condiciones 76
Ninguna indicación lineal.
Ninguna indicación alineada.
Superficie total de las indicaciones no superior a 50 mm2/dm2.
Clase 4
Ninguna indicación circular de dimensión superior a 6 mm.
Ninguna indicación lineal.
Ninguna indicación alineada de una longitud superior a 10 m.
Superficie total de las indicaciones no superior a 125 mrr?/dm2.
Clase 5
Ninguna indicación circular de dimensión superior a.8 mm.
Ninguna indicación lineal de longitud superior a 7 m.
Ninguna indicación alineada que constituya una longitud superior a 16 mm.
Superficie total de las indicaciones no superior a 250 mm2/drn2.

Pliego de condiciones 77
2.4.5.7 Informe del control
Este deberá incluir como mínimo la información relativa al lugar, fecha del
examen, designación e identificación de la pieza y números de pedido y de colada de la
misma.
También deberá incluir el tipo de acero fundido, fase de fabricación, zonas
controladas, referencia a esta especificación, designación de los productos utilizados en
el ensayo y el resultado del ensayo, que podrá ser de conformidad o no con la
especificación de calidad que se debiese cumplir.
El informe deberá contener el nombre y la firma del inspector encargado del
ensayo, así como las observaciones adicionales que se considerasen necesarias.
2.4.6 Especificación técnica de control mediante partículas
magnéticas
2.4.6.1 Objeto y campo de aplicación
El objeto del ensayo no destructivo mediante partículas magnéticas es detectar
eventuales defectos próximos a la superficie, hayan aflorado o no en la misma, este
ensayo permite detectar defectos superficiales y subsuperficiales, las piezas a las que se
vayan a someter a este ensayo deberán presentar un ferromagnetismo suficiente.
Este examen se hace generalmente sobre superficies brutas o desbastadas, si bien
puede aplicarse sobre superficies terminadas, adoptando las precauciones necesarias.

Pliego de condiciones 78
2.4.6.2 Preparación de las superficies
Las superficies en las que se vaya a realizar el ensayo deben estar limpias,
exentas de aceite grasa, arena o cualquier otra anomalía que pudiera dificultar la buena
interpretación de las indicaciones magnéticas que produce el ensayo.
De todas formas, el estado de la superficie será definido en la Especificación de
Calidad que se aplique.
Para las partes desbastadas o amoladas, en principio se especificará una
rugosidad Re no superior a 12,5 pm (N10). Para las partes que deban quedar brutas, se
seguirá la norma GE 70-2, concretamente, su apartado 3.1. Ha de tenerse en cuenta que
un granallado demasiado activo puede dificultar la detección de los defectos menos
visibles e incluso enmascararlos, debido a esto, se recomienda limitar esta operación a lo
estrictamente necesario.
2.4.6.3 Creación del campo magnético
2.4.6.3.1 Procedimiento de magnetización
Hay varios métodos para conseguir la creación del campo magnético, este será
creado mediante paso de corriente alterna o rectificada de una o dos alternancias a través
de la pieza.

Pliego de condiciones 79
El uso de comente alterna consigue una mayor sensibilidad para la detección de
defectos abiertos en la superficie, mientras que la corriente rectificada facilita la
detección de defectos subsuperficiales.
Previo acuerdo con el constructor, puede utilizarse cualquier otro procedimiento
que se considere adecuado. En caso de emplearse un electroimán, éste debe ser
obligatoriamente alimentado con corriente alterna.
Si el examen es en superficies ya terminadas, para tratar de limitar el efecto de
arcos que eventualmente se produzcan, es necesario acoplar a los electrodos
"almohadillas" en metal fusible, también puede emplearse un electroimán.
La Especificación de Calidad podrá precisar el método de magnetización y el
tipo de corriente a utilizar para conseguir esta.
2.4.6.3.2 Intensidad de campo magnético
La intensidad de corriente, la separación entre electrodos y el recubrimiento
existentes en las sucesivas zonas a controlar deben permitir que en cada zona examinada
haya un campo tangencia1 (que se define como el valor medio entre comente rectificada
y valor eficaz en comente alterna) igual o superior a 2000 A/m (es decir 25 Oe), sin que
se sobrepase el valor que provoca la aparición de indicaciones por la saturación del
material ferromagnético. La excepción a esto último será la zona adyacente a los
electrodos por motivos obvios.

Pliego de condiciones 80
Si no se dispone de un equipo de medida del campo magnético, se aceptará que
la condición precedente se cumple para una intensidad eficaz de comente de 50 A por
cada centímetro de separación entre los electrodos que producen la magnetización.
Para los aceros inoxidables ferromagnéticos, la intensidad que se emplee en la
magnetización deberá ser mayor, pueden ser necesarios valores de hasta 7000 Alm.
Si el equipo está graduado en intensidad de cresta, ésta se convertirá en
intensidades eficaces (que son medias cuadráticas). Para el caso de corriente rectificada
de un semi-período se realiza mediante:
Si la comente es rectificada de dos semi-período y alterna se realiza la
conversión con:
ECUS pag 321
Hay que asegurar que los indicadores den una respuesta positiva, aunque los
campos magnéticos sean débiles.
2.4.6.4 Producción de la imagen magnética.
La imagen magnética se puede obtener mediante métodos diversos, entre los que
se incluyen el polvo magnético seco, polvo magnético en suspensión en un líquido
apropiado y polvo magnético fluorescente en suspensión en un líquido apropiado.

Pliego de condiciones 81
Cualquiera de estos productos debe aplicarse sobre la superficie a examinar. En
el caso de que se utilice polvo magnético fluorescente, la observación se realizará
mediante luz ultravioleta.
La Especificación de Calidad podrá precisar el producto a utilizar en los distintos
casos que se puedan presentar. El método empleado para aplicar el producto debe
asegurar una repartición regular de las partículas magnéticas sobre toda la superficie a
controlar para que las lecturas de resultados sean correctas. El recipiente que contenga el
revelador liquido debe ser agitado frecuentemente para facilitar también esto último. Los
productos utilizados en los ensayos deben tener una granulometría, un color y una
concentración adecuados para asegurar una sensibilidad y un contraste convenientes,
para conseguir esto, se tendrán que tener presentes las condiciones en las que se vaya a
realizar el ensayo de partículas magnéticas.
En el procedimiento con polvo fluorescente, la lámpara ultravioleta deberá tener
la potencia suficiente y la luz ambiental deberá atenuarse en caso de que dificulte la
lectura de resultados.
La eficacia del producto empleado en el ensayo se verificará por medio de un
indicador dispuesto sobre la pieza durante el transcurso del control (por ejemplo al
Berthoid, Am\JOR o ASTM).

Pliego de condiciones 82
2.4.6.5 Modo de operar
Cada superficie elemental será controlada sucesivamente según dos direcciones
perpendiculares, esto se debe a que el ensayo de partículas magnéticas detecta bien
defectos cuya orientación sea perpendicular a la de las líneas de campo magnético de la
zona inspeccionar, pero detecta mal aquellos defectos cuya orientación sea paralela a las
líneas de campo magnético.
Para facilitar el sondeo, las zonas a controlar pueden ser previamente
cuadriculadas con tiza o cualquier otro medio adecuado salvo en el caso de superficies
de pequeña dimensión. Los electrodos podrán disponerse paralelamente a los lados o a
las diagonales del cuadriculado anteriormente mencionado:
Si los electrodos se disponen paralelamente a los lados de la cuadrícula, para una
separación de cuadrícula de entre 150 y 200 milímetros, la separación entre los
electrodos estará comprendida entre 190 y 240 milímetros. En este caso la intensidad
mínima eficaz tomará un valor entre 950 y 1200 A.
Si los electrodos se disponen según las diagonales de la cuadrícula, para una
separación cuadrícula de entre 150 a 200 milímetros, los electrodos deberán estar
separados por una distancia de entre 250 y 300 milímetros. La intensidad eficaz mínima
será de entre 1250 y 1500 amperios.
En las zonas elementales consideradas, el revelador se aplicará durante 3
segundos a la vez que se produce la circulación de la comente, la cual se mantendrá

Pliego de condiciones 83
durante un segundo más que la aplicación del revelador de cara a facilitar la
estabilización de las indicaciones. El examen se hará visualmente sin esperar una vez
hecho lo anteriormente mencionado.
Sí estará permitido realizar el examen después de haber tratado varias de estas
zonas elementales, siempre que se cumpla que las sucesivas aplicaciones del producto
revelador no borran las indicaciones que previamente se hubiesen formado. Si el ensayo
debe realizarse en una zona con gran inclinación y con polvo seco, podría suceder que al
finalizar el paso de la corriente las indicaciones ya no fueran visibles, al haber caído el
polvo por efecto de la gravedad. En este caso el examen debe efectuarse durante el paso
de corriente, para evitar el problema antes mencionado.
2.4.6.6 Interpretación de los resultados
El ensayo por partículas magnéticas se basa en que pone en evidencia las
discontinuidades que deforman el campo magnético en la superficie que se está
inspeccionando, por concentración local de las partículas alrededor de las citadas
discontinuidades. Estas concentraciones son más o menos definidas en función de la
profundidad, naturaleza y magnitud de las discontinuidades que existan en el material.
Las indicaciones se pueden producir por multitud de causas, como grietas,
fisuras, pliegues, rechupes, soportes de macho, poros, inclusiones y otros defectos, que
podrán ser más o menos volumétricos.

Pliego de condiciones 84
Sin embargo, las indicaciones pueden deberse a diferencias en la estructura del
metal, sobre todo en las zonas adyacentes a las reparaciones hechas por soldadura en
determinados tipos de acero, estas indicaciones no indicarán por lo tanto la presencia de
discontinuidades en el material.
Asimismo, las singularidades presentes en la superficie, como las curvas de
enlace de radio pequeño, así como surcos de mecanización o amolado, o incluso la
magnetización local remanente debida a un cable eléctrico pueden disminuir o aumentar
la concentración de partículas en esa zona.
La conclusión de lo anterior es que el ensayo mediante partículas magnéticas
permite detectar una gran cantidad de defectos, pero en ocasiones pueden surgir
indicaciones erróneas, que indiquen la existencia de un defecto cuando en realidad este
no existe.
2.4.6.7 Criterios de aceptación
Las indicaciones que se tendrán en cuenta son aquellas que previamente se haya
acordado que se deben a una particularidad de la superficie o a una discontinuidad de la
estructura, esto ya fue tratado en el apartado concerniente a la interpretación de los
resultados de ensayos mediante partículas magnéticas.
En caso de desacuerdo, se podrá repetir el ensayo, realizar un ligero amolado
local y provocar una mejora de las condiciones de magnetización de la zona estudiada.

Pliego de condiciones 85
Si la duda respecto a la indicación persistiese, se efectuarían ensayos mediante líquidos
penetrantes en la zona considerada.
Los criterios de aceptación para cada clase figuran en la tabla siguiente:
Siendo las anotaciones contenidas en la tabla anterior las siguientes:
S: Clase excepcional (zonas críticas altamente solicitadas). Si se presenta una
concentración numerosa de indicaciones pequeñas, aunque estas sean puntuales, la

Pliego de condiciones 86
superficie implicada deberá amolarse para seguir la evolución de las mismas; si éstas
tienen tendencia a alargarse y a acercarse, se procederá a reparar.
(3) L es la longitud de la indicación más larga.
(4) En caso de desacuerdo y si la naturaleza del defecto no puede ser demostrada,
será asimilada a una discontinuidad lineal. Téngase en cuenta también que las
indicaciones de tamaño en tomo a un milímetro no se toman en consideración. La
especificación de calidad definirá la clase a utilizar en cada zona que se deba controlar.
Para las paredes de las cavidades de saneado, el Constructor podrá especificar una clase
de calidad distinta de la prevista para la superficie.
2.4.6.8 Informe del control
El informe de control debe indicar como mínimo:
Lugar y fecha del examen.
Designación e identificación de la pieza.
Números de pedido y de colada.
Tipo de acero fundido.
Fase de fabricación y zonas controladas por el ensayo.
Referencia a esta especificación.

Pliego de condiciones 87
Equipo utilizado, tipo de corriente de magnetización, y naturaleza de las
partículas magnéticas.
Conformidad, o no, de la pieza respecto a la especificación de calidad establecida
para la misma.
Observaciones que se consideren adecuadas.
Nombre y firma del inspector.
2.4.7 Especificación técnica de control por ultrasonidos
2.4.7.1 Objeto y campo de aplicación
El ensayo no destructivo basado en ultrasonidos tiene como objetivos encontrar
defectos internos en las piezas examinadas, así como estimar su importancia (naturaleza,
dimensiones y posición) si esto es posible.
El examen mediante ultrasonidos puede aplicarse a todas las piezas realizadas en
acero fundido ferrítico o martensítico. No obstante, hay factores como la forma de las
piezas o el tamaño del grano de estas que pueden limitar su empleo y hacer muy difícil o
imposible la interpretación de los resultados obtenidos.
El método descrito en la presente especificación está basado en la utilización de
un palpador normal de ondas longitudinales. Si la especificación de calidad requiere el
empleo de otro tipo de palpadores de ultrasonidos, particularmente para la detección y

Pliego de condiciones 88
caracterización de defectos muy próximos a la superficie o en las zonas en espera de
soldadura, entonces la especificación de calidad deberá indicar la especificación que se
deberá aplicar en esos casos.
2.4.7.2 Observaciones preliminares
El método utilizado, denominado impulsos de emisión, consiste en interpretar
sobre la pantalla los ecos recibidos por un palpador después del regreso del impulso de
ultrasonidos que el mismo ha creado anteriormente. Se deberá tener en cuenta la
evolución de las amplitudes o posiciones que presentasen estos ecos según vaya
cambiando la posición del palpador.
La amplitud de un eco está ligada a la existencia de superficies en las que rebotan
los ultrasonidos a una distancia dada, y depende también de las características de
reflexión de los ultrasonidos que estas superficies posean en la dirección considerada.
Esto explica la complejidad que entraña deducir la naturaleza y dimensiones de
aquellos que provoca los ecos de ultrasonidos detectados y, por consiguiente, el carácter
convencional de los límites de aceptación propuestos en la presente especificación.
Debido a esto, el examen mediante ultrasonidos no es completamente
concluyente, por lo que se requieren análisis adicionales para poder asegurar totalmente
la conformidad de la pieza analizada respecto de las especificaciones que debe cumplir.

Pliego de condiciones 89
La eficacia del ensayo por ultrasonidos y el coste asociado a este depende en
buena medida de la meticulosidad con que se realice, esto incluye el tiempo necesario
para el ensayo y la accesibilidad de las zonas a controlar.
El Constructor deberá, pues, adaptar sus exigencias relativas a la preparación de
superficies, modo de sondeo, clases de aceptación, etc., al problema específico que
presenta cada parte de la pieza para la cual se ha prescrito el examen por ultrasonidos.
2.4.7.3 Condiciones de operación
El examen por ultrasonidos será siempre efectuado después del tratamiento
térmico de calidad al que se someta a la pieza. La Especificación de Calidad precisará
los estados de superficie a respetar para poder llevar a cabo el control, esto tendrá en
cuenta también los criterios de aceptación que afecten a la pieza.
Una rugosidad correspondiente al patrón N10 (12,5 pm) generalmente es
aceptable, al permitir realizar correctamente el ensayo. En todos los casos, las
superficies en contacto con el palpador serán regulares y sin asperezas u ondulaciones
que dificulten la transmisión de las ondas de ultrasonidos y el desplazamiento del
palpador. La calamina resultante de la eliminación de las mazarotas o del tratamiento
térmico así como cualquier resto de cascarilla, óxido, escorias de soldadura, etc serán
eliminados antes de realizar el ensayo.

Pliego de condiciones 90
Si esto es posible, se deben eliminar entallas, rebordes o elevaciones que pudiera
presentar el material con el fin de asegurar un buen contacto entre el material y el
palpador en un espacio suficiente para que el ensayo se haga de forma correcta.
Se utilizará un producto de acoplamiento que permita una adecuada transmisión
de los ultrasonidos, entre los que se pueden utilizar figuran la pasta de celulosa y el
aceite.
Se utilizará el mismo producto de acoplamiento para el calibrado y para los
exámenes, el aparato empleado será del tipo clásico y, como mínimo, será capaz de
utilizar un campo de frecuencias comprendido entre 1 a 5 MHz. Recuérdese que a mayor
frecuencia de los ultrasonidos, menores serán los defectos que se puedan llegar a
detectar.
El aparato de ultrasonidos estará provisto de un dispositivo para el reglaje de la
amplificación graduado en decibelios, cuya precisión será de 2 dB dentro de los campos
utilizados. La escala vertical será lineal con una tolerancia de +5% como mínimo hasta
el 75% de su altura máxima. La base de tiempos del aparato será regulable de forma
continua y su diferencia de linealidad debe ser inferior al 2% del valor de la medida para
garantizar una buena precisión.
Las tolerancias anteriormente indicadas son indicativas. Si estos valores fueran
superados, podría ser necesario tenerlo en cuenta para casos límite que se pudiesen
presentar.

Pliego de condiciones 91
Los palpadores utilizados son palpadores normales de ondas longitudinales.
Salvo imposibilidad, debido a la forma o la permeabilidad, su diámetro estará
comprendido entre 19 Y 26 mm. y su frecuencia entre 2 y 2,5 MHz. Generalmente estos
palpadores están provistos de una suela protectora blanda que dificulta su desgaste con
el uso.
Antes de su utilización, se verificará la resolución y sensibilidad del conjunto
formado por el palpador y el aparato por medio de una pieza de calibración
internacional.
Resolución: en la ranura de 2 mm, empleando palpadores normales de frecuencia
igual a 2 MHz o más, deberán obtenerse tres ecos.
Sensibilidad: para una frecuencia de 2 a 2,5 MHz, el número de ecos obtenidos
sobre la suela de plexiglás serán como mínimo tres, esto podría hacer necesario
aumentar la amplificación al máximo, para investigaciones complementarias que se
hayan previsto, pueden utilizarse otros tipos de palpadores de ultrasonidos, como los
palpadores angulares de ondas transversales (recuérdese que hasta ahora eran todos de
ondas longitudinales). Los ángulos de refracción más habituales en estos palpadores son
de 45", 60" y 70" con respecto a la normal de la superficie en que se apoya el palpador
angular.
Otro tipo de palpadores de ultrasonidos son los denominados SE, que poseen
cristales emisor y receptor diferenciados y que sirven sobre todo para buscar defectos

Pliego de condiciones 92
superficiales en la pieza inspeccionadas. Estos palpadores generalmente no están
provistos de una suela flexible lo que hace necesario una adecuada preparación de la
superficie hasta que sea lo suficientemente lisa y plana.
3.2.4.7.4 Modo de operación
El impuso de emisión que produce el equipo de ultrasonidos empleado puede
permitir a veces el ajuste del mismo, en este caso, se empleará un impulso de emisión
con la potencia mínima compatible con las distintas necesidades del ensayo. Las
características del impulso de emisión no se modificarán durante el ensayo.
Para la calibración del palpador y la evaluación de las indicaciones obtenidas en
el ensayo, el mando que regula la amplificación deberá estar en la posición 0. La base de
tiempos deberá estar reglada de forma que se maximice la separación el impulso de
emisión y los ecos más alejados que se pudieran producir, esto se debe a que así se
medirá de forma más precisa. Las consideraciones anteriores se efectuarán, lógicamente,
teniendo en cuenta de las posibilidades de reglaje del equipo que se vaya a utilizar. Para
el calibrado se emplean únicamente las distancias entre dos o más ecos de distancia
previamente conocida. La distancia entre la impulsión de emisión y el primer eco no
puede emplearse por el efecto denominado de "campo cercano", que hace que la
precisión en la zona próxima a la emisión no sea lo suficientemente alta como para
calibrar con ella. La posición de un eco respecto a una referencia en la pantalla permite
determinar la profundidad a la que se encuentra el elemento que produce el citado eco,

Pliego de condiciones 93
que puede ser tanto un defecto como características propias de la pieza como el espesor
de la misma.
Para el reglaje de la amplitud de los ecos se pueden utilizar piezas patrón de
espesores conocidos. Estas piezas existen tanto con un espesor fijo como escalonadas.
Estas piezas pueden tener taladros cuyas indicaciones figuran en la especificación de
calidad:
Con taladros de fondo plano de diámetro 6 mm, cuya tolerancia de -O y +0.4 y
cuyos ejes serán perpendiculares a la superficie examinada.
Con taladros cilíndricos del mismo diámetro, pero cuyos ejes serán paralelos a la
superficie examinada.
Las piezas patrón estarán preferiblemente fabricadas de acero y es deseable que
sus características relativas a la propagación de los ultrasonidos en ellas sean lo más
similares posibles a las de la pieza que se va a someter al ensayo.
(1) La anchura de las piezas patrón será superior a 50 mm y a:
dL
D
λ ⋅=
En la expresión anterior h es la longitud de las ondas de ultrasonidos en la pieza,
d es la distancia y D es el diámetro del cristal que genera los ultrasonidos.

Pliego de condiciones 94
Para obtener las curvas de referencia, poner sucesivamente el palpador sobre
cada uno de los taladros útiles de la pieza patrón empleada, se deberán conocer los
espesores en los que se va a calibrar (mínimo 3 espesores). En la posición del eco
máximo se reglará la amplificación para que la altura de este oscile entre el 75% y la
totalidad de la altura de la pantalla.
Se marcarán en la pantalla los picos de los ecos correspondientes a cada taladro
que se obtuvieron anteriormente. Si se diera el caso de que la altura de algún eco resulta
inferior al 20% de la altura total de la pantalla, se aumentaría la amplificación de 6 a 12
dB en esto punto, anotándose también la ganancia suplementaria que se acaba de
introducir.
Trazar una línea que pase por los distintos puntos y prolongada hacia la izquierda
horizontalmente. Se obtiene así la curva de referencia de amplificación correspondiente
AO.
Para tener en cuenta los distintos estados de superficie y de absorción de los
ultrasonidos en el espacio comprendido entre la pieza a examinar y la pieza patrón, se
modificará la amplificación procediendo como en el caso de los generadores de ecos
artificiales, se trazará una línea que pase por los picos de los ecos de fondo
correspondientes a los distintos espesores de los taladros de las piezas patrón, de
amplificación correspondiente Al. A continuación se pondrá el palpador sobre una zona
sana de la pieza cuyas paredes sean paralelas y cuyo estado de superficie sea equivalente

Pliego de condiciones 95
al de la zona que se desea examinar, reglándose la amplificación de aparato hasta que se
haya elevado el eco de fondo sobre la línea trazada sobre la pantalla.
Denominaremos A2 a la amplificación obtenida. En el momento de realizarse el
examen mediante ultrasonidos, la amplificación deberá tomar el valor AO-(A2-Al).
También podría ser necesario modular esta corrección en función de la
profundidad existente, por ejemplo, repitiendo la operación precedente para distintos
espesores e interpelando si fuera necesario.
Una forma de no tener que realizar todo lo anterior es mediante la utilización de
diagramas de referencia ya existentes. Si existe un acuerdo previo entre las partes, la
curva de referencia podrá igualmente ser establecida utilizando los diagramas facilitados
por distintos fabricantes de palpadores, en los cuales se incluyen para un tipo
determinado de palpador las curvas correspondientes al eco de fondo, además de los
ecos de taladros de fondo plano de diámetros diferentes.
En este último caso, sería necesario verificar previamente, mediante el uso de
piezas patrón provistas de taladros con fondo plano, como mínimo dos puntos del
diagrama que se fuese a emplear. Hay diversas formas de examen, la especificación de
calidad precisará para cada zona que se considere, la modalidad de ensayo que se debe
efectuar:

Pliego de condiciones 96
Examen al cien por cien, esto se indicará con una X en la casilla que corresponda
a la zona en la especificación de calidad. En este caso el palpador se desplaza según
líneas paralelas con recubrimiento hasta haber examinado la totalidad de la zona.
Examen por sondeo. Se puede denominar QL, QP o SL, que a su vez se
caracterizan por:
QL seguido por unas cifras significa que el palpador se desplaza a lo largo de las
líneas de una red cuadriculada. Las cifras antes mencionadas indican el paso en
milímetros de la red.
QP seguido por unas cifras significa que el palpador se aplica únicamente en los
puntos de intersección de una red como la definida en el caso anterior.
SL implica que el palpador se desplazará según líneas que habrán de ser
definidas en cada caso.
Los exámenes por sondeo deben seguir al menos una serie mínima de reglas,
entre las que se incluyen:
Para evitar la aplicación de la cláusula mencionada el constructor deberá precisar
claramente y rápido (como muy tarde, en el propio pedido) la localización de los cruces
de la red que se vaya a emplear.
Si se detecta una anomalía se investigará su contorno examinando las zonas que
sean adyacentes a la citada anomalía.

Pliego de condiciones 97
La garantía obtenida sobre la conformidad de la clase especificada en toda la
zona que se haya considerado dependerá del paso de la red empleada y de la clase de
aceptación, ya que cambios en estos parámetros afectan a la exactitud del examen y a la
dificultan que existe para superarlo.
Para la detección de las indicaciones, se aumenta la amplificación lo necesario
para que la altura mínima de los ecos a anotar, para la clase especificada, sea al menos
igual a una quinta parte de la altura total de la pantalla del aparato empleado. Las
indicaciones a detectar en el ensayo mediante ultrasonidos serán tanto ecos intermedios
como atenuaciones del eco de fondo que no se deban a la geometría que presenta la
pieza en esa zona.
Ciertas indicaciones no podrán ser interpretadas con la exactitud deseable, por lo
que pueden interpretarse como defectos. Estas indicaciones serán indicaciones a
confirmar y son particularmente importantes en aquellas zonas que hayan sufrido
reparaciones considerables.
2.4.7.5 Criterios de aceptación
Se denominará D a la altura del eco máximo producido por el defecto, después
de haber ajustado la amplificación de calibrado, R será la altura de la curva de referencia
a la misma profundidad, y F será la altura del eco de fondo en la zona examinada de
paredes paralelas.

Pliego de condiciones 98
Fo se tomará como la altura del eco de fondo en una zona sana de paredes
paralelas del mismo espesor de la zona a examinar. Se definirá:
F Fo F∆ = −
S se definirá como la superficie formada por las zonas elementales obtenidas por
una agrupación de puntos de indicaciones a anotar por el método que se haya definido
previamente. Las indicaciones a anotar son aquellas para las que se cumple:
0,5D
RR
⋅≻
0,2F
Fo
∆ ≥
Se podrán emplear también otros límites, que podrán depender de la clase de
calidad o de aquello que se considere adecuado. Se tomarán como indicaciones
puntuales aisladas a aquellas en las cuales su superficie es inferior a la del palpador
empleado para realizar el ensayo.
Es necesario calcular la superficie de las zonas con anomalías que presente la
pieza, para ello se marcarán sobre la pieza las posiciones correspondientes al centro del
palpador para las cuales se ha encontrado alguna indicación a anotar. Estos puntos se
agruparán en zonas elementales de superficie S.
Se considerarán como zonas elementales distintas aquellas para las cuales las
distancias a toda zona vecina son mayores que la dimensión máxima de las dos zonas

Pliego de condiciones 99
que se estén considerando. Si los puntos marcados anteriormente no se agrupan en zonas
elementales, entonces se les considerarán indicaciones puntuales aisladas.
Hay que tener en cuenta que si la superficie inspeccionada no es plana, la
determinación de la superficie real de la zona con anomalía puede necesitar un croquis.
Los criterios de aceptación de este ensayo se pueden basar en múltiples
parámetros, entre los que figuran:
Altura del eco producido por el defecto.
Atenuación del eco de fondo.
Superficie de cada zona elemental.
Superficie total acumulada debida a las zonas elementales.
Si las indicaciones superan los criterios de aceptación que finalmente se
especifiquen, el constructor deberá decidir si la pieza se repara o si deben confirmarse
los resultados obtenidos.
Los niveles de aceptación pueden variar con la profundidad de la zona que se
esté inspeccionando, si es así, habrá que definir a las distintas clases de calidad que
haya.

Pliego de condiciones 100
Los criterios antes mencionados también pueden variar para el caso de zonas
puntuales aisladas, si es así, será necesario definir los criterios que deberán aplicarse en
ese caso.
No se deben establecer criterios de aceptación de carácter general por la gran
cantidad de casos que pueden darse, habrá que tener en cuenta las solicitaciones, la
dificultad existente para realizar el control, el grado de nocividad de las anomalías que
se detecten, etc.
P. modo de ejemplo, se pueden especificar las clases como las contenidas en la
siguiente tabla, que podrá ser cambiada en función de la información de la que se
disponga.
(1): Para las clases 2 a 5, las indicaciones puntuales aisladas que superen los
límites de aceptación tolerados para las anteriores clases podrán ser aceptadas con la
condición de que su cantidad no supere ninguno de estos dos valores: tres por dn2 o
treinta por m2.

Pliego de condiciones 101
(2): Se refiere a la superficie máxima de cada zona elemental.
(3): Se refiere a la suma de las superficies elementales en tanto por ciento de la
superficie a examinar que definiese la especificación de calidad.
Aquellas indicaciones que se considere que han de ser confirmadas requerirán el
uso de otros medios, como palpadores distintos a los empleados. El análisis posterior al
ya realizado buscará confirmar (o negar) la existencia de un defecto, y en caso de existir
este, buscará conocer sus dimensiones y el tipo al que pertenece.
El constructor será quien tome la decisión en función de la solicitación a la que
esté sometida el área estudiada y las posibilidades de crecimiento que tenga el defecto
por el tipo de trabajo que soporte la zona. Si lo considerase necesario, podrá solicitar que
le sea enviado un informe detallado con croquis incluido.
Entre lo que podrá solicitar figura una radiografía siempre que los criterios para
la realización de la misma se hubiesen definido en la especificación de calidad.
Según la presente especificación, estos criterios no se aplican salvo que se esté
ante indicaciones a confirmar.
2.4.7.6 Informe del control
El informe del control realizado debe contar como mínimo con los siguientes
datos:

Pliego de condiciones 102
Lugar y fecha del examen.
Designación e identificación de la pieza examinada.
Número de la colada y del pedido.
Tipo de acero.
Fase de fabricación y zonas controladas.
Referencia a esta especificación.
Marca, tipo y palpador empleado en el ensayo.
Frecuencia y tipo del cristal generador de ultrasonidos empleados.
Conformidad (o no) con la especificación de calidad.
Observaciones que se consideren necesarias.
Nombre y firma del inspector.
2.4.8 Ensayos no destructivos
2.4.8.1 Ultrasonidos
2.4.8.1.1 Generalidades
Los ultrasonidos son ondas de tipo mecánico pues requieren de un medio
material para propagarse, pueden ser elásticas, plásticas y elástico-plásticas.

Pliego de condiciones 103
Las ondas de tipo elástico son aquellas que respetan las propiedades mecánicas
del material que recorren, se propagan por el medio sin perturbarlo de forma
permanente, sino sólo de forma temporal.
Los ultrasonidos empleados en ensayos no destructivos son de tipo elástico. No
tiene, que ser necesariamente senoidales, podrán tener formas diversas. Según la
relación entre su dirección de vibración y la de propagación podrán ser a su vez:
Transversales: dirección de propagación y de vibración perpendiculares entre si.
Longitudinales: coinciden las direcciones de propagación y de vibración.
Superficiales: son las ondas que se provocan únicamente en la superficie de
separación entre dos medios, estos dos medios determinarán sus propiedades.
Las ondas más rápidas en su propagación son las longitudinales, las transversales
se propagan a una velocidad próxima a la mitad de esta y las ondas superficiales lo
hacen a una velocidad cercana al noventa por ciento de la que tienen las transversales.
Al hablarse de ultrasonidos, se entenderá que estos son longitudinales a menos que se
indique lo contrario.
Los ultrasonidos son perturbaciones inaudibles en el medio cuya frecuencia
supera los 20000 Hz, entre sus aplicaciones destacan los ensayos no destructivos.

Pliego de condiciones 104
Su direccionalidad aumenta según lo hace también su frecuencia, si se aumenta
lo suficiente la frecuencia, la propagación será prácticamente en línea recta. Las
frecuencias estandarizadas para ultrasonidos son 0.5, 1, 2, 4, 6, 12 y 24 MHz.
2.4.8.1.2 Generación de ultrasonidos
Habitualmente se generan basándose en un fenómeno conocido como
magnetoestricción o efecto Hall, que consiste en que al aplicarse un campo magnético a
una pieza de material ferromagnético, variarán sus dimensiones conservándose su
volumen.
Si el campo magnético anteriormente mencionado se genera a partir de una
comente eléctrica alterna a una frecuencia adecuada, se conseguirán los ultrasonidos
deseados.
Industrialmente, los ultrasonidos se pueden generar mediante cristales de cuarzo,
que al ser sometidos a un campo magnético variable modificarán sus dimensiones.
Según como se talle al cristal, se generarán ultrasonidos longitudinales o transversales.
En el caso de ondas longitudinales, la frecuencia generada es inversamente
proporcional al espesor del cristal empleado. El material del cristal generador de
ultrasonidos puede ser de cuarzo o de otros materiales, este material no tiene que ser
necesariamente natural.

Pliego de condiciones 105
2.4.8.1.3 Tamaño de los defectos
Se considera a un defecto pequeño (con independencia del tamaño mínimo que
se considere tolerable para la pieza estudiada) si es abarcado por el haz de ultrasonidos,
mientras que un defecto es grande si el haz de ultrasonidos no lo abarca completamente.
Una primera aproximación para conocer el tamaño de un defecto es considerar
que el defecto sigue debajo del palpador hasta que lo mostrado en la pantalla del equipo
empleado no cambia, como es evidente, este método no es muy preciso.
Para obtener una mayor precisión hay varias opciones, la primera de ellas es el
método de -6dB. Este método se basa en que si hay un defecto se produce un
decremento en el eco de fondo por la pérdida de energía en el citado defecto.
Tomando que si el punto de emisión de los ultrasonidos se encuentra
exactamente encima del defecto, se disipa en este la mitad de la energía de los
ultrasonidos, lo que provocará una caída de seis decibelios en el eco de fondo. Por lo
tanto, el método de -6dB considera que el defecto comienza y acaba cuando se produce
una caída igual a seis decibelios en el eco de fondo.
Otro método de gran precisión es el empleo de unas plantillas transparentes en la
pantalla del equipo de ultrasonidos, a partir del eco del defecto y el de fondo que se
produzcan, con estas plantillas se puede conocer con precisión el tamaño del defecto.
Este método es propio de laboratorios por la incomodidad y la dificultad que
supone en una obra su empleo. Por último, hay que tener en cuenta que la frecuencia del

Pliego de condiciones 106
cristal generador de ultrasonidos establece un tamaño mínimo de defectos detestables.
Cuanto más pequeños sean los defectos que se quieran detectar, mayor deberá ser la
frecuencia a emplear. Si el tamaño del defecto es d, la frecuencia mínima a emplear es:
min 2
cf
d=
⋅
Siendo c la velocidad de propagación en el medio que forma a la pieza estudiada.
Los palpadores más habituales en la industria emplean como frecuencias 2 y 4
Mhz.
2.4.8.1.4 Tipos de palpadores de ultrasonidos
Los palpadores tienen como parámetros básicos su sensibilidad y su poder
resolutivo. Sensibilidad es su capacidad para transformar energía mecánica en eléctrica y
viceversa, mientras que poder resolutivo se refiere a si tiene (o no) la capacidad de
distinguir correctamente entre ecos próximos. La resolución que se emplee puede ser
mayor o menor según se busque una gran precisión o solamente errores grandes. Se
distinguirá entre los siguientes tipos de palpadores' de ultrasonidos:
Palpadores ordinarios.
Palpadores SE.
Palpadores angulares.

Pliego de condiciones 107
2.4.8.1.5 Palpadores ordinarios
Un palpador de ultrasonidos es una carcasa rellena de un material acústicamente
blando y que tiene en una de sus caras el cristal generador de ultrasonidos. Se identifican
por cinco campos:
Los dos primeros campos indican el tamaño del cristal, si van en blanco ambos el
diámetro será de 24 milímetros, si el primer campo está vacío y el segundo tiene M, el
diámetro será 12 milímetros (tamaño miniatura).
Finalmente, si los campos son S y M, el diámetro será 6 milímetros (tamaño
subminiatura).
El tercer campo indica el material del que está hecho el cristal, pondrá ser Q, B,
Li, K, etc según el empleado en el cristal.
El cuarto campo indica la frecuencia en Mhz a la que se generan los ultrasonidos,
podrá tomar el valor de cualquiera de las frecuencias normalizadas: 0.5, 1,2,4, 6, 12 y 24
MHz.
El quinto campo contiene indicaciones adicionales como:
S: palpador con suela para proteger al cristal del desgaste.
T: palpador estanco (utilizable bajo agua).
2.4.7.1.5.1 Tipos de ensayos

Pliego de condiciones 108
Los ensayos habituales de ultrasonidos son de dos tipos: transmisión e
impulsoeco.
Los ensayos de transmisión son propios de laboratorios, consisten en enfrentar a
ambos lados de la pieza a inspeccionar a un palpador emisor y a otro palpador receptor.
No es empleable industrialmente, a pesar de su gran precisión, por la dificultad de
enfrentar perfectamente dos palpadores. Además, no siempre son accesibles los dos
lados de la pieza a inspeccionar.
El ensayo impulso-eco es el que se emplea industrialmente, en las frecuencias
él empleadas son altas, por lo que se emplea un solo palpador como emisor y como
receptor. Este emitirá un impulso de emisión y se apagarán actuando como receptor.
En la pantalla del equipo de ultrasonidos que se emplee aparecerá el impulso de
emisión, sucesivos ecos de fondo y ecos intermedios debidos a defectos (si la pieza los
tiene).
Los ecos de fondo tienen su origen en que los ultrasonidos viajan hasta el fondo
de la pieza, rebotan y vuelven al punto de emisión, siendo captados por el cristal y
repitiéndose esto sucesivamente, los ecos de fondo tienen amplitud decreciente según el
número de rebotes aumenta, debido a que existen siempre unas ciertas pérdidas, aunque
no existan defectos.

Pliego de condiciones 109
En caso de haber defectos, se perderá en ellos una cierta cantidad de la energía
de los ultrasonidos, lo que provocará que la amplitud de los ecos de fondo disminuya
más que en el caso de que la pieza no presente defectos.
2.4.7.1.5.2 Calibración
La calibración se realizará en piezas patrón en zonas con espesor del material
conocido. Al aplicar el palpador a una superficie, aparecerán en pantalla el impulso de
emisión y los ecos de fondo. Para conocer a que distancia se encuentran las indicaciones
que aparezcan en pantalla, bastará con ajustar mediante los mandos del equipo empleado
lo mostrado en pantalla hasta que los ecos de fondo están en divisiones que permitan
realizar las medidas de forma sencilla, por ejemplo, hacer que cada unidad en las que se
divide la pantalla del equipo equivalga a cinco milímetros o a cualquier otra medida que
se considere adecuada y cómoda.
Hay que tener en cuenta que la zona próxima al impulso de emisión (campo
cercano) no tiene la misma precisión que el resto de la pantalla. A menudo se calibra
mostrando en pantalla sólo los dos primeros ecos de fondo, que estarán en los dos
extremos de la pantalla. Esto permite medir con precisión en todo el espesor controlado,
pues la distancia recorrida por los ultrasonidos entre estos dos ecos es igual al espesor de
la pieza patrón empleada.
En caso de tenerse que comprobar con precisión a grandes distancias, se seguirán
empleando las mismas piezas patrón que las anteriormente mencionadas, sólo que en

Pliego de condiciones 110
este caso se desplazará el origen lo necesario hasta que en pantalla se muestre la
profundidad que se desea comprobar, probablemente será necesario incrementar también
la ganancia, al ser los ecos de fondo con los que se calibrará cada vez menores. Una vez
calibrado así el aparato, al aplicar el palpador en la pieza no se podrán tocar los mandos
del equipo, porque se perderán la referencia que nos permite medir con precisión en el
intervalo antes elegido.
2.4.8.1.6 Palpadores SE
Los palpadores ordinarios emiten ultrasonidos perpendicularmente a la superficie
en la que se apoyan, mientras que los palpadores SE se emplean generalmente para
buscar defectos próximos a la superficie en que se aplica el palpador. Recuérdese que la
zona próxima al punto de emisión de ultrasonidos (campo cercano) no presenta la misma
precisión que el resto.
Los palpadores SE poseen dos cristales con una cierta inclinación respecto a la
perpendicular a la superficie (tres grados es una valor habitual), uno de ellos actuará de
emisor y el otro actuará de receptor. Nótese que estos papeles son intercambiables, al ser
los dos cristales idénticos. Estos palpadores poseen dos cables de conexión, uno para
cada uno de los cristales que posee. Entre los dos cristales y dentro del palpador hay una
pared de material aislante para evitar que aparezcan ecos en la pantalla del equipo
debidos a rebotes de los ultrasonidos dentro del propio palpador.

Pliego de condiciones 111
Las palpadores SE pueden servir para buscar defectos próximos a la superficie,
debido a que los cristales generadores de ultrasonidos no están en contacto directo con la
pieza, por lo que el campo cercano queda dentro del palpador. Estos palpadores se
denominan mediante los seis campos que siguen:
Los dos primeros campos indican el tamaño del cristal y son como en los
palpadores ordinarios.
El tercer campo pone SE para indicar que tipo de palpador es.
El cuarto campo indica el material del que están hechos los cristales de forma
análoga al caso de los palpadores ordinarios.
El quinto campo indica la frecuencia en Mhz a la que se generan los ultrasonidos,
podrá valer cualquiera de las frecuencias normalizadas.
El sexto campo indica la inclinación de los cristales respecto a la perpendicular a
la superficie en la que se aplica el palpador.
Una de las ventajas que tienen los palpadores SE respecto a los ordinarios es que
aguantan mayores temperaturas en la superficie en la que se apoyan, al no estar en
contacto directo el cristal que genera ultrasonidos con la misma.
2.4.8.1.6.1 Calibración
Los palpadores SE no presentan generalmente en pantalla ecos de fondo
sucesivos como ocurría en los palpadores ordinarios, debido a que los ultrasonidos se

Pliego de condiciones 112
aplican de otra forma (no perpendicularmente a la superficie), lo que hace que los ecos
sucesivos no vuelvan al punto de emisión.
Para su calibración se emplean piezas escalonadas, al poner el palpador en uno
de estos escalones, aparecerá un eco que se producirá a una profundidad que
previamente conocemos. Si aplicamos sucesivamente el palpador entre dos escalones
diferentes, mediante el uso de los mandos de ajuste del equipo, se podrá conseguir que
los ecos que aparecen estén en divisiones que permitan una lectura de resultados
sencilla.
2.4.8.1.7 Palpadores angulares
La misión principal de los palpadores de ultrasonidos angulares es inspeccionar
soldaduras. Los palpadores angulares poseen un único cristal que emite y recibe
ultrasonidos. Este cristal tendrá una cierta inclinación con respecto a la perpendicular de
la superficie en la que se apoya el palpador y también dispondrá de material aislante en
su interior con una disposición adecuada para evitar que el cristal capte los rebotes de
ultrasonidos que se pudieran producir en el interior del palpador.
En los palpadores angulares los ultrasonidos que pasan al medio que se está
estudiando son de tipo transversal, la explicación a esto viene dada por la siguiente
figura:

Pliego de condiciones 113
Se puede ver que si el valor del ángulo de incidencia no es adecuado, entonces
pasan al segundo medio ondas longitudinales (L) y transversales (T). Esto crea una
situación indeseable, debido a que se podrían captar dos ecos para un mismo defecto al
pasar dos tipos de ondas diferentes al segundo medio, que podrían provocar dos ecos.
Sin embargo, si el ángulo de incidencia es el adecuado:

Pliego de condiciones 114
En el caso mostrado en la figura anterior sólo pasan al segundo medio ondas de
tipo transversal, con lo que se evitan los problemas antes mencionados. La conclusión de
esto es que el ángulo de incidencia debe permanecer dentro de un determinado intervalo,
si es demasiado reducido entonces pasaría al segundo medio dos tipos de ondas,
mientras que si es excesivamente elevado podría darse el caso de que no pasase ningún
tipo de onda al segundo medio.
La ley de Snell rige el fenómeno anterior y define los límites a los que se ha
hecho referencia y que dependerán de las características de los dos medios. En el caso de
que los materiales implicados sean acero y plástico el intervalo en el que debe
permanecer el ángulo de incidencia es aproximadamente entre 27.6" y 57.8".
Los palpadores angulares de denominan mediante seis campos, de una forma
similar a los palpadores SE:
Los dos primeros campos indican el tamaño del cristal y son como en los
palpadores ordinarios y de tipo SE.
El tercer campo pone W para indicar que tipo de palpador es.
El cuarto campo indica el material del que está hecho el cristal de forma análoga
a los otros tipos de palpadores.
El quinto campo indica la frecuencia, tomará como valor el de alguna de las
frecuencias normalizadas.

Pliego de condiciones 115
El sexto campo indica el ángulo que forma la dirección de propagación de los
ultrasonidos en el segundo medio respecto a la perpendicular a la superficie.
No indica el valor del ángulo de incidencia, porque realmente el dato importante
es este. Sus valores habituales Son 35º, 45º, 60º, 70º, 80º y 90º.
2.4.8.1.7.1 Calibración
La calibración de estos palpadores se hace con piezas patrón, como la VI o la V2,
que constan de zonas con un radio de curvatura constante. Estas zonas tienen dos
objetivos:
Calibrar el palpador definiendo con precisión el punto de salida de los
ultrasonidos. Esto se hace moviendo el palpador en tomo al centro de curvatura de la
pieza, que es conocido, pues cuando el punto de emisión de ultrasonidos coincide con el
centro de curvatura, los ecos obtenidos tienen amplitud mínima.
Calibrar el palpador definiendo el ángulo. Esto se debe a que con el uso el
palpador se desgasta, variando el ángulo de los ultrasonidos en el segundo medio.
Para calibrar el ángulo es necesario calibrar primero el punto de salida (punto
anterior). Una vez hecho esto, se moverá el palpador en tomo a los puntos que forman
una recta con el centro del taladro circular de la pieza patrón con ángulo similar al que el
palpador tenga. Cuando los ecos recibidos son mínimos, se puede determinar el ángulo,

Pliego de condiciones 116
al ser este el que existe entre la perpendicular a la superficie y la recta que pasa por el
punto de salida de los ultrasonidos y el centro del taladro circular.
Para la inspección industrial de soldaduras no se suelen utilizar los métodos
anteriores por ser engorrosos, se recurre a ensayos sobre restos de obra, que
determinarán los puntos A y B de la siguiente figura:
Estos puntos son aquellos en los que se captan los ecos debidos a que los
ultrasonidos rebotan en las partes superior e inferior del resto de obra. Si aparecen ecos
moviendo el palpador angular entre las posiciones A y B, habrá un defecto en la
soldadura. Será necesario realizar esto por los dos lados de la soldadura que se quiera
inspeccionar.

Pliego de condiciones 117
2.4.8.2 Radiología industrial
2.4.8.2.1 Generalidades
La radiología industrial se puede realizar mediante rayos X o rayos Gama, la
diferencia entre estos es su frecuencia. Ambos pueden servir para impresionar placas
radiográficas.
A grandes rasgos, se puede decir que los rayos X se forman a partir de los
electrones que emite un circuito al rojo, al circular por él una elevada intensidad.
Parte de estos electrones serán detenidos por barreras, para que sólo sean
empleados aquellos que hayan sido emitidos en la dirección correcta. Los electrones que
restan serán acelerados para aumentar su energía mediante bobinas a alta tensión.
Finalmente, los electrones deben detenerse en un anticátodo que habitualmente debe ir
refrigerado por agua. Al colisionar los electrones con el anticátodo, surgirá la radiación
de frenado, que será la que se emplearía.
Por el contrario, los rayos Gama se generan a partir de isótopos radioactivos.
Estos isótopos se definen a partir de una serie de características:
Actividad es el número de desintegraciones por unidad de tiempo, indica la
velocidad de desintegración de la fuente radioactiva.

Pliego de condiciones 118
Vida media refleja lo que su propio nombre indica, las fuentes radioactivas
pierden eficacia con el paso del tiempo, a la hora de elegir una fuente radioactiva este es
un parámetro más a tener en cuenta.
Cromatismo indica la longitud o longitudes de onda características de la
radiación Gamma producida por la fuente radioactiva.
Calidad representa la energía de los fotones y el poder de penetración de la
radiación, se emplea en el cálculo de protecciones y blindajes.
Rendimiento indica la energía utilizable, con este dato se puede conocer la
peligrosidad de la radiación para la materia orgánica.
Los rayos X presentan como su principal ventaja el no basarse en elementos
radioactivos, lo que siempre genera un riesgo adicional, por el contrario, requieren
electricidad y a menudo refrigeración, lo que hace que no siempre sea posible su uso.
2.4.8.2.2 Indicadores de calidad
Son objetos que se radiografían a la vez que la pieza a ensayar de cara a conocer
la calidad de la radiografía realizada. Pueden tener formas diversas, pero todos se basan
en tener características radiografiables de tamaño diverso (pueden ser taladros, hilos, ...)
que según sean apreciables, o no, nos indicarán el tamaño mínimo de los defectos
apreciables en la radiografía.

Pliego de condiciones 119
2.4.8.2.3 Consideraciones geométricas
La impresión radiográfica siempre es mayor que el objeto que la produce como
se puede ver en esta figura:
Otra consecuencia que se puede deducir a partir de la figura anterior es que el
error en el tamaño del objeto radiografiado disminuye si aumenta la distancia entre el
foco emisor de radiación y el objeto.
Por otra parte, el foco emisor de radiación no puede ser puntual en la realidad,
tendrá un determinado ancho, que creará una zona con penumbra en tomo a la impresión
radiográfica. Se puede reducir esta zona de penumbra aumentando la distancia entre el
foco y el objeto o tomando un foco de menores dimensiones.

Pliego de condiciones 120
Por otra parte, no es posible aumentar la distancia entre el foco y el objeto
indefinidamente para mejorar la precisión en el tamaño o en la penumbra, pues esto
implicaría radiar una zona mayor, lo que puede ser peligroso. También se tendría que
aumentar el tiempo de exposición, lo que también aumenta los riesgos debidos a la
radiación en este ensayo no destructivo.
2.4.8.2.4 Fuentes radioactivas habituales
A continuación se muestran algunas de las fuentes radioactivas habitualmente
empleadas:
2.4.8.3 Partículas magnéticas
2.4.8.3.1 Generalidades
Este ensayo no destructivo puede detectar defectos superficiales y
subsuperficiales que se encuentren a una profundidad mínima de tres milímetros.

Pliego de condiciones 121
Se puede emplear en materiales ferromagnéticos y se basa en aplicar a la pieza a
inspeccionar un campo magnético que producirá una orientación de los dominios
magnéticos del material en una determinada dirección. Recuérdese que antes de aplicar
el campo de aplicación magnético estos dominios presentaban orientaciones
heterogéneas que producían que el material no estuviese imantado.
Una vez que el campo magnético deja de actuar, los dominios magnéticos
tienden a recuperar su orientación original, si bien esto se realiza de forma muy lenta.
El ensayo de partículas magnéticas consistirá en aplicar a la superficie a
inspeccionar (una vez imantada) partículas magnéticas, que se caracterizarán por ser
imantables y tener poca magnetización residual.
En caso de existir defectos detestables mediante este método, las líneas de fuerza
magnéticas serán cerradas. Esto provocará que en caso de haber defectos, la
concentración de partículas no será uniforme, tenderán a concentrarse más en tomo e
defecto. Los defectos se detectan por contraste entre el color de fondo de la pieza y la
tonalidad de las partículas.
El ensayo de partículas magnéticas debe hacerse en dos direcciones
perpendiculares entre si debido a que si el defecto tiene la misma orientación que las
líneas de campo magnético no perturbará la distribución de las partículas magnéticas,
por lo que no serán detestable realizando el ensayo en una sola dirección. Las partículas

Pliego de condiciones 122
magnéticas pueden ser de vía seca o húmeda, y la luz con la que se realice el examen
puede ser normal o negra, según sean las características de las partículas empleadas.
2.4.8.3.2 Creación del campo magnético
La magnetización puede ser directa o indirecta. La primera se caracteriza por
emplear un imán permanente, bobinas o un electroimán en la pieza, mientras que la
magnetización indirecta consiste en hacer que una corriente recorra a la pieza, lo que
provocará en esta una campo magnético. La magnetización indirecta puede ser a su vez
de circulación total o local, según la corriente recorra toda la pieza o no.
El empleo de magnetización indirecta exige un estudio cuidadoso de la
temperatura que llegará a alcanzar la pieza examinada, pues las corrientes empleadas son
elevadas, con lo que existe el peligro de dañar a la pieza o alterar sus propiedades. El
peligro de calentamiento excesivos se acentúa si se da el caso de que la misma corriente
deba recorrer secciones muy diferentes de la pieza, pues el calentamiento se acentuará
sobre todo en las secciones menores, al ofrecer estas un peor paso a la corriente.
2.4.9 Especificación técnica de control por radiografía
2.4.9.1 Objeto y campo de aplicación
El ensayo no destructivo basado en radiografías tiene por objetivo detectar
defectos internos en piezas fundidas, así como precisar la naturaleza y dimensiones de

Pliego de condiciones 123
los defectos que se hubiesen detectado previamente mediante otros ensayos, como por
ejemplo, el ensayo mediante ultrasonidos.
Este ensayo no destructivo es aplicable a cualquier pieza de acero fundido, si
bien el espesor, la forma y la accesibilidad de las mismas pueden provocar que no
siempre sea utilizable.
2.4.9.2 Preparación de la superficie
El ensayo de radiografía debe utilizarse después de haberse aplicado el
tratamiento térmico de calidad, asimismo, debe realizarse en superficies que no
presenten irregularidades que pudiesen dar lugar a interpretaciones erróneas de las
radiografías que se obtengan.
2.4.9.3 Fuentes de radiación
Será necesario conocer tanto el espesor de la zona que se debe radiografiar como
el metal que forma la pieza. Se podrán emplear radiaciones X o gamma, se utilizarán
aquellas que permitan realizar el ensayo de forma correcta.
2.4.9.4 Películas radiográficas
La película que se emplee para ser impresionada por la radiación, dependerá de
la radiación empleada, así como del espesor de la pieza en la zona a examinar. De
ASTM E 94-68 (1974) se pueden obtener estas indicaciones

Pliego de condiciones 124
El constructor debe dar su aprobación si se desea utilizar películas radiográficas
de tipo 4. Como guía para elegir adecuadamente la película a emplear se puede utilizar
la siguiente tabla:
Estas indicaciones se han incluido al representar el nivel habitual de calidad, las
tensiones representan las energías operativas en esos casos.

Pliego de condiciones 125
2.4.9.5 Identificación de las radiografías
En las radiografías que se tomen se deberá prever que cada una de las mismas
tenga al menos dos referencias visibles en la misma. Si es posible, las referencias estarán
del lado de la fuente.
La posición de las referencias que se empleen se deberán marcar sobre la pieza
para posibilitar repetir la radiografía exactamente en la misma posición si esto fuera
necesario. Como referencias se pueden utilizar características propias de la pieza, como
puede ser una punta de arista, si estas permiten posicionar correctamente la radiografía.
Cada película empleada será marcada de forma que sea posible su identificación en
concordancia con el plano de posicionado.
Los indicadores de calidad de imagen (I.Q.I. del tipo AFNOR, DIN o ASTM),
que también se pueden denominar penetrámetros, se dispondrán perpendicularmente al
haz de radiación sobre la superficie de la pieza del lado de la fuente (salvo en casos
excepcionales). Estos deben ofrecer las mejores posibilidades de interpretación aun en el
caso de espesores distintos.
2.4.9.6 Distancia foco-película
La distancia fuente-película deberá ser la suficiente para tener una penumbra
geométrica adecuada. Para el acelerador lineal, la distancia fuente-película debe ser
superior o igual a 1500 rnrn. Estos aspectos serán modificables en caso de que exista un
acuerdo que así lo especifique.

Pliego de condiciones 126
2.4.9.7 Calidad de las radiografías
Los valores de los distintos parámetros pueden ser acordados para cada caso
particular por las partes. La calidad de imagen será evaluada mediante la identificación
del agujero o hilo más pequeño visible en función del espesor radiografiado del
indicador de calidad de imagen. El último taladro o hilo visible de este será el definido
en la tabla que se presenta a continuación, con referencia a las normas indicadas.
La densidad en las lecturas en simple o doble película deberá estar comprendida
entre dos y cuatro. Esta será verificada con ayuda de un densitórmetro o por
comparación con películas patrón.

Pliego de condiciones 127
(1) Valores intermedios entre I.Q.I. No 20 Y 50 de 5 posibles
(2) Valores intermedios entre I.Q.I. No 50 Y 100 de 10 posibles
(3) (Valores intermedios a partir del I.Q.I. No 120 de 20 posibles
La borrosidad geométrica (Bg) viene determinada por la expresión:

Pliego de condiciones 128
g
d eB
D e
⋅=− g
d eB
D e
⋅=−
Siendo:
e: Espesor de la pieza a radiografiar.
D: Distancia fuente-película.
d: La dimensión más pequeña de la fuente.
Las distancias anteriores son todas en milímetros. La borrosidad geométrica
dependerá del espesor que se vaya a radiografiar:
2.4.9.7 Interpretación de las películas
La interpretación será efectuada en simple o doble película según la densidad que
exista. La interpretación deberá basarse en la última edición de las normas ASTA4
E466, E148 Y E280, según el espesor de las piezas radiografiadas. Los criterios de

Pliego de condiciones 129
aceptación (tipo de defecto y clases) serán definidos en la especificación de calidad para
cada zona a radiografiar.
2.4.9.8 Informe del control
El informe del control radiogáfico que se vaya a realizar deberá incluir al menos
los siguientes puntos:
Lugar y fecha de examen.
Designación e identificación de la pieza.
Número del pedido y de la colada.
Tipo de acero fundido.
Fase de fabricación y zonas que se han controlado.
Referencia a la presente especificación.
Características de la fuente de radiación utilizada.
Distancia entre la fuente y la película, así como los espesores radiografiados.
Marca y tipo de la película empleada, tipo del indicador de calidad de imagen
utilizado.
Identificación de las radiografías.

Pliego de condiciones 130
Plano indicando la disposición de las radiografías y de las marcas realizadas
sobre la pieza.
Resultado de interpretar las radiografías obtenidas, se deberá indicar para cada
defecto su tipo y clase.
Conformidad (o no) de la pieza respecto de la especificación de calidad.
Nombre y firma del inspector.
2.5 Tratamientos de protección contra la corrosión
2.5.1 Procedimiento
La protección frente a la corrosión se aplicará a todos los elementos fabricados
en acero al carbono de las turbinas durante su fabricación o en reparación. Esta
prescripción será aplicada siempre que no existan otros acuerdos con el cliente que
modifiquen lo aquí establecido.
Las superficies antes de proceder a chorrearlas deben estar limpias de posibles
restos de aceite o grasa. Las rebabas, las aristas vivas, las capas gruesas de óxido y los
posibles restos de escorias de soldaduras se eliminarán por medio de cincel, cepillo de
alambre o por otro sistema que se considere adecuado antes de realizar el chorreado, este
podrá efectuarse con arena o con granalla. Se chorreará hasta un grado de acabado
indicado en la norma SIS 055900.

Pliego de condiciones 131
Para el caso de chorreado por el exterior del equipo, los agujeros se taparán
adecuadamente con contra bridas (si las conexiones son mediante bridas), o en otro caso,
mediante tapas adecuadas para tal fin. Las conexiones roscadas se taparán mediante
tapones también roscados. Se busca evitar con esto la entrada de arena o granalla en el
interior del equipo. En todo caso, se protegerán las superficies mecanizadas y las roscas
utilizando para ello Tesaband u otro medio adecuado. En el caso de soldaduras de obra,
se dejará una banda de 60 mm sin pintar a ambos lados de la soldadura, para evitar que
el calor que posibilita la soldadura dañe a la pintura.
El chorreado se efectuará dentro del taller previsto al efecto evitándose
condiciones indeseables para esta operación, entre las que figuran una humedad relativa
superior al 80%, condensaciones, humedad sobre la superficie apreciable a simple vista
o un abrasivo húmedo
Una vez concluida la operación de chorreado, se eliminará cuidadosamente toda
la arena o granalla que haya podido quedar sobre el equipo, así como el polvo que se
produzca mediante aire comprimido limpio y seco, aspirador de polvo o un cepillo
limpio. La pintura se aplicará sobre las superficies a pintar según las especificaciones
técnicas que facilite su fabricante.
Para poder pintar, se tendrán que verificar necesariamente los siguientes puntos:
Preparación de la superficie.
Control del grado de acabado.

Pliego de condiciones 132
Pintura utilizada de imprimación.
Pintura utilizada en la terminación.
Espesor y adherencia del pintado de acabado.
Verificación visual del resultado.
2.5.2 Normas, aparatos y pinturas a utilizar
El tipo de pintura a utilizar se elegirá según las características de la superficie a
pintar. Las normas que se deberán seguir para los distintos aspectos son:
Rugosidad: s/SIS 055900.
Adherencia: s/ASYM D 3359-83.
Espesores: según el tipo de pintura empleado.
2.5.2.1 Superficies en contacto con agua
Para estas superficies, su preparación deberá ser de grado 2 y habrá cuatro capas
de protección. Cada una de estas capas es detallada a continuación:
Primera capa: se empleará pintura Epoxi rica en Zinc de dos componentes 221,
su espesor oscilará entre 80 y 90 mm y su color será gris metálico.

Pliego de condiciones 133
Segunda capa: la pintura será Epoxi-Poliamida Óxido de Hierro Micáceo 2x6, su
espesor será de 80 pm y de color gris claro. Se deberá aplicar en las 48 horas siguientes a
la capa de imprimación.
Tercera y cuarta capa: estas capas tendrán pintura Alquitrán-Epoxi 5x4 y espesor
100 pn (en cada capa). Serán de color negro.
En la cámara espiral y el tubo de aspiración, se dejarán libres de pintura sesenta
milímetros en el borde de todas las uniones soldadas a realizar en obra, para proteger la
pintura del calentamiento que se genera al soldar.
Para limpiar la soldadura por el interior se esmerilará hasta metal blanco y se
pintará según lo anteriormente prescrito. En el caso de que se tenga que soldar por el
exterior anclajes u otros accesorios para ayudar al montaje se comprobará que por el
interior no se ha dañado a la pintura. Si sucediera esto último, habrá que reparar la zona
dañada.
2.5.2.2 Superficies en contacto con aceite
Estas superficies serán preparadas para que presenten una preparación de
superficie de grado 2 %, y tendrán tres capas de protección, cuyas capas de protección
serán como sigue:
Primera capa: utilizará pintura Epoxi rica en Zinc de dos componentes 221, su
espesor oscilará entre 80 y 90 p. Su color será gris metálico.

Pliego de condiciones 134
Segunda capa: su pintura será Epoxi-Poliamida Óxido de Hierro Micáceo 2x6,
con espesor igual a 80 pm y color gris claro. Se deberá aplicar esta capa en las 48 horas
siguientes a la de imprimación.
Tercera capa: su pintura será Esmalte Poliuretano Alifático de dos componentes
5W, con espesor comprendido entre 40 y 50 pm. Su color será el blanco.
2.5.2.3 Superficies en contacto con el ambiente
En este apartado se distinguirá entre dos casos, que serán las superficies en
contacto con el ambiente y las correspondientes a la turbina montada.
Para el caso de las superficies en contacto con el ambiente, con excepción de las
de la tubería montada, se prepararán con grado 2 , y tendrán dos capas de protección.
Estas últimas serán como sigue:
Primera capa: usará pintura Epoxi rica en zinc de dos componentes 221, espesor
comprendido entre 80 y 90 pm y color gris metálico.
Segunda capa: su pintura será del tipo Epoxi-Poliamida Óxido de Hierro
Micáceo 2x6, con un espesor de 80 pm y color gris claro. Esta capa deberá aplicarse en
las 48 horas posteriores a la capa de imprimación.
Para el caso de las superficies de turbina montada se prepararán las superficies
con grado 2 Iy tendrán cuatro capas de protección. Las características de estas serán las
siguientes:

Pliego de condiciones 135
Primera capa: pintura Epoxi rica en zinc de dos componentes, con espesor entre
80 y 90 p. Su color será el gris metálico.
Segunda capa: empleará pintura Epoxi-Poliamida Óxido de Hierro Micáceo 2x6,
con espesor igual a 80 pm y color gris claro. Se deberá aplicar en las 48 horas siguientes
a la capa de imprimación.
Tercera y cuarta capa: emplearán pintura Esmalte Poliuretano de dos
componentes 5P9, con espesores comprendidos entre 35 y 40 pm en cada una de las
capas. El color será azul RAL 5015
2.5.2.4 Superficies mecanizadas
Este tipo de superficies llevarán una sola capa de protección, con pintura del tipo
Barniz Pelable, con un espesor de al menos 80 pm y color amarillo.
2.5.2.5 Superficies en contacto con hormigón E
El transporte por carretera se hará con protección sin recubrimiento, mientras que
el transporte marítimo se hará con una preparación de superficie de grado Sa 2 %. Se
aplicará una capa de protección.
Esta capa empleará pintura de tipo Shop-F'rimer Epoxi de dos componentes, su
espesor deberá oscilar entre 20 y 25 pm y su color será rojo óxido.

Pliego de condiciones 136
2.6 Controles a realizar en cada pieza
2.6.1 Controles en la cámara en espiral
En esta pieza se realizarán un total de cuatro controles: inspección visual,
examen por líquidos penetrantes, certificados de materiales, control dimensional.
Se explican a continuación cada uno de ellos:
Inspección visual. Este control se deberá realizar tanto a la totalidad de la cámara
en espiral una vez finalizada su construcción y a cada una de las chapas que la forman
durante su fabricación. Se busca con esto detectar los defectos de cualquier tipo o las
faltas de soldadura apreciables a simple vista.
Las chapas que no se consideren aptas se apartarán y marcarán para realizar con
ellas la opción que se considere más adecuada entre desecharlas o emplearlas en algo en
lo que sean válidas. Si existiesen mordeduras, salpicaduras o grietas (tanto de cráter,
como longitudinales o transversales) en alguna soldadura, se procederá a su levantado y
volverán a depositarse. Si existiesen defectos como descolgaduras, falta de penetración o
rechupes (defectos en la raíz), serán levantadas estas soldaduras para ser depositadas de
nuevo si fuera posible.
Líquidos penetrantes. Este examen se realiza con la cámara ya finalizada en las
zonas en las que se produzcan cruces entre cordones de soldadura distintos. Se busca
poder detectar defectos superficiales cuyo tamaño no permita apreciarlos a simple vista,

Pliego de condiciones 137
debido a que pueden disminuir peligrosamente la resistencia del cordón de soldadura en
los citados cruces.
En caso de encontrarse estos fallos, se levantarán los cordones correspondientes
y su repetición.
Certificados de materiales. Se pedirán para su comprobación los certificadas de
los materiales que conforman la cámara en espiral, de cara sobre todo a garantizar que su
tensión máxima mínima tiene el valor especificado en la norma UNE-EN 10253-1: 2000
y que dicho valor se encuentra dentro de tolerancias que se hayan especificado. En caso
de que no fuese así, existiría un riesgo para la integridad de la cámara en espiral cuando
esta se llenase de agua y alcanzase altas presiones.
Control dimensional. Se realizará en todas las chapas que conforman a la cámara
en espiral y en las tapas del predistribuidor antes de proceder a su soldadura, si no se
realizase así, se correría el riesgo de tener que desmontar la cámara entera y volverla a
hacer. Una vez que la cámara en espiral esté construida, se realizará el control
dimensional de las cotas que no se hubiesen medido en el paso anterior.
2.6.2 Controles en el rodete
En el rodete se realizarán de nuevo los mismos cuatro controles que se aplicaron
a la cámara en espiral: inspección visual, examen por líquidos penetrantes, certificados
de materiales y control dimensional.

Pliego de condiciones 138
Se explican a continuación cada uno de ellos:
Inspección visual. Se debe hacer una vez sacada la pieza de la fundición para
poder encontrar en el rodete las grietas superficiales que pudiesen producirse por el
enfriamiento del molde, al ser el acero empleado en su fabricación autotemplable, en el
que las tensiones internas por cambio de fases pueden crear las citadas grietas. También
se buscarán rechupes o faltas de llenado que se produzcan en el molde por falta de
material frente a lo necesario por la contracción del acero. Las faltas de llenado se dan
como consecuencia de que el metal líquido que entra en el molde solidifica antes de lo
necesario, impidiendo la entrada del resto del metal líquido. Si existiesen grietas de
temple, se deberá corregir el proceso de enfriamiento y ralentizar a este en lo posible, si
estas grietas se produjesen por faltas de relleno o rechupes, deberá rediseñarse el molde.
En todos los casos en que se presenten alguno de los defectos anteriormente citados, el
rodete deberá volverse a fundir para ser sometido a continuación al mismo examen
visual.
Líquidos penetrantes. Este control debe realizarse tras las fases de mecanizado a
las que se vea sometido el rodete de cara a encontrar grietas y otros defectos
superficiales que se hubiesen podido generar. La existencia de poros en el rodete puede
dar lugar a fenómenos de cavitación si estos se encuentran en la zona de los alabes y en
contacto con el agua.
Certificado de materiales. Serán pedidos y comprobados para garantizar que el
acero que se haya empleado en el rodete tiene una composición que respeta las

Pliego de condiciones 139
tolerancias dadas en la norma UNE-EN 10088-1: 1996. Esto se debe a que en el rodete
es particularmente importante, por motivos obvios, que el acero inoxidable tenga la
calidad y la resistencia a la corrosión que se espera en él.
También se realiza esto porque se debe emplear un acero con una buena
característica de dureza, ya que va a estar sometido a abrasión por los materiales en
suspensión que pudiese llevar el agua turbinada y por las posibles cavitaciones que
pudiesen ocurrir.
Control dimensional. Se realizará después de cada una de las etapas de
mecanizado, en los planos del rodete se suministran también los límites admisibles en
las tolerancias dimensionales, geométricas y de rugosidad. Una de las zonas más
delicadas es la de los adlos laberínticos, ya que presentan secciones de paso muy
reducidas y con tolerancias pequeñas. Esto es así debido a que su función es minimizar
la cantidad de agua no turbinada, y esto se consigue dificultando en lo posible la
circulación de esta, gracias a estos dispositivos aumenta el rendimiento de la turbina. La
zona de los alabes en contacto con el agua en movimiento será inspeccionada mediante
un rugosímetro debido a que esto es necesario para garantizar un buen rendimiento en la
turbina hidráulica, ya que las pérdidas en esta disminuyen si lo hace también la
rugosidad en las zonas citadas, además, también disminuirá el riesgo de cavitación, ya
que este se favorece si la rugosidad no es reducida. Esto último implicará que el
esmerilado de los alabes se deberá hacer con cuidado y deberá ser comprobado de forma
adecuada.

Pliego de condiciones 140
2.6.3 Controles en el eje
En esta pieza se realizarán un total de cinco controles: inspección visual, líquidos
penetrantes, ultrasonidos, certificado de materiales y control dimensional.
Se expone cada uno de ellos a continuación:
Inspección visual. Se deberá realizar una vez realizado el forjado, para buscar
pliegues superficiales grandes y apreciables a simple vista. Este tipo de defectos hacen
que la pieza sea inutilizable, al haber perdido resistencia en su periferia, lo cual es
particularmente grave porque el eje trabaja a flexión y a torsión. El eje deberá ser
templado, una vez realizada esta operación, también se comprobará visualmente la
existencia de grietas apreciables a simple vista.
Líquidos penetrantes. Se encargarán de buscar defectos superficiales de pequeño
tamaño, como grietas debidas al proceso de temple o pequeños pliegues provocados por
el forjado que no se hubiesen detectado con anterioridad.
Ultrasonidos. Se realizará con ellos una inspección completa del eje para
encontrar los defectos internos que no pudiesen ser detectados mediante los
procedimientos antes empleados.
Certificado de materiales. De nuevo se pedirán los certificados y se revisarán, las
proporciones entre los elementos del acero empleado han de estar dentro de los límites
previstos por la norma UNE-EN 10083-2: 1997. Se deben resultar tanto los resultados

Pliego de condiciones 141
físicos como los químicos, el valor mínimo de la resistencia máxima debe ser también
como lo dicta la norma anteriormente mencionada de cara a garantizar un
funcionamiento adecuado del eje. Control dimensional. Se realizará sobre las cotas que
figuren en el plano que corresponda.
Las tolerancias referentes a circularidad y a la perpendicularidad respecto de la
cara en contacto con el rodete son especialmente importantes, ya que si no toman valores
adecuados, se pueden generar desequilibrios importantes.
2.7 Pinturas
2.7.1 Introducción
Las pinturas se definen como mezclas más o menos viscosas aplicadas por
extensión, proyección o inmersión en capas sobre una superficie determinada. Al secarse
da una película elástica y adherente que protege y colorea el elemento sobre el cual se
aplica. Este secado puede ser con o sin reacciones químicas. El primer caso se produce
por evaporación de líquidos, el segundo caso tiene como problema que los reactivos no
pueden comenzar a reaccionar hasta el momento en que la pintura haya sido aplicada.
Esto se consigue habitualmente separando la pintura en dos recipientes, haciéndose la
mezcla cuando la pintura vaya a ser aplicada.
Una buena pintura debe resistir bien a los agentes agresivos a los que esté
sometida, debe presentar una buena adherencia, y no reaccionar con su soporte.

Pliego de condiciones 142
Otra cualidad deseable es que sea estable frente al calor, siendo esto más o
menos importante según donde se aplique o que sea decorativa.
Se pueden distinguir cuatro componentes principales en toda pintura, el vehículo
formado por el aglutinante y el disolvente, los pigmentos, las cargas neutras y los
secativos.
Aglutinante es el elemento que le da resistencia y durabilidad. Puede ser sólido o
líquido, en este último caso presentará una viscosidad elevada. Forma la película
adherente a la base y la protege. Puede tener múltiples orígenes, como mineral (yeso,
cemento), u orgánico (ceras, parafinas).
Disolvente es la parte volátil del vehículo, se encarga de posibilitar la dispersión
o disolución del aglutinante y favorece la extensión sobre el elemento a pintar.
Entre los disolventes destacan el agua, el aguarrás, el white spirit, así como el
alcohol, la acetona y el benceno.
Secantes son los añadidos a la pintura que aceleran la oxidación y los aceites
vegetales. Entre ellos destacan el litargirio, el óxido de manganeso, el óxido de cobalto y
el óxido de cobre.
Pigmentos, se encargan de dar tonalidades a los objetos pintados diferentes a las
que presentaban inicialmente. Pueden ser de origen natural o artificial. Estos últimos
podrán ser a su vez primarios o secundarios según sea su composición.

Pliego de condiciones 143
Estabilizadores. También se les denomina como cargas neutras, su misión es
aumentar el volumen o la viscosidad, son neutros respecto a los demás componentes.
Entre ellos figuran el carbonato cálcico, el caolín, la mica y los polvos de talco.
2.7.2 Pinturas al agua
1.7.2.1 Pintura al temple
El aglutinante serán unas colas celulósicas o amiláceas y los pigmentos
empleados serán el yeso y el carbonato cálcico (también conocido como blanco de
España).
Es una pintura barata, porosa y de aspecto mate. Resiste muy poco el agua y a los
lavados. Al repintarse deben eliminarse las capas anteriores que se hubiesen aplicado. Se
utiliza sobre todo en interiores sobre yeso, aunque también se puede aplicar sobre
cemento. Para pintar con ella, se aplica con brocha, rodillo de lana o proyectada a
pistola.
2.7.2.2 Pintura al cemento
Su aglutinante es el cemento blanco usándose como pigmentos componentes que
resisten la alcalinidad. Se vende como polvo coloreado, el cual se mezcla con agua .Esta
mezcla tiene una vida limitada. Tanto el secado como la formación de la pintura es
similar al fraguado del cemento, por esto le favorece la humedad. Es absorbente y
resistente a la intemperie. Se emplea en exteriores sobre morteros de cemento o fábrica

Pliego de condiciones 144
de ladrillo, esto implica que se debe emplear sobre soportes ásperos como los
mencionados para aumentar su adherencia. Se puede pintar mediante con brocha, rodillo
o pulverización.
2.7.2.3 Pintura a la cal
La cal apagada (hidróxido de calcio) hace la función de ligante y de pigmento
blanco, presenta un acabado mate y es absorbente. Endurece con el tiempo por lo que la
humedad y la lluvia favorece la carbonatación. Tiene una buena adherencia sobre
soportes ásperos como el mortero de cemento y cal, piedra y ladrillos porosos. Se puede
emplear sobre cualquier soporte exceptuando metales y madera.
Es una pintura barata en cuanto al material pero la mano de obra es considerable
ya que se debe manejar con precaución. En caso de tenerse que repintar, las capas
deberán ser muy gruesas pudiéndose producir cuarteamientos. Se aplicará con brocha,
rodillo o pulverización.
2.7.2.4 Pintura al silicato
El ligante es una disolución acuosa de silicato de potasa o sosa y como
pigmentos se utilizan blanco de zinc y otros elementos minerales que resisten la
alcalinidad. Es una pintura muy dura capaz de resistir bien tanto la intemperie como la
alcalinidad del cemento.

Pliego de condiciones 145
Tiene un acabado mate y es absorbente. Al igual que la pintura a la cal, la
materia prima es muy barata pero la manipulación cara. Se deben transportar por
separado el pigmento del aglutinante debido que al mezclarse tiene una vida limitada.
Por su alcalinidad se deben proteger los ojos y la piel. Si se aplica en fachadas, se
deberán cubrir los vidrios al pintar debido a la gran adherencia de esta pintura con el
vidrio y el hierro galvanizado.
Se emplea en exteriores sobre cemento y hormigones, revoco de cal, piedra,
ladrillo y vidrio. No se debe emplear sobre yeso y se puede aplicar con brocha, rodillo o
pulverización.
2.7.2.5 Pintura plástica
El aglutinante es una resina plástica (vinílica o acnlica) y como pigmento se
utiliza cualquiera que resista la alcalinidad. Presenta una buena adherencia. Resiste el
frote y el lavado según la resina utilizada en mayor o menor medida. Se recomienda
sobre hormigones y similares utilizar resinas acnlicas. El secado es rígido. Es sensible a
temperaturas inferiores a los diez grados centígrados.
Se emplea en exteriores e interiores sobre soportes de yeso, cemento y sus
derivados. Se puede emplear sobre madera y metales previa imprimación. En acabados
lisos, se aplicará con brocha, rodillo de lana o pistola. En acabados picados, rodillos de
esponja y en acabados al gotelé, con máquina de gotas.

Pliego de condiciones 146
2.7.3 Pinturas al óleo (o aceite)
2.7.3.1 Pintura al aceite
El aglutinante es un aceite vegetal secante, habitualmente se emplea el de linaza.
El disolvente utilizado puede ser aguarrás o white spirit. Se emplean toda clase
de pigmentos con la única condición que no sean resinas duras.
Este tipo de pintura se sigue utilizando en soportes porosos como la madera. El
acabado puede ser desde el tono mate al brillo de esmalte. Presentan una buena
adherencia y resisten bien el lavado.
Este tipo de pintura presenta muchos inconvenientes, por lo que los fabricantes
los han combinado con resinas sintéticas o duras. Tienden a perder el brillo y el color si
se encuentran a la intemperie. En interiores, tienden a amarillear.
2.7.3.2 Esmalte graso
Está compuesta por aceites secantes mezclados con resinas duras naturales o
sintéticas. El disolvente puede ser aguarrás o white spirit. Presentan un buen brillo,
aunque este disminuye si está a la intemperie, presentan una buena extensibilidad y un
secado algo lento, que se ralentiza si se expone al frío. No resiste la alcalinidad y la
tonalidad blanca no puede ser muy pura (tendrá color hueso). Se obtienen buenos
barnices transparentes emplea como vehículo para esmaltes de acabados interiores. El

Pliego de condiciones 147
uso exterior está restringido pues por el aceite pierde el brillo al sol. Se aplicará con
brocha o rodillo de esmaltar.
2.7.3.3 Esmalte sintético
Esta pintura se obtiene por combinación química de aceites secantes y resinas
duras alcílicas. El disolvente es aguarrás o white spirit. Presentan un buen brillo, secan
con rapidez y resisten agentes químicos suaves. Los esmaltes alcílicos o sintéticos son
los más apreciados en la actualidad. Se emplean sobre todo en atmósferas industriales.
Para utilizarlos sobre paramentos de cemento conviene neutralizar éstos previamente.
Se emplean como protección de madera y metal en interiores y exteriores, como
decoración, en barnices transparentes. Si se emplean en tratamientos contra la corrosión,
se deberá preparar previamente la superficie de los metales. Se aplicará con brocha,
rodillo, pistola e inmersión.
2.7.4 Pinturas de resinas
2.7.4.1 Pintura al clorocaucho
Está formada a base de un derivado clorado del caucho. Sus disolventes son
aromáticos, y en ocasiones van mezclados con cargas. Nunca se debe utilizar aguarrás ni
white spirit al no ser lo suficientemente fuertes.

Pliego de condiciones 148
Resisten el agua, a los agentes químicos y a los atmosféricos. Son impermeables
y secan rápidamente. Tienen un brillo satinado y una buena adherencia incluso a
superficies alcalinas. Se reblandecen con las grasas y los aceites y no les convienen
temperaturas superiores a los 70ºC.
Se emplean sobre superficies de hormigón y acero para marcas viales, piscinas y
suelos de cemento. Se aplicarán con brocha, rodillo o pistola. En este último caso, los
disolventes serán los adecuados para que no se formen hilos en la proyección.
2.7.4.2 Resina epoxi
La resina se presenta en dos envases, uno de ellos con la resina epoxi y el otro
con un catalizador o endurecedor. Los pigmentos pueden ir en cualquiera de los dos
componentes. Los disolventes deben de ser muy especiales y de gran fuerza.
Tienen buena resistencia a los agentes químicos, gran adherencia y dureza.
Admiten la mezcla de alquitranes y betunes para proporcionar mayor
impermeabilidad. Si se pintan metales se debe preparar perfectamente la superficie de
contacto. Tienen la propiedad de descontaminación radiactiva. No se deben emplear a
bajas temperaturas.
Este tipo de pintura se emplea para suelos comerciales e industriales debido a su
gran dureza y en zonas de peligro radioactivo, como pueden ser hospitales y
laboratorios. Se aplicará mediante brocha, rodillo o pistola aerográfica.

Pliego de condiciones 149
2.7.4.3 Pintura de poliuretano
Existen dos tipos según los componentes utilizados en el primer caso, la pintura
posee un solo componente y se catalizan por la humedad. El segundo tipo posee dos
componentes, el primero es una resina de poliéster que se mezclará con un endurecedor
o catalizador. Estos últimos pueden ser aromáticos (que amarillean) y alifáticos (que no
lo hacen). En general, los disolventes son especiales y por recomendación del fabricante.
Son de excelente dureza, buen brillo, gran resistencia a los agentes químicos y
atmosféricos y decorativos utilizando el endurecedor que no amarillea. No necesitan
temperatura adecuada para el curado, ya que secan a 0C. Con los alcoholes pueden
formar burbujas. No se recomienda pintar en ambientes húmedos. La mezcla de los dos
componentes tiene una vida limitada. Endurece con rapidez.
Se emplea cuando sea necesario belleza y brillo, como el caso de barnices para
parquet, o en muebles. Si se utiliza sobre metales es necesaria una imprimación previa.
En ocasiones, se aplica una primera capa de pintura epoxi y posteriormente una final de
poliuretano. En el caso de aplicar dos capas no esperar más de un dos para la segunda
capa. Se aplicará con brocha, rodillo y pistola. En talleres, con máquina de cortina.
2.7.5 Pintura ignífuga e intumescente
Es un tipo de pintura que no arde por acción de una llama, lo que permite aislar y
retrasar la destrucción y propagación de un posible incendio. La intumescencia es el

Pliego de condiciones 150
efecto de esponjamiento celular provocado por el calor formando una capa que detiene
la propagación de las llamas, este efecto es producido por aditivos.
La propiedad de intumescencia permite conservar más tiempo su capacidad
inicial para soportar cargas a los elementos estructurales. Esto viene estipulado en las
normas UNE. En capas finas se evita el fuego inicial y en capas gruesas de hasta 1 mrn.
se retrasa la deformación y posterior destrucción de la estructura. Se aplicará con brocha,
rodillo y pulverización.
2.7.6 Otras pinturas
2.7.6.1 Pintura nitrocelulósica (laca)
Está formada por nitrocelulosa, la cual le proporciona flexibilidad. Se utilizan
disolventes especiales, como la acetona. Dan películas de pinturas duras y tenaces.
Resisten el roce y la intemperie. El secado es por evaporación y es rígido. En
caso de perder brillo, este puede ser recuperado mediante pulido de la pintura. No se
recomienda su uso en madera situada en exteriores y en el caso de interiores, hay que
tener cuidado con la humedad que pudiese existir.
Las lacas transparentes se utilizarán para barnizar madera en muebles y piezas.
También se utilizará como revestimiento en superficies metálicas, como coches.
No se recomienda la utilización de las lacas en parquets. Se aplicarán mediante pistola
aerográfica.

Pliego de condiciones 151
2.7.6.2 Pinturas bituminosas
Son disoluciones de alquitranes y breas. Su usan como disolvente white spirit y
compuestos orgánicos. Se les puede añadir emulsiones acuosas, e incluso, pueden llevar
resinas epoxi.
Se pueden aplicar sobre madera, si bien su uso más habitual es sobre hormigones
y metales. Tienen un color negro muy oscuro. Son impermeables y resisten los álcalis,
ácidos débiles y aceites. No se recomienda su uso a la intemperie, particularmente si van
a estar expuestas a mucho al sol, porque pierden muchas propiedades, pudiendo aparecer
grietas.
Se emplean para proteger las humedades tanto en aceros como en hormigones,
para proteger materiales enterrados y en juntas de todo tipo. Se aplicará con brocha,
pistola, espátulas e inmersión, eligiendo el método según se aplique el producto en frío o
en caliente.
2.7.6.3 Siliconas
Son pinturas sintéticas que se forman con un elemento químico silíceo y átomos
de oxígeno, hidrógeno y radicales orgánicos. Se suelen utilizar para dar efecto de
martele con propiedades hidrofugantes. Este efecto se consigue sobre materiales porosos
como el ladrillo de hormigón a base de agua con siliconato sódico o disoluciones de
resinas que contengan siliconas. Se suelen llamar barnices hidrófugos. Un paramento
pintado con silicona al mojarse no cambia de color debido a que el agua no penetra en

Pliego de condiciones 152
, es decir, que no penetra en los poros y resbala por la superficie de la pintura. Se debe
impregnar abundantemente ya que una vez seca no se puede repetir el tratamiento. Los
barnices son transparentes presentando una superficie brillante.
Se emplean sobre cualquier superficie. En superficies de cemento y sus
derivados hay que esperar que el hidróxido cálcico libre se carbónate porque
reaccionaría con la silicona, anulando el efecto hidrofugante. Se aplicarán con brocha o
pistola.
2.7.6.4 Pinturas de aluminio
Su aspecto es metálico. Se incorpora una pasta de aluminio molido llamado
purpurina a un barniz graso. Es una pintura difícil de penetrar por la humedad y los
rayos ultravioleta. Se usa como carga o para mezclar con pinturas bituminosas.
Resisten bien la intemperie. Si la resina es fenólica se usa en ambientes marinos.
Refleja los rayos infrarrojos del sol por lo que se emplea en tanques que se quiera
evitar su calentamiento. Al flotar escamas en la superficie se pueden desprender al roce
y manchar. Al ser el pigmento metálico soportan grandes temperaturas. Se emplean para
sellar los nudos de la madera y evitan así el sangrado de las resinas.
Protegen las superficies metálicas sobre imprimación antioxidante. Se aplicarán
con brocha, rodillo y pistola.

Pliego de condiciones 153
2.7.6.5 Martelé
Es un tipo de pintura al aluminio que no produce escamas. Por acción de la
silicona tiene un aspecto característico llamado martelé. Consiste en un dibujo irregular
que se asemeje al que se obtiene al martillear una chapa de cobre o similar. Se puede
secar al aire o mediante una estufa. El disolvente debe ser de evaporación rígida pues si
no, al formarse las gotas, pueden resbalar sobre todo en vertical. Tiene un color gris
metálico y es decorativo. Hay que tener cuidado ya que al tener silicona puede alterar
otras pinturas próximas. Disimula los defectos. Si no se aplica un mínimo de dos manos
de pintura será necesario utilizar previamente una imprimación en la superficie.
Generalmente se emplean como pinturas decorativas o de protección. Los
principales empleos son en puertas de ascensores -y armarios metálicos de agua, luz e
instalaciones. Se aplicarán con pistola aerográfica y en ocasiones con brocha.

1
Pliego de
condiciones general y
económico

Pliego de condiciones 2
INDICE
INDICE.............................................................................................................................. 2 1.1 Introducción................................................................................................................. 4
1.1.1 Objeto ................................................................................................................... 4 1.1.2 Campo de aplicación............................................................................................. 4 1.1.3 Disposición general .............................................................................................. 4
1.1.3.1 Condiciones facultativas legales.................................................................... 5 1.1.3.2 Seguridad en el trabajo .................................................................................. 6 1.1.3.3 Seguridad pública .......................................................................................... 6 1.1.3.4 Expediente de contratación............................................................................ 6
1.2 Disposiciones generales............................................................................................... 9 1.2.1 Adjudicación de proyectos ................................................................................... 9 1.2.2 Gastos del contrato ............................................................................................. 10 1.2.3 Traspasos y subcontratos .................................................................................... 11 1.2.4 Fianza y retención de garantía ............................................................................ 11
1.3 Organización.............................................................................................................. 12 1.3.1 Representaciones ................................................................................................ 12 1.3.2 Reclutamiento del personal................................................................................. 13 1.3.3 Obligaciones de carácter social .......................................................................... 14 1.3.4 Medidas de seguridad ......................................................................................... 14 1.3.5 Propiedad industrial y comercial ........................................................................ 15
1.4 Pagos a los trabajadores............................................................................................. 15 1.4.1 Base de liquidación............................................................................................. 15 1.4.2 Precios................................................................................................................. 16 1.4.3 Descomposición de los precios........................................................................... 16 1.4.4 Liquidación de trabajos no previstos .................................................................. 17 1.4.5 Aumento del volumen total de los trabajos ........................................................ 17 1.4.6 Disminución del volumen total de los trabajos...................................................18 1.4.7 Revisión de precios en función de las variaciones de las condiciones económicas..................................................................................................................................... 18 1.4.8 Establecimiento y liquidación de las certificaciones mensuales provisionales .. 20 1.4.9 Establecimiento y liquidación de las certificaciones definitivas ........................ 21 1.4.10 Disposiciones generales aplicables a todas las certificaciones......................... 22 1.4.11 Trabajos defectuosos pero aceptables............................................................... 22 1.4.12 Intereses de demora .......................................................................................... 22
1.5 Ejecución de trabajos y cumplimiento de los plazos................................................. 23 1.5.1 Plazo de ejecución. Programa de trabajo............................................................ 23 1.5.2 Cese o aplazamiento de los trabajos ................................................................... 24 1.5.3 Quiebra o suspensión de pagos del Adjudicatario.............................................. 25 1.5.4 Medidas coactivas............................................................................................... 25 1.5.5 Penalidades y primas relacionadas con los trabajos de ejecución ...................... 26 1.5.6 Recepción provisional ........................................................................................ 28

Pliego de condiciones 3
1.5.7 Verificación ........................................................................................................ 28 1.5.8 Recepción definitiva ........................................................................................... 29
1.6 Garantías .................................................................................................................... 29 1.6.1 Garantías de buena ejecución ............................................................................. 29 1.6.2 Plazo de garantía................................................................................................. 29 1.6.3 Retención de garantía ......................................................................................... 30
1.7 Jurisdicción................................................................................................................ 31 1.7.1 Cláusula compromisario ..................................................................................... 31

Pliego de condiciones 4
1.1 Introducción
1.1.1 Objeto
El pliego de Condiciones Generales y Económicas determina los requisitos a los
que se tiene que ceñir la ejecución del proyecto cuyas características han sido
especificadas.
1.1.2 Campo de aplicación
Este pliego de condiciones determina la construcción, venta, recepción y
verificación de la minicentral hidroeléctrica que se situará en el embalse de pedrezuela.
Los pliegos de condiciones particulares podrán modificar las presentes prescripciones.
1.1.3 Disposición general
El contratista estará obligado al cumplimiento de la Reglamentación del Trabajo
correspondiente, la contratación del Seguro Obligatorio, Subsidio Familiar por Vejez,
Seguro de Enfermedad y todas aquellas reglamentaciones sociales actualmente vigentes
o que se puedan dictar en el futuro. En particular tendrá que cumplir lo dispuesto en la
norma UNE 24042 siempre que no sea alterado por el presente pliego de condiciones.
El encargado de realizar el proyecto deberá estar clasificado según Orden del
Ministerio de Hacienda de 28 de mayo de 1968 en el Grupo, Subgrupo y Categoría
correspondiente al proyecto y que se fijará en el Pliego de Condiciones Particulares.

Pliego de condiciones 5
1.1.3.1 Condiciones facultativas legales
Estas condiciones se regirán por lo especificado en:
Reglamentación General de Contratación según el Decreto 3410175 del 25 de
noviembre.
Articulo 1588 y siguientes del Código Civil en los casos que su aplicación fuera
necesaria al contrato.
Ordenanza General de Seguridad e Higiene en el Trabajo, aprobada por Orden
del 9/3/1971 del Ministerio del Trabajo. Si no se oponen a la Ordenanza General
anteriormente mencionada, las siguientes disposiciones:
Orden del 20 de mayo de 1952, aprobado el Reglamento de Higiene del Trabajo
en la construcción y obras públicas y Órdenes complementarias del 19 de diciembre de
1953 y 23 de septiembre de 1966.
Orden del 2 de febrero de 1961 sobre prohibiciones de carga manual que excedan
los ochenta kilos.
Cuantos preceptos sobre higiene y seguridad en el trabajo contengan las
Ordenanzas Laborales, Reglamentos de Trabajo, Convenios colectivos y Reglamentos
del Régimen interior en vigor.

Pliego de condiciones 6
1.1.3.2 Seguridad en el trabajo
El contratista está obligado a cumplir las condiciones que se indican en la
Ordenanza General de Seguridad e higiene en el Trabajo y cuantas en esa materia fueran
de aplicación.
Así mismo, deberá suministrar todo lo necesario para el mantenimiento de la
maquinaria, herramientas, útiles de trabajo, materiales, en condiciones de seguridad
adecuadas.
1.1.3.3 Seguridad pública
El contratista deberá tomar todas las medidas necesarias para garantizar la
protección de personas, animales u objetos de todos los posibles peligros que el trabajo
del proyecto pudiese ocasionar. Deberá asumir las responsabilidades que se derivasen de
accidentes por el trabajo.
El contratista mantendrá una póliza de seguros que protegerá adecuadamente a
sus obreros y a si mismo frente a las responsabilidades civiles que se pudiesen producir
hacia el contratista o hacia terceras personas, por la realización de los trabajos.
1.1.3.4 Expediente de contratación
Según lo especificado en la Ley 13/95 del 18 de mayo:
Se inicia de oficio por el órgano de contratación y debe incluir como mínimo:

Pliego de condiciones 7
Justificación de necesidad del gasto.
Presupuesto o Proyecto aprobado técnicamente previo informe de Oficina de
supervisión (preceptivo si el presupuesto es mayor de 300.000 euros).
Acta de replanteo en obras y certificado de disponibilidad de los terrenos.
Pliego de cláusulas administrativas particulares cuando sea necesario y así lo
informen los Servicios Jurídicos.
Retención de Crédito.
Procediéndose tras ello a la licitación, que se puede haces mediante tres tipos de
procedimiento:
Abierto: el empresario interesado podrá presentar oferta.
Restringido: sólo los seleccionados pueden, si antes han pedido poder participar.
Negociado: después de consultar y negociar con uno o más empresarios.
La adjudicación puede ser mediante subasta o concurso. La primera opción se
basa en escoger la oferta más barata y que sea inferior al presupuesto. La adjudicación
por concurso consiste en tomar la oferta más ventajosa en conjunto.
Los contratos catalogados como menores (obras hasta 30000 euros y asistencias
técnicas y suministros hasta 12000 euros) requieren:

Pliego de condiciones 8
Presupuesto, que se define como el importe en el que el servicio valora su
prestación. Para obras se añadirá a la ejecución material el 23% de contrata y el
IVA. Para las asistencias técnicas será el 19%, mientras que en el caso de
suministros se añade únicamente el IVA al importe de los bienes adquiridos.
Aprobación del gasto.
Factura.
En estos proyectos es conveniente reunir un número mínimo de ofertas, que se
puede establecer en tres. La documentación a incluir conjuntamente con la propuesta
económica es:
Acreditación jurídica y su representación en caso de ser necesario. Se considera
Acreditación jurídica a la escritura de constitución de la sociedad o al DNI de las
personas físicas.
Declaración de no incursión para contratar.
Acreditación del cumplimiento de normas medioambientales aplicables.
Resguardo de garantía provisional.
Acreditación de estar al corriente de obligaciones tributarias, entre ellas figuran:

Pliego de condiciones 9
Impuesto de Actividades Económicas, IRPF, declaración del IVA e IGTE, así
como presentación de ingresos y pagos.
Ídem con la Seguridad Social.
Clasificación, para una obra de más de 100.000 euros, o acreditación de
solvencia económica, financiera y técnica.
Programa de trabajo.
Relación de obras similares que se hayan llevado a cabo.
Relación de personal y maquinaria que se adscribirá a la obra.
1.2 Disposiciones generales
1.2.1 Adjudicación de proyectos
Los proyectos se realizarán por el sistema de contrata adjudicada en licitación,
esto se podrá hacer de forma directa o bien a través de concurso restringido entre las
empresas invitadas al mismo, siguiendo las normas impuestas en la documentación que
formará parte de la invitación al concurso.
Las empresas devolverán en el plazo señalado en sus invitaciones los
documentos que constituirán la base del contrato con las indicaciones precisas. El envío
por parte de las empresas de los documentos firmados implicará la obligación de

Pliego de condiciones 10
mantener su propuesta en el plazo que especificaran las invitaciones que se les fueron
enviadas previamente.
Si expira el plazo antes mencionado sin que la Propiedad haya formalizado un
contrato, la empresa invitada queda exenta de cualquier compromiso relacionado con el
concurso, pues el plazo ha expirado.
La Propiedad siempre tendrá las opciones de:
Declarar desierto el concurso.
Elegir el ganador del mismo (denominado Adjudicatario en adelante) según el
método que estime conveniente.
Convocar un nuevo concurso que anule al primero. Podrá tener normas
diferentes e invitados que pueden diferir de los del primer concurso.
La resolución del concurso a un Adjudicatario presupondrá la adquisición
definitiva del proyecto por el mismo.
1.2.2 Gastos del contrato
El Adjudicatario deberá correr con los gastos fiscales que pudieran originarse de
la formalización del contrato, entre estos gastos pueden figurar derechos reales,
provinciales o municipales, así como impuestos estatales.

Pliego de condiciones 11
La parte del contrato que realice peticiones que den lugar a gastos adicionales
deberá correr con los mismos.
1.2.3 Traspasos y subcontratos
El Adjudicatario de un proyecto no tendrá la posibilidad de ceder o traspasar las
obligaciones contenidas en el contrato a una tercera parte. Tampoco tendrá la posibilidad
de utilizar durante la ejecución del proyecto a otra sociedad sin previo consentimiento
por escrito de la Propiedad.
En cualquier caso que pudiera darse el Adjudicatario será totalmente responsable
del contrato acordado ante la Propiedad, el personal y terceras personas.
1.2.4 Fianza y retención de garantía
En el contrato de Adjudicación se determinará el importe y la forma de
establecer la fianza inicial y las retenciones de garantía que serán desconectadas de las
certificaciones mensuales.
La fianza inicial y las retenciones de garantía acumuladas responderán al
cumplimiento de las obligaciones del Adjudicatario y quedarán en beneficio de la
propiedad en caso de producirse un abandono del trabajo o una rescisión del contrato
existente por causa del Adjudicatario.

Pliego de condiciones 12
Al finalizar el contrato se devolverán al Adjudicatario tanto la fianza como la
retención de garantía. Será necesario descontar a la suma anterior las penalizaciones que
pudiesen corresponder, así como cualquier saldo en favor de la
Propiedad que resultase en la liquidación final de las obras.
Los medios auxiliares, elementos y materiales del Adjudicatario no podrán ser
retirados de la zona de trabajo que ocupen sin la autorización expresa de la propiedad,
para que puedan responder al cumplimiento de sus obligaciones en caso necesario.
1.3 Organización
1.3.1 Representaciones
La Propiedad comunicará al Adjudicatario su domicilio de cara a la realización
del contrato y su representante a continuación de la notificación del contrato.
El Adjudicatario deberá nombrar un representante suyo a pie de obra y
comunicar por escrito su identidad a la Propiedad antes de comenzar el trabajo contenido
en el contrato. Deberá especificar también los poderes de este, que deberán ser lo
suficientemente adecuados como para pode recibir y resolver las comunicaciones y
órdenes que se pudieran dar por parte de la representación de la Propiedad. El
adjudicatario no podrá emplear la ausencia de su representante como excusa para la no
realización de lo que se le requiera.

Pliego de condiciones 13
La Propiedad deberá estar conforme con la designación del representante del
adjudicatario, así como el personal facultativo que llevará a cabo el proyecto contratado.
En caso de existir un motivo fundado, la Propiedad podrá exigir al adjudicatario la
renovación de sus representantes y de cualquier otro facultativo responsable.
1.3.2 Reclutamiento del personal
El Adjudicatario deberá hacerse cargo de la selección y reclutamiento de la
totalidad de la mano de obra que sea necesaria para la realización de los trabajos
contenidos en el contrato de acuerdo con las condiciones establecidas en el mismo y con
la reglamentación laboral vigente en el momento en que esto se realice.
El Adjudicatario tendrá la responsabilidad de que esto se realice de forma
correcta y deberá tener el máximo cuidado en la selección del personal que vaya a
emplear.
La Propiedad se reservará el derecho a la expulsión del personal incapaz, que
desobedezca las normas de seguridad o cometa actos de insubordinación respecto a sus
jefes o a los representables de la Propiedad.
El Adjudicatario deberá hacer frente a los fraudes o robos cometidos por su
personal en el suministro o empleo de los materiales que se empleen.
El número de trabajadores de cada tipo que el Adjudicatario emplee deberá ser
adecuado a la cantidad de trabajo que haya que realizar en los plazos fijados.

Pliego de condiciones 14
1.3.3 Obligaciones de carácter social
El Adjudicatario se comprometerá a cumplir con todas las obligaciones
inherentes a su condición de patrono respecto a normativa de tipo laboral vigente en la
actualidad o que pudiese aparecer durante la ejecución del contrato.
También deberá abonar los gastos en que incurran las atenciones sociales que
apareciesen durante la ejecución del proyecto.
Por estos motivos, la Propiedad podrá exigir cuando considere oportuno al
adjudicatario que justifique que se encuentra conforme a la ley respecto a la seguridad
social de los trabajadores empleados por él en el proyecto.
1.3.4 Medidas de seguridad
El Adjudicatario es responsable pleno de la seguridad de los trabajos que tenga
que realizar. Correrán por su cuenta los gastos que pudiesen producirse para poder
aplicar las disposiciones legales vigentes sobre esta materia (o aquellas que pudiesen
aparecer durante la ejecución del proyecto), así como las disposiciones dictadas por la
Inspección del Trabajo, así como cualquier otro organismo competente en la materia. Lo
mismo ocurrirá con las normas de seguridad propias del tipo de proyecto para el que
haya sido contratado.
'Todos los gastos anteriormente referidos se considerarán incluidos en el
contrato, por lo que el Adjudicatario será quien se haga cargo de los mismos.

Pliego de condiciones 15
1.3.5 Propiedad industrial y comercial
El Adjudicatario se hará responsable ante la Propiedad al suscribir el contrato
contra cualquier clase de reivindicación referida a materiales, suministros,
procedimientos y medios empleados en las obras que procedan de titulares de patente,
así como licencias, planos, modelos, y marcas de fábrica o comercio.
Si fuese necesario, será el Adjudicatario quien deba obtener las licencias o
autorizaciones que sean necesarias, así como afrontar los gastos debidos a derechos e
indemnizaciones que correspondiesen.
1.4 Pagos a los trabajadores
1.4.1 Base de liquidación
El trabajo contratado se pagará generalmente aplicando precios unitarios a las
unidades de obra que resulten de este. No se procederá así en caso de indicaciones
contrarias por parte del contrato de adjudicación. Se podrá liquidar en su totalidad o en
parte, mediante partidas alzadas.
Las medidas serán los datos recogidos de forma cualitativa o cuantitativa que
caracterizan los trabajos efectuados, acopios realizados o los suministros efectuados.
Constituyen comprobaciones del estado de los hechos y serán realizadas por el
adjudicatario, quien se las presentará a la Propiedad.

Pliego de condiciones 16
En caso de medidas en los trabajos, prestaciones y suministros que no son
susceptibles de comprobación posterior, el Adjudicatario estará obligado a solicitar la
presencia de la Propiedad para la toma contradictoria de medidas.
En caso de no realizarse esto, salvo pruebas contrarias que correrán por cuenta
del Adjudicatario, prevalecerán las decisiones de la Propiedad.
1.4.2 Precios
Todos los precios unitarios no incluirán el beneficio del Adjudicatario, ni los
gastos y cargas debidas a la ejecución de los trabajos que corresponden a cada uno de
ellos, comprendidos los que resultan de las obligaciones que le son impuestas al
Adjudicatario por el contrato y el presente Pliego de Condiciones
Administrativas.
Los precios incluirán únicamente los debidos a la adquisición de los materiales.
1.4.3 Descomposición de los precios
La Propiedad recibirá del Adjudicatario, junto a la oferta del mismo, la
descomposición de los precios, detallando los que figuren explícitamente en la oferta.
Estas descomposiciones no forman un documento de tipo contractual, pero obligan al
Adjudicatario de cara a la aplicación de las disposiciones relativas a la preparación de
precios contradictorios.

Pliego de condiciones 17
1.4.4 Liquidación de trabajos no previstos
Si es necesario realizar trabajos no previstos inicialmente o modificar los
materiales indicados en el contrato, se procederá a la realización de nuevos precios antes
de la realización de estos trabajos. Para estos nuevos precios, se tendrá en cuenta el
contrato existente o se realizarán por semejanza a los de trabajos similares. Estos precios
se realizarán en las mismas condiciones económicas que los precios del contrato.
En caso de que esto no se realizase de mutuo acuerdo, se liquidará al
Adjudicatario en base a los precios que fije la Propiedad hasta que se solucione la
discrepancia.
1.4.5 Aumento del volumen total de los trabajos
En caso de producirse un aumento de los trabajos realizados por el Adjudicatario
la liquidación de los mismos será realizada en las condiciones que especifica el contrato,
siempre que el aumento considerado no supere la cuarta parte del valor inicial del
contrato.
Si el aumento supera lo anteriormente considerado, el Adjudicatario y la
Propiedad examinarán de común acuerdo los aumentos o disminuciones que
convenga en los precios necesarios. La parte interesada en la revisión estará obligada a
facilitar cuantas justificaciones sean necesarias a la otra en un plazo no superior a un
mes, contando este a partir de que se comprobase la existencia del aumento.

Pliego de condiciones 18
Si expira este plazo de un mes sin que se presentase ninguna justificación por
una u otra parte, la liquidación de los trabajos se realizaría en las condiciones iniciales
contenidas en el contrato.
1.4.6 Disminución del volumen total de los trabajos
En caso de producirse una disminución del volumen total de los trabajos que
exceda la cuarta parte del valor del contrato (en precios de origen), el Adjudicatario
podrá presentar una petición de indemnización a la Propiedad basada en el perjuicio que
le ocasionan las previsiones del proyecto.
Dicha petición debe dirigirse a la Propiedad en un plazo no superior a un mes
desde la comprobación de la disminución del volumen total de los trabajos. En caso de
no producirse la petición en el plazo anteriormente citado, la petición no será aceptada
por la Propiedad.
1.4.7 Revisión de precios en función de las variaciones de las
condiciones económicas
Las modificaciones que se hubieran acordado en los precios o en las fórmulas de
revisión y que cumplan las condiciones anteriores se podrán aplicar a partir de las
certificaciones que hayan provocado la petición.
En caso de que la duración de los trabajos superase el plazo de ejecución
contemplado en el contrato, se presentarán nuevos precios a la Propiedad. Esto se

Pliego de condiciones 19
realizará tomando un tiempo para calcular los nuevos precios igual a los retrasos
reconocidos y aceptados por la Propiedad en caso de que estos retrasos no sean
imputables al Adjudicatario.
Los precios también podrán ser revisados en caso de variación de las condiciones
económicas durante la ejecución del contrato en el caso de que el contrato de
adjudicación no especifique lo contrario.
El contrato de adjudicación definirá los índices que se emplearán en las fórmulas
de revisión utilizadas y las normas complementarias de aplicación de las mismas.
Si los precios del valor del conjunto de trabajos sufren un aumento o una
disminución de más de un cincuenta por ciento con relación a sus precios en origen, una
de las dos partes podrá solicitar nuevos precios y nuevas fórmulas de revisión en caso de
que el importe a precios de origen de los trabajos que quedan por realizar sea como
mínimo igual al cinco por ciento de la totalidad del importe del contrato.
Cualquier petición de aplicación de esta disposición se deberá realizar por la
parte interesada a través de carta certificada y se considerará a partir del día en que esta
sea recibida por la otra parte.

Pliego de condiciones 20
1.4.8 Establecimiento y liquidación de las certificaciones
mensuales provisionales
A menos que el contrato de adjudicación especifique lo contrario, los pagos se
realizarán a partir de certificaciones mensuales de obra ejecutadas.
El Adjudicatario será el encargado de redactar y remitir a la Propiedad una
certificación provisional de los trabajos realizados en el mes anterior al final de cada
mes, para que esta pueda servir de base una vez aprobada. Esta certificación provisional
estará de acuerdo con las mediciones realizadas y aprobadas tanto por el Adjudicatario
como por la Propiedad, deduciendo la certificación provisional correspondiente al mes
anterior.
La cláusula de revisión de precio estipulada en el contrato se tendrá en cuenta, y
se aplicarán los precios del contrato o los aprobados por la Propiedad según la cláusula
de revisión.
Si el precio aún no hubiera sido aprobado por la propiedad, se aplicará el precio
que anteriormente estuviese en vigor. Los precios que hayan sido revisados se aplicarán
a los trabajos ejecutados a partir de la entrada en vigor de los nuevos precios.
El abono correspondiente a una certificación provisional se efectuará siempre
pendiente de la certificación definitiva, que se producirá durante los dos meses que sigan
al envío de la certificación provisional a la Propiedad. Habrá una reducción del importe

Pliego de condiciones 21
que se establece como garantía y se considerarán los abonos y deducciones que se
pudiesen deducir de las cláusulas del contrato de adjudicación.
Si la Propiedad acepta las certificaciones, se obliga al Adjudicatario en lo
referido a la naturaleza y cantidad del trabajo ejecutado cuya medición se haya podido
comprobar, así como a los precios que se hayan aplicado a reserva de las revisiones
contractuales que hayan podido resultar de la aplicación de índices oficiales publicados
con retraso.
1.4.9 Establecimiento y liquidación de las certificaciones
definitivas
La Propiedad tendrá el derecho de hacerse cargo de ciertas partes del trabajo
enteramente acabadas antes de su conclusión. En caso de producirse esto, se procederá
antes a una recepción provisional, por lo que se realizará una certificación parcial
definitiva.
El abono de la suma que se deba al Adjudicatario se efectuará al término de los
dos meses siguientes a aquel en que se haya producido el acuerdo entre las partes acerca
del importe de certificación, deduciéndose la retención de garantía y aquellas otras que
resulten de la aplicación del contrato de adjudicación.
A esta suma se le deducirán los pagos parciales ya realizados y se abonará sólo
tras el establecimiento y la aceptación de la certificación definitiva por ambas partes.

Pliego de condiciones 22
1.4.10 Disposiciones generales aplicables a todas las
certificaciones
Tanto en las certificaciones definitivas como en las provisionales mensuales
deberán aparecer de forma separada la cuantía acumulada desde el origen tanto de los
trabajos liquidados por la administración como el importe global de los trabajos.
Deberán también resaltar tanto los precios en origen como la incidencia de
revisión en los precios.
En todos los casos se efectuará según estime la Propiedad, ya sea por cheque,
transferencia bancaria, o el método de pago que estime conveniente.
1.4.11 Trabajos defectuosos pero aceptables
En caso de que el Adjudicatario realizase una unidad de trabajo que no cumpliese
las condiciones estipuladas en los pliegos aplicables al citado trabajo a juicio de la
Propiedad, el Adjudicatario deberá conformarse con la rebaja económica que estime la
Propiedad sin posibilidad de ningún tipo de reclamación.
El Adjudicatario tendrá derecho a rehacer la unidad de trabajo defectuosa a su
costa respetando las condiciones existentes dentro del plazo contractual establecido.
1.4.12 Intereses de demora
En caso de no producirse el pago en la forma que estima conveniente la
Propiedad dentro de un plazo que exceda en un mes lo especificado en artículos

Pliego de condiciones 23
anteriores, se abonaría al Adjudicatario la cuantía correspondiente al interés de demora,
en caso de que hubiera petición escrita por parte del mismo.
Estos intereses se devengarán en el período comprendido entre la recepción de la
petición escrita anteriormente mencionada y la fecha de pago definitiva. El tipo de
interés que se aplicará será superior en un dos por ciento a los aplicables en el curso del
período por parte del Banco de España con motivo de descuento comercial.
1.5 Ejecución de trabajos y cumplimiento de los
plazos
1.5.1 Plazo de ejecución. Programa de trabajo
Se tomará que los plazos contemplados en el contrato comienzan al día siguiente
de la firma del acta o del hecho que sirve de punto de partida a dicho acto.
Un plazo fijado en días terminará al final del último día de la duración prevista,
no se harán distinciones entre días laborables y festivos.
Para un plazo fijado en meses, el tiempo se contará de fecha en fecha. En caso de
no existir la fecha que corresponda en el mes que termina el plazo, se tomará que este
finaliza en el último día del citado mes.
El Adjudicatario está obligado a ejecutar los trabajos en los plazos fijados en el
Contrato de Adjudicación.

Pliego de condiciones 24
El Adjudicatario deberá presentar a la Propiedad un programa detallado de la
ejecución de los trabajos contemplados en el proyecto en un plazo inferior al mes.
Una vez comenzado el contrato, se revisará al menos mensualmente la
progresión real de los trabajos contratados y los programas parciales a realizar en el
periodo siguiente por parte de los representantes tanto de la Propiedad como del
Adjudicatario.
Estas revisiones del programa no reducen la responsabilidad del Adjudicatario
respecto de los planes estipulados en el contrato.
1.5.2 Cese o aplazamiento de los trabajos
En caso de que la Propiedad pida el cese absoluto de los trabajos, se considerará
el contrato como totalmente rescindido. En caso de que lo solicitado sea el aplazamiento
por más de un año, tanto antes como después del comienzo de los trabajos, el
Adjudicatario tendrá derecho a la rescisión del contrato, siempre que esto sea solicitado
por escrito. Esto será sin perjuicio de las indemnizaciones que le pudiesen corresponder
en cualquier caso si hubiese derecho a ello.
El plazo máximo para que el Adjudicatario presente la solicitud de rescisión del
contrato será de cuatro meses a partir de la fecha de notificación del aplazamiento o cese
de los trabajos del contrato.

Pliego de condiciones 25
Si el aplazamiento de los trabajos solicitados por la Propiedad es inferior a un
año, el Adjudicatario no tendrá derecho a la rescisión, pero sí a una indemnización en
caso de producirse prejuicios que puedan ser debidamente comprobados. En el caso de
que hubieran comenzado los trabajos, el Adjudicatario puede requerir se proceda a la
recepción definitiva una vez cumplido el plazo de garantía.
1.5.3 Quiebra o suspensión de pagos del Adjudicatario
Esta posibilidad implica la rescisión automática del contrato, para esto bastará
que la Propiedad lo notifique en forma fehaciente en el plazo de dos meses a partir de
que se produzca la publicación legal de la declaración de quiebra o de la suspensión de
pagos por parte del Adjudicatario.
En todo momento las medidas de conservación o de seguridad cuya urgencia sea
evidente, serán tomadas por la Propiedad con cargo al Adjudicatario.
1.5.4 Medidas coactivas
En caso de que el Adjudicatario no dé cumplimiento a las obligaciones,
disposiciones del contrato o a las órdenes de servicio que sean dadas por la Propiedad,
ésta le podrá obligar a cumplirlas en un plazo oportuno.
Pasado este plazo, si el Adjudicatario no ha ejecutado las disposiciones
solicitadas por la Propiedad, esta podrá ordenar a título provisional, el establecimiento
de un régimen de intervención general o parcial por cuenta del Adjudicatario.

Pliego de condiciones 26
Se procederá a continuación, y en presencia del Adjudicatario, a la comprobación
de los trabajos ejecutados por este, de los materiales almacenados, así como el inventario
descriptivo del material.
La Propiedad tendrá el derecho a convocar un nuevo concurso, rescindir el
contrato existente o finalizar la intervención si así lo considerase oportuno. En caso de
comprobarse la capacidad del Adjudicatario para hacerse cargo de los trabajos
adecuadamente, esto pondrá fin a la intervención.
1.5.5 Penalidades y primas relacionadas con los trabajos de
ejecución
El incumplimiento tanto del plazo global o de los parciales que estuviesen
contenidos en el contrato por parte del Adjudicatario podrán dar lugar a la aplicación de
una penalización que dependerá del retraso comprobado existente y que se basará en un
porcentaje del importe de los trabajos que correspondan. Esta penalización tendrá en
cuenta las certificaciones parciales o definitivas de las obras que sea correspondiente
estimar.
El Adjudicatario carecerá de responsabilidad por incumplimiento de los plazos
contenidos en el contrato, solamente por causas de fuerza mayor o caso fortuito. Se
entienden estos casos como hechos o actos de carácter extraordinario ajeno al
Adjudicatario que no se hayan podido prever o no hayan podido ser evitados. No se

Pliego de condiciones 27
considerarán incluidos en estas excepciones los retrasos originados por sus
subcontratistas o proveedores.
Para que los plazos establecidos sufran una suspensión o prorroga debido a los
casos anteriormente mencionados, el Adjudicatario notificará por escrito a la Propiedad
en un plazo máximo de 15 días respecto al momento en que se produjeran 10 hechos de
fuerza mayor o caso fortuito.
La prórroga que se aplique a los plazos no será superior a la duración del hecho
que la ha justificado. La penalización como porcentaje vendrá dada por:
20%
RPenalización
P
⋅=
En la fórmula anterior tanto P como R están expresados en las mismas unidades
temporales, siendo P el plazo, incluyendo en él los retrasos no imputables al
Adjudicatario. El porcentaje de penalización no podrá superar el diez por ciento.
Las penalizaciones serán aplicadas bajo la simple confrontación de la fecha del
término del plazo contractual y de la fecha de recepción provisional. Se descontarán a
partir del primer pago que se efectúa tras la determinación.
No se concederán primas al Adjudicatario por parte de la Propiedad por el
cumplimiento de los plazos de ejecución contenidos en el contrato o por un adelanto
sobre estos mismos plazos. Tales primas podrán ser instituidas en el contrato o durante
el curso de los trabajos si estuviese justificado por las circunstancias que se dieran.

Pliego de condiciones 28
1.5.6 Recepción provisional
Cuando el Adjudicatario haya finalizado el contrato para el que ha sido
contratado, procederá a avisar a la Propiedad, que procederá a la recepción provisional
del proyecto, habiendo convocado previamente al Adjudicatario por escrito.
En caso de ausencia del Adjudicatario en la convocatoria anteriormente
mencionada, se hará mención a este aspecto en el Acta de Recepción. Se podrá proceder
de la misma forma en la recepción provisional parcial de los trabajos cuando estén
terminados si lo solicita e1 Adjudicatario. La Propiedad no procederá a esta recepción
parcial más que cuando lo juzgue conveniente.
1.5.7 Verificación
En este apartado se exponen una serie de criterios de control que se deben
cumplir. Estos criterios son:
Verificaciones geométricas: sirven para evitar que los errores geométricos,
superen los valores admisibles, garantizando en la instalación un grado de precisión
suficiente. Los valores definidos para cada elemento se indican figurando el número de
serie del mismo, demás datos identificativos y firma del responsable del control del
elemento.
Pruebas prácticas: buscan asegurar el funcionamiento y un comportamiento
adecuado por parte de las máquinas mediante su funcionamiento durante un cierto

Pliego de condiciones 29
tiempo con piezas de chatarra lo suficientemente representativas, para obtener resultados
concluyentes.
1.5.8 Recepción definitiva
Una vez concluido el plazo de garantía se realizará la recepción definitiva del
conjunto de trabajos recibidos provisionalmente de la misma forma que la precisada en
apartados anteriores.
1.6 Garantías
1.6.1 Garantías de buena ejecución
El Adjudicatario garantizará a la Propiedad la buena ejecución de las obras según
lo definido en el proyecto y el resto de documentos contractuales, comprometiéndose a
reponer los materiales defectuosos, así como a reponer a su cargo todos los trabajos que
por derecho de material, mano de obra, proyecto o mala concepción de los trabajos, se
valoren como defectuosos durante el período de garantía, o que no superen los requisitos
en las pruebas a las que sean sometidos.
1.6.2 Plazo de garantía
Este será fijado en el contrato de adjudicación y no podrá superar la duración de
un año a partir de la fecha de recepción provisional. Durante este plazo, el Adjudicatario
es el responsable de la conservación del trabajo sin prejuicio de las acciones de garantía

Pliego de condiciones 30
que pudieran resultar .del contrato o de la aplicación del derecho común en provecho de
la Propiedad. Esto se realizará a su costa.
Los deterioros que no tengan su origen en la mala calidad de los materiales, en la
mala ejecución de los trabajos, o en falta alguna por parte del Adjudicatario, serán
reparados por este a petición escrita y a cargo de la Propiedad.
Una vez realizada la recepción definitiva el Adjudicatario quedará sometido a las
obligaciones del derecho común.
1.6.3 Retención de garantía
Para asegurar la garantía del Adjudicatario, se efectuará sobre cada pago una
retención como garantía que podrá alcanzar un valor máximo del cinco por ciento
importe de la certificación.
En caso de considerarse que la retención del cinco por ciento excede la
proporción necesaria para la garantía del contrato, el contrato de adjudicación podrá
señalar la aplicación de un porcentaje de retención menor, o bien podrá señalar un
máximo de garantía a partir del cual y en caso de que no disminuya, no se efectuarán
más retenciones en concepto de garantía.
En caso de aceptarlo la Propiedad, la retención de garantía podrá ser reemplazada
por un aval proporcionado por un banco que sea aceptado por la Propiedad. En este caso

Pliego de condiciones 31
el Adjudicatario y la Propiedad determinarán de común acuerdo las condiciones y
modalidades que pudiesen derivarse de esta sustitución.
Si durante el transcurso del plazo, el Adjudicatario no atendiese sus obligaciones
de reponer o rehacer los trabajos contenidos en el contrato según lo descrito en los
apartados referidos a la garantía de buena ejecución y al plazo de garantía,
produciéndose un claro perjuicio para la Propiedad, ésta podrá arremeter definitivamente
o ejecutar la garantía, sin que esto elimine o reduzca la responsabilidad del
Adjudicatario y de las acciones legales que pudiesen producirse contra él.
1.7 Jurisdicción
1.7.1 Cláusula compromisario
La resolución de todas las divergencias, controversias o discrepancias a que
pudieran derivarse de la interpretación y la ejecución del contrato, serán sometidas a
juicio arbitral de derecho privado de común acuerdo entre la Propiedad y el
Adjudicatario del contrato.
Los árbitros resolverán sobre los puntos concretos que se sometan a su decisión
en la correspondiente escritura notarial de formalización del compromiso, y dentro del
plazo que en la misma se señale. La escritura de formalización del compromiso se
otorgará ante un notario.

Pliego de condiciones 32
Los honorarios de los árbitros serán sufragados a partes iguales entre el
Adjudicatario y la Propiedad.
Contra el laudo emitido por los árbitros, con arreglo a su leal saber y entender,
únicamente cabrá recurso de nulidad ante la Sala del Tribunal Supremo.

1
Mediciones

Presupuesto 2
1.1 Mediciones
A continuación se muestra una tabla en la que aparecen todos los elementos
necesarios para la realización de este proyecto:
Concepto Cantidad Unidad
Rodete
Acero X 6 Cr13 UNE-EN
10088
Mecanizado
Modelo
1
588,2
20
1
Kg
h
Cámara en espiral
Calderería
Mecanizado
1
417,4
54
Kg
H
Distribuidor
Tapa anterior
Calderón
Mecanizado
Tapa posterior
1
1
120
20
1
Kg
h

Presupuesto 3
Calderería
Mecanizado
Alabes
Acero X 6 Cr13 UNE-EN
10088
Mecanizado
Timonería
Calderería
Mecanizado
Servomotor
120
20
16
17
2,1
45
16
1
Kg
h
Kg
h
Kg
h
Eje de turbina
Acero C 55 UNE-EN 10083
Mecanizado
1
2100
20,5
Kg
h
Tubo de aspiración
Calderería
Mecanizado
1
920
12
Kg
h

Presupuesto 4
Válvula mariposa 1
Tortillería
Control digital 1
Generador 1
Tubería forzada 54.973 Kg
Ingeniería 735 h
Delineación 220 h
Montaje 640 h
Control de calidad 350 h
Puesta en servicio 45 h

2
Precios unitarios

Presupuesto 6
2.1 Precios unitarios
A continuación se muestra una tabla en la que aparecen los precios unitarios
de los elementos necesarios para la realización de este proyecto:
Concepto Precio
Rodete
Acero X 6 Cr13 UNE-EN 10088
Mecanizado
Modelo
22782,49 Euros
11,33 Euros/Kg
81,82 Euros/hora
12500 Euros
Cámara en espiral
Calderería
Mecanizado
7787,78 Euros
5,66 Euros/Kg
47,2 Euros/h
Distribuidor
Tapa anterior
Calderón
Mecanizado
Tapa posterior
Calderería
13235,65 Euros
1623,85 Euros
5,66 Euros/Kg
47,2 Euros/h
1623,85 Euros
5,66 Euros/Kg

Presupuesto 7
Mecanizado
Alabes
Acero X 6 Cr13 UNE-EN 10088
Mecanizado
Timonería
Calderería
Mecanizado
Servomotor
47,2 Euros/h
5830,76 Euros
113,29 Euros/Kg
81,82 Euros/h
1015,43 Euros
5,66 Euros/Kg
47,2 Euros/h
3147 Euros
Eje de turbina
Acero C 55 UNE-EN 10083
Mecanizado
16471,4 Euros
7,55 Euros/Kg
62,94 Euros/h
Tubo de aspiración
Calderería
Mecanizado
5778 Euros
5,66 Euros/Kg
47,2 Euros/h
Válvula mariposa 47205 Euros
Control digital 26225 Euros

Presupuesto 8
Generador 200000 Euros
Tubería forzada 78000 Euros
Ingeniería 53,5 Euros/h
Delineación 28,32 Euros/h
Montaje 78,67 Euros/h
Control de calidad 54,55 Euros/h
Puesta en servicio 125,88 Euros/h

4
Presupuesto
general

Presupuesto 14
3.1 Presupuestas generales
Concepto Importe
Rodete 43583,2 Euros
Cámara en espiral 12699,1 Euros
Distribuidor 120292 Euros
Eje de turbina 33616,67 Euros
Tubo de aspiración 11551,6 Euros
Válvula mariposa 47205 Euros
Control digital 26225 Euros
Generador 200000 Euros
Tubería forzada 78000 Euros
Ingeniería 39322,5 Euros
Delineación 6230,4 Euros
Montaje 50348,8 Euros
Control de calidad 19092,5 Euros
Puesta en servicio 5664,6 Euros

Presupuesto 15
Sistema eléctrico 230780 Euros
TOTAL EQUIPAMIENTO 924611,32 Euros
OBRA CIVIL 1133799,06 Euros
IMPORTE TOTAL SIN I.V.A 2058410,38 Euros
TOTAL + I.V.A (16%) 2387756,05 Euros

3
Sumas parciales

Presupuesto 10
3.1 Sumas parciales
Concepto Cantidad Precio unitario Importe
(euros)
Rodete
Acero X 6 Cr13 UNE-
EN 10088
Mecanizado
Modelo
1
588,2
20 h
1
22782,49 Euros
11,33 Euros/Kg
81,82euros/hora
12500 Euros
22782,5
6664,3
1636,4
12500
Cámara en espiral
Calderería
Mecanizado
1
417,4
54 h
7787,78 Euros
5,66 Euros/Kg
47,2 Euros/h
7787,78
2362,48
2548,8
Distribuidor
Tapa anterior
Calderón
Mecanizado
Tapa posterior
1
1
120 Kg
20 h
1
13235,65 Euros
1623,85 Euros
5,66 Euros/Kg
47,2 Euros/h
1623,85 Euros
13235,65
1623,85
679,2
944
1623,85

Presupuesto 11
Calderería
Mecanizado
Alabes
Acero X 6 Cr13 UNE-
EN 10088
Mecanizado
Timonería
Calderería
Mecanizado
Servomotor
120 Kg
20 h
16
17 Kg
2,1 h
1
45 Kg
16 h
1
5,66 Euros/Kg
47,2 Euros/h
5830,76 Euros
113,29 euros/Kg
81,82 Euros/h
1015,43 Euros
5,66 Euros/Kg
47,2 Euros/h
3147 Euros
679,2
944
93292,16
1925, 93
171,82
1015,43
254,7
755,2
3147
Eje de turbina
Acero C 55 UNE-EN
10083
Mecanizado
1
2100 Kg
20,5 h
16471,4 Euros
7,55 Euros/Kg
62,94 Euros/h
16471,4
15855
1290,27
Tubo de aspiración
Calderería
1
920 Kg
5778 Euros
5,66 Euros/Kg
5778
5207,2

Presupuesto 12
Mecanizado 12 h 47,2 Euros/h 566,4
Válvula mariposa 1 47205 Euros 47205
Control digital 1 26225 Euros 26225
Generador 1 200000 Euros 200000
Tubería forzada 54973 77730,9 Euros 4273100766
Ingeniería 735 h 53,5 Euros/h 39322,5
Delineación 220 h 28,32 Euros/h 6230,4
Montaje 640 h 78,67 Euros/h 50348,8
Control de calidad 350 h 54,55 Euros/h 19092,5
Puesta en servicio 45 h 125,88 Euros/h 5664,6