Brocas-IADC-Eval.pdf
15
SISTEMA DE GRADUACION DE DESGASTE DE IADC PARA TREPANOS TRICONOS
-
Upload
julioarmandovillamizarcardona -
Category
Documents
-
view
39 -
download
2
Transcript of Brocas-IADC-Eval.pdf
-
SISTEMA DEGRADUACIONDE DESGASTEDE IADC PARATREPANOS TRICONOS
-
1. La columna 1 (I-Interior) se utiliza para reportar la condicin de los elementos cortadores que no estn encontacto con la pared del pozo (I-Inner). El cambio desdeInterior: 2/3 de las estructuras cortadoras (versin anterior) fue hecho para reducir variaciones en la graduacin e incrementar la comprensin del sistema.2. La columna 2 (O-Exterior) se utiliza para reportar lacondicin de los elementos cortadores que tocan las paredes del pozo (O-Outer). En la versin previa, esto era1/3 de las estructuras cortadoras. Este cambio refleja laimportancia de la condicin del calibre y la hilera exteriorpara un buen rendimiento del trpano.
En las columnas 1 y 2 se emplea una escala lineal de 0 a 8 para describir la condicin de la estructura cortadorade la siguiente manera:TREPANOS DE DIENTES DE ACERO: medida de la alturaperdida del diente por desgaste o dao.0- El diente no perdi altura8 - El diente perdi toda su altura
Estructura del SistemaEl mtodo de graduacin de desgaste detallado abajorespeta el Sistema de Graduacin IADC. Se utilizan ochocolumnas en el Registro de Trpanos o Bit Record.
TREPANOS DE INSERTOS: medida combinada de reduc-cin de estructura cortadora debido a prdida, desgastey/o rotura del inserto/diente.0- No hay prdida de estructura cortadora8- Prdida total de estructura cortadora.Ej: Un trpano al que le falta la mitad de los insertos en las hileras interiores por prdida o rotura y los restantesdientes de la hilera presentan 50% de reduccin en alturapor desgaste, debera ser graduado 6 en la columna 1. Silos insertos de la hilera exterior permanecieran intactospero su altura reducida a la mitad debido al desgaste, lagraduacin apropiada para la columna 2 sera 4.3. Columna 3 (D-Caracterstica principal del desgaste -Estructura cortadora): se utiliza un cdigo de dos letraspara indicar la caracterstica principal del desgaste de laestructura cortadora. En la tabla 1 aparece un listado decdigos de dos letras para las caractersticas de desgastea ser utilizados en esta columna:
Sistema Estandarizado de Graduacin de Desgaste de Trpanos
La competitividad en los yacimientos actualmentedemanda que la perforacin de pozos se realice lo ms eficiente y econmicamente posible. Algunos lo discutirn,pero las personas ms eficientes para perforar un pozo sonaquellas que trabajan con grupos experimentados y con lamejor informacin de perforacin disponible.
Una de las herramientas para obtener informacin precisa y exacta es la graduacin o medicin del desgastedel trpano. El estudio de las estructuras cortadoras y delcojinete de un trpano pueden ser datos de suma importancia cuando el trpano usado sale del pozo. Unaprecisa graduacin del desgaste permite visualizar cmofue perforado el pozo. Obtuvo el trpano el resultadoesperado? Si no, qu cambios necesitamos realizar antesde volver a bajar la herramienta.?
Una inspeccin minuciosa de las estructuras de cortedesgastadas y los cojinetes pueden dar una buena pista
sobre el desgaste caracterstico del trpano que podraafectar nuestra prxima eleccin, nuestros procedimientosy prcticas operativas. Graduar el desgaste y evaluar lasobservaciones son operaciones simples que pueden mejorar la eficiencia de perforacin reduciendo los costos.
La industria ha desarrollado un mtodo de graduacinde desgaste y de smbolos que simplifican esta importanteoperacin. Los smbolos de graduacin de desgaste indicados a continuacin pueden ser utilizados para evaluara todo tipo de trpanos, incluyendo:
Trpanos con cojinete journal de insertos y de dientesTrpanos con cojinete sellado y a rodillo de ambos tiposTrpanos de cojinete no selladoTrpanos de diamante naturalTrpanos PDCTrpanos PDC impregnados.
TABLA 1 caractersticas del desgaste
*BC Cono RotoBF Falla en el enlaceBT Diente/cortador rotoBU Trpano embolado
*CC Cono fisurado*CD Cono arrastradoCI Interferencia de conosCR CoroneadoCT Dientes astilladosER ErosinFC Crestas achatadasrHC Fisuras x calentamientoJD Dao por chatarra
*LC Cono perdido
LN Boquilla perdidaLT Dientes perdidosOC Desgaste excntricoPB Trpano comprimidoPN Boquillas o canales tapadosRG Calibre redondeadoRO AnilladotSD Dao en el extremo de la pataSS AutoafiladoTR Sobre huellaWO LavadoWT Diente/cortador desgastadoNO Sin desgaste
* Indicar N Nos de cono/s en la columna 4.
T B G Observaciones
Estructura Cortadora B G ObservacionesHileras Hileras Caracter Ubica- Cojinete Cali- Otros Razn
Interiores Exteriores Desgast cin Sello bre Desgast. Salida1/16
(1) (O) (D) (L) (B) (G) (O) (R)
3
-
4La Regla de los Dos Tercios segn se utiliza para triconos requiere que el anillo del calibre sea sacado demanera de contactar dos de los conos en sus puntos mssalientes. Entonces la distancia entre el punto mssaliente del cono #3 y el anillo del calibre se multiplica por2/3s y se redondea al 1/16 de pulgada ms prximo paraobtener la reduccin del dimetro correcta.
7. La columna 7(O-otras caractersticas del desgaste) seutiliza para reportar cualquier otra caracterstica de desgaste del trpano, en adicin al desgaste de la estructura cortadora descrito en la columna 3 (D). Notarque esta columna no es exclusiva para caractersticas dedesgaste de estructuras cortadoras. Se utilizan para estacolumna los cdigos de dos letras listados en la Tabla 1.
8. La columna 8 (R-Razn de salida) se utiliza para reportar la causa por la cual el trpano fue sacado. En laTabla 3 aparece un listado con cdigos de dos tresletras que se utilizan en esta columna.
La ubicacin se define de la siguiente manera:Calibre: Estructuras cortadoras que tocan la pared
del pozoNariz: Las estructuras cortadoras ms centrales
del trpanoIntermedia: Estructuras cortadoras entre la nariz y el
calibreTodas: Todas las hileras
Los n de los conos se identifican de la siguiente manera:
N 1: contiene los elementos cortadores centralesN 2 y 3: siguen en sentido de las agujas del reloj al mirarlas estructuras cortadoras con el trpano sobre el pin.
5. Columna 5 (B-Cojinetes/sellos): se utiliza un cdigo deuna letra o un nmero, segn el cojinete, para indicar lacondicin del cojinete de los trpanos a rodillo. Para trpanos de cojinete no sellado, se utiliza una escala linealde 0 a 8 para indicar la vida utilizada del cojinete. Un cero(0) indica cojinete sin desgaste (nuevo) y ocho (8) indicacojinete sin vida remanente (perdido o trabado). Para trpanos con cojinete sellado (journal o a rodillo) se utilizaun cdigo de una letra para indicar la condicin del sello.Una E indica sello efectivo, una F sello fallado y una Nindica No es posible graduar, este ltimo cdigo fue agregado para permitir reportar cuando la condicin delsello/cojinete no puede ser determinada.
6. Columna 6 (G-Calibre): se utiliza para reportar sobre elcalibre del trpano. La letra I indica que no hubo reduccin de calibre. Si el trpano tiene una reduccin en el calibre se debe registrar en 1/16 de pulgada. La Reglade los dos tercios es aplicable para trpanos triconos.
4. Columna 4 (L-Ubicacin): Se utiliza un cdigo de unaletra o un nmero para indicar la ubicacin en la cara deltrpano en donde ocurre la caracterstica principal deldesgaste. En la tabla 2 aparece un listado de cdigos autilizar para describir la ubicacin en trpanos a rodillos.NOTA: G (hilera del calibre) reemplaza la H para estaversin
MEASURED DISTANCE
AMOUNT OUT OF GAUGE =MEASURED DISTANCE X 2/3
TABLA 2 - UBICACION (Triconos)N Hilera de la nariz N ConoM Hilera intermedia 1G Hilera del Calibre 2A Todas las hileras 3
TABLA 3 - RAZON DE SALIDA O FINALIZACION DE CARRERABHA Cambio de ensamble de fondoCM Tratamiento fluidoCP CoroneadoDMF Falla de Motor de FondoDP Barra tapadaDSF Falla de barrasDST Ensayo de formacinDTF Falla de herramientas de fondoFM Cambio de formacinHP Problema de dimetroHR HorasLIH Dejado en el pozoLOG PerfilajePP Presin de la bombaPR Penetracin MenorRIG Reparacin del EquipoTD Profundidad final/Profundidad de entubamientoTQ TorqueTW Barra torcidaWC Condiciones climticas
REGLA DE LOS DOS TERCIOS
-
CONO ROTO (BC)
DIENTES ROTOS (BT)
5
DIENTES ROTOS (BT)Esta fotografa es un ejemplo de rotura mltiple de
los dientes. Los bordes filosos de las marcas de losgolpes en la carcaza del cono indican que este astillado o rotura ocurri casi al finalizar la carrera del trpano.Notar adems que los insertos de la hilera exterior y losde la nariz permanecen en la mejor condicin.
En algunas formaciones, los dientes rotos, como losdientes astillados, pueden ser una caracterstica normalde desgaste para trpanos de insertos y no necesariamente indican problemas de aplicacin o prcticas operativas. Los dientes rotos, sin embargo, nose consideran una caracterstica normal de desgaste para trpanos de dientes de acero. En este caso, pueden indicar aplicacin no apropiada o prcticas operativas errneas.
En los trpanos de insertos ocurre este desgaste cuando la resistividad compresiva de la roca excede a laresistividad compresiva de la estructura cortadora. Sinembargo, si la carrera fue de muy corta duracin, losdientes rotos pueden indicar exceso de peso y/o rpm,aplicacin incorrecta y/o la necesidad de un amortiguador. El exceso de peso para una determinadaaplicacin es evidente cuando los dientes rotos predominan en las hileras interiores e intermedias. Elexceso de rpm, cuando la rotura de los dientes predomina en la hilera del calibre.
Los dientes tambin pueden daarse cuando el trpano se corre en chatarra, golpea con alguna salienteo choca repentinamente contra el fondo, o el trpano hasido introducido incorrectamente, lo cual se indica por un cambio importante en la forma del fondo del pozo.Perforar una formacin demasiado dura para el tipo detrpano utilizado tambin puede provocar rotura de losdientes.
CONO ROTO (BC)La rotura del cono en esta foto fue causada por el
sulfuro de hidrgeno. Un cono tambin se puede rompercuando el trpano golpea contra un borde filn duranteun viaje o conexin, o cuando hay interferencia de conosa causa de una falla en el cojinete. Notar las roturas axiales chatas en este trpano en particular. La rotura circunferencial es el deterioro de la taza/cono.Generalmente el BC en Cono N1 y Cono N2 se debe a la chatarra que deja el Cono N3 en el fondo. Lascrestas de los insertos daados indican que el dao fuecausado por los insertos impactando en el cono durantela perforacin.
A continuacin se describen las caractersticas de desgaste ms comunes de triconos
-
INTERFERENCIA DE CONOS (CI)
CONO ARRASTRADO (CD)
CONO FISURADO (CC)
TREPANO EMBOLADO (BU)
6
INTERFERENCIA DE CONOS (CI)Observar que el desgaste BT, M3 es irregular,
indicando que la carcaza y los insertos del Cono N 1impactaron en otro. El WT,M1 es un buen ejemplo del desgaste de insertos contra el material adyacente a la carcaza del cono, contrariamente al desgaste contra laformacin. La interferencia de los conos, que puede llevar al acanalamiento del cono y dientes rotos, se malinterpreta como dao por formacin. Los dientes rotos a causa de la interferencia de conos no son indicadores de mala seleccin de trpanos.
Algunas causas por este desgaste son: trpanos comprimidos, ensanchamiento de un dimetro de menorcalibre con excesivo peso sobre el trpano, o falla delcojinete en uno o ms conos.
CONO ARRASTRADO (CD)Esta caracterstica indica que uno o ms conos no
rotaron durante parte de la carrera del trpano. Esto sedemuestra por uno o ms puntos de desgaste plano.Generalmente un cono arrastrado es causa de falla delcojinete en uno o ms conos, almacenamiento de desechos entre los conos, un trpano comprimido quecausa interferencia de conos o trpano embolado.
CONO FISURADO (CC)La fotografa muestra un cono fisurado
circunferencialmente. La fisura fue causada por desgaste de la carcaza del cono, lo que redujo el grosor de la carcaza del cono sobre el canal de retencin del cono. El calor generado por el desgaste de formacindurante la carrera fuera de centro es el causante de estafisura en particular. Desde un punto de vista operacional, un cono puede fisurarse cuando se dejachatarra en el fondo del pozo, el trpano golpea contraalguna dureza saliente o contra el fondo, o se cae la barra. Los conos tambin pueden fisurarse por el efecto del sulfuro de hidrgeno, erosin de la carcaza del cono o sobrecalentamiento.
TREPANO EMBOLADO (BU)Un trpano embolado muestra desgaste en los
dientes. Esto es por la imposibilidad de rotar del cono o los conos debido a restos de formacin estacionada entre los conos. Puede considerarse, errneamente, que se bloque el cojinete. Luego de limpiar las estructuras cortadoras de este trpano particular, se descubri que los cojinetes estaban en buenas condiciones, caso tpico de trpanos embolados.El embolamiento puede ocurrir por inadecuada limpieza hidrulica del pozo, cuando el trpano es forzado entre los cortes de formacin sin estar la bomba en funcionamiento, o al atravesar una formacin pegajosa.
-
CORONEADO (CR)
DIENTES ASTILLADOS (CT)
PERFIL DE FONDO DE POZO DE TREPANOCORONEADO/NO CORONEADO
7
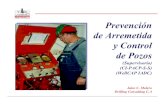
PERFIL DE FONDO DE POZO DE TREPANO CORONEADO/NO CORONEADO
Esta fotografa compara el perfil del fondo de pozo entre un trpano coroneado y uno corrido con normalidad.
La porcin amarilla muestra el montculo de formacin dejado en el fondo por un trpano corrido previamente que estaba coroneado. En roca de dureza N 1 2 y con apropiado cuidado, el montculo puede ser removido y se puede continuar perforando sin coronear el prximo trpano. En las rocas ms duras Siete, Ocho o Nueve, se recomienda primero limpiar el centro y se pueden perforar 5-10 pies. Luego, lo msrecomendable es hacer un viaje y examinar el trpano para determinar si es necesario realizar otra limpieza.
DIENTES ASTILLADOS (CT)Esta fotografa muestra dos ejemplos de dientes
astillados. Notar el inserto astillado en la parte superiorde la hilera intermedia hacia la izquierda, adyacente a lahilera exterior, o calibre. Este inserto fue cortado por elimpacto de algn elemento en el fondo del pozo. Losdos insertos hacia la derecha en la misma hilera tienen,cada uno, una sola fractura con un cresta en el centro yuna ms pequea al costado.
En trpanos de insertos, los dientes astillados setransforman generalmente en dientes rotos. Un dientese considera astillado si una parte substancial permanece sobre la carcaza del cono. Las posiblescausas por astillamiento son la carga de impactos porcorrida brusca y/o pequea interferencia de conos.Generalmente, los dientes astillados no son indicativosde problemas en aplicaciones o parmetros operativos.
CORONEADO (CR)Los cortadores centrales de este trpano fueron
daados por un perfil de roca dejada en el pozo por el trpano anterior. Esta es casi la nica manera por la que un trpano puede sufrir coroneado.
Un trpano generalmente se coronea cuando la parte de la nariz de uno o ms conos se daa o cuando la abrasividad de la formacin excede la resistencia al desgaste de los cortadores centrales. La mala introduccin de un trpano luego de un cambio en el perfil del fondo del pozo tambin puede producir coroneado. Un trpano tambin se coronea cuando se pierden los cortadores debido a la erosin de la carcaza del cono, o cuando la chatarra dejada en el pozo daa los cortadores centrales.
-
FISURAS POR CALENTAMIENTO (HC)
SELLO AFECTADO POR CALOR
CRESTAS ACHATADAS (FC)
EROSION (ER)
8
EROSION (ER)La erosin que se puede observar en esta fotografa
indica la presencia de cortes abrasivos en el lodo transportado a alta velocidad de derecha a izquierda. Alencontrar un inserto, el efecto remolino causa que loscortes remuevan la carcaza del cono en el lado derechode los insertos.
En trpanos de insertos, la prdida del material querecubre la carcaza del cono puede provocar la prdidade insertos, ya que el material de la carcaza del conoque soporta y sujeta es reducido. La erosin tambinpuede indicar un problema relacionado a la hidrulica.Los cortes abrasivos pueden erosionar la carcaza delcono por hidrulica no adecuada. Por otro lado, unexceso hidrulico puede llevar a una erosin por lavelocidad del fluido. Una formacin abrasiva en contactocon la carcaza del cono entre los cortadores tambinpuede causar erosin. Esto es causado generalmentepor tracking, desgaste excntrico o exceso de pesosobre el trpano.
SELLO AFECTADO POR CALORUn cojinete puede fallar por un sello afectado por
calor (se registra como SF). La degradacin trmica deun sello es una reaccin de tiempo y temperatura ypuede ser causada por temperatura moderada durantecarreras largas o por temperaturas elevadas durantecarreras cortas. El dao al trpano que se observa en lafoto fue causado cuando, luego de realizar una conexin, se retom la perforacin sin poner la bombaen funcionamiento.
FISURAS POR CALENTAMIENTO (HC)Las fisuras por calentamiento ocurren cuando un
cortador se sobrecalienta al ser arrastrado en la formacin y es luego enfriado por el fluido tras variosciclos. Adems, las fisuras por calentamiento tambinpueden aparecer cuando se ensancha un dimetro apenas fuera de calibre con alto rpm. En este caso particular, el desgaste se produjo al ensanchar conmotor, considerada una prctica de perforacin no adecuada. Observar en la foto que una pata del trpanofue removida para examinar.
CRESTAS ACHATADAS (FC)Esta caracterstica reduce la penetracin hacia el
final de la carrera y termina con varias carreras de trpanos de dientes. Como se ve en la foto, el desgastede crestas achatadas es una reduccin moderada enaltura a lo largo de la cara entera de los cortadores ydepende de varios factores, incluyendo la formacin,recubrimiento de metal duro y parmetros operativos.Esta caracterstica generalmente es causa de reduccinde peso e incremento del rpm para controlar desviacin.
-
DAO POR CHATARRA (JD)
CONO PERDIDO (LC)
BOQUILLA PERDIDA (LN)
9
DAO POR CHATARRA (JD)Se puede determinar por marcas en cualquier parte
del trpano. La ranura profunda en el extremo de la patade este trpano puede haber sido causada por chatarradel mismo trpano. La gran erosin de la carcaza delcono alrededor de los insertos de la hilera exterior explica la causa por la que se puede haber cado uninserto entero. Notar las rasgaduras circunferencialesque provienen de dao por formacin. A veces es necesario sacar la chatarra del pozo antes de continuar.
La chatarra proviene principalmente de: material quecae en el pozo desde la superficie, chatarra provenientede la barra, como los pins de los ensanchadores, aletasestabilizadoras, etc., chatarra de un trpano corrido anteriormente, y chatarra del mismo trpano que secorre.
CONO PERDIDA (LC)Los conos pueden perderse en diversas formas. Con
algunas excepciones, el cono perdido deber ser sacado del pozo antes de continuar la perforacin. Losconos pueden perderse cuando el trpano golpea untrozo duro de formacin o el fondo del pozo durante elviaje o conexin. Una barra cada, falla del cojinete otambin el sulfuro de hidrgeno pueden causar la prdida de un cono.
BOQUILLA PERDIDA (LN)Esta es otra caracterstica importante que puede
ayudar a explicar la carrera de un trpano. Una prdidade boquilla causa prdida de presin por lo cual se debesacar el trpano del pozo. Una boquilla perdida tambines una fuente de chatarra en el pozo.
Algunas causas de esta caracterstica son: instalacinincorrecta, boquilla o diseo de boquilla no adecuado, odao mecnico o por erosin en la boquilla o en el sistema de retencin de la boquilla. En el trpano quevemos en la foto, la accin lavadora muestra una boquilla sin un buen O-ring. Luego se determin que lafalta de sellado fue provocada por la instalacin de unaboquilla de otro fabricante en un trpano de Hughes.Esto significa que el O-ring de Hughes no fue correctamente sellado con la boquilla incompatible.
-
TREPANO COMPRIMIDO (PB)
DESGASTE EXCENTRICO (OC)
DIENTES PERDIDOS (LT)
DIENTES PERDIDOS (LT)La hilera media del cono N 1 es un buen ejemplo de
fractura de cono corriendo circunferencialmente desde la parte inferior del agujero del inserto hasta la parte inferior delagujero del inserto adyacente. Esto afloja el soporte del conoen el inserto y causa la prdida de algunos insertos. Es importante observar que se ha perdido el inserto de la narizdel cono N 1 uno por la erosin de la carcaza del cono. Entrpanos de insertos, esta caracterstica provoca la prdida de insertos enteros dejados en el pozo, causando potencialdao por chatarra.
A veces, la prdida de dientes es seguida por insertos rotados. Adems, los dientes pueden perderse por fisuras que aflojan el soporte de los insertos y por fisuras provocadaspor sulfuro de hidrgeno.
DESGASTE EXCENTRICO (OC)Esto ocurre cuando el centro geomtrico del diente y el
centro geomtrico del pozo no coinciden. El resultado es unagujero sobredimensionado.
Este desgaste se identifica ya sea por desgaste en la carcaza de los conos entre las hileras de cortadores, mayordesgaste del calibre en uno de los conos, o penetracinmenor a la esperada. El desgaste excntrico puede reducir lapenetracin incluso ms que un trpano en sobrehuella. Eneste caso particular, el cono de la derecha cortaba un pozosobredimensionado, mientras que el cono de la izquierdacasi no tena contacto con la pared del pozo. Como el desgaste se encuentra entre las hileras de insertos, se puededecir que el trpano estuvo perforando un agujero sobredimensionado.
Las causas de este desgaste son: cambio en la formacinde quebradiza a plstica, mala estabilizacin en pozo desviado, peso inadecuado para la formacin, tipo de trpano incorrecto y presin hidrosttica que excede significativamente a la presin en la formacin. Se puedeeliminar el desgaste excntrico cambiando el tipo de trpanoy por consiguiente, el perfil del fondo de pozo.
TREPANO COMPRIMIDO (PB)Los trpanos se comprimen cuando se fuerzan
mecnicamente a un calibre menor. El trpano de la foto, porejemplo, fue forzado a un BOPmenor. Notar los insertosrotos de la hilera exterior. La cavidad de los insertos rotos escircunferencial, mientras que normalmente la cavidad en larotura de insertos es perpendicular a la fuerza que causa lafractura. Varios de los insertos rotos de la hilera exteriortienen crestas circunferenciales, indicando que el BOPdemenor tamao caus la rotura de insertos.
Otras causas por este desgaste son: forzar el trpano enun agujero no calibrado, forzar un tricono a una seccin perforada por un trpano de cortadores fijos, forzar el trpanopor una caera que no se ajusta al dimetro del mismo ocomprimir el trpano en el plato de ajuste. Los trpanos comprimidos pueden llevar a rotura o astillado de dientes,interferencia de conos, conos arrastrados y otras condiciones de desgaste de las estructuras cortadoras.
10
-
DAO EN EL EXTREMO DE LA PATA (SD)
DESGASTE AUTOAFILADO (SS)
CALIBRE REDONDEADO (RG)
BOQUILLA TAPADA (PN)
11
BOQUILLA TAPADA (PN)Si bien esta condicin no describe la estructura cortadora,
puede ser til al brindar informacin sobre la carrera del trpano. Una boquilla tapada puede reducir la hidrulica oforzar el viaje fuera del pozo debido a presin excesiva de labomba. Llenar el trpano por completo (jamming the bit intofill) con la bomba apagada puede tapar una boquilla.Tambin se puede producir el tapado cuando, durante unaconexin, el material slido ascendiendo a travs de la barray del trpano se deposita en una boquilla cuando finaliza lacirculacin. A la inversa, cuando se bombea material slidohacia abajo por la barra, tambin se puede depositar en unaboquilla.
CALIBRE REDONDEADO (RG)Esta condicin describe un trpano que ha experimentado
desgaste del calibre en forma redondeada, pero an no presenta el desgaste normal del calibre. Los insertos de lahilera exterior pueden estar un poco por debajo del calibrepero las contracaras de los conos permanecen en dimetronominal. En este caso, la falta de desgaste en el extremo dela pata y en el recubrimiento de metal duro, junto con losbiseles restantes en los insertos del calibre sugieren que anperforaba el dimetro nominal del pozo. El calibre de un trpano puede resultar redondeado al atravesar una formacin abrasiva con excesivo rpm o al ensanchar un pozofuera de calibre.
DAO EN EL EXTREMO DE LA PATA (SD)El dao en el extremo de la pata puede ser diferente al
dao por chatarra y no se lo considera caracterstica de desgaste de la estructura cortadora. El dao en el extremo dela pata puede llevar a la falla de los sellos. Algunas de lascausas por este tipo de desgaste son: chatarra dejada en elpozo, ensanchamiento de un pozo bajo calibre en formaciones falladas, o un trpano comprimido que hace queel extremo de la pata sea la parte ms saliente del trpano.
DESGASTE AUTOAFILADO (SS)Como el autoafilado ayuda a mantener una buena
penetracin a lo largo de la carrera, esta caracterstica de desgaste indica generalmente seleccin apropiada del trpano y parmetros de perforacin. Tanto los trpanos de insertos como los de dientes pueden desgastarse en forma autoafilada. Como se muestra en la foto, los cortadores se desgastan de manera tal queconservan algn borde filoso.
-
SELLO DESGASTADO (REGISTRADO COMO SF)
LAVADO DE SOLDADURA(WO
TRACKING O SOBREHUELLA (TR)
12
LAVADO DE SOLDADURA (WO)El lavado puede ocurrir en cualquier momento de la
carrera de un trpano. Si la soldadura del trpano esporosa, o no est cerrada, el trpano comenzar a lavarse en cuanto comienza la circulacin. Generalmente, las soldaduras estn cerradas, pero seagrietarn durante la corrida por el impacto con el fondodel pozo o con extremos salientes en las conexiones.
Cuando se produce una fisura y el fluido la atraviesa,se establece rpidamente el lavado. El lavado de soldadura causado por armonas de la barra ocurre luego de que el trpano permanezca en el pozo el tiemposuficiente como para indicar que la soldadura fue sellada durante el ensamble del trpano. Luego deinstalar triadas durante el ensamble de un trpanoHughes, la frecuencia de lavado de soldaduras a causa de armonas de la barra se redujo significativamente.
SELLO DESGASTADO (REGISTRADO SF)Bajo la columna Sellos/Cojinetes, una causa posible
de falla de cojinete es un sello desgastado. En esta foto,el sello est desgastado en el dimetro interno del ladodel fluido. Este desgaste en particular fue causado porslidos del fluido carcomiendo el material del sello.
TRACKING (TR) O SOBREHUELLAComo se observa en la foto, el arrastre de las hileras del
medio ha rotado los conos a velocidad inadecuada. El desgaste achatado en las hileras exteriores e interiorestambin indica velocidad inadecuada. Otro indicador detracking es el desgaste en forma cnica entre los dientesfilosos en una nica hilera.
Un trpano en sobrehuella, perforar el dimetro nominal del pozo con todos los conos alcanzando el calibre.El tracking ocurre cuando los dientes encajan comoengranajes en el fondo del pozo. El desgaste de los cortadores en una sobrehuella se producir en el lado dominante y el lado arrastrado. El desgaste de la carcazadel cono ser entre los cortadores de una hilera.
A veces se puede prevenir el tracking utilizando un trpano para formaciones ms suaves, o reduciendo sifuera posible, la presin hidrosttica. El tracking puede sercausado por cambios en la formacin de quebradiza aplstica, o cuando la presin hidrosttica excede significativamente a la presin de la formacin.
-
GRADUACION DEL DESGASTE N1 (7, 1, BT, M, E, I, WT, PR)
13
DIENTE DESGASTADO (WT)Esta es una caracterstica de desgaste muy comn tanto
para trpanos de insertos como para trpanos de dientes.Cuando se anota Dientes desgastados en trpanos deinsertos, es adecuado observar y anotar autoafilado (SS) ocrestas achatadas (FC).
La mejor manera para comprender totalmente los beneficios inherentes al sistema de graduacin de desgaste es ver su aplicacin en trpanos triconos. A continuacin, se podr observar la graduacin de desgaste de tres trpanos.
Es importante recordar que en algunas instancias existirms de un anlisis correcto para cada trpano. Esto esposible si dos personas no coinciden en la caractersticaprincipal de desgaste de las estructuras cortadoras o encul puede ser la otra caracterstica de desgaste.
GRADUACION DEL DESGASTE N1El 1er. trpano fue graduado: 7,1,BT,M,E,I,WT,PR.
El trpano parece haberse desgastado al toparse contra una formacin ms dura a la adecuada para este tipo. Estose indica por la gran proporcin de dientes rotos en lashileras interiores y por que el trpano fue sacado por bajapenetracin. La penetracin se redujo por la rotura de losdientes cuando el trpano se top con la formacin msdura. El peso excesivo en el trpano tambin pudo habercausado este tipo de desgaste.
La aplicacin era correcta si la carrera era de duracinrazonable, no hubo evidencia de otra caracterstica de desgaste, los sellos estaban efectivos y el trpano se sacen calibre. Sin embargo, si el trpano tuvo una carreramenor a la esperada, probablemente la aplicacin no hayasido la corrcta. El trpano pudo haber sido demasiado blando para la formacin, o puede haber sido corrido conpeso excesivo.
DIENTE DESGASTADO (WT)
Aplicando el Sistema de Graduacin a Desgastes
-
14
GRADUACION DEL DESGASTE N2Este trpano fue graduado: 5,8,WT,A,3,2,FC,HRS.
Este desgaste indica seleccin apropiada del trpano yaplicacin. No hay una gran diferencia entre el desgaste delos insertos interiores y exteriores, lo cual indica peso y rpmadecuados. WT(dientes desgastados) es una caractersticade desgaste comn en trpanos de insertos de carburo detungsteno para formaciones duras, contrariamente a losdientes astillados o rotos, que indican excesivo peso y rpm.
Cuando fue sacado, el trpano segua perforando bienpor que se anota Horas en la columna de Razn deSalida. Sin embargo, el trpano estaba apenas fuera decalibre (2/16) en este punto y podra haber perdido mscalibre si se hubiera dejado en el pozo. Esto refuerza ladecisin de sacar el trpano por horas de rotacin.
Una condicin del cojinete 3 en los cojinetes de airesugiere que an queda vida del cojinete. Como no habatrpanos ms duros disponibles, y el desgaste indica queun trpano ms blando no hubiese sido adecuado, estaparece haber sido la aplicacin correcta para el trpano.
GRADUADION DEL DESGASTE N3El tercer trpano fue graduado: 0,0,NO,A,E,I,LN,PP
Como no hay indicios de desgaste de estructuras corta-doras, el 0,0,NO,Ase utiliza para describir la estructura cor-tadora. Si este trpano hubiera sido corrido durante muchotiempo antes de perder una boquilla, este anlisis hubieraindicado que era necesario un trpano ms blando, posible-mente un trpano de dientes de acero, para este tramo. Sila carrera fue muy corta, es probable que la boquilla no erala adecuada o estaba mal instalada. En este caso, no sepuede determinar si la aplicacin era la correcta o no.
GRADUACION DEL DESGASTE N 2(5, 8, WT, A, 3, 2, FC, HRS)
GRADUACION DEL DESGASTE N 3 (0, 0, NO, A, E, I, LN, PP)
-
15
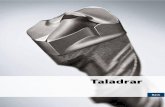
I ESTRUCTURA CORTADORA INTERIOR (Hileras interiores)
O ESTRUCTURA CORTADORA EXTERIOR (Hilera del Calibre)En las columnas 1 y 2 se emplea una escala lineal de 0 a 8para describir la condicin de la estructura cortadora de lasiguiente manera:
TREPANOS DE DIENTES DE ACEROMedida de altura perdida del diente x desgaste o dao.0 EL DIENTE NO PERDI ALTURA8 EL DIENTE PERDI TODA SU ALTURA
TREPANOS DE INSERTOSMedida combinada de reduccin de estructura cortadoradebido a prdida, desgaste y/o rotura del inserto/diente.0 SIN PERDIDADE ESTRUCTURACORTADORA8 PERDIDATOTALDE ESTRUCTURA CORTADORA.
TREPANOS DE CORTADORES FIJOSMedida de estructura cortadora perdida, desgastada o rota0 SIN PERDIDA, DESGASTE Y/O DAO DE
ESTRUCTURACORTADORA8 TODALA ESTRUCTURACOR TADORA PERDIDA,
DESGASTADAY/O DAADA.
D CARACTERISTICA DE DESGASTE*BC Cono Roto LT Dientes perdidosBF Falla en el enlace OCDesgaste excntricoBT Diente/cortador roto PB Trpano comprimidoBU Trpano embolado PN Boquillas/canales *CC Cono fisurado t a p a d o s*CD Cono arrastrado RGCalibre redondeadoCI Interferencia conos RO A n i l l a d oCR C o r o n e a d o SD Dao en extremo C T Dientes astillados de la pataE R Erosin SS A u t o a f i l a d oF C Crestas achatadas TR Sobre huellaHC Fisuras x calentamientoWOL a v a d oJD Dao por chatarra WTDiente/cortador *LC Cono perdido d e s g a s t a d oLN Boquilla perdida NOSin desgaste
* Indicar N Nos de cono/s en la columna 4.
L U B I C AC I O NTr i c o n o s C o rtadores Fijos
N Hilera de nariz # Cono C C o n oM Hilera intermedia 1 N N a r zG Hilera del Calibre 2 T Ta p e rA Todas las hileras 3 S H o m b r o
G C a l i b r eA Todas areas
B SELLOS/COJINETES COJINETES NO SELLADOS: Escala lineal estimando la vida utilizada del cojinete ( 0 - Vida no utilizada, 8 - Toda la vida utilizada)
COJINETES SELLADOS:E Sellos EfectivosF Sellos FalladosN Imposible de GraduarX Trpano de Cortadores Fijos
G C A L I B R E1 En calibre1/16 1/16 fuera de calibre2/16 2/16 fuera de calibre3/16 3/16 fuera de calibre
O OTRA CARACTERISTICA DE DESGASTE ( Ver columna 3)
R RAZON DE SALIDA O FIN DE CARRERABHACambio de ensamble LIH Dejado en el pozo
de fondo LOG P e r f i l a j eCM Tratamiento fluido PP Presin de la bombaCP C o r o n e a d o RIG Reparacin DMFFalla de motor de fondo del EquipoDP Barra tapada TD Profundidad final/DSF Falla de barras Profundidad de DST Ensayo de formacin e n t u b a m i e n t oDTF Falla de herramientas TQ Torque
de fondo TW Barra torcidaFM Cambio de formacin WC C o n d i c i o n e sHP Problema de dimetr c l i m t i c a sHR H o r a s
SISTEMA DE GRADUACION DE DESGASTE DE IADC
ESTRUCTURA CORTADORA
InteriorCojinetes
/SellosRazn
de SalidaExterior
CalibreOtras
Caract. deDesgaste Caract.Desgaste Ubicacin
I O D L B G O R
-
1999 Hughes Christensen Company. The emblems , and Hughes, Christensen, Tricone and MAX are registered trademarks ofHughes Christensen Company. Endura, GT and High Flow are trademarks of Hughes Christensen Company.
Printed in U.S.A. OP / 500 / 8-99