cabezal de fresa para engranges
13
TECSUP – PFR Procesos de Manufactura 67 UNIDAD V EL CABEZAL DIVISOR. ENGRANAJES 1 USO DEL CABEZAL DIVISOR Los aparatos divisores son medios auxiliares de las máquinas fresadoras y de otras máquinas herramientas como taladros, mandriladoras, etc. Con estos aparatos se realizan operaciones espaciadas uniformemente sobre piezas, generalmente cilíndricas, como el fresado de dientes de ruedas, tallado de caras poligonales, etc. Figura 1 Cabezal divisor. 1.1 DIVISON DIRECTA Para cada división directa deberá establecer del número de agujeros a girar en el disco de división directa.
-
Upload
percytaipe -
Category
Documents
-
view
69 -
download
5
description
guia
Transcript of cabezal de fresa para engranges
TECSUP – PFR Procesos de Manufactura
67
UNIDAD V
EELL CCAABBEEZZAALL DDIIVVIISSOORR.. EENNGGRRAANNAAJJEESS
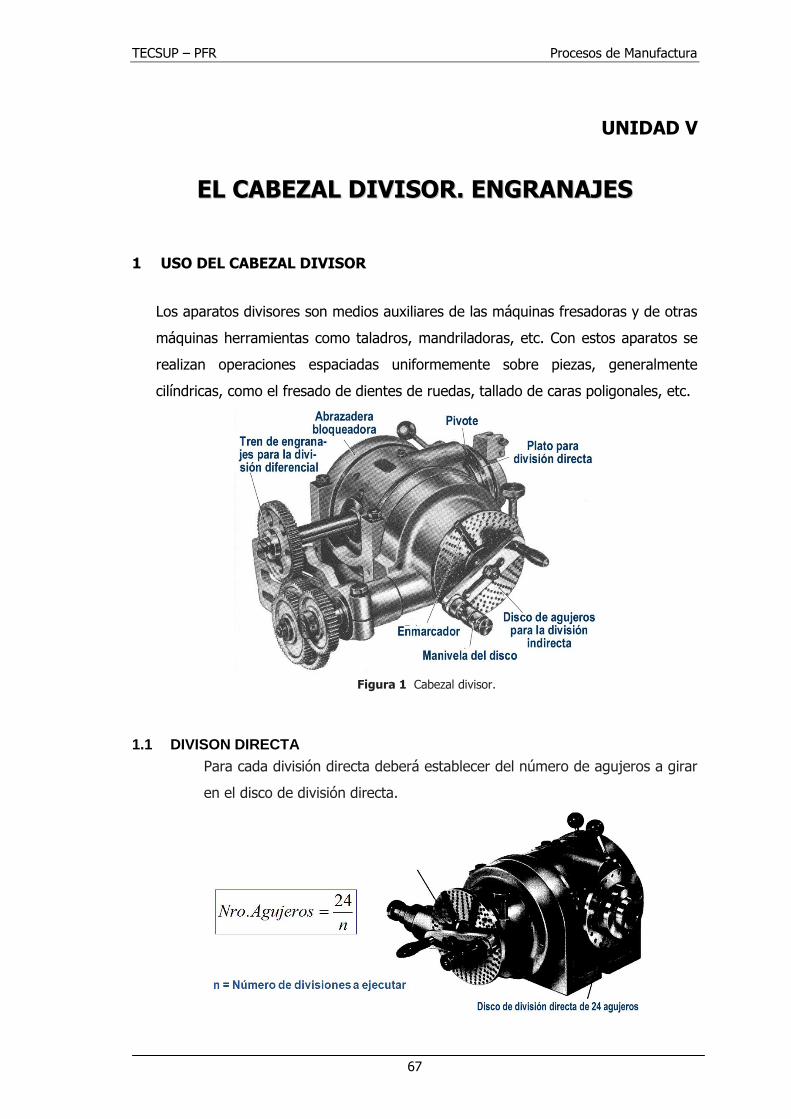
1 USO DEL CABEZAL DIVISOR
Los aparatos divisores son medios auxiliares de las máquinas fresadoras y de otras
máquinas herramientas como taladros, mandriladoras, etc. Con estos aparatos se
realizan operaciones espaciadas uniformemente sobre piezas, generalmente
cilíndricas, como el fresado de dientes de ruedas, tallado de caras poligonales, etc.
Figura 1 Cabezal divisor.
1.1 DIVISON DIRECTA
Para cada división directa deberá establecer del número de agujeros a girar
en el disco de división directa.

Procesos de Manufactura TECSUP – PFR
68
Figura 2 Cabezal divisor para división directa.
1.2 DIVISION INDIRECTA
Figura 3 División directa de cabezal divisor.
Ejemplo: Para n=32 divisiones
Figura 4 Disco y giro de cabezal divisor.
TECSUP – PFR Procesos de Manufactura
69
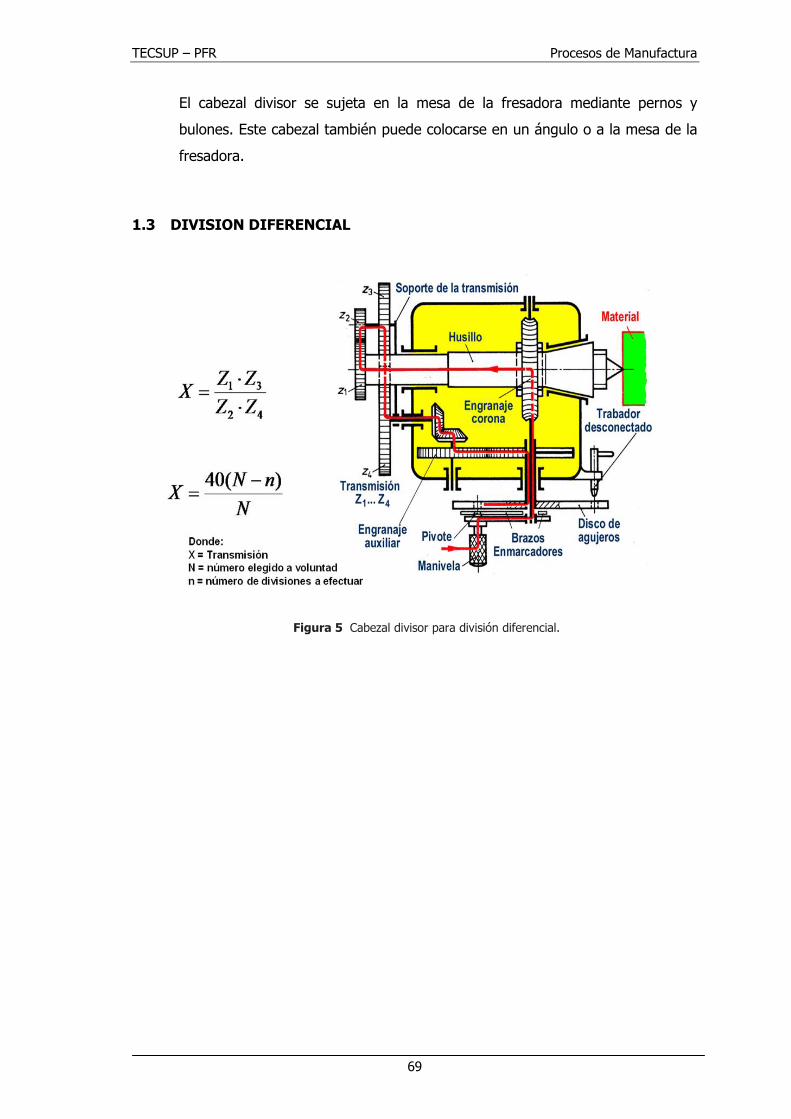
El cabezal divisor se sujeta en la mesa de la fresadora mediante pernos y
bulones. Este cabezal también puede colocarse en un ángulo o a la mesa de la
fresadora.
1.3 DIVISION DIFERENCIAL
Figura 5 Cabezal divisor para división diferencial.

Procesos de Manufactura TECSUP – PFR
70
1.4 FRESADO DE ENGRANAJES
Montaje adecuado y regulación del cabezal divisor.
El cabezal divisor es un instrumento de precisión y se requiere del cuidado
necesario para el montaje.
Figura 6 Montaje de cabezal divisor para fresar engranajes
Fijación del husillo
Soltar la manivela antes de cada división
21
7
7
7
3
1
120
4040:
NnManivela k

TECSUP – PFR Procesos de Manufactura
71
1.5 FÓRMULAS:
1.6 Dimensiones fundamentales para engranajes milimétricos
El diámetro primitivo (d) es el que corresponde a la circunferencia
primitiva.
El número de dientes (z), es el número total de dientes de la corona
del engranaje en toda su circunferencia.
El paso (p) es el arco de circunferencia, sobre la circunferencia primitiva
entre dos dientes consecutivos.
Llamaremos módulo (m) de un engranaje a la relación que existe entre
el diámetro primitivo y el numero de dientes, que el mismo que el del
paso y π
Diámetro exterior (de): es el que corresponde a la circunferencia
exterior.
Cabeza de diente (hc): es la parte del diente comprendida entre la
circunferencia primitiva y la circunferencia exterior. Toma el valor del
módulo: hc= m
Pie de diente (hp): es la parte del diente comprendida entre la
circunferencia interior y la primitiva. Toma el valor de 1,25 veces el
módulo: hp= 1,25m
Altura del diente (h): es la distancia entre la circunferencia interior y
la exterior. Por tanto tiene el valor de 2,25 veces el módulo: h= 2,25m
d = mπ
de = m ( Z + 2 )
hc = m
hp = 1.167 m ( 1.25 m ) h = 2.167 m ( 2.25 m )

Procesos de Manufactura TECSUP – PFR
72
1.6 ACCESORIOS PARA TORNEAR
MOLETEADOR
Moletear, es producir surcos paralelos o cruzados, sobre un material en
movimiento, presionándolo con un moleteador.
El moleteador es una herramienta que lleva una o dos maletas de acero
templado con dientes que cuando se comprimen con la superficie del
material, labran surcos paralelos o cruzados. Los surcos permiten una
mejor adherencia manual; mejoran el aspecto de las piezas y en caso de
ensamble entre dos piezas de metal y fibras o plástico, la fijación es más
efectiva.
Los tipos de moleteadores más comunes son: paralelo o simple, en cruz
diagonal y en cruz recta.

TECSUP – PFR Procesos de Manufactura
73

Procesos de Manufactura TECSUP – PFR
74
1.6.1 DIMENSIONES
Angulo del perfil
Angulo del perfil α = 90°.
En caso necesario pueden prepararse también moleteados con ángulo
de perfil α = 105º. La designación será entonces. p. e. para un
moleteado derecha-izquierda. Puntas en relieve (forma RGE). con paso t
- 0.8 mm. (08) ángulo de perfil α = 105º. (105):

TECSUP – PFR Procesos de Manufactura
75
Moleteado RGE 08- 105 DIN 82
Paso t
Para mantener reducido en lo posible el número de las ruedas de
moleteado necesarias pan la preparacion de los moleteados se limitan
los pasos de moleteado t a los valores nominales.
0.5 0.6 0.8 1 1.2 1.6 mm
Diámetro nominal d1
El diámetro nominal d1. Indicado en el dibujo de taller es el diámetro
exterior del moleteador terminado: está originado por la construcción.
Diámetro d. partida d2
El diámetro de partida d2 de la pieza antes de moletear ha de ser menor
que el diimetro nominal d1 porque por el desplazamiento del material al
moletear aumenta el diámetro de partida.
Los diámetros de partida d2 para moleteados con ángulo de perfil α =
90° se pueden calcular - según la forma de moleteado y tamaño de la
división- por las fórmulas indicadas en la tabla a continuación.
Los factores de las fórmulas no tienen en cuenta. Sin embargo, el
abombado que resulte en el proceso de moleteado de las estrías y las
propiedades específicas de los materiales que se han de moletear.
Forma de moleteador Diámetro de
partida d2 =
RAA : Moleteado con estrías paralelas al eje RBL : Moleteado a izquierda RBR : Moleteado a derecha
d1 – 0.5 t
RGE : Moleteado a derecha-izquierda. Puntas en relieve
d1 – 0.67 t
RGV : Moleteado a derecha-izquierda. Puntas en hondo
d1 – 0.33 t
RKE : Moleteado cruzado. Puntas en relieve d1 – 0.67 t
RKV : Moleteado cruzado. Puntas en hondo d1 – 0.33 t
Procesos de Manufactura TECSUP – PFR
76
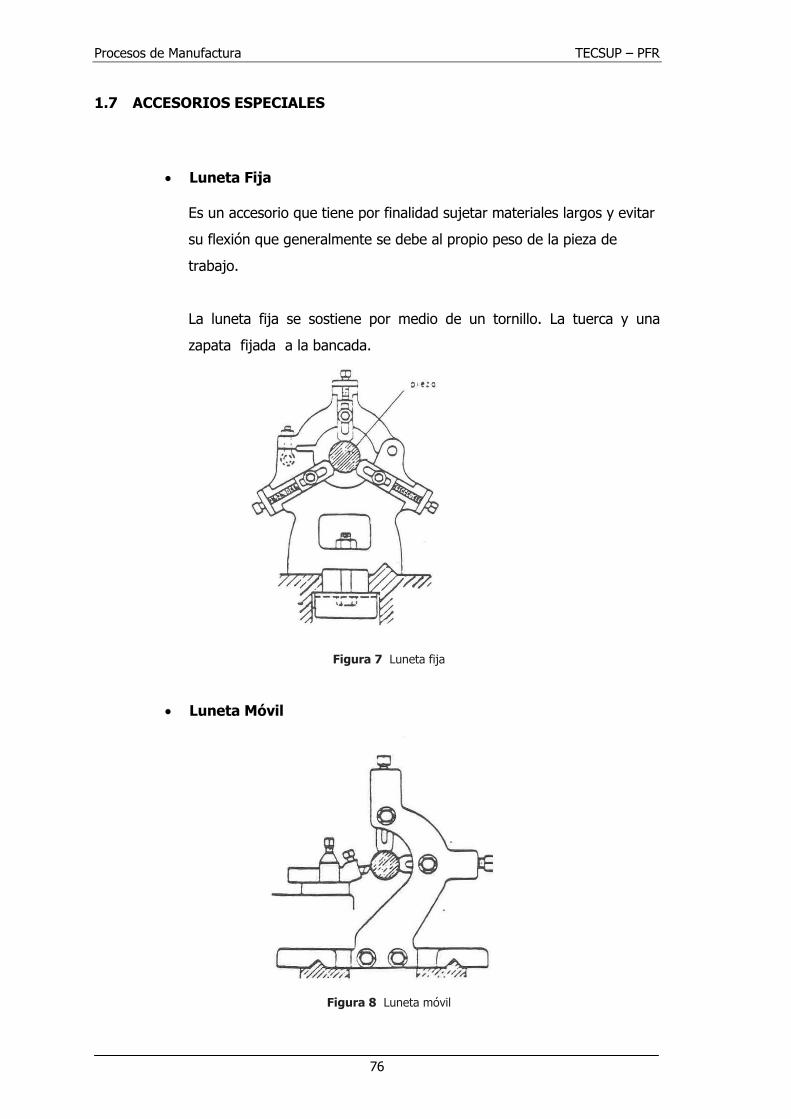
1.7 ACCESORIOS ESPECIALES
Luneta Fija
Es un accesorio que tiene por finalidad sujetar materiales largos y evitar
su flexión que generalmente se debe al propio peso de la pieza de
trabajo.
La luneta fija se sostiene por medio de un tornillo. La tuerca y una
zapata fijada a la bancada.
Figura 7 Luneta fija
Luneta Móvil
Figura 8 Luneta móvil

TECSUP – PFR Procesos de Manufactura
77
Plato Independiente
Sobre estos platos se fijan piezas de grandes dimensiones y de forma
irregular.
Su características es que sus cuatro mordazas Independientes son
maniobrándose cada una con un tornillo de mando y además pueden
ponerse en posición invertida. También poseen agujeros longitudinales o
rendijas que permiten la aplicación de bridas o de soportes angulares de
sujeción de contra pesos y de otros dispositivos especiales de sujeción.
El plato se construye tan grande como sea posible, ancho y robusto y
por su reverso va provisto de nervaduras con el objeto de poder
soportar grandes piezas y fuertes esfuerzos si deformarse por ello.
Se fija en el husillo de trabajo lo mismo que el plato universal.
Figura 9 Plato independiente
Plato Plano Las piezas que no se pueden sujetar con plato independiente se puede
utilizar el plato plano.

Procesos de Manufactura TECSUP – PFR
78
Los platos planos no disponen de mordazas. Para poder aplicar las
bridas, calzos y tornillos, estos platos presentan unas ranuras radiales
en forma de “l” y unas ventanas también radiales. En la figura se ha
representado una pieza fijada mediante una escuadra.
Las masas que giran conjuntamente con el plato deben estar
equilibradas, por esa razón, cuando la distribución del peso de la pieza
es asimétrica, respecto al eje del plato se añade un contrapeso.
Figura 10 Plato con escuadra para sujeción de piezas irregulares
Centros de Presión Central
Conocidos también como Puntas Rotativas de arrastre. Proporciona giro o arrastre al material y permite tornear toda la longitud del eje que se trabaja. Se debe tener cuidado de no dar mucha profundidad de corte
Figura 11 Punta rotativa de arrastre.

TECSUP – PFR Procesos de Manufactura
79
…………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………… ………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………… ………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………… ……………………………………………………………………………………………………………………………