Cap 6
42
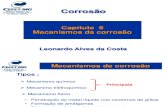
CAPITULO VI SISTEMAS DE MANTENIMIENTO 6.1. ESQUEMA GENERAL DE LOS SISTEMAS DE MANTENIMIENTO M A N T E N I M I E N T O MEJORATIVO PREVENTIVO Planeado – Programado PREDICTIVO T P M Mantenimiento Productivo Total PROGRESIVO PERIODICO CORRECTIVO
-
Upload
lenin-cardoso -
Category
Documents
-
view
12.235 -
download
0
Transcript of Cap 6

CAPITULO VI
SISTEMAS DE MANTENIMIENTO
6.1. ESQUEMA GENERAL DE LOS SISTEMAS DE
MANTENIMIENTO
MANTENIMI
ENTO
MEJORATIVO
PREVENTIVO
Planeado – Programado
PREDICTIVO
T P M
Mantenimiento Productivo Total
PROGRESIVO
PERIODICO
CORRECTIVO

6.2. MANTENIMIENTO CORRECTIVO
Basa su acción en la corrección de daños o fallas luego de que
éstos se han producido. Este sistema se basa en la
improvisación y representa el más alto costo para la industria.
La mayoría de empresas están acostumbradas a este tipo de
Mantenimiento, se supone que el equipo siga en servicio hasta
que no pueda desempeñar su función normal, y que exista la
obligación de llamar al Servicio de Mantenimiento para reparar
el defecto.
Una vez reparado el defecto, el Servicio de Mantenimiento, no
atiende de nuevo al equipo hasta que no presente otra falla.
La actitud de permitir que instalaciones, equipos y maquinarias
funcionando sin prestarles mucha atención, sino, hasta que una
avería disminuya la Producción, tiene origen en:

1. Indiferencia ante las Técnicas de Programación.
2. Falta de Justificación Económica, para un gasto de aplicación
de estas Técnicas.
3. Demanda excesiva, temporal o permanente de la capacidad
normal instalada en la Empresa.
No requiere por tanto, una programación previa a la acción,
porque bajo este sistema se está actuando siempre de
“urgencia”.
En la práctica, el Departamento de Producción tendrá en ciertas
ocasiones una demanda temporal de producción a plena
carga.
Y al Departamento de Mantenimiento se le exigirá que
disminuya los períodos de parada para inspección destinadas
al Mantenimiento; en estos casos, se podrá llegar a un
acuerdo entre Mantenimiento y Producción. O sino, el
Gerente de la Empresa deberá asumir la responsabilidad.

6.2.1. VENTAJAS DEL MANTENIMIENTO CORRECTIVO:
1.No requiere de una Organización Técnica muy Especializada.
2.No exige una Programación Previa detallada.
6.2.2. DESVENTAJAS DEL MANTENIMIENTO CORRECTIVO:
1.La disponibilidad de los equipos es incierta.
2.Lleva paralizaciones en extremo costosas y prolongadas.
3.El costo extra de materiales, repuestos y mano de obra, que
puede ser el resultado de una avería imprevista la que podría
haberse evitado con un poco de atención.
4.Molestias causadas al trabajador, el cual, tendrá que
abandonar su labor sin haberla terminado, por fallas imprevistas.
5.Riesgos del Personal de producción.

6.3. MANTENIMIENTO MEJORATIVO
Puede existir una pequeña confusión entre Mantenimiento
Correctivo y Mantenimiento Mejorativo.
Es necesario puntualizar que, al hablar de Mantenimiento
Correctivo, se entiende que está corrigiendo alguna falla o
avería, al reemplazar o reparar un componente averiado; sin
embargo, al reemplazarlo o repararlo no necesariamente se lo
estaría mejorando con respecto a sus condiciones originales de
diseño.
En cambio el “Mantenimiento Mejorativo” sí nos presentaría la
alternativa de Mejora, ya sea en el aspecto de diseño de una
pieza, incluyendo el uso de un material de mejor calidad y
resistencia o ya sea en las nuevas condiciones en que se haría
funcionar la pieza o la máquina hablando en forma global.

Por otra parte, el Mantenimiento Mejorativo, no solamente
toma en consideración los componentes de las máquinas y su
funcionamiento, sino también:
La introducción de modificaciones en el modo de realizar
ciertos trabajos,
La utilización de ciertos instrumentos para mejorar el control
de funcionamiento, y,
La utilización de personal más hábil y calificado para la
operación y mantenimiento de las máquinas.

6.4. MANTENIMIENTO PREDICTIVO
El Mantenimiento Predictivo, se puede definir cono la
SENSIBILIDAD, la HABILIDAD, o la FUNCIONALIDAD del EQUIPO,
para determinar si se están produciendo cambios en las
condiciones físicas del mismo.
Esta “APROXIMACION - PREDICCION”, se hace reducir la
frecuencia de overhauls o reparaciones periódicas, de
inspecciones sin aumentar el riesgo de averías del equipo, y
substancialmente reducir el tiempo muerto del equipo y el costo
del mantenimiento. El objetivo del Mantenimiento Predictivo, es
el de establecer si ha sucedido cualquier cambio en las
condiciones físicas, y para el efecto, se dispone de Recursos
Técnicos que permiten encontrar estas variaciones apenas
comienzan.

En el Mantenimiento Predictivo, se observa y detecta los
siguientes fenómenos:
Vibración:
. Amplitud
. Velocidad
. Aceleración
Sonido
Temperatura
Presión
Desgaste
Alineamiento
Corrosión - Erosión
Los equipos que comúnmente se utilizan para la detección de
problemas son:
Analizador Portátil de Vibración y Medidor de Amplitud
Equipo de Ultrasonido para Espesores de Paredes Delgadas
Sensores

Espectrofotómetro de Absorción Atómica, para Análisis de
Aceites Lubricantes
Monitores para:
•Desplazamiento Axial
•Contracción
•Alineamiento
•Presiones Convencionales
•Vacío
•Temperatura
•Flujo
•Etc.

6.4.1. VENTAJAS DEL MANTENIMIENTO PREDICTIVO
1.Hay información permanente sobre el estado de la Unidad,
información que puede hacerse tan frecuente como se quiera.
2.Un excelente seguro contra Averías grandes inesperadas
3.Tecnifica la decisión.
4.Realimenta con información rápida y objetiva las decisiones
técnicas y el control
5.Aumenta la disponibilidad del equipo de proceso
6.Reduce el trabajo de Mantenimiento Preventivo.
7.Reduce el costo unitario de Mantenimiento.
6.4.2. DESVENTAJAS DEL MANTENIMIEN PREDICTIVO
1.Necesidad de Personal Especializado.
2.Alto costo de equipos.
3.Gran cuidado y calibración de Equipos.

6.5. MANTENIMIENTO PREVENTIVO
El Mantenimiento Preventivo, es un Sistema de Trabajo
aplicable en el área de Mantenimiento Industrial, que tiene por
lema: “INSPECCIONAR Y REPARAR ANTES DE QUE SE PRODUZCA
LA AVERIA”, es decir, reparar cuando la maquinaria o
instalaciones están aún en cuanto a Seguridad, Calidad y
Desgaste, dentro de los límites aceptables.
Este tipo de MANTENIMIENTO, es la única forma de asegurar al
máximo la continuidad del trabajo. Técnicamente hablando, lo
ideal sería que un Servicio de Mantenimiento trabajara
plenamente en PREVENTIVO, pero para determinados
componentes y maquinaria de tipo universal, y que no son
críticos en la producción, es decir, que no son capaces de
producir una parada importante, puede ser antieconómico
incluirlas en este tipo de Mantenimiento.

Para dicho efecto, se deberá tomar en cuenta los siguientes
factores primarios, para asegurar un Mantenimiento que no
involucre fallas por una instalación incorrecta:
a)Una cimentación adecuada de la maquinaria.
b)El uso de aisladores de vibración, conforma sea requerido por
la maquinaria.
c) Un acoplamiento y alineamiento coherente en la maquinaria.
d) Una ubicación correcta en un sitio que presente facilidades
para desarmar la
maquinaria cuando las necesidades de Mantenimiento así lo
requieran.
e)Condiciones ambientales de limpieza, relacionadas con la
eliminación o ausencia de polvo en el sitio que toque instalar la
maquinaria.
f) Condiciones de iluminación suficiente.

g) Condiciones de aireación y ventilación acordes con los
requerimientos de la maquinaria a instalar.
Por otra parte, se deberá considerar otros Factores Secundarios
de Mantenimiento Preventivo, para la instalación de la
maquinaria en la Industria. Siendo éstos:
a) Arreglo físico de la maquinaria par la PRODUCCION en
serie o en paralelo.
b) El número de líneas de producción a implantar tomando en
consideración la capacidad de producción o la necesidad
de contar con líneas en By-Pass para facilitar el
Mantenimiento sin paralizar la producción.
c) La seguridad del personal con respecto a la operación de
la maquinaria,
evitando que ésta presente riesgos de accidentes.

d) La seguridad de la maquinaria misma disponiendo de los
suficientes instrumentos y de control de la operación,
incluyendo alarmas.
e) Contar con un Personal Calificado e Idóneo en operación y
mantenimiento de la maquinaria a instalar.
6.5.1. OBJETIVOS DEL MANTENIMIENTO PREVENTIVO
Los objetivos del Mantenimiento Preventivo se pueden sintetizar
en la consecución de tres LOGROS de FUNDAMENTAL
IMPORTANCIA y de VITAL NECESIDAD para una buena economía
empresarial en el área de Mantenimiento:
1. Máximo ofrecimiento ACTIVIDAD - FUNCIONAMIENTO máquina
productiva, con máxima eficiencia funcional, alta confiabilidad
operativa y elevado grado de Seguridad Industrial.

2. Reducción al máximo del desgaste o deterioro de los equipos
de producción, preservando el capital invertido en dichos
medios.
3. Ejecución de las dos funciones anteriores de la manera más
económica posible con la máxima eficiencia del servicio.
6.5.2. CONCEPTOS BASICOS DE SU FUNDAMENTO
Los Conceptos Básicos en los cuales se basa el Mantenimiento
Preventivo son:
1. Inspección por estado y condición, es decir el período de
habilitación para el funcionamiento en servicio seguro, exento
de fallas.
2. Límite de vida útil en servicio como indicador de un período
de operación en alto rendimiento productivo, exento de fallas y
averías.

3. Seguimiento y evaluación de parámetros de performance y
mecánicos de la unidad, como indicadores de la necesidad
de reacondicionar el equipo de producción.
6.5.3. VENTAJAS OPERATIVAS DEL MANTENIMIENTO
PREVENTIVO
Las Ventajas Operativas que se derivan de la aplicación del
Sistema de Mantenimiento Preventivo, son:
1.Reducción del número de averías en servicio.
2.Reducción consecuente de emergencia por rotura.
3. Mayor disponibilidad de actividad máquina.
4. Mayor índice de confiabilidad en servicio.
5. Mayor grado de calidad de la producción.
6. Reducción de horas extras del personal de Mantenimiento.

7. Reducción de los materiales requeridos y tiempo – tareas
correctivos vs tiempos tareas preventivos.
8.Ampliación del límite de vida útil de los equipos.
9.Eliminación de la necesidad del equipo de reserva.
10.Mayor grado de Seguridad Industrial.
11.Logro de una programación estable de trabajos de
Mantenimiento.
12. Armonía en la relación con el área de Producción.
6.5.4. VENTAJAS ECONOMICAS DEL MANTENIMIENTO
PREVENTIVO
Las Ventajas Económicas del Mantenimiento Preventivo se
derivan en gran medida de las Ventajas Operativas antes
señaladas:

1. Reducción del lucro cesante (1, 2, 3).
2. Reducción de inversiones para renovación del equipo productivo (7).
3.Reducción del costo de reparaciones en mano de obra y materiales (6).
4. Menor cantidad de productos rechazados por Control de Calidad (4).
5. Identificación de partes de máquina o máquinas con elevado costo.
6. Reducción de costos de producción.
7. Establecimiento de la Clínica de Costos.
6.5.5. FUNCIONES PRINCIPALES DEL MANTENIMIENTO
PREVENTIVO
1. Limpieza.
El buen mantenimiento empieza por la buena limpieza. Este trabajo
se adjudica con demasiada frecuencia al operario, y no se presta
atención especial a las instrucciones y a los medios.
Evidentemente esto es un error, porque todo trabajo requiere sus
instrucciones: cómo, cuándo y por qué hacerlo.

Las maquinas herramientas de distintas marcas, aunque
sean del mismo tipo, tienen distinto diseño y los procesos
para su limpieza pueden ser bastante diferentes. No se
puede esperar que un operario haga un buen trabajo si no
le ha preparado e instruido cuidadosamente.
El tiempo destinado a operaciones de limpieza, asignadas al
operario, se incluye a veces en el tiempo de trabajo normal
como un tanto por ciento concedido. En tal caso los
empleados tienden a emplearlo, no en mantenimiento, sino
en producción porque suelen ganar mas en el tiempo de
producción. El tiempo de producción, necesario para un
buen trabajo de mantenimiento varia con la maquina debido
a los distintos grados de suciedad y a las diferencias en
diseño.

2. Lubricación.
La responsabilidad de la lubricación diaria corre a cargo del
operario, y, por tanto, la comprobación es misión de los encargados
de producción. La lubricación semanal suele estar a cargo del
operario también. Si la maquina es de tipo normalizado y requiere
poco tiempo, esta solución es satisfactoria. Cuando se trata de
máquinas especiales los operarios no suelen tener tiempo para la
lubricación durante las horas de trabajo, y la complejidad de las
maquinas requiere un personal especializado. En estos casos la
responsabilidad recae en la sección de mantenimiento. La
responsabilidad centralizada da al jefe de mantenimiento mejores
oportunidades para combinar operaciones, tales como limpieza
simultanea con la inspección y la lubricación. Se simplifica el orden,
los informes y las comprobaciones, lo que a su vez redunda en
fiabilidad y eficacia.

3. Ajuste Periódico
Para asegurar un ataque continuo sobre la validez de un ciclo,
algunas plantas usan estos métodos.
a. Ensayo y error. Siempre que se inspecciona o repara una unidad,
decide cuándo se va realizar la siguiente inspección
b. Revisar el nuevo equipo mas frecuentemente hasta que se
asiente. En el caso de un compresor éste se reviso diariamente,
posteriormente cada semana y actualmente cada cuatro meses.
c.Solicitar que los inspectores indiquen en listas de comprobación
o informes de inspección de si el ciclo de frecuencia necesita
reducirse o puede prolongarse.

4. Plan de Inspecciones Periódicos.
En algunas industrias estas instrucciones vienen preparadas por
una empresa de ingeniería. Suelen combinar instrucciones e
informes, para determinados tipos de maquinas herramientas, es
decir, para tornos entre centros, taladros radiales, etc. El texto
es bastante breve, normalmente una línea por observación. A un
lado del impreso hay columnas para comprobación de
observaciones y para las órdenes de trabajo.
Se usa un impreso para cada inspección. Se entrega al inspector
como orden de trabajo y durante la inspección aquel va
comprobando punto por punto y anotando sus observaciones.
Durante este tiempo solo se llevan a cabo ajustes de poca
importancia; si se requiere más trabajo para reparar la maquina
se señala en el impreso.

5.Cambios Periódicos de Unidades por límite de
utilización.
Esta función del MP es muy importante ya que se lo realiza
para evitar o minimizar los paros imprevistos o la depreciación
excesiva de la planta y del equipo, a través de inspecciones
periódicas para descubrir y corregir las condiciones
desfavorables. Todo el programa depende de las inspecciones y
de sus obligaciones relacionadas de adaptación y reparación.
Las inspecciones son costosas en mano de obra y algunas
veces en tiempo ociosos del equipo. Son el punto clave en el
control de costos de un programa MP.
6. Trabajos Correctivos de las novedades de Inspección y/o
Servicio.
En algunas plantas los informes se tamizan a través de los
mayordomos de mantenimiento

(1) para mantenerse al día sobre las condiciones,
(2) para comprobar que la necesidad es severa o urgente,
(3) para coordinar la reparación con el personal de producción
(4) para decidir quién debe hacer la requisición de una orden de
trabajo.
Otras plantas envían todos los informes de inspección a un
empleado de mantenimiento o despachador, quien
automáticamente envía órdenes de trabajo para tareas menores
y deja los trabajos mayores para que decida el jefe de
mantenimiento. En una planta grande los mismos inspectores
preparan las requisiciones de órdenes de trabajo al fin de cada
día, para que las aprueben los ejecutivos de tipo superior, de
acuerdo con el costo estimado de la reparación.

7. Recorridos: Parciales o Modulares.
El primer paso en la fijación del ciclo de frecuencia es un análisis
de ingeniería del equipo desde los siguientes puntos de
vista:
1. Edad, concisión y valor el equipo más viejo y más malo
necesita servicios más frecuentes. Pero si está a punto de
desecharse o rápidamente se va a considerar obsoleto, puede
ser más económico inspeccionarlo sobre base general, o no
inspeccionarlo.
2. Severidad del servicio. Las aplicaciones más severas de
equipos idénticos requieren ciclos más cortos. En una planta
de procesos usted puede necesitar inspeccionar una bomba
crítica todos los días, e inspeccionar la misma bomba en una
planta siderúrgica solo una vez al mes.

3. Requisitos de seguridad. Permiten un amplio margen de
seguridad. Por ejemplo, una planta inspecciona cada dos
semanas los solenoides que operan los embragues de las
prensas.
4. Horas de operación. Muchos productores sugieren ciclos de
frecuencia basados en un día de 8 horas, otros sobre el uso.
Los edificios y los servicios estacionales operan sobre bases de
calendario.
5. Susceptibilidad de siniestro.
6. Susceptibilidad de perder el ajuste. Cuando las tolerancias
del fabricante son estrechas, se necesita ciclos más cortos de
inspección.
Generales o Totales.
Progresivos.
Continuos.

Prácticamente toda planta puede dividir su inspección y
funciones de servicio de MP en tres grupos:
1. Conservación rutinaria. Este tipo de trabajo se ejecuta en
intervalos regularmente cortos – adaptación, lubricación,
limpieza cuando el equipo está operando o cuando esta
ocioso. Esto también incluye el cuidado de reglones no
productivos como iluminación, calefacción y filtros.
2. Inspecciones periódicas, cubre el trabajo a intervalos
prescritos sobre el equipo que está funcionando o que ha
sido detenido – inspecciones visuales -reparaciones,
demoliciones, reemplazos – programados de partes.

3. Trabajo contingente. Incluye trabajo a intervalos definidos
cuando el equipo no está funcionando por otras razones.
Ejemplo, la inspección de quemadores de gas.
8. El planeamiento y la programación
Las inspecciones de los equipos,
Los trabajos preventivos periódicos,
Los trabajos correctivos, surgidos de las inspecciones

He aquí varios caminos que merecen seguirse:
1. Estudie los métodos de servicio o inspección para hacer una
tarea en forma mejor o mas rápida. Tal vez la inspección pueda
combinarse con otra tarea de mantenimiento.
2. Los métodos de inspección y de las rutas para disminuir las
trayectorias. Entregue escritos a los trabajadores sobre cada
pieza de equipo inspeccionada en gran cantidad o con demasiada
frecuencia. Algunas veces es posible arreglar listas de
comprobación de acuerdo con las operaciones.
3. Provéase de las mejores herramientas e instrumentos de
medición. ¿Se necesita una carretilla, un carrito o una unidad
móvil, para el transporte de las refacciones y del equipo?.
Algunas plantas usan carritos elevadores para el servicio de
iluminación y del equipo elevado.

4. Rediseñe el equipo para acelerar las inspecciones. Tal vez
pueda sustituir sujetadores de liberación rápida por tornillos o
tuercas sobre guardas, tableros, pequeñas plataformas de
acceso o registros de mano. Hay cubiertas de apertura rápida
para tanques y recipientes a presión.
6.6. MANTENIMIENTO PRODUCTIVO TOTAL (TPM)
El TPM se orienta a crear un sistema corporativo que maximiza
la eficiencia de todo el sistema productivo. Estableciendo un
sistema que previene las pérdidas en todas las operaciones de
la empresa. Esto incluye cero accidentes, cero defectos, cero
fallas en todo el ciclo de vida del sistema productivo.se aplica
en todos los sectores, incluyendo producción, desarrollo y
departamentos administrativos.

Se apoya en la participación de todos los integrantes de la
empresa, desde la alta dirección hasta los niveles operativos; la
obtención de cero pérdidas se logra a través del trabajo fe
pequeños equipos.
El TPM es una estrategia compuesta por una serie de actividades
ordenadas que una vez implantadas ayudan a mejorar la
competitividad de una organización industrial o de servicios.
El TPM busca mejorar tres áreas principales:
1.Recursos Humanos
2.Ambiente
3.Trabajo y Equipos
El TPM es un sistema orientado a lograr:
•Cero accidentes
•Cero defectos
•Cero averías

Estas acciones deben conducir a la obtención de productos y
servicios de alta calidad, mínimos costos de producción, alta
moral en el trabajo y una imagen de empresa excelente.
6.6.1. CONCEPTOS Y DEFINICIONES
Para analizar esto, desmenuzaremos la sigla TPM, registrada
por el Japan Institute of Plant Maintenance
T: Total
Algo que es Total, incumbe a toda la empresa. Por su
complejidad, pertenece al sistema y no a alguna de sus partes
(áreas o departamentos).
P: Productividad
La productividad es un resultado. Es la consecuencia de hacer
las cosas de una determinada manera y para esto es necesario
saber qué hacer, tener la tecnología y practicar eficientemente
la técnica.

La productividad no es una herramienta sino una
consecuencia de usarla.
M: Mantenimiento
En primer lugar es necesario erradicar la asociación existente,
de la palabra Mantenimiento como sinónimo de Talleres y
Reparaciones.
Debemos asociar el término, con la conservación, el
mejoramiento, la disciplina, las buenas prácticas y el estado
motivacional de todos los involucrados con el negocio.
6.6.2. OBJETIVOS DEL TPM
Los objetivos que una organización busca al implantar el TPM
pueden tener diferentes dimensiones:

•OBJETIVOS ESTRATEGICOS
El proceso TPM ayuda a construir capacidades competitivas
desde las operaciones de la empresa, gracias a su contribución a
la mejora de la efectividad de los sistemas productivos,
flexibilidad y capacidad de respuesta, reducción de costes
operativos y conservación del “conocimiento” industrial.
•OBJETIVOS OPERATIVOS
EL TPM tiene como propósito en las acciones cotidianas que los
equipos operen sin averías y fallos, eliminar toda clase de
pérdidas, mejorar la fiabilidad de los equipos y emplear
verdaderamente la capacidad industrial instalada.

•OBJETIVOS ORGANIZATIVOS
El TPM busca fortalecer el trabajo en equipo, incremento en la
moral en el trabajador, crear un espacio donde cada persona
pueda aportar lo mejor de sí, todo esto, con el propósito de
hacer del sitio de trabajo un entorno creativo, seguro, productivo
y donde trabajar sea realmente grato.
6.6.3. LOS CINCO PUNTOS CLAVES DE LA FILOSOFIA TPM
1.Buscar la creación de una cultura colectiva ligada a la
obtención de la máxima eficiencia en todo proceso productivo.
2.Desarrollar un sistema para la prevención de pérdidas para
lograr el “ nivel de cero accidentes”, “nivel de cero defectos” y
“nivel de cero roturas” en el proceso productivo.

3. Involucrar a todas las personas de la empresa. La gerencia
crea un compromiso y una visión clara del TPM y los objetivos
son conocidos en todos los niveles de la fábrica.
4. Obtener cero pérdidas a través de los resultados de las
actividades de pequeños grupos de trabajo, integrados al
sistema productivo.
5. Está presente en todos los aspectos de producción, ventas y
administración.
6.6.4. LAS METAS DEL TPM SON:
Maximizar la eficacia de los equipos.
Involucrar en el mismo a todas las personas y equipos
que diseñan, usan o mantienen los equipos.
Obtener un sistema de mantenimiento productivo para
toda la vida del equipo.

Involucrar a todos los empleados, desde los trabajadores
a los directivos.
Promover el TPM mediante motivación de grupos activos
en la empresa.
Desarrollar un sistema de mantenimiento productivo por
toda la vida del equipo.
Involucrar a todos los departamentos que planean,
diseñan, usan, o mantienen equipado el área de
implementación del TPM.
Promover el TPM a través de motivación con actividades
autónomas de pequeños equipos.
Cero accidentes
Cero defectos
Cero averías

6.6.5. FACTORES PARA EL ÉXITO DEL TPM
Compromiso e implicación de la Dirección en la implantación
del Plan TPM.
Creación de un Sistema de Información y el software necesario
para su análisis y aprovechamiento.
Optimización de la gestión de recursos, como stock, servicios,
etc.
6.6.6. CARACTERISTICAS DEL TPM
Acciones de mantenimiento en todas las etapas del ciclo de
vida del equipo.
Amplia participación de todas las personas de la organización.

Es observado como una estrategia global de empresa, en lugar
de un sistema para mantener equipos orientados a mejorar la
Efectividad Global de las operaciones.
Intervención significativa del personal involucrado en la
operación, producción, en el cuidado y conservación de los
equipos y recursos físicos.
Procesos de mantenimiento fundamentados en la utilización del
conocimiento que el personal posee sobre los procesos.
6.6.7. BENEFICIOS DEL TPM
ORGANIZATIVOS
•Mejora de calidad del ambiente de trabajo.
•Mejor control de las operaciones.
•Incremento de la moral del empleado.

Creación de una cultura de responsabilidad.
Disciplina y respeto por las normas.
Aprendizaje permanente.
Creación de un ambiente donde la participación, colaboración y
creatividad sea una realidad.
Dimensionamiento adecuado de las plantillas del personal de
redes de comunicación eficaces
SEGURIDAD
Mejorar las condiciones ambientales.
Cultura de prevención de eventos negativos para la salud.
Incremento de la capacidad de identificación de problemas
potenciales y de búsqueda de acciones correctivas.
Entender el porqué de ciertas normas, en lugar de cómo
hacerlo.
Prevención y eliminación de causas potenciales de accidentes.
Eliminar radicalmente las fuentes de contaminación y polución.

PRODUCTIVIDAD
• Eliminar pérdidas que afectan la productividad de las
plantas.
• Mejora de la fiabilidad y disponibilidad de los equipos.
• Reducción de los costos de mantenimiento.
• Mejora de la calidad del producto final.
• Menor costo financiero por cambios.
• Mejora de la tecnología de la empresa.
• Aumento de la capacidad de respuesta a los movimientos del
mercado.
• Crear capacidades competitivas desde la fábrica.

6.6.8. PILARES DEL TPM
El TPM se sustenta en los siguientes nueve pilares:
1.Mantenimiento Programado
2.Mantenimiento Autónomo.
3.Mantenimiento para la calidad.
4.Mejora continua.
5.Gestión temprana de equipos.
6.Seguridad y medio ambiente
7.Entrenamiento
8.Gestión temprana de producto.
9.Oficina.