Capitulo II - Marco Teorico Por Revisar Vannesa
17
CAPÍTULO II MARCO TEÓRICO 2.1. Antecedentes La ejecución de un buen trabajo de cementación para pozos de la faja petrolífera del Orinoco lleva a el estudio de las características mecánicas del cemento que se va a utilizar, esto se debe a los diferentes estados de solicitación que sufren las lechadas de cemento a lo largo de la vida útil de un pozo, también es importante resaltar que la faja petrolífera del Orinoco se caracteriza por tener una gran acumulación de crudo pesado y extrapesado y que debido a ello se emplean diferentes métodos de recuperación térmica con el fin de mejorar la movilidad del petróleo hacia los pozos productores, uno de ellos la inyección alterna de vapor. Es importante el conocimiento de trabajos ya realizados en lo que a caracterización mecánica se refiere o a inyección alterna de vapor en la faja petrolífera del Orinoco con sistemas cementante para tener indicios de las mejoras y buen desarrollo de lechadas térmicas. (Martín C, 2002), realizó pruebas mecánicas a sistemas cementantes reforzados con distintos tipos de fibras (carbono, mineral y polipropileno) en diferentes porcentajes con el fin de mejorar la resistencia del cemento a diferentes esfuerzos y garantizar un buen aislamiento zonal. En los resultados que obtuvo en la resistencia a la compresión y en la tracción con el sistema mejorado o reforzado con fibra, observó mejoras sólo en los sistemas reforzados con fibra de carbono pero no hizo un estudio económico para saber que tan factible era este sistema. (Echenique T., 2013), estudió las características de diferentes sistemas cementantes mediante sus propiedades mecánicas y acústicas tanto a condiciones de laboratorio como a condiciones de pozo, Se definieron 4 sistemas cementantes: cemento clase G más agua, cemento clase H más agua, cemento clase G, aditivos más agua y cemento clase H, aditivos más agua. Determinó los esfuerzos y deformaciones mediante el ensayo mecánico para obtener la resistencia a la compresión, el módulo de Young y la energía de deformación; evaluó las velocidades de propagación de las ondas P y S a través del ensayo acústico para obtener la resistencia a la compresión, la relación de Poisson, el módulo de Young. Realizó comparación entre el diseño utilizado en la formación de estudio con el diseño de la lechada utilizada en la completación
-
Upload
yorman-azocar-ibarra -
Category
Documents
-
view
218 -
download
4
Transcript of Capitulo II - Marco Teorico Por Revisar Vannesa
CAPÍTULO II
MARCO TEÓRICO
2.1. Antecedentes
La ejecución de un buen trabajo de cementación para pozos de la faja petrolífera del Orinoco lleva a
el estudio de las características mecánicas del cemento que se va a utilizar, esto se debe a los diferentes
estados de solicitación que sufren las lechadas de cemento a lo largo de la vida útil de un pozo, también es
importante resaltar que la faja petrolífera del Orinoco se caracteriza por tener una gran acumulación de
crudo pesado y extrapesado y que debido a ello se emplean diferentes métodos de recuperación térmica con
el fin de mejorar la movilidad del petróleo hacia los pozos productores, uno de ellos la inyección alterna de
vapor. Es importante el conocimiento de trabajos ya realizados en lo que a caracterización mecánica se
refiere o a inyección alterna de vapor en la faja petrolífera del Orinoco con sistemas cementante para tener
indicios de las mejoras y buen desarrollo de lechadas térmicas.
(Martín C, 2002), realizó pruebas mecánicas a sistemas cementantes reforzados con distintos tipos
de fibras (carbono, mineral y polipropileno) en diferentes porcentajes con el fin de mejorar la resistencia del
cemento a diferentes esfuerzos y garantizar un buen aislamiento zonal. En los resultados que obtuvo en la
resistencia a la compresión y en la tracción con el sistema mejorado o reforzado con fibra, observó mejoras
sólo en los sistemas reforzados con fibra de carbono pero no hizo un estudio económico para saber que tan
factible era este sistema.
(Echenique T., 2013), estudió las características de diferentes sistemas cementantes mediante sus
propiedades mecánicas y acústicas tanto a condiciones de laboratorio como a condiciones de pozo, Se
definieron 4 sistemas cementantes: cemento clase G más agua, cemento clase H más agua, cemento clase G,
aditivos más agua y cemento clase H, aditivos más agua. Determinó los esfuerzos y deformaciones mediante
el ensayo mecánico para obtener la resistencia a la compresión, el módulo de Young y la energía de
deformación; evaluó las velocidades de propagación de las ondas P y S a través del ensayo acústico para
obtener la resistencia a la compresión, la relación de Poisson, el módulo de Young. Realizó comparación
entre el diseño utilizado en la formación de estudio con el diseño de la lechada utilizada en la completación

del mismo, pudiendo concluir que el cemento G aditivado es apropiado ya que la lechada una vez fraguada no
es de fácil fracturamiento y contribuye a un buen sello hidráulico.
(Lozada S., 2014), realizó una Caracterización Mecánica de la lechada de cemento Portland tipo I Para
determinar la resistencia de la lechada de cemento Portland tipo I después de fraguada se elaboraron
ensayos de compresión simple, tracción indirecta y ensayo de corte. De esta manera, se pudo obtener varios
de datos de resistencia los cuales permitieron hacer una descripción general de la lechada mediante el
criterio de Mohr-Coulomb, evidenciando que se comporta como una roca de baja resistencia con un
comportamiento semejante a arcilitas y lutitas. En este trabajo se pudo concluir que la lechada de cemento
Portland Tipo I, en general, tiene un comportamiento similar de una roca débil debido a los valores de
resistencia que obtenidos en los ensayos y el valor de cohesión adquirido aplicando los criterios de fractura.
De acuerdo a las condiciones del crudo en el yacimiento puede ser necesario recurrir a métodos de
recuperación térmica para optimizar la producción, situación en la que el sello de cemento suele estar
expuesto a temperaturas por encima de 200°C. Es por ello que la industria petrolera tiene la necesidad de
contar con materiales cementantes de alto desempeño, que prolonguen el tiempo de vida útil del pozo.
(Duarte Nieto, Marzo 2015), realizó tres formulaciones de lechadas térmicas Cemento con Sílice,
Cemento con Metacaolín, Cemento con Metacaolín – Sílice. Las lechadas de cemento fueron curadas a
distintos tiempos entre 24 y 168 horas en condiciones de yacimiento (10,34MPa y 52°C). Posteriormente, las
muestras fueron llevadas a una autoclave para someterlas a un ambiente simulado de inyección de vapor
(10,34MPa y 288°C). Se midieron propiedades físicas como la reología, resistencia mecánica, permeabilidad
y tendencia a la sedimentación, siguiendo los lineamientos de la norma API 10B. Los resultados mostraron
que el metacaolín es una puzolana efectiva que mejora la resistencia compresiva (con una ganancia de hasta
50% respecto al blanco al cabo de 5 días) y disminuye la permeabilidad mediante la formación de fases
cementantes adicionales. Por otro lado, aquellos sistemas con fases ricas en sílice (relación CaO/SiO2 ≤ 1)
fueron menos propensos a sufrir de retrogresión (la permeabilidad se mantuvo en 0,048mD, por debajo de
límite máximo recomendado por la API).
(Marcano Herrera & Contreras Caicedo, 2015), destacaron la nanotecnología como una opción
novedosa y potencialmente prometedora en la cementación, debido al uso de nanomateriales como la
nanoalúmina y los nanotubos de carbono han demostrado aportar mejoras significativas en las propiedades
de materiales cementantes en la ingeniería civil. Determinaron características mecánicas del diseño en
estudio como la resistencia a la compresión simple, resistencia a la tracción, entre otros, comparando los
resultados obtenidos entre los sistemas de cemento petrolero clase H con y sin nanoaditivos y, obtuvieron
como resultado que, la aplicación de estos nanomateriales adquiere gran relevancia en el comportamiento
mecánico del cemento petrolero, evidenciando aportes en la resistencia a la compresión y la resistencia a la
tracción.
2.2. Cementación
La cementación es importante en la construcción de un pozo, bien sea para completarlo o
abandonarlo, uno de los objetivos principales es el aislamiento zonal entre la tubería y el espacio anular,
para ello es bombeada una lechada de cemento con el fin de rellenar dicho espacio y de proporcionar
hermeticidad al sistema, evitando con ello la migración de gases y otros fluidos presentes en la formación,
para alcanzar dicho objetivo se deben tener algunos requerimientos técnicos y operacionales para el cual ha
sido diseñado el cemento.
(Díaz V. & Méndez A., 2007) Definieron la cementación como un proceso que consiste en mezclar cemento
seco más aditivos y agua para obtener una lechada que es bombeada al pozo a través de la tubería de
revestimiento y colocada en el espacio anular entre la formación y la superficie externa del revestidor con la
finalidad de asegurar el acceso óptimo de los fluidos del yacimiento hacia la superficie. El volumen a
bombear es predeterminado para alcanzar las zonas críticas (alrededor del fondo de la zapata, espacio
anular, formación permeable, hoyo desnudo, etc.). Luego se deja fraguar y endurecer, formando una barrera
permanente e impermeable que impide el movimiento de los fluidos detrás del revestidor.
2.3. Cementación Primaria
Existen dos procesos de cementación diferenciados en su fin y procedimiento. La cementación
primaria es la técnica utilizada para colocar lechadas de cemento en el espacio anular entre el revestidor y
las paredes del hoyo. El cemento, se endurece y forma un sello hidráulico en el hoyo evitando la migración de
fluidos de formación hacia el espacio anular, yacimientos de menor presión o hacia la superficie.
2.3.1. Objetivos de la Cementación Primaria
Sostener la tubería
Restringir movimiento de fluidos no deseados.
Proteger la tubería contra la corrosión.
Proteger la tubería contra impactos generados por la perforación subsecuente.
Sellar zonas de pérdida de circulación o zonas ladronas.
2.4. Cemento Portland
En 1824, un albañil Inglés llamado Joseph Aspdin, patentó un producto que él llamó cemento Portland,
pues al endurecerse adquiría un color semejante al de una piedra de la isla Portland en Inglaterra. Dicho
cemento fue implementado por primera vez en pozos petroleros en 1903 para solventar los problemas
encontrados inicialmente durante el uso de este material en pozos profundos (desarrollo tardío de
resistencia a la compresión y corto tiempo de espesamiento), la industria modificó las especificaciones
convencionales de construcción con cemento y se adaptaron a la construcción de pozos de petróleo. Hoy en
día, el Instituto Americano de Petróleo (API) regula y emite especificaciones para los diferentes tipos de
cemento usados en la industria de petróleo. (Duarte Nieto, Marzo 2015)
Este tipo de cemento es el ejemplo más común de un cemento hidráulico, los cuales fraguan y
desarrollan resistencia a la compresión como un resultado de la hidratación. Este fenómeno involucra una
serie de reacciones químicas entre el agua y los componentes del cemento. Por definición, el cemento
Portland es el que proviene de la pulverización del clinker obtenido por fusión incipiente de materiales
arcillosos y calcáreos, que contengan óxidos de calcio, silicio, aluminio y hierro en cantidades
convenientemente dosificadas y sin más adición posterior que yeso sin calcinar, así como otros materiales
que no excedan del 1% del peso total y que no sean nocivos para el comportamiento posterior del cemento.
El silicato tricálcico es el principal constituyente en el cemento Portland. Puede encontrarse en
concentraciones tan altas como 70%. El silicato dicálcico conocido como belita, es el segundo mayor
constituyente del cemento. Su cantidad no suele exceder 20% en peso. Como el cemento Portland está
constituido por varios compuestos y su hidratación involucra un gran número de reacciones simultáneas,
para facilitar su comprensión puede suponerse que la hidratación de cada compuesto es independiente de
los otros que se encuentran en el cemento. Esta simplificación no es totalmente válida, pues la hidratación
de ciertos compuestos puede afectar la reacción de otros, pero en la mayoría de los casos es razonable.
2.5. Hidratación del Cemento
La hidratación del cemento es la secuencia de reacciones químicas entre los compuestos del Clinker,
Sulfato de Calcio y agua. Este es un proceso exotérmico donde generalmente, la cantidad de calor de
hidratación depende de las cantidades relativas de cada uno de los compuestos del cemento. Desde el punto
de vista químico, es un complejo proceso de disolución/precipitación. Las varias reacciones de hidratación
se dan simultáneamente a diferentes velocidades y cada una de las fases es influenciada por presencia de
otras. (Nelson, 1990)
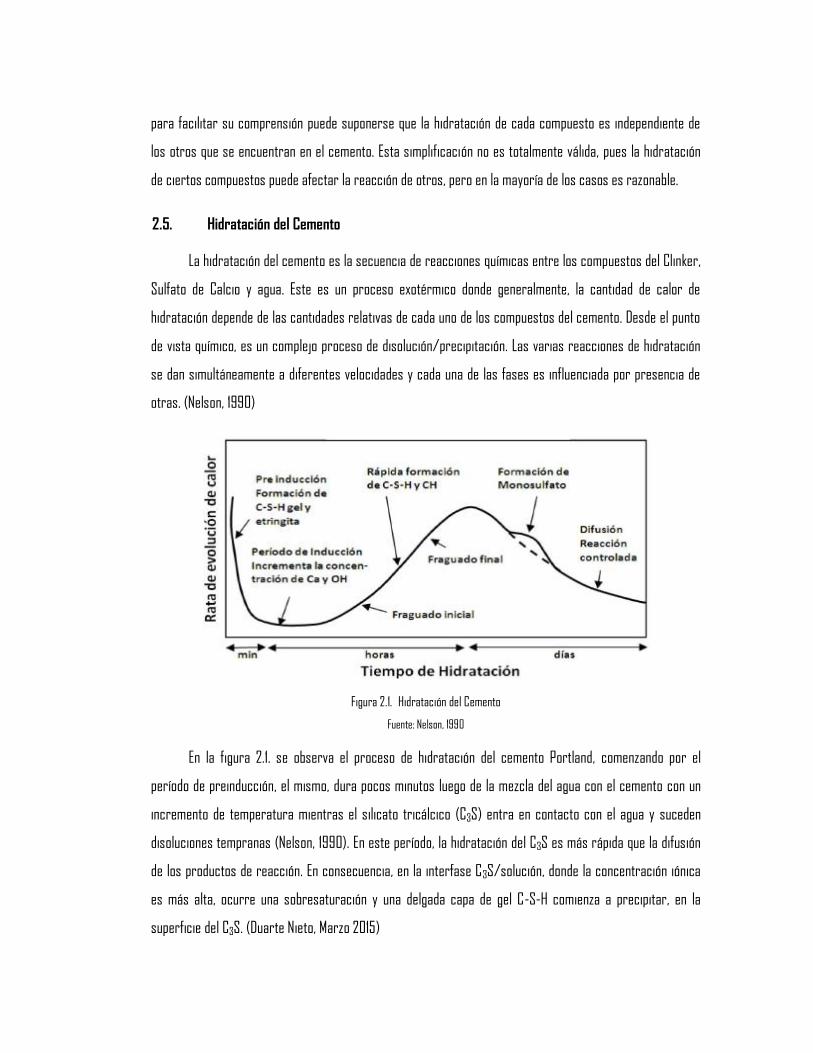
Figura 2.1. Hidratación del Cemento
Fuente: Nelson, 1990
En la figura 2.1. se observa el proceso de hidratación del cemento Portland, comenzando por el
período de preinducción, el mismo, dura pocos minutos luego de la mezcla del agua con el cemento con un
incremento de temperatura mientras el silicato tricálcico (C3S) entra en contacto con el agua y suceden
disoluciones tempranas (Nelson, 1990). En este período, la hidratación del C3S es más rápida que la difusión
de los productos de reacción. En consecuencia, en la interfase C3S/solución, donde la concentración iónica
es más alta, ocurre una sobresaturación y una delgada capa de gel C-S-H comienza a precipitar, en la
superficie del C3S. (Duarte Nieto, Marzo 2015)
En el periodo de inducción la velocidad de reacción y la liberación de calor caen dramáticamente, en
temperaturas ambientes, puede durar pocas horas. En esta fase, ocurre un incremento de la permeabilidad
por lo tanto se acelera la hidratación y aumenta la concentración de Ca y OH a medida que continua
lentamente la precipitación del gel C-S-H (Nelson, 1990).
Los períodos de aceleración y desaceleración representan la fase más rápida de la hidratación en
donde el sistema comienza a desarrollar resistencia a la compresión, la porosidad disminuye como
consecuencia de la deposición de los geles C-S-H en los espacios llenos de agua que se interconectan
formando una red cohesiva; en condiciones ambientales, estos eventos ocurren entre cinco y diez horas
para el periodo de aceleración mientras que las reacciones en el periodo de desaceleración pueden persistir
incluso meses después del curado hasta que el lodo el C3S sea consumido. (Duarte Nieto, Marzo 2015)
En el período de difusión la hidratación continúa a un ritmo lento debido al continuo descenso de la
porosidad. La red de productos hidratados es cada vez más densa y la resistencia mecánica incrementa. Los
cristales de portlandita continúan creciendo y envuelven a los granos de silicato de calcio. La duración de
esta fase es indefinida y es posible que la hidratación total no sea alcanzada, ya que están granos de C3S y
C2S que no reaccionan. (Duarte Nieto, Marzo 2015)
2.5.1. Hidratación del Cemento entre 25ºC (77ºF) y 100ºC (212ºF)
A medida que aumenta la temperatura las fases ferritoaluminato tetracálcico (C4AF) y silicato
dicálcico (C2S) se vuelven más reactivas respecto al silicato tricálcico (C3S) y el aluminato tricálcico (C3A)
Se acelera el endurecimiento, pero la resistencia en el largo plazo generalmente se reduce, esto sucede en
parte por cambios microestructurales en la pasta. A 50ºC (122ºF) los productos hidratados se encuentran
distribuidos de manera menos uniforme que en pastas hidratadas a 5ºC (41ºF), también se observan poros
más grandes y numerosos. (Duarte Nieto, Marzo 2015)
Alrededor de los 70-90 °C (158-194 °F) el tiempo de espesamiento se prolonga más de lo normal,
debido al incremento en la hidratación de la ferrita (C4AF) y la obstaculización de la hidratación de la alita
(C3S). Aumenta la reactividad de todas las fases del cemento con la temperatura y el comportamiento
habitualmente esperado. Las transformaciones de las fases sulfato y aluminato son modificadas a
temperaturas iguales o superiores a 70°C (158°F) y pueden causar un daño al cemento, a través de un

efecto conocido como formación de etringita retardada. En cuanto a la fase C-S-H, estudios de difracción de
rayos X concluyen que no hay cambios importantes en su cristalinidad con la temperatura hasta los 100°C
(212°F). (Duarte Nieto, Marzo 2015)
2.5.2. Hidratación del Cemento a temperaturas superiores a 100ºC (212ºF)
Por encima de 100°C (212°F), se produce una fase C-S-H de baja cristalinidad denominada C-S-H (II),
caracterizado por una baja permeabilidad y alta resistencia compresiva donde, si no se emplea algún
inhibidor de la retrogresión, el C-S-H (II) se transforma en un material cristalino denso, llamado alfa silicato
dicálcico hidratado (α-C2SH) que presenta mayor permeabilidad y una resistencia a la compresión más baja.
Esta última fase, superado los 200°C (392°F), da lugar a un silicato tricálcico hidratado o jaffeita (C6S2H3),
que al igual que el α-C2SH exhibe baja resistencia y alta permeabilidad. (Duarte Nieto, Marzo 2015)
La retrogresión en la resistencia es la declinación de la resistencia de una lechada de cemento
endurecida con el tiempo, lo cual debe ocurrir a temperaturas por encima de 82ºC (182ºF). La presencia de
cantidades significativas de las fases α-C2SH y el C6S2H3, en el producto endurecido deben ser evitados;
normalmente los valores de resistencia a la compresión no decaen tanto como para evitar el soporte de los
revestidores en el espacio anular, pero si hay un severo aumento de la permeabilidad del cemento utilizado
facilitando la comunicación interzonal. Los valores de resistencia a la compresión en presencia de
retrogresión, se encuentran regularmente por encima de 5MPa (725psi) y el incremento en la permeabilidad
de los productos cementantes endurecidos es de 0,1mD (máximo permitido) para el C-S-H (II) a 10-100 mD
para las fases α-C2SH y C6S2H3. (Duarte Nieto, Marzo 2015)
El problema de la retrogresión puede prevenirse reduciendo la relación Calcio/Sílice en el cemento
(CaO/SiO2 o C/S). La adición de entre 35-40% en peso de arena de sílice o harina de sílice permite la
formación de tobermorita (C5S6H5), una fase cristalina con elevada resistencia compresiva e
impermeabilidad. Para lograr esto, el cemento Portland es parcialmente reemplazado por cuarzo molido, en
general por finos de arena de sílice o harina de sílice. En algunas áreas, los cementos especiales son
utilizados cuando los cuarzos han sido integrados al cemento Portland con clinker. Este hecho se ilustra en
el diagrama de la Figura 2.2. que representa las condiciones para la formación de varios compuestos de
silicato de calcio, muchos de los cuales se producen geológicamente. La relación C / S se representa frente
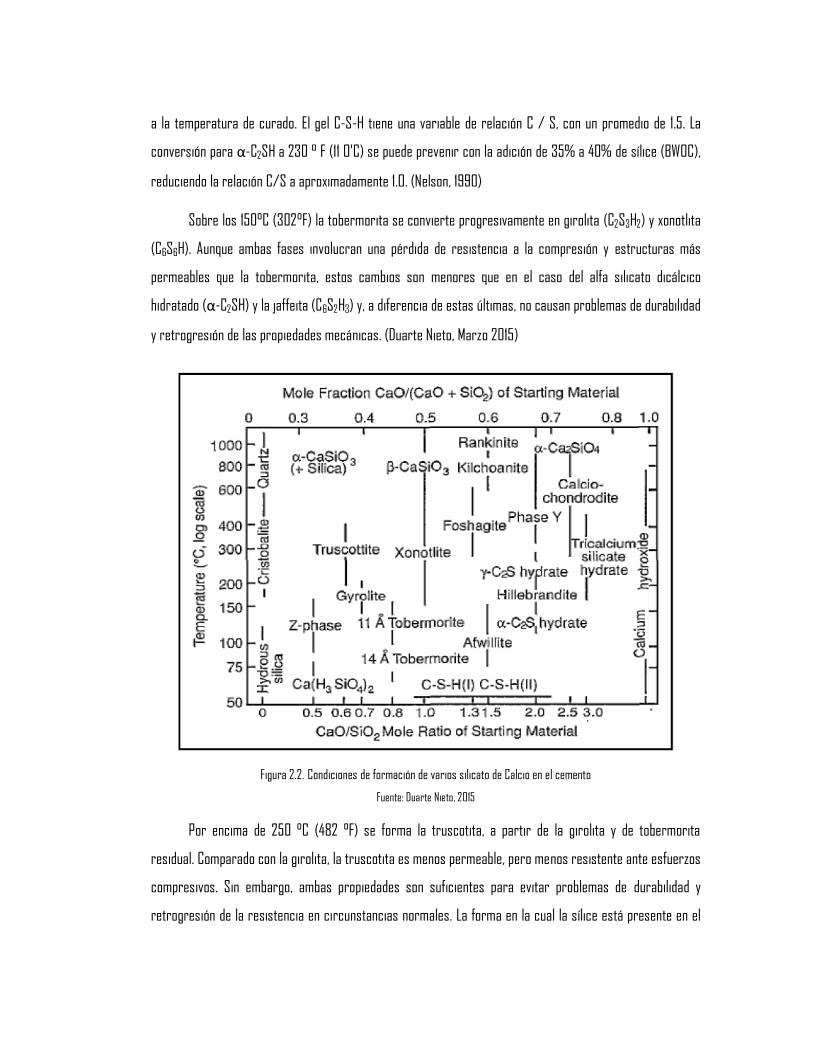
a la temperatura de curado. El gel C-S-H tiene una variable de relación C / S, con un promedio de 1.5. La
conversión para α-C2SH a 230 ° F (11 O'C) se puede prevenir con la adición de 35% a 40% de sílice (BWOC),
reduciendo la relación C/S a aproximadamente 1.O. (Nelson, 1990)
Sobre los 150°C (302°F) la tobermorita se convierte progresivamente en girolita (C2S3H2) y xonotlita
(C6S6H). Aunque ambas fases involucran una pérdida de resistencia a la compresión y estructuras más
permeables que la tobermorita, estos cambios son menores que en el caso del alfa silicato dicálcico
hidratado (α-C2SH) y la jaffeita (C6S2H3) y, a diferencia de estas últimas, no causan problemas de durabilidad
y retrogresión de las propiedades mecánicas. (Duarte Nieto, Marzo 2015)
Figura 2.2. Condiciones de formación de varios silicato de Calcio en el cemento
Fuente: Duarte Nieto, 2015
Por encima de 250 °C (482 °F) se forma la truscotita, a partir de la girolita y de tobermorita
residual. Comparado con la girolita, la truscotita es menos permeable, pero menos resistente ante esfuerzos
compresivos. Sin embargo, ambas propiedades son suficientes para evitar problemas de durabilidad y
retrogresión de la resistencia en circunstancias normales. La forma en la cual la sílice está presente en el

sistema es muy importante, ya que define la secuencia de reacciones que ocurren. Cuando se utiliza arena
de sílice (tamaño de partícula entre 75-210 m) en lugar de harina de sílice (tamaño de partícula < 75μm)
para la cementación de pozos con presencia de salmueras muy salinas se forman productos cementantes
muy pobres. (Duarte Nieto, Marzo 2015)
Con humo de sílice de muy alta área superficial (~20.000 m2/kg) la sílice reacciona más rápido que
la cal (CaO) para formar inicialmente hidratos amorfos, los cuales luego reaccionan con más cal para
formar truscotita y girolita, sin pasar por la fase tobermorita. El hidróxido de calcio no se encuentra
comúnmente bajo condiciones hidrotermales, puesto que reacciona junto con la sílice dando lugar a más
hidratos cristalinos de silicato de calcio. También se forman silicatos de calcio hidratados substituidos en
condiciones hidrotermales. Entre estos están la reyerita (KC14S24H5), la escawtita (C7S6 H2) y la pectolita
(NC4S6H). (Duarte Nieto, Marzo 2015)
La temperatura límite de uso, para los cementos petroleros G y H (estabilizados con 35-40% de
harina de sílice), es 400°C (752°F), ya que a temperaturas superiores las fases más estables térmicamente
(xonotlita y truscotita) empiezan a descomponerse (deshidratación) y el cemento endurecido experimenta
una fuerte contracción y desintegración. (Duarte Nieto, Marzo 2015)
2.6. Tipos de Cemento
El Instituto Americano del Petróleo (API) ha establecido especificaciones para los diferentes tipos de
cemento, basado en cuanto a rango de profundidad, presiones y temperaturas a soportar, así como ciertas
características físicas y químicas. Se clasifican en:
Clase A: usado generalmente para pozos desde superficie hasta 6000’, cuando no se requieren
propiedades especiales. La relación agua/cemento recomendada es 5.2 gal/sacos. El cemento clase
A es similar al ASTM C 150, Tipo I, usado en la construcción civil.
Clase B: usado generalmente para pozos desde superficie hasta 6000’, cuando hay condiciones
moderadas a altas resistencia al sulfato. La relación agua/cemento recomendada es 5.2 gal/sacos .
El cemento clase B es similar al ASTM C 150, Tipo II, usado en construcción civil.

Clase C: usado generalmente para pozos desde superficie hasta 6000’, cuando se requieren
condiciones de alto esfuerzo. La relación agua/cemento recomendada es 6.3 gal/sacos. El cemento
clase C es similar al ASTM C 150, Tipo III, usado en construcción civil.
Clase D: usado generalmente para pozos desde 6000’ hasta 10000’, para condiciones moderadas de
presión y temperatura. Está disponible para esfuerzos moderados a altos. La relación agua/cemento
recomendada es 4.3 gal/sacos.
Clase E: usado generalmente para pozos desde 10000’ hasta 14000’, para condiciones altas de
presión y temperatura. La relación agua/cemento recomendada es 4.3 gal/sacos.
Clase F: usado generalmente para pozos desde 10000’ hasta 16000’, para condiciones extremas de
presión y temperatura. Está disponible para esfuerzos moderados a altos. La relación agua/cemento
recomendada es 4.3 gal/sacos.
Clase G y H: Diseñados para ser usados desde superficie hasta 8000 pies. Pueden ser usados con
retardadores o aceleradores para cubrir un amplio rango de presiones y temperaturas. La
composición de estos cementos es muy similar pero el cemento H requiere menos agua que el
cemento clase G. Al requerir menos agua, la lechada es de mayor densidad y más resistente. El
requerimiento de agua para una lechada con cemento clase G es de 44% y de 38% para una lechada
con cemento clase H.
2.7. Aditivos utilizados en la preparación de las lechadas de cemento
La función de los aditivos es adaptar las lechadas de cemento a las especificaciones requeridas en un
programa de cementación, los aditivos pueden ser secos/granulares, líquidos o estar mezclados con el
cemento. Las cantidades de aditivos secos se expresan en porcentaje por peso de cemento, % BWOC por sus
siglas en inglés By Weight Of Cement, y los aditivos líquidos en galones por saco, GPS por sus siglas en inglés
Galon Per Sac of cement.
Aceleradores: son utilizados para reducir el tiempo de fraguado de las lechadas de cemento,
también aumentan la velocidad de desarrollo de la resistencia a la compresión del cemento y se
suelen utilizar en pozos someros con bajas temperaturas. Algunos aceleradores usados: cloruro
de calcio (CaCl2, más usado), silicato de sodio (Na2SiO3), cloruro de sodio (NaCl), acido oxálico
(H2C2O4), entre otros.
Retardadores: se usan para aumentar el tiempo de fraguado y tiempo de espesamiento de las
lechadas de cemento, no reducen la resistencia a la compresión del cemento. Son usados a
altas temperaturas para darle tiempo a la lechada para que ésta endurezca, algunos
retardadores usados: lignitos, lignosulfonato de calcio, ácidos hidroxicarboxílicos, azúcares, etc.
Extendedores: tienen la característica de disminuir la densidad de las lechadas de cemento,
esto permite una reducción en la presión hidrostática en el hoyo y un aumento en el rendimiento
de la lechada. Algunos extendedores utilizados: microesferas (vidrio y cerámica), silicato de
sodio (Na2SiO3).
Densificantes: son utilizados para aumentar la densidad de la lechada de cemento, esto se hace
cuando se quiere aumentar la presión hidrostática en el pozo. Entre los más usados: barita,
hematita, ilmenita y otros.
Controladores de filtrado: permiten controlar la pérdida de la fase acuosa de un sistema
cementante frente a una formación permeable. Previenen la deshidratación prematura de la
lechada de cemento. Entre ellos se encuentran: polímeros orgánicos, reductores de fricción.
Antiespumantes: se usan para reducir el entrampamiento de aire durante la preparación de la
lechada. Entre los más usados: siliconas, y éteres de poliglicoles.
Dispersantes: son materiales que reducen la viscosidad de la lechada de cemento, mejorando
así las propiedades de flujo y desplazamiento de la lechada. Algunos dispersantes usados:
lignosulfonatos, polímeros y sales sódicas.
2.8. Lechada de Cemento
Una lechada de cemento se define como el fluido que resulta de mezclar agua y aditivos químicos al
cemento seco o a mezclas de cementos en diferentes proporciones con el objetivo de ser bombeada al
espacio anular entre la formación y el revestidor. Después que se ha desplazado el volumen de mezcla
necesario para cubrir el espacio anular, la lechada de cemento tiene la propiedad de endurecer o fraguar
formando una matriz de cemento sólida y resistente a las condiciones de presión y temperatura a las cuales
está expuesta.
Durante el proceso de bombeo de la lechada hacia el espacio anular la mezcla o lechada de cemento
debe ser capaz de mantener sus propiedades originales hasta colocarse por completo en el anular y fraguar;
para ello deben agregarse aditivos químicos que no sólo permiten conservar las propiedades de la lechada
sino que también permiten mantener la estabilidad del cemento durante toda la vida productiva del pozo.
(Díaz V. & Méndez A., 2007)
Una buena lechada de cemento debe reunir las siguientes características:
Baja pérdida de fluido durante el proceso de colocación en el espacio anular y después del fraguado.
Reología adecuada a las características de cada pozo en particular.
Corto tiempo de transición, parta evitar la migración de fluidos a través de la ella, ya que durante
este período la mezcla pierde presión hidrostática para convertirse en sólida.
Densidad adecuada para cada tipo de pozo.
Estabilidad para conocer las condiciones de presión y temperatura una vez que ha sido colocada en
el espacio anular.
2.9. Lechadas Térmicas
El cemento Portland es un material esencialmente formado de silicato de calcio, los componentes
más abundantes son silicato tricálcico y silicato dicálcico. Tras la adición de agua, ambos forman un hidrato
gelatinoso de silicato de calcio llamado "gel C-S-H” que, es el responsable de la resistencia y la estabilidad
del cemento fraguado a temperaturas ordinarias. Además del gel C-S-H, una cantidad sustancial de
Hidróxido de Calcio es liberada. A temperaturas mucho mayores a los 110ºC, se presenta una declinación de
la resistencia compresiva y un aumento de la permeabilidad del cemento fraguado conocido como la “Fuerza
de Retrogresión”. Este problema se puede prevenir mediante la reducción de la relación Calcio/Sílice, para
lograr esto, el cemento Portland es parcialmente reemplazado por cuarzo molido, por general tan fino como
la harina de Sílice.
Cuando un pozo es sometido a procesos de recuperación térmica se expone a presiones y
temperaturas elevadas (mayores a 100°C), incrementando los niveles de estrés en la lechada de cemento, es
por ello que para tratar de mitigar los esfuerzos, se llevan a cabo formulaciones conocidas como lechadas
térmicas que no permiten que sus propiedades se vean sustancialmente afectadas a la alta exposición.
Los sistemas de cemento utilizados en formaciones con pozos candidatos a inyección de vapor no son
tan eficaces con densidades menores a 12,5 libras/galón (1,5 g/cm3) ya que son requeridos para evitar la
pérdida de circulación o daño de formación. Por lo tanto, Los sistemas de cementos con espumantes de
Sílice estabilizadas y extendedores de microesferas son muy comunes en terminaciones de inyección de
vapor hoy en día.
2.10. Recuperación Térmica
Las operaciones de recuperación de petróleo han sido tradicionalmente subdivididas en tres etapas:
primaria, secundaria y terciaria. Históricamente, estas etapas describen la producción de un yacimiento
como una secuencia cronológica. La etapa primaria, de producción inicial, resulta del desplazamiento por la
energía natural existente en el yacimiento. La secundaria, que resulta del aumento de la energía natural, al
inyectar agua o gas para desplazar el petróleo hacia los pozos productores. En cuanto a la recuperación
terciaria, la tercera etapa de producción, es la que se obtiene después de la inyección de agua. Estos
procesos utilizan gases miscibles, químicas y/o energía térmica para desplazar petróleo adicional después
de que un proceso secundario se vuelve no rentable. (París de Ferrer, 2007)
La desventaja de considerar las tres etapas como una secuencia cronológica es que muchas
operaciones de producción de los yacimientos no se llevan a cabo en el orden especificado. Ejemplo de esto
es la producción de petróleo pesado que ocurre en todo el mundo (específicamente en Venezuela para este
trabajo): si el crudo es suficientemente viscoso, no puede fluir a tasas económicas mediante empujes de
energía natural, de tal manera que producción primaria sería insignificante; tampoco la inyección de agua
sería factible por lo que el uso de energía térmica podría ser la única forma para recuperar una cantidad
significativa de petróleo. En este caso, un método considerado como terciario una secuencia cronológica de
agotamiento, podría ser utilizado como el primer, y quizás el único, proceso por aplicar. (París de Ferrer,
2007)
Existen diferentes métodos de recobro no convencionales (conocidos también como EOR, Enhanced
Oil Recovery), que permiten mejorar los recobros por inyección de agua. Algunos aplican calor y otros no, se
clasifican en dos grandes grupos, térmicos y no térmicos. Los primeros se usan con preferencia para los
crudos pesados, los métodos no térmicos se utilizan para crudos livianos, aunque algunos pueden ser
aplicables a crudos pesados, pero han tenido poco éxito en las aplicaciones de campo. (París de Ferrer,
2007)
Los métodos de recuperación térmica, particularmente la inyección cíclica y continua de vapor, han
demostrado ser los procesos de recuperación mejorada de mayor éxito en los últimos años.
Aproximadamente, el 60% de la producción diaria de EOR en Estados Unidos, Canadá y Venezuela proviene
principalmente de procesos de inyección de vapor. El objetivo básico en la aplicación de tales métodos es la
reducción de la viscosidad del petróleo con la finalidad de mejorar su movilidad, por lo cual son
especialmente adecuados para petróleos viscosos (5-15º API), aunque también se usan en petróleos hasta de
45ºAPI. Otros beneficios obtenidos con los métodos térmicos son: la reducción de la saturación de petróleo
residual a consecuencia de la expansión térmica, el aumento de la eficiencia areal por efecto de la mejora en
la razón de movilidad, destilación con vapor, craqueo térmico, y otros. (París de Ferrer, 2007)
2.11. Propiedades Físicas del Cemento
Densidad: la densidad de la lechada debe proporcionar suficiente presión hidrostática para
mantener el control del pozo y a su vez no exceder el gradiente de fractura de la formación para
evitar pérdidas de circulación.
Permeabilidad: es la propiedad media de un sólido, que permite a un fluido fluir a través de su
cadena de poros interconectados.
Propiedades reológicas: son parámetros que nos indican el comportamiento del fluido o lechada de
cemento antes de fraguar, a través de una tubería, relacionando el esfuerzo de corte y de
deformación de dichos fluidos en movimiento.
Pérdida de filtrado: representa la cantidad de agua que puede perder la lechada de cemento a
condiciones de presión y temperatura de pozo.
Sedimentación: representa las condiciones de estabilidad de la lechada de cemento a condiciones de
presión y temperatura una vez puesta en el anular.
Tiempo de espesamiento: es el tiempo que tarda la lechada en perder sus propiedades de fluidez
(no bombeable) en condiciones de pozo. Se considera que este tiempo es el indicado cuando la
lechada alcanza 100 Bc (Unidades Bearden). Como medida de seguridad se detiene la prueba cuando
se alcanzan 70-75Bc.
Resistencia a la compresión: se define como el esfuerzo que ofrece el cemento a romperse una vez
que ha fraguado. El objetivo de la prueba es determinar la fuerza con el cual se rompe el cemento.
Debe tener la resistencia suficiente para asegurar la tubería de revestimiento y soportar esfuerzos
de perforación. (Díaz V. & Méndez A., 2007)
2.12. Propiedades Mecánicas del Cemento
Una vez que la lechada de cemento es ubicada en el espacio anular formación revestidor y la misma
fragua, estará sometida a una serie de esfuerzos que pudieran afectar sus propiedades provocando en ella
posibles fracturas, basado en ensayos o pruebas de resistencia de los cementos, con la finalidad de
construir el criterio de resistencia del tipo de cemento que va hacer ensayado. Los ensayos a realizar serán:
compresión simple, compresión triaxial, ensayo brasilero o tracción indirecta, corte directo y adherencia.
A continuación se dará una descripción resumida de cada uno de los ensayos a realizar y los
resultados obtenidos en cada uno de ellos, si el lector está interesado, puede referirse a la bibliografía y las
normas citada a fin de tener una descripción más detallada de ellos, así como los factores que afectan
dichos ensayos.
Compresión simple (sin confinar): nos permite determinar la resistencia ultima del material
ensayado así como los parámetros asociados al ensayo que son: , , ET, Eg, .
Compresión Triaxial: determinara la resistencia a la compresión de la muestra bajo condiciones de
confinamiento de la muestra a las profundidades a las cuales el cemento será inyectado a la
formación. Se determinaran los siguientes parámetros: 1, 3, 1', 3', , , ET, Eg, en
el caso de que se realicen ensayos con presión de poro, el parámetro µ.
Ensayo Brasilero o tracción indirecta: determinaremos la resistencia a la tracción del cemento.
Por ser el cemento una piedra artificial este puede resistir fuerzas de tracción que son pequeñas
comparadas a la resistencia de compresión simple y compresión triaxial.
Corte directo: nos permitirá determinar la resistencia al corte del cemento. El ensayo de corte
directo en roca o cemento, se realizara sobre superficies de discontinuidad, en vista de que no
existen en la muestra del ensayo se realizara con cuatro puntos, donde el primer punto es el
esfuerzo necesario para generar la discontinuidad y los tres puntos restantes para determinar los
parámetros C y ø.
Adherencia: la adhesión de los distintos materiales involucrados en la cementación, siendo estos:
acero-cemento, cemento-formación. Este ensayo es similar al corte directo; realizando el mismo con
las interfaces antes señaladas.
2.13. Criterios de fractura y resistencia.
Mohr-Coulomb: Según la teoría de Mohr, el material se plastificará o se romperá cuando la tensión
de corte (σq) en el plano de rotura alcance un determinado valor, que depende de la tensión normal
(σn) que actúa sobre dicho plano, o bien, si la tensión principal de tracción máxima alcanza el valor
de la resistencia a la tracción (To), es decir, σ3 = To. Mediante el Criterio Mohr-Coulomb se obtiene la
cohesión y el ángulo de rozamiento interno, así como la representación gráfica de cada uno de los
círculos de Mohr así como de la recta ajustada.
(2.1)
Donde:
σ = esfuerzo normal en el plano de rotura
τ = esfuerzo de corte en ese plano
C = cohesión de la roca
Φ = ángulo de fricción

μ = coeficiente de fricción interna de la roca
Figura 2.3. Círculo de Mohr
Fuente: Castillejo Cans, 1993
En la figura se puede observar el círculo de Mohr el cual representa los esfuerzos a los que son
sometidos el material donde la rotura se presenta en el punto P el cual es tangente con la curva AB.
Hoek y Brown: El criterio propuesto por Hoek y Brown, va dirigido a estimar la resistencia triaxial de
los macizos rocosos, para el diseño de excavaciones subterráneas. Es un criterio experimental que
está definido por la siguiente expresión:
(2.2)
Donde:
σ₁ =es la tensión principal mayor en la rotura.
σ₃ =es la tensión principal menor aplicada a la muestra.
σc =es la resistencia a compresión simple de la roca.
m, s, son constantes que dependen de la roca y el macizo rocoso.