CAPÍTULO IVvirtual.urbe.edu/tesispub/0107218/cap04.pdfEl controlador lógico programable (PLC) a...
22
CAPÍTULO IV RESULTADOS DE LA INVESTIGACIÓN
Transcript of CAPÍTULO IVvirtual.urbe.edu/tesispub/0107218/cap04.pdfEl controlador lógico programable (PLC) a...

CAPÍTULO IV
RESULTADOS DE LA INVESTIGACIÓN

58
CAPÍTULO IV
RESULTADOS DE LA INVESTIGACIÓN
En el presente capítulo se muestran los resultados obtenidos en la
investigación, usando la metodología seleccionada anteriormente como
camino para desarrollar de manera ordenada las diferentes características de
la misma.
1. ANÁLISIS Y DISCUSIÓN DE LOS DATOS Y RESULTADOS
Mediante las técnicas de recolección de los datos utilizadas, se
obtuvieron los datos esperados; al dar respuestas debidas a una serie de
preguntas y revisiones bibliográficas especializadas con el fin de recaudar la
información necesaria para la puesta en funcionamiento del módulo para las
prácticas de controlador lógico programable (PLC) en la universidad Dr.
Rafael Belloso Chacín.
1.1. DESARROLLO DE CADA FASE DE LA INVESTIGACIÓN
En este segmento del capítulo se explica cómo se desarrolla cada fase
de la investigación a través de las actividades descritas por el autor y las
investigaciones adicionales que realizaron los autores de este proyecto, con
58

59
ayuda de los recursos descritos anteriormente, alcanzando el objetivo
pautado para cada fase que se plantea previamente.
FASE I: DEFINICIÓN DEL PROBLEMA
En esta fase se analiza la situación actual del módulo para prácticas del
controlador lógico programable (PLC) en la universidad Dr. Rafael Belloso
Chacín. Para lograr este objetivo se identificó y ubico el modulo, para
observar directamente como se encuentra.
Pudiendo constatar que el modulo enciende, pero nunca ha sido puesto
en marcha debido a la falta de algún manual de usuario, y además de que no
hay un cable para poder cargarle algún programa, y poderlo comunicar con
la PC designada.
El módulo de prácticas para PLC (controlador lógico programable)
permite al estudiantado complementar de manera eficaz la teoría obtenida en
clase y llevarla a la práctica directamente desde un equipo en sitio. Así podrá
capacitarse adecuadamente para la vida profesional y estar en contacto
directo con procesos industriales.
Las prácticas estarán estructuras con el programa establecido para la
cátedra de introducción a procesos industriales, la cual contiene la parte
teórica, en las practicas se visualizaran entradas y salidas digitales,
temporizadores, contadores, entre otros. Estas prácticas serán de gran
ayuda para el aprendizaje de los procesos industriales, de igual forma
utilizar conocimientos de cátedras como instrumentación, sistemas de

60
control, automatización industrial entre otras. Lo cual facilitara la construcción
y el afianzamiento del aprendizaje.
En efecto, para la recolección de los datos se realizó una entrevista no
estructurada para la cual se elaboró una serie de preguntas (ver anexo A),
con el fin de obtener información que permitiera constatar el requerimiento de
las practicas mencionadas así como datos importantes para la realización
de las mismas. Las preguntas fueron aplicadas a (2) ingenieros electrónicos
considerados como los más idóneos, ambos docentes de la propia
universidad que prestaron su valiosa colaboración.
En virtud de esa intención se procedió a formular preguntas sucesivas
para obtener respuestas abiertas entre ellas:
¿Dónde se ubica actualmente el laboratorio de prácticas de PLC en la
universidad Dr. Rafael Belloso Chacín?
ENTREVISTADO 1: Actualmente existe un laboratorio de computación
para efectuar simulaciones con PLC; un laboratorio acondicionado para
prácticas físicas de PLC es prioritario para ingeniería en electrónica en
automatización y control.
ENTREVISTADO 2: Actualmente no existe un laboratorio de prácticas de
PLC. Lo que sí existe es un laboratorio, donde se practica o se simula tanto
la programación y funcionamiento de PLC′S, y este laboratorio se encuentra
en el bloque F. Planta alta.
Como parte del análisis de la situación actual de los laboratorios. Se
inició con la interrogante sobre la existencia de algún laboratorio de

61
prácticas de PLC en la universidad Dr. Rafael Belloso Chacín, se obtuvo que
los entrevistados coinciden que no existe un laboratorio en específico para
las prácticas de PLC, que en la universidad si hay un laboratorio de
computación donde se realizan simulaciones y prácticas en computadoras
con programas de PLC.
Pero se pudo constatar que en ese laboratorio si hay un módulo con un
PLC, solo que sin utilidad alguna.
Posteriormente se preguntó:
¿Por qué sería beneficioso para la carrera de ingeniería en electrónica
en automatización y control un laboratorio de PLC? Argumente su
respuesta
ENTREVISTADO 1: Para llevar a la práctica lazos de control; así como
para los procesos industriales, esto complementaria los conocimientos de
dicha ingeniería.
ENTREVISTADO 2: Sería muy beneficioso ya que el alumnado tendría
la posibilidad de conocer los distintos PLC que existen en el mercado. No
solo se conocería la programación, sino también el cableado y
funcionamiento, tomando en consideración cada una de las marcas y
componentes de los PLC’S
Con respecto a la segunda interrogante, ambos entrevistados están de
acuerdo que sería beneficioso y de mucha ayuda para los futuros egresados
de ingeniería en electrónica mención automatización y control. Ya que les

62
permitirá ampliar conocimientos en el área de procesos automatizados y los
equipos que se utilizan en ese campo.
Siguiendo el hilo se realizó la siguiente pregunta:
¿Qué tipo de manual debe poseer las prácticas de PLC y por qué?
ENTREVISTADO 1: Son necesarios dos manuales uno para informar al
usuario en cuanto a la manipulación del equipo. Otro manual que contenga
practicas relacionadas con el programa de la asignatura. Ambos permitirían
reforzar el conocimiento de los estudiantes.
ENTREVISTADO 2: Deben existir manuales de configuración,
programación y cableado. Porque se complementaría con la información
suministrada en clases, y se profundizaría el conocimiento de dicho
dispositivo.
El ítem tres nos muestra la necesidad de realizar manuales que permitan
al usuario conocer sobre el funcionamiento correcto del equipo así como
otro que contenga las prácticas relacionadas con las simulaciones de los
procesos industriales seleccionados de acuerdo a los contenidos
programáticos.
Por consiguiente se realizó esta pregunta:
¿En su criterio cual sería la utilidad de simular y ver en pequeña escala
procesos industriales?
ENTREVISTADO 1: La simulación es útil como herramienta de diseño y
prueba de procesos industriales. Posteriormente se debe ir a las prácticas de
los mismos.

63
ENTREVISTADO 2: Sería de mucha utilidad, ya que verificaría el
funcionamiento del PLC y de cada uno de los elementos que intervienen en
el proceso. Además de visualizar todo el proceso llevado a cabo.
El ítem cuatro responde a la interrogante de cuál sería la utilidad de
simular y ver en pequeña escala procesos industriales a la cual ambos
entrevistados respondieron que si sería muy útil y eficaz como herramienta
de diseño y prueba de los procesos industriales.
Y ya para finalizar se pregunta:
¿Cuál sería la importancia de implementar un sistema SCADA en las
prácticas de PLC?
ENTREVISTADO 1: El SCADA permitirá el interfaz hombre-máquina para
la adquisición de datos, así como el monitoreo y control de los procesos a
distancia.
ENTREVISTADO 2: El SCADA, si se aplica en la practicas donde se
realizan las simulaciones en el PLC o las programaciones de este. Se
recomienda la actualización de los simuladores o software utilizado para la
programación de PLC’S.
En el ítem 5 nos proporciona la información acerca de la importancia de
implementar un sistema SCADA en las prácticas de PLC. Y lo que
favorecería en la creación del interfaz hombre – máquina para la adquisición
de datos.
Con los resultados obtenidos en la entrevista no estructurada se
constató la necesidad de implementar un módulo de prácticas de PLC en la

64
universidad Dr. Rafael Belloso Chacín, para esto se procedió a realizar
manual de uso del módulo, establecer las conexiones internas, manual de
prácticas bien explicado, entre las características debe haber visualización
de entradas y salidas, procesos continuos, poder enlazarlo con una PC para
la parte gráfica, todo esto será en beneficio del estudiantado.
FASE II: DEFINICIÓN DE LAS ESPECIFICACIONES
Para lograr el segundo objetivo orientado a establecer los requerimientos
necesarios para la implementación del módulo de prácticas del controlador
lógico programable PLC en la universidad Dr. Rafael Belloso Chacín en
conexión con la segunda fase de la metodología titulada definición de las
especificaciones.
El módulo tendrá un panel que pueda ser manejado para la utilización y
puesta en marcha del PLC donde se podrá monitorear, introducir y accionar
las señales de entradas (discretas) por medio del uso del controlador lógico
programable (PLC) el cual será programado por el mismo estudiante de
manera de realizar las prácticas del software y de poner en práctica cada
una de las unidades de la teoría. Se tendrá en cuenta que el sistema de
prácticas sea sencillo y fácil de usar y que posea el mínimo margen de error.
El módulo se trabaja con un manual de prácticas que permitan la
elaboración de las mismas en el controlador lógico programable (PLC), de
manera fácil, sencilla y eficaz que garantice un aprendizaje efectivo de los
distintos procesos a llevar a la práctica.

65
Las prácticas de laboratorio se realizaran con un controlador lógico
programable (PLC) y de acuerdo al contenido programático de la cátedra
introducción a los procesos industriales este PLC debe contar con
facilidades para interconectar los dispositivos que forman parte del sistema
de prácticas, por lo que dispondrá de entradas y salidas discretas.
Este sistema permitirá supervisar o controlar las variables, indicadores
entre otros sistemas que sean inherentes a la práctica, por lo que el PLC
deberá contar con un interfaz hombre- máquina para la adquisición de datos
como el sistema SCADA. Durante el proceso se utilizaran diferentes
dispositivos de control como: temporizadores, contadores, en las entradas
tendremos pulsadores y finales de carrera, en las salidas, motor, luces pilotos
y electroválvulas.
FASE III: CREACIÓN DE LA DOCUMENTACIÓN
A continuación se explica el tercer objetivo específico “Diseñar las
prácticas para el controlador lógico programable y las distintas conexiones
del módulo para las prácticas del controlador lógico programable (PLC) en la
universidad Rafael Belloso Chacín”, la cual se desarrolla en dos fases, que
son la tercera y cuarta fase, la tercera de ellas se basa en la creación de la
documentación.
En esta parte del desarrollo metodológico se hizo énfasis en las
características de los elementos seleccionados para poder realizar las

66
prácticas y realizar las distintas conexiones del PLC. A continuación, se
definen las características de los componentes.
SLC 500 FIXED
El controlador lógico programable (PLC) a utilizar es de la marca Allen
Bradley, modelo SLC 500 en su versión compacta, ampliamente utilizado en
el ámbito industrial, que cuenta con un CPU 1747-l20A, el lenguaje de
programación a utilizar es el ladder o también llamado escalera, y es el que
se trabaja en la materia de introducción a los procesos industriales, y que la
Universidad Privada Dr. Rafael Belloso Chacín cuenta con uno.
Figura. 15. PLC SLC-500 Fixed Fuente: Allen Bradley (2018)
Las características más significantes del SLC-500 FIXED, el cual está
fabricado por Allen Bradley se muestran a continuación.

67
Cuadro 3 Características del SLC-500 Fixed
Memoria de programación 1K de capacidad de instrucciones Tiempo de Scan 8 milisegundos Fuente de poder AC: 85-265 VAC 1.25A 47-63 Hz
DC: 21.6-26.4 1.6A VDC Entradas (12) 120 VAC Salidas (8) AC/DC Relay Fuente: Allen Bradley manual de instalación y operación (1993).
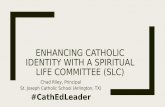
RSLOGIX 500
El software a utilizar para la programacion de las diferentes practicas es
el Rslogix500, esta hecho para la programacion logica en escalera (Ladder),
fue actualizado para optimizar el desarrollo de proyectos de automatizacion
industrial y; ademas, es el utilizado en la cátedra de introducción a los
procesos industriales, como software de educacion es realmente bueno ya
que cuenta con emuladores de no contar con un PLC real.
Tambien proporciona el soporte para la programacion de los PLC’s de
Allen Bradley tipo SLC-500 en todos sus modelos y de la familia Micrologix.
Este software como los que vienen a continuacion son los seleccionados por
que la familia de PLC’S de Allen Bradley solo interactuan con estos.
Figura16. Pagina principal Rslogix500. Fuente: Editado por: Isambertt, Mejia y Veliz. (2018).

68
RSLINX CLASIC LITE
Este software es el usado para comunicaciones industriales, permite que
los distintos Controladores programables de Allen Bradley, accedan a una
cantidad importante de aplicaciones.
Entre esas aplicaciones estan la programacion y configuracion en Rslogix
de distintos PLC’s, hasta aplicaciones de HMI (interfaz humano-maquina)
como Rsview hasta sus propias aplicaciones de adquisicion de datos
mediante Microsoft ofice, paginas web o visual basic.
Figura 17. Pantalla principal Rslinx Classic Lite
Fuente: Isambertt, Mejia y Veliz. (2018).
RSVIEW32
Esta aplicación es en parte para la creacion de la parte grafica tan
necesaria para la visualizacion de los procesos en tiempo real, Rsview32

69
tiene mucha versatilidad, y en gran parte depende del estudiante que
desarrolle sus proyectos en este software, este software se enlaza con los
otros arriba antes mencionados como lo son el Rslogix500 y el software de
comunicación Rslinx Classic.
Entre sus caracterisiticas mas notables estan la amplia base de datos de
objetos industriales como botones, tuberias, motores, luces, tanques, entre
otros, asi como un gran numero de alarmas, trends, tambien tienes la opcion
de exportar e importar graficos.
| Figura 18. Pagina principal Rsview32.
Fuente: Isambertt, Mejia y Veliz. (2018).

70
FASE IV: ESQUEMA GENERAL DEL HARDWARE
Con la siguiente fase se termina de desarrollar el objetivo especifico de
“Diseñar las prácticas para el controlador lógico programable y las distintas
conexiones del módulo para las prácticas del controlador lógico programable
(PLC) en la universidad Rafael Belloso Chacín”.
A continuación se presenta el esquema general del módulo, realizado
mediante el software de Microsoft, Paint, tomando como referencia el circuito
interno del PLC SLC-500 Fixed. Donde se observa claramente las distintas
conexiones existentes de este.
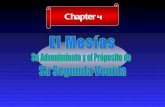
Figura 19: Diagrama eléctrico del circuito
Fuente: Isambertt, Mejía y veliz. (2018).

71
En la figura X, se encuentra el diagrama eléctrico del circuito, se observa
que el PLC a utilizar tiene 12 entradas discretas, que están conectados a 12
pulsadores, con una tolerancia de corriente alterna que va desde 85 hasta
132 VAC, cuenta con 8 salidas a Relé, que están conectados a 8 luces
pilotos o lámparas, que se activaran dependiendo del programa que se le
cargue al PLC, con una tolerancia que va en AC desde los 5 hasta 265
voltios, y en DC desde 5 hasta 125 voltios continuos, y su voltaje de
alimentación es de 85-265 voltios AC.
FASE V: ORDINOGRAMA MODULAR Y CODIFICACION DEL PROGRAMA
A continuacion se explica el cuarto objetivo especifico “Elaborar un manual
para las prácticas del controlador lógico programable (PLC) en la universidad
Rafael Belloso Chacín”, la cual se desarrolla en dos fases, la quinta de ellas
se basa en Ordinogramas modulares y codificación del programa.
Se utilizó el software designado Rslogix500 para la programación del
controlador lógico programable (PLC), en el lenguaje Ladder uno de los más
utilizados a nivel mundial debido a su simplicidad, y es el lenguaje que se
aplica en la catedra de introducción a los procesos industriales dictado en la
Universidad Dr. Rafael Belloso Chacín, en la siguiente figura se muestra
una fracción de un test para el modulo para las practicas del controlador
lógico programable (PLC).

72
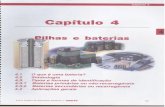
Figura 20. Parte de la rutina de programación
Fuente: Isambertt, Mejía y Veliz. (2018)
En la figura x, se encuentra una rutina de programación utilizando las
distintas herramientas que nos ofrece el software Rslogix500, esta rutina
tiene como fin la prueba del módulo, la codificación es la siguiente, el botón
Start-1 al ser presionado ocasionara la activación de un temporizador
ascendente, con un tiempo base de 0.01 segundos, el preset seleccionado
es de 10 segundos, en el transcurso de ese tiempo se iluminaran
simultáneamente dos luces pilotos que son Salida1 y salida2, esta práctica
será la compilada y cargada al PLC para la futura verificación de
funcionamiento del módulo.

73
Figura 21. Parte de la interfaz grafica practica de PLC
Fuente: Isambertt, Mejia y Veliz. (2018)
En la figura x se encuentra otra parte fundamental de las prácticas, como
lo es la interfaz gráfica, fundamental para el control de distintos procesos,
esta parte va enlazada en conjunto con lo mostrado en la rutina de
programación, aquí se mostrara el tiempo, el estado de las salidas y las
entradas, y las alarmas, de la práctica de prueba para el módulo de PLC.
FASE VI: DEPURACIÓN DEL SOFTWARE
En esta fase se procede a la prueba final del programa codificado en el
software “RsLogix500” y a su vez las pruebas finales de la parte grafica
realizada con el software “Rsview32” donde se observa el funcionamiento
integrado del proyecto.

74
El software antes mencionado posee una herramienta llamada tabla de
entradas y salidas. Esta herramienta nos permite forzar las entradas para la
verificación del estado de las salidas y de cualquier tipo de datos dentro del
programa que se haya realizado.
De esta manera se pudo corroborar el buen funcionamiento sin
necesidad de tener los elementos conectados al PLC. El proceso se realizó
forzando las entradas para verificar que siguieran la lógica de control
previamente establecido y así visualizar el estado de cada salida.
De igual manera se verifico que la parte grafica funcionara
perfectamente. Enlazando toda la prueba y así evitar errores cuando se
tenga conexión real con los dispositivos. Al finalizar esta etapa los resultados
ayudaron a asegurar el total funcionamiento del código realizado.
FASE VII. INTEGRACIÓN DEL HARDWARE CON EL SOFTWARE
A continuación se desarrolla el quinto y último objetivo específico
“Realizar las pruebas pertinentes de funcionabilidad y adaptabilidad del
Módulo para las prácticas de controlador lógico programable (PLC) en la
universidad Rafael Belloso Chacín” que se el cual se desarrolla en dos fases,
que son la séptima y octava fase. La séptima de ellas se basa en la
integración del hardware con el software.
Para la primera actividad se integró al software y al hardware el
adaptador 1747-PIC, el cual es un convertidor de protocolos de
comunicación que enlazan el PLC que tiene un puerto de comunicación DH-

75
485, con una PC que tiene el puerto serial RS-232. Esto permite el envío y
recepción de datos para así poder monitorear, programar el PLC.
El convertidor se le hizo la adaptación de los extremos del cable debido a
la complejidad de conseguir este convertidor, en un extremo que es el que
entra en el puerto de comunicación del PLC se le instalo un RJ-45, en el otro
extremo se realizó la conexión entre un cable serial Db25 a Db9, que es la
conexión hacia el puerto RS-232 de la computadoras de escritorio. Asimismo
se instaló el software correspondiente para el correcto funcionamiento del
PLC y lograr la interfaz, el cual es Windows XP con service pack 2, este es
más adecuado según las características del PLC Allen Bradley tipo SLC-
500. Este sistema operativo es ampliamente utilizado aun, en el manejo de
procesos industriales.
FASE VIII. FINALIZACIÓN DEL DISEÑO.
En esta fase se realiza las pruebas finales con las prácticas realizadas
para poner en funcionamiento del equipo bajo condiciones reales, para
poner a prueba, verificar posibles errores y solucionar fallas y demostrar el
total funcionamiento de los módulos
En la conexión de la comunicación del PLC SLC-500 con la
computadora, se utilizó un convertidor de interfaz 1747-PIC, en cual se le
realizó una adaptación de cable de comunicación a través de soldadura en

76
la placa. (Ver fotografía 1), asimismo en el otro extremo se realizó la
conexión de un RJ45, el cuál es el puerto de salida del PLC SLC-500. (Ver
fotografía 2).
Fotografía 1. Soldadura de convertidor 1747-PIC Fuente: Isambertt, Mejia y Veliz. (2018)
Fotografía 2.Conexion al RJ45
Fuente: Isambertt, Mejia y Veliz. (2018)

77
De igual forma en el extremo que va hacia la computadora de escritorio
se realizó una conexión entre un cable serial Db25 a Db9 en cuales el
puerto compatible con la computadora de escritorio. (Ver fotografía 3).
Fotografía 3. Cable de conexión de db25 a db9 Fuente: Isambertt, Mejia y Veliz. (2018)
Con respecto a la comunicación del PLC a la computadora se instaló en
programa Windows XP con service pack 2, el cual es el adecuado para el
correcto funcionamiento de los módulos, debido a que las computadoras de
escritorio de la universidad cuentan con Windows XP con service pack 3, y
no se efectuaba la comunicación y arrojaba errores. Luego de la instalación
del sistema operativo antes mencionado en una de nuestras computadoras,
efectivamente se corroboro el correcto funcionamiento del sistema y
compatibilidad con el PLC SLC-500, así como la funcionalidad e las entradas
y salidas discretas.

78
De esta manera se realizó la prueba del prototipo de manera exitosa, una
vez que se integró el hardware y software, se probó todo el sistema para
encontrar fallas, corregir los errores y lograr el correcto funcionamiento del
módulo de PLC. Con esto se cumplió el objetivo planteado para el alcance
del objetivo el cual es dejar en total funcionamiento el Modulo para prácticas
de PLC en la universidad Rafael Belloso Chacín.