CAPÍTULO IX TECNOLOGÍAS LIMPIAS Erenio González Suárez
44
I. Introducción La situación por la que actualmente atraviesa la industria de pulpa y papel a nivel mundial es difícil. Las legislaciones en materia ambiental son cada vez más se- veras, y la industria está obligada a hacer eficientes sus procesos, utilizando materias primas alternativas con las que cuenta el país, para optimizar el aprovechamiento y la protección de los recursos naturales, y ser más competitiva en el mercado in- ternacional. Encontrar una solución que minimice la agresividad de los residuales que se generan en el proceso de producción de papel, ha sido siempre una prioridad de los ingenieros de estas fábricas. En el marco de la gestión ambiental se han desarrollado diferentes conceptos dentro los cuales se destacan cinco: Ciclo de vida: tiene como objetivo relacionar los efectos ambientales generados a lo largo del ciclo de vida de un producto desde la obtención y el tratamiento de la materia prima hasta la obtención del producto final. Ecodiseño: tiene como objetivo diseñar productos amigables para el medio am- biente. Sus puntos fuertes son que facilita la consideración de factores ambientales en la fase de diseño y como puntos débiles que el foco en el diseño puede limitar la aplicación general. Ecología industrial: su objetivo está relacionado con la comprensión de las si- nergías entre actividades industriales, es decir, el metabolismo industrial. Su objeto se centra en los procesos y actividades industriales. Presenta como puntos fuertes el favorecimiento al establecimiento de los enlaces simbióticos entre los procesos industriales y como punto débil la difícil aplicación, ya que depende de muchos y diferentes factores. Gestión ambiental total: se centra en replicar los principios de la gestión de la calidad total a la gestión ambiental, optimizando el uso de recursos técnicos y hu- manos en la actuación ambiental. Su punto fuerte es que moviliza los recursos hu- manos y financieros disponibles hacia la mejora continua, mientras que su punto débil es que requiere un cambio de actitud de diversas personas y el mantenimiento del ímpetu inicial. CAPÍTULO IX TECNOLOGÍAS LIMPIAS Erenio González Suárez
Transcript of CAPÍTULO IX TECNOLOGÍAS LIMPIAS Erenio González Suárez

I. IntroducciónLa situación por la que actualmente atraviesa la industria de pulpa y papel a
nivel mundial es difícil. Las legislaciones en materia ambiental son cada vez más se-veras, y la industria está obligada a hacer eficientes sus procesos, utilizando materias primas alternativas con las que cuenta el país, para optimizar el aprovechamiento y la protección de los recursos naturales, y ser más competitiva en el mercado in-ternacional.
Encontrar una solución que minimice la agresividad de los residuales que se generan en el proceso de producción de papel, ha sido siempre una prioridad de los ingenieros de estas fábricas. En el marco de la gestión ambiental se han desarrollado diferentes conceptos dentro los cuales se destacan cinco:
Ciclo de vida: tiene como objetivo relacionar los efectos ambientales generados a lo largo del ciclo de vida de un producto desde la obtención y el tratamiento de la materia prima hasta la obtención del producto final.
Ecodiseño: tiene como objetivo diseñar productos amigables para el medio am-biente. Sus puntos fuertes son que facilita la consideración de factores ambientales en la fase de diseño y como puntos débiles que el foco en el diseño puede limitar la aplicación general.
Ecología industrial: su objetivo está relacionado con la comprensión de las si-nergías entre actividades industriales, es decir, el metabolismo industrial. Su objeto se centra en los procesos y actividades industriales. Presenta como puntos fuertes el favorecimiento al establecimiento de los enlaces simbióticos entre los procesos industriales y como punto débil la difícil aplicación, ya que depende de muchos y diferentes factores.
Gestión ambiental total: se centra en replicar los principios de la gestión de la calidad total a la gestión ambiental, optimizando el uso de recursos técnicos y hu-manos en la actuación ambiental. Su punto fuerte es que moviliza los recursos hu-manos y financieros disponibles hacia la mejora continua, mientras que su punto débil es que requiere un cambio de actitud de diversas personas y el mantenimiento del ímpetu inicial.
CAPÍTULO IXTECNOLOGÍAS LIMPIAS
Erenio González Suárez

350 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
Tecnología limpia: presenta como objetivo la tecnología de proceso más efi-ciente y más limpia, su objeto está fijado en procesos industriales. Tiene como puntos fuertes que anima a la focalización sobre la eficiencia de los procesos y la minimización de residuos en origen y como punto débil que el foco sobre la tecnología podría detener la búsqueda de soluciones. Numerosos investigadores han demostrado que, para prevenir la generación de residuales en los procesos químicos, es necesario el desarrollo de una estrategia que involucre la utilización de herramientas de integración de masa y energía que se han desarrollado con este fin. Sin embargo, una visión más abarcadora son sin dudas las posibilidades de los mé-todos de Análisis de Procesos, que incluyen los de integración material y energética en la industria del papel (González, E. et al, 2004).
II. Tecnologías más limpias a través del Análisis de procesos considerando la Integración de masa y energía en la Industria de Procesos Químicos y de pulpa y papel. 2.1. ANÁLISIS DE PROCESOS
Como Análisis de Procesos conocemos la aplicación de métodos científicos de reconocimiento y definición de problemas y el desarrollo de procedimientos para su solución. Lo que puede puntualizarse como: 1. Especificación matemática de un problema para una situación real dada. 2. Análisis pormenorizado para obtener modelos matemáticos. 3. Síntesis y presentación de resultados, para asegurar una total comprensión.
Un amplio campo de estos trabajos lo ocupan los análisis de las condiciones tecnológicas en los procesos de la industria química, concentrándose fundamen-talmente en la influencia de la conducción y la selección de los parámetros del proceso sobre el incremento de las capacidades de producción, sobre la fiabilidad de los procesos, sobre los consumos específicos de la producción y los balances de materiales y energía.
El Análisis de Procesos sirve para descubrir las partes débiles en el proceso de producción correspondiente y para la creación de medidas para su eliminación parcial o completa, lo que conduce a un aumento de su efectividad permitiendo, de esta forma, un mejor aprovechamiento de las materias primas, la energía y los medios de trabajo así como un aumento de los grados de eficiencia de la fuerza de trabajo y el mejoramiento de las condiciones materiales bajo las cuales ellos labo-ran. La intensificación de la producción mediante el Análisis de Procesos requiere la elaboración de objetivos en cada industria de forma concreta, entre los que se encuentran de acuerdo con la experiencia acumulada: aumento de la calidad y la cantidad de los productos elaborados, disminución de los consumos específicos y absolutos de materiales y energía, mejoramiento de las condiciones de trabajo, aho-rro de fuerza de trabajo y disminución de la contaminación ambiental.

Tecnologías limpias | 351
2.2. TECNOLOGÍAS MÁS LIMPIAS.El concepto de Producción más Limpia se difundió a nivel mundial debido
a los esfuerzos del Programa de Producción más Limpia del PNUMA, el cual fue establecido en 1989. La producción más limpia parte del supuesto que no existe producción limpia como tal; ya que siempre existirá algún tipo de contaminación generado por los procesos productivos (UNEP, 1998). El PNUMA define la pro-ducción más limpia de la siguiente manera: “Producción más limpia” es la apli-cación de una estrategia ambiental preventiva e integrada aplicada a los procesos productivos, productos y servicios. Incluye un uso más eficiente de los recursos naturales y por ende minimiza los desechos y la contaminación así como el riesgo a la salud humana y a la seguridad. Ataca los problemas en la fuente en lugar de hacerlo al final del proceso productivo; en otras palabras evita la aproximación al ‘final del tubo’. (UNEP, 1998).
Para los procesos productivos, Producción más limpia incluye la conservación de materias primas y energía, la eliminación de materias primas tóxicas y la reduc-ción en la cantidad y toxicidad de todas las emisiones y desechos. Es una estrategia de mejoramiento continuo, no implica sustituir los sistemas actuales de produc-ción, los productos o los servicios, sino implica mejorar los sistemas existentes.
La idea fundamental detrás del concepto de producción más limpia es prevenir la contaminación, como una manera de mitigar los impactos ambientales de los procesos productivos, productos y servicios, mejorando no solo los aspectos am-bientales de las compañías sino también su competitividad. Esto se logra porque la producción más limpia trae implícita el desarrollo de procesos más eficientes que optimicen la operación de las empresas. En este sentido la producción más limpia se deriva de una actitud proactiva de las empresas, organizaciones y entidades que la están implementando.
Por otro lado, el término integración de procesos se refiere a una estrategia que proporciona una visión general de todos los flujos de residuales en las plantas, en lugar de analizar el flujo residual generado en cada equipo o etapa indepen-dientemente, estudia las tecnologías que pueden ser utilizadas en la recuperación de residuales e identifica los objetivos de eficiencia, tales como costo mínimo, extensión máxima de la integración del proceso, entre otros. La integración de procesos se caracteriza por dos elementos: la energía y la masa (Cripps, 2000); (Dunn, 2000).
2.3. BENEFICIOS DE PRODUCCIÓN MÁS LIMPIA Y EL ANÁLISIS E INTEGRACIÓN DE PROCESOS
La Producción más Limpia trae consigo beneficios derivados de su implemen-tación en los procesos productivos. Con la aplicación de estos conceptos, además de lograrse niveles más bajos de contaminación y riesgos ambientales, se logran con frecuencia ventajas en la competitividad empresarial. Esto se da porque el uso más eficiente de los materiales y la optimización de los procesos pueden reducirse de manera significativa los costos de operación. En este sentido, la producción más

352 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
limpia y la integración de procesos tienen ventajas económicas inmensas compara-do con los métodos tradicionales de control de la contaminación (UNEP, 1998).
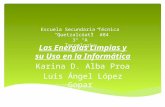
En la Figura 1, se puede observar como en la primera etapa de los proyectos de producción más limpia los costos de producción se incrementan en relación con los costos existentes en la planta, debido a que ha sido necesario hacer inversiones económicas para implementar producción más limpia, punto B.
Una vez que se implementan estrategias de producción más limpia, los ahorros en insumos y energía, al igual que la reducción en costos de tratamiento a final del tubo empiezan a reflejarse en los costos de producción, hasta llegar al punto en que los nuevos costos productivos son inferiores a los existentes antes de implementar producción más limpia, punto C. En ese momento la empresa se encuentra en una ventaja competitiva frente a los competidores que siguen utilizando sistemas tra-dicionales de producción. Desde el punto de vista ambiental, la producción más limpia soluciona el problema de desechos y emisiones en la fuente. Los sistemas convencionales de tratamiento al “final del tubo” terminan en muchos casos trasla-dando los contaminantes de un medio ambiental a otro. Debido a que producción más limpia es una estrategia “preventiva” e “integral”, este traslado de contamina-ción de un medio a otro se minimiza
Cuando se implementa la producción más limpia también se reduce el riesgo implícito que existe en los procesos productivos de afectar las actividades o perso-nas que se encuentran en su entorno. Esta disminución en el riesgo beneficia a los trabajadores, a la comunidad, a los consumidores de productos y a las futuras gene-raciones. La producción más limpia disminuye los costos de producción, que es tal vez uno de los mayores incentivos desde el punto de vista empresarial para adoptar este tipo de procesos. También se disminuyen los costos de tratamiento al final del tubo, debido a que con producción más limpia se está previniendo la contamina-ción y por ende se reduce el volumen de contaminantes a tratar.
Cos
tos
InversiónInversión
B CTiempo
Sin producción Sin producción más limpiamás limpia
AhorroAhorro Con producciónCon producciónmás limpiamás limpia
FIGURA 1Costos y Beneficios
de la Producción más Limpia.

Tecnologías limpias | 353
2.4. BARRERAS DE PRODUCCIÓN MÁS LIMPIA
La experiencia adquirida en la implementación de políticas y proyectos de producción más limpia ha logrado identificar también las principales barreras y obstáculos que se pueden encontrar. La lenta aceptación de la producción más lim-pia tiene sus orígenes en factores humanos más que técnicos. Entre los factores que impiden la implementación y aceptación de la producción más limpia se destacan: 1. El enfoque al “final del tubo” ha sido utilizado por muchos años, y por lo tanto
es muy conocido y aceptado por la industria y los ingenieros. 2. Las normas y políticas ambientales existentes por lo general están diseñadas y
orientadas a soluciones al “final del tubo”, favoreciéndolas.
Retomando el concepto de integración de procesos se hace notar que a través de este se pueden identificar las debilidades en el proceso, donde ocurren las pérdi-das fundamentales y las oportunidades para resolverlas utilizando los recursos del propio proceso.
La aplicación de las herramientas de integración de procesos incluyen segrega-ción, mezcla y reciclo de flujos, intersección con equipos de separación, cambios en las condiciones de diseño y operación de los equipos, sustitución de materiales, así como cambios en la tecnología. De acuerdo a los cambios que comprendan las mis-mas se han clasificado y se ha establecido una jerarquía de cuatro categorías para la aplicación de las mismas. (El–Halwagi, 1989): 1. Cambios de bajo/ningún costo. 2. Cambios con nuevos equipos. 3. Cambios con nuevos productos químicos. 4. Cambios de tecnología.
Los factores económicos, impacto y aceptabilidad se han tenido en cuenta en el establecimiento de esta jerarquía. El aspecto económico puede ser valorado por una variedad de criterios económicos tales como costo capital, retorno de la inversión, valor neto presente y periodo de pago. Por lo general todas estas herramientas para la prevención de la contaminación incluyen segregación, mezcla y reciclo de flujos, intersección con equipos de separación, cambios en las condiciones de diseño y operación de los equipos, sustitución de materiales, así como cambios en la tec-nología. (Noureldin, M., 1999). En la Figura 2, (Dunn, R., 2000), se muestran las herramientas que se incluyen en cada uno de los puntos anteriores.
De acuerdo a lo que se ha explicado, y lo que se muestra en la Figura 2, se con-cluye que las estrategias y los cambios que estas provocan en el proceso aparecen en orden ascendente en relación al costo y al impacto y en orden descendente de acuerdo a la aceptabilidad (Garrison, G., 2000); (Bébard, S., 2000). Lo que signi-fica que las herramientas que implican cambios con nuevos productos químicos y cambios de tecnología, puntos 3 y 4, son más costosas y por ende menos aceptadas para su implementación, pero a la vez de un mayor impacto en el logro del objetivo

354 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
principal de su aplicación, que las que implican cambios de bajo/ningún costo y cambios con nuevos equipos, puntos 1 y 2. (El–Halwagi, 1994).
2.5. CUESTIONES AMBIENTALES Y OPCIONES TECNOLÓGICAS DE P+L EN LA INDUSTRIA DE PULPA Y PAPEL
No obstante que la industria de la celulosa provoca impactos muy serios para el ambiente y la salud humana y que la Agencia de Protección Ambiental (EPA) en su Toxic Release Inventory (TRI) de 1994, (TRI., 2002) señala que tales instalaciones generan las mayores cantidades de sustancias contaminantes en un nivel mayor al de cualquier otro sector industrial, las mismas tienen un gran potencial para me-jorar la eficiencia de este sector industrial y encaminarlo hacia la sustentabilidad a través de la minimización de la cantidad de descargas tóxicas que se vierten en los cursos de agua, de los contaminantes liberados al aire y de la generación de dese-chos sólidos.
La producción forestal sustentable, el control de la demanda de los consumi-dores y la maximización del uso de fibras recicladas y alternativas son componentes críticos para encaminar al sector de la pulpa y el papel hacia la “producción limpia”.
El concepto de “ciclo cerrado” en las fábricas de pulpa procura eliminar las descargas al medio acuático, reciclar y reutilizar todo lo posible los residuos sólidos
Herramientas de
diseño y análisisTarea Datos
Diagrama de ruta
Diagrama fuente/
sumidero
Cambios de
bajo/ningún
costo
¿Es necesario
mejorarlo?Solución
MEN, REAMEN,
HISEN, etc.
Nuevos
equipos
¿Es necesario
mejorarlo?Solución
EARS,
Ruta de reacción
Síntesis de
producto/solvente
Nuevos
productos
químicos
¿Es necesario
mejorarlo?Solución
Nueva
tecnología
Sí
Sí
Sí
No
No
No
FIGURA 2.Herramientas de
diseño y análisis para la Integración de
Procesos.

Tecnologías limpias | 355
y líquidos de los procesos y reducir las emisiones gaseosas al nivel más bajo posible. Actualmente, la mayoría de los residuos sólidos en las plantas que intentan cerrar el circuito son quemados como fuente de energía para la propia planta. Si bien esto podría calificarse como una “reutilización”, está lejos del ideal de una completa reutilización de sus residuos.
Desde el descubrimiento de los compuestos altamente tóxicos, como las dioxi-nas, en las descargas de las plantas de pulpa de papel ha habido enormes esfuerzos para reducir la toxicidad de las descargas líquidas de las plantas. Los esfuerzos se han concentrado tanto en los denominados “tratamientos al final de tubería” como también en la eliminación de precursores de algunos compuestos tóxicos.
Por otro lado, el consumo total de energía es un elemento crítico para una evaluación ecológica de una planta de celulosa. Un factor esencial en este cálculo es el balance energético inherente en el sistema de blanqueo.
La eliminación del cloro elemental se llevó a cabo sustituyéndolo por otros reactivos, tales como el dióxido de cloro, el peróxido de hidrógeno y el ozono, generando nuevas secuencias de blanqueo. Estas secuencias se denominan ECF (blanqueo libre de cloro elemental), que emplea dióxido de cloro en lugar de cloro elemental, y TCF (blanqueo totalmente libre de cloro), que incluye el uso de reac-tivos químicos no clorados, basados en oxígeno (ozono y peróxido de hidrógeno), obteniendo un producto más amigable con el ambiente.
En las pulpas tratadas con cloro elemental como agente de blanqueo, se forman grandes cantidades de compuestos organoclorados mediante una reacción electro-fílica de substitución aromática, tales como dioxinas, furanos y otros.
En contraste, cuando se utiliza el dióxido de cloro en la primera etapa de blan-queo de la pulpa se produce una reacción de oxidación, rompiendo la estructura anillada de la lignina, y produciendo compuestos orgánicos solubles en agua (hi-drofílicos), no bioacumulativos ni persistentes. Las investigaciones realizadas du-rante la última década han demostrado que no existen diferencias en efluentes bien tratados de fábricas ECF y TCF. En ambos casos, los compuestos organoclorados presentes muestran una composición similar a los que se encuentran en la natu-raleza y se degradan naturalmente, no persistiendo en el ambiente. Asimismo, no presentan riesgo para los ecosistemas acuáticos. Las investigaciones más recientes han llegado a la misma conclusión (Bright, D. et al, 2003; Hamm, U. et al, 2002).
Circuito cerrado del Proceso de BlanqueoEl continuo desarrollo de procesos de blanqueo con un impacto positivo para
el medio ambiente está principalmente concentrado en disminuir las descargas de sustancias orgánicas que demandan oxígeno, medidas como DBO y DQO, las cuales representan los últimos residuos de las sustancias liberadas por la madera. Cuanto uno más extrae la lignina en las etapas de cocinado y de blanqueo con oxígeno, más disminuyen las descargas. Entonces, queda solo una alternativa: recuperar la mayor cantidad posible de descargas del blanqueo e incorporarlas al proceso de la planta.

356 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
La alternativa es invertir en sistemas de tratamiento externo. Esta es, a menudo, una solución “de final de tubería” y no permite disminuir el consumo de productos químicos. Además es, en general, muy costosa. El reciclado y la recuperación de aguas de desecho del proceso de blanqueo y fabricación de pulpa se denominan “ciclo cerrado o circuito cerrado”.
Los sistemas cerrados siempre implican un riesgo. Las sustancias orgánicas que entran en la planta deben salir de allí, más tarde o más temprano. Si este proceso no se realiza de manera equilibrada, se acumularán grandes cantidades de sustancias dentro del sistema.
Una de las posibilidades para solucionar este problema es instalar sistemas de tratamiento internos entre los procesos. Estos sistemas se denominan “riñones” ya que se supone que funcionan como estos, eliminando de los procesos las sustancias dañinas.
El efluente del proceso de blanqueo tradicional puede ser de 100 m3/tonelada de pulpa. Mediante procesos internos de cierre del circuito el flujo puede descender a 20–30 m3/tonelada de pulpa. Usando un lavado a presión en lugar de filtros, el efluente del proceso de blanqueo puede descender a menos de 10 m3/tonelada de pulpa. El cierre total del circuito de blanqueo implicaría lavar durante la última etapa con agua limpia.
Sin embargo, la experiencia operativa posterior ha demostrado que el cierre total del circuito de blanqueo de las plantas TCF es complejo, aunque varias plan-tas están cerca de lograrlo. En caso de ser necesario, las secuencias TCF son las candidatas más seguras para cumplir con la exigencia del TEF (totalmente libre de efluentes). En las secuencias TCF es posible enviar los efluentes de blanqueo a recu-peración, porque no tienen cloruros (Ritchlin, J. et al, 1998). Las tecnologías para trabajar con efluente cero en fábricas con secuencias ECF también existen, pero son más complejas y costosas.
La empresa finlandesa Conox Ltd. (parcialmente propiedad de EKA Chemi-cals, productora de dióxido de cloro) ha desarrollado una técnica para reducir el uso de agua y su purificación interna para poder cerrar el circuito. Los residuos del filtrado son tratados en un aparato llamado “oxidador”. Acorde a la información de Conox “no se re–incorporan al sistema de recuperación de productos químicos de la planta elementos que contengan cloro o elementos dañinos ajenos al proceso”, (Conox, 2002).
Plantas de circuito cerrado: Casos SCA Pulp AB–Östrand, Suecia. (Greenpeace, 2003)La empresa forestal sueca SCA ha conseguido cerrar el circuito del blanqueo
en un 95% en su planta de pulpa Kraft TCF de Östrand. La planta de blanqueo fue inaugurada en 1995 y fue desarrollada por Sunds y por la empresa norteamericana Union Camp. El proceso utiliza peróxido, oxígeno y ozono. Los productos fabri-cados usualmente tienen las siguientes propiedades: brillo 80 al 90% ISO y una resistencia y limpieza similar a las pulpas ECF.

Tecnologías limpias | 357
El proceso ha disminuido el flujo de efluentes de 45 a 5 m3/t pulpa. El proceso de blanqueo actualmente está cerrado en un 95%. Los AOX han bajado a cero y la DQO ha descendido de 65 kg/t pulpa a 40 kg/t pulpa. Si se compara la nueva línea TCF con la vieja línea ECF, se ha producido un ahorro en el consumo de agua del 75%, la carga de AOX fue eliminada, las sustancias bioacumulativas fueron redu-cidas en un 99,2%, los productos de la madera en las descargas disminuyeron en un 72% y la DQO en un 49%. Los equipos para tratamiento de efluentes han sido instalados recientemente y la planta está trabajando para mejorar el rendimiento del tratamiento con la expectativa de que la descarga de DQO llegue a ser inferior a 10 kg/ADt. Esto representaría una reducción de alrededor del 80% en comparación a la vieja planta ECF. La capacidad de producción de la planta TCF es de 370.000 toneladas de pulpa Kraft de madera.
Samoa Pacific Cellulose – Samoa. California, Estados Unidos, (Greenpeace, 2003)Samoa Pacific Cellulose es la propietaria de una planta de blanqueo de pulpa
Kraft en Samoa, California. La planta de Samoa produce pulpa TCF, blanqueada con peróxido de hidrógeno y oxígeno. Extraer la lignina con oxígeno, recuperar los productos químicos agregados de las aguas de desecho y reciclar las aguas de dese-cho ha generado muchos beneficios que se sintetizan a continuación: • Reducción de los efluentes de la planta de blanqueo en un 71%, de 45 a 13
m3/ADt. • Reducción del uso de agua en el blanqueo en un 50% de 44 a 22 m3/t. • Reducir el uso de agua en el proceso de la planta en un 31%, de 75 a 52 m3/t. • Reducción del uso de vapor de la planta de blanqueo en un 17%, a 2,47 GJ/t. • Eliminación de la descarga de organoclorados al océano, reduciendo el riesgo
para la vida marina y bañistas.
Metsä–Botnia – Rauma, Finlandia, (Greenpeace, 2003)La planta Metsä–Botnia de Rauma, Finlandia (antes conocida como Metsä–
Rauma) es una planta que produce 500.000 t/año de pulpa de coníferas. Está ubicada en el sur de Finlandia y empezó sus operaciones en 1996. La inversión informada fue de U$ 700 millones. La planta fue construida específicamente para fabricar pulpa Kraft con el método TCF para ser usada con producción de papel integrada y para vender como pulpa de mercado. Se esperaba que la secuencia TCF ofreciera ventajas tanto al mercado como que en la reducción del flujo de efluentes en la planta de blanqueo. Los efluentes de la planta son tratados con las aguas de desecho de la planta de papel adyacente UPM–Kymmene en una planta de trata-miento biológico de lodo activado.
Esta planta, que el próximo año cambiará su proceso a ECF debido a cuestiones de mercado, intentó el cierre total de circuitos de agua, y debió retroceder debido al incremento de substancias ajenas al proceso (NPE: non process elements).

358 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
Otro ejemplo de estudios que se han realizado en el sentido de lograr prácticas más limpias en la industria de pulpa y papel es el caso de la refinación de pulpa or-ganosolv de bagazo para su empleo en la producción de papel corrugado con vistas a la reducción de la contaminación ambiental del proceso (García, A, 2003). En el estudio se realiza un análisis de las posibilidades de modificar la actual tecnología de pulpeo semiquímico a la soda que se lleva a cabo en el Combinado de Pulpa y Papel de Damují en CUBA. En este caso el estudio se trata de la refinación de pulpa orga-nosolv de bagazo (POB). El mismo se realizó a una pulpa POB obtenida a escala de laboratorio a partir de los materiales fibrosos que utiliza esta industria. Se simuló un pulpeo semiquímico organosolv empleando 50% peso (base fibra seca)de etanol 95?G.L. y 1.5% peso (base fibra seca) de NaOH con hidromódulo de cocción de 1:5. (relación kg de fibra seca: kg de licor de cocción). Con este estudio se demuestra que potencialmente la pulpa semiquímica Organosolv de bagazo posee adecuadas condiciones para su empleo en la producción de Cartoncillo para la elaboración de cajas de cartón u otros fines similares, así como en la formulación de pastas para la producción de otros papeles industriales; siempre que sea sometida a un tratamiento mecánico poco drástico que se puede lograr con un nivel de potencia específica de molida inferior a los 100 kWh/t y con el empleo de discos con elevado ángulo de corte y bajos niveles de carga específica de borde. Lo anterior muestra las posibilidades técnicas de efectuar un cambio en la tecnología de pulpeo del Combi-nado de Pulpa y Papel de Damují que contribuya favorablemente a la solución de la contaminación ambiental que actualmente provoca en el entorno la producción de pulpa semiquímica de bagazo a la soda vigente.
2.6. INTEGRACIÓN DE MASA EN FÁBRICAS DE PAPEL
En las fábricas de papel la integración de masa se refiere principalmente al análisis de las potencialidades del reciclado de agua en el proceso, con ello se logran dos elementos en la integración material del proceso, el primero se recicla agua al proceso cerrando los circuitos de este material, y el segundo se logra recuperar una parte considerable de la fibra que contienen los flujos que se reciclan. (González, C.; González, C., (a), 2004), (González, C., (b), 2002).
El reciclado de agua, ha incrementado su importancia desde la publicación del tema por Histed, (Histed, J., 1990), incluyendo los aspectos de agua, lavado y reciclo. En la misma se planteó que la reducción del consumo de agua incrementa el rendimiento de la pulpa a más de 0,5% debido a la recuperación de fibra. El uso de menos agua, reduce los costos de tratamientos totales, las pérdidas de fibra, la demanda química y biológica de oxígeno, color al residual en una unidad por tonelada, y concentra al contaminante en el agua residual, haciendo más fácil su tratamiento, debido a esto los costos para el tratamiento de los residuales también son reducidos. (González, C., (b), 2002).
Otro trabajo (Isbiter, A., 1989), describe en detalle la utilización de flujos re-ciclados del proceso en la sección de lavado de la pulpa para eliminar la necesidad

Tecnologías limpias | 359
de tratamiento externo del residual. La entrada de agua a las diferentes partes del proceso son llevadas al mínimo para permitir el completo reciclo de las aguas re-siduales.
En un trabajo presentado en la XIV Jornada Técnica Papelera, (Fernández, J., 1982), se planteó que entre los problemas potenciales que se presentan en un sistema de circuito de agua cerrado están los provocados por la energía térmica los cuales ocasionan dificultades debido a la alta humedad en la sala de máquina, problemas de encolado, baja capacidad de las bombas de vacío. Estos problemas no se han podido clasificar según la frecuencia y el grado de dificultad, sin embargo al parecer la obstrucción, los lodos, la corrosión y los problemas de encolado son los más frecuentes. La obstrucción de tuberías y duchas, puede evitarse separando las cargas de fibras, del agua reciclada. El uso de telas y fieltros sintéticos ha permitido una mayor limpieza en los circuitos de agua de la parte húmeda de la sección de prensas con lo cual se ha disminuido la obstrucción de dichos sectores. La idea básica para dar solución a estos problemas está en concentrar la contaminación orgánica presente en los circuitos y adaptar el tratamiento externo usado, por el tratamiento ordinario de los residuales de fábricas de papel. La principal ventaja de esto es eliminar solamente una parte de la carga orgánica de las aguas blancas a un dado nivel de contaminación en los circuitos.
El proceso de disminución de la concentración al nivel deseado de carga orgáni-ca puede lograrse, una opción de descarga cero no necesariamente significa una alta eficiencia de reducción dentro de las regulaciones, logrando niveles de concentración aceptables en los circuitos para dar buenas características a los productos de papel, constituye un gran paso de avance. (Parthasarathy, G., 2000). (Histed, 1990).
En el orden de maximizar el reciclo es necesario conocer la mayor concentra-ción permisible que puede soportar la fábrica bajo condiciones de cierre de cir-cuitos. Para ello se trabajó en una planta bajo condiciones de cierre de circuito de agua por cuatro días. De veinte y seis problemas potenciales que podían presentarse sólo siete fueron citados como preocupantes por el personal de inspección. Estos se enmarcaban fundamentalmente en problemas de tupición y de depósitos producto de la acumulación de sólidos suspendidos en varias partes de la máquina de papel, así como corrosión, espumas y coloración en el producto final debido a los sólidos disueltos.
2.7. INTEGRACIÓN DE ENERGÍA EN FÁBRICAS DE PAPEL
1. En general, la reducción del consumo de agua a través de su reciclo también ahorra energía en la industria de la pulpa y el papel, por lo cual es imprescindible comprender bien la interacción entre estos elementos. Sin embargo, la acción para resolver estos problemas requiere un análisis global y sistemático del consumo de agua y energía. (Rodera, H., 1999); (González, C., (b), 2002); (González, E., 2003). El procedimiento debe consistir en un análisis sistemático y global de los sistemas de energía para identificar las oportunidades de recuperación del calor. Para me-

360 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
jorar la integración del calor se puede emplear el análisis Pliegue (Pinch), lo que se puede hacer en paralelo con el análisis de las posibilidades de mejor uso de agua fresca y reciclado de aguas blancas dentro de la fábrica, las cuales tienen un impacto en el balance de energía.
En una fábrica de papel, (OIT, 2000), se realizó un estudio integrado de análisis de las posibilidades de reducción del calor y conservación del agua. En este caso se implementaron 4 proyectos y dos modificaciones del proceso fueron ejecutadas para extraer 45.6MMBtu/hr de los efluentes. En los proyectos seleccionados, a través del reciclo de determinados efluentes fue posible retener calor en el proceso, reduciendo las necesidades de vapor y extrayendo el calor de los efluentes. Esto redujo los costos operacionales, (por la reducción del consumo de agua), y ayudó a prevenir el incremento de emisiones al ambiente de compuestos orgánicos voláti-les. El análisis Pinch, combinado con un examen del uso de la energía en la planta de tratamiento de los efluentes, proporcionó una amplia comprensión de los con-sumos de agua y energía en la planta.
En esta planta la temperatura fue considerada como el contaminante y el ob-jetivo de la conservación del agua fue extraer el calor de los flujos de efluentes, con lo cual se logró reducir la producción de vapor en el proceso. Del estudio fueron identificados 17 proyectos, actualmente están implementados 6 con los que se ha logrado un ahorro de U$S 707.000 por año, se estimó una reducción del uso de vapor de 28.100 lb/h y un período de pago de menos de tres años.
El retorno de los condensados es de suma importancia para el ahorro de energía y la disminución de los costos de la fábrica, (Jaber, D., 2001). Cuanto más condensado se retorna, menos agua de alimentación es necesaria, ahorrando com-bustible y agua tratada. Los costos de tratamiento y de consumo de productos quí-micos disminuyen, y al reducir el volumen de condensados, también se disminuyen los costos de disposición.
En otro ejemplo de estudios de este tipo aplicados en fábricas de papel se iden-tificaron 31 proyectos de ahorro energético. La fábrica en la que se aplicó el estudio tiene una producción de 2400 t/d de linner, y consta de dos máquinas de papel. Algunos de los proyectos identificados para el ahorro de energía fueron: modifica-ciones en los sistemas de vapor y condensado en la sección de secado de la máquina de papel, optimización de los efectos térmicos en el agua usada en la máquina de papel, optimización de la operación de la torre de enfriamiento, reducción de la generación de vapor, reducción de los requerimientos de combustible, reducción de las emisiones al aire y reciclado del agua de sello de las bombas de vacío como fuente de agua limpia y tibia para la alimentación a la máquina de papel a través de las duchas, (Nilsson, L., 2001). El estudio de las consecuencias de las modificaciones recomendadas para el proceso incluyó: efectos en la calidad del producto, efectos operacionales y en la productividad, costos de mantenimiento y fiabilidad en el funcionamiento de los equipos (OIT, 2002), (Linnhoff, B., 1982).

Tecnologías limpias | 361
Los estudios de integración de procesos en fábricas de este tipo han demos-trado oportunidades para reducir la demanda de vapor en un rango de 5–20% en procesos eficientes y reducciones de 10–40% en procesos menos eficientes. En la li-teratura aparecen resultados que lo demuestran, como la reducción de costos ener-géticos de 15–40%, capacidad de solucionar puntos críticos de 5–15%, reducción de costos de capital de 5–10% para nuevos diseños, y mejoras en la operabilidad y flexibilidad del proceso, (Ahmad, S., 1991), (Koufos, D., 2001).
III. Trabajos de Investigación para la obtención de tecnologías limpias en instalaciones y procesos de la industria del papel3.1. ESTRATEGIA INVESTIGATIVA PARA LA MINIMIZACIÓN DEL IMPACTO AMBIENTAL MEDIANTE LA APLICACIÓN DE FOSFONATOS EN EL PULPADO KRAFT Y BLANQUEOS TCF Y ECF3.1.1. Problemática ambiental de la industria de la pulpa y el papel blanco
En una fábrica típica de pulpa kraft blanqueada, el efluente proveniente de la planta de blanqueo constituye un 50–75% del efluente total. Entre las propuestas desa-rrolladas para minimizar los efluentes de las plantas de blanqueo están las siguientes: • Secuencias de blanqueo totalmente libre de cloro (TCF). • Reducción del número de KAPPA entrante a la planta de blanqueo mediante el
uso de aditivos químicos (antraquinona, polisulfuros), o mediante la modifica-ción de la cocción (extendida, isotérmica, impregnación con licor blanco, etc.).
• Mejoras en el lavado de la pulpa cruda. • Optimización del uso de corrientes líquidas con diferentes concentraciones. • Uso de deslignificación con O
2 siguiendo a la cocción.
• Nuevas configuraciones de depuración y lavado, tales como tamizado después de la etapa de oxígeno, reduciendo los rechazos.
En este sentido el principal problema de las pulpas TCF radica en sus menores resistencias producto de la degradación de la celulosa, producida por radicales hi-droxilos, generados en la descomposición del peróxido, por ello, un blanqueo ópti-mo con peróxido requiere de un cuidadoso manejo del perfil de iones metálicos en la pulpa. El control del perfil de metales de transición a través de las distintas etapas de producción de pulpas químicas blanqueadas es parte integral de la secuencia de blanqueo cuando se utilizan químicos basados en oxígeno. Los metales entran al proceso de blanqueo con la pulpa, agua, químicos y el equipamiento de proceso.
En la tecnología del blanqueo convencional o ECF, la etapa acídica de clora-ción remueve los iones metálicos de la pulpa. En el blanqueo TCF se necesitan otros medios para cumplir esta función. La etapa de quelación representa una parte inte-gral del blanqueo TCF. Un blanqueo eficiente con peróxido de hidrógeno requiere un nivel óptimo de metales alcalino–térreos (por ejemplo Mg y Ca) y el menor nivel alcanzable de metales de transición.
Una estrategia para reducir el efecto de los metales de transición sobre la cali-dad de las pulpas es la utilización de agentes quelantes en un pretratamiento para

362 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
removerlos o agregado directamente en la etapa de blanqueo para inactivarlos. La presencia de un agente quelante puede desplazar estos metales, haciéndolos solu-bles y fácilmente extraíbles mediante el lavado de la pulpa. La información acerca de cantidad y manejo de metales en pulpa, problemática del peróxido de hidrógeno, y la selección de agentes quelantes es necesaria para el desarrollo de una tecnología ambientalmente compatible, así como para aumentar la eficiencia de operación de los procesos de blanqueo ECF y TCF.
Los esfuerzos de investigación se orientan a mejorar la selectividad del proceso y reducir la pérdida de resistencia de la pulpa. Esto involucra la deslignificación con O
2 en dos etapas, el mejoramiento por la adición de H
2O
2 y activadores, el uso de
óxido de magnesio, una etapa abierta de O2 para permitir un blanqueo con bajo
AOX, y la aplicación de mezcladores estáticos para la adición de O2.
3.1.2. Estrategia Experimental.Las estrategias experimentales de aplicación de aditivos, en general, se limitan
a estudios de dosificación con diseños empíricos, factoriales y de optimización dentro de la etapa, y a trabajos de comparación de funcionamiento entre dos o más aditivos con la misma función. Una investigación con los objetivos propuestos requiere de un cuidadoso diseño de los experimentos con vistas a minimizar los recursos invertidos y por otro lado maximizar la información que se obtiene y la confiabilidad de los resultados alcanzados. Las etapas de la estrategia experimental son las siguientes: 1. Definición de parámetros críticos (respuestas o variables dependientes) 2. Realización de ensayos preliminares para: • Determinar las condiciones de las etapas de cocción y blanqueo. • Seleccionar las variables independientes y definir sus niveles. • Identificar las variables extrañas no objeto de investigación que pueden in-
fluir sistemáticamente en la variable dependiente estudiada. • Conocer el error experimental de medición de los parámetros críticos identi-
ficados. 3. Planteo de la estrategia experimental de aplicación del quelante mediante la
combinación de diseños experimentales que se consideren adecuados. 4. Análisis estadístico de los resultados de acuerdo con el diseño usado. 5. Definición del criterio de selección de la mejor etapa o secuencia para evaluar
el funcionamiento del quelante y evaluar la calidad de la pulpa.
Esta estrategia experimental (Figura 3), se aplicó inicialmente en pulpas de laboratorio como una etapa previa a la aplicación en pulpas industriales en los si-guientes casos: a) secuencia TCF para pulpas marrones industriales de eucaliptus y pino, b) pulpa marrón de pino con una secuencia de blanqueo ECF. Para realizar un estudio tendiente a la obtención de tecnologías más limpias en el proceso de blanqueo, se debe considerar que gran parte de la investigación en el campo de la

Tecnologías limpias | 363
ingeniería, ciencia e industria es empírica y emplea la experimentación en forma extensiva. Los métodos estadísticos pueden incrementar la eficiencia de estos expe-rimentos y a menudo, reforzar las conclusiones obtenidas.
Las estrategias experimentales de aplicación de aditivos, en general, se limitan a estudios de dosificación con diseños empíricos, factoriales y de optimización
I.D. var. de respuesta
Calculo de repetibilidad
Selección var. independientes
Selección diseño experimental
Número de experiencias
¿Es factible
el numero de
experiencia?
Seleccionar respuestas críticas:
análisis por pares de propiedades
¿Están
incluidos todas
las respuestas
críticas?
Definir criterio de selección
¿Las pulpas
cumplen con
criterio?
Etapa siguiente o fin de secuencia
Validación de la etapa o secuencia
Modificación
de variables
independientes
Cambio de
secuencia de
blanqueo
Inicio FIGURA 3.Diagrama Heurístico de la Estrategia Experimental.
Se
pueden
modificar las variables
independientes

364 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
dentro de la etapa y a trabajos de comparación de funcionamiento entre dos o más aditivos con la misma función (6, 7, 8, 9).
La planificación de una investigación con los objetivos propuestos requiere de un cuidadoso diseño de experimentos con vistas a minimizar los recursos inverti-dos de tiempo, reactivos, fuerza de trabajo y utilización de los recursos de equipa-mientos disponibles y, por otro lado, maximizar la información que se obtiene y la confiabilidad de los resultados alcanzados.
La estrategia experimental se aplicó en los siguientes casos: • La aplicación de fosfonatos en las etapas de cocción y lavado de la pulpa ma-
rrón de eucalyptus. • La aplicación de fosfonatos en una secuencia de blanqueo TCF, OQOPP, para
eucalyptus. • Una alternativa particular de secuencia TCF para pulpas marrones industriales
de eucalyptus y pino. • La aplicación de fosfonatos en etapas de cocción y lavado de la pulpa marrón
de pino con una secuencia de blanqueo ECF.
3.1.3. Aplicación en la obtención en el laboratorio de Pulpas Químicas Blanqueadas TCF de Eucalyptus.
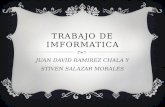
Para la implementación de la estrategia experimental de aplicación de fosfo-natos como agente de quelación se eligió una secuencia de blanqueo TCF OQOpP. En la Figura 4, se esquematiza la secuencia de blanqueo seleccionada, con las res-puestas medidas en las pulpas y en los licores residuales. Las variables de respuesta se seleccionaron mediante un estudio bibliográfico de sistemas similares (Felissia, 2006).
Estrategia experimental. En una secuencia de blanqueo multietapa TCF, las posibilidades de aplicación de un quelante fosfonado son múltiples, dependiendo del número de etapas alcalinas presentes. Una posibilidad es distribuir la carga total de quelante entre las etapas, en lugar de concentrarla en una sola etapa Q, para estudiar estas alternativas, el diseño experimental inicialmente propuesto fue un plan jerárquico con un total 224 experiencias, imposible de llevar a la práctica, por ello, se utilizó como estrategia experimental un diseño que se denominó “plan je-rárquico con decisiones intermedias”. Este diseño requiere que se tomen decisiones a distintos niveles, basadas en la selección de la mejor pulpa, para continuar con la etapa siguiente y permite reducir los experimentos de 224 a 26.
En la selección del quelante fosfonado más adecuado para el tratamiento de estas pulpas, se estudió el efecto de tres productos en las etapas de cocción y lavado de pulpa marrón. Estos fueron, DTPMPA (ácido dietilen diamino pentametilen fosfónico), HEDP (ácido 1–hidroxietilide 1,1 difosfónico) y una mezcla de ácidos fosfónicos denominado SPAP. Los resultados se analizaron aplicando el esquema de un diseño factorial.

Tecnologías limpias | 365
El estudio de la etapa de lavado de pulpa marrón, se realizó comparando el funcionamiento de estos fosfonatos, con un ácido aminocarboxílico (EDTA: ácido etilendiamino tetraácetico) y con un lavado ácido convencional.
Las dosificaciones de quelantes se realizaron como base ácido activo. Aunque el DTPMPA y el SPAP tienen un funcionamiento similar en esta instancia, se eligió evaluar al quelante DTPMPA en la estrategia experimental completa, debido a que se trata de un producto de composición conocida, mientras que el SPAP se trata de una mezcla patentada de quelantes.
3.1.4. Aplicación de la estrategia experimental a madera de eucalyptus.La aplicación del diseño factorial 22 para pulpas para las respuestas permite
concluir que la adición de DTPMPA en la cocción reduce el Mn a un nivel bajo, preservando o incrementando las propiedades físicas. La aplicación de DTPMPA
Pulpado
Lavado
Eop
Lavado
Q
Lavado
P (hc)
Lavado
Pulpa
Agua
H2O
2 + O
2NaOH
Agua
EDTA + H2SO
4
Agua
H2O
2 + NaOH
Agua
Kappa
Viscosidad
Rendimiento
Brightness
L*, a*, b*
Metales
Ensayos físicos
Azúcares
Kappa
Viscosidad
Rendimiento
Brightness
L*, a*, b*
Metales
Ensayos físicos
Metales
Kappa
Viscosidad
Rendimiento
Brightness
L*, a*, b*
Metales
Ensayos físicos
FIGURA 4.Esquema de las variables de respuesta medidas.

366 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
en el lavado de la pulpa marrón es muy efectivo en la disminución de metales, pro-duciendo mejores niveles de propiedades físicas con respecto al control (sin ningu-na adición). La aplicación de DTPMPA en el lavado de la pulpa marrón reduce al manganeso a un nivel muy bajo, al principio de la secuencia de blanqueo (antes de la deslignificación con oxígeno).
Diseño experimental final: la aplicación del quelante (EDTA) se realiza en una etapa Q convencional. Otras secuencias combinan EDTA y DTPMPA y la elimina-ción de la etapa Q. Las pulpas tratadas con la etapa Op corresponden a diferentes tratamientos Q (4 bloques), y éstas provienen de dos tipos diferentes de pulpas.
Las pulpas con mejores eficiencias en el blanqueo incluyen DTPMPA en el lavado de la pulpa marrón. Con la optimización de la etapa P para alcanzar un peróxido residual del 50%, y la recirculación del licor obtenido a la etapa Op, se podrían alcanzar altos niveles de blancura y una reducción de costos. Esto sería po-sible, por ejemplo, usando una prensa de lavado para aumentar la consistencia de la pulpa de 10 al 35%. El costo de equipamiento debe ser considerado en este caso.
3.1.5 Aplicación de Fosfonatos a Pulpas Marrones Industriales de Eucalyptus y Pino La estrategia experimental seleccionada fue aplicada y validada en una pulpa
marrón industrial de Eucalyptus. Se realizó, además, una extensión de esta estrate-gia a una pulpa industrial de pino, aún considerando la composición física y quími-ca diferentes. El quelante fosfonado empleado fue el DTPMPA. Las pulpas finales fueron refinadas utilizando un refinador de laboratorio PFI.
3.1.5.1 Aplicación de la Secuencia TCF a una Pulpa Marrón Industrial de EucalyptusLas propiedades mecánicas y ópticas de las pulpas finales no muestran diferen-
cias significativas entre ambas secuencias. La eliminación de la etapa Q es posible si se la reemplaza por la incorporación de quelante en el Lavado de pulpa marrón, etapas Op y P. La eliminación de la acidificación intermedia simplifica la planta de blanqueo, con una importante reducción de los costos. Se pueden obtener buenas propiedades ópticas y mecánicas mediante una secuencia de blanqueo TCF (O, Op, P), amigable al medio ambiente.
3.1.5.2 Aplicación de la Secuencia TCF a una Pulpa Marrón Industrial de Pino TaedaLa caracterización química y propiedades ópticas de las pulpas después de la
etapa P a diferentes tiempos de tratamiento y atendiendo a que la blancura ob-jetivo es de 85% ISO y las blancuras obtenidas con las dos secuencias estudiadas se alejan de este valor, se decidió utilizar una secuencia de blanqueo típica ECF. La nueva estrategia experimental para la aplicación de fosfonatos se desarrolla a continuación.

Tecnologías limpias | 367
3.1.5.3 Estrategia Experimental de Aplicación de Fosfonatos en etapas de cocción y lavado de la Pulpa Marrón de Pino con una secuencia de blanqueo ECF.
Consideraciones Experimentales: En el trabajo se utilizó el quelante fosfonado debido a la baja actividad que demostró el DTPMPA en la quelación de metales de transición en la etapa de validación de la secuencia TCF con pulpa industrial de Pino. Se utilizó una mezcla de fosfonatos conocida como SPAP.
La estrategia experimental en una secuencia ECF se simplifica ya que el quelan-te en estudio sólo se requiere en las etapas alcalinas. Los diseños de experimentos empleados dependieron de la etapa considerada:
Lavado de la pulpa marrón: El lavado se estandarizó para obtener valores si-milares de DQO en la pulpa que va a ingresar a la etapa de oxígeno. Se realizó un lavado adicional para verificar si la acción del quelante mejoraba la eliminación de los metales de transición. En esta etapa se utilizó solamente agua y no se incorporó ninguna carga adicional de quelante.
Etapa O: se estudiaron diferentes combinaciones de carga quelante en el lavado de pulpa marrón y en la etapa de oxígeno.
Etapas Dc y Ep1: la primera etapa de dióxido de cloro (Dc) y extracción alcalina (Ep1) se aplicaron a todas las pulpas obtenidas con las diferentes combinaciones de quelante agregado en las etapas de lavado de pulpa marrón y oxígeno. Los resultados se compararon con los de una pulpa obtenida con una etapa industrial de oxígeno.
Etapas D1 y Ep2: se seleccionaron dos pulpas para evaluar la etapa D1 y Ep2, la que presentó mejores propiedades a la salida del tratamiento Ep1 (L_0–O_0.125), y la pulpa considerada de control (L_0–O_0). A la salida de la etapa D1 las pulpas se dividieron en dos fracciones, para analizar el efecto de la incorporación del que-lante en la etapa Ep2.
Etapa D2: se evaluó el comportamiento en una etapa D2 de todas las pulpas obtenidas en Ep2.
Resultados y discusión: las propiedades físicas de las pulpas después de la etapa de Oxígeno son las siguientes, Tabla 1:
Pulpa
Volumen
específico
cm3/g
I. Rasgado
mNm2/g
I. Explosión
kPam2/g
I. Tracción
Nm/g
TEA
J/m2
Blancura
%ISOL* a* b*
s
m2/kg
O Industrial 1.723 21.9 1.64 26.0 32.9 29.3 73.0 4.95 21.95 22.5
L_0–O_0 1.823 20.07 1.24 20.3 27.9 29.9 73.6 5.39 21.99 22.6
L_0,075–O_0 1.824 19.02 1.41 21.2 31.7 31.0 74.5 5.27 21.88 23.1
L_0,125–O_0 1.732 20.65 1.52 22.4 35.6 31.1 74.5 5.32 21.77 22.8
L_0,075–O_0,05 1.704 21.61 1.66 24.1 37.6 31.9 75.2 5.22 21.78 22.2
L_0–O_0,125 1.683 20.95 1.48 23.4 40.4 32.1 75.3 5.19 21.63 22.1
El contenido de metales y DQO en las pulpas después del lavado de la pulpa ma-rrón (pulpa que ingresa a la etapa O) se presentan en la Tabla siguiente, Tabla 2:

368 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
Pulpa Cu Fe Mn Mg DQO en Pulpa
ppm ppm ppm ppm kg/t
Pulpa marrón 1.01 23.0 102.6 510 32.4
L_0 0.69 22.8 89.2 414 7.94
L_0,075 0.69 19.7 68.3 398 7.98
L_0,125 0.69 21.2 69.8 392 9.41
El agregado de quelante mejora las propiedades ópticas de las pulpas a la salida de la etapa de oxígeno. La combinación de 0.075% sps de quelante en el lavado de la pulpa marrón y de 0.05% sps en la etapa de oxígeno produce los mejores resulta-dos. Esta distribución de la carga de quelante (0.125% sps de carga total), produce pulpas con similares propiedades mecánicas y mejores propiedades ópticas que las pulpas obtenidas incorporando 0.1% sps de DTPMPA en la etapa de lavado de la pulpa marrón (secuencia 32 TCF de Pino).
Etapas Dc y Ep1: los resultados de las etapas Dc y Ep1, mostraron que las pulpas que no tuvieron tratamiento con quelante (control) presentan la mayor pérdida de viscosidad y una pobre Blancura.
Cuando se agrega una dosis de 0,075% sps de quelante en la etapa de lavado de la pulpa marrón las propiedades de las pulpas al final de esta etapa son similares e independientes del posterior agregado en la etapa de oxígeno.
Si bien hay dos tratamientos que producen similares resultados, la mejor secuen-cia sería lavar la pulpa sin quelante e incorporar una dosis de 0.125% sps en la etapa de oxígeno (L_0–O_0.125) debido a la simplicidad tecnológica que ello significa.
Los resultados obtenidos después de las etapas D1 y Ep2, respectivamente muestran que la blancura final no presenta diferencias significativas en todas las pulpas. El agregado de quelante en la etapa Ep2 produce una gran disminución del consumo de peróxido y como consecuencia el residual podría recircularse a una etapa alcalina anterior (Ep1). Se obtiene los menores consumo de peróxido y pérdida de viscosidad incorporando 0.125% sps de quelante en la etapa de oxígeno y 0.025% sps en la etapa de extracción alcalina Ep2 (tratamiento L_0–O_0.125–Ep2_0.025 ).
Tabla 3. Propiedades físicas de las pulpas finales
Pulpa
Volumen
específico
cm3/g
I.Rasgado
mNm2/g
I.Explosión
kPam2/g
I.Tracción
Nm/g
TEA
J/m2
Opacidad
%
k
[m2/kg]
S
[m2/kg]
Industrial 1.81 16.67 1.33 19.94 23.59 72.35 0.11 30.33
L_0–O_0–Ep2_0 1.68 19.57 1.56 22.70 38.74 70.19 0.14 26.25
L_0–O_0–Ep2_0.025 1.68 21.30 1.66 22.25 35.10 69.21 0.13 26.33
L_0–O_0.125–Ep2_0 1.65 22.18 1.72 23.94 39.29 67.55 0.11 25.38
L_0–O_0.125–Ep2_0.025 1.73 20.81 1.61 22.18 33.19 69.61 0.11 27.31
La blancura final no muestra diferencias significativas en las pulpas. Las pulpas obtenidas en laboratorio muestran menor viscosidad que una pulpa de mercado in-dustrial blanqueada con la misma secuencia ECF. Estas presentan mayores propie-

Tecnologías limpias | 369
dades físicas, probablemente por su condición de nunca secadas. La conservación de la viscosidad es directamente proporcional a la cantidad de quelante agregado en las etapas anteriores.
Considerando las propiedades físicas de las pulpas finales no refinadas, la me-jor opción pareciera ser la incorporación de 0.125% sps de quelante en la etapa de oxígeno (tratamiento L_0–O_0.125–Ep2_0).
TCF Industrial de PinoSe debería estudiar una nueva secuencia de blanqueo.
• La secuencia de blanqueo seleccionada para el Pino fue ECF. En la obtención de pulpas blanqueadas ECF la estrategia a utilizar se simplifica ya que el que-lante en estudio sólo se requiere en etapas alcalinas.
• Esta estrategia permitió un estudio de dosificación en la etapa de lavado de pulpa marrón, con selección de dos pulpas y un estudio de distribución de carga con la etapa de oxígeno y evaluación del comportamiento de estas pulpas en las etapas ácidas y finalmente incorporación de quelante en la etapa Ep2. El número de experiencias total fue de 28 y en los análisis se emplearon diseños factoriales 22 y análisis de varianza de un factor. De esta estrategia de aplica-ción surgió que:
1. La adición de quelante (0.125% sps) en la etapa O afecta positivamente un proceso de blanqueo ECF, preservando la viscosidad y aumentando las propie-dades físicas de las pulpas finales.
2. Una carga adicional de Q (0.025% sps) en la etapa Ep2 disminuye fuerte-mente el consumo de H
2O
2.
3. Los residuales de la etapa Ep2 podrían recircularse a la etapa Ep1
3.2. EL CASO DE LA APLICACIÓN DE LA ESTRATEGIA PARA OBTENER UNA PRODUCCIÓN MÁS LIMPIA EN EL PROCESO DE FABRICACIÓN DE PAPEL PARA ONDULAR.
En este caso como primer paso para la aplicación de la estrategia de producción más limpia a un proceso de producción de papel para ondular se detectaron las debilidades tecnológicas y ambientales de este proceso, como siguen: 1. Se emplea sosa en el proceso de cocción lo que provoca que el residual que se
genera en este proceso presente elevados indicadores de contaminación. 2. Emisión a la atmósfera de gases contaminantes. 3. Elevado vertido de residuales acuosos al medio, pérdidas de material fibroso en
los mismos. 4. Pérdidas energéticas en varias etapas del proceso. 5. Vertido de residuos a altas temperaturas al medio.
3.2.1. Problemática ambiental de la industria de la pulpa y el papel para ondularEn el aspecto ambiental muchas de las fábricas de papel para ondular, al no
tener en el proceso una etapa de blanqueo y por los bajos precios del producto,

370 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
carecen de un tratamiento efectivo desde el punto de vista técnico y económico para el licor negro que se genera durante la digestión cuando se emplea en el pulpeo hidróxido de sodio, por lo que en muchos casos las fábricas de este tipo vierten este residual al medio ambiente sin ningún tratamiento provocando el deterioro del mismo.
Por otro lado, este tipo de industria se encuentra entre las mayores consumi-doras de agua fresca y energía, como resultado de lo cual también está entre las que mayor volumen de residuales acuosos genera y en la que pueden identificarse nu-merosas oportunidades de recuperación de recursos acuosos y energéticos. (Isbiter, A., 1989) (11); (Nilsson, L., 2001).
La latencia de esta situación en el contexto internacional a pesar de las inves-tigaciones que de forma sistemática se han realizado en la industria de la pulpa y el papel para ondular, trae como resultado un impacto tecnológico, ambiental y social negativo, lo que evidencia la necesidad de enfrentar la problemática ambiental en el sentido de prevenir la generación del residual y no de tratarlo una vez que ya se ha generado.
En los epígrafes anteriores se refirieron trabajos donde se analizaba el empleo de las herramientas de integración de procesos en las estrategias de reciclo de resi-duales con el objetivo de reducir el vertido de flujos líquidos al medio y las pérdidas de energía térmica, es decir se han analizado las posibilidades de emplear las herra-mientas que se refieren en los puntos 1 y 2 de la jerarquía que se estableció en la Figura 2, pero no puede olvidarse que en el proceso de producción de pulpa y papel para ondular otra de sus deficiencias estaba dada por la generación del licor negro de alto poder contaminante en la etapa de cocción del bagazo, el cual no constituye un reciclo material potencial por lo que su solución debe buscarse a través del em-pleo de otra herramienta.
El licor negro es un residual indeseable que ha sido generado en el proceso, a través de una reacción durante el proceso de deslignificación del bagazo, por lo que podría pensarse en tratar de encontrar una alternativa ambientalmente aceptable a través de la ruta de reacción. La ruta de reacción es una herramienta de integra-ción de masa que ayuda a encontrar la solución de eliminar o minimizar el uso de materias primas o de producción de componentes que no sean ambientalmente tolerables.
El nivel de contaminación presente en el licor negro se debe al empleo de hi-dróxido de sodio en el proceso de cocción. Una solución a este problema podría ser: sustituir el pulpeo con hidróxido de sodio por el pulpeo con un solvente me-nos agresivo para el medio. En la literatura, se han referido varios trabajos donde se ejemplifica el empleo de solventes orgánicos en los procesos de pulpeo, esto se debe a que los solventes orgánicos además de ofrecer una buena selectividad hacia la separación de la lignina en el proceso de cocción, propician la generación de un residual menos agresivo para el medio, además, de éste puede ser recuperado parte del solvente empleado. El etanol es un solvente que se ha aplicado con este fin, el

Tecnologías limpias | 371
mismo tiene numerosas ventajas sobre la cocción con hidróxido de sodio, entre las que se han mencionado las referidas anteriormente y que vale la pena resaltar: pro-picia la generación de residuales menos agresivos, se puede recuperar el etanol del licor generado, más fácil tratamiento, se pueden recuperar otros productos del licor de cocción que constituyen materias primas para otros procesos, es un solvente menos costoso y de adquisición en el país.
Características de los licores residuales, alternativas de tratamiento y subproductosLos procesos de pulpeo que utilizan acción química, generan licores residuales
con materia orgánica procedente de la disolución y/o degradación de sustancias de la madera. Si bien la lignina es base de valiosos productos, alrededor del 90% se quema o se elimina como efluente. Mientras que el objetivo único de los proce-sos de pulpeo tradicionales es la obtención de pulpas, las tecnologías emergentes tienden a considerar al árbol como una materia prima global, generando múltiples productos.
3.2.2. Estrategia para la problemática ambiental en la industria de la pulpa y el papel para ondular
Una vez realizada la fundamentación teórica de la problemática ambiental que se genera en las fábricas de papel para ondular se tiene que los puntos a desarrollar son los siguientes: 1. Aplicación de las herramientas de análisis e integración de procesos que fun-
damenten el empleo de etanol en el proceso de cocción del bagazo. Se propone realizar un estudio para la sustitución del empleo del hidróxido de sodio en la cocción por el etanol, para ello se requiere realizar el cambio de la ruta de reacción o separación como herramienta de integración de masa. El empleo de esta herramienta conduce a:
• Estudio experimental para obtener las condiciones de operación, evaluación de las variables respuestas del pulpeo y de propiedades de resistencias del papel para ondular, así como de los indicadores de contaminación del licor de coc-ción generado con la nueva tecnología.
•Diseño y propuesta de los cambios tecnológicos necesarios. •Estudio cinético del nuevo método de pulpeo. Determinación de la expresión
de velocidad de reacción, difusividad, energía de activación. •Modelación y simulación de la etapa de cocción a nivel industrial. •Evaluación del impacto del empleo de la pulpa con etanol en la formulación
de pasta para la fabricación de papel para ondular, (estudio de mezclado, simu-lación y optimización de la formulación).
•Estimación de respuestas en el papel final producido conteniendo pulpa hi-droalcohólica y de los indicadores económicos a través de los modelos mate-máticos desarrollados para caracterizar las etapas del proceso.

372 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
2. Aplicación de las herramientas de integración de procesos para la minimiza-ción del vertido de residuales acuosos y reducción del consumo de agua fresca. Se propone la aplicación del diagrama fuente sumidero como herramienta de integración de masa.
3. Aplicación de las herramientas de integración de procesos para la minimiza-ción de las pérdidas energéticas y recuperación de energía térmica en flujos de efluentes. Se propone la aplicación de la Tecnología Pinch.
4. Evaluación del impacto global de la metodología desarrollada.
De los aspectos anteriores se desarrolla una metodología de análisis e integra-ción de procesos a través de la cual se puede lograr una tecnología más limpia en la fabricación de papel para ondular. La metodología que se elabora, sirve de guía para el desarrollo de una tecnología más limpia en este proceso y se muestra en el diagrama heurístico que aparece en la Figura 5.
3.2.3. Cambio de la ruta de reacción en el proceso de pulpeo Una vez que se ha explicado la posibilidad de emplear la integración de pro-
cesos para solucionar la problemática tecnológica y ambiental de la industria de pulpa y papel para ondular, se procede de acuerdo al diagrama heurístico expuesto anteriormente, a definir la etapa determinante de este proceso.
En la producción de pulpa para la fabricación de papel para ondular, la etapa de mayor importancia es la etapa de cocción, es decir, ésta constituye la etapa de-terminante, en la cual ocurre la deslignificación del bagazo, es donde se genera el licor negro, que como se ha explicado es el residual de mayor poder contaminante en el proceso, es por esto que debe iniciarse la aplicación de la integración por la misma.
La estrategia desarrollada para la obtención de la tecnología más limpia en la fabricación de papel para ondular consistió en los siguientes pasos:1. Diseños experimentales tipo factorial 23 y 32, con variables independientes que en dependencia del diseño planteado fueron: tiempo de cocción, por ciento de etanol, por ciento de hidróxido de sodio, relación licor de cocción/fibra de bagazo. Como variables dependientes se evaluó el rendimiento en la cocción, el por ciento de lig-nina residual en el bagazo, el grado de cocción evaluado en el número de kappa y propiedades indicadoras de la resistencia del papel (González, E. et al, 2004).
El objetivo del estudio experimental estuvo en el análisis de la posibilidad de cambiar la ruta de reacción y emplear el etanol en el pulpeo de bagazo.
Se realizaron 5 diseños experimentales, en cada paso experimental se ajustaron los niveles de las variables independientes de forma tal de lograr un acercamiento al óptimo experimental de modo que en el diseño final realizado se ensayaron los siguientes niveles en las variables independientes:
x1: tiempo de cocción: 10 –15 min; x
2: % Hidróxido de sodio: 1 – 1,5%; x
3: %
etanol: 30–45%. Se obtuvieron los siguientes modelos:

Tecnologías limpias | 373
Tabla 4. Modelos obtenidos para cada variable dependiente
Variable dependiente Modelo R2
Kappa 105,76 + 0,48*x1 – 2,99*x2 –0,27x3 + 0,68*x1x2 – 11,79*x1x3 + 0,43*x2x3 95,63
Rendimiento 73,44 + 1,26*x1 –1,77*x2 + 2,69*x3 + 1,50*x1x2 – 0,91*x1x3 + 2,53*x2x3 96,77
CMT 183,53 + 4,65*x1–0,86*x2+0,86*x3+0,71*x12–0,77*x1x3 + 0,17*x2x3 96,45
La adecuacidad de los modelos anteriores fue comprobada; en los mismos los valores de R2 ajustado son elevados lo que indica la validez de los mismos, se com-probó estadísticamente que las variables que se incluyen son significativas. Puede verse como para todas las variables dependientes el por ciento de etanol e hidróxido de sodio empleado ejercen una influencia similar, siendo favorable la respuesta en el nivel superior de la variable que caracteriza la concentración de etanol y desfavo-rable en la variable que caracteriza al hidróxido de sodio. Este resultado, el cual se ha obtenido para los niveles expresados anteriormente, corrobora lo que expresa la teoría de que el empleo de etanol en el proceso de cocción favorece y es selectivo a la separación de la lignina, lo cual permite el empleo de menores concentraciones de hidróxido de sodio en el licor de cocción y por tanto mayores niveles de calidad en la pulpa producida bajo estas condiciones y por tanto mayores valores de CMT, rendimiento y número de kappa, atendiendo a que la norma para estas variables en este tipo de pulpa que será empleada en su formulación con pulpa de recorte para la fabricación de papel para ondular es la siguiente: CMT>= 160 N; rendimiento 70–80% y número de kappa1 95–105.
Para obtener las condiciones óptimas en el pulpeo se planteó una estrategia de optimización jerárquica en la que la función objetivo fue la maximización del valor de la resistencia del papel CMT, hasta el valor normado, sujeto a restricciones como: los niveles de experimentación ensayados para cada variable independiente, así como los valores de las variables rendimiento y número de kappa obtenidos por la evaluación de los modelos en las condiciones límites ensayadas. De la optimiza-ción se obtuvo que las condiciones a emplear en el pulpeo semiquímico de bagazo con etanol e hidróxido de sodio para lograr variables respuestas de calidad son las siguientes: • por ciento de etanol, base fibra seca: 45% • por ciento de hidróxido de sodio, base fibra seca: 1% • Hidromódulo 5:1 • Temperatura de cocción: 175 0C • Tiempo de cocción: 15 min
De esta forma se demostró, que es posible el empleo de etanol en el pulpeo semiquímico de bagazo, aspecto que no se había abordado en la literatura, donde sólo se ha reportado este método para pulpas químicas para la fabricación de pa-peles blancos.

374 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
Debido a que el empleo de un nuevo método de pulpeo traerá como resul-tado la obtención de una pulpa de propiedades físico–químicas y morfológicas diferentes y por lo tanto un comportamiento particular en el proceso tecnológico, se estudia la influencia del empleo de la nueva pulpa, (pulpa hidroalcohólica con mínimo por ciento de hidróxido de sodio), en la formulación que se utilizará para la fabricación de papel para ondular.
En el caso particular que nos ocupa, la pasta se evaluó midiendo la CMT (resis-tencia a la compresión de la onda), a hojas formadas con diferentes composiciones de: • Pulpa semiquímica de bagazo cocida con hidróxido de sodio (proceso tradicio-
nal) • Pulpa semiquímica de bagazo cocida con etanol e hidróxido de sodio en por-
centajes de 1 • Pulpa de papel reciclado
Una vez obtenido el diagrama triangular y los modelos de formulación en función de los tres componentes, para la determinación de las formulaciones de pulpa hidroalcohólica y papel reciclado, se partió de la propiedad de los modelos de mezcla ternaria de ser reducidos a modelos de mezclas binarias haciendo cero el valor de uno de los componentes.
A continuación se muestra el diagrama triangular para el estudio de mezcla realizado, en el mismo pueden observarse los intervalos de la propiedad CMT para diferentes puntos de mezcla.
Se obtuvo que las formulaciones óptimas desde el punto de vista técnico esta-ban constituidas por: • 86% de pulpa hidroalcohólica 1% NaOH y 14% de pulpa de reciclado • 35% de pulpa hidroalcohólica 1% de NaOH y 65% de pulpa de reciclado
P. hidroalcohólica=1.0
P. Semiquímica=0.0
P. Reciclado=1.0 P. hidroalcohólica=0.0
P. Reciclado=0.0
FIGURA 6.Diagrama triangular de contorno: 1% de sosa,
45% de etanol en la cocción. Respuesta:
CMT.
170.0-180.0 180.0-190.0 190.0-200.0 200.0-210.0 210.0-220.0 220.0-230.0 230.0-240.0 240.0-250.0 250.0-260.0.
P. Semiquímica=1.0

Tecnologías limpias | 375
Para obtener la formulación óptima, se recurrió a representar las mezclas en un diagrama triangular, evaluando como variable respuesta el costo de producción de la formulación, se seleccionó como óptima aquella que además de reunir las características técnicas fuera la más económica.
La formulación de pasta óptima de pulpa hidroalcohólica 1% de NaOH y pul-pa de reciclado, es la que contiene 35% de la primera y 65% de la segunda, con un costo de producción de 2113612 $/año.
3.2.4. Estrategia de integración de masa. Reciclado de agua en el proceso de producción de papel para ondular (González, M et al, 2002)
Se detectaron posibilidades de reducción del consumo de agua y el vertido de residuos acuosos, a través de la implementación del cierre de los circuitos de este material. Dos pasos fundamentales en la estrategia: 1. Reunir los datos requeridos para la aplicación de las herramientas de análisis
de sistemas (diagrama fuente–sumidero, diagrama de mapeo y/o diagrama de ruta)
2. Identificar las posibilidades de mezclado, reciclo directo y las necesidades de intersección de flujos, usando las herramientas de análisis de sistema.
En el caso de estudio, el contenido de fibras en las corrientes residuales, cons-tituye el elemento que provoca un efecto más negativo al medio, además, se está analizando la posibilidad de recuperar un material de valor para el proceso.
Se parte, de identificar el consumo de agua en las diferentes operaciones, así como los flujos de efluentes que pueden ser reciclados potencialmente. Se valoran en el análisis 23 sumideros y 3 flujos fuentes. Los sumideros, son aquellos equipos que consumen agua fresca y las fuentes son los flujos de residuales que son genera-dos y que pueden ser reciclados al proceso.
El proceso actual demanda 2519 m3/d de agua fresca y genera 2580 m3/d de residuales acuosos con posibilidades de ser reciclados. Con la selección y los datos de las fuentes y sumideros se procedió a su representación en el diagrama fuente –sumidero. Este diagrama es el punto de partida para el análisis de las posibilidades de reciclo directo, mezcla e intersección de flujos.
El máximo reciclo sin violar los niveles de restricción, así como la cantidad de fibra a separar de las corrientes se logró planteando unido a la estrategia gráfica, una formulación matemática del problema y realizando luego su optimización. El aná-lisis realizado para la formulación matemática del problema se plantea a continua-ción: el proceso tiene N
sumideros y N
fuentes. Los N
sumideros se corresponden con el número
de unidades que requieren agua fresca como entrada y en las fuentes (corrientes que llevan la especie de interés) se considerará sólo una fuente de agua fresca. Por lo tanto serán (N
fuente–1) flujos de efluentes acuosos que pueden ser potencialmente
reciclados, Figura 7.

376 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
Metodología para implementar una Tecnología más Limpia en la Industria de Papel para Ondular
Identificar la problemática ambiental
Definir en cuanto a: impacto, aceptabilidad,
tecnología (equipos)
Vigilancia tecnológica sobre tecnologías más limpias
Aplicación de la Integración de Procesos • Integración de masa (Cambio de la ruta de reacción o
separación, Diagrama fuente–sumidero ) • Integración energética (Tecnología Pinch)
Definir etapa determinante del proceso. Iniciar la integración por esta etapa
Integración de masa (Cambio de la ruta de reacción o separación) Estudio experimental de la Etapa de Cocción Estudio cinético
Continuar estudio experimental, variando condiciones de presión, niveles de reactivos, etc.
Factibilidad del empleo de la nueva pulpa en la formulación papelera
Analizar otras composiciones de mezcla
Estudio detallado del proceso en una fábrica. Modificaciones tecnológicas para la implementación
Modelación y simulación de la Etapa de Cocción a escala industrial
¿Existe alguna tecnología factible
de aplicar?
¿Se obtienen condiciones óptimas?
SíNo
SíNo
SíNo
Integración de masa, (Diagrama fuente sumidero)
¿Se obtiene solución factible?
Fomular variante de integración factible económica
y ambientalmente
SíNo
¿Se obtienen condiciones óptimas?
FIGURA 7.Metodología para implementar una
Tecnología más Limpia en la Industria de Papel
para Ondular.

Tecnologías limpias | 377
Función objetivo:
(1)
Sujeta a las restricciones de segregación, reciclo e intersección.
Balance de materiales en la fuente:
(2)
Donde: Lm
=flujo total de la fuente (m)
Integración energética (tecnilogía Pinch)
Fomular variante de integración factible económica
y ambientalmente¿Se obtiene
solución factible? No Sí
Modelación y optimización de la tecnología de producción más limpia de papel para ondular.
Evaluación del impacto global de la Tecnología más limpia en la fabricación de papel para ondular
Fin
Fuentes
m=1
m=2
m=Nfuentes
Sumideros
J=1
J=NSumideros
J=2
FIGURA 8.Representación de la distribución de flujos desde las fuentes a los sumideros para el desarrollo de la estrategia matemática.
Lm,j

378 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
Balance de materiales en un sumidero:
(3)
Donde: lm,j
= flujo individual que pasa de una fuente (m) a un sumidero (j)
Balance de composición de entrada a un sumidero:
(4)
Donde:
=flujo total que entra al sumidero (j)
=composición de entrada al sumidero (j)
Para la intersección de una fuente (m) puede plantearse que:
donde:
= es la composición de la especie de interés en la fuente (m) después de la intersección.
= composición de la fuente(m).
Para la solución de la estrategia matemática se utilizó el programa LINGOTM, en el que fueron planteadas las ecuaciones descritas anteriormente. En este caso, el consumo de agua necesario arrojó un resultado de 372 m3/d y quedan para el vertido 393 m3/d, es decir tanto el consumo de agua fresca como el vertido de resi-duales acuosos se redujo en más de un 80%, además fue posible la recuperación de 69 m3/d de fibra.
La cantidad de flujo fuente, reciclada a los sumideros es representada a conti-nuación:
Del desaguador de médula a:Desaguador de médula: 238 m3/d , Espesador: 216 m3/d, Desaguador de baga-
zo: 198 m3/d, Pata barométrica: 86,4 m3/d, Hidrociclón: 40 m3/d, Refinador Beloit: 18 m3/d, Safe All: 312 m3/d, Hidropulper: 29 m3/d, Couch: 94 m3/d
Clasificador Beloit: 29 m3/d, Refinador Sueco: 18 m3/d, Mesa Formadora: 605 m3/d

Tecnologías limpias | 379
Del Safe All a: Refinador Master: 29 m3/d, Hidrociclón: 86,4 m3/d, Hidropulper 8: 29 m3/d,
Depurador de pasta espesa, DPE: 86,4 m3/d, Refinador de pasta de recortes: 87 m3/d
Sólo en seis equipos se utilizará agua fresca. Los mismos, consumen pocas cantidades de agua y como requerimiento del proceso, ésta debe tener una mayor calidad, por lo que resulta de mayor beneficio para el proceso utilizar agua fresca.
Es importante hacer notar que para alargar los buenos resultados de esta estrate-gia es necesario “abrir el circuito” e incorporar agua fresca al proceso cada 15 días.
3.2.5 Estrategia para la integración energética en el proceso de producción de papel para ondular
La estrategia planteada para el análisis de las posibilidades del reciclado de agua, fue extendida y ajustada al análisis de la distribución de los recursos energé-ticos en este proceso. Se detectaron los puntos débiles en cuanto al uso y las pérdi-das de energía y se analizó la posibilidad de emplear herramientas de integración energética para lograr un uso eficiente de este recurso en el proceso. (González, M., 2004).
En este caso la función objetivo para la integración energética se planteó de la siguiente forma:
Función objetivo:min= Fu
Nfuente
donde:Fu
Nfuente = flujo de utilidades de la Nfuente, en este caso esta fuente es la planta
de fuerzan= número de plantasm= fuentes j= sumiderossujeta a las restricciones del balance energético.
El análisis que se hace es el siguiente: el proceso tiene Nsumideros, que son los equipos o etapas que tienen requerimientos de utilidades calientes o frías, y tiene Nfuentes, flujos con calidad térmica que pueden ser utilizados para suplir los requerimientos de las utilidades. Entre los flujos fuentes, se encuentra el flujo de vapor que se genera en la planta de fuerza, en este caso es éste el flujo que se quiere minimizar.
Análisis energético en la Planta de FuerzaMétodo de integración empleado: Tecnología Pinch

380 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
Se identificaron varios requerimientos de calentamiento de flujos (son sumi-deros): agua de alimentación a la caldera, combustible, condensado de alimenta-ción a la caldera.
En la fábrica este calentamiento se hace con vapor generado de la caldera, se propone para minimizar su uso la siguiente solución: utilizar la purga continua que se desecha en la planta de fuerza (es una fuente), para el calentamiento de los flujos mencionados. Para ello se aplicó la tecnología pinch, con lo cual se redujeron los requerimientos de utilidades y se recuperó la energía térmica de la purga continua.
Del análisis realizado se pudo comprobar que en los gases de la chimenea se tie-nen pérdidas que corresponden a un valor de 1271,7 kW, para reducir las pérdidas, debe reducirse el área entre las curvas de eficiencia vs flujo de calor del proceso y del sistema, esto puede lograrse si se incluye un flujo externo para realizar el calen-tamiento del combustible y el agua de alimentación a la caldera. En este caso se in-cluyó en el análisis el flujo de una purga que de forma continua es vertida al medio en este sistema. Al aplicar nuevamente la tecnología pinch incluyendo el flujo de la purga en el análisis y se obtienen pérdidas de 333,47 kW, estas representan para la fábrica 6,40 $/h, es decir se ahorran 18,22 $/h al considerar el flujo de la purga para suplir el uso del vapor.
Los resultados obtenidos de la implementación del nuevo método de pulpeo, la estrategia de reciclado de agua y la estrategia de integración energética, se inclu-yeron en un modelo global del proceso, el cual fue optimizado en función de la ga-nancia y planteando como restricciones condiciones operacionales de la tecnología propuesta.
3.2.6 Modelación y optimización de la tecnología más limpia de papel para ondular Se utilizó una estrategia para la agregación de los modelos, la cual consistió en
integrar los modelos obtenidos en cada uno de los elementos en que fue dividido el proceso, de forma que los productos finales se expresaron en función de la materia prima utilizada luego el proceso fue optimizado en función de la ganancia sujeta a restricciones de las condiciones de operación del proceso. Se elaboraron modelos para los siguientes elementos: • Valor de la producción • Cantidad de producto obtenida • Costo de las materias primas: bagazo, etanol, hidróxido de sodio, papel reciclado • Costos de producción
Impacto Económico • Aumento de la eficiencia económica del proceso, a través de la disminución de los
costos de producción en un 8,4%, lo que representa un ahorro de 676808 $/a. • Aumento de rendimientos en el área de pulpeo en un 4%, (ahorro de 3780 $/a).

Tecnologías limpias | 381
Impacto Tecnológico • Aumenta la calidad de la producción • Se puede aprovechar gran parte del equipamiento del proceso existente, sólo son
necesarios equipos auxiliares, redistribución de tuberías y equipos de bombeo • Se logra una producción más limpia
Impacto Ambiental • Se logra disminuir la carga de contaminantes • Se disminuye el consumo de agua en un 85%, lo que representa un ahorro de
66486 $/a. • Disminución en un 80%, de residuales acuosos a tratar (ahorro de 13294 $/a). � Disminución de las áreas afectadas por el vertido de residuos contaminantes.
3.3 CASO ANÁLISIS Y OPTIMIZACIÓN DE REDES DE AGUA EN FÁBRICAS DE PAPEL
En los últimos 15 años el consumo de agua por tonelada de papel producido se ha reducido a una tercera parte como consecuencia del progresivo cierre de los cir-
m3
/ Tn
pap
el
1977
80
60
40
20
01987 1997
FIGURA 8.Consumo de agua por tonelada de papel producido en España
Papel para impresión y escritura.
m3
/ Tn
pap
el
1975
60
50
40
30
20
10
01980 1985 1990 1995 1997 2001 2010*
FIGURA 9.Evolución del consumo de agua por tonelada de papel producido en Europa (papel de impresión).

382 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
cuitos. Actualmente el consumo de agua en las fábricas de papel de escritura espa-ñolas se sitúa en el entorno de 20 m3 por tonelada en 1997 Figura 8, que representa el doble del consumo medio europeo Figura 9. El objetivo es llegar a consumos del orden de 5 m3/t en el año 2010 (Reinoso, C. 2002).
Referente a la energía, su costo puede alcanzar hasta el 25% del costo del produc-to final. La industria papelera ha mejorado su eficacia energética en un 13% entre los años 1991 y 2000 (Reinoso, C. 2002) aún así todavía existe un margen de mejora.
3.3.1 Cierre de circuitosLa optimización se alcanza a través el cierre de circuitos que consiste en maxi-
mizar la reutilización interna de agua para reducir el consumo de agua limpia y la producción de efluentes resultantes en la papelera. Se pueden distinguir tres etapas en la implantación de un sistema de cierre (CPPA Monograph, 1994); (PAPTAC Monograph, 1998): 1. Medidas de monitorización y de mantenimiento: esta etapa consiste en detec-
tar malos usos de agua, agujeros, vertidos. Una auditoría interna es suficiente para identificar medidas correctivas.
2. Reciclaje del agua de desecho del proceso con un mínimo impacto: esta etapa consiste en poner en marcha medidas parciales de cierre cuyos efectos en el proceso pueden ser anticipados y tolerados.
3. Alto grado de cierre: para superar este nivel se necesita un estudio detallado del proceso. Se ha de considerar el agua del proceso y de fuera del proceso y la utilización de nueva tecnologías.
Actualmente se sabe que el sistema de cierre total (p.e., cero efluentes) sería muy difícil de conseguir técnicamente y conllevaría un gasto enorme. En general, la reducción del consume de agua y de la producción de efluentes se traduce en un ahorro energético; las consecuencias térmicas pueden ser atractivas.
El cierre de circuitos en una papelera lleva implícitos una serie de cambios apreciables en el sistema productivo. En consecuencia, se derivan una serie de efectos beneficiosos y perniciosos, que se detallan a continuación (Cesek, B., 1999); (Curley, J., 1999); (Geller, 1982). El cierre de circuitos implica una recirculación de las aguas utilizadas en el proceso productivo. Por lo tanto, la eliminación de los contaminantes presentes en estas aguas mediante los efluentes líquidos desaparecen o disminuyen significativamente (en función del grado de cierre). Al mismo tiem-po las materias primas, aditivos y otras sustancias utilizadas en el proceso, que no hayan quedado retenidas en el papel serán reintroducidas, aumentando la cantidad de contaminantes presentes en las aguas.
Las fibras aportan contaminantes básicamente orgánicos como ligninas, he-micelulosas procedentes de la madera. Si existe una aportación de fibras de papel reciclado aumenta mucho la cantidad de contaminantes introducidos al sistema; tanto en forma de compuestos inorgánicos (básicamente aditivos que contiene el

Tecnologías limpias | 383
papel reciclado), como compuestos orgánicos, y también microorganismos que proliferan durante el almacenaje y transporte del papel. Estos contaminantes se pueden transformar dentro de los circuitos de la fábrica. Las características de las diferentes materias primas, aditivos, el diseño del sistema y principalmente las condiciones de trabajo presentes (temperatura, pH, etc.) condicionaran estas transformaciones.
En el aspecto energético, un cierre de circuitos implica un aumento de tem-peratura del agua, más o menos importante en función de la temperatura del agua fresca.
Analizando los efectos del cierre de circuitos y la recirculación de aguas en diferentes categorías, se pueden apreciar unos efectos sobre los costos generales de la empresa. En positivo cabe destacar el ahorro de costos por consumo de agua y energía, por reducción en el consumo de materias primas, reactivos/aditivos; y finalmente un ahorro en los costos de tratamiento de los efluentes residuales. Por otro lado existen unos inconvenientes en forma de costos debidos a los estudios, diseños y personal implicado en el cierre; incluyendo posibles inversiones en equi-pos y/o instalaciones.
Una segunda categoría de efectos serían los causados en el proceso producti-vo y más concretamente en el sistema de aguas blancas. Como efectos positivos, motivados por la alteración del sistema de aguas blancas causada por el aumento de la concentración de sólidos, se observa una mejora de la retención, una re-ducción de la producción de fangos y un aumento de la biodegradabilidad de los efluentes generados. Por otro lado se produce un descenso en la calidad del papel, empeora el drenaje en la formación de la hoja y se reduce la eficiencia de la má-quina de papel (antes de adoptar medidas correctoras). También se pueden iden-tificar problemas más específicos como las deposiciones (depósitos inorgánicos y orgánicos; incrustaciones y depósitos de alúmina); corrosión, erosión y abrasión en equipos e instalaciones. Otros efectos no deseados serían el crecimiento de microorganismos y la aparición de malos olores, un aumento de la coloración del papel, menor eficiencia de los aditivos químicos, mayor tendencia a la formación de espumas, problemas de obturación o aumento del tratamiento de residuos sólidos (fangos).
Para sistematizar el proceso de cierre de circuitos de forma óptima se deben utilizar herramientas como el análisis de Pinch, que se detalla a continuación.
3.3.2 El análisis de PinchEl análisis de Pinch fue introducido a principio de los años 80 por Linnhoff
(Linnhoff, B., 1978); (Flower, J., 1979); (Linnhoff, B., 1982). El método permite analizar cómo se utiliza la energía en una planta o sección de la planta, y pro-poner una operación de mayor rendimiento. Se trata de una técnica potente y rigurosa con la cual el ingeniero puede evaluar los efectos potenciales de dife-rentes configuraciones de una red de intercambiadores de calor sin realizar un

384 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
diseño detallado. Varios estudios de Pinch aplicados a fábricas de pasta y papel han conseguido ahorros energéticos del 30 al 50% (Ashton, G. J., 1987); (G. Noël, 1998); (Labidi, J., 1999). La analogía entre la transferencia de calor y de masa hace posible generalizar el análisis de Pinch a las redes de intercambio de masa. Existen varios enfoques según las operaciones de intercambio de masa, podemos destacar dos métodos: 1. Flujos inmiscibles: el flujo donante (el equivalente de corrientes calientes) y
el flujo receptor (el equivalente de corrientes frías), y cuando se intercambia un solo constituyente. Este es el caso de los sistemas de lavado de las plantas petroquímicas, donde éste método ha sido aplicado con éxito.
2. Flujos miscibles: en éste caso de un sistema redes de agua–agua en las que los flujos donantes y receptores pierden sus características en cada nudo (opera-ciones de mezclado y separación), lo cual ocurre en las redes de agua en los procesos de fabricación de papel.
Este obstáculo puede ser evitado introduciendo los conceptos de demandas y fuentes, que son característicos de las operaciones y no de los flujos. El problema puede ser resuelto fácilmente con métodos de optimización, como por ejemplo a través de la programación lineal o no–lineal. Estos métodos matemáticos presentan la ventaja añadida de poder tratar varios constituyentes con limitaciones opuestas (p.e. contaminantes que deben ser purgados o extraídos, o fibras que deben ser mantenidas). El análisis ha sido aplicado recientemente a redes de agua blancas, obteniéndose interesantes resultados (Paris, J., 1999); (Kumana, D. J., 1996); (Kou-fos, D., 2001); (Labidi J., 2001). Al punto de Pinch termal le corresponde un punto Pinch de masa, que es el punto de contacto entre la curva de demanda y la de fuente (Figura 10). La posición de las curvas con un punto de contacto (Pinch) determina el consumo mínimo de agua limpia y la producción mínima de efluente para la configuración de la red correspondiente.
La metodología seguida en este proyecto para el análisis Pinch fue la siguiente:
C (p
pm)
0
0
Agua residual
100
200
300
400100
S3
S2
Agua
limpia
D3
D2
D1 Punto PinchS1
Flujo (t/h)
FIGURA 10.Gráfico de curvas
compuestas en un análisis de Water Pinch.

Tecnologías limpias | 385
1. Simplificación de los circuitos existentes, dónde se determinen los puntos de consumo de agua y de generación de rechazos, para realizar el balance general de aguas.
2. Elección de los contaminantes más importantes o determinantes. Se deben fijar los objetivos y las restricciones del diseño, en forma de concentraciones o valores máximos en ciertas zonas del circuito, así como calidad mínima del agua en otras. A partir de este punto, repetir los siguientes pasos, 3 y 4, hasta alcanzar el resultado óptimo para el sistema, según los objetivos y las restriccio-nes fijadas.
3. Solución del sistema, habitualmente con la ayuda de un software. A través del análisis Pinch se determinarán soluciones para el sistema hasta llegar al ópti-mo.
4. Examinar el resultado y el diseño obtenido. Los resultados obtenidos al aplicar esta metodología determinan la distribución óptima para los objetivos y las restricciones aplicadas de los circuitos de agua y los tratamientos que se debe-rán aplicar.
La clave en la minimización de los consumos de agua está en la reutilización (directamente, o bien después de un tratamiento) junto a la utilización selectiva del agua. No todos los equipos o partes de la fábrica necesitan una misma calidad de agua. Así, si se conocen las necesidades de calidad o pureza en cada una de las localizaciones, se puede establecer una distribución selectiva del agua.
Tomando como referencia una fábrica de papel existente se pretende desarro-llar el cierre de los circuitos con el análisis Water Pinch. La fábrica en cuestión, con un rango de producción que oscila entre 300–350 Tn/día de papel de escritura de calidad, estucado y de alto gramaje (100–300 g/m2), dispone de una única línea de producción con una máquina y utiliza solamente pasta química.
Una característica importante que cabe destacar de esta fábrica es la variación del gramaje de papel producido. Durante una semana cualquiera la producción experimenta variaciones graduales de gramaje, que se extienden por todo el rango de gramajes antes citado. O sea, que una sola semana el gramaje de papel producido puede pasar de 100 a 300 g/m2, en intervalos que van de unas pocas horas de pro-ducción hasta un máximo de día y medio (35–40 horas). Los cambios de gramaje no significan una parada de la máquina, sino que se varían diferentes parámetros del proceso productivo (consistencias, caudales, velocidad, tela, etc.) hasta conse-guir el gramaje de papel deseado.
Los datos necesarios para desarrollar la simulación fueron obtenidos con diferentes planes de muestreo. Los datos recogidos corresponden a los diferentes gramajes producidos. Por último se debe validar la simulación, contrastando los resultados del simulador in–situ con los parámetros reales de fabricación.
A partir de la simulación desarrollada, se pueden establecer balances de masa y de calor generales de la fábrica, y también unos detallados por etapas o procesos. Los

386 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
siguientes pasos del proyecto consisten aplicar el análisis de Water Pinch, según las etapas mencionadas en el párrafo precedente, para mejorar el cierre de circuitos.
El consumo de agua fresca de toda la fábrica de papel está en el entorno a 2900 m3/dia. Esto representa un consumo de agua fresca de unos 8 m3 por tonelada de papel producido.
El mayor consumo de agua fresca se localiza en la máquina de papel, que con-centra el 44% del consumo total. Por detrás, y a mucha distancia, se situarían los consumos referentes a servicios, bombas de vacío, calderas o depuradora.
El vertido diario de la fábrica hacía el río, o sea el total de agua tratada en la planta depuradora físico–química y biológica, representa aproximadamente el 60% de la aportación de agua fresca. Se trata por tanto de una fábrica con consumos de agua relativamente bajos en términos de m3 por tonelada de papel producido, pero con un índice todavía bajo del grado de cierre de circuitos. Esto se debe al tipo de papel fabricado, papel de impresión y escritura de calidad, estucado y de alto gramaje. Si se tiene en cuenta solamente el agua directamente relacionada con el proceso de producción de papel (preparación de pastas y máquina de papel) los valores de consumo de agua fresca por tonelada de papel se reducen hasta los 6 m3, con un consumo total cercano a los 2100 m3/dia.
Analizando el balance de materia con más detalle, dividiendo el proceso de preparación de pasta y fabricación de papel en etapas diferenciadas, se obtienen los balances parciales recogidos en la Tabla 5:
Zona de mezcla/blendingPrimer balance parcial dónde se mezclan los diferentes tipos de fibras utiliza-
das y se diluye con aguas blancas (recirculadas) hasta la consistencia elegida.
Depuración presurizada/screeners (1ª etapa)Depuración de la pasta por filtraje en tres tipos de filtros diferentes. Las entra-
das provienen de la zona de mezcla, de la pasta recuperada en el proceso (p.e. filtro discos) junto a una serie de diluciones introducidas para alcanzar la consistencia deseada en las diferentes etapas de depuración. Los aceptados y rechazos de pasta son las únicas salidas.
Depuración ciclónica/cleanersDepuración de la pasta a través de diferentes etapas de baterías de ciclones y una
etapa de recuperación de cargas. Las entradas son la pasta procedente de la etapa an-terior, una recirculación de pasta procedente de la segunda etapa de screeners, las car-gas a añadidas al proceso de fabricación, junto a una serie de diluciones introducidas para alcanzar la consistencia deseada en las diferentes etapas de depuración. Como en la anterior etapa los aceptados y rechazos de pasta son las únicas salidas.

Tecnologías limpias | 387
Depuración presurizada/screeners (2ª etapa)Depuración de la pasta por filtraje de los aceptados de la fase de depuración
ciclónica previa al envío de la pasta a la máquina de papel.
Máquina de papel (parte húmeda)En la primera parte de la máquina de papel, la zona de formación o zona hú-
meda (hasta cilindro aspirante), la entrada principal es la pasta que proviene de la preparación de pastas.
Como salidas, el papel en la zona del cilindro aspirante (20% humedad aproxi-madamente), los orillos o tira de papel y las aguas coladas extraídas de la pasta.
Máquina de papel (parte seca)El balance en la parte seca de la máquina de papel de limita a la etapa de seca-
do, dónde se elimina el agua del papel (hasta el 95% de consistencia) en forma de vapor.
3.3.3 Cierre de circuitosEl proceso de cierre de circuitos de una fábrica en funcionamiento debe ser
gradual. En este ejemplo se han identificado posibles mejoras para conseguir un mayor grado de cierre de los circuitos. Fruto de un primer estudio preliminar, estas son las primeras medidas que se deberían tomarse:
–Mayor capacidad de almacenaje de aguas blancas. Las dimensiones de los de-pósitos que almacenan las aguas blancas es insuficiente. Es especialmente necesario la construcción de un depósito pulmón para las aguas tratadas en el filtro de discos (aguas superclaras). Actualmente se vierte parte de estas aguas con una concentra-ción de fibras muy baja (20–40 ppm) a la planta depuradora de aguas. Un tanque de unos 150 m3 permitiría eliminar estos vertidos por excesos puntuales de aguas de proceso y poder reutilizarlas. Esto podría suponer un ahorro muy importante, que representa hasta un 75% del agua fresca consumida en algunos casos.
–Mejora del proceso de paro por mantenimiento. Inicialmente la fábrica paraba semanalmente la producción durante unas horas. Este paro se realiza con el propósito de realizar los mantenimientos programados o preventivos en la má-quina y, a su vez, limpiar las partes más delicadas: máquina de papel, tela, filtros, etc. Estas limpiezas implican vaciar totalmente los depósitos de aguas blancas y filtradas, para volver a rellenarlos una vez finalizado. Esto representa desperdiciar mucha agua y las materias primas que contiene el agua sin filtrar. Con un programa de distribución de las aguas y una limpieza selectiva por partes, o la construcción de un depósito para reservar las aguas durante el proceso de limpieza. Otro método de ahorro de agua y materia más asequible y evidente, que permite una reducción del 50% sin grandes modificaciones, es la demora del periodo de limpieza. Se ha susti-tuido la limpieza y mantenimiento semanal por la quincenal, sin que esto suponga un perjuicio al proceso productivo.

388 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
Tabla 5: Balance parcial de materiales.
OperaciónCaudal volum.
(l/min)
Consistencia
(%)
Mat. Seca
(kg/min)
Mezcla
Pasta química 1 1623 3.7 59.4
Pasta química 2 812 3.7 29.7
Recorte 814 4.0 32.2
Agua dilución 269 0.2 0.5
Salidas
Pasta mezcla 3518 3.5 121.7
Depur. Pres./
Screeners 1
Entradas
Pasta mezcla 3518 3.5 121.7
Pasta recuperada 1104 4.6 50.2
Agua dilución 1667 0.2 3.0
Salidas
Rechazo 1 25 1.8 0.1
Rechazo 2 2 2 0.04
Rechazo 3 24 1.75 0.4
Aceptados 6237 2.82 174.0
Dep. Ciclonica
Cleaners
Entradas
Aceptados DP1 6237 2.8 174.0
Pasta recirculada 2393 1.3 30.9
Cargas 3900 0.18 6.9
Agua dilución 15108 0.16 24.0
Salidas
Rechazo 32 9.4 2.9
Aceptados 27606 0.9 233.8
Depur. Pres./
Screeners 2
Entradas
Aceptados DC 27606 0.9 233.8
Salidas
Rechazos 1.0 90.0 0.9
Pasta Recirculada 1933 0.9 17.3
Aceptados 25672 0.9 215.6
Máquina papel
(parte húmeda)
Entradas
Aceptados DD2 25672 0.9 215.6
Ducha maquina 9 0.0 0.0
Salidas
Aguas caladas 25251 0.11 27.5
Tira/Orillos 10 19.3 1.9
Papel 420 44.6 186.2
Máquina papel
(parte seca)
Entradas
Parte húmeda 420 44.6 186.2
Salidas
Vapor 225 0.0 0.0
Papel 195 95.5 186.2

Tecnologías limpias | 389
– A medida que va avanzando el proceso de cierre de circuitos se puede empe-zar a valorar la utilización selectiva del agua. Una vez conocidas las necesidades mí-nimas de calidad del agua de los diferentes equipos o procesos, se puede establecer un sistema de reutilización de agua. El efluente de un proceso puede tener una ca-lidad o un grado de contaminación que lo hagan perfectamente utilizable en otras partes de la fábrica. Un ejemplo sería el agua procedente de las bombas de vacío. Estos ejemplos son prácticas que implican un nivel de inversión bajo o muy bajo, y también un impacto mínimo o nulo en el proceso productivo. Los siguientes pasos para avanzar en el proceso de cierre de circuitos implican un estudio más profun-do. Según la planificación establecida en el estudio de esta papelera, las siguientes etapas del proyecto a desarrollar los próximos meses son:
– Inclusión de los sólidos en suspensión (TDS) en la simulación desarrollada.– Aplicación de la técnica de análisis de Water Pinch, para optimizar el diseño
de los circuitos de la planta. Se pretende utilizar un concepto más novedoso a través de la aplicación de los algoritmos genéticos con restricciones para tener en cuenta el efecto térmico.
Los resultados obtenidos, en forma de un nuevo diseño para la fábrica de pa-pel, serán trasladados a la simulación informática para visualizar y comprobar la efectividad y la viabilidad de las medidas tomadas.
Referencias 1. Area, C. “Tecnologías limpias para la producción de pulpa y papel de eucalyp-
tus”, Facultad de Ciencias Exactas, Químicas y Naturales, Universidad Nacio-nal de Misiones. XX Jornadas Forestales de Entre Ríos, Concordia, Octubre de 2005.
2. Ashton, G. J.; Cripps, H. R.; Spriggs, D., “Application of Pinch technology to the pulp and paper industry”, Tappi Journal, August 1987, pp. 81–85 (1987).
3. Berbard, S.; Sorin, M. “Water minimization in the washing area”. Tappi Jour-nal. Vol. 83, No 9, pp. 1–12. September, 2000.
4. Bright, D.; Hodson, P.; Lehtinen, K–J.; Mckague, B.; Rodgers, J.; Solomon, K. Evaluation of Ecological Risks Associated with the Use of Chlorine Dioxide for the Bleaching of Pulp: Scientific Progress Since 1993. In Environmental Im-pacts of Pulp and Paper Waste Streams, Stuthridge, T., van den Hueval, M.R., Marvin, N.A., Slade, A.H. and Gifford, J. (Ed). SETAC Press, 2003.
5. Cripps, H. “Process integration in the pulp and paper industry”. Tappi Jour-nal. Vol. 81, No 10. February, 2000.
6. Curley, J.; Jones, B.; Wiseman, N. “Closing the loop – Reducing the reliance on fresh water and minimising drain losses” 1999 International Environmental Conference, TAPPI Proceedings pp. 995 (1999).
7. El–Halwagi, M. M.; Srinivas B. K. “Synthesis of Reactive Mass –Exchange Net-works with General Nonlinear Equilibrium Functions”. AICHE Journal. Vol. 40, No 3, pp 463–472, 1994.

390 | Panorama de la industria de celulosa y papel en Iberoamérica 2008
8. Felissia, F. Estrategia experimental de aplicación de fosfonatos en el pulpado kraft y blanqueos TCF y ECF. Tesis de disertación en Opción al Grado Científico de Doctor en Ciencias Técnicas. UCLV., Santa Clara, Villa Clara, Cuba, 2006.
9. Fernández, J. “Cierre total de los circuitos en una fábrica de papel no integrada, una posibilidad económica o una utopía técnica”. Presentado en la XIV Jorna-da Técnica Papelera, Valladolid, España, 1982.
10. García, A.; Baumgarten, H.; González, E. Refinación de pulpa organosolv de bagazo para su empleo en la producción de papel corrugado con vistas a la reducción de la contaminación ambiental del proceso. Revista Centro Azúcar, No. 1, 2003.
11. González, E. Análisis de Procesos en la industria de pulpa y papel conside-rando la incertidumbre. Edición. CYTED. Argentina 2003. Páginas 165. ISBN 950–9898–04–X.
12. González, C. M.; Acevedo, L.; González, S. E. (b), La Integración de Procesos en la minimización del impacto ambiental. Congreso de Química. México. Septiembre 2002.
13. González, C. M. Impacto global de una tecnología más limpia en la fabricación de papel para ondular. Tesis de disertación en opción al Grado Científico de Doctor en Ciencias Técnicas.UCLV, Cuba, 2004.
14. Gonzalez, E. et al. El pulpeo con etanol como alternativa para incrementar la competitividad de fábricas de papel mediante su desarrollo prospectivo integrado a industrias de la caña de azúcar. Páginas 242. Editado por CYTED. Ciudad de la Habana, 2004. Páginas 242. ISBN: 959–7136–30–90.
15. Hamm, U.; Gottshing, L. ECF– and TCF Bleached Pulps: A Comparison of their Environmental Impact. German Pulp and Paper Association VDP – IN-FOR project (No. 19), 2002.
16. Labidi, J.; Mutjé, P.; Pèlach, M. À.; Turon, X.; Paris, J. “Integración de procesos en fábricas de papel: de la teoría a la práctica”, El Papel; Junio/Julio 2001, p. 80–87 (2001).
17. Koufos, D.; Retsina, T. “Practical energy and water management through pinch analysis for the pulp and paper industry” Water Science & Technology, Vol. 43, num. 2, pp. 327–332. 2001.
18. Kumana, D. J. “Water Conservation and Waste Water Minimisation Through Process Integration”, Proc. of 5th World Cong. of Chem. Eng., San Diego (1996).
19. Labidi, J.; Noël, G.; Perrier, M.; Paris, J. «Process Analysis & Energy Optimisation», Chap. 2001.
20. Linnhoff, B. et all., “User Guide on Process Integration for Efficient Use of Energy”, I. Chem. E., Rugby, England (1982).
21. Noureldin, M. B; El–Halwagi, M. “Interval–based targeting for pollution pre-vention via mass integration”. Computers and Chemical Engineering, 23 pp 1527–1543, 1999.

Tecnologías limpias | 391
22. PAPTAC Monograph, “System Closure in Pulp and Paper Mills”, J. Paris & C. Leroy Ed., Montréal (1998)
23. Parthasarathy, G.; Krishnagopalan, G. “Systematic reallocation of aqueous resources using mass integration in a typical pulp mill”. Advances in environ-mental research. August, 2000.
24. Reinoso, C. “Informe Medioambiental”, ASPAPEL, Marzo 2002. 25. Ritchlin, J.; Johnston, P. 1998. Zero Discharge: Technological Progress Towards
Eliminating Kraft Pulp Mill Liquid Effluent, Minimising Remaining Waste Streams and Advancing Worker Safety. www.rfu.org/ZeroDisg.htm
26. UNEP, WBCS, “Cleaner Production and Eco–efficiency”, UNEP, 1998. 27. www.conox.com/applications/pulp–and–paper/treat–of–non–wood/
desilication/new–method–frame.html. 28. www.denix.osd.mil/denix/Public/ES–Programs/Pollution/TRI/1994/
tri94.html. Toxic Release Inventory (TRI) de 1994. 29. www.greenpeace.org.ar/media/informes/4902.pdf. El Futuro de la Producción de
Celulosa y las técnicas de producción más favorables para el medio ambiente. 30. www.ipst.edu/epri/new_pubs.htm: Minimizing Mill Water Use with Water
Pinch Technology Energy and Water Successive Design Methodologies. 2002. Bajado 26/01/03.
31. www.oit.doe.gov/bestpractices.html /thermal pinch in paper mill.pdf. Georgia –Pacific Palatka plant uses thermal pinch analysis evaluates water reduction in plant–wide energy assessment. December 2002. Bajado 9/12/02.
Miembros de la RIADICYP involucrados en el tema
País Grupo Apellido Tema E–mail
Argentina PROCYP Area , María Cristina IPPP [email protected]
Argentina INTI Molina Tirado, Liliana [email protected]
Argentina Vénica, Alberto IPPP [email protected]
Argentina PROCYP Felissia, Fernando UPAMA [email protected]
Argentina PROCYP Barboza , Olga Marina TE [email protected]
Brasil UFSP Park, Song Won IPPP [email protected]
Brasil UFV Colodette, Jorge Luiz [email protected]
Cuba CAP–UCLV González Suárez, Erenio IPPP [email protected]
Cuba CAP–UCLV González Cortés, Meilyn IPPP [email protected]
Cuba CAP–UCLV Cata Salgado, Yenlys IPPP [email protected]
España López Calvo, Daniel [email protected]
España Pérez Ot ,Idefonso [email protected]
España García Hortal, José A. [email protected]
Portugal Venâncio Egas, Ana Paula [email protected]
Portugal IPB Filipe Barreiro, Maria Filomena ASIPYP [email protected]
Portugal U. Oporto Rodríguez, Alirio Egidio ASIPYP [email protected]
da Silva ,Isabel Cristina [email protected]
IPPP: Ingeniería de procesos de pulpa y papel; ASIPYP: Aprovechamiento de subproductos de la industria de pulpa y
papel; UPAMA: utilización de productos amigables al medio ambiente. TE: tratamiento de efluentes.