Caso exitoso de Eficiencia Energética
38
CURSO: “EFICIENCIA ENERGÉTICA” Tema 6.1: Caso Exitoso de PEE Centro de Tecnologías Ambientales - CTA Expositor: Ing. CIP Manuel Bocanegra Alayo Lima, 27 de abril del 2012
-
Upload
manuel-bocanegra-alayo -
Category
Business
-
view
717 -
download
6
Transcript of Caso exitoso de Eficiencia Energética
CURSO: “EFICIENCIA ENERGÉTICA”
Tema 6.1: Caso Exitoso de PEE
Centro de Tecnologías Ambientales - CTA
Expositor: Ing. CIP Manuel Bocanegra Alayo
Lima, 27 de abril del 2012
CONTENIDO
I. DESCRIPCIÓN GENERAL
II. SISTEMA TÉRMICO
III. SISTEMAS AUXILIARES
IV. SISTEMA ELÉCTRICO
V. MEDIDAS A IMPLEMENTAR
VI. CONCLUSIONES
CURSO: “EFICIENCIA ENERGÉTICA”
Tema 6.1: Caso Exitoso de PEE
I. DESCRIPCIÓN GENERAL
Descripción de la empresa
• La empresa pertenece al sector Textil Confecciones y el
código CIIU principal es el 1723 que corresponde a la
Fabricación de cuerdas, cordeles, bramantes y redes.
• Se dedica a la fabricación de redes con nudo, hilo
torcido y braided, redes raschel (sin nudo), hilos, cabos
de nylon, poligareta y flotadores para mercados como
Perú, Chile, Ecuador, México, Canadá e Italia.
• El número de empleados y obreros en la planta de
Ventanilla tiene un promedio de 450 personas.
• El área total construida en la Planta es de 21 760,18 m2.
• Trabaja dos turnos de 12 horas cada una y opera 8 760
horas al año.
Descripción del Sistema Eléctrico
• El suministro de energía eléctrica es alimentado por la concesionaria de
distribución EDELNOR, la tensión de suministro es de 10 kilovoltios, tiene
tres fases en Media Tensión, con las siguientes características:
– Número de suministro : 0505495
– Tipo de tarifa : MT4
– Potencia Máxima Contratada : 390 kW
– Modalidad de Facturación : Potencia Contratada
– Vigencia de Opción Tarifaria : Abril 2 001
– Código de Alimentador : V – 07
– Cuenta : 32 – 553 – 1001
– Tipo de Conexión : Subterránea
– Medidor Trifásico No. : 1616421
• Cuenta con dos transformadores trifásicos operativos (Principal y
Elevador), y dos transformadores trifásicos fuera de servicio.
Descripción del Sistema de Vapor
• Las instalaciones de la planta poseen dos calderos piro
tubulares.
• Los calderos en mención cubren los requerimientos
totales de vapor en la planta, trabajando
alternadamente, manteniendo siempre uno de ellos
operativo y el otro en Stand by.
• Los calderos producen vapor saturado que normalmente
oscila entre 90 y 125 psig.
• El vapor saturado es utilizado para suministro de calor, y
se efectúa cuando cambia de fase vapor a fase líquida
entregando su calor latente de vaporización.
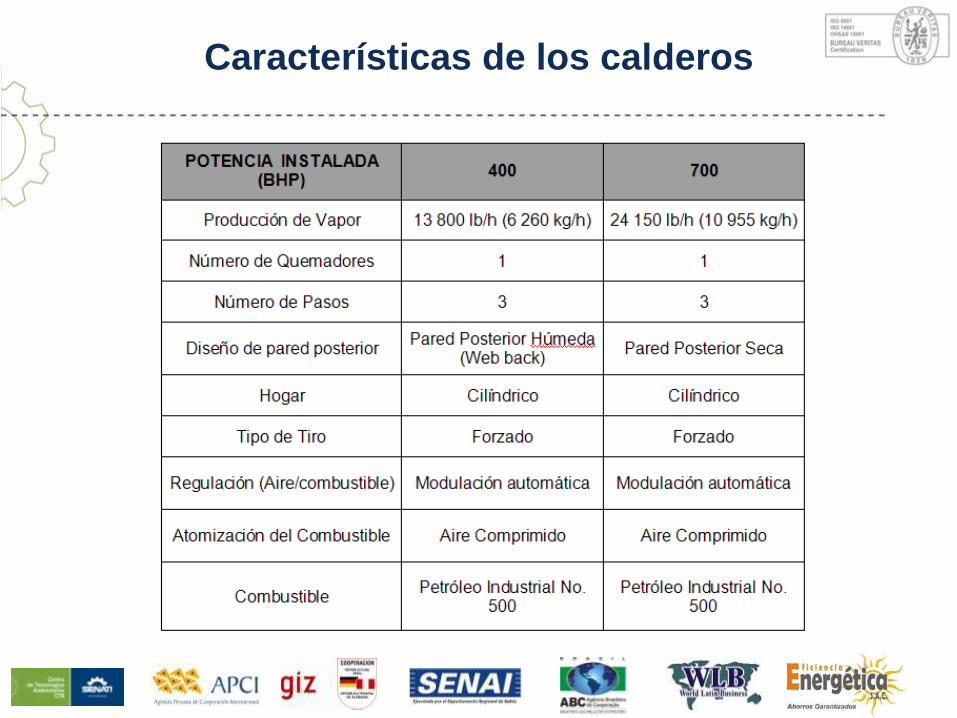
Características de los calderos
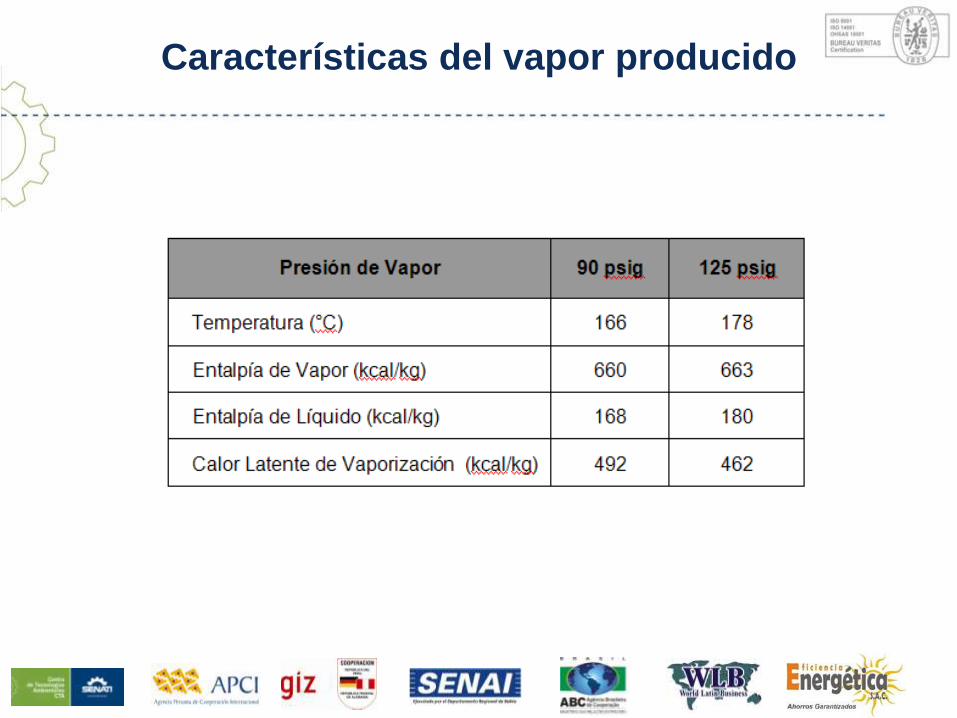
Características del vapor producido
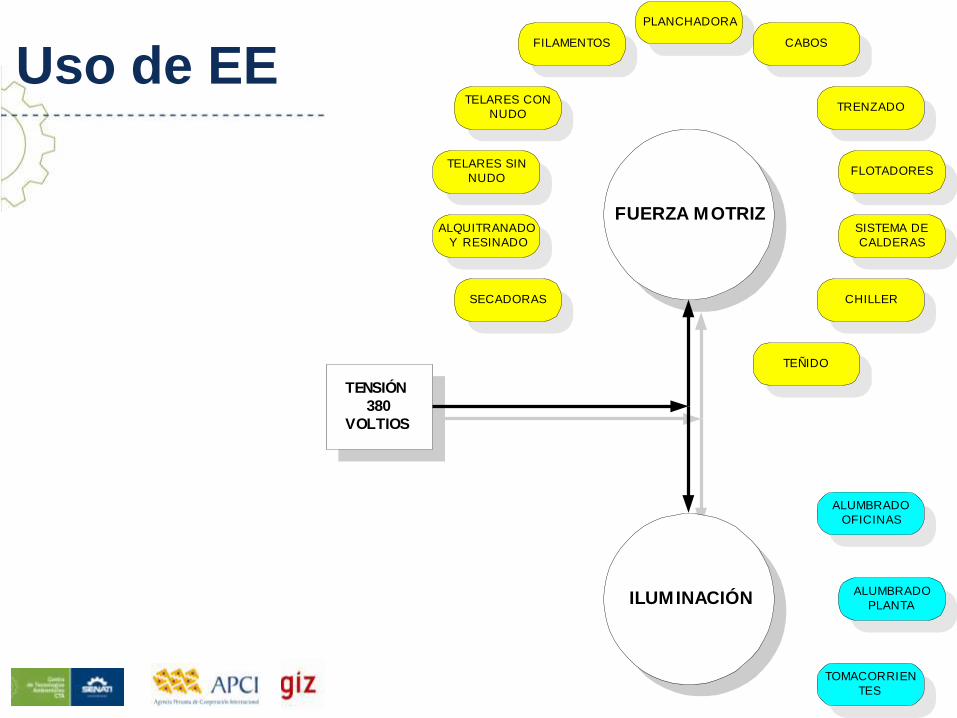
Uso de EE
TENSIÓN
380
VOLTIOS
FUERZA MOTRIZ
PLANCHADORA
TEÑIDO
SECADORAS CHILLER
ALQUITRANADO
Y RESINADO
ILUMINACIÓN
TRENZADO
CABOSFILAMENTOS
TELARES CON
NUDO
TELARES SIN
NUDOFLOTADORES
SISTEMA DE
CALDERAS
TOMACORRIEN
TES
ALUMBRADO
PLANTA
ALUMBRADO
OFICINAS
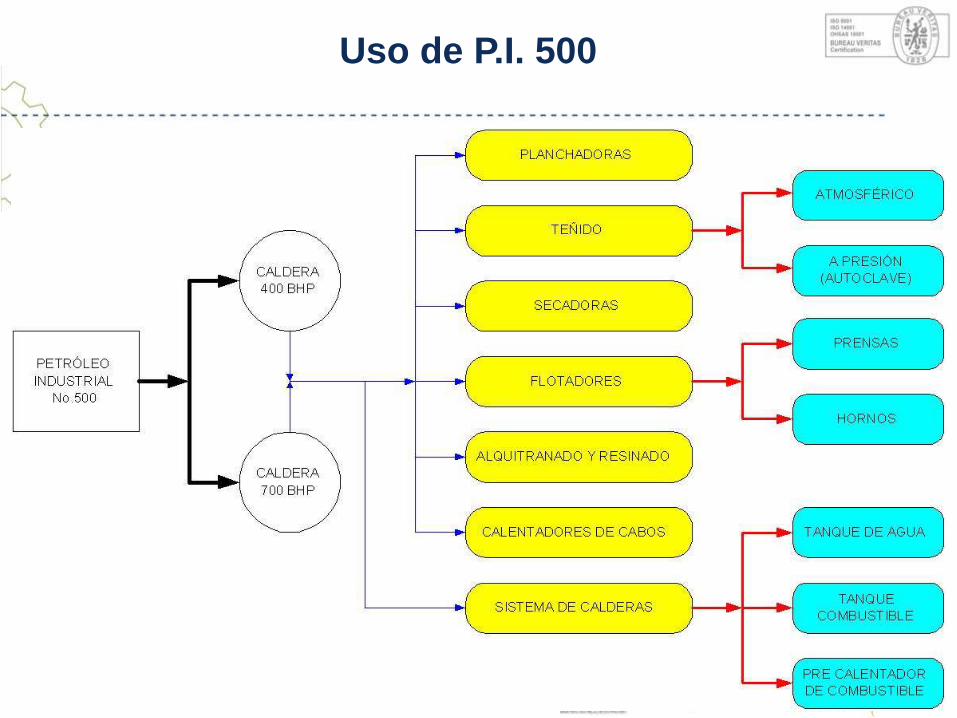
Uso de P.I. 500
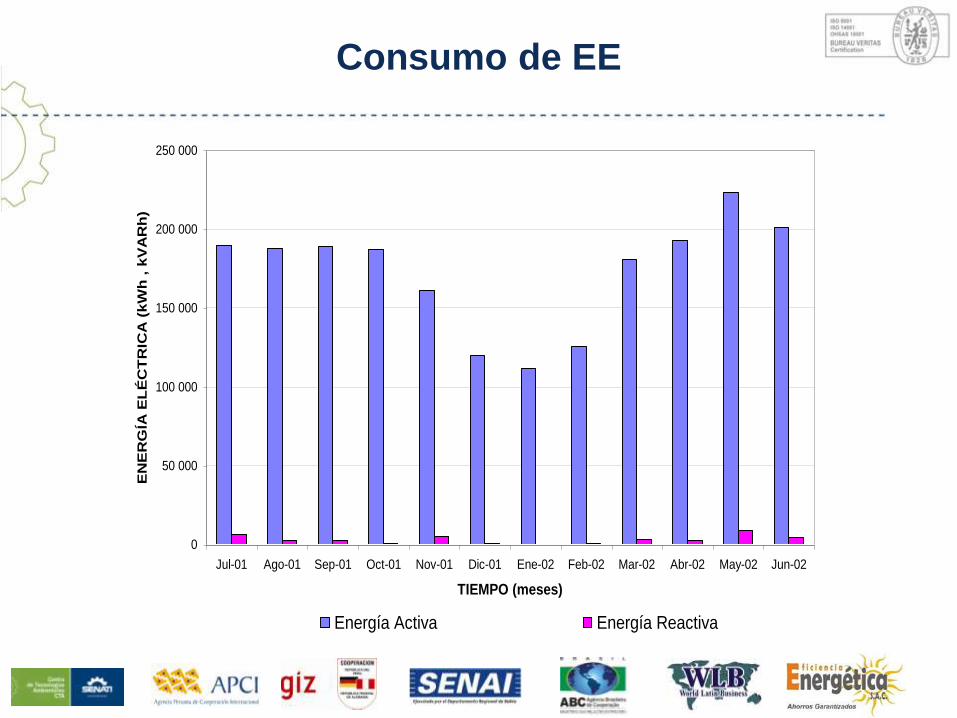
Consumo de EE
0
50 000
100 000
150 000
200 000
250 000
Jul-01 Ago-01 Sep-01 Oct-01 Nov-01 Dic-01 Ene-02 Feb-02 Mar-02 Abr-02 May-02 Jun-02
TIEMPO (meses)
EN
ER
GÍA
EL
ÉC
TR
ICA
(k
Wh
, k
VA
Rh
)
Energía Activa Energía Reactiva
CURSO: “EFICIENCIA ENERGÉTICA”
Tema 6.1: Caso Exitoso de PEE
II. SISTEMA TÉRMICO
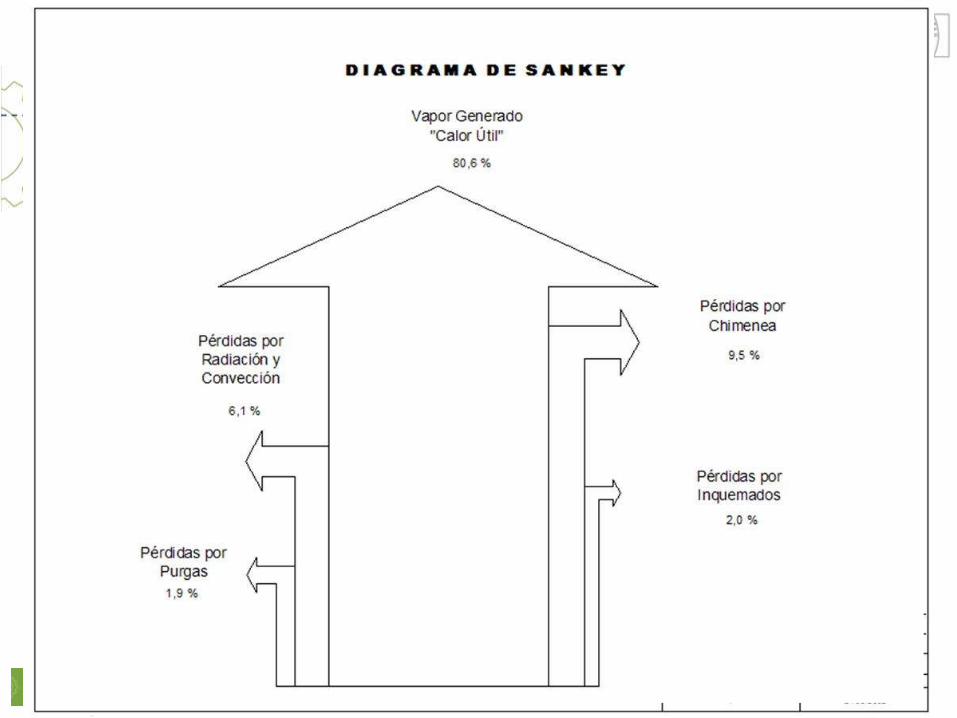
SISTEMA DE ENERGÍA TÉRMICA
• Las evaluaciones energéticas realizados en los calderos de 700
BHP y 400 BHP, permitieron identificar las principales causas de
pérdidas de energía en cada uno de ellos.
• Mediante los ajustes operativos de relaciones aire / combustible
efectuados en los calderos redujo los consumos de combustible
• Se denominó llama baja, llama media y llama alta a la operación
con niveles de carga cercanos al 20%, 50% y 80% de la potencia
instalada total de los calderos, respectivamente.
• Los análisis de combustión fueron llevados en dos etapas,
denominándose "antes" a la condición inicialmente encontrada (sin
modificaciones) y "después" luego de efectuar los ajustes
operativos aire / combustible.
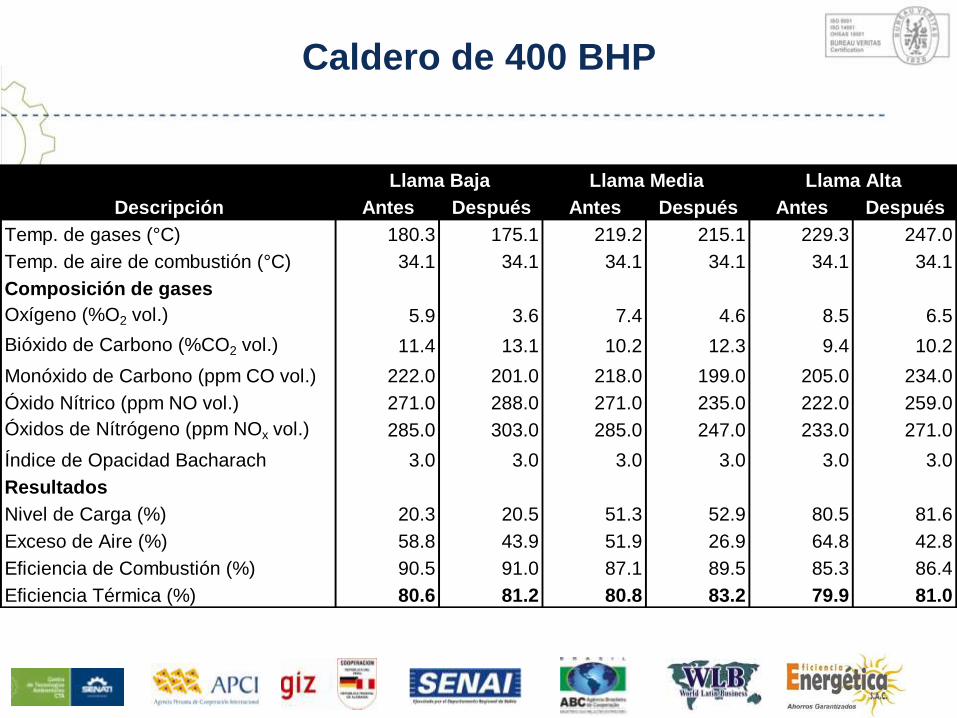
Caldero de 400 BHP
Antes Después Antes Después Antes Después
Temp. de gases (°C) 180.3 175.1 219.2 215.1 229.3 247.0
Temp. de aire de combustión (°C) 34.1 34.1 34.1 34.1 34.1 34.1
Composición de gases
Oxígeno (%O2 vol.) 5.9 3.6 7.4 4.6 8.5 6.5
Bióxido de Carbono (%CO2 vol.) 11.4 13.1 10.2 12.3 9.4 10.2
Monóxido de Carbono (ppm CO vol.) 222.0 201.0 218.0 199.0 205.0 234.0
Óxido Nítrico (ppm NO vol.) 271.0 288.0 271.0 235.0 222.0 259.0
Óxidos de Nítrógeno (ppm NOx vol.) 285.0 303.0 285.0 247.0 233.0 271.0
Índice de Opacidad Bacharach 3.0 3.0 3.0 3.0 3.0 3.0
Resultados
Nivel de Carga (%) 20.3 20.5 51.3 52.9 80.5 81.6
Exceso de Aire (%) 58.8 43.9 51.9 26.9 64.8 42.8
Eficiencia de Combustión (%) 90.5 91.0 87.1 89.5 85.3 86.4
Eficiencia Térmica (%) 80.6 81.2 80.8 83.2 79.9 81.0
Descripción
Llama Baja Llama Media Llama Alta
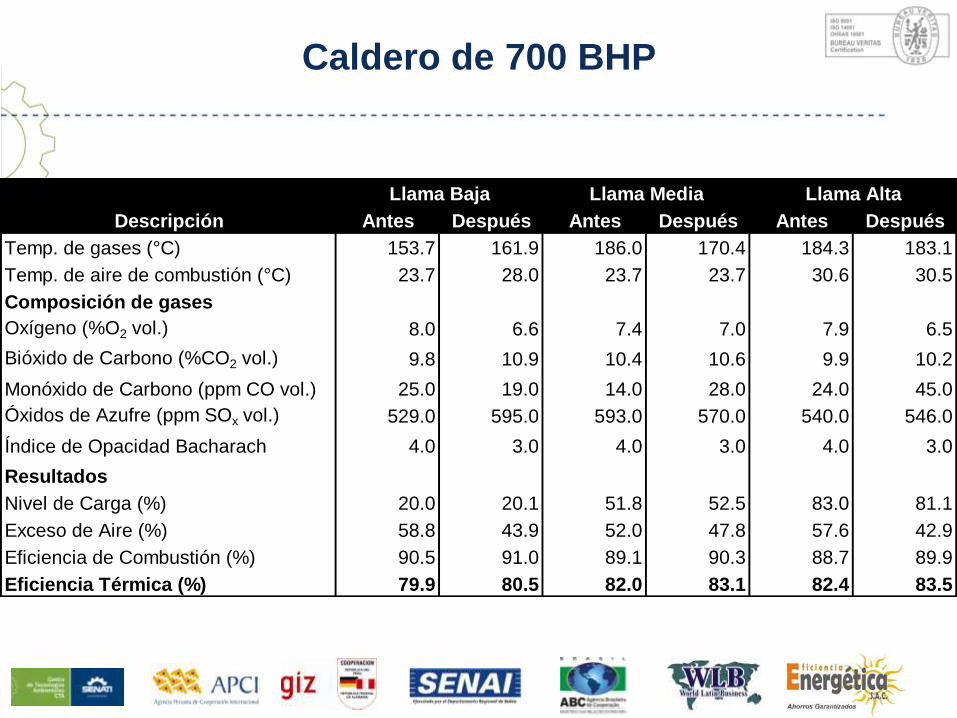
Caldero de 700 BHP
Antes Después Antes Después Antes Después
Temp. de gases (°C) 153.7 161.9 186.0 170.4 184.3 183.1
Temp. de aire de combustión (°C) 23.7 28.0 23.7 23.7 30.6 30.5
Composición de gases
Oxígeno (%O2 vol.) 8.0 6.6 7.4 7.0 7.9 6.5
Bióxido de Carbono (%CO2 vol.) 9.8 10.9 10.4 10.6 9.9 10.2
Monóxido de Carbono (ppm CO vol.) 25.0 19.0 14.0 28.0 24.0 45.0
Óxidos de Azufre (ppm SOx vol.) 529.0 595.0 593.0 570.0 540.0 546.0
Índice de Opacidad Bacharach 4.0 3.0 4.0 3.0 4.0 3.0
Resultados
Nivel de Carga (%) 20.0 20.1 51.8 52.5 83.0 81.1
Exceso de Aire (%) 58.8 43.9 52.0 47.8 57.6 42.9
Eficiencia de Combustión (%) 90.5 91.0 89.1 90.3 88.7 89.9
Eficiencia Térmica (%) 79.9 80.5 82.0 83.1 82.4 83.5
Llama Alta
Descripción
Llama Baja Llama Media
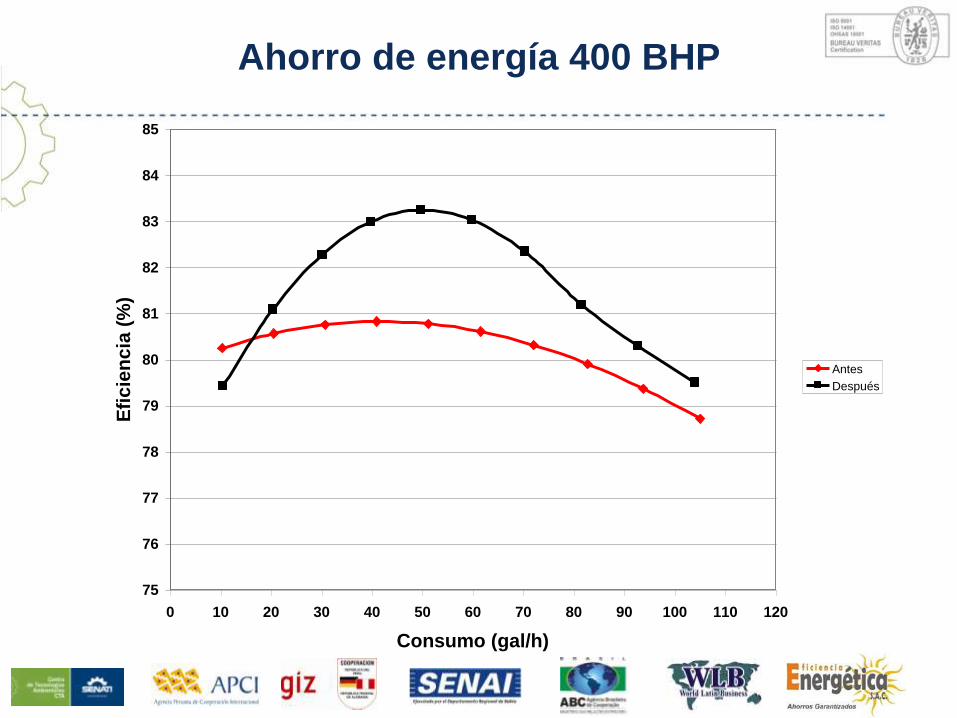
Ahorro de energía 400 BHP
75
76
77
78
79
80
81
82
83
84
85
0 10 20 30 40 50 60 70 80 90 100 110 120
Consumo (gal/h)
Efi
cie
nc
ia (
%)
Antes
Después
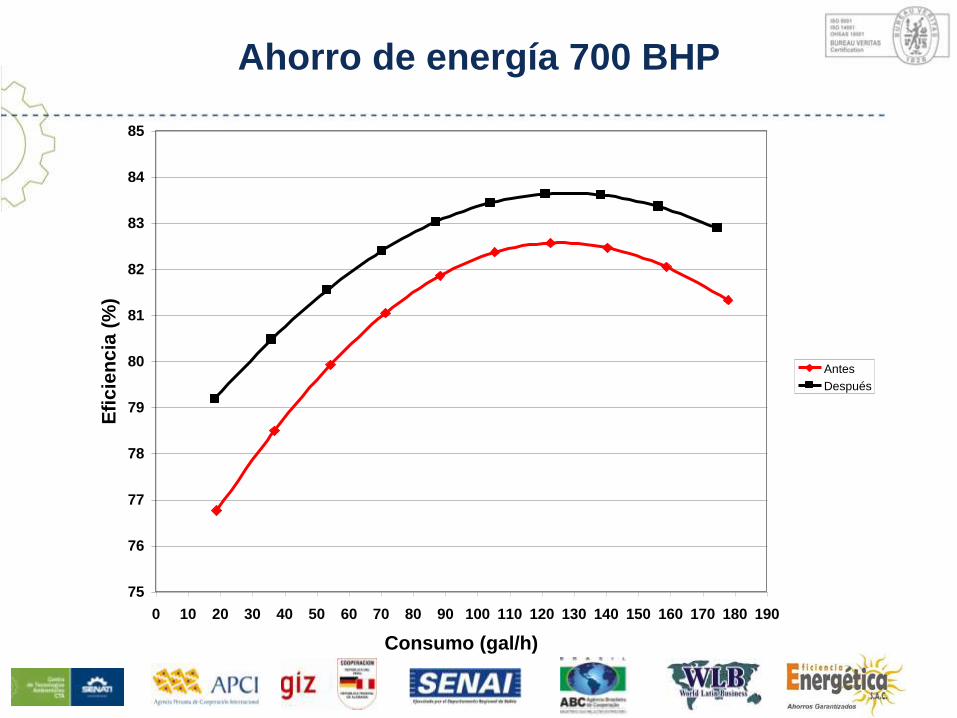
Ahorro de energía 700 BHP
75
76
77
78
79
80
81
82
83
84
85
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190
Consumo (gal/h)
Efi
cie
nc
ia (
%)
Antes
Después
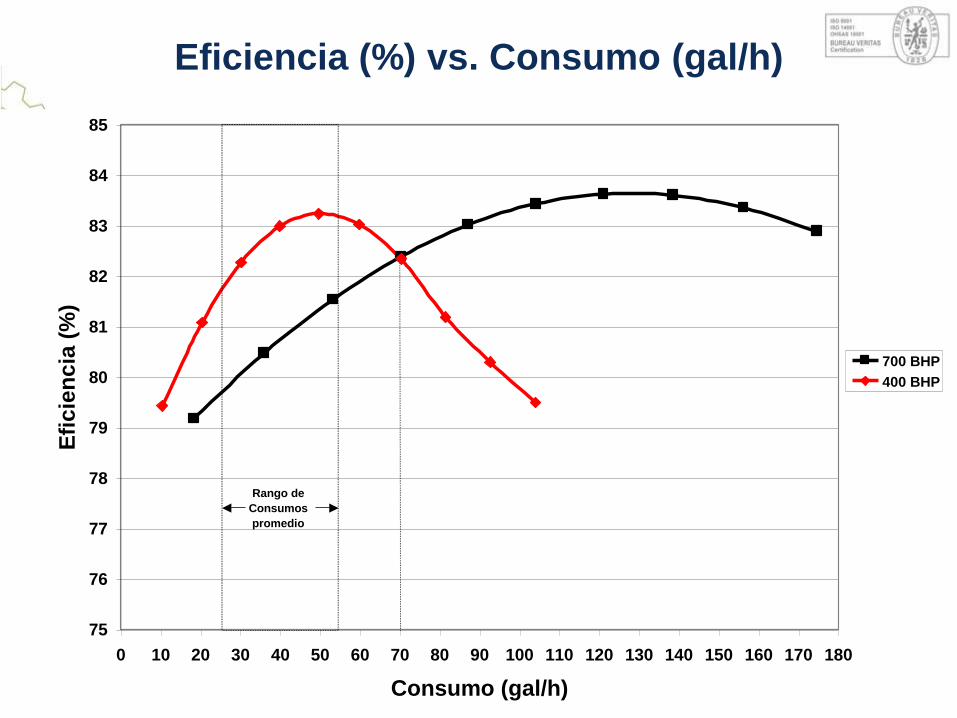
Eficiencia (%) vs. Consumo (gal/h)
75
76
77
78
79
80
81
82
83
84
85
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180
Consumo (gal/h)
Efi
cie
nc
ia (
%)
700 BHP
400 BHP
Rango de
Consumos
promedio
CURSO: “EFICIENCIA ENERGÉTICA”
Tema 6.1: Caso Exitoso de PEE
III. SISTEMAS AUXILIARES
SISTEMAS AUXILIARES
1. AIRE COMPRIMIDO
• El sistema de aire comprimido es alimentado por dos
compresores SULLAIR:
– Compresor Encapsulado Modelo ES – 6
– Compresor Encapsulado Modelo ES – 8
• Es importante indicar que en ambos compresores, las
condiciones normales de referencia son las siguientes:
– Presión absoluta de entrada: 14,5 psig (1 bar)
– Temperatura de entrada de aire: 68 F (20 C)
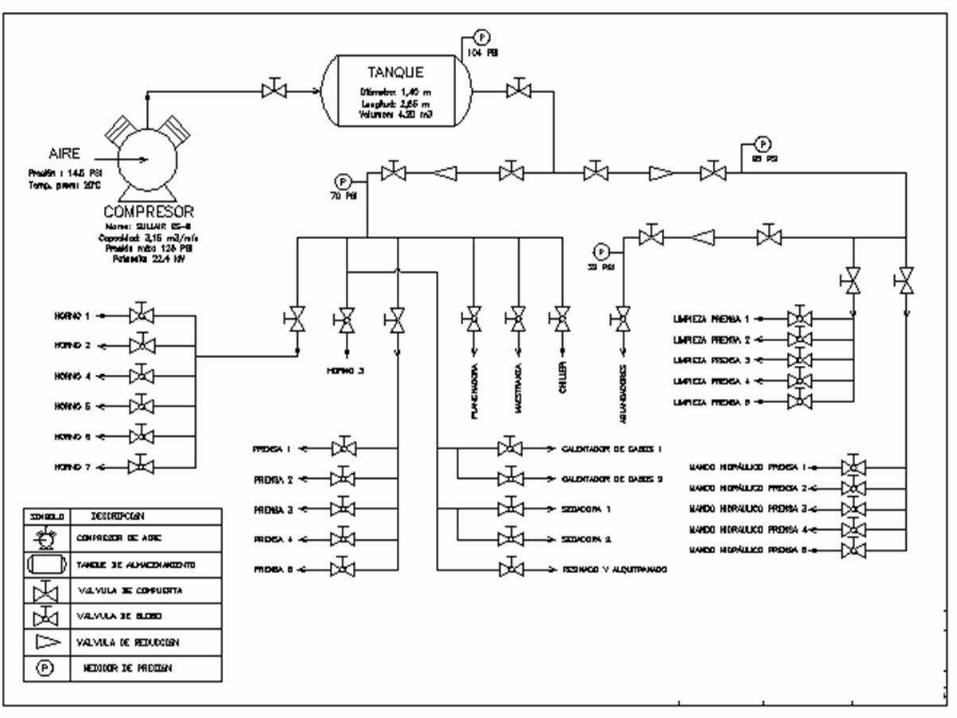
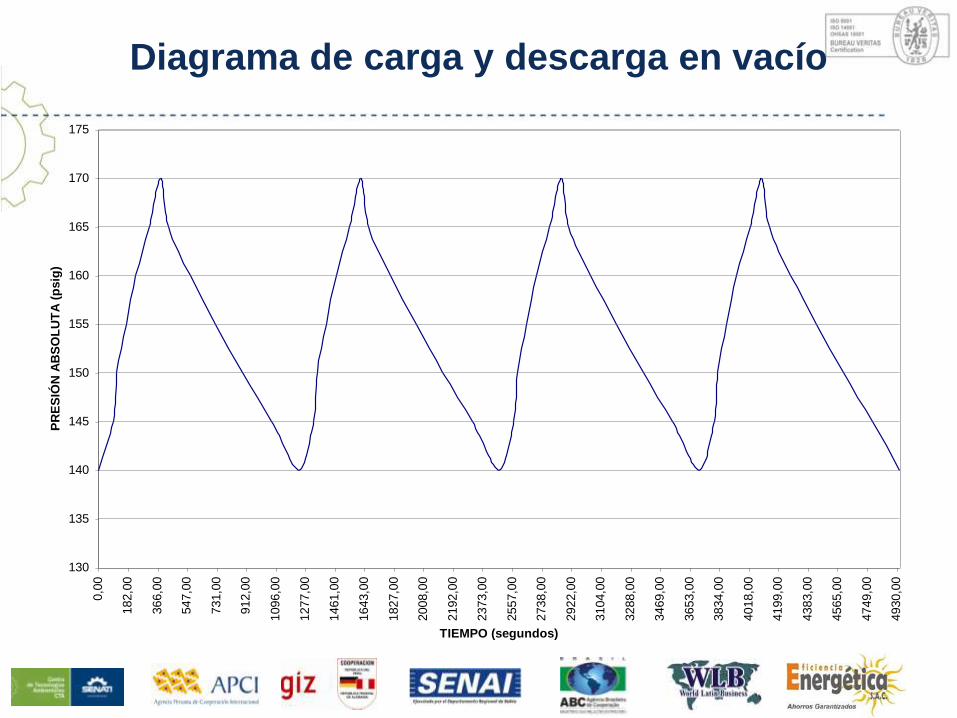
Diagrama de carga y descarga en vacío
130
135
140
145
150
155
160
165
170
175
0,0
0
182,0
0
366,0
0
547,0
0
731,0
0
912,0
0
1096,0
0
1277,0
0
1461,0
0
1643,0
0
1827,0
0
2008,0
0
2192,0
0
2373,0
0
2557,0
0
2738,0
0
2922,0
0
3104,0
0
3288,0
0
3469,0
0
3653,0
0
3834,0
0
4018,0
0
4199,0
0
4383,0
0
4565,0
0
4749,0
0
4930,0
0
TIEMPO (segundos)
PR
ES
IÓN
AB
SO
LU
TA
(p
sig
)
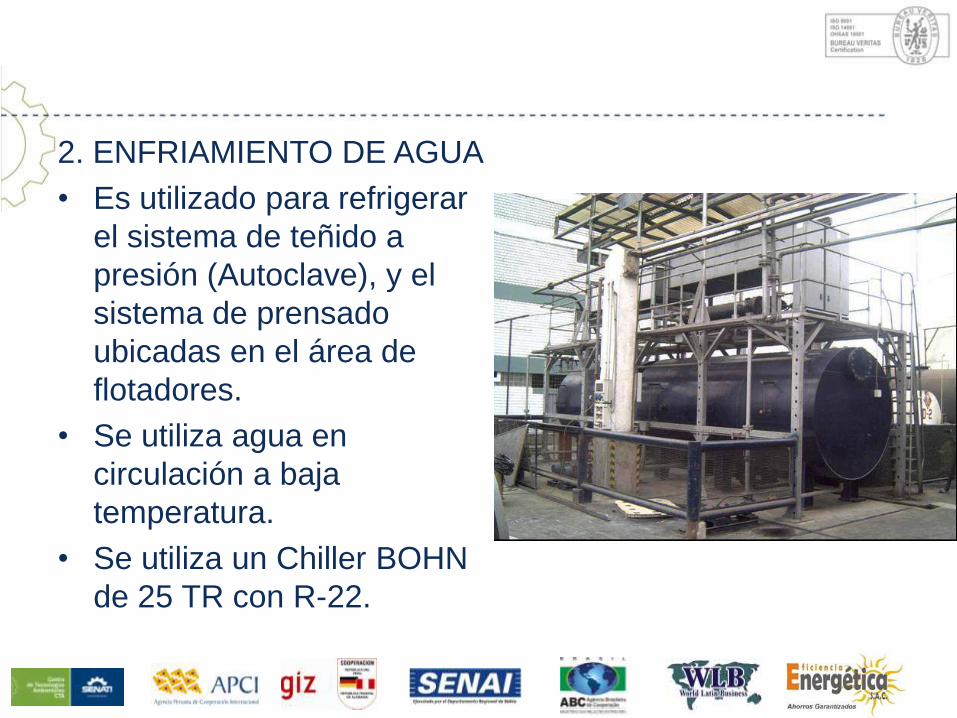
2. ENFRIAMIENTO DE AGUA
• Es utilizado para refrigerar
el sistema de teñido a
presión (Autoclave), y el
sistema de prensado
ubicadas en el área de
flotadores.
• Se utiliza agua en
circulación a baja
temperatura.
• Se utiliza un Chiller BOHN
de 25 TR con R-22.
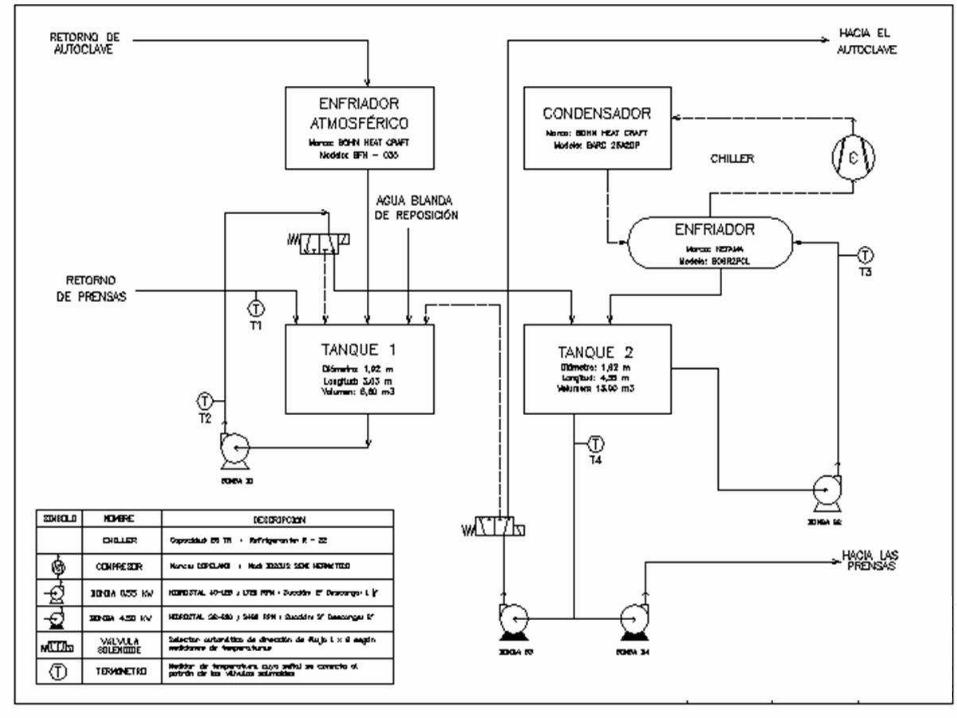
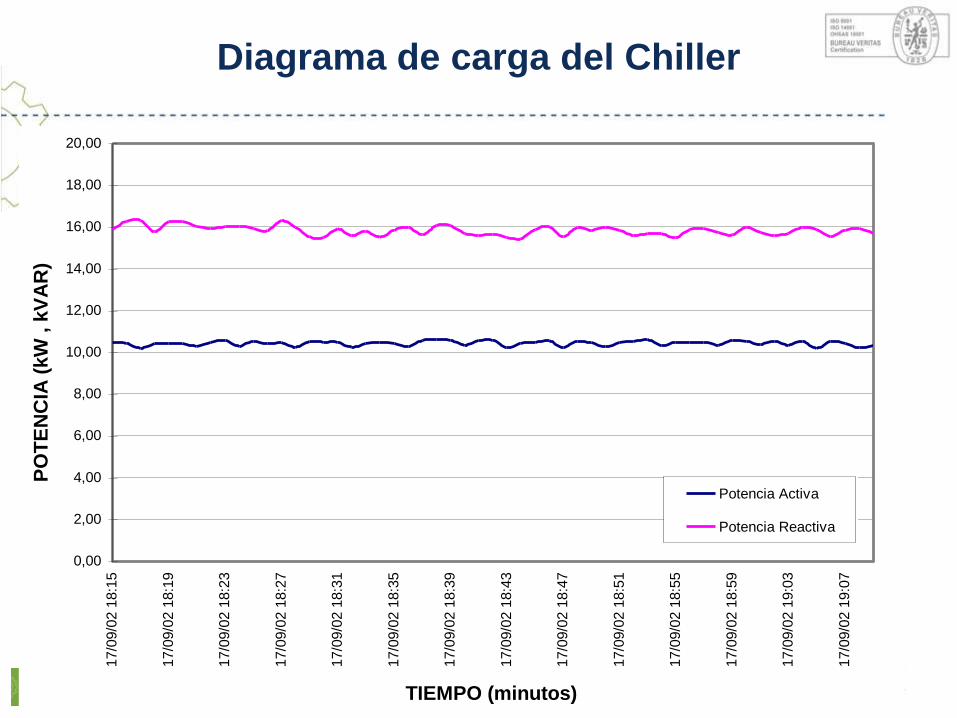
Diagrama de carga del Chiller
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
17/0
9/0
2 1
8:1
5
17/0
9/0
2 1
8:1
9
17/0
9/0
2 1
8:2
3
17/0
9/0
2 1
8:2
7
17/0
9/0
2 1
8:3
1
17/0
9/0
2 1
8:3
5
17/0
9/0
2 1
8:3
9
17/0
9/0
2 1
8:4
3
17/0
9/0
2 1
8:4
7
17/0
9/0
2 1
8:5
1
17/0
9/0
2 1
8:5
5
17/0
9/0
2 1
8:5
9
17/0
9/0
2 1
9:0
3
17/0
9/0
2 1
9:0
7
TIEMPO (minutos)
PO
TE
NC
IA (
kW
, k
VA
R)
Potencia Activa
Potencia Reactiva
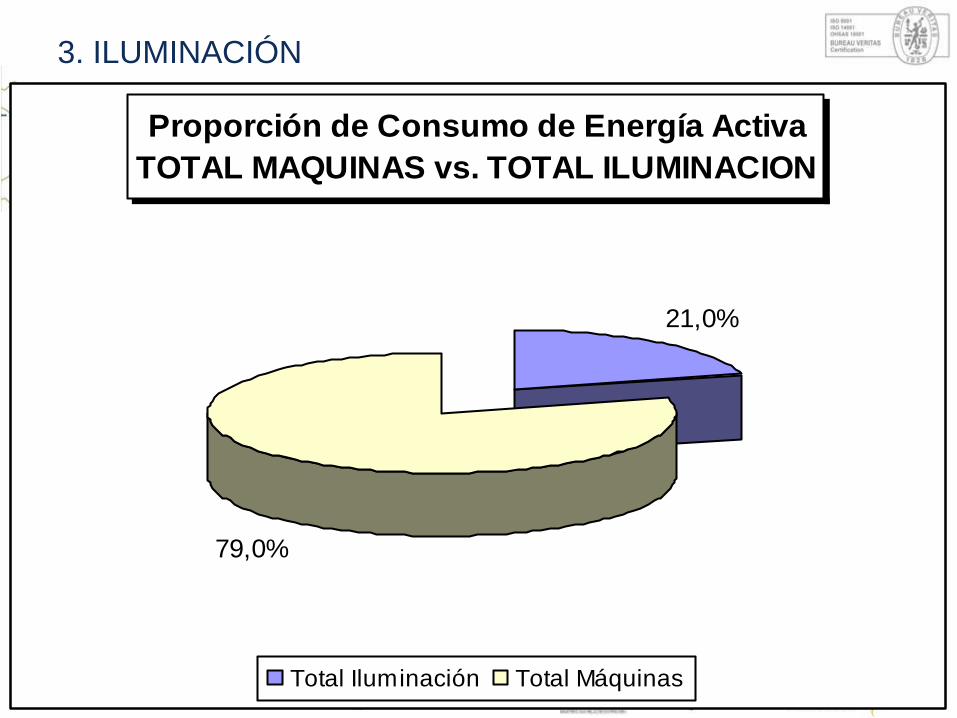
3. ILUMINACIÓN
Proporción de Consumo de Energía Activa
TOTAL MAQUINAS vs. TOTAL ILUMINACION
21,0%
79,0%
Total Iluminación Total Máquinas
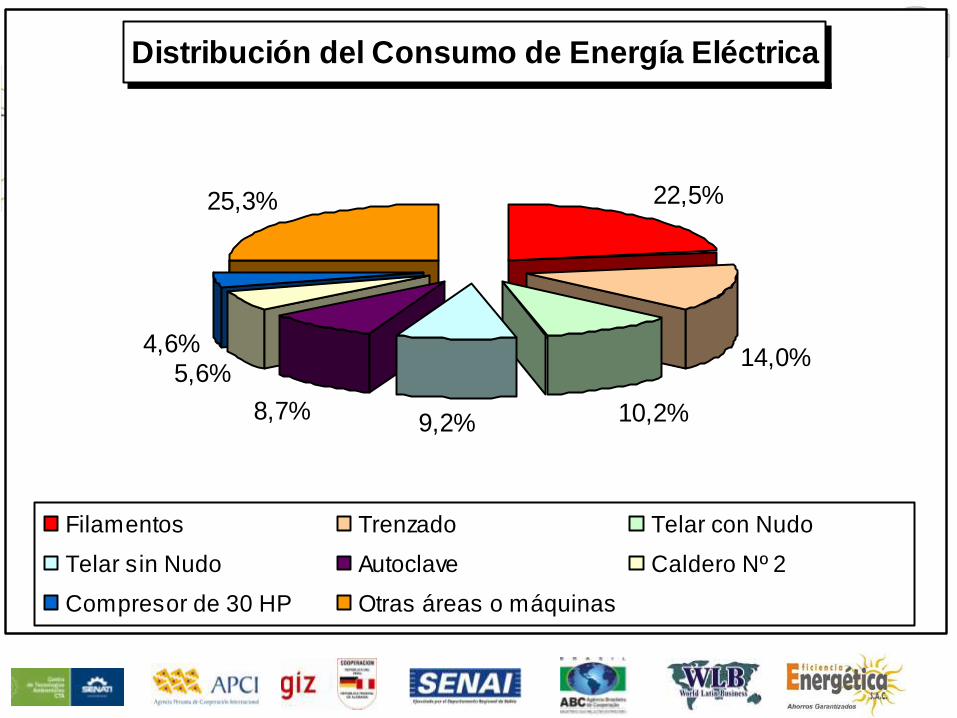
Distribución del Consumo de Energía Eléctrica
22,5%
14,0%
10,2%9,2%8,7%
5,6%4,6%
25,3%
Filamentos Trenzado Telar con Nudo
Telar sin Nudo Autoclave Caldero Nº 2
Compresor de 30 HP Otras áreas o máquinas

CURSO: “EFICIENCIA ENERGÉTICA”
Tema 6.1: Caso Exitoso de PEE
IV. SISTEMA ELÉCTRICO
SISTEMA ELÉCTRICO
CAMBIO TARIFARIO CONTROLANDO EL FACTOR DE
CALIFICACIÓN
• Los equipos que podrían ser controlados en horas punta
en la planta son:
– Motor y ventilador de Autoclave (80 kW durantes 3 horas diarias)
– Motores de Cabos (12 kW durante 2 horas diarias)
– Máquinas Unidoras de Telar sin Nudos (8 kW durante 5 horas
diarias)
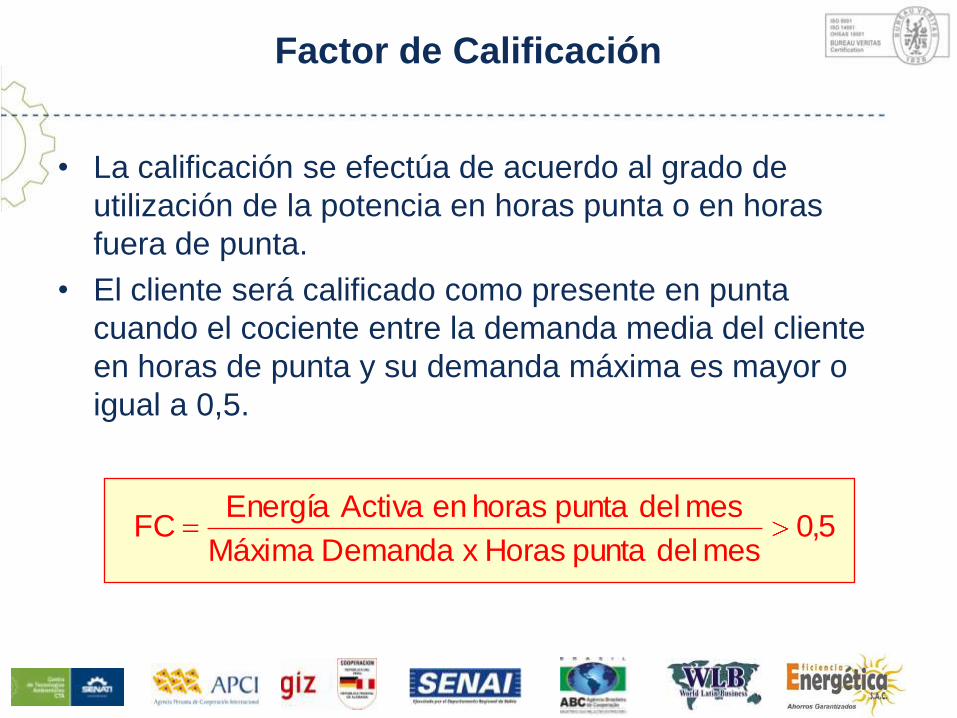
Factor de Calificación
• La calificación se efectúa de acuerdo al grado de
utilización de la potencia en horas punta o en horas
fuera de punta.
• El cliente será calificado como presente en punta
cuando el cociente entre la demanda media del cliente
en horas de punta y su demanda máxima es mayor o
igual a 0,5.
5,0mes del punta Horas x Demanda Máxima
mes del punta horas en ActivaEnergíaFC
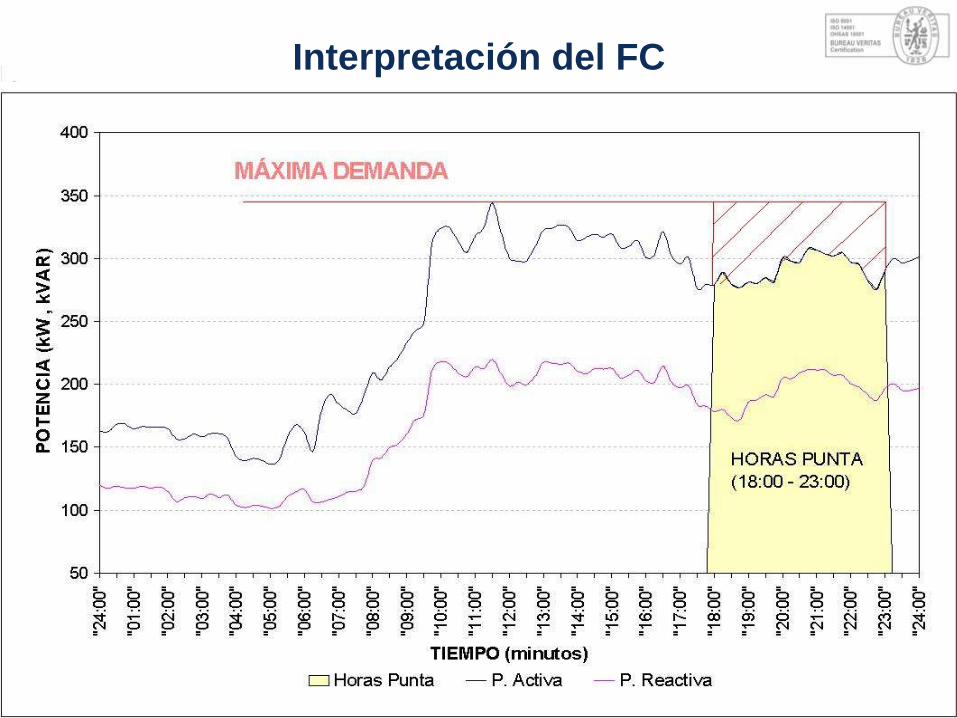
Interpretación del FC
CURSO: “EFICIENCIA ENERGÉTICA”
Tema 6.1: Caso Exitoso de PEE
V. MEDIDAS A IMPLEMENTAR
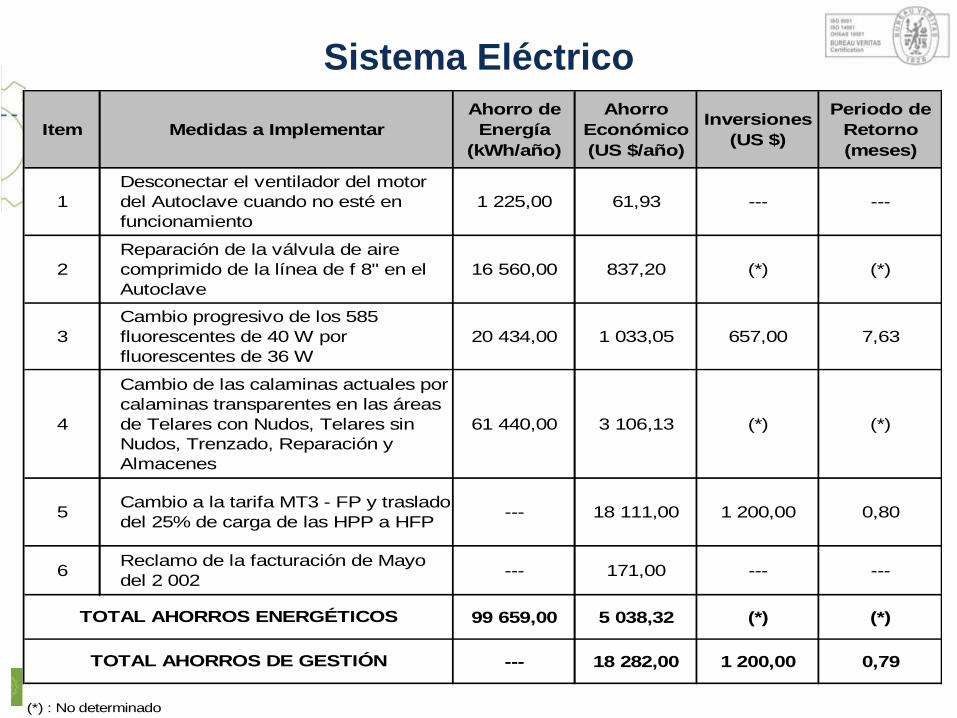
Sistema Eléctrico
Item Medidas a Implementar
Ahorro de
Energía
(kWh/año)
Ahorro
Económico
(US $/año)
Inversiones
(US $)
Periodo de
Retorno
(meses)
1
Desconectar el ventilador del motor
del Autoclave cuando no esté en
funcionamiento
1 225,00 61,93 --- ---
2
Reparación de la válvula de aire
comprimido de la línea de f 8" en el
Autoclave
16 560,00 837,20 (*) (*)
3
Cambio progresivo de los 585
fluorescentes de 40 W por
fluorescentes de 36 W
20 434,00 1 033,05 657,00 7,63
4
Cambio de las calaminas actuales por
calaminas transparentes en las áreas
de Telares con Nudos, Telares sin
Nudos, Trenzado, Reparación y
Almacenes
61 440,00 3 106,13 (*) (*)
5Cambio a la tarifa MT3 - FP y traslado
del 25% de carga de las HPP a HFP--- 18 111,00 1 200,00 0,80
6Reclamo de la facturación de Mayo
del 2 002--- 171,00 --- ---
99 659,00 5 038,32 (*) (*)
--- 18 282,00 1 200,00 0,79
(*) : No determinado
TOTAL AHORROS ENERGÉTICOS
TOTAL AHORROS DE GESTIÓN
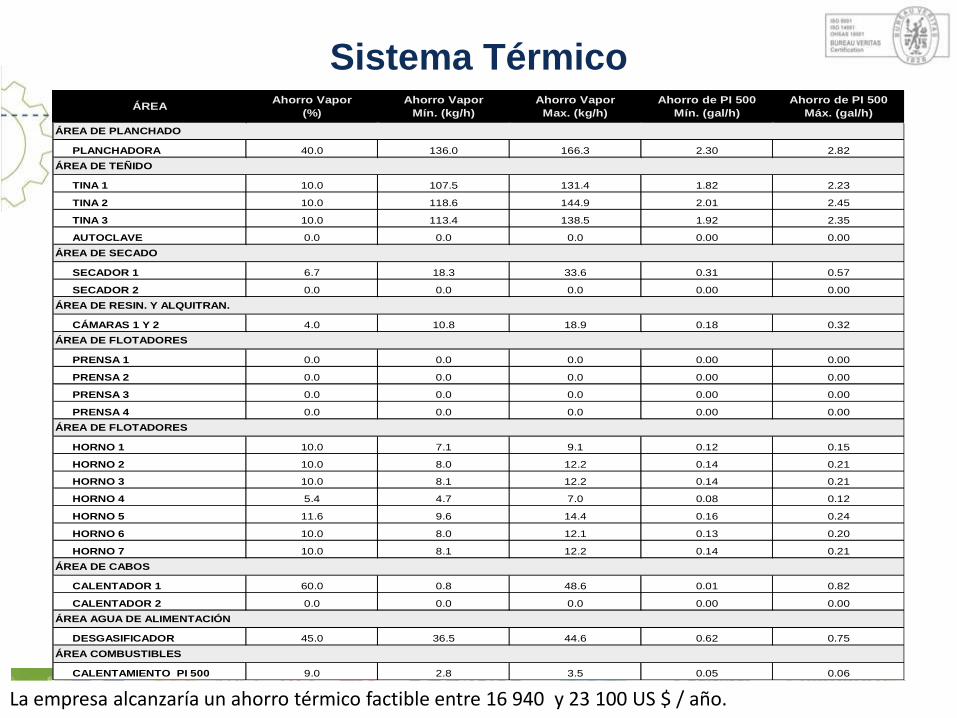
ÁREAAhorro Vapor
(%)
Ahorro Vapor
Mín. (kg/h)
Ahorro Vapor
Max. (kg/h)
Ahorro de PI 500
Mín. (gal/h)
Ahorro de PI 500
Máx. (gal/h)
ÁREA DE PLANCHADO
PLANCHADORA 40.0 136.0 166.3 2.30 2.82
ÁREA DE TEÑIDO
TINA 1 10.0 107.5 131.4 1.82 2.23
TINA 2 10.0 118.6 144.9 2.01 2.45
TINA 3 10.0 113.4 138.5 1.92 2.35
AUTOCLAVE 0.0 0.0 0.0 0.00 0.00
ÁREA DE SECADO
SECADOR 1 6.7 18.3 33.6 0.31 0.57
SECADOR 2 0.0 0.0 0.0 0.00 0.00
ÁREA DE RESIN. Y ALQUITRAN.
CÁMARAS 1 Y 2 4.0 10.8 18.9 0.18 0.32
ÁREA DE FLOTADORES
PRENSA 1 0.0 0.0 0.0 0.00 0.00
PRENSA 2 0.0 0.0 0.0 0.00 0.00
PRENSA 3 0.0 0.0 0.0 0.00 0.00
PRENSA 4 0.0 0.0 0.0 0.00 0.00
ÁREA DE FLOTADORES
HORNO 1 10.0 7.1 9.1 0.12 0.15
HORNO 2 10.0 8.0 12.2 0.14 0.21
HORNO 3 10.0 8.1 12.2 0.14 0.21
HORNO 4 5.4 4.7 7.0 0.08 0.12
HORNO 5 11.6 9.6 14.4 0.16 0.24
HORNO 6 10.0 8.0 12.1 0.13 0.20
HORNO 7 10.0 8.1 12.2 0.14 0.21
ÁREA DE CABOS
CALENTADOR 1 60.0 0.8 48.6 0.01 0.82
CALENTADOR 2 0.0 0.0 0.0 0.00 0.00
ÁREA AGUA DE ALIMENTACIÓN
DESGASIFICADOR 45.0 36.5 44.6 0.62 0.75
ÁREA COMBUSTIBLES
CALENTAMIENTO PI 500 9.0 2.8 3.5 0.05 0.06
Sistema Térmico
La empresa alcanzaría un ahorro térmico factible entre 16 940 y 23 100 US $ / año.
CURSO: “EFICIENCIA ENERGÉTICA”
Tema 6.1: Caso Exitoso de PEE
VI. CONCLUSIONES
CONCLUSIONES
• Los ahorros de energía logrados por el ajuste operativo en calderos
es equivalente a 3 200 galones/año (US $ 2.240,00 al año).
• Existe un beneficio potencial por ahorros de energía eléctrica y
térmica de fácil implementación que oscila entre 13,65% y 16,05%
(entre US $ 35 200,00 y US $ 41 380,00 al año).
• Para producciones con demandas menores o iguales a 4 150 kg/h
de vapor utilizar el Caldero de 400 BHP. Caso contrario utilizar el
caldero de 700 BHP.
• La reducción del consumo de energía incrementa la productividad
en la empresa, reduce la emisión de CO2 al ambiente, conservar los
recursos naturales y colaborar con el desarrollo sostenible.