Causa Retroceso - Encendido_carburos Metalicos
16
Página 1 de 6 S.E. de CARBUROS METALICOS, S.A. División Soldadura -- C/ Aragón, 300 08009 Barcelona, España -- Telf. Atención al cliente 901 100 007 e-mail: [email protected] Introducción La soldadura y el corte con gas son procesos habituales y peligrosos. Hoy en día los equipos se diseñan y se fabrican lo más seguros posible (siempre y cuando se trate de un fabricante certificado y que fabrique de acuerdo con EN). Sin embargo, como puede suceder con otras herramientas y equipos industriales, en estos procesos de soldadura y corte los equipos son usados en ambientes duros, manejados por diversas personas, maltratados en muchas aplicaciones y además el mantenimiento preventivo no es el adecuado. Es importante también la influencia de otras personas que trabajan en vecindad con la soldadura y el corte, aunque ellos mismos no usen el equipo. Han ocurrido accidentes cuando terceras personas accidental o deliberadamente cambiaron las presiones de los reguladores o manipularon las mangueras. Todas las condiciones mencionadas pueden conducir a un accidente. Por lo tanto los dispositivos de seguridad pueden ser considerados como ”el cinturón de seguridad” de los equipos de gas. La intención de esta información es explicar la inestabilidad de la llama (p.e.retrocesos de llama), los factores que pueden conducir a estas condiciones y cómo los dispositivos de seguridad pueden ofrecer protección cuando ocurren estas condiciones. Dispositivos de seguridad – Información general En aplicaciones de corte, soldadura y calentamiento con oxi/gas no hay procedimientos sin riesgos. Hay que usar equipos de calidad y mantenerlos en buen estado. Todos estos factores protegen al usuario y al equipo contra daños, no obstante los problemas pueden ocurrir si no se observa la diligencia debida. CAUSAS DE LOS RETROCESOS Información importante sobre los Dispositivos de Seguridad CARBUROS METALICOS División Soldadura HOJA INFORMATIVA Febrero 2004
-
Upload
terileco6657 -
Category
Documents
-
view
37 -
download
2
Transcript of Causa Retroceso - Encendido_carburos Metalicos
-
Pgina 1 de 6
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
Introduccin La soldadura y el corte con gas son procesos habituales y peligrosos. Hoy en da los equipos se disean y se fabrican lo ms seguros posible (siempre y cuando se trate de un fabricante certificado y que fabrique de acuerdo con EN). Sin embargo, como puede suceder con otras herramientas y equipos industriales, en estos procesos de soldadura y corte los equipos son usados en ambientes duros, manejados por diversas personas, maltratados en muchas aplicaciones y adems el mantenimiento preventivo no es el adecuado. Es importante tambin la influencia de otras personas que trabajan en vecindad con la soldadura y el corte, aunque ellos mismos no usen el equipo. Han ocurrido accidentes cuando terceras personas accidental o deliberadamente cambiaron las presiones de los reguladores o manipularon las mangueras. Todas las condiciones mencionadas pueden conducir a un accidente. Por lo tanto los dispositivos de seguridad pueden ser considerados como el cinturn de seguridad de los equipos de gas. La intencin de esta informacin es explicar la inestabilidad de la llama (p.e.retrocesos de llama), los factores que pueden conducir a estas condiciones y cmo los dispositivos de seguridad pueden ofrecer proteccin cuando ocurren estas condiciones.
Dispositivos de seguridad Informacin general En aplicaciones de corte, soldadura y calentamiento con oxi/gas no hay procedimientos sin riesgos. Hay que usar equipos de calidad y mantenerlos en buen estado. Todos estos factores protegen al usuario y al equipo contra daos, no obstante los problemas pueden ocurrir si no se observa la diligencia debida.
CAUSAS DE LOS RETROCESOS Informacin importante sobre los Dispositivos de Seguridad
CARBUROS METALICOS Divisin Soldadura
HOJA INFORMATIVA Febrero 2004
-
CARBUROS METALICOS Divisin Soldadura
Pgina 2 de 6
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
1. Por qu usar dispositivos de seguridad?
En cada aplicacin con oxgeno y gas combustible puede ocurrir un retroceso Qu es un retroceso? Existen varios tipos de retrocesos: - Retroceso de gas El retroceso de gas ocurre cuando el gas combustible penetra en el
conducto del oxgeno o viceversa producindose una mezcla fuera de la zona designada para ello. Retroceso de llama Un retroceso de llama es el problema ms serio y mas peligroso que puede ocurrir en un proceso que utilice oxgeno y gas combustible. Un retroceso de llama puede causar la destruccin del soplete, fuego o explosin de las mangueras, en los reguladores y en el peor de los casos en las botellas.
En la combustin de los gases existe un equilibrio entre la velocidad del gas en la boquilla y la velocidad con que se produce la combustin del gas . Si este equilibrio se rompe por cualquier causa, la llama busca el nuevo punto de equilibrio. Puede ocurrir que la llama desaparezca y se apague el soplete o que la llama busque el equilibrio dentro del soplete y en este caso decimos que se ha producido un retroceso de llama. Se entiende por velocidad de inflamacin a la velocidad de propagacin de la mezcla en reposo de los gases, por lo tanto la velocidad de salida debe ser mayor que la de inflamacin, sino la llama entrar dentro del soplete producindose un retroceso. Existen dos tipos de retrocesos de llama: el primero y poco peligroso es aquel en el que por el propio efecto de la explosin la llama se apaga. El segundo, llamado Retroceso Mantenido, se produce cuando la llama no se extingue y viaja a travs del soplete y de las mangueras pudiendo llegar hasta los manorreductores. Este fenmeno ocurre de forma instantnea ya que la velocidad de la llama de oxgeno / acetileno es muy alta, aprox. 13 metros por segundo. Porqu se produce un retroceso? Los retrocesos pueden ser producidos por distintos motivos:
1. Defectos en el sistema inyector mezclador. Revisar el equipo por personal tcnicamente competente.
2. Mezcla inadecuada de los gases. Regular el caudal de cada uno de los grifos hasta obtener un dardo adecuado.
3. Presiones inadecuadas de los gases. Ajustar las presiones a las indicadas en el manual, observar el aspecto del dardo.
4. Obstruccin o suciedad en las boquillas. Limpiar la boquilla interior y exteriormente, peridicamente. Sustitucin regular por nueva.
-
CARBUROS METALICOS Divisin Soldadura
Pgina 3 de 6
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
5. Tuerca apriete de boquillas suelta. Apretar tuerca y comprobar despus de unos minutos de trabajo.
6. Asiento de boquilla defectuoso por partculas o deformaciones. Limpiar la superficie del asiento o cambiar en caso de deformacin por calentamiento.
7. Encender el soplete con los dos grifos abiertos. Abrir en primer lugar el grifo de gas combustible y encender la llama, despus abrir lentamente el de oxgeno.
8. Ahogado de la llama sobre el material de corte. Se produce cuando entra en contacto la boquilla y el material. Se debe mantener una distancia de unos 5 mm. entre ellas.
9. Excesivo calentamiento de la boquilla. Esto produce un aumento en la velocidad de inflamacin que puede generar retrocesos. Enfriar la punta de la boquilla o regular de nuevo la llama.
10. Eleccin incorrecta del dispositivo de seguridad
11. Incorrecto dimetro de la manguera
12. Fugas en la manguera
13. Mangueras torcidas u obstruidas (o cualquier otra cosa que interrumpa el flujo de gas hacia la llama)
14. Conexiones de manguera flojas
15. Insuficiente abastecimiento de gas
16. Abuso de equipo. Fugas de gases en el equipo
17. Partes bloqueadas en el equipo
Otros motivos:
Presin de utilizacin del gas incorrecta Baja presin de botella Manguera pinzada, doblada, cortada ... Bajada de presin debida a la longitud de las mangueras
-
CARBUROS METALICOS Divisin Soldadura
Pgina 4 de 6
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
Qu hacer en caso de retroceso? Se detecta por la desaparicin de la llama a la vez que se produce una explosin seguido de un fuerte silbido que sale del interior del soplete. En caso de retroceso es importante actuar con rapidez para evitar que el soplete sufra daos en el asiento de la boquilla o en los grifos. Acciones a seguir:
1. No arrojar ni abandonar el soplete. 2. No intentar apagar la llama revertida golpeando la punta del soplete, esto ayuda al
avance del retroceso llegando hasta los grifos y mangueras. 3. Cerrar rpidamente los grifos de gas combustible en primer lugar y despus el de
oxgeno. Si esto no se hace la llama puede llegar a fundir cualquier parte del soplete. 4. Esperar a que desaparezca el silbido y la llama interior. 5. Comprobar que el soplete no ha sido daado y comprobar la estabilidad de llama.
Ante cualquier duda recordar que la seguridad de las personas es lo ms importante.
Inversin de las mangueras de alimentacin de gas Prdida de gas en los racores, grifos, etc (no estanco) Orificios de boquillas demasiado grueso o demasiado pequeo Calentamiento de la boquilla, escoria en la boquilla
-
CARBUROS METALICOS Divisin Soldadura
Pgina 5 de 6
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
Recomendaciones - Utilizar dispositivos de seguridad contra retrocesos de llama y gas, que estn fabricados
de acuerdo con la EN - Disponer los dispositivos de seguridad de acuerdo con las leyes vigentes ITC MIE
APQ 5 (a la salida del manorreductor o puesto de trabajo) - Ordenar la revisin del equipo, soplete, manorreductores, mangueras y de los
dispositivos de seguridad despus de un retroceso. 2. Qu es un dispositivo de seguridad?
Un dispositivo de seguridad es un equipo de seguridad detiene una llama o una explosin asociada con el uso de oxgeno y gas. Un dispositivo de seguridad debe estar fabricado segn las normas internacionales y tener los siguientes elementos de seguridad. - Filtro de entrada evita que entre suciedad en el dispositivo, protege los otros
componentes - Vlvula antirretorno evita el retroceso de gases - Vlvula de cierre a presin para el flujo de gas de inmediato, despus de un retroceso
de llama - Sinterizado apagallamas extingue y para la llama - Vlvula de cierre trmico para el flujo de gas en caso de un fuerte retroceso de llama o
en caso de una llama continua 3. Dnde se instala un dispositivo de seguridad?
Los dispositivos de seguridad se pueden instalar: - a la salida del regulador entre regulador y manguera - entre manguera y manguera - entre manguera y soplete
Es obligatorio segn ITC MIE APQ 5 disponerlo a la salida del manorreductor. Uno por cada toma u operario. En los dems sitios son opcionales.
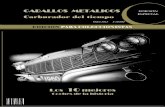
MONTAJE ERRNEO
MONTAJE RECOMENDADO
Montaje de manorreductor, 1 dispositivo de seguridad y doble derivacin - El retroceso de llama es apagado por el dispositivo de seguridad - El retroceso de llama pasa por la doble derivacin al segundo
operario
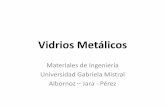
Montaje de manorreductor con doble derivacin y 2 dispositivos de serguridad - El retroceso de llama es apagado por el dispositivo de
seguridad - No hay riesgo para el segundo operario
-
CARBUROS METALICOS Divisin Soldadura
Pgina 6 de 6
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
RF 53-N 4. Cmo funciona un dispositivo apagallamas? Cuando ocurre un retroceso de llama, la llama va del punto de ignicin hacia el abastecimiento de gas (a la lnea que tenga menos presin, gas combustible u oxgeno). La llama se extingue por un sinterizado apagallamas dentro del dispositivo de seguridad y protege as la vlvula antirretorno. En los modelos rearmables (SUPER 55 / 66 / 78 / 90) se activa la vlvula de presin y cierra cualquier flujo de gas. En los modelos no rearmables (RF 53 N(SK) / 85-10) la vlvula de cierre trmico se activa debido a continuos retrocesos de llama, aprox. a una temperatura de 100 C. De esta manera se cierra el flujo de gas. 5. Comprobacin de dispositivos de seguridad
Los apagallamas solamente son un dispositivo de seguridad eficaz cuando funcionan dentro de las especificaciones del fabricante. Los dispositivos de seguridad pueden tener un flujo restringido (si han ocurrido varios retrocesos de llama) o pueden tener una vlvula antirretorno que no funcione. Por eso, es importante que se comprueben por lo menos una vez al ao y siempre despus de haber ocurrido un retroceso de llama. Los dispositivos de seguridad que no funcionan correctamente, no solamente ofrecen una falsa seguridad, sino que pueden tambin limitar el flujo y causar as un problema.
-
Pgina 1 de 10
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
1. Conexin del equipo Antes de colocar los manorreductores en las botellas, sople los grifos de las stas, a fin de limpiarlos:
- Abra el grifo de la botella media vuelta. Nunca se coloque delante del grifo. No ponga nunca la mano delante del orificio de salida del grifo.
- Cierre el grifo
Montar el equipo (botellas de gases, manorreductores, dispositivos de seguridad a la salida del manorreductor, mangueras y sopletes) segn la legislacin vigente, con los grifos cerrados y verificar todas las conexiones antes de abrir ninguna de ellas. A la hora de conectar los manorreductores a las botellas, hay que tener en cuenta la posicin de los manmetros: tienen que estar colocados de manera que pueda leerse la presin desde el puesto de trabajo. Utilice siempre las herramientas de apriete adecuadas al tipo de tuerca. Apertura de gases
- Comprobar que los volantes de regulacin de los manorreductores estn flojos para evitar que el golpe de presin al abrir la botella afecte al mannetro de baja.
- Asegurarse que los grifos de los sopletes estn cerrados.
- Abrir los grifos de las botellas lentamente. En las botellas de acetileno abrir slo una vuelta, en las de oxgeno abrir totalmente.
- Abrir los grifos del soplete. - Apretar el volante de regulacin del manorreductor
de oxgeno hasta que se obtenga la presin de trabajo deseada de acuerdo al proceso, de soldeo o de corte (Tener en cuenta los espesores y tablas correspondientes. Repetir el proceso para el acetileno. Hay que tener en cuenta que la presin de acetileno no debe superar 1Kg/cm2 )
- Dejar salir el gas durante un tiempo (aprox. 5 seg. por cada 15 m de longitud de la manguera) y despus cerrar los grifos de los sopletes.
MANEJO DEL SOPLETE DE CORTAR Y SOLDAR Recomendaciones de seguridad en el manejo de los sopletes
de cortar y soldar
CARBUROS METALICOS Divisin Soldadura
HOJA INFORMATIVA Febrero 2004
-
Pgina 2 de 10
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
CARBUROS METALICOS Divisin Soldadura
- Antes de empezar a trabajar realizar una inspeccin rpida para comprobar que no existen fugas en ninguna de las conexiones de la instalacin reguladores, mangueras, dispositivos de seguridad y sopletes.
2. Encendido / Apagado / Soldadura
Forma de realizar el encendido del soplete en soldadura:
- Abrir el paso del acetileno a travs del grifo del soplete (identificado en color rojo) de giro y accionar un encendedor (mechero de slo chispa). Despus se abre el paso del oxgeno (grifo color azul) lentamente para regular la llama mediante los grifos de paso incorporados en el mango del soplete. Para obtener una llama correcta, deber realizarse ajustes sobre los dos grifos del soplete tanto el de oxgeno como el del gas combustible para obtener el tipo de llama deseado.
- Tenga en cuenta que si la apertura del grifo de gas es excesiva o el tiempo en encender la llama se alarga, se generar una bolsa de gas que puede producir una explosin al ser accionado el mechero.
Nota: Para evitar la formacin de humos tambin se puede abrir primero, ligeramente, el grifo de oxgeno y despus el del acetileno. Encender la llama con el mechero de chispa y regular posteriormente la llama mediante la entrada de oxgeno. Esta operacin slo debe ser realizada por personal de gran experiencia, ya que puede producirse un retroceso de llama en el soplete en el momento del encendido que puede daar el equipo o a las personas.
Precaucin: Cuando encienda el soplete apunte la boquilla sobre un sector libre, dispare el mechero de chispas, sin ahogar la llama, para evitar accidentes. Para apagar el soplete
- Se cerrar primero totalmente el grifo del acetileno del soplete y a continuacin el del oxigeno.
-
Pgina 3 de 10
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
CARBUROS METALICOS Divisin Soldadura
3. Encendido / Apagado / Corte
Forma de realizar el encendido del soplete en oxicorte
- Abra el grifo de acetileno - Encender la llama con un mechero de slo
chispa. Tener la precaucin de que la cantidad de gas sea mnima para evitar las acumulaciones de gas que pueden producir una explosin.
- Abra el grifo del oxgeno hasta conseguir uniformidad en la llama de calentamiento utilizando los grifos de acetileno y de oxgeno del mango.
- Comprobar la estabilidad de la llama abriendo la palanca-grifo oxgeno de corte. En caso de alteraciones importantes o de desaparicin de la llama, cerrar grifos y repetir el proceso de encendido buscando un nuevo equilibrio de llama, modificando la regulacin de los grifos o las presiones de los reguladores.
Nota: Para evitar la formacin de humos tambin se puede abrir primero, ligeramente, el grifo de oxgeno y despus el del acetileno. Encender la llama con el mechero de chispa y regular posteriormente la llama mediante la entrada de oxgeno. Esta operacin slo debe ser realizada por personal de gran experiencia, ya que puede producirse un retroceso de llama en el soplete en el momento del encendido que puede daar el equipo o a las personas.
3.1. Proceso de corte: Inicio en el borde
No se realizan operaciones de perforacin Las operaciones de corte se realizarn segn se indica en las figuras:
- Acerque la boquilla del soplete al extremo del trazo de corte, aproximadamente 5 mm, con objeto de realizar el precalentamiento.
- Precaliente hasta alcanzar un color rojo blanco - Se retira un poco la llama de la chapa - Abra el paso del chorro de oxgeno de corte - Avance lentamente manteniendo una velocidad y altura uniforme, segn tablas.
-
Pgina 4 de 10
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
CARBUROS METALICOS Divisin Soldadura
3.2. Proceso de corte: Corte con perforacin
Si se realizan operaciones de perforacin En el caso de ser una perforacin las operaciones de corte se ejecutarn segn las figuras siguientes:
- Primero se somete la pieza de metal a un precalentamiento - Se retira un poco el soplete antes de lanzar el dardo de oxgeno - Se proyecta el oxgeno de corte - Se baja el soplete con el fin de realizar la perforacin
Nota: Cuando el corte se interrumpa, cierre el paso del chorro de oxgeno de corte, reinicie el precalentamiento y repita los pasos. Para acabar:
- Interrumpa el paso de oxgeno de corte - Apague el soplete - Se cerrar primero totalmente el grifo del gas combustible del soplete y a continuacin
el del oxgeno 4. Cierre del equipo
- Primero cierre los grifos de las botellas. - Afloje los volantes de regulacin de los manorreductores. - Abra los grifos del soplete, para desalojar los gases de los conductos. - Cerrar los grifos del soplete.
5. Precauciones generales
- Normativa aplicable: ITC MIE APQ-5 del Reglamento de Almacenamiento de Productos
Qumicos, Articulo 7
-
Pgina 5 de 10
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
CARBUROS METALICOS Divisin Soldadura
POSIBLES RIESGOS
- Quemaduras por contacto - Proyecciones de partculas a los ojos - Humos de soldadura - Riesgos de incendio - Riesgos de explosin - Fsicos generados por cadas de botellas
EQUIPO COMPLETO
- Verificar antes de utilizar el estado del equipo completo - Asegurarse antes de utilizar de la no existencia de grasa o aceite en las conexiones de
oxgeno 1. BOTELLAS
1.1. Transporte - Evite golpear las botellas durante el uso, manipulacin o traslado - No las eleve por medios electromagnticos, cables, cadenas o cuerdas. Utilice
siempre contenedores apropiados. - No las sujete por los grifos, ni las manipule con manos o guantes engrasados. - Para desplazar las botellas cierre los grifos y desconecte el equipo, si no utiliza
carros de transporte.
1.2. Almacenamiento - Evite su exposicin a focos de calor, llamas abiertas, chispas o a la accin solar. - No las almacene o emplace bajo escaleras, cuadros elctricos o en lugares
confinados y con escasa ventilacin. - No las almacene conjuntamente con materiales inflamables. - Para pequeos depsitos separe los gases combustibles de los comburentes un
mnimo de 1 m. - Almacene separadamente las botellas vacas y las llenas. - Sitelas siempre en lugares accesibles que permitan su fcil evacuacin en caso de
incendio. - Las botellas se colocarn y fijarn para mantenerlas siempre en posicin vertical.
1.3. Antes de su utilizacin
- Mantenga en los puestos de consumo slo las botellas imprescindibles. - Mantenga las botellas en posicin vertical y perfectamente fijadas contra vuelcos y
cadas o utilice carros de transporte.
Instrucciones de seguridad en el manejo de los equipos de cortar y soldar
-
Pgina 6 de 10
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
CARBUROS METALICOS Divisin Soldadura
- El gas contenido en la botella se utilizar siempre a travs de un medio de regulacin de presin adecuado.
- Hay que asegurarse que los acoplamientos en las conexiones del regulador con la vlvula de la botella sean coincidentes y estn limpios de grasas o aceites. No se forzarn nunca las conexiones que no ajusten bien, ni se utilizarn piezas intermedias, salvo las aprobadas por el fabricante del gas.
- Los reguladores, medidores, mangueras y otros aparatos destinados a usarse con un gas en particular o grupo de gases, no deben ser empleados en botellas con otros gases.
- Despus de conectar el regulador, y antes de abrir la vlvula de la botella, se comprobar que el tornillo de regulacin del manorreductor est completamente aflojado. Esta precaucin debe asimismo tenerse en cuenta en las interrupciones de trabajo o en el cambio de botella.
- En los procesos de combustin en los que se empleen gases inflamables y/o comburentes, debe acoplarse como mnimo a la salida de cada manorreductor, un sistema antirretroceso de llama adecuado a la instalacin.
- Prevea los caudales que necesita; si stos se aproximan a 1.000 litros/hora para el acetileno y/o 12.000 litros/hora para el oxgeno, consulte con su proveedor y no use su equipo, puede congelarse el gas.
- Las bocas de los grifos de las botellas de oxgeno y gas deben apuntar en direcciones opuestas.
1.4. Utilizacin
- Utilice carros portabotellas, o sino fjelas para evitar su cada. - La vlvula de la botella se abrir siempre lentamente. La salida de la misma se
colocar en sentido contrario a la posicin del operador y nunca en direccin a otras personas.
- Si los grifos presentan gran resistencia a la apertura o tienen fugas no los fuerce, cierre la botella y devulvala a su proveedor.
- No engrase ni repare jams los grifos de las botellas. - No efecte sobre ellas trabajos de reparacin, soldadura, curvado tubos, etc., ni las
utilice como rodillos o yunques. - Utilice slo los acoplamientos o equipos adecuados al gas contenido. - Nunca caliente una botella con el soplete. - No les conecte cables elctricos, pinzas de tierra o cebe el arco de soldadura
elctrica sobre la botella. - No efecte nunca transvases entre botellas. - No quite nunca los protectores fijos. - Cierre los grifos de las botellas siempre que efecte una parada prolongada, de
duracin no previsible o una vez vaca la botella. - Las botellas se mantendrn alejadas de cualquier fuente de calor, hornos, etc. - Se evitar todo contacto de botellas, vlvulas, reguladores, mangueras e
instalaciones anexas con aceites, grasas y otros productos combustibles. - No se emplearn nunca gases comprimidos para limpiar los vestidos o para
ventilacin personal. - No se emplearn nunca botellas como rodillos, soporte, etc. - Se prohbe terminantemente soldar piezas en las botellas.
-
Pgina 7 de 10
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
CARBUROS METALICOS Divisin Soldadura
- No se cambiar ni se quitar cualquier marca y/o etiqueta. - El repintado de la botella se realizar nicamente por el fabricante o distribuidor del
gas. - No debern introducirse botellas de cualquier gas en recipientes, hornos, calderas,
etc. - Si el trabajo se realiza en el interior de un recipiente, nunca se introducirn en l las
botellas. El interior deber estar suficientemente ventilado. - No utilice nunca una botella de la que desconozca su contenido, devulvala a su
proveedor. - Comunique cualquier anomala a su proveedor. - Se recomienda para la manipulacin de botellas el uso de calzado de seguridad y
guantes adecuados. - El usuario deber establecer un plan de mantenimiento preventivo de las
instalaciones y de todos los accesorios necesarios para la correcta utilizacin de los gases contenidos en las botellas.
2. MANORREDUCTORES
2.1. Antes de su utilizacin - Comprobar que cumplan con la EN2503 - Verifique que los manorreductores y sus acoplamientos son los adecuados al gas y
trabajo a realizar. - No utilice acoplamientos defectuosos, ni los instale si la rosca de acoplamiento de la
botella es defectuosa, devulvala al proveedor. - No los lubrifique. - Antes de abrir la botella afloje totalmente el volante de regulacin. - Cuide que las salidas de ambos manorreductores no converjan.
2.2. Regulacin y utilizacin
- Ajuste la presin adecuada en funcin de cada trabajo. - No sobrepase 1 Kg./Cm2 para el acetileno, esta presin es suficiente para soldar y
cortar. - Compruebe con buscafugas o agua jabonosa la estanqueidad de los
manorreductores. - No trabaje sin manmetros o si stos estn estropeados o defectuosos.
2.3. Despus de su utilizacin
- Con las botellas cerradas y las vlvulas de los sopletes abiertas, elimine la presin residual en mangueras y manorreductores. Deje el volante de regulacin de los manorreductores totalmente aflojado.
- Hgalo revisar peridicamente por el personal especializado de su proveedor, como mnimo anualmente.
-
Pgina 8 de 10
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
CARBUROS METALICOS Divisin Soldadura
3. MANGUERAS
- Use slo los tipos apropiados a la presin y gas. Compruebe que est fabricado segn EN559. Compruebe los colores de identificacin y la fecha de fabricacin.
- Para su fijacin utilice slo abrazaderas metlicas. Se prohbe el uso del alambre. - Evite efectuar empalmes y en caso necesario use slo alargaderas apropiadas o
enchufes rpidos. Est prohibido el uso de tubo a tal fin. - No enrolle las mangueras sobre las botellas o manorreductores. - No se puede estrangular la manguera para detener temporalmente el flujo del gas (por
ejemplo, para cambiar una boquilla). - Compruebe peridicamente su estado, sustituyendo aquellas que estn endurecidas,
agrietadas o que presenten poros, cortes o quemaduras. - Verifique antes de cada uso su estanqueidad con buscafugas o agua jabonosa. Nunca
con llama. - Al inicio del trabajo o despus de una parada larga se purgarn las conducciones de
gas antes de encender el soplete. - Compruebe ao de fabricacin (impreso en la manguera). Recomendable sustitucin al
tercer ao. - Hgalo revisar peridicamente por el personal especializado de su proveedor, como
mnimo anualmente 4. DISPOSITIVOS DE SEGURIDAD
- Compruebe que estn fabricados segn EN730. - Instale un dispositivo de seguridad adecuado a la salida de cada manorreductor. - Instale un dispositivo de seguridad adecuado a la entrada de cada gas en el soplete o
bien en las mangueras a 1,5 m. del mismo como mximo. - No los engrase, desmonte o manipule su interior. - Hgalos revisar peridicamente por su proveedor autorizado, como mnimo anualmente
o cada vez que haya habido un retroceso. 5. SOPLETES
- Compruebe que estn fabricados segn EN ISO 5172.
5.1. Antes de su encendido - Compruebe que la presin de gas y la boquilla instalada en el soplete son las
adecuadas al trabajo a realizar. - Utilice slo boquillas en perfecto estado, comprubelas antes de su uso. - Verifique antes de cada uso la estanqueidad del soplete y de todo el equipo con
buscafugas o agua jabonosa. - Compruebe que el inyector est correctamente alojado. - Hgalos revisar peridicamente por el personal especializado de su proveedor,
como mnimo anualmente
-
Pgina 9 de 10
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
CARBUROS METALICOS Divisin Soldadura
5.2. Encendido - Use slo un encendedor adecuado (de chispa).
5.3. Durante el uso
- Si durante el trabajo de soldadura o corte se produce la desaparicin de la llama, acte de forma precavida cerrando el grifo del gas combustible y posteriormente el del oxgeno ya que puede ser como consecuencia de un retroceso. El retroceso se reconoce por la desaparicin de la llama a la vez que se produce un estampido seguido de un caracterstico silbido, pero no siempre aparecen estos signos. Sea prudente.
- Si durante el proceso de soldadura o corte ocurriese un retroceso de llama dentro del soplete, o simplemente lo sospecha, se cerrar inmediatamente el grifo de paso del acetileno hasta que se apague la llama en el interior del soplete y deje de orse el ruido silbante que se produce. Se cerrar despus el grifo del oxgeno. Enfre el soplete en un recipiente de agua. Despus retire el soplete y abra el paso del oxgeno para desalojar el agua que penetr en ste. Haga revisar el equipo.
- Si el soplete petardea o presenta anomalas en la llama, apguelo rpidamente y revise todo el equipo.
- No apoye el soplete encendido sobre el equipo, ni lo deje colgando de las mangueras.
- No dirija la llama sobre objetos combustibles o sobre las botellas. - Cuando el soplete funcione durante periodos de tiempo muy continuados conviene
enfriarlo de vez en cuando, sumergindolo en agua con la llave de acetileno cerrada y la de oxgeno abierta, dejando borbotear el gas en el agua.
- Si las boquillas se obstruyesen con las proyecciones, utilice los escariadores. - No manipule el soplete ni trate de apretar o aflojar algo, mientras se mantenga la
llama encendida. - Use el equipo de proteccin personal adecuado.
o Gafas proteccin o Guantes de cuero o Delantal de cuero o Calzado de seguridad homologado o Polainas
5.4. Apagado
- No apoye el soplete apagado sobre las mangueras o manmetros. 6. NORMAS DE ACTUACION
6.1. Para la prevencin de incendios - Antes de proceder a soldar o cortar, elimine los materiales combustibles de las
zonas prximas. - No trabaje en zonas donde exista riesgo de explosin. - Verifique que los materiales sobre los que se va a soldar o cortar no entraan
riesgos de incendio y/o explosin.
-
Pgina 10 de 10
S.E. de CARBUROS METALICOS, S.A. Divisin Soldadura -- C/ Aragn, 300 08009 Barcelona, Espaa --
Telf. Atencin al cliente 901 100 007 e-mail: [email protected]
CARBUROS METALICOS Divisin Soldadura
- Cuide que las mangueras estn situadas de forma que no puedan ser afectadas por la cada de piezas, chispas, metales fundidos o por la propia llama del soplete.
- Verifique que existe un extintor adecuado al alcance de su mano. - Antes de abandonar el trabajo, compruebe que el mismo no ha producido ningn
conato de incendio en la zona. - Si se realizan trabajos de soldadura en recipientes o canalizaciones que contengan
o hayan contenido materiales inflamables o explosivos, es preciso adoptar medidas especiales:
o Vaciarlo o Limpiarlo o Llenarlo de agua o Etc.
6.2. En caso de incendio de una botella de acetileno
- Si las llamas salen por el grifo, el acoplamiento al manorreductor o por las mangueras, cierre inmediatamente el grifo de las botellas. Si el fuego se lo impide, apguelo antes con un extintor de polvo o nieve carbnica.
- Si en el soplete se producen retornos repetitivos de llama (petardeo), verifique con la mano si la botella, especialmente la zona de la ojiva, est caliente. En este caso cierre el grifo de las botellas y si ste no se cierra, elimine todos los focos de ignicin del local, abra puertas y ventanas y evacue la zona.
- Desde lugar resguardado y alejado, refrigere con abundante agua la botella. Use las mangas y lanzas de su red contra-incendios.
- Mantenga la refrigeracin y no traslade la botella hasta estar plenamente seguro de que sta se mantiene fra sin necesidad de refrigeracin tras un periodo no inferior a 1 hora.
- Si carece de los medios adecuados, evacue la zona y avise a los bomberos. - No utilice nunca una botella que se haya calentado o encendido. - Sealcela y devulvela a su proveedor. - Comunique el siniestro a su proveedor de gases.
6.3. En caso de incendio de un almacn de botellas
- Desaloje lo ms rpidamente posible todas las botellas del local. - Si el fuego ya ha afectado a alguna de las botellas, aleje a los curiosos, evacue la
zona, llame a los bomberos y advirtales del contenido del almacn.
6.4. Condiciones de trabajo - El lugar de trabajo deber estar ventilado con aire para evitar la acumulacin de
humos txicos o las posibles deficiencias del oxgeno. Si no es as se usar ventilacin forzosa.
- Al trabajar los materiales tipo plomo, zinc, aleaciones con cadmio, se tomarn precauciones contra los humos. Puede ser ventilacin forzada y, si es necesario, respiradores.
- No se utilizar oxgeno para desempolvar o limpiar ropa u otros objetos. No se aplicar sobre la piel desnuda.