Clase10teoria
36
CONTENIDO 3.1. INTRODUCCIN 3.2. CLASIFICACIN DE LOS MATERIALES (GENERALIDADES) 3.3. ACEROS 3.3.1. Aceros de construccin mecÆnica 3.3.2. Aceros aleados y elementos de aleacin 3.3.3. Aceros resistentes a la oxidacin y la corrosin (aceros inoxidables). 3.3.4. Aceros para herramientas 3.4. FUNDICIONES 3.4.1. Introduccin 3.4.2. Caractersticas de las fundiciones: 3.4.3. Razones para el uso extensivo las fundiciones 3.4.4. Generalidades sobre las fundiciones 3.4.5. Tipos de fundiciones 3.5. ALEACIONES NO FERROSAS 3.5.1. Aleaciones de aluminio 3.5.2. Cobre y sus Aleaciones: 3.5.3. Latones 3.5.4. Bronces 3.5.5. Aleaciones de magnesio 3.5.6. Aleaciones de cobalto-cromo 3.5.7. Titanio y aleaciones de titanio 3.5.8. Aleaciones de nquel-titanio 3.5.9. Aleaciones para restauraciones dentales 3.5.10. Aleaciones de oro 3.5.11. Otras Aleaciones 3.6. MATERIALES NO MET`LICOS. 3.6.1. Materiales polimØricos (plÆsticos) 3.6.1.2. Sectores industriales en los que participan los plÆsticos y tipos de piezas 3.6.1.3. Ventajas y desventajas de los materiales plÆsticos frente a los metales 3.6.1.4. Divisin de los plÆsticos. 3.6.1.5. Materias primas de los plÆsticos 3.6.1.6. Proceso de polimerizacin 3.6.1.7. Clasificacin de los plÆsticos 3.6.1.8. Aditivos para polmeros 3.6.1.9. Posibilidades y lmites de reciclaje de materiales plÆsticos 3. MATERIALES P ARA CONSTRUCCIN DE PIEZAS MEC`NICAS
-
Upload
cesar-marin -
Category
Engineering
-
view
299 -
download
0
Transcript of Clase10teoria
CONTENIDO 3.1. INTRODUCCIÓN 3.2. CLASIFICACIÓN DE LOS MATERIALES (GENERALIDADES) 3.3. ACEROS 3.3.1. Aceros de construcción mecánica 3.3.2. Aceros aleados y elementos de aleación 3.3.3. Aceros resistentes a la oxidación y la corrosión (aceros inoxidables). 3.3.4. Aceros para herramientas 3.4. FUNDICIONES 3.4.1. Introducción 3.4.2. Características de las fundiciones: 3.4.3. Razones para el uso extensivo las fundiciones 3.4.4. Generalidades sobre las fundiciones 3.4.5. Tipos de fundiciones 3.5. ALEACIONES NO FERROSAS 3.5.1. Aleaciones de aluminio 3.5.2. Cobre y sus Aleaciones: 3.5.3. Latones 3.5.4. Bronces 3.5.5. Aleaciones de magnesio 3.5.6. Aleaciones de cobalto-cromo 3.5.7. Titanio y aleaciones de titanio 3.5.8. Aleaciones de níquel-titanio 3.5.9. Aleaciones para restauraciones dentales 3.5.10. Aleaciones de oro 3.5.11. Otras Aleaciones 3.6. MATERIALES NO METÁLICOS. 3.6.1. Materiales poliméricos (plásticos) 3.6.1.2. Sectores industriales en los que participan los plásticos y tipos de piezas 3.6.1.3. Ventajas y desventajas de los materiales plásticos frente a los metales 3.6.1.4. División de los plásticos. 3.6.1.5. Materias primas de los plásticos 3.6.1.6. Proceso de polimerización 3.6.1.7. Clasificación de los plásticos 3.6.1.8. Aditivos para polímeros 3.6.1.9. Posibilidades y límites de reciclaje de materiales plásticos
3. MATERIALES P ARA CONSTRUCCIÓN DE PIEZAS MECÁNICAS
id11390421 pdfMachine by Broadgun Software - a great PDF writer! - a great PDF creator! - http://www.pdfmachine.com http://www.broadgun.com
3.7. MATERIALES CERÁMICOS 3.7.1. Introducción 3.7.2. Generalidades sobre las materias primas de los cerámicos 3.7.3. Principales materias primas de los cerámicos 3.7.4. Clasificación de las materias primas cerámicas 3.7.5. Clasificación de los materiales cerámicos 3.7.6. Tratamiento térmico de piezas cerámicas 3.8. VIDRIOS 3.8.1. Vidrio templado
3.9. MATERIALES COMPUESTOS 3.9.1. Introducción 3.9.2. Fibras utilizadas en el refuerzo de materiales compuestos 3.9.3. Plásticos reforzados con fibras 3.9.4. Estructuras laminares tipo emparedado o sandwich 3.9.5. Metales revestidos 3.9.6. Compuestos de matriz metálica (CMM) 3.9.7. Materiales compuestos híbridos 3.10. HORMIGÓN (CONCRETO) 3.10.1. Definición 3.10.1. Resistencia a la compresión del hormigón 3.10.1. Ventajas 3.10.1. Desventajas: 3.11. ASFALTO 3.12. MADERA 3.12.1. Propiedades de la madera 3.12.2. Contenido de humedad 3.12.3. Resistencia mecánica de la madera 9.12.4. Contracción Referencias bibliográficas 3.1. INTRODUCCIÓN El comportamiento y funcionamiento de un producto depende del tipo o tipos de materiales usados en la fabricación de la pieza. En la actualidad hay más de 50.000 diferentes materiales disponibles para el diseño y fabricación de productos. Cada material no es la única opción correcta para un uso dado; por tanto, se tiene la necesidad de conocer y seleccionar el material más conveniente. Se estima que el costo de los materiales llega a ser casi del 50% del costo total del producto. Sin embargo, para usos en microelectrónica, como en el caso de los computadores, el costo de los materiales es casi 5% del costo del producto. Dado que el volumen usado en estructuras civiles y mecánicas es muy alto, hay mayores oportunidades para las innovaciones en diseño de materiales de ingeniería. 3.2. CLASIFICACIÓN DE LOS MATERIALES (GENERALIDADES) Los materiales suelen clasificarse en tres grandes grupos, siendo ellos, los metales, los cerámicos y los polímeros. A partir de estos, se obtienen las diferentes familias de materiales como son: Aleaciones metálicas, donde se pueden considerar los materiales ferrosos (aceros y fundiciones), y los no ferrosos (Aleaciones de Cu, Al, Mg, Ti, entre muchas otras). Con respecto a los aceros, estos pueden ser clasificados como aceros al carbono y aceros aleados. Dentro de los aceros al carbono se tienen aceros de bajo porcentaje de carbono (0.01 � 0.15%C), de medio porcentaje de carbono (0.2 - .045%C) y de alto porcentaje de carbono (> 0.45%C). Los aceros al carbono a veces son llamados aceros de baja, media y alta aleación, pero haciendo alusión únicamente al carbono como elemento aleante principal. En cuanto a los aceros aleados, estos se
clasifican en diferentes familias, de acuerdo al elemento o elementos aleantes principales. Entre estos aceros, se pueden enumerar. Los aceros inoxidables, de construcción mecánica, estructurales, aceros para herramientas, aceros para moldes plásticos, etc. Dentro de los materiales no ferrosos, se tiene otra amplia gamma de familias, entre las que se destacan las aleaciones de aluminio, Cu, Sn, Mg, Ti, etc, y las superaleaciones, diseñadas para soportar los mas altos esfuerzos, con los menores pesos posibles, siendo bastante caras y utilizadas principalmente en las industrias militar, espacial y aeronáutica. Una familia de materiales que presenta en la actualidad un desarrollo importante, son los materiales compuestos, los cuales son combinaciones de las tres grandes familias de materiales, para dar origen a esta relativa nueva familia de materiales. Igualmente importante en el campo de estudio y de mejoramiento de las propiedades de los materiales, es el hecho de que en la actualidad se está trabajando en la deposición por diferentes métodos, de películas tanto metálicas, cerámicas y poliméricas, buscando con estos recubrimientos mejorar las condiciones de trabajo de los materiales base, en lo que se refiere a corrosión, desgaste, aislamiento térmico, eléctrico, etc. A continuación es realizado un resumen de algunas de las principales familias de materiales. 3.3. ACEROS Los aceros son aleaciones de hierro carbono, aptas para ser deformadas en frío y en caliente. Aunque teóricamente un acero puede contener cerca de 2% de carbono, en general el porcentaje de este no excede el 1,1%. El acero se obtiene sometiendo el arrabio (mineral de hierro) a un proceso de decarburacion y eliminación de impurezas llamado refino (oxidación del elemento carbono) En función del porcentaje de carbono, los aceros se clasifican en: - Aceros hipoeutectoides, si su porcentaje de carbono es inferior al correspondiente al punto eutectoide en un diagrama Hierro - Carbono, o sea cerca de 0,80%. - Aceros hipereutectoides, si su porcentaje de carbono es superior al correspondiente al punto eutectoide. Desde el punto de vista de su composición, los aceros se pueden clasificar en dos grandes grupos: Aceros al carbono: formados principalmente por hierro y carbono y elementos residuales (denominados elementos traza ) como: P, S, Mn en pequeños porcentajes y. Aceros aleados: Que contienen además del carbono, otros elementos en cantidades suficientes como para alterar sus propiedades como son: como dureza, puntos críticos, tamaño del grano, templabilidad, resistencia a la corrosión, etc). Entre los elementos químicos que influyen en la resistencia a la corrosión de los aceros están el cromo, que favorece la resistencia a la corrosión; integra la estructura del cristal metálico, atrae el oxígeno y hace que el acero no se oxide, el molibdeno y el tungsteno también favorecen la resistencia a la oxidación. Otros elementos comúnmente encontrados en los aceros aleados est´sn. Al, Cu, V, Nb, Ti, Mn, Si, etc. De acuerdo a la aplicación, los aceros se pueden clasificar como: Aceros de construcción mecánica, aceros inoxidables, aceros para herramientas, aceros estructurales, entre otros. A continuación se hace un pequeño resumen de las principales características de estas familias de aceros. 3.3.1. Aceros de construcción mecánica Son los aceros más utilizados para construir piezas mecánicas que forman parte de maquinas y equipos industriales, siendo que sus propiedades están determinadas principalmente por la composición química y el tratamiento térmico. A continuación se presenta a la nomenclatura de los aceros de construcción mecánica según el sistema AISI � SAE basado en la composición química. En el sistema AISI- SAE, los aceros de construcción mecánica se nombran con cuatro dígitos. El primer dígito especifica el elemento aleante principal, el segundo dígito indica el % del elemento aleante principal y los dos últimos dígitos informan sobre la cantidad de carbono presente en la aleación (en centésimas). Las convenciones para el primer dígito son: 1 � MANGANESO 2 � NIQUEL 3 - NIQUEL-CROMO, principal aleante el cromo 4 � MOLIBDENO
5 � CROMO 6 - CROMO-VANADIO, principal aleante el cromo 8 - NIQUEL-CROMO-MOLIBDENO, principal aleante el molibdeno 9 - NIQUEL-CROMO-MOLIBDENO, principal aleante el níquel No hay aceros numerados 7xxx porque estos aceros resistentes al calor prácticamente ya no se fabrican. En caso que el primer número sea 1 se trata de un acero al carbono; si el dígito siguiente es el 0, o sea que la designación es 10xx, se trata de un acero ordinario al carbono, así: 1030 significa un acero ordinario al carbono con 0.30%C. Otra clasificación comúnmente usada se hace con respecto a los elementos de aleación presentes en el acero y del tratamiento térmico al cuál va a ser sometido, de acuerdo con esta clasificación los aceros para ingeniería se dividen en: ACEROS AL CARBONO PARA CEMENTACION. Utilizados para la fabricación de bulones, ejes, cadenas, bujes, remaches, tuercas, tornillos racores, eslabones para cadenas, pasadores, y en general en elementos de ingeniería que requieran gran tenacidad conjuntamente con una baja resistencia mecánica. Ejemplos AISI - SAE. 1010, 1016, 1020 ACEROS AL CARBONO PARA TEMPLE Y REVENIDO. Utilizado para la fabricación de palancas para frenos, cigüeñales, herramientas agrícolas, productos estampados y forjados en la industria automotriz, y en general en piezas de ingeniería que requieran dureza y tenacidad. Ejemplo AISI - SAE. 1035, 1040, 1045. ACEROS AL CARBONO DE ALTO MANGANESO (hadfield). Son aceros usados en la fabricación de piñones, bujes, casquillos, partes para la industria petrolera, acoples, ejes de transmisión. Ejemplo AISI - SAE. 1518 ACEROS ALEADOS PARA CEMENTACION. Son usados en la fabricación de engranajes, ejes de leva, cigüeñales, tornillos sinfín, cuerpos de válvulas. Ejemplo AISI - SAE. 8620, 8615. ACEROS ALEADOS PARA TEMPLE Y REVENIDO. Usados en la fabricación de ejes, reductores, engranajes, transmisión, espárragos, bielas, cinceles, tijeras, rotores de turbinas, y en general piezas que requieran alta resistencia mecánica. Ejemplo AISI - SAE. 4140, 4340, 5160 3.3.2. Aceros aleados y elementos de aleación Los aceros aleados no sólo poseen propiedades físicas más convenientes, sino que también permiten una mayor amplitud en el proceso de tratamiento térmico, El efecto de los principales elementos de aleación adicionados a los aceros se resume a continuación. - Cromo: la adición de este elemento origina la formación de diversos carburos de cromo que son muy duros; sin embargo, el acero resultante es más dúctil que un acero de la misma dureza producido simplemente al incrementar su contenido de carbono. La adición de cromo amplía el intervalo crítico de temperatura. - Níquel: la adición de níquel al acero amplía el nivel crítico de temperatura, no forma carburos u óxidos. Esto aumenta la resistencia sin disminuir la ductilidad. El cromo se utiliza con frecuencia junto con el níquel para obtener la tenacidad y ductilidad proporcionadas por el níquel, y la resistencia al desgaste y la dureza que aporta el cromo. - Manganeso: el manganeso se agrega a todos los aceros como agente de desoxidación y desulfuración, pero si el contenido de manganeso es superior a 1%, el acero se clasifica como un acero aleado al manganeso. Este elemento reduce el intervalo crítico de temperaturas. - Silicio: Este elemento se agrega como desoxidante a todos los aceros. Cuando se adiciona a aceros de bajo carbono, produce un material frágil con baja pérdida por histéresis y alta permeabilidad magnética. El uso principal del silicio es, junto con otros elementos de aleación, como manganeso, el cromo y el vanadio, estabilizar los carburos. - Molibdeno: El molibdeno forma carburos y también se disuelve en la ferrita hasta cierto porcentaje, de modo que intensifica la dureza y la tenacidad. El molibdeno disminuye sustancialmente el punto de transformación. Debido a esta disminución, el molibdeno es de los elementos más eficaces para impartir propiedades deseables a partir del temple en aceite o al aire. Exceptuando al carbono, el molibdeno es el que tiene el mayor efecto endurecedor, aportando además un alto grado de tenacidad.
- Vanadio: Es un fuerte desoxidante y promueve la formación de un tamaño de grano fino, también acrecienta la tenacidad del acero. El acero al vanadio es muy difícil de suavizar por revenido, por lo que se utiliza ampliamente en aceros para herramientas. - Tungsteno: (wolframio) este elemento se emplea mucho en aceros para herramientas, por que la herramienta mantendrá su dureza aún cuando estuviera candente o al rojo. Produce una estructura densa y fina, impartiendo tenacidad y dureza. 3.3.3. Aceros resistentes a la oxidación y la corrosión (aceros inoxidables). Los aceros inoxidables son resistentes a la corrosión atmosférica, a los ácidos y álcalis y a la oxidación a temperaturas no muy elevadas. En los aceros inoxidables, la acción de los elementos aleantes es muy importante y depende del porcentaje del o los elementos de aleación que este contenga. El cromo es el elemento aleado que más influye en la resistencia a la oxidación y a la corrosión de los aceros inoxidables. Un 12% de cromo ya impide la corrosión ocasionada por el aire húmedo del ambiente. Para la oxidación a altas temperaturas se puede necesitar hasta un 30 % de Cr. El Níquel mejora la resistencia a la corrosión de los aceros inoxidables y es el responsable de que algunos de estos aceros presenten una estructura austenítica. El Molibdeno mejora la resistencia a la oxidación a altas temperaturas. - Familias de aceros inoxidables - Aceros Inoxidable Ferríticos (serie 4XX) Casi la mitad de este tipo de aceros es producido en placas, las que se terminan con laminados en frío. Se utiliza en utensilios de cocina, partes ornamentales para autos, etc. Son atractivos porque proporcionan buena resistencia a la corrosión líquida y a la oxidación a alta temperatura y son más baratos que los Austeníticos, poseen además buena resistencia a la corrosión por picadura y a la corrosión bajo tensión. Sin embargo tienen varias limitaciones, entre las que se destacan las siguientes: Su deformación es pobre al ser estirado, tienen bajo coeficiente de acritud "n" y moderada deformación uniforme. Tienen una fuerte reducción de la resistencia al impacto al disminuir la temperatura, la temperatura de transición dúctil-frágil disminuye fuertemente al disminuir el % de C, es sensible a las entallas. La composición típica de algunos de estos aceros se presenta en la tabla 1. Tabla 1. Composición química de algunos aceros inoxidables ferríticos 1.
Nombre % Cr %C %Si %Mn %Al
405 13 0.08 Máx 1 Máx 1 0.2
430 17 0.12 Máx 1 Máx 1 ---
446 25 0.20 Máx 1 Máx 1.5 ---
Normalmente se usan en estado de recocido. Para este estado, algunas sus propiedades típicas son presentadas en la tabla 2. Tabla 2. Propiedades de tracción de aceros inoxidables ferríticos en estado de recocido.
Resistencia a la fluencia, f 40 - 50 Ksi 276 - 345 MPa
Resistencia última a la tracción, U 65 - 80 Ksi 450 - 552 MPa
% de Elongación 20 - 30%
En estado recocido, estos aceros presentan en una matriz de ferrita con partículas de carburo dispersas, (ver figura 1)

Figura 1. Microestructura de un acero inoxidable ferrítico mostrando estructura de ferrita con carburos (puntos negros). Vilella 200X 1. Al calentar un acero inoxidable ferrítico comercial que contiene C y N arriba de 900°C y luego enfriar a temperatura ambiente, se produce una severa fragilización y pérdida de resistencia a la corrosión, causada por la precipitación de carburos y nitruros ricos en Cr en los límites de grano, tales como (Cr,Fe)7C3 y/o (Cr,Fe)23C6 (ver figura 2). Estos carburos y nitruros disminuyen fuertemente el contenido de Cr en las regiones vecinas a los bordes de granos, quedando estas regiones desprotegidas para resistir la corrosión (zonas sensibilizadas). Estos precipitados pueden formarse durante la soldadura o debido a tratamientos térmicos a alta temperatura. Este problema se puede resolver bajando los contenidos de C y N a niveles de 0,002 %C y 0,0095 %N, también es posible remediarlo agregando Ti o Nb, estos elementos son fuertes formadores de carburos y evitan la formación de carburos de Cr, previniéndose así las zonas sensibilizadas. La resistencia a la corrosión aumenta con un mayor contenido de Cr de 16 a 28%, por otra parte la adición de un 2% de Mo mejora la resistencia a la corrosión por picadura, lo que es muy deseable, ya que este tipo de corrosión es muy dañina, atacando localmente y en forma rápida.
Figura 2. Carburos y carbonitruros presentes en un acero inoxidable ferrítico después de someterlo a tratamiento térmico a alta temperatura1,2. - Aceros Inoxidables Martensíticos Estos aceros difieren de los ferríticos en su mayor contenido de C (0,12 a 1,2%) y su contenido de Cr fluctúa entre un 12% y un 17%. La relación entre C y Cr debe ser tal que puedan ser austenizados, es decir, que al ser calentados se caiga dentro del campo de austenita. Para esto se debe cumplir la siguiente relación:
5.12)C(%17Cr% (1)
Estos aceros pueden ser templados y revenidos para lograr resistencias a la fluencia en el intervalo de 550 a 1860 MPa. El contenido de Cr hace que estos aceros presenten gran templabilidad, esto permite ser templados al aire, aún en secciones grandes. Los más usados de los aceros inoxidables martensíticos son el 410, 420 y 440A, 440B y 440C (la composición típica de algunos de ellos se muestra en la tabla 3).
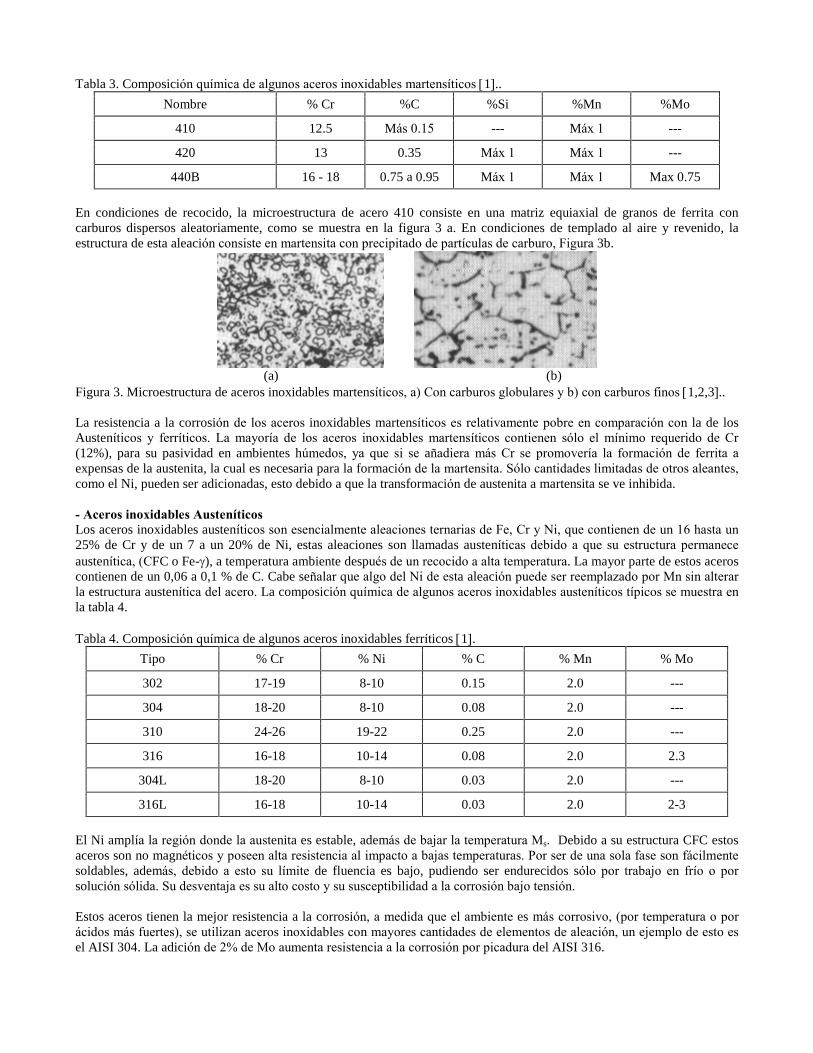
Tabla 3. Composición química de algunos aceros inoxidables martensíticos 1..
Nombre % Cr %C %Si %Mn %Mo
410 12.5 Más 0.15 --- Máx 1 ---
420 13 0.35 Máx 1 Máx 1 ---
440B 16 - 18 0.75 a 0.95 Máx 1 Máx 1 Max 0.75
En condiciones de recocido, la microestructura de acero 410 consiste en una matriz equiaxial de granos de ferrita con carburos dispersos aleatoriamente, como se muestra en la figura 3 a. En condiciones de templado al aire y revenido, la estructura de esta aleación consiste en martensita con precipitado de partículas de carburo, Figura 3b.
(a) (b)
Figura 3. Microestructura de aceros inoxidables martensíticos, a) Con carburos globulares y b) con carburos finos 1,2,3.. La resistencia a la corrosión de los aceros inoxidables martensíticos es relativamente pobre en comparación con la de los Austeníticos y ferríticos. La mayoría de los aceros inoxidables martensíticos contienen sólo el mínimo requerido de Cr (12%), para su pasividad en ambientes húmedos, ya que si se añadiera más Cr se promovería la formación de ferrita a expensas de la austenita, la cual es necesaria para la formación de la martensita. Sólo cantidades limitadas de otros aleantes, como el Ni, pueden ser adicionadas, esto debido a que la transformación de austenita a martensita se ve inhibida. - Aceros inoxidables Austeníticos Los aceros inoxidables austeníticos son esencialmente aleaciones ternarias de Fe, Cr y Ni, que contienen de un 16 hasta un 25% de Cr y de un 7 a un 20% de Ni, estas aleaciones son llamadas austeníticas debido a que su estructura permanece austenítica, (CFC o Fe-), a temperatura ambiente después de un recocido a alta temperatura. La mayor parte de estos aceros contienen de un 0,06 a 0,1 % de C. Cabe señalar que algo del Ni de esta aleación puede ser reemplazado por Mn sin alterar la estructura austenítica del acero. La composición química de algunos aceros inoxidables austeníticos típicos se muestra en la tabla 4. Tabla 4. Composición química de algunos aceros inoxidables ferríticos 1.
Tipo % Cr % Ni % C % Mn % Mo
302 17-19 8-10 0.15 2.0 ---
304 18-20 8-10 0.08 2.0 ---
310 24-26 19-22 0.25 2.0 ---
316 16-18 10-14 0.08 2.0 2.3
304L 18-20 8-10 0.03 2.0 ---
316L 16-18 10-14 0.03 2.0 2-3
El Ni amplía la región donde la austenita es estable, además de bajar la temperatura Ms. Debido a su estructura CFC estos aceros son no magnéticos y poseen alta resistencia al impacto a bajas temperaturas. Por ser de una sola fase son fácilmente soldables, además, debido a esto su límite de fluencia es bajo, pudiendo ser endurecidos sólo por trabajo en frío o por solución sólida. Su desventaja es su alto costo y su susceptibilidad a la corrosión bajo tensión. Estos aceros tienen la mejor resistencia a la corrosión, a medida que el ambiente es más corrosivo, (por temperatura o por ácidos más fuertes), se utilizan aceros inoxidables con mayores cantidades de elementos de aleación, un ejemplo de esto es el AISI 304. La adición de 2% de Mo aumenta resistencia a la corrosión por picadura del AISI 316.
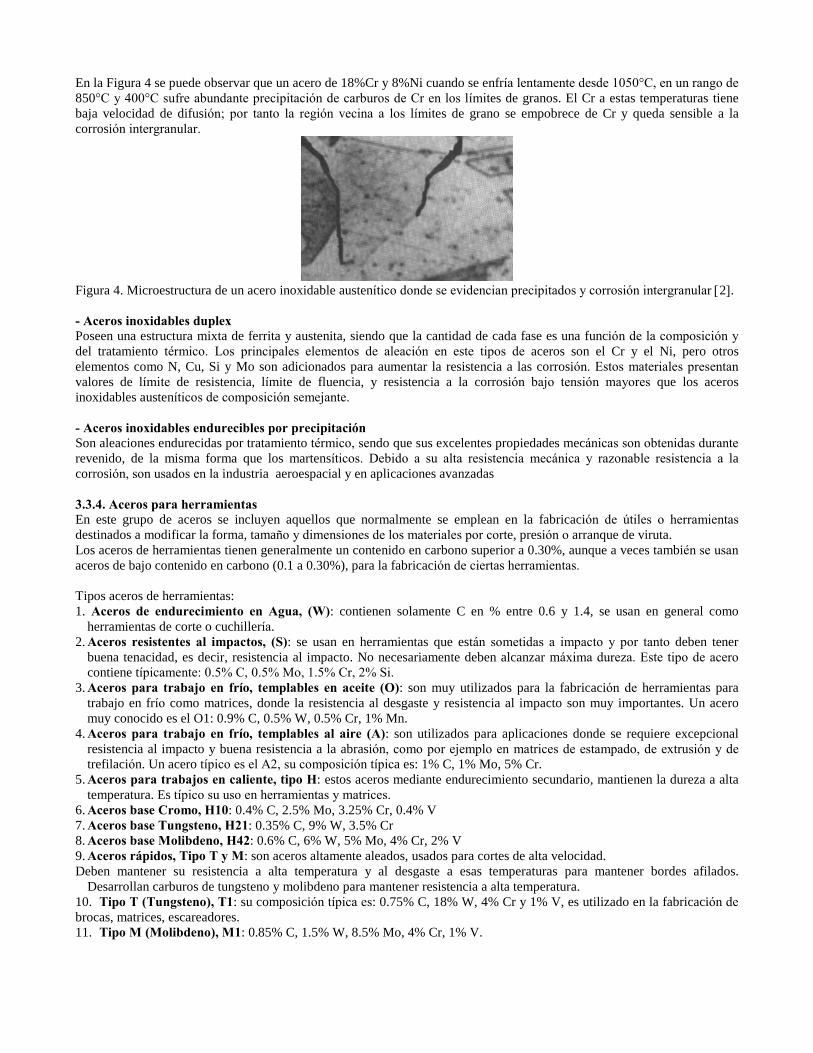
En la Figura 4 se puede observar que un acero de 18%Cr y 8%Ni cuando se enfría lentamente desde 1050°C, en un rango de 850°C y 400°C sufre abundante precipitación de carburos de Cr en los límites de granos. El Cr a estas temperaturas tiene baja velocidad de difusión; por tanto la región vecina a los límites de grano se empobrece de Cr y queda sensible a la corrosión intergranular.
Figura 4. Microestructura de un acero inoxidable austenítico donde se evidencian precipitados y corrosión intergranular 2. - Aceros inoxidables duplex Poseen una estructura mixta de ferrita y austenita, siendo que la cantidad de cada fase es una función de la composición y del tratamiento térmico. Los principales elementos de aleación en este tipos de aceros son el Cr y el Ni, pero otros elementos como N, Cu, Si y Mo son adicionados para aumentar la resistencia a las corrosión. Estos materiales presentan valores de límite de resistencia, límite de fluencia, y resistencia a la corrosión bajo tensión mayores que los aceros inoxidables austeníticos de composición semejante. - Aceros inoxidables endurecibles por precipitación Son aleaciones endurecidas por tratamiento térmico, sendo que sus excelentes propiedades mecánicas son obtenidas durante revenido, de la misma forma que los martensíticos. Debido a su alta resistencia mecánica y razonable resistencia a la corrosión, son usados en la industria aeroespacial y en aplicaciones avanzadas 3.3.4. Aceros para herramientas En este grupo de aceros se incluyen aquellos que normalmente se emplean en la fabricación de útiles o herramientas destinados a modificar la forma, tamaño y dimensiones de los materiales por corte, presión o arranque de viruta. Los aceros de herramientas tienen generalmente un contenido en carbono superior a 0.30%, aunque a veces también se usan aceros de bajo contenido en carbono (0.1 a 0.30%), para la fabricación de ciertas herramientas. Tipos aceros de herramientas: 1. Aceros de endurecimiento en Agua, (W): contienen solamente C en % entre 0.6 y 1.4, se usan en general como
herramientas de corte o cuchillería. 2. Aceros resistentes al impactos, (S): se usan en herramientas que están sometidas a impacto y por tanto deben tener
buena tenacidad, es decir, resistencia al impacto. No necesariamente deben alcanzar máxima dureza. Este tipo de acero contiene típicamente: 0.5% C, 0.5% Mo, 1.5% Cr, 2% Si.
3. Aceros para trabajo en frío, templables en aceite (O): son muy utilizados para la fabricación de herramientas para trabajo en frío como matrices, donde la resistencia al desgaste y resistencia al impacto son muy importantes. Un acero muy conocido es el O1: 0.9% C, 0.5% W, 0.5% Cr, 1% Mn.
4. Aceros para trabajo en frío, templables al aire (A): son utilizados para aplicaciones donde se requiere excepcional resistencia al impacto y buena resistencia a la abrasión, como por ejemplo en matrices de estampado, de extrusión y de trefilación. Un acero típico es el A2, su composición típica es: 1% C, 1% Mo, 5% Cr.
5. Aceros para trabajos en caliente, tipo H: estos aceros mediante endurecimiento secundario, mantienen la dureza a alta temperatura. Es típico su uso en herramientas y matrices.
6. Aceros base Cromo, H10: 0.4% C, 2.5% Mo, 3.25% Cr, 0.4% V 7. Aceros base Tungsteno, H21: 0.35% C, 9% W, 3.5% Cr 8. Aceros base Molibdeno, H42: 0.6% C, 6% W, 5% Mo, 4% Cr, 2% V 9. Aceros rápidos, Tipo T y M: son aceros altamente aleados, usados para cortes de alta velocidad. Deben mantener su resistencia a alta temperatura y al desgaste a esas temperaturas para mantener bordes afilados.
Desarrollan carburos de tungsteno y molibdeno para mantener resistencia a alta temperatura. 10. Tipo T (Tungsteno), T1: su composición típica es: 0.75% C, 18% W, 4% Cr y 1% V, es utilizado en la fabricación de brocas, matrices, escareadores. 11. Tipo M (Molibdeno), M1: 0.85% C, 1.5% W, 8.5% Mo, 4% Cr, 1% V.
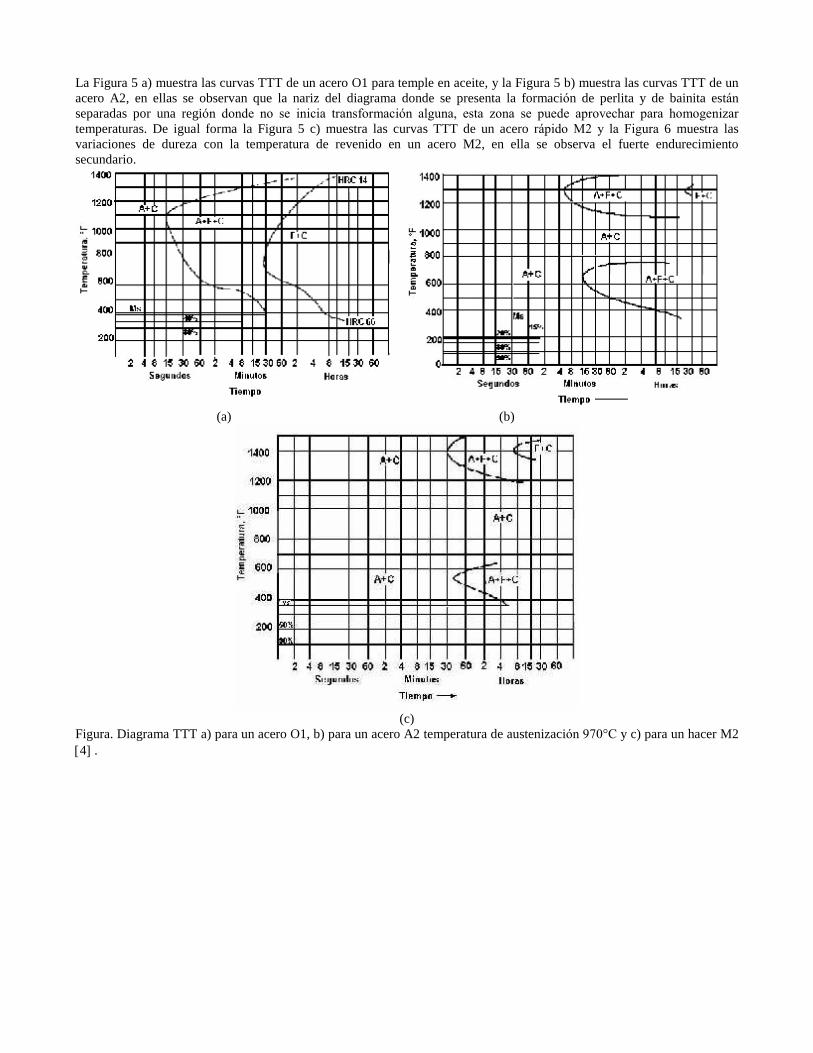
La Figura 5 a) muestra las curvas TTT de un acero O1 para temple en aceite, y la Figura 5 b) muestra las curvas TTT de un acero A2, en ellas se observan que la nariz del diagrama donde se presenta la formación de perlita y de bainita están separadas por una región donde no se inicia transformación alguna, esta zona se puede aprovechar para homogenizar temperaturas. De igual forma la Figura 5 c) muestra las curvas TTT de un acero rápido M2 y la Figura 6 muestra las variaciones de dureza con la temperatura de revenido en un acero M2, en ella se observa el fuerte endurecimiento secundario.
(a) (b)
(c)
Figura. Diagrama TTT a) para un acero O1, b) para un acero A2 temperatura de austenización 970°C y c) para un hacer M2 4 .
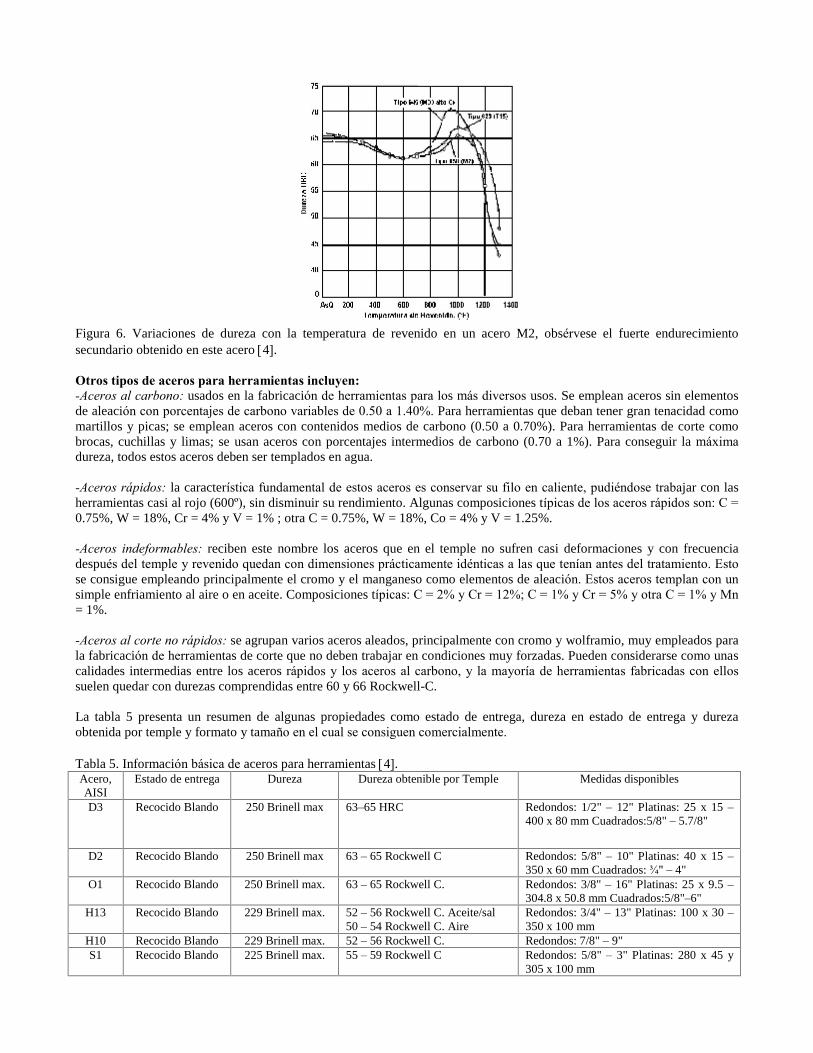
Figura 6. Variaciones de dureza con la temperatura de revenido en un acero M2, obsérvese el fuerte endurecimiento secundario obtenido en este acero 4. Otros tipos de aceros para herramientas incluyen: -Aceros al carbono: usados en la fabricación de herramientas para los más diversos usos. Se emplean aceros sin elementos de aleación con porcentajes de carbono variables de 0.50 a 1.40%. Para herramientas que deban tener gran tenacidad como martillos y picas; se emplean aceros con contenidos medios de carbono (0.50 a 0.70%). Para herramientas de corte como brocas, cuchillas y limas; se usan aceros con porcentajes intermedios de carbono (0.70 a 1%). Para conseguir la máxima dureza, todos estos aceros deben ser templados en agua. -Aceros rápidos: la característica fundamental de estos aceros es conservar su filo en caliente, pudiéndose trabajar con las herramientas casi al rojo (600º), sin disminuir su rendimiento. Algunas composiciones típicas de los aceros rápidos son: C = 0.75%, W = 18%, Cr = 4% y V = 1% ; otra C = 0.75%, W = 18%, Co = 4% y V = 1.25%. -Aceros indeformables: reciben este nombre los aceros que en el temple no sufren casi deformaciones y con frecuencia después del temple y revenido quedan con dimensiones prácticamente idénticas a las que tenían antes del tratamiento. Esto se consigue empleando principalmente el cromo y el manganeso como elementos de aleación. Estos aceros templan con un simple enfriamiento al aire o en aceite. Composiciones típicas: C = 2% y Cr = 12%; C = 1% y Cr = 5% y otra C = 1% y Mn = 1%. -Aceros al corte no rápidos: se agrupan varios aceros aleados, principalmente con cromo y wolframio, muy empleados para la fabricación de herramientas de corte que no deben trabajar en condiciones muy forzadas. Pueden considerarse como unas calidades intermedias entre los aceros rápidos y los aceros al carbono, y la mayoría de herramientas fabricadas con ellos suelen quedar con durezas comprendidas entre 60 y 66 Rockwell-C. La tabla 5 presenta un resumen de algunas propiedades como estado de entrega, dureza en estado de entrega y dureza obtenida por temple y formato y tamaño en el cual se consiguen comercialmente. Tabla 5. Información básica de aceros para herramientas 4. Acero, AISI
Estado de entrega Dureza Dureza obtenible por Temple Medidas disponibles
D3
Recocido Blando 250 Brinell max 63�65 HRC Redondos: 1/2" � 12" Platinas: 25 x 15 � 400 x 80 mm Cuadrados:5/8" � 5.7/8"
D2 Recocido Blando 250 Brinell max 63 � 65 Rockwell C Redondos: 5/8" � 10" Platinas: 40 x 15 � 350 x 60 mm Cuadrados: ¾" � 4"
O1 Recocido Blando 250 Brinell max. 63 � 65 Rockwell C. Redondos: 3/8" � 16" Platinas: 25 x 9.5 � 304.8 x 50.8 mm Cuadrados:5/8"�6"
H13 Recocido Blando 229 Brinell max. 52 � 56 Rockwell C. Aceite/sal 50 � 54 Rockwell C. Aire
Redondos: 3/4" � 13" Platinas: 100 x 30 � 350 x 100 mm
H10 Recocido Blando 229 Brinell max. 52 � 56 Rockwell C. Redondos: 7/8" � 9" S1 Recocido Blando 225 Brinell max. 55 � 59 Rockwell C Redondos: 5/8" � 3" Platinas: 280 x 45 y
305 x 100 mm
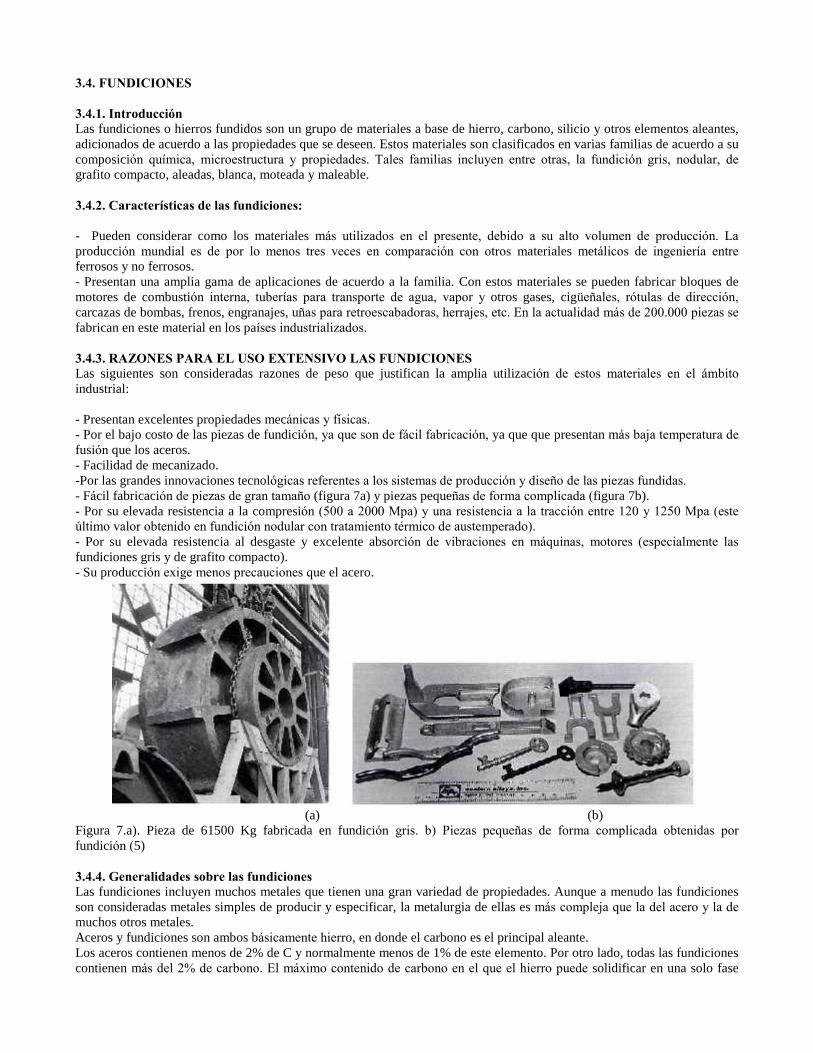
3.4. FUNDICIONES 3.4.1. Introducción Las fundiciones o hierros fundidos son un grupo de materiales a base de hierro, carbono, silicio y otros elementos aleantes, adicionados de acuerdo a las propiedades que se deseen. Estos materiales son clasificados en varias familias de acuerdo a su composición química, microestructura y propiedades. Tales familias incluyen entre otras, la fundición gris, nodular, de grafito compacto, aleadas, blanca, moteada y maleable. 3.4.2. Características de las fundiciones: - Pueden considerar como los materiales más utilizados en el presente, debido a su alto volumen de producción. La producción mundial es de por lo menos tres veces en comparación con otros materiales metálicos de ingeniería entre ferrosos y no ferrosos. - Presentan una amplia gama de aplicaciones de acuerdo a la familia. Con estos materiales se pueden fabricar bloques de motores de combustión interna, tuberías para transporte de agua, vapor y otros gases, cigüeñales, rótulas de dirección, carcazas de bombas, frenos, engranajes, uñas para retroescabadoras, herrajes, etc. En la actualidad más de 200.000 piezas se fabrican en este material en los países industrializados. 3.4.3. RAZONES PARA EL USO EXTENSIVO LAS FUNDICIONES Las siguientes son consideradas razones de peso que justifican la amplia utilización de estos materiales en el ámbito industrial: - Presentan excelentes propiedades mecánicas y físicas. - Por el bajo costo de las piezas de fundición, ya que son de fácil fabricación, ya que que presentan más baja temperatura de fusión que los aceros. - Facilidad de mecanizado. -Por las grandes innovaciones tecnológicas referentes a los sistemas de producción y diseño de las piezas fundidas. - Fácil fabricación de piezas de gran tamaño (figura 7a) y piezas pequeñas de forma complicada (figura 7b). - Por su elevada resistencia a la compresión (500 a 2000 Mpa) y una resistencia a la tracción entre 120 y 1250 Mpa (este último valor obtenido en fundición nodular con tratamiento térmico de austemperado). - Por su elevada resistencia al desgaste y excelente absorción de vibraciones en máquinas, motores (especialmente las fundiciones gris y de grafito compacto). - Su producción exige menos precauciones que el acero.
(a) (b)
Figura 7.a). Pieza de 61500 Kg fabricada en fundición gris. b) Piezas pequeñas de forma complicada obtenidas por fundición (5) 3.4.4. Generalidades sobre las fundiciones Las fundiciones incluyen muchos metales que tienen una gran variedad de propiedades. Aunque a menudo las fundiciones son consideradas metales simples de producir y especificar, la metalurgia de ellas es más compleja que la del acero y la de muchos otros metales. Aceros y fundiciones son ambos básicamente hierro, en donde el carbono es el principal aleante. Los aceros contienen menos de 2% de C y normalmente menos de 1% de este elemento. Por otro lado, todas las fundiciones contienen más del 2% de carbono. El máximo contenido de carbono en el que el hierro puede solidificar en una solo fase

aleada con todo el carbono disuelto en la austenita es del 2%. Siendo así, las fundiciones, por definición, solidifican como aleaciones heterogéneas y siempre presentan más de un constituyente en su microestructura. Además de carbono, las fundiciones también contienen silicio, normalmente entre 1 a 3%. En este sentido, las fundiciones son realmente aleaciones de hierro, carbono, silicio, pudiendo contener elementos como Mn, P, Cr, Ni, S, Al, Cu, etc, dependiendo de sí son fundiciones ordinarias o aleadas. El contenido de carbono en las fundiciones es la clave para obtener diferentes propiedades. La precipitación de carbono en forma de grafito durante la solidificación, contrarresta la contracción normal del metal al solidificar, pudiéndose obtener secciones estrechas (delgadas). El grafito también proporciona excelente maquinabilidad. Estos materiales son resistentes al desgaste [wear-resisting], y con excelentes propiedades de absorción de vibraciones [damps vibration]. Sin embargo, no tienen la suficiente ductilidad para ser laminadas o forjadas. La presencia de grafito ayuda a aumentar la lubricación en superficies sometidas a desgaste, (igualmente sí las superficies están bajo condiciones de lubricación límite). Cuando la mayor parte del carbono queda combinada con el hierro en forma de cementita (como en la fundición blanca), la presencia de carburos de hierro duros, proporcionan una buena resistencia de la abrasión. La composición química de las fundiciones más comunes puede verse en la tabla 6. Cabe señalar, que en muchas ocasiones los valores de la composición química en estos materiales se solapan y por lo tanto no es posible diferenciar unas de otras por un simple análisis de composición. Tabla 6 Intervalos de composición química aproximados de fundiciones no aleadas. (5)
Elemento Fundición gris, % Fundición blanca, %
Fundición maleable, %
Fundición nodular, %
Carbono 2.5-4.0 1.8-3.6 2.0-2.60 3.0-4.0 Silicio 1.0-3.0 0.5-1.9 1.10-1.60 1.8-2.8 Manganeso 0.25-1.0 0.25-0.80 0.20-1.0 0.10-1.0 Azufre 0.02-0.25 0.06-0.20 0.04-0.18 0.03 máx fósforo 0.05-1.0 0.06-0.10 0.18 máx 0.10 máx
3.4.5. Tipos de fundiciones Los tipos de fundiciones más comunes que se utilizan en la industria metalmecánica son blanca, gris, nodular o dúctil, maleable (de corazón negro o corazón blanco), de grafito compacto y aleadas. Las fundiciones no aleadas están compuestas básicamente por elementos como: Carbono, Silicio, Manganeso, Fósforo y Azufre, estos dos últimos en cantidades menores. A continuación se realiza una breve descripción de cada uno de estos tipos materiales. - Fundición blanca Si la velocidad de extracción del calor es grande como producto de un enfriamiento rápido, la solidificación se completa con el eutéctico Fe-Fe3C llamado ledeburita, el producto final se denomina fundición blanca, ésta se caracteriza por su color blanco y por ser bastante dura. La ledeburita consta de láminas alternadas de austenita y Fe3C (cementita) tal como se ilustra en la figura 8.
Figura 8. Distribución de la austenita (blanca) y la cementita (negra) en ledeburita formada en fundición blanca (6). Si la composición es hipoeutéctica, por ejemplo 3% de C, primero se forman dendritas de austenita proeutéctica. Al llegar a la temperatura eutéctica (1135 ºC), el líquido restante solidifica como eutéctico de austenita + Fe3C (ledeburita). Cuando se continúa el descenso de la temperatura y se baja de la temperatura eutectoide (728ºC), la austenita transforma en perlita. A menor temperatura no queda austenita sino que toda ella se ha transformado en perlita, Figura 9 (a).

Si la composición es hipereutéctica, sobre la temperatura eutéctica se forman dendritas de Fe3C y al disminuir la temperatura, finalmente solidifica la ledeburita que forma la matriz. Igual que en el caso anterior, la austenita se transforma en perlita al descender bajo la temperatura eutectoide, Figura 9 (b).
Figura 9. Ledeburita formada en una fundición blanca. a) hipoeutéctica y b) hipereutéctica (6).
Por tanto, las fundiciones blancas son aleaciones Fe - C cuyo proceso de solidificación y de transformación se realiza de acuerdo con las leyes correspondientes al diagrama metaestable Fe-Fe3C, esto debido a que la velocidad de enfriamiento es bastante rápida durante la solidificación. Con esta velocidad, el metal solidificará con todo el carbono combinado con el hierro, formando carburo de hierro (cementita), constituyente duro y frágil. Diferentes micrografías de algunos tipos de fundición blanca puede verse en las figuras 10 a, b y c.
a) b) c)
Figura 10. Micrografías de la fundición blanca. a) Microestructura mostrando perlita (oscura) y cementita (blanca). b) Microestructura de perlita dendrítica (gris) y carburos interdendríticos (blanco). c) Fundición blanca que muestra un patrón dendrítico de austenita (listones negros) y carburos (blanco). (7) La fundición blanca presenta baja colabilidad (capacidad de permanecer líquida con la disminución de temperatura), debido a la alta temperatura de solidificación y que además solidifica con todo el carbono en forma combinada. - Fundición maleable Esta fundición aparece del afán de ablandar la fundición blanca y convertirla en un material tenaz. Para la época en que se comenzó a utilizar la fundición moteada, solo existía la posibilidad de trabajar con fundición gris; muy dúctil o fundición blanca; muy frágil y dura, y aunque se contaban con aceros que ofrecían las exigencias requeridas, siendo imposible hacer piezas de forma complicada. Apareció entonces un método para obtener a partir de la fundición blanca otro tipo de fundición; caracterizada por tener la mayoría de su contenido de carbono conformando nódulos irregulares de grafito, obtenidos por tratamiento térmico de recocido. Cabe anotar que la fundición blanca a partir de la cual se obtiene la maleable debe tener una composición química adecuada. Una vez retirada del molde, la fundición blanca se somete a un tratamiento térmico que comienza a 900°C. Durante este tratamiento, la cementita se disocia y el carbono precipita como grafito. El espesor de la pieza se ve limitado, debido a la velocidad de enfriamiento necesaria para formar la fundición blanca de la cual se obtiene la maleable. Con el fin de obtener mayor espesor de piezas se le adiciona a la colada elementos como el bismuto y telurio. Existen dos procedimientos para fabricar fundición maleable. Uno denominado Europeo, con el que se fabrica la maleable de corazón blanco y otro Americano, con el que se fabrica maleable de corazón negro. La obtención este tipo de fundiciones se realiza básicamente en dos pasos: el primero consiste en adquirir la fundición blanca a partir de la cual se obtendrá la maleable y el segundo tiene que ver con el tratamiento de recocido, el cual será
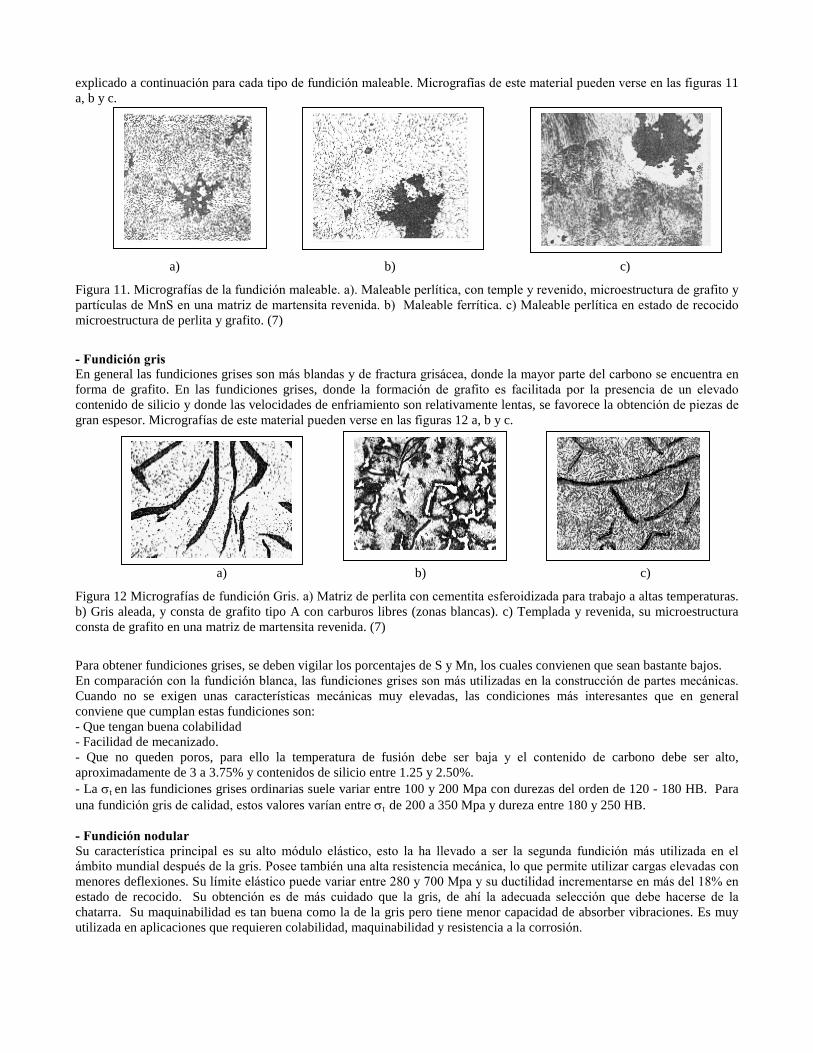
explicado a continuación para cada tipo de fundición maleable. Micrografías de este material pueden verse en las figuras 11 a, b y c.
a) b) c)
Figura 11. Micrografías de la fundición maleable. a). Maleable perlítica, con temple y revenido, microestructura de grafito y partículas de MnS en una matriz de martensita revenida. b) Maleable ferrítica. c) Maleable perlítica en estado de recocido microestructura de perlita y grafito. (7)
- Fundición gris En general las fundiciones grises son más blandas y de fractura grisácea, donde la mayor parte del carbono se encuentra en forma de grafito. En las fundiciones grises, donde la formación de grafito es facilitada por la presencia de un elevado contenido de silicio y donde las velocidades de enfriamiento son relativamente lentas, se favorece la obtención de piezas de gran espesor. Micrografías de este material pueden verse en las figuras 12 a, b y c.
a) b) c)
Figura 12 Micrografías de fundición Gris. a) Matriz de perlita con cementita esferoidizada para trabajo a altas temperaturas. b) Gris aleada, y consta de grafito tipo A con carburos libres (zonas blancas). c) Templada y revenida, su microestructura consta de grafito en una matriz de martensita revenida. (7)
Para obtener fundiciones grises, se deben vigilar los porcentajes de S y Mn, los cuales convienen que sean bastante bajos. En comparación con la fundición blanca, las fundiciones grises son más utilizadas en la construcción de partes mecánicas. Cuando no se exigen unas características mecánicas muy elevadas, las condiciones más interesantes que en general conviene que cumplan estas fundiciones son: - Que tengan buena colabilidad - Facilidad de mecanizado. - Que no queden poros, para ello la temperatura de fusión debe ser baja y el contenido de carbono debe ser alto, aproximadamente de 3 a 3.75% y contenidos de silicio entre 1.25 y 2.50%. - La t en las fundiciones grises ordinarias suele variar entre 100 y 200 Mpa con durezas del orden de 120 - 180 HB. Para una fundición gris de calidad, estos valores varían entre t de 200 a 350 Mpa y dureza entre 180 y 250 HB. - Fundición nodular Su característica principal es su alto módulo elástico, esto la ha llevado a ser la segunda fundición más utilizada en el ámbito mundial después de la gris. Posee también una alta resistencia mecánica, lo que permite utilizar cargas elevadas con menores deflexiones. Su límite elástico puede variar entre 280 y 700 Mpa y su ductilidad incrementarse en más del 18% en estado de recocido. Su obtención es de más cuidado que la gris, de ahí la adecuada selección que debe hacerse de la chatarra. Su maquinabilidad es tan buena como la de la gris pero tiene menor capacidad de absorber vibraciones. Es muy utilizada en aplicaciones que requieren colabilidad, maquinabilidad y resistencia a la corrosión.
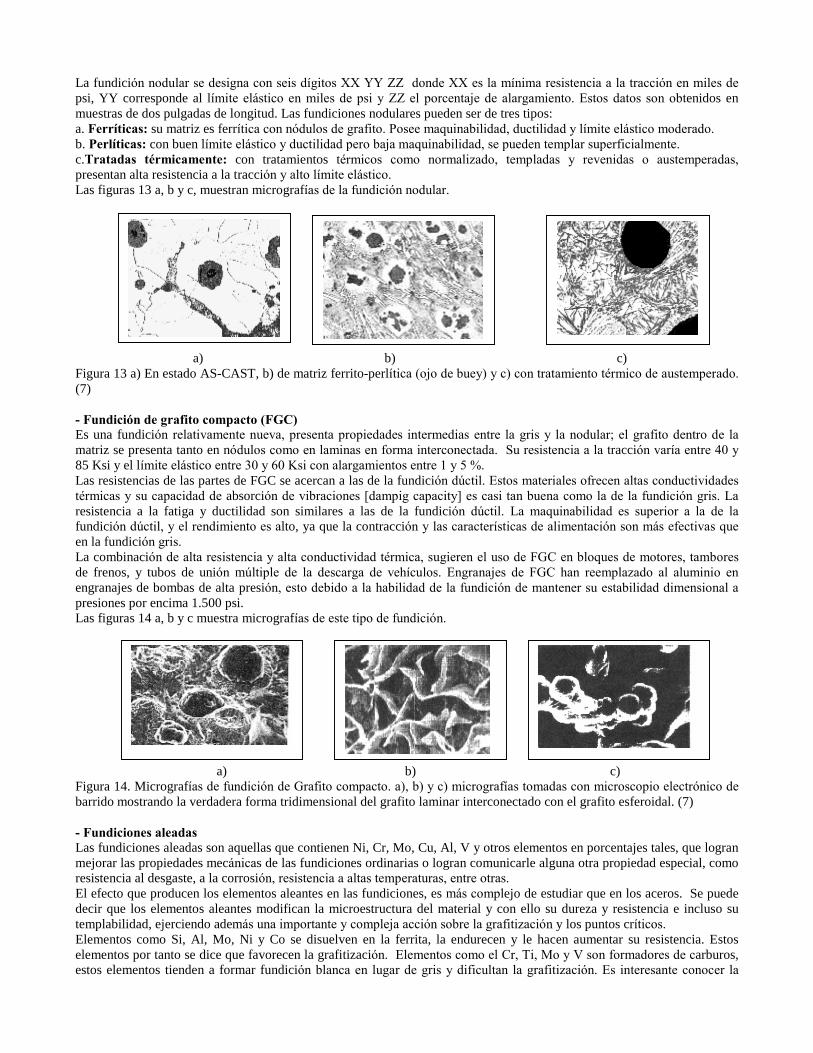
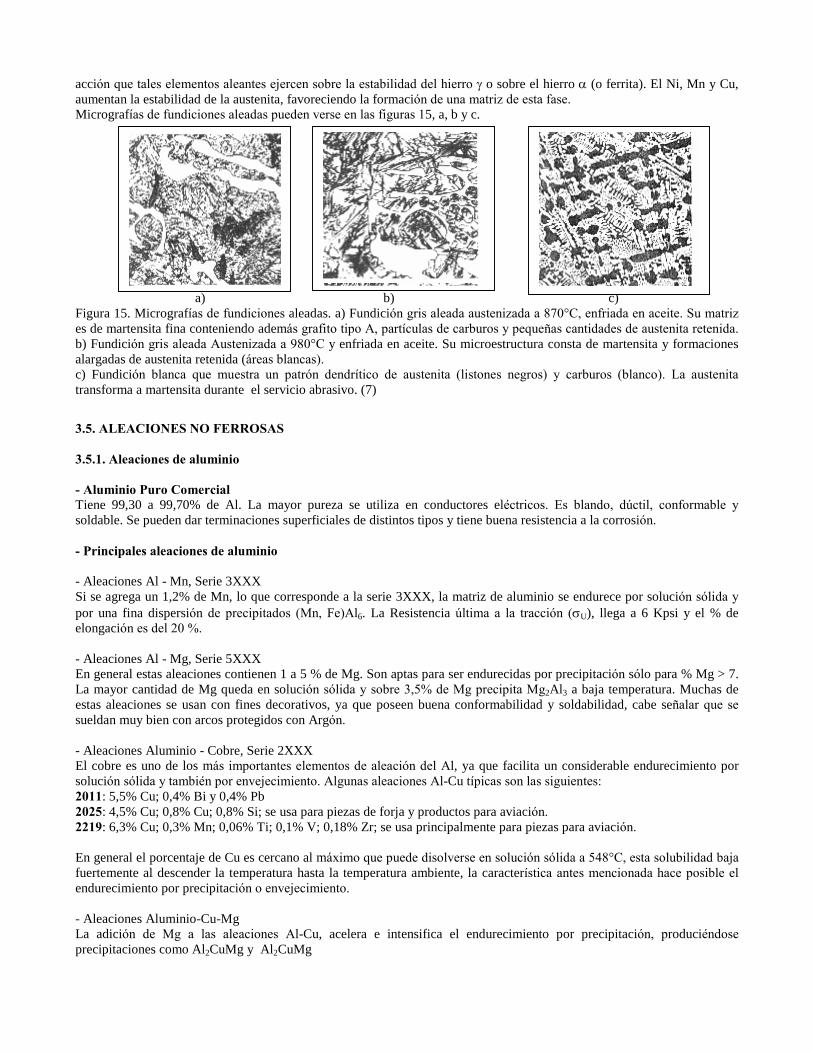
La fundición nodular se designa con seis dígitos XX YY ZZ donde XX es la mínima resistencia a la tracción en miles de psi, YY corresponde al límite elástico en miles de psi y ZZ el porcentaje de alargamiento. Estos datos son obtenidos en muestras de dos pulgadas de longitud. Las fundiciones nodulares pueden ser de tres tipos: a. Ferríticas: su matriz es ferrítica con nódulos de grafito. Posee maquinabilidad, ductilidad y límite elástico moderado. b. Perlíticas: con buen límite elástico y ductilidad pero baja maquinabilidad, se pueden templar superficialmente. c.Tratadas térmicamente: con tratamientos térmicos como normalizado, templadas y revenidas o austemperadas, presentan alta resistencia a la tracción y alto límite elástico. Las figuras 13 a, b y c, muestran micrografías de la fundición nodular. a) b) c) Figura 13 a) En estado AS-CAST, b) de matriz ferrito-perlítica (ojo de buey) y c) con tratamiento térmico de austemperado. (7) - Fundición de grafito compacto (FGC) Es una fundición relativamente nueva, presenta propiedades intermedias entre la gris y la nodular; el grafito dentro de la matriz se presenta tanto en nódulos como en laminas en forma interconectada. Su resistencia a la tracción varía entre 40 y 85 Ksi y el límite elástico entre 30 y 60 Ksi con alargamientos entre 1 y 5 %. Las resistencias de las partes de FGC se acercan a las de la fundición dúctil. Estos materiales ofrecen altas conductividades térmicas y su capacidad de absorción de vibraciones [dampig capacity] es casi tan buena como la de la fundición gris. La resistencia a la fatiga y ductilidad son similares a las de la fundición dúctil. La maquinabilidad es superior a la de la fundición dúctil, y el rendimiento es alto, ya que la contracción y las características de alimentación son más efectivas que en la fundición gris. La combinación de alta resistencia y alta conductividad térmica, sugieren el uso de FGC en bloques de motores, tambores de frenos, y tubos de unión múltiple de la descarga de vehículos. Engranajes de FGC han reemplazado al aluminio en engranajes de bombas de alta presión, esto debido a la habilidad de la fundición de mantener su estabilidad dimensional a presiones por encima 1.500 psi. Las figuras 14 a, b y c muestra micrografías de este tipo de fundición. a) b) c) Figura 14. Micrografías de fundición de Grafito compacto. a), b) y c) micrografías tomadas con microscopio electrónico de barrido mostrando la verdadera forma tridimensional del grafito laminar interconectado con el grafito esferoidal. (7) - Fundiciones aleadas Las fundiciones aleadas son aquellas que contienen Ni, Cr, Mo, Cu, Al, V y otros elementos en porcentajes tales, que logran mejorar las propiedades mecánicas de las fundiciones ordinarias o logran comunicarle alguna otra propiedad especial, como resistencia al desgaste, a la corrosión, resistencia a altas temperaturas, entre otras. El efecto que producen los elementos aleantes en las fundiciones, es más complejo de estudiar que en los aceros. Se puede decir que los elementos aleantes modifican la microestructura del material y con ello su dureza y resistencia e incluso su templabilidad, ejerciendo además una importante y compleja acción sobre la grafitización y los puntos críticos. Elementos como Si, Al, Mo, Ni y Co se disuelven en la ferrita, la endurecen y le hacen aumentar su resistencia. Estos elementos por tanto se dice que favorecen la grafitización. Elementos como el Cr, Ti, Mo y V son formadores de carburos, estos elementos tienden a formar fundición blanca en lugar de gris y dificultan la grafitización. Es interesante conocer la
acción que tales elementos aleantes ejercen sobre la estabilidad del hierro o sobre el hierro (o ferrita). El Ni, Mn y Cu, aumentan la estabilidad de la austenita, favoreciendo la formación de una matriz de esta fase. Micrografías de fundiciones aleadas pueden verse en las figuras 15, a, b y c.
a) b) c) Figura 15. Micrografías de fundiciones aleadas. a) Fundición gris aleada austenizada a 870°C, enfriada en aceite. Su matriz es de martensita fina conteniendo además grafito tipo A, partículas de carburos y pequeñas cantidades de austenita retenida. b) Fundición gris aleada Austenizada a 980°C y enfriada en aceite. Su microestructura consta de martensita y formaciones alargadas de austenita retenida (áreas blancas). c) Fundición blanca que muestra un patrón dendrítico de austenita (listones negros) y carburos (blanco). La austenita transforma a martensita durante el servicio abrasivo. (7)
3.5. ALEACIONES NO FERROSAS 3.5.1. Aleaciones de aluminio - Aluminio Puro Comercial Tiene 99,30 a 99,70% de Al. La mayor pureza se utiliza en conductores eléctricos. Es blando, dúctil, conformable y soldable. Se pueden dar terminaciones superficiales de distintos tipos y tiene buena resistencia a la corrosión. - Principales aleaciones de aluminio - Aleaciones Al - Mn, Serie 3XXX Si se agrega un 1,2% de Mn, lo que corresponde a la serie 3XXX, la matriz de aluminio se endurece por solución sólida y por una fina dispersión de precipitados (Mn, Fe)Al6. La Resistencia última a la tracción (U), llega a 6 Kpsi y el % de elongación es del 20 %. - Aleaciones Al - Mg, Serie 5XXX En general estas aleaciones contienen 1 a 5 % de Mg. Son aptas para ser endurecidas por precipitación sólo para % Mg > 7. La mayor cantidad de Mg queda en solución sólida y sobre 3,5% de Mg precipita Mg2Al3 a baja temperatura. Muchas de estas aleaciones se usan con fines decorativos, ya que poseen buena conformabilidad y soldabilidad, cabe señalar que se sueldan muy bien con arcos protegidos con Argón. - Aleaciones Aluminio - Cobre, Serie 2XXX El cobre es uno de los más importantes elementos de aleación del Al, ya que facilita un considerable endurecimiento por solución sólida y también por envejecimiento. Algunas aleaciones Al-Cu típicas son las siguientes: 2011: 5,5% Cu; 0,4% Bi y 0,4% Pb 2025: 4,5% Cu; 0,8% Cu; 0,8% Si; se usa para piezas de forja y productos para aviación. 2219: 6,3% Cu; 0,3% Mn; 0,06% Ti; 0,1% V; 0,18% Zr; se usa principalmente para piezas para aviación. En general el porcentaje de Cu es cercano al máximo que puede disolverse en solución sólida a 548°C, esta solubilidad baja fuertemente al descender la temperatura hasta la temperatura ambiente, la característica antes mencionada hace posible el endurecimiento por precipitación o envejecimiento.
- Aleaciones Aluminio-Cu-Mg La adición de Mg a las aleaciones Al-Cu, acelera e intensifica el endurecimiento por precipitación, produciéndose precipitaciones como Al2CuMg y Al2CuMg
- Aleaciones de Aluminio Para Piezas Fundidas Con estas aleaciones se busca fluidez, aptitud para alimentar el molde, resistencia, ductilidad y resistencia a la corrosión. Entre este tipo de aleaciones destacan: - Aleaciones Al-Si Son las aleaciones de más importancia para piezas fundidas, tienen alta fluidez, por lo que es fácil de alimentar los moldes con ella. Además el Si no reduce la resistencia a la corrosión del Al puro.
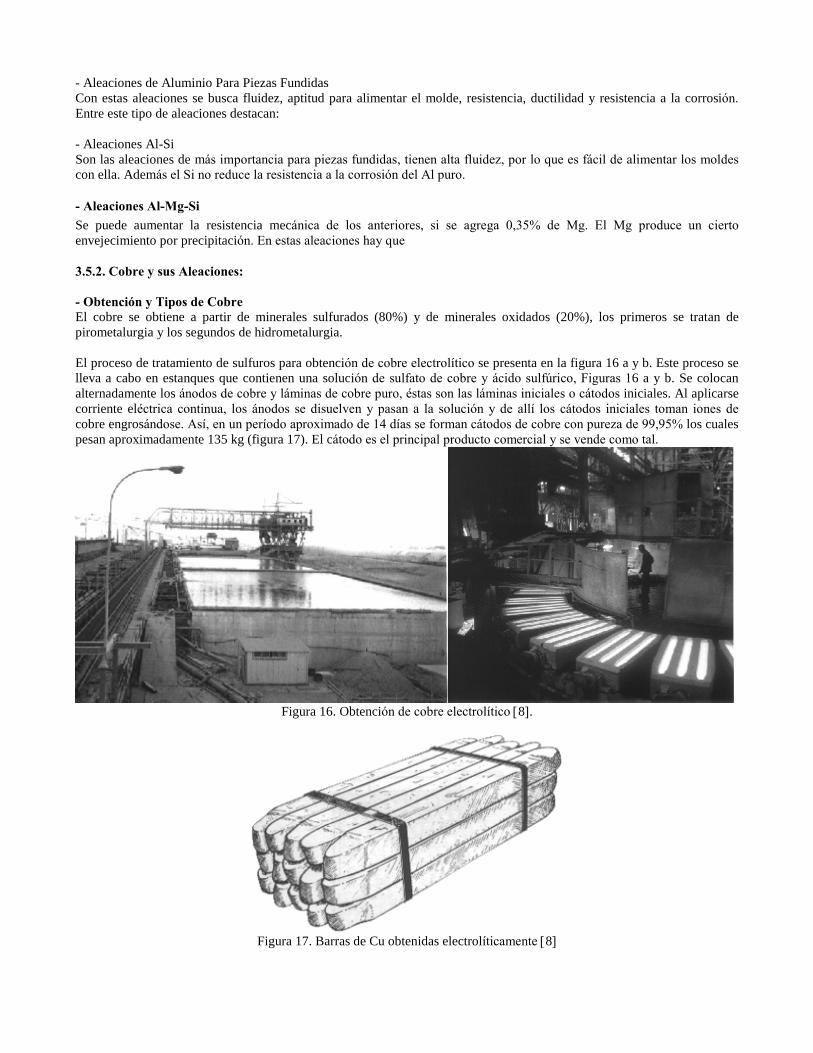
- Aleaciones Al-Mg-Si Se puede aumentar la resistencia mecánica de los anteriores, si se agrega 0,35% de Mg. El Mg produce un cierto envejecimiento por precipitación. En estas aleaciones hay que 3.5.2. Cobre y sus Aleaciones: - Obtención y Tipos de Cobre El cobre se obtiene a partir de minerales sulfurados (80%) y de minerales oxidados (20%), los primeros se tratan de pirometalurgia y los segundos de hidrometalurgia. El proceso de tratamiento de sulfuros para obtención de cobre electrolítico se presenta en la figura 16 a y b. Este proceso se lleva a cabo en estanques que contienen una solución de sulfato de cobre y ácido sulfúrico, Figuras 16 a y b. Se colocan alternadamente los ánodos de cobre y láminas de cobre puro, éstas son las láminas iniciales o cátodos iniciales. Al aplicarse corriente eléctrica continua, los ánodos se disuelven y pasan a la solución y de allí los cátodos iniciales toman iones de cobre engrosándose. Así, en un período aproximado de 14 días se forman cátodos de cobre con pureza de 99,95% los cuales pesan aproximadamente 135 kg (figura 17). El cátodo es el principal producto comercial y se vende como tal.
Figura 16. Obtención de cobre electrolítico 8.
Figura 17. Barras de Cu obtenidas electrolíticamente 8
Los tipos de cobre puros comerciales son los siguientes: - Cobre electrolítico Cu-a1, (Cu ETP: Electrolic Tough Pitch). Pureza mínima 99,90% de Cu, 200 a 400 ppm de O. Conductividad eléctrica en estado recocido de 100 IACS. - Cobre Térmico, (refinado a fuego), Cu-a2: Cu-FRHC (Fire Refined High Conductivity). Es semejante en composición y conductividad eléctrica al Cu-a1, pero contiene mayor cantidad de impurezas como Se, Te y Pb. - Cobres desoxidados. Pueden ser cobres refinados electrolíticamente o térmicamente. La desoxidación se logra en la fundición agregando fósforo en forma de fosfuro de cobre. La desoxidación elimina la fragilización en atmósferas reductoras de alta temperatura, teniendo además, buena soldabilidad. El exceso de fósforo queda disuelto en solución sólida en el cobre, produciendo una fuerte reducción de la conductividad eléctrica. Hay dos tipos de cobre con contenido mínimo de 99,90%, los cuales se nombran a continuación: - Cobres libres de Oxígeno. Estos se producen a partir de cobre electrolítico y se funden en hornos de atmósfera inerte o con desoxidante en cantidades muy controladas. Tienen alta conductividad eléctrica, alta deformabilidad e insensibilidad a las atmósferas reductoras. Son característicos del cobre libre de oxígeno los siguientes tipos: - Aleaciones de Cobre A continuación se hablará de cobre con contenidos de aleación menores a 2,5%. Estas pequeñas cantidades de elementos de aleación mejoran las características mecánicas o de aptitud para el mecanizado del cobre, sin alterar excesivamente su conductividad eléctrica, térmica y su resistencia a la corrosión. - Aleaciones Cobre-Cromo Estas aleaciones contienen 0,5 a 1% de Cr. A 100ºC se disuelve un 0,37% de Cr en el cobre, al bajar la temperatura baja también, fuertemente, la solubilidad del Cr permitiendo así el endurecimiento por precipitación, esto se realiza mediante un tratamiento de solución a 1000ºC, temple y precipitación a 500ºC. La aleación binaria Cu-Cr es susceptible a decohesiones bajo la acción de una tensión aplicada por períodos prolongados entre 80ºC y 3000ºC, siendo además sensible al efecto de entalladura. Las aleaciones de Cobre-Cromo-Circonio (CuCrO, 8ZrO, 15) eliminan el riesgo a la decohesión a alta temperatura que tienen las aleaciones cobre-cromo. Estos dos tipos de aleación, es decir, las de Cobre-Cromo y las de Cobre-Cromo-Circonio se utilizan cuando se desea alta conductividad eléctrica o térmica, asociada a altas resistencias en caliente; es típico su uso en: electrodos de soldadura por resistencia, barras de colectores, contactores de potencia, equipos siderúrgicos y resortes conductores. - Aleaciones de Cobre-Circonio Contienen típicamente desde un 0,1% a 0,2% de Zr. La resistencia mecánica de esta aleación se conserva hasta 300ºC y disminuye levemente hasta llegar a los 500ºC. Se utiliza cuando se desea alta resistencia mecánica con alta conductividad eléctrica. 3.5.3. Latones
El latón es el mejor material para la manufactura de muchos componentes debido a sus características únicas, como buena resistencia mecánica y alta ductilidad, combinadas con alta resistencia a la corrosión, haciéndolo de fácil trabajo en las máquinas y herramientas.
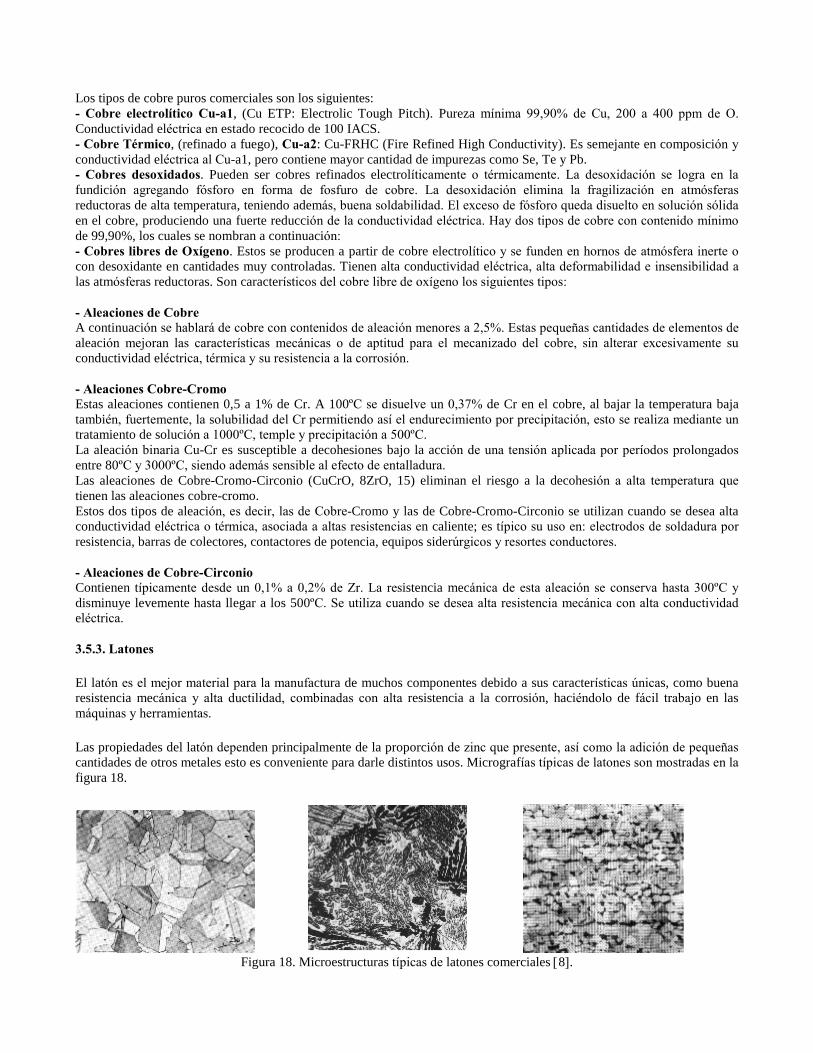
Las propiedades del latón dependen principalmente de la proporción de zinc que presente, así como la adición de pequeñas cantidades de otros metales esto es conveniente para darle distintos usos. Micrografías típicas de latones son mostradas en la figura 18.
Figura 18. Microestructuras típicas de latones comerciales 8.
- Latones al plomo El plomo es prácticamente insoluble en los latones y se separa en forma de finos glóbulos, favoreciendo la fragmentación de las virutas en el mecanizado. También el plomo tiene un efecto de lubricante por su bajo punto de fusión, disminuyendo el desgaste de la herramienta de corte. 3.5.4. Bronces Los bronces son aleaciones de cobre con estaño, aún cuando se les suele utilizar más ampliamente para otras aleaciones de cobre. Las aleaciones industriales de bronce tienen en general entre 3 y 20 % de Sn. La fusión del bronce debe ser hecha en un medio reductor para desoxidar antes de la colada, esto se logra mediante el fosfuro de cobre, por lo tanto, todos los bronces retienen un 0,03 a 0,1 % de P. Los bronces tienen buena resistencia a la corrosión en atmósferas industriales y marinas, son resistentes al desgaste y tienen fuerte resistencia mecánica, además son poco sensibles a la corrosión bajo tensión y al picado, y son excelentes para producir piezas fundidas. 3.5.5. Aleaciones de magnesio La densidad del magnesio es igual a 2/3 la del aluminio y a ¼ la del acero. Es el más ligero de todos los metales de uso comercial, su mayor empleo está en la industria aeronáutica. Aunque no tiene gran relación resistencia a peso, es comparable con las más resistentes aleaciones de aluminio o de acero. El magnesio no resiste temperaturas elevadas y su punto de fluencia se reduce en forma notable, cuando la temperatura se lleva hasta un valor igual al punto de ebullición del agua. Tiene un módulo de elasticidad de 45Gpa a tensión y a compresión. Extrañamente ocurre que el trabajo en frío reduce su módulo de elasticidad. Las aleaciones de Magnesio se utilizan en aplicaciones aeroespaciales, maquinaria de alta velocidad, y equipo de transporte y manejo de materiales - Aleaciones de cobalto-cromo Son utilizadas dos tipos de composiciones Las aleaciones CoCrMo utilizadas frecuentemente en piezas coladas. Es un material usado desde hace muchos años en restauraciones dentales. Aleaciones empleadas en articulaciones artificiales. Tienen buena resistencia a la corrosión. Las aleaciones CoNiCrMo utilizadas normalmente como piezas forjadas. Empleados especialmente en vástagos de implantes altamente cargados tales caderas y rodillas. Resistencia elevada a la corrosión en medio salino y carga. El trabajado en frío puede incrementar la tenacidad en más de un 100 %, pero no resulta práctico par el uso en estructura grandes como implantes de cadera. Resistencia al desgaste con el mismo metal y otros materiales pobre. Resistencia a la fatiga y tenacidad mayores al CoCrMo Aleación buena para componente de vida útil prolongada. El cobalto y cromo son los elementos mayoritarios, formando una solución sólida con hasta un 65 % (en peso) de Co. El molibdeno promueve la formación de granos pequeños. 3.5.7. Titanio y aleaciones de titanio El titanio es un elemento metálico blanco plateado que se usa principalmente para preparar aleaciones ligeras y fuertes. - Propiedades y estado natural El titanio sólo es soluble en ácido fluorhídrico y en ácidos en caliente como el sulfúrico; en ácido nítrico no es soluble ni en caliente. El metal es extremadamente frágil en frío, pero es muy maleable y dúctil al rojo. Para obtener el óxido de titanio se tritura el mineral y se mezcla con carbonato de potasio y ácido fluorhídrico produciendo fluorotitanato de potasio (K2TiF6). Éste se destila con agua caliente y se descompone con amoníaco. Así se obtiene el óxido hidratado amoniacal, que se inflama en un recipiente de platino produciendo dióxido de titanio (TiO2). Para obtener el titanio en forma pura, se trata el óxido con cloro, con lo que se obtiene tetracloruro de titanio, un líquido volátil; después se reduce ese líquido con magnesio en una cámara de hierro cerrada para producir titanio metálico. Por último se funde el metal y se moldea en lingotes.
- Aplicaciones de las aleaciones de titanio Debido a su alta resistencia y su peso ligero, el titanio se usa en aleaciones metálicas y como sustituto del aluminio. Aleado con aluminio y vanadio, se utiliza en la aviación para fabricar las puertas de incendios, la capa exterior, los componentes del tren de aterrizaje, el entubado hidráulico y las protecciones del motor. Los álabes del compresor, los discos y los revestimientos de los motores a reacción también están hechos de titanio. Un avión a reacción de transporte utiliza entre 318 y 1.134 kg del metal, y un avión supersónico, que vuela a velocidades entre los 2.410 y los 3.220 km/h, utiliza entre 14 y 45 toneladas. El titanio se usa ampliamente en misiles y cápsulas espaciales; las cápsulas Mercurio, Gemini y Apolo fueron construidas casi totalmente con titanio. Otras aleaciones comunes de titanio son: el ferrocarbono titanio, que se obtiene reduciendo la ilmenita con coque en un horno eléctrico; el cuprotitanio, que se produce por la reducción de rutilo al que se ha añadido cobre, y el manganotitanio, que se obtiene reduciendo el rutilo al que se ha añadido manganeso u óxidos de manganeso. La relativa inercia del titanio le hace eficaz como sustituto de los huesos y cartílagos en cirugía, así como para las tuberías y tanques que se utilizan en la elaboración de los alimentos. Se usa en los intercambiadores de calor de las plantas de desalinización debido a su capacidad para soportar la corrosión del agua salada. En metalurgia, las aleaciones de titanio se usan como desoxidantes y desnitrogenantes para eliminar el oxígeno y el nitrógeno de los metales fundidos. El dióxido de titanio (conocido como titanio blanco), es un pigmento blanco y brillante que se utiliza en pinturas, lacas, plásticos, papel, tejidos y caucho. 3.5.8. Aleaciones de níquel-titanio Materiales que exhiben la propiedad conocida como efecto de memoria de forma (EMF). Efecto se manifiesta cuando la aleación, sometida a una deformación plástica, recupera su forma original cuando es calentada. Estas aleaciones son empleadas para construir arcos de alambre de ortodoncia, clips para aneurismas intracraneales, músculos artificiales contraíbles para un corazón artificial e implantes ortopédicos. El diseño de esas piezas requiere del conocimiento preciso de las propiedades termomecánicas de las aleaciones de Ni-Ti. Son materiales que tienen módulos de elasticidad bajos (aprox. 30 GPa) pero alta tenacidad 3.5.9. Aleaciones para restauraciones dentales Amalgamas Aleaciones formadas con mercurio. El mercurio mezclado con plata y estaño forma un material de consistencia plástica a temperatura ambiente, que endurece con el transcurrir del tiempo. La aleación sólida está compuesta por: 65 % plata (mínimo), 29 % de estaño, 2 % de zinc, 3 % de mercurio (máximo). Ese material al combinarse con mercurio forma la amalgama compuesta por: 45 - 55 % mercurio. 35 - 45 % plata. 15 % estaño. La tenacidad del material crece con el tiempo. El 25 % de la tenacidad final se alcanza al cabo de 1 hora. El 100 % de la tenacidad final se obtiene tras un día. 3.5.10. Aleaciones de oro Materiales estables y resistentes a la corrosión. Son usados en rellenos dentales por medio de: - Colado Impresión de cera tomada de la cavidad dental y usada para construir la restauración. El cobre y platino aleados mejora su tenacidad. La concentración elevada de oro disminuye la tenacidad del material restringiendo su uso a zonas libres de tensiones. La aleación con baja concentración de oro es empleada en coronas y otras zonas sometidas a tensiones elevadas. - Martillado Láminas de oro son aplicadas en capas y soldadas juntas empleando presión a temperatura ambiente. El oro puro es muy dúctil y solo puede ser usada en zonas libres de tensiones. 3.5.11. Otras Aleaciones - Tantalio
Metal biocompatible. La baja relación tenacidad-densidad restringe su uso sólo como alambres de suturas. - Platino y otros metales nobles Materiales resistentes a la corrosión y de propiedades mecánicas pobres. Estos metales son empleados en aleaciones frecuentemente destinadas a fabricar electrodos de marcapasos. 3.6. MATERIALES NO METÁLICOS. 3.6.1. Materiales poliméricos (plásticos) El nombre polímero no se refiere a un único material. Así como la palabra metal no se refiere apenas al hierro o al aluminio, la palabra polímero se usa para definir diversos materiales con estructura, cualidad y composición diferentes. Las cualidades de los plásticos son tan variadas que frecuentemente sustituyen materiales tradicionales como la madera e incluso algunos metales. Los polímeros son materiales artificiales derivados de la química orgánica, llamados comúnmente plásticos (o el cuarto reino). Estos materiales se distinguen entre sí por su estructura, propiedades y composición. Los polímeros están conformados por moléculas de cadena larga, formada por muchas unidades llamadas monómeros o meros, los cuales se unen entre sí químicamente por medio de enlaces covalentes. Sin embargo, un polímero comúnmente comparte los tipos de enlaces covalente y iónico. 3.6.1.1. Sectores industriales en los que participan los plásticos y tipos de piezas El siglo 20 se ha denominado el siglo del plástico debido al adelanto que tomó este material, el cual logró cambiar en gran medida el comportamiento humano. Las aplicaciones técnicas son incalculables, veamos algunas de esas aplicaciones y su campo de acción. - Industria automovilística Guardabarros, engranajes, levas, cojinetes, ejes, parachoques, limpia brisas, consola, rines, cojinería, neumáticos, llantas, luces, etc; aproximadamente 1.700 son de plástico. - En el sector del transporte y las telecomunicaciones Partes de aviones, barcos, globos, vehículos, bicicletas, teléfonos, antenas parabólicas, cámaras, e incluso nuevas redes de cable. - En el sector de la alimentación Los países desarrollados envasan actualmente el 50% de los alimentos en materiales plásticos. Este hecho permite que tan sólo un 2% de los productos se estropeen antes de llegar al consumidor final. - En el sector pesquero redes de pesca y en los diferentes accesorios que conforman este sector. - En el sector agrícola Cubiertas con el fin de proteger cultivos agrícolas de agentes externos. - En el sector doméstico Muebles, lámparas, implementos de cocina, implementos de aseo, artículos de tocador, zapatos, maletines, juguetería, etc, son ejemplos de productos fabricados en material plástico. - En el sector de la construcción El plástico es un material imprescindible en la construcción de fábricas, oficinas, estaciones de ferrocarril, hospitales, museos, teatros, servicios de bomberos, estacionamientos, edificios, parques públicos, etc. - En la fotografía Películas, cámaras, proyectores, marcos, etc, son ejemplos de productos fabricados en material plástico. - Embalaje Bolsas, Botellas, tapas, etc. En la actualidad prácticamente todo producto es envasado en material plástico para esta industria. - En la Industria textil Telas, hilos, botones, fibras, partes de maquinaría textil, etc. - En la Industria eléctrica Revestimiento de cables, relés, protectores, carcazas de electrodomésticos, radios, aparatos de medición, teléfonos, etc. 3.6.1.1. Ventajas y desventajas de los materiales plásticos frente a los metales - Ventajas Poco peso. Elaboración rápida y sencilla. Alta resistencia a la corrosión y a los agentes químicos.

Buenas propiedades eléctricas. Excelentes características superficiales. Alta absorción de vibraciones. Producción rentable. - Desventajas Baja resistencia mecánica. Baja resistencia al calor. Baja resistencia a la degradación, No es reparable. Alto costo de la materia prima. 3.6.1.5. Materias primas de los plásticos Las principales materias primas son sustancias naturales como: el petróleo, el gas natural, el carbón mineral, la celulosa, el árbol de caucho, etc. Las moléculas de estas sustancias generalmente contienen carbono (C) e hidrógeno (H) y muchas veces contienen nitrógeno (N), oxigeno (O), azufre (S), etc. Para fabricar plásticos directamente del petróleo, se deben realizar diversos procesos químicos (reacciones químicas) intermedias. Estos procesos se inician en las refinerías, donde por destilación (separación de líquidos) del petróleo, se obtienen diversos productos como: gasolina, aceite, diesel, alquitrán, carburantes, etc. Estos productos se obtienen aprovechando los puntos de ebullición de los diferentes componentes. 3.6.1.6. Proceso de polimerización - Definición La polimerización se puede definir, como el conjunto de reacciones químicas por medio de las cuales, un grupo de moléculas (denominadas monómeros), se van uniendo químicamente en forma progresiva para formar largas cadenas poliméricas. En la figura 19 se esquematiza el proceso de polimerización para el polietileno a partir de su monómero etileno.
Figura 19. Proceso de polimerización para el polietileno. [9]
La polimerización es entonces un proceso continuo, mediante en cual una molécula enlaza a otra y se une a ella químicamente. Este proceso se puede resumir de acuerdo al siguiente esquema Monómeros Polimerización de Meros Encadenamiento Polímero En el proceso de polimerización ocurre el rompimiento de los enlaces dobles o triples de carbono de algunas moléculas que los contienen agregando elementos o grupos radicales (grupos elementales altamente reactivos). El electrón que no fue enlazado por el grupo radical y que aún está libre en una molécula, puede escindir a la vez un doble enlace de otra molécula. El doble o triple enlace existente entre dos átomos de carbono es por tanto muy importante en el proceso de polimerización. 3.6.1.7. Clasificación de los plásticos Los plásticos se dividen en tres grandes grupos, los termoplásticos, los termoestables (o termofijos) y los elastómeros (o cauchos). Cada grupo se clasifican de acuerdo a su estructura molecular y al tipo de mecanismo de enlace de las moléculas
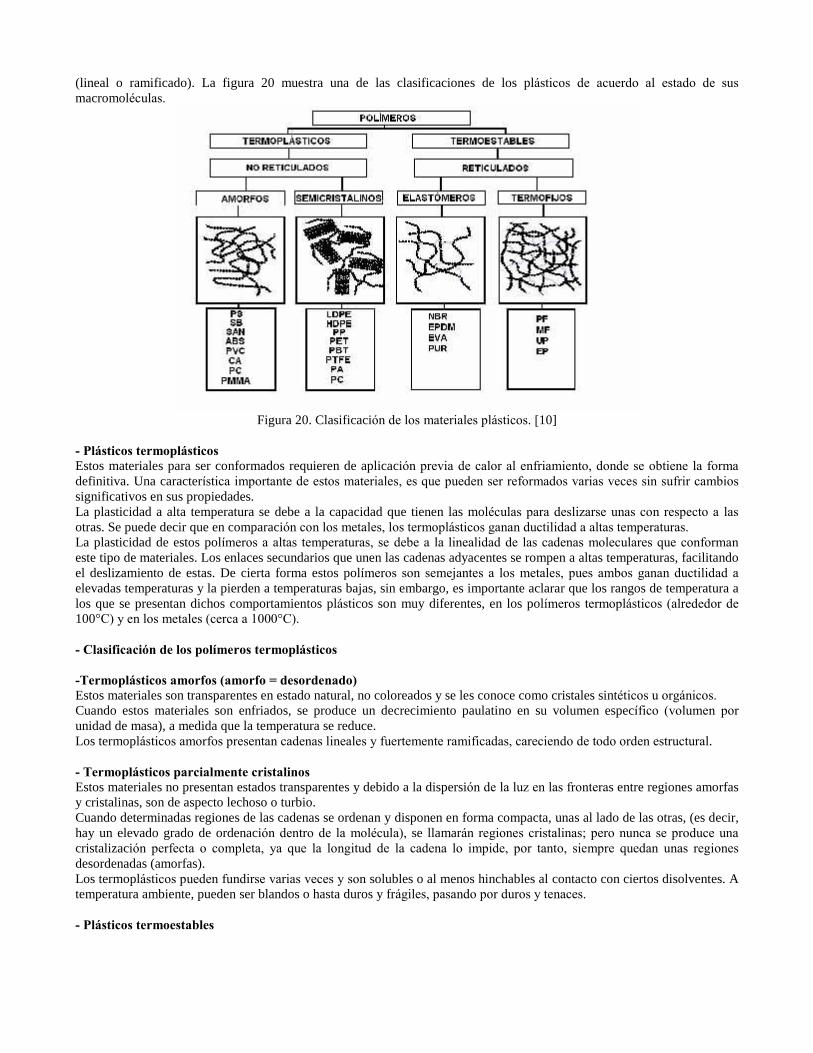
(lineal o ramificado). La figura 20 muestra una de las clasificaciones de los plásticos de acuerdo al estado de sus macromoléculas.
Figura 20. Clasificación de los materiales plásticos. [10]
- Plásticos termoplásticos Estos materiales para ser conformados requieren de aplicación previa de calor al enfriamiento, donde se obtiene la forma definitiva. Una característica importante de estos materiales, es que pueden ser reformados varias veces sin sufrir cambios significativos en sus propiedades. La plasticidad a alta temperatura se debe a la capacidad que tienen las moléculas para deslizarse unas con respecto a las otras. Se puede decir que en comparación con los metales, los termoplásticos ganan ductilidad a altas temperaturas. La plasticidad de estos polímeros a altas temperaturas, se debe a la linealidad de las cadenas moleculares que conforman este tipo de materiales. Los enlaces secundarios que unen las cadenas adyacentes se rompen a altas temperaturas, facilitando el deslizamiento de estas. De cierta forma estos polímeros son semejantes a los metales, pues ambos ganan ductilidad a elevadas temperaturas y la pierden a temperaturas bajas, sin embargo, es importante aclarar que los rangos de temperatura a los que se presentan dichos comportamientos plásticos son muy diferentes, en los polímeros termoplásticos (alrededor de 100°C) y en los metales (cerca a 1000°C). - Clasificación de los polímeros termoplásticos -Termoplásticos amorfos (amorfo = desordenado) Estos materiales son transparentes en estado natural, no coloreados y se les conoce como cristales sintéticos u orgánicos. Cuando estos materiales son enfriados, se produce un decrecimiento paulatino en su volumen específico (volumen por unidad de masa), a medida que la temperatura se reduce. Los termoplásticos amorfos presentan cadenas lineales y fuertemente ramificadas, careciendo de todo orden estructural. - Termoplásticos parcialmente cristalinos Estos materiales no presentan estados transparentes y debido a la dispersión de la luz en las fronteras entre regiones amorfas y cristalinas, son de aspecto lechoso o turbio. Cuando determinadas regiones de las cadenas se ordenan y disponen en forma compacta, unas al lado de las otras, (es decir, hay un elevado grado de ordenación dentro de la molécula), se llamarán regiones cristalinas; pero nunca se produce una cristalización perfecta o completa, ya que la longitud de la cadena lo impide, por tanto, siempre quedan unas regiones desordenadas (amorfas). Los termoplásticos pueden fundirse varias veces y son solubles o al menos hinchables al contacto con ciertos disolventes. A temperatura ambiente, pueden ser blandos o hasta duros y frágiles, pasando por duros y tenaces. - Plásticos termoestables
Debido a su estructura molecular reticular, estos materiales presentan mejores características mecánicas y térmicas con respecto a los termoplásticos. Los termoestables son materiales que después de endurecidos, permanecen rígidos al aumentar la temperatura, por tanto, pueden ser utilizados a temperaturas más altas. La importancia de utilizar rellenos fibrosos o refuerzos en estos materiales, da origen a muy diversos materiales, cada uno con propiedades y características especiales. Las variables a tener en cuenta para el conocimiento del comportamiento mecánico y la estabilidad dimensional de los materiales termoestables, son: - Variación de la temperatura de trabajo y absorción de agua. - Duración de aplicación de la carga estática y el consiguiente fenómeno de viscoelasticidad. - Esfuerzos dinámicos de alta duración como flexión alternada, que generan fallas por fatiga. - Envejecimiento causado por la intemperie y agentes químicos. Tales variables no deben considerarse negativas, sino una fuente de información útil al diseñar elementos de máquinas con estos materiales. Las cargas admisibles en un cálculo de resistencia deben reducirse según el grado de seguridad que se considere, esta disminución debe estar entre 1/5 y 1/10 de veces la resistencia a la fluencia del material. - Elastómeros (hules naturales y sintéticos) Los elastómeros son materiales complejos que difieren considerablemente de otros materiales de ingeniería. Esta clase �inusual� de materiales, requiere su propio y elaborado trabajo de procedimientos de chequeo. Los elastómeros tienen la capacidad de soportar altas deformaciones elásticas y recuperar su forma original. En ausencia de esfuerzos, los elastómeros son amorfos y están compuestos por cadenas moleculares muy torsionadas, dobladas y plegadas. Cuando son sometidos a esfuerzos de tracción, las cadenas sufren enderezamiento en la dirección del esfuerzo. Al retirar tal esfuerzo, las cadenas vuelven a su forma original. - Tipos de cauchos - Caucho natural Este material es extraído del látex del caucho natural. El látex es una materia lechosa que posee este árbol, la cual posee partículas muy pequeñas de caucho. El latex es diluido y pasado por rodillos para eliminar el contenido de agua y de esta forma extraer el caucho. - Cauchos sintéticos Los cauchos sintéticos aparecen a principios de la década del 80 y ahora proporcionan el 70% de todo el caucho mundial. Entre los principales cauchos sintéticos están el caucho de Estireno � Butadieno, caucho de Nitrilo, cauchos de Silicona y caucho de Policloropreno. - Vulcanizado de Hules El vulcanizado es un proceso químico por medio del cual, una molécula de polímero se une a otra con enlaces cruzados, para dar moléculas más voluminosas que restringen el movimiento molecular. Este proceso fue patentado por Good Year en 1939 y a quien se debe el conocimiento del extraordinario comportamiento elástico del compuesto azufre � caucho, cuando es calentado a una temperatura adecuada. El proceso de vulcanizado es también llamado de reticulado, ya que el azufre o cualquier peróxido, facilita las uniones tridimensionales transversales a través de la molécula lineal de Hule haciendo que los materiales vulcanizados sean más resistentes al desgaste. 3.6.1.8. Aditivos para polímeros Los aditivos para polímeros son sustancias orgánicas o inorgánicas que se adicionan a estos, con el fin de mejorar propiedades o conferir otras. Entre los materiales aditivos orgánicos están: polvo de madera, fibra de algodón, tela de algodón y fibra de nylon; y dentro de los aditivos inorgánicos, se encuentran la fibra de vidrio, el polvo de mica, la fibra de asbesto y otros. Los aditivos para polímeros de acuerdo a su efecto, se pueden clasificar como: Pigmentos o colorantes, estabilizadores, plastificantes, rellenos, retardantes de la combustión o flama, agentes antiestáticos, agentes espumantes, lubricantes, refuerzos 3.6.1.9. Posibilidades y límites de reciclaje de materiales plásticos
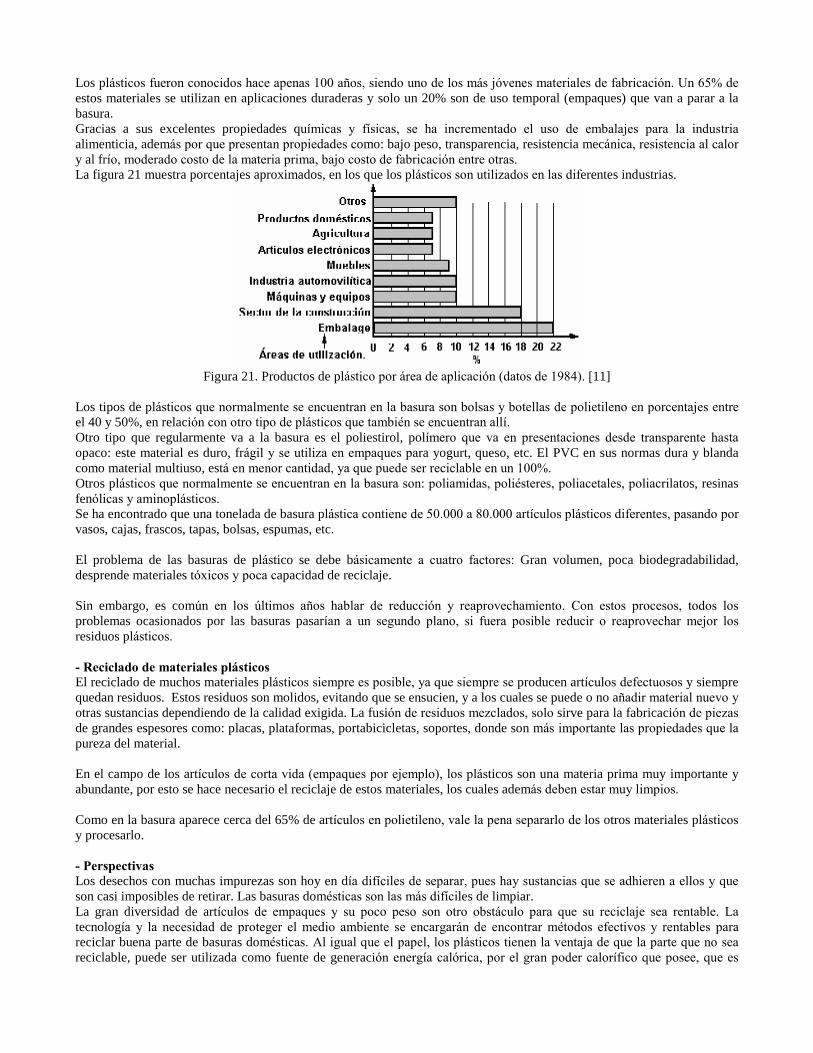
Los plásticos fueron conocidos hace apenas 100 años, siendo uno de los más jóvenes materiales de fabricación. Un 65% de estos materiales se utilizan en aplicaciones duraderas y solo un 20% son de uso temporal (empaques) que van a parar a la basura. Gracias a sus excelentes propiedades químicas y físicas, se ha incrementado el uso de embalajes para la industria alimenticia, además por que presentan propiedades como: bajo peso, transparencia, resistencia mecánica, resistencia al calor y al frío, moderado costo de la materia prima, bajo costo de fabricación entre otras. La figura 21 muestra porcentajes aproximados, en los que los plásticos son utilizados en las diferentes industrias.
Figura 21. Productos de plástico por área de aplicación (datos de 1984). [11]
Los tipos de plásticos que normalmente se encuentran en la basura son bolsas y botellas de polietileno en porcentajes entre el 40 y 50%, en relación con otro tipo de plásticos que también se encuentran allí. Otro tipo que regularmente va a la basura es el poliestirol, polímero que va en presentaciones desde transparente hasta opaco: este material es duro, frágil y se utiliza en empaques para yogurt, queso, etc. El PVC en sus normas dura y blanda como material multiuso, está en menor cantidad, ya que puede ser reciclable en un 100%. Otros plásticos que normalmente se encuentran en la basura son: poliamidas, poliésteres, poliacetales, poliacrilatos, resinas fenólicas y aminoplásticos. Se ha encontrado que una tonelada de basura plástica contiene de 50.000 a 80.000 artículos plásticos diferentes, pasando por vasos, cajas, frascos, tapas, bolsas, espumas, etc. El problema de las basuras de plástico se debe básicamente a cuatro factores: Gran volumen, poca biodegradabilidad, desprende materiales tóxicos y poca capacidad de reciclaje. Sin embargo, es común en los últimos años hablar de reducción y reaprovechamiento. Con estos procesos, todos los problemas ocasionados por las basuras pasarían a un segundo plano, si fuera posible reducir o reaprovechar mejor los residuos plásticos. - Reciclado de materiales plásticos El reciclado de muchos materiales plásticos siempre es posible, ya que siempre se producen artículos defectuosos y siempre quedan residuos. Estos residuos son molidos, evitando que se ensucien, y a los cuales se puede o no añadir material nuevo y otras sustancias dependiendo de la calidad exigida. La fusión de residuos mezclados, solo sirve para la fabricación de piezas de grandes espesores como: placas, plataformas, portabicicletas, soportes, donde son más importante las propiedades que la pureza del material. En el campo de los artículos de corta vida (empaques por ejemplo), los plásticos son una materia prima muy importante y abundante, por esto se hace necesario el reciclaje de estos materiales, los cuales además deben estar muy limpios. Como en la basura aparece cerca del 65% de artículos en polietileno, vale la pena separarlo de los otros materiales plásticos y procesarlo. - Perspectivas Los desechos con muchas impurezas son hoy en día difíciles de separar, pues hay sustancias que se adhieren a ellos y que son casi imposibles de retirar. Las basuras domésticas son las más difíciles de limpiar. La gran diversidad de artículos de empaques y su poco peso son otro obstáculo para que su reciclaje sea rentable. La tecnología y la necesidad de proteger el medio ambiente se encargarán de encontrar métodos efectivos y rentables para reciclar buena parte de basuras domésticas. Al igual que el papel, los plásticos tienen la ventaja de que la parte que no sea reciclable, puede ser utilizada como fuente de generación energía calórica, por el gran poder calorífico que posee, que es
parecida a la del aceite combustible. Solo se debe tener cuidado con la gran cantidad de sustancias tóxicas que se desprenden durante su quema. 3.7. MATERIALES CERÁMICOS 3.7.1. Introducción Los cerámicos son materiales inorgánicos, no metálicos, constituidos por metales y no metales, enlazados por unión preferencialmente iónica y otra parte por unión covalente. Pueden ser compuestos sencillos o complejos. Históricamente, los cerámicos son los materiales más antiguos de la naturaleza, pues fueron los primeros que el hombre comenzó a usar. Gracias a la tecnología moderna, avances en varios campos de la ingeniería, les ha permitido un desarrollado importante, sobre todo en la industria aerospacial y en la electrónica. Las propiedades de los cerámicos varían de acuerdo al porcentaje de enlace covalente presente, pero en general son duros y frágiles, de baja tenacidad y baja ductilidad. Son buenos aislantes eléctricos y térmicos debido a que no poseen electrones conductores. Sus fuertes enlaces hacen que sus temperaturas de fusión sean altas, por esta razón son indispensables para muchos de los diseños de ingeniería. 3.7.2. Generalidades sobre las materias primas de los cerámicos Los cerámicos reúnen a todos los materiales sólidos inorgánicos que no son metales, pudiendo ser cristalinos como el cuarzo o amorfos como el vidrio. La tabla 7 presenta las principales familias en las que pueden ser agrupados los deferentes materiales cerámicos. La corteza terrestre está constituida en un 99% de rocas silito-aluminosas, las cuales constituyen la reserva de los materiales cerámicos tradicionales. Tabla 7. Las familias cerámicas. [12] Silicatos y vidrios Fórmula química Óxidos Al2 O3 , MgO, UO2 , ZrO2 Ferritas y titanatos Carburos SiC, B4 C, WC, UC Nitruros Si3N4, BN, Si-MON´s Boruros ZrB2, TiB2, SiBe Siliciuros MoSi2 Fluoruros CaF2 , BaF2 , MgF2 Carbono y grafito Actualmente la definición de cerámica tiene en cuenta no solamente la composición del material, sino también la técnica utilizada en su fabricación. Se considera como producto cerámico a todo objeto obtenido por compactación de un polvo cerámico a la forma adecuada y a la consolidación por cocimiento o �calcinación� a temperatura elevada. 3.7.3. Principales materias primas de los cerámicos El principal elemento componente de una materia prima para la conformación de piezas cerámicas es la arcilla, aunque en general las diferentes materias primas están compuestas por muchos materiales a la vez. Sin embargo, con solo arcilla es posible fabricar ladrillos, tejas, alfarería, entre otros muchos objetos. En la producción de productos más avanzados como la loza blanca o porcelana, es necesario utilizar otros minerales como feldespato y cuarzo. En el caso de las porcelanas, se necesitará bauxita o refractarios como la andalucita, cianita, sillimanita, sustancias aluminosas, pirofilita, circón, fluorita, etc. Las principales materias primas usadas en la conformación de piezas cerámicas. - Arcillas La arcilla es un material natural, formado principalmente por partículas de tamaño menores que 1/256 mm de diámetro, de carácter granular; no consolidado, con aspecto terroso, constituido por un grupo de sustancias cristalinas, conocidas como minerales arcillosos, además de fragmentos de rocas y otros minerales. La arcilla es definida por la ASTM, como un material plástico cuando está húmedo, rígido cuando se seca y vitrificado cuando es quemado a una temperatura suficientemente alta. Generalmente la arcilla está constituida por silicatos alumínicos o magnésicos hidratados, pudiendo contener elementos químicos como hierro, potasio, sodio, calcio y hasta titanio.
Las propiedades más importantes de las arcillas son su color, plasticidad, resistencia transversal, contracción, fluidez, impermeabilidad e infusibilidad. Las arcillas son el principal material ligante cerámico. Se emplea en la fabricación de loza, porcelana sanitaria, refractarios, alfarería, etc. - Feldespatos Término usado para designar un grupo de minerales que son aluminosilicatos anhídridos de sodio, potasio y calcio y algunas veces de bario. Es el mineral más abundante en la naturaleza, pues constituye el 60% de las rocas ígneas (rocas superficiales a partir de las cuales se pueden originar otras rocas como las sedimentarias y metamórficas), estas a la vez constituyen el 90% de las rocas existentes en la corteza terrestre. Los feldespatos se presentan como masas compactas o granulares, su dureza es aproximadamente 6 en la escala de Mohs y su peso específico varía entre 2.54 y 2.76, su color y brillo son muy semejantes, siendo de color claro y brillo vítreo a perlado. En las mezclas cerámicas usuales, el feldespato se utiliza porque funde a menor temperatura que los otros minerales, por lo que actúa como pegante del resto de los materiales. Además de actuar como fundente, también es fuente de alúmina (Al2O3). El contenido de aluminio en el feldespato imparte resistencia a la cerámica. - Sílice La sílice como tal no es un mineral, es una sustancia química que se presenta en la naturaleza como varios minerales diferentes, el más conocido es el cuarzo. También conocida como arenas o gravas de sílice. El cuarzo le da al ladrillo resistencia básica y durabilidad. En piezas cerámicas, la arena silícea sirve para proveer blancura, reducir las contracciones en el secado y en la cocción, y para dar compatibilidad entre el soporte y el esmalte para prevenir el cuarteo o el estirado. Presenta una alta resistencia al ataque químico. Otras características de la sílice son: - En crudo, disminuye la plasticidad y la trabajabilidad de la cerámica. - Debido a su alto punto de fusión (1730°C), frena la acción fundente de los feldespatos. - La sílice se incorpora en formulaciones en la cerámica hasta un 40% de la pasta. La sílice tiene gran utilidad en la cerámica avanzada, pues, es materia prima del carburo y nitruro de silicio, que son polvos sintéticos utilizados es este tipo de material. - Alúmina La alúmina como tal, no es un mineral, si no una sustancia química Al2O3, que tiene diferentes modos de cristalización y que puede ser natural o sintética. En la naturaleza hay un mineral con dicha composición química; el corindón, el cual cristaliza en el sistema hexagonal y por sus características físicas se utiliza como abrasivo. La alúmina puede estar contenida en rocas, entre la cuales la más importante es la bauxita. La bauxita no es un mineral, sino una mezcla coloidal de varios minerales, todos ellos óxidos de aluminio hidratados y por ello su composición química es muy variable. En la industria cerámica, la bauxita es importante porque de ella se extrae la alúmina, empleada como refractario y en la producción de abrasivos artificiales. La alúmina, Al2O3, es aislante térmico a alta temperatura, posee buena resistencia al desgaste y elevada dureza. 3.7.4. Clasificación de las materias primas cerámicas De acuerdo con las características observadas en cada uno de los principales grupos de materiales cerámicos expuestos hasta aquí, cada uno de ellos tiene una acción dentro del proceso de conformado de piezas cerámicas. Cada una de estas acciones lleva, a que las materias primas cerámicas sean clasificadas como inertes, plásticas o fundentes. - Inertes Cuya base es la sílice (SiO2), - Plásticas Son materiales que dan a la cerámica cierto grado de plasticidad. - Fundentes Controlan la vitrificación mediante la formación de la fase líquida

En resumen, las materias primas de los cerámicos son en general: sílice, arcillas, feldespatos, óxidos y otros materiales inorgánicos. 3.7.5. CLASIFICACIÓN DE LOS MATERIALES CERÁMICOS De acuerdo al tipo de materia prima utilizada, al proceso de conformación y a la aplicación, los materiales cerámicos pueden ser divididos en dos grandes grupos; cerámicos tradicionales y cerámicos de ingeniería. . Cerámicos tradicionales Son constituidos básicamente por sílice, arcillas y feldespatos. Ejemplos de estas cerámicas son ladrillos, pisos, baldosas y tejas en la industria de la construcción, porcelanas eléctricas en la industria electrónica, entre muchas otras aplicaciones. Para su construcción se utilizan métodos artesanales y las piezas obtenidas son porosas, coloreadas y quemadas a bajas temperaturas. En general, una cerámica tradicional utiliza arcilla como componente significativo, que es el que otorga plasticidad antes de la cocción, cuarzo como elemento refractario por su alta temperatura de fusión y el feldespato, que por su baja temperatura de fusión proporciona la fase vítrea ligante. - Cerámicas avanzadas o de ingeniería Este tipo de materiales conforma un grupo denominado cerámicas funcionales, las cuales presentan importantes propiedades magnéticas, ópticas, eléctricas, biológicas o químicas. Son útiles en la construcción de piezas de alta ingeniería. Estructuralmente poseen buenas propiedades mecánicas y térmicas. Aptas para la construcción de equipo y maquinaria, permitiendo el desarrollo de nueva tecnología, la cual presenta limitaciones por las características de los materiales existentes. Como características especiales de las cerámicas de ingeniería se encuentran, la alta pureza de las materias primas y la alta tecnología de fabricación que le confieren a la pieza terminada excelentes propiedades como: dureza, tenacidad, alta densidad, resistencia a la abrasión, resistencia a la corrosión, termoresistencia, estabilidad dimensional y características eléctricas especiales. Entre las materias primas que cumplen estas exigencias están: la alúmina, la sílice, la mullita, los óxidos de berilio, circonio, torio, titanio y molibdeno. Con 99.9% de pureza, las cerámicas de ingeniería son obtenidas generalmente por procesos de sínterización de polvos cerámicos. La ASTM ha definido las cerámicas avanzadas como aquel �Objeto cerámico (inorgánico) de alta ingeniería y gran desempeño, predominantemente no metálico, con elevado valor agregado y con atributos funcionales únicos o superiores�. Las cerámicas avanzadas se pueden clasificar en dos grandes grupos; las Estructurales y las Funcionales, estas últimas pueden ser electrónicas (aislantes o dieléctricos, piezoeléctricos, conductores y semiconductores y superconductores), magnéticas u ópticas. . Cerámicas Estructurales Son aquellas piezas cerámicas que se usan o tienen la potencialidad de usarse en aplicaciones estructurales exigentes, particularmente a temperatura elevada. Estos cerámicas se caracterizan por su baja densidad, alta dureza, elevado punto de fusión, inercia química, baja conductividad térmica y baja expansión térmica: Pueden estar hechas de óxidos o no óxidos y pueden ser monolíticas o compuestos basados en matrices cerámicas. Así que, por sus propiedades mecánicas y térmicas, llenan requerimientos especiales para la construcción de equipos y maquinaria de alta tecnología. Los usos de mayor importancia se presentan en sistemas estructurales y de carga. Para ello se necesita que los materiales posean alta resistencia a la tracción, a las altas temperaturas, a la deformación, a la corrosión y a la oxidación. Estas propiedades, que en este tipo de piezas deben estar por encima de los materiales corrientes. Dentro de las aplicaciones de las cerámicas estructurales están: Intercambiadores de calor, componentes de motores para autos, componentes de generadores de potencia, herramientas de corte e implantes biomédicos. Materiales que cumplen funciones para aplicaciones a altas temperaturas son: nitruro de silicio (Si3N4), nitruro de aluminiosilicato (sialon), carburo de silicio (SiC), circonita (Zr2SiO4), alumina (Al2O3), y mullita (3Al2O3.2SiO2). - Cerámicas funcionales El mundo de las cerámicas funcionales con sus propiedades magnéticas, eléctricas, ópticas, biológicas o químicas, cumple con varias funciones del quehacer humano. Este grupo de materiales puede ser clasificado en: - Cerámicas electrónicas La industria electrónica se apoya en materiales cerámicos avanzados como: Al2O3 (óxido de aluminio), TiO2 (óxido de titanio), BeO (óxido de berilio). Estos óxidos son utilizados como substratos (en forma de pastillas); el titanato de bario (BaTiO3), para capacitores; titanio y circonato de Pb, niobato de magnesio y plomo y niobato de titanio, magnesio y plomo
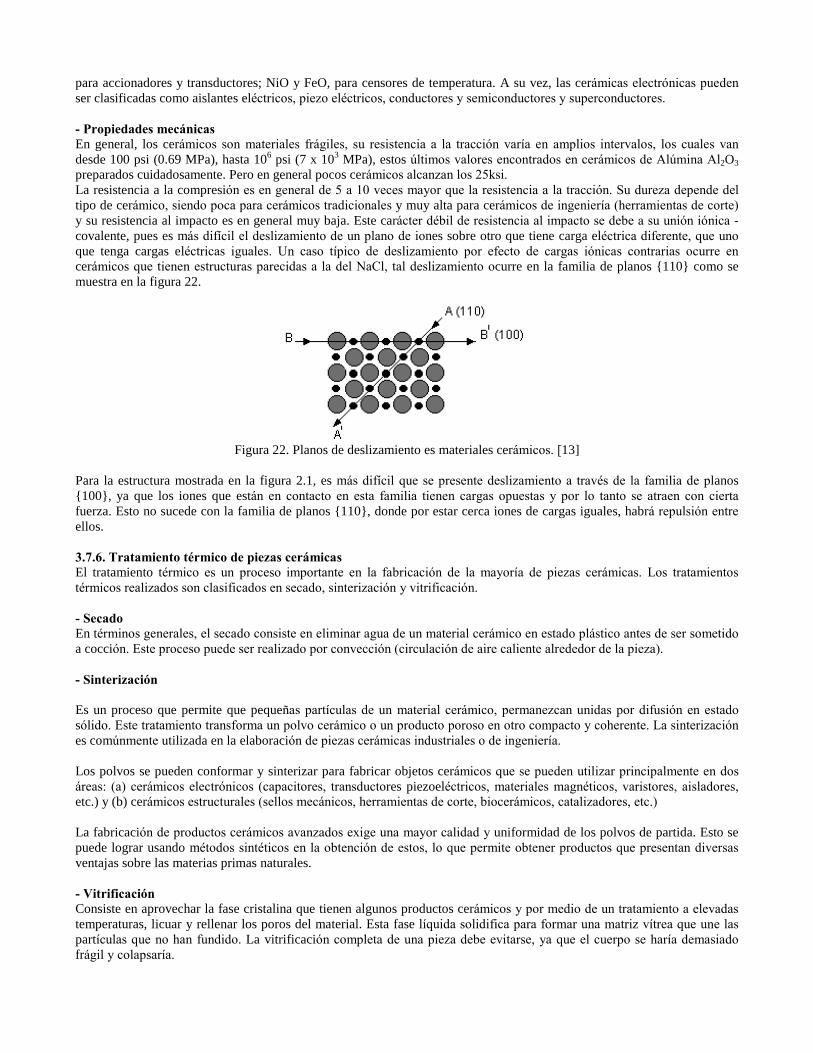
para accionadores y transductores; NiO y FeO, para censores de temperatura. A su vez, las cerámicas electrónicas pueden ser clasificadas como aislantes eléctricos, piezo eléctricos, conductores y semiconductores y superconductores. - Propiedades mecánicas En general, los cerámicos son materiales frágiles, su resistencia a la tracción varía en amplios intervalos, los cuales van desde 100 psi (0.69 MPa), hasta 106 psi (7 x 103 MPa), estos últimos valores encontrados en cerámicos de Alúmina Al2O3 preparados cuidadosamente. Pero en general pocos cerámicos alcanzan los 25ksi. La resistencia a la compresión es en general de 5 a 10 veces mayor que la resistencia a la tracción. Su dureza depende del tipo de cerámico, siendo poca para cerámicos tradicionales y muy alta para cerámicos de ingeniería (herramientas de corte) y su resistencia al impacto es en general muy baja. Este carácter débil de resistencia al impacto se debe a su unión iónica - covalente, pues es más difícil el deslizamiento de un plano de iones sobre otro que tiene carga eléctrica diferente, que uno que tenga cargas eléctricas iguales. Un caso típico de deslizamiento por efecto de cargas iónicas contrarias ocurre en cerámicos que tienen estructuras parecidas a la del NaCl, tal deslizamiento ocurre en la familia de planos {110} como se muestra en la figura 22.
Figura 22. Planos de deslizamiento es materiales cerámicos. [13]
Para la estructura mostrada en la figura 2.1, es más difícil que se presente deslizamiento a través de la familia de planos {100}, ya que los iones que están en contacto en esta familia tienen cargas opuestas y por lo tanto se atraen con cierta fuerza. Esto no sucede con la familia de planos {110}, donde por estar cerca iones de cargas iguales, habrá repulsión entre ellos. 3.7.6. Tratamiento térmico de piezas cerámicas El tratamiento térmico es un proceso importante en la fabricación de la mayoría de piezas cerámicas. Los tratamientos térmicos realizados son clasificados en secado, sinterización y vitrificación. - Secado En términos generales, el secado consiste en eliminar agua de un material cerámico en estado plástico antes de ser sometido a cocción. Este proceso puede ser realizado por convección (circulación de aire caliente alrededor de la pieza). - Sinterización Es un proceso que permite que pequeñas partículas de un material cerámico, permanezcan unidas por difusión en estado sólido. Este tratamiento transforma un polvo cerámico o un producto poroso en otro compacto y coherente. La sinterización es comúnmente utilizada en la elaboración de piezas cerámicas industriales o de ingeniería. Los polvos se pueden conformar y sinterizar para fabricar objetos cerámicos que se pueden utilizar principalmente en dos áreas: (a) cerámicos electrónicos (capacitores, transductores piezoeléctricos, materiales magnéticos, varistores, aisladores, etc.) y (b) cerámicos estructurales (sellos mecánicos, herramientas de corte, biocerámicos, catalizadores, etc.) La fabricación de productos cerámicos avanzados exige una mayor calidad y uniformidad de los polvos de partida. Esto se puede lograr usando métodos sintéticos en la obtención de estos, lo que permite obtener productos que presentan diversas ventajas sobre las materias primas naturales. - Vitrificación Consiste en aprovechar la fase cristalina que tienen algunos productos cerámicos y por medio de un tratamiento a elevadas temperaturas, licuar y rellenar los poros del material. Esta fase líquida solidifica para formar una matriz vítrea que une las partículas que no han fundido. La vitrificación completa de una pieza debe evitarse, ya que el cuerpo se haría demasiado frágil y colapsaría.

3.8. VIDRIOS Los materiales vítreos presentan como característica principal el hecho de que no muestran una estructura cristalina definida, es decir, no hay una organización interna de sus átomos o moléculas. Este es un factor importante cuando se quiere comprender el comportamiento de los vidrios. En general un vidrio se puede definir como un producto cerámico inorgánico, enfriado a condiciones rígidas desde su estado de fusión sin cristalización. Otras características importantes de los vidrios son: - No tienen una temperatura de fusión ni de solidificación definidas. - Sus propiedades son dependientes únicamente de su composición y de la velocidad de enfriamiento La combinación de dureza, resistencia a la corrosión y transparencia, hacen de este material un atractivo para aplicaciones especiales, tales como vidrios de vehículos, ventanería, espejos, lámparas, lentes, etc. Para otros productos de vidrio como botellas, lentes, tubos, etc., se les conforma por procesos como: soplado, prensado y moldeado. En el soplado, artículos como botellas y tubos, se fabrican soplando aire para ajustar el vidrio fundido dentro de moldes. Artículos como lentes se fabrican prensado un émbolo en un molde que tiene vidrio fundido. Un esquema mostrando el proceso de soplado para la obtención de botellas de vidrio es mostrado en la figura 23.
Figura 23. Técnica de prensado y soplado para producir una botella de vidrio. a) Recalentamiento, b) estado final de la pieza. [13] 3.8.1. Vidrio templado Este tipo de vidrio se fabrica enfriándolo rápidamente con aire, después de que ha sido calentado hasta temperaturas cercanas a su punto de reblandecimiento. (650 a 700°). Como la superficie se enfría más rápidamente que su centro, se generan esfuerzos en los diferentes puntos de la pieza, por tal razón son más resistentes al impacto. Por este proceso se tratan piezas como ventanas de automóvil, vidrios de seguridad y vidrios para reflectores. En caso de rotura, este tipo de vidrio se fracciona en pequeñas partículas, no cortantes eliminándose el peligro de accidentes, ver figura 24.
Figura 24. Comparación entre la forma como quiebra (a) un vidrio templado y (b) un vidrio común. [14] El vidrio templado tiene una resistencia mecánica unas cuatro veces superior al vidrio convencional. Una lámina de 10mm (templada en horno horizontal), resiste el choque de una bola de acero de 500gr en caída libre desde una altura de 10m, mientras que el mismo vidrio sin templar sólo resistiría la misma carga desde unos pocos decímetros. No obstante, no siempre es posible aprovechar dicha propiedad, pues el vidrio templado tiene el mismo módulo de elasticidad que el de un vidrio sin procesar. Un vidrio templado supera en cinco veces la resistencia a la flexión de los vidrios no tratados, alcanzado como mínimo los 2.000 Kgf/cm2, por lo que es idóneo para zonas con vientos de gran intensidad. Tiene a su vez una gran resistencia al choque térmico, alrededor de los 300ºC, en comparación con los +/- 40ºC que soporta el vidrio convencional.
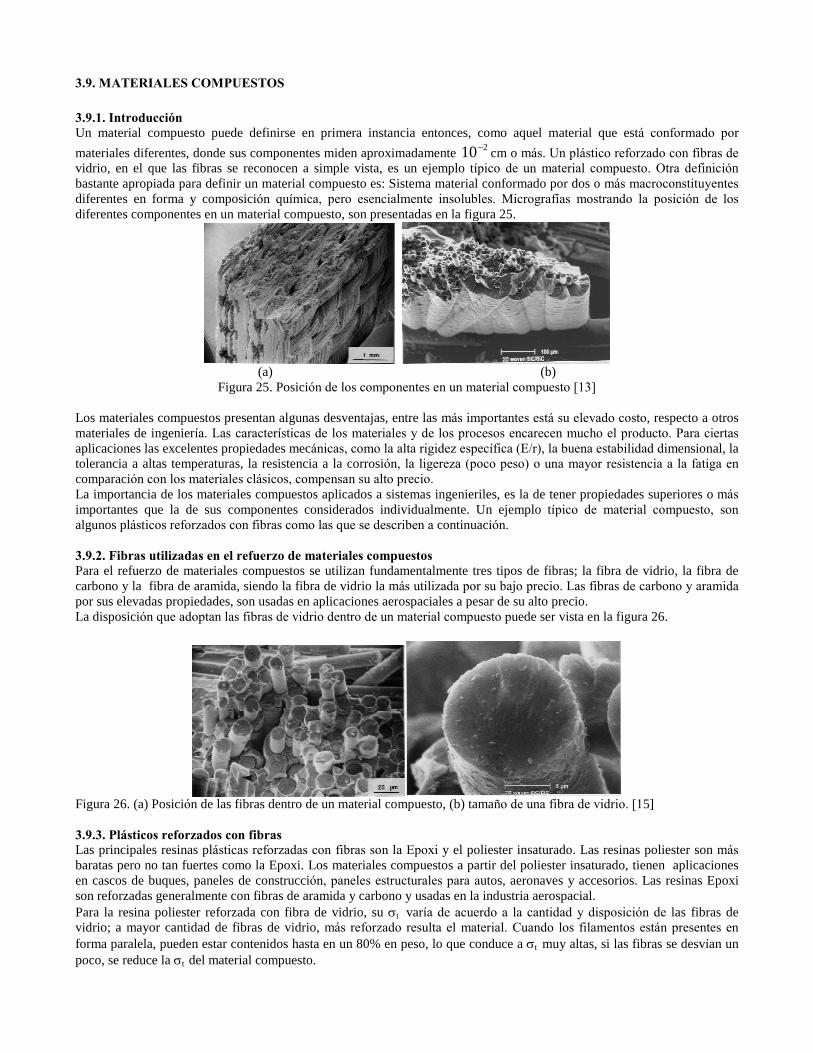
3.9. MATERIALES COMPUESTOS 3.9.1. Introducción Un material compuesto puede definirse en primera instancia entonces, como aquel material que está conformado por materiales diferentes, donde sus componentes miden aproximadamente 10 2 cm o más. Un plástico reforzado con fibras de vidrio, en el que las fibras se reconocen a simple vista, es un ejemplo típico de un material compuesto. Otra definición bastante apropiada para definir un material compuesto es: Sistema material conformado por dos o más macroconstituyentes diferentes en forma y composición química, pero esencialmente insolubles. Micrografías mostrando la posición de los diferentes componentes en un material compuesto, son presentadas en la figura 25.
(a) (b)
Figura 25. Posición de los componentes en un material compuesto [13] Los materiales compuestos presentan algunas desventajas, entre las más importantes está su elevado costo, respecto a otros materiales de ingeniería. Las características de los materiales y de los procesos encarecen mucho el producto. Para ciertas aplicaciones las excelentes propiedades mecánicas, como la alta rigidez específica (E/r), la buena estabilidad dimensional, la tolerancia a altas temperaturas, la resistencia a la corrosión, la ligereza (poco peso) o una mayor resistencia a la fatiga en comparación con los materiales clásicos, compensan su alto precio. La importancia de los materiales compuestos aplicados a sistemas ingenieriles, es la de tener propiedades superiores o más importantes que la de sus componentes considerados individualmente. Un ejemplo típico de material compuesto, son algunos plásticos reforzados con fibras como las que se describen a continuación. 3.9.2. Fibras utilizadas en el refuerzo de materiales compuestos Para el refuerzo de materiales compuestos se utilizan fundamentalmente tres tipos de fibras; la fibra de vidrio, la fibra de carbono y la fibra de aramida, siendo la fibra de vidrio la más utilizada por su bajo precio. Las fibras de carbono y aramida por sus elevadas propiedades, son usadas en aplicaciones aerospaciales a pesar de su alto precio. La disposición que adoptan las fibras de vidrio dentro de un material compuesto puede ser vista en la figura 26.
Figura 26. (a) Posición de las fibras dentro de un material compuesto, (b) tamaño de una fibra de vidrio. [15] 3.9.3. Plásticos reforzados con fibras Las principales resinas plásticas reforzadas con fibras son la Epoxi y el poliester insaturado. Las resinas poliester son más baratas pero no tan fuertes como la Epoxi. Los materiales compuestos a partir del poliester insaturado, tienen aplicaciones en cascos de buques, paneles de construcción, paneles estructurales para autos, aeronaves y accesorios. Las resinas Epoxi son reforzadas generalmente con fibras de aramida y carbono y usadas en la industria aerospacial. Para la resina poliester reforzada con fibra de vidrio, su t varía de acuerdo a la cantidad y disposición de las fibras de vidrio; a mayor cantidad de fibras de vidrio, más reforzado resulta el material. Cuando los filamentos están presentes en forma paralela, pueden estar contenidos hasta en un 80% en peso, lo que conduce a t muy altas, si las fibras se desvían un poco, se reduce la t del material compuesto.
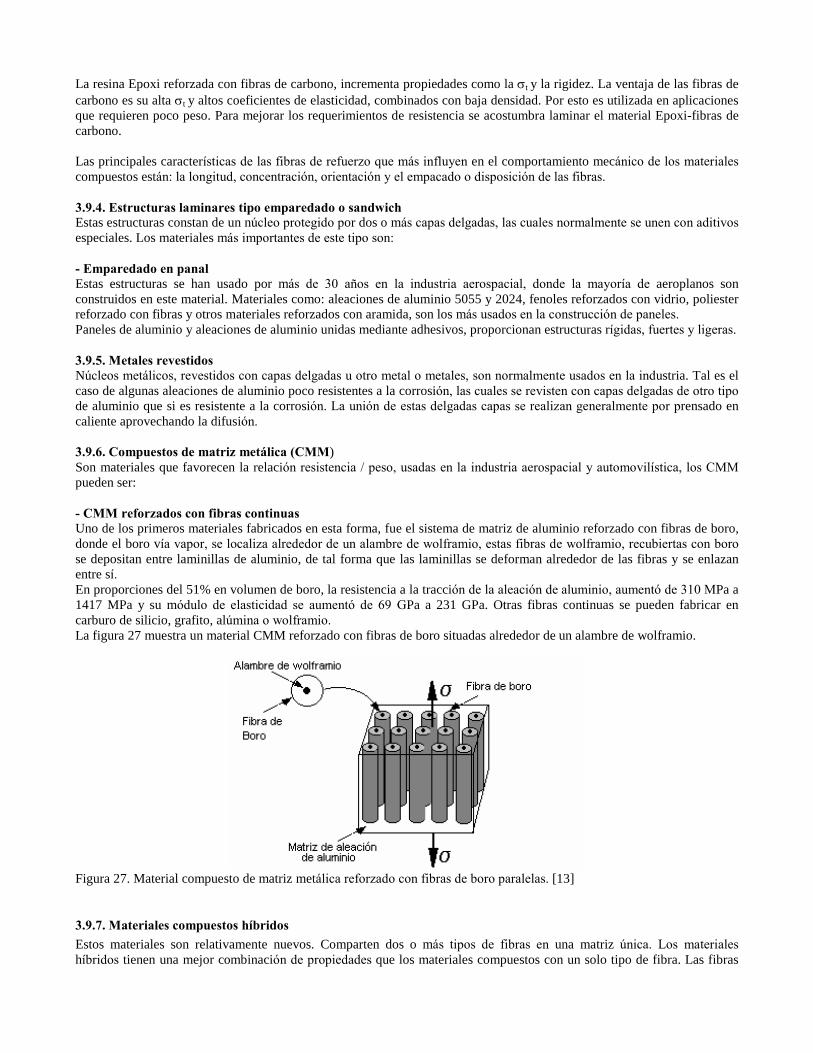
La resina Epoxi reforzada con fibras de carbono, incrementa propiedades como la t y la rigidez. La ventaja de las fibras de carbono es su alta t y altos coeficientes de elasticidad, combinados con baja densidad. Por esto es utilizada en aplicaciones que requieren poco peso. Para mejorar los requerimientos de resistencia se acostumbra laminar el material Epoxi-fibras de carbono. Las principales características de las fibras de refuerzo que más influyen en el comportamiento mecánico de los materiales compuestos están: la longitud, concentración, orientación y el empacado o disposición de las fibras. 3.9.4. Estructuras laminares tipo emparedado o sandwich Estas estructuras constan de un núcleo protegido por dos o más capas delgadas, las cuales normalmente se unen con aditivos especiales. Los materiales más importantes de este tipo son: - Emparedado en panal Estas estructuras se han usado por más de 30 años en la industria aerospacial, donde la mayoría de aeroplanos son construidos en este material. Materiales como: aleaciones de aluminio 5055 y 2024, fenoles reforzados con vidrio, poliester reforzado con fibras y otros materiales reforzados con aramida, son los más usados en la construcción de paneles. Paneles de aluminio y aleaciones de aluminio unidas mediante adhesivos, proporcionan estructuras rígidas, fuertes y ligeras. 3.9.5. Metales revestidos Núcleos metálicos, revestidos con capas delgadas u otro metal o metales, son normalmente usados en la industria. Tal es el caso de algunas aleaciones de aluminio poco resistentes a la corrosión, las cuales se revisten con capas delgadas de otro tipo de aluminio que si es resistente a la corrosión. La unión de estas delgadas capas se realizan generalmente por prensado en caliente aprovechando la difusión. 3.9.6. Compuestos de matriz metálica (CMM) Son materiales que favorecen la relación resistencia / peso, usadas en la industria aerospacial y automovilística, los CMM pueden ser: - CMM reforzados con fibras continuas Uno de los primeros materiales fabricados en esta forma, fue el sistema de matriz de aluminio reforzado con fibras de boro, donde el boro vía vapor, se localiza alrededor de un alambre de wolframio, estas fibras de wolframio, recubiertas con boro se depositan entre laminillas de aluminio, de tal forma que las laminillas se deforman alrededor de las fibras y se enlazan entre sí. En proporciones del 51% en volumen de boro, la resistencia a la tracción de la aleación de aluminio, aumentó de 310 MPa a 1417 MPa y su módulo de elasticidad se aumentó de 69 GPa a 231 GPa. Otras fibras continuas se pueden fabricar en carburo de silicio, grafito, alúmina o wolframio. La figura 27 muestra un material CMM reforzado con fibras de boro situadas alrededor de un alambre de wolframio.
Figura 27. Material compuesto de matriz metálica reforzado con fibras de boro paralelas. [13]
3.9.7. Materiales compuestos híbridos Estos materiales son relativamente nuevos. Comparten dos o más tipos de fibras en una matriz única. Los materiales híbridos tienen una mejor combinación de propiedades que los materiales compuestos con un solo tipo de fibra. Las fibras
que más se utilizan para su refuerzo son las de carbono y de vidrio, embebidas en una matriz polimérica. El compuesto híbrido con fibra de carbono, fibra de vidrio y matriz polimérica tiene mejor resistencia al impacto, es más fuerte, más tenaz y más barato de producir que los plásticos reforzados con carbono o vidrio únicamente. Las fibras dentro de un material híbrido pueden estar en forma alternada o como capaz de cada material, provocando que en casi todos los materiales híbridos presenten propiedades anisotrópicas. Un esfuerzo provocado en un material híbrido no produce una rotura catastrófica (súbita). Las fibras de carbono son las primeras en romperse y a partir de ese instante, el esfuerzo se transmite hacia las fibras de vidrio. Una vez rotas las fibras de vidrio, la matriz es la que debe soportar el esfuerzo. El compuesto rompe al fallar la matriz. Aplicaciones de compuestos híbridos se presentan en componentes estructurales de baja densidad para transporte aéreo, marítimo y terrestre, artículos deportivos y componentes ortopédicos de baja densidad. Fotografías mostrando algunas de estas aplicaciones en la industria aeronáutica de materiales híbridos son mostradas en la figura 28.
Figura 28. Materiales híbridos usados en la construcción de partes en aviones en la industria aeroespacial. [15]. 3.10. HORMIGÓN (CONCRETO) 3.10.1. Definición El hormigón también conocido como concreto, es un material compuesto usado en construcciones civiles como: puentes, edificios, presas, muros de retención, etc. Dentro de sus ventajas están: flexibilidad de diseño (por la posibilidad de verterlo), economía, dureza, resistencia al fuego, apariencia estética y la posibilidad de producirlo en el lugar de trabajo; Sus desventajas son: baja resistencia a la tracción, baja ductilidad, y considerable contracción al secar. Algunas fotografías mostrando grandes construcciones mundiales donde interviene el concreto, son mostradas en las figuras 29.
Figura 29. Grandes construcciones donde participa el concreto como uno de los principales materiales en su construcción. (a) puente de Niteroi (Río de Janeiro � Brasil). El hormigón está compuesto por en general por material grueso (grava), llamado también agregado, cemento portland o aglutinante y agua, en composiciones de 7-15% de cemento portland, 14-21% de agua, 0.5-8% de aire, 24-30% de agregado fino (arena) y 30-50% de agregado tosco. El cemento portland actúa como ligante de las partículas de agregado. Después de ser mezclados todos estos elementos y de endurecerse, forman una piedra artificial, la cual después de cierto tiempo es capaz de soportar grandes esfuerzos de compresión. La resistencia a la compresión del concreto no puede exceder la del agregado con el que se fabrica. Las mejores resistencias se obtienen cuando la resistencia de la pasta y los agregados tienen características mecánicas similares. Sin embargo, es posible que la influencia del agregado sobre la resistencia del concreto, se deba no solamente a su resistencia mecánica sino también, y en grado considerable, a sus características de absorción y adherencia. En general, la resistencia y el módulo de
elasticidad del agregado dependen de su composición, textura y estructura, por lo que una baja resistencia se puede deber a que los granos no estén bien ligados o cementados a pesar de ser suficientemente resistentes. Así mismo, el módulo de elasticidad del concreto es más alto, cuando el del agregado también lo es. El módulo de elasticidad del agregado también afecta la magnitud de la deformación diferida y de la contracción del concreto, además de su resistencia a cambios por temperatura, influyendo en la ocurrencia de cambios volumétricos. 3.10.1. Resistencia a la compresión del hormigón La resistencia a la compresión del hormigón es mucho mayor que la resistencia a la tracción, pero esto es favorable, ya que la mayoría de aplicaciones en las que está presente este material, están sometidos a compresión. La resistencia a la tracción puede ser incrementada, reforzando con barras de acero. La resistencia compresiva depende de la relación agua - cemento, a mayor cantidad de agua, menor resistencia. Al diseñar una mezcla de hormigón, es recomendable tener en cuenta los siguientes criterios: - El hormigón debe dejarse trabajar y tomar la forma del recipiente. - Las aplicaciones deben adquirir resistencia y durabilidad. - Las aplicaciones deben ser económicas. Ventajas y desventajas del concreto
3.10.1. Ventajas - Los materiales que se emplean en su fabricación son fáciles de encontrar y existen en todas partes del mundo. - Por su plasticidad se le puede dar la forma que se desee. - Mejora su resistencia con el paso del tiempo. - Se moldea y endurece a casi cualquier temperatura, incluso bajo agua. - Resiste diversas condiciones ambientales, tiene durabilidad y no se corroe. - Es resistente al fuego (por lo menos hasta 400ºC) y al envejecimiento. 3.10.1. Desventajas: - En comparación con otros materiales tiene un alto peso específico. - La durabilidad del concreto se ve afectada por muchas variables difíciles de controlar - Su baja resistencia a la tracción que se manifiesta en la presencia de grietas. - Deben usarse formaletas y cimbras para la construcción de elementos de concreto. - Su relativa baja resistencia por unidad de peso o volumen. - Cambios de volumen en el tiempo 3.11. ASFALTO El asfalto es un material derivado del petróleo con características parecidas a un polímero termoestable. Este producto también puede ser obtenido de la roca del betún (roca asfáltica), de la brea y de depósitos superficiales. Los productos obtenidos con el asfalto se utilizan para pavimentar carreteras y para recubrir tejados. La composición química de los asfaltos es: 80-85%C, 9-10%H, 2-8%O2, 0.5-7%S, y pequeñas cantidades de nitrógeno y elementos traza o residuales. El pavimento es obtenido al mezclar asfalto y grava en porcentajes de 3-7% de asfalto y 35-50% de agregado. La grava utilizada, debe ser de un grano no menor a 8 mm. La figura 30 muestra la fotografía de una carretera, donde el asfalto es uno de sus principales componentes.
Figura 30. El asfalto como uno de los principales componentes de una carretera. [16]
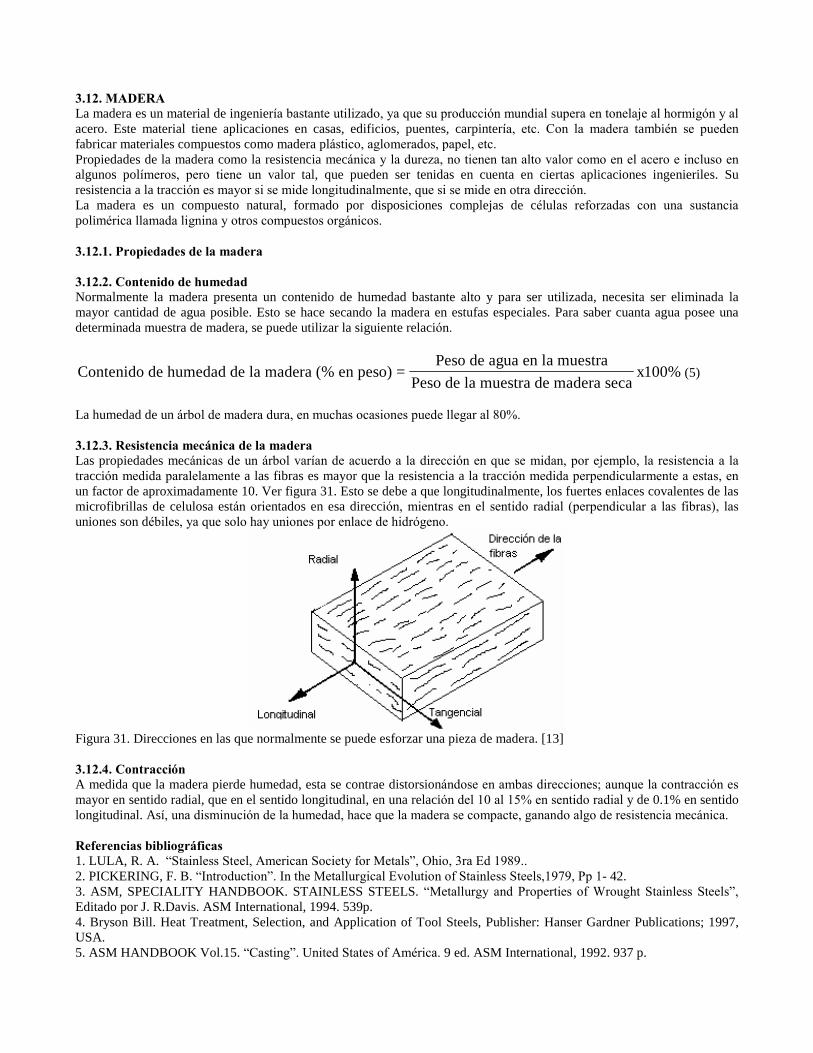
3.12. MADERA La madera es un material de ingeniería bastante utilizado, ya que su producción mundial supera en tonelaje al hormigón y al acero. Este material tiene aplicaciones en casas, edificios, puentes, carpintería, etc. Con la madera también se pueden fabricar materiales compuestos como madera plástico, aglomerados, papel, etc. Propiedades de la madera como la resistencia mecánica y la dureza, no tienen tan alto valor como en el acero e incluso en algunos polímeros, pero tiene un valor tal, que pueden ser tenidas en cuenta en ciertas aplicaciones ingenieriles. Su resistencia a la tracción es mayor si se mide longitudinalmente, que si se mide en otra dirección. La madera es un compuesto natural, formado por disposiciones complejas de células reforzadas con una sustancia polimérica llamada lignina y otros compuestos orgánicos. 3.12.1. Propiedades de la madera 3.12.2. Contenido de humedad Normalmente la madera presenta un contenido de humedad bastante alto y para ser utilizada, necesita ser eliminada la mayor cantidad de agua posible. Esto se hace secando la madera en estufas especiales. Para saber cuanta agua posee una determinada muestra de madera, se puede utilizar la siguiente relación.
Contenido de humedad de la madera (% en peso) =Peso de agua en la muestra
Peso de la muestra de madera secax100% (5)
La humedad de un árbol de madera dura, en muchas ocasiones puede llegar al 80%. 3.12.3. Resistencia mecánica de la madera Las propiedades mecánicas de un árbol varían de acuerdo a la dirección en que se midan, por ejemplo, la resistencia a la tracción medida paralelamente a las fibras es mayor que la resistencia a la tracción medida perpendicularmente a estas, en un factor de aproximadamente 10. Ver figura 31. Esto se debe a que longitudinalmente, los fuertes enlaces covalentes de las microfibrillas de celulosa están orientados en esa dirección, mientras en el sentido radial (perpendicular a las fibras), las uniones son débiles, ya que solo hay uniones por enlace de hidrógeno.
Figura 31. Direcciones en las que normalmente se puede esforzar una pieza de madera. [13] 3.12.4. Contracción A medida que la madera pierde humedad, esta se contrae distorsionándose en ambas direcciones; aunque la contracción es mayor en sentido radial, que en el sentido longitudinal, en una relación del 10 al 15% en sentido radial y de 0.1% en sentido longitudinal. Así, una disminución de la humedad, hace que la madera se compacte, ganando algo de resistencia mecánica. Referencias bibliográficas 1. LULA, R. A. �Stainless Steel, American Society for Metals�, Ohio, 3ra Ed 1989.. 2. PICKERING, F. B. �Introduction�. In the Metallurgical Evolution of Stainless Steels,1979, Pp 1- 42. 3. ASM, SPECIALITY HANDBOOK. STAINLESS STEELS. �Metallurgy and Properties of Wrought Stainless Steels�, Editado por J. R.Davis. ASM International, 1994. 539p. 4. Bryson Bill. Heat Treatment, Selection, and Application of Tool Steels, Publisher: Hanser Gardner Publications; 1997, USA. 5. ASM HANDBOOK Vol.15. �Casting�. United States of América. 9 ed. ASM International, 1992. 937 p.

6. ASM HANDBOOK Vol 9. �Metallography and Microestructures�. United States of América. 9 ed. ASM International, 1998. 775 p.
7. MINKOFF I. �Solidification and Cast Structure�. Jonh Willey & Sons, 1986. 227p. 8. Davis J. R. Asm Specialty Handbook: Copper and Copper Alloys (ASM Specialty Handbook), Publisher: ASM
International; 2001, USA. 9. CALLISTER, William. Introducción a la ciencia e Ingeniería de los materiales. México, Reverté. 1996. 495 p. 10. Modern Plastics Encyclopedia. Ed. McGraw-Hill. 1988. 11. MICHAELI WALTER, et al. Tecnología dos plásticos. Ed Edgard Blucher Ltda, Sao Paulo-Brasil, 1992., 209p. 12. MEMORIAS, Curso Materiales Cerámicos, Medellín, Universidad Nacional de Colombia, Facultad de Minas, 1997. 13. SMITH F. William. Fundamentos de la Ciencia e Ingeniería de Materiales. 3ed. McGraw Hill, México.1998. 717 p. 14. Catálogo de productos de vidrio, disponible en: http//www.duglass.com/producto/duglass/duglas00.htm. Ariño Vidrio. 15. Escuela Superior de Ingenieros, Universidad de Navarra. San Sebastián, España, disponible en: http//www.esi.unav.es. 16. Sánchez, D.; Tecnología del concreto y del concreto y del mortero. Blander Editores, Santafé de Bogotá, 1996.