CLASIFICACION PROCESOS SOLDADURA.pdf

of 8
-
Upload
david-huaman -
Category
Documents
-
view
21 -
download
0
Transcript of CLASIFICACION PROCESOS SOLDADURA.pdf
-
UNA NUEVA CONCEPCIN DE LOS MTODOS DE APLICACIN PARA LA CLASIFICACIN DE LOS PROCESOS DE SOLDADURA BASADO EN LOS
CONCEPTOS DE AUTOMATIZACIN Y CONTROL
Ivanilza Felizardo1, Alexandre Queiroz Bracarense2
(1) [email protected]; CEFET-MG/DEMAT Departamento de Engenharia de Materiais; Centro
Federal de Educao Tecnolgica de Minas Gerais, Belo Horizonte, Minas Gerais, Brasil.
(2) [email protected]; UFMG/DEMEC/LRSS Universidade Federal de Minas Gerais, Departamento
de Engenharia Mecnica, Laboratrio de Soldagem, Robtica e Simulao, Belo Horizonte, MG, Brasil.
Resumen Ese trabajo propone una reformulacin de los conceptos y mtodos de aplicacin que clasifican los procesos de soldadura, debido a que de acuerdo con la clasificacin actual, una soldadura semi-automtica posee un nmero de tareas de responsabilidades humanas mayores que la soldadura mecanizada. Con el perfeccionamiento de la tecnologa y de los conceptos de automatizacin y control, los cuales buscan minimizar la interferencia humana durante la realizacin del proceso, no es coherente que un proceso clasificado como mecanizado tenga un nmero mayor de variables controladas por la mquina que un proceso semi-automtico. 1. Introduccin
La clasificacin de los procesos de soldadura, de acuerdo con a American National
Standard [1], se basa en la variacin del grado de control de las actividades relacionadas a la soldadura que dependen de la interferencia humana y son clasificados en manual, semi-automtica, mecanizada, automtica, robotizada y con control adaptativo. Esa clasificacin puede ser mejor comprendida cundo se establece el agente ejecutor de las actividades involucradas al realizar una soldadura ha arco elctrico [2], Tabla 1.
Soldadura manual: soldadura con porta-electrodo sujetada y manipulada por las manos del humano todas las tareas hechas por y bajo la responsabilidad del soldador.
Soldadura semi-automatizada: soldadura manual con equipo que controla automticamente una o ms condiciones de soldadura soldador manipula la antorcha para realizar una soldadura mientras el alambre es automticamente alimentado por la mquina.
Soldadura mecanizada: soldadura con equipo que requiere ajustes manuales en su control, como respuesta a la observacin visual de la soldadura, con antorcha/porta-electrodo sujetada por un dispositivo mecnico la intervencin del soldador consiste en ajustar los controles del equipo en funcin de la observacin visual de la operacin.
Soldadura automatizada: soldadura con equipo que requiere solamente observacin ocasional o ninguna observacin del proceso y ningn ajuste manual en los controles
LenovoResaltado
LenovoResaltado
LenovoResaltado
LenovoResaltado
-
del equipo el envolvimiento del soldador es limitado a activar la mquina para iniciar el ciclo y observar la soldadura bajo una base intermitente.
Soldadura robotizada: soldadura que es ejecutada y controlada por un equipo robtico tanto en la soldadura robotizada cuanto en la automatizada, el operador tiene un papel activo en el control de la cualidad de la soldadura por medio de identificacin de discontinuidades en la soldadura. Cuando sas son encontradas, acciones de mantenimiento y programacin son tomas para corregir tales problemas.
Soldadura con control adaptativo: equipo que posee un sistema de control que automticamente determina cambios en las condiciones de soldadura y acta sobre el equipo para que la accin apropiada sea ejecutada sensores son utilizados para detectar problemas y el control realiza los cambios necesarios en los parmetros de soldadura en tiempo real, para producir soldaduras de calidad. As, la soldadura es ejecutada y controlada sin la intervencin o supervisin del operador.
Tabla 1. Mtodo de aplicacin de los procesos de soldadura [3].
Mtodo de Aplicacin
Manual Semi-automtico
Mecanizado Automtico Robotizado Controle Adaptativo
Actividades
Abertura e mantenimiento do arco elctrico
Humano Mquina Mquina Mquina Mquina (sensor)
Mquina (Rob)
Alimentacin del alambre electrodo
Humano Mquina Mquina Mquina Mquina Mquina
Control del calor para obtener penetracin
Humano Humano Mquina Mquina Mquina (sensor)
Mquina (Rob con
sensor)
Movimiento del arco a lo largo de la junta
Humano Humano Mquina Mquina Mquina (sensor)
Mquina (Rob)
Guiar el arco a lo largo de la junta
Humano Humano Humano Mquina
(va riel pr programada)
Mquina (sensor)
Mquina (Rob con
sensor)
nipular la antorcha para direccionar o arco
Humano Humano Humano Mquina Mquina (sensor)
Mquina (Rob)
Corregir o arco p/ compensar desvos
Humano Humano Humano No ocurre Mquina (sensor)
Mquina (Rob con
sensor)
De acuerdo con la clasificacin presentada, el proceso de soldadura con electrodo
revestido es manual, visto que el soldador es responsable por la ejecucin de todas las actividades. Ya el proceso de soldadura con proteccin gaseosa y electrodo
LenovoResaltado
LenovoResaltado
LenovoResaltado
LenovoResaltado
LenovoResaltado
LenovoResaltado
LenovoResaltado
LenovoResaltado
LenovoResaltado
LenovoResaltado
LenovoResaltado
LenovoResaltado
-
consumible, comnmente conocido por MIG/MAG o GMAW, es semi-automtico. Esa clasificacin se basa en que la apertura y estabilidad del arco elctrico y la alimentacin del alambre son ejecutadas por las mquinas, mientras que el desplazamiento de la antorcha queda bajo la responsabilidad del soldador. Cuando ese desplazamiento es realizado por un dispositivo mecnico, el proceso pasa a ser clasificado como mecanizado.
En manufactura, el trmino automatizacin significa que algunas o todas las funciones o pasos de una operacin son ejecutados y controlados, en secuencia, por medios mecnicos e electrnicos. La automatizacin involucra ms que equipos o control por computadora y puede o no incluir la carga y descarga del componente de la operacin. La automatizacin puede ser parcial, con ciertas funciones o pasos ejecutados manualmente (automatizacin parcial), o puede ser total, significando que todas las funciones o pasos son ejecutados por el equipo, en una cierta secuencia, sin cualquier ajuste hecho por el operador (automatizacin total) [4].
Un equipo automatizado puede ser proyectado y programado para realizar una nica tarea (automatizacin fija), o puede ser flexible que, mediante reprogramacin, permite la realizacin de tareas distintas de acuerdo con el producto a ser manufacturado (automatizacin flexible) [3,4]. Por definicin, automatizacin significa: operacin de control automtico de un equipo, proceso o de un sistema, por medios mecnicos o electrnicos, sustituyendo la observacin, los esfuerzos y la decisin humana [3,4].
En base en los conceptos de automatizacin y control, al clasificar un proceso como semi-automatizado, se piensa inmediatamente que ste est prximo de ser automtico y no mecanizado, como pasa con la actual clasificacin de los procesos de soldadura. Se propone en ese trabajo, una nueva concepcin para clasificar los procesos de soldadura, de acuerdo con los mtodos de aplicacin.
2. Anlisis preliminar Sin duda, la primera etapa a ser realizada para establecer el grado de
automatizacin de un proceso, es definir las actividades relacionadas a l, visto que es en funcin de stas, que el responsable por la ejecucin (agente ejecutor), por el control (agente controlador) y el responsable a dar secuencia a las actividades (agente secuencial) son definidos. Adems, se deben definir cuales actividades deben ser tratadas como separadas y cules deben ser incluidas en el ciclo de operacin del proceso. Esas definiciones se deben al hecho que, segn lo descrito anteriormente, el trmino automatizacin significa que algunas o todas las funciones o pasos de una operacin son ejecutados y controlados, en secuencia, por medios mecnicos o electrnicos.
En los procesos de soldadura por arco elctrico, la primera actividad a realizar para ejecutar una soldadura es especificar cual el procedimiento de soldadura, tambin conocido por EPS Elaboracin del Procedimiento de soldadura. El agente ejecutor, controlador y secuencial de una EPS, es el humano. Entre a EPS y el inicio de la soldadura, propiamente dicho, es necesario un intervalo de tiempo para que el procedimiento sea preparado. Actualmente, esa preparacin ocurre independiente del mtodo de aplicacin a utilizar y las interferencias directas del ser humano que sean necesarias. Se destaca que an no existe un sistema de soldadura que tenga acoplado
-
un sistema que pueda realizar una EPS, y a partir de sta, empezar inmediatamente la soldadura. Por tanto es conveniente que la EPS y la preparacin para empezar la soldadura sean tratadas por separadas, viendo el grado de interferencia humana involucrada. Las actividades relacionadas al ciclo de soldadura, que deben definir el grado de automatizacin del proceso, deben ser las que permiten una secuencia instantnea del proceso.
Por el hecho de que la automatizacin puede ser parcial, parte de la operacin es ejecutada y controlada, en secuencia, por la mquina y parte manualmente, clasificar el mtodo de aplicacin convencional del proceso GMAW, segn descrito arriba, como semi-automtico es lo mismo que decir que su grado de automatizacin es parcial, visto que las palabras semi y parcial son sinnimos. Esa clasificacin fue adoptada en funcin de que la alimentacin del alambre es ejecutada por la mquina, diferente al proceso con electrodo revestido donde el soldador es quien lo hace. Sin embargo, ninguna de las actividades, relacionadas al ciclo de soldadura del proceso GMAW convencional, son ejecutadas y controladas, en secuencia, por la mquina. Por tanto, dentro de los conceptos de automatizacin y control, clasificar el mtodo de aplicacin convencional del proceso GMAW como semi-automtico est equivocado.
Un cambio gradual en la clasificacin de los procesos de soldadura entre manual y automatizado puede ser: manual, semi-mecanizada, mecanizada, semi-automatizada y automatizada. Es decir que si un proceso es semi-automatizado, significa que algo est faltando para que el proceso se vuelva automatizado y no mecanizado.
Como es conocido, desde el surgimiento de los procesos de soldadura, su ejecucin depende mucho de la habilidad del soldador. Con el desarrollo tecnolgico adquirido en las ltimas dcadas, se observa un cambio gradual, no solamente en la soldadura, como en todo y cualquier proceso fabril, de la operacin manual para la mecanizada y de esa para la automatizada, agregando ganancias cualitativos y cuantitativos al proceso. Sin embargo, en las operaciones de soldadura an no est bien definida la frontera entre manual, mecanizado y automatizado.
2.1 Manual versus Mecanizado versus Automatizado
De las actividades relacionadas al ciclo de soldadura, se puede citar: apertura,
estabilidad e interrupcin del arco elctrico; alimentacin del alambre y desplazamiento del porta electrodo. Esa ltima engloba el control del calor para lograr penetracin; movimiento del arco a lo largo de la junta; guiar el arco a lo largo de la junta y manipular la antorcha para dirigir el arco, conforme actividades descritas en la Tabla 1, adems de influenciar en el mantenimiento constante del tamao del arco elctrico.
Hay una diferencia muy significativa cuando el desplazamiento del porta-electrodo es ejecutado por el soldador y cuando ese desplazamiento es ejecutado por un dispositivo mecnico. Incluso, se puede establecer que la frontera entre la soldadura manual y la mecanizada est dada por el desplazamiento del porta-electrodo durante el proceso. Independientemente del nivel de modernizacin del equipo de soldadura utilizado, si ese desplazamiento es ejecutado por el soldador, el mtodo de aplicacin de ese proceso es manual: durante la soldadura, el porta-electrodo es sujetada y manipulada por el humano. Mientras, cuando el desplazamiento es hecho por un dispositivo mecnico, condiciones extras deben ser consideradas para determinar si el mtodo de aplicacin del proceso es mecanizado o automatizado. Adems, el mtodo de
-
aplicacin an puede ser semi-mecanizado o semi-automatizado, considerando un cambio gradual entre manual y automatizado.
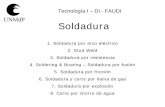
En la soldadura con electrodo revestido, el dispositivo mecnico utilizado para desplazar el porta-electrodo, propicia la realizacin del mtodo conocido como soldadura por gravedad, Figura 1. El porta-electrodo (a) se desplaza por una barra-gua (b), debido a la accin de la gravedad, en la medida que el electrodo (c) es consumido. Para realizar esa soldadura, despus de la etapa de preparacin, interferencia humana ocurre solamente para empezar y finalizar el ciclo de soldadura.
Figura 1. Dispositivo de soldadura por gravedad. Es importante resaltar, que por el hecho de que la temperatura del electrodo
revestido aumenta durante la soldadura, incrementando as su tasa de fusin, es necesario aumentar la velocidad de alimentacin del electrodo durante el proceso, y es en funcin de la variacin de esas velocidades es que la velocidad de soldadura se determina. Son varios los factores que afectan el aumento de la temperatura del electrodo. Fue mostrado que cualquier parmetro de soldadura que causa una variacin en la temperatura del electrodo causa, consecuentemente, una variacin en su tasa de fusin [5]. En la soldadura por gravedad con electrodo revestido, el agente controlador de la velocidad de desplazamiento del porta-electrodo es la propia gravedad, no hay ningn dispositivo mecnico responsable de ese control.
Con el proceso GMAW, dos concepciones de dispositivos mecnicos pueden ser utilizadas para desplazar la antorcha de soldadura: con control manual o con control mecnico de la velocidad de desplazamiento del dispositivo. En la primera concepcin es necesario que el operador empuje el dispositivo para que el desplazamiento de la antorcha. En ese caso, el agente ejecutor del desplazamiento de la antorcha es la mquina, sin embargo el controlador de la velocidad de soldadura es el humano. En la segunda concepcin, considerando que la velocidad de desplazamiento del dispositivo es determinada mecnicamente, tanto el agente ejecutor del desplazamiento y el controlador de la velocidad de soldadura es la mquina.
De acuerdo con el expuesto anteriormente, el hecho que el desplazamiento de la antorcha sea ejecutado por el dispositivo mecnico, no es suficiente para clasificar un proceso como mecanizado. Se debe considerar quien sea el agente controlador de la velocidad de desplazamiento de ese dispositivo, que en verdad consiste en la velocidad
-
de soldadura: control manual o por la gravedad (proceso semi-mecanizado) o control mecnico e/o electrnico (proceso mecanizado).
De manera anloga, el hecho del desplazamiento de la antorcha ser ejecutado por dispositivo mecnico y poseer control mecnico e/o electrnico de la velocidad de soldadura son condiciones necesarias para definir que la soldadura debe ser considerada automatizada, sin embargo no suficiente. En ese caso, la manera ms fcil de diferenciar un sistema de soldadura mecanizado o automatizado es basarse en el concepto de equipo automatizado, segn presentado anteriormente. Se trata de un equipo proyectado y programado para realizar una nica tarea (automatizacin fija), o de un equipo flexible que, mediante reprogramaciones, permite la realizacin de tareas distintas de acuerdo con el producto a ser manufacturado (automatizacin flexible) [3,4]. En otras palabras, para el proceso ser automatizado, la soldadura debe ser ejecutada por un equipo que permita ser programado una nica vez (automatizacin fija) o varias veces (automatizacin flexible) por medios mecnicos e/o electrnicos.
Un robot industrial es un ejemplo tpico de un sistema automtico flexible. Segn RA (Robotic Industries Association), un robot es un manipulador reprogramable, multifuncional, proyectado para mover materiales, piezas, herramientas y dispositivos especializados a travs de movimientos programables variables a fin de desempear una variedad de tareas [6]. La condicin primordial para un equipo de soldadura ser robtico ser robtico es que l sea reprogramable. Los robots industriales ms utilizados en la soldadura son los antropomrficos de seis grados de libertad. sos son reprogramables y multifuncionales. Esto significa que esos robots pueden ser utilizados para soldaduras de diversas piezas, necesitando apenas que el usuario trabaje en su programacin en funcin de las piezas a ser soldada. Sin embargo, se destaca que existen robots definidos como robots para tareas especficas [4] que no son multifuncionales. Un caso tpico de ese tipo de robot utilizado en la soldadura, es el proyectado para ejecutar un nico tipo de soldadura. Por ejemplo, proyecto de robots para soldadura orbital de tuberas, donde el desplazamiento del robot es limitado a movimientos alrededor del tubo.
En ese caso, el sistema de control del robot, puede ser reprogramado en funcin del dimetro del tubo, sin embargo solamente pueden ser soldados tuberas.
Cualquier sistema robotizado es automtico, sin embargo no todo sistema automtico es robtico. Segn comentado para el sistema ser robtico l necesita ser reprogramable. Un sistema automtico no es robtico cuando se es proyectado para la realizacin de una nica tarea y programado una nica vez. Por ejemplo, un sistema automtico especialmente proyectado para la soldadura de una determinada pieza (o una familia de piezas). Con ese sistema, no es posible soldar piezas diferentes de las especificadas. Las modificaciones necesarias al sistema, no se limitan al simple cambio de herramientas, adems de ese sistema no aceptar reprogramaciones. Se trata de un equipo dedicado.
Se destaca que diferenciar un sistema automtico de un semi-automtico es una tarea ardua, visto que la automatizacin puede ser parcial o total, todava no se tiene ningn proceso fabril que sea totalmente automatizado, esto es, que sea 100% autnomo. En el caso de sistemas de soldadura automticos qu se puede diferenciar es, si a soldadura ser realizada por un sistema flexible o fijo.
-
3. Nueva Concepcin de los Mtodos de Aplicacin de los Procesos de Soldadura
La Tabla 2 presenta las actividades relacionadas al ciclo de soldadura, que deben definir el grado de automatizacin del proceso, y el agente controlador de esas actividades en funcin de la clasificacin de los mtodos de aplicacin de los procesos de soldadura.
Tabla 2. Nueva concepcin de los mtodos de aplicacin de los procesos de soldadura
Actividades
Mtodo de Aplicacin
Manual
Semi-mecanizado
Mecanizado
Automatizado
Fijo (sin robot)
Flexible (con robot)
Desplazamiento de la antorcha porta-electrodo
manual mecnico e/o electrnico
mecnico e/o
electrnico
mecnico e/o
electrnico
mecnico e/o
electrnico
velocidad de soldadura
manual manual o gravedad
mecnico e/o
electrnico
mecnico e/ou
electrnico
mecnico e/o
electrnico
Programacin del ciclo de soldadura
No hay No hay No hay mecnico e/o
electrnico
mecnico e/o
electrnico
De acuerdo con el propuesto en este trabajo, la clasificacin de los procesos de
soldadura, de acuerdo con los mtodos de aplicacin es: a) MANUAL: cuando el desplazamiento de la antorcha porta-electrodo sobre a junta
a ser soldada es realizado manualmente por el soldador/operador; b) SEMI-MECANIZADO: cuando el desplazamiento de la antorcha porta-electrodo
sobre a junta a ser soldada es realizado por un dispositivo mecnico con control manual o gravitacional de la velocidad de soldadura;
c) MECANIZADO: cuando el desplazamiento de la antorcha porta-electrodo sobre la junta a ser soldada es realizado por un dispositivo mecnico con control mecnico e/o electrnico de la velocidad de soldadura y no programable;
d) AUTOMATIZADO: cuando el desplazamiento de la antorcha porta-electrodo es realizado por un dispositivo mecnico e/o electrnico programable (automatizacin fija), o reprogramable (robtico).
4. Comentarios Finales
Sin duda, soldaduras de alta calidad pueden ser obtenidas por el mtodo manual, siempre que stas sean realizadas por soldadores calificados. El gran problema de las soldaduras manuales es la no repetitividad de los resultados. Ese mismo problema es observado en el mtodo mecanizado, visto que los equipos no son programables y todos los ajustes necesarios para iniciarse el ciclo de soldadura son hechos en funcin de la observacin humana. En ese sentido, una de las principales ventajas del mtodo de ejecucin de ser automatizado, robotizado o no, con relacin a los dems es a repetitividad de los resultados.
-
Soldaduras de calidad son obtenidas independientes del mtodo de aplicacin del proceso. Sin embargo, si una soldadura ejecutada por un sistema automatizado es de calidad, esto implica que todas las otras sern tambin, debido la garanta de la repetitividad.
Como regla general, un proceso automatizado es ms productivo que un mecanizado, que, a su vez, es ms productivo que el manual. En la soldadura, la ganancia en la productividad, muchas veces, se refleja debido a las reducciones de los tiempos de trabajo, de arco cerrado y de preparacin para iniciar el ciclo de soldadura que debido al aumento de la velocidad de soldadura del proceso.
Por otro lado, tambin como regla general, el costo inicial de un proceso automatizado es mayor que el mecanizado que es mayor que el manual. Pudindose afirmar incluso, que la gran desventaja de los sistemas automatizados es su costo inicial. Sin embargo, estudios detallados sobre la viabilidad econmica de esos sistemas, vienen mostrando que su costo-beneficio es bastante satisfactorio.
Independientemente del grado de automatizacin involucrado en la ejecucin de un proceso, es que se busca siempre la reduccin del costo de manufactura. En sistemas automatizados, esto puede ser obtenido a travs de la reduccin del nmero de personas involucradas directamente en la produccin, del aumento de la productividad y del aumento de la calidad del producto final, a travs del control ms racional de los parmetros del proceso. Con sistemas automatizados, tambin es posible el almacenamiento de todas las variantes de soldadura realizadas. Este hecho, sumado al de la repetitividad de los resultados estn abriendo el campo para a rastreabilidad de las piezas soldadas.
5. Agradecimientos Autores agradecen FAPEMIG por el costeo financiero. 6. Referencias Bibliogrficas [1] AWS A3.0:2001,Committee on Definitions, Standard Welding Terms and Definitions, American Welding Society (AWS), Miami, USA, 2001, pp. 11-67. [2] CARY, H.B., 1994, Modern Welding Technology, 3o Edition, Englewood Cliffs, New Jersey: Regents/Prentice Hall, Figure 12-1. [3] WELDING HANDBOOK, Welding Science & Technology, Volume 1, 9o Edition, American Welding Society (AWS), Miami, USA, 2001, pp 452-482. [4] ROMANO, V. F., Robtica Industrial: Aplicao na Indstria de Manufatura e de Processos, 1 Edio, Edgard Blucher Ltda, Manet, So Paulo, SP, 2002, pp. 256. [5] FELIZARDO, I, Estudo Experimental e Numrico do Aquecimento do Eletrodo Revestido durante a Soldagem, UFMG, Belo Horizonte, Brasil, Tese, 2003, pp.167. [6] RIVIN, E, Mecahnical Design of Robots, Mcgraw-Hill Inc., First Edition, New York, 1988.