
Control de Procesos Industriales -...
71
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL MANUAL DE APRENDIZAJE Técnico de Nivel Operativo MÓDULO FORMATIVO: CONTROL DE PROCESOS INDUSTRIALES OCUPACIÓN: CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
-
Upload
vuongkhanh -
Category
Documents
-
view
220 -
download
0
Transcript of Control de Procesos Industriales -...
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
MANUAL DE APRENDIZAJE
Técnico de Nivel Operativo
MÓDULO FORMATIVO:
CONTROL DE PROCESOS INDUSTRIALES
OCUPACIÓN:
CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES

DOCUMENTO APROBADO POR EL GERENTE TÉCNICO DEL SENATI
N° de Página……70…… Firma …………………………………….. Nombre: Jorge Saavedra Gamón Fecha: ………04.09.14…….
MATERIAL DIDÁCTICO ESCRITO
FAMILIA OCUPACIONAL ELECTROTECNIA OCUPACIÓN CONTROLISTA DE MÁQUINAS
Y PROCESOS INDUSTRIALES NIVEL TÉCNICO OPERATIVO Con la finalidad de facilitar el aprendizaje en el desarrollo de la formación y capacitación en la ocupación de CONTROLISTA DE MÁQUINAS Y PROCESOS INDUSTRIALES a nivel nacional y dejando la posibilidad de un mejoramiento y actualización permanente, se autoriza la APLICACIÓN Y DIFUSIÓN de material didáctico escrito referido a CONTROL DE PROCESOS INDUSTRIALES. Los Directores Zonales y Jefes de Unidades Operativas son los responsables de su difusión y aplicación oportuna. Registro de derecho de autor:
AUTORIZACIÓN Y DIFUSIÓN

INDICE
1. Presentación
2. Tarea 1
< Instalaci’on de un Sistema de Control Automatico de Procesos
3. Tarea 2
< Operación de un Sistema de Control Automatico de Procesos
4. Hoja de Trabajo
5. Medio Ambiente
6. Bibliografía
2
3 - 30
31 - 63
64 - 65
66 - 67
68
CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
PRESENTACION
Elaborado en la Zonal
Año
Instructor
: Lambayeque Cajamarca Norte
: 2004
: Jorge Villanueva Zapata
El presente Manual de Aprendizaje corresponde al Modulo Formativo 04-
04-05-03 CONTROL DE PROCESOS INDUSTRIALES.
El Modulo Formativo CONTROL DE PROCESOS INDUSTRIALES es
de aplicación en la ocupación de Controlista de Máquinas y Procesos
Industriales.
El presente Manual está estructurado por las siguientes tareas
1. Instalación de un Sistema de Control Automático de Procesos.
2. Operación de un Sistema de Control Automático de Procesos.
También comprende la tecnología relacionada a aspectos de
seguridad Medio ambiente y la bibliografía empleada.
2CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES

TAREA 1TAREA 1TAREA 1TAREA 1
3CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
INSTALACIÓN DE UN
SISTEMA DE CONTROL
AUTOMÁTICO DE PROCESOS
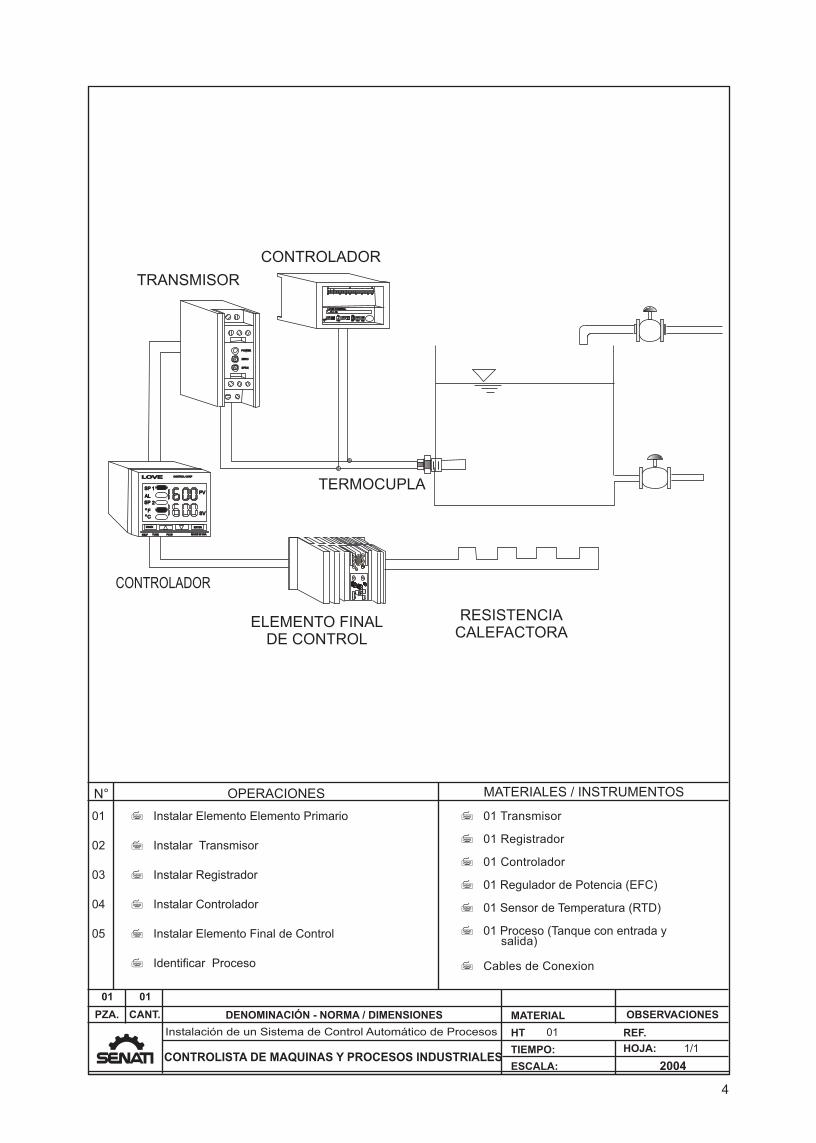
7 Instalar Elemento Elemento Primario
7 Instalar Transmisor
7 Instalar Registrador
7 Instalar Controlador
7 Instalar Elemento Final de Control
7 Identificar Proceso
01
02
03
04
05
7 01 Transmisor
7 01 Registrador
7 01 Controlador
7 01 Regulador de Potencia (EFC)
7 01 Sensor de Temperatura (RTD)
7 01 Proceso (Tanque con entrada y salida)
7 Cables de Conexion
CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
OPERACIONESN°
PZA. CANT.
TIEMPO:
ESCALA:
HT
DENOMINACIÓN - NORMA / DIMENSIONES
HOJA:
OBSERVACIONES
2004
MATERIALES / INSTRUMENTOS
MATERIAL
Instalación de un Sistema de Control Automático de Procesos REF.
1/1
01 01
01
4
SELFSELF TUNETUNE PLUSPLUS MADE IN USAMADE IN USA
INDEXINDEX ENTERENTER
LOVELOVE CONTROL CORPCONTROL CORP
ALAL
SPSP 11
SPSP 22OO FFOOCC
PVPV
SVSV
POWERPOWER
ZEROZERO
SPANSPAN
CONTROLADOR
TRANSMISOR
CONTROLADOR
TERMOCUPLA
ELEMENTO FINALDE CONTROL
RESISTENCIACALEFACTORA
LARMLARM
ACKACK STOPFEEDSTOPFEED
ENTERENTER EXITEXIT
NONO
PRINTPRINT
YESYES
DISPDISP PROGPROG FUNCFUNC
11 22 33 44 55 66 77 88
LOVE CONTROLLOVE CONTROL
CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
5
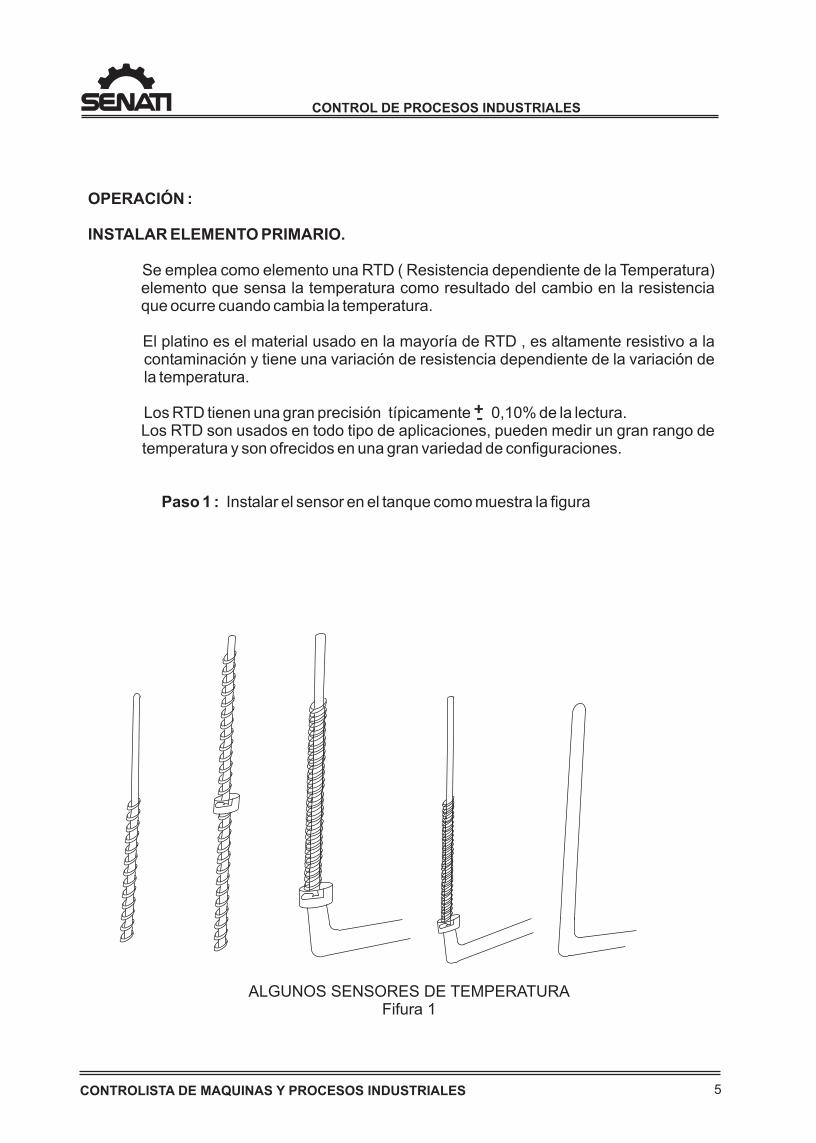
OPERACIÓN :
INSTALAR ELEMENTO PRIMARIO.
Se emplea como elemento una RTD ( Resistencia dependiente de la Temperatura) elemento que sensa la temperatura como resultado del cambio en la resistencia que ocurre cuando cambia la temperatura.
El platino es el material usado en la mayoría de RTD , es altamente resistivo a la contaminación y tiene una variación de resistencia dependiente de la variación de la temperatura.
Los RTD tienen una gran precisión típicamente 0,10% de la lectura. Los RTD son usados en todo tipo de aplicaciones, pueden medir un gran rango de
temperatura y son ofrecidos en una gran variedad de configuraciones.
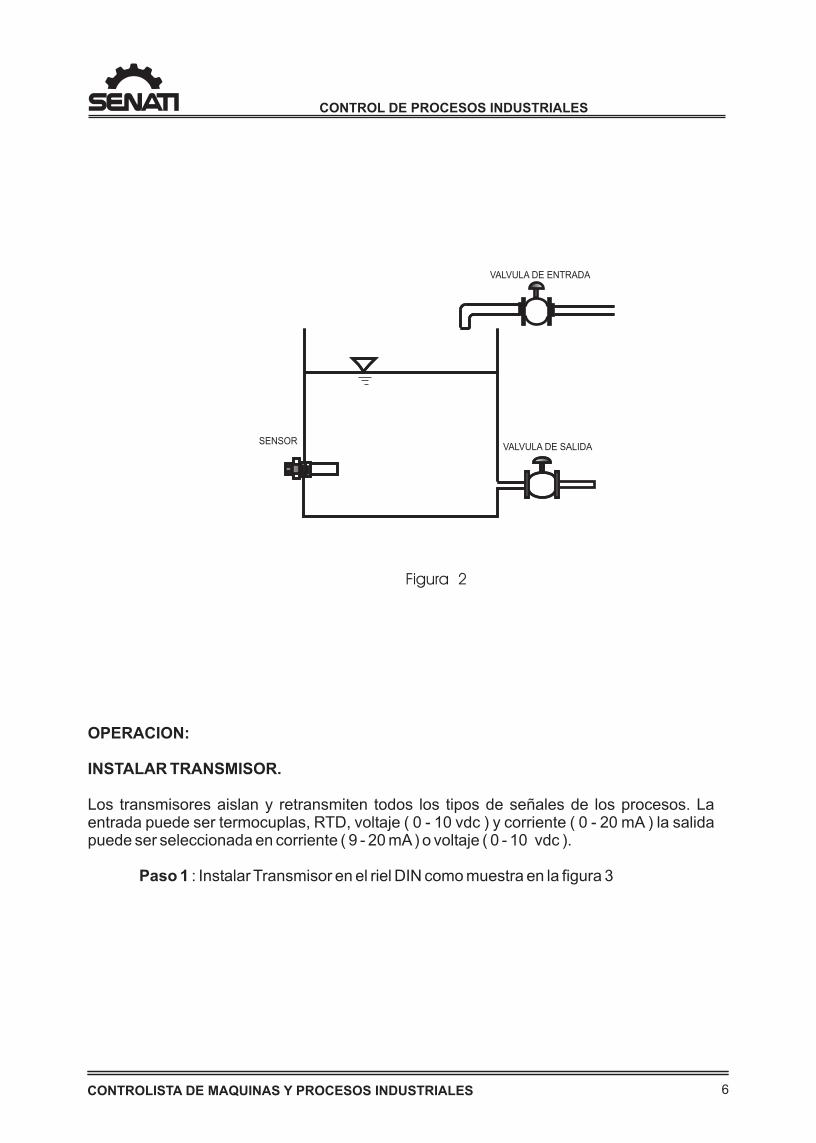
Paso 1 : Instalar el sensor en el tanque como muestra la figura
++--
ALGUNOS SENSORES DE TEMPERATURAFifura 1
6CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
OPERACION:
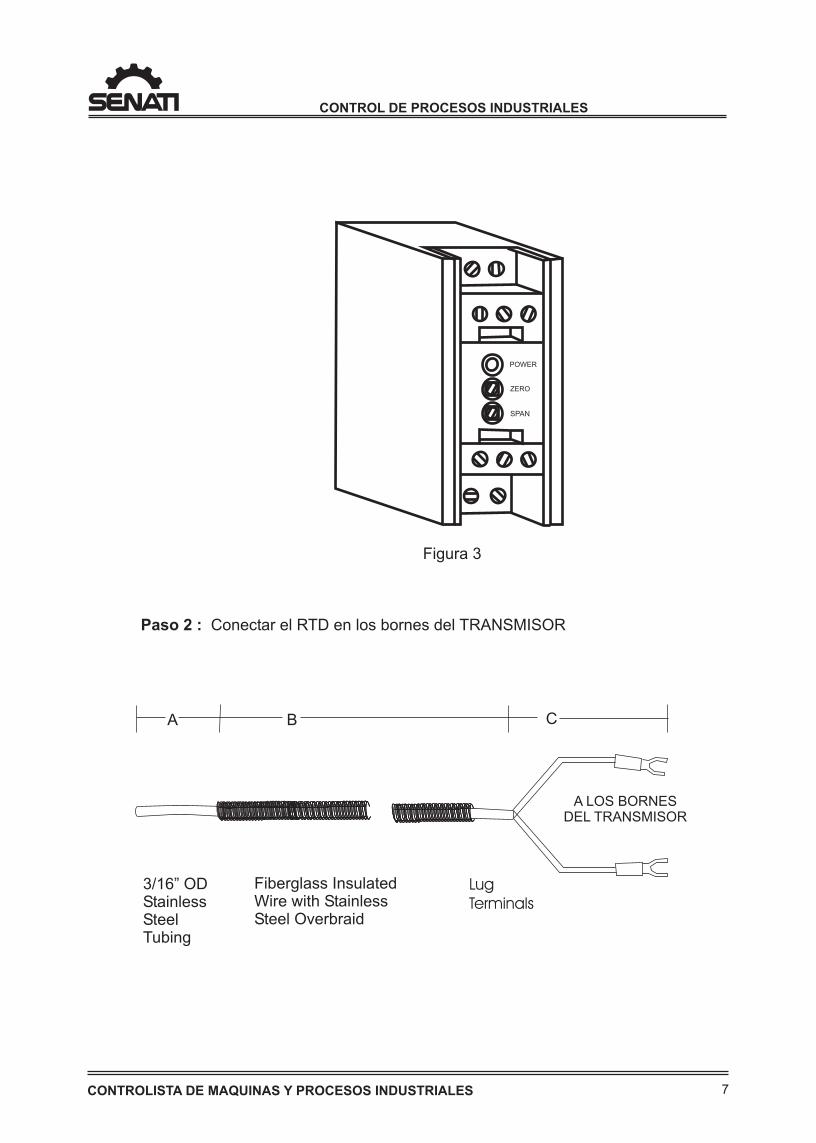
INSTALAR TRANSMISOR.
Los transmisores aislan y retransmiten todos los tipos de señales de los procesos. La entrada puede ser termocuplas, RTD, voltaje ( 0 - 10 vdc ) y corriente ( 0 - 20 mA ) la salida puede ser seleccionada en corriente ( 9 - 20 mA ) o voltaje ( 0 - 10 vdc ).
Paso 1 : Instalar Transmisor en el riel DIN como muestra en la figura 3
Figura 2
VALVULA DE ENTRADA
VALVULA DE SALIDASENSOR
7CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
POWER
ZERO
SPAN
Figura 3
Paso 2 : Conectar el RTD en los bornes del TRANSMISOR
B CA
A LOS BORNESDEL TRANSMISOR
3/16” ODStainlessSteel Tubing
Fiberglass InsulatedWire with StainlessSteel Overbraid
LugTerminals
8CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
OPERACION:
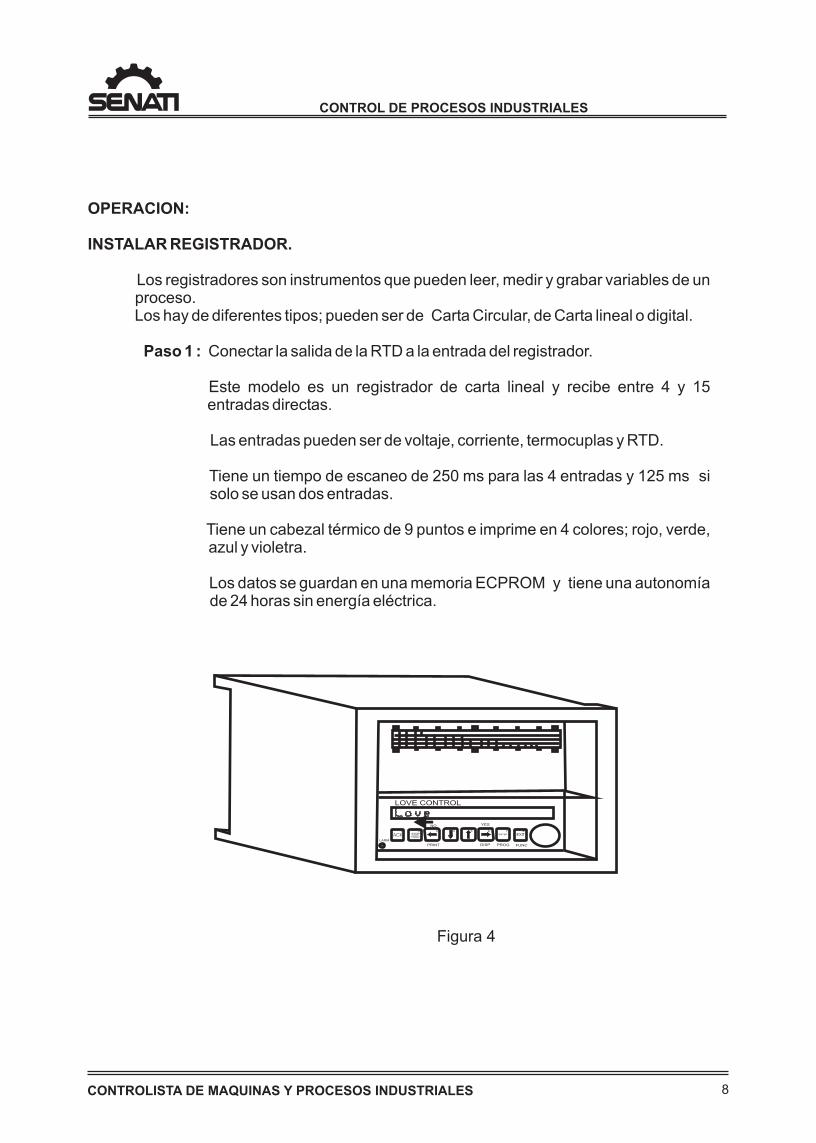
INSTALAR REGISTRADOR.
Los registradores son instrumentos que pueden leer, medir y grabar variables de un proceso.
Los hay de diferentes tipos; pueden ser de Carta Circular, de Carta lineal o digital.
Paso 1 : Conectar la salida de la RTD a la entrada del registrador.
Este modelo es un registrador de carta lineal y recibe entre 4 y 15 entradas directas.
Las entradas pueden ser de voltaje, corriente, termocuplas y RTD.
Tiene un tiempo de escaneo de 250 ms para las 4 entradas y 125 ms si solo se usan dos entradas.
Tiene un cabezal térmico de 9 puntos e imprime en 4 colores; rojo, verde, azul y violetra.
Los datos se guardan en una memoria ECPROM y tiene una autonomía de 24 horas sin energía eléctrica.
Figura 4
LARM
ACK STOPFEED
ENTER EXIT
NO
YES
DISP PROG FUNC
1 2 3 4 5 6 7 8
LOVE CONTROL
9CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
Figura 5
OPERACION:
INSTALAR ELEMENTO FINAL DE CONTROL.
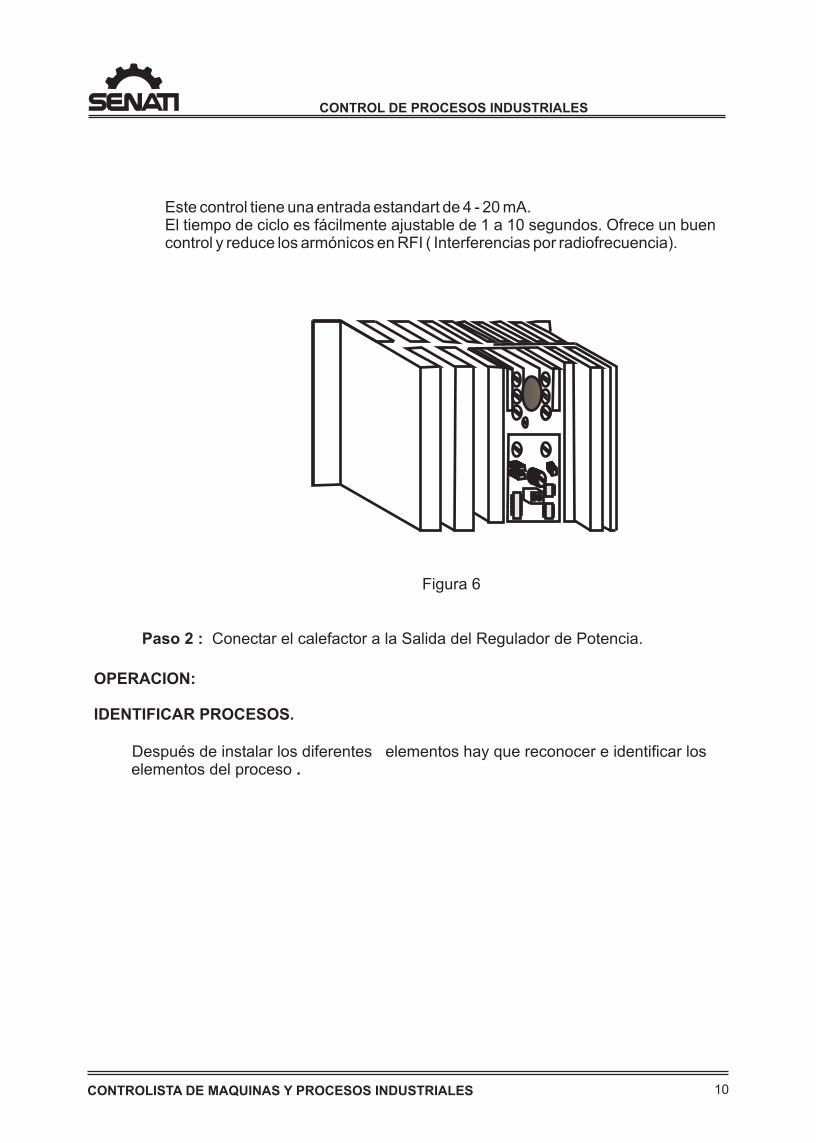
Este elemento controlara la potencia aplicada al elemento calefactor.
OPERACION:
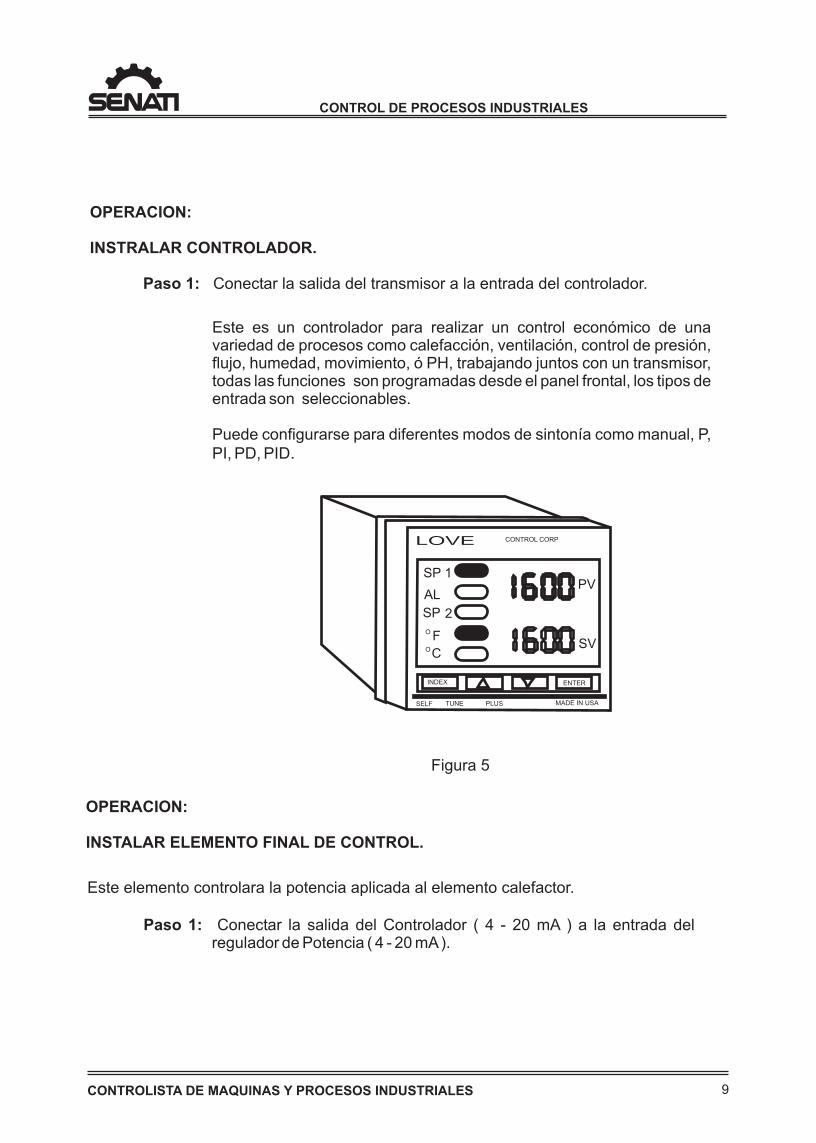
INSTRALAR CONTROLADOR.
Paso 1: Conectar la salida del transmisor a la entrada del controlador.
Este es un controlador para realizar un control económico de una variedad de procesos como calefacción, ventilación, control de presión, flujo, humedad, movimiento, ó PH, trabajando juntos con un transmisor, todas las funciones son programadas desde el panel frontal, los tipos de entrada son seleccionables.
Puede configurarse para diferentes modos de sintonía como manual, P, PI, PD, PID.
SELF TUNE PLUS MADE IN USA
INDEX ENTER
LOVE CONTROL CORP
AL
SP 1
SP 2O FOC
PV
SV
Paso 1: Conectar la salida del Controlador ( 4 - 20 mA ) a la entrada del regulador de Potencia ( 4 - 20 mA ).
10CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
Figura 6
Paso 2 : Conectar el calefactor a la Salida del Regulador de Potencia.
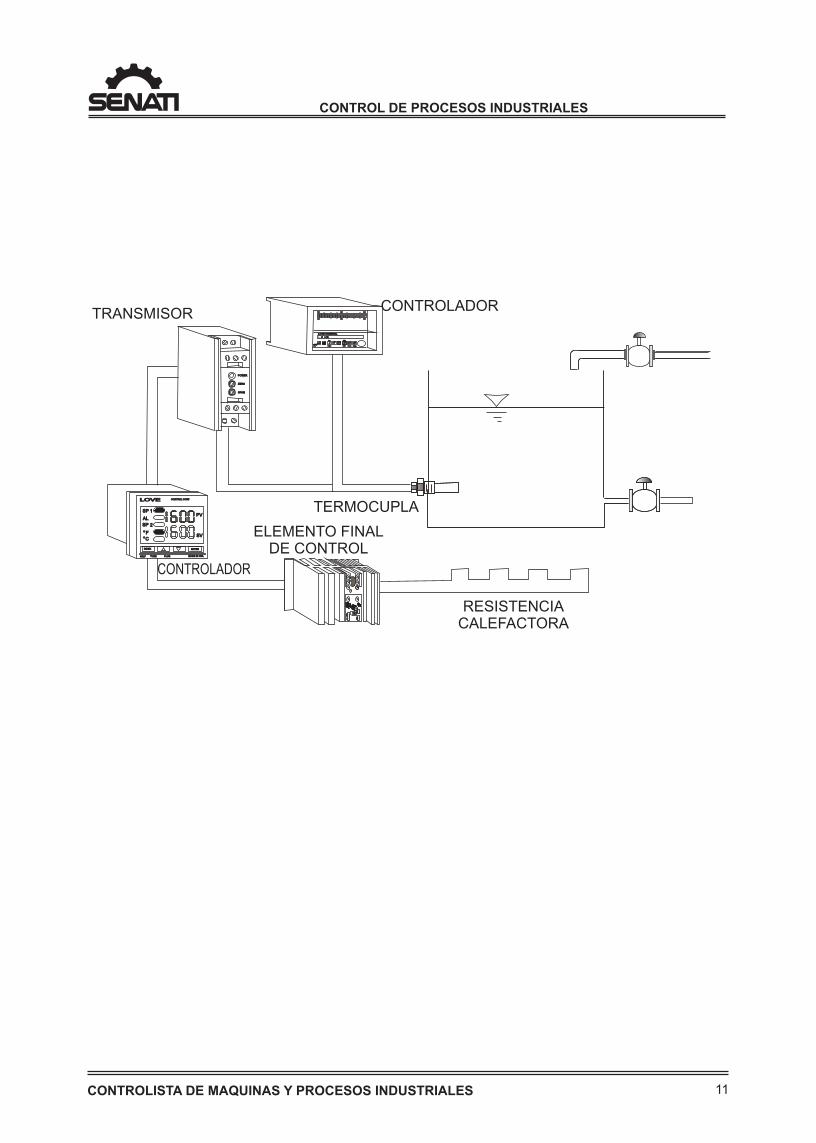
OPERACION:
IDENTIFICAR PROCESOS. Después de instalar los diferentes elementos hay que reconocer e identificar los
elementos del proceso .
Este control tiene una entrada estandart de 4 - 20 mA.El tiempo de ciclo es fácilmente ajustable de 1 a 10 segundos. Ofrece un buen control y reduce los armónicos en RFI ( Interferencias por radiofrecuencia).
11CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
SELFSELF TUNETUNE PLUSPLUS MADE IN USAMADE IN USA
INDEXINDEX ENTERENTER
LOVELOVE CONTROL CORPCONTROL CORP
ALAL
SPSP 11
SPSP 22OO FFOOCC
PVPV
SVSV
POWERPOWER
ZEROZERO
SPANSPAN
CONTROLADOR
TRANSMISORCONTROLADOR
TERMOCUPLA
ELEMENTO FINALDE CONTROL
RESISTENCIACALEFACTORA
LARMLARM
ACKACK STOPFEEDSTOPFEED
ENTERENTER EXITEXIT
NONO
PRINTPRINT
YESYES
DISPDISP PROGPROG FUNCFUNC
11 22 33 44 55 66 77 88
LOVE CONTROLLOVE CONTROL
12CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
SISTEMAS DE CONTROL DE PROCESOS
1 INTRODUCCIÓN
La necesidad a dictado muchos de los avances en tecnología. En ningún otro campo esto es tan aparente como una disciplina llamada “instrumentación”, una palabra desconocida, hace algo mas de 50 años atrás.
Durante este periodo, ha habido una evolución desde la fabricación de una serie de dispositivos, desarrollados para cubrir una necesidad especifica de medición y control, asta una ciencia, en donde las necesidades y la economía de plantas enteras, están basadas en estrategias de control y sistemas de instrumentación adecuados
Los esfuerzos de muchos años de trabajo, han permitido que en la actualidad, se tenga la posibilidad de elegir entre varias opciones. La elección al final, debe considerar aspectos tan importantes como por ejemplo, para un proyecto relativamente grande:
Al hablar de sistemas de control es necesario hacer una diferencia entre lo que es un sistema de mando y otro de regulación. El primero esta relacionado principalmente con procesos de manufactura, en los cuales, la repetición de secuencias es la características fundamental. El segundo, tiene que ver con procesos en los que es necesario mantener constantemente el valor de una o mas variables, como sucede en un sistema realimentado.
Hagamos una breve reseña de como se ha desarrollado el control industrial, para tener una idea general de las posibilidades actuales:
En principio todos los procesos industriales fueron controlados manualmente por un operador ( hoy aún existe este tipo de control en muchas fábricas ); la labor de este operador consistía en observar lo que esta sucediendo ( tal es el caso de un descenso en la temperatura )
! Análisis del grado de las necesidades de instrumentación y control! Tipo de tecnología a aplicar con una proyección para el futuro, en caso de
ampliación de la planta. ! Contar con personal calificado debidamente entrenado para el
mantenimiento de los equipos.! Tiempo de retorno de la inversión realizada.
13CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
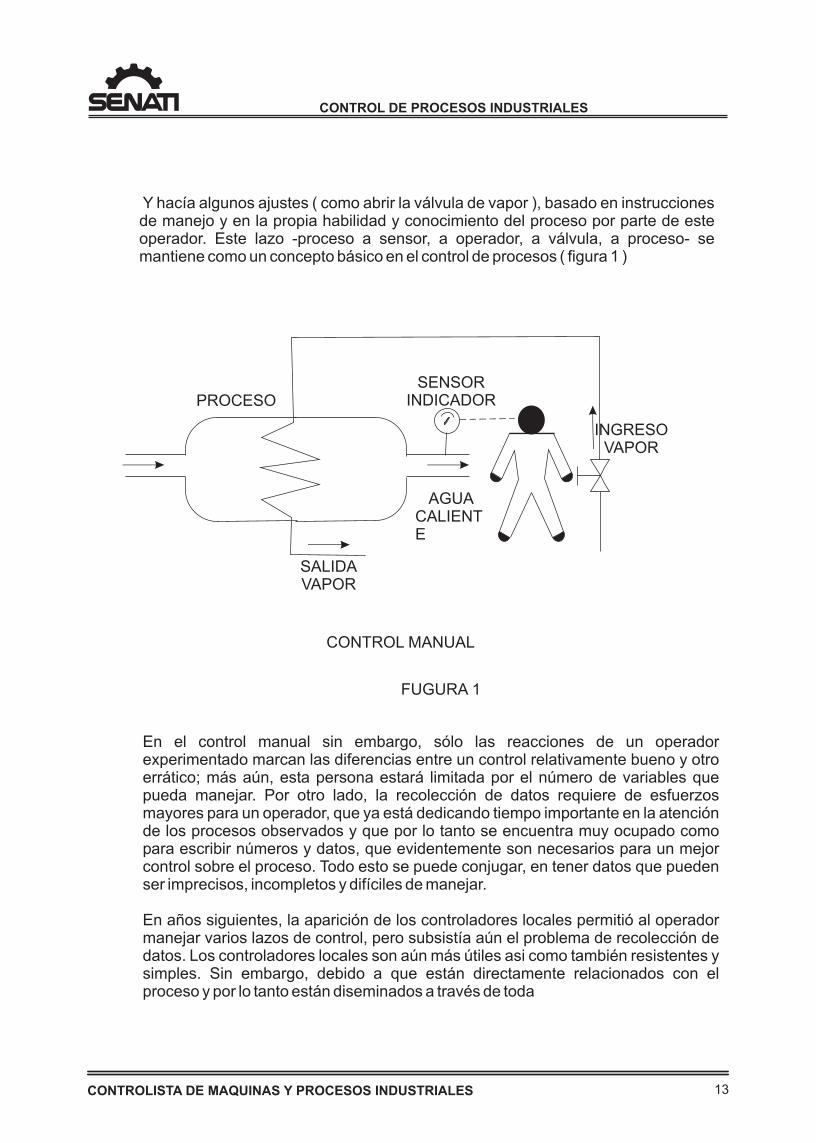
Y hacía algunos ajustes ( como abrir la válvula de vapor ), basado en instrucciones de manejo y en la propia habilidad y conocimiento del proceso por parte de este operador. Este lazo -proceso a sensor, a operador, a válvula, a proceso- se mantiene como un concepto básico en el control de procesos ( figura 1 )
FUGURA 1
En el control manual sin embargo, sólo las reacciones de un operador experimentado marcan las diferencias entre un control relativamente bueno y otro errático; más aún, esta persona estará limitada por el número de variables que pueda manejar. Por otro lado, la recolección de datos requiere de esfuerzos mayores para un operador, que ya está dedicando tiempo importante en la atención de los procesos observados y que por lo tanto se encuentra muy ocupado como para escribir números y datos, que evidentemente son necesarios para un mejor control sobre el proceso. Todo esto se puede conjugar, en tener datos que pueden ser imprecisos, incompletos y difíciles de manejar.
En años siguientes, la aparición de los controladores locales permitió al operador manejar varios lazos de control, pero subsistía aún el problema de recolección de datos. Los controladores locales son aún más útiles asi como también resistentes y simples. Sin embargo, debido a que están directamente relacionados con el proceso y por lo tanto están diseminados a través de toda
CONTROL MANUAL
SALIDAVAPOR
AGUACALIENTE
PROCESOSENSOR
INDICADOR
INGRESOVAPOR
14CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
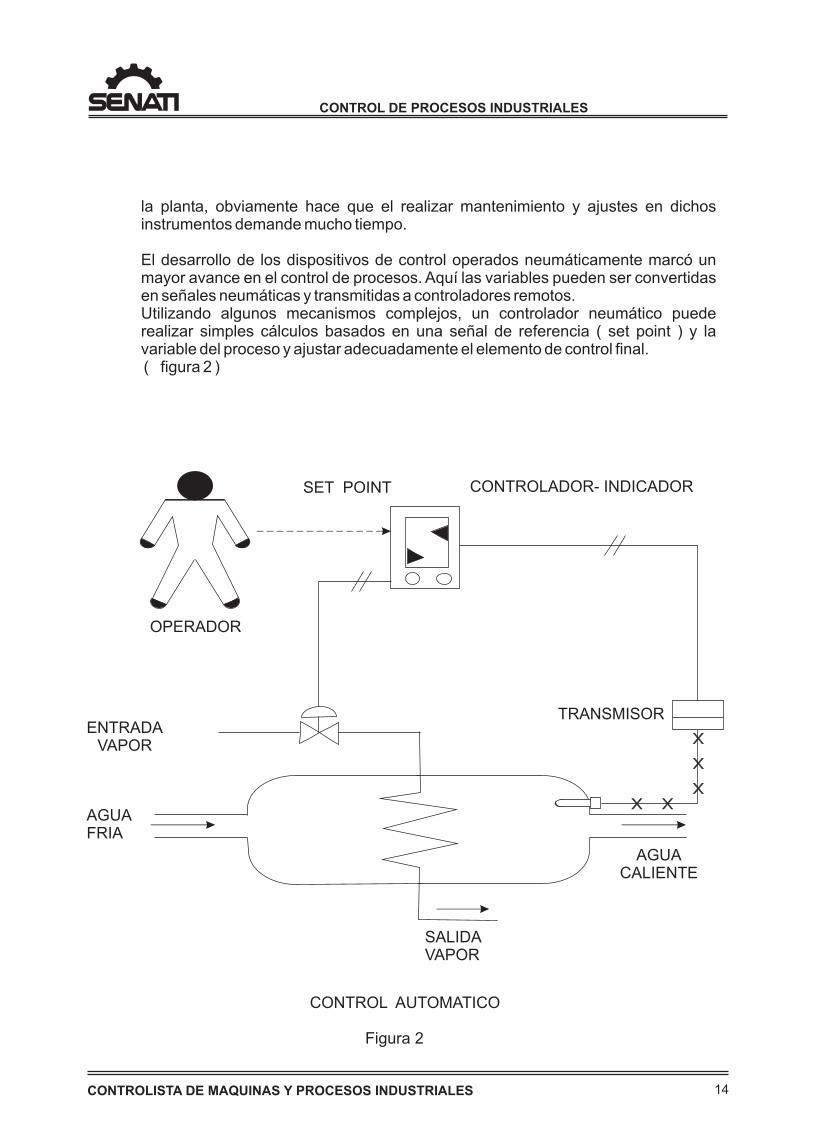
la planta, obviamente hace que el realizar mantenimiento y ajustes en dichos instrumentos demande mucho tiempo.
El desarrollo de los dispositivos de control operados neumáticamente marcó un mayor avance en el control de procesos. Aquí las variables pueden ser convertidas en señales neumáticas y transmitidas a controladores remotos.Utilizando algunos mecanismos complejos, un controlador neumático puede realizar simples cálculos basados en una señal de referencia ( set point ) y la variable del proceso y ajustar adecuadamente el elemento de control final. ( figura 2 )
Figura 2
ENTRADAVAPOR
CONTROL AUTOMATICO
XX
XX
XXXXXX
OPERADOR
AGUAFRIA
SALIDAVAPOR
AGUACALIENTE
TRANSMISOR
CONTROLADOR- INDICADORSET POINT
15CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
La ventaja, está en que el operador puede controlar una serie de procesos desde una sala de control y realizar los cambios necesarios en forma sencilla. Sin embargo, las limitaciones radican en la lentitud de la respuesta del sistema de control a cambios rápidos y frecuentes y a su inadecuada aplicación en situaciones en que los instrumentos estén demasiado alejados ( pérdidas ).
Alrededor de los 60, los dispositivos electrónicos aparecieron como alternativa de reemplazo a los controladores neumáticos. Los controladores electrónicos para un lazo cerrado, son rápidos, precisos y fáciles de integrar en pequeños lazos interactivos; sin embargo, la mejora en cuanto a operación con respecto a los neumáticos es relativamente pequeña y ademas la recopilación de datos es aún no muy fácil de manejar.
Algún tiempo después de la aparición de los sistemas de control electrónicos analógicos, el desarrollo de los microprocesadores permitió el surgimiento de los controladores digitales, así como los controladores lógicos programables (PLC), además de sistemas especializados como por ejemplo las máquinas de control numérico computarizado ( CNC ).
El empleo de las computadoras digitales no se hizo esperar; de su aplicación, aparecen los sistemas de control digital directo ( DDC ), hasta el control distribuido actual. Con los cuales se logra manejar un gran número de procesos y variables, recopilar datos en gran cantidad, analizar y optimizar diversas unidades y plantas e incluso, realizar otras actividades, como planificación de mantenimiento, control de calidad, inventario, etc.
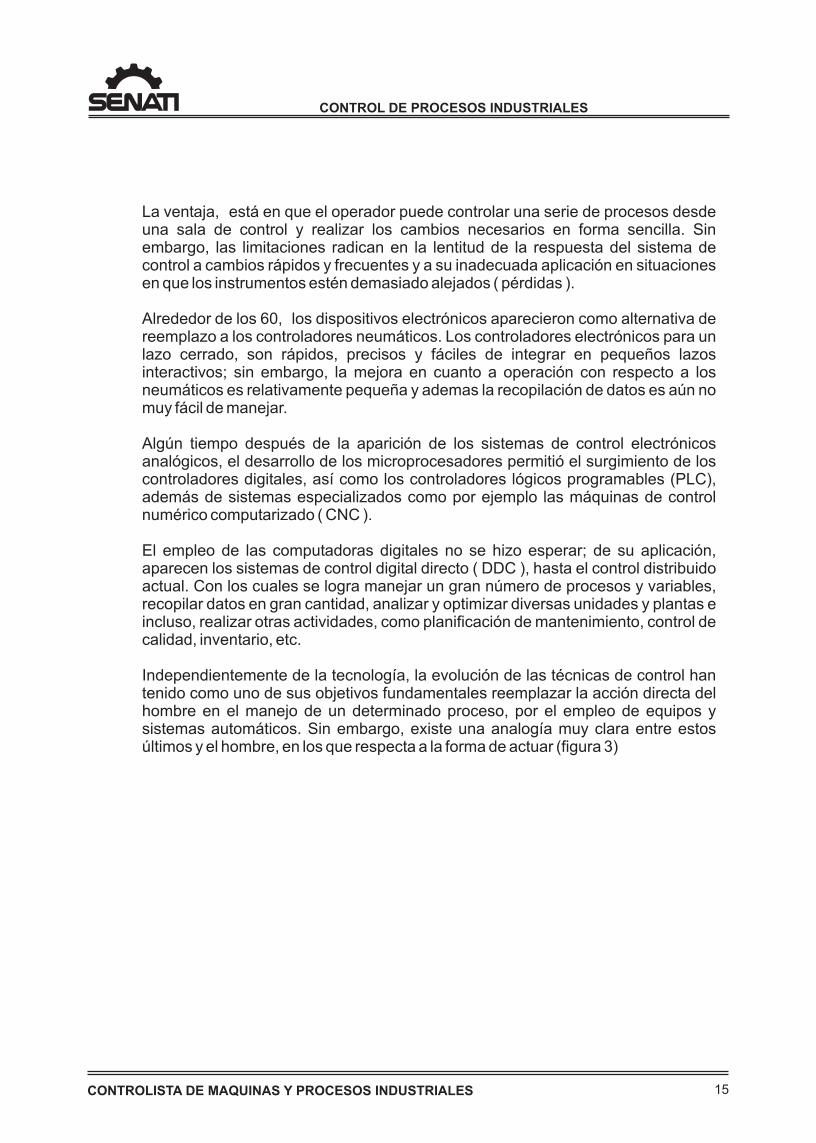
Independientemente de la tecnología, la evolución de las técnicas de control han tenido como uno de sus objetivos fundamentales reemplazar la acción directa del hombre en el manejo de un determinado proceso, por el empleo de equipos y sistemas automáticos. Sin embargo, existe una analogía muy clara entre estos últimos y el hombre, en los que respecta a la forma de actuar (figura 3)
16CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
Figura 3
HOMBRE SISTEMA AUTOMÁTICO
IMPRESIÓN SENSORIAL( SENTIDOS )
DE CISIÓN ( UNIDAD DE CONTROL )
ACCIÓN( MANOS, VOZ )
ACCIÓN DE CONTROL.( ELEMENTO FINAL DE CONTROL )
RACIOCINIO( CEREBRO )
INFORMACION( SENSORES )
ANALOGICO HOMBRE - SISTEMA AUTOMATICO
17CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
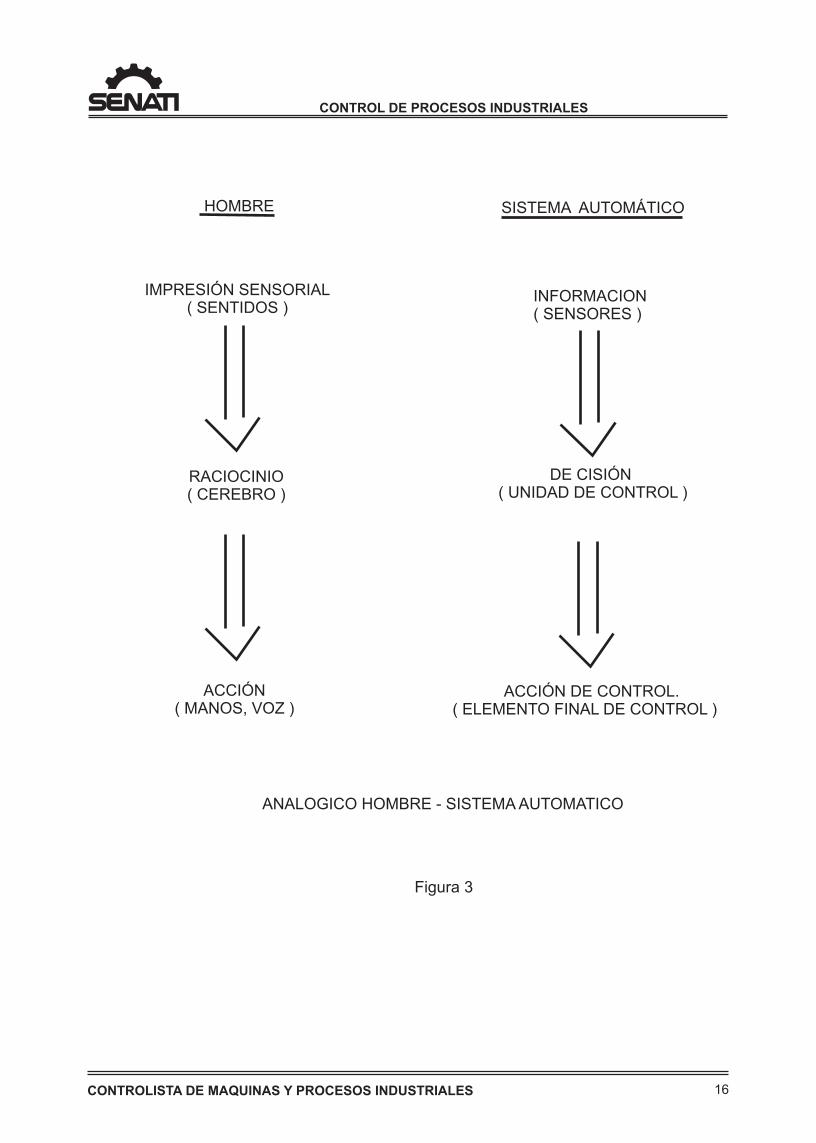
Con el fin de ver más claramente la relación de los componentes típicos de un sistema automático, veamos el diagrama mostrado en la figura 4
DIAGRANA EN BLOQUES DE UN SISTEMA AUTOMÁTICO figura 4
SENSORE. F. C.
SET POINT
TRANSMISORCONTROLADOR
REGISTRADOR
INDICADOR
ALARMAS
INTERLOCKS
VARIABLEMEDIDA
VARIABLEMANIPULADA
PROCESO
VARIABLE CONTROLADA
DISTURBIOS
SALIDADECONTROL
18CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
Aqui, el proceso puede ser físico o una reacción química o conversión de energía. Existen distintos tipos de disturbios que afectan las condiciones del proceso. Estos disturbios crean la necesidad de monitorear y controlar el proceso.
La variable controlada, es el parámetro que se desea controlar hasta el valor deseado o referencia ( set point ). El sensor, sensa el valor de la variable controlada y el transmisor, cambia este valor en una señal normalizada que puede ser transmitida. Esta señal es recibida por distintos componentes, dependiendo de la función del instrumento en el sistema (registro, indicación, control o activación de alarmas ). En el caso del controlador que viene a ser el corazón del sistema, esta señal ( variable medida ) es comparada con el set point y la diferencia ( desviación ) sirve para el elemento final de control ( comúnmente una válvula ), para ajustar el valor de la variable manipulada. Este ajuste, hace que el valor de la variable controlada se dirija hacia el de la referencia.
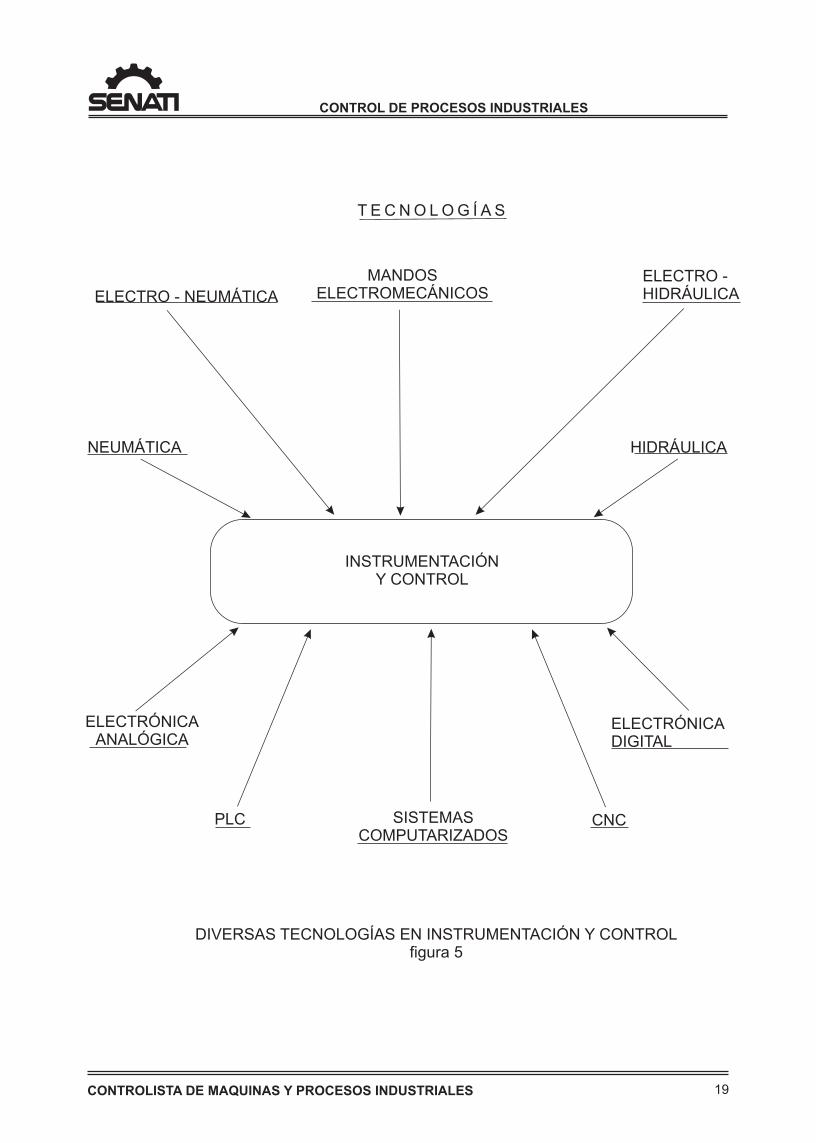
Desde luego, no todos los sistemas de control automático tienen exactamente este modelo ( llamado de realimentación); existen variaciones como por ejemplo, el control prealimentado, el de cascada, el de rango partido, combinaciones sobre estos, basados en instrumentos de tecnologías antiguas o modernas; de todas estas tectologías ( figura 1.5 ), vamos a referirnos a aquellas relacionadas con procesos continuos de regulación automática, como veremos más adelante.
19CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
DIVERSAS TECNOLOGÍAS EN INSTRUMENTACIÓN Y CONTROLfigura 5
T E C N O L O G Í A S
ELECTRO - NEUMÁTICA
MANDOSELECTROMECÁNICOS
ELECTRO - HIDRÁULICA
NEUMÁTICA HIDRÁULICA
ELECTRÓNICAANALÓGICA
ELECTRÓNICADIGITAL
PLC CNCSISTEMASCOMPUTARIZADOS
INSTRUMENTACIÓNY CONTROL
20CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
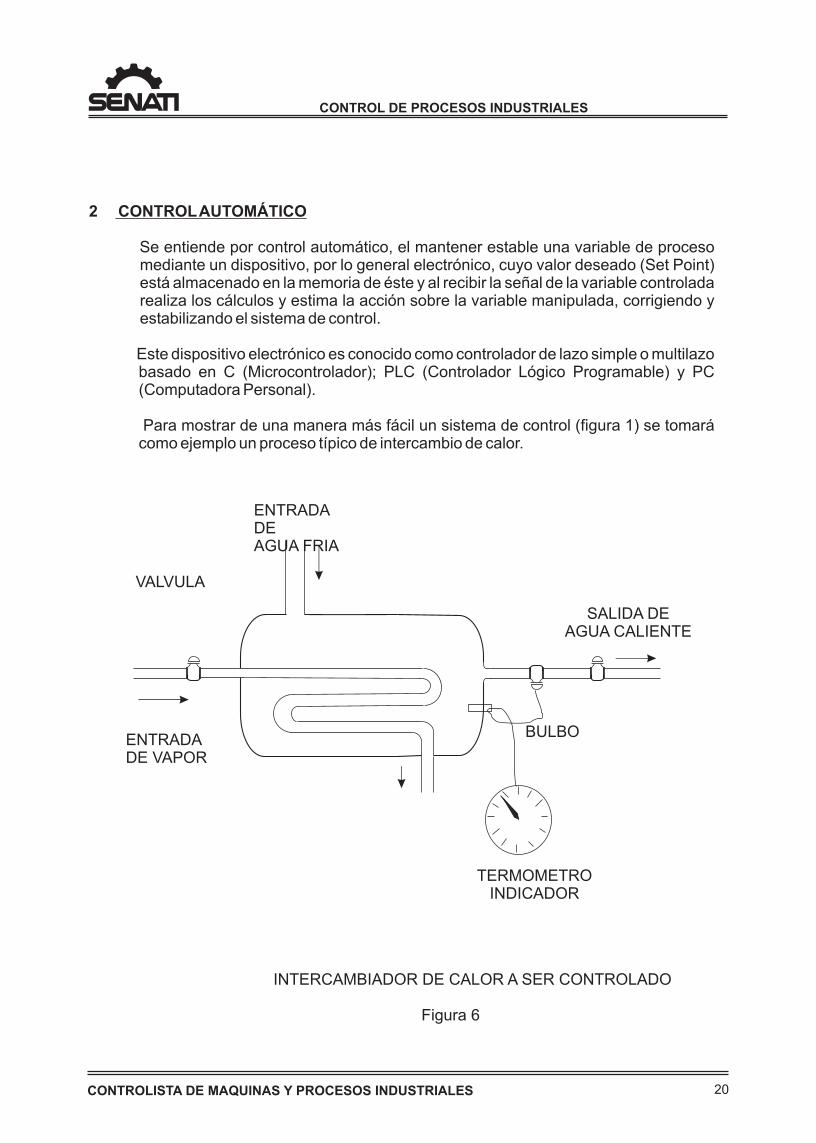
2 CONTROL AUTOMÁTICO
Se entiende por control automático, el mantener estable una variable de proceso mediante un dispositivo, por lo general electrónico, cuyo valor deseado (Set Point) está almacenado en la memoria de éste y al recibir la señal de la variable controlada realiza los cálculos y estima la acción sobre la variable manipulada, corrigiendo y estabilizando el sistema de control.
Este dispositivo electrónico es conocido como controlador de lazo simple o multilazo basado en C (Microcontrolador); PLC (Controlador Lógico Programable) y PC (Computadora Personal).
Para mostrar de una manera más fácil un sistema de control (figura 1) se tomará como ejemplo un proceso típico de intercambio de calor.
INTERCAMBIADOR DE CALOR A SER CONTROLADO
Figura 6
ENTRADA DEAGUA FRIA
VALVULA
ENTRADA DE VAPOR
SALIDA DEAGUA CALIENTE
BULBO
TERMOMETROINDICADOR
21CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
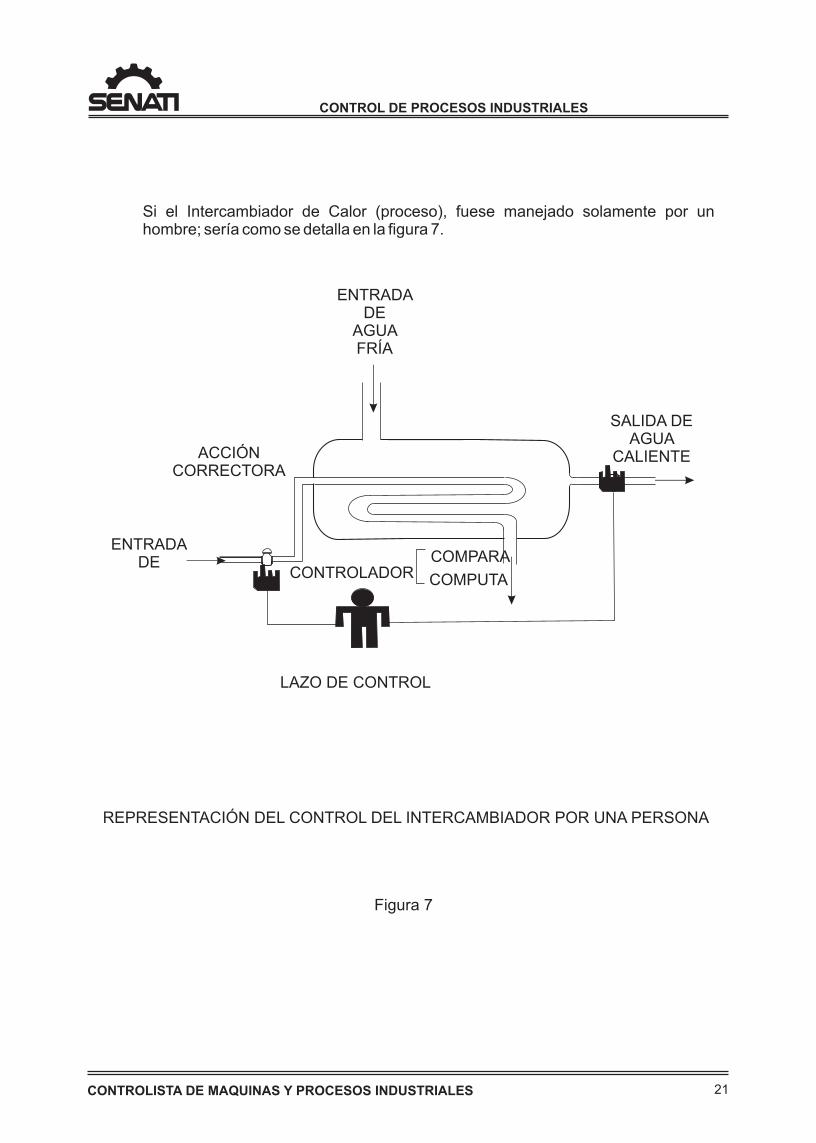
Si el Intercambiador de Calor (proceso), fuese manejado solamente por un hombre; sería como se detalla en la figura 7.
REPRESENTACIÓN DEL CONTROL DEL INTERCAMBIADOR POR UNA PERSONA
ENTRADA DE
AGUA FRÍA
SALIDA DEAGUA
CALIENTEACCIÓNCORRECTORA
COMPARA
COMPUTACONTROLADOR
ENTRADADE
LAZO DE CONTROL
Figura 7
22CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
Analicemos el Sistema de Control Manual de la figura 7, donde el operador mide la temperatura de salida, compara el valor deseado, calcula cuanto más abrirá la válvula de vapor, y hace las correcciones correspondientes; así las funciones básicas del control manual realizado por un ser humano son:
· Medir · Comparar · Calcular · Corregir
Luego los fundamentos de un Sistema De Control Automático deben de provenir de las funciones básicas del control manual realizadas por un ser humano.
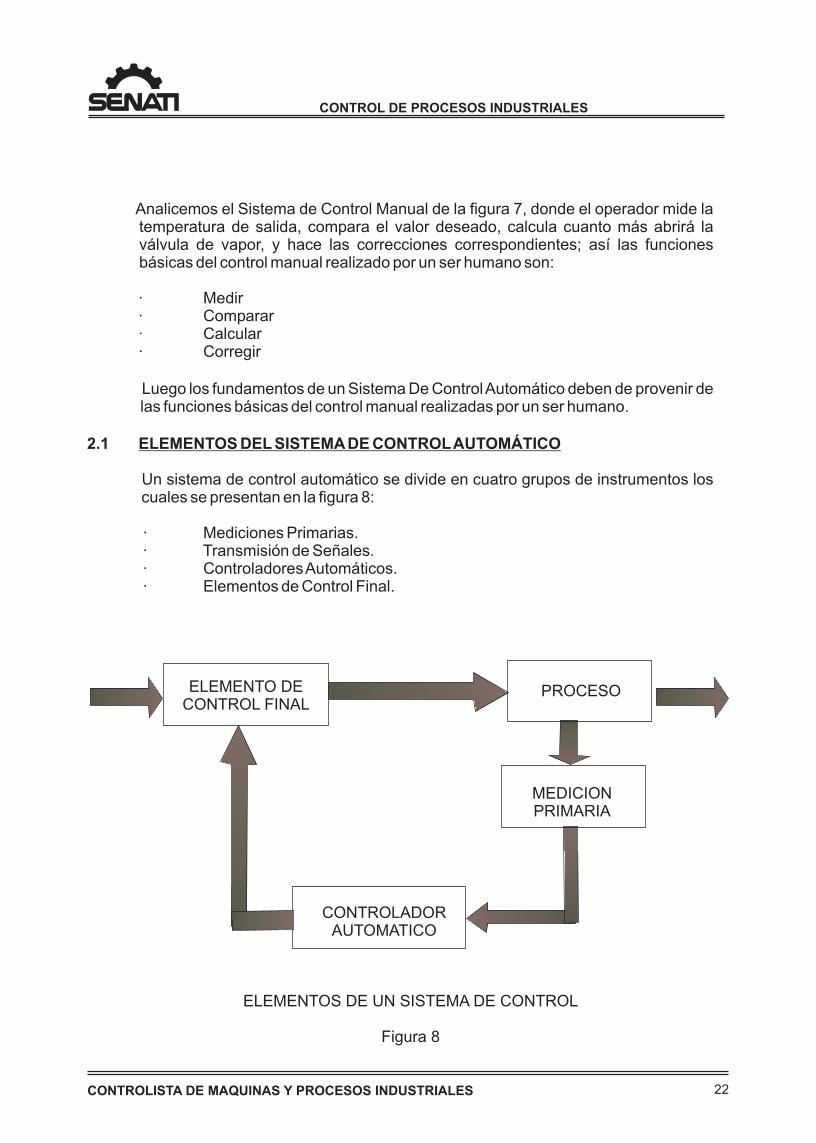
2.1 ELEMENTOS DEL SISTEMA DE CONTROL AUTOMÁTICO
Un sistema de control automático se divide en cuatro grupos de instrumentos los cuales se presentan en la figura 8:
· Mediciones Primarias. · Transmisión de Señales. · Controladores Automáticos. · Elementos de Control Final.
ELEMENTO DECONTROL FINAL
PROCESO
MEDICIONPRIMARIA
CONTROLADORAUTOMATICO
ELEMENTOS DE UN SISTEMA DE CONTROL
Figura 8
23CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
1.3.1. MEDICIONES PRIMARIAS. (ELEMENTO PRIMARIO DE MEDICIÓN)
Los sensores son los elementos primarios de medición de variables del proceso, siendo algunos usados para lectura e indicación y otros para transformar la variable medida en una señal eléctrica, los más usados en la industria son los de nivel, de presión, de temperatura, de flujo, de proximidad entre otros. También son conocidos con el nombre de detectores.
1.3.2 RANSMISIÓN DE SEÑALES. (TRANSMISORES)
Los Transmisores captan la variable del proceso a través del elemento primario y la transmiten a distancia en forma de señal neumática de margen de 3 a 15 psi (libras por pulgada cuadrada) o electrónica de 4 a 20 mA de corriente continua. En muchos casos los transmisores tienen incorporados el elemento primario de medición
Esta señal va hacia la entrada del controlador para ser comparada con el valor de referencia o “set point” determinando el error y la acción de control.
CONTROLADORES AUTOMÁTICOS (CONTROLADORES)
Los Controladores son instrumentos que comparan la variable controlada (presión, nivel, temperatura, flujo) con un valor deseado o “set point”, programado por un operador; emitiendo una señal de corrección hacia el actuador, de acuerdo con la desviación.
Los controladores pueden ser del tipo: neumático, electrónico, analógicos ó digitales; así como las computadoras con tarjetas de adquisición de datos y los PLC (Controladores Lógicos Programables).
ELEMENTOS DE CONTROL FINAL (ACTUADORES)
Los actuadores son los elementos finales de control, tienen por función alterar el valor de la variable manipulada con el fin de corregir o limitar la desviación del valor controlado, respecto al valor deseado. Los fabricantes actualmente proveen una serie de actuadores como: motores, válvulas, relés, y swicthes. A continuación describiremos los actuadores más importantes:
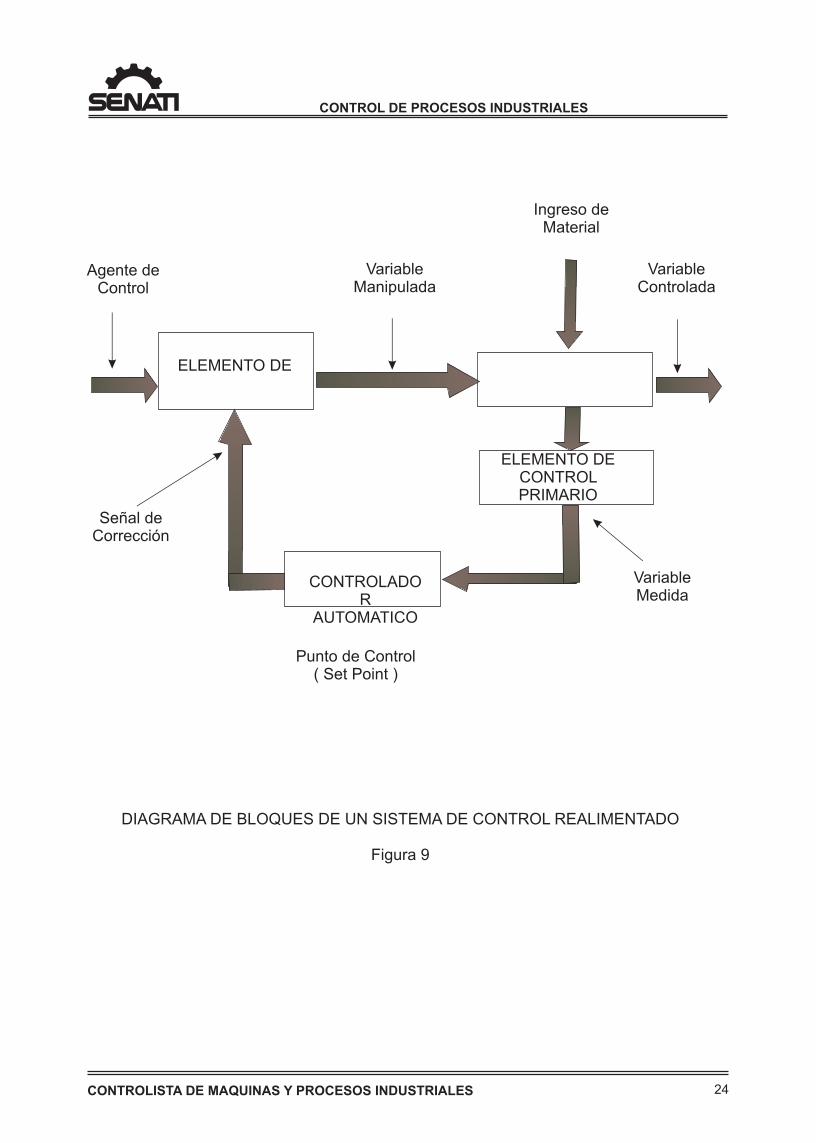
2.2 TERMINOLOGIA DE CONTROL
Dado el Diagrama en bloques de un sistema de control clásico se pueden observar
24CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
Señal deCorrección
ELEMENTO DE
CONTROLADOR
AUTOMATICO
ELEMENTO DECONTROL PRIMARIO
Ingreso de Material
VariableManipulada
VariableControlada
Agente deControl
VariableMedida
Punto de Control( Set Point )
DIAGRAMA DE BLOQUES DE UN SISTEMA DE CONTROL REALIMENTADO
Figura 9
25CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
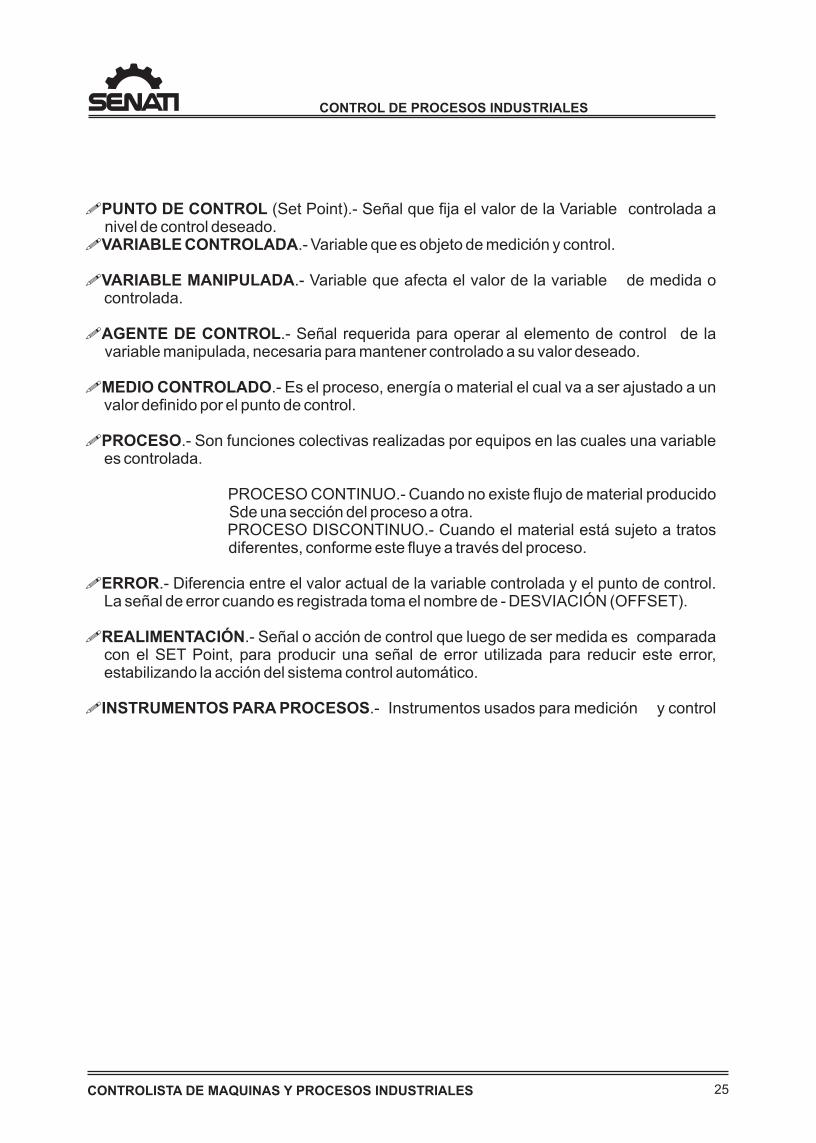
!PUNTO DE CONTROL (Set Point).- Señal que fija el valor de la Variable controlada a nivel de control deseado.
!VARIABLE CONTROLADA.- Variable que es objeto de medición y control.
!VARIABLE MANIPULADA.- Variable que afecta el valor de la variable de medida o controlada.
!AGENTE DE CONTROL.- Señal requerida para operar al elemento de control de la variable manipulada, necesaria para mantener controlado a su valor deseado.
!MEDIO CONTROLADO.- Es el proceso, energía o material el cual va a ser ajustado a un valor definido por el punto de control.
!PROCESO.- Son funciones colectivas realizadas por equipos en las cuales una variable es controlada.
PROCESO CONTINUO.- Cuando no existe flujo de material producido Sde una sección del proceso a otra.
PROCESO DISCONTINUO.- Cuando el material está sujeto a tratos diferentes, conforme este fluye a través del proceso.
!ERROR.- Diferencia entre el valor actual de la variable controlada y el punto de control. La señal de error cuando es registrada toma el nombre de - DESVIACIÓN (OFFSET).
!REALIMENTACIÓN.- Señal o acción de control que luego de ser medida es comparada con el SET Point, para producir una señal de error utilizada para reducir este error, estabilizando la acción del sistema control automático.
!INSTRUMENTOS PARA PROCESOS.- Instrumentos usados para medición y control
26CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
DIAGRAMA DE BLOQUES
1.- GENERALIDADES
Para poder emplear correctamente los sistemas de control es preciso conocer el comportamiento de los distintos elementos que lo componen y saberlo avaluar correctamente para elegir el controlador más adecuado y para poder ajustar de la forma mas conveniente sus parámetros.
Los distintos elementos de un sistema se representan en general mediante un rectángulo con dos flechas. Una de ellas indica la entrada y la otra la salida. Para determinar la respuesta de un elemento en lo que respecta al tiempo y a la amplitud, se aplican repetidas veces a su entrada señales fácilmente reproducibles y se evalúan las señales resultantes que aparecen en su salida.
El comportamiento de un elemento no solo puede representarse mediante la curva correspondiente a la respuesta a un escalón, sino que también puede describirse matemáticamente mediante la “Respuesta de Frecuencia”.
Los distintos elementos de un sistema se representan en general mediante un rectángulo con dos flechas. Una de ellas indica la entrada y la otra la salida. Para determinar la respuesta de un elemento en lo que respecta al tiempo y a la amplitud, se aplican repetidas veces a su entrada señales fácilmente reproducibles y se evalúan las señales resultantes que aparecen en su salida.
La respuesta obtenida de esta forma se denomina Escalón, se obtiene en la salida la respuesta a un Escalón.
El comportamiento de un elemento no solo puede representarse mediante la curva correspondiente a la respuesta a un escalón, sino que también puede describirse matemáticamente mediante la “Función de Transferencia” que también se denomina “Respuesto de Frecuencia”
2.- FUNCIÓN DE TRANSFERENCIA
La función de transferencia (G) contiene la información para obtener la respuesta en régimen transitorio y en régimen permanente del sistema frente a cualquier variación a la entrada, los sistemas de control se calculan utilizando métodos en los que la variable primaria no es el tiempo, sino a la frecuencia. Sin embargo una vez
27CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
G R S
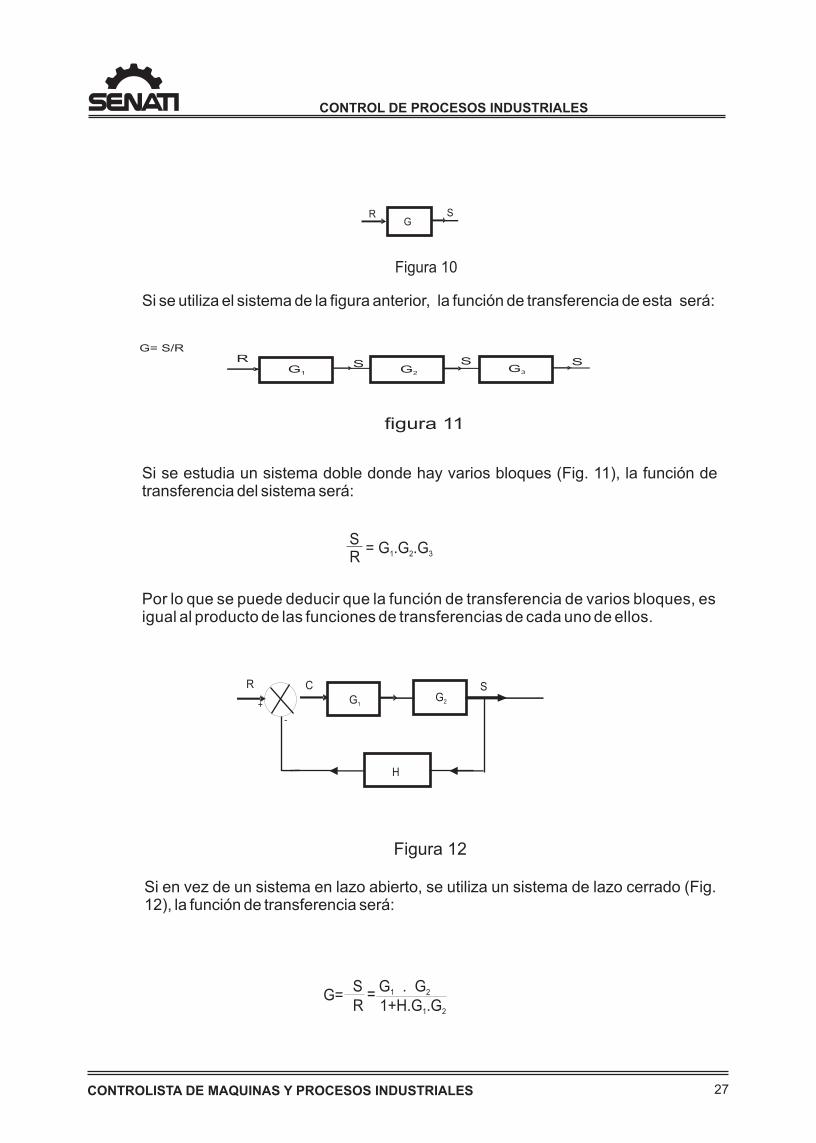
Figura 10
Si se utiliza el sistema de la figura anterior, la función de transferencia de esta será:
G= S/R
G1
RS
G2
SG3
S
figura 11
Si se estudia un sistema doble donde hay varios bloques (Fig. 11), la función de transferencia del sistema será:
SR
= G .G .G1 2 3
Por lo que se puede deducir que la función de transferencia de varios bloques, es igual al producto de las funciones de transferencias de cada uno de ellos.
G1
R C
S
H
G2+
-
Figura 12
Si en vez de un sistema en lazo abierto, se utiliza un sistema de lazo cerrado (Fig. 12), la función de transferencia será:
G=S G . G 1 2
R 1+H.G .G1 2
=
28CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
Donde G1 y G2 son las funciones de transferencia de los, módulos del controlador y H la del lazo del realimentación.
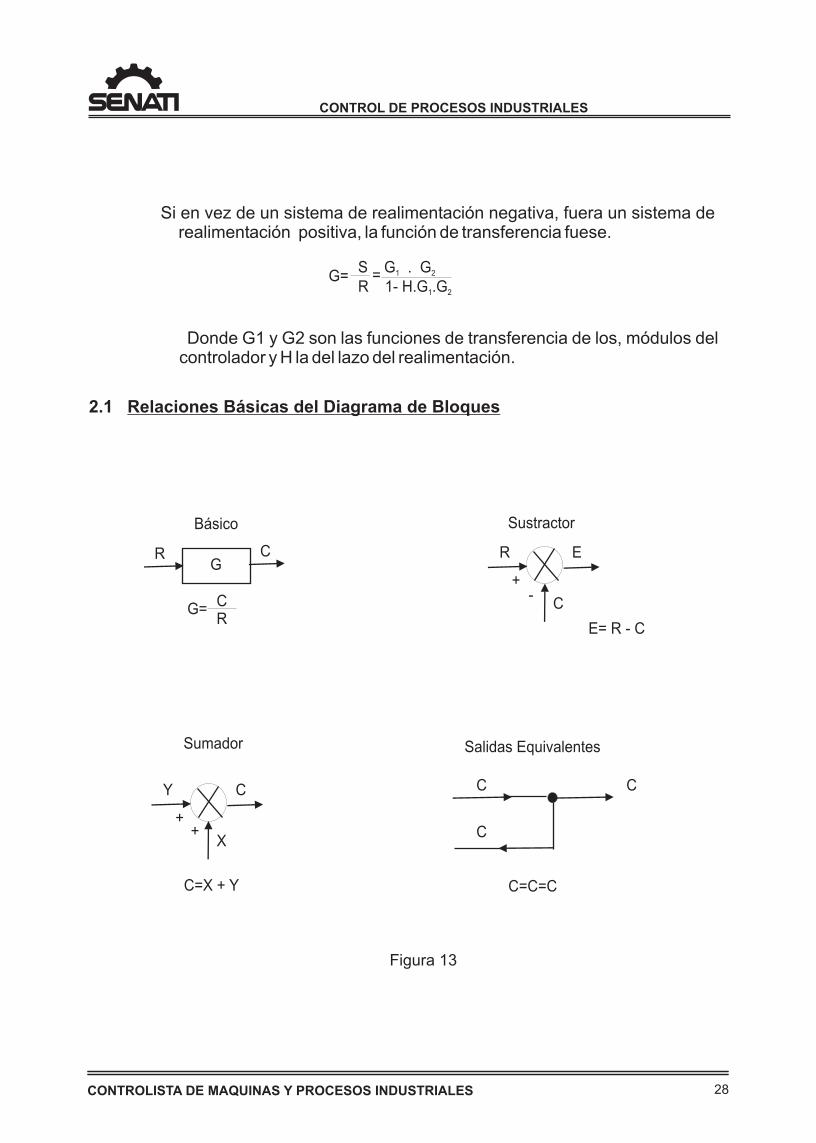
2.1 Relaciones Básicas del Diagrama de Bloques
Si en vez de un sistema de realimentación negativa, fuera un sistema de realimentación positiva, la función de transferencia fuese.
G=S G . G 1 2
R 1- H.G .G1 2
=
Básico
R CG
Sustractor
R E
C
+-
G=E= R - C
CR
Sumador
Y C
X
++
C=X + Y
Salidas Equivalentes
C C
C
C=C=C
Figura 13
29CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
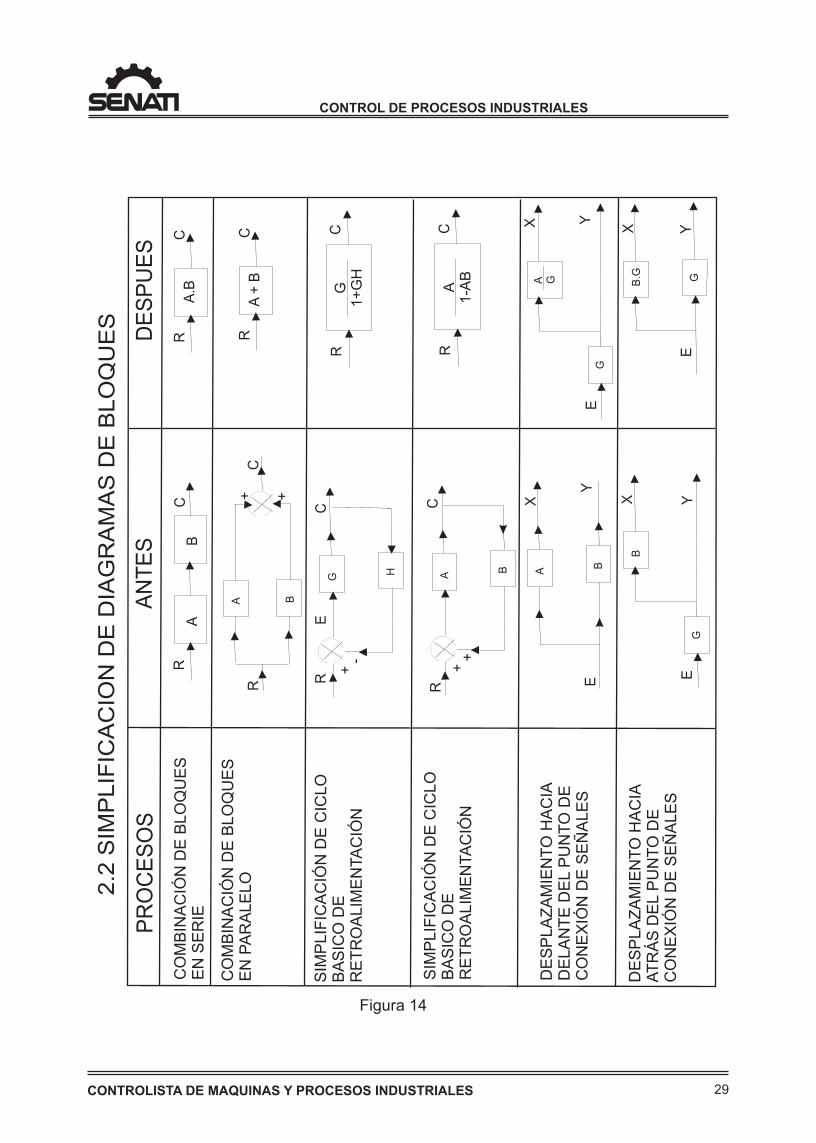
CO
MB
NA
CIÓ
ND
E B
OQ
UE
SI
L
E
SE
IEN
RPR
OC
ES
OS
RA
BR
A.B
AN
TE
SD
ES
PU
ES
CO
MB
AIÓ
NE
BO
QU
ES
INC
D
L
E P
AA
EO
NR
LL
A B
+ +
RA
+ B
SP
LC
AC
ID
E C
LO
IM
IFI
ÓN
IC
BS
ICE
AO
D
RE
TR
OA
LI
ETA
CI
M
NÓ
N+
-
G H
C
RC
ER
G1
+G
H
SIM
LF
ICA
CÓ
N D
IC
LO
P
II
EC
BA
SIC
DE
O
R
ET
RO
AL
ME
NTA
CIÓ
N
I+
+
A B
RA
1-A
B
DE
SL
ZA
MA
IA
PA
IEN
TO
HC
DE
LA
NT
E D
L P
UN
EE
TO
D
CO
NX
ÓN
E
ÑL
SE
ID
SE
AE
A B
X
YE
DE
SA
ZM
IT
O
AC
A
PL
AE
NH
IA
TÁ
S D
EL P
UN
TD
RO
E
C
ON
ÓN
DS
AL
ES
EX
I
E
EÑ
B
G
A G
G
B.G
E
G
C C C C X Y
E2
.2 S
IMP
LIF
ICA
CIO
N D
E D
IAG
RA
MA
S D
BL
OQ
UE
S
RC
RC
E
X YE
YX
Figura 14
30CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
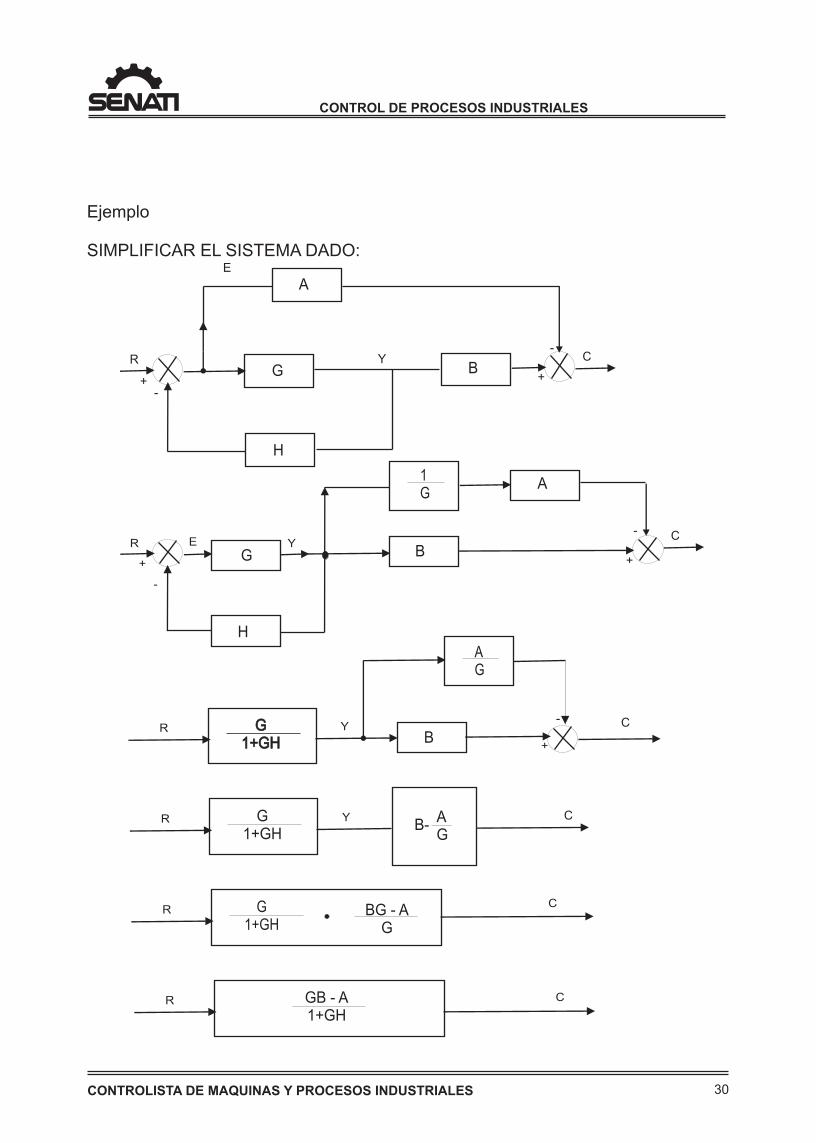
Ejemplo
SIMPLIFICAR EL SISTEMA DADO:
R
+-
Y C
+
-
E
A
G
H
B
R
+ +
-
-
E YG
H
B
A1G
G1+GH
G1+GH
R Y C
B
AG
-
+
G1+GH
R YB- A
G
C
G 1+GH
RC
GB - A1+GH
R
BG - AG
C
C
31CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
TAREA 2TAREA 2TAREA 2TAREA 2
OPERACIÓN DE UN
SISTEMA DE CONTROL
AUTOMÁTICO DE PROCESOS
32
01
02
03
CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
OPERACIONESN°
PZA. CANT.
TIEMPO:
ESCALA:
HT
DENOMINACIÓN - NORMA / DIMENSIONES
HOJA:
OBSERVACIONES
2004
MATERIALES / INSTRUMENTOS
MATERIAL
REF.
1/1
01 01
02
LARMLARM
ACKACK STOPFEEDSTOPFEED
ENTERENTER EXITEXIT
NONO
PRINTPRINT
YESYES
DISPDISP PROGPROG FUNCFUNC
11 22 33 44 55 66 77 88
LOVE CONTROLLOVE CONTROL
SELFSELF TUNETUNE PLUSPLUS MADE IN USAMADE IN USA
INDEXINDEX ENTERENTER
LOVELOVE CONTROL CORPCONTROL CORP
ALAL
SPSP 11
SPSP 22OO FFOOCC
PVPV
SVSV
POWERPOWER
ZEROZERO
SPANSPAN
CONTROLADOR
TRANSMISOR
CONTROLADOR
TERMOCUPLA
ELEMENTO FINALDE CONTROL
RESISTENCIACALEFACTORA
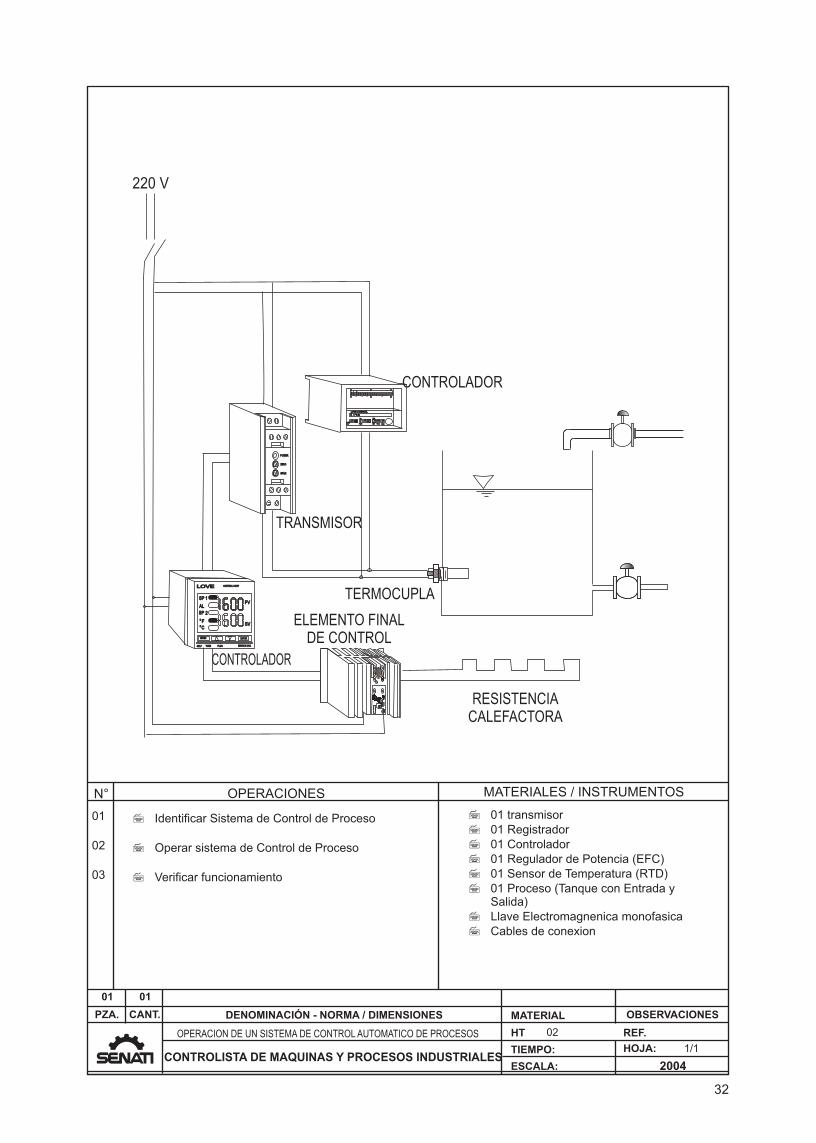
220 V
7 Identificar Sistema de Control de Proceso
7 Operar sistema de Control de Proceso
7 Verificar funcionamiento
7 01 transmisor7 01 Registrador7 01 Controlador7 01 Regulador de Potencia (EFC) 7 01 Sensor de Temperatura (RTD)7 01 Proceso (Tanque con Entrada y
Salida)7 Llave Electromagnenica monofasica7 Cables de conexion
OPERACION DE UN SISTEMA DE CONTROL AUTOMATICO DE PROCESOS
33CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
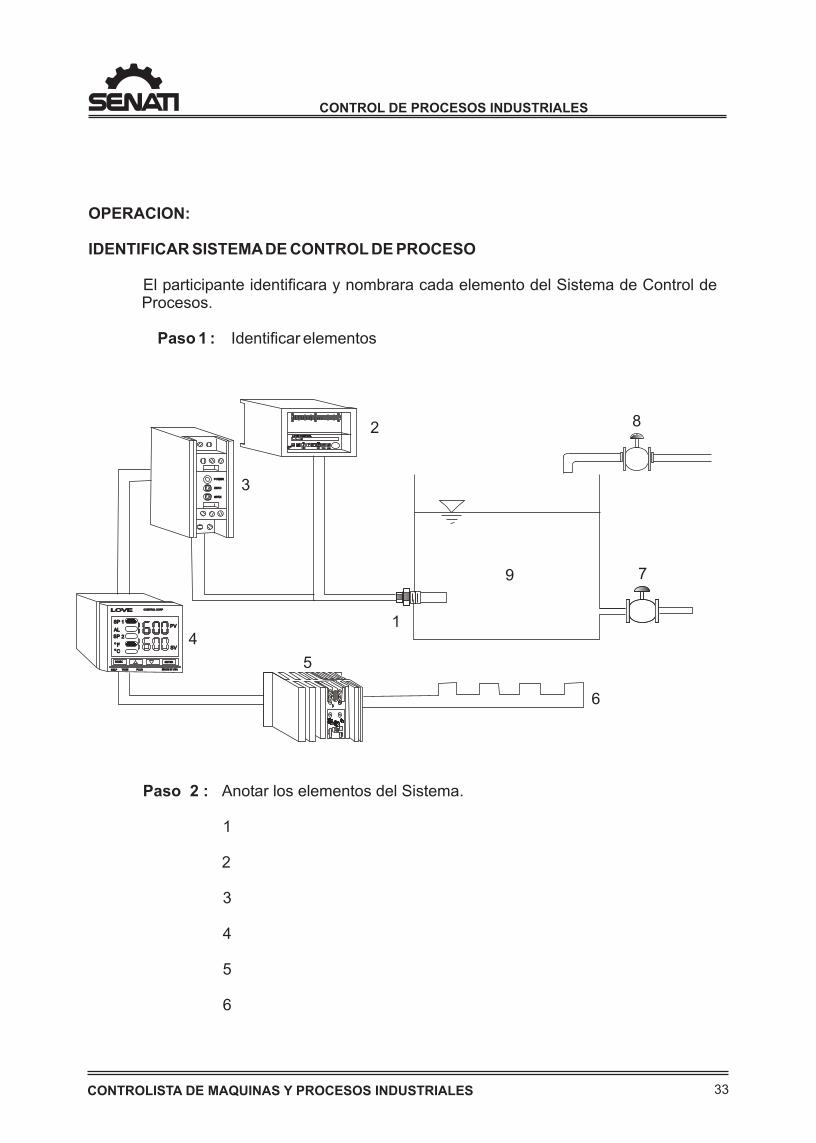
OPERACION:
IDENTIFICAR SISTEMA DE CONTROL DE PROCESO
El participante identificara y nombrara cada elemento del Sistema de Control de Procesos.
Paso 1 : Identificar elementos
SELFSELF TUNETUNE PLUSPLUS MADE IN USAMADE IN USA
INDEXINDEX ENTERENTER
LOVELOVE CONTROL CORPCONTROL CORP
ALAL
SPSP 11
SPSP 22OO FFOOCC
PVPV
SVSV
POWERPOWER
ZEROZERO
SPANSPAN
LARMLARM
ACKACK STOPFEEDSTOPFEED
ENTERENTER EXITEXIT
NONO
PRINTPRINT
YESYES
DISPDISP PROGPROG FUNCFUNC
11 22 33 44 55 66 77 88
LOVE CONTROLLOVE CONTROL
1
2
3
4
5
6
7
8
9
Paso 2 : Anotar los elementos del Sistema.
1
2
3
4
5
6
34CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
7
8
9
OPERACION:
OPERAR SISTEMA DE CONTROL DE PROCESO.
En esta operacion se dara energia a los elementos instalados en el sistema de control y se probara funcionamiento.
Paso 1 : Energizar el Sistema de Control.
Paso 2 : Programar el Controlador para un control proporcional con I = 0, D = 0
Paso 3 : Ajustar el Set point en 60º C
OPERACION:
VERIFICAR FUNCIONAMIENTO.
Paso 1 : Observar y anotar el tiempo que demora el proceso en llegar a 60ºC
Paso 2 : Graficar la curva de respuesta de respuesta del proceso y verificar su funcionamiento.
Paso 3 : Aumentar el nivel de agua y verificar que el sistema que el Sistema funciona.
35CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
DOCUMENTACIÓN DE LOS SISTEMAS DE CONTROL. (IDENTIFICACIÓN Y SIMBOLOGÍA DE INSTRUMENTOS)
Todos los diagramas de control de procesos están compuestos de símbolos,identificaciones y líneas, para la representación gráfica de ideas, conceptos y aparatos involucrados en el proceso; a su vez, describen las funciones a desempeñar y las interconexiones entre ellos.
Estos símbolos e identificaciones son usados para ayudar a atender el proceso y proporcionar información acerca del mismo.
En el área de medición y control se usa un conjunto estándar de símbolos para preparar esquemas de los sistemas de control de procesos. Los símbolos usados en estos diagramas están generalmente basados en los estándares ISA (Sociedad de Instrumentos de América) y ANSI (Instituto de Estándares Americano)
El simbolismo e identificación pueden representar dispositivos de máquinas y funciones, el grado de detalle de las representaciones depende del uso de los símbolos, pueden ser extremadamente simples o complejos.
El símbolo y la identificación son herramientas gráficas utilizadas para lograr captar una imagen gráfica, usadas frecuentemente como un medio electrónico para clasificar documentos y mostrar la forma de instrumentar y controlar un proceso.
Al realizar una representación documentada se debe presentar conceptos generales, dibujos más detallados, especificaciones narrativas, esquemas y otros necesarios, para cumplir con los objetivos de las herramientas de comunicación estandarizados según las normas Internacionales de la “Instrumental Society of America” (ISA).
. Finalmente el uso de estos símbolos de identificación debe servir para comunicar conceptos de las formas más sencilla, clara y exactamente posible.
36CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
1 SIMBOLISMO
El simbolismo es un proceso abstracto en el cual las características salientes de los dispositivos o funciones son representados de forma simple por figuras geométricas como círculos, rombos, triángulos y otros para escribir caracteres como letras y números identificando la ubicación y el tipo de instrumento a ser utilizado.
Entre los símbolos más empleados tenemos:
1.1 FIGURAS GEOMÉTRICAS Las figuras geométricas son usadas para representar funciones de medición y
control en el proceso, así como dispositivos y sistemas; para la cual se utilizan:
· CÍRCULOS
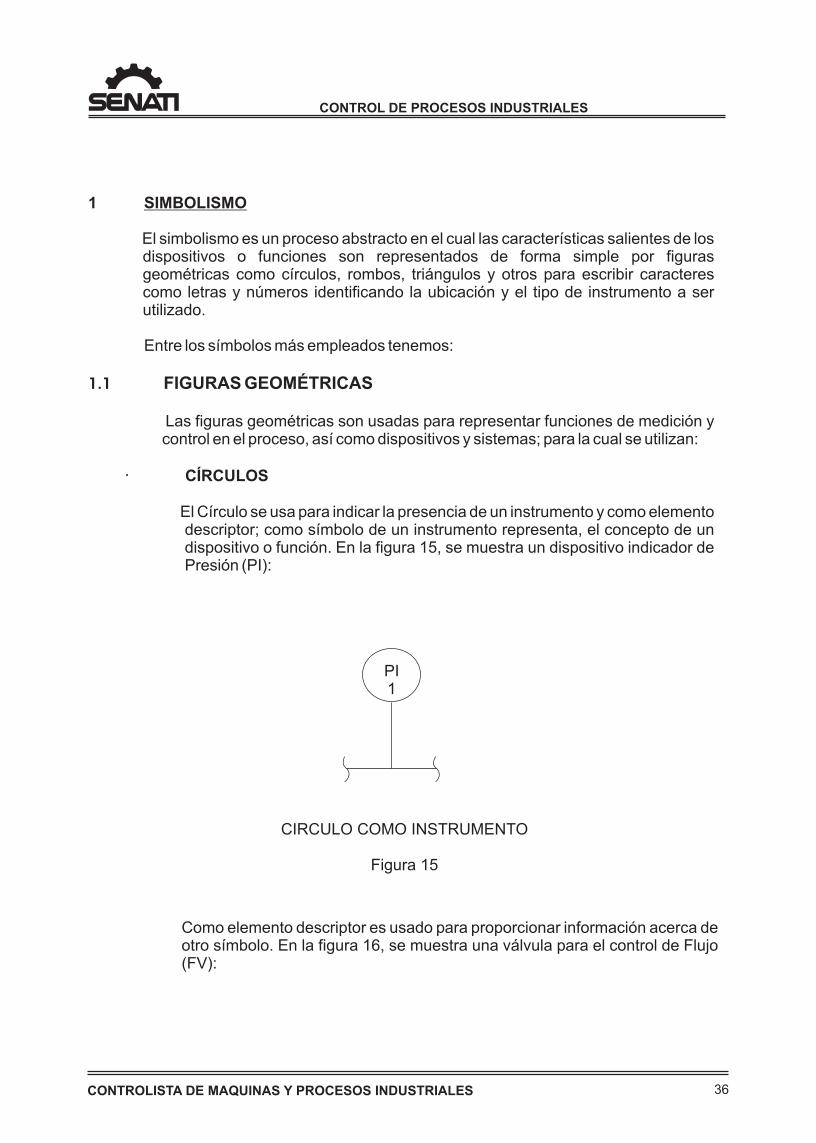
El Círculo se usa para indicar la presencia de un instrumento y como elemento descriptor; como símbolo de un instrumento representa, el concepto de un dispositivo o función. En la figura 15, se muestra un dispositivo indicador de Presión (PI):
CIRCULO COMO INSTRUMENTO
Figura 15
PI1
Como elemento descriptor es usado para proporcionar información acerca de otro símbolo. En la figura 16, se muestra una válvula para el control de Flujo (FV):
37CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
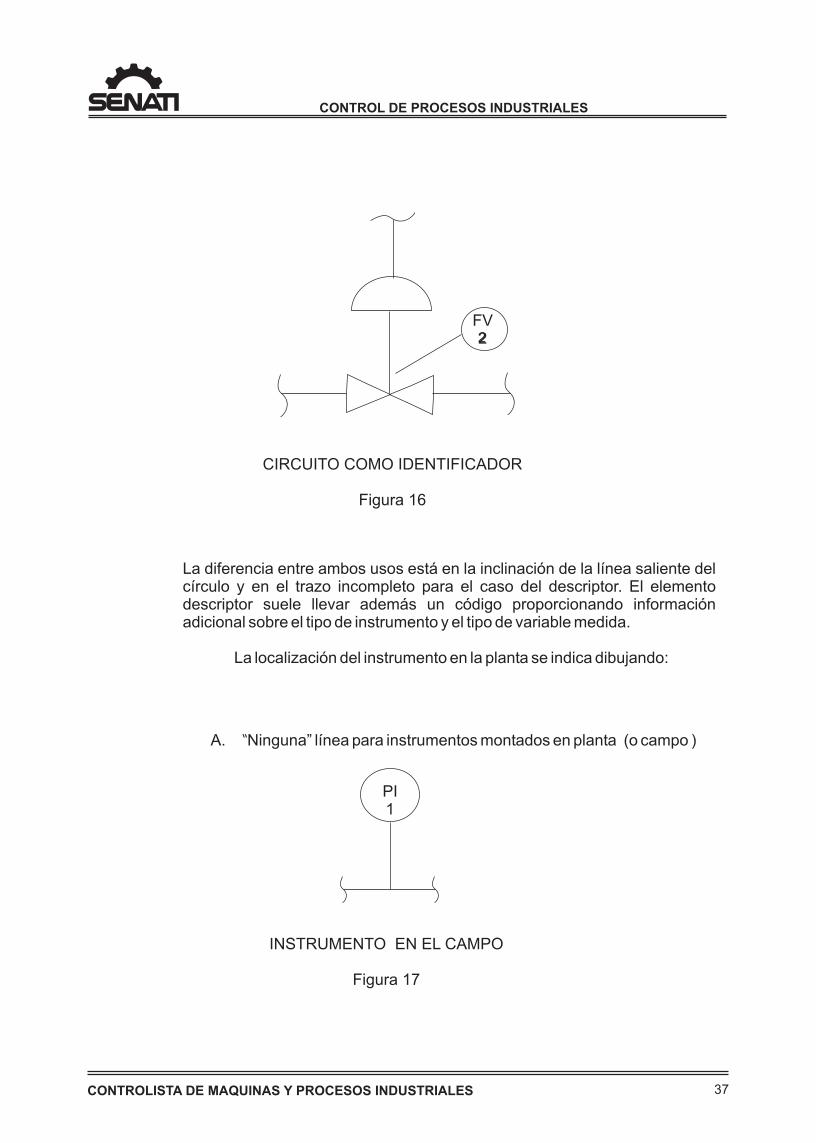
CIRCUITO COMO IDENTIFICADOR
Figura 16
La diferencia entre ambos usos está en la inclinación de la línea saliente del círculo y en el trazo incompleto para el caso del descriptor. El elemento descriptor suele llevar además un código proporcionando información adicional sobre el tipo de instrumento y el tipo de variable medida.
La localización del instrumento en la planta se indica dibujando:
A. “Ninguna” línea para instrumentos montados en planta (o campo )
INSTRUMENTO EN EL CAMPO
Figura 17
FV22
PI1
38CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
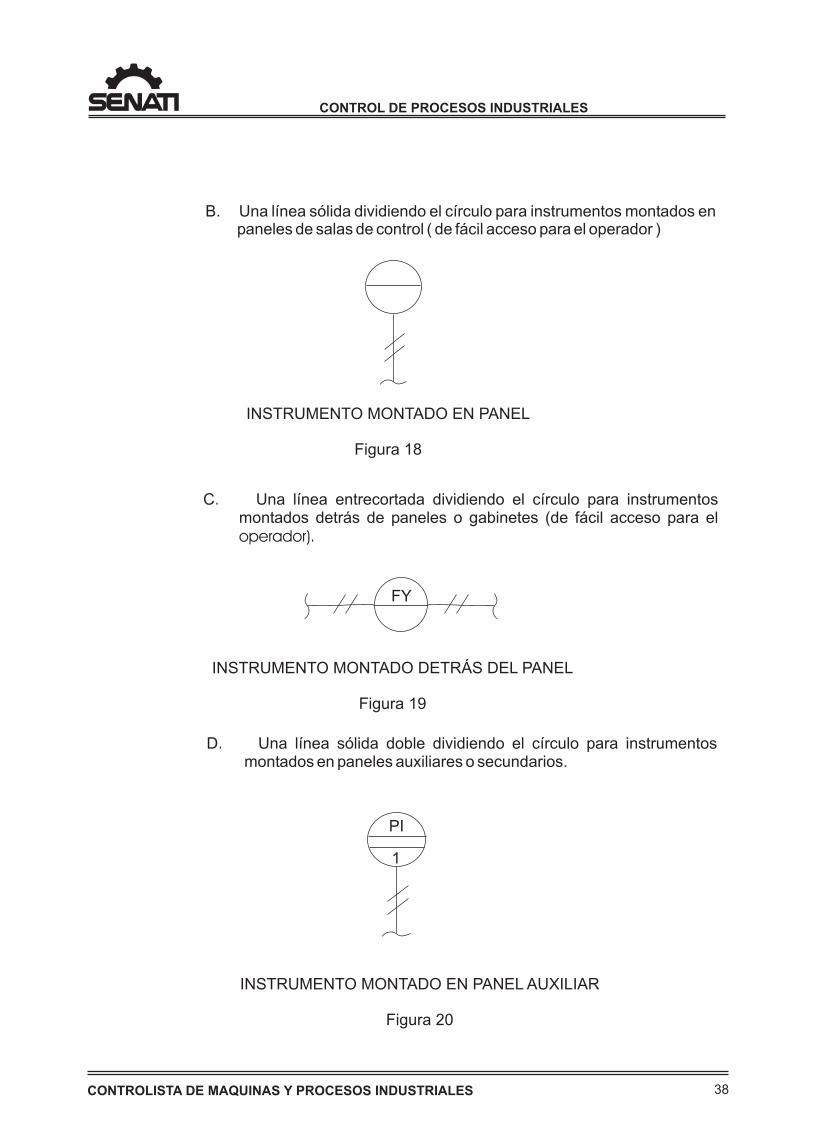
B. Una línea sólida dividiendo el círculo para instrumentos montados en paneles de salas de control ( de fácil acceso para el operador )
INSTRUMENTO MONTADO EN PANEL
Figura 18
C. Una línea entrecortada dividiendo el círculo para instrumentos montados detrás de paneles o gabinetes (de fácil acceso para el operador).
FY
INSTRUMENTO MONTADO DETRÁS DEL PANEL
Figura 19
D. Una línea sólida doble dividiendo el círculo para instrumentos montados en paneles auxiliares o secundarios.
PI
1
INSTRUMENTO MONTADO EN PANEL AUXILIAR
Figura 20
39CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
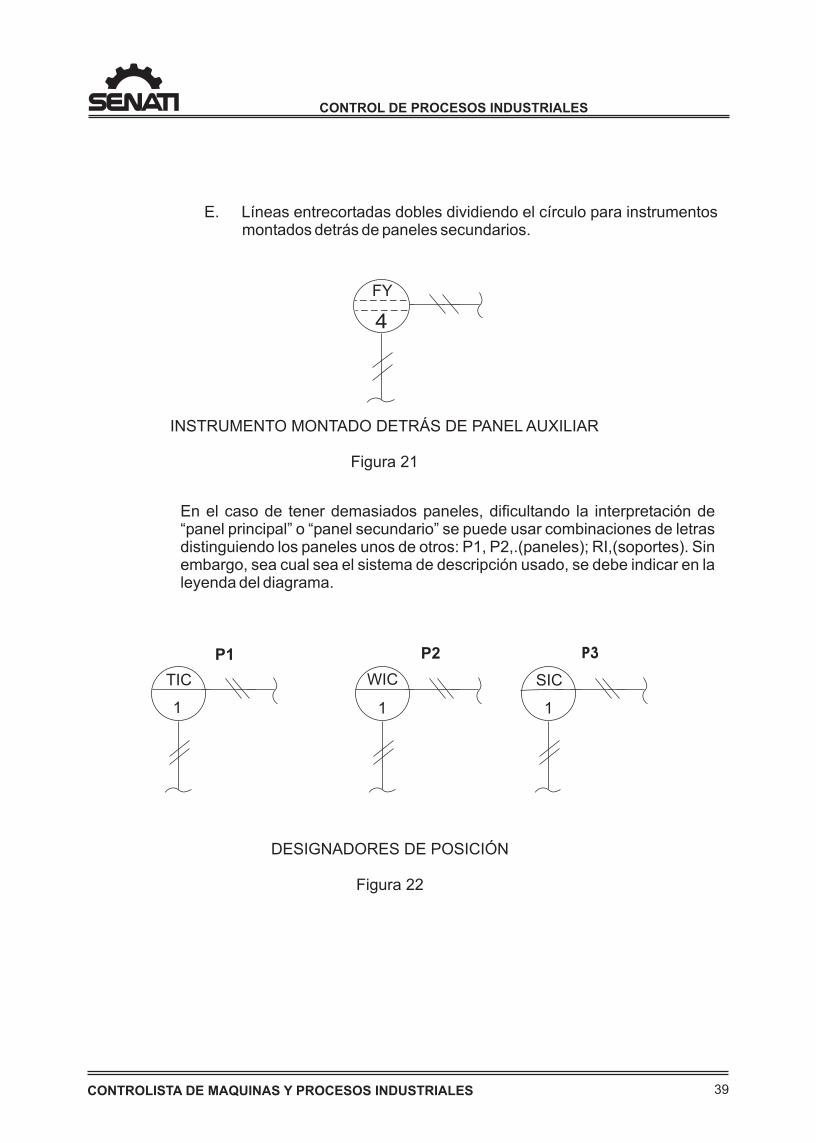
E. Líneas entrecortadas dobles dividiendo el círculo para instrumentos montados detrás de paneles secundarios.
FY
4
INSTRUMENTO MONTADO DETRÁS DE PANEL AUXILIAR
Figura 21
En el caso de tener demasiados paneles, dificultando la interpretación de “panel principal” o “panel secundario” se puede usar combinaciones de letras distinguiendo los paneles unos de otros: P1, P2,.(paneles); RI,(soportes). Sin embargo, sea cual sea el sistema de descripción usado, se debe indicar en la leyenda del diagrama.
DESIGNADORES DE POSICIÓN
Figura 22
TIC WIC SIC
P1 P2 P3
1 1 1
40CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
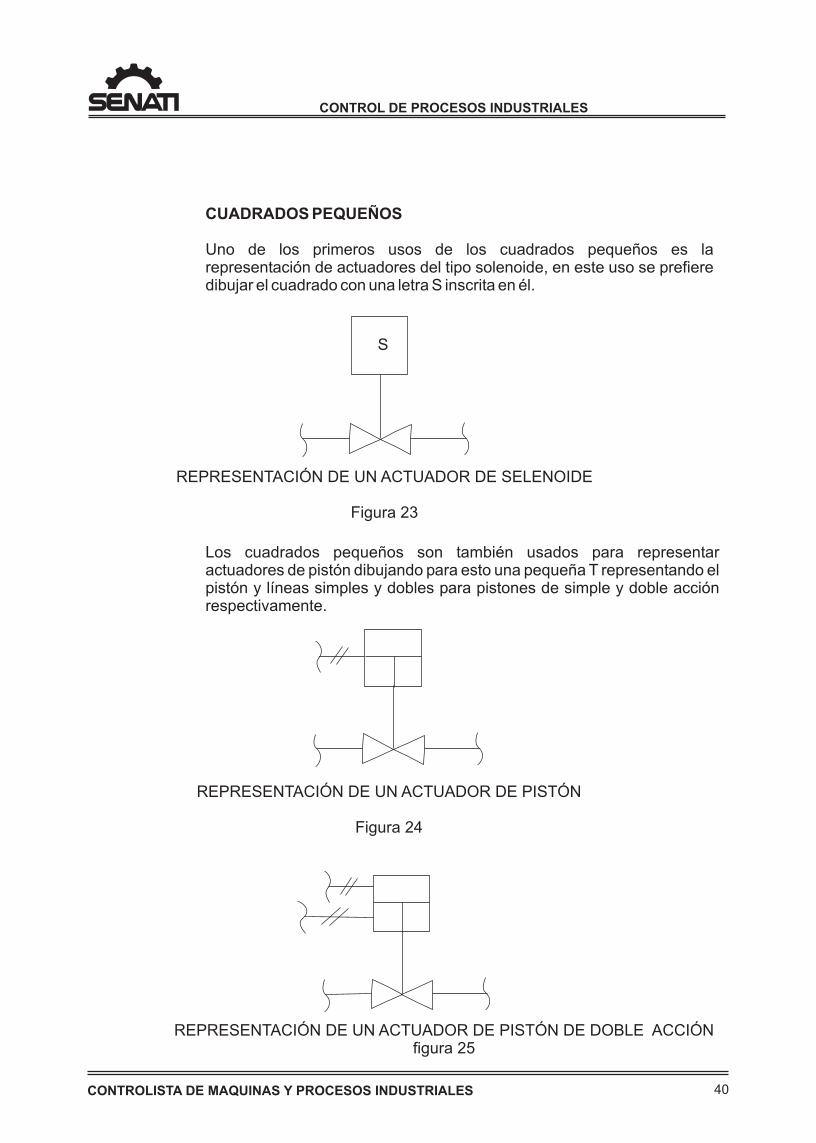
CUADRADOS PEQUEÑOS
Uno de los primeros usos de los cuadrados pequeños es la representación de actuadores del tipo solenoide, en este uso se prefiere dibujar el cuadrado con una letra S inscrita en él.
S
REPRESENTACIÓN DE UN ACTUADOR DE SELENOIDE
Figura 23
Los cuadrados pequeños son también usados para representar actuadores de pistón dibujando para esto una pequeña T representando el pistón y líneas simples y dobles para pistones de simple y doble acción respectivamente.
REPRESENTACIÓN DE UN ACTUADOR DE PISTÓN
Figura 24
REPRESENTACIÓN DE UN ACTUADOR DE PISTÓN DE DOBLE ACCIÓNfigura 25
41CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
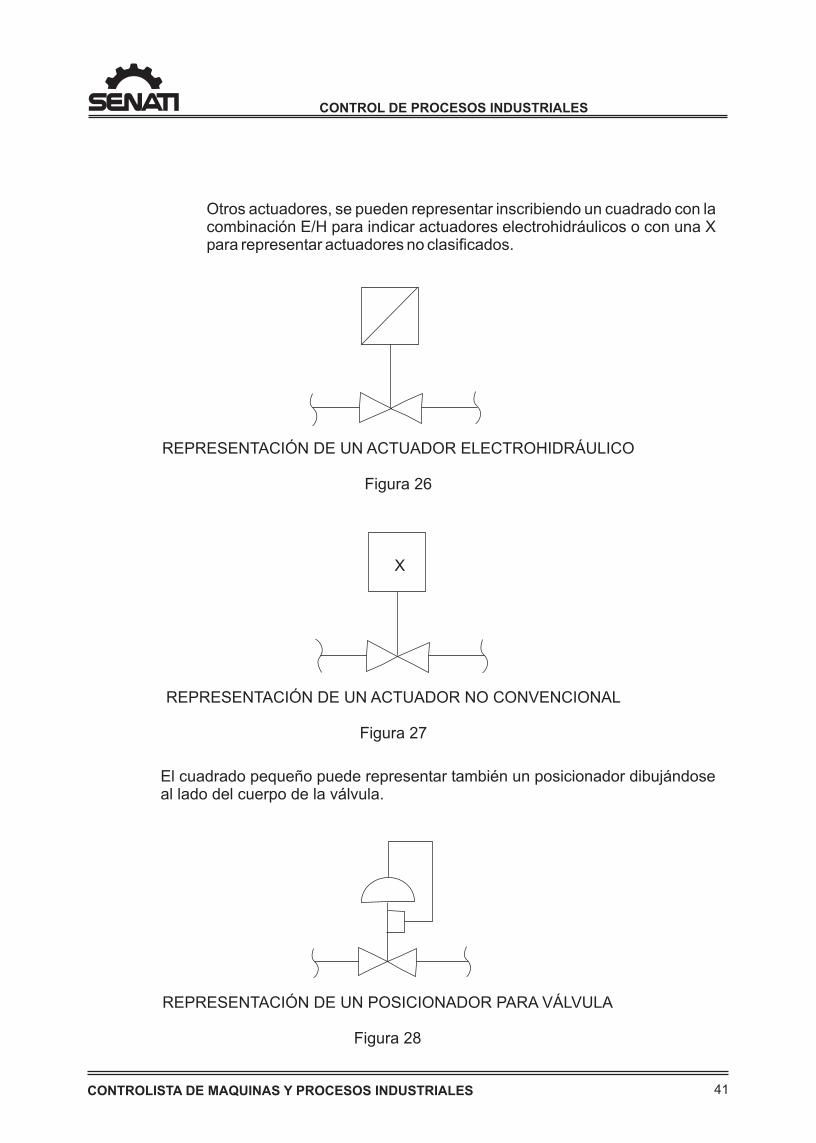
Otros actuadores, se pueden representar inscribiendo un cuadrado con la combinación E/H para indicar actuadores electrohidráulicos o con una X para representar actuadores no clasificados.
REPRESENTACIÓN DE UN ACTUADOR ELECTROHIDRÁULICO
Figura 26
X
REPRESENTACIÓN DE UN ACTUADOR NO CONVENCIONAL
Figura 27
El cuadrado pequeño puede representar también un posicionador dibujándose al lado del cuerpo de la válvula.
REPRESENTACIÓN DE UN POSICIONADOR PARA VÁLVULA
Figura 28
42CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
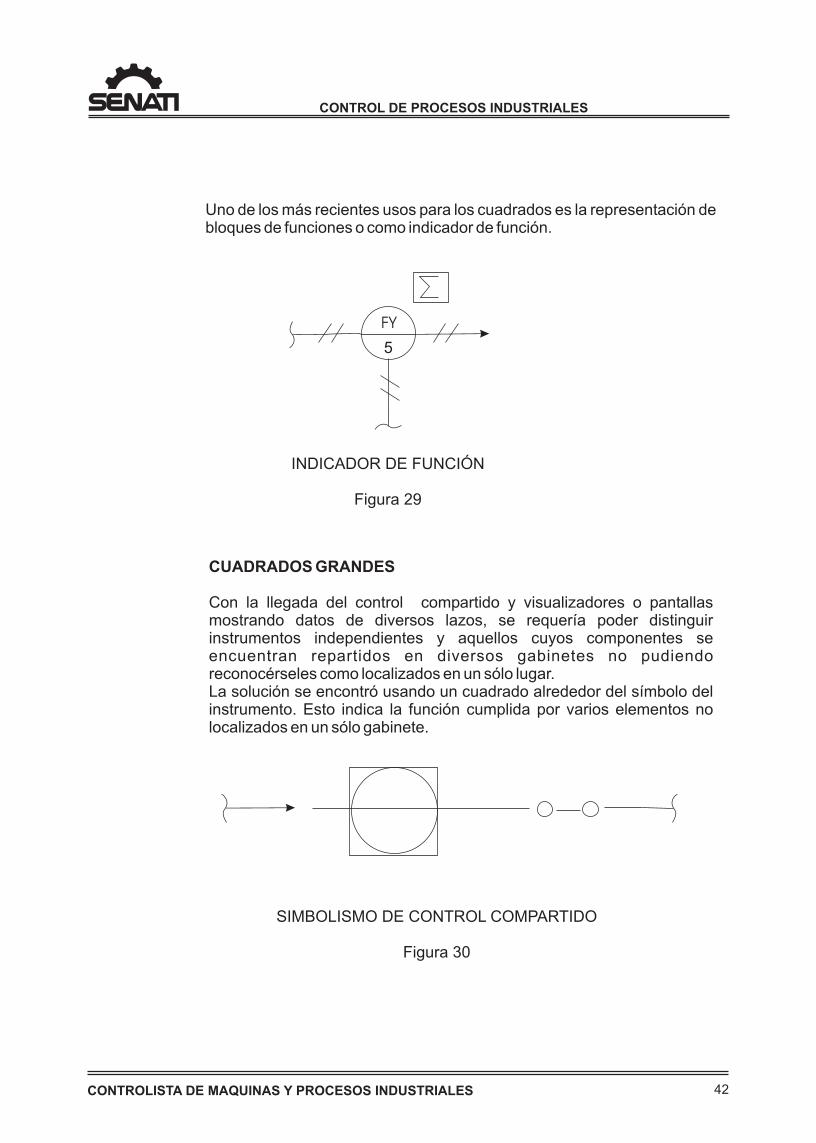
Uno de los más recientes usos para los cuadrados es la representación de bloques de funciones o como indicador de función.
INDICADOR DE FUNCIÓN
Figura 29
CUADRADOS GRANDES
Con la llegada del control compartido y visualizadores o pantallas mostrando datos de diversos lazos, se requería poder distinguir instrumentos independientes y aquellos cuyos componentes se encuentran repartidos en diversos gabinetes no pudiendo reconocérseles como localizados en un sólo lugar.La solución se encontró usando un cuadrado alrededor del símbolo del instrumento. Esto indica la función cumplida por varios elementos no localizados en un sólo gabinete.
SIMBOLISMO DE CONTROL COMPARTIDO
Figura 30
5
FY
43CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
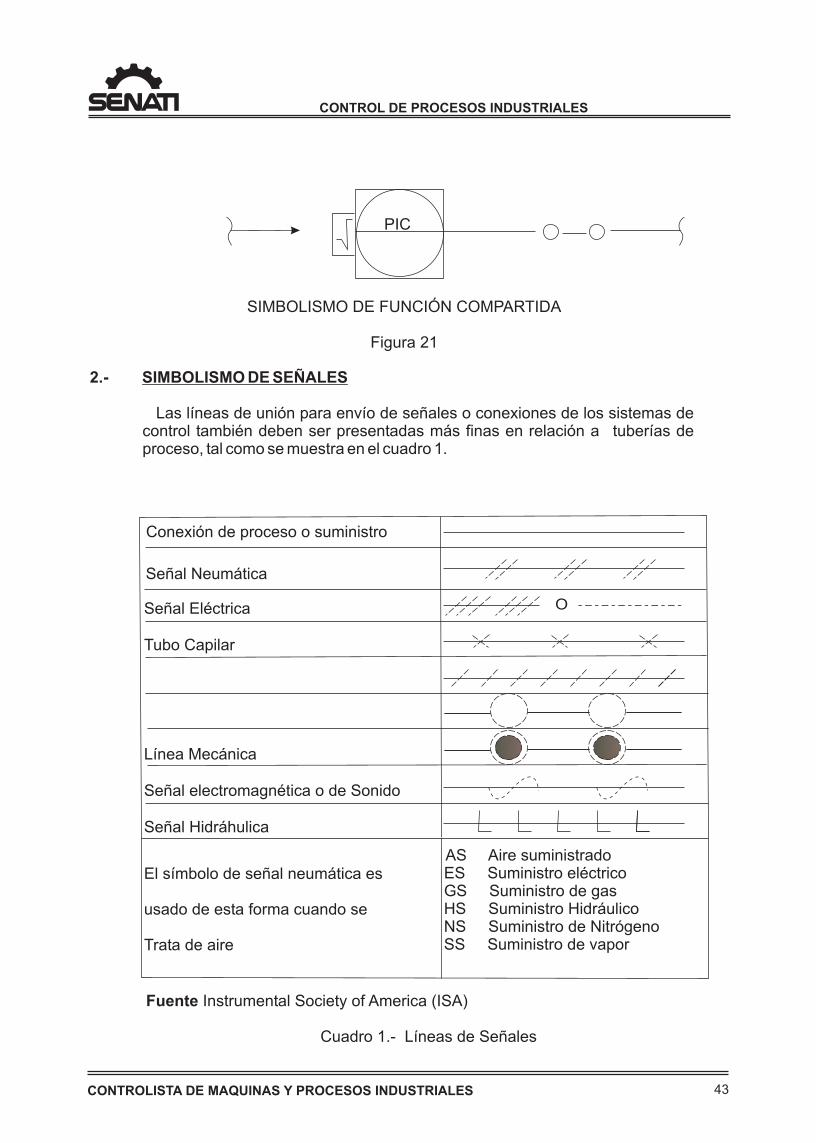
PIC
SIMBOLISMO DE FUNCIÓN COMPARTIDA
Figura 21
2.- SIMBOLISMO DE SEÑALES
Las líneas de unión para envío de señales o conexiones de los sistemas de control también deben ser presentadas más finas en relación a tuberías de proceso, tal como se muestra en el cuadro 1.
Fuente Instrumental Society of America (ISA)
Cuadro 1.- Líneas de Señales
Conexión de proceso o suministro
Señal Neumática
Señal Eléctrica
Tubo Capilar
Línea Mecánica
Señal electromagnética o de Sonido
Señal Hidráhulica
El símbolo de señal neumática es
usado de esta forma cuando se
Trata de aire
AS Aire suministrado ES Suministro eléctrico GS Suministro de gas HS Suministro Hidráulico NS Suministro de Nitrógeno SS Suministro de vapor
O
44CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
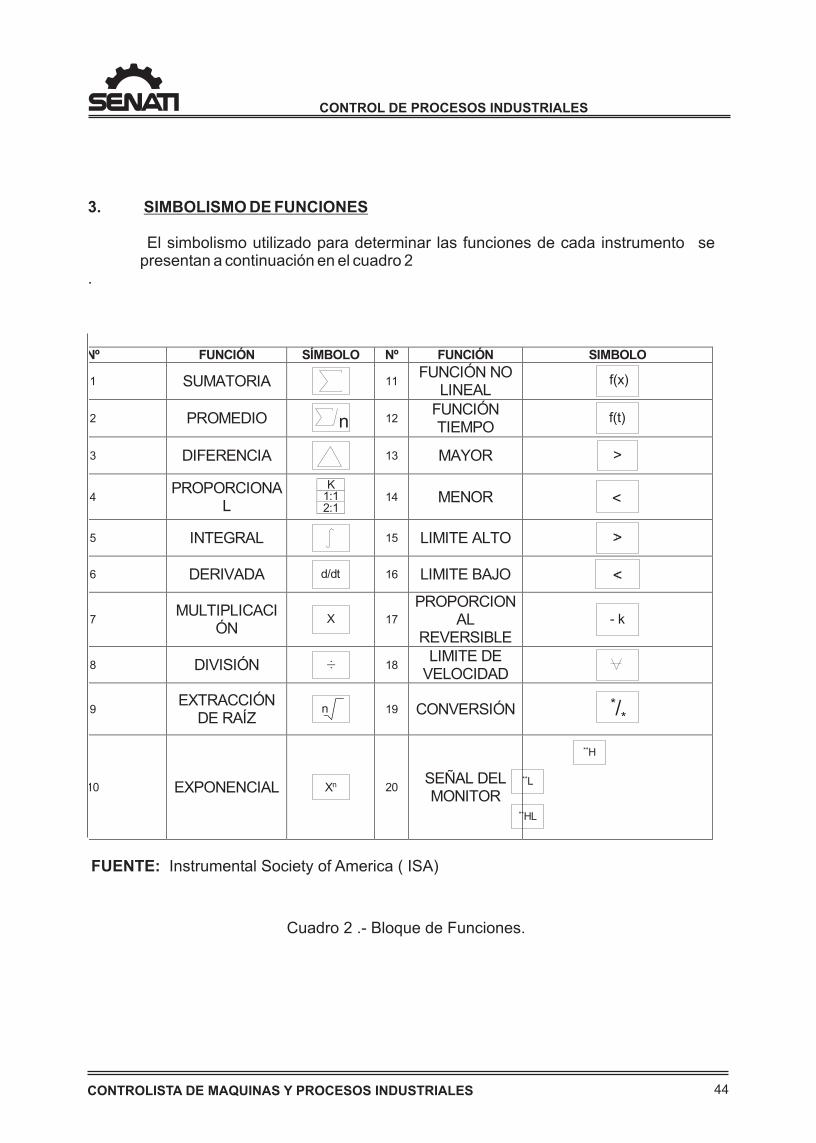
3. SIMBOLISMO DE FUNCIONES
El simbolismo utilizado para determinar las funciones de cada instrumento se presentan a continuación en el cuadro 2
.
FUENTE: Instrumental Society of America ( ISA)
Cuadro 2 .- Bloque de Funciones.
**H
**L
**HL
Nº FUNCIÓN SÍMBOLO Nº FUNCIÓN SIMBOLO
1 SUMATORIA
11 FUNCIÓN NO
LINEAL f(x)
2 PROMEDIO n 12
FUNCIÓN TIEMPO
f(t)
3 DIFERENCIA
13 MAYOR >
4 PROPORCIONA
L
K1:12:1
14 MENOR
>
5 INTEGRAL
15 LIMITE ALTO >
6 DERIVADA d/dt
16 LIMITE BAJO >
7 MULTIPLICACI
ÓN X
17
PROPORCIONAL
REVERSIBLE - k
8 DIVISIÓN
18 LIMITE DE
VELOCIDAD
9 EXTRACCIÓN
DE RAÍZ n
19 CONVERSIÓN */*
10 EXPONENCIAL Xn
20
SEÑAL DEL MONITOR
45CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
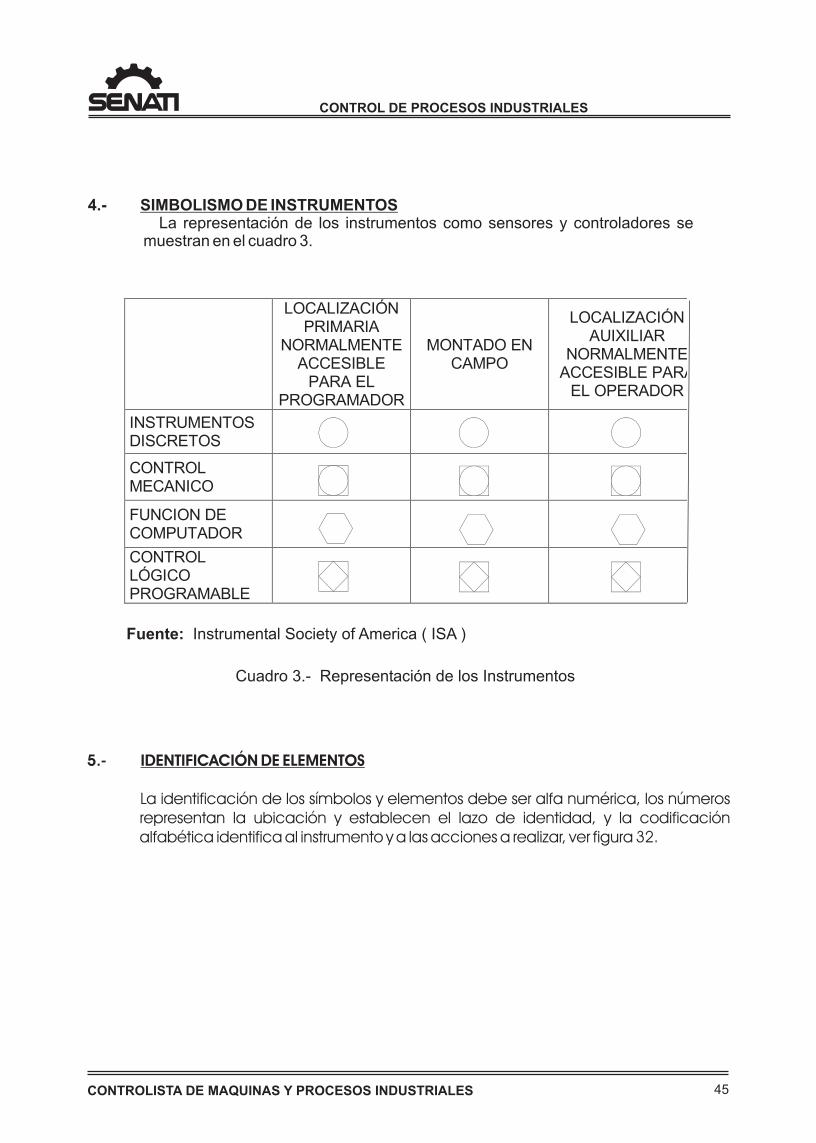
4.- SIMBOLISMO DE INSTRUMENTOS La representación de los instrumentos como sensores y controladores se
muestran en el cuadro 3.
LOCALIZACIÓN PRIMARIA
NORMALMENTE ACCESIBLE
PARA EL PROGRAMADOR
MONTADO EN CAMPO
LOCALIZACIÓN AUIXILIAR
NORMALMENTE ACCESIBLE PARA
EL OPERADOR
INSTRUMENTOS DISCRETOS
CONTROL MECANICO
FUNCION DE COMPUTADOR
CONTROL LÓGICO PROGRAMABLE
Fuente: Instrumental Society of America ( ISA )
Cuadro 3.- Representación de los Instrumentos
5.- IDENTIFICACIÓN DE ELEMENTOS
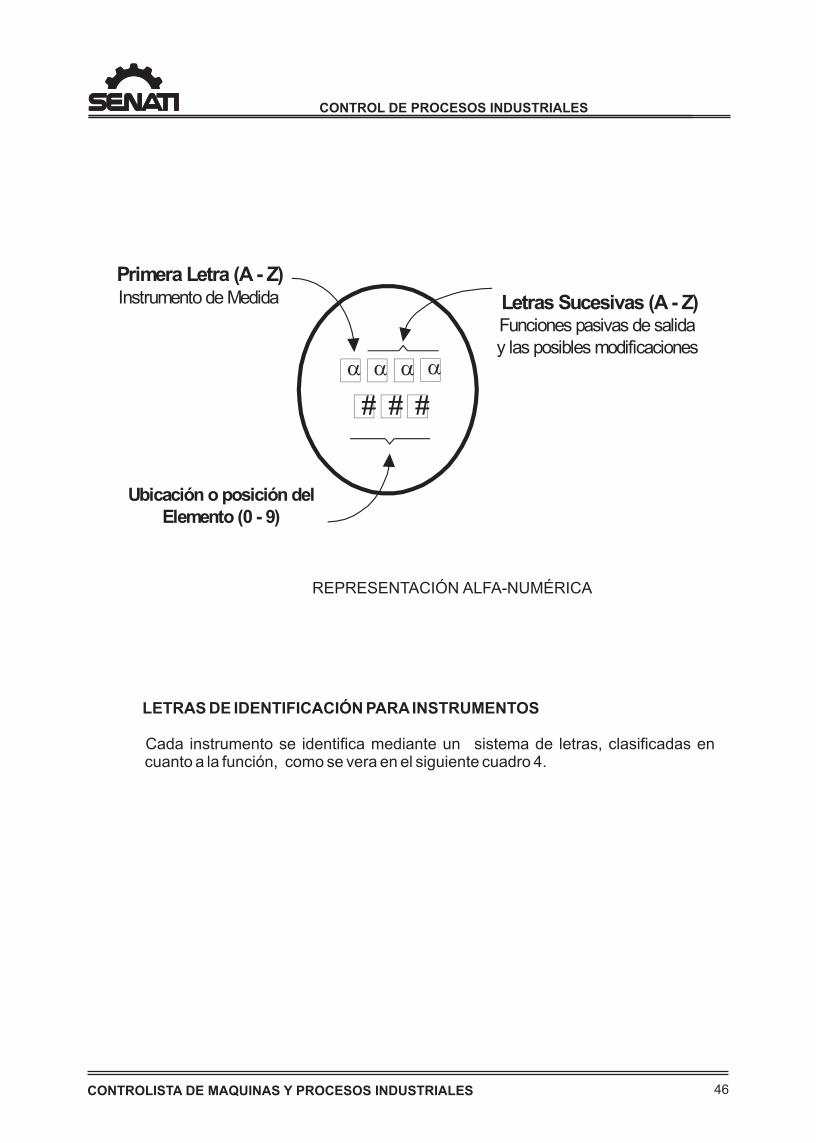
La identificación de los símbolos y elementos debe ser alfa numérica, los números representan la ubicación y establecen el lazo de identidad, y la codificación alfabética identifica al instrumento y a las acciones a realizar, ver figura 32.
46CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
a a a a
# # #
Ubicación o posición delElemento (0 - 9)
Primera Letra (A - Z)Instrumento de Medida Letras Sucesivas (A - Z)
Funciones pasivas de saliday las posibles modificaciones
REPRESENTACIÓN ALFA-NUMÉRICA
LETRAS DE IDENTIFICACIÓN PARA INSTRUMENTOS
Cada instrumento se identifica mediante un sistema de letras, clasificadas en cuanto a la función, como se vera en el siguiente cuadro 4.
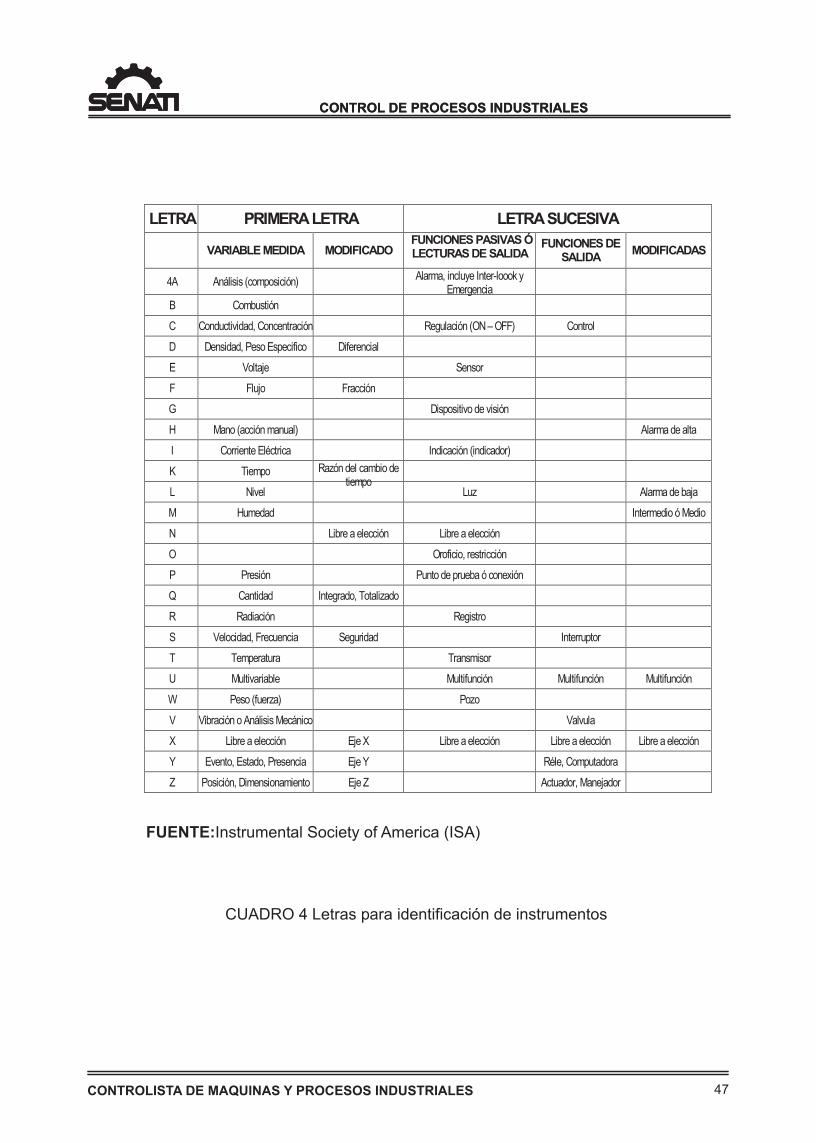
LETRA PRIMERA LETRA LETRA SUCESIVA
VARIABLE MEDIDA MODIFICADO FUNCIONES PASIVAS Ó LECTURAS DE SALIDA
FUNCIONES DE SALIDA
MODIFICADAS
4A Análisis (composición) Alarma, incluye Inter-loook y Emergencia
B Combustión
C Conductividad, Concentración Regulación (ON – OFF) Control
D Densidad, Peso Especifico Diferencial
E Voltaje Sensor
F Flujo Fracción
G Dispositivo de visión
H Mano (acción manual) Alarma de alta
I Corriente Eléctrica Indicación (indicador)
K Tiempo Razón del cambio de tiempo
L Nivel Luz Alarma de baja
M Humedad Intermedio ó Medio
N Libre a elección Libre a elección
O Oroficio, restricción
P Presión Punto de prueba ó conexión
Q Cantidad Integrado, Totalizado
R Radiación Registro
S Velocidad, Frecuencia Seguridad Interruptor
T Temperatura Transmisor
U Multivariable Multifunción Multifunción Multifunción
W Peso (fuerza) Pozo
V Vibración o Análisis Mecánico Valvula
X Libre a elección Eje X Libre a elección Libre a elección Libre a elección
Y Evento, Estado, Presencia Eje Y Réle, Computadora
Z Posición, Dimensionamiento Eje Z Actuador, Manejador
FUENTE:Instrumental Society of America (ISA)
CUADRO 4 Letras para identificación de instrumentos
47
CONTROL DE PROCESOS INDUSTRIALES
CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
48CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
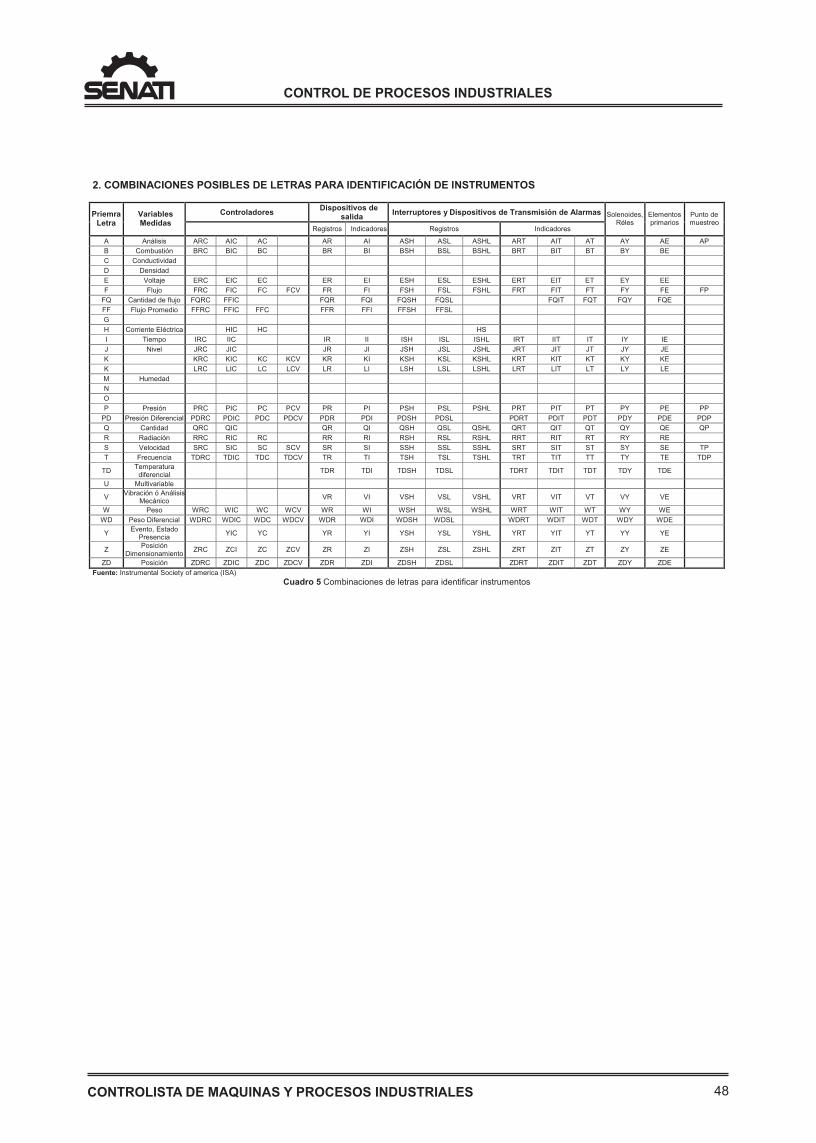
2. COMBINACIONES POSIBLES DE LETRAS PARA IDENTIFICACIÓN DE INSTRUMENTOS
Controladores Dispositivos de
salida Interruptores y Dispositivos de Transmisión de Alarmas Priemra
Letra Variables Medidas
Registros Indicadores Registros Indicadores
Solenoides, Réles
Elementos primarios
Punto de muestreo
A Análisis ARC AIC AC AR AI ASH ASL ASHL ART AIT AT AY AE AP
B Combustión BRC BIC BC BR BI BSH BSL BSHL BRT BIT BT BY BE
C Conductividad
D Densidad
E Voltaje ERC EIC EC ER EI ESH ESL ESHL ERT EIT ET EY EE
F Flujo FRC FIC FC FCV FR FI FSH FSL FSHL FRT FIT FT FY FE FP
FQ Cantidad de flujo FQRC FFIC FQR FQI FQSH FQSL FQIT FQT FQY FQE
FF Flujo Promedio FFRC FFIC FFC FFR FFI FFSH FFSL
G
H Corriente Eléctrica HIC HC HS
I Tiempo IRC IIC IR II ISH ISL ISHL IRT IIT IT IY IE
J Nivel JRC JIC JR JI JSH JSL JSHL JRT JIT JT JY JE
K KRC KIC KC KCV KR KI KSH KSL KSHL KRT KIT KT KY KE
K LRC LIC LC LCV LR LI LSH LSL LSHL LRT LIT LT LY LE
M Humedad
N
O
P Presión PRC PIC PC PCV PR PI PSH PSL PSHL PRT PIT PT PY PE PP
PD Presión Diferencial PDRC PDIC PDC PDCV PDR PDI PDSH PDSL PDRT PDIT PDT PDY PDE PDP
Q Cantidad QRC QIC QR QI QSH QSL QSHL QRT QIT QT QY QE QP
R Radiación RRC RIC RC RR RI RSH RSL RSHL RRT RIT RT RY RE
S Velocidad SRC SIC SC SCV SR SI SSH SSL SSHL SRT SIT ST SY SE TP
T Frecuencia TDRC TDIC TDC TDCV TR TI TSH TSL TSHL TRT TIT TT TY TE TDP
TD Temperatura
diferencial TDR TDI TDSH TDSL TDRT TDIT TDT TDY TDE
U Multivariable
V Vibración ó Análisis
Mecánico VR VI VSH VSL VSHL VRT VIT VT VY VE
W Peso WRC WIC WC WCV WR WI WSH WSL WSHL WRT WIT WT WY WE
WD Peso Diferencial WDRC WDIC WDC WDCV WDR WDI WDSH WDSL WDRT WDIT WDT WDY WDE
Y Evento, Estado
Presencia YIC YC YR YI YSH YSL YSHL YRT YIT YT YY YE
Z Posición
Dimensionamiento ZRC ZCI ZC ZCV ZR ZI ZSH ZSL ZSHL ZRT ZIT ZT ZY ZE
ZD Posición ZDRC ZDIC ZDC ZDCV ZDR ZDI ZDSH ZDSL ZDRT ZDIT ZDT ZDY ZDE
Fuente: Instrumental Society of america (ISA)
Cuadro 5 Combinaciones de letras para identificar instrumentos
49CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
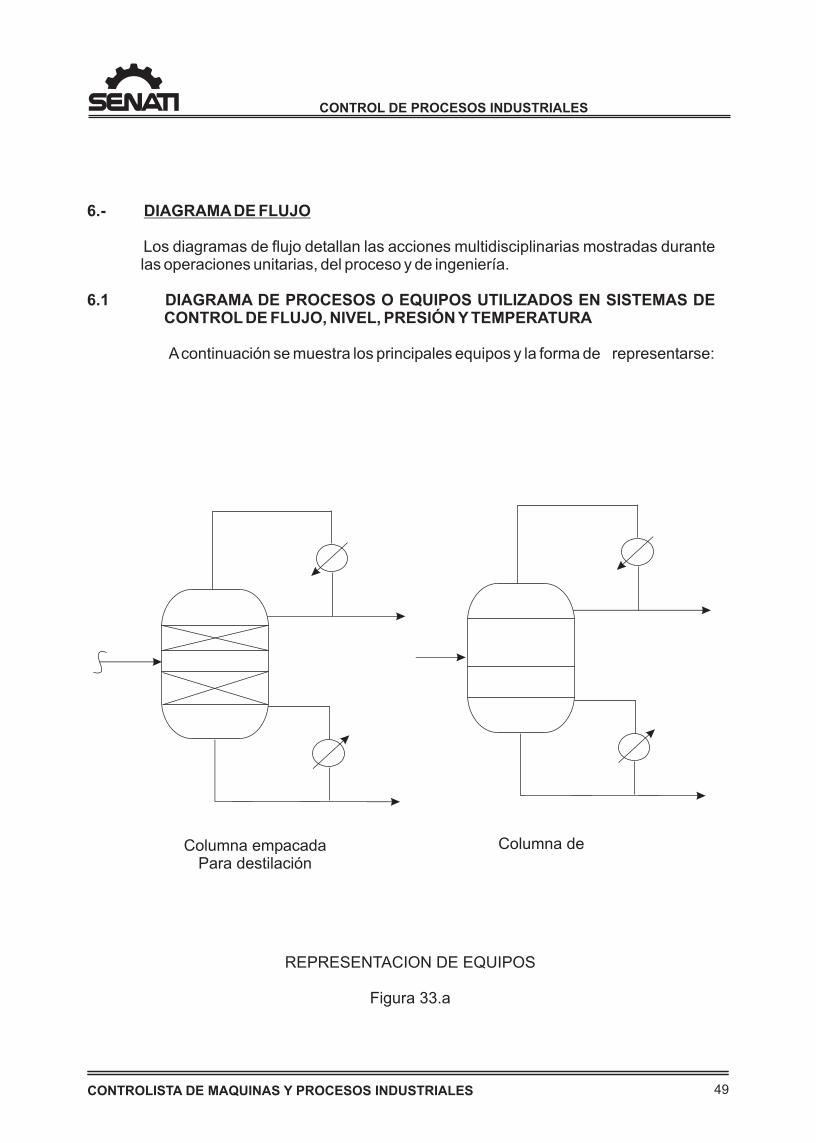
6.- DIAGRAMA DE FLUJO
Los diagramas de flujo detallan las acciones multidisciplinarias mostradas durante las operaciones unitarias, del proceso y de ingeniería.
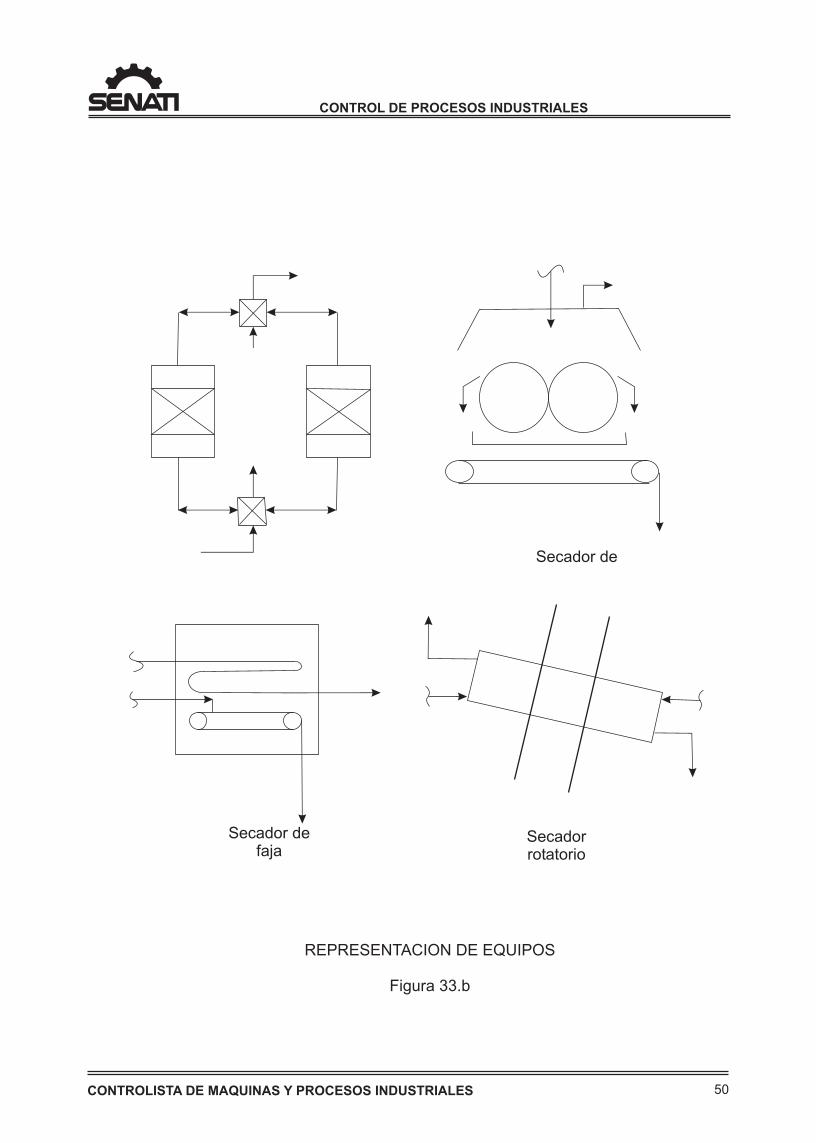
6.1 DIAGRAMA DE PROCESOS O EQUIPOS UTILIZADOS EN SISTEMAS DE CONTROL DE FLUJO, NIVEL, PRESIÓN Y TEMPERATURA
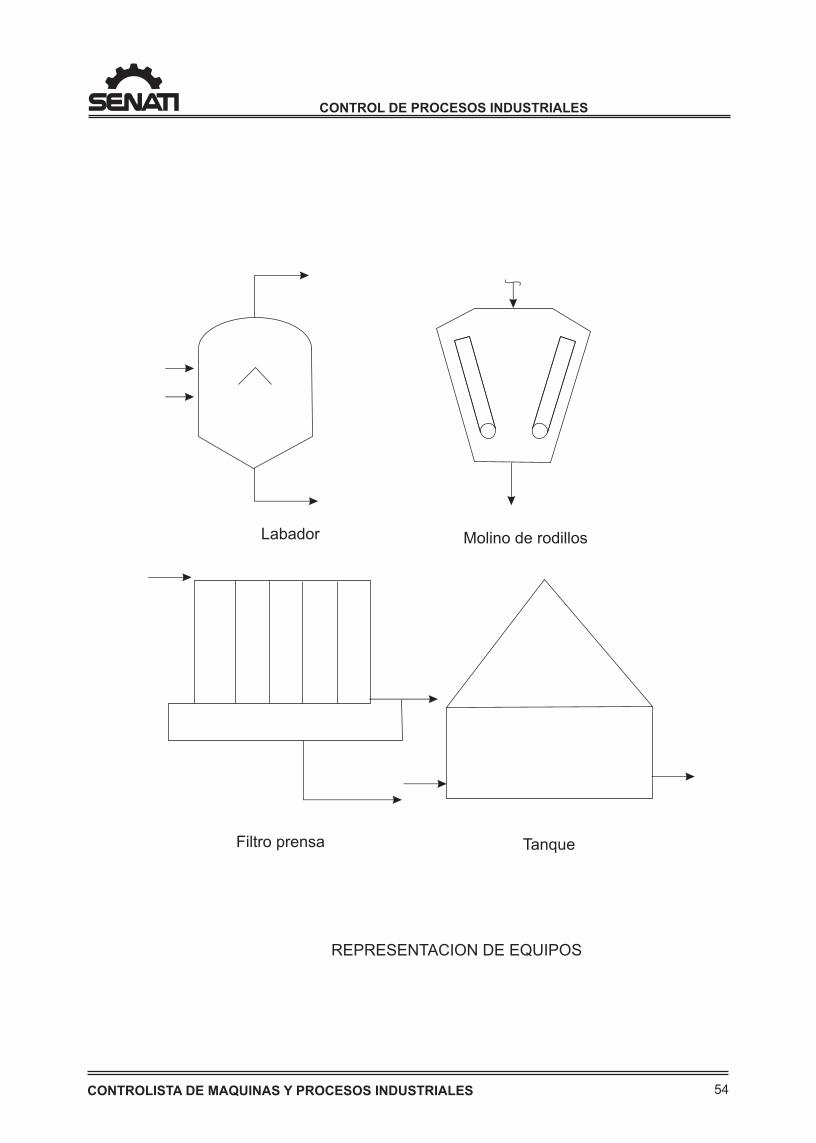
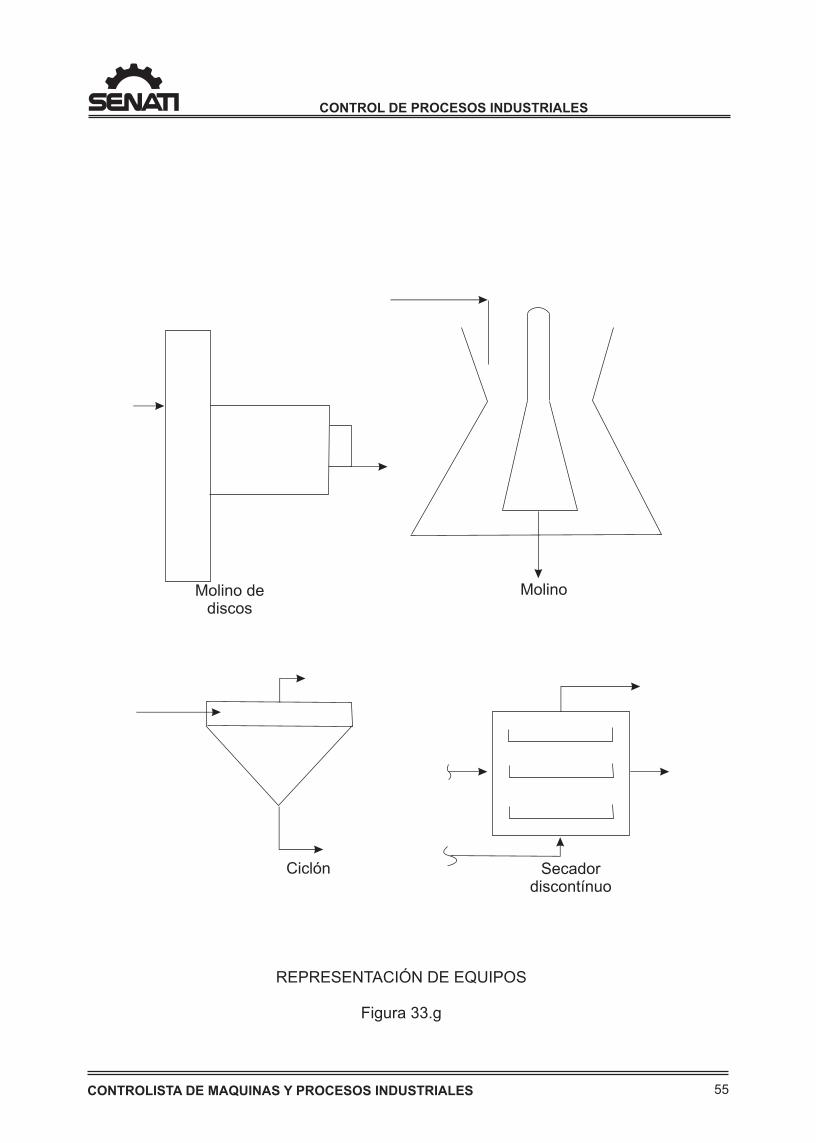
A continuación se muestra los principales equipos y la forma de representarse:
Columna de Columna empacadaPara destilación
REPRESENTACION DE EQUIPOS
Figura 33.a
50CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
Secador defaja
Secador de
Secadorrotatorio
REPRESENTACION DE EQUIPOS
Figura 33.b
51CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
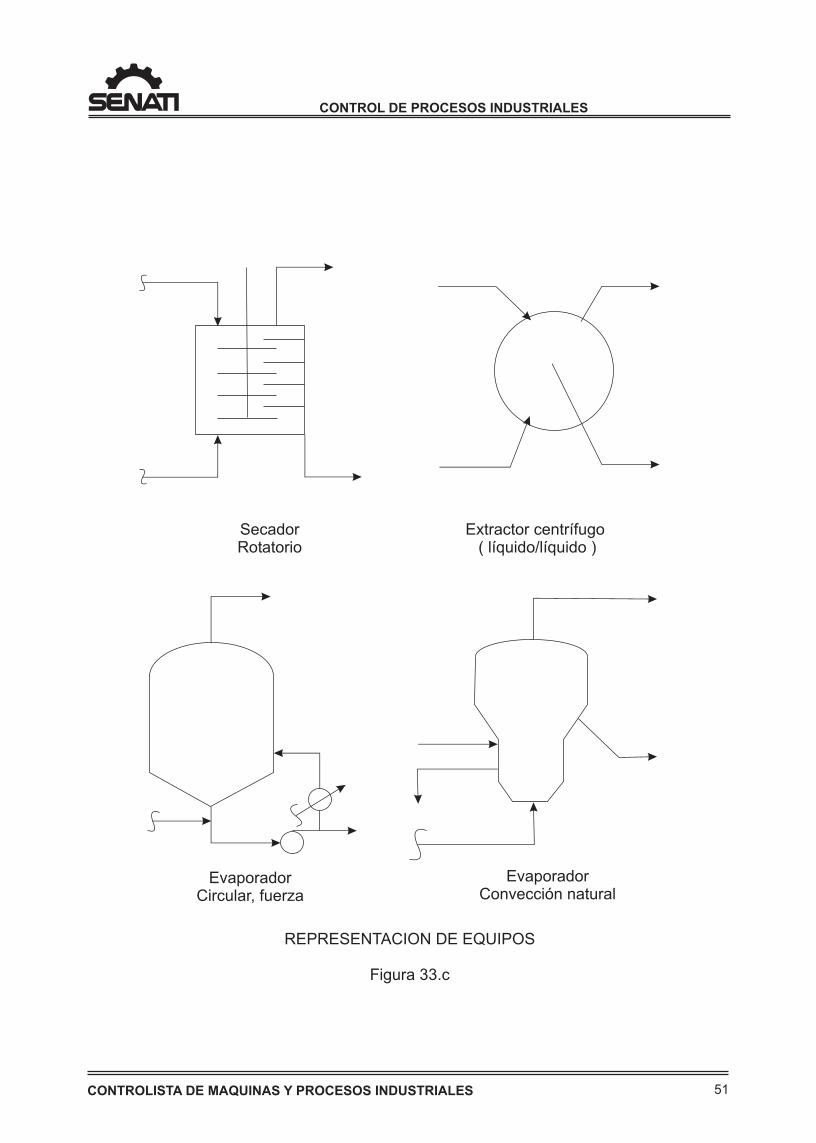
SecadorRotatorio
Extractor centrífugo ( líquido/líquido )
EvaporadorCircular, fuerza
EvaporadorConvección natural
REPRESENTACION DE EQUIPOS
Figura 33.c
52CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
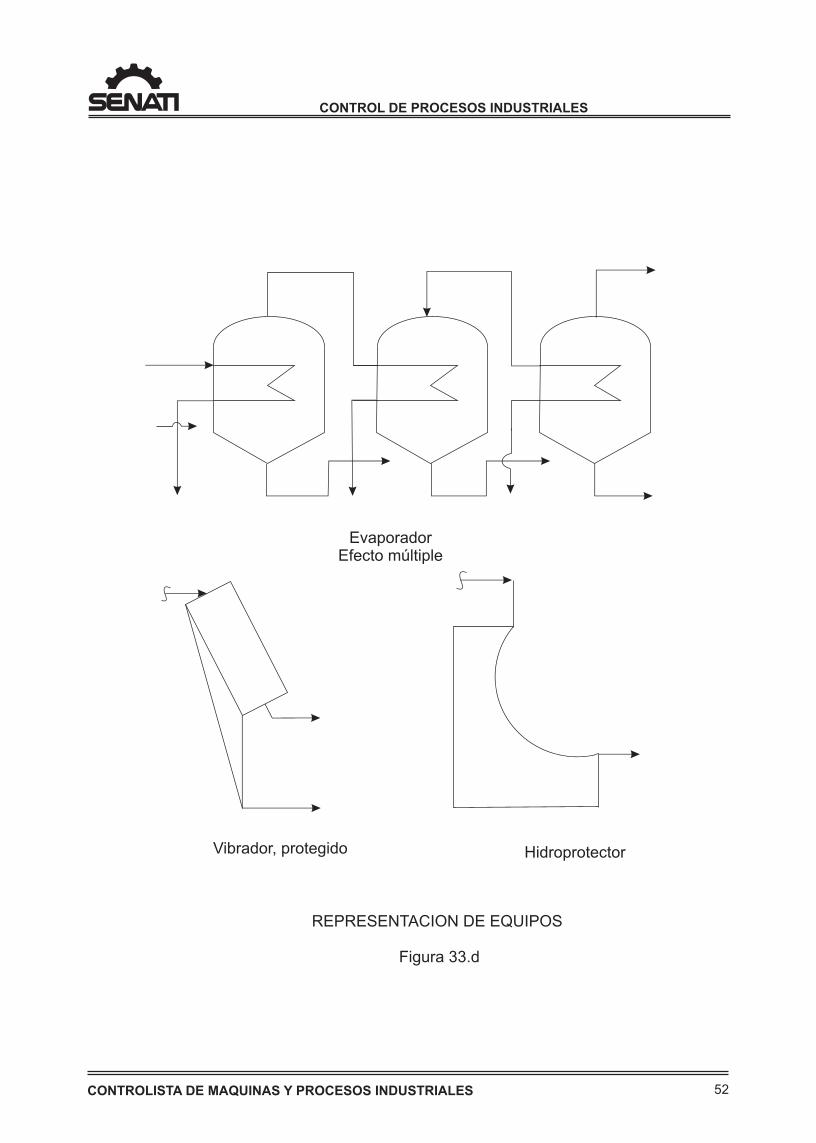
EvaporadorEfecto múltiple
Vibrador, protegido Hidroprotector
REPRESENTACION DE EQUIPOS
Figura 33.d
53CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
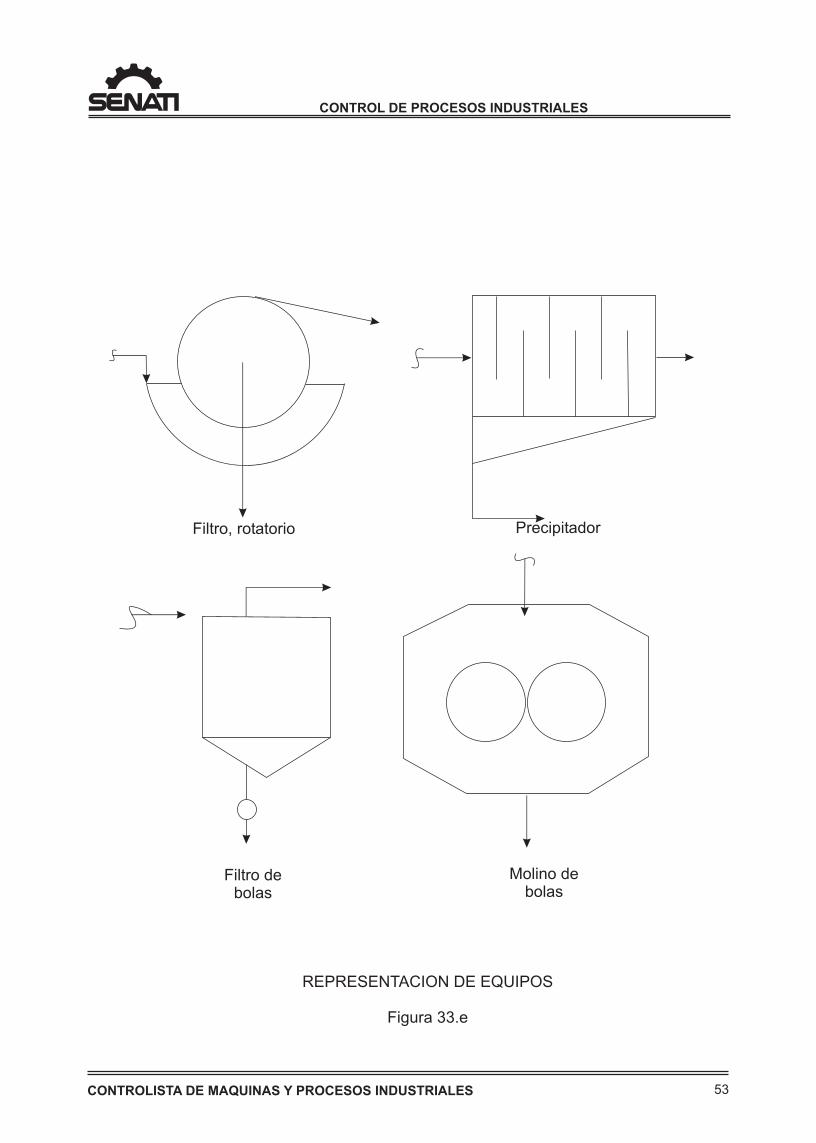
Filtro, rotatorio Precipitador
Filtro debolas
Molino debolas
REPRESENTACION DE EQUIPOS
Figura 33.e
54CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
Labador Molino de rodillos
Filtro prensa Tanque
REPRESENTACION DE EQUIPOS
55CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
REPRESENTACIÓN DE EQUIPOS
Figura 33.g
Molino dediscos
Molino
Ciclón Secadordiscontínuo
56CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
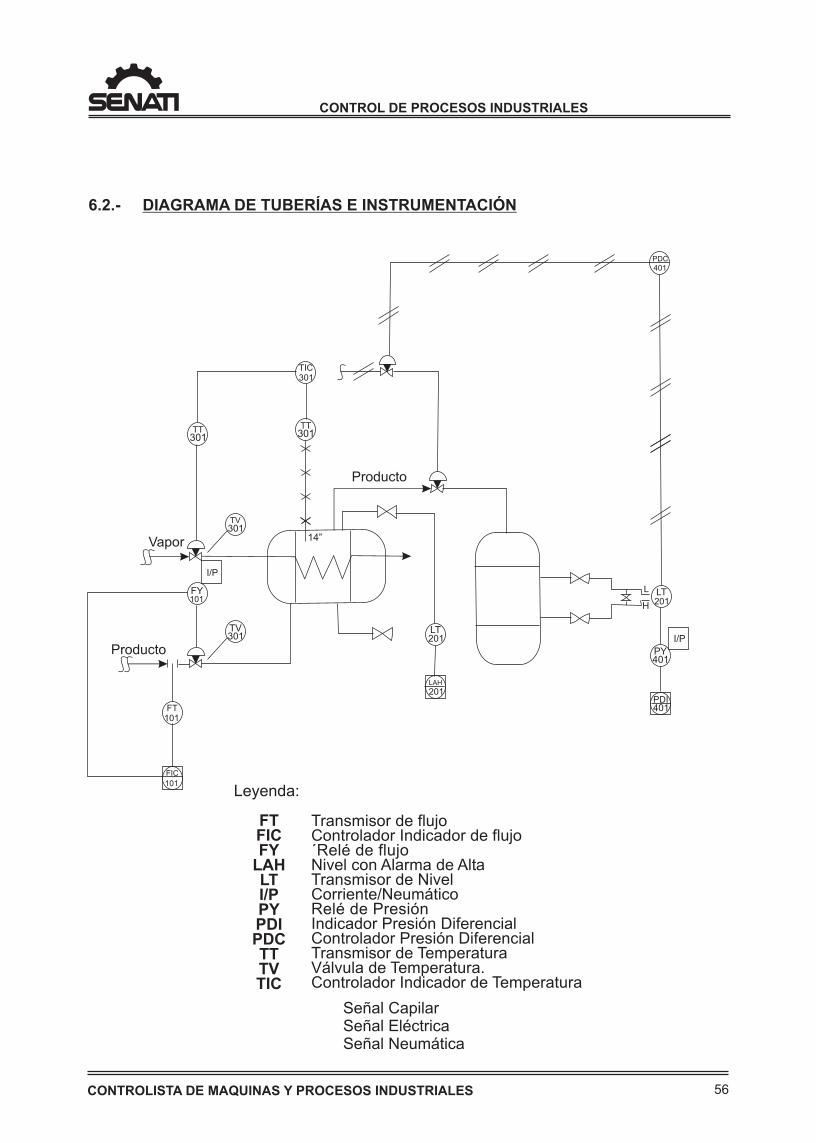
6.2.- DIAGRAMA DE TUBERÍAS E INSTRUMENTACIÓN
TIC301
TT301 TT
301
14”
Producto
LT201
LAH
201PDI401
PY401
I/P
LT201
PDC401
L
H
TV301
FY101
Vapor
TV301
Producto
FT101
FIC
101
I/P
Leyenda:
FTFICFY
LAHLTI/PPYPDIPDCTTTVTIC
Transmisor de flujoControlador Indicador de flujo´Relé de flujoNivel con Alarma de AltaTransmisor de NivelCorriente/NeumáticoRelé de PresiónIndicador Presión DiferencialControlador Presión DiferencialTransmisor de TemperaturaVálvula de Temperatura.Controlador Indicador de Temperatura
Señal CapilarSeñal EléctricaSeñal Neumática
57CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
CARACTERÍSTICAS GENERALES DE LOS PROCESOS
El proceso consiste en un sistema que ha sido desarrollado para llevar a cabo un objetivo determinado: tratamiento de material mediante una serie de operaciones específicas destinadas a llevar a cabo su transformación.
Los procesos presentan dos características que deben tomarse en cuenta antes de ser automatizados.
Los cambios en la variable controlada debido a alteraciones en las condiciones del procesos y llamados generalmente cambios de carga.
El tiempo necesario para que la variable del proceso alcance un nuevo valor al ocurrir un cambio de carga. Este retardo se debe a una o varias propiedades del proceso: Capacitancia, resistencia y tiempo de transporte.
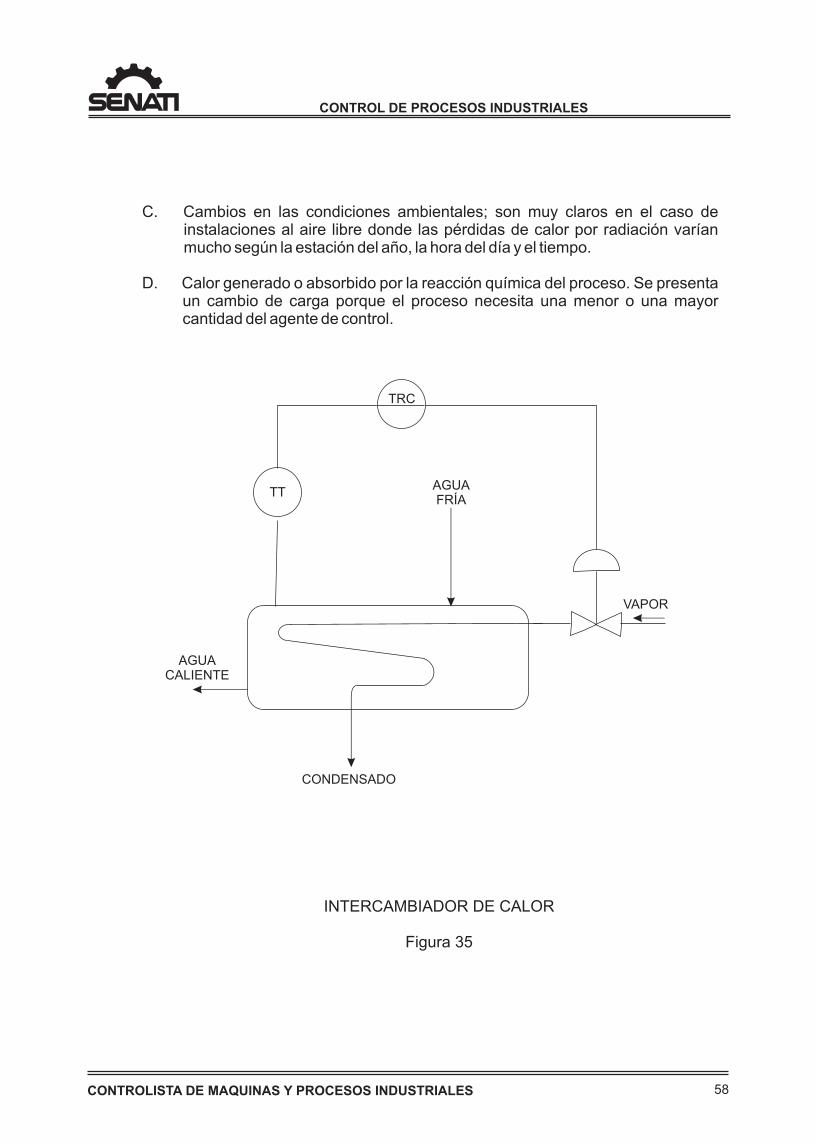
1.- CAMBIOS DE CARGA
Es la cantidad de energía o material (fluido o agente de control) que el proceso requiere en cualquier momento para mantener la variable medida al nivel deseado.
En el intercambiador de calor figura 35, cuando el agua fría circula con un determinado caudal y la salida de agua caliente debe estar a una temperatura dada, es necesaria una determinada cantidad de vapor. En estas condiciones, un aumento en el caudal de agua da lugar al consumo de más cantidad de vapor y constituye por tanto un cambio en la carga del proceso. Por otro lado, un aumento en la temperatura de entrada del agua fría, precisa una menor cantidad de vapor y es también un cambio de carga.
En general los cambios de carga del proceso son debidos a las siguientes causas:
A Mayor o menor demanda del fluido de control por el medio controlado. En el ejemplo del intercambiador de calor de la figura 35, un aumento en el caudal de agua o una disminución en su temperatura da lugar a un cambio de carga porque requiere el consumo de más cantidad de vapor.
B. Variaciones en la calidad del fluido de control. Una disminución de presión en el
vapor del ejemplo de la figura 35, da lugar a un aumento del caudal en volumen del vapor para mantener la misma temperatura controlada, ya que las calorías cedidas por el vapor al condensarse disminuyen al bajar la presión.
58CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
C. Cambios en las condiciones ambientales; son muy claros en el caso de instalaciones al aire libre donde las pérdidas de calor por radiación varían mucho según la estación del año, la hora del día y el tiempo.
D. Calor generado o absorbido por la reacción química del proceso. Se presenta un cambio de carga porque el proceso necesita una menor o una mayor cantidad del agente de control.
TRC
TTAGUAFRÍA
VAPOR
AGUACALIENTE
CONDENSADO
INTERCAMBIADOR DE CALOR
Figura 35
59CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
Los cambios de carga en el proceso pueden producir perturbaciones en la alimentación y en la demanda
Las perturbaciones en la alimentación consisten en un cambio en la energía o en los materiales de entrada en el proceso. Por ejemplo, las variaciones en la presión de vapor o en la apertura de la válvula de vapor son perturbaciones en la alimentación del proceso.
Las perturbaciones en la demanda consisten en un cambio en la salida de energía o de material del proceso. Los cambios en la temperatura del agua fría y la variaciones en el caudal de agua pertenecen a este tipo.
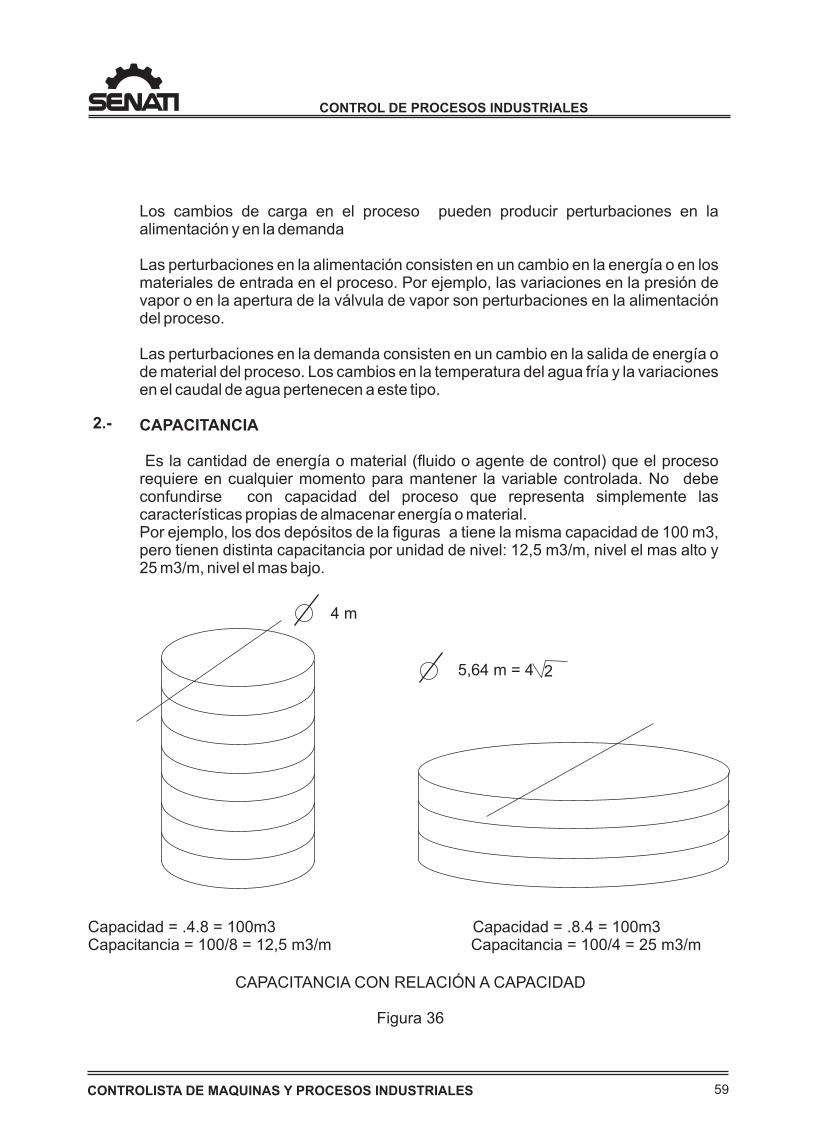
CAPACITANCIA
Es la cantidad de energía o material (fluido o agente de control) que el proceso requiere en cualquier momento para mantener la variable controlada. No debe confundirse con capacidad del proceso que representa simplemente las características propias de almacenar energía o material.Por ejemplo, los dos depósitos de la figuras a tiene la misma capacidad de 100 m3, pero tienen distinta capacitancia por unidad de nivel: 12,5 m3/m, nivel el mas alto y 25 m3/m, nivel el mas bajo.
Capacidad = .4.8 = 100m3 Capacidad = .8.4 = 100m3Capacitancia = 100/8 = 12,5 m3/m Capacitancia = 100/4 = 25 m3/m
4 m
5,64 m = 4 2
CAPACITANCIA CON RELACIÓN A CAPACIDAD
Figura 36
2.-
60CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
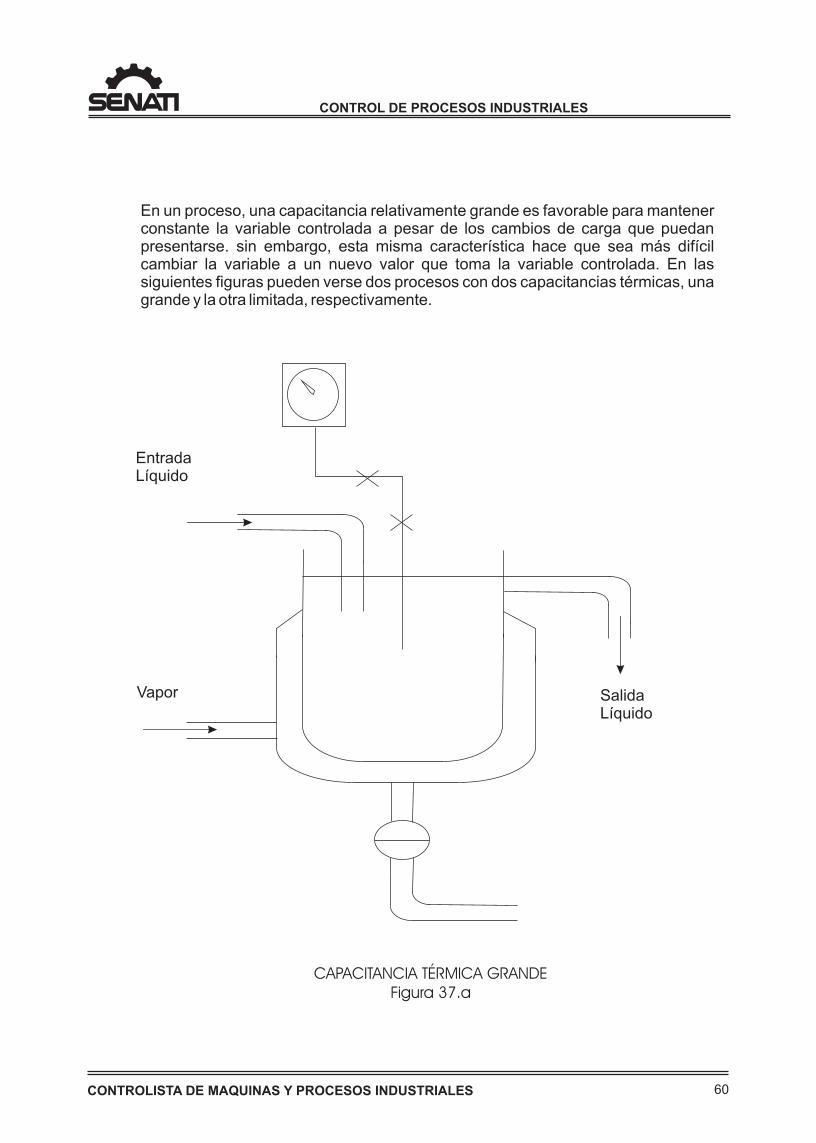
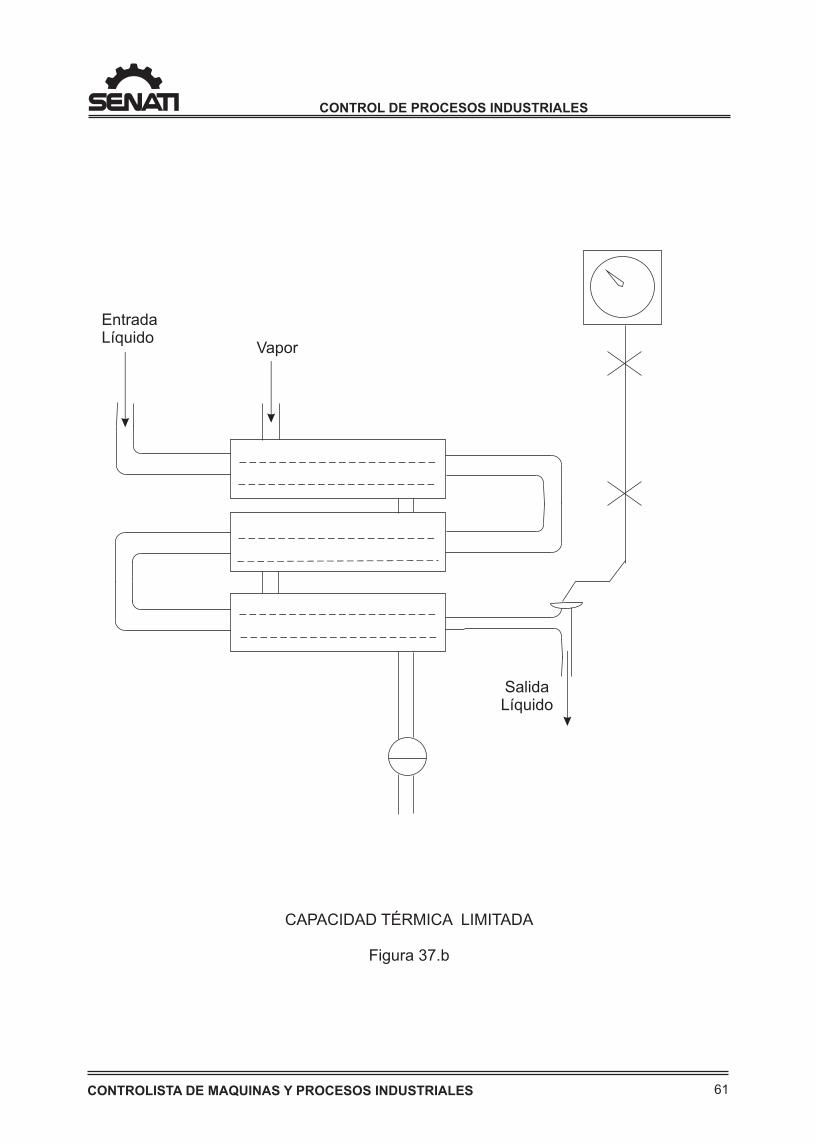
En un proceso, una capacitancia relativamente grande es favorable para mantener constante la variable controlada a pesar de los cambios de carga que puedan presentarse. sin embargo, esta misma característica hace que sea más difícil cambiar la variable a un nuevo valor que toma la variable controlada. En las siguientes figuras pueden verse dos procesos con dos capacitancias térmicas, una grande y la otra limitada, respectivamente.
EntradaLíquido
Vapor SalidaLíquido
CAPACITANCIA TÉRMICA GRANDEFigura 37.a
61CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
CAPACIDAD TÉRMICA LIMITADA
Figura 37.b
SalidaLíquido
Vapor
EntradaLíquido
62CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
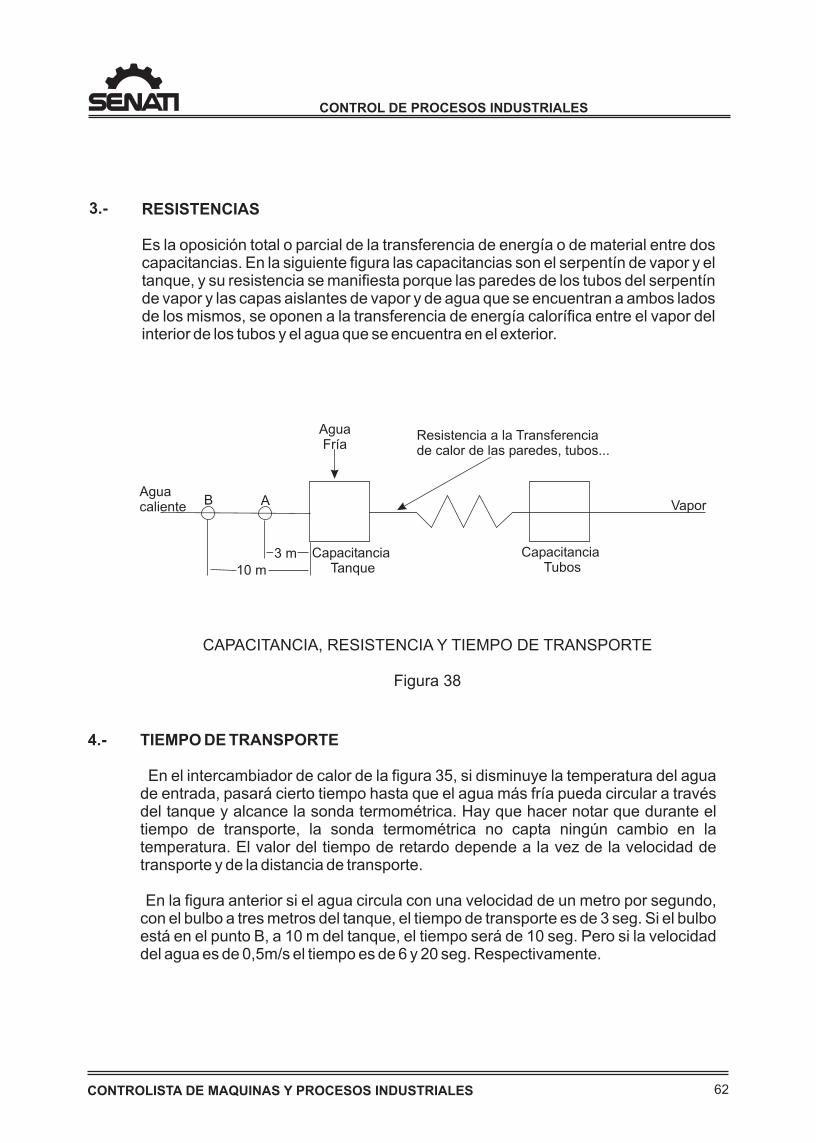
RESISTENCIAS
Es la oposición total o parcial de la transferencia de energía o de material entre dos capacitancias. En la siguiente figura las capacitancias son el serpentín de vapor y el tanque, y su resistencia se manifiesta porque las paredes de los tubos del serpentín de vapor y las capas aislantes de vapor y de agua que se encuentran a ambos lados de los mismos, se oponen a la transferencia de energía calorífica entre el vapor del interior de los tubos y el agua que se encuentra en el exterior.
3.-
3 m10 m
Agua caliente B A
Capacitancia Tanque
Agua Fría
Resistencia a la Transferenciade calor de las paredes, tubos...
Vapor
Capacitancia Tubos
CAPACITANCIA, RESISTENCIA Y TIEMPO DE TRANSPORTE
Figura 38
4.- TIEMPO DE TRANSPORTE
En el intercambiador de calor de la figura 35, si disminuye la temperatura del agua de entrada, pasará cierto tiempo hasta que el agua más fría pueda circular a través del tanque y alcance la sonda termométrica. Hay que hacer notar que durante el tiempo de transporte, la sonda termométrica no capta ningún cambio en la temperatura. El valor del tiempo de retardo depende a la vez de la velocidad de transporte y de la distancia de transporte.
En la figura anterior si el agua circula con una velocidad de un metro por segundo, con el bulbo a tres metros del tanque, el tiempo de transporte es de 3 seg. Si el bulbo está en el punto B, a 10 m del tanque, el tiempo será de 10 seg. Pero si la velocidad del agua es de 0,5m/s el tiempo es de 6 y 20 seg. Respectivamente.
63CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
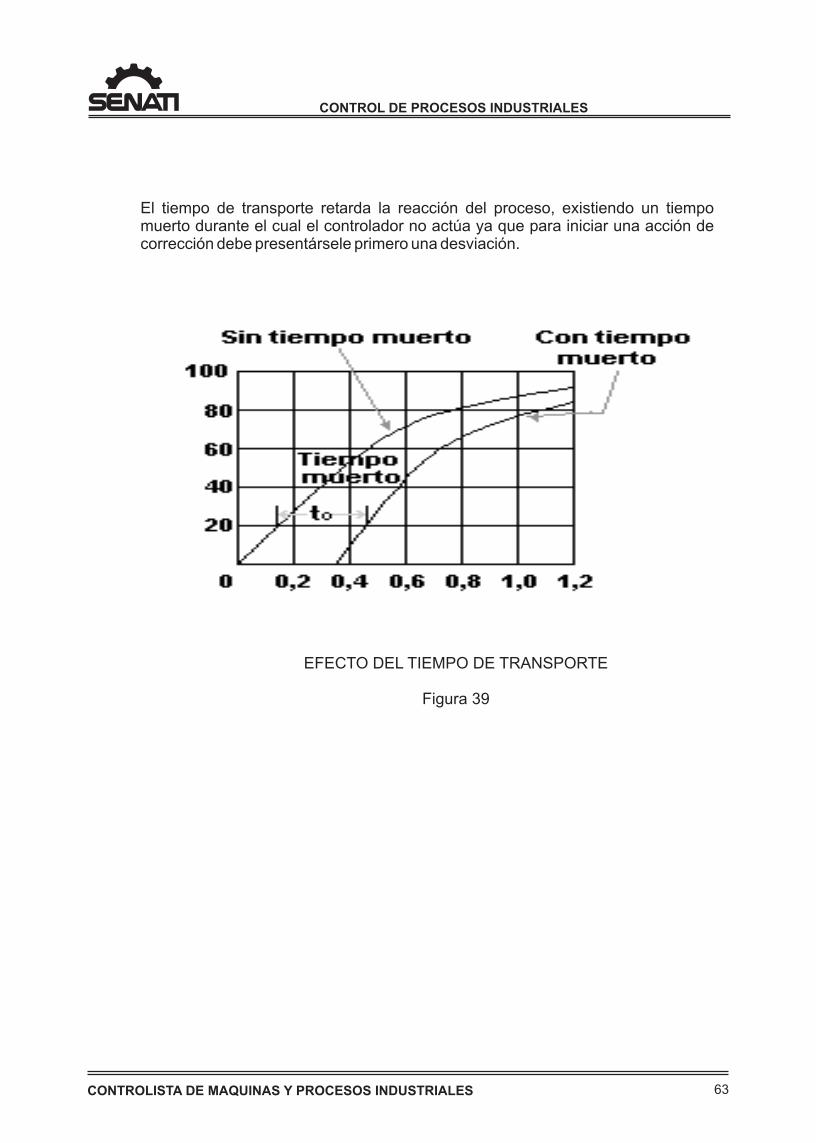
El tiempo de transporte retarda la reacción del proceso, existiendo un tiempo muerto durante el cual el controlador no actúa ya que para iniciar una acción de corrección debe presentársele primero una desviación.
EFECTO DEL TIEMPO DE TRANSPORTE
Figura 39
64CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
HOJA DE TRABAJO
1 La característica principal de un sistema de control de procesos que utiliza un controlador solo proporcional es:
A) Excesiva oscilación B) Presencia de offset C) Cancelación del offset D) Variación constante del set-point E) Oscilaciones en la válvula de control
2 Durante el proceso de sintonía de un controlador en lazo cerrado, la última banda proporcional originaría:
A) Respuesta brusca e instantánea B) Respuesta estable al valor del set point C) Oscilación sostenida D) Cambio del set-point E) Corrección rápida de los errores
3 El instrumento que convierte un rango de unidades de ingeniería en un rango estandarizado de unidades de corriente o presión se denomina
A) Convertidor B) Transductor C) Transmisor D) Conversor E) N.A.
4 La acción derivativa del controlador actúa en el proceso para:
A) Eliminar ruidos en procesos con cambios de carga lentos B) Eliminar el offset en procesos con cambios rápidos C) Aumentar la ganancia por acción proporcional D) Eliminar ciclos de recuperación después de la perturbación E) Aumentar la banda proporcional al producirse un error
5 En un proceso con grandes cambios de carga y cambios de carga rápidos ¿quÉ tipos de controlador es recomendable desde el punto de vista de seguridad y economia?
A) On/off B) PI C) PD D) Proporcional E) PID
65CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
6 Para cancelar el offset en un sistema de control, en el controlador se debe realizar el ajuste necesario de la:
A) Banda proporcional B) Acción Derivativa C) Acción integratíva D) Ganancia E) N.A.
7 La variable controlada corresponde a la salida del:
A) Transmisor B) Controlador C) Proceso D) Elemento final de control E) Elemento primario de control
8 La definición: “dispositivo que corresponde a la acción de control para realizar un cambio en la variable medida”, corresponde a:
A) Controlador B) Posicionador C) Transmisor D) Comparador E) Elemento final de control
9 La característica principal de un sistema de control de procesos que utiliza un controlador solo proporcional es:
A) Presencia de offset B) Excesiva oscilación C) Tiempo de retardo grande D) Variación constante del set-point E) Oscilaciónes en la válvula de control
10 Para cancelar el offset en un sistema de control , en el controlador se debe realizar el ajuste necesario de la:
A) Banda proporcional B) Acción Derivativa C) Acción Integrativa D) Ganancia E) N.A.
66CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
MIRANDO HACIA EL FUTURO
Durante todo el desarrollo de esta materia de Ciencias Naturales, examinando a grandes rasgos "el ambiente en que vivimos", un sin numero de ideas, de conceptos, de problemas y soluciones han desfilado ante tu vista y muchos de ellos han quedado grabados para siempre en tu mente.
Sin embargo no basta esto, esos problemas y esas soluciones, ese saber debe ser parte de tu vida, debe ser algo de tu propia existencia.
La grandeza del Perú está en su juventud, que mañana será la llamada a realizar aquellos ideales que las generaciones pasadas no pudieron o no quisieron realizar.Tú eres joven, eres el hombre que mañana tendrá en sus manos la solución a tantos problemas que has conocido en este curso.
Es por esto, que la final del libro deseo señalar algunas ideas, ya tantas veces repetidas a través de él, pero que deben ser la conclusión final del mismo. Esas ideas no deben borrarse jamás de tu mente y deben ser guía de tu vida ideal para alcanzar.
1. El ambiente en que vivimos
Somos parte del medio ambiente y sin él no podemos subsistir, compartimos la biosfera con las plantas y los animales, en su interesante y complicada variedad.
El medio ambiente nos brinda los recursos naturales, los agotables y los renovables. Estos recursos son la fuente de los productos que utilizamos para satisfacer nuestras necesidades básicas.
El suelo, el agua, el aire, la vegetación, y la fauna son recursos renovables, que si los utilizamos adecuadamente, no se podrán destruir ni agotar.
El clima, expresado en la interacción del aire, de la humedad, de la temperatura y de la energía solar es uno de los factores más importantes del ambiente.
2. Interacciones en el ambiente en que vivimos
Todos los seres vivos dependen tanto del ambiente como los unos de los otros.Cada ser vivo, por más insignificante y minúsculo que sea, es importante dentro del equilibrio natural.
El hombre no tiene derecho a techar a plantas y animales como a "enemigos", porque la función que tienen dentro del equilibrio natural es necesaria e imprescindible. Si algunos le causan daño directa o indirectamente, casi siempre se debe a que él ha alterado en alguna forma ese equilibrio.
Las plantas y los animales forman comunidades en estrecha interdependencia de producción y de alimentación.
El Perú tiene zonas muy interesantes donde existen plantas y animales característicos. Ellas son: el mar, el desierto, el bosque seco del noroeste.
67CONTROLISTA DE MAQUINAS Y PROCESOS INDUSTRIALES
CONTROL DE PROCESOS INDUSTRIALES
3. Conservación del ambiente en que vivimos
La conservación es utilizar sin destruir, respetando el equilibrio natural. Es un deber del Estado y de cada peruano, porque los recursos son patrimonio común.
Conservar el suelo, evitando la erosión, es la base de la producción de alimentos. Sin suelos fértiles, y con suelos erosionados hay hambre.
La vegetación como los pastos, bosques y malezas se debe manejar en forma adecuada. Sin la cobertura de las plantas no hay suelos estables y fértiles, no hay agua suficiente y no hay fauna silvestre.
Los animales silvestres son parte del ambiente y nos brindan productos alimenticios e industriales. Todos debemos cooperar en evitar su extinción.
La vicuña es la especie más prometedora de los Andes y el futuro de nuestros campesinos de la puna depende en gran parte de ella.
El hombre, a pesar de ser inteligente, causa enormes daños al medio ambiente, contaminando las aguas, los suelos y el aire. Si no corrige estos errores, se destruirá a sí mismo.
Como joven debes esforzarte en comprender la realidad y diversidad ecológica de tu patria, a fin de contribuir a su desarrollo armonioso, conservando los recursos.
68
CONTROL DE PROCESOS INDUSTRIALES
DGLP
BIBLIOGRAFÍA
Tópicos de Automotizacióny Control
Ingeniería de la AutomatizaciónIndustrial
Instrumentación Industrial
Ing. Raymundo Carranza Noriega
Ramón Piedrafita Moreno
TECSUP
PROPIEDAD INTELECTUAL DEL SENATI PROHIBIDA SU REPRODUCCIÓN Y VENTA SIN LA AUTORIZACIÓN
CORRESPONDIENTE
CÓDIGO DE MATERIAL EDICIÓN 0314 SETIEMBRE 2004


















