Control e Instrumentación (Msc. Luis Moncada Albitres)
467
AUTOMATIZACIÓN Y CONTROL DE PROCESOS ÍNDICE CAPITULO I CONCEPTOS Y DEFINICIONES BÁSICAS 1.1 Definiciones 1.2 Variables1.3 Diseño al Estado Estacionario 1.4 Control de procesos 1.5 Niveles de control 1.6 El Estado no estacionario 1.7 Principios básicos de diseño de sistemas de control CAPITULO II SISTEMAS DE CONTROL 2.1 Sistema de control retroalimentado “feedback”2.2 Servosistemas 2.3 Sistemas de regulación automática 2.4 Sistemas de control de procesos 2.5 Sistema de control de lazo cerrado (“closed loop”) 2.6 Sistema de control de lazo abierto 2.7 Sistema de control de lazo cerrado versus de lazo abierto2.8 Control combinado de lazo abierto y lazo cerrado2.9 Sistemas de control adaptables 2.10 Sistemas de control con aprendizaje2.11 Clasificación de sistemas de control CAPITULO III CONTROL E INSTRUMENTACIÓN DE PROCESOS 3.1 Instrumentación y Control 3.2 Sensores 3.2.1 Medidores de temperatura 3.2.2 Medidores de presión 3.2.3 Medidores de flujo 3.2.4 Mediciones de nivel
-
Upload
danielamontes -
Category
Documents
-
view
167 -
download
5
Transcript of Control e Instrumentación (Msc. Luis Moncada Albitres)
AUTOMATIZACIN Y CONTROL DE PROCESOSNDICECAPITULO I CONCEPTOS Y DEFINICIONES BSICAS
1.1Definiciones
1.2Variables
1.3Diseo al Estado Estacionario
1.4Control de procesos
1.5Niveles de control
1.6El Estado no estacionario
1.7Principios bsicos de diseo de sistemas de control
CAPITULO II SISTEMAS DE CONTROL
2.1Sistema de control retroalimentado feedback
2.2Servosistemas
2.3Sistemas de regulacin automtica
2.4Sistemas de control de procesos
2.5Sistema de control de lazo cerrado (closed loop)
2.6Sistema de control de lazo abierto
2.7Sistema de control de lazo cerrado versus de lazo abierto
2.8Control combinado de lazo abierto y lazo cerrado
2.9Sistemas de control adaptables
2.10Sistemas de control con aprendizaje
2.11Clasificacin de sistemas de control
CAPITULO III CONTROL E INSTRUMENTACIN DE PROCESOS
3.1Instrumentacin y Control
3.2 Sensores
3.2.1Medidores de temperatura
3.2.2Medidores de presin
3.2.3Medidores de flujo
3.2.4Mediciones de nivel
3.2.5Medicin de propiedades fsicas
3.3 Transmisores
3.4 Vlvulas de control
3.4.1 Accin de la vlvula
3.4.2 Tamao
3.4.3 Caractersticas
3.5 Controladores
3.5.1 Controladores Analgicos y Digitales
3.6 Dispositivos de computacin y lgicos
3.7 Funcionamiento de controladores de retroalimentacin
3.7.1 Especificaciones de la respuesta de lazo cerrado
3.7.2 Operacin de carga
3.8Objetivos de la instrumentacin y control
3.9Esquemas de control automtico
3.9.1Reglas para confeccin de diagramas de I & C
3.9.2Nomenclatura
3.9.3Smbolos bsicos de instrumentos
3.9.4Identificacin de instrumentos
3.10Sistemas tpicos de control
3.10.1Control de nivel
3.10.2Control de presin
3.10.3Control de flujo
3.10.4Intercambiadores de calor
3.10.5Control en cascada
3.10.6Control proporcional
3.10.7Control de columnas de destilacin
3.10.8Control de reactores
3.10.9Alarmas y dispositivos de seguridad
CAPITULO IV LA TRANSFORMADA DE LAPLACE
4.1Concepto de una transformada
4.1.1 Transformada de Laplace con UNTSIM
4.1.2 Consideraciones de la Transformada de Laplace
4.2Transformada de una derivada
4.2.1 Transformada de una derivada con UNTSIM
4.3Transformada de una integral
4.4Transformada inversa
4.5Propiedades de las transformadas
4.5.1 Teorema del valor inicial
4.5.2 Teorema del valor final
4.5.3 Teorema del retardo puro
CAPITULO V SOLUCIN DE ECUACIONES DIFERENCIALES
5.1Inversin por fracciones parciales
5.1.1Cuando contiene nicamente polos distintos
5.1.2Cuando tiene polos mltiples
5.1.3 Descomposicin en fracciones parciales con MATLAB
5.1.4 Descomposicin en fracciones parciales con UNTSIM
5.2 Uso de UNTSIM para invertir F(s) a f(t)
5.3Solucin de ecuaciones lineales invariantes en el tiempo
5.4Uso de UNTSIM para resolver EDO
5.5Descomposicin en fracciones parciales usando MATLAB
CAPITULO VI LA FUNCIN DE TRANSFERENCIA
6.1Elementos de la funcin de transferencia
6.2 Modelamiento matemtico de sistemas dinmicos
6.3 Sistemas lineales y no lineales
6.3.1Sistemas lineales
6.3.2 Sistemas no lineales
6.4 Linealizacin
6.5 Variables de desviacin
6.6 Funcin de transferencia de los elementos de un sistema de control
6.6.1 Funcin de transferencia del proceso
Intercambiador de calor
Sistema de nivel de liquido: Caso lineal
Sistema de nivel de liquido: Caso no lineal
Sistemas trmicos
Sistema de mezclado
Sistema de reaccin
Uso de UNTSIM para obtener la funcin de transferencia
Tres reactores CSTR en serie
Dos tanques calentados
6.6.2 Funcin de transferencia del elemento de medida (sensor)
Funcin de transferencia de un termmetro de mercurio
6.6.3Funcin de transferencia del Controlador
Control proporcional
Control de dos posiciones (encendido-apagado)
Control Proporcional - integral
Control proporcional integral - derivativo
6.6.4Funcin de transferencia del elemento final de control (vlvula)
Vlvulas de control
Actuadores de posicin final
Posicionadores y elevadores de potencia
Vlvulas alimentadoras de slidos
Propulsores de velocidad variable
6.6.5 Funcin de transferencia de elementos de transporte
6.7 Polos y ceros de la Funcin de Transferencia
6.7.1 Ceros y polos de la funcin de transferencia con UNTSIM
6.8 Ganancias al estado estacionario
6.9Funcin de transferencia de lazo abierto y funcin de transferencia directa
6.10Funcin de transferencia de lazo cerrado
6.11Sistemas sometidos a una perturbacin de carga
6.12 Operacin para anlisis de sistemas de control
CAPITULO VIIDIAGRAMAS DE BLOQUES
7.1Bloques en serie
7.2Bloques en paralelo
7.3Bloques en retroalimentacin
7.4Bloques con cadenas cruzadas
7.5Reduccin del diagrama de bloques
7.6Reduccin del diagrama de bloques usando UNTSIM
CAPITULO VIIIRESPUESTAS TRANSITORIAS
8.1Funciones elementales de excitacin
8.1.1Funcin escaln
8.1.2Impulso unidad
8.1.3Rampa unidad
8.1.4Funcin sinusoidal
8.2Anlisis temporal de los sistemas de primer orden
8.2.1Respuesta a escaln unidad
8.2.2Respuesta a impulso unidad
8.2.3Respuesta a entrada en rampa
8.2.4Propiedades de los sistemas lineales invariantes en el tiempo
8.3Respuesta de sistemas de primer orden en serie
8.3.1Sistema no interactuante
8.3.2Generalizacin de varios sistemas no interactuantes
8.3.3Sistemas interactuantes
8.4Definicin de los parmetros de respuesta transitoria
8.5Anlisis terico de la respuesta escaln
8.6Comentarios sobre los parmetros de respuesta transitoria
CAPITULO IX ANALISIS DE ESTABILIDAD DE SISTEMAS DE CONTROL
9.1Estabilidad absoluta
9.1.1Criterio de races de la ecuacin caracterstica
9.1.2Criterio de Routh
Uso de UNTSIM para hacer el arreglo de Routh
9.2Anlisis de estabilidad relativa
CAPITULO X DISEO DE UN PID POR PRUEBA Y ERROR
10.1Los tres trminos del controlador
10.2Caractersticas de los controladores PID
10.3Caso de estudio
10.4Respuesta escaln en lazo abierto
10.5 Respuesta escaln en lazo cerrado
10.6Control proporcional
10.7Control proporcional e integral
10.8Control proporcional, integral y derivativo (lazo cerrado)
10.9Consejos generales para el diseo de un controlador PID
10.10Diseo de Sistemas de Control usando SIMULINK
10.10.1 Simulacin de Sistemas de Lazo Abierto
10.10.2 Simulacin de Sistemas de Lazo Cerrado
10.11Control Optimo con UNTSIM
CAPITULO XI ANALISIS Y DISEO EN EL LUGAR DE LAS RACES
11.1Diagramas del lugar de las races
11.1.1 Diagramas del lugar de las races de sistemas de primer orden
11.1.2 Diagramas del lugar de las races de sistemas de segundo orden
11.1.3 Anlisis del lugar de las races de sistemas de control con MATLAB
11.2Respuesta de lazo cerrado
11.3 Diseo en Lugar de las Races con UNTSIM
CAPITULO XIIANLISIS Y DISEO DE LA RESPUESTA EN FRECUENCIA
12.1 Salida en estado estacionario a una entrada sinusoidal
12.2Diagramas de Bode o diagramas logartmicos
12.3Margen de ganancia y margen de fase
12.3.1 Margen de ganancia (Gm)
12.3.2 Margen de fase (Pm)
12.3.3 Sistemas de fase mnima y sistemas de fase no mnima
12.3.4 Uso de los mrgenes de fase y ganancia en el diseo
12.4 Relacin entre la respuesta transitoria al escaln y la respuesta en frecuencia en el sistema estndar de segundo orden
12.5Frecuencia de ancho de banda (Wbw)
12.6Comportamiento de lazo cerrado
12.7El Diagrama de Nyquist
12.7.1 Criterio de estabilidad de Nyquist
12.7.2 Margen de ganancia usando el diagrama de Nyquist
12.8Uso de UNTSIM para el analisis en el dominio de la frecuencia
CAPITULO XIII ANLISIS DE SISTEMAS DE CONTROL EN EL ESPACIO DE ESTADO
13.1Introduccin
13.2Obtencin de ecuacin de estado con UNTSIM
13.3Representacin en el espacio de estado, de sistemas de ecuaciones diferenciales lineales de ensimo orden, con r entradas
13.4Relacin entre funciones de transferencia y variables de estado
13.5Transformacin de modelos usando MATLAB
13.5.1Funciones de transferencia a espacio de estado
13.5.2Espacio de estado a funcin de transferencia
13.6Controlabilidad y observabilidad
13.6.1 Controlabilidad y observabilidad con UNTSIM
13.7Respuesta a escaln unitario del sistema en forma de espacio de estados
CAPITULO XIV VARIABLE DISCRETA Y LA TRANSFORMADA z
14.1Introduccin
14.1.1Tipos de seales
14.1.2Sistemas de control en tiempo continuo y en tiempo discreto
14.1.3Controladores digitales y analgicos
14.1.4Control digital de procesos
14.2Seales en tiempo discreto
14.3La transformada Z
14.4Transformada z de funciones elementales
14.4.1Funcin impulso
14.4.2Funcin escaln unitario
14.5Generacin de funciones en tiempo discreto usando MATLAB
14.5.1Generacin de la funcin de entrada delta de Kronecker
14.5.2Generacin de la funcin de entrada en escaln
14.5.3Generacin de la funcin de entrada en rampa
14.5.4Generacin de la funcin de entrada de aceleracin
14.5.5Generacin de la funcin de entrada arbitraria
14.6Teoremas del valor inicial y final
14.6.1Teorema del valor inicial
14.6.2Teorema del valor final
14.7Inversin de la transformada z.
14.7.1Mtodo de expansin en fracciones parciales
14.7.2Mtodo de la divisin directa
14.7.3Mtodo computacional
CAPITULO XV SISTEMAS DE CONTROL EN TIEMPO DISCRETO
15.1Muestreo mediante impulsos y retencin de datos
15.1.1Muestreo mediante impulsos
15.1.2Retenedor de orden cero
15.1.3Equivalencia del retenedor de orden cero
15.2Conversin usando c2dm
15.2.1Funcin de transferencia
15.2.2Espacio de Estado
15.3Funciones de transferencia de pulsos
15.3.1Obtener G(z) a partir de G(s) usando MATLAB
15.3.2Funcin de transferencia de pulsos de elementos en cascada
15.3.3Funcin de transferencia de pulsos en lazo cerrado
15.3.4Funcin de transferencia de un controlador digital
15.3.5Funcin de transferencia pulso en lazo cerrado de un sistema de control digital
15.3.6Funcin de transferencia pulso de un controlador PID digital
15.4Respuestas transitorias
15.4.1Funcin de transferencia
15.4.2Espacio de estado
15.4.3Respuesta a la entrada delta de Kronecker
15.4.4Respuesta a una entrada escaln unitario
15.4.5Respuesta a una entrada rampa unitaria
15.5ANLISIS DE RESPUESTA TRANSITORIA EN ESTADO PERMANENTE
15.6POLOS Y CEROS EN EL PLANO z
15.7LOCALIZACIN DE LOS POLOS Y RESPUESTA TRANSITORIA PARA UN SISTEMA DISCRETO
15.7.1Amortiguamiento pequeo (zeta = 0.795, Wn = 0.755)
15.7.2Medium damping (zeta = 0.4, Wn = 11pi/20T)
15.7.3Large damping (zeta = 0.8, Wn = pi/4T)
15.8ANLISIS DE ESTABILIDAD DE SISTEMAS EN LAZO CERRADO EN EL PLANO z
15.8.1Estabilidad y Respuesta transitoria
15.8.2Lugar de las Races Discreta
15.9Anlisis en el espacio de estado
15.10Representaciones en espacio de estado de sistemas en tiempo discreto
15.10.1Formas cannicas para ecuaciones en el espacio de estado en tiempo discreto
15.10.2Forma cannica controlable
15.10.3Forma cannica observable
15.11Respuesta transitoria de sistemas en tiempo discreto definidos en el espacio de estado
APNDICE MANUAL DE FUNDAMENTOS DE MATLAB
Vectores
Funciones
Grficos
Polinomios
Matrices
Lista de funciones de MATLAB
Material en la Web
CAPITULO 1CONCEPTOS Y DEFINICIONES BSICASEl control automtico ha jugado un papel vital en el avance de la ciencia y de la ingeniera, constituyndose parte integral e importante de los procesos industriales y de manufactura modernos, resultando esencial en operaciones industriales como el control de presin, temperatura, humedad y viscosidad, y flujo en las industrias de transformacin.Los procesos se controlan con mayor precisin para dar productos ms uniformes y de ms alta calidad, mediante la aplicacin del control automtico, lo cual con frecuencia representa mayores ganancias. El control automtico tambin tiene grandes ventajas con ciertas operaciones remotas, peligrosas y rutinarias.Puesto que el beneficio del proceso es por lo comn la ventaja ms importante que se busca al aplicar el control automtico, la calidad del control y su costo se deben comparar con los beneficios econmicos y tcnicos esperados del proceso.El primer trabajo significativo en control automtico fue el regulador centrfugo de James Watt para el control de velocidad de una mquina de vapor, en el siglo dieciocho. En 1922 Minorsky uso las ecuaciones diferenciales que describen al sistema para demostrar la estabilidad del mismo. En 1932 Nyquist desarroll un procedimiento para determinar la estabilidad de los sistemas de lazo cerrado sobre la base de la respuesta de lazo abierto con excitacin sinusoidal en rgimen permanente. En 1934 Hazen introdujo el trmino de servomecanismos y desarroll el diseo de los mismos. Durante la dcada de los cuarenta, los mtodos de respuesta en frecuencia posibilitaron el diseo de sistemas lineales de control de lazo cerrado. De fines de los cuarenta a principios de los cincuenta, Evans desarroll por completo el mtodo del lugar de las races.Los mtodos de respuesta de frecuencia y del lugar de las races, que son el corazn de la Teora Clsica de Control, llevan a sistemas que son estables y que satisfacen un conjunto de requerimientos de funcionamiento mas o menos arbitrarios. Tales sistemas son, en general, aceptables pero no ptimos. Desde fines de los cincuenta, el nfasis en problemas de diseo de sistemas de control se desplaz al diseo de un sistema ptimo.Como las plantas modernas con muchas entradas y salidas, se van haciendo ms y ms complejas, la descripcin de un sistema moderno de control requiere una gran cantidad de ecuaciones. La teora de control clsica, que trata de sistemas con una entrada y una salida, se vuelve absolutamente impotente ante sistemas de mltiples entradas y salidas. Hacia 1960, gracias a la disponibilidad de las computadoras digitales, se hizo posible el anlisis de sistemas complejos en el dominio del tiempo; desde entonces se ha desarrollado la Teora de Control Moderna, basada en el anlisis y sntesis en el dominio del tiempo, utilizando variables de estado, con lo que se posibilita afrontar la complejidad creciente de las plantas modernas y los estrictos requisitos de exactitud, peso y costo.Los desarrollos ms recientes en la teora de control moderna estn en el campo del control ptimo de sistemas, tanto determinsticos como estocsticos, as como en sistemas de control complejos con adaptacin y aprendizaje. Las aplicaciones ms recientes de la teora de control moderna incluyen sistemas no ingenieriles como los de biologa, biomedicina, economa y socioeconoma. 1.1 Definiciones Planta. Una planta es un equipo, quiz simplemente un juego de piezas de una mquina, funcionando conjuntamente, cuyo objetivo es realizar una operacin determinada. En este libro llamaremos planta a cualquier objeto fsico que deba controlarse (como un horno de calentamiento, un reactor qumico o columna de destilacin) Proceso. El diccionario Merrian-Webster define proceso como una operacin o desarrollo natural, caracterizado por una serie de cambios graduales, progresivamente continuos, que se suceden uno a otro de un modo relativamente fijo, y que tienden a un determinado resultado o final; o a una operacin voluntaria o artificial progresivamente continua, que consiste en una serie de acciones controladas o movimientos dirigidos sistemticamente hacia determinado resultado o fin. En este libro se denomina proceso a cualquier operacin que deba controlarse. Ejemplos de ellos son los procesos qumicos, econmicos y biolgicos. Sistemas. Es la combinacin de componentes que actan conjuntamente y cumple determinado objetivo. Un sistema no est limitado a objetivos fsicos. El concepto de sistema puede aplicarse a fenmenos dinmicos abstractos, como los que se encuentran en economa. Por tanto, el trmino sistema hay que interpretarlo como referido a sistemas fsicos, biolgicos, econmicos y otros. El sistema de procesos qumicos. Es un conjunto de procesos fsicos y qumicos nter relacionados y medios fsicos qu que lo implementan. Todo sistema de proceso tiene entradas y salidas. Entradas puede ser materia prima, temperatura, concentracin etc. Un sistema est sujeto usualmente a seales o perturbaciones que para compensarlas se hace uso de correcciones o acciones de control. En este libro se denominar a un sistema de procesos qumicos como sistema de procesos o simplemente como proceso. Para visualizar un sistema de proceso simple vamos a considerar el siguiente proceso de calentamiento:Se dispone de una corriente de lquido a razn de W (kg/h) y una temperatura Ti (oK). Se desea calentar esta corriente hasta una temperatura TR (oK) segn el sistema de calentamiento mostrado en la Fig. 1.1. El fluido ingresa a un tanque bien agitado el cual esta equipado con un serpentn de calentamiento mediante vapor. Se asume que la agitacin es suficiente para conseguir que todo el fluido en el tanque est a la misma temperatura T. El fluido calentado es removido por el fondo del tanque a razn de W (kg/h) como producto de este proceso de calentamiento. Bajo estas condiciones la masa de fluido retenido en el tanque permanece constante en el tiempo y la temperatura del efluente es la misma que del fluido en el tanque. Por un diseo satisfactorio esta temperatura debe ser TR. El calor especfico del fluido es Cp, se asume que permanece constante, independiente de la temperatura
Fig. 1.1 Proceso de Calentamiento de un Lquido 1.2 Variables Las variables de entrada y salida del proceso son de diferentes tipos:
Fig. 1.2 Variables y PerturbacionesVariable controlada. Es la cantidad o condicin que se mide y controla. Normalmente la variable controlada es la salida del sistema y cambia con el progreso del proceso. Por Ejemplo:- La Temperatura de salida de la corriente de proceso en el calentador de la Fig. 1.1- La Composicin de salida en un sistema de reaccin. Variable manipulada. Es la cantidad o condicin modificada por el controlador a fin de afectar la variable controlada. Estas afectan el curso del proceso y pueden ser medidas y cambiadas a voluntad. Por Ejemplo:- El caudal de vapor en el calentador de la Fig. 1.1.- La Composicin de entrada en un sistema de reaccin. Perturbaciones. Es una seal que tiende a afectar adversamente el valor de la salida del sistema. Estas afectan directamente el curso del proceso pero no pueden ser cambiadas a voluntad. Por Ejemplo:- Cambio repentino en el caudal de entrada en un sistema de reaccin.Las perturbaciones pueden ser:- Perturbaciones Internas: Cuando se generan dentro del sistema- Perturbaciones Externas: Cuando se generan fuera del sistema y constituye una entrada. Variables intermedias. Son variables relacionadas con el curso del proceso solo indirectamente. Por Ejemplo, la temperatura del vapor en el tanque de calentamiento o la temperatura del agua de enfriamiento en un sistema de reaccin. Parmetros. Son las variables que toman un valor fijo durante el proceso.Por Ejemplo, la presin de operacin en un reactor. Control. Significa medir el valor de la variable controlada del sistema y aplicar al sistema la variable manipulada para corregir o limitar la desviacin del valor medido, respecto al valor deseado1.3 Diseo al estado estacionario (E. E.) Un proceso es denominado al estado estacionario (esttico) cuando ninguna de sus variables est cambiando con el tiempo. Al estado estacionario deseado, puede escribirse un balance de energa para el proceso de calentamiento: qs = W Cp (Ts Tis) (1.1) Donde qs es calor entrando al tanque y el subndice s es adicionado para indicar valor de diseo al E. E. Por un diseo satisfactorio, la temperatura al E. E. de la corriente de salida Ts debe ser igual a TR (temperatura de referencia). De aqu: qs = W Cp (TR Tis) (1.2) Sin embargo, es evidente que, si el calentador es ajustado para entregar una carga de calor constante qs, al cambiar las condiciones del proceso, la temperatura en el tanque tambin cambiar de TR. Una condicin tpica del proceso que puede cambiar es la temperatura de entrada Ti. Una solucin obvia al problema es disear el controlador de tal manera que la entrada de calor sea variada para mantener la temperatura T igual o cerca de TR. Ejemplo.Considerando el tanque de calentamiento mostrado en la Fig. 1.1, en el cual se desea calentar agua, desde una temperatura de entrada de Tis = 25 oC, podemos encontrar la cantidad de calor necesario para dos situaciones:a) Si mantenemos constante el flujo de entrada de agua por decir 1 m3/h (1000 kg/h) y deseamos determinar la cantidad de calor para calentarlo a diferentes temperaturas (por ejemplo entre 25 y 50 oC)Haciendo un programa Matlab podemos tener el calor necesario para diferentes temperaturas: t=25:5:50;Q=1000*1.0*(t-25);disp('Temperatura de salida Calor')disp([t',Q'])Al ejecutar el programa tenemos el calor necesario para diferentes temperaturas de salida manteniendo constante la masa de entrada: Temperatura de salida Calor 25 0 30 5000 35 10000 40 15000 45 20000 50 25000 b) Si fijamos la temperatura de salida por decir 40 oC y deseamos determinar la cantidad de calor necesario para diferentes caudales de entrada entre 800 y 1200 kg/h.Modificamos el programa anterior para variar la masa de agua: m=800:20:1200;Q=m*1.0*(40-25);disp(' Masa Calor')disp([m',Q']) Al ejecutar el programa tenemos el calor necesario para diferentes cantidades de masa y manteniendo constante la temperatura de salida: Masa Calor800 12000820 12300840 12600860 12900880 13200900 13500920 13800940 14100960 14400980 147001000 150001020 153001040 156001060 159001080 162001100 165001120 168001140 171001160 174001180 177001200 18000 1.4 Control de procesos Para el caso b) del ejemplo anterior la variable controlada ser la temperatura de salida la cual se ha fijado en 40 oC, as, si el flujo de entrada de agua fuese 1000 kg/h, se debe agregar qs a razn de 15000 kcal/h., asumiendo que el flujo de entrada de agua en algn momento, no sea constante, es necesario decidir que tanto debe ser cambiado el calor de entrada q desde qs para corregir cualquier desviacin de T desde TR. Una solucin podra ser colocar un operario del proceso, quien deber ser responsable de controlar el proceso de calentamiento. El operario deber observar la temperatura en el tanque, presumiblemente con un elemento de medida tal como una termocupla, un termmetro o un sensor y comparar esta temperatura con TR, l deber aumentar la entrada de calor y viceversa. A medida que l sea experimentado en esta tarea, sabr cuanto cambiar q para cada situacin. Sin embargo, esta tarea relativamente simple puede ser fcilmente y a menor costo ejecutada por una mquina. El uso de mquinas para este y similares propsitos es conocido como control automtico de procesos. 1.5 Niveles de control Control manual. Cuando el trabajo de regular alguna variable con el fin de compensar alguna alteracin en el proceso es ejecutada manualmente (por un operario), basado en mediciones previas de la variable controlada y en la experiencia. Control automtico simple. Cuando el trabajo anterior es ejecutado por una mquina, obedeciendo indicaciones dadas de antemano segn el tipo de proceso a controlar y el modo de accin de la mquina (controlador) Este modo de control es ejecutado en forma individual para cada sistema de proceso. Control automtico por computadora. Es la forma moderna de control de procesos, es un control integral (de todo el proceso) mediante una sola mquina (computadora digital), la cual analiza las seales dadas por los puntos de medicin y emite las seales respectivas hacia los elementos que regulan las variables. 1.6 El estado no estacionario (E. N. E.) Para el ejemplo del tanque de la Fig 1.1, asumiendo que el caudal de entrada no permanece constante, es lgico pensar que manteniendo constante la cantidad de calor para el calentamiento, la temperatura de salida no ser constante, sino que variar de acuerdo como cambie la cantidad de alimentacin. Esta relacin est dada por la ecuacin:T = Tis+ qs/W Cp (1.3)Si el caudal de entrada W aumenta, la temperatura de salida T disminuye y si W disminuye T aumenta. En un proceso real esta variacin en el caudal se puede deber a problemas en una etapa anterior al tanque o del sistema de bombeo. Este cambio que altera el curso normal del proceso se denomina perturbacin. Las perturbaciones pueden deberse tambin a situaciones que no estn dentro del proceso como por ejemplo en este caso la temperatura del medio ambiente la cual influir en la prdida de calor a los alrededores si el sistema no est debidamente aislado con el consiguiente cambio en la temperatura de salida. Si la temperatura o cualquier otra variable del proceso cambia, se tiene el estado no estacionario, por lo que es necesario hacer las correcciones respectivas para volver al estado estacionario.Si una mquina est siendo usada para controlar el proceso, es necesario decidir en adelante precisamente que cambios debern hacerse en la entrada de calor q para cada situacin posible que pueda ocurrir. Nosotros no podemos contar con el juicio de la mquina tanto como del operario. Las mquinas no piensan; ellas simplemente ejecutan una tarea predeterminada de una manera tambin predeterminada.Para tener la capacidad de hacer las decisiones de control con anticipacin (y alimentar los datos a la mquina) es necesario conocer como cambia la temperatura en el tanque en respuesta a cambios en Ti y q. Para esto es necesario escribir el balance de energa al estado no estacionario o transitorio (dinmico). Los trminos entrada y salida en este balance son los mismos que los usados en el balance al estado estacionario, Ec. (1.1), en adicin aqu hay una acumulacin transitoria de energa en el tanque, la cual puede escribirse: dTAcumulacin = r VCp --------energa/tiempo dtdonde r = densidad del fluidoV = volumen del fluido en el tanquet = variable independiente, tiempoCon lo cual la ecuacin de balance de energa ser:dT r VCp ------- =W Cp Ti W Cp T + q (1.4) dtAsumiendo que los flujos de entrada y salida son iguales y constantes, as como el trmino r V, el cual es la masa del fluido en el tanque (W), tambin constante, Se tiene : dT r VCp ------- =W Cp (Ti T )+ q (1.5) dtLa Ec. (1.1) es la solucin al estado estacionario de la Ec. (1.5), obtenida para el tiempo cero. 1.7 Principios bsicos de diseo de sistemas de control Requisitos generales de sistemas de control. Todo sistema de control debe ser estable. Este es un requisito bsico, adems de estabilidad absoluta, un sistema de control debe tener una estabilidad relativa razonable; es decir, la respuesta debe mostrar un amortiguamiento razonable. Asimismo, la velocidad de respuesta debe ser razonablemente rpida, y el sistema de control debe ser capaz de reducir los errores a cero, o a un valor pequeo tolerable. Cualquier sistema de control, para ser til, debe satisfacer estos requisitos. El requisito de estabilidad relativa razonable y el de la precisin de estado estacionario tienden a ser incompatibles, por lo tanto, al disear sistemas de control resulta necesario efectuar el mejor compromiso entre estos dos requerimientos. Teora de control moderno versus teora de control clsico. La teora de control clsica utiliza extensamente el concepto de funcin de transferencia (o transmitancia). Se realiza el anlisis y el diseo en el dominio de s (Laplace) y/o en el dominio de la frecuencia. La teora de control moderna que esta basada en el concepto del espacio de estado, utiliza extensamente el anlisis vectorial-matricial. El anlisis y el diseo se realizan en el dominio del tiempo.La teora de control clsica brinda generalmente buenos resultados para sistemas de control de una entrada y una salida. Sin embargo, la teora clsica no puede manejar los sistemas de control de mltiples entradas y mltiples salidas.En este libro se presentan en su primera parte los mtodos de control clsicos, frecuentemente denominados mtodos de control convencional y en una segunda parte los mtodos de control moderno. Ntese que los procedimientos clsicos o convencionales, ponen nfasis en la comprensin fsica y utilizan menos matemtica que los mtodos de control modernos. En consecuencia los mtodos de control clsicos o convencionales son ms fciles de entender Modelado matemtico. Los componentes que abarcan los sistemas de control son muy diversos. Pueden ser electromecnicos, hidrulicos, neumticos, electrnicos, etc. En ingeniera de control, en lugar de operar con dispositivos o componentes fsicos, se les reemplaza por sus modelos matemticos.Obtener un modelo matemtico razonablemente exacto de un componente fsico, es uno de los problemas ms importantes en ingeniera de control. Ntese que para ser til, un modelo matemtico no debe ser ni muy complicado ni excesivamente simple. Un modelo matemtico debe representar los aspectos esenciales de un componente fsico. Las predicciones sobre el comportamiento de un sistema, basadas en el modelo matemtico, deben ser bastante precisas. Ntese tambin que sistemas al parecer diferentes, pueden representarse por el mismo modelo matemtico. El uso de tales modelos matemticos permite a los ingenieros de control desarrollar una teora de control unificada. En ingeniera de control, se usan ecuaciones diferenciales lineales, invariantes en el tiempo, funciones de transferencia y ecuaciones de estado, para modelos matemticos de sistemas lineales, invariantes en el tiempo y de tiempo continuo. Para mayor informacin consultar el texto sobre Modelamiento y Simulacin de Procesos del mismo autor.Aunque las relaciones entrada-salida de muchos componentes son no-lineales, normalmente esas relaciones se linealizan en la vecindad de los puntos de operacin, limitando el rango de las variables a valores pequeos. Obviamente, tales modelos lineales son mucho ms fciles de manejar tanto analticamente como por computadora. Anlisis y diseo de sistemas de control. Al llegar a este punto, es deseable definir que significan los trminos anlisis, diseo, anlisis de respuesta transitoria, y otros. Por anlisis de un sistema de control se entiende la investigacin, bajo condiciones especificadas, del comportamiento de un sistema cuyo modelo matemtico se conoce. Como cualquier sistema consta de componentes, el anlisis debe comenzar con una descripcin matemtica de cada componente. Una vez que se ha elaborado un modelo matemtico del sistema completo, la forma en que el anlisis se lleva a cabo es independiente de si el sistema fsico es neumtico, elctrico, mecnico, etc. Por anlisis de respuesta transitoria se entiende generalmente la determinacin de la respuesta de una planta a seales y perturbaciones de entrada. Por anlisis de respuesta en estado estacionario significa la determinacin de la respuesta tras la desaparicin de la respuesta transitoria.Por diseo de un sistema, se entiende hallar uno que cumpla una tarea dada, si las caractersticas de respuesta dinmica y/o de estado estacionario no son satisfactorias, se debe agregar un compensador al sistema.Por sntesis se entiende encontrar, mediante un procedimiento directo, un sistema de control que se comporte de un modo especfico. Generalmente, tal procedimiento es totalmente matemtico de principio a fin del proceso de diseo. Se dispone de procedimientos de sntesis para el caso de sistemas lineales y para sistemas lineales de control ptimo.En aos recientes, las computadoras digitales han jugado un importante papel en el anlisis, diseo y operacin de sistemas de control. La computadora puede utilizarse para efectuar los clculos necesarios, para simular los componentes de un sistema o una planta, o para controlar un sistema. El control por computadora ha llegado a ser de uso comn, y muchos sistemas de control industrial utilizan controladores digitales. Mtodo bsico de diseo de control. El mtodo bsico de diseo de cualquier sistema de control prctico, entraa la obligada aplicacin de procedimientos de tanteo. La sntesis de sistemas de control lineales es tericamente posible, y el ingeniero de control puede determinar sistemticamente los componentes necesarios para realizar el objetivo propuesto. En la prctica sin embargo, el sistema puede estar expuesto a muchas restricciones, o no ser lineal, y en tales casos no se cuenta actualmente con mtodos de sntesis. Acaso, adems, las caractersticas de los componentes no se conozcan con precisin. Por tanto, siempre resultar necesario seguir procedimientos de tanteo.No obstante en la prctica a menudo se enfrentan situaciones en las que un proceso no es alterable (esto es, no se tiene la libertad de modificar la dinmica del proceso), y el ingeniero de control tiene que disear el resto del sistema, de modo que el conjunto cumpla con las normas previstas en tanto se lleva a cabo la tarea propuesta. Las especificaciones pueden incluir factores tales como la velocidad de respuesta, amortiguamiento razonable, exactitud en estado estacionario, confiabilidad y costo. En algunos casos los requerimientos o especificaciones pueden darse explcitamente, y en otros no. Todos los requerimientos o especificaciones deben interpretarse en trminos matemticos. En el diseo convencional, se debe estar seguro de que el sistema de lazo cerrado sea estable, y que presente caractersticas de respuesta transitoria aceptables (esto es velocidad y amortiguamiento razonables), y exactitud aceptable en estado estacionario.Es importante recordar que algunas de las especificaciones quizs no sean realistas. En tal caso, las especificaciones deben revisarse en las primeras etapas del diseo. Asimismo las especificaciones dadas, acaso incluyan condiciones contradictorias o conflictivas. Entonces el diseador debe resolver en forma satisfactoria los conflictos entre los muchos requerimientos dados.El diseo basado en teora de control moderna, requiere que el diseador tenga un ndice de comportamiento o desempeo razonable, que lo gue en el diseo de un sistema de control. Un ndice de comportamiento es una medida cuantitativa del comportamiento, que indica la desviacin con respecto al comportamiento ideal. La seleccin de un ndice de comportamiento particular se determina por objetivos del sistema de control.El ndice de comportamiento puede ser la integral de una funcin de error que debe minimizarse. Estos ndices de comportamiento, basados en la minimizacin de la integral del error, pueden usarse tanto en los procedimientos de control moderno, como en los de control convencional. Sin embargo, en general la minimizacin de un ndice de comportamiento se puede lograr mucho ms fcilmente usando procedimientos de control modernos.La especificacin de la seal de control durante el intervalo de tiempo operativo, recibe el nombre de ley de control. Matemticamente, el problema bsico de control es determinar la ley de control ptimo, sujeta a diversas restricciones de ingeniera y de economa, que minimice (o maximice, segn el caso) un ndice de comportamiento o desempeo determinado. Para el caso de sistemas relativamente simples, se puede hallar la ley de control en forma analtica. En el caso de sistemas complejos, puede requerirse una computadora digital que opere en lnea para generar la ley de control ptimo.Para sistemas de control industrial, el ndice de comportamiento puede ser el costo mnimo, la confiabilidad mxima, etc. Es importante puntualizar que la eleccin del ndice de comportamiento es sumamente importante, ya que la naturaleza de control ptimo diseado depende del ndice de comportamiento particular que se elige. Hay que seleccionar el ndice de comportamiento ms adecuado para cada situacin.
CAPITULO 2SISTEMAS DE CONTROLTodo proceso industrial es controlado bsicamente por tres tipos de elementos el transmisor (medidor o sensor) (TT), el controlador (TIC o TRC) y la vlvula o elemento final de control, segn puede verse en la Fig. 2.1. La Fig. 2.1 corresponde al tpico intercambiador de calor, en el que un fluido de calefaccin (vapor) calienta un producto de entrada hasta una temperatura de salida que es transmitida por TT y controlada e indicada por TIC (o controlada y registrada por TRC) a travs de una vlvula de control V. Esta deja pasar el vapor de calefaccin suficiente para mantener la temperatura del fluido caliente en un valor deseado o punto de consigna que es prefijado (valor de referencia o set point) en el controlador TIC o TRC. La combinacin de los componentes transmisor-controlador-vlvula de control-proceso, que actan conjuntamente, recibe el nombre de sistema y cumple el objetivo de mantener una temperatura constante en el fluido caliente de salida del intercambiador. Cada uno de los componentes anteriores considerados aisladamente es tambin un sistema, puesto que cada uno cumple un objetivo determinado. Por ejemplo, el transmisor convierte los valores de la temperatura a seales neumticas o electrnicas; el controlador mantiene la seal de entrada constante para cada punto de consigna o valor deseado fijado por el operador, mediante la variacin de la seal de salida a la vlvula de control; la vlvula de control convierte la seal de entrada neumtica o electrnica a posicin de su vstago y, por tanto, gobierna el caudal de vapor con que alimenta el serpentn del intercambiador de calor; el proceso cumple el objetivo de calentar el fluido de salida, mediante el vapor de entrada, y lo hace a travs de un serpentn, del que se elimina continuamente el condensado con un purgador. Ntese que en cada uno de los sistemas anteriores se ha considerado una entrada y una salida; por ejemplo, en el caso de la vlvula de control, la entrada es la seal procedente del controlador y la salida es el caudal de vapor al serpentn; y en el caso del proceso, la entrada es el caudal de vapor que pasa a travs de la vlvula y la salida es la temperatura del fluido caliente. a) Control neumtico
b) Control electrnico
Fig. 2.1 Proceso industrial tpico Estos sistemas se representan mediante un rectngulo llamado bloque, la variable o variables de entrada constituidas por flechas que entran en el rectngulo, y la variable o variables de salida representadas por flechas que salen del rectngulo. De este modo, el sistema de la Fig. 2.1 quedara representado segn se ve en la Fig. 2.2 denominado diagrama de bloques.
Fig. 2.2 Diagrama de bloques de un proceso industrial tpicoLa seal (perturbaciones) en el bloque del proceso se refiere a las variables que aparte del caudal de vapor de agua pueden afectar el proceso; por ejemplo, el mal funcionamiento del purgador de vapor, las variaciones de caudal o de temperatura del fluido de entrada, los cambios de temperatura exteriores al intercambiador, el posible recubrimiento, con el tiempo, de la pared del serpentn que est en contacto con el fluido, con la consiguiente alteracin en la transmisin del calor de condensacin del vapor, las variaciones de presin del vapor producidas por el consumo variable de vapor en los sistemas prximos al considerado, o por otras causas, etc. El sistema de control anterior pertenece a los denominados servosistemas. En su significado ms amplio, el servosistema corresponde a un sistema de mando y control automtico de aparatos basado en la anulacin de las desviaciones que existan entre el valor instantneo de la magnitud a regular y el valor prescrito para la misma. Un caso particular de los servosistemas son los controladores o reguladores; en ellos la respuesta o seal de salida tiende fundamentalmente a contrarrestar las perturbaciones que afectan a la variable o magnitud de entrada. Este es el caso del TIC o TRC de la Fig. 2.1. En estos aparatos, la magnitud de entrada se fija en un valor constante (que es el valor de referencia o punto de consigna del controlador) o en un valor variable con el tiempo segn una ley programada (se trata entonces de controladores programadores). Otro caso particular son los servomecanismos. 2.1 Sistema de control retroalimentado (feedback) Como se ha visto anteriormente, el control retroalimentado es una operacin que, en presencia de perturbaciones, tiende a reducir la diferencia entre la salida de un sistema y alguna entrada de referencia, realizndolo sobre la base de esta diferencia. Aqu slo se especifican las perturbaciones no previsibles, ya que las previsibles o conocidas siempre pueden compensarse dentro del sistema. Se denomina sistema de control retroalimentado a aquel que tiende a mantener una relacin preestablecida entre la salida y alguna entrada de referencia, comparndolas y utilizando la diferencia como medio de control. Por ejemplo el control de temperatura del tanque mezclador de la Fig. (1.1). Midiendo la temperatura de salida del tanque y comparndola con la temperatura de referencia (temperatura deseada), la vlvula de entrada de vapor regula el flujo de ste aumentando o disminuyendo para mantener la temperatura de la corriente de salida en el valor deseado. 2.2 Servosistemas El servosistema (o servomecanismo) es un sistema de control retroalimentado en el que la salida es algn elemento mecnico, sea posicin, velocidad o aceleracin. Por tanto, los trminos servosistema o sistema de control de posicin, o de velocidad o de aceleracin, son sinnimos. Estos servosistemas se utilizan ampliamente en la industria moderna. Por ejemplo con el uso de servosistemas e instruccin programada se puede lograr la operacin totalmente automtica de mquinas herramientas. Ntese que a veces se denomina tambin servosistema a un sistema de control cuya salida debe seguir con exactitud una trayectoria determinada en el espacio (como la posicin de una aeronave en el espacio en un aterrizaje automtico). Los ejemplos incluyen el sistema de control de una mano de robot, en que la misma debe seguir una trayectoria determinada en el espacio al igual que una aeronave en el sistema de control de aterrizaje. 2.3 Sistema de regulacin automtica Un sistema de regulacin automtica es un sistema de control en el que la entrada de referencia o salida deseada son, o bien constantes o bien varan lentamente con el tiempo, y donde la tarea fundamental consiste en mantener la salida en el valor deseado a pesar de las perturbaciones presentes. Por ejemplo los controles automticos de presin y temperatura en un proceso qumico. 2.4 Sistemas de control de procesos A un sistema de regulacin automtica en el que la salida es una variable como temperatura, presin, flujo, nivel de liquido o pH, se le denomina sistema de control de proceso. El control de procesos tiene amplia aplicacin en la industria. En estos sistemas con frecuencia se usan controles programados, como el de la temperatura de un horno de calentamiento en que la temperatura del mismo se controla segn un programa preestablecido. Por ejemplo el programa preestablecido puede consistir en elevar la temperatura a determinado valor durante un intervalo de tiempo definido, y luego reducir a otra temperatura prefijada tambin durante un periodo predeterminado. En este control el punto de referencia se ajusta segn el cronograma preestablecido. El controlador entonces funciona manteniendo la temperatura del horno cercana al punto de ajuste variable.
Fig. 2.3 Sistema de control de temperaturaEn la Fig. 2.3, se puede apreciar el esquema para el control mediante una computadora de la temperatura en un horno elctrico. La Temperatura en el interior del horno se mide con una Termocupla (Bimetlico), que es un dispositivo analgico. La Temperatura se convierte a un valor de temperatura digital, por un convertidor A/D y con esta se alimenta a un controlador a travs de una interfaz con la finalidad de pasar la seal de voltaje a lenguaje de computadora (Cdigo Binario). La Temperatura digital se compara con la temperatura de referencia es decir la temperatura de entrada programada; y ante cualquier discrepancia (Error), el controlador enva una seal al Calefactor, a travs de un amplificador, y relevador, para llevar la temperatura del horno elctrico al valor deseado, y obtener de esta manera una operacin satisfactoria. El empleo de un amplificador es para aumentar la potencia puesto que generalmente los procesos se realizan en pequeas voltajes, bajas potencias.El relevador o interruptor recibe seal de la computadora si se enciende o se apaga; se apaga el relevador cuando obtenemos la temperatura deseada y permanece encendido mientras no se llegue al valor. 2.5 Sistema de control de lazo cerrado: (closed loop) Con frecuencia se llama as a los sistemas de control retroalimentado. En la prctica, se utiliza indistintamente la denominacin control retroalimentado (feedback) o control de lazo cerrado (closed loop). La seal de error actuante, que es la diferencia entre la seal de entrada y la de retroalimentacin (que puede ser la seal de salida o una funcin de la seal de salida y sus derivadas), entra al controlador para reducir el error y llevar la salida a un valor deseado. Esta retroalimentacin se logra a travs de la accin de un operador (control manual) o por medio de instrumentos (control automtico).En el caso de control manual, para el ejemplo mostrado en la Fig. (1.1) el operador mide previamente la temperatura de salida; si esta es por ejemplo, inferior al valor deseado, aumenta la circulacin de vapor abriendo levemente la vlvula. Cuando se trata de control automtico, se emplea un dispositivo sensible a la temperatura para producir una seal (elctrica o neumtica) proporcional a la temperatura medida. Esta seal se alimenta a un controlador que la compara con un valor deseado preestablecido o punto de ajuste (set point). Si existe una diferencia, el controlador cambia la abertura de la vlvula de control de vapor para corregir la temperatura como se indica en la Fig. 2.4.
Fig. 2.4 Sistema de control de lazo cerrado El trmino lazo cerrado implica el uso de la accin de control retroalimentado para reducir el error del sistema.
Fig. 2.5 Diagrama de bloques del sistema de control de lazo cerrado2.6 Sistema de control de lazo abierto ("OPEN LOOP") Los sistemas en los que la salida no tiene efecto sobre la accin de control, se denominan sistemas de control de lazo abierto (open loop). En otras palabras, en un sistema de control de lazo abierto la salida ni se mide ni se retroalimenta para compararla con la entrada. Un ejemplo prctico lo constituye una lavadora de ropa domestica. El remojo, lavado y enjuague en la lavadora se cumplen por tiempos. La mquina no mide la seal de salida, es decir, la limpieza de la ropa.
Fig. 2.6 Sistema de control de lazo abiertoEn cualquier sistema de control de lazo abierto, no se compara la salida con la entrada de referencia. Por tanto, para cada entrada de referencia corresponde una condicin de operacin fija. As, la precisin del sistema depende de la calibracin. En presencia de perturbaciones, un sistema de control de lazo abierto solo se puede utilizar si la relacin entre la entrada y la salida es conocida; y si no se presentan perturbaciones tanto internas como externas. Desde luego, tales sistemas no son sistemas de control retroalimentado, denominndose frecuentemente sistema de control de alimentacin directa (feed foward). Ntese que cualquier sistema de control que funciona sobre la base de tiempos es un sistema de lazo abierto.
Fig. 2.7 Diagrama de bloques del sistema de control de lazo abierto El control de alimentacin directa se esta utilizando de una manera muy generalizada; sobre todo en el control por computadora. Los cambios en las variables de entrada al proceso se miden y compensan sin esperar a que un cambio en la variable controlada indique que ha ocurrido una alteracin en las variables. El control de alimentacin directa es muy til tambin en casos en que la variable controlada final no se puede medir. En el ejemplo ilustrado en la Fig. 2.6, el controlador de alimentacin directa tiene la capacidad de computar y utilizar el gasto medido de liquido de entrada y su temperatura, para calcular el gasto de vapor necesario para mantener la temperatura deseada en el liquido de salida. 2.7 Sistema de control de lazo cerrado versus de lazo abierto Una ventaja del sistema de control de lazo cerrado es que el uso de la retroalimentacin hace que la respuesta del sistema sea relativamente insensible a perturbaciones externas y a variaciones internas de parmetros del sistema. De este modo, es posible utilizar componentes relativamente imprecisos y econmicos, y lograr la exactitud de control requerida en determinada planta, cosa que sera imposible en un control de lazo abierto.Desde el punto de vista de la estabilidad, en el sistema de control de lazo abierto la estabilidad es ms fcil de lograr puesto que no constituye un problema importante. En cambio en los sistemas de lazo cerrado, la estabilidad si es un problema importante, por su tendencia a sobrecorregir errores que pueden producir oscilaciones de amplitud constante o variable.Hay que puntualizar que para sistemas cuyas entradas son conocidas previamente y en los que no hay la presencia de perturbaciones, es recomendable utilizar el control de lazo abierto. Los sistemas de control de lazo cerrado tienen ventajas solamente si se presentan perturbaciones no previsibles o variaciones de componentes del sistema. Ntese que la potencia de salida determina parcialmente el costo, peso y tamao de un sistema de control. La cantidad de componentes utilizados en un sistema de control de lazo cerrado es mayor a la correspondiente a un sistema de control de lazo abierto. As, entonces, un sistema de control de lazo cerrado es generalmente de mayor costo y potencia. Para reducir la potencia requerida por un sistema, es conveniente usar sistema de lazo abierto. Por lo comn resulta menos costosa una combinacin adecuada de controles de retroalimentacin y alimentacin directa, logrndose un comportamiento general satisfactorio. 2.8 Control combinado de lazo abierto y lazo cerrado La respuesta que emite el controlador hacia la vlvula de control es el resultado de solucionar una ecuacin que relaciona las variables controlada y regulada, y se designa generalmente como el modelo de proceso.Es muy raro encontrar modelos y controladores perfectos, de manera que es ms conveniente utilizar una combinacin de control de retroalimentacin y alimentacin directa como muestra la Fig. 2.8. La configuracin de un controlador que proporciona el punto de ajuste para otro controlador se conoce como control en cascada.
Fig. 2.8 Control combinado con retroalimentacin y alimentacin directa. 2.9 Sistemas de control adaptables Las caractersticas dinmicas de la mayora de los sistemas de control no son constantes por diversas razones, como el deterioro de los componentes al paso del tiempo, o las modificaciones en los parmetros o en el medio ambiente. Aunque en un sistema de control retroalimentado se atenan los efectos de pequeos cambios en las caractersticas dinmicas, si las modificaciones en los parmetros del sistema y el medio son significativas, un sistema, para ser satisfactorio ha de tener capacidad de adaptacin. Adaptacin implica la capacidad de autoajustarse o automodificarse de acuerdo con las modificaciones imprevisibles del medio o estructura. Los sistemas de control que tienen algn grado de capacidad de adaptacin (es decir, el sistema de control por si mismo detecta cambios en los parmetros de planta y realiza los ajustes necesarios en los parmetros del controlador, para mantener un comportamiento ptimo), se denomina sistema de control adaptable. En un sistema de control adaptable, las caractersticas dinmicas deben estar identificadas en todo momento, de manera que los parmetros del controlador pueden ajustarse para mantener un comportamiento ptimo. (De este modo, un sistema de control adaptable es un sistema no estacionario). Este concepto resulta muy atractivo para el diseador de sistemas, ya que un sistema de control adaptable, adems de ajustarse a los cambios ambientales, tambin lo hace ante errores moderados del proyecto de ingeniera o incertidumbres, y compensa la eventual falla de componentes menores del sistema, aumentando, por tanto, la confiabilidad de todo el sistema. 2.10 Sistemas de control con aprendizaje Muchos sistemas de control que aparentemente son de lazo abierto, pueden convertirse en sistemas de lazo cerrado si un operador humano se considera como un controlador, que compara la entrada y la salida y realiza las acciones correctivas basadas en la diferencia o error.Si se intenta analizar tales sistemas de control de lazo cerrado con intervencin humana, se encuentra el difcil problema de plantear ecuaciones que describan el comportamiento del operador humano. En este caso uno de los muchos factores que lo complican, es la capacidad de aprendizaje del ser humano. A medida que este va adquiriendo experiencia, mejora como elemento de control, y esto debe tomarse en cuenta al analizar el sistema. Los sistemas de control con capacidad para aprender, reciben el nombre de sistemas de control con aprendizaje. En la literatura se encuentran avances recientes en aplicaciones de control adaptable y con aprendizaje. 2.11 Clasificacin de sistemas de control Los sistemas de control pueden clasificarse de diversos modos. A continuacin se sealan algunos. Sistemas de control lineales versus no lineales.- En rigor, la mayora de los sistemas fsicos no son lineales en varios sentidos. Sin embargo, si la extensin de variaciones de las variables del sistema no es amplia, el sistema puede linealizarse dentro de un rango relativamente estrecho de valores de las variables. Para sistemas lineales, se aplica el principio de superposicin. Aquellos sistemas a los que no es aplicable este principio son los sistemas no lineales. Sistemas de control invariante en el tiempo versus control variable en el tiempo.- Un sistema de control invariante en el tiempo (sistema de control con coeficientes constantes) es aquel en el que los parmetros no varan con el tiempo. La respuesta de tal sistema es independiente del tiempo en el que se aplica la entrada. En cambio, un sistema de control variable en el tiempo es aquel en el cual los parmetros varan con el tiempo; su respuesta depende del tiempo en el que se aplica una entrada. Ejemplo de un sistema de control variable en el tiempo, es le sistema de control de un vehculo espacial, en el que la masa disminuye en el tiempo al consumirse combustible durante el vuelo. Sistemas de control de tiempo continuo versus tiempo discreto.- En un sistema de control de tiempo continuo, todas las variables son funciones de un tiempo continuo t. Un sistema de control de tiempo discreto abarca una o ms variables que son conocidas slo en instantes discretos de tiempo. Sistemas de control con una entrada y una salida versus con mltiples entradas y mltiples salidas.- Los sistemas pueden tener una entrada y una salida, o mltiples entradas y mltiples salidas como en el caso de un sistema de control de proceso con dos entradas (entrada de presin y entrada de temperatura) y dos salidas (presin de salida y temperatura de salida). Sistemas de control con parmetros agrupados versus parmetros distribuidos.- Los sistemas de control que pueden describirse mediante ecuaciones diferenciales ordinarias, son sistemas de control de parmetros agrupados, mientras que los sistemas de control con parmetros distribuidos son aquellos que pueden describirse mediante ecuaciones diferenciales parciales. Sistemas de control determinsticos versus estocsticos.- Un sistema de control es determinstico si la respuesta a la entrada es predecible y repetible. De no serlo, el sistema de control es estocstico.
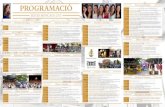
CAPITULO 3 CONTROL E INSTRUMENTACIN DE PROCESOS 3.1 INSTRUMENTACIN Y CONTROL Alguna familiaridad con el software y hardware de control es necesario antes de entrar a discutir la seleccin y sintona. Nosotros no estamos preocupados sobre los detalles de cmo se construyen los diferentes equipos mecnicos, neumticos, hidrulicos, electrnicos y los servicios de computacin. Estos detalles pueden ser obtenidos de los proveedores de instrumentos y computadoras. Nosotros solamente necesitamos conocer bsicamente como trabajan ellos y que es lo que se supone hacen.Los instrumentos son proporcionados para monitorear las variables claves del proceso durante la operacin de la planta. Estos pueden estar incorporados a un lazo de control automtico, o usados para el control manual de la operacin. Ellos tambin pueden ser parte de un sistema de control por computadora. Los instrumentos monitoreando las variables crticas del proceso deben estar equipados con alarmas automticas para alertar al operador sobre situaciones crticas y peligrosas. En las ltimas dcadas ha habido una real revolucin en el hardware de instrumentacin. Hace 30 aos, la mayora de hardware de control fue mecnico y neumtico (usando instrumentos con presin de aire para mover los aparatos y seales de control). La tubera se coloc entre el equipo de proceso y el cuarto de control. Las seales fueron grabadas en cartas de papel.Actualmente la mayora de los nuevos sistemas de control usan hardware de control distribuido: microprocesadores que sirven simultneamente a varios lazos de control. La informacin es desplegada en CRTs (tubos de rayos catdicos). La mayora de seales son transmitidas de manera analgica electrnica (usualmente seales de corriente).A pesar de todos esos cambios en el hardware, los conceptos bsicos de estructura de sistemas de control y algoritmos de control (tipos de controladores) permanecen esencialmente iguales como fueron hace 40 aos. Ahora es fcil implementar estructuras de control; solo debemos reprogramar una computadora. Pero el trabajo de los ingenieros de control de procesos es el mismo: obtener sistemas de control que den un control bueno, estable y robusto.Como se ha visto en el Cp.- 2, el lazo bsico de un control de retroalimentacin consiste de un sensor para detectar la variable de proceso; un transmisor para convertir la seal del sensor en una seal equivalente (una seal de presin de aire en sistemas neumticos o seal de corriente en sistemas analgicos electrnicos); un controlador que compare esta seal del proceso con un valor de referencia (set point) deseado y producir una apropiada seal de salida del controlador; y un elemento final de control que cambie la variable manipulada. Usualmente el elemento final de control es una vlvula de control operada con aire o elctricamente que se abre o cierra para variar la razn de flujo de la corriente manipulada. Ver Fig. 3.1.
Fig. 3.1 Lazo de control de retroalimentacinEl sensor, transmisor, y vlvula de control son fsicamente localizadas sobre el equipo de proceso (en el campo). El controlador es usualmente localizado sobre un panel o en una computadora en un cuarto de control que est a alguna distancia del equipo de proceso. Cables conectan las dos ubicaciones, llevando seales de corriente del transmisor al controlador y del controlador al elemento final de control.
(a) En manual
(b) En automtico Fig. 3.2 Conmutador manual / automtico El hardware usado en plantas qumicas y petroqumicas es ya sea analgico (neumtico o electrnico) o digital. Los sistemas analgicos usan seales de presin de aire (3 a 15 psig) o seales de corriente/voltaje (4 a 20 miliamperios, 10 a 50 miliamperios o 0 a 10 voltios DC). Estos son accionados por instrumentos de aire suministrando (25 psig aire) o 24 voltios DC de potencia elctrica. Los sistemas neumticos envan seales de presin de aire a travs de pequeos tubos. Sistemas analgicos electrnicos usan cables.Cuando se usa una vlvula neumtica actuada por presin de aire, las seales de corriente son usualmente convertidas en presin de aire. Se usa un transductor I a P (corriente a presin) para convertir seales de 4 a 20 mA en seales de 3 a 15 psig.Tambin colocado en el cuarto de control est el conmutador (switch) manual-automtico. Durante el arranque o bajo condiciones anormales, el operador de la planta puede querer poder colocar la posicin de la vlvula de control en el mismo en lugar que tiene la posicin del controlador. Un switch es usualmente colocado sobre el panel de control o en el sistema de control como se muestra en la Fig. 3.2. En la posicin manual el operador puede accionar la vlvula cambiando una perilla (un regulador de presin en un sistema neumtico o un potencimetro en un sistema electrnico analgico). En la posicin automtico la salida del controlador va directamente a la vlvula. Cada controlador debe proporcionar lo siguiente: 1. Indicar el valor de la variable controlada: la seal del transmisor
2. Indicar el valor de la seal siendo enviada a la vlvula: la salida del controlador
3. Indicar el valor de referencia (setpoint)
4. Tener un switch manual / automtico.
5. Tener una perilla para fijar el setpoint cuando el controlador est en automtico.
6. Tener una perilla para fijar la seal a la vlvula cuando el controlador est en manual.
Todos los controladores desde hace 40 aos para los controladores neumticos o los controladores modernos basados en microprocesador, tienen estas funciones.3.2 SENSORES Se han desarrollado diferentes instrumentos para la medicin en lnea de diferentes propiedades. Las variables ms importantes son caudal, temperatura, presin y nivel. Dispositivos para medicin de otras propiedades tal como pH, densidad, viscosidad, absorcin ultravioleta e infrarroja, e ndice de refraccin estn disponibles. La medicin directa de la composicin qumica mediante un cromatgrafo de gas en lnea es extensamente usada. Esto conlleva interesantes problemas de control debido a su operacin intermitente (una seal de composicin es generada cada cierto tiempo). Estos casos veremos en el estudio de variables discretas.Es deseable que las variables del proceso a ser monitoreadas sean medidas directamente; muchas veces, sin embargo, esto es impracticable y algunas variables dependientes deben medirse en forma indirecta. Por ejemplo, en el control de una columna de destilacin es deseable el anlisis de los productos en la corriente del tope en la misma lnea de proceso, pero esto es difcil y costoso llevarlo a cabo, de tal manera que frecuentemente es monitoreada la temperatura como una indicacin de la composicin. Los instrumentos de temperatura pueden formar parte de un lazo de control de la composicin de los productos de cabeza con el reflujo, verificado frecuentemente por los anlisis de laboratorio.3.2.1 Medidores de temperatura La temperatura es una de las principales variables que afectan el curso de los procesos qumicos, por tal razn esta variable debe ser medida con la mayor exactitud posible para poder controlarla adecuadamente. Dentro de los principales instrumentos que se utilizan para la medicin de temperatura se tiene: Termocuplas. Se basan en el hecho de que una corriente del orden de milivoltios fluye en un circuito continuo de dos alambres metlicos diferentes. La seal vara con la temperatura de la juntura caliente. Las termocuplas de hierro-constantan son comnmente usadas en el rango de temperatura de 0 a 1300 oF. Termmetros de resistencia. Se basan en el hecho de que los metales cambian su resistencia elctrica cuando se someten a un cambio de temperaturas. Termmetros llenos. Los Termmetros de sistema lleno se disean para proporcionar una indicacin de la temperatura a cierta distancia del punto de medicin. El Elemento sensible o medicin (bulbo o ampolla) tiene un gas o un liquido que cambia de volumen, presin o presin de vapor con la temperatura. Este cambio se comunica por medio de un tubo capilar al Tubo de Bourdon u otro dispositivo sensible a la presin y el volumen.Estos dispositivos debido a su simplicidad se utilizan con frecuencia en los procesos industriales. Termmetros bimetlicos. El Bimetal termosttico se define como un material compuesto que consta de tiras de dos ms metales unidos entre s. Debido a los diferentes ndices de expansin de sus componentes, Esta composicin tiende a cambiar de curvatura cuando se somete a una variacin de temperatura. Los Termostatos Bimetlicos se destinan a utilizarse a temperaturas que oscilan entre 1000 F hasta 300 F e incluso a niveles inferiores. Termmetros de liquido en capilares de vidrio. Las tres formas de Termmetros de liquido en capilares de vidrio son: 1. Los Totalmente hechos de vidrio (de cuello grabado o de escala cerrada). 2. De Tubo y Escala. 3. Industriales. Estos termmetros no se utilizan en sistemas de control automtico pero si se utilizan profundamente como dispositivo de medicin para el control manual y en laboratorios de control. Pirmetros. Pirometra de Radiacin, es la determinacin de la temperatura de un objeto por medio de la cantidad y la naturaleza de la energa que irradia. Estos dispositivos se clasifican en: 1. Pirmetros pticos; basados en la brillantez de un objeto caliente. 2. Pirmetros de Radiacin; miden el ndice de emisin de energa por unidad de rea La respuesta dinmica de la mayora de sensores es usualmente mucho ms rpida que la dinmica del proceso mismo. Los sensores de temperatura son una notable y a veces problemtica excepcin. La constante de tiempo de una termocupla y un termmetro lleno pueden ser 30 segundos o ms. Si el termmetro esta revestido con polimero u otro material, el tiempo de respuesta puede ser varios minutos. Esto puede significar degradacin en la operacin de control.3.2.2 Medidores de presin Los dispositivos para medir presiones en procesos se dividen en tres grupos: 1. Los que se basan en una medicin de la altura de una columna liquida. En estos dispositivos, la presin que se mide se compara con la presin ejercida por una columna de lquido. Casi todos los dispositivos de columna lquida para medir presiones se llaman comnmente Manmetros. Segn sea la gama de presin, los lquidos ms frecuentemente usados son el agua y el mercurio. 2. Los que se basan en la medicin de la distorsin de una cmara de presin elstica. Son aquellos en que las presiones medidas deforman algn material elstico, y la magnitud de dicha deformacin es, ms o menos, proporcional a la presin aplicada. Estos dispositivos se clasifican en tres tipos: El Tubo de Bourdon, los fuelles y el diafragma. 3. Los dispositivos, sensores de tipo elctrico; denominados tambin extensores, cuando un alambre u otro conductor elctrico se extiende elsticamente, su longitud aumenta y su dimetro disminuye. Estos dos cambios dimensionales generan un aumento en la resistencia elctrica del conductor. 3.2.3 Medidores de flujo El flujo, definido como volumen por unida de tiempo en condiciones especificas de temperatura y presin, se mide usualmente con medidores de desplazamiento positivo o de velocidad. Las principales clases de instrumentos de medicin de flujo o corriente que se utiliza en Industrias de Proceso son las de carga variable, rea variable, desplazamiento positivo, turbina, medidores de flujo en masa y vertedores y canalones para medir la corriente en canales abiertos. 3.2.4 Mediciones de nivel La medicin del nivel se puede definir como la determinacin de la ubicacin de la entrecara entre dos fluidos, separables por gravedad, con respecto a un plano de referencia fija. La medicin de nivel ms comn es la de la entrecara entre un liquido y un gas. Otras mediciones de nivel que se encuentran con suma frecuencia son la entrecara de dos lquidos, de slidos granulares o fluidificados y un gas, y entre un gas, y entre un liquido y su vapor. Las bases ms frecuentemente usadas para clasificar los dispositivos de nivel son: Dispositivos visuales. Comprende dispositivos como: la varilla de inmersin, la escala de plomada y cinta, el manmetro abierto y el vidrio de nivel o columna indicadora. Vidrio de nivel. Es un dispositivo visual para medir niveles en procesos, el cual puede considerarse como un manmetro donde el nivel de fluido del proceso, dentro del mismo, busca la misma elevacin que en el depsito. El vidrio de nivel se instala casi siempre con vlvulas que permiten que este medidor quede aislado del depsito y se pueda extraer sin que ste pierda presin. Dispositivos activados con flotador. Se caracterizan por un dispositivo flotante que queda suspendido en la entrecara de los dos fluidos. Puesto que por lo comn se requiere una fuerza sustancial para mover el mecanismo indicador, stos aparatos se limitan casi siempre a las entrecaras lquido - gas. Mediante un pesado correcto del flotador, se puede utilizar para medir entrecaras de lquido lquido. Dispositivos de desplazador. Los dispositivos activados con un desplazador emplean la fuerza de flotacin ejercida sobre un desplazador parcialmente sumergido, como medida de la ubicacin de la entrecara a lo largo del eje del flotador. El movimiento vertical de ste se restringe casi siempre por medio de un miembro elstico, cuyo movimiento o distorsin es directamente proporcional a la fuerza de flotabilidad y, por ende, al nivel de la entrecara. Dispositivos de carga. Hay una extensa variedad de dispositivos que emplean la carga hidrosttica como medicin del nivel. Como sucede en los casos del dispositivo de desplazador, la medicin exacta del nivel por medio de una carga hidrosttica exige el conocimiento preciso de las densidades de ambos fluidos, el de la fase pesada y el de la fase ligera. La mayora de esta clase de sistema utilizan dispositivo de medicin de presin estndar o presin diferencial.3.2.5 Medicin de propiedades fsicas Estas mediciones se consideran a veces como analizadores de composicin, porque, para mezclas binarias o seudo binarias, la composicin se difiere con frecuencia de la medicin de las propiedades fsicas. Densidad y densidad relativa. En el caso de mezclas binarias o seudo binarias de lquidos o gases, o de una solucin de un slido o gas contenidos en un disolvente, la densidad es una funcin de la composicin a ciertas temperaturas y presiones. En el caso de soluciones no ideales, la calibracin emprica dar la relacin entre la densidad y la composicin. Viscosidad y consistencia. Los Viscosmetros continuos miden por lo comn ya sea la resistencia al flujo o el arrastre o par producido por el movimiento de un elemento a travs del fluido. Cada instalacin se aplica normalmente en una gama angosta de viscosidades, y la calibracin emprica en dicha gama permite utilizar fluidos tanto newtonianos como no newtonianos. Analizadores del ndice de refraccin. Cuando la luz se mueve a travs de un medio (por ejemplo aire o vidrio), para pasar a otro (por ejemplo un lquido), sufre un cambio de velocidad, y si el ngulo de incidencia no es de 90 sufre tambin un cambio de direccin. Para una entrecara, un ngulo, una temperatura y una longitud de onda de luz particulares, la cantidad de desviacin por refraccin depender de la composicin del liquido Conductividad trmica. Todos los gases y los vapores tienen la capacidad de conducir calor desde una fuente calorfica. A una temperatura y un ambiente fsico dados, las prdidas de calor por radiacin y conveccin se estabilizaran y la temperatura de la fuente calorfica depender primordialmente de la conductividad trmica y, por ende, de la composicin de los gases circundantes. Analizadores de punto de ebullicin. Los analizadores de proceso para obtener diversos puntos de ebullicin (inicial, intermedio y final), de corrientes de hidrocarburos, son bastante conocidos. Estos analizadores son procesos de destilacin en miniatura en los que la temperatura de la muestra se mide al efectuarse la destilacin. Los diferentes diseos se deben a distintos mtodos que se emplean para determinar la cantidad de muestra destilada tomando en cuenta de s se trata de una medicin en lotes o continua. Analizadores de punto de inflamacin. En este tipo de analizadores la muestra del liquido se calienta, su vapor se mezcla con una corriente controlada de aire y se alimenta a una cmara de chispa. Al aumentar la temperatura de la muestra lquida, y con ello, la concentracin de vapor, la mezcla se enciende finalmente por medio de una chispa. La temperatura de la muestra en este punto se registra entonces como punto de inflamacin. Medicin de la humedad. Las mediciones de la humedad se dividen en dos categoras generales: los mtodos de humedad absoluta y los de humedad relativa. Los primeros son aquellos que proporcionan una salida primaria que se pueden calibrar directamente en termino de la temperatura del punto de condensacin, la concentracin molar o la concentracin por peso. La prdida de peso durante el calentamiento es el mtodo ms conocido. Los mtodos ms especializados analizados aparecen por orden aproximado respecto de lo directamente que se efecte la determinacin de la humedad. Los mtodos de humedad relativa son los que proporcionan una salida primaria que se calibra de un modo ms directo utilizando el porcentaje de saturacin de la humedad.
3.3 TRANSMISORES El transmisor es la interfase entre el proceso y el sistema de control. El trabajo de un transmisor es convertir la seal del sensor (milivoltios, movimiento mecnico, presin diferencial, etc.) en una seal de control (por ejemplo 4 a 20 mA). Considerar el transmisor de presin mostrado en la Fig. 3.3a. asumamos que este particular transmisor es fijado para que la seal de corriente de salida vare desde 4 hasta 20 ma. a medida que la presin en el tanque de proceso varia de 100 a 1000 kPa manometricos. Esto es llamado el rango del transmisor. El intervalo del transmisor es 900 kPa. El cero del transmisor es 100 kPa. El transmisor tiene dos perillas ajustables para modificar el rango y/o en cero. Esto es, si establecemos el cero en 200 kPa manometricos, el rango del transmisor deber ahora ser 200 a 1100 kPa manometricos y su rango permanece en 900 kPa.La respuesta dinmica de los transmisores ms comunes es usualmente mucho ms rpida que el proceso y las vlvulas de control. Consecuentemente, podemos normalmente considerar al transmisor como una simple ganancia (un cambio en escaln en la entrada al transmisor da un cambio instantneo de escaln en la salida). La ganancia del transmisor de temperatura considerado anteriormente es: Por lo tanto el transmisor es solo un transductor que convierte las variables del proceso a una seal de control equivalente.La Fig. 3.3b muestra un transmisor de temperatura el cual acepta la seal de entrada de una termocupla y se ha fijado de tal manera que su seal de corriente de salida varia desde 4 hasta 20 mA a medida que la temperatura del proceso varia desde 50 hasta 250 oF. El rango de temperatura de la temperatura transmitida es 50 a 250 oF, su rango es 200 oF, y su cero es 50 oF. La ganancia del transmisor de temperatura es:
Fig. 3.3 Transmisores tpicos. (a) presin; (b) temperatura; (c) flujo (placa de orificio)Como se ha notado anteriormente, la dinmica de los sensores termmetro-termocupla con frecuencia no despreciables y deben ser incluidas en los anlisis dinmico.La Fig. 3.3c muestra un transmisor de P es usado con una placa de orificio como un transmisor de flujo. La cada de presin sobre la placa de orificio (el sensor) es convertida a una seal de control. Suponga que la placa de orificio es dimensionada para dar una cada de presin de 100 pulg. deH2O a un flujo de proceso a razn de 2000 kg/k. El transmisor de P convierte la pulg. de H2O en miliamperios, y su ganancia es 16 mA/100 pulg. H2O. Sin embargo, nosotros realmente queremos la razn de flujo, no la cada de presin en la placa de orificio. Como P es proporcional al cuadrado de la razn de flujo, hay una relacin no lineal entre la razn de flujo F y la seal de salida del transmisor:
donde PM = seal de salida del transmisor, mA
F = razn de flujo en kg/h
Disminuyendo el flujo por un factor de dos disminuye la seal de P por un factor de 4. para anlisis de sistemas usualmente linealizamos la Ec. (3.3) alrededor del valor de estado estacionario de la razn de flujo, Fs.
donde PM y F = perturbaciones para el estado estacionario
Fs = razn de flujo al estado estacionario, kg/h
Fmax = razn de flujo mximo a escala completa = 2000 kg/h en este ejemplo
3.4 VLVULAS DE CONTROL La interfase entre el proceso y el otro extremo del lazo de control es realizada por el elemento final de control. En una gran mayora de procesos de ingeniera qumica el elemento final de control es una vlvula automtica la cual regula el flujo de una corriente manipulada. La mayora de vlvulas de control consisten de un tapn al final de un vstago que abre o cierra un orificio . como muestra la Fig. 3.5, el vstago esta adjunto a un diafragma que conducido por el cambio de presin de aire sobre el diafragma. La fuerza de presin de aire es opuesta a un resorte. Existen varios de las vlvulas de control: su accin, caractersticas, y tamao.3.4.1 Accin de la vlvula Las vlvulas son diseadas ya sea para que se cierren o se abran completamente al anular la presin o voltaje. Cual accin es apropiada depende del efecto de la variable manipulada sobre el proceso. Por ejemplo, si la vlvula est manipulando vapor o combustible, se necesitar que el flujo se corte en una situacin de emergencia, es decir se necesitar que la vlvula se cierre. Si la vlvula est manipulando agua de enfriamiento a un reactor, se necesitar que el flujo vaya a un mximo en una situacin de emergencia, es decir se necesitar que la vlvula se abra completamente. La vlvula mostrada en la Fig. 3.4 es cerrada cuando el vstago est al tope de su deslazamiento. Como el incremento de la presin de aire cierra la vlvula, esta vlvula es una vlvula aire-para-cerrar (air-to-close) (AC). Si la seal de presin de aire cae a cero debido a alguna falla (por ejemplo, suponer que la lnea de suministro de aire a los instrumentos se corta), sta vlvula quedar completamente abierta ya que el resorte mantendr la vlvula abierta. Las vlvulas pueden ser hechas de accin aire-para-abrir (air-to-open) (AO) mediante la accin inversa del tapn para cerrar la abertura en la posicin arriba o por la colocacin inversa del resorte y presin de aire (colocar la presin de aire bajo el diafragma). Por lo tanto nosotros usaremos ya sea vlvulas AO o AC, y la decisin de cual se debe usar depende de la necesidad del proceso. Fig. 3.4 Tpica vlvula de control operada con aire 3.4.2 Tamao El tamao de las vlvulas de control es una de los aspectos ms controversiales en el control de procesos. La velocidad de flujo a travs de una vlvula de control depende del tamao de la vlvula, la cada de presin a travs de la vlvula, la posicin del vstago y las propiedades del fluido. La ecuacin de diseo para lquidos (sin flasheo) es: donde F = velocidad de flujo, gpm
Cv = coeficiente de tamao de vlvula
x = posicin del vstago de la vlvula (fraccin de completamente abierta)
f(x) = fraccin del rea total de flujo de la vlvula. (La curva de f(x) versus x es llamada la caracterstica inherente de la vlvula. Nosotros discutiremos esto posteriormente.
sp gr = gravedad especfica (relativa al agua)
Pv = cada de presin a travs de la vlvula, psi
Ecuaciones ms detalladas son disponibles en publicaciones de fabricantes de vlvulas de control.El dimensionamiento de las vlvulas de control es un buen ejemplo del trabajo de ingeniera que debe hacerse en el diseo de una planta. Considerar el proceso mostrado en la Fig. 3.5. suponer que la velocidad de flujo a condiciones de diseo es 100 gpm, la presin en el tanque de alimentacin es atmosfrica, la cada de presin a travs del intercambiador (PH) a la velocidad de flujo de diseo es 40 psi, y la presin en el tanque final, P2, es 150 psig. Asumamos que tendremos una vlvula de control semiabierta (f(x) = 0.5) al flujo de diseo. La gravedad especfica del liquido es 1.El trabajo del ingeniero de procesos es dimensionar la bomba centrifuga y la vlvula de control. A mayor tamao de la vlvula de control, menor cada de presin. Esto permite usar una bomba con menor columna y disminuir los costos de energa debido al consumo de potencia por el motor que mueve a la bomba. As, el ingeniero que conoce poco de vlvulas de control, querr disear un sistema que tenga una baja cada de presin a travs de la vlvula de control. Para un punto de vista del estado estacionario, esto tiene sentido perfecto.
Fig. 3.5 Sistema de proceso Sin embargo, el ingeniero de procesos va a consultar con el ingeniero de control, y el ingeniero de control quiere tomar una parte de la cada de presin a travs de la vlvula. Por qu? Bsicamente esto es una cuestin de rangeabilidad: a ms grande cada de presin, los cambios que pueden hacerse en la velocidad de flujo son ms grandes (en ambas direcciones: aumentando y disminuyendo). Examinemos dos diseos diferentes para mostrar porque esto es deseable desde un punto de vista dinmico para tomar mayor cada de presin a travs de la vlvula de control.En el caso 1 dimensionaremos la vlvula para dar una cada de presin de 20 psi al flujo de diseo cuando est semiabierta. Esto conllevar a que la bomba deber producir una columna diferencial de 150 + 40 + 20 = 210 psi a condiciones de diseo. En el caso 2 dimensionaremos la vlvula para dar una cada de presin de 80 psi a condiciones de diseo. Ahora ser necesaria una bomba de columna grande : 150 + 40 + 80 = 270 psi.Usando la Ec. (3.5), pueden dimensionarse ambas vlvulas de control. Caso 1:
cuando la cada de presin de diseo de la vlvula es 20 psi
Caso 2:
cuando la cada de presin de diseo de la vlvula es 80 psi
Naturalmente la vlvula de control en el caso 2 es ms pequea que en el caso1.Ahora veamos que pasa en los dos casos cuando nosotros abrimos la vlvula de control completamente: f(x) = 1. Ciertamente, la velocidad de flujo se incrementar, pero que tanto? Desde un punto de vista de control, podemos querer tener la posibilidad de incrementar el flujo substancialmente. Llamemos este flujo desconocido como Fmax. El aumento de la velocidad de flujo incrementar la cada de presin en el intercambiador como el cuadrado de la velocidad de flujo.
la velocidad de flujo alta puede tambin reducir la columna que la bomba centrifuga produce si estamos fuera de la curva de la bomba donde la columna decae rpidamente con el rendimiento especfico. Por simplicidad, asumiremos que la curva de la bomba es atenuada. Esto permite que la cada de presin total a travs del intercambiador y la vlvula de control es constante. Entonces, la cada de presin a en la vlvula de control disminuye mientras que la cada de presin en el intercambiador se incrementa. Pv = PTotal PH (3.7) Colocando los nmeros para los dos casos se obtiene los resultados siguientes. Caso 1 (20 psi de diseo): PTotal = 60 psi Cv1 = 44.72Esta ecuacin puede ser resuelta para Fmax: 115 gpm. As, el mximo flujo a travs de la vlvula es solamente 15 por ciento ms que el diseo si se usa una cada de presin en la vlvula de 20 psig a la velocidad de flujo de diseo. Caso 2 (80 psi de diseo):
Resolviendo para Fmax da 141 gpm. As, el mximo flujo a travs de esta vlvula, la cual ha sido diseada para una cada de presin grande puede producir un mayor incremento en el flujo a su capacidad mxima.Ahora veamos que pasa cuando queremos reducir el flujo. Las vlvulas de control no trabajan muy bien cuando estn abiertas menos del 10 por ciento. Estas pueden hacerse mecnicamente inestables cerrndose completamente y luego saltar a parcialmente abiertas. Las fluctuaciones en el flujo resultantes son indeseables. Entonces, si queremos disear una vlvula para una abertura mnima de 10 por ciento, veamos cual ser el flujo mnimo en los dos casos considerados anteriormente cuando las dos vlvulas son llevadas a f(x) = 0.1.En este caso la menor velocidad de flujo dar una disminucin en la cada de presin en el intercambiador de calor y por lo tanto un incremento en la cada de presin en la vlvula de control. Caso 1 (20 psi de diseo):
Resolviendo da Fmn: 33.3 gpm. Caso 2 (80 psi de diseo):
Este Fmn es: 24.2 gpm. Estos resultados muestran que la velocidad mnima de flujo es menor para la vlvula que fue diseada para cada de presin grande. As, no solamente podemos incrementar el flujo, tambin podemos reducirlo. Entonces el retorno (la razn de Fmax a Fmin) de la vlvula de P grande es mayor. Razn de retorno para vlvula de 20 psi de diseo = 115/33.3 = 3.46Razn de retorno para vlvula de 80 psi de diseo = 141/24.2 = 5.83 Nosotros hemos demostrado porque el ingeniero de control quiere ms cada de presin en la vlvula.As como resolvemos este conflicto entre el ingeniero de procesos queriendo baja cada de presin y el ingeniero de control queriendo cada de presin grande?Una solucin heurstica comnmente usada recomienda que la cada de presin en la vlvula de control a condiciones de diseo deber ser 50 por ciento del total de cada de presin del sistema. Aunque ampliamente us, este procedimiento tiene poco sentido para m. Un procedimiento de diseo ms lgico es delineado a continuacin. En algunas situaciones es muy importante ser posible incrementar la velocidad de flujo arriba de las condiciones de diseo (por ejemplo, el agua de enfriamiento a un reactor exotrmico puede tener que duplicarse o triplicarse para manipular los trastornos dinmicos). En otros casos esto no es importante (por ejemplo, el flujo de alimentacin a una unidad). Por consiguiente es lgico basar el diseo de la vlvula de control y la bomba para tener un proceso que pueda lograr tanto las condiciones de flujo mximo y mnimo. Las condiciones de flujo de diseo son usadas solamente para conseguir la cada de presin en el intercambiador de calor (o la parte fija de la resistencia del proceso). El diseista debe especificar la velocidad mxima de flujo que es requerida bajo estas condiciones y el flujo mnimo que es requerido. Entonces las ecuaciones para el flujo de la vlvula para las condiciones mximas y mnimas dan dos ecuaciones y dos incgnitas: la columna de presin de la bomba centrifuga PP y el tamao de la vlvula de control Cv. Ejemplo 3.1 Suponer que queremos disear una vlvula de control para suministrar agua a un serpentn de enfriamiento en un reactor qumico exotrmico. La velocidad normal de flujo es 50 gpm. Para prevenir inestabilidades en el reactor, la vlvula debe ser capaz de proporcionar tres veces la velocidad de flujo de diseo. Debido a que el pronostico de las ventas es optimista, una velocidad mnima de flujo de 50 por ciento de la velocidad de flujo de diseo debe ser alcanzada. La cada de presin a travs del serpentn de enfriamiento es 10 psi a la velocidad de flujo de diseo de 50 gpm. El agua de enfriamiento debe ser bombeada de un tanque abierto a la atmsfera. El agua saliendo del serpentn ingresa a una tubera en la cual la presin es constante igual a 2 psig. Dimensionar la vlvula y la bomba.La cada de presin a travs del serpentn depende de la velocidad de flujo F:
La cada de presin a travs de la vlvula de control es la cada de presin total disponible ( la cual nosotros no conocemos todava) menos la cada de presin en el serpentn. Ahora escribimos una ecuacin para las condiciones de flujo mximo y una para el mnimo.A condiciones de flujo mximo:
A condiciones de flujo mximo: Resolviendo simultneamente las dos ecuaciones se tiene el tamao de la vlvula de control (Cv = 21.3) y la columna de la bomba (Pp = PT +2 = 139.2 +2 = 141.2 psi).A las condiciones de diseo (50 gpm), la fraccin abierta de la vlvula (fdes) estar dada por: El procedimiento de dimensionamiento de vlvula de control/bomba anterior no est sin sus limitaciones. Las dos ecuaciones de diseo para las condiciones mximas y mnimas en trminos generales son: donde PT = cada total de presin a travs del sistema a caudal de diseo
(PH)dis = cada de presin en resistencias fijas en el sistema a caudal de diseo
fmin = apertura mnima de la vlvula
Fdis = velocidad de flujo de diseo
Una curva plana de la bomba es asumida en la derivacin anterior. Resolviendo estas dos ecuaciones para PT se tiene:
Es claro a partir de la Ec. (3.19) que a medida que el segundo trmino en el denominador se aproxima a la unidad, la cada de presin requerida tiende al infinito!. Hay un lmite para la reangeabilidad realizable de un sistema.Definiendo este trmino como ndice de rangeabilidad del sistema, .
Los parmetros en el lado derecho de la Ec. (3.20) deben ser seleccionados de tal manera que sea menor que la unidad.Esto puede ser ilustrado, usando los nmeros del Ejemplo 7.1. Si la velocidad mnima de flujo es reducida de 50 por ciento de diseo (donde PT fue 139.2 psi) a 40 por ciento, la nueva PT ser 202 psi. Si Fmin es reducido adicionalmente a 35 por ciento del de diseo, PT es 335 psi. En el lmite a medida que Fmin va a 30 por ciento del de diseo, el ndice de rangeabilidad es
y la cada de presin total disponible tiende al infinito.El valor de fmin puede ser reducido debajo de 0.1 si se requiere una razn grande de rechazo. Esto se consigue usando dos vlvulas de control en paralelo, una grande y una pequea, en un rango diferente de configuraciones. La vlvula pequea se abre primero y luego se abre la vlvula grande a medida que la seal a las dos vlvulas cambia