Cuchilla de torno - Beta Riojana de Suministros · En caso de moleteado punzador se pueden fabricar...
9
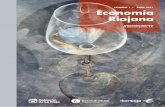
2/143 Arranque de virutas 2 Eigenschaften der Rändelverfahren Características de los procedimientos de moleteado Moleteado mediante deformación Moleteado mediante fresado Aplicación • Mecanizado de materiales conformables en frío • El moleteado en piezas de paredes finas es problemático • Amplio campo de aplicación • Posibles todo tipo de formas y perfiles de moleteado • Adecuado para moleteados frontales e interiores • Permite el moleteado hasta el collar • La herramienta puede posicionarse en cualquier punto de la pieza • Permite el mecanizado de prácticamente todos los materiales • Permite el mecanizado de piezas de paredes finas • Apto para el moleteado frontal - máxima calidad de moleteado • Campo de aplicación limitado • Sólo permite perfiles moleteados RAA y RGE • Únicamente pueden mecanizarse piezas cilíndricas en dirección axial de mecanizado • Para posicionar la herramienta en la zona central de la pieza es preciso realizar un corte Características • El diámetro exterior de la pieza se incrementa por deformación del material • La superficie se compacta • Alto esfuerzo de máquina que en el moleteado mediante fresado • Modificación prácticamente insignificante del diámetro exterior de la pieza • Baja compactación de la superficie • Máxima precisión y alta calidad superficial del moleteado • Reducido esfuerzo de máquina Manipulación • Por lo general, no requiere preparación de la pieza • Manipulación de la herramienta muy sencilla • Ajuste preciso de la herramienta, requiere ajuste fino • Requiere una preparación precisa de la pieza PROCEDIMIENTOS DE MOLETEADO POSIBLES PERFILES DE MOLETEADO * Sólo posible con la herramienta RD7/RD3/RF2/RF3 Moleteado punzador Sentido de mecanizado radial Moleteado longitudinal Sentido de mecanizado axial Moleteado longitudinal Sentido de mecanizado axial Moleteado punzador y moleteado longitudinal Sentido de mecanizado radial y axial Moletear por fresado mecanizado con arranque de virutas Formas de moleteado mecanizado sin arranque de virutas Características de los procedimientos de moleteado Cuchilla de torno
Transcript of Cuchilla de torno - Beta Riojana de Suministros · En caso de moleteado punzador se pueden fabricar...

2/143
Arr
anqu
e de
vir
utas
2
Eigenschaften der RändelverfahrenCaracterísticas de los procedimientos de moleteado
Moleteado mediante deformación Moleteado mediante fresado
Aplicación • Mecanizado de materiales conformables en frío
• El moleteado en piezas de paredes finas es problemático
• Amplio campo de aplicación
• Posibles todo tipo de formas y perfiles de moleteado
• Adecuado para moleteados frontales e interiores
• Permite el moleteado hasta el collar
• La herramienta puede posicionarse en cualquier punto de la pieza
• Permite el mecanizado de prácticamente todos los materiales
• Permite el mecanizado de piezas de paredes finas
• Apto para el moleteado frontal - máxima calidad de moleteado
• Campo de aplicación limitado
• Sólo permite perfiles moleteados RAA y RGE
• Únicamente pueden mecanizarse piezas cilíndricas en dirección axial de mecanizado
• Para posicionar la herramienta en la zona central de la pieza es preciso realizar un corte
Características • El diámetro exterior de la pieza se incrementa por deformación del material
• La superficie se compacta
• Alto esfuerzo de máquina que en el moleteado mediante fresado
• Modificación prácticamente insignificante del diámetro exterior de la pieza
• Baja compactación de la superficie
• Máxima precisión y alta calidad superficial del moleteado
• Reducido esfuerzo de máquina
Manipulación • Por lo general, no requiere preparación de la pieza
• Manipulación de la herramienta muy sencilla
• Ajuste preciso de la herramienta, requiere ajuste fino
• Requiere una preparación precisa de la pieza
PROCEDIMIENTOS DE MOLETEADO
POSIBLES PERFILES DE MOLETEADO
* Sólo posible con la herramienta RD7/RD3/RF2/RF3
Moleteado punzadorSentido de mecanizado
radial
Moleteado longitudinalSentido de mecanizado
axial
Moleteado longitudinalSentido de mecanizado
axial
Moleteado punzador y moleteado longitudinalSentido de mecanizado
radial y axial
Moletear por fresadomecanizado con arranque
de virutas
Formas de moleteadomecanizado sin arranque
de virutas
Características de los procedimientos de moleteado
Cuchilla de torno
P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0127-0145_WZH 23.08.17, 7:07 Seite 2/1432. AK P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0127-0145_WZH 23.08.17, 7:07 Seite 2/142 yr, bb,

2/144 Todos los precios en € por unidad sin IVA (a no ser que se indique otra cosa).No todos los productos están disponibles en todos los países. Todos los precios son precios recomendados no vinculantes.
Arr
anqu
e de
vir
utas
2
Características: Soporte de acero bonificado. Suministro sin moleta.Aplicación: para aplicar formas de moleteado (conformación sin arranque de virutas). En caso de moleteado punzador se pueden fabricar todas las formas y perfiles de moleteado, así como inscripciones. En caso de moleteado longitudinal se pueden fabricar los perfiles RAA, RBL y RBR
Moletas: se pueden utilizar todas las formas de moleteado. Tipo de máquina: tornos/tornos automáticos – convencionales – se precisa ajustar la altura de puntas.
ref. Modelo 2935
∅ de área de trabajo
mm
Mango
mm
Longitud de mango
mm
Anchura de cabeza
mm
Moleteado necesario
mm
0100 830-16 U 250 806 26,30 15– 200 16 x 16 130,5 18 20 x 8 x 6(W207)
Herramienta para moleteado (sin moleta)
Características: Soporte de acero bonificado. Suministro sin moleta.Aplicación: para aplicar formas de moleteado (conformación sin arranque de virutas). Se puede utilizar para moleteado punzador y moleteado longitudinal. Herramienta para mole-teados en la pieza conforme a DIN 82: Se puede utilizar para RAA, RBL, RBR, RGE30°, RGE 45°.
Moletas: RAA – 2 unidades AA RGE 30° – 1 unidad BL 30°/1 unidad BR 30° RGE 45° – 1 unidad BL 45°/1 unidad BR 45°
ref. Modelo 2936
∅ de área de trabajo
mm
Mango
mm
Longi-tud de mango
mm
Altura de
cabezal mm
Longi-tud de cabezal
mm
Moleteado necesario
mm
0105 841-20 M 200 806 106,70 10– 80 20 x 20 130 42 50 20 x 8 x 6(W207)
Herramienta para moleteado (sin moleta)
Herramienta para moleteado (sin moleta)
CNC
ref. Modelo 2938
∅ de área de trabajo
mm
Mango
mm
Longitud de mango
mm
Moleteado necesario
mm
0205 131-12 R 150404-VS-A* 131,50 3– 50 12 x 12 99,0 15 x 4 x 40215 131-20 U 250806-A-Z 176,10 8– 200 20 x 20 109,5 20 x 8 x 6
(W207)
Características: cuerpo de acero bonificado. El templado superficial especial proporciona una mayor resistencia al desgaste. Los ejes de moleta de metal duro permiten lograr mayores velocidades de giro, un mecanizado más rápido, así como una mayor duración de la vida útil. El mango incluye además tornillos prisioneros para corregir el ángulo de incidencia. Suministro sin moleta. Aplicación: para aplicar formas de moleteado (conformación sin arranque de virutas). En caso de moleteado punzador se pueden fabricar todas las formas y perfiles de moleteado, así como inscripciones. En caso de moleteado longitudinal se pueden fabricar los perfiles RAA, RBL y RBR.
Nota: con ClickPin® para lograr un cambio rápido de la moleta mediante la pieza de presión de resorte.
Moletas: se pueden utilizar todas las formas de moleteado. Tipo de máquina: tornos/tornos automáticos – CNC y convencionales – borde superior de mango = altura de punta.
* Con adaptador 12 x 12
Características: soporte de acero bonificado. El templado superficial especial proporciona una mayor resistencia al desgaste. Los ejes de moleta de metal duro permiten lograr mayores velocidades de giro, un mecanizado más rápido, así como una mayor duración de la vida útil. Además, la herramienta puede utilizarse en todo tipo de aplicaciones universales como versión a la derecha y a la izquierda. El cambio de herramienta se realiza mediante un sencillo giro del cabezal de moleteado. El mango incluye además tornillos prisioneros para corregir el ángulo de incidencia. Suministro sin moleta. Aplicación: para aplicar formas de moleteado (conformación sin arranque de virutas). Se puede utilizar para moleteado punzador y moleteado longitudinal. Además, la herramienta se puede emplear para todo tipo de moleteados en la pieza conforme a DIN 82: Se puede utilizar para RAA, RBL, RBR, RGE 30°, RGE 45°.
Nota: con ClickPin® para lograr un cambio rápido de la moleta mediante la pieza de presión de resorte.
Moletas: RAA – 2 unidades AA RBL – 2 unidades RBR RBR – 2 unidades RBL RGE 30° – 1 unidad BL 30°/1 unidad BR 30° RGE 45° – 1 unidad BL 45°/1 unidad BR 45° Tipo de máquina: tornos/tornos automáticos – CNC y convencionales – borde superior de mango = altura de punta.
Herramienta para moleteado (sin moleta)
CNC
ref. Modelo 2940
∅ de área de trabajo
mm
Mango
mm
Longitud de mango
mm
Moleteado necesario
mm
0205 141-20 M 200806-B 269,85 10– 110 20 x 20 130 20 x 8 x 6(W207)
Tipo de máquina: Tornos/tornos automáticos – convencionales – se precisa ajustar la altura de puntas.
Técnica de moleteado
P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0127-0145_WZH 23.08.17, 7:07 Seite 2/1452. AK P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0127-0145_WZH 23.08.17, 7:07 Seite 2/1442. AK yr, js, bb,

2/145Los artículos caracterizados con ◊ no son artículos de almacén, pero se obtienen a corto plazo.Todos los precios son precios recomendados no vinculantes.
Arr
anqu
e de
vir
utas
2
Herramienta para moleteado (sin moleta)Características: soporte de acero bonificado. Suministro sin moleta.
Aplicación: para aplicar formas de moleteado (conformación sin arranque de virutas). Se puede utilizar para moleteado punzador y moleteado longitudinal. Además, la herramienta se puede emplear para todo tipo de moleteados en la pieza conforme a DIN 82: RAA, RBL, RBR. RGE 30°, RGE 45°.
Moletas: RAA – 2 unidades AA RBL – 2 unidades RBR RBR – 2 unidades RBL RGE 30° – 1 unidad BL 30°/1 unidad BR 30° RGE 45° – 1 unidad BL 45°/1 unidad BR 45°
Tipo de máquina: tornos automáticos para cilindrar – CNC y convencionales – borde superior de mango = altura de punta.
ref. Modelo 2941
∅ de área de trabajo
mm
Mango
mm
Longitud de mango
mm
Moleteado necesario
mm
0100 851-12 R 150404 182,40 6– 20 12 x 12 101 15 x 4 x 4(W207)
CNC
Características: metal pulverizado, DIN 403 y con biselado. El lateral plano y la perforación están rectificados, los dientes están fresados.
Aplicación: para aplicar formas de moleteado (conformación sin arranque de virutas).
Moleta
PM DIN403
2945 Forma AA paralela al eje (recta).
2946 Forma BL espiral a la izquierda (30°).
2947 Forma BR espiral a la derecha (30°).
2948 Forma GE puntas elevadas (30°).
2949 Forma GV puntas hundidas (30°).
Puntas hundidas GV 30°
Puntas elevadas GE 30°
Moleta con rotación a la derecha BR 30°
Moleta con rotación a la izquierda BL 30°
Moleta AA con ranurado paralelo al eje
ref. Moleteado d1 x anchura b x perforación d2
mm
2945 AA
2946 BL 30°
2947 BR 30°
2948 GE 30°
2949 GV 30°
Paso
mm
0100 15 x 4 x 4 30,60 30,60 30,60 45,90 – 0,60103 15 x 4 x 4 30,60 30,60 30,60 45,90 39,45 0,80106 15 x 4 x 4 30,60 30,60 30,60 45,90 39,45 1,00109 15 x 4 x 4 30,60 30,60 30,60 45,90 – 1,20200 20 x 8 x 6 33,95 33,95 33,95 53,20 – 0,60203 20 x 8 x 6 33,95 33,95 33,95 53,20 53,80 0,80206 20 x 8 x 6 33,95 33,95 33,95 53,20 53,80 1,00209 20 x 8 x 6 33,95 33,95 33,95 53,20 – 1,20212 20 x 8 x 6 33,95 33,95 33,95 53,20 – 1,5
(W207) (W207) (W207) (W207) (W207)
Técnica de moleteado
P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0127-0145_WZH 23.08.17, 7:07 Seite 2/1452. AK P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0127-0145_WZH 23.08.17, 7:07 Seite 2/144 yr, bb,

2/146 Todos los precios en € por unidad sin IVA (a no ser que se indique otra cosa).No todos los productos están disponibles en todos los países. Todos los precios son precios recomendados no vinculantes.
Arr
anqu
e de
vir
utas
2
Características: soporte de acero bonificado. El templado superficial especial proporciona una mayor resistencia al desgaste. Los casquillos de eje de metal duro permiten lograr mayores velocidades de giro, un mecanizado más rápido, así como una mayor duración de la vida útil. Asimismo, la herramienta posee una estructura modular, con lo que la herramienta puede utilizarse en todo tipo de aplicaciones universales como versión a la derecha y a la izquierda. El cambio de herramienta se realiza mediante un sencillo giro del cabezal de moleteado. El ajuste del ángulo de incidencia se realiza mediante los tornillos prisioneros situados en el mango y el reajuste de precisión para el moleteado paralelo al eje se realiza mediante el cabezal de moleteado reajustable. Los tiempos de preparación se reducen considerablemente mediante el posicionamiento preciso del cabezal de moletear con una escala de ajuste, el ajuste previo sencillo y los parámetros de ajuste reproducibles. Suministro sin rodillo de moletear por fresado.
Aplicación: para moletear por fresado (mecanizado con arranque de virutas). Se puede utilizar para moleteados longitudinales. La herramienta se puede emplear para moleteados en la pieza conforme a DIN 82: RAA, RBL, RBR.
Moletas: RAA – 1 unidad BL 30° (en caso de uso a la izquierda)/ 1 unidad BR 30° (en caso de uso a la derecha) RBR 30° – 1 x AA (en caso de uso a la derecha) RBL 30° – 1 x AA (en caso de uso a la izquierda)
Tipo de máquina: tornos automáticos para cilindrar y tornos pequeños – CNC y convencionales – borde superior de mango = altura de punta.
ref. Modelo 2952
∅ de área de trabajo
mm
Mango
mm
Longitud de mango
mm
Moleteado necesario
mm
0130 231-10 M 150408-VS-A 474,45 3– 50 10 x 10 103,9 15 x 4 x 80135 231-12 M 150408-VS-A 474,45 3– 50 12 x 12 103,9 15 x 4 x 80140 231-16 M 150408-VS-A 474,45 3– 50 16 x 16 103,9 15 x 4 x 8
(W207)
Fresa de moletear (sin rodillo de moletear por fresado)
ref. Modelo 2952
∅ de área de trabajo
mm
Mango
mm
Longitud de mango
mm
Moleteado necesario
mm
0151 951-12 R 100306 425,35 2– 15 12 x 12 98,5 10 x 3 x 6(W207)
Fresa de moletear (sin rodillo de moletear por fresado)
CNC
Características: soporte de acero bonificado. Los casquillos de eje de metal duro permiten lograr mayores velocidades de giro, un mecanizado más rápido, así como una mayor duración de la vida útil. Además, la herramienta posee una estructura modular, con lo que la herramienta puede utilizarse en todo tipo de aplicaciones universales como versión a la derecha y a la izquierda. El cambio de herramienta se realiza mediante un sencillo giro del cabezal de moleteado. Los tiempos de preparación se reducen considerablemente mediante el ajuste previo sencillo y los parámetros de ajuste reproducibles. Asimismo, la herramienta presenta un ajuste de precisión para posicionar el cabezal de moletear por fresado y lograr una profundidad de moleteado uniforme, así como un husillo de ajuste y una escala de ajuste. El ajuste sincrónico de los dispositivos de sujeción de moletas al diámetro de las piezas se efectúa mediante el tornillo de regulación central. Suministro sin fresa de moleteado. Estructura modular: Adaptación de los tamaños de mango mediante el ángulo adaptador.
Aplicación: para moletear por fresado (mecanizado con arranque de virutas). Se puede utilizar para moleteados longitudinales. La herramienta se puede emplear para moleteados en la pieza conforme a DIN 82: RGE 30°, RGE 45°.
Moletas: RGE 30° – 2 unidades AA RGE 45° – 1 unidad BL 15°/1 unidad BR 15°
Tipo de máquina: tornos normales y tornos automáticos – CNC y convencionales – altura de puntas integrada en el portaherramientas.
ref. Modelo 2952
∅ de área de trabajo
mm
Mango
mm
Longitud de mango
mm
Moleteado necesario
mm
0155 241-12 M 150408-VS-A 784,30 3– 50 12 x 12 116 15 x 4 x 8(W207)
Fresa de moletear (sin rodillo de moletear por fresado)
CNC
CNC
Características: soporte de acero bonificado. Suministro sin rodillo de moletear por fresado.
Aplicación: para moletear por fresado (mecanizado con arranque de virutas). Se puede utilizar para moleteados longitudinales. Además, la herramienta se puede emplear para moleteados en la pieza conforme a DIN 82: RGE 30° y RGE 45°.
Moletas: RGE 30°: 2 x AA RGE 45°: 1 x BL 15°/1x BR 15°
Tipo de máquina: tornos automáticos para cilindrar y tornos pequeños – CNC y convencionales – altura de puntas integrada en el portaherramientas.
Técnica de moleteado
P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/1472. AK P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/1462. AK ce, js, tm,

2/147Los artículos caracterizados con ◊ no son artículos de almacén, pero se obtienen a corto plazo.Todos los precios son precios recomendados no vinculantes.
Arr
anqu
e de
vir
utas
2
Características: soporte de acero bonificado. Suministro sin rodillo de moletear por fresado.
Aplicación: para moletear por fresado (mecanizado con arranque de virutas). Se puede utilizar para moleteados longitudinales. La herramienta se puede emplear para moleteados en la pieza conforme a DIN 82: RAA, RBL, RBR. El ajuste del ángulo de incidencia se realiza mediante los tornillos prisioneros situados en el mango.
Moletas: RAA – 1 x BR 30° (uso a la derecha) – 1 x BL 30° (uso a la izquierda) RBL – 1 x AA (uswo a a la izquierda) RBR – 1 x AA (uso a la derecha)
Tipo de máquina: tornos normales y tornos automáticos – CNC y convencionales – altura de puntas integrada en el portaherramientas.
ref. Modelo 2952
∅ de área de trabajo
mm
Mango
mm
Longitud de mango
mm
Moleteado necesario
mm
0200 931-20 R 250608 A1 331,00 10– 300 20 x 25 129 25 x 6 x 8(W207)
Fresa de moletear (sin rodillo de moletear por fresado)
CNC
Características: soporte de acero bonificado. Además, la herramienta posee una estructura modular, con lo que la herramienta puede utilizarse en todo tipo de aplicaciones universales como versión a la derecha y a la izquierda. El cambio de herramienta se realiza mediante un sencillo giro del cabezal de moleteado. Tanto la escala como el husillo de ajuste garantizan un ajuste rápido del diámetro de fabricación. Además, la herramienta dispone de un seguro antigiro radial y axial para lograr un guiado óptimo de la herramienta por la pieza y una calidad mejorada de superficie. Asimismo se puede lograr un posicionamiento inicial óptimo mediante el reticulado correspondiente. Suministro sin rodillo de moletear por fresado.
Aplicación: para moletear por fresado (mecanizado con arranque de virutas). Se puede utilizar para moleteados longitudinales. La herramienta se puede emplear para moleteados en la pieza conforme a DIN 82: RAA; RBL; RBR.
Moletas: RAA – 1 unidad BL 30° (para uso a la izquierda)/ 1 unidad BR 30° (para uso a la derecha) RBL 30°/RBR 30° – 1 unidad AA (uso a la derecha/izquierda)
Tipo de máquina: tornos normales y tornos automáticos – CNC y convencionales – borde superior de mango = altura de punta.
ref. Modelo 2952
∅ de área de trabajo
mm
Mango
mm
Longitud de mango
mm
Moleteado necesario
mm
0205 231-20 M 250608-B 512,30 10– 300 20 x 25 130,8 25 x 6 x 8(W207)
Fresa de moletear (sin rodillo de moletear por fresado)
CNC
ref. Modelo 2955
∅ de área de trabajo
mm
Mango
mm
Longitud de mango
mm
Moleteado necesario
mm
0120 241-20/25 M 250608 A1 1232,35 10– 250 20 x 20 134 25 x 6 x 8(W207)
Fresa de moletear (sin rodillo de moletear por fresado)
CNC
Características: soporte de acero bonificado. Además, la herramienta posee una estructura modular, con lo que la herramienta puede utilizarse en todo tipo de aplicaciones universales como versión a la derecha y a la izquierda. El cambio de herramienta se realiza mediante un sencillo giro del cabezal de moleteado. El ajuste vertical de altura permite el uso con los tamaños de mango 20 y 25. Tanto la escala como el husillo de ajuste garantizan un ajuste rápido del diámetro de fabricación. El ajuste de precisión de la altura de puntas se lleva a cabo mediante el ajuste de altura del husillo del cabezal portafresas. Suministro sin rodillo de moletear por fresado.
Aplicación: para moletear por fresado (mecanizado con arranque de virutas). Se puede utilizar para moleteados longitudinales. La herramienta se puede emplear para moleteados en la pieza conforme a DIN 82: RGE 30°, RGE 45°.
Moletas compatibles (no se reciben con el suministro) RGE 30° – 2 unidades AA RGE 45° – 1 unidad BL 15°/1 unidad BR 15°
Tipo de máquina: tornos normales y tornos automáticos – CNC y convencionales.
Técnica de moleteado
P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/1472. AK P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/146 ce, tm,

2/148 Todos los precios en € por unidad sin IVA (a no ser que se indique otra cosa).No todos los productos están disponibles en todos los países. Todos los precios son precios recomendados no vinculantes.
Arr
anqu
e de
vir
utas
2
Características: metal pulverizado, DIN 403. El lado plano y la perforación están rectificados.
Aplicación: para moletear por fresado (mecanizado con arranque de virutas):
ref. ∅ de moleta x anchura x perforación
mm
2960
BR 30°
2961
BL 30°
2965
BR 15°
2967
BL 15°
2964
AA
Paso
mm
0089 10,0 x 3 x 6 – – 27,25 27,25 27,25 0,60092 10,0 x 3 x 6 – – 27,25 27,25 27,25 0,80095 10,0 x 3 x 6 – – 27,25 27,25 27,25 1,00098 10,0 x 3 x 6 – – 27,25 27,25 27,25 1,20101 14,5 x 3 x 5 29,30 29,30 29,30 29,30 29,30 0,60104 14,5 x 3 x 5 29,30 29,30 – – 29,30 0,80107 14,5 x 3 x 5 29,30 29,30 29,30 29,30 29,30 1,00110 14,5 x 3 x 5 29,30 29,30 – – 29,30 1,20120 15,0 x 4 x 8 30,60 30,60 30,60 30,60 30,60 0,60124 15,0 x 4 x 8 30,60 30,60 – – 30,60 0,80127 15,0 x 4 x 8 30,60 30,60 30,60 30,60 30,60 1,00130 15,0 x 4 x 8 30,60 30,60 – – 30,60 1,20131 21,5 x 5 x 8 33,95 33,95 33,95 33,95 33,95 0,60134 21,5 x 5 x 8 33,95 33,95 – – 33,95 0,80137 21,5 x 5 x 8 33,95 33,95 33,95 33,95 33,95 1,00140 21,5 x 5 x 8 33,95 33,95 33,95 33,95 33,95 1,20143 21,5 x 5 x 8 33,95 33,95 – – – 1,50143 21,5 x 5 x 8 – – – – 33,95 1,60151 25,0 x 6 x 8 41,95 41,95 41,95 41,95 41,95 0,60154 25,0 x 6 x 8 41,95 41,95 – – 41,95 0,80157 25,0 x 6 x 8 41,95 41,95 41,95 41,95 41,95 1,00160 25,0 x 6 x 8 41,95 41,95 41,95 41,95 41,95 1,20163 25,0 x 6 x 8 41,95 41,95 – – 41,95 1,5
(W207) (W207) (W207) (W207) (W207)
Rodillo de moletear por fresado
2960 Forma BR espiral a la derecha (30°).
2961 Forma BL espiral a la izquierda (30°).
2965 Forma BR espiral a la derecha (15°).
2967 Forma BL espiral a la izquierda (15°).
2964 Forma AA paralela al eje (recta).
AA BL 15° BR 15° BL 30° BR 30°
Características: Suministro en caja de plástico resistente.
ref. Contenido del juego 2959
Modelo
0082 1 herramienta para moleteado (ref. 2935 0100) 1 herramienta para moleteado (ref. 2936 0105)
moletas 20 x 8 x 6, 2 por cada forma AA, paso 0,8/1,0 mm moletas 20 x 8 x 6, 1 por cada forma BL 30°, paso 0,8/1,0/1,2 mm moletas 20 x 8 x 6, 1 por cada forma BR 30°, paso 0,8/1,0/1,2 mm
3 ejes de moleta de recambio 1 manual de instrucciones para moleteado
344,50 800– 20
(W207)
Juego de herramientas para moleteado
Piezas de recambio y accesorios suministrables a petición.
PM
DIN403
Técnica de moleteado
P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/1492. AK P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/1482. AK ce, tm,

2/149Los artículos caracterizados con ◊ no son artículos de almacén, pero se obtienen a corto plazo.Todos los precios son precios recomendados no vinculantes.
Arr
anqu
e de
vir
utas
2
Características: HSS, con talón. Los casquillos de guía con el número de referencia I, II y III incluyen un reborde de apoyo, insertos incluidos en el precio.
Aplicación: el ángulo de desprendimiento ha sido dimensionado para el acero para fabricar elementos de máquinas, plantillas, dispositivos para soldar, taladrar y de sujeción, pero puede utilizarse asimismo para hierro fundido, bronce y aluminio. Para crear de forma rápida y eficaz chaveteros con dimensiones estables y centrado de precisión conforme a DIN 6885 para ajuste JS9. El arranque de virutas necesario se consigue mediante varias pasadas. La forma del diente y el talón aseguran una superficie limpia. Se puede utilizar en prensas manuales y prensas hidráulicas. Los insertos se encuentran incluidos en el volumen de suministro de las brochas.
Brocha de empuje para chaveteros
HSS
Características: HSS, 2–3 mm.
ref. Anchura de chavetero
mm
2973
Tolerancia JS9 mm
para tamaño de chaveta
mm
Anchura efectiva x longitud
mm
Pasadas Insertos
pieza
Longitud de brochado
mm
Fuerza de brochado
kN
0005 2 l 135,85 + 0 + 0,011 2 x 2 3,17 x 133 1 0 6– 30 2,30010 3 l 135,85 + 0 + 0,012 3 x 3 3,17 x 133 2 1 6– 30 3,3
(W208)
Brocha de empuje para chaveteros I
Características: HSS, con reborde. Para brochas de 2–3 mm.
ref. ∅ H7 mm
2974
Longitud mm
0005 6 l 28,80 320010 7 l 28,80 320015 8 l 28,80 32
(W208)
ref. ∅ H7 mm
2974
Longitud mm
0020 9 l 28,80 320025 10 l 28,80 32
(W208)
Casquillo de guía
ref. Tamaño 2975
Grosor mm
0005 3 l 8,80 0,787(W208)
Inserto de recambio
Características: HSS, 4-5 mm.
ref. Anchura de chavetero
mm
2976
Tolerancia JS9 mm
para tamaño de chaveta
mm
Anchura efectiva x longitud
mm
Pasadas Insertos
pieza
Longitud de brochado
mm
Fuerza de brochado
kN
0005 4 ll 159,50 + 0 + 0,015 4 x 4 6,35 x 178 2 1 8– 43 5,20010 5 ll 159,50 + 0 + 0,015 5 x 5 6,35 x 178 2 1 8– 43 9,3
(W208)
Brocha de empuje para chaveteros II
Características: HSS, con reborde. Para brochas de 4-5 mm.
ref. ∅ H7 mm
2977
Longitud mm
0005 11 ll 31,20 460010 12 ll 31,20 460015 13 ll 31,20 460020 14 ll 31,20 460025 15 ll 31,20 46
(W208)
ref. ∅ H7 mm
2977
Longitud mm
0030 16 ll 31,20 460035 17 ll 31,20 460040 18 ll 31,20 460045 19 ll 31,20 46
(W208)
Casquillo de guía
ref. Tamaño 2978
Grosor mm
0005 4 ll 8,80 0,9650010 5 ll 8,80 1,270
(W208)
Inserto de recambio
Características: HSS, 5-8 mm.
ref. Anchura de chavetero
mm
2980
Tolerancia JS9 mm
para tamaño de chaveta
mm
Anchura efectiva x longitud
mm
Pasadas Insertos
pieza
Longitud de brochado
mm
Fuerza de brochado
kN
0005 5 lll 194,00 ± 0,015 5 x 5 9,53 x 302 2 1 10– 64 7,600010 6 lll 194,00 ± 0,015 6 x 6 9,53 x 302 2 1 10– 64 8,600015 8 lll 194,00 ± 0,018 8 x 7 9,53 x 302 2 1 10– 64 18,00
(W208)
Brocha de empuje para chaveteros III
Características: HSS, con reborde. Para brochas de 5-8 mm.
ref. ∅ H7 mm
2981
Longitud mm
0005 18 lll 34,30 650010 20 lll 34,30 650015 22 lll 34,30 650020 24 lll 34,30 650025 25 lll 34,30 650030 26 lll 34,30 65
(W208)
ref. ∅ H7 mm
2981
Longitud mm
0035 28 lll 40,95 650040 30 lll 40,95 650045 32 lll 40,95 650050 34 lll 40,95 650055 36 lll 40,95 65
(W208)
Casquillo de guía
ref. Tamaño 2982
Grosor mm
0005 5 lll 8,80 1,1940010 6 lll 8,80 1,5750015 8 lll 8,80 1,981
(W208)
Inserto de recambio
Herramientas de brochado
P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/1492. AK P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/148 ce, tm,

2/150 Todos los precios en € por unidad sin IVA (a no ser que se indique otra cosa).No todos los productos están disponibles en todos los países. Todos los precios son precios recomendados no vinculantes.
Arr
anqu
e de
vir
utas
2
Características: HSS, 10-14 mm.
ref. Anchura de chavetero
mm
2983
Tolerancia JS9 mm
para tamaño de chaveta
mm
Anchura efectiva x longitud
mm
Pasadas Insertos
pieza
Longitud de brochado
mm
Fuerza de brochado
kN
0005 10 lV 275,85 ± 0,018 10 x 8 14,29 x 340 3 2 20– 150 36,00010 12 lV 275,85 ± 0,021 12 x 8 14,29 x 340 3 2 20– 150 48,00015 14 lV 275,85 ± 0,021 14 x 9 14,29 x 340 3 2 20– 150 50,0
(W208)
Brocha de empuje para chaveteros IV
Características: HSS. Para brochas de 10-14 mm.
ref. ∅ H7 mm
2984
Longitud mm
0005 32 lV 53,60 1020010 34 lV 53,60 1020015 35 lV 53,60 1020020 36 lV 53,60 1020025 38 lV 53,60 1020030 40 lV 63,35 1020035 42 lV 63,35 1020040 44 lV 63,35 102
(W208)
ref. ∅ H7 mm
2984
Longitud mm
0045 45 lV 63,35 1270050 46 lV 63,35 1270055 48 lV 63,35 1270060 50 lV 63,35 1270065 52 lV 63,35 1270070 54 lV 63,35 1270075 55 lV 63,35 1270080 56 lV 63,35 127
(W208)
Casquillo de guía
ref. Tamaño 2985
Grosor mm
0005 10 lV 9,75 1,4220010 12 lV 9,75 1,4220015 14 lV 9,75 1,575
(W208)
Inserto de recambio
Características: HSS, 16-18 mm.
ref. Anchura de chavetero
mm
2986
Tolerancia JS9 mm
para tamaño de chaveta
mm
Anchura efectiva x longitud
mm
Pasadas Insertos
pieza
Longitud de brochado
mm
Fuerza de brochado
kN
0005 16 V 484,35 ± 0,021 16 x 10 19,05 x 387 4 3 20– 150 52,00010 18 V 484,35 ± 0,021 18 x 11 19,05 x 387 4 3 20– 150 55,0
(W208)
Brocha de empuje para chaveteros V
Características: HSS. Para brochas de 16-18 mm.
ref. ∅ H7 mm
2987
Longitud mm
0005 52 V 145,20 1270010 54 V 145,20 1270015 55 V 145,20 1270020 56 V 145,20 1270025 58 V 148,15 1270030 60 V 148,15 1540035 62 V 148,15 154
(W208)
ref. ∅ H7 mm
2987
Longitud mm
0040 64 V 148,15 1540045 65 V 156,95 1540050 66 V 156,95 1540055 68 V 156,95 1540060 70 V 164,70 1540065 72 V 164,70 154
(W208)
Casquillo de guía
ref. Tamaño 2988
Grosor mm
0005 16 V 9,75 1,5750010 18 V 9,75 1,575
(W208)
Inserto de recambio
Características: HSS, 20-25 mm.
ref. Anchura de chavetero
mm
2989
Tolerancia JS9 mm
para tamaño de chaveta
mm
Anchura efectiva x longitud
mm
Pasadas Insertos
pieza
Longitud de brochado
mm
Fuerza de brochado
kN
0005 20 VI 841,05 ± 0,026 20 x 12 25,4 x 489 5 4 20– 150 50,00010 22 VI 841,05 ± 0,026 22 x 14 25,4 x 489 5 4 20– 150 51,00015 24 VI 841,05 ± 0,026 24 x 14 25,4 x 489 5 4 20– 150 60,00020 25 VI 841,05 ± 0,026 25 x 14 25,4 x 489 5 4 20– 150 61,0
(W208)
Brocha de empuje para chaveteros VI
Características: HSS. Para brochas de 20-25 mm.
ref. ∅ H7 mm
2990
Longitud mm
0005 70 VI 536,05 1540010 75 VI 545,75 1540015 80 VI 555,50 1540020 85 VI 565,25 154
(W208)
ref. ∅ H7 mm
2990
Longitud mm
0025 90 VI 580,85 1540030 95 VI 639,30 1540035 100 VI 594,50 154
(W208)
Casquillo de guía
ref. Tamaño 2991
Grosor mm
0005 20 VI 11,70 1,5750010 22 VI 11,70 1,5750015 24 VI 11,70 1,5750020 25 VI 11,70 1,575
(W208)
Inserto de recambio
Herramientas de brochado
P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/1512. AK P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/1502. AK ce, tm,

2/151Los artículos caracterizados con ◊ no son artículos de almacén, pero se obtienen a corto plazo.Todos los precios son precios recomendados no vinculantes.
Arr
anqu
e de
vir
utas
2
Juego de brochas para chaveteros
2970 Características: suministro en maletín Dura de plástico resistente.
2971 Características: Se suministra en caja de madera.
2971
2970
HSS
Características: HSS, con espiga de guía. Se coloca en la perforación inicial de la pieza para garantizar el alineado vertical del perfil interior cuadrado. Para que en el caso de longitud total reducida solo sea necesaria una pasada, se selecciona una perforación de salida (tolerancia H8) de un tamaño ligeramente superior. Las superficies de corte han sido sometidas a un rectificado de alta precisión por todos sus lados para asegurar una superficie limpia.
Aplicación: para la fabricación con ángulo exacto de perfiles interiores cuadrados. No son necesarias máquinas especiales ni tiempos de preparación. Para fabricar elementos de máquinas, plantillas, dispositivos para soldar, taladrar y de sujeción. El ángulo de desprendimiento ha sido dimensionado para el acero, pero puede utilizarse asimismo para hierro fundido, bronce y aluminio.
ref. E/C
mm
2992
Tolerancia JS9
mm
Medida diagonal
mm
∅ de perforación de salida
mm
Longitud total
mm
Longitud de brochado mín.
mm
Longitud de brochado máx.
mm
Fuerza de brochado máx.
kN
0005 4 389,85 ◊ 4,01– 4,02 5,28– 5,31 4,20 141 8,0 16,0 3,40010 5 447,50 ◊ 5,01– 5,03 6,72– 6,74 5,20 174 9,5 19,0 5,00015 6 467,40 ◊ 6,01– 6,04 8,37– 8,38 6,40 178 9,5 19,0 6,60020 8 487,30 ◊ 8,01– 8,04 11,19– 11,20 8,30 208 11,0 22,0 12,00025 10 570,80 ◊ 10,01– 10,04 13,80– 13,83 10,30 276 13,0 22,5 20,00030 12 825,40 ◊ 12,01– 12,04 16,61– 16,64 12,50 317 16,0 32,0 22,00035 14 978,50 ◊ 14,01– 14,04 19,56– 19,58 15,00 378 19,0 38,0 24,00040 16 1127,70 ◊ 16,02– 16,05 22,30– 22,32 17,00 427 22,0 44,0 28,00045 18 1465,80 ◊ 18,01– 18,04 25,09– 25,12 20,00 470 22,0 44,0 29,00050 20 1877,50 ◊ 20,01– 20,04 27,91– 27,94 22,00 479 22,0 44,0 30,00055 22 1959,05 ◊ 22,01– 22,04 30,76– 30,78 24,00 590 22,0 44,0 42,00060 24 2231,50 ◊ 24,01– 24,04 33,45– 33,47 26,00 625 22,0 44,0 45,00065 25 2231,50 ◊ 25,01– 25,04 34,87– 34,89 27,00 624 22,0 44,0 50,0
(W208)
Brocha cuadrada
HSS
ref. Características 2970
Contenido del juego
0005 7 piezas 372,30 2 brochas 2I; 3I 5 casquillos de guía ∅ 6; 7; 8; 9; 10 mm
0010 13 piezas 976,45 4 brochas 4II; 5II; 6III; 8III 9 casquillos de guía ∅ 12; 14; 15; 16; 18; 20; 22; 24; 25 mm
0015 19 piezas 1506,65 6 brochas 2I; 3I; 4II; 5II; 6III; 8III 13 casquillos de guía ∅ 8; 10; 12; 14; 15; 16; 18; 20; 22; 24; 25; 28; 30 mm
(W208)
ref. Características 2971
Contenido del juego
0020 13 piezas 1016,65 4 brochas 4II; 5II; 6III; 8III 9 casquillos de guía ∅ 12; 14; 15; 16; 18; 20; 22; 24; 25 mm
0025 19 piezas 1504,20 6 brochas 2I; 3I; 4II; 5II; 6III; 8III 13 casquillos de guía ∅ 8; 10; 12; 14; 15; 16; 18; 20; 22; 24; 25; 28; 30 mm
0030 10 piezas 1405,95 3 brochas 10IV; 12IV; 14IV 7 casquillos de guía ∅ 32; 35; 38; 40; 42; 45; 50 mm
(W208)
Herramientas de brochado
P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/1512. AK P16-03853/EDE Job-Nr. 237 16 P16-03853_02_0146-0160_WZH 22.08.17, 10:29 Seite 2/150 ce, js,