
Redalyc.Estudio de factibilidad técnico-económica de … · de hidrotratamiento tradicional es...
10
Tecnología, Ciencia, Educación ISSN: 0186-6036 [email protected] Instituto Mexicano de Ingenieros Químicos A.C México Marín-Rosas, Celia; Martínez-Guerrero, María del Carmen; Luna-Quiñones, Abraham de; Murrieta- Guevara, Florentino R. Estudio de factibilidad técnico-económica de un proceso de adsorción para remover compuestos de azufre presentes en diesel Tecnología, Ciencia, Educación, vol. 25, núm. 2, julio-diciembre, 2010, pp. 86-94 Instituto Mexicano de Ingenieros Químicos A.C Monterrey, México Disponible en: http://www.redalyc.org/articulo.oa?id=48215903003 Cómo citar el artículo Número completo Más información del artículo Página de la revista en redalyc.org Sistema de Información Científica Red de Revistas Científicas de América Latina, el Caribe, España y Portugal Proyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto
Transcript of Redalyc.Estudio de factibilidad técnico-económica de … · de hidrotratamiento tradicional es...

Tecnología, Ciencia, Educación
ISSN: 0186-6036
Instituto Mexicano de Ingenieros Químicos A.C
México
Marín-Rosas, Celia; Martínez-Guerrero, María del Carmen; Luna-Quiñones, Abraham de; Murrieta-
Guevara, Florentino R.
Estudio de factibilidad técnico-económica de un proceso de adsorción para remover compuestos de
azufre presentes en diesel
Tecnología, Ciencia, Educación, vol. 25, núm. 2, julio-diciembre, 2010, pp. 86-94
Instituto Mexicano de Ingenieros Químicos A.C
Monterrey, México
Disponible en: http://www.redalyc.org/articulo.oa?id=48215903003
Cómo citar el artículo
Número completo
Más información del artículo
Página de la revista en redalyc.org
Sistema de Información Científica
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Proyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto
86 Tecnol. Ciencia Ed. (IMIQ) vol. 25 núm. 2, 2010
Estudio de factibilidad técnico-económica de un proceso de adsorción para remover compuestos de
azufre presentes en diesel
Tecnol. Ciencia Ed. (IMIQ) vol. 14 núms.1-2,1999 86Tecnol. Ciencia Ed. (IMIQ) 25(2): 86-94, 2010
*Autora a quien debe dirigirse la correspondencia(Recibido: Noviembre 12, 2010,Aceptado: Noviembre 28, 2010)
Celia Marín-Rosas1*, María del Carmen Martínez-Guerrero1, Abraham de Luna-Quiñones2, Florentino R. Murrieta-Guevara3
1Coordinación del Programa de Investigación y Desarrollo Tecnológico de Procesos de Transformación, 2Coordinación de Ingeniería Económica, 3Dirección de Investigación y Posgrado del Instituto Mexicano del Petróleo, Eje Central Lázaro Cárdenas
Norte 152, 07730 México D.F., México. Tel: +52(55)91758384. Correo-e (e-mail): [email protected]
Technical and economical feasibility study of an adsorption process for removing sulfur compounds
from diesel
Palabras clave: Diesel de ultra bajo azufre, proceso de adsorción, factibilidad técnico-económica
Keywords: Ultra low sulfur diesel, ULSD, adsorption process, technical-economical study.
RESUMEN
Esta investigación muestra los resultados del estudio técnico-económico preliminar de un proceso de adsorción de compuestos de azufre presentes en diesel fuera de especificación, sin la etapa de regeneración del adsorbente. Para el estudio se consideraron los resultados de pruebas experimentales de adsorción llevadas a cabo en la desulfuración de diesel con una concentración de azufre total de 110 ppm en masa (ppm) con carbón activado grado comercial CA-1 a 303.15 K (30°C), presión atmosférica y una relación entre el volumen de diesel procesado por hora y el volumen de catalizador (LHSV) de 4.9 h-1 en un sistema de flujo continuo. La capacidad de adsorción, concentración de azufre del producto y tiempo de operación se correlacionaron para calcular la capacidad de adsorción y cantidad de adsorbente/litro de diesel necesaria para obtener el diesel con 15 ppm en masa. A partir de esta información se calcularon las dimensiones de los equipos relevantes como las columnas de adsorción y bombas de alimentación de carga y descarga del producto desulfurado. Los resultados indicaron que con un sistema de dos columnas de adsorción es posible recuperar por adsorción la especificación de azufre en el diesel a 15 ppm en masa a partir de cargas hasta con 110 ppm (masa) de azufre total y con una cantidad de adsorbente de 378.02 g Ads/L de
diesel (L-D). Así mismo, se presenta un ejercicio simulando una carga de diesel con 25 ppm en masa de azufre. En el estudio técnico-económico se calcularon los costos de inversión (incluyendo costos de instalación) y servicios auxiliares para tres escenarios de unidades de adsorción con capacidades de tratamiento de 1.84 x 10-3, 9.2 x 10-3 y 46.0 x 10-3 m3s-1 (1,000, 5,000 y 25,000 BPD) de diesel, así como el costo de operación anual y el costo de procesamiento (operación) por barril empleando cargas con concentraciones de azufre total de 110 y 25 ppm en masa.
ABSTRACT
This work shows the preliminary technical and economical results of an adsorption process to remove sulfur compounds from diesel out of specification, without the adsorbent regeneration step. Experimental data of adsorption tests in a continuous flow reactor were considered for the study. The desulfurization experimental tests were carried out using a real feedstock of diesel containing 110 ppm (mass) of sulfur on a commercial active carbon named CA-1, at temperature of 303.15 K (30°C), atmospheric pressure, and liquid space velocity of 4.9 h-1. The adsorption capacity, time on run and sulfur concentration in the product were correlated to calculate the adsorption capacity and the amount of adsorbent per liter of diesel ratio required to reach down to 15 ppm (mass) sulfur on diesel. All this information was applied for calculating dimensions of the main equipment such as adsorption columns and pumps for feedstock and low sulfur product. The results show that a two-adsorption columns system is feasible to recover the 15 ppm (mass) sulfur specification by treating in adsorption units feeds comprising up to 110 ppm (mass) of sulfur with 379.02 g Ads/L diesel (L-D). An exercise was performed on a 25 ppm (mass) of sulfur basis for a diesel feedstock. The technical and economical study involves investment (including installation costs) and utilities for 3 scenarios for treatment capacities of 1.84 x 10-3, 9.2 x 10-3 y 46.0 x 10-3 m3s-1 (1,000, 5,000 y 25,000 BPD) of diesel. Annual operating costs and operating cost per barrel for feedstocks containing 110 and 125 ppm (mass) of total sulfur were also evaluated.

Tecnol. Ciencia Ed. (IMIQ) vol. 25 núm. 2, 2010 87
INTRODUCCIÓN
En el procesamiento convencional del petróleo se emplea la hidrodesulfuración para reducir el contenido de azufre en el diesel. Actualmente a nivel mundial existen las tecnologías de los procesos de hidrotratamiento convencional y selectivo que se han probado comercialmente y se utilizan para procesar altos volúmenes de acuerdo con la demanda de combustible requerida (Krenske y col., 1996; Suchanek y Hamilton, 1991). Existen otras tecnologías que se aplican en menor escala para procesar volúmenes más pequeños con condiciones de operación menos severas que el hidrotratamiento. Ejemplos de estas tecnologías son las de adsorción y oxidación (Chapados y col., 2000; Torrissi y col., 2002). que podrían ser consideradas como opciones para procesar volúmenes pequeños de cargas que se contaminan durante el transporte, como es el caso del que se ocupa esta investigación.
El proceso de oxidación convierte efectivamente los compuestos de azufre, pero la tecnología aún no se ha llevado al uso práctico en refinación. La oxidación puede ser muy selectiva y se puede realizar a condiciones suaves. En el proceso se crea una emulsión de petróleo y agua en la cual el peróxido de hidrógeno u otro oxidante se usa para convertir el azufre de los compuestos que lo contienen en sulfonas, que son algunos de varios compuestos orgánicos que contiene azufre y que tienen un radical bivalente SO2 unido a dos átomos de carbono. La sulfona oxidada es entonces separada de los hidrocarburos para procesarlos posteriormente. La mayor parte del peróxido puede recuperarse y reciclarse. La principal ventaja de esta nueva tecnología incluye bajo costo, baja temperatura del reactor y baja presión, tiempos de residencia cortos, sin emisiones y sin requerimiento de hidrógeno. Sin embargo, la tecnología de oxidación no se ha llevado a aplicación industrial debido a que en las refinerías no se considera seguro usar el peróxido de hidrógeno como catalizador.
Por otro lado, “S Zorb” es una tecnología nueva de adsorción recientemente comercializada por Phillips basada en la adsorción de azufre (Byron y col., 2001; Phillips Petroleum Company, 2001). La tecnología se aplica solamente a gasolina debido a su contenido en compuestos azufrados de menor masa molecular del tipo mercaptanos y tiofenos que son más reactivos. La tecnología de adsorción se caracteriza por una severidad de operación más baja si se compara con la de hidrotratamiento y el consumo de hidrógeno es menor. La principal diferencia del proceso de adsorción con el de hidrotratamiento tradicional es que los compuestos
de azufre se adsorben en el catalizador después de que la mezcla de carga-hidrógeno interactúa con éste. De esta forma el catalizador necesita regenerarse constantemente. Las condiciones de operación de este proceso, presión de 18.7-34 atm y temperatura de 644-700 K (371-427°C), permiten quimisorber los compuestos azufrados, lo que origina que la especie adsorbida (quimisorbida) dé lugar a una especie química distinta. En el caso del proceso de adsorción de este trabajo, el cual es sugerido como proceso de post-tratamiento, las condiciones de operación, temperatura de 303 K (30°C) y presión atmosférica, permiten reducir los contaminantes azufrados por fisisorción o adsorción física. Éste es un tipo especial de adsorción ya que el material depositado o adsorbato se adhiere a un plano o superficie del adsorbente y la especie adsorbida (fisisorbida) conserva su naturaleza química.
El trabajo se originó debido a que existía la incertidumbre en la problemática que se presentaría por el manejo de los combustibles de ultra bajo azufre (menor a 15 ppm en masa) en las refinerías ya que podría ser contaminado por compuestos azufrados cuando se transporte por tuberías o por tanques de almacenamiento y que no cumpla con las especificaciones vigentes de la EPA que fueron adoptadas en junio de 2006. Por lo tanto, se consideró conveniente el desarrollo de una tecnología alterna y rentable para remover estos contaminantes y recuperar en las refinerías la especificación del diesel sobre azufre de estos volúmenes de combustible contaminado.
En esta investigación se presenta el análisis técnico-económico preliminar (sin regeneración del adsorbente) de un proceso de adsorción para la recuperación de diesel fuera de especificación en refinería con un contenido máximo de 15 ppm de azufre.
EXPERIMENTACIÓN
Las bases de diseño del proceso de adsorción se establecieron en función de los resultados experimentales obtenidos con pruebas de desulfuración por adsorción de una carga real de diesel, preparada a partir de diesel de ultra bajo azufre (UBA) dopado con diesel comercial.
Las pruebas experimentales se llevaron a cabo en un sistema de flujo continuo a escala laboratorio a una temperatura de 303 K (30°C), presión atmosférica y espacio-velocidad (LHSV) de 1.5-4.9 h-1. Los tiempos de operación se variaron de 39 a 131 h de acuerdo con el espacio-velocidad para procesar la misma cantidad del combustible en todas las pruebas (aproximadamente 7 L). El diesel de ultra bajo contenido de azufre (UBA) se obtuvo de la Terminal de Almacenamiento de Rosarito, México, y el diesel comercial se adquirió de

88 Tecnol. Ciencia Ed. (IMIQ) vol. 25 núm. 2, 2010
una estación de gasolina de la zona metropolitana de la Ciudad de México. La concentración de azufre total en la carga del diesel fue de 110 ppm (masa1).
En todas las pruebas se utilizó el carbón activado grado comercial CA-1 como adsorbente por ofrecer buen desempeño en el proceso de adsorción de compuestos de azufre en el diesel y por ser económico comparado con otros carbones activados de comportamiento similar.
En la Tabla 1 se presentan las propiedades del adsorbente empleado en las pruebas experimentales.
Tabla 1 Propiedades físicas y químicas del carbón utilizado en el estudio (Norit Americas Inc., 2007)
Presentación CA-1Gránulos de 0.65 mm
Humedad, % 2 máx.
Valor de pH 5-8
Índice de yodo, mg I2/g 1020 mín.
Azul de metileno, g-AM/100g 22
Actividad relativa en melazas 230 mín.
Área específica BET, m2/g 1013
Volumen de poro, cm3/g 0.5
Densidad aparente, g/mL 0.49
Costo sin IVA, USD/kg 5.40
El diagrama de la planta de laboratorio de flujo continuo utilizada en estas pruebas se muestra en la Figura 1. La unidad estaba constituida básicamente por dos columnas de adsorción empacadas con 16.8 g de adsorbente cada una, un recipiente de alimentación de carga, una bomba de flujo pistón, una balanza granataria, un baño recirculador, y tres acumuladores de producto líquido. Se recuperaron muestras instantáneas a la salida de las columnas 1 y 2 y muestras acumuladas a diferentes tiempos de operación para realizar el seguimiento de la concentración de azufre
total en el diesel tratado. Todas las muestras de diesel (carga y producto desulfurado) se analizaron por el método ASTM-D-5453-09 (ASTM, 2009), en un equipo Antek 9000 para determinar la concentración de azufre total.
Para el estudio técnico-económico del proceso se consideraron los resultados experimentales obtenidos de las pruebas de adsorción realizadas con un espacio velocidad de 4.9 h-1 por ser la condición a la que se obtuvo mayor remoción de azufre. En esta prueba la relación de adsorbente a diesel tratado fue del orden en magnitud de 2.5 g Ads/L-D y el diesel total tratado fue de 6.8 L, ambos a las 39 h de operación continua.
Figura 1. Sistema de adsorción a escala de laboratorio de flujo continuo
1. Balanza granataria; 2. Recipiente de alimentación de la carga; 3. Bomba de flujo pistón; 4. Baño recirculador; 5 y 6. Columnas de adsorción 1 y 2; 7. Acumulador de HC desulfurado; 8 y 9. Acumuladores de HC drenado de columnas, 10. Válvula de tres vías para drenado y derivación (bypass) de la columna 1, 11. Válvula de tres vías para muestreo de la columna 1, 12. Válvula de tres vías para muestreo de la columna 2, 13. Válvula de paso para drenado de columna 2. IT: Indicadores de temperatura
2
5
1
4
6
7
89
10
11
3
12
13
IT IT
Venteo
VenteoVenteo
1 Masa versus peso: El peso, en física, es la medida de la fuerza que ejerce la gravedad sobre la masa de un cuerpo. Normalmente, se considera respecto de la fuerza de gravedad terrestre. El peso depende de la intensidad del campo gravitatoria, de la posición relativa de los cuerpos y de la masa de los mismos. La masa es una propiedad característica de los cuerpos: la cantidad de materia, y no depende de la intensidad del campo gravitatorio, ni de su posición en el espacio. Por ejemplo, una persona de 60 kg de masa, pesa 60 kg-fuerza en la superficie de la Tierra; pero, la misma persona, en la superficie de la Luna pesaría sólo unos 10 kg-fuerza; sin embargo, su masa seguirá siendo de 60 kg. Las unidades de peso y masa tienen una larga historia compartida, en parte porque su diferencia no fue bien entendida cuando dichas unidades comenzaron a utilizarse. Cotidianamente, el término “peso” se utiliza a menudo erróneamente como sinónimo de masa. La unidad de masa del SI es el kilogramo, kg
RESULTADOS Y DISCUSIÓN
La Figura 2 muestra la variación del contenido de azufre total presente en el diesel desulfurado de las muestras instantáneas y acumuladas obtenidas de las pruebas de adsorción con el carbón activado CA-1 como función del tiempo de operación a un espacio-velocidad de 4.9 h-1.
Se observa que el adsorbente CA-1 ofrece alta remoción de compuestos de azufre durante los primeros

Tecnol. Ciencia Ed. (IMIQ) vol. 25 núm. 2, 2010 89
36 min (75-77%). Sin embargo, a un tiempo máximo de 0.8 h, punto mínimo de inflexión, el adsorbente está totalmente saturado.
La capacidad de adsorción es expresada en términos de la cantidad de azufre adsorbido por masa del adsorbente, qe=mg-S/mg-Ads, (Norit Americas Inc., 2007), de acuerdo con la ecuación (1):
qe=C −Ceo
Ad (1)
donde: Co es la concentración inicial de azufre total en el diesel en mg/L, Ce es la concentración de azufre total en el equilibrio en mg/L, y Ad es la cantidad de adsorbente utilizada en mg/L. Los valores de qe fueron graficados contra Ce para obtener las respectivas isotermas de adsorción.
Los datos experimentales de la capacidad de adsorción y el tiempo de operación en función de la concentración de azufre total en el equilibrio (Ce) se correlacionaron para predecir el tiempo de operación y la cantidad del adsorbente requeridos para obtener un diesel con 15 ppm (masa), establecido por la norma NOM-086-
SEMARNAT-SENER-SCFI-2005 (DOF, 2005), a partir del diesel con 110 ppm en masa de azufre total.
La ecuación (2) muestra la correlación encontrada entre la capacidad de adsorción y la Ce:
qe=0.1033e0.05Ce
(factor de correlación: 0.973) (2)
donde Ce es la concentración de azufre total en el equilibrio en mg-S/L-D, y qe es la capacidad de adsorción en mg-S/mg-Ads).
La capacidad de adsorción, tiempo de operación y relación adsorbente/diesel calculados para obtener un diesel con 15 ppm (masa) a partir del diesel con 110 ppm (masa) fueron de 0.1959 mg-S/mg-Ads, 8.3 min y 378.02 g-Ads/L-D, respectivamente.
Otros valores de la relación adsorbente/diesel y tiempo de operación fueron calculados a partir de las mismas correlaciones para desulfurar diesel con diferentes concentración de azufre total como se muestra en la Tabla 2.
120
110
100
90
80
70
60
50
40
Cont
enid
o de
azuf
re, p
pm
Tiempo, horas
Muestra Instantánea Columna 1 Muestra Instantánea Columna 2 Muestra acumulada
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34
Relación Ad/HC tratado=2.5 g/L @ 39hVolumen de HC tratado=6.8 L
Figura 2. Variación del contenido de azufre en el diesel desulfurado (Cs) como función del tiempo de operación. Adsorbente: CA-1, 2 Columnas. Carga: diesel UBA + diesel comercial con 110 ppm (masa) de azufre total, 30°C, P = atmosférica
90 Tecnol. Ciencia Ed. (IMIQ) vol. 25 núm. 2, 2010
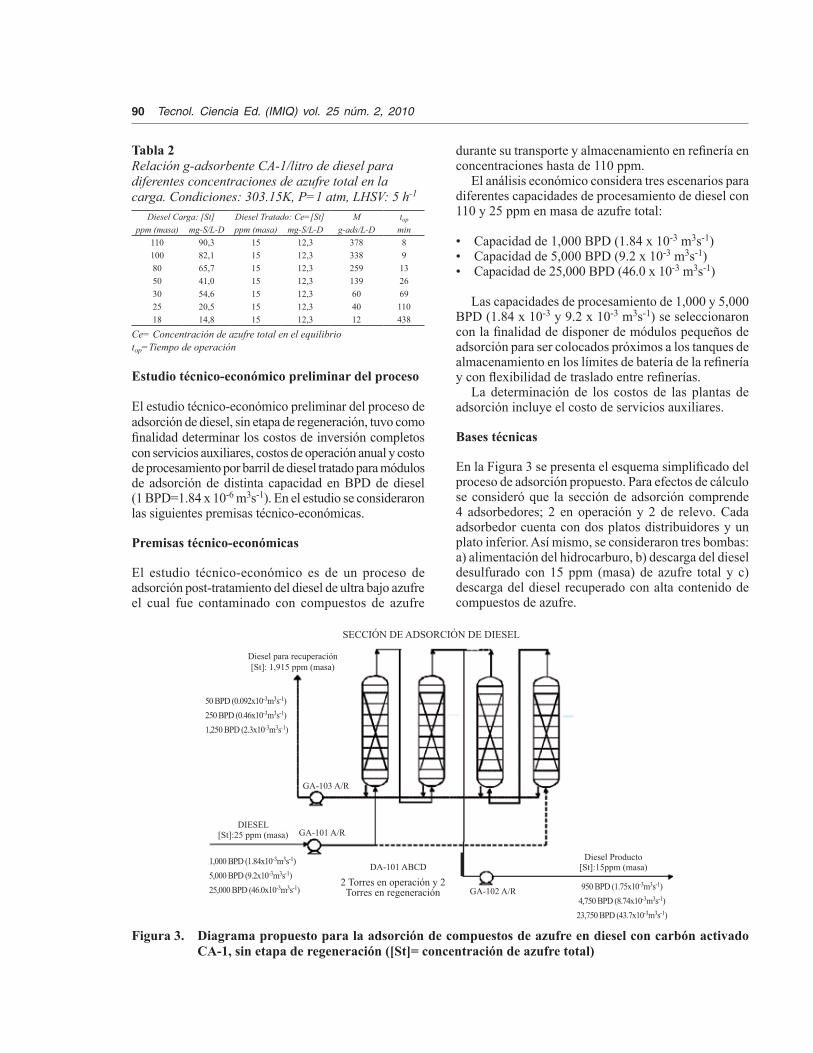
Tabla 2 Relación g-adsorbente CA-1/litro de diesel para diferentes concentraciones de azufre total en la carga. Condiciones: 303.15K, P=1 atm, LHSV: 5 h-1
Diesel Carga: [St] Diesel Tratado: Ce=[St] M top
ppm (masa) mg-S/L-D ppm (masa) mg-S/L-D g-ads/L-D min110 90,3 15 12,3 378 8100 82,1 15 12,3 338 980 65,7 15 12,3 259 1350 41,0 15 12,3 139 2630 54,6 15 12,3 60 6925 20,5 15 12,3 40 11018 14,8 15 12,3 12 438
Ce= Concentración de azufre total en el equilibriotop=Tiempo de operación
Estudio técnico-económico preliminar del proceso
El estudio técnico-económico preliminar del proceso de adsorción de diesel, sin etapa de regeneración, tuvo como finalidad determinar los costos de inversión completos con servicios auxiliares, costos de operación anual y costo de procesamiento por barril de diesel tratado para módulos de adsorción de distinta capacidad en BPD de diesel (1 BPD=1.84 x 10-6 m3s-1). En el estudio se consideraron las siguientes premisas técnico-económicas.
Premisas técnico-económicas
El estudio técnico-económico es de un proceso de adsorción post-tratamiento del diesel de ultra bajo azufre el cual fue contaminado con compuestos de azufre
durante su transporte y almacenamiento en refinería en concentraciones hasta de 110 ppm.
El análisis económico considera tres escenarios para diferentes capacidades de procesamiento de diesel con 110 y 25 ppm en masa de azufre total:
• Capacidad de 1,000 BPD (1.84 x 10-3 m3s-1)• Capacidad de 5,000 BPD (9.2 x 10-3 m3s-1)• Capacidad de 25,000 BPD (46.0 x 10-3 m3s-1)
Las capacidades de procesamiento de 1,000 y 5,000 BPD (1.84 x 10-3 y 9.2 x 10-3 m3s-1) se seleccionaron con la finalidad de disponer de módulos pequeños de adsorción para ser colocados próximos a los tanques de almacenamiento en los límites de batería de la refinería y con flexibilidad de traslado entre refinerías.
La determinación de los costos de las plantas de adsorción incluye el costo de servicios auxiliares.
Bases técnicas
En la Figura 3 se presenta el esquema simplificado del proceso de adsorción propuesto. Para efectos de cálculo se consideró que la sección de adsorción comprende 4 adsorbedores; 2 en operación y 2 de relevo. Cada adsorbedor cuenta con dos platos distribuidores y un plato inferior. Así mismo, se consideraron tres bombas: a) alimentación del hidrocarburo, b) descarga del diesel desulfurado con 15 ppm (masa) de azufre total y c) descarga del diesel recuperado con alta contenido de compuestos de azufre.
Figura 3. Diagrama propuesto para la adsorción de compuestos de azufre en diesel con carbón activado CA-1, sin etapa de regeneración ([St]= concentración de azufre total)
SECCIÓN DE ADSORCIÓN DE DIESEL
Diesel para recuperación[St]: 1,915 ppm (masa)
50 BPD (0.092x10-3m3s-1)250 BPD (0.46x10-3m3s-1)1,250 BPD (2.3x10-3m3s-1)
1,000 BPD (1.84x10-3m3s-1)5,000 BPD (9.2x10-3m3s-1)25,000 BPD (46.0x10-3m3s-1)
DIESEL[St]:25 ppm (masa)
GA-103 A/R
GA-101 A/R
DA-101 ABCD2 Torres en operación y 2
Torres en regeneración GA-102 A/R
Diesel Producto[St]:15ppm (masa)
950 BPD (1.75x10-3m3s-1)4,750 BPD (8.74x10-3m3s-1)23,750 BPD (43.7x10-3m3s-1)

Tecnol. Ciencia Ed. (IMIQ) vol. 25 núm. 2, 2010 91
Debido al tipo de fluidos involucrados en este proceso, no se prevé la utilización de materiales de construcción especiales. Se utilizará acero al carbón y los materiales normales utilizados en el manejo de agua de enfriamiento y vapor de calentamiento.
Bases económicas
Estimado de costos de inversión
Para el estimado de costos de equipo, materiales, mano de obra de construcción, partes de repuesto e ingeniería se utilizó el simulador “Capital Cost Estimator, V7”.
El simulador “Capital Cost Estimator de Aspen V7” utiliza los modelos matemáticos de equipos que se encuentran en un software llamado Icarus Evaluation Engine. Estos modelos matemáticos emplean estándares de la industria, códigos de diseño e ingeniería de datos reales, así como aspectos de la construcción. Las bases de datos y el análisis se actualizan constantemente con datos de proveedores, asegurando que las decisiones de inversión se basen en estimaciones muy precisas que reflejen el diseño actual mundial y las prácticas de construcción. Este software permite determinar estimados de inversión de plantas desde estudios preliminares hasta de gran exactitud.
En esta investigación los costos de inversión no incluyen: Costos por terreno, acondicionamiento de sitio, equipos de servicios auxiliares, sistema de seguridad y contra incendio, edificios, ni cimentación especial o pilotaje.
Costo de operación
Factor de servicio: 330 días / año Horizonte de análisis: 20 añosEstimado de mano de obra directa, supervisión técnica y de administración con base a tripulación y costos de mano de obra.Depreciación, lineal a 20 años.Costo de energía eléctrica de acuerdo con datos de la Comisión Federal de Electricidad del 2009.
Dimensionamiento preliminar del equipo de proceso. Columnas de adsorción
Para calcular el tamaño de las columnas de adsorción se estableció una relación L/D de 4.0. El diámetro de estos equipos se calculó en función de la cantidad del adsorbente requerida para desulfurar diesel con diferentes concentraciones de azufre total como se muestra en la Tabla 2.
En la Tabla 3 se presentan las bases de diseño de los módulos de adsorción propuestos para los casos de obtención de diesel con 15 ppm en masa de azufre total a partir del tratamiento de diesel con contenidos de 110 y 25 ppm en masa de azufre total, respectivamente, a temperaturas de 30°C y presión atmosférica.
Tabla 3 Bases de diseño de los módulos de adsorción de diesel sin etapa de regeneración. Cargas: Diesel con 110 y 25 ppm en masa de azufre total
Bases de diseño propuestas para el proceso de adsorción de diesel
Adsorbente: CA-1
Presentación del Adsorbente Gránulos de 0.65 mm
Tipo de proceso Adsorción en lecho fijo (2 columnas) @ 30ºC y presión atmosférica
Azufre en producto, ppm (masa) 15 (12.25)
Densidad diesel, g/mL 0.816
Densidad carbón activado, g/mL 0.49
Capacidad planta, BPD (m3s-1): 1000(1.84x10-3) 5000(9.2x10-3) 25000(46.0x10-3)
Azufre en carga, ppm (masa) 110 25 110 25 110 25
g-Ads/L-Diesel 378.9 40 378.9 40 378.9 40
Adsorbente/col., kg 1,255 132 6,274 659 31,372 3,295
Diámetro, m 1.07 0.46 1.68 0.76 2.74 1.37
Longitud, m 4.57 2.13 7.01 3.35 11.28 5.79
Análisis económico
El análisis económico consistió en determinar los costos unitarios de inversión y operación de cada escenario.
Inversión
Costo de los equipos de la sección de adsorción de diesel con contenidos de azufre de 110 y 25 ppm en masa
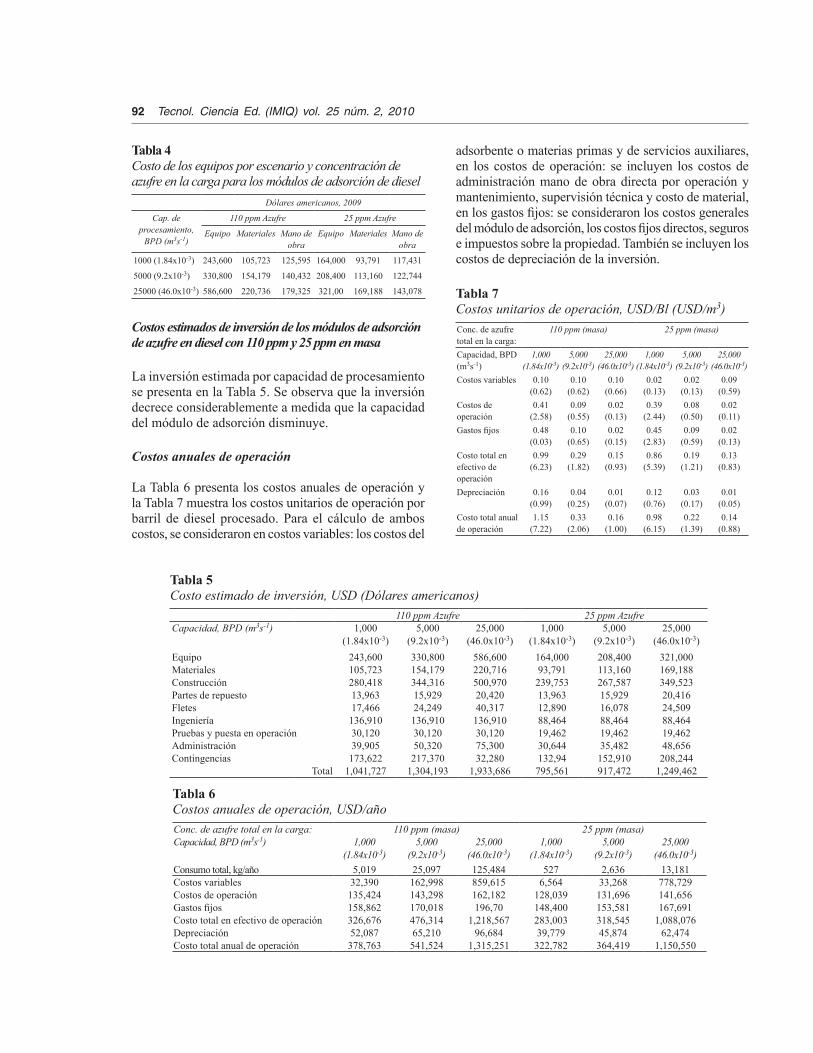
En la Tabla 4 se muestran los costos de los equipos, materiales y mano de obra para cada uno de los módulos de adsorción con capacidad de procesamiento de 1,000, 5,000 y 25, 000 BPD (1.84 x 10-3, 9.2 x 10-3 y 46.0 x 10-3 m3s-1) cuando se trata una carga de diesel con 110 ppm y 25 ppm en masa de azufre. Es evidente que módulos de adsorción pequeños implican menores costos de equipos, materiales y mano de obra, para el tratamiento de las dos cargas con 110 y 25 ppm en masa de azufre.
92 Tecnol. Ciencia Ed. (IMIQ) vol. 25 núm. 2, 2010
Tabla 4 Costo de los equipos por escenario y concentración de azufre en la carga para los módulos de adsorción de diesel
Dólares americanos, 2009
Cap. de procesamiento,
BPD (m3s-1)
110 ppm Azufre 25 ppm Azufre
Equipo Materiales Mano de obra
Equipo Materiales Mano de obra
1000 (1.84x10-3) 243,600 105,723 125,595 164,000 93,791 117,431
5000 (9.2x10-3) 330,800 154,179 140,432 208,400 113,160 122,744
25000 (46.0x10-3) 586,600 220,736 179,325 321,00 169,188 143,078
Costos estimados de inversión de los módulos de adsorción de azufre en diesel con 110 ppm y 25 ppm en masa
La inversión estimada por capacidad de procesamiento se presenta en la Tabla 5. Se observa que la inversión decrece considerablemente a medida que la capacidad del módulo de adsorción disminuye.
Costos anuales de operación
La Tabla 6 presenta los costos anuales de operación y la Tabla 7 muestra los costos unitarios de operación por barril de diesel procesado. Para el cálculo de ambos costos, se consideraron en costos variables: los costos del
adsorbente o materias primas y de servicios auxiliares, en los costos de operación: se incluyen los costos de administración mano de obra directa por operación y mantenimiento, supervisión técnica y costo de material, en los gastos fijos: se consideraron los costos generales del módulo de adsorción, los costos fijos directos, seguros e impuestos sobre la propiedad. También se incluyen los costos de depreciación de la inversión.
Tabla 7 Costos unitarios de operación, USD/Bl (USD/m3)Conc. de azufre total en la carga:
110 ppm (masa) 25 ppm (masa)
Capacidad, BPD (m3s-1)
1,000 (1.84x10-3)
5,000 (9.2x10-3)
25,000 (46.0x10-3)
1,000 (1.84x10-3)
5,000 (9.2x10-3)
25,000 (46.0x10-3)
Costos variables 0.10(0.62)
0.10(0.62)
0.10(0.66)
0.02(0.13)
0.02(0.13)
0.09(0.59)
Costos de operación
0.41(2.58)
0.09(0.55)
0.02(0.13)
0.39(2.44)
0.08(0.50)
0.02(0.11)
Gastos fijos 0.48(0.03)
0.10(0.65)
0.02(0.15)
0.45(2.83)
0.09(0.59)
0.02(0.13)
Costo total en efectivo de operación
0.99(6.23)
0.29(1.82)
0.15(0.93)
0.86(5.39)
0.19(1.21)
0.13(0.83)
Depreciación 0.16(0.99)
0.04(0.25)
0.01(0.07)
0.12(0.76)
0.03(0.17)
0.01(0.05)
Costo total anual de operación
1.15(7.22)
0.33(2.06)
0.16(1.00)
0.98(6.15)
0.22(1.39)
0.14(0.88)
Tabla 5 Costo estimado de inversión, USD (Dólares americanos)
110 ppm Azufre 25 ppm AzufreCapacidad, BPD (m3s-1) 1,000
(1.84x10-3)5,000
(9.2x10-3)25,000
(46.0x10-3)1,000
(1.84x10-3)5,000
(9.2x10-3)25,000
(46.0x10-3)Equipo 243,600 330,800 586,600 164,000 208,400 321,000Materiales 105,723 154,179 220,716 93,791 113,160 169,188Construcción 280,418 344,316 500,970 239,753 267,587 349,523Partes de repuesto 13,963 15,929 20,420 13,963 15,929 20,416Fletes 17,466 24,249 40,317 12,890 16,078 24,509Ingeniería 136,910 136,910 136,910 88,464 88,464 88,464Pruebas y puesta en operación 30,120 30,120 30,120 19,462 19,462 19,462Administración 39,905 50,320 75,300 30,644 35,482 48,656Contingencias 173,622 217,370 32,280 132,94 152,910 208,244
Total 1,041,727 1,304,193 1,933,686 795,561 917,472 1,249,462
Tabla 6 Costos anuales de operación, USD/añoConc. de azufre total en la carga: 110 ppm (masa) 25 ppm (masa)Capacidad, BPD (m3s-1) 1,000
(1.84x10-3)5,000
(9.2x10-3)25,000
(46.0x10-3)1,000
(1.84x10-3)5,000
(9.2x10-3)25,000
(46.0x10-3)Consumo total, kg/año 5,019 25,097 125,484 527 2,636 13,181Costos variables 32,390 162,998 859,615 6,564 33,268 778,729Costos de operación 135,424 143,298 162,182 128,039 131,696 141,656Gastos fijos 158,862 170,018 196,70 148,400 153,581 167,691Costo total en efectivo de operación 326,676 476,314 1,218,567 283,003 318,545 1,088,076Depreciación 52,087 65,210 96,684 39,779 45,874 62,474Costo total anual de operación 378,763 541,524 1,315,251 322,782 364,419 1,150,550

Tecnol. Ciencia Ed. (IMIQ) vol. 25 núm. 2, 2010 93
En la Tabla 8 se muestra el resumen de los costos resultantes del estudio económico del proceso para las distintas capacidades de procesamiento de diesel en concentraciones de 25 y 110 ppm en masa de azufre. Con base en los costos totales presentados en Tabla 8, se observa que para el caso de 110 ppm en masa de azufre, el incremento en la capacidad de tratamiento de diesel de 1,000 BPD a 25,000 BPD (1.84 x 10-3 a 46.0 x 10-3 m3s-1) causa un aumento de 1.85 veces el costo de inversión y de 3.47 veces el costo de operación anual; sin embargo, el costo de procesamiento por barril se ve mejorado en un 86.1% al tratar mayor cantidad de diesel (25,000 BPD=46.0 x 10-3 m3s-1). Para el escenario de 25 ppm en masa de azufre se observa que el incremento en la capacidad de tratamiento de diesel de 1,000 BPD a 25, 000 BPD (1.84 x 10-3 a 46.0 x 10-3 m3s-1) causa un aumento de 1.57 veces el costo de inversión y de 3.56 veces el costo de operación anual. En este caso el costo de procesamiento por barril se ve mejorado en un 85.7% al tratar 25,000 BPD (46.0 x 10-3 m3s-1) de diesel.
Tabla 8 Resumen de costosConc. de azufre total en la carga:
110 ppm (masa) 25 ppm (masa)
Capacidad, BPD (m3s-1)
1,000 (1.84x10-3)
5,000 (9.2x10-3)
25,000 (46.0x10-3)
1,000 (1.84x10-3)
5,000 (9.2x10-3)
25,000 (46.0x10-3)
Costo estimado de Inversión (USD)
1,041,727 1,304,193 1,933,686 795,561 917,472 1,249,462
Costo estimado de operación anual, USD/año
378,763 541,524 1,315,251 322,782 364,419 1,150,550
Costo unitario estimado de operación USD/BI
1.15 0.33 0.16 0.98 0.22 0.14
USD/m3 7.22 2.06 1.00 6.15 1.39 0.88
Petróleos Mexicanos (2008) estimó un costo de 175 millones de dólares de una planta nueva de HDS de gasóleos con capacidad de 35,000 BPD (64.4 x 10-3 m3s-1) y un costo de operación anual del 3% de los costos de inversión durante los primeros 10 años en un estudio de viabilidad que realizó para construir una nueva refinería en México. Considerando la ecuación de relación de capacidades con un factor de escalamiento de 0.65 (Garret, 1989), el costo estimado de la planta nueva de gasóleos con capacidad de 25,000 BPD (46.0 x 10-3 m3s-1) de diesel es de 140.62 millones de dólares con un costo de operación anual de 4.22 millones de dólares/año. El costo estimado de inversión de la planta de adsorción para el tratamiento de diesel con un contenido de azufre total de 110 ppm (masa) sin la regeneración del adsorbente propuesto en este trabajo es de 1.93 millones de dólares con un costo de operación de 1.32 millones de dólares/año.
CONCLUSIONES Y RECOMENDACIONES
De acuerdo con los objetivos planteados, las conclusiones y recomendaciones de esta investigación son:
1. Se realizó el estudio técnico-económico preliminar del proceso de adsorción de diesel con 110 y 25 ppm en masa de azufre para módulos de adsorción con capacidades de 1,000, 5,000 y 25,000 BPD (1.84 x 10-3, 9.2 x 10-3 y 46.0 x 10-3 m3s-1) sin la sección de regeneración del adsorbente.
2. Los costos de operación anual (USD/año) y unitario (USD/Bl o USD/m3) resultantes del proceso de adsorción en investigación se deben considerar como un valor adicional a los costos de los procesos de eliminación de azufre, por ejemplo, el de hidrotratamiento de diesel UBA.
3. El proceso de adsorción de diesel para recuperar la especificación del combustible de 110 ppm en masa de azufre total a niveles de 15 ppm en masa requiere de grandes cantidades de adsorbente; sin embargo, una alternativa es utilizar módulos de adsorción de pequeña capacidad, por ejemplo 1,000 BPD (1.84 x 10-3 m3s-1), si se desea contar con una unidad modular flexible para ser ubicada cerca de los tanques de almacenamiento en límites de batería de la refinería. Esta opción implicaría una menor inversión, menor costo de operación anual, pero mayor costo de procesamiento por barril o m3, comparado con un módulo de adsorción con capacidad de 25,000 BPD (46.0 x 10-3 m3s-1).
4. Si el deseo es tratar 25,000 BPD (46.0 x 10-3 m3s-1) de diesel contaminado por el proceso de adsorción, se recomienda utilizar cargas del combustible con baja concentración de azufre, por ejemplo menor o igual a 25 ppm en masa. Esta condición reducirá las dimensiones de las columnas de adsorción en aproximadamente 51% a las requeridas para tratar diesel con 110 ppm en masa de azufre de un módulo establecido en la refinería. Los costos de inversión y operación anual para el caso de 25,000 BPD (46.0 x 10-3 m3s-1) con un diesel de 25 ppm en masa de azufre son menores a los de la carga de 110 con un módulo de la misma capacidad; sin embargo, el costo de operación por barril tratado de diesel es muy cercano: 0.14 vs 0.16, respectivamente. (USD/Bl).
5. Considerando que el costo de producción de diesel de ultra bajo azufre obtenido en una unidad modernizada con capacidad de 50,000 BPD (92.0 x 10-3 m3s-1) con carga de destilado derivado de un crudo con alto contenido de azufre (EIA, 2001) es de 1.13 USD/Bl (7.11 USD/m3) y el costo unitario total en efectivo de operación por adsorción sin regeneración del adsorbente es de 0.09 USD/Bl (0.57 USD/m3) en una unidad de la misma capacidad, se estima un beneficio de 1.04 USD/Bl (6.54 USD/m3) de diesel procesado con

94 Tecnol. Ciencia Ed. (IMIQ) vol. 25 núm. 2, 2010
concentración de 110 ppm (masa)de azufre total por el proceso de adsorción.
6. Los módulos de adsorción propuestos deberán ser probados y validados experimentalmente en una planta piloto. Así mismo, se sugiere que se realicen los estudios de regeneración del adsorbente a fin de calcular el potencial real del proceso de adsorción para la recuperación de la especificación en azufre del diesel contaminado.
NOMENCLATURA
Ad Cantidad de adsorbente utilizada en mg/L
AM Azul de metilenoBl BarrilBET Método de adsorción de Brunauer, Emmett
y TellerBPD Barriles por díaCe Concentración de azufre total en el
equilibrio en mg/LCo Concentración inicial de azufre total en el
diesel en mg/LCs Variación del contenido de azufre en el
diesel desulfurado en ppm (masa)D DieselEPA Agencia de Protección Ambiental de
los Estados Unidos (“Environmental Protection Agency”)
HC HidrocarburoIVA Impuesto al valor agregado (15%)L/D Relación longitud con respecto al diámetro
de la columnaL-D Litros de dieselL Volumen en litrosLHSV Relación entre el volumen de diesel
procesado por hora y el volumen de catalizador (espacio-velocidad)
M Gramos de adsorbente por litro de combustible Diesel (g-Ads/L-D)
NOM-086 Norma Oficial Mexicana NOM-086-SEMARNAT-SENER-SCFI-2005. Especificaciones de los combustibles fósiles para la protección ambiental
ppm (masa) Partes por millón en masa
qe Capacidad de adsorción expresada en términos de la cantidad de azufre adsorbido por masa del adsorbente (mg-S/mg-Ads)
St Concentración de azufre totalUBA Ultra bajo azufreUSD Dólares de los EEUU
BIBLIOGRAFÍA
ASTM. 2009. Standard test method for the determination of total sulfur in light hydrocarbons, spark ignition engine fuel, diesel engine fuel, and engine oil by ultraviolet fluorescence. ASTM D5453 – 09. Dirección electrónica: http://www.astm.org/Standards/D5453.htm
Byron, G.J., Dennis, K., Greenwood, G. 2001. Application of Phillips´s Zorb process to distillates - Meeting the challenge. En NPRA-AM-01-14 Annual Meeting. Nueva Orleans, EEUU.
Chapados, D., Gore, W. L., Bonde, S. E. 2000. Desulfurization by selective oxidation and extraction of sulfur-containing compounds to economically achieve ultra low proposed diesel fuel sulfur requirements. Petro Star Inc. En NPRA-AM-00-25 Annual Meeting. San Antonio, Texas, EEUU.
DOF. 2005. Norma Oficial Mexicana NOM-086-SEMARNAT-SENER-SCFI-2005, especificaciones de los combustibles fósiles para la protección ambiental. Diario Oficial de la Federación. Enero 30, 2006. Poder Ejecutivo Federal. México D.F. México.
EIA. 2001. The transition to ultra-low sulfur diesel fuel: Effects on prices and supply. U.S. Energy Information Administration. Dirección electrónica: http://www.eia.doe.gov/oiaf/servicerpt/ulsd/chapter5.html#stimpacts
Garrett, E. D. 1989. Chemical engineering economics. Ed. Van Nostrand-Reinhold. P. 255. Nueva York, NY. EEUU.
Krenske, L. D., Kennedy, J. E., Baron, K., Skripek, M., 1996. Hydrotreating technology improvements for low-emissions fuels. UOP. En NPRA-AM-96-67 Annual Meeting, San Antonio, Texas, EEUU.
Norit Americas Inc. 2007. Measuring adsorptive capacity of powdered activated carbon. Catálogo Técnico. Marshall, Texas, EEUU.
Petróleos Mexicanos. 2008. Reporte del estudio de viabilidad para construir una nueva refinería en México. México D.F. México.
Phillips Petroleum Company. 2001. Fuels Technology S Zorb-Diesel. Operations & Economics. Bartlesville, Oklahoma, EEUU.
Suchanek, A.J., Hamilton, G. L. 1991. Diesel by SynSat low pressure/low cost/low aromatics. En NPRA-AM-91-35 Annual Meeting. San Antonio, Texas, EEUU.
Torrissi, S., Di Camillo, D., Street, R. 2002. Criterion catalysts & technologies. Proven best practices for ULSD Production. Shell Global Solutions 2002. En NPRA-AM-02-35 Annual Meeting. Remains, T., Svendensen, J. Eds. San Antonio, Texas, EEUU.






![Modelado del proceso de hidrotratamiento de diésel … · Modelado del proceso de hidrotratamiento de diésel Diesel hydrotreating process modelling ... Mapiour et al. [9] estudiaron](https://static.fdocuments.es/doc/165x107/5baeef8709d3f290738debfd/modelado-del-proceso-de-hidrotratamiento-de-diesel-modelado-del-proceso-de.jpg)











