
Desarrollo de un blanco mosaico para la deposición de películas de compuesto ternario TiAlN...
111
-
Upload
javier-garcia-molleja -
Category
Science
-
view
102 -
download
0
Transcript of Desarrollo de un blanco mosaico para la deposición de películas de compuesto ternario TiAlN...

AGENCIA NACIONAL DE PROMOCIÓNCIENTÍFICA Y TECNOLÓGICA
INSTITUTO DE FÍSICA DE ROSARIO
Informe nal de Postdoctorado
Desarrollo de un blanco mosaico para la deposición depelículas de compuesto ternario TiAlNmediante
sputtering por magnetrón reactivo
Autor: Dr. Javier García Molleja
Director: Dr. Jorge Néstor Feugeas
Co-director: Dr. Raúl Eduardo Bolmaro
Grupo de Física del Plasma
Instituto de Física de Rosario CONICET - UNR2013

Desarrollo de un blanco mosaico para la deposición de
películas de compuesto ternario TiAlN mediante
sputtering por magnetrón reactivo
Javier García Molleja
Informe nal de Postdoctorado
2

Índice general
I Introducción 110.1. Resumen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130.2. Abstract . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
1. Materiales en la industria 151.1. Aleación de aluminio 7075 . . . . . . . . . . . . . . . . . . . . . . . . . . . 151.2. Carburo de tungsteno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
2. Sputtering por magnetrón 192.1. Conceptos sobre la técnica de sputtering . . . . . . . . . . . . . . . . . . . 19
2.1.1. Sputtering por bombardeo iónico. Conceptos generales . . . . . . . 202.1.2. Pérdida de energía nuclear . . . . . . . . . . . . . . . . . . . . . . . 212.1.3. Rendimiento de sputtering . . . . . . . . . . . . . . . . . . . . . . . 22
2.2. El magnetrón . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 222.3. Sputtering por magnetrón . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
2.3.1. Aplicaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 272.3.2. Ventajas y desventajas de los procesos PAPVD . . . . . . . . . . . 28
2.4. Multicapas y superredes . . . . . . . . . . . . . . . . . . . . . . . . . . . . 292.4.1. Mecanismos de nucleación y crecimiento . . . . . . . . . . . . . . . 29
2.5. Los blancos mosaico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
3. Recubrimientos superciales 393.1. El nitruro de aluminio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 393.2. El nitruro de titanio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 413.3. El nitruro de titanio-aluminio . . . . . . . . . . . . . . . . . . . . . . . . . 43
II Experimental 45
4. Dispositivos experimentales 474.1. Proceso de deposición . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
3

4 ÍNDICE GENERAL
5. Desarrollo del blanco mosaico 535.1. Determinación de las proporciones . . . . . . . . . . . . . . . . . . . . . . . 535.2. Planteamiento de la construcción del blanco mosaico . . . . . . . . . . . . 55
6. Técnicas experimentales empleadas 616.1. Microscopía Óptica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 616.2. Difracción de Rayos X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 616.3. Microscopía Electrónica de Barrido . . . . . . . . . . . . . . . . . . . . . . 636.4. Espectroscopia Dispersiva en la Energía . . . . . . . . . . . . . . . . . . . . 656.5. Técnica de Rayado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
III Resultados y discusión 67
7. Superredes de AlN/TiN sobre Al7075 697.1. Análisis GIXRD y θ/2θ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 707.2. Pruebas de adherencia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
8. Monocapas de TiAlN depositadas sobre WC 778.1. Estudio mediante GIXRD . . . . . . . . . . . . . . . . . . . . . . . . . . . 798.2. Análisis SEM+EDS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 828.3. Estudios de adherencia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
8.3.1. Análisis con cinta adhesiva . . . . . . . . . . . . . . . . . . . . . . . 878.3.2. Scratch test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
IV Determinaciones nales 93
9. Conclusiones 959.1. En español . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 959.2. In English . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 979.3. Agradecimientos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98

Índice de guras
2.1. Distintos regímenes colisionales que pueden darse en un proceso de sputte-ring [Corbella Roca, 2005]. . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.2. a) Dependencia del rendimiento de sputtering con la energía del proyectil.b) Dependencia del rendimiento de sputtering con la masa del proyectilincidente [Feldman, 1986]. . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
2.3. Diagrama del magnetrón [Corbella Roca, 2005]. . . . . . . . . . . . . . . . 232.4. a) Conguración del campo magnético de un magnetrón balanceado res-
pecto al sustrato. b) Campo magnético originado en un magnetrón desba-lanceado [Corbella Roca, 2005]. . . . . . . . . . . . . . . . . . . . . . . . . 23
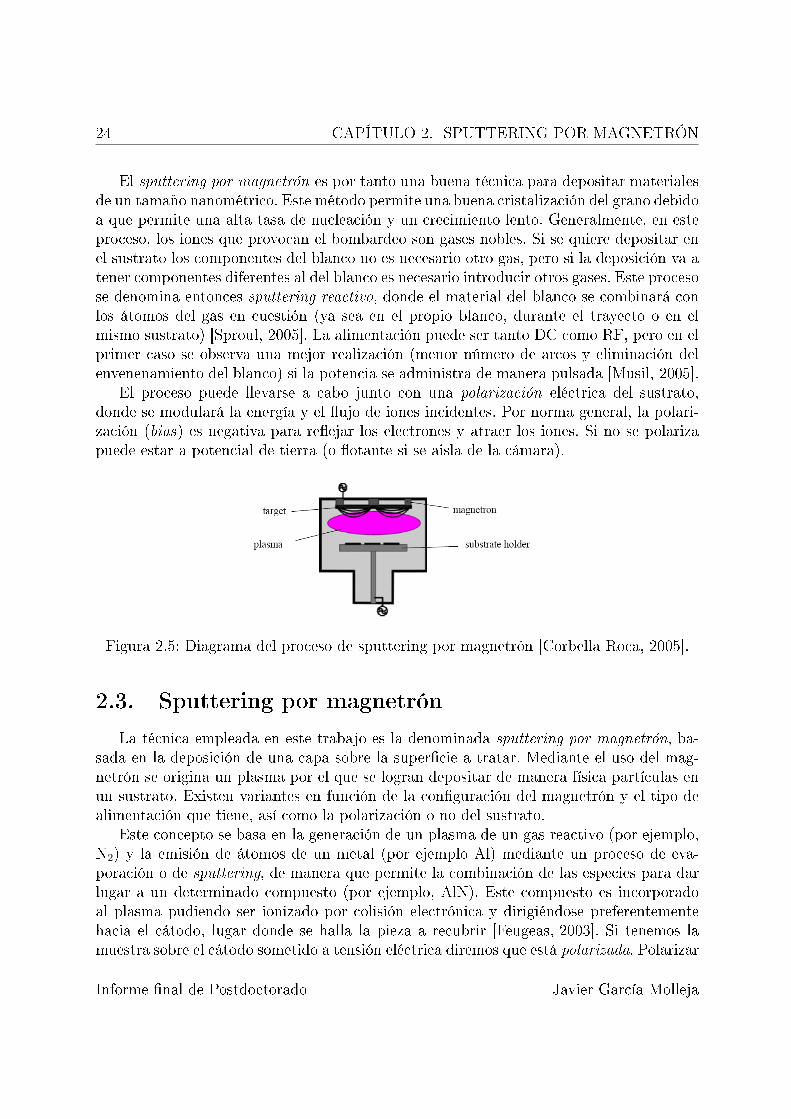
2.5. Diagrama del proceso de sputtering por magnetrón [Corbella Roca, 2005]. . 242.6. Deposición Física en Fase Vapor Asistida por Plasma (PAPVD). En un
plasma de especies activas los iones son acelerados hacia la supercie delmaterial a recubrir conectada a potencial de cátodo. Metales compuestosson evaporados generándose átomos o moléculas del mismo que interactúancon el plasma. Se produce la formación de una molécula por combinaciónde ambas especies que nalmente se depositan sobre la supercie del aceroa recubrir [Feugeas, 2003]. . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
2.7. Esquema de un reactor PAPVD empleado para recubrir supercies de ace-ros. Es un sistema equivalente a los utilizados en procesos de cementacióniónica, solo que las presiones de llenado de gases son 2 o 3 órdenes demagnitud inferiores [Feugeas, 2003]. . . . . . . . . . . . . . . . . . . . . . . 27
2.8. Energía libre en función del radio de curvatura y con términos supercialy volumétrico [Mahieu, 2006]. . . . . . . . . . . . . . . . . . . . . . . . . . 30
2.9. Diagrama de nucleación heterogénea [Mahieu, 2006]. . . . . . . . . . . . . . 312.10. Esquema de los primeros instantes de un crecimiento tipo VolmerWeber
[Mahieu, 2006]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 312.11. Esquema de los primeros instantes de un crecimiento tipo Frankvan der
Merwe [Mahieu, 2006]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 322.12. Esquema de los primeros instantes de un crecimiento tipo StranskiKrastanov
[Mahieu, 2006]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
5
6 ÍNDICE DE FIGURAS
2.13. Esquema de procesos determinantes de la orientación preferencial: a) Pe-gado, b) Difusión supercial, c) Crecimiento de grano. η es la probabilidadde pegado, γ la energía supercial, E el módulo elástico y Th es el espesorde la película. b1) representa la difusión supercial entre planos, b2) es ladifusión supercial entre granos, c1) muestra una película donde la energíasupercial tiene más peso que la energía por esfuerzo y c2) es para una pe-lícula con una energía de esfuerzo más relevante que la energía supercial[Kajikawa, 2003]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
2.14. Proceso de crecimiento columnar a partir de islas de diferente orientacióninicial. Los granos de crecimiento rápido van cubriendo a los de crecimientolento, llegando a una etapa en donde no se da la migración en los bordesde grano, quedando en la base, por consiguiente, diferentes orientaciones,puesto que la nucleación no se hizo mediante un proceso que favoreciesela orientación preferencial. Finalmente, gracias a un proceso térmico, se dala migración entre granos, quedando únicamente columnas de orientaciónpreferencial [Mahieu, 2006]. . . . . . . . . . . . . . . . . . . . . . . . . . . 35
2.15. Cálculo teórico y comparación experimental de la llegada de cada elementoal sustrato en función de la presión de nitrógeno molecular en la atmósferade trabajo. Se supuso que el coeciente de pegado del nitrógeno al aluminiotiene un valor del 40% del coeciente de pegado del N al Ti [Singh, 2011]. 37
2.16. Rendimiento de sputtering del Ti y del Al en función de la energía del iónde bombardeo (argón o nitrógeno molecular) en un blanco de 60% de Al y40% de Ti [Schalk, 2011]. . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
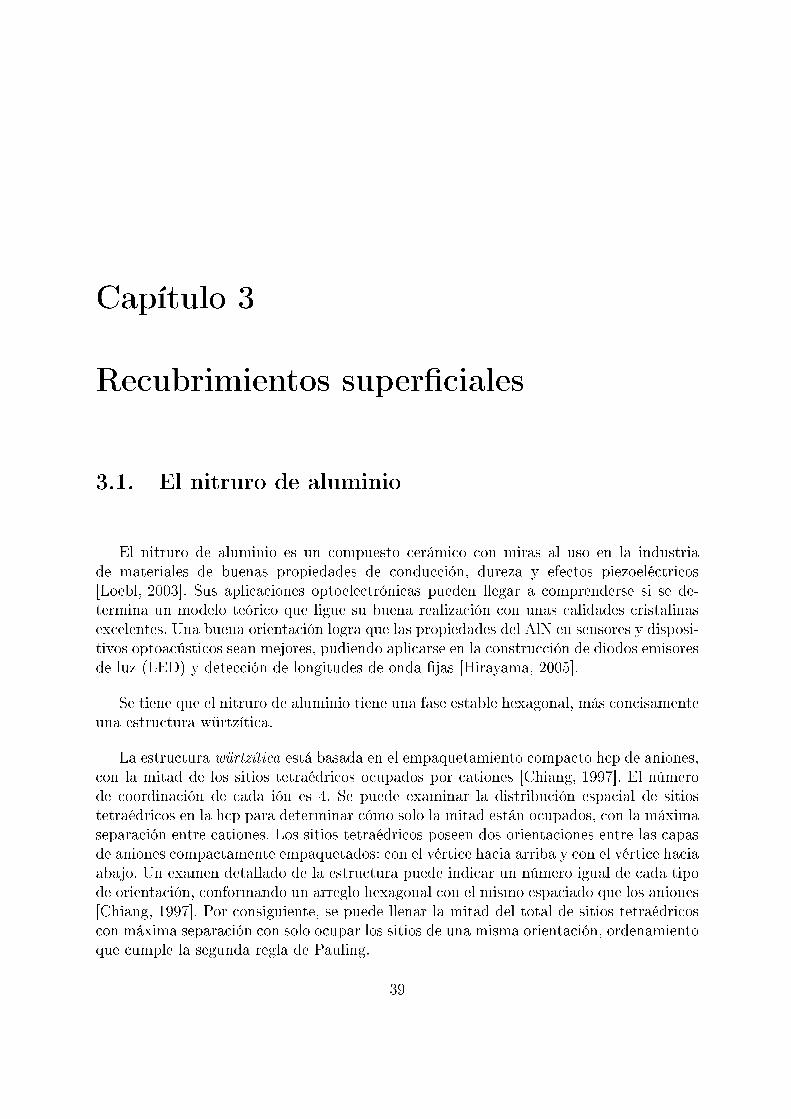
3.1. Esquema de la estructura hcp würtzítica. Se identican los huecos tetraé-dricos [Wikipedia, 2013]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
3.2. Posición de los enlaces y distancia en la creación de AlN (izquierda). Cre-cimiento de la estructura en el plano (0002) con el sustrato estando encontacto con la base del prisma [Fu, 1999]. . . . . . . . . . . . . . . . . . . 41
3.3. Esquema de la red fcc del TiN con los huecos octaédricos indicados [Wikipedia, 2013]. 423.4. Estructura cristalina y disposición de átomos del TiAlN estequiométrico
[Prengel, 1997]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
4.1. Esquema del reactor de deposición mediante sputtering. . . . . . . . . . . . 474.2. Diagrama del proceso de envenenamiento, en el que el rendimiento de sput-
tering se ve claramente reducido [Corbella Roca, 2005]. . . . . . . . . . . . 50
5.1. Diseño del blanco mosaico en dos bloques. . . . . . . . . . . . . . . . . . . 565.2. Diseño del blanco mosaico con proceso de encastre de un anillo de Al y Ti. 565.3. Distintos procedimientos para crear el anillo. . . . . . . . . . . . . . . . . . 575.4. Diseño nal del blanco mosaico utilizado en los experimentos. . . . . . . . 58
ÍNDICE DE FIGURAS 7
5.5. Fotografía del blanco mosaico tras un uso prolongado. No se observan fallasimportantes ni alta pérdida de material. Los sectores con cráteres corres-ponden a zonas de aluminio, mientras que intercaladas están las zonas detitanio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
6.1. Esquema de un microscopio óptico [Óptica]. . . . . . . . . . . . . . . . . . 616.2. La geometría en la difracción de incidencia rasante está caracterizada por
un bajo ángulo de incidencia α, que se mantiene constante durante la me-dida [Birkholz, 2006]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
6.3. Representación esquemática de la profundidad de la muestra iluminada[Birkholz, 2006]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
6.4. Esquema de funcionamiento de un dispositivo SEM [SEM, 2010]. . . . . . . 646.5. Esquema del principio físico en el que se basa la técnica de EDS [Wikipedia, 2013]. 656.6. Esquema de una prueba de rayado [Evans, 1999]. . . . . . . . . . . . . . . 66
7.1. Arriba: difractograma GIXRD de la aleación de aluminio 7075 tomado conuna incidencia de 2o. Abajo: difractograma del sustrato tomado en el modoθ/2θ. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
7.2. Multicapas 1AlN-uTiN analizadas mediante incidencia rasante (izquierda)y mediante modo simétrico (derecha). . . . . . . . . . . . . . . . . . . . . . 72
7.3. Difractogramas GIXRD (izquierda) y θ/2θ (derecha) de las superredes de1TiN-uAlN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
7.4. Comparación de los difractogramas de muestras con idéntico tiempo dedeposición por capa pero con el orden de deposición invertido; la primeraimagen corresponde a medio minuto por capa (análisis mediante GIXRD),la segunda y terceras (análisis en conguración simétrica) acontecen paralas muestras con un minuto de deposición por capa y un detalle de la zonade interés. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
7.5. Imagen del descamado de la superred 1AlN-uTiN0.5 depositada sobre elsustrato de aleación de aluminio 7075. Se observa por el curvado de lasuperred desprendida el alivio de tensiones residuales. . . . . . . . . . . . . 75
8.1. Fotografía donde se comparan dos cuchillas de WC sin (cuchilla de la iz-quierda) y con (cuchilla de la derecha) deposición de una lámina delgadade TiAlN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
8.2. Difractogramas a 2 y 5o mediante GIXRD de la cuchilla de sustrato decarburo de tungsteno. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
8.3. Difractogramas a 5o de la película de TiAlN depositada sobre la chuchillade WC. Se compara con el material base. . . . . . . . . . . . . . . . . . . . 80
8.4. Mediante GIXRD a 2o se tomaron los difractogramas del material base yde la película de TiAlN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80

8 ÍNDICE DE FIGURAS
8.5. Comparación de difractogramas de TiAlN tomados a 2 y 5o. . . . . . . . . 828.6. Supercie de las muestras de WC depositadas con TiAlN. Imagen tomada
a 250X. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 828.7. Imagen SEM a 4000X donde se observan las características de la supercie
y la eliminación de la primera capa de TiAlN. No se observan desperfectosen la subsiguiente capa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
8.8. Imagen tomada mediante SEM a 1000X de una zona con todas las capasde TiAlN eyectadas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
8.9. Imagen SEM transversal tomada con una magnicación de 100000X deuna lámina de TiAlN depositada sobre un sustrato de Si (111). Se puedeobservar la estructura columnar compacta del material. . . . . . . . . . . . 85
8.10. Gráca obtenida mediante EDS de nuestra muestra de WC recubierta conuna película de TiAlN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
8.11. Imagen mediante microscopio óptico a 200X del trayecto completo de unasesión de rayado. La imagen es el resultado de una composición de imágenesobtenidas mediante fotografía digital. . . . . . . . . . . . . . . . . . . . . . 87
8.12. Imágenes con alto detalle del proceso de rayado. Se observa el comienzo(arriba izquierda), la zona de inicio de deformación y ruptura de la capa enel borde del surco (arriba derecha), el punto donde salta la capa adherida(abajo izquierda) y el nal del proceso (abajo derecha). La punta recorrela imagen de derecha a izquierda. . . . . . . . . . . . . . . . . . . . . . . . 88
8.13. Composición de imágenes mediante microscopio óptico a 100X del trayectocompleto de una sesión de rayado. . . . . . . . . . . . . . . . . . . . . . . . 89
8.14. Microscopía Óptica de ciertas zonas de la cicatriz creada por la prueba derayado. La punta recorre cada imagen de derecha a izquierda. Se observanel comienzo del proceso (arriba), el inicio de deformaciones y fracturas (enla misma imagen que en la anterior), el desprendimiento de una parte dela capa (centro) y el nal del proceso (abajo). . . . . . . . . . . . . . . . . 90

Índice de tablas
1.1. Parámetros de composición elemental aceptados en la aleación de aluminio7075. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
5.1. Rendimiento de sputtering y energía del átomo en función del blanco y laenergía del ión de argón. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
5.2. Rendimiento de sputtering de un blanco mosaico compuesto de 50% de Aly 50% de Ti. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
5.3. Rendimiento de sputtering de un blanco mosaico compuesto de 25% de Aly 75% de Ti. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
5.4. Rendimiento de sputtering de un blanco mosaico compuesto de 33% de Aly 67% de Ti. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
5.5. Rendimiento de sputtering de un blanco mosaico compuesto de 40% de Aly 60% de Ti. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
5.6. Rendimiento de sputtering de un blanco mosaico compuesto de 45% de Aly 55% de Ti. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
7.1. Parámetros de trabajo de deposición de multicapas de TiN/AlN bajo unaatmósfera de 67% de argón y 33% de nitrógeno molecular. . . . . . . . . . 69
7.2. Correlación entre el número de bicapas de cada superred y el tiempo dedeposición de cada capa individual. . . . . . . . . . . . . . . . . . . . . . . 70
8.1. Parámetros de trabajo de la deposición de capas de TiAlN. . . . . . . . . . 778.2. Porcentajes elementales obtenidos por EDS de una cuchilla de WC con una
monocapa de TiAlN. Análisis tomado supercialmente. . . . . . . . . . . . 85
9

10 ÍNDICE DE TABLAS

Parte I
Introducción
11


13
0.1. Resumen
En el siguiente informe se detalla el trabajo realizado en la beca postdoctoral llevadaa cabo en el Instituto de Física de Rosario (Argentina) en el periodo mayo 2012 febrero2013. La beca consistió en trabajar con materiales de aplicación industrial, recubiertoscon películas delgadas mediante sputtering por magnetrón. Se hizo necesario por tantoestudiar los principios físicos de esta técnica para tener una relativa comprensión, ya quehoy en día todavía existen lagunas conceptuales, de los procesos que se desencadenan endicho método de sputtering.
Tras esto se analizó y estudió en profundidad los procesos de nucleación y los meca-nismos de crecimiento de estas películas delgadas, ya que teniendo conocimiento de cómose desarrollan ambos procesos se puede inferir la orientación cristalina y la textura quetendrán dichas capas, elementos fundamentales a la hora de obtener las propiedades mecá-nicas y físicas deseadas, tales como una alta dureza o ciertas propiedades de propagaciónde señales.
El trabajo incluyó el diseño de un blanco mosaico para la deposición de compuestosternarios bajo atmósfera reactiva. La disposición de las piezas y el porcentaje de cadamaterial fueron estudiados con detenimiento para lograr una misma cantidad de átomoseyectados tanto de un tipo como de otro. Se consiguió mediante la disposición de seissectores donde se intercalaban porciones de titanio y de aluminio, en porcentajes de 55%para el primero y 45% para el segundo.
Sobre probetas de aleación de aluminio 7075 se depositaron multicapas de AlN/TiN,que fueron caracterizadas para analizar su uso como capa protectora. El orden de depo-sición no inuyó en la estructura cristalina de cada capa, donde cada una conservaba suestructura cristalina típica. Tampoco la variación del periodo de superred indicó cambiosestructurales relevantes. La ausencia de limpieza supercial con plasma de argón dio comoresultado una muy baja adherencia de estas multicapas.
Sobre cuchillas de WC para trabajo de corte se depositaron cuatro capas de TiAlNbajando progresivamente la presión de trabajo. La estructura cristalina resultó ser detipo hexagonal, debido a una muy poca presencia de titanio en la estructura. La primeracapa de las cuatro recibió toda tensión externa y se desprende sin afectar a las otrastres, indicando un buen proceso la deposición por etapas como barrera contra fracturas ydeformaciones. Los estudios de rayado indican que aunque el recubrimiento salte en zonaspuntuales su adherencia al sustrato es muy elevada.
0.2. Abstract
The following report is based on the work realized during PostDoc fellowship develo-ped at Instituto de Física de Rosario (Argentina) between may 2012 and february 2013.Industry-related materials with a thin lm deposited by magnetron sputtering were inves-
Javier García Molleja Informe nal de Postdoctorado

14
tigated. Basic principles on sputtering were studied, because nowadays still exists a lackof insight in certain aspects.
Nucleation and growth processes during thin lm development were analyzed. Thoseprocesses are important for conclude which crystal orientation and texture will dominateat the end, because they are important parameters for dilucidate mechanical and physicalproperties (hardness, acoustic propagation).
The design of a mosaic target was included in this report, with the intention of de-positing ternary compounds under reactive atmosphere. The colocation of fragments andpercentage of each material were studied to equate dierent sputtering yields. The nalcolocation was alternating three titanium fragments and another three aluminum frag-ments, with compositions being 55% the rst one and 45% the second one.
Protective AlN/TiN multilayers over 7075 aluminum alloy were deposited. Changingthe order of deposition did not have eect on crystal structure: AlN layer was würtziticstructure and TiN was cubic. The variation of superlattice period did not introduce re-levant structural changes. There was poor adherence between multilayer and substrate,caused by the absence of a cleaning process using Ar plasma.
Cutting blades of WC were deposited with four layers of TiAlN. Working pressurewas lowered for deposit those successive layers. TiAlN crystal structure was hexagonalbecause the low content of titanium in the structure. The topmost layer received allexternal stresses and its delamination did not aect the other three. This mean thatdeposition by four stages is a good idea for create a barrier for fracture and deformation.Scratch tests showed excelent adherence in a general sense, because there was puntualdelamination.
Informe nal de Postdoctorado Javier García Molleja
Capítulo 1
Materiales en la industria
La industria demanda actualmente la investigación de nuevos materiales para unamultitud de aplicaciones. Debido a las condiciones de trabajo cada vez más especícas yrigurosas se hace necesario el estudio de cómo mejorar los compuestos ya conocidos sinalterar sus buenas propiedades inherentes. Pero para ello han de recurrirse a técnicas queno consuman muchos recursos y que no afecten gravemente al medio ambiente, tales comoel uso de plasmas fríos a baja presión.
Para mejorar la vida útil de una herramienta es posible depositar sobre su supercieun compuesto de alta dureza y una muy buena resistencia al desgaste por fricción. Portanto es necesario determinar las propiedades de esta capa y su adherencia al sustrato.También se puede estudiar la combinación de elementos conocidos pero a escala nanomé-trica, donde surgen propiedades que en el campo macroscópico no presentan. Por ello, noparece descabellado pensar que se puedan recubrir materiales para mejorar su resistenciaa la corrosión y aumentar la dureza de la supercie.
En este informe se resume el trabajo de Postdoctorado llevado a cabo en el Instituto deFísica de Rosario (Argentina) donde se estudió el recubrimiento de materiales altamenteaplicables en la industria, tales como el carburo de tungsteno y la aleación de aluminio7075 utilizando la técnica de sputtering mediante un magnetrón de campo magnéticobalanceado y con alimentación DC. El objetivo es analizar multicapas y compuestos ter-narios de Ti, Al y N mediante el desarrollo de un blanco mosaico que contenga a los doselementos metálicos para trabajar en una atmósfera reactiva.
1.1. Aleación de aluminio 7075
La aleación de aluminio 7075 es un compuesto de Al con altas proporciones de Zny se caracteriza por su alta fortaleza tanto a altas como a bajas temperaturas, aunquesu resistencia a la corrosión no es muy buena [Aluminio, 2013]. Su campo de aplicaciónes en la manufactura aeronáutica y ciertas aplicaciones aeroespaciales, siempre y cuando
15

16 CAPÍTULO 1. MATERIALES EN LA INDUSTRIA
la corrosión no sea un factor a tener en cuenta, ya que resulta un material costoso sise reemplaza continuamente. Por otra parte, su fortaleza y peso ligero pueden usarse enbenecio de la industria automotriz, los equipos de escalada, ejes y en la manufactura deherramientas por molde.
Mediante recocido se convierte en un material altamente maquinable y su dureza au-menta considerablemente. No se degrada ante la presencia de lubricantes [Aluminio, 2013].Es posible soldarlo y, mediante procesos previos, se puede trabajar en ambientes criogé-nicos o de altas temperaturas. También puede ser envejecido, aunque no es susceptible deser forjado.
Los parámetros de composición se consignan de la siguiente manera:
Elemento Porcentaje (%)Al BalanceCr 0,18-0,28Cu 1,2-2Fe 0,5 máxMg 2,1-2,9Mn 0,3 máx
Restante anteriores 0,05 máxRestante total 0,15 máx
Si 0,4 máxTi 0,2 máxZn 5,1-6,1
Tabla 1.1: Parámetros de composición elemental aceptados en la aleación de aluminio7075.
Debido a que su componente mayoritario es el aluminio, su estructura cristalina serácúbica centrada en las caras. La densidad de esta aleación es de 2,810 g/cm3 y existenvarias variantes de esta, tales como la O, la T6 y la T651.
Los sustratos empleados son discos de 0,7 cm de espesor y 2,51 cm de diámetro. Las su-percies sobre la que serán depositadas las multicapas de TiN/AlN serán cuidadosamentepulidas (lijado con correa motorizada, lijado manual hasta un granulado de 1200 y pulidocon torno con partículas de alúmina de 1 µm en suspensión) para eliminar rugosidades.
1.2. Carburo de tungsteno
El carburo de tungsteno es un compuesto formado por la misma cantidad de átomos decarbono que de átomos de tungsteno y que tiene un amplísimo sector de aplicación en laindustria [Tungsten Carbide]: joyería, instrumentación quirúrgica, elementos deportivos,reector de neutrones, herramientas de corte, etc. Destaca su alta fortaleza, además de su
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 1. MATERIALES EN LA INDUSTRIA 17
rigidez (hasta tres veces la del acero), por lo que presenta siempre una alta resistencia ala deformación y a la deexión [Tungsten Carbide].
Además, es un material difícil de oxidar y se puede trabajar con él a altas y bajastemperaturas. Su resistencia a la corrosión permite compararlo con los metales nobles[Tungsten Carbide]. Sus parámetros físicos, tales como su conductividad térmica o suconductividad eléctrica, tienen los mismos valores o mejores que los que presentan losaceros al carbono. Su coeciente de fricción en seco es muy bajo.
Presenta una estructura cristalina estable hexagonal de empaquetamiento compacto,denominada α−WC, aunque a altas temperaturas aparece una fase metaestable cúbica,denominada β−WC. En la fase hexagonal, los puntos de la celda unidad están ocupa-dos por W, mientras que la mitad de los intersticios está ocupada por átomos de C[Chiang, 1997]. La distancia WW se puede calcular en 291 pm, mientras que para áto-mos de W en capas adjuntas puede reducirse hasta los 284 pm. Por otro lado, la distanciaWC es de 220 pm.
Los sustratos que emplearemos serán cuchillas de 12x50 mm2 con dos agujeros en lalínea central y a un centímetro del borde cada uno. Dichos agujeros se llevan a cabo parala sujeción en la herramienta de corte de madera para la que fueron diseñadas. El laterales un corte, por lo que la cara inferior (la que no será utilizada para la deposición) tieneuna supercie algo menor que la cara que utilizamos para la deposición de TiAlN. Hayque remarcar que las cuchillas no fueron pulidas y el proceso de sputtering por magnetrónse llevó tal cual.
Javier García Molleja Informe nal de Postdoctorado

18 CAPÍTULO 1. MATERIALES EN LA INDUSTRIA
Informe nal de Postdoctorado Javier García Molleja
Capítulo 2
Sputtering por magnetrón
2.1. Conceptos sobre la técnica de sputtering
El sputtering consiste en la extracción de material de un cátodo mediante bombardeoiónico sobre su supercie [Corbella Roca, 2005]. La deposición de las películas se lleva acabo colocando un blanco sobre la supercie del cátodo a la vez que se coloca el sustratocerca. De este modo, las partículas que se emitan del blanco podrán llegar al sustrato.
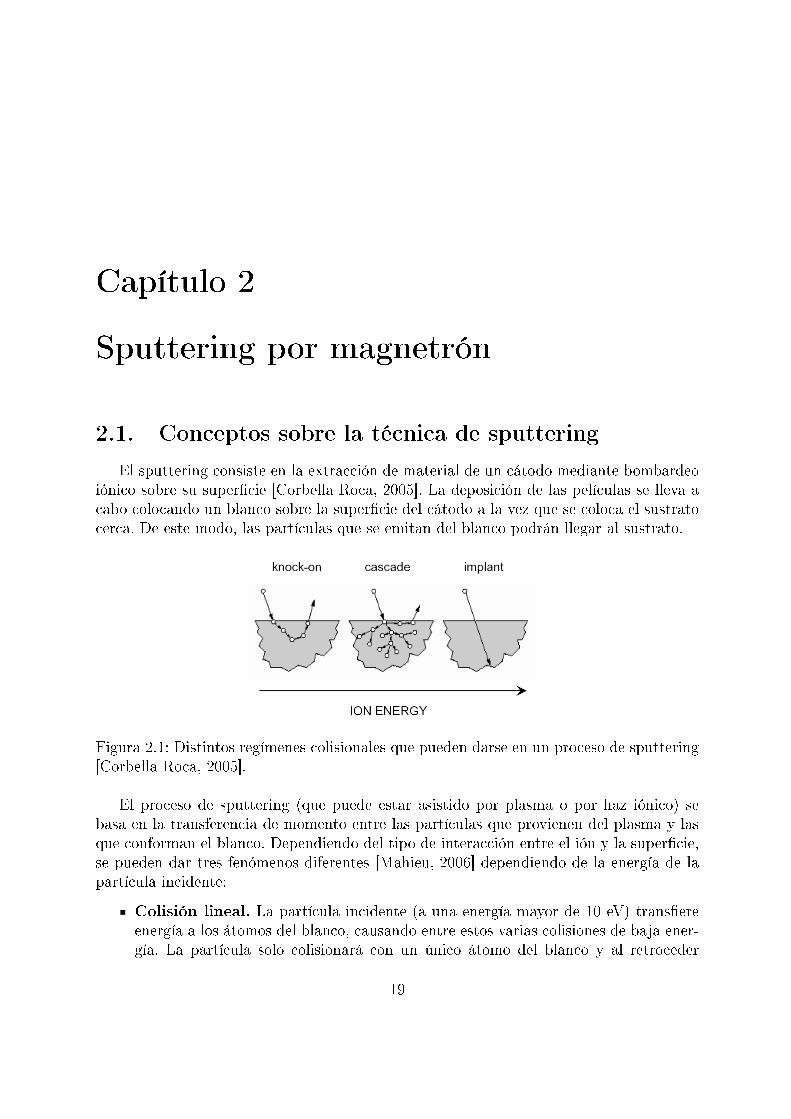
Figura 2.1: Distintos regímenes colisionales que pueden darse en un proceso de sputtering[Corbella Roca, 2005].
El proceso de sputtering (que puede estar asistido por plasma o por haz iónico) sebasa en la transferencia de momento entre las partículas que provienen del plasma y lasque conforman el blanco. Dependiendo del tipo de interacción entre el ión y la supercie,se pueden dar tres fenómenos diferentes [Mahieu, 2006] dependiendo de la energía de lapartícula incidente:
Colisión lineal. La partícula incidente (a una energía mayor de 10 eV) transereenergía a los átomos del blanco, causando entre estos varias colisiones de baja ener-gía. La partícula solo colisionará con un único átomo del blanco y al retroceder
19

20 CAPÍTULO 2. SPUTTERING POR MAGNETRÓN
esta a su vez colisionará con un único átomo. Puede resultar que algunas de estaspartículas que sufren retroceso estén muy cerca de la supercie y que la energíaentregada sea la suciente para salir a la atmósfera.
Colisión en cascada. Por encima de 1 keV la partícula incidente transmite grancantidad de energía, pudiendo colisionar con varias partículas del blanco en su tra-yecto. Estas partículas a su vez colisionarán por retroceso con otras, generando unproceso en cascada. Se pueden distinguir dos comportamientos: el lineal en el quecada partícula que retrocede solo colisiona con una única partícula, y el de puntaque tendrá una alta densidad de retrocesos por cada colisión.
Implantación. La energía de la partícula es tan elevada que solo interaccionarácon los átomos profundos del blanco, por lo que quedará incrustada en el blanco ylas colisiones creadas no llegarán a la supercie.
2.1.1. Sputtering por bombardeo iónico. Conceptos generales
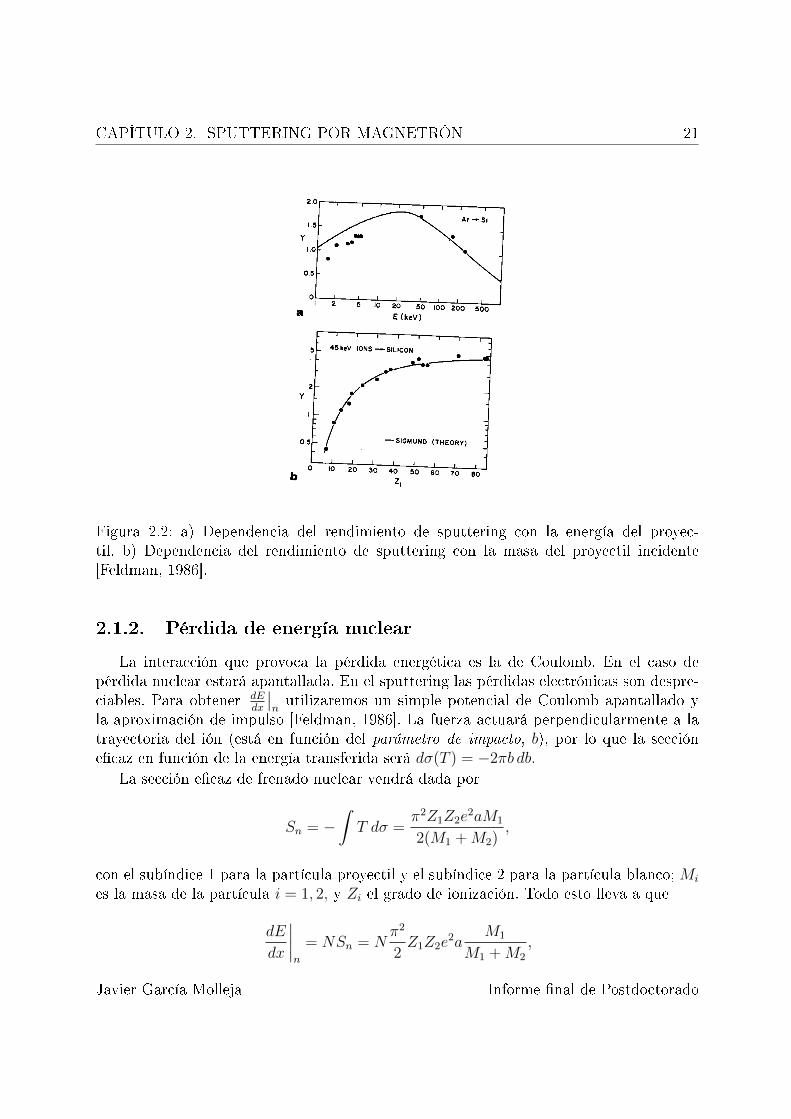
El rendimiento de sputtering se dene como el número medio de átomos eyectados porpartícula incidente. Este depende del material, del haz y de la geometría [Feldman, 1986].Para iones de masa media con energías keV se tiene que Y ∈ [0,5 − 20]. El rendimientode sputtering se puede predecir con la teoría de materiales de elementos puros.
Los átomos eyectados corresponden a la supercie. El proyectil transere energía alos blancos que retroceden con suciente energía como para producir otros retrocesos[Mahieu, 2006]. Algunos de los que retroceden hacia atrás se aproximarán a la superciecon suciente energía como para escapar del sólido. El proceso se llama colisión en cascada.El proceso se puede simular o ser calculado con la teoría de transporte. El rendimientoen un régimen de cascada lineal producida por iones de masa media es
Y = ΛFD(E0).
Λ indica las propiedades del material y FD(E0) es la densidad de energía depositada enla supercie. Esta se puede expresar como FD(E0) = αNSn(E0), con α siendo un factorde corrección para el ángulo del haz y las dispersiones de gran ángulo y NSn = dE
dx
∣∣n, la
pérdida energética nuclear total.
Informe nal de Postdoctorado Javier García Molleja
CAPÍTULO 2. SPUTTERING POR MAGNETRÓN 21
Figura 2.2: a) Dependencia del rendimiento de sputtering con la energía del proyec-til. b) Dependencia del rendimiento de sputtering con la masa del proyectil incidente[Feldman, 1986].
2.1.2. Pérdida de energía nuclear
La interacción que provoca la pérdida energética es la de Coulomb. En el caso depérdida nuclear estará apantallada. En el sputtering las pérdidas electrónicas son despre-ciables. Para obtener dE
dx
∣∣nutilizaremos un simple potencial de Coulomb apantallado y
la aproximación de impulso [Feldman, 1986]. La fuerza actuará perpendicularmente a latrayectoria del ión (está en función del parámetro de impacto, b), por lo que la secciónecaz en función de la energía transferida será dσ(T ) = −2πb db.
La sección ecaz de frenado nuclear vendrá dada por
Sn = −∫T dσ =
π2Z1Z2e2aM1
2(M1 +M2),
con el subíndice 1 para la partícula proyectil y el subíndice 2 para la partícula blanco; Mi
es la masa de la partícula i = 1, 2, y Zi el grado de ionización. Todo esto lleva a que
dE
dx
∣∣∣∣n
= NSn = Nπ2
2Z1Z2e
2aM1
M1 +M2
,
Javier García Molleja Informe nal de Postdoctorado

22 CAPÍTULO 2. SPUTTERING POR MAGNETRÓN
con a siendo el radio de apantallamiento de ThomasFermi (que depende del radio deBohr, a0, para el hidrógeno):
a =0,885a0(√Z1 +
√Z2
) 23
∈ [0,1− 0,2] Å.
La descripción de Linhard da
dE
dx
∣∣∣∣n
= 4πaNZ1Z2e2 M1
M1 +M2
Sn(E ′),
que es un mejor resultado conforme a la dependencia con la energía. Esto viene de que enel anterior cálculo utilizamos un potencial 1
r2que no es válido para altas energías.
2.1.3. Rendimiento de sputtering
Y = ΛFD(E0), donde su primer factor describe el número de átomos que retrocedeny pueden sobreponerse a la barrera supercial y escapar del sólido:
Λ ≈ 0,042
NU0
Å/eV,
con U0 ∈ [2 − 4] eV siendo la energía de ligadura supercial. Su valor se puede estimardel calor de sublimación [Smentkowski, 2000]. Para la energía depositada se da que FD =αNSn, donde el valor de α depende de la razón de masas y el ángulo de incidencia:α ∈ [0,2 − 0,4] y normalmente α = 0,25. Estas estimaciones se hacen para un blancoamorfo y puro, por lo que el rendimiento variará signicativamente para otras estructurasy composiciones [Feldman, 1986]. Es necesario tener en cuenta el sputtering preferencialy la mezcla por el haz iónico, por lo que es necesario hacer estimaciones previas con RBS.
2.2. El magnetrón
Las partículas emitidas del blanco en el proceso de sputtering son neutras en gene-ral. Se puede determinar que cerca de un 10% de las especies eyectadas son electronessecundarios, que contribuyen a mantener la descarga glow y provocar nuevos iones quecolisionen y calienten el blanco. En menor medida se pueden detectar radiación visible yultravioleta, iones de impurezas y gas desorbido que conlleva la contaminación del sustrato[Corbella Roca, 2005].
Dependiendo de la conductividad del blanco la energía se puede suministrar de maneracontinua (DC) o alterna (AC). Por ejemplo, si el blanco es un material aislante es necesariauna alimentación AC para evitar la carga del blanco por la llegada de especies de un únicosigno. Normalmente, los problemas de carga se eliminan al usar radio frecuencia (RF) o
Informe nal de Postdoctorado Javier García Molleja
CAPÍTULO 2. SPUTTERING POR MAGNETRÓN 23
microondas. Bajo estas condiciones el sputtering es posible a pesar de la polarizaciónoscilante del cátodo, debido a que la alta movilidad de los electrones llega a generar unavaina cercana al cátodo.
Para lograr eyectar material del blanco, este ha de colocarse en un magnetrón, que loanclará con un campo magnético y lo refrigerará mediante una conducción de agua. Estedispositivo aumenta la tasa de erosión del blanco en gran manera, excepto si la presión dela atmósfera es demasiado baja (pocas partículas disponibles para bombardear) o que elmaterial tenga un rendimiento de sputtering diminuto (pocos átomos eyectados por cadaión incidente).
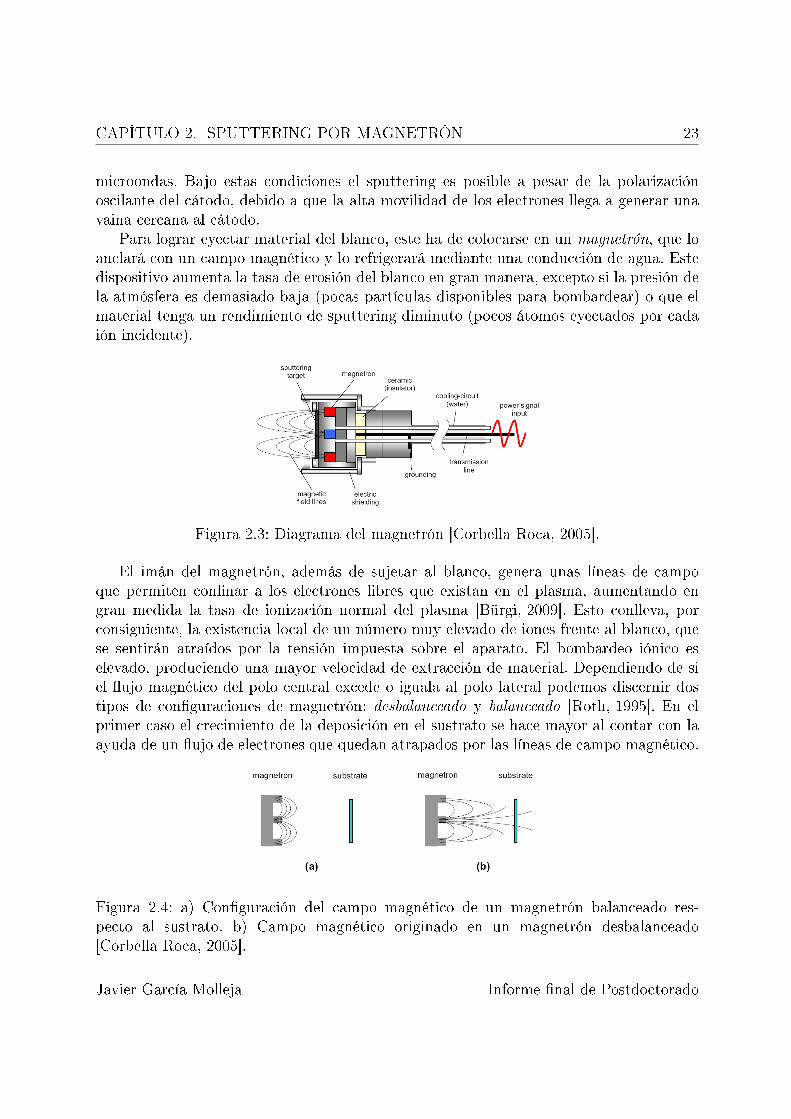
Figura 2.3: Diagrama del magnetrón [Corbella Roca, 2005].
El imán del magnetrón, además de sujetar al blanco, genera unas líneas de campoque permiten connar a los electrones libres que existan en el plasma, aumentando engran medida la tasa de ionización normal del plasma [Bürgi, 2009]. Esto conlleva, porconsiguiente, la existencia local de un número muy elevado de iones frente al blanco, quese sentirán atraídos por la tensión impuesta sobre el aparato. El bombardeo iónico eselevado, produciendo una mayor velocidad de extracción de material. Dependiendo de siel ujo magnético del polo central excede o iguala al polo lateral podemos discernir dostipos de conguraciones de magnetrón: desbalanceado y balanceado [Roth, 1995]. En elprimer caso el crecimiento de la deposición en el sustrato se hace mayor al contar con laayuda de un ujo de electrones que quedan atrapados por las líneas de campo magnético.
Figura 2.4: a) Conguración del campo magnético de un magnetrón balanceado res-pecto al sustrato. b) Campo magnético originado en un magnetrón desbalanceado[Corbella Roca, 2005].
Javier García Molleja Informe nal de Postdoctorado
24 CAPÍTULO 2. SPUTTERING POR MAGNETRÓN
El sputtering por magnetrón es por tanto una buena técnica para depositar materialesde un tamaño nanométrico. Este método permite una buena cristalización del grano debidoa que permite una alta tasa de nucleación y un crecimiento lento. Generalmente, en esteproceso, los iones que provocan el bombardeo son gases nobles. Si se quiere depositar enel sustrato los componentes del blanco no es necesario otro gas, pero si la deposición va atener componentes diferentes al del blanco es necesario introducir otros gases. Este procesose denomina entonces sputtering reactivo, donde el material del blanco se combinará conlos átomos del gas en cuestión (ya sea en el propio blanco, durante el trayecto o en elmismo sustrato) [Sproul, 2005]. La alimentación puede ser tanto DC como RF, pero en elprimer caso se observa una mejor realización (menor número de arcos y eliminación delenvenenamiento del blanco) si la potencia se administra de manera pulsada [Musil, 2005].
El proceso puede llevarse a cabo junto con una polarización eléctrica del sustrato,donde se modulará la energía y el ujo de iones incidentes. Por norma general, la polari-zación (bias) es negativa para reejar los electrones y atraer los iones. Si no se polarizapuede estar a potencial de tierra (o otante si se aisla de la cámara).
Figura 2.5: Diagrama del proceso de sputtering por magnetrón [Corbella Roca, 2005].
2.3. Sputtering por magnetrón
La técnica empleada en este trabajo es la denominada sputtering por magnetrón, ba-sada en la deposición de una capa sobre la supercie a tratar. Mediante el uso del mag-netrón se origina un plasma por el que se logran depositar de manera física partículas enun sustrato. Existen variantes en función de la conguración del magnetrón y el tipo dealimentación que tiene, así como la polarización o no del sustrato.
Este concepto se basa en la generación de un plasma de un gas reactivo (por ejemplo,N2) y la emisión de átomos de un metal (por ejemplo Al) mediante un proceso de eva-poración o de sputtering, de manera que permite la combinación de las especies para darlugar a un determinado compuesto (por ejemplo, AlN). Este compuesto es incorporadoal plasma pudiendo ser ionizado por colisión electrónica y dirigiéndose preferentementehacia el cátodo, lugar donde se halla la pieza a recubrir [Feugeas, 2003]. Si tenemos lamuestra sobre el cátodo sometido a tensión eléctrica diremos que está polarizada. Polarizar
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 2. SPUTTERING POR MAGNETRÓN 25
la muestra no es necesario en este proceso aunque ayuda a mejorar la tasa de deposición siesta muestra es conductora. En caso de que tengamos la muestra sin polarizar esta estaráa un potencial otante. Una gran cantidad de compuestos pueden generarse siguiendoeste mecanismo [Chan, 2009], como por ejemplo el WC (mediante la generación de C endescargas tipo glow en CH4 y el sputtering de W), el CrN (plasma de N2 y evapora-ción de Cr), TiCN (evaporación de Ti en un plasma de N2 y CH4), el TiN (plasma denitrógeno y evaporación de Ti), etc. Este tipo de proceso permite, además de la eleccióndel compuesto a desarrollar según las propiedades deseadas para la supercie a recubrir,el diseño de la interfase posibilitando optimizar la adherencia mediante la reducción delos gradientes de tensiones residuales y de microdureza, la compatibilidad química, etc.La versatilidad de este concepto se puede inferir considerando que sin la necesidad de laapertura a una atmósfera de la cámara de reacción, es posible modicar fácilmente lasvariables del proceso, obteniendo recubrimientos de estructuras complejas [Xu, 2001]. Consolo cambiar la naturaleza de los gases reactivos [Cheng, 2003] que ingresan en la cámara,o la naturaleza de los materiales a evaporar, además de otros parámetros auxiliares comola presión de llenado [Cheng, 2003b], la temperatura del proceso, corrientes de descarga,etc., es posible cambiar totalmente la naturaleza de los compuestos a depositar. Se logra,por ejemplo, la deposición de recubrimientos multicapas consistentes en una sucesión deláminas delgadas [Auger, 2003] de diferentes compuestos.
Figura 2.6: Deposición Física en Fase Vapor Asistida por Plasma (PAPVD). En un plas-ma de especies activas los iones son acelerados hacia la supercie del material a recubrirconectada a potencial de cátodo. Metales compuestos son evaporados generándose áto-mos o moléculas del mismo que interactúan con el plasma. Se produce la formación deuna molécula por combinación de ambas especies que nalmente se depositan sobre lasupercie del acero a recubrir [Feugeas, 2003].
Con el n de mejorar la adherencia al sustrato por ejemplo [Dauskardt, 1998], se handesarrollado procesos en donde previo a la deposición de las capas duras, la supercie del
Javier García Molleja Informe nal de Postdoctorado
26 CAPÍTULO 2. SPUTTERING POR MAGNETRÓN
sustrato es sometida a un proceso de difusión iónica [García Molleja, 2012] para generaruna capa supercial con el compuesto en solución sólida [De las Heras, 2008]. Para ellose toma en cuenta la posibilidad de trabajar en una conguración de electrodos conocidacomo triodo, en donde la difusión puede efectuarse a presiones reducidas. Este tipo detratamiento se conoce como dúplex.
En los procesos PAPVD, los plasmas son generados normalmente en descargas tipoglow DC, tratándose en consecuencia de plasmas fríos fuera del equilibrio termodinámico[Drüsedau, 2002]. Los átomos metálicos son provistos como norma general por algunosconceptos tecnológicamente bien desarrollados como la evaporación por haces de electrones[Zhu, 2005], por cátodo hueco [Pessoa, 2007], por descarga catódica u otras técnicas como elsputtering [Kelly, 1984] (mediante el uso delmagnetrón, por ejemplo). El uso de cualquierade ellos dependerá de los resultados deseados, ya que según el tipo de recubrimientoelegido, alguno de los conceptos mencionados resultará de mayor conveniencia.
El proceso de deposición mediante sputtering usando la conguración de magnetronesse emplea para endurecer la supercie de piezas de metal, así como la fabricación decompuestos de propiedades piezoeléctricas [Loebl, 2003] y ópticas [Venkataraj, 2006]. Lapieza a tratar será de silicio monocristalino, la cual estará a potencial otante en lacámara de reacción y se calentará por impacto de partículas. La presión de trabajo serámuy inferior a la atmosférica. El gas típico que se usa para depositar láminas es el Ar,aunque también es posible realizar el tratamiento mezclándolo con otros gases reactivos,tales como el N2. En el proceso de sputtering por magnetrones el gas de trabajo se ioniza,quedando los electrones atrapados por los campos magnéticos que poseen los magnetrones[Corbella Roca, 2005]. Con esto se logrará connar a estas partículas para producir másionizaciones provocando que multitud de átomos y moléculas ionizadas se dirijan hacia elblanco del magnetrón, lugar que hace de cátodo y donde se localiza la pieza a evaporar.Una vez eyectado el material del blanco se dirigirá hacia el sustrato, pudiendo ionizarseen el trayecto y combinarse con algún gas reactivo presente en la cámara.
En el método de sputtering por magnetrón los valores de operación son de fácil identi-cación. La descarga glow se logra aplicando una tensión de 200−400 V a una presión de≈ 6 ·10−3 Torr. Esto hace que el camino libre medio de las partículas que intervienen en elproceso sea muy grande para que no se den colisiones que desvíen las partículas del blancoen su camino hacia el sustrato o que disminuyan la energía con la que llega, alterando portanto la tasa de deposición y el crecimiento laminar [Cheng, 2003c]. Durante el proceso,estos agregados calientan al sustrato favoreciendo la movilidad en la supercie para uncrecimiento de la estructura cristalina. Si el sustrato no está polarizado ha de mantenerseuna presión baja para que el material se deposite en condiciones óptimas.
Informe nal de Postdoctorado Javier García Molleja
CAPÍTULO 2. SPUTTERING POR MAGNETRÓN 27
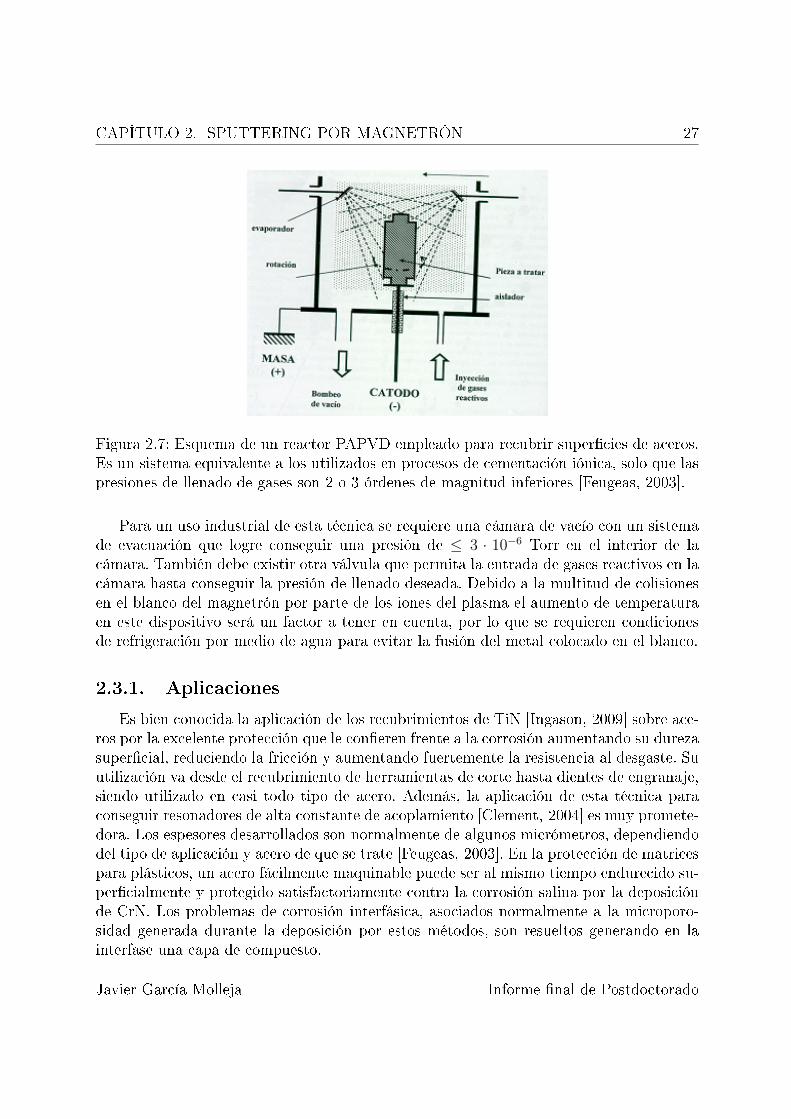
Figura 2.7: Esquema de un reactor PAPVD empleado para recubrir supercies de aceros.Es un sistema equivalente a los utilizados en procesos de cementación iónica, solo que laspresiones de llenado de gases son 2 o 3 órdenes de magnitud inferiores [Feugeas, 2003].
Para un uso industrial de esta técnica se requiere una cámara de vacío con un sistemade evacuación que logre conseguir una presión de ≤ 3 · 10−6 Torr en el interior de lacámara. También debe existir otra válvula que permita la entrada de gases reactivos en lacámara hasta conseguir la presión de llenado deseada. Debido a la multitud de colisionesen el blanco del magnetrón por parte de los iones del plasma el aumento de temperaturaen este dispositivo será un factor a tener en cuenta, por lo que se requieren condicionesde refrigeración por medio de agua para evitar la fusión del metal colocado en el blanco.
2.3.1. Aplicaciones
Es bien conocida la aplicación de los recubrimientos de TiN [Ingason, 2009] sobre ace-ros por la excelente protección que le coneren frente a la corrosión aumentando su durezasupercial, reduciendo la fricción y aumentando fuertemente la resistencia al desgaste. Suutilización va desde el recubrimiento de herramientas de corte hasta dientes de engranaje,siendo utilizado en casi todo tipo de acero. Además, la aplicación de esta técnica paraconseguir resonadores de alta constante de acoplamiento [Clement, 2004] es muy promete-dora. Los espesores desarrollados son normalmente de algunos micrómetros, dependiendodel tipo de aplicación y acero de que se trate [Feugeas, 2003]. En la protección de matricespara plásticos, un acero fácilmente maquinable puede ser al mismo tiempo endurecido su-percialmente y protegido satisfactoriamente contra la corrosión salina por la deposiciónde CrN. Los problemas de corrosión interfásica, asociados normalmente a la microporo-sidad generada durante la deposición por estos métodos, son resueltos generando en lainterfase una capa de compuesto.
Javier García Molleja Informe nal de Postdoctorado
28 CAPÍTULO 2. SPUTTERING POR MAGNETRÓN
Otro tipo de recubrimiento muy utilizado es el de WC, generado a partir de la eva-poración de W por cátodo hueco en un plasma de metano. Este tipo de recubrimientonormalmente viene precedido de la generación de una interfase de Co depositado previa-mente mediante su evaporación en una atmósfera de gas inerte a baja presión (normal-mente argón). El WC tiene una elevada dureza y le conere a la supercie del acero unagran resistencia al desgaste sobre todo del tipo abrasivo. Es muy utilizado en elementosdestinados a estar en contacto con suelos y rocas.
Últimamente se han agregado otros tipos de recubrimiento como TiCN, TiAlN, TiZrNe incluso, aunque aún no existen equipos industriales destinados a tal n, Al2O3.
2.3.2. Ventajas y desventajas de los procesos PAPVD
Los procesos PAPVD presentan algunas ventajas frente a otros procesos alternativos[Feugeas, 2003]. Algunas de ellas son:
los compuestos son depositados dejando una supercie pulida que reduce el calen-tamiento por fricción cuando se halla en uso
baja temperatura de deposición, lo que produce capas con tamaños de granos pe-queños, reduciendo además el riesgo de transformación del sustrato
los recubrimientos resultan en capas relativamente uniformes sobre los bordes decorte, lo que favorece la preservación del lo en herramientas de corte
las capas de recubrimiento normalmente son generadas resultando con un estado detensiones residuales en comparación elevado, evitando la propagación de eventualessuras.
Estas características de los recubrimientos mediante PAPVD tienen importante utilidaden herramientas destinadas a procesos de maquinado en general como roscado, fresado ytorneado, por la na terminación obtenida. Los aceros posibles de recubrir incluyen a losaceros de bajo carbono, los aceros aleados, aceros endurecidos, aceros inoxidables y aceroscon base de níquel de alta temperatura. Sin embargo, es importante mencionar algunosproblemas vinculados a este tipo de tratamientos como
la generación de microporos en las capas depositadas que pueden favorecer la corro-sión localizada en la interfase
la dicultad de deposición de compuestos no conductores de la corriente eléctrica.
Informe nal de Postdoctorado Javier García Molleja
CAPÍTULO 2. SPUTTERING POR MAGNETRÓN 29
2.4. Multicapas y superredes
No solo es posible depositar sobre un sustrato una monocapa de un material deter-minado, sino que se pueden apilar sucesivas capas de diferentes compuestos, cada unacon espesor y composición denida por el usuario. Si tales apilamientos tienen dimen-siones nanométricas se denominan multicapas. Estas tienen multitud de aplicaciones enla ciencia y en la industria, puesto que la combinación de diferentes compuestos nítida-mente separados a esas escalas provocan propiedades que no son reproducibles en dichoscompuestos a escalas macroscópicas. Estas propiedades pueden ser debidas al continuoproceso de interrupción de crecimiento y comienzo de nucleación de otra capa, evitandoasí que se liberen tensiones impuestas por las capas de abajo al actuar como plantillas,donde la razón supercie-volumen es muy alta y comienzan a cobrar relevancia dichosátomos localizados en la supercie con no todos su enlaces empleados. También inuyena esas escalas la interrupción brusca de las funciones de onda de los átomos en la inter-fase y la aparición de varios tipos de desórdenes, tales como los correlacionados y los nocorrelacionados [Díez, 1999].
Un caso particular de las multicapas son las llamadas superredes : es el apilamientosucesivo de únicamente dos capas nanométricas de diferentes compuestos. Si son muy pocomiscibles estos dos compuestos pueden crear fases metaestables de excelentes propiedadesmecánicas o tecnológicas, tales como altísimas durezas o la capacidad de actuación comoLEDs o resonadores [Tair, 2007].
2.4.1. Mecanismos de nucleación y crecimiento
Los átomos en las supercies o en las interfases son más energéticos que los átomos lo-calizados en el interior debido al menor número de enlaces originados y por tanto la menorimposición que conlleva [Ragone, 1995]. Una medida energética de esta descripción es laenergía supercial γ, que nos indica la energía necesaria para crear una nueva superciepor unidad de área. También existe una fuerza de conducción generada por diferenciasde potencial químico que tiende a reducir la energía supercial total [Chiang, 1997]. Am-bas fuerzas se combinarán entre sí para alcanzar la conguración más estable mediantedifusión supercial o una reestructuración.
Esta competición entre fuerzas jugará un papel importante en la nucleación de unafase, ya que cuesta energía crear una supercie que inmediatamente tenderá a reducirsepara liberar el exceso de energía, mientras que por otro lado la estabilidad energética dela formación de un volumen hará que tienda a aumentar [Mahieu, 2006]:
4
3πR3∆gV︸ ︷︷ ︸
∆GV
+ 4πR2γ︸ ︷︷ ︸ES
= ∆gR,
donde R es el radio de la fase nucleada de manera homogénea, suponiendo que es esférica,
Javier García Molleja Informe nal de Postdoctorado
30 CAPÍTULO 2. SPUTTERING POR MAGNETRÓN
∆gV es la energía libre del núcleo por unidad de volumen, ∆GV identica el términovolumétrico y ES el supercial.
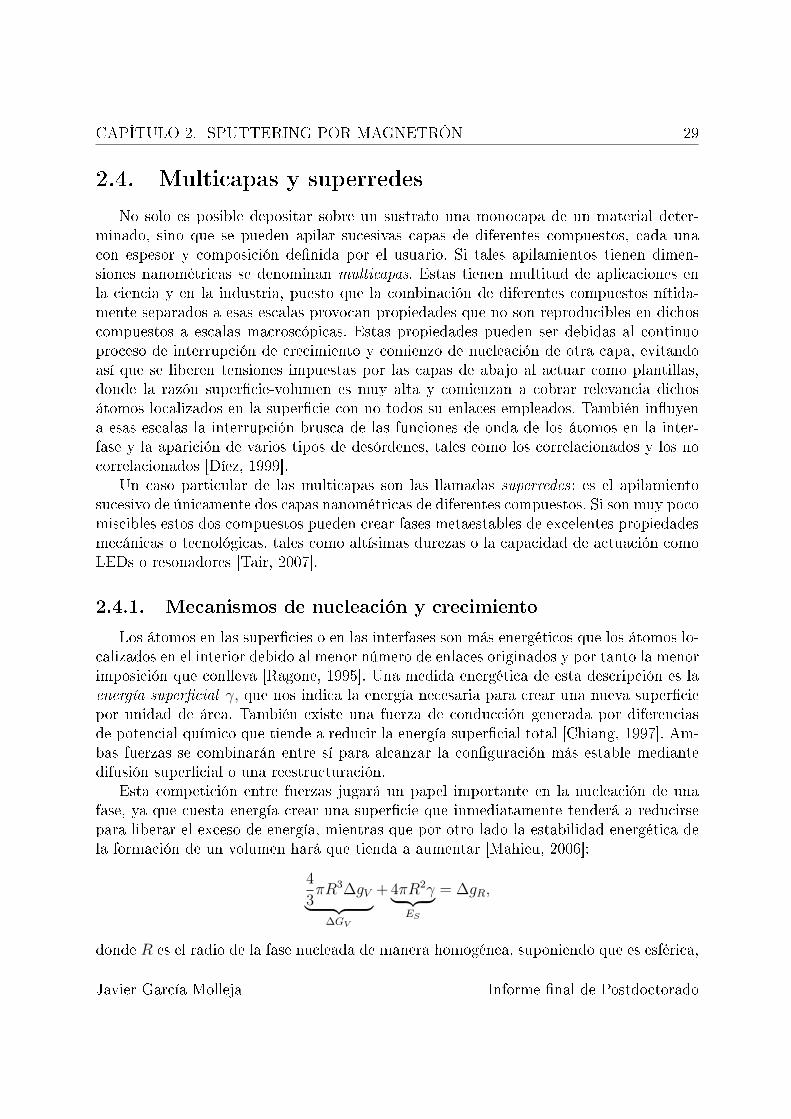
Figura 2.8: Energía libre en función del radio de curvatura y con términos supercial yvolumétrico [Mahieu, 2006].
Se hace evidente (al ser un proceso metaestable) que la energía de la fase ha desuperar un umbral para que predomine el término volumétrico y se haga estable el núcleo[Ibach, 2006]. Esto conlleva a la denición de un radio crítico, R∗ = − 2γ
∆gV, que da el
valor máximo de la energía libre de Gibbs: ∆G∗ = 163
πγ∆gV
. Este valor máximo puedereducirse en el caso de que la nucleación sea heterogénea, ya que al usar una superciecatalizadora se combinan todas las fuerzas superciales: supercie-núcleo, supercie-vapory núcleo-vapor. Por consiguiente hay que estudiar el mojado entre supercies
γSV = γSN + γNV cos θ,
donde S denota la supercie catalizadora, V el vapor que suministra los átomos que seadherirán mediante fuerzas de van der Waals [Mahieu, 2006] a la supercie y N el núcleoque terminará derivando en una película.
Informe nal de Postdoctorado Javier García Molleja
CAPÍTULO 2. SPUTTERING POR MAGNETRÓN 31
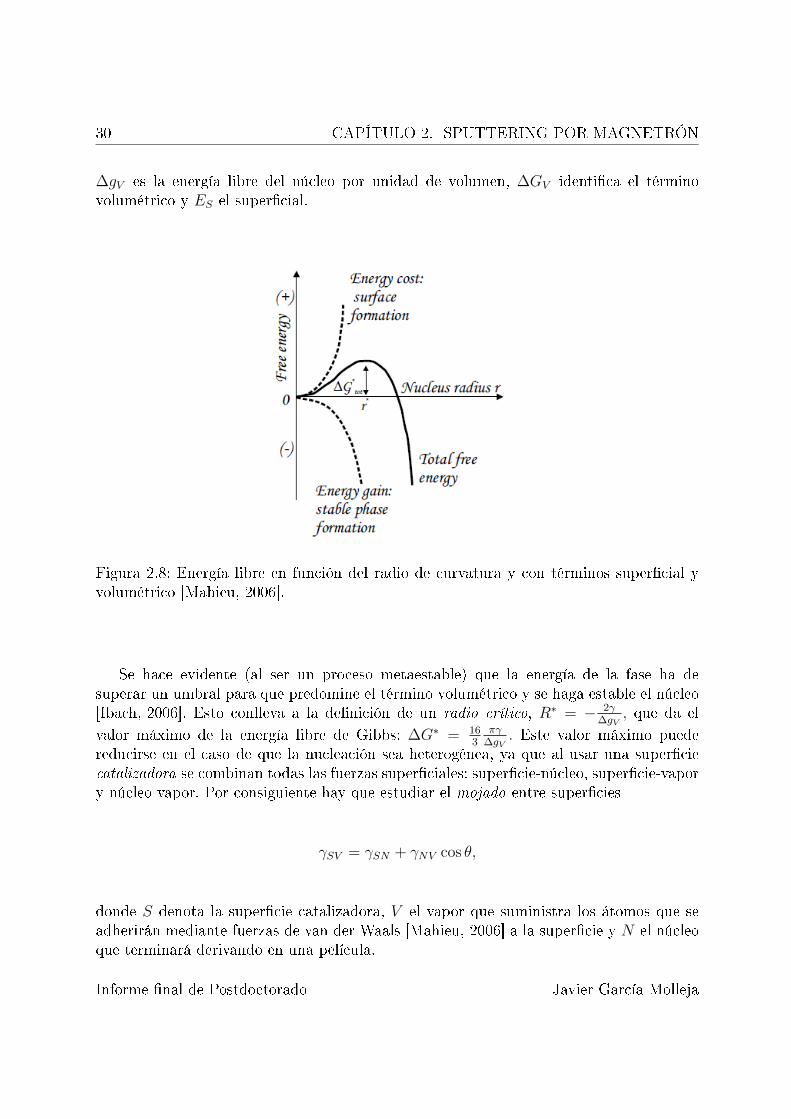
Figura 2.9: Diagrama de nucleación heterogénea [Mahieu, 2006].
La presencia del catalizador facilita la nucleación de nuevas fases, puesto que reduceel valor de ∆G∗, facilitando entonces a la fuerza de conducción la posibilidad de crearmayor número de estas [Chiang, 1997]. En los cálculos basados en la termodinámica sepuede comprobar que la nucleación heterogénea no altera el valor del radio crítico, quesigue siendo el mismo que en la nucleación homogénea.
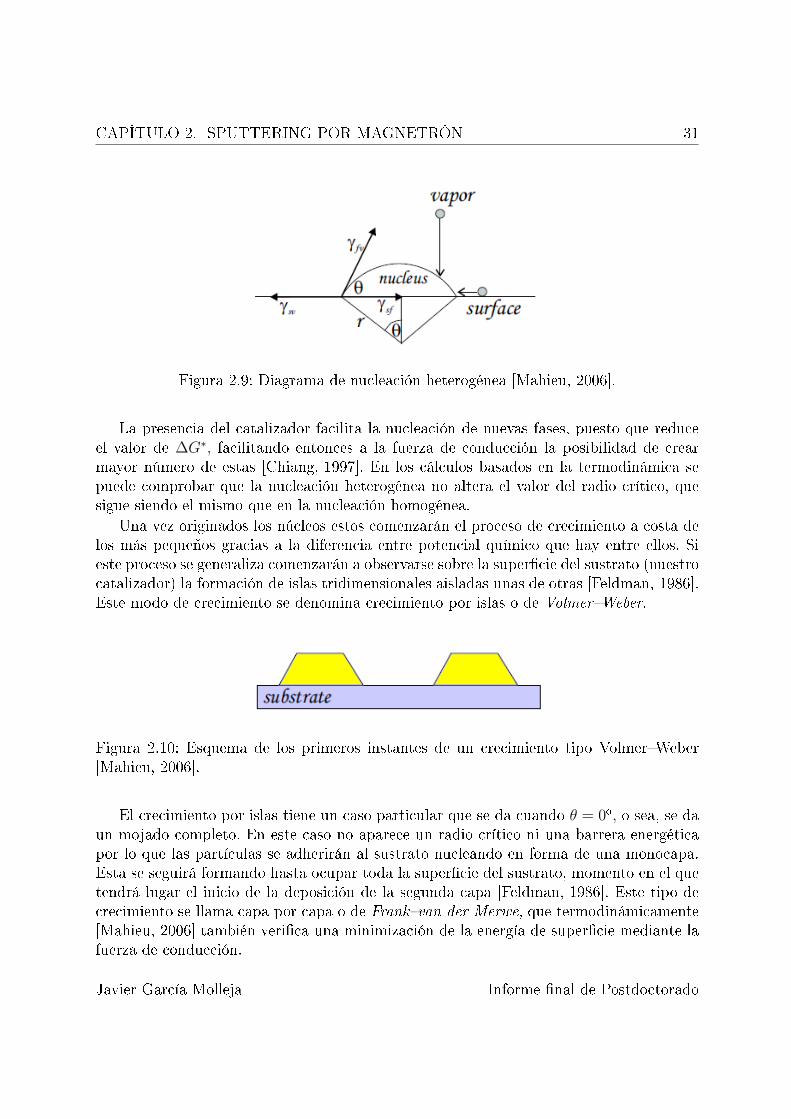
Una vez originados los núcleos estos comenzarán el proceso de crecimiento a costa delos más pequeños gracias a la diferencia entre potencial químico que hay entre ellos. Sieste proceso se generaliza comenzarán a observarse sobre la supercie del sustrato (nuestrocatalizador) la formación de islas tridimensionales aisladas unas de otras [Feldman, 1986].Este modo de crecimiento se denomina crecimiento por islas o de VolmerWeber.
Figura 2.10: Esquema de los primeros instantes de un crecimiento tipo VolmerWeber[Mahieu, 2006].
El crecimiento por islas tiene un caso particular que se da cuando θ = 0o, o sea, se daun mojado completo. En este caso no aparece un radio crítico ni una barrera energéticapor lo que las partículas se adherirán al sustrato nucleando en forma de una monocapa.Esta se seguirá formando hasta ocupar toda la supercie del sustrato, momento en el quetendrá lugar el inicio de la deposición de la segunda capa [Feldman, 1986]. Este tipo decrecimiento se llama capa por capa o de Frankvan der Merwe, que termodinámicamente[Mahieu, 2006] también verica una minimización de la energía de supercie mediante lafuerza de conducción.
Javier García Molleja Informe nal de Postdoctorado

32 CAPÍTULO 2. SPUTTERING POR MAGNETRÓN
Figura 2.11: Esquema de los primeros instantes de un crecimiento tipo Frankvan derMerwe [Mahieu, 2006].
En el análisis de crecimiento capa por capa puede tenerse en cuenta además efectosexternos al proceso de nucleación, tales como el cambio de tensión residual, la apariciónde defectos y el bombardeo de las partículas. En este caso entonces se dará un crecimientode capa más isla o de StranskiKrastanov, por el que el crecimiento por capas en algúnmomento será menos estable que el crecimiento por islas, nucleándose entonces a partirde este segundo mecanismo.
Figura 2.12: Esquema de los primeros instantes de un crecimiento tipo StranskiKrastanov[Mahieu, 2006].
La nucleación es el primer paso para obtener las multicapas que se observan experimen-talmente. El crecimiento de estos núcleos es también un proceso esencial para determinarla orientación preferencial de las columnas que se van a ir desarrollando. Existen variosprocesos dominantes que pueden analizarse en función de la interacción de los núcleosentre sí, los cuales podrán crecer a partir de la llegada de nuevos átomos mediante elpegado, la difusión supercial y el crecimiento de grano [Mahieu, 2006].
Pegado de las especies de crecimiento. El crecimiento depende en gran medidade la probabilidad de pegado de las especies sobre un determinado plano; es decir,que un plano de mayor probabilidad de pegado conlleva que crezca más que el resto,determinando por consiguiente la orientación preferencial [Kajikawa, 2003]. Estaprobabilidad queda determinada por la cantidad de ligaduras colgantes que poseacada plano en particular y por la naturaleza del compuesto que llega al grano encrecimiento: en forma de átomos aislados o en forma de dímeros.
La formación o no de dímeros depende del camino libre medio de las partículas invo-lucradas, así como la distancia entre el blanco y el sustrato. Si la primera cantidades mayor que la segunda, los átomos se depositarán directamente en el sustrato,mientras que en el caso contrario se darán colisiones que promueven la creación dedímeros que llegarán a la supercie.
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 2. SPUTTERING POR MAGNETRÓN 33
Difusión supercial. Este proceso puede darse de dos maneras: a través de los pla-nos y entre granos. El primer caso solo aparece en la etapa de crecimiento, mientrasque el segundo se da tanto durante la etapa de crecimiento como en la inicial.
Figura 2.13: Esquema de procesos determinantes de la orientación preferencial: a) Pegado,b) Difusión supercial, c) Crecimiento de grano. η es la probabilidad de pegado, γ laenergía supercial, E el módulo elástico y Th es el espesor de la película. b1) representala difusión supercial entre planos, b2) es la difusión supercial entre granos, c1) muestrauna película donde la energía supercial tiene más peso que la energía por esfuerzo y c2)es para una película con una energía de esfuerzo más relevante que la energía supercial[Kajikawa, 2003].
La difusión entre planos tiene su fundamento en la adsorción de partículas en elplano de crecimiento, que serán susceptibles de difundirse al plano supercial siem-pre y cuando la tasa de difusión sea mayor que la de pegado. La probabilidad dedifusión será mayor para las partículas que estén cerca del borde del plano y para latransición entre planos que no estén muy alejados entre sí [Ibach, 2006]. Al trans-currir este proceso únicamente sobrevivirán los planos paralelos a la supercie quetengan una menor difusividad supercial. Macroscópicamente, el proceso se explicapor un intento de minimizar la energía supercial del grano [Ragone, 1995]; micros-cópicamente, se observa el estado estacionario de la densidad de átomos adsorbidosen los planos de baja energía supercial, que reciben muchas partículas a la vez
Javier García Molleja Informe nal de Postdoctorado

34 CAPÍTULO 2. SPUTTERING POR MAGNETRÓN
que se difunden rápidamente, llegando a los de alta energía y creciendo el cristalsiguiendo esta textura impuesta [Kajikawa, 2003].
La difusión entre granos conlleva que se promueva un crecimiento de los cristalesque posean planos de menor energía supercial y que sean paralelos al sustrato. Demanera macroscópica, esta difusión supercial logra minimizar la energía supercialde la capa [Mahieu, 2006]; desde el punto de vista microscópico, los granos de mayorpotencial químico (y menor radio de curvatura) encogerán mientras que simultánea-mente se dará el crecimiento de los granos de menor potencial químico (y mayorradio de curvatura) [Chiang, 1997]. Los átomos adsorbidos difundirán entonces algrano mayor provocando un crecimiento lateral, conocido como engrosamiento omaduración de Ostwald.
Crecimiento de grano. Termodinámicamente, los granos cuya orientación es pre-ferencial irán creciendo a costa del resto de granos, ya sea en la etapa de nucleacióncomo en la de crecimiento. La película entonces irá aumentando la cantidad degranos que veriquen la orientación preferencial, expandiéndose gracias a la energíasupercial y al módulo elástico. El proceso se puede llevar a cabo en dos maneras:columnar o equiaxialmente [Kajikawa, 2003]. El crecimiento columnar se da en lasetapas iniciales, donde el crecimiento es predominantemente lateral, por lo que labase será pequeña en comparación con la altura obtenida. El crecimiento equiaxialse da en todo momento, por lo que el tamaño del grano es enorme. Ambos procesossolo son posibles con tratamientos de altas temperaturas que fomenten la difusión[Mahieu, 2006].
La textura entonces es una manera que tiene la estructura cristalina de disminuir lasenergías supercial y de esfuerzo de cada plano. La orientación preferencial por tantocontribuirá a disminuir la energía de esfuerzo que aumenta al existir más espesor enla capa, por lo que se promocionarán los planos de menor energía de esfuerzo en vezde los de menor energía supercial.
Re-sputtering y amorzación. Mediante el bombardeo de iones sobre la capadepositada se puede crear una orientación preferencial (o destruirla) si se focalizaen orientaciones especícas de crecimiento [Kajikawa, 2003]. Un bombardeo intensode iones energéticos puede llegar a amorzar la capa, afectando en menor manera alos planos con direcciones cristalográcas abiertas que estén en dirección de la tra-yectoria de los proyectiles. Este proceso se denomina canalización [Feldman, 1986],que da una anisotropía en la tasa de corrosión.
La energía cinética de las partículas incidentes juega un importante papel, conside-rándose para el proceso de bombardeo las partículas que llegan a la capa con unaenergía entre varios centenares de eV a unos pocos keV. De todas maneras, aunquesea un proceso que se da durante todo el tiempo de deposición mediante sputteri-ng por magnetrón, solo es relevante a valores elevados de polarización eléctrica del
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 2. SPUTTERING POR MAGNETRÓN 35
sustrato. Hay que considerar que las partículas pueden destruir islas pequeñas enlas primeras etapas de nucleación, obligando a un posterior crecimiento columnar(si las islas ya crecen con una textura denida) o no-equiaxial (si cada isla presentauna orientación totalmente aleatoria) [Kajikawa, 2003].
Nucleación. En el caso en que el sustrato imponga la orientación preferencial, lanucleación será epitaxial [Bubert, 2002]. Los núcleos también pueden determinar latextura de la capa nal a partir de la anisotropía energética interfásica.
Figura 2.14: Proceso de crecimiento columnar a partir de islas de diferente orientacióninicial. Los granos de crecimiento rápido van cubriendo a los de crecimiento lento, llegandoa una etapa en donde no se da la migración en los bordes de grano, quedando en la base,por consiguiente, diferentes orientaciones, puesto que la nucleación no se hizo medianteun proceso que favoreciese la orientación preferencial. Finalmente, gracias a un procesotérmico, se da la migración entre granos, quedando únicamente columnas de orientaciónpreferencial [Mahieu, 2006].
2.5. Los blancos mosaico
La industria necesita de técnicas adecuadas para la deposición de compuestos que me-joren las propiedades de estos, aunque realmente no se ha hecho mucho hincapié en anali-zar diferentes conguraciones de blancos para colocar en los magnetrones [Schalk, 2011].Los blancos mosaico son un nuevo paso adelante a la hora de conseguir compuestos ter-narios que contengan metales de transición y que los tiempos de deposición empleadossean menores a los que se obtienen con blancos de un solo compuesto. Existen multitudde conguraciones a la hora de diseñar un blanco mosaico: desde un único material con
Javier García Molleja Informe nal de Postdoctorado

36 CAPÍTULO 2. SPUTTERING POR MAGNETRÓN
agujeros en su supercie para colocar pequeñas porciones de otro elemento a blancos delcompuesto que se quiere depositar de manera nanométrica, pasando por la creación desecciones unidas donde en cada zona solo hay un elemento puro que no se mezcla con elelemento de la zona adyacente [Schalk, 2011]. Los blancos mosaico han de asegurar unabuena adhesión al sustrato sin perder las propiedades de interés del material que esta-mos depositando [Shen, 2006], por lo que se han de evitar condiciones de deposición quepuedan conllevar interdifusiones que las desmejoren.
Los estudios cuantitativos del proceso de sputtering en atmósfera reactiva [Zhao, 2006]son complicados, pero mediante una serie de suposiciones es posible llegar a una ciertacomprensión [Singh, 2011]. Estas suposiciones son:
A bajas presiones de nitrógeno los nitruros solo se forman en el blanco.
No se eyectan agregados de partículas.
Los iones de argón no pueden penetrar a gran profundidad en el blanco.
La densidad de corriente iónica es uniforme en el anillo de plasma glow que se forma.
La deposición de los átomos metálicos con el nitrógeno solo se da en el sustrato.
No hay sputtering en el sustrato.
Bajo estas suposiciones podemos indicar que si el blanco mosaico está formado pordos mitades idénticas de sendos elementos diferentes solo llegarán a este blanco tanto gasnoble (Ar) como gas reactivo (N2) y las especies que se forman serán nitruros, elementosmetálicos neutros e iones de los gases simplemente ionizados. Incluso se puede dar laruptura de la molécula de nitrógeno para dar N. La presencia de gas reactivo provocaráen última instancia el envenenamiento del blanco [Sa, 2000], por lo que en cada zona delblanco mosaico (Ti y Al, por ejemplo) cada vez habrá una supercie nitrurada mayor.
Ayudados por la teoría cinética de gases y calculando la desorción de N en el blanco, elujo de metal eyectado y la zona cubierta por nitruro [Singh, 2011] es posible determinaren primera aproximación los ujos metálicos y de nitruros que se eyectan del blanco:
FXT = JT
SXM0, 5− 1
2 +SXMNJT
αXK1PN2
+SXMN
2 +SXMNJT
αXK1PN2
,donde FX
T es el ujo del componente X (Al, Ti) que emite el blanco; JT es la densidad decorriente del blanco; SXM es el rendimiento de sputtering del metal X; SXMN es el rendimientode sputtering del nitruro que contiene el elemento X; αX es el coeciente de pegado delnitrógeno al elemento X (que es mayor para el titanio que para el aluminio por tenerel compuesto una energía libre de Gibbs más baja [Singh, 2011]); K1 = 1√
2πkBTM, con
Informe nal de Postdoctorado Javier García Molleja
CAPÍTULO 2. SPUTTERING POR MAGNETRÓN 37
kB la constante de Boltzmann; T la temperatura y M la masa molecular del nitrógenodiatómico, y nalmente, PN2 es la presión parcial del nitrógeno molecular.
Para el cálculo de JT es necesario considerar que la corriente no está igualmenterepartida por toda la supercie del blanco, sino en una zona anular bastante delimitada.Por consiguiente,
JT =I
Aq,
con I la corriente que recibe el blanco; A es el área del anillo en el que se da el sputtering,y q la carga elemental del electrón.
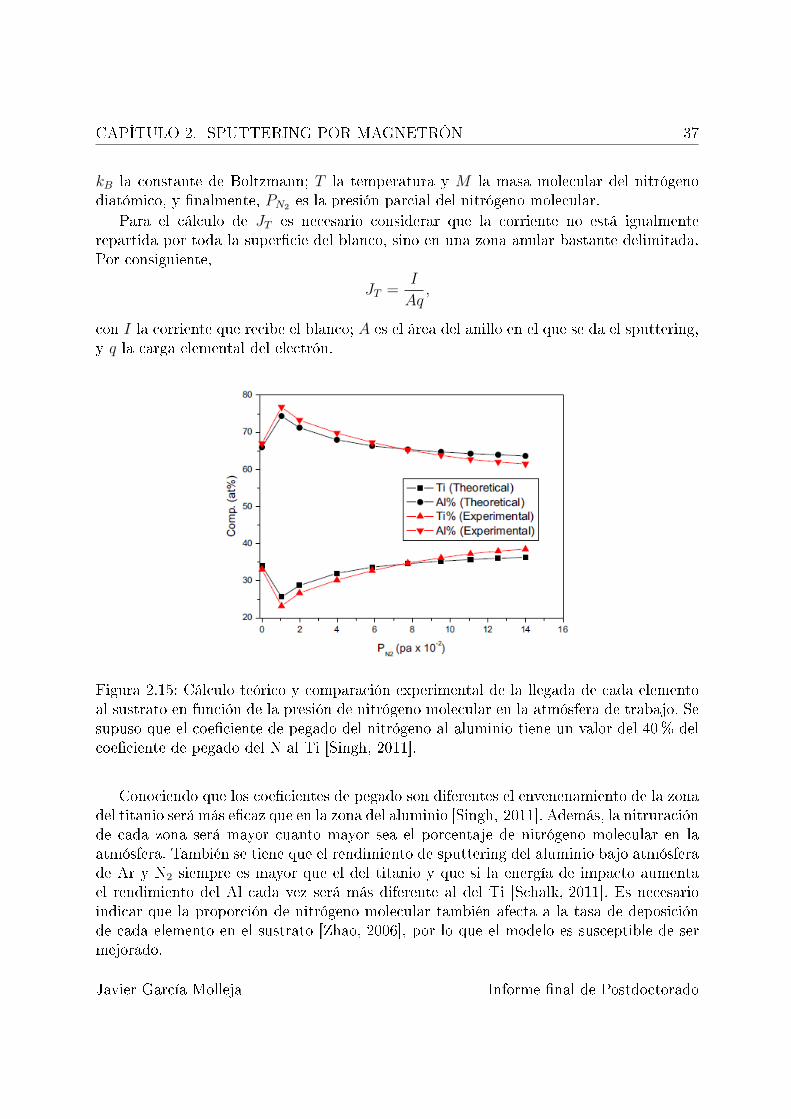
Figura 2.15: Cálculo teórico y comparación experimental de la llegada de cada elementoal sustrato en función de la presión de nitrógeno molecular en la atmósfera de trabajo. Sesupuso que el coeciente de pegado del nitrógeno al aluminio tiene un valor del 40% delcoeciente de pegado del N al Ti [Singh, 2011].
Conociendo que los coecientes de pegado son diferentes el envenenamiento de la zonadel titanio será más ecaz que en la zona del aluminio [Singh, 2011]. Además, la nitruraciónde cada zona será mayor cuanto mayor sea el porcentaje de nitrógeno molecular en laatmósfera. También se tiene que el rendimiento de sputtering del aluminio bajo atmósferade Ar y N2 siempre es mayor que el del titanio y que si la energía de impacto aumentael rendimiento del Al cada vez será más diferente al del Ti [Schalk, 2011]. Es necesarioindicar que la proporción de nitrógeno molecular también afecta a la tasa de deposiciónde cada elemento en el sustrato [Zhao, 2006], por lo que el modelo es susceptible de sermejorado.
Javier García Molleja Informe nal de Postdoctorado

38 CAPÍTULO 2. SPUTTERING POR MAGNETRÓN
Figura 2.16: Rendimiento de sputtering del Ti y del Al en función de la energía del iónde bombardeo (argón o nitrógeno molecular) en un blanco de 60% de Al y 40% de Ti[Schalk, 2011].
Informe nal de Postdoctorado Javier García Molleja
Capítulo 3
Recubrimientos superciales
3.1. El nitruro de aluminio
El nitruro de aluminio es un compuesto cerámico con miras al uso en la industriade materiales de buenas propiedades de conducción, dureza y efectos piezoeléctricos[Loebl, 2003]. Sus aplicaciones optoelectrónicas pueden llegar a comprenderse si se de-termina un modelo teórico que ligue su buena realización con unas calidades cristalinasexcelentes. Una buena orientación logra que las propiedades del AlN en sensores y disposi-tivos optoacústicos sean mejores, pudiendo aplicarse en la construcción de diodos emisoresde luz (LED) y detección de longitudes de onda jas [Hirayama, 2005].
Se tiene que el nitruro de aluminio tiene una fase estable hexagonal, más concisamenteuna estructura würtzítica.
La estructura würtzítica está basada en el empaquetamiento compacto hcp de aniones,con la mitad de los sitios tetraédricos ocupados por cationes [Chiang, 1997]. El númerode coordinación de cada ión es 4. Se puede examinar la distribución espacial de sitiostetraédricos en la hcp para determinar cómo solo la mitad están ocupados, con la máximaseparación entre cationes. Los sitios tetraédricos poseen dos orientaciones entre las capasde aniones compactamente empaquetados: con el vértice hacia arriba y con el vértice haciaabajo. Un examen detallado de la estructura puede indicar un número igual de cada tipode orientación, conformando un arreglo hexagonal con el mismo espaciado que los aniones[Chiang, 1997]. Por consiguiente, se puede llenar la mitad del total de sitios tetraédricoscon máxima separación con solo ocupar los sitios de una misma orientación, ordenamientoque cumple la segunda regla de Pauling.
39
40 CAPÍTULO 3. RECUBRIMIENTOS SUPERFICIALES
Figura 3.1: Esquema de la estructura hcp würtzítica. Se identican los huecos tetraédricos[Wikipedia, 2013].
La celda unidad que se congura es pequeña, por lo que se hace más difícil visualizarlas interconexiones entre tetraedros, los cuales están conectados mediante sus esquinas.Debido a que su constante de Madelung es similar a la estructura blenda del zinc esprobable que tengan politipos de ordenamiento atómico [Chiang, 1997]. Hay que mencio-nar que la estructura würtzítica es, en varios casos, la ideal para compuestos enlazadoscovalentemente.
El AlN posee un ancho de banda prohibido bastante amplio ∼ 6, 2 eV, por lo que seconvierte en un interesante semiconductor del grupo III-V [Wang, 1996] y puede presentarpropiedades de luminiscencia. También es un compuesto de alta dureza (∼ 2000 HV) y unaalta temperatura de fusión, lo que le permite tener una alta estabilidad térmica y química[Jagannadham, 2002]. Gracias a esto, el nitruro de aluminio puede actuar como barreraprotectora ante la oxidación a temperaturas elevadas [Vergara, 2004]. En el campo de laprotección hay que tener en cuenta las propiedades de adherencia, así como la necesidad deincluir capas amortiguadoras para mejorar esta propiedad y permitir una buena nucleacióny crecimiento ordenado de los cristales.
También hay que resaltar su alta velocidad acústica [Engelmark, 2000], ∼ 5760 m/s,por lo que se aseguran buenas propiedades resonantes y piezoeléctricas en la creación dedispositivos SAW y BAW [Loebl, 2003]. Para que esto sea cierto el eje mayor, denominadoc, debe ser perpendicular a la supercie, por lo que la base de los cristales estarán apoyadassobre el sustrato. Así se logra que predomine la fase (0002), que es la que otorga laspropiedades polares al AlN [Xu, 2001]. Además, debe cumplirse que las columnas seanaltas y estrechas y estén todas orientadas de la misma forma, por lo que su curva debalanceo (rocking curve) indica que no hay mucha desadaptación en la posición azimutal
Informe nal de Postdoctorado Javier García Molleja
CAPÍTULO 3. RECUBRIMIENTOS SUPERFICIALES 41
entre cristales, es decir, que las bases de cada cristal estén alineadas y no rotadas entre sí[Akiyama, 2004].
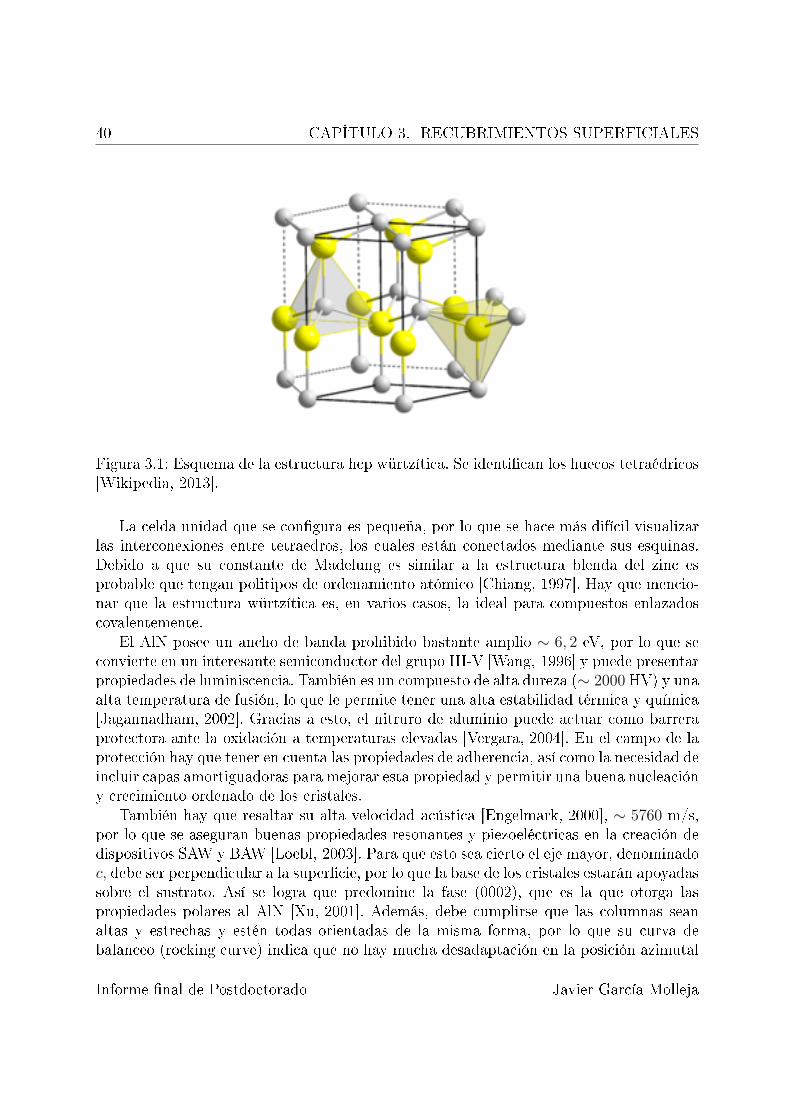
Figura 3.2: Posición de los enlaces y distancia en la creación de AlN (izquierda). Creci-miento de la estructura en el plano (0002) con el sustrato estando en contacto con la basedel prisma [Fu, 1999].
Cada átomo de Al se liga a cuatro átomos de N congurando un tetraedro con tresenlaces de igual distancia y separados 110,5o entre sí en el mismo plano y el restanteperpendicular a ellos y a una distancia mayor. Existe sin embargo una fase metaesta-ble del nitruro de aluminio, que congura una estructura fcc de una altísima dureza[Setoyama, 1996]. Las condiciones experimentales para su creación son muy estrictas yse tiene la obligación de que el crecimiento de los cristales de AlN se haga de maneraepitaxial al sustrato.
3.2. El nitruro de titanio
El nitruro de titanio es un cerámico de altísima dureza, alrededor de los ∼ 1900HV, que tiene aplicaciones en herramientas de corte y muy buenas propiedades contrala corrosión [Ingason, 2009]. Además, por su color dorado puede ser implementado comodecoración. Existen aplicaciones del TiN sobre usos como prótesis humanas [Yildiz, 2009],debido tanto a su resistencia a la corrosión como por su alta resistencia a la fricción.
El nitruro de titanio se congura de forma estable como una cúbica fcc.La estructura roca de sal consiste en una red fcc aniónica en la que todos los sitios
octaédricos están ocupados por cationes, que están en razón 1:1 con los puntos de la red,
Javier García Molleja Informe nal de Postdoctorado

42 CAPÍTULO 3. RECUBRIMIENTOS SUPERFICIALES
por lo que el compuesto tiene una estequiometría ideal [Chiang, 1997]. Normalmente, losaniones son de mayor tamaño que los cationes y conforman la red fcc.
Figura 3.3: Esquema de la red fcc del TiN con los huecos octaédricos indicados[Wikipedia, 2013].
Analizando la estructura se puede determinar que los huecos octaédricos compartenaristas, por lo que se sigue conservando la segunda ley de Pauling. Los planos puedencontener o no huecos intersticiales, por lo que pueden ser estudiados con detenimientopara ver dónde puede darse o no una expansión [Chiang, 1997]. En el caso en que seocupen simultáneamente huecos tetraédricos y octaédricos conllevaría a que hubiese doscationes muy próximos entre sí, sin ningún anión apantallando la repulsión coulombiana.Por este motivo, si hay ocupación en ambos tipos de huecos nunca será completa. En lasredes fcc el plano de mayor empaquetamiento es el (111), con los aniones más próximosentre sí y los huecos ocupando posiciones entre los planos (111). Por tanto, entre doscapas de empaquetamiento compacto de aniones en la estructura de roca de sal existe unacolección hexagonal de cationes con periodicidad idéntica [Chiang, 1997].
Tiene un alto punto de fusión (2930 oC), por lo que actúa también como barrera tér-mica, pero tiene el inconveniente que es propenso a la oxidación [Mo, 2009], sobre todopor encima de los 800 oC. Según las tensiones residuales que pueden aparecer en la fabri-cación de este compuesto puede presentar una fuerte textura en el plano (111), aunqueno es extraño que la mayor textura se dé en el plano (200) [Kumar, 2009]. Su excelenteestabilidad, junto a una idéntica propiedad para el AlN indica que la interfase entre amboses estable y denida en un amplio margen de condiciones, por lo que no se producirá gra-
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 3. RECUBRIMIENTOS SUPERFICIALES 43
dación interfásica y entremezclado entre capas a altas temperaturas [Tien, 2006]. Esto esuna propiedad óptima a la hora de conservar las propiedades físicas y mecánicas intactas.También se tiene su buena adherencia a una gran cantidad de sustratos.
3.3. El nitruro de titanio-aluminio
Es un compuesto metaestable formado por titanio, aluminio y nitrógeno. Su origenestá en la estructura del nitruro de titanio [TiAlN coating], en la que sustitucionalmentese incorporan átomos de Al en los sitios de Ti [Prengel, 1997]. Esto hará que tenga unaestructura cristalina fcc siempre que dominen los átomos de titanio. Sin embargo, comoel tamaño de los átomos de Al es menor el parámetro de red sufrirá una contracción conrespecto al del TiN. Su campo de aplicación es amplio: entornos de alta temperatura, re-cubrimientos de los y esquinas, ambientes abrasivos y como protector contra la corrosión,aunque dicha protección a veces no cubre toda la supercie tratada.
Figura 3.4: Estructura cristalina y disposición de átomos del TiAlN estequiométrico[Prengel, 1997].
El TiAlN goza de una altísima resistencia a la oxidación a causa de la formación dealúmina en su supercie [Katahira, 2002], además de una alta dureza (26003000 HV)y un bajo valor de fricción [TiAlN coating]. También es más estable que el TiN a altastemperaturas, al menos hasta los 800 oC (donde comienza la oxidación del material) y los850 oC, que es cuando comienza a descomponerse en AlN y TiN por separado de maneraespinodal. Además, su conductividad eléctrica y términa es menor que las del nitruro detitanio.
Tiene la particularidad de que su densa estructura copia la del sustrato, por lo quetendrá las mismas características e, incluso, copiará también la textura del sustrato[TiAlN coating]. Es posible dopar al TiAlN con otros elementos (por ejemplo, C, Si, B,O, Y) para reforzar alguna de las propiedades inherentes de estas capas.
El TiAlN, cuando posee en su estructura una mayor cantidad de Al que de Ti, mo-dicará su estructura cristalina [Yoon, 2001], pasando de cúbica centrada en las carasa hexagonal de empaquetamiento compacto [Jeong, 2002]. En esta estructura se pierdenalgunas de las buenas propiedades que ostentaba en su forma fcc [Yang, 2004], aunque suresistencia a la oxidación sube en gran medida [Erkens, 2004].
Javier García Molleja Informe nal de Postdoctorado

44 CAPÍTULO 3. RECUBRIMIENTOS SUPERFICIALES
Informe nal de Postdoctorado Javier García Molleja

Parte II
Experimental
45

Capítulo 4
Dispositivos experimentales
Figura 4.1: Esquema del reactor de deposición mediante sputtering.
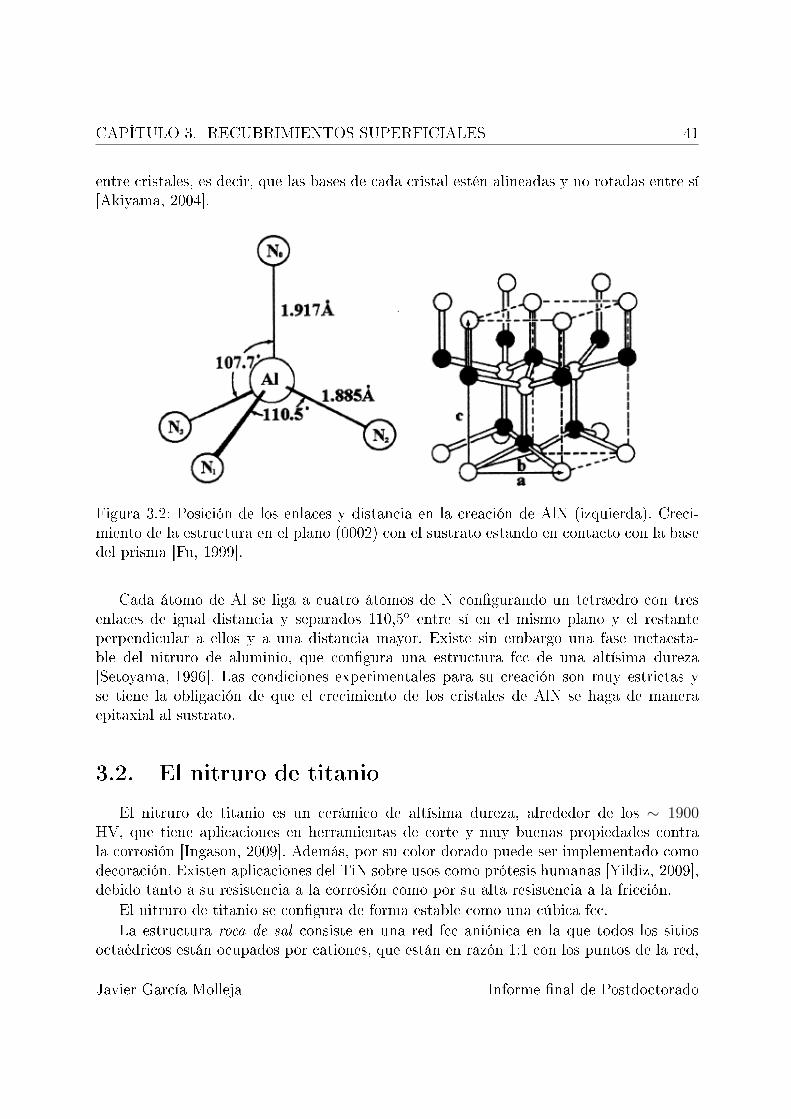
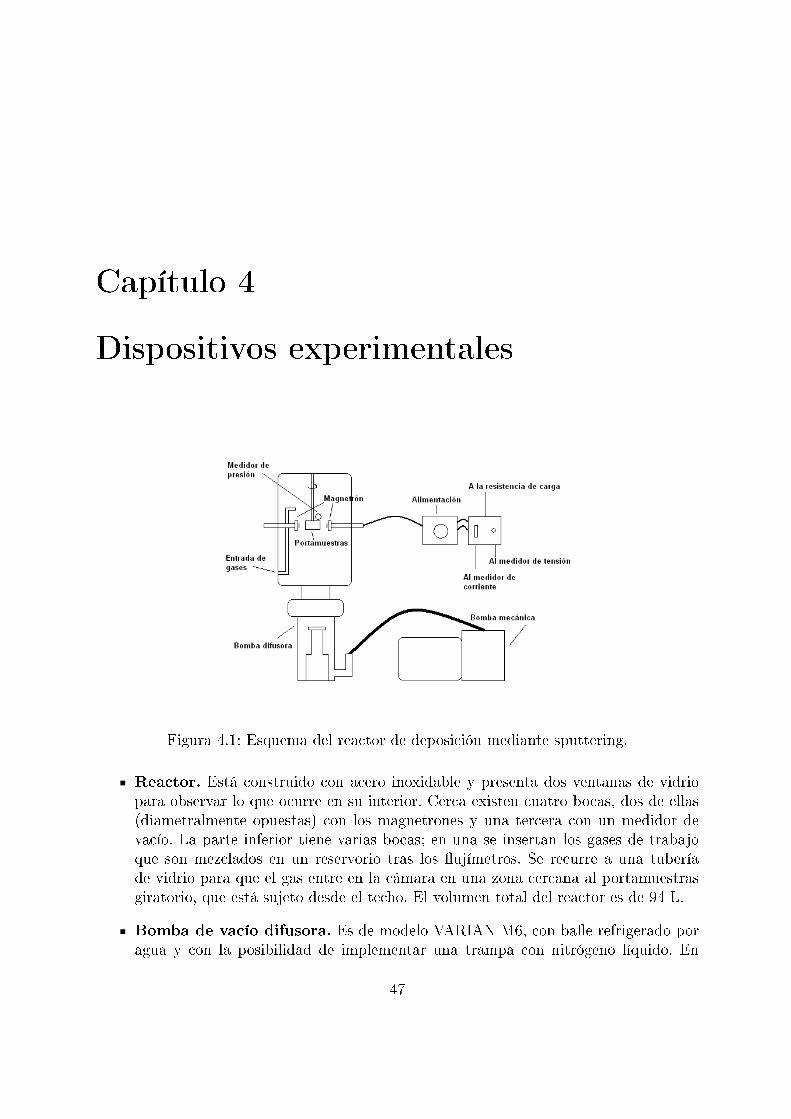
Reactor. Está construido con acero inoxidable y presenta dos ventanas de vidriopara observar lo que ocurre en su interior. Cerca existen cuatro bocas, dos de ellas(diametralmente opuestas) con los magnetrones y una tercera con un medidor devacío. La parte inferior tiene varias bocas; en una se insertan los gases de trabajoque son mezclados en un reservorio tras los ujímetros. Se recurre a una tuberíade vidrio para que el gas entre en la cámara en una zona cercana al portamuestrasgiratorio, que está sujeto desde el techo. El volumen total del reactor es de 94 L.
Bomba de vacío difusora. Es de modelo VARIAN M6, con bae refrigerado poragua y con la posibilidad de implementar una trampa con nitrógeno líquido. En
47

48 CAPÍTULO 4. DISPOSITIVOS EXPERIMENTALES
su base se sitúa el calentador de aceite, que llega a una temperatura de 275 oC[O'Hanlon, 1989]. El rango de trabajo es de 1 · 10−3 − 5 · 10−9 Torr [Mohr, 2002] yla velocidad indicada por el fabricante es de 1500 L/s. Como respaldo y para usosauxiliares se necesita de otra bomba para llegar a las condiciones de trabajo de esta[Chambers, 1989].
Bomba de vacío rotatoria. El modelo es VARIAN SD-700 con motor a 50 − 60Hz y una velocidad de evacuación de 35 − 27 m3/hora, indicada por el fabricante.El motor tiene una velocidad de 1500− 1800 rpm, alcanzando una presión mínimade 7,5 · 10−5 Torr, valor suciente para que la bomba difusora entre en el régimende trabajo [Chambers, 1989] y poder evacuar el aumento de presión que se da en laparte inferior de esta [O'Hanlon, 1989].
Válvulas de agujas. Para conectar la bomba difusora con la mecánica y a estacon la cámara en sí se usan válvulas VARIAN Vacuum Products. En el caso dela válvula que controla la entrada de gases a la cámara se usa una EDWARDSSpeedvalve (Britain).
Flujímetros. Son AALBORG GFC Mass Flow Controller que entregan un ujo de0− 50 mL/min, operativos entre 0 y 50 oC y a una presión máxima de 500 psig.
Medidor de vacío baratrón. De modelo CMR365 PFEIFFER, mide la presión apartir del grado de deformación de una membrana. Su rango de medición va desde88,93 mTorr hasta 9, 8 · 10−4 Torr.
Medidor de vacío Bayard-Alpert. Es de cátodo caliente, modelo VARIAN 571ionization gauge con rango de presiones 10−3 − 2 · 10−10 Torr.
Medidor de vacío por termopar. Se miden en una unidad VARIAN Vacuumionization gauge 843. Mide un mínimo de 10−3 Torr usando un baratrón y de 9 ·10−4 − 1 · 10−8 (±0,1) Torr si la entrada es un medidor de cátodo caliente. Lostermopares son de tipo K (Ni-Cr y Ni-Al) con un rango de medición entre −200 y1250 oC, presentando un error de 0,75%.
Magnetrón. Es de marca US Inc. Mak 1,3 (33 mm) refrigerado por agua dondese puede colocar mediante imán y anclaje adaptado un blanco circular de 8 cm2.Soporta una potencia DC máxima de 350 W, una corriente máxima de 1,00 A.Trabaja entre 200 y 1000 V.
4.1. Proceso de deposición
Para el caso de deposición de capas mediante magnetrón se recurre al uso de sustratos.Estos tienen un proceso de limpiado que consta de un baño de agua y su inmersión en
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 4. DISPOSITIVOS EXPERIMENTALES 49
un baño de alcohol isopropílico donde se aplicará una sesión de ultrasonidos durante 4minutos. El dispositivo empleado para este paso es CLEANSON modelo KT-1106. Final-mente, se seca todo mediante secador aplicado durante un minuto. Se colocan, para elcaso de sustratos de aluminio 7075, dos probetas en el portamuestras, que posee formacuadrada (admitiendo entonces un total de cuatro probetas). Para jarlas se le aplicaráun tornillo en la parte trasera, puesto que previamente fueron perforadas y se realizó unroscado para este n. Se colocan dos en vez de cuatro para poder enfocar el magnetrónsobre un lado que esté vacío y así poder llegar a las condiciones de trabajo tras un pre-sputtering sin afectar a ninguna muestra: será, por tanto, como un obturador. Desde elcomienzo de la sesión se coloca una parte del portamuestras frente al magnetrón que notenga ninguna probeta. En el caso de realizar deposiciones sobre probetas de WC se usaráotro portamuestras: será de forma rectangular y plano, donde dos probetas de WC estaránjuntas sujetas por tornillos en la misma cara. Girando media vuelta dicho portamuestrasse podrá realizar el pre-sputtering sin comprometer a las cuchillas.
Tras esto se activa la bomba rotatoria y se abre la conexión secundaria para darcomienzo a la evacuación del reactor de deposición. Alternativamente, también se evacúala bomba de difusión, puesto que es necesario un valor de vacío previo para un correctofuncionamiento. Cuando ambas zonas estén a 50 mTorr, se cerrará la válvula que conectala cámara con la bomba rotatoria y se abrirá la válvula plato, conectando aquella conla entrada de la bomba de difusión y esta con la bomba mecánica. Cuando se llegue auna presión de 1 mTorr, se abrirá la conducción de agua a la tapa de refrigeración de labomba de difusión y se activará su funcionamiento, tardando varios minutos en calentarel aceite y alcanzar el rendimiento de trabajo. Tras tres o cuatro horas de funcionamientoel vacío base alcanza un valor de 2,6 · 10−6 Torr. Con este valor se abren los tubos de gasy al abrir la entrada de gases a la cámara (tras conectar los ujímetros y jar el ujodeseado) se realizan varias purgas con argón para eliminar el oxígeno que pudiese quedaren el interior del recinto.
Para limpiar las cuchillas de WC aún más, ya que las usamos tal y como vinieronde fábrica, o sea, sin realizar ningún proceso de pulido para eliminar su alta rugosidad,insertamos Ar hasta alcanzar una presión de 9,44 mTorr. El portamuestras está conectadoa una fuente monofásica de potencia de entrada de 2,5 kW y 220 V, con una frecuenciade 50 − 60 Hz (rango de tensiones: 0 − 7, 5 (±0, 1) kV; rango de corrientes: 0 − 750(±10) mA), que creará una descarga glow DC en dicho dispositivo durante 30 minutos.La tensión aplicada es 3,1 kV y la intensidad se mantuvo a 10 mA. Este proceso no sehizo para las probetas de Al7075.
Con esto ya se puede activar la conducción de agua mediante una bomba en el magne-trón, de esta manera, el blanco de 8 cm2 no se fundirá. Este blanco, antes de su colocación,se limpió con acetona y su parte posterior quedó cubierta de pasta conductora de platapara una mejor conducción. La limpieza mediante sputtering de este blanco se hace su-biendo la tensión mediante un Autotransformador de manera uniforme (para recorrer laregión oscura y evitar posibles arcos) hasta que la ruptura se hace patente. La atmósfera
Javier García Molleja Informe nal de Postdoctorado

50 CAPÍTULO 4. DISPOSITIVOS EXPERIMENTALES
es una mezcla de argón e hidrógeno a partes iguales a una presión de 4,1 · 10−2 Torr. Du-rante 10 minutos se lleva a cabo esta limpieza, con una tensión de 325 V y una corrientede 119 mA, ya que la resistencia de carga es de 230 Ω. Estos valores son para el blancomosaico; usando los otros blancos las condiciones de limpieza son 240 V y 55 mA parael blanco de aluminio y 258 V y 104 mA para el blanco de titanio. Una vez nalizada lalimpieza se insertan los gases de trabajo y se mantienen las condiciones de trabajo duran-te 10 minutos y tras esto se rota el portamuestras para enfrentar las probetas al blanco.Con este tratamiento se consigue la nitruración del blanco, fenómeno que se conoce comoenvenenamiento [Sa, 2000].
Figura 4.2: Diagrama del proceso de envenenamiento, en el que el rendimiento de sputte-ring se ve claramente reducido [Corbella Roca, 2005].
No existe polarización de las muestras y la temperatura de estas se origina por elbombardeo de los agregados que llegan desde el blanco. Rotando el portamuestras entiempos denidos se logra que periódicamente cada muestra de Al7075 esté enfrentadaal blanco de Al y al de Ti, creando una multicapa cuyo espesor depende del tiempode deposición total y el de cada capa. Para lograr esto el portamuestras era rectangular,asegurando girarlo cada tiempo determinado. La deposición sobre cada muestra dura ∼ 30minutos, puesto que se varía el tiempo de deposición de cada bicapa:
Las muestras que constaron de medio minuto por capa (o sea, un minuto para crearuna bicapa) se denominan 1TiN-uAlN0.5 o 1AlN-uTiN0.5 dependiendo de cuál seala capa base y la última capa depositada.
Las muestras de dos minutos necesarios para crear una bicapa (es decir, un minutopor cada capa) se denominaron dependiendo cuál fue su primera capa y su última:1TiN-uAlN1 o 1AlN-uTiN1.
Igualmente, para capas creadas durante 2 minutos (cuatro minutos por bicapa) sedenominarán 1TiN-uAlN2 o 1AlN-uTiN2.
Finalmente, las capas más gruesas serán de 6 minutos, constando cada bicapa de 3minutos de deposición. Dependiendo cuál es la capa más cercana al sustrato y máscercana a la atmósfera se denominarán 1TiN-uAlN3 o 1AlN-uTiN3.
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 4. DISPOSITIVOS EXPERIMENTALES 51
Para la deposición de estas multicapas se mantuvo siempre la misma proporción degases: 67% de Ar y 33% de N2 a una presión total de trabajo de 3 mTorr. La distanciablanco-sustrato se mantuvo a 3,0 cm. El ujo de argón fue de 8,0 mL/min, mientras queel de nitrógeno molecular fue de 4,0 mL/min.
La deposición de capas sobre la cuchilla de WC con el blanco mosaico constará de 4etapas de 3 horas cada una. Al nal de cada etapa se ventea la cámara y se inviertende sentido y posición las probetas. De esta manera se logrará la uniformidad de la capadepositada en toda su supercie. La distancia blanco-sustrato quedará ja a 7,0 cm y lamezcla de gases de la atmósfera siempre es 50% de Ar y 50% de N2 con un ujo idénticopara cada gas de 8,0 mL/min. En cada etapa la presión de trabajo irá disminuyendo paraintentar ir liberando tensiones residuales provocadas por la exposición a la atmósfera dela capa al nalizar cada sesión. Las muestras se identican como TiAlN50-12.
Una vez nalizadas todas las deposiciones se apagará el magnetrón, dejando que circuleagua para refrigerar el blanco durante al menos quince minutos. Se corta toda entradade gas y se deja haciendo vacío alrededor de 30 minutos para enfriar las muestras sincontaminantes. Se aislan las bombas de vacío con los cierres adecuados y se ventea lacámara y las probetas se guardan en un lugar seguro. Si además se plantea parar labomba difusora es vital que el agua de la tapa siga circulando para no degradar el aceiteaún caliente.
Javier García Molleja Informe nal de Postdoctorado

52 CAPÍTULO 4. DISPOSITIVOS EXPERIMENTALES
Informe nal de Postdoctorado Javier García Molleja
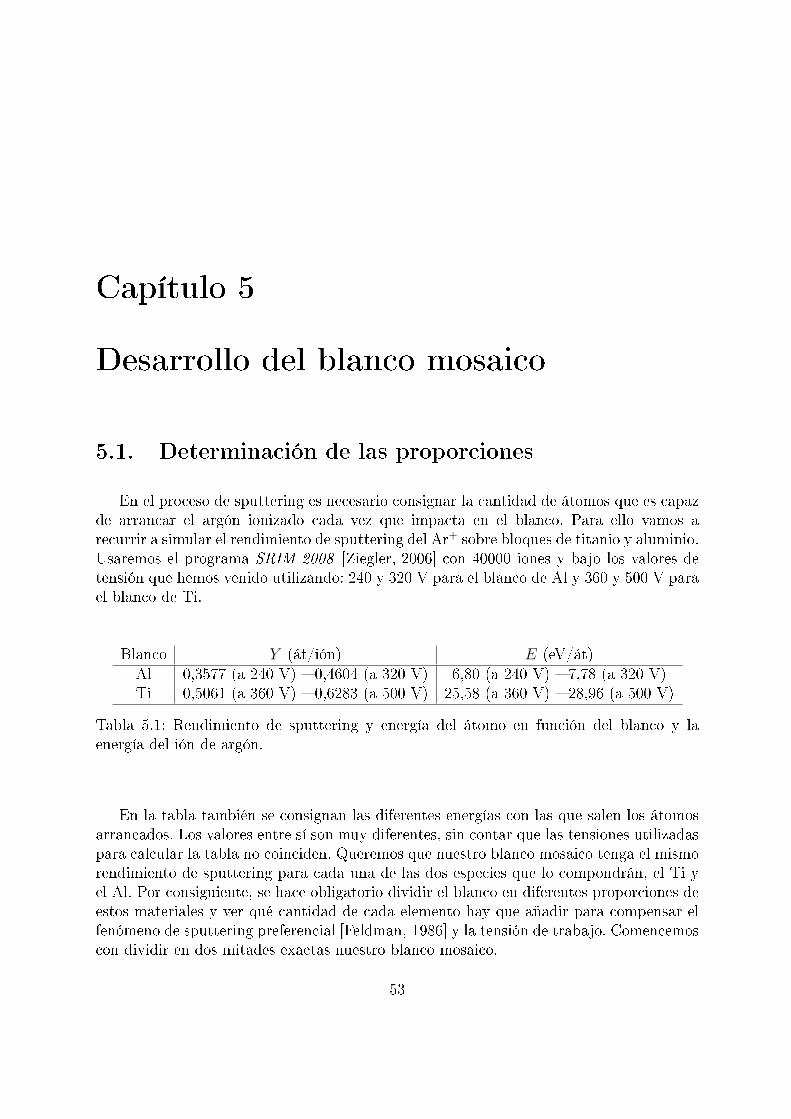
Capítulo 5
Desarrollo del blanco mosaico
5.1. Determinación de las proporciones
En el proceso de sputtering es necesario consignar la cantidad de átomos que es capazde arrancar el argón ionizado cada vez que impacta en el blanco. Para ello vamos arecurrir a simular el rendimiento de sputtering del Ar+ sobre bloques de titanio y aluminio.Usaremos el programa SRIM 2008 [Ziegler, 2006] con 40000 iones y bajo los valores detensión que hemos venido utilizando: 240 y 320 V para el blanco de Al y 360 y 500 V parael blanco de Ti.
Blanco Y (át/ión) E (eV/át)Al 0,3577 (a 240 V) 0,4604 (a 320 V) 6,80 (a 240 V) 7,78 (a 320 V)Ti 0,5061 (a 360 V) 0,6283 (a 500 V) 25,58 (a 360 V) 28,96 (a 500 V)
Tabla 5.1: Rendimiento de sputtering y energía del átomo en función del blanco y laenergía del ión de argón.
En la tabla también se consignan las diferentes energías con las que salen los átomosarrancados. Los valores entre sí son muy diferentes, sin contar que las tensiones utilizadaspara calcular la tabla no coinciden. Queremos que nuestro blanco mosaico tenga el mismorendimiento de sputtering para cada una de las dos especies que lo compondrán, el Ti yel Al. Por consiguiente, se hace obligatorio dividir el blanco en diferentes proporciones deestos materiales y ver qué cantidad de cada elemento hay que añadir para compensar elfenómeno de sputtering preferencial [Feldman, 1986] y la tensión de trabajo. Comencemoscon dividir en dos mitades exactas nuestro blanco mosaico.
53

54 CAPÍTULO 5. DESARROLLO DEL BLANCO MOSAICO
Blanco Y (át/ión a 300 V) Y (át/ión a 400 V)Al 0,3178 0,3875Ti 0,2618 0,3192
Tabla 5.2: Rendimiento de sputtering de un blanco mosaico compuesto de 50% de Al y50% de Ti.
Se observa que a igual energía de los iones de argón para un blanco con una mitadde aluminio y la otra de titanio, el sputtering preferencial se sigue dando a favor delaluminio. Esto indica claramente que el blanco ha de tener mayor cantidad de titanioque de aluminio. Otra opción es cambiar el rango de tensiones, pero es necesario tener encuenta la potencia máxima que entrega nuestra fuente y la capacidad de refrigeración delmagnetrón.
Para un 25% de aluminio y un 75% de titanio los rendimientos de sputtering seránlos siguientes:
Blanco Y (át/ión a 300 V) Y (át/ión a 400 V)Al 0,1509 0,1791Ti 0,3737 0,4565
Tabla 5.3: Rendimiento de sputtering de un blanco mosaico compuesto de 25% de Al y75% de Ti.
Es excesivo el sputtering preferencial de titanio, por lo que no se ha ganado muchorevirtiendo el caso anterior. Ahora debemos seguir probando con una mezcla entre estosdos valores. El siguiente caso a analizar será utilizando 33% de Al y 67% de Ti:
Blanco Y (át/ión a 300 V) Y (át/ión a 400 V)Al 0,2103 0,2519Ti 0,3440 0,4229
Tabla 5.4: Rendimiento de sputtering de un blanco mosaico compuesto de 33% de Al y67% de Ti.
En este caso algo se ha llegado a mejorar la situación, pero aún se está lejos de igualarambos rendimientos de sputtering. La siguiente simulación, siempre con el ión de argónincidiendo normalmente al blanco, cuenta con una mezcla de 40% de aluminio y 60% detitanio:
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 5. DESARROLLO DEL BLANCO MOSAICO 55
Blanco Y (át/ión a 300 V) Y (át/ión a 400 V)Al 0,2526 0,3110Ti 0,3159 0,3891
Tabla 5.5: Rendimiento de sputtering de un blanco mosaico compuesto de 40% de Al y60% de Ti.
Es observable que en todos los casos vistos la energía cinética de la partícula eyecta-da cambia para un determinado material. En este caso la energía por átomo de titanioeyectado es aproximadamente el doble que la energía que posee cada átomo eyectado dealuminio. Con esta proporción tampoco obtenemos resultados satisfactorios, por lo queprobaremos con la mezcla de 45% de Al y 55% de Ti:
Blanco Y (a 200 V) Y (a 300 V) Y (a 400 V) Y (a 500 V)Al 0,2027 0,2861 0,3520 0,4052Ti 0,2005 0,2837 0,3573 0,4107
Tabla 5.6: Rendimiento de sputtering de un blanco mosaico compuesto de 45% de Al y55% de Ti.
En este caso vemos que se obtienen rendimientos muy parecidos, por lo que se evitael sputtering preferencial. Además, el arco de tensiones con el que podemos trabajar esbastante amplio. En estas simulaciones obtenemos el mismo comportamiento de la energíacinética por átomo eyectado que en los anteriores casos, es decir, los átomos de Ti salencon el doble de energía que los átomos de Al. Si la descarga a 200 V lleva al sustrato un50,27% de átomos de aluminio y un 49,73% de átomos de titanio, para una descarga de500 V de los átomos que llegarían al sustrato el 49,66% serían de Al y el 50,34% seríande Ti.
5.2. Planteamiento de la construcción del blanco mo-saico
Tras determinar qué composición ha de tener el blanco mosaico es necesario idear laforma en que será diseñado y construido. Una primera idea es usar un blanco compuestode triángulos, 20 en total, puesto que el 45% ≡ 9
20y el 55% ≡ 11
20. El problema deriva en
la construcción de triángulos tan diminutos y su agarre, puesto que la conguración delmagnetrón que utilizamos es coplanar y puede producirse cortocircuito si toca el blanco(que actúa como cátodo) con el borde del magnetrón (que actúa como ánodo).
Una segunda idea es usar dos bloques cortados de manera electrolítica: el bloque detitanio cubrirá 198o del blanco y el aluminio los 162o restantes. El sistema de encaje esmás sencillo, pudiendo usarse una camisa que actúe como molde en el encaje de las piezas.
Javier García Molleja Informe nal de Postdoctorado
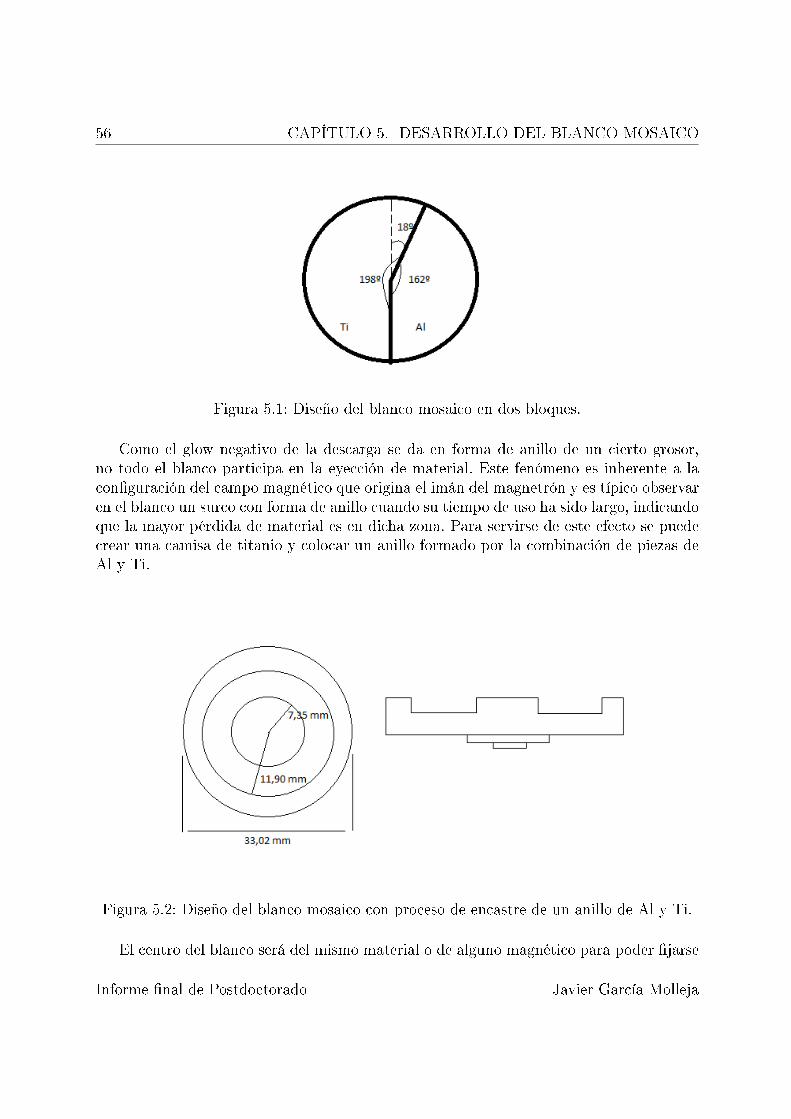
56 CAPÍTULO 5. DESARROLLO DEL BLANCO MOSAICO
Figura 5.1: Diseño del blanco mosaico en dos bloques.
Como el glow negativo de la descarga se da en forma de anillo de un cierto grosor,no todo el blanco participa en la eyección de material. Este fenómeno es inherente a laconguración del campo magnético que origina el imán del magnetrón y es típico observaren el blanco un surco con forma de anillo cuando su tiempo de uso ha sido largo, indicandoque la mayor pérdida de material es en dicha zona. Para servirse de este efecto se puedecrear una camisa de titanio y colocar un anillo formado por la combinación de piezas deAl y Ti.
Figura 5.2: Diseño del blanco mosaico con proceso de encastre de un anillo de Al y Ti.
El centro del blanco será del mismo material o de alguno magnético para poder jarse
Informe nal de Postdoctorado Javier García Molleja
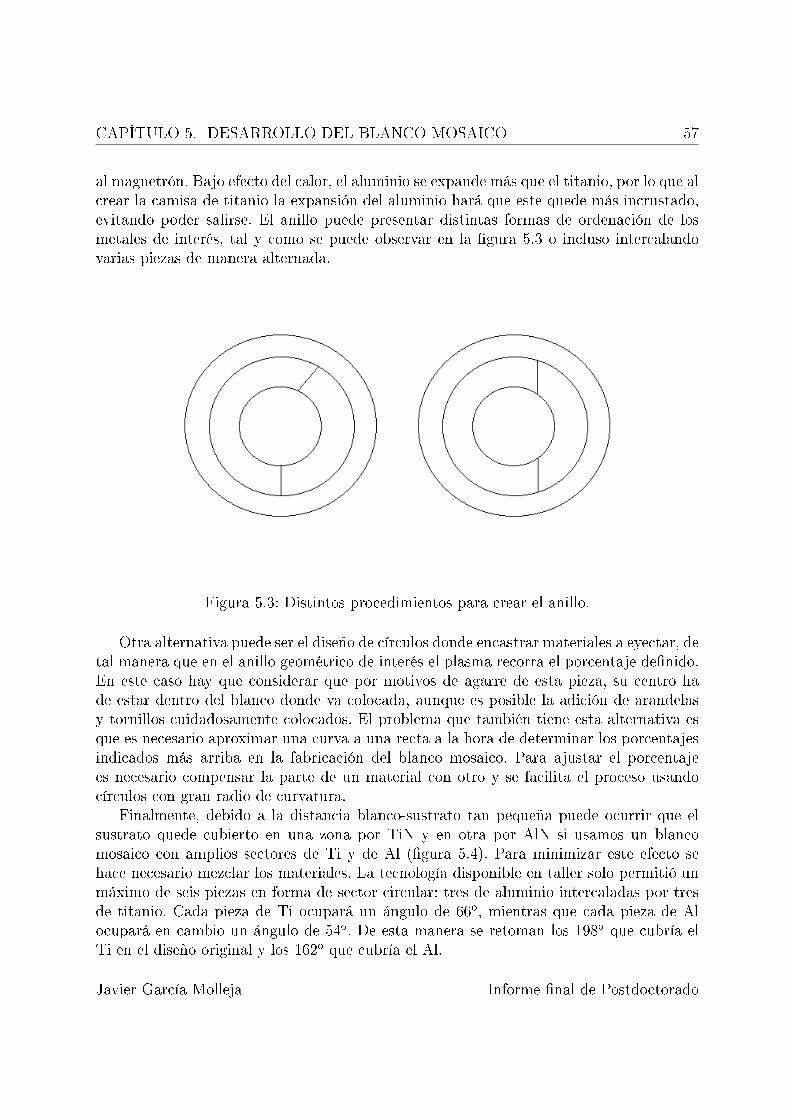
CAPÍTULO 5. DESARROLLO DEL BLANCO MOSAICO 57
al magnetrón. Bajo efecto del calor, el aluminio se expande más que el titanio, por lo que alcrear la camisa de titanio la expansión del aluminio hará que este quede más incrustado,evitando poder salirse. El anillo puede presentar distintas formas de ordenación de losmetales de interés, tal y como se puede observar en la gura 5.3 o incluso intercalandovarias piezas de manera alternada.
Figura 5.3: Distintos procedimientos para crear el anillo.
Otra alternativa puede ser el diseño de círculos donde encastrar materiales a eyectar, detal manera que en el anillo geométrico de interés el plasma recorra el porcentaje denido.En este caso hay que considerar que por motivos de agarre de esta pieza, su centro hade estar dentro del blanco donde va colocada, aunque es posible la adición de arandelasy tornillos cuidadosamente colocados. El problema que también tiene esta alternativa esque es necesario aproximar una curva a una recta a la hora de determinar los porcentajesindicados más arriba en la fabricación del blanco mosaico. Para ajustar el porcentajees necesario compensar la parte de un material con otro y se facilita el proceso usandocírculos con gran radio de curvatura.
Finalmente, debido a la distancia blanco-sustrato tan pequeña puede ocurrir que elsustrato quede cubierto en una zona por TiN y en otra por AlN si usamos un blancomosaico con amplios sectores de Ti y de Al (gura 5.4). Para minimizar este efecto sehace necesario mezclar los materiales. La tecnología disponible en taller solo permitió unmáximo de seis piezas en forma de sector circular: tres de aluminio intercaladas por tresde titanio. Cada pieza de Ti ocupará un ángulo de 66o, mientras que cada pieza de Alocupará en cambio un ángulo de 54o. De esta manera se retoman los 198o que cubría elTi en el diseño original y los 162o que cubría el Al.
Javier García Molleja Informe nal de Postdoctorado

58 CAPÍTULO 5. DESARROLLO DEL BLANCO MOSAICO
Figura 5.4: Diseño nal del blanco mosaico utilizado en los experimentos.
La eyección de material en el centro es prácticamente inexistente, por lo que es posiblecolocar un material magnético. En nuestro caso usaremos una camisa de Al, ya que sedispone de más cantidad de este material que de Ti.
Figura 5.5: Fotografía del blanco mosaico tras un uso prolongado. No se observan fallasimportantes ni alta pérdida de material. Los sectores con cráteres corresponden a zonasde aluminio, mientras que intercaladas están las zonas de titanio.
Se hicieron pruebas con el magnetrón a diferentes presiones y densidades de potenciapara determinar si el diseño era estable. No se apreciaron chispas en las juntas y la tensiónde ruptura, que era diferente para cada material, se alcanza sin problemas y en un valormedio al que se alcanzaría para cada material en particular. Sin embargo, realizando los
Informe nal de Postdoctorado Javier García Molleja
CAPÍTULO 5. DESARROLLO DEL BLANCO MOSAICO 59
mismos experimentos con diferentes proporciones de gases en la atmósfera la ruptura sevuelve inestable e incluso imposible. Con mezclas de 80% de Ar y 20% de N2 la descargaes estable excepto para presiones inferiores a 2,85 mTorr. Si la atmósfera contiene mayorproporción de nitrógeno molecular la descarga es siempre estable, independientementede la presión de trabajo empleada. En condiciones de una atmósfera de 100% de Arla descarga a 6,98 mTorr y 5,13 mTorr es fuertemente inestable, mientras que se hizoimposible alcanzar la tensión de ruptura a 3,56 mTorr. Una posible razón es la propiapresencia de juntas entre un material y otro, creando fenómenos de cátodo hueco y ladicultad de iniciar descargas a baja presión. Puede ser que el impacto de los primerosiones de argón generen muchos electrones libres por sputtering y que den lugar a laaparición de arcos de altísimas temperaturas en estas juntas, por lo que la temperaturase elevará en gran medida y pondrá en riesgo la integridad del blanco.
Javier García Molleja Informe nal de Postdoctorado

60 CAPÍTULO 5. DESARROLLO DEL BLANCO MOSAICO
Informe nal de Postdoctorado Javier García Molleja

Capítulo 6
Técnicas experimentales empleadas
6.1. Microscopía Óptica
Gracias a este instrumento se realiza un estudio visual de las muestras. El microscopioque se utiliza es de marca OLYMPUS modelo MG, con posibilidad de observar la muestracon 100 e incluso 500 aumentos al cambiar de objetivo y contando con un buen ocular.Posee una fuente propia de luz y una serie de tornillos micrométricos para desplazar lasupercie de observación [Microscopios]. Con la ayuda de una Cámara Digital se puedefotograar la zona de estudio.
Figura 6.1: Esquema de un microscopio óptico [Óptica].
Los estudios ópticos se centrarán en la supercie.
6.2. Difracción de Rayos X
Mediante el proceso de difracción que sufren los fotones de esta longitud de ondaal interactuar con la red cristalina conoceremos estos parámetros [Alonso, 1987]. Paraeste estudio utilizaremos un Difractómetro de Rayos X cercado de la marca PHILIPSX'Pert con montaje de geometría de BraggBrentano (θ/2θ). El cercado afecta a todo
61

62 CAPÍTULO 6. TÉCNICAS EXPERIMENTALES EMPLEADAS
el contorno y se dispone de una ventana de vidrios con plomo para visualizar el procesoy poder manejar las muestras o colocar los ltros antes de cada sesión. El software queutilizaremos para crear los difractogramas es X'Pert Data Collection.
El principio físico en el cual nos basamos para conocer la estructura de un materialcristalino es la difracción de rayos X. Entendemos por difracción al proceso de interferenciaconstructiva de este haz de rayos X en el momento que interactúa con el material a evaluar.La condición de interferencia constructiva viene dada por la ley de Bragg, la cual nosdescribe el ángulo con el cual se difracta un haz de rayos X [López] de determinada longitudde onda, que interactúan con unos determinados planos cristalográcos que poseen unadistancia interplanar denida.
2dhkl sen θ = λ, (6.1)
donde dhkl es el espaciado interplanar, θ es la mitad del ángulo formado entre el rayodifractado y la proyección del incidente y λ es la longitud de onda de la radiación empleada.Al llegar el rayo X al material se produce una dispersión en cada átomo en todas lasdirecciones, creando entonces cancelaciones con otras radiaciones dispersadas por otrosátomos, pero no se anulan todos [Cullity, 1956], ya que los dispersados por ciertos planoscristalográcos reforzarán esta radiación en vez de anularla.
Para el análisis del depósito de películas delgadas es necesario recurrir a una congura-ción diferente del difractómetro. Esta técnica es la Difracción de Rayos X con IncidenciaRasante (GIXRD, siglas del inglés Grazing Incidence X-Ray Diraction) en la que la inci-dencia del haz primario se hará de manera rasante, o sea, a bajos ángulos [Birkholz, 2006].Esto provoca que el trayecto de los rayos X se dé mayoritariamente cerca de la superciey obteniendo por tanto la información estructural de esta zona con mayor detalle.
Figura 6.2: La geometría en la difracción de incidencia rasante está caracterizada por unbajo ángulo de incidencia α, que se mantiene constante durante la medida [Birkholz, 2006].
Denotaremos al ángulo de incidencia como α. El trayecto que recorren los rayos Xserá entonces l = t
senα, con t el espesor de la capa cementada. La elección de α debe ser
motivada por el valor del coeciente de atenuación lineal de la muestra µ, es decir, l ≈ 1µ
[Bubert, 2002].
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 6. TÉCNICAS EXPERIMENTALES EMPLEADAS 63
Figura 6.3: Representación esquemática de la profundidad de la muestra iluminada[Birkholz, 2006].
La generación de rayos X se lleva a cabo mediante un tubo con ánodo de cobre en elque escogeremos la línea Cu Kα, correspondiente a una longitud de onda de 1,54 Å. Eltubo opera a una tensión de 40 kV y a una intensidad de 30 mA. Debemos colocar unasranuras Soller a la salida del tubo de 4x4 mm2 para lograr colimar el haz y que incidasobre nuestra muestra con la menor divergencia posible. Debido a que la deposición me-diante sputtering por magnetrón es un tratamiento íntegramente supercial deberemosrecurrir a una geometría rasante, ya que si incidimos radiación a grandes ángulos obten-dremos información de las zonas más profundas de la muestra, las cuales pertenecen alsustrato. Estimando que la capa posee centenas de nanómetros (para la deposición me-diante magnetrón) es mejor entonces incidir a bajos ángulos y obtener información de lacapa supercial de interés. Por eso incidimos a 2 y 5o respecto al plano de la muestra yasí lograr los datos correspondientes a la zona supercial, ignorando por consiguiente lainformación de las zonas más internas. Los ángulos a los que mediremos con el detector laintensidad difractada varían entre 20 y 80o, asegurándonos así que obtendremos el primerorden de difracción de los picos principales. El recorrido del detector se realiza de maneracontinua, demorándose 1 segundo por cada punto de estudio. El recorrido entre el ángulode partida y el de nalización se realizará en pasos de 0,03o. Nuestro detector es de laclase de centelleo, en el que el fotón X dará lugar a un fotón lumínico que por efectofotoeléctrico generará un electrón. Este electrón colisionará en los dínodos presentes, au-mentando así el nivel de la señal, ya que cada vez que los electrones los golpean se liberanel doble de estos.
6.3. Microscopía Electrónica de Barrido
La técnica de SEM permite la investigación de especímenes con una resolución pordebajo de la escala nanométrica [Goldstein, 2003]. En nuestros experimentos recurriremosal uso de un dispositivo FEI Quanta 200F EDAX, aplicando una corriente de lamentode 238 µA y manteniendo una presión base de 1,98 · 10−5 mbar.
Se basa en la generación, mediante un cátodo electrónico, de un haz de electrones quees focalizado como si fuese luz visible, aunque en vez de recurrir a lentes ópticas se usa un
Javier García Molleja Informe nal de Postdoctorado

64 CAPÍTULO 6. TÉCNICAS EXPERIMENTALES EMPLEADAS
conjunto de lentes electromagnéticas [Barrido]. De esta manera, la columna de electronespuede barrer de manera focalizada la supercie de la muestra a analizar. Este recorridotiene su equivalente en el número de píxeles que tiene la pantalla donde observamos elresultado, así conocemos la magnicación al saber la anchura de píxeles de la pantalla ydividirla por la anchura del campo que el haz de electrones ha barrido.
Figura 6.4: Esquema de funcionamiento de un dispositivo SEM [SEM, 2010].
La interacción entre un electrón y un átomo de la muestra da lugar a electrones prima-rios, que provienen del propio haz de electrones, y de electrones secundarios, que provienende los átomos de la muestra [Goldstein, 2003]. Incluso pueden detectarse electrones retro-dispersados y rayos X [Barrido]. Dependiendo del grado de focalización el volumen dondese generan todas estas partículas puede ser mayor o menor. Los electrones primarios po-seen una energía entre 0,2 − 30 keV, mientras que los electrones secundarios se generanen la capa supercial, dando muy buena resolución por su diferente eciencia según laprofundidad o material: la señal será más brillante cuando la genere un elemento de lamitad de la tabla periódica.
En los dispositivos SEM convencionales, que operan a alto vacío, la muestra tieneque ser conductora (si no por su propia naturaleza, por la deposición de una láminaque sí lo sea) [Goldstein, 2003]. Existen dispositivos que pueden trabajar a una presiónmás alta para analizar muestras no conductoras, incluso muestras mojadas si están lo
Informe nal de Postdoctorado Javier García Molleja
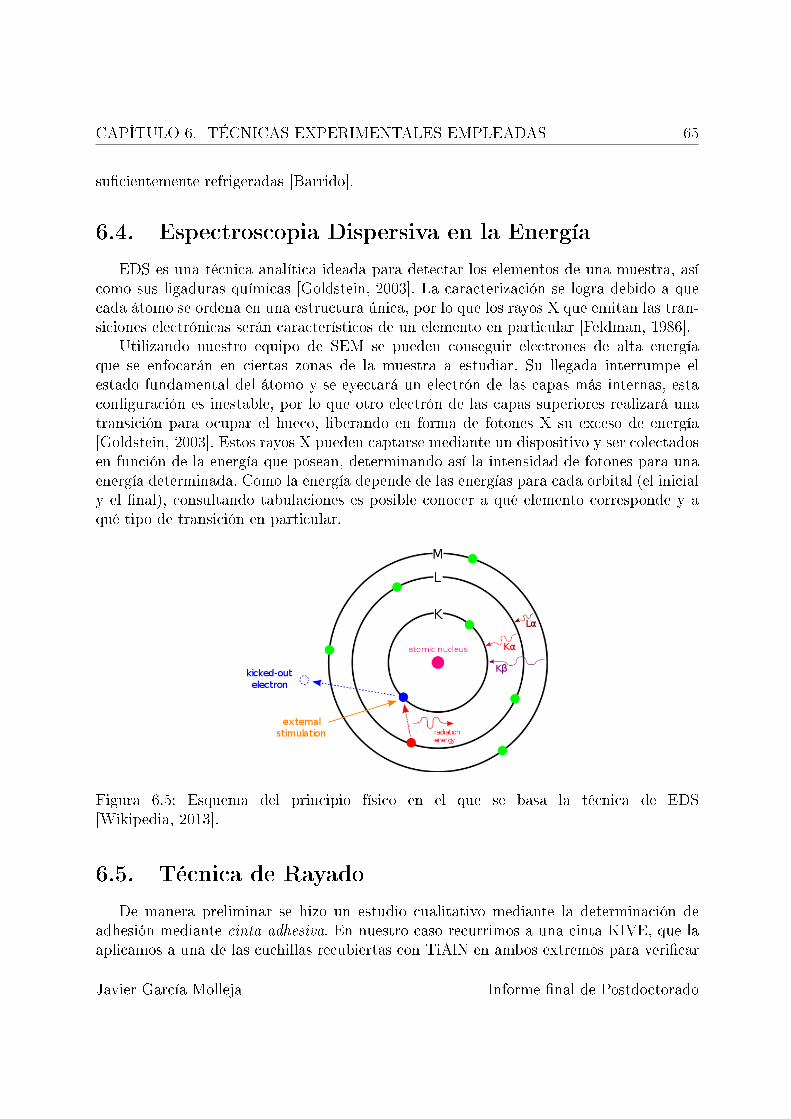
CAPÍTULO 6. TÉCNICAS EXPERIMENTALES EMPLEADAS 65
sucientemente refrigeradas [Barrido].
6.4. Espectroscopia Dispersiva en la Energía
EDS es una técnica analítica ideada para detectar los elementos de una muestra, asícomo sus ligaduras químicas [Goldstein, 2003]. La caracterización se logra debido a quecada átomo se ordena en una estructura única, por lo que los rayos X que emitan las tran-siciones electrónicas serán característicos de un elemento en particular [Feldman, 1986].
Utilizando nuestro equipo de SEM se pueden conseguir electrones de alta energíaque se enfocarán en ciertas zonas de la muestra a estudiar. Su llegada interrumpe elestado fundamental del átomo y se eyectará un electrón de las capas más internas, estaconguración es inestable, por lo que otro electrón de las capas superiores realizará unatransición para ocupar el hueco, liberando en forma de fotones X su exceso de energía[Goldstein, 2003]. Estos rayos X pueden captarse mediante un dispositivo y ser colectadosen función de la energía que posean, determinando así la intensidad de fotones para unaenergía determinada. Como la energía depende de las energías para cada orbital (el inicialy el nal), consultando tabulaciones es posible conocer a qué elemento corresponde y aqué tipo de transición en particular.
Figura 6.5: Esquema del principio físico en el que se basa la técnica de EDS[Wikipedia, 2013].
6.5. Técnica de Rayado
De manera preliminar se hizo un estudio cualitativo mediante la determinación deadhesión mediante cinta adhesiva. En nuestro caso recurrimos a una cinta KIVE, que laaplicamos a una de las cuchillas recubiertas con TiAlN en ambos extremos para vericar
Javier García Molleja Informe nal de Postdoctorado

66 CAPÍTULO 6. TÉCNICAS EXPERIMENTALES EMPLEADAS
que existe un mínimo de adherencia de la capa al sustrato. También se analizó de estemodo la adherencia de las multicapas sobre Al7075.
Para las pruebas de scratch test recurrimos a un dispositivo ST-TEER 30 sin pendienteañadida pero con un micrómetro incorporado para ajustar la tasa de aplicación de la carga.La correlación del dispositivo se determinó en 99,875%. En todas las sesiones se intentóque la carga nal estuviera cerca del valor de 50 N y que la carga inicial siempre fuesesuperior a 1 N.
La adhesión de un recubrimiento a un sustrato depende en gran medida de los fe-nómenos de segregación y las plasticidades de cada material, así como la presencia decontaminantes en la interfase [Evans, 1999]. El mecanismo de fractura está relacionadocon la liberación de las tensiones residuales de una de las capas [Dauskardt, 1998], puestoque los diferentes grados de expansión térmica y el efecto de plantilla que ejerce el sustratoson los responsables de los fenómenos de adherencia y despegado al ser los que dan origena los esfuerzos.
El trabajo de fractura por unidad de área está íntimamente relacionado con la tasacrítica de liberación de la energía de esfuerzos, microestructuras adyacentes, la morfo-logía de la interfase y los fenómenos elastoplásticos que desarrollan sustrato y capa encombinación [Dauskardt, 1998]. Rayando la supercie se crea un esfuerzo que provoca-rá la deformación plástica de la capa [Harry, 2000] y el sustrato y el alivio de tensionesmediante la reestructuración de la capa mediante la inclusión de grietas, dislocacionese incluso su despegado del sustrato [Harry, 1999]. Para analizar dicho proceso se handesarrollado numerosas teorías y cálculos para ello [Guo, 2001].
Figura 6.6: Esquema de una prueba de rayado [Evans, 1999].
Informe nal de Postdoctorado Javier García Molleja
Parte III
Resultados y discusión
67


Capítulo 7
Superredes de AlN/TiN sobre Al7075
El primer paso en la consecución de compuestos ternarios quizás sea analizar su com-portamiento depositando compuestos binarios que contengan los elementos de interés. Poreste motivo nuestro primer paso será depositar superredes de TiN y AlN utilizando dosmagnetrones sobre sustratos de aleación de aluminio 7075.
El espesor de cada capa en particular, y de la bicapa en general, va a ir disminuyendoen función del tiempo de permanencia de la muestra frente a cada blanco del magnetrón(el caso límite de tiempo cero será el compuesto ternario) [Wong, 2000]. En nuestrosexperimentos realizaremos multicapas de 6 minutos de deposición cada bicapa, seguidasde otras de tiempo de deposición de bicapa de 4 minutos, de 2 minutos y de 1 minuto. Comoes evidente, dentro de este tiempo, la mitad de este será para depositar una capa de uncompuesto y la otra mitad para depositar el otro compuesto (es decir, realizamos sesionesde deposición de 3 minutos por capa, de 2, de 1 y de 0,5 minutos). Para determinar quécapa funciona mejor como la primera y cuál como última en cada sesión colocaremos dosprobetas de aluminio 7075, una en la posición opuesta de la otra en nuestro portamuestrasde cuatro lados. De esta manera, cuando una está frente al cátodo de aluminio, el otroestará frente al cátodo de titanio.
En cada sesión, los parámetros de trabajo empleados fueron los siguientes, que seconsignan en una tabla para mayor claridad y facilidad de identicación:
Min/capa p (mTorr) VTi (V) ITi (mA) STi (W/cm2) VAl (V) IAl (mA) SAl (W/cm2)3 3,14 383 119 5,66 428 97 5,182 3,55 361 109 4,90 250 159 4,951 3,25 360 112 5,04 250 170 5,300,5 3,24 360 116 5,23 253 176 5,56
Tabla 7.1: Parámetros de trabajo de deposición de multicapas de TiN/AlN bajo unaatmósfera de 67% de argón y 33% de nitrógeno molecular.
Podemos observar que en todas las sesiones se mantuvo la misma presión y se intentó
69

70 CAPÍTULO 7. SUPERREDES DE ALN/TIN SOBRE AL7075
conservar la misma densidad de potencia para cada blanco. De esta manera podemosasegurar que la tasa de deposición fue la misma para cada sesión. Para el caso de laspelículas de 3 min/capa para el blanco de aluminio se separan los valores de tensión ycorriente de la tendencia del resto. Quizás esto sea debido a impurezas en el blanco o a unartefacto originado en la fuente de potencia. De todas maneras, guardaremos cautela a lahora de comparar sus resultados con los del resto. Hay que resaltar que ambos magnetronesestuvieron a 3,0 cm de distancia de las probetas, por lo que el espesor de cada bicapa noserá muy pequeño. De todas maneras, es de esperar una fuerte componente de informaciónprocedente del sustrato.
Recordemos que el tiempo de deposición estuvo en los 30 minutos en todos los casos(excepto en el caso de 2 minutos por capa que estuvo 32 minutos para así completar lasbicapas). Esto nos indica de cuántas bicapas está congurada cada película:
Minutos por capa Número de bicapas3 52 81 150,5 30
Tabla 7.2: Correlación entre el número de bicapas de cada superred y el tiempo de depo-sición de cada capa individual.
Visualmente las probetas muestran diferentes colores en función de la cantidad detiempo empleado para depositar una capa. Bajo deposiciones de 3 minutos por capa elcolor predominante es marrón-dorado, colores típicos del TiN y del AlN en la mayoría delos casos. Reduciendo el tiempo de deposición se aprecia un progresivo oscurecimiento,llegando al caso de 0,5 minutos por capa, que luce un color morado-verde. Los efectosde construcción y destrucción de longitudes de onda de la luz son los responsables deeste cambio, que dependen totalmente del espesor de cada capa [Alonso, 1987]. En cuantoal cambio del orden de deposición no representa mucho cambio, solo ligeras variacionescromáticas donde en uno domina más una componente de color que otra.
7.1. Análisis GIXRD y θ/2θ
El análisis de la multicapa se llevará a cabo con la probada técnica de GIXRD inci-diendo a 2o. De esta manera la mayor parte de la información viene dada por la estructuracristalina. Además, para determinar el carácter de superred de las capas alternadas quehemos depositado es posible recurrir a la técnica de Bragg-Brentano, también conocidacomo θ/2θ [Birkholz, 2006]. Es más, tiene más sentido utilizar el segundo término, ya queel primero se reserva cuando la fuente de rayos X produce un haz divergente (en nuestro
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 7. SUPERREDES DE ALN/TIN SOBRE AL7075 71
caso el haz se modicaba para ser completamente paralelo). Esta conguración fuerte-mente utilizada es de carácter coplanar y se basa en la simetría entre el haz incidente yel haz paralelo [Feldman, 1986]: el ángulo que forma el rayo incidente con la muestra vaaumentando progresivamente y el ángulo de difracción aumenta justamente el doble de esevalor (o sea, el ángulo entre el rayo difractado y la supercie de la muestra es el mismo).Esto hace que el vector de difracción siempre sea perpendicular al plano de la muestra,por lo que nos da información acerca de los planos paralelos a la supercie [Cullity, 1956].
Figura 7.1: Arriba: difractograma GIXRD de la aleación de aluminio 7075 tomado conuna incidencia de 2o. Abajo: difractograma del sustrato tomado en el modo θ/2θ.
Con esta técnica podemos analizar la presencia de superredes y determinar su espesory periodo de superred, atendiendo para el primer caso a la disminución de intensidadde un pico del sustrato en función de la deposición realizada. Para el segundo caso esnecesario identicar picos satélite [Abadias, 2007] pegados a los picos de difracción másintensos del sustrato. El origen de estos satélites está en las reexiones que hace el rayodifractado en la superred [Birkholz, 2006].
Para comenzar, es obligatorio realizar el análisis mediante rayos X del sustrato de
Javier García Molleja Informe nal de Postdoctorado

72 CAPÍTULO 7. SUPERREDES DE ALN/TIN SOBRE AL7075
aluminio 7075. De este modo conoceremos e identicaremos los picos en los siguientesdifractogramas (ver gura 7.1).
Los picos más intensos, localizados en 2θ = 38, 43o, 44,68o, 65,04o y 78,22o, se identi-can con la fase cúbica centrada en las caras del Al con sus planos de difracción de (111),(200), (202) y (311), respectivamente. Mediante la ley de Bragg: 2d sen θ = λ y que elespaciado interplanar depende de la forma
1
d2=h2 + k2 + l2
a2
con los índices de Miller y el parámetro de red, tenemos que este último posee un valorde a = 4, 0534 Å. El resto de picos de difracción deben estar originados por estructurascristalinas formadas por el precipitado de los aleantes del aluminio.
Figura 7.2: Multicapas 1AlN-uTiN analizadas mediante incidencia rasante (izquierda) ymediante modo simétrico (derecha).
Ya que tenemos caracterizados los picos del material base, ahora será relativamentefácil discriminar las contribuciones de las películas de TiN y AlN y determinar si el segun-do compuesto está en su forma estable hexagonal o adquiere por epitaxia la estructurametaestable de fcc, de altísima dureza [Setoyama, 1996].
En el caso de las muestras de 1AlN-uTiN, es decir, la capa en contacto con el sustratode aluminio siendo la de AlN y la capa en contacto con la atmósfera siendo la de TiN, semuestran todos sus difractogramas tanto en conguración rasante como en conguraciónsimétrica (ver gura 7.2).
En los difractogramas GIXRD podemos ver que la señal del sustrato es muy intensay que nos diculta la localización de picos provenientes de difracciones de la multicapa.El pico más relevante es el situado en 2θ = 35, 96o identicado con la fase würtzíticadel AlN (0002) [Karimi, 2006]. Su intensidad aumenta con el tiempo de deposición porcapa, quizás debido a que mayor cantidad de material depositado ayuda a aumentar laintensidad de los fotones difractados. Otros picos localizados a 2θ = 49, 70o y 65,97o,
Informe nal de Postdoctorado Javier García Molleja
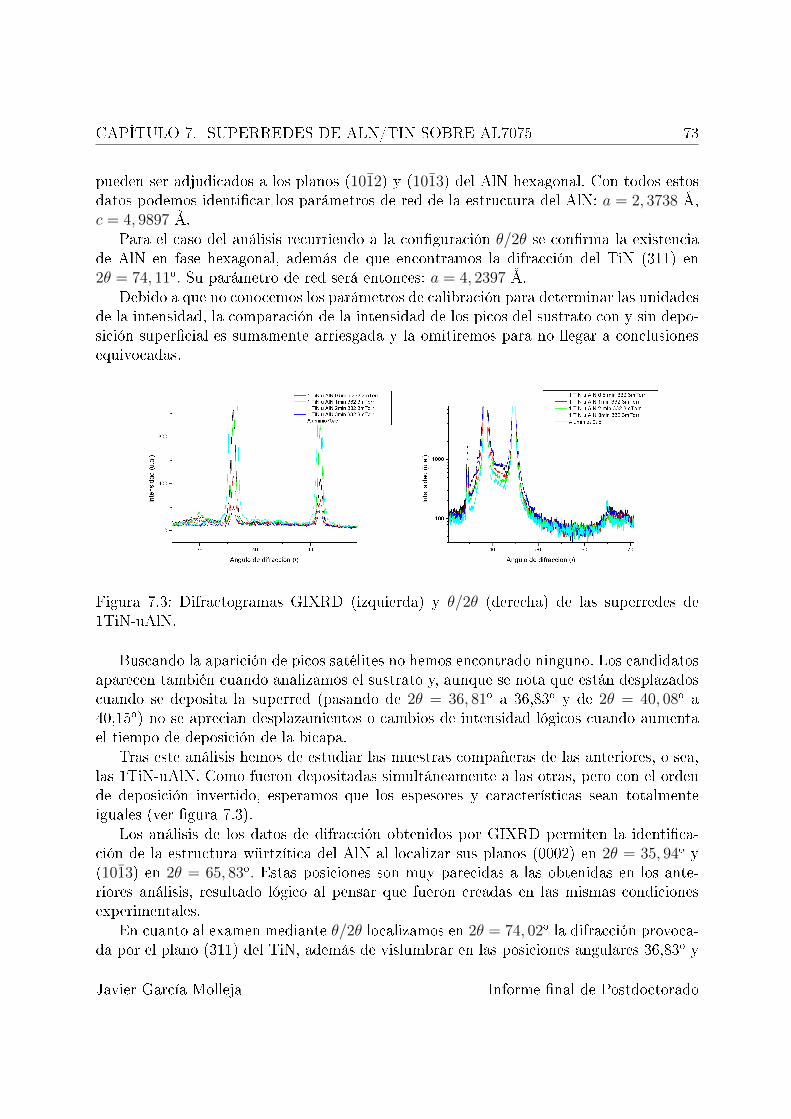
CAPÍTULO 7. SUPERREDES DE ALN/TIN SOBRE AL7075 73
pueden ser adjudicados a los planos (1012) y (1013) del AlN hexagonal. Con todos estosdatos podemos identicar los parámetros de red de la estructura del AlN: a = 2, 3738 Å,c = 4, 9897 Å.
Para el caso del análisis recurriendo a la conguración θ/2θ se conrma la existenciade AlN en fase hexagonal, además de que encontramos la difracción del TiN (311) en2θ = 74, 11o. Su parámetro de red será entonces: a = 4, 2397 Å.
Debido a que no conocemos los parámetros de calibración para determinar las unidadesde la intensidad, la comparación de la intensidad de los picos del sustrato con y sin depo-sición supercial es sumamente arriesgada y la omitiremos para no llegar a conclusionesequivocadas.
Figura 7.3: Difractogramas GIXRD (izquierda) y θ/2θ (derecha) de las superredes de1TiN-uAlN.
Buscando la aparición de picos satélites no hemos encontrado ninguno. Los candidatosaparecen también cuando analizamos el sustrato y, aunque se nota que están desplazadoscuando se deposita la superred (pasando de 2θ = 36, 81o a 36,83o y de 2θ = 40, 08o a40,15o) no se aprecian desplazamientos o cambios de intensidad lógicos cuando aumentael tiempo de deposición de la bicapa.
Tras este análisis hemos de estudiar las muestras compañeras de las anteriores, o sea,las 1TiN-uAlN. Como fueron depositadas simultáneamente a las otras, pero con el ordende deposición invertido, esperamos que los espesores y características sean totalmenteiguales (ver gura 7.3).
Los análisis de los datos de difracción obtenidos por GIXRD permiten la identica-ción de la estructura würtzítica del AlN al localizar sus planos (0002) en 2θ = 35, 94o y(1013) en 2θ = 65, 83o. Estas posiciones son muy parecidas a las obtenidas en los ante-riores análisis, resultado lógico al pensar que fueron creadas en las mismas condicionesexperimentales.
En cuanto al examen mediante θ/2θ localizamos en 2θ = 74, 02o la difracción provoca-da por el plano (311) del TiN, además de vislumbrar en las posiciones angulares 36,83o y
Javier García Molleja Informe nal de Postdoctorado
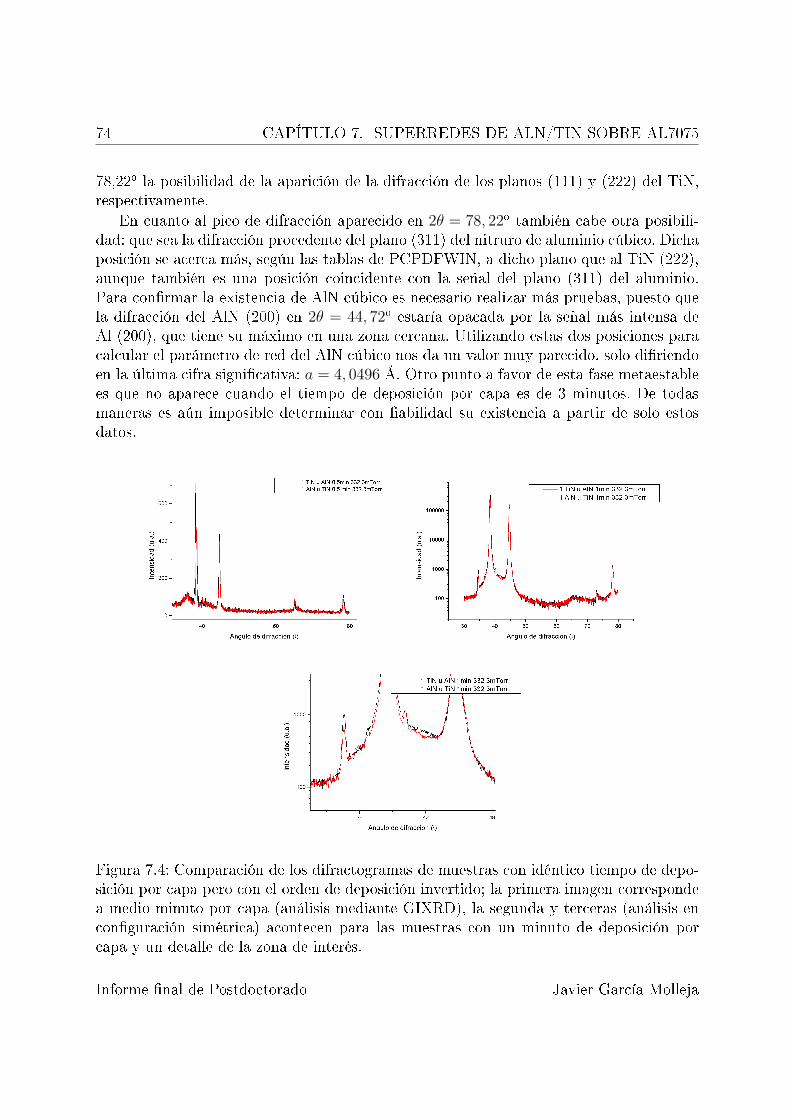
74 CAPÍTULO 7. SUPERREDES DE ALN/TIN SOBRE AL7075
78,22o la posibilidad de la aparición de la difracción de los planos (111) y (222) del TiN,respectivamente.
En cuanto al pico de difracción aparecido en 2θ = 78, 22o también cabe otra posibili-dad: que sea la difracción procedente del plano (311) del nitruro de aluminio cúbico. Dichaposición se acerca más, según las tablas de PCPDFWIN, a dicho plano que al TiN (222),aunque también es una posición coincidente con la señal del plano (311) del aluminio.Para conrmar la existencia de AlN cúbico es necesario realizar más pruebas, puesto quela difracción del AlN (200) en 2θ = 44, 72o estaría opacada por la señal más intensa deAl (200), que tiene su máximo en una zona cercana. Utilizando estas dos posiciones paracalcular el parámetro de red del AlN cúbico nos da un valor muy parecido, solo diriendoen la última cifra signicativa: a = 4, 0496 Å. Otro punto a favor de esta fase metaestablees que no aparece cuando el tiempo de deposición por capa es de 3 minutos. De todasmaneras es aún imposible determinar con abilidad su existencia a partir de solo estosdatos.
Figura 7.4: Comparación de los difractogramas de muestras con idéntico tiempo de depo-sición por capa pero con el orden de deposición invertido; la primera imagen correspondea medio minuto por capa (análisis mediante GIXRD), la segunda y terceras (análisis enconguración simétrica) acontecen para las muestras con un minuto de deposición porcapa y un detalle de la zona de interés.
Informe nal de Postdoctorado Javier García Molleja
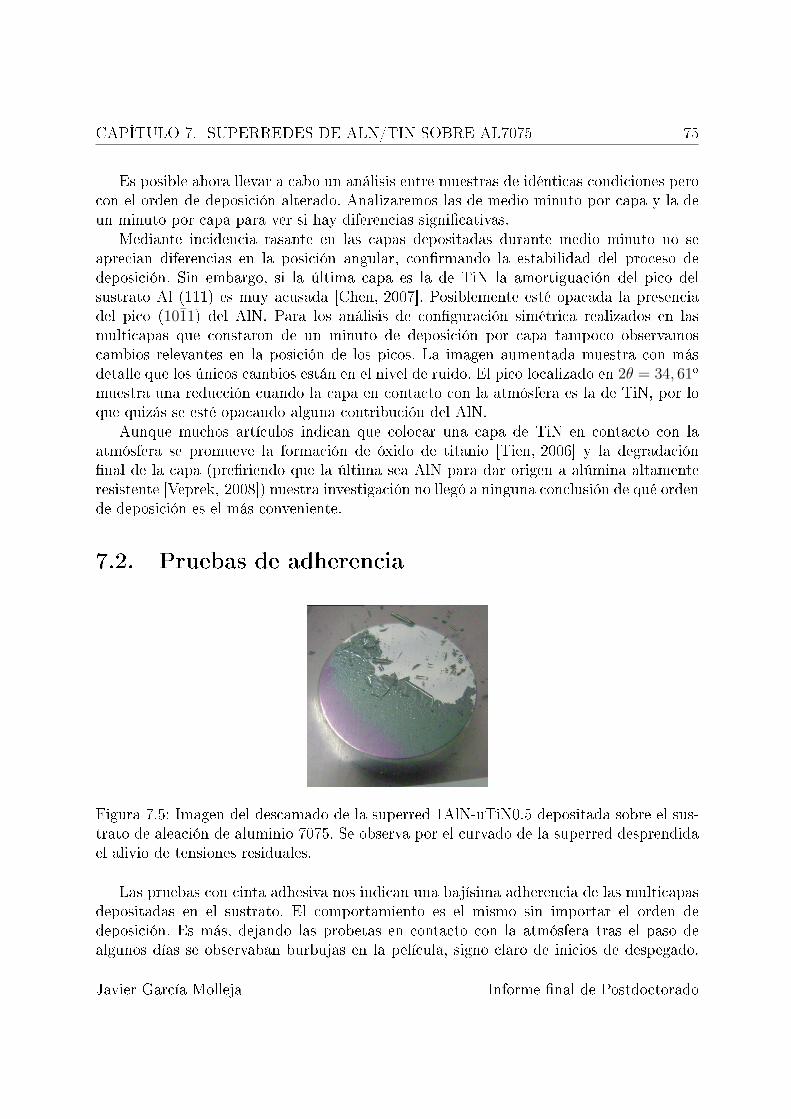
CAPÍTULO 7. SUPERREDES DE ALN/TIN SOBRE AL7075 75
Es posible ahora llevar a cabo un análisis entre muestras de idénticas condiciones perocon el orden de deposición alterado. Analizaremos las de medio minuto por capa y la deun minuto por capa para ver si hay diferencias signicativas.
Mediante incidencia rasante en las capas depositadas durante medio minuto no seaprecian diferencias en la posición angular, conrmando la estabilidad del proceso dedeposición. Sin embargo, si la última capa es la de TiN la amortiguación del pico delsustrato Al (111) es muy acusada [Chen, 2007]. Posiblemente esté opacada la presenciadel pico (1011) del AlN. Para los análisis de conguración simétrica realizados en lasmulticapas que constaron de un minuto de deposición por capa tampoco observamoscambios relevantes en la posición de los picos. La imagen aumentada muestra con másdetalle que los únicos cambios están en el nivel de ruido. El pico localizado en 2θ = 34, 61o
muestra una reducción cuando la capa en contacto con la atmósfera es la de TiN, por loque quizás se esté opacando alguna contribución del AlN.
Aunque muchos artículos indican que colocar una capa de TiN en contacto con laatmósfera se promueve la formación de óxido de titanio [Tien, 2006] y la degradaciónnal de la capa (preriendo que la última sea AlN para dar origen a alúmina altamenteresistente [Veprek, 2008]) nuestra investigación no llegó a ninguna conclusión de qué ordende deposición es el más conveniente.
7.2. Pruebas de adherencia
Figura 7.5: Imagen del descamado de la superred 1AlN-uTiN0.5 depositada sobre el sus-trato de aleación de aluminio 7075. Se observa por el curvado de la superred desprendidael alivio de tensiones residuales.
Las pruebas con cinta adhesiva nos indican una bajísima adherencia de las multicapasdepositadas en el sustrato. El comportamiento es el mismo sin importar el orden dedeposición. Es más, dejando las probetas en contacto con la atmósfera tras el paso dealgunos días se observaban burbujas en la película, signo claro de inicios de despegado.
Javier García Molleja Informe nal de Postdoctorado

76 CAPÍTULO 7. SUPERREDES DE ALN/TIN SOBRE AL7075
Esto puede estar debido a que, aunque se limpió concienzudamente la probeta de aluminio7075 con ultrasonidos, la capa que se forma naturalmente de Al2O3 no fue removidamediante limpieza por plasma.
Estos resultados dan a entender que la alúmina actúa como capa antiadherente paralas deposiciones de TiN y AlN. En vista de estos resultados, los análisis con las cuchillasde WC deberán pasar un proceso obligatorio de limpieza con ultrasonidos más una sesiónde plasma a alta tensión para eliminar los óxidos superciales.
En la imagen 7.5 se ve claramente que las partes de superred desprendidas se enrollansobre sí mismas para lograr su equilibrio. Esto indica que las capas estaban sometidas atensiones residuales, seguramente impuestas por una a otra [Chen, 2009].
Informe nal de Postdoctorado Javier García Molleja

Capítulo 8
Monocapas de TiAlN depositadas sobreWC
En este caso, sobre cuchillas de WC sin pulir, se depositó una película de TiAlNdividida en cuatro partes. Esto es debido a la baja tasa de crecimiento a una distanciablanco-sustrato de 7,0 cm, unido al hecho de que la distribución de las partículas que lleganal sustrato no será uniforme. De esta manera, tras una deposición de 180 minutos por capase ventea la cámara para recolocar las cuchillas y lograr que la siguiente deposición logreuniformizar la supercie. Así se hicieron en cuatro pasos las películas de TiAlN. Hay queresaltar que antes de evacuar la cámara para empezar una nueva deposición, se limpiaronlas películas con la aplicación de aire caliente, intentando así disminuir todo lo posible lapresencia de macropartículas o agregados de suciedad que puedan dicultar el proceso decrecimiento y un buen acabado.
Los parámetros de deposición para cada capa se consignan en la siguiente tabla:
Capa Presión (mTorr) Tensión (V) Corriente (mA) S (W/cm2)Inferior 29,22 328 161 6,58
Media-inferior 22,98 324 165 6,68Media-superior 12,46 324 153 6,20
Superior 8,30 336 174 7,30
Tabla 8.1: Parámetros de trabajo de la deposición de capas de TiAlN.
Sabiendo que la supercie de nuestro blanco es de 8 cm2 se conoce de manera inmediatala potencia DC empleada. Los valores de densidad de potencia S son muy parecidos, aligual que los valores de tensión y corriente, por lo que las condiciones de bombardeo alblanco son parecidas. El parámetro que ha cambiado ha sido la presión de trabajo que hadisminuido en cada sesión. Conociendo que la mezcla de gases de la atmósfera envenenaráal blanco y se trabajará en el modo reactivo, podemos suponer que la tasa de deposición
77
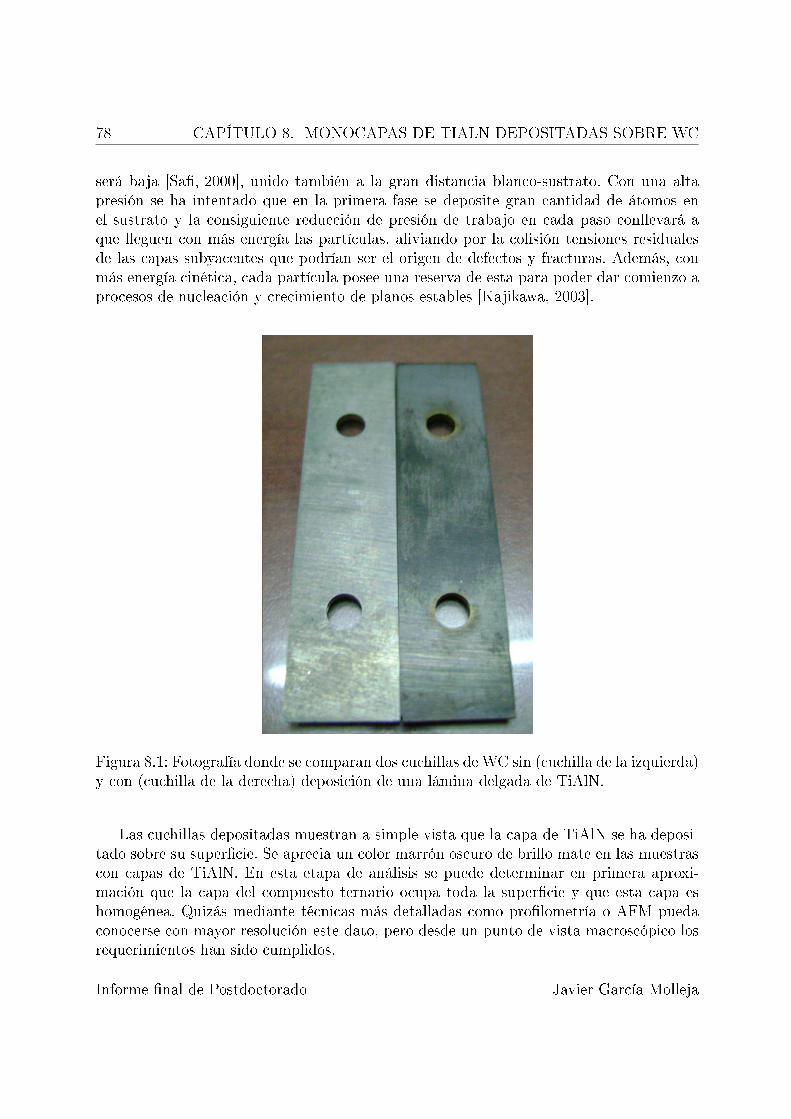
78 CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC
será baja [Sa, 2000], unido también a la gran distancia blanco-sustrato. Con una altapresión se ha intentado que en la primera fase se deposite gran cantidad de átomos enel sustrato y la consiguiente reducción de presión de trabajo en cada paso conllevará aque lleguen con más energía las partículas, aliviando por la colisión tensiones residualesde las capas subyacentes que podrían ser el origen de defectos y fracturas. Además, conmás energía cinética, cada partícula posee una reserva de esta para poder dar comienzo aprocesos de nucleación y crecimiento de planos estables [Kajikawa, 2003].
Figura 8.1: Fotografía donde se comparan dos cuchillas de WC sin (cuchilla de la izquierda)y con (cuchilla de la derecha) deposición de una lámina delgada de TiAlN.
Las cuchillas depositadas muestran a simple vista que la capa de TiAlN se ha deposi-tado sobre su supercie. Se aprecia un color marrón oscuro de brillo mate en las muestrascon capas de TiAlN. En esta etapa de análisis se puede determinar en primera aproxi-mación que la capa del compuesto ternario ocupa toda la supercie y que esta capa eshomogénea. Quizás mediante técnicas más detalladas como prolometría o AFM puedaconocerse con mayor resolución este dato, pero desde un punto de vista macroscópico losrequerimientos han sido cumplidos.
Informe nal de Postdoctorado Javier García Molleja
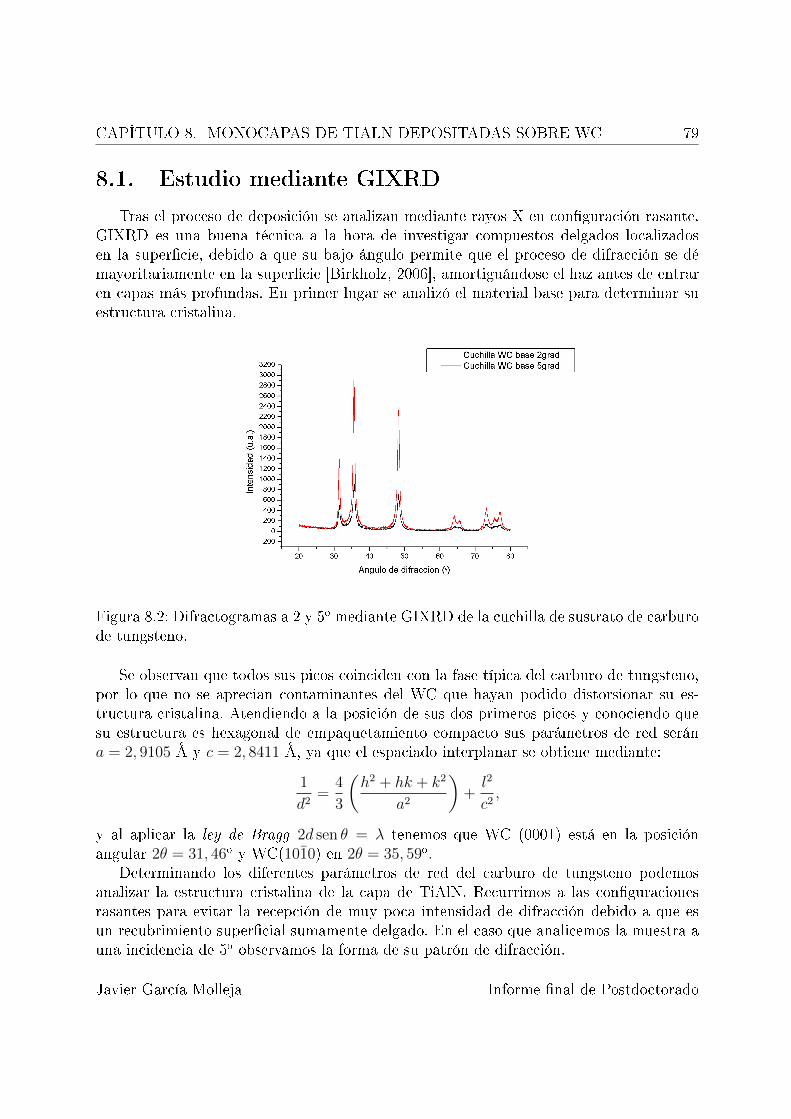
CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC 79
8.1. Estudio mediante GIXRD
Tras el proceso de deposición se analizan mediante rayos X en conguración rasante.GIXRD es una buena técnica a la hora de investigar compuestos delgados localizadosen la supercie, debido a que su bajo ángulo permite que el proceso de difracción se démayoritariamente en la supercie [Birkholz, 2006], amortiguándose el haz antes de entraren capas más profundas. En primer lugar se analizó el material base para determinar suestructura cristalina.
Figura 8.2: Difractogramas a 2 y 5o mediante GIXRD de la cuchilla de sustrato de carburode tungsteno.
Se observan que todos sus picos coinciden con la fase típica del carburo de tungsteno,por lo que no se aprecian contaminantes del WC que hayan podido distorsionar su es-tructura cristalina. Atendiendo a la posición de sus dos primeros picos y conociendo quesu estructura es hexagonal de empaquetamiento compacto sus parámetros de red serána = 2, 9105 Å y c = 2, 8411 Å, ya que el espaciado interplanar se obtiene mediante:
1
d2=
4
3
(h2 + hk + k2
a2
)+l2
c2,
y al aplicar la ley de Bragg 2d sen θ = λ tenemos que WC (0001) está en la posiciónangular 2θ = 31, 46o y WC(1010) en 2θ = 35, 59o.
Determinando los diferentes parámetros de red del carburo de tungsteno podemosanalizar la estructura cristalina de la capa de TiAlN. Recurrimos a las conguracionesrasantes para evitar la recepción de muy poca intensidad de difracción debido a que esun recubrimiento supercial sumamente delgado. En el caso que analicemos la muestra auna incidencia de 5o observamos la forma de su patrón de difracción.
Javier García Molleja Informe nal de Postdoctorado

80 CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC
Figura 8.3: Difractogramas a 5o de la película de TiAlN depositada sobre la chuchilla deWC. Se compara con el material base.
En primer lugar dicha conguración no es la típica que se obtiene de una fcc, que esla estructura cristalina del TiAlN [Yoon, 2001]. Existen picos, tales como 2θ = 31, 53o,35,64o o 48,26o, que coinciden con los del sustrato de WC, por lo que se puede suponerque esta inclinación no ha sido todo lo oblicua que se necesitaba para evitar la contri-bución del sustrato. Por seguridad, se han comparado las posiciones de los picos con lastabulaciones sobre las estructuras de óxido de titanio, conociendo su alta anidad paraformarse [Liu, 2007].
Figura 8.4: Mediante GIXRD a 2o se tomaron los difractogramas del material base y dela película de TiAlN.
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC 81
Logran apreciarse picos pertenecientes a la fase TiO estequiométrica, como en lasposiciones 2θ = 36, 61o, 37,55o, 48,26o y 65,64o, aunque muchos de estos picos son difícilesde identicar por su baja intensidad o porque su ángulo de difracción coincide con eldel material base. Por este motivo, la determinación de la presencia de oxígeno en laestructura queda aparcada para estudios posteriores.
Llevando a cabo un estudio de difracción a 2o podemos determinar con más claridadsi la capa depositada posee estructura cristalina.
En este caso se puede ver perfectamente que se reducen en gran medida las contribu-ciones de los picos pertenecientes al carburo de tungsteno. Se puede apreciar la apariciónde otros picos adjudicables a una estructura cristalina del TiAlN. Los picos más impor-tantes que pertenecen a la capa depositada están localizados en 2θ = 32, 18o, 35,64o,37,55o, 57,30o y 69,88o. La distribución de picos no recuerda, como se advirtió antes, auna estructura fcc de parámetro de red reducido [Prengel, 1997], sino a una estructurahcp de parámetro de red expandido [Chakrabarti, 2002]. Es decir, es como si la capa deTiAlN se hubiese congurado a partir de la estructura cristalina hexagonal del AlN endonde algunos puntos estaban ocupados sustitucionalmente [Chiang, 1997] por átomos deTi. Como el tamaño del átomo del titanio es mayor que el del aluminio, el parámetro dered es mayor, lo que se reeja en el difractograma al desplazarse los picos de difracción avalores angulares más pequeños [Yoon, 2001].
Esta idea conceptual ha de ser válida en el caso de que la cantidad de aluminio seamucho mayor que la cantidad de titanio que llega al sustrato para iniciar los procesos denucleación y crecimiento. Es necesario recurrir a otras técnicas de caracterización, talescomo la Espectroscopia Dispersiva en la Energía (EDS) para determinar la composiciónelemental de la capa de TiAlN. En principio, es posible obtener capas de TiAlN coneste exceso de aluminio y el consiguiente cambio de estructura cristalina, aunque losparámetros de trabajo y el diseño del blanco mosaico indicaban que la estructura a obtenersería una fcc con exceso de titanio [Zhou, 2009].
Experimentos han mostrado que la capa de TiAlN con una estructura würtzítica nopresenta tan buenas propiedades tribológicas [Mo, 2007] y de dureza [Zhou, 2009] quetendrían las capas con estructura cúbica centrada en las caras [Zhao, 2010]. De todasmaneras, se hace necesario determinar estas propiedades, sobre todo su carga crítica, queindica directamente la fuerza de adhesión que tiene la capa al sustrato rugoso de WC.
Atendiendo a su estructura de würtzita podemos identicar sin problemas sus pará-metros de red a partir de los ángulos de difracción TiAlN (1010): 2θ = 32, 18o y TiAlN(0002): 2θ = 35, 64o. Recurriendo a las expresiones antes empleadas para calcular los es-paciados interplanares obtenemos que a = 3, 2090 Å y c = 5, 0341 Å. En ambos casos, elpico de difracción más intenso para WC y TiAlN es el correspondiente al plano (1010),por lo que también es posible que la capa de compuesto ternario haya intentado copiarla estructura del sustrato a la hora de ordenarse. De todas maneras, el desajuste de redpara dicho plano es bastante elevado (un desajuste relativo del 10,26%) entre el sustratoy la película, por lo que se hace más segura la suposición de que la estructura adoptada
Javier García Molleja Informe nal de Postdoctorado

82 CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC
se debió a un exceso de aluminio [Zhou, 2009].
Figura 8.5: Comparación de difractogramas de TiAlN tomados a 2 y 5o.
8.2. Análisis SEM+EDS
Figura 8.6: Supercie de las muestras de WC depositadas con TiAlN. Imagen tomada a250X.
Se analiza la supercie de la cuchilla de WC donde fueron depositadas las cuatro capasde TiAlN. Los análisis dan una supercie generalmente lisa, aunque pueden apreciarselas formas características del sustrato. Observar las ondulaciones de la supercie de laprobeta puede indicar que el espesor de la monocapa de TiAlN no ha sido mucho, ya que
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC 83
a cierto punto de crecimiento las características del sustrato se borran tras un procesode crecimiento de nuevas columnas cristalinas y la progresiva liberación de tensionesresiduales que impone el sustrato.
Es observable que dispersas por la supercie existen zonas en las que es evidente eldescamado supercial. En un principio podemos argumentar que existe una muy bajaadherencia, por lo que las fuerzas de van der Waals que unen la capa y el sustrato sonapantalladas por rugosidades o elementos contaminantes. Sin embargo, un acercamientoa estas zonas de descamado muestran con claridad que únicamente se ha despegado laúltima capa, por lo que nuestra idea de depositar en cuatro sesiones distintas la capa deTiAlN ayuda a evitar un descamado total de la película, dejando a la primera capa quereciba todo el trabajo y las tensiones externas [Cheng, 2012], ya que al interrumpirse ladeposición la propagación de fracturas y deformaciones serán severamente reducidas.
Figura 8.7: Imagen SEM a 4000X donde se observan las características de la supercie y laeliminación de la primera capa de TiAlN. No se observan desperfectos en la subsiguientecapa.
En esta imagen se puede observar con total claridad la supercie con las característicasestructuras de racimo, formadas por el proceso de nucleación y crecimiento de columnas.Al depositar el TiAlN mediante un magnetrón de campo magnético balanceado será ca-racterística la llegada de agregados y átomos dispersos, por lo que el aspecto globular esuna forma comunmente obtenida con esta técnica. La eliminación de la capa superior seve que no afecta a la capa inferior.
En cierto lugar de la supercie podemos observar un efecto curioso. Parece ser que enlos primeros instantes de la deposición se depositó una macropartícula o un contaminante,que fue totalmente recubierto con las cuatro capas sucesivas de TiAlN. Pero una vez que sesacó la cuchilla de la cámara de vacío y se le comenzó a aplicar sucesivas caracterizacionesdicho elemento fue eyectado, dejando un cráter donde son claramente visibles de manera
Javier García Molleja Informe nal de Postdoctorado

84 CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC
concéntrica las cuatro capas de TiAlN. En el centro es observable el sustrato.
Figura 8.8: Imagen tomada mediante SEM a 1000X de una zona con todas las capas deTiAlN eyectadas.
Se puede ver sin dicultad que cada capa de TiAlN copia perfectamente las caracte-rísticas del sustrato, por lo que sus espesores no serán muy elevados. Esto está motivadopor la gran distancia blanco-sustrato, ya que a 7,0 cm la tasa de deposición baja conside-rablemente. Sin embargo, también se puede advertir, por la forma creciente del diámetrodel cráter conforme el orden de deposición, que los fallos o fracturas que se sucedan encada capa no serán transmitidas al resto.
No solamente se han realizado análisis superciales con SEM. Bajo una atmósfera deigual proporción entre argón y nitrógeno molecular (1:1) y a una presión de trabajo de 7mTorr se depositó una capa de TiAlN sobre Si (111). Sin embargo, la distancia blanco-sustrato se acercó hasta los 3,0 cm. La sección transversal muestra una capa compacta (concolumnas algo inclinadas debido a una inexacta colocación del sustrato frente al blancodel cátodo) [Kim, 2005] cuyo espesor se puede calcular en 442,4 nm. Se puede observarque hay cierta separación entre el sustrato y la película, conrmando la sensibilidad delas deposiciones de TiAlN a la limpieza del sustrato. En este caso, la limpieza del sustratono incluyó un posterior tratamiento con plasma de argón. Al igual que en las probetasde aluminio 7075, la ausencia de limpieza con plasma conlleva una paupérrima fuerza deadhesión. Sin embargo, las cuchillas de WC sí tuvieron este paso de limpieza adicional. Enla sesión de scratch test veremos cuán buena o mala es la adhesión de la capa de TiAlNal sustrato.
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC 85
Figura 8.9: Imagen SEM transversal tomada con una magnicación de 100000X de unalámina de TiAlN depositada sobre un sustrato de Si (111). Se puede observar la estructuracolumnar compacta del material.
Una vez estudiada la morfología de las capas depositadas de TiAlN podemos analizaren ciertos lugares su composición elemental mediante EDS. Con esto es posible deter-minar la cantidad de cada elemento y aclarar así el extraño comportamiento estructuralobservado mediante difracción de rayos X, donde se determinó que la estructura cristalinade la monocapa de TiAlN era würtzítica con el parámetro de red expandido, en vez de latípica estructura de fcc encogida.
Los análisis EDS en varios puntos aplicando una tensión de 30 kV dieron un resultadode (en porcentaje elemental):
Elemento PorcentajeTi 13,87Al 33,26N 34,08O 18,61W 0,18
Tabla 8.2: Porcentajes elementales obtenidos por EDS de una cuchilla de WC con unamonocapa de TiAlN. Análisis tomado supercialmente.
Javier García Molleja Informe nal de Postdoctorado

86 CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC
Se observa que hay alta cantidad de oxígeno como contaminante [Liu, 2007], aunqueeste puede ser meramente supercial por el simple contacto de la supercie de TiAlN conla atmósfera. De todas maneras, es necesario conseguir un alto vacío en nuestra cámara yevitar siempre que se pueda las pérdidas, ya que la presencia de O en la estructura afecta asus propiedades mecánicas [Liu, 2007]. La cantidad de titanio es muy baja, por debajo delo esperado, mientras que el aluminio y el nitrógeno están casi a la misma proporción. Laalta tensión aplicada llegó a sondear altas profundidades, de ahí que se hayan detectadotrazas de tungsteno. En un cálculo rápido (considerando solo Al, Ti y N) observamos queel 58% de los átomos que componen la película son metálicos, mientras que solo el 42%son de nitrógeno, indicando una subestequiometría. De los átomos metálicos, un 30% sondebidos al tungsteno y un 70% al aluminio.
La construcción del blanco mosaico aseguraba la eyección de tantos átomos de Ti comode Al. La llegada de muchos más átomos de aluminio debe estar basada en la cantidad denitrógeno molecular que posee nuestra mezcla de trabajo. Se repitieron deposiciones sobreSi (111) variando las proporciones para determinar en qué grado afecta el porcentaje denitrógeno [Chakrabarti, 2002]. En todos estos casos, analizados mediante EDS, se vuelvea apreciar una bajísima proporción de Ti en las películas depositadas. Este fenómenoes necesario que sea más detenidamente estudiado, quizás atendiendo a las proporcioneselevadas de oxígeno que siempre se detectan.
Figura 8.10: Gráca obtenida mediante EDS de nuestra muestra de WC recubierta conuna película de TiAlN.
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC 87
8.3. Estudios de adherencia
8.3.1. Análisis con cinta adhesiva
Como paso preliminar se realizaron análisis cualitativos de adherencia mediante laprueba normalizada de la cinta adhesiva. En una de las probetas, elegida al azar, se pególa cinta en cada uno de sus extremos y se retiraron con rapidez. En ninguno de los casosse observó el retirado de material.
Bien es cierto que en la cinta se observaba con denición la silueta de la cuchilla. Esposible que se hubiese eliminado la primera monocapa, aunque también es más plausiblesuponer que quedaron adheridas todas las impurezas que se depositaron en la superciede la cuchilla al quedar esta expuesta a la atmósfera.
Un examen cuidadoso de la supercie de la cuchilla desveló la inexistencia de crátereso zonas despegadas. Esto nos indica de manera general que la adherencia de la capa deTiAlN sobre la supercie rugosa de las cuchillas de WC es buena, al menos superior ala máxima carga que poseían los elementos adhesivos de la cinta de estudio. Tras esto sehace necesario un análisis más detallado y desde un punto de vista cuantitativo.
8.3.2. Scratch test
Se realizaron cinco sesiones de rayado aplicando una elevada carga nal y cambiandola pendiente de la cuchilla para que la velocidad del proceso fuese más o menos lenta. Detodas las sesiones llevadas a cabo elegimos dos debido a que son las más características yque además presentan un comportamiento diferente entre sí.
En primer lugar podemos observar la cicatriz más larga en la siguiente gura. Es dedestacar el buen comienzo del proceso, con un trayecto recto sin curvas y un recorrido sinelementos disruptivos que hayan podido condicionar la prueba.
Figura 8.11: Imagen mediante microscopio óptico a 200X del trayecto completo de unasesión de rayado. La imagen es el resultado de una composición de imágenes obtenidasmediante fotografía digital.
Realizando una medición de la gura y comparándola con una medida in situ sobrela probeta se determina que el recorrido total de la cicatriz es de unos 12900 µm = 1, 29cm.
El punto inicial del proceso queda identicado como x = 0 cm y se aplicó una cargade 1,1 N, mientras que en el punto nal x = 1, 29 cm la carga nal obtenida fue de 50N. Es conocido que sabiendo estas coordenadas es fácil determinar la recta que pasa porestos puntos; a partir de esta podremos calcular de manera sencilla qué carga se aplicó en
Javier García Molleja Informe nal de Postdoctorado

88 CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC
cualquier punto del recorrido de la punta. Gracias a esto podemos observar que el iniciode grietas laterales y la deformación supercial del TiAlN [Raveh, 1999] se da a 5666,66µm del inicio, por lo que la carga en este lugar fue de 22,58 N. Este es uno de los primerospasos de deformación [Dobrzanski, 2004], por lo que es necesario investigar otros puntos.Observando las imágenes se determina que a una carga de 30,41 N (a una distancia de7733,33 µm del inicio) se produce el despegado de la película. Sin embargo, se observa quees un caso aislado este despegado de la película. El resto del trayecto está ocupado por lacapa severamente deformada en el surco, pero no arrancada. Ya no aparecen las marcastípicas del sustrato que copiaba la película, pero no se observa el sustrato tal cual (quesería el fenómeno más típico [Yang, 2007]), por lo que se puede indicar que es necesariauna carga aún mayor de 50 N para despegar la capa de TiAlN del sustrato.
Figura 8.12: Imágenes con alto detalle del proceso de rayado. Se observa el comienzo(arriba izquierda), la zona de inicio de deformación y ruptura de la capa en el borde delsurco (arriba derecha), el punto donde salta la capa adherida (abajo izquierda) y el naldel proceso (abajo derecha). La punta recorre la imagen de derecha a izquierda.
Ahora es el momento de analizar la cicatriz de menor tamaño, tomada mediante mi-croscopio óptico a 100X y compuesta por una sucesión de fotografías digitales para abarcar
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC 89
todo el proceso. A partir de la escala determinada podemos conocer que la distancia to-tal recorrida por la punta de diamante fue de 6200 µm = 6, 2 mm, distancia conrmadamidiendo directamente la cicatriz en la supercie de la cuchilla. Por los dispositivos delScratch Test conocemos que la carga nal fue de 56,6 N y la inicial fue de 2,1 N.
Figura 8.13: Composición de imágenes mediante microscopio óptico a 100X del trayectocompleto de una sesión de rayado.
Conociendo los puntos nal e inicial y asegurándose que el aumento de carga siguióun proceso lineal se determina la recta que pasa simultáneamente por ambos puntos.Con estos cálculos sencillos es posible saber que bajo una carga de 5,43 N (o sea, a unadistancia de 378,46 µm del inicio) aparecen las primeras grietas a los lados del surco y elinicio de deformación de la capa que soportó la carga [He, 2007].
La eliminación de la capa de TiAlN y la deformación consiguiente del sustrato dan unvalor de carga crítica que nos indica la fuerza de adherencia de aquella [Teixeira, 2001].Este punto se da a una distancia de 480 µm, lo que indica una carga de 6,32 N. Sinembargo, y como en el anterior caso, la capa deformada no parece que sea el sustrato,sino que la deposición parece siempre adherida [Sun, 2007].
El porqué de la disparidad de valores de cargas críticas entre una sesión y otra puedeestar debido a la posición del micrómetro que determina la inclinación de la probeta ypor tanto la velocidad del experimento. En la primera sesión estuvo a 4 mm, mientras queen este último caso quedó jo en 3,5 mm. De todas maneras, la inclinación debería serindependiente de bajo qué carga se produce el despegado de la deposición de TiAlN, yaque es una propiedad de esta capa, del sustrato y de posibles contaminantes superciales.Se puede plantear como solución que la carga inicial fue diferente (aunque parecida paraambos casos). Debido a que la probeta es rugosa es posible que a bajas cargas deslice lapunta de diamante del dispositivo sin aplicar el aumento de carga previsto, sobrevalorandolos valores de adherencia. Por tanto, se consideran más ables los resultados obtenidos apartir de la cicatriz más corta, puesto que se inició el proceso a una carga algo más elevada.De todas maneras es un hecho que a la carga máxima de ∼ 50 N no se produjo en ningunode los dos casos la eliminación de la capa de TiAlN, por lo que podemos suponer que hade tener buena adherencia y resistencia a trabajo abrasivo [Quesada, 2006].
Javier García Molleja Informe nal de Postdoctorado

90 CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC
Figura 8.14: Microscopía Óptica de ciertas zonas de la cicatriz creada por la prueba derayado. La punta recorre cada imagen de derecha a izquierda. Se observan el comienzodel proceso (arriba), el inicio de deformaciones y fracturas (en la misma imagen que enla anterior), el desprendimiento de una parte de la capa (centro) y el nal del proceso(abajo).
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC 91
También este comportamiento puede estar relacionado con el hecho de que la capade TiAlN consta de cuatro subcapas (es decir, una subcapa es un proceso de deposiciónmediante sputtering y su posterior exposición a la atmósfera para desplazarla y unifor-mizar el espesor mediante sucesivas deposiciones), por lo que es plausible que los efectosde fractura y deformación solo acontezcan en la primera capa, dejando al resto incólumespara seguir resistiendo el trabajo de la punta de diamante.
Javier García Molleja Informe nal de Postdoctorado

92 CAPÍTULO 8. MONOCAPAS DE TIALN DEPOSITADAS SOBRE WC
Informe nal de Postdoctorado Javier García Molleja
Parte IV
Determinaciones nales
93

Capítulo 9
Conclusiones
9.1. En español
En este trabajo se construyó un blanco mosaico de titanio y aluminio para conseguirpelículas delgadas de compuestos ternarios, tales como el TiAlN. El diseño del blancoconstó en sectores de Ti y Al puros dispuestos alternativamente cubriendo un porcentajedenido del blanco. Esto se logra recurriendo a técnicas de sputtering por magnetrónen modo reactivo y bajo las condiciones de trabajo denidas el blanco eyecta la mismacantidad de átomos de cada elemento. En una intención de comprobar su aplicación en laindustria la deposición se llevó a cabo en cuchillas de corte de WC.
La creación de superredes de TiN/AlN sobre la aleación de aluminio 7075 alterandoel tiempo de deposición nos indica que se desarrollan por separado la fase würtzítica delAlN y la fase cúbica del TiN, donde la primera muestra más intensidad en la difracciónde rayos X. Además, se tiene que sus picos aumentan en intensidad cuando el periodo desuperred es mayor, indicando una mayor contribución al haber más material susceptiblede llevar a cabo los fenómenos de difracción. No se aprecia la evolución de picos satélitesque nos permitan analizar el periodo de superred para conocer el espesor total de lacapa. También se especula con la posibilidad de haberse desarrollado la fase cúbica enlos primeros instantes de deposición de las capas de AlN, aunque la superposición dedatos diculta su análisis. Solo con posteriores análisis se acepta la posibilidad de nodescartar nalmente estos resultados. La alteración del orden de deposición, siendo laprimera capa AlN o TiN y la última TiN o AlN, no afecta la estructura cristalina de lascapas. Finalmente, se ha detectado una muy baja adherencia de las películas al sustrato,debido posiblemente a la presencia sobre la supercie de aluminio de una capa de alúminaque no fue removida con la limpieza mediante ultrasonidos. Para mejorar la adherencia,y al ser el aluminio conductor, se recomienda llevar a cabo limpieza mediante plasma deAr a muy altas tensiones.
Los estudios de las películas de TiAlN mediante GIXRD muestran capas nas depo-
95
96 CAPÍTULO 9. CONCLUSIONES
sitadas sobre las cuchillas de WC. Para lograr un espesor homogéneo debemos invertirla posición de las cuchillas, por lo que la capa de TiAlN estará compuesta por cuatrocapas en las que se bajó la presión de trabajo a cada sesión en un intento de fomentar elcrecimiento y la liberación de tensiones residuales. Bajo ángulos rasantes determinamosque la capa posee estructura cristalina del tipo würtzita, es decir, el ordenamiento haseguido el patrón del AlN pero la presencia de átomos de Ti en la red provocó que estatuviese mayores valores, quedando identicado visualmente debido al desplazamiento delos picos de difracción a menores valores angulares. También se detectan algunos picosprocedentes de TiO, por lo que es posible que exista una fuerte relación entre su existenciay la estructura cristalina que han adoptado nuestras capas, puesto que por norma generallas capas de TiAlN poseen una estructura fcc debido a la gran cantidad de átomos detitanio en la red. También se ha hecho un cálculo de los parámetros de red en un intentode explicar que tanto sustrato como película presentan cierta textura en donde predominaque el plano basal sea paralelo a la interfase. Aunque el desajuste de red es bastante gran-de entre un compuesto y otro, es posible que se haya ejercido cierta inuencia, aunque lomás probable es que dicha orientación es la más plausible bajo condiciones controladaspara las estructuras hexagonales.
Los análisis mediante SEM indican que la supercie de TiAlN copia las característicasdel sustrato, aunque presenta una forma compacta y con pocos defectos, demostrando laabilidad de la técnica de deposición mediante sputtering por magnetrón. Sin embargo,existen zonas en donde se observa el desprendimiento de la capa más supercial de lapelícula, indicando que las tensiones y deformaciones provocan suciente daño como parallegar a este punto. El punto a resaltar es que dichos fenómenos quedan aislados a la capamás supercial, evitando que se propaguen a mayores profundidades. De esta manera, ladeposición de la capa de TiAlN en cuatro fases tiene visos de ser un buen recurso paraevitar la propagación de fracturas y defectos durante el trabajado. Las determinacioneselementales mediante EDS muestran alta cantidad de oxígeno, quizás debido a su presen-cia como contaminante supercial. El compuesto posee más componentes metálicos que denitrógeno, pero se observa sistemáticamente la exigua cantidad de Ti en la composición.Asegurando que el blanco mosaico eyecta la misma cantidad en el rango de tensiones detrabajo que utilizamos y descartada la posibilidad de que la variación venga impuestapor la mezcla de gases de la atmósfera, hay que indicar que puede ser debido a posiblesfenómenos de ligadura con el oxígeno contaminante que puede haber dentro de la cámara.Además, esta poca cantidad de titanio explica los difractogramas obtenidos, ya que in-dicaban que la estructura cristalina se asemejaba a una würtzítica con parámetro de redexpandido.
En cuanto a las pruebas de rayado hemos visto que las cuchillas de WC con cuatrocapas de TiAlN presentan una huella denida y con inicios de descamado lateral a bajascargas, mientras que a valores poco mayores se hacía evidente la eyección de dicha capa,aunque solo de manera esporádica. Hasta el nal del recorrido de la prueba de scratchla capa se deforma severamente y pierde las características geométricas que había copia-
Informe nal de Postdoctorado Javier García Molleja
CAPÍTULO 9. CONCLUSIONES 97
do del sustrato, pero parece ser que sigue adherida al sustrato. Esto demuestra que lascapas de TiAlN tienen una muy buena adherencia, superior a 56 N, y por consiguienteson candidatos prometedores como recubrimientos de materiales empleados en el corte osometidos a trabajo abrasivo. También podemos achacar este efecto al hecho de que lacapa de TiAlN fue depositada en cuatro sesiones diferentes, variando la presión de trabajode más a menos para intentar así aliviar tensiones residuales por bombardeo energéticode las partículas que llegaban al sustrato. Este proceso de deposición en cuatro etapastambién ayuda a evitar la propagación de fracturas al imponer barreras de nucleación ycrecimiento bien denidas, además de la estructura columnar que típicamente desarrollanestos materiales. Por tanto, la eyección puntual de toda la capa pudo estar causada porun aumento enorme del esfuerzo ante el recorrido de la punta del scratch o a la presenciade macropartículas o importantes rugosidades ya presentes en el sustrato de carburo detungsteno.
9.2. In English
Mosaic target. In this work a mosaic target made of Ti and Al was built. Withthis device deposition of ternary-compound-thin-lm can be developed. In our case wedeposited TiAlN. Quantities and locations of both Ti and Al was devised. At our workingparameters the same number of Ti and Al atoms are ejected. Our substrate was WC andtheir applications are in industry with abrasive environments.
Structure and adhesion of TiN/AlN multilayers. Substrates of 7075 aluminumalloy has been used. Both, würtzite-AlN and cubic-TiN structures have been developed.AlN peaks are the most intense and this intensity grows with deposition time. We cannotdetect satellite peaks evolution and it was impossible measure the superlattice period.Appearance of cubic-AlN has been discussed but more analyses are needed. Changingrst layer (AlN or TiN) has no signicative impact in crystal structure. The adherenceof these multilayers was very low because of the Al2O3 interlayer between substrate andmultilayer. This compound must be removed by energetic Ar plasma.
TiAlN analyzed by GIXRD. TiAlN has been deposited on WC substrates. Homo-geneous thickness is achieved by rotating substrates four times. Each run was developeddiminishing working pressure to assure strain release. Using grazing incidence we can con-clude that crystal structure is würtzite due to AlN. Substitutional Ti atoms provoke thatlattice parameter increases. Indeed, TiO crystals have been detected. Maybe its presenceis a key to explain the low Ti content of our TiAlN lms. TiAlN (0002) peak is the mostintense one, perhaps a kind of epitaxy has been developed, although crystal growth inhcp structures favours this plane growth.
SEM+EDS. SEM analyses show that TiAlN surface copies the substrate features.Indeed, its morphology has no defects and it is very compact. However, places wherethe rst layer is removed can be seen. Deformations and stresses provoke severe layer
Javier García Molleja Informe nal de Postdoctorado
98 CAPÍTULO 9. CONCLUSIONES
damaging, but this eect is only located at the topmost layer. We can conclude thatTiAlN deposition in four steps is a good technique for isolating damages. EDS analysesdetect O content and high percentage of metallic elements. There is no a high Ti content.As the mosaic target was built to eject the same quantity of both Ti and Al, the Ti lowcontent is developed by the presence of oxygen. This low percentage explains the crystalstructure: würtzitic with expanded lattice parameter.
Scratch Test. WC substrates with four lms of TiAlN have a visible scar and lateralpeeling when we used low loads. At higher loads this lm pops out in some regions.At the end of the scar there is severe deformation, substrate features are lost but thereis lm adhered to the substrate, showing that its critical load is far away from 56 N.Furthermore, TiAlN lms can be applied to coat cutting tools submitted to abrasive work.This eect perhaps is gained by four-times deposition, diminishing the working presureto supress internal stresses by particle bombardment. Crack development is avoided bythose interfaces and the columnar structure. The explanation of lm ejection is based onstrains induced by the process, macroparticles or previous roughness.
9.3. Agradecimientos
En primer lugar he de agradecer a mi esposa Georgina, a mis padres, hermano y familiapor su apoyo e interés en mi trabajo. Son un aporte a la motivación enorme.
Agradezco además a Jorge por su apuesta en la consecución de esta beca postdoctoral,que ha permitido reportarnos la creación de una gran cantidad de artículos cientícos a lavez que hemos dado los primeros pasos en este nuevo campo de la técnica de deposiciónmediante sputtering por magnetrón en modo reactivo. También le doy las gracias a Raúlpor su interés, ayuda y consejos a la hora de diseñar el blanco mosaico. Saludo también alequipo del Grupo de Física del Plasma (destacando que Juan y Javier han estado en todomomento al pie del cañón cuando surgía alguna duda), así como a todos los encargadosde manejar los dispositivos a los que he tenido acceso.
Agradezco también a la ANPCyT el otorgamiento de esta beca postdoctoral y supaciencia a la hora de esperar documentación por la dicultad que entrañaron ciertostrámites.
No puedo cerrar este apartado sin reconocer la magníca labor de Daniel en el taller.Su habilidad para crear piezas con gran precisión y sus sugerencias, animado todo con untrato exquisito, son inestimables. Creo que no llegarán a pagarle lo que se merece.
Finalmente, quiero resaltar una cita que no por antigua ha perdido vigencia. Mi país,España, parece que ha olvidado el gran valor que posee la enseñanza pública. Ojalá se re-vierta pronto e imite a Argentina en una enseñanza verdaderamente pública y totalmentegratuita.
Hora es ya, tras tantos ensayos, de que, en un amplio y generoso organismo, se
Informe nal de Postdoctorado Javier García Molleja

CAPÍTULO 9. CONCLUSIONES 99
armonicen la difusión y cultivo de las ciencias, la dignidad del Profesorado, [...], base delas grandes libertades sociales, dejando el libre vuelo y espontaneidad a la enseñanza,
[...].Alfonso XII (20-05-1884)
Javier García Molleja Informe nal de Postdoctorado

100 CAPÍTULO 9. CONCLUSIONES
Informe nal de Postdoctorado Javier García Molleja

Bibliografía
[Abadias, 2007] Abadias G., Michel A., Tromas C., Jaouen C., Dub S.N.: Stress, interfa-cial eects and mechanical properties of nanoscale multilayered coatings ; Surface &Coatings Technology 202 (2007) 844-853
[Akiyama, 2004] Akiyama M., Nagao K., Ueno N., Tateyama H., Yamada T.: Inuenceof metal electrodes on crystal orientation of aluminum nitride thin lms ; Vacuum74 (2004) 699-703
[Alonso, 1987] Alonso M., Finn E.J.: Física. Volumen II: Campos y ondas ; AddisonWesley Iberoamericana (1987)
[Aluminio, 2013] Metal Suppliers Online: Material Property Data, Aluminum 7075http://www.suppliersonline.com/propertypages/7075.asp (2013)
[Auger, 2003] Auger M.A., Sánchez O., Ballesteros C., Jergel M., Aguilar-Frutis M., Fal-cony C.: TiN/AlN bilayers and multilayers grown by magnetron co-sputtering ; ThinSolid Films 433 (2003) 211-216
[Barrido] The principles of SEM and microanalysishttp://portal.tugraz.at/portal/page/portal/felmi/
research/Scanning%20Electron%20Microscopy/Principles%20of%20SEM
[Birkholz, 2006] Birkholz M.: Thin Films Analysis by X-Ray Scattering Ed. WILEY-VCHVerlag GmbH & Co. KGaA (2006)
[Bubert, 2002] Bubert H., Rivière J.C. y otros: Surface & Thin Film Analysis ; Ed. H.Bubert y H. Jenett, WILEY-VCH Verlag GmbH (2002)
[Bürgi, 2009] Bürgi J.M.: Desarrollo de películas delgadas por sputter magnetrón reacti-vo y estudio de sus propiedades (tesina de licenciatura); Universidad Nacional deRosario (2009)
[Chakrabarti, 2002] Chakrabarti K., Jeong J.J., Hwang S.K., Yoo Y.C., Lee C.M.: Eectof nitrogen ows rates on the growth morphology of TiAlN lms prepared by anrf-reactive sputtering technique; Thin Solid Films 406 (2002) 159-163
101

102 BIBLIOGRAFÍA
[Chambers, 1989] Chambers A., Fitch R.K., Halliday B.S.: Basic Vacuum Technology ;Ed. Adam Hilger (1989)
[Chan, 2009] Chan M.-H., Lu F.-H.: X-ray photoelectron spectroscopy analyses of titaniumoxynitride lms prepared by magnetron sputtering using air/Ar mixtures ; Thin SolidFilms 517 (2009) 5006-500
[Chen, 2007] Chen L., Du Y., Yin F., Li J.: Mechanical properties of (Ti,Al)N monolayerand TiN/(Ti,Al)N multilayer coatings ; International Journal of Refractory Metals& Hard Materials 25 (2007) 72-76
[Chen, 2009] Chen D., Wang Y.M., Ma X.L.: Size-eect on stress behavior of the AlN/TiNlm; Acta Materialia 57 (2009) 2576-2582
[Cheng, 2003] Cheng H., Sun Y., Zhang J.X., Zhang Y.B., Yuan S., Hing P.: AlN lmsdeposited under various nitrogen concentrations by RF reactive sputtering ; Journalof Crystal Growth 254 (2003) 46-54
[Cheng, 2003b] Cheng H., Sun Y., Hing P.:Microstructure evolution of AlN lms depositedunder various pressures by RF reactive sputtering ; Surface and Coatings Technology166 (2003) 231-236
[Cheng, 2003c] Cheng H., Hing P.: The evolution of preferred orientation and morphologyof AlN lms under various RF sputtering powers ; Surface and Coatings Technology167 (2003) 297-301
[Cheng, 2012] Cheng G.-A., Han D.-Y., Liang C.-L., Wu X.-L., Zheng R.-T.: Inuenceof residual stress on mechanical properties of TiAlN thin lms ; Surface & CoatingsTechnology (2012) doi: 10.1016/j.surfcoat.2012.05.108
[Chiang, 1997] Chiang Y.-M., Birnie III D., Kingery W.D.: Physical Ceramics. Principlesfor ceramics science and engineering ; Ed. Wiley-MIT (1997)
[Clement, 2004] Clement M., Vergara L., Sangrador J., Iborra E., Sanz-Hervás A.: SAWcharacteristics of AlN lms sputtered on silicon substrates ; Ultrasonics 42 (2004)403-407
[Corbella Roca, 2005] Corbella Roca C.: Thin lm structures of diamond-like carbon pre-pared by pulsed plasma techniques (tesis doctoral); Universitat de Barcelona (2005)
[Cullity, 1956] Cullity B.D.: Elements of X-ray Diraction; Ed. AddisonWesley (1956)
[Dauskardt, 1998] Dauskardt R.H., Lane M., Ma Q., Krishna M.: Adhesion and debondingof multi-layer thin lm structures ; Engineering Fracture Mechanics 61 (1998) 141-162
Informe nal de Postdoctorado Javier García Molleja

BIBLIOGRAFÍA 103
[De las Heras, 2008] De las Heras E., Egidi D.A., Corengia P., González-Santamaría D.,García-Luis A., Brizuela M., López G.A., Flores Martínez M.: Duplex surface treat-ment of an AISI 316L stainless steel; microstructure and tribological behaviour ;Surface & Coatings Technology 202 (2008) 2945-2954
[Díez, 1999] Díez E., Domínguez-Adame F., Bellani V.: Localización y su ausencia en su-perredes desordenadas: teoría y experimentos ; Universidad Complutense de Madrid(1999)
[Dobrzanski, 2004] Dobrzanski L.A., Polok M., Panjan P., Bugliosi S., Adamiak M.: Im-provement of wear resistance of hot work steels by PVD coatings deposition; Journalof Materials Processing Technology 155-156 (2004) 1995-2001
[Drüsedau, 2002] Drüsedau T.P., Koppenhagen K.: Substrate heating by sputter-deposition of AlN: the eects of dc and rf discharges in nitrogen atmosphere; Surfaceand Coatings Technology 153 (2002) 155-159
[Engelmark, 2000] Engelmark F., Fuentes G., Katardjiev I.V., Harsta A., Smith U., BergS.: Synthesis of highly oriented piezoelectric AlN lms by reactive sputter deposition;Journal of Vacuum Science and Technology A 18(4), Jul/Aug 2000
[Erkens, 2004] Erkens G. Cremer R., Hamoudi T., Bouzakis K.-D., Mirisidis I., Had-jiyiannis S., Skordaris G., Asimakopoulos A., Kombogiannis S., Anastopoulos J.,Efstathiou K.: Properties and performance of high aluminum containing (Ti,Al)Nbased supernitride coatings in innovative cutting applications ; Surface and CoatingsTechnology 177-178 (2004) 727-734
[Evans, 1999] Evans A.G., Hutchinson J.W., Wei Y.: Interface adhesion: eects of plas-ticity and segregation; Acta Materialia Vol. 47, No. 15, pp. 4093-4113, 1999
[Feldman, 1986] Feldman L.C., Mayer J.W.: Fundamentals of Surface and Thin FilmAnalysis ; Ed. NorthHolland (1986)
[Feugeas, 2003] Feugeas J.N. y otros: Aceros estructurales: Procesamiento, Manufacturay Propiedades. Sección: Tratamientos Superciales con Plasma; Ed. M.H. Staia yJ.M. Cabrera (2003)
[Fu, 1999] Fu R., Zhou H., Wu Y.: Morphologies and growth mechanisms of aluminumnitride whiskers sythesized by carbothermal reduction; Materials and Science Engi-neering A 266 (1999) 44-51
[García Molleja, 2012] García Molleja J.: Caracterización de austenita expandida genera-da por cementación iónica de aceros inoxidables. Estudio de la estabilidad frente ala irradiación con haces de iones ligeros energéticos (tesis doctoral); UniversidadNacional de Rosario (2012)
Javier García Molleja Informe nal de Postdoctorado

104 BIBLIOGRAFÍA
[Goldstein, 2003] Goldstein J.I., Newbury D., Joy D., Lyman C., Echlin P., Lifshin E.,Sawyer L., Michael J.: Scanning electron microscopy and X-ray microanalysis (thirdedition); Springer (2003)
[Guo, 2001] Guo Z., Achenbach J.D., Madan A., Martin K., Graham M.E.: Modeling andacoustic microscopy measurements for evaluation of the adhesion between a lm anda substrate; Thin Solid Films 394 (2001) 189-201
[Harry, 1999] Harry E., Rouzaud A., Juliet P., Pauleau Y.: Adhesion and failure mecha-nisms of tungsten-carbon containing multilayered and graded coatings subjected toscratch tests ; Thin Solid Films 342 (1999) 207-213
[Harry, 2000] Harry E., Ignat M., Pauleau Y., Rouzaud A., Juliet P.:Mechanical behaviourof hard PVD multilayered coatings ; Surface and Coatings Technology 125 (2000)185-189
[He, 2007] He Y., Apachitei I., Zhou J., Walstock T., Duszczyk J.: The inuence of thedepth of a plasma nitrided layer in tool-steel substrate on the scratch-resistant pro-perties of PACVD TiBN coating ; Surface & Coatings Technology 201 (2007) 7036-7042
[Hirayama, 2005] Hirayama H.: Quaternary InAlGaN-based high-eciency ultravioletlight-emitting diodes ; Journal of Applied Physics 97, 091101 (2005)
[Ibach, 2006] Ibach H.: Physics of Surfaces and Interfaces ; Springer-Verlag (2006)
[Ingason, 2009] Ingason A.S., Magnus F., Agustsson J.S., Olafsson S., Gudmundsson J.T.:In-situ electrical characterization of ultrathin TiN lms grown by reactive dc mag-netron sputtering on SiO2; Thin Solid Films 517 (2009) 6731-6736
[Jagannadham, 2002] Jagannadham K., Wang H.: Thermal resistance of interfaces inAlN-diamond thin lm composites ; Journal of Applied Physics Vol. 91, No. 3, 1February 2002
[Jeong, 2002] Jeong J.J., Hwang S.K., Lee C.M.: Nitrogen ow rate dependence of thegrowth morphology of TiAlN lms deposited by reactive sputtering ; Surface andCoatings Technology 151-152 (2002) 82-85
[Kajikawa, 2003] Kajikawa Y., Noda S., Komiyama H.: Comprehensive perspective on themechanism of preferred orientation in reactive-sputter-deposited nitrides ; Journal ofVacuum and Science Technology A 21(6), Nov/Dec 2003
[Karimi, 2006] Karimi A., Allidi G., Sanjines R.: Relative orientation of the constituentson the degree of crystallographic coherence in AlN/TiN superlattices ; Surface &Coatings Technology 201 (2006) 4062-4067
Informe nal de Postdoctorado Javier García Molleja

BIBLIOGRAFÍA 105
[Katahira, 2002] Katahira K., Watanabe Y., Ohmori H., Kato T.: ELID grinding andtribological characteristics of TiAlN lms ; International Journal of Machine Tools& Manufacture 42 (2002) 1307-1313
[Kelly, 1984] Kelly R. y otros: Beam modication of materials, 1. Ion bombardment modi-cation of surfaces: Fundamentals and applications. Chapter: Implantation, Recoilimplantation and Sputtering ; Eds. O. Auciello y R. Kelly - Elsevier (1984)
[Kim, 2005] Kim G.S., Lee S.Y., Hahn J.H.: Properties of TiAlN coatings synthesized byclosed-eld unbalanced magnetron sputtering ; Surface & Coatings Technology 193(2005) 213-218
[Kumar, 2009] Kumar A., Singh D., Kumar R., Kaur D.: Eect of crystallographic orien-tation of nanocrystalline TiN on structural, electrical and mechanical properties ofTiN/NiTi thin lms ; Journal of Alloys and Compounds 479 (2009) 166-172
[Liu, 2007] Liu Y., Dong Y., Zhao W., Li G.: Microstructure and mechanical propertiesof (Al,Ti)(O,N) coatings prepared by reactive sputtering ; International Journal ofRefractory Metals & Hard Materials 25 (2007) 271-274
[Loebl, 2003] Loebl H.P., Klee M., Metzmacher C., Brand W., Milsom R., Lok P.: Pie-zoelectric thin AlN lms for bulk acoustic wave (BAW) resonators ; Materials Che-mistry and Physics 79 (2003) 143-146
[López] López Aguilar J.J.: Ciencia de Materiales para Ingeniería (apuntes de clase);Departamento de Ingeniería Mecánica, Facultad de Ingeniería Mecánica, Eléctricay Electrónica, Universidad de Guanajuato (www.fimee.ugto.mx)
[Mahieu, 2006] Mahieu S.: Biaxial alignment in sputter deposited thin lms (tesis docto-ral); Universiteit Gent (2006)
[Microscopios] Microscopía: http://www.monografias.com/trabajos7/micro/micro.shtml
[Mo, 2007] Mo J.L., Zhu M.H., Lei B., Leng Y.X., Huang N.: Comparison of tribologicalbehaviours of AlCrN and TiAlN coatingsDeposited by physical vapor deposition;Wear 263 (2007) 1423-1429
[Mo, 2009] Mo J.L., Zhu M.H.: Tribological oxidation behaviour of PVD hard coatings ;Tribology International 42 (2009) 1758-1764
[Mohr, 2002] Mohr P.J., Taylor B.N.: The fundamental physical constants ; Physics Today(August 2002)
Javier García Molleja Informe nal de Postdoctorado

106 BIBLIOGRAFÍA
[Musil, 2005] Musil J., Baroch P., Vlcek J., Nam K.H., Han J.G.: Reactive magnetronsputtering of thin lms: present status and trends ; Thin Solid Films 475 (2005)208-218
[O'Hanlon, 1989] O'Hanlon J.F.: A user's guide to vacuum technology ; Ed. John Wiley& Sons (1989)
[Óptica] Microscopio Óptico: http://www.biologia.edu.ar/microscopia/
[Pessoa, 2007] Pessoa R.S., Murakami G., Massi M., Maciel H.S., Grigorov K., Da SilvaSobrinho A.S., Petraconi G., Marcuzzo J.S.: O-axis growth of AlN thin lms by ho-llow cathode magnetron sputtering under various nitrogen concentrations ; Diamond& Related Materials 16 (2007) 1433-1436
[Prengel, 1997] Prengel H.G., Santhanam A.T., Penich R.M., Jindal P.C., Wendt K.H.:Advanced PVD-TiAlN coatings on carbide and cermet cutting tools ; Surface andCoatings Technology 94-95 (1997) 597-602
[Quesada, 2006] Quesada F., Mariño A., Restrepo E.: TiAlN coatings deposited by r.f.magnetron sputtering on previously treated ASTM A36 steel ; Surface & CoatingsTechnology 201 (2006) 2925-2929
[Ragone, 1995] Ragone D.V.: Thermodinamics of Materials. Volume II ; John Wiley andSons (1995)
[Raveh, 1999] Raveh A., Weiss M., Pinkas M., Rosen D.Z., Kimmel G.: Graded Al-AlN,TiN, and TiAlN multilayers deposited by radio-frequency reactive magnetron sput-tering ; Surface and Coatings Technology 114 (1999) 269-277
[Roth, 1995] Roth J.R.:Industrial Plasma Engineering. Volume 1: Principles ; IOP Pu-blishing (1995)
[Sa, 2000] Sa I.: Recent aspects concerning DC reactive magnetron sputtering on thinlms: a review ; Surface and Coatings Technology 127 (2000) 203-219
[Schalk, 2011] Schalk N., Weirather T., Polzer C., Polcik P., Mitterer C.: A comparativestudy on T1−xAlxN coatings reactively sputtered from compound and from mosaictarget ; Surface & Coatings Technology 205 (2011) 4705-4710
[SEM, 2010] Scanning Electron Microscopy http://www.purdue.edu/rem/rs/sem.htm
(2010)
[Setoyama, 1996] Setoyama M., Nakayama A., Tanaka M., Kitagawa N., Nomura T.: For-mation of cubic-AlN in TiN/AlN superlattice; Surface and Coatings Technology86-87 (1996) 225-230
Informe nal de Postdoctorado Javier García Molleja

BIBLIOGRAFÍA 107
[Shen, 2006] Shen P., Nose M., Fujii H., Nogi K.: Wettability of TiAlN lms by moltenaluminum; Thin Solid Films 515 (2006) 2009-2014
[Singh, 2011] Singh K., Bidaye A.C., Suri A.K.: Experimental verication of model forprediction of coating composition deposited by sputtering using mosaic target in ni-trogen; Vacuum 86 (2011) 56-61
[Smentkowski, 2000] Smentkowski V.S.: Trends in sputtering ; Progress in Surface Science64 (2000) 1-58
[Sproul, 2005] Sproul W.D., Christie D.J., Carter D.C.: Control of reactive sputteringprocess ; Thin Solid Films 491 (2005) 1-17
[Sun, 2007] Sun T., Wang L., Yu Y., Wang Y., Wang X., Tang B.: TiN/ZrO2 multilayerssynthesized on GCr15 bearing steel using plasma immersion ion implantation anddeposition; Surface & Coatings Technology 201 (2007) 6615-6618
[Tair, 2007] Tair F., Sekkal N., Amrani B., Adli W., Boudaoud L.: First principles cal-culation of the opto-electronic properties of (110) growth axis SiGe superlattices ;Superlattices and Microstructures 41 (2007) 44-55
[Teixeira, 2001] Teixeira V.: Mechanical integrity in PVD coatings due to the presence ofresidual stresses ; Thin Solid Films 392 (2001) 276-281
[TiAlN coating] BryCoat: Aluminum Titanium Nitride (AlTiN or TiAlN) coatingshttp://brycoat.com/coating-services/pvd-coatings/tialn.html
[Tien, 2006] Tien S.-K., Duh J.-G.: Comparison of microstructure and phase transforma-tion for nanolayered CrN/AlN and TiN/AlN coatings at elevated temperatures inair environment ; Thin Solid Films 515 (2006) 1097-1101
[Tungsten Carbide] Hydro Carbide, Inc.: Properties of Tungsten Carbide;http://www.hydrocarbide.com/pg6.htm
[Venkataraj, 2006] Venkataraj S., Severin D., Drese R., Koerfer F., Wuttig M.: Structural,optical and mechanical properties of aluminium nitride lms prepared by reactive DCmagnetron sputtering ; Thin Solid Films 502 (2006) 235-239
[Veprek, 2008] Veprek S., Veprek-Heijman M.J.G.: Industrial applications of superhardnanocomposite coatings ; Surface & Coatings Technology 202 (2008) 5063-5073
[Vergara, 2004] Vergara L., Clement M., Iborra E., Sanz-Hervás A., García López J.,Morilla Y., Sangrador J., Respaldiza M.A.: Inuence of oxygen and argon on thecrystal quality and piezoelectric response of AlN sputtered thin lms ; Diamond andRelated Materials 13 (2004) 839-842
Javier García Molleja Informe nal de Postdoctorado

108 BIBLIOGRAFÍA
[Wang, 1996] Wang D.-Y., Nagahata Y., Masuda M., Hayashi Y.: Eect on nonstoichio-metry upon optical properties of radio frequency sputtered Al-N thin lms formed atvarious sputtering pressures ; Journal of Vacuum Science and Technology A 14(6),Nov/Dec. 1996
[Wikipedia, 2013] Wikipedia, the free encyclopedia http://en.wikipedia.org/wiki/Main_Page
[Wong, 2000] Wong M.-S., Hsiao G.-Y., Yang S.-Y.: Preparation and characterization ofAlN/ZrN and AlN/TiN nanolaminate coatings ; Surface and Coatings Technology133-134 (2000) 160-165
[Xu, 2001] Xu X.-H., Wu H.-S. Zhang C.-J., Jin Z.-H.: Morphological properties of AlNpiezoelectric thin lms deposited by DC reactive magnetron sputtering ; Thin SolidFilms 388 (2001) 62-67
[Yang, 2004] Yang Q., Seo D.Y., Zhao L.R., Zeng X.T.: Erosion resistance performanceof magnetron sputtering deposited TiAlN coatings ; Surface & Coatings Technology188-189 (2004) 168-173
[Yang, 2007] Yang J., Wang M.X., Kang Y.B., Li D.J.: Inuence of bilayer periods onstructural and mechanical properties of ZrC/ZrB2 superlattice coatings ; Applied Sur-face Science 253 (2007) 5302-5305
[Yildiz, 2009] Yildiz F., Yetim A.F., Alsaran A., Efeoglu I.:Wear and corrosion behaviourof various surface treated medical grade titanium alloy in bio-simulated environment ;Wear 267 (2009) 695-701
[Yoon, 2001] Yoon J.S., Lee H.Y., Han J.G., Yang S.H., Musil J.: The eect of Al com-position on the microstructure and mechanical properties of WC-TiAlN superhardcomposite coating ; Surface and Coatings Technology 142-144 (2001) 596-602
[Zhao, 2006] Zhao W., Mei F., Dong Y., Li G.: AlxTi1−xN hard coatings synthesized byreactive sputtering using mosaic target ; Journal of Materials Processing Technology176 (2006) 179-182
[Zhao, 2010] Zhao H., Wang X.-H., Liu Q.-L., Chen L.-J., Liu Z.: Structure and wearresistance of TiN and TiAlN coatings on AZ91 alloy deposited by multi-arc ionplating ; Transactions of Nonferrous Metals Society of China 20 (2010) s679-s682
[Zhou, 2009] Zhou T., Nie P., Cai X., Chu P.K.: Inuence of N2 partial pressure on me-chanical properties of (Ti,Al)N lms deposited by reactive magnetron sputtering ;Vacuum 83 (2009) 1057-1059
Informe nal de Postdoctorado Javier García Molleja

BIBLIOGRAFÍA 109
[Zhu, 2005] Zhu M., Chen P., Fu R.K.Y., Liu W., Lin C., Chu P.K.: AlN thin lms fabri-cated by ultra-high vacuum electron-beam evaporation with ammonia for silicon-on-insulator application; Applied Surface Science 239 (2005) 327-334
[Ziegler, 2006] Ziegler J.F., Ziegler M.D., Biersack J.P.: The Stopping of Ions in Matter(SRIM); http://www.srim.org (2006)
Javier García Molleja Informe nal de Postdoctorado
















![Behavior of coated forming tools with TiAlN coatings grown by · del sistema tribológico utilizando los recubrimientos de TiAlN previamente estudiados [10]. 3.1. Etapa I En la Fig.3-a](https://static.fdocuments.es/doc/165x107/5eab5579f9ce7e54dc6f987f/behavior-of-coated-forming-tools-with-tialn-coatings-grown-by-del-sistema-tribolgico.jpg)

