MANTENIMIENTO PREVENTIVO Y CORRECTIVO EN EQUIPOS ELECTROMÉDICOS.

DESARROLLO DEL MANTENIMIENTO PREVENTIVO EN LOS EQUIPOS DE
PRODUCCIÓN DE LA COMPAÑÍA PAVCO DE OCCIDENTE LTDA SOPORTADO MEDIANTE EL SOFTWARE INFOMANTE.
BERTULFO GOMEZ ORDOÑEZ
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE
FACULTAD DE INGENIERÍA DEPARTAMENTO DE SISTEMAS DE PRODUCCIÓN
PROGRAMA DE INGENIERIA INDUSTRIAL SANTIAGO DE CALI
2006

DESARROLLO DEL MANTENIMIENTO PREVENTIVO EN LOS EQUIPOS DE
PRODUCCIÓN DE LA COMPAÑÍA PAVCO DE OCCIDENTE LTDA SOPORTADO MEDIANTE EL SOFTWARE INFOMANTE.
BERTULFO GOMEZ ORDOÑEZ
Pasantía para optar por el título de Ingeniero Industrial
Director GUSTAVO ADOLFO PAREDES
Ingeniero Mecánico de la Universidad Autónoma de Occidente, especialista Carl Diusberg en Alemania, especialista en Edumática F.U.A.C., Master Business
Administration de la Universidad del Valle.
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE
FACULTAD DE INGENIERÍA DEPARTAMENTO DE SISTEMAS DE PRODUCCION
PROGRAMA DE INGENIERIA INDUSTRIAL SANTIAGO DE CALI
2006

Nota de aceptación:
Aprobado por el comité de grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar por el titulo de Ingeniero Industrial.
Ing. LUIS ALFONSO GARZON _______________________________________ Jurado
Santiago De Cali, Diciembre de 2005

CONTENIDO
Pág
RESUMEN 12
INTRODUCCIÓN 15
1. PAVCO DE OCCIDENTE LTDA. UNA EMPRESA AMANCO 18 1.1. OBJETIVOS 17
1.2. MISION 18 1.3. VISION 19 1.4. VALORES 19 1.5. PRINCIPIOS 19 1.6. COMPROMISO CON LA CALIDAD 21 1.7. PRODUCTOS 22 1.8. ORGANIGRAMA 22 1.8.1. El proceso productivo. 24 1.8.1.1. El almacenamiento y suministro 24 1.8.1.2. La mezcla 25 1.8.1.3. Los molinos 26 1.8.1.4. Proceso de extrusión 28 1.8.1.5. El material 28 1.8.1.6.El proceso 28

1.8.2. El departamento de mantenimiento 32 1.8.2.1. Evaluación de las condiciones de mantenimiento 33 1.8.2.2. Estado actual del departamento de mantenimiento 41 2. RESEÑA TEORICA 42 2.1. DEFINICION 42 2.2. TIPOS DE MANTENIMIENTO 43 2.2.1. Mantenimiento reparativo 43 2.2.2. Mantenimiento Correctivo 43 2.2.3. Mantenimiento programado 43 2.2.4. Mantenimiento periódico 44 2.2.5. Mantenimiento Preventivo 44 2.2.6. Mantenimiento predictivo 44 2.2.7. Mantenimiento productivo total 45 2.2.8. Mantenimiento centrado en la confiabilidad 48 2.3. ESTABLECIMIENTO DE UN PROGRAMA DE MANTENIMIENTO PREVENTIVO 50 3. METODOLOGÍA DE TRABAJO 52 3.1. ESTRUCTURACION DE LA PLANTA DE TUBERIAS 52 3.1.1. Laboratorio Planta de Tubería 52 3.1.2. Planta de Molino 53 3.1.3. Servicios Generales a Planta 53 3.1.4. Taller de Moldes 53 3.1.5. Taller de Mantenimiento 53

3.1.6. Planta de Extrusión 53 3.1.6.1. Los Sistemas del Área Operativa Planta de Extrusión 54 3.2. Sistemas de codificación de inventarios 55 4. DESCIPCIÓN Y DIAGNOSTICO DE EQUIPOS 60 4.1.EXTRUSORAS 60 4.2. TANQUES 62 4.3. PULLER 64 4.4. CORRUGADORES 65 4.5. BOMBA DE VACIO PARA CORRUGADORES 66 4.6. MARCADORA 67 4.7. SIERRAS 68 4.8. ACAMPANADORA 70 5. PROGRAMA DE MANTENIMIENTO PREVENTIVO 73 5.1. CODIFICACIÓN DE LAS ACTIVIDADES 73 5.2. RUTA DE INSPECCIÓN 75 5.3. PROGRAMA DE LUBRICACIÓN 75 5.4.PROGRAMA DE MANTENIMIENTO PREVENTIVO 75 6. IMPLEMENTACIÓN DE INFOMANTE 76 6.1. MÓDULO DE SEGURIDAD 76 6.2. MÓDULOS DE INSTALACIÓN 77 6.3. MÓDULOS DE EQUIPOS 79 6.3.1. Actualización de equipos o subconjuntos 80 6.4. MÓDULOS DE ACTIVIDAD ESTÁNDAR 80

6.5. MÓDULO PLAN DE MANTENIMIENTO 81 6.6. MÓDULO DE SOLICITUDES 83 6.7. GESTIÓN DE LAS ÓRDENES DE TRABAJO 83 6.7.1. Plantación de órdenes de trabajo 84 6.7.2. Ejecutor de órdenes de trabajo 84 6.7.3. Cierre de órdenes de trabajo 84 6.7.4. Ordenes de trabajo externa 85 6.8. MÓDULOS ADMINISTRATIVOS 85 6.8.1 Aseguramiento del sistema 86 7. PLAN DE TRABAJO PARA EL DEPARTAMENTO DE MANTENIMIENTO BAJO LINEAMIENTOS ISO 9000 87 7.1. PLAN DE CALIDAD PARA EL DEPARTAMENTO DE MANTENIMIENTO 87 7.1.1. Bases para el Plan de Calidad 87 7.1.2. Objetivo del Plan de Calidad 88 7.1.3. Alcance del Plan de Calidad 88 7.2. SISTEMA GENERAL DE DOCUMENTACIÓN PARA EL DEPARTAMENTO DE MANTENIMIENTO 88 7.2.1. Análisis de Falla 89 7.2.2. Caza Fallas 90 7.2.3. Cierre de Solicitud de Mantenimiento Urgente 91 7.2.4. Formatos de Inspección 91 7.2.5. Hoja de Vida 92 7.2.6. Informe Mensual de Mantenimiento 92

7.2.7. Orden de Trabajo 93 7.2.8. Programa Anual de Mantenimiento 93 7.2.9. Registro de Equipos 93 7.2.10. Registro de Personal 94 7.2.11. Reporte de Mantenimiento 95 7.2.12. Solicitud de Trabajo 96 7.2.13. Solicitud de Mantenimiento Urgente 96 7.2.14. Tarjeta Maestra 96 8. CONCLUSIONES 98 9. RECOMENDACIONES 100 BIBLIOGRAFÍA 101 ANEXOS 102

LISTA DE TABLAS
Pág
Tabla 1. Intervenciones de mantenimiento correctivo y reparativo 34 Tabla 2. Intervenciones por clase de equipo 37 Tabla 3. Intervenciones por daño en motores 39 Tabla 4. Acciones tomadas por daño en motores 41 Tabla 5. Algunas intervenciones de mantenimiento predictivo 46 Tabla 6. Áreas operativas de la planta de tuberías de PAVCO DE OCCIDENTE LTDA 52 Tabla 7. Sistemas del área operativa planta de extrusión 55 Tabla 8. Códigos de las clases de equipos 56 Tabla 9. Códigos de las marcas de los equipos 57 Tabla 10. Equipos para el plan de mantenimiento 58 Tabla 11. Zonas y componentes de máquina, clase de equipos extrusora 61 Tabla 12. Zonas y componentes de máquina, clase de equipos tanques 63 Tabla 13. Zonas y componentes de máquina, clase de equipos puller 64 Tabla 14. Zonas y componentes de máquina, clase de equipos 66 corrugador. Tabla 15. Zonas y componentes de máquina, clase de equipos bomba 67 de vacío para corrugador. Tabla 16. Zonas y componentes de máquina, clase de equipos marcador 68 Tabla 17. Zonas y componentes de máquina, clase de equipos sierra 69 Tabla 18. Zonas y componentes de máquina, clase de equipos 71 acampanadoras Tabla 19. Grupo de actividades para mantenimiento preventivo 74 Tabla 20. Actividades específicas para las intervenciones de 74 mantenimiento preventivo Tabla 21. Prioridades registradas en el programa 77 Tabla 22. Estados de las órdenes de trabajo registradas en infomante 84

LISTA DE FIGURAS
Pág
Figura 1. Organigrama empresarial PAVCO DE OCCIDENTE LTDA 23 Figura 2. Almacenamiento de materias primas 24 Figura 3. Preparación de compuesto 26 Figura 4. Molinos 27 Figura 5. Esquema general de una línea de extrusión 29 Figura 6. Comportamiento del número de intervenciones realizadas 35 Figura 6A. Tiempo total invertido en labores de mantenimiento 35 correctivo o reparativo Figura 7. Tiempo promedio de las intervenciones 36 Figura 8. Tiempo de paro en los equipos por mantenimiento 36 reparativo - correctivo. Figura 9. Causa de daño vs. cantidad de motores dañados 39 Figura 10. Equipos vs. cantidad de motores dañados 40 Figura 10A. Mes vs. Cantidad de motores dañados en el 2005 40 Figura 11. Vistas generales de dos de las extrusoras de la planta 60 Figura 12. Vista general de un tanque de vacío 62 Figura 13. Vista generales de un puller 64 Figura 14. Vista general de un corrugador 65 Figura 15. Vista general de una bomba de vacío para corrugador 66 Figura 16. Vistas generales de un marcador de la planta 67 Figura 17. Vista general de una sierra de tipo planetario 70 Figura 18. Vista general de una acampanadota 71 Figura 19. Pantalla de infomante para la actualización de actividades Estándar 81 Figura 20. Pantalla para la presentación del plan de mantenimiento 82 Figura 21. Pantalla para la actualización de solicitudes de trabajo 83 Figura 22.A. Formato para análisis de falla en los equipos 89 Figura 22.B. Formato para análisis de falla en los equipos 90 Figura 23. Fragmento del caza fallas para los equipo clase EX (Extrusoras) 91 Figura 24. Formato de Inspección para la clase de equipo bomba de vacío para corrugador (BVC) 92 Figura 25. Formato orden de trabajo, generado por Infomante 94 Figura 26. Formato para el registro de personal en Infomante 95 Figura 27. Formato de Infomante para el registro de empleados 95 Figura 28.A. Parte frontal de la solicitud de mantenimiento urgente 96 Figura 28.B. Parte posterior de la solicitud de mantenimiento urgente 96 Figura 29. Formato general de las tarjetas maestras para mantenimiento preventivo 97

LISTA DE ANEXOS
Pág
Anexo 1. Formato de registro de equipos D-R-AC 102 Anexo 2. Formato de inspección de equipo D-I-AC 104 Anexo 3. Tarjeta maestra para mantenimiento preventivo 107 Anexo 4. Pantalla de infomante para actualización de equipos 112

RESUMEN
De un buen Mantenimiento preventivo depende, no sólo un funcionamiento eficiente de las instalaciones, sino que además, es preciso llevarlo a cabo con rigor para conseguir otros objetivos como son el control del ciclo de vida de las instalaciones sin disparar los costes destinados a mantenerlas. Las estrategias convencionales de "reparar cuando se produzca la avería" ya no sirven. Fueron válidas en el pasado, pero ahora se es consciente de que esperar a que se produzca la avería para intervenir, es incurrir en unos costes excesivamente elevados (pérdidas de producción, deficiencias en la calidad, etc.) y por ello las empresas industriales se plantearon llevar a cabo procesos de prevención de estas averías mediante un adecuado programa de mantenimiento preventivo. Es preciso disponer de un sistema de mejora continua para tratar de distanciarse de los competidores y así mejorar nuestra posición en el mercado. En cuanto a mantenimiento se refiere, las únicas estrategias válidas hoy en día son las encaminadas tanto a aumentar la disponibilidad y eficacia de los equipos productivos como a reducir los costes de mantenimiento, siempre dentro del marco de la seguridad y el medio ambiente. Hoy día, la gestión del mantenimiento supone no sólo una parte importante del presupuesto de las compañías, sino que además se hace fundamental para conseguir la eficiencia de los equipos y por tanto del proceso productivo. Además, la creciente competitividad hace que las fábricas necesiten disponer de gran flexibilidad y cortos tiempos de respuesta. Por ello, en este entorno el mantenimiento juega un papel aún más importante. Los medidores fundamentales de la gestión de mantenimiento son la disponibilidad y la eficacia, que van a indicarnos la fracción de tiempo en que los equipos están en condiciones de servicio (disponibilidad) y la fracción de tiempo en que su servicio resulta efectivo para la producción (eficacia). Infomante es un sistema de información para mantenimiento por computador que respalda la ejecución y programación para garantizar una planeación basada en datos reales, que permite el análisis de puntos débiles bajo el ciclo acción – causa – efecto en componentes. Facilita el dominio de costos y generación de índices de gestión; lográndose así una combinación técnico administrativa fundamental en un mantenimiento moderno.

El uso efectivo de software para mantenimiento CMMS1, (Computerized Maintenance Management System) es fundamental para el mejoramiento continuo de las áreas. Es necesario cambiar las prácticas anteriores, donde se conformaba con llevar a cabo el trabajo sistemático lo más eficientemente posible y sin cuestionar el contenido, la frecuencia y el impacto sobre las tasas de falla del equipo. Hasta hace poco, la mayoría de los sistemas computarizados eran aplicaciones diseñadas para generar órdenes de trabajo sistemáticas o de emergencia. Con importancia secundaria eran considerados la administración de equipos, horas hombre, materiales, documentos y costos. El énfasis de las prácticas de mantenimiento en los años del nuevo milenio está en la confiabilidad equipo/sistema, el control de riesgo y el control de costo ciclo de vida. El impacto de conceptos como Mantenimiento Centrado en Confiabilidad (RCM) 2, Mantenimiento Productivo Total (TPM)3 y Costeo Basado en Actividades (ABC)4 está borrando los linderos tradicionales en las organizaciones, al punto de que se necesitan conceptos nuevos de función y de los procesos de negocios. Estas tendencias impactan directamente al diseño e implantación de sistemas para mantenimiento y provoca cuestionamientos sobre el rol e importancia de estos en la estrategia de tecnología de información empresarial. Los desarrollos mencionados están borrando la frontera entre sistemas de control de proceso, de ingeniería de planta y empresariales de negocio y también los límites entre operaciones y mantenimiento, entre mantenimiento, materiales y
1 CMMS (Sistemas computarizados para la administración de mantenimiento). PEREZ JARAMILLO, Carlos Mario. El futuro de la función de mantenimiento. Medellín : Soporte y CIA LTDA, 2003. (consultado 15 de Julio, 2005). Disponible en internet : http:// www.soporteycia.com.co/infomante/infomante.htm
2 RCM (Mantenimiento centrado en confiabilidad). ). PEREZ JARAMILLO, Carlos Mario. El futuro de la función de mantenimiento. Medellín : Soporte y CIA LTDA, 2003. (consultado 15 de Julio, 2005). Disponible en internet : http:// . www.soporteycia.com.co/infomante/infomante.htm
3 TPM (mantenimiento productivo total). PEREZ JARAMILLO, Carlos Mario. El futuro de la función de mantenimiento. Medellín : Soporte y CIA LTDA, 2003. (consultado 15 de Julio, 2005). Disponible en internet : http:// www.soporteycia.com.co/infomante/infomante.htm 4 ABC (costos basados en actividades). PEREZ JARAMILLO, Carlos Mario. El futuro de la función de mantenimiento. Medellín : Soporte y CIA LTDA, 2003. (consultado 15 de Julio, 2005). Disponible en internet : http:// www.soporteycia.com.co/infomante/infomante.htm

compras, por otro lado, esta generando procesos que justifican la necesidad urgente de repensar el alcance y significado de mantenimiento.

15
INTRODUCCIÓN
Circunstancias diversas como crisis y éxitos de tipo administrativo, financiero, económico y comercial han obligado a muchas empresas a reflexionar y reaccionar sobre sus diferentes áreas para hacerlas más efectivas, hasta el punto de tratar de crear un ambiente empresarial en cada una, con el fin de lograr actitudes gerenciales en cada responsable para garantizar la rentabilidad de su gestión con un manejo eficiente de los recursos y de esta forma poder ser competitivo. Indudablemente esto ha generado fuertes choques en las organizaciones, pues costumbres y necesidades que no se requieren se han eliminado con un alto grado de fricción; es por ello que el desconocimiento del costo del área ocupada, la efectividad de gestión y el número de equipos utilizados no han permitido visualizar si la función de mantenimiento es justificable dentro de la empresa. En la búsqueda de costos óptimos ha sido necesario replantear la función de mantenimiento orientándolo a hacerlo mas efectivo logrando que su influencia en los costos totales se minimice. Luego de un periodo de crecimiento económico, durante el cual predominaron en las empresas los criterios orientados hacia la producción, se le ha dado prioridad a otros aspectos tales como operación fácil, baja emisión de ruido, economía durante todo el periodo de funcionamiento, seguridad en los trabajadores y mantenimiento adecuado. Las razones son las cambiantes condiciones de la competencia, que no admiten ningún desperdicio de recursos tales como materias primas, tiempo, personal, repuestos, etc., la mayor complejidad de las instalaciones; así como también el grado creciente de interrelación de unidades productivas ha aumentado considerablemente los costos de paro de producción y reparaciones. En consecuencia, los tiempos de detención breves y un bajo porcentaje de fallas son factores que desempeñan un papel decisivo en el éxito económico. Las técnicas aplicadas al mantenimiento han evolucionado y se han logrado nueva herramientas básicas; entre otras los sistemas de información, capaces de facilitar la toma de decisiones a través de programas de mantenimiento que ayudan a la administración del mantenimiento teniendo en cuenta tres pilares fundamentales como son la planificación, la ejecución y el control.

16
Con estos programas podemos lograr un exitoso desarrollo de un mantenimiento preventivo para no solo asegurar la disponibilidad de máquinas, edificios y servicios de los mismos que se necesitan en la organización para el desarrollo y cumplimiento de su misión (que es la razón de ser de la compañía) sino la integridad ambiental, la seguridad, la eficiencia energética y la calidad de los productos.

17
1. PAVCO DE OCCIDENTE LTDA UNA EMPRESA AMANCO
1.1. OBJETIVOS
• Desarrollar el mantenimiento preventivo de los recursos físicos de la
compañía PAVCO DE OCCIDENTE LTDA, para codificarlo e implementarlo bajo el software de mantenimiento infomante.
• Recolectar la información referente a las especificaciones técnicas,
funcionamiento y manuales de operación de los equipos para la sección de extrusión de la planta de tubería de PAVCO DE OCCIDENTE LTDA.
• Tener en cuenta las recomendaciones del fabricante en cuanto a la resistencia de materiales para saber el tiempo de utilización de los equipos en la sección de extrusión de la planta de tubería de PAVCO DE OCCIDENTE LTDA.
• Formar un centro de documentación en el departamento de mantenimiento para los equipos de la sección de extrusión de la planta de tubería de PAVCO DE OCCIDENTE LTDA.
• Realizar el diagnostico y elaborar las hojas de trabajo para los equipos de la
sección de extrusión de la planta de tubería de PAVCO DE OCCIDENTE LTDA.
• Planear, organizar y controlar las actividades del Mantenimiento preventivo para los equipos de la sección de extrusión de la planta de tubería de PAVCO DE OCCIDENTE LTDA.
• Diseñar las rutas, frecuencias y rutinas de inspección, así como las demás actividades de Mantenimiento Preventivo para los equipos de la sección de extrusión de la planta de tubería de PAVCO DE OCCIDENTE LTDA.

18
PAVCO DE OCCIDENTE LTDA. Está ubicada en el Parque Industrial y Comercial del Cauca, municipio de Caloto departamento del Cauca a 24 kilómetros de Cali y 3 horas del puerto de Buenaventura. En 1998 se inició la construcción de la planta (5.000 m2 y 6.000 m2 de patios) y la producción de tuberías en febrero de 1999; con personal de la región. Se ha recorrido una curva de aprendizaje importante dada la vocación netamente agrícola de sus habitantes. Además de la capacitación interna, todos los colaboradores recibieron capacitación técnica por el SENA. En la actualidad Pavco de Occidente cuenta con 95 colaboradores; de los cuales el 70% son del departamento del Cauca, cumpliendo el compromiso adquirido con la ley Páez. La división de Tubosistemas ofrece soluciones integrales para aplicaciones en la industria de la construcción, infraestructura, comunicaciones y uso agrícola. El compromiso de la compañía con la filosofía de la calidad y el medio ambiente, le permite tener el certificado en el Sistema de Gestión Ambiental ISO 14001 y todas las líneas de Tubosistemas bajo el Sistema de Gestión de Calidad NTC-ISO 9001 versión 2000. Para mejorar el desarrollo social y el nivel de vida de las comunidades de su entorno, en 1985 se creó la Fundación PAVCO, actualmente con programas de gran impacto, especialmente hacia los niños en Caloto. PAVCO DE OCCIDENTE LTDA. Hace parte del Grupo Latinoamericano Amanco, el cual posee instalaciones en Centroamérica y Suramérica. Todas las empresas del grupo comparten un fuerte compromiso con las prácticas de la responsabilidad social corporativa y la ecoeficiencia, con altos estándares de calidad y tecnología, ventajas competitivas que hacen del Grupo Amanco el No. 1 de Latinoamérica en Tubosistemas. Por todo esto es tan importante organizar el mantenimiento en Pavco de Occidente Ltda porque va a incidir favorablemente y en forma progresiva para cumplir con los objetivos de la compañía. 1.2. MISION Producir y comercializar rentablemente soluciones completas, innovadoras y de clase mundial para la conducción y control de fluidos; operando en un marco de ética, ecoeficiencia y responsabilidad social.

19
1.3. VISION Queremos ser reconocidos como un grupo empresarial líder en Latinoamérica, conformado por empresas que crean valor económico operando dentro de un marco de ética, de ecoeficiencia y de responsabilidad social, de manera que podamos contribuir a mejorar la calidad de vida de la gente. 1.4. VALORES
− Nuestros Clientes Todos nuestros colaboradores buscan constantemente anticipar y satisfacer las necesidades cambiantes de nuestros clientes a través de nuestros productos y servicios; trabajando con estándares de clase mundial. − Nuestros Colaboradores El respeto mutuo es la base de las relaciones entre todos los colaboradores de nuestras empresas. Promovemos el trabajo en equipo como la mejor forma de relacionarnos. Desarrollamos un ambiente de trabajo que fomente la máxima sinergia entre nuestros colaboradores y las empresas, para el logro de nuestras metas. Brindamos oportunidades para su desarrollo profesional, así como programas de capacitación y de motivación para la mejora de destrezas y para atraer y mantener a los mejores. Proporcionamos condiciones laborales sanas y seguras.
− Nuestras Comunidades Interactuamos de manera responsable y ética con nuestras comunidades en América Latina y trabajamos por mejorar la calidad de vida de las generaciones actuales y futuras. La sociedad nos ofrece oportunidades, por ello dedicamos una parte de nuestros esfuerzos y talentos al mejoramiento de la sociedad. Nuestras empresas promueven la responsabilidad social y ambiental en todas nuestras operaciones y entre todos aquellos con quienes realizamos negocios.
1.5. PRINCIPIOS PAVCO DE OCCIDENTE LTDA. Como empresa del Grupo AMANCO, construye su éxito empresarial comprometido con los siguientes principios empresariales:
− Resultados Económicos El éxito de ésta empresa depende de que nuestra conducta empresarial sea correcta, logrando buenos resultados para los accionistas, para nuestros clientes, para nosotros, nuestros proveedores, comunidades vecinas y para nuestros países.

20
Las decisiones sobre inversiones, adquisiciones y relaciones comerciales, deben incluir no solo aspectos económicos, sino también el bienestar social de las personas y la protección al ambiente. − Conducta Empresarial Nuestra empresa obedece las leyes existentes en el lugar donde opera. Pero reconoce que esto no es suficiente y desea ir más allá, aspira a trabajar y tener una conducta que responda a los más altos niveles internacionales. La empresa procurará garantizar que nunca sea recompensado o aprobado el comportamiento desleal, corrupto y poco ético de ningún colaborador. − Conducta Individual Nuestra conducta Individual debe ser intachable y responsable. Debemos ser honestos, íntegros y justos. Eso significa que no debemos aceptar ningún tipo de soborno, ningún tipo de oferta o pago indebido, ni mezclar nuestros intereses personales con los intereses de la empresa.
− Relaciones con Nuestros Clientes Como colaboradores, debemos estar atentos en todo momento para reconocer y satisfacer las necesidades de nuestros clientes de la mejor manera posible. Esto es muy importante para nuestro éxito empresarial. Por eso, trabajamos de manera cercana con nuestros socios de negocios y proveedores con el fin de ofrecer a nuestros clientes productos y servicios de la mejor calidad. − Las y los Colaboradores Las relaciones de la empresa con todos los trabajadores se basan en el respeto, al mismo tiempo que busca atraer, recompensar y retener a los más competentes. La empresa respeta los derechos humanos de todos los trabajadores, garantizando condiciones de trabajo seguras y saludables.
Las políticas laborales procuran que todos los trabajadores tengan las mismas oportunidades para desarrollarse.
− Socios, Proveedores y Terceras Partes Se debe promover estos principios incluso con los socios, proveedores y terceras personas con las que tiene relación comercial la empresa. Es importante que también ellos tengan una conducta recta, como la de nuestra empresa.

21
− Nuestras Comunidades Vecinas Como empresa responsable tenemos la oportunidad y el compromiso de dar nuestro aporte para mejorar la calidad de vida de las generaciones actuales y futuras de las comunidades en donde se encuentra nuestra empresa. − Medio Ambiente, Salud y Seguridad Para nuestra empresa es de primordial importancia el medio ambiente, la salud y la seguridad de nuestros colaboradores, comunidades vecinas, clientes y proveedores. − Diálogo Abierto y Transparente Continuamente buscamos generar y mejorar las comunicaciones y relaciones entre nosotros, con las comunidades vecinas, clientes y proveedores. Este compromiso nos lleva a mantener un diálogo permanente, abierto y transparente.
1.6. COMPROMISO CON LA CALIDAD En PAVCO DE OCCIDENTE LTDA. Estamos comprometidos con la CALIDAD porque es la filosofía que define nuestra manera de vivir y está presente en cada una de nuestras acciones. Esto exige que hagamos de la CALIDAD siempre lo primero, con nuestra gente, nuestros servicios y nuestros productos. Por eso en PAVCO:
− Desarrollamos nuestro recurso humano orientándolo a conocer y satisfacer las expectativas y necesidades de nuestros clientes.
− Generamos un clima de confianza, respeto y participación entre todas las
personas de la Compañía, con el objetivo de producir calidad de vida, de servicio, de trabajo y de un mejoramiento continuo.
− Hacemos que nuestra gente se preocupe por el constante
perfeccionamiento de su propio trabajo, por capacitarse para participar en otras áreas.
− Diseñamos y fabricamos productos superiores para los clientes más
exigentes, respaldados con tecnología de avanzada, servicio y asistencia técnica.
− Promovemos el equilibrio entre el desarrollo, la sociedad y el medio
ambiente.

22
− Involucramos en este compromiso, no sólo a nuestros colaboradores, sino también a nuestros proveedores y distribuidores.
Nuestro compromiso con la CALIDAD, que nos hace cada día mejores, es de vital importancia para la existencia, el progreso y el liderazgo de PAVCO DE OCCIDENTE LTDA. 1.7. PRODUCTOS Desde su fundación, PAVCO DE OCCIDENTE LTDA. Ha sido pionero en tecnología, cumpliendo con los más altos estándares nacionales e internacionales de calidad, con el más completo portafolio de soluciones integrales para la construcción e infraestructura con: Sistemas para Conducción y Control de Fluidos.
PAVCO DE OCCIDENTE LTDA. Produce y comercializa Tubosistemas para la construcción, distribución y recolección de fluidos en los sectores de la construcción, infraestructura y agrícola. También, Tubosistemas para redes eléctricas, de comunicaciones, certificadas bajo el Sistema de Gestión de Calidad NTC-ISO 9001 y en el Sistema de Gestión Ambiental ISO 14001.
El correcto manejo e instalación de los sistemas PAVCO DE OCCIDENTE LTDA. Es de suma importancia, por esto, se asesora a los clientes en el diseño de las obras de ingeniería y el departamento técnico dicta en forma gratuita cursos especializados por líneas y brinda asesoría técnica en la fábrica, en escuelas de capacitación y en obra. 1.8. ORGANIGRAMA Para el desarrollo del trabajo de la planta, se cuenta con un gran conjunto humano, aproximadamente 86 personas trabajan en la planta, distribuidas así:
− Ingeniería: 5 personas − Supervisores: 4 personas − Operarios: 3 personas − Ayudantes: 50 personas − Logística: 10 personas − Administración: 4 personas − Técnicos: 8 personas − Practicantes: 2 personas

23
Todas ellas organizadas en el siguiente organigrama empresarial: Figura 1. Organigrama empresarial PAVCO DE OCCIDENTE LTDA
La Planta tiene una magnitud a nivel de producción de 14000 ton/año en capacidad instalada.
Dentro del portafolio de productos de PAVCO DE OCCIDENTE LTDA se destacan:
− Tuberías de Alta Presión − Tuberías Conduit − Tubería para Ducto Telefónico y Eléctrico − Tuberías de Presión − Tuberías Sanitaria − Tuberías Unión Platino − Tuberías de Uso Agrícola
Para la producción de esta gran variedad de referencias, la Planta de Tuberías de PAVCO DE OCCIDENTE LTDA. Cuenta con un amplio número de líneas de extrusión, todas ellas con tecnología de la mejor calidad y con procesos que garantizan la calidad de los productos. Como complemento a las líneas de extrusión, la Planta de Tuberías tiene áreas de Laboratorio, Mezclas, Molinos, Taller de Mantenimiento y de Moldes. Cuenta con todos los Sistemas de Servicios para producción (redes eléctricas, de agua, aire, red contra incendios), además de un sistema de alimentación neumático de las materias primas.

24
1.8.1 El Proceso productivo 1.8.1.1 El almacenamiento y suministro. Como se manifestó anteriormente, el proceso productivo central de la planta, es el proceso de Extrusión de Tubería, el cual se inicia con la recepción de Materias Primas, las cuales son almacenadas en silos de acuerdo a la clase de material. La Figura 2., muestra el Proceso de Almacenamiento de Materias Primas Mayores y su circuito de distribución, el cual inicia con la descarga, por big bags en bolsas de resina en la tolva de resina o de descarga (parte inferior izquierda de la figura), esta resina es transportada mediante el suministro de aire desde el Soplador PB1 y regulado por la válvula dosificadora A1; a los Silos. Se lleva posteriormente al proceso de mezcla, nuevamente, mediante el uso de aire, esta vez suministrado por el Soplador PB2. Además de la línea de suministro, el circuito cuenta con una línea para el retorno a los silos de resina proveniente de las básculas. Figura 2. Almacenamiento de materias primas
Fuente: Almacenamiento de materias primas. Caloto, 2001.

25
Paralelo al suministro de la resina, la cual es la componente principal de la mezcla, el sistema de almacenamiento y suministro debe proveer a la mezcla todos los elementos adicionales a la resina. Uno de los principales aditivos que conforman la mezcla, es el Carbonato de Calcio, el cual aumenta la rigidez y la resistencia a la tensión del compuesto final. La descarga de Carbonato de Calcio se hace mediante big bags en la Tolva de Carbonato y con el uso del Soplador PB6, se tiene la posibilidad de suministrar Carbonato a los silos o al proceso de mezcla. El control del suministro de cada uno de los componentes de la formula, está dado por las básculas ( ver Figuras 2 y 3), que monitorean y controlan la dosificación de cada uno de los elementos. 1.8.1.2. La Mezcla. Una vez se han llenado las básculas PVC1, PVC2, CARB, ADV, y LIQ (ver Figura 3), se comienza la Producción del Bache, el cual inicia descargando PVC1 al Mezclador, y dejando un tiempo para la homogenización, enseguida, se suministran los líquidos, y nuevamente se deja un tiempo de estabilización, luego del cual se adiciona el Carbonato de Calcio. Una vez la temperatura de la mezcla ha llegado a su set, se descargan los aditivos, y después, arranca el extractor de vapores (Tanque junto a las básculas en la Figura 3.), luego de esto, y cuando la mezcla ha llegado a su set, el bache sale del mezclador y se envía al Enfriador, donde además de enfriar y homogenizar la mezcla, se adiciona el contenido de PVC2. Finalmente cuando la mezcla se encuentra a una temperatura adecuada se descarga a la tolva, después pasa a una zaranda donde se separan las partículas gruesas de las finas; las partículas gruesas se recogen en una caneca y se reenvían al mezclador; mientras que las partículas finas de la mezcla van a una tolva que está debajo de la Zaranda, de esta tolva, luego usando el Soplador PB4 junto con el Aeroloc A7, van a los silos de compuesto; desde los cuales son enviados a las líneas de Extrusión para el proceso.

26
Figura 3. Preparación de compuesto
Fuente: Preparación de compuesto. Caloto, 2001 1.8.1.3 Los Molinos. Gran parte del éxito del proceso de extrusión, radica en el buen aprovechamiento de las materias primas, incluso el de aquel material que no aprobó los altos requerimiento de calidad de PAVCO DE OCCIDENTE LTDA. Por esto, los productos que no logran superar las pruebas de calidad, son sometidos a un proceso de reutilización, el cual inicia en el Molino, y cuyo funcionamiento general se muestra en la Figura 4. Los materiales a reprocesar son cargados al Prebreaker, el cual por acción de rotación los rompe en trozos, los cuales son transportados mediante un tornillo sin fin (de posición diagonal) y almacenados en una tolva. Mediante un Alimentador Vibratorio, los trozos caen a una banda transportadora la cual los lleva hasta una rampa para caer al Molino, de donde salen de acuerdo al diseño del equipo en forma granulada, posteriormente, usando un Blower (succionador-ventilador), se envían los trozos hasta la tolva del molino y de esta se pueden evacuar a bolsas (big bags); o al ducto de la tolva del pulverizador, mediante un Alimentador Vibratorio, que alimenta al Pulverizador, el cual trilla los gránulos.

27
El resultado del proceso de pulverizado entra en un ciclón, donde se separan el aire del material pulverizado, el aire se succiona mediante un blower apoyado por filtros y mangas, mientras que el material pulverizado es dosificado mediante un aerolock a una Zaranda de dos Mallas, en las mallas de la zaranda se separan las partículas grandes, las cuales son enviadas nuevamente al Pulverizador; mientras que las partículas pequeñas van a una tolva y de allí a alguno de los cuatro silos de pulverizado. Figura 4. Molinos
Fuente: Molinos. Caloto, 2001

28
1.8.1.4 Proceso de Extrusión. En el área de materiales de Ingeniería, los plásticos presentan un panorama de gran desarrollo en las últimas décadas, constituyéndose en alternativas de reemplazo para los materiales tradicionales, su gran versatilidad de aplicaciones y múltiples alternativas de procesamiento los hacen ideales para muchas aplicaciones. 1.8.1.5 El Material. Los polímeros son sustancias químicas, sintéticas derivadas de etapas de condensación y polimerización, los cuales son proporcionados para los procesos de la producción normalmente en forma de gránulos uniformes pequeños. Estos gránulos deben mezclarse con pigmento y otros aditivos como los estabilizadores ultravioletas, anti-oxidantes y otros agentes del proceso, para permitir y facilitar su transformación. La transformación de los materiales plásticos puede darse de varias formas, sin embargo, el principio fundamental es generalmente el mismo, involucra la adición de calor al material polimérico, mientras se obliga a tomar alguna forma en particular, con el uso de moldes o cabezales. Dentro de los procesos más utilizados se encuentran la extrusión, la inyección, el roto-moldeo, el soplado, entre otros, enseguida se presentará un poco más detalladamente el proceso de Extrusión, que como ya se ha manifestado, es el principal proceso de la planta de tuberías de PAVCO DE OCCIDENTE LTDA. 1.8.1.6 El Proceso. La extrusión es la generación y uso de un flujo continuo de materias primas (en nuestro caso especifico, la mezcla formada por el polímero base más todos los aditivos), para fabricar productos, caracterizados estos últimos por presentar un perfil constante. Las materias primas, en forma de polvos o pellets plásticos, son transformadas continuamente de un estado sólido a un estado de fusión y luego trasportados y presionadas a alta presión a través de una matriz. El diseño de la matriz corresponde a la forma del producto a ser fabricado. Los productos llevan una serie de procesos adicionales para obtener su presentación final. La Figura 5, presenta un esquema general de una línea de extrusión tradicional.

29
Figura 5. Esquema general de una línea de Extrusión
Fuente: Battefeld. Manual de la Extrusora KMD 2-90. Alemania, 1998. 15 p.
El proceso de Extrusión en su parte operativa se podría dividir en dos etapas generales, la primera, la etapa de Extrusión como tal y la segunda, todas las etapas de Post -Extrusión. La Extrusión, tiene dos elementos básicos, LA EXTRUSORA, y EL CABEZAL DE EXTRUSIÓN. LA EXTRUSORA, es el primer elemento de cualquier línea de extrusión, debe cumplir seis requerimientos principales:
• Recibir y almacenar el polímero. • Transportar continuamente la materia prima en estado sólido y en estado
fundido. • Calentar y comprimir el material, para fundir continuamente la materia
prima. • Plastificar el material. • Homogeneizar la materia prima térmica y físicamente. • Generar la presión necesaria para el proceso.
En general, las extrusoras están compuestas por uno o dos tornillos a motor que giran dentro de un cilindro caliente. El diseño de los tornillos determina los requerimientos claves del proceso, tales como índice de productividad, calidad de fusión y materias primas utilizadas.

30
El proceso de Extrusión desarrollado al interior de la Máquina se puede dividir en varias zonas. La primera de las denominadas zonas, es la “ZONA DE HOMOGENIZACIÓN Y DOSIFICACIÓN”, donde se homogeniza la masa fundida y se suministra el fundido al cabezal con la presión necesaria para lograr que éste fluya a través de él. Esta zona controla el flujo másico o producción de la extrusora y es la responsable de mantener constante la presión en la punta del husillo, exactamente antes del cabezal. El flujo de polímetro fundido en la zona de dosificación se produce por la interacción de tres mecanismos de transporte. El primero, es el mecanismo de transporte por arrastre, el cual es producto del movimiento relativo de las superficies de contacto, que son en este caso, el barril y los tornillos. El segundo mecanismo, es el flujo de presión, este mecanismo parte de la suposición de una total adherencia del polímero a las superficies que limitan el flujo (barril y tornillos), y es producido por la diferencia de presión entre dos puntos, lo que genera una tendencia a fluir en dirección a la tolva (inversa al proceso), lo que produce presión hacia la punta del tornillo. El tercer mecanismo, es el flujo de pérdida que es el resultado del flujo de polímero fundido a través del juego radial del filete devolviéndose hacia los canales anteriores. LOS CABEZALES DE EXTRUSIÓN. En general, la fibra fundida como la produce la extrusora tiene forma circular; el cabezal de extrusión se utiliza para volver a dar forma a este flujo simple con una geometría más compleja según el diseño correspondiente del producto final (por ejemplo, perfiles de canales o bajantes o tuberías corrugadas). Contrariamente a lo que ocurre en el equipo (barril – tornillos), el flujo del polímero fundido a través del cabezal es producido únicamente por el flujo de presión, resultado de la diferencia de presión entre la punta de los tornillos (contrapresión) y la presión atmosférica. En resumen, los equipos de extrusión están compuestos por una unidad constructora de presión (barril – tronillo) y una unidad consumidora de presión (cabezal). El comportamiento de los tornillos, barril y cabezal, es determinado por las condiciones de operación seleccionadas, el requerimiento de producción, el tipo de polímero que se pretende procesar y el diseño geométrico de los tres. Por tal motivo, la evaluación del sistema barril – tornillos – cabezal, es necesaria para lograr un adecuado control del proceso de extrusión. La Post-Extrusión. Cuando el polímero sale del cabezal se finaliza el proceso de extrusión y se inicia la post-extrusión que consiste en dar al producto la forma final que lleva el tubo o el perfil.

31
Con esto, la post-extrusión se refiere a todos aquellos procesos desarrollados sobre el material, una vez éste es liberado del cabezal; dentro de las etapas de post-extrusión más destacadas se encuentran, el calibrado, el corrugado, el halado, el rotulado, el perforado, el acampanado, el enrollado, entre otros; los cuales permiten obtener la gran variedad de tuberías producidos por PAVCO DE OCCIDENTE LTDA. A continuación, se presentarán de manera muy general cada uno de los subproceso de post-extrusión desarrollados en la planta de tuberías. CALIBRACIÓN Y ENFRIAMIENTO. Los tanques básicamente son dispositivos de calibración de la tubería. Al salir el material plastificado de la extrusora, se realiza el proceso de calibrado exterior por uno de dos procedimientos, por Sobre presión, o en Tanques de Vacío. Aparte del proceso de calibrado se tienen tanques como Unidades de Enfriamiento, donde los productos (tuberías o perfiles), ya calibrados deben someterse a un enfriado adicional, para que tengan la resistencia necesaria antes de llegar a la etapa de halado. En los tanques se pueden usar baños de agua o sistemas de aspersión. Los tanques dependen de la velocidad de halado, del espesor de las paredes de la tubería extruida y de la relación existente entre diámetro y espesor. CORRUGADO. Las tuberías corrugadas (superficie exterior perfilada, e interior lisa), usan un cabezal algo diferente al descrito previamente, pues disponen de una boquilla que penetra profundamente en el dispositivo de calibración, el cual funciona además como dispositivo de halado y se denomina Corrugador, además de cumplir con las anteriores funciones, el corrugador cuenta con una serie de orugas que tienen el perfil que se busca obtener en el diámetro exterior de la tubería. Una vez el material sale del cabezal, la tubería aún en estado plástico pasa al corrugador, y las orugas (haladas normalmente por cadenas), se acoplan al tubo extruido, al que sirven de calibrador. La tubería se incrusta en las ranuras de las orugas por efecto del vacío, enfriándose por disipación de calor a las orugas. HALADO. Se realiza mediante equipos denominados “PULLERS”, los cuales, a través de cadenas de orugas o bandas, halan el producto que sale del cabezal. Para que los productos extruidos (tuberías), tengan un espesor invariable, el rendimiento de la extrusora y la velocidad de halado deben ser uniformes. MARCADO. Sobre la mayoría de los productos se imprimen cada cierta longitud la marca de PAVCO DE OCCIDENTE LTDA. y AMANCO, además de algunos datos técnicos como el diámetro y la resistencia entre otros. Los instrumentos utilizados para este proceso se denominan marcadores de tipo digital.

32
CORTE. Al describir el proceso de Extrusión, se manifestó que se trata de un proceso constante, es decir que la tasa de producción podría considerarse lineal, sin embargo, los productos deben tener una longitud finita, lo que hace necesario, que dentro de las etapas de Post-extrusión, se cuente con dispositivos que corten los productos. En la planta de Tuberías, el proceso de corte se hace mediante sierras de varios tipos: planetarias, de hoja, con corte por disco o por cuchillas, entre otras. ACAMPANADO. Las líneas de distribución por tuberías, normalmente son de longitud mucho mayor a las de los tubos, lo que hace necesario que en una línea de distribución se deban acoplar varios tubos, implicando esto la necesidad de contar con dispositivos que faciliten el acople entre los tubos, para esto, en gran parte de las referencias de tubería los productos llevan en un extremo, un ensanchamiento denominado campana. El proceso para obtener dicha campana, inicia con la adición de calor al extremo del material para reblandecer al mismo y poder reformarlo, mediante el uso de mandriles con la forma de campana indicada. En varias referencias de tubería acampanada, además del ensanchamiento en la punta, se adiciona al material un anillo de caucho que asegura el acople entre los tubos. 1.8.2. El Departamento de mantenimiento. Con la anterior descripción del del proceso desarrollado y teniendo en cuenta que se cuenta con un gran número de líneas de producción, cada una de ellas con todas las etapas mencionadas; se hace evidente el reto del Departamento de Mantenimiento; garantizar el funcionamiento optimo de todos los equipos operativos, además de los equipos de las áreas complementarias, los que forman un inmenso conjunto el cual debe trabajar dentro de un marco controlado, planeado y confiable. Lo anterior, hace que el Departamento de Mantenimiento sea una de las áreas estrategias para la planta, sin embargo, hasta hace no mucho tiempo los resultados obtenidos y la metodología de trabajo utilizadas, parecían no ser los esperados. Por tal razón a inicios de este año, se inició un proceso de reestructuración y reorientación del Departamento de Mantenimiento, proceso que aún se encuentra en desarrollo y el cual se ha planeado a largo plazo, donde se tiene como objetivo final una metodología de Mantenimiento Basada en la Confiabilidad de los Equipos. Es evidente que alcanzar los objetivos trazados no será una tarea rápida ni sencilla, pero se tiene la ventaja de trabajar bajo unos objetivos y unos lineamientos claros.

33
1.8.2.1. Evaluación de las condiciones de mantenimiento. Al inicio del plan de trabajo, las labores de mantenimiento en la planta de Tuberías de PAVCO DE OCCIDENTE LTDA., se centraban en el Mantenimiento Correctivo y Reparativo, es decir, cuando se presentaba un desperfecto o falla en alguno de los equipos, se informaba al personal de mantenimiento quienes acudían a atender la emergencia. Además de esto, el Departamento de Mantenimiento es el responsable de las labores de montaje de los equipos, lo que hace que se invierta gran parte del tiempo de trabajo en labores de instalación y desinstalación de equipos. Paralelo al mantenimiento correctivo y reparativo, se desarrollaban labores básicas de mantenimiento preventivo y algunas intervenciones de mantenimiento predictivo, cuyos resultados e información no eran aprovechados y no se hacia un seguimiento sobre los mismos. Para el desarrollo del plan de mantenimiento preventivo, se inició con un diagnostico y reacondicionamiento de los equipos seleccionados, a continuación se presentan las intervenciones de Mantenimiento Correctivo y Reparativo ejecutadas desde junio hasta octubre de este año y las cuales ayudaron a determinar los equipos críticos con los cuales se inició el proceso de desarrollo de Mantenimiento Preventivo. En la primera parte de la Tabla 1, se muestran las intervenciones realizadas en cada semana, el número de horas invertidas en ese número de intervenciones, lo que permite establecer un tiempo promedio por intervención (mostrado también en la Tabla 1), y finalmente el tiempo que se debió parar los equipos para atender labores de mantenimiento. En la segunda parte de la Tabla 1, se muestra un resumen global de las intervenciones e índices presentados durante los meses analizados. El comportamiento de las variables se puede observar más detalladamente en las Figuras 6 – 6A.

34
RESUMEN DE LAS INTERVENCIONES DE MANTENIMIENTO CORRECTIVO ABRIL – AGOSTO 2005
Tabla 1. Intervenciones de Mantenimiento Correctivo y Reparativo.
S Fechas Intervenciones Tiempo Total (h)
Tiempo Promedio
(min.)
Tiempo de Paro (h)
16 – 17 12 Abr. - 25 Abr. 183 135,333 44,37 0 18 26 Abr. - 2 May 103 81,3333 47,37 0 19 3 May - 9 May 142 104,916 44,33 0 20 10 May - 16 May 130 97,75 45,11 0 21 17 May - 23 May 118 96,6666 49,15 59,41666 22 24 May - 30 May 107 90,4166 50,7 62,5 23 31 May - 6 Jun. 154 106 41,29 57,58333 24 7 Jun. - 13 Jun. 90 65,85 43,9 34,1 25 14 Jun. - 20 Jun. 72 45,3333 37,77 14,5 26 21 Jun. - 27 Jun. 76 71,5 56,44 29 27 28 Jun. - 4 Jul. 43 37,6666 52,56 16,08333 28 5 Jul. - 11 Jul. 65 54,5 50,3 25,25 29 12 Jul. - 18 Jul. 88 70,5833 48,12 30,5 30 19 Jul. - 25 Jul. 73 60 49,31 28,5 31 26 Jul. - 1 Ago 73 55,25 45,41 20,08333 32 2 Ago - 8 Ago 77 71,5833 55,77 50,91666 33 9 Ago - 15 Ago 51 29,5833 34,8 13,25 34 16 Ago - 22 Ago 57 42,3333 44,56 23 35 23 Ago - 29 Ago 53 36,5833 41,41 13
Semana Evaluadas 20 Total de Intervenciones 1755 Tiempo Total de Intervenciones 1353,183335 horas Tiempo Promedio Semanal 67,65916673 horas/semana Tiempo Total de Paro 477,6833337 horas
TOTALES
Tiempo Promedio de Paro Semanal 31,84555558 horas/semana

35
Figura 6. Comportamiento del número de intervenciones realizadas.
Figura 6A. Tiempo Total Invertido en Labores de Mantenimiento Correctivo o Reparativo
I n t e r v e n c io n e s
0
2 0
4 0
6 0
8 0
1 0 0
1 2 0
1 4 0
1 6 0
1 8 0
2 0 0
1 6 - 1 7 1 8 1 9 2 0 2 1 2 2 2 3 2 4 2 5 2 6 2 7 2 8 2 9 3 0 3 1 3 2 3 3 3 4 3 5
S e m a n a
T ie m p o T o ta l
0
2 0
4 0
6 0
8 0
1 0 0
1 2 0
1 4 0
1 6 0
1 6 - 1 7 1 8 1 9 2 0 2 1 2 2 2 3 2 4 2 5 2 6 2 7 2 8 2 9 3 0 3 1 3 2 3 3 3 4 3 5
S e m a n a
Hor
as

36
Figura 7. Tiempo Promedio de las Intervenciones
Figura 8. Tiempo de paro en los equipos por mantenimiento reparativo - correctivo
.
Tiem pos de Paro
0
10
20
30
40
50
60
70
21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
Sem ana
Hor
as
T iem po P rom edio de In te rv enc iones
0
10
20
30
40
50
60
16 - 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
S em an a
Min
utos

37
Al observar el comportamiento de las cuatro figuras anteriores, se logra establecer que el proceso de mantenimiento correctivo se encuentra fuera de cualquier tipo de control, aunque es muy difícil pensar en algún tipo de “Control Estadístico de Proceso” para mantenimiento correctivo, por ser éste, un proceso dependiente de las condiciones inesperadas de los equipos, si debiésemos poder establecer unos limites de comportamiento ideales para las variables analizadas, situación que en este momento es muy difícil; basta con observar la Figura 7, donde luego de la semana de mejor comportamiento, se tiene el segundo tiempo promedio más alto; y luego del tiempo promedio más alto, se tiene el segundo mejor tiempo promedio. Sin embargo, hay algunas observaciones por hacer que muestran que la metodología de trabajo si empieza a dar los frutos esperados. En las Figuras 5 y 6, se nota que el número de Intervenciones realizadas cada semana tiende a disminuir, así como el tiempo total de las intervenciones, lo que es prueba clara de que se está empezando a llevar a los equipos a las condiciones ideales para el proceso. Tabla 2. Intervenciones por Clase de Equipo
CLASE DE EQUIPO TOTAL DE INTERVENCIONES
Acampanadoras 76 Corrugadores 82 Enrrolladoras 37 Extrusoras 178 Marcadores 253 Moldes 215 Sierras 336 Tanques 33
De la Tabla 2 se nota claramente que la clase de equipo critica corresponde a las SIERRAS, se recomienda iniciar el proceso de planeación de mantenimiento preventivo, re-evaluando las frecuencias de intervención sobre todo en lo correspondiente al afilado de los elementos de corte y puesta a punto de los equipos, ya que el síntoma critico de la clase es problemas de corte defectuoso. Luego, se debería establecer una metodología clara y estandarizada, para el proceso de limpieza de cabezales sobre los equipos digitales de marcado, proceso que se realiza muy frecuentemente y el cual presenta tiempos de intervención bastante variables (entre 20 y 60 minutos), buscando un tiempo máximo de intervención de 25 minutos.

38
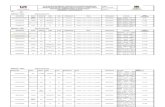
Igualmente se le hizo el siguiente seguimiento a los daños en motores. Tabla 3. Intervenciones por daño en motores
MES CLASE DE EQUIPO POTENCIA
CAUSA DEL DAÑO
MAQUINA EQUIPO PARTE
DESCRIPCION DEL PROBLEMA
HP KW
ENERO E-6 SIERRA ASPIRADORA BLOWER BOBINADO ABIERTO 7 OBSTRUCCION
ENERO SALA MAQUINA TORRE ENFRIAM MOTOR ELECTRICO VENTILADOR BOBINADO ABIERTO 7,5 HUMEDAD
ENERO E-7 TANQUE BBA VACIO BBA VACIO QUEMADO 5 HUMEDAD
ENERO MOLINO PULV. AEROLOC VALVULA ROTATIVA REPARACION 1 HUMEDAD
FEB SALA MAQUINA CARCAMO BBA SUMERGIBLE BBA SUMERGIBLE REPARACION 7,5 RUPTURA EJE CENTRAL
FEB E-1 MOTOR PPAL MOTOR REALIANCE MOTOR PPAL EXTRUSORA REPARACION 40 ENVEJECIMIENTO
FEB SALA MAQUINA COMPRESOR 2 MOTOR PPAL COMPRESOR AISLAMIENTO BAJO 40 SOBRETENSION
FEB MOLINO PULV. AEROLOC VALVULA ROTATIVA BOBINADO 0,5 OBSTRUCCION
FEB SALA MAQUINA CARCAMO BBA SUMERGIBLE BBA SUMERGIBLE REPARACION 7,5 HUMEDAD
FEB E-8 EXTRUSORA CHILLER TORNILLOS BBA HIDRAULICA REPARACION DAÑO RODAMIENTO
MARZO E-6 TANQUE 1 BBA AGUA BBA AGUA GARANTIA 7 5,5 GARANTIA
MARZO E-3 EXTRUSORA BBA VACIO BBA VACIO QUEMADO 3,6 SELLO MECANICO
MARZO E-2 EXTRUSORA REFRIGERACION BARRIL BBA HIDRAULICA BOBINADO ATERRIZADO 1 HUMEDAD
MARZO MOLINO PULV. AEROLOC VALVULA ROTATIVA BOBINADO 0,5 DAÑO VENTILADOR
MARZO E-4 EXTRUSORA BBA DE VACIO BBA VACIO BOBINADO ATERRIZADO 2 SELLO MECANICO
ABRIL E-6 TANQUE 1 BOMBA AGUA BBA AGUA REPARACION 5 HUMEDAD
ABRIL E-7 TANQUE 2 MOTOR BBA DE VACIO BBA VACIO GARANTIA 5 GARANTIA
ABRIL SALA MAQUINA CARCAMO BBA SUMERGIBLE BBA SUMERGIBLE REPARACION 2 HUMEDAD
ABRIL E-2 ACAMP. MOTOR ARRASTRE L1 REDUCTOR BOBINA ABIERTA 0,3 0,22 BOBINA FRENO
MAYO E-1 TANQUE BBA DE VACIO BBA VACIO QUEMADO 1,6 1,2 MAL AJUSTE AGUA SELLO
MAYO E-2 TANQUE 2 MOTOR BBA DE VACIO BBA VACIO QUEMADO 5 MAL AJUSTE AGUA SELLO
MAYO E-1 TANQUE 2 MOTOR BBA SCAVENLLER BBA ESCAVENLLER QUEMADO 1,5 TERMICO INADECUADO
JUNIO SALA MAQUINA CARCAMO BOMBA AGUA BBA AGUA BOBINADO 5 TERMICO INADECUADO
JUNIO E-9 SIERRA MOTOR ELECTRICO MOTOR BOBINA ATERRIZADA 2 1,5 FALLA AISLAMIENTO
JUNIO MOLINO PULV. MOTOR ELECTRICO MOTOR QUEMADO 75 MOTOR EN DOS FASES
JUNIO SALA MAQUINA COMP. N-1 MOTOR DE VENTILADOR VENTILADOR ARRANQUE MALO 0,3 DAÑO CAPACITOR
JULIO E-2 TANQUE 1 MOTOR BBA DE AGUA BBA AGUA BOBINA ABIERTA 3,2 MAL CONTACTO CABLES
JULIO E-5 ACAMP. MOTOR BBA HIDRAULICA BBA HIDRAULICA QUEMADO 6,6 FALLA AISLAMIENTO
AGOSTO E-2 MOTOR PPAL MOTOR PPAL MOTOR PPAL EXTRUSORA REPARACION 50 ENVEJECIMIENTO
AGOSTO SALA MAQUINA CARCAMO BBA SUMERGIBLE BBA SUMERGIBLE EJE TORCIDO 2 MOTOR EN DOS FASES
SEPT E-5 EXTRUSORA REFRIGERACION BARRIL BBA HIDRAULICA QUEMADO 1 DAÑO RODAMIENTO
SEPT E-1 TANQUE 2 BOMBA DE AGUA BBA AGUA MOTOR QUEMADO 2,4 DAÑO RODAMIENTO
SEPT E-7 SIERRA L1 MOTOR DISCO MOTOR DISCO BOBINADO ABIERTO 1,2 DISCO EN MAL ESTADO
OCT E-2 TANQUE L2 BBA VACIO BBA VACIO BOBINADO RECALENTADO 5
MAL AJUSTE AGUA SELLO
OCT E-7 EXTRUSORA BBA VACIO BBA VACIO BOBINADO ABIERTO 3,6 TERMICO INADECUADO

39
En la tabla 3 se muestran todos los daños de motores en el año 2005. En las figura 9, se nota las causa de los daños, en la figura 10, los equipos que mas se le dañan los motores y en la figura 11, se nota que con las acciones correctivas que se han venido implementando (tabla 4) ha disminuido el daño en los motores. Figura 9. Causa de daño vs. cantidad de motores dañados
CAUSA DE DAÑOS VS CANTIDAD 2005
0
1
2
3
4
5
6
7
8
DA
ÑO
RO
DA
MIE
NT
O
HU
ME
DA
D
MO
TO
R E
ND
OS
FA
SE
S
TE
RM
ICO
INA
DE
CU
AD
O
CA
NT
IDA
D
CAUSA DE DAÑOSVS CANTIDAD 2005

40
Figura 10. Equipos vs. cantidad de motores dañados
EQUIPOS VS CANTIDAD
0
1
2
3
4
5
6
7
8
BBAS
DE AGUA
BBAS
ESC
AVEN
LLER
BBAS
HID
RAUL
ICAS
BBAS
SUMER
GIBLE
S
BBAS
DE VAC
IO
BLOWES AS
PIRAD
ORA
MOTO
R PPAL
EXT
RUS
ORA
MOTO
R PPA COMPR
ESOR
CANTID
AD
EQUIPOS VSCANTIDAD
Figura 10A. Mes vs. cantidad de motores dañados en el 2005
MES VS CANTIDAD DE MOTORES 2005
0
1
2
3
4
5
6
7
ENERO
MARZO
MAYO
JULIO
SEPTNOV
CA
NT
IDA
D
MES VS CANTIDADDE MOTORES

41
Tabla 4. Acciones tomadas por daño en motores ITEM CAUSA DE DAÑO DESCRIPCION
1 HUMEDAD INSTALAR GUARDAS DE PROTECCION A LOS MOTORES CRITICOS.
2 HUMEDAD COLOCAR ADECUADAMENTE LAS PRENSAESTOPAS Y TAPAS DE LOS MOTORES
3 DAÑO RODAMIENTOS REALIZAR PERIODICAMENTE MANTENIMIENTOS PREDICTIVOS A LOS MOTORES
4 MAL AJUSTE DEL AGUA DEL SELLO LIQUIDO
INSTALAR A TODAS LAS BOMBAS DE VACIO SU RESPECTIVO REGULADOR DE CAUDAL, MANOMETRO.
5 TERMICO INADECUADO CAMBIO DE TERMICOS QUE NO SON LOS APROPIADOS PARA LOS MOTORES.
6 MOTOR EN DOS FASE REVISAR PERIODICAMENT CONTACTOS DE BORNES EN LOS MOTORES Y SUS RESPECTIVO CONTROL Y FUERZA
1.8.2.2.Estado actual del departamento de mantenimiento. En el numeral anterior, se hizo un estudio de la evolución del comportamiento del departamento de mantenimiento de la planta de tuberías de PAVCO DE OCCIDENTE LTDA., dicho estudio, mostró un mejoramiento en los indicadores del departamento, fruto de la reorganización del mismo. La reorganización referida, consistió en contratar un ingeniero mecánico por un año para que ayudara con los trabajos realizados por los talleres metal mecánicos, con esto se le esta realizando más supervisión a los trabajos realizados tanto por técnicos de la empresa como por contratistas en lo reparativo, correctivo y programado, lo que ha llevado a que las solicitudes de mantenimiento urgentes y los tiempos de intervención hayan disminuido (Tal y como lo muestran las Figuras 6 y 6A).

42
2. RESEÑA TEORICA
Teniendo claro el entorno en el cual se desarrolló la práctica, se revisarán a continuación las definiciones más importantes a cerca de mantenimiento, de esta manera se busca centrar el trabajo dentro de la filosofía del mantenimiento preventivo, además de servir de marco conceptual para los temas subsiguientes. Todos los equipos sufren deterioro por su uso normal, operación inadecuada, defectos en su montaje, especificaciones técnicas mal concebidas y su no utilización. Este proceso obliga a tomar acciones encaminadas a restablecer las condiciones normales de funcionamiento de los mismos. El mantenimiento es la técnica que combina varios factores: mano de obra, información, capital, energía, materiales, procesos, procedimientos y herramientas, cuyo objetivo último es, garantizar el funcionamiento óptimo de los equipos e instalaciones productivas de una organización. En este caso especifico los equipos de la Planta de extrusión de PAVCO DE OCCIDENTE LTDA. Teniendo en cuenta los principios empresariales de PAVCO DE OCCIDENTE LTDA., adicionales al compromiso de la compañía con la política de calidad; la gestión del mantenimiento es un instrumento que permite conjugar los anteriores conceptos, mediante la aplicación de métodos de ingeniería y estrategias que otorgan un margen de contribución a las utilidades de la empresa. Los métodos aplicados al mantenimiento han evolucionado y se han logrado nuevas herramientas básicas, entre otras, los sistemas de información, capaces de facilitar la toma de decisiones y planeación de objetivos, a través del suministro de información sobre aspectos técnicos y económicos, programas de mantenimiento, control de trabajos, diagnóstico de condición de equipos y estadísticas de comportamiento y falla, además de la evolución de los equipos. 2.1 DEFINICIÓN Literalmente, el mantenimiento es un conjunto de actividades de planeación, organización, control, dirección y ejecución de métodos, que tienen como objetivo corregir, prevenir y predecir fallas en las instalaciones, máquinas y equipos, permitiendo al menor costo posible la continuación del servicio para el cual fueron diseñados. Además, el mantenimiento encaminado a mantener la capacidad productiva en el nivel ideal, debe satisfacer las siguientes observaciones.

43
- Minimizar los costos de parada y reparaciones por daños en los equipos. - Maximizar la vida útil, disponibilidad, confiabilidad y efectividad de
instalaciones, máquinas y equipos. - Garantizar el desarrollo del proceso bajo condiciones óptimas de seguridad
industrial. 2.2 TIPOS DE MANTENIMIENTO Las diferentes condiciones que presentan los tipos de mantenimiento, son enunciadas aquí con el fin de proporcionar un panorama general de las tendencias posibles a seguir en un plan de mantenimiento y a su vez, servir de glosario explicativo para algunos términos utilizados más adelante. 2.2.1 Mantenimiento reparativo. Las actividades de mantenimiento son reparaciones que se efectúan cuando la máquina o equipo presenta alguna falla. Este sistema es el menos eficiente, ya que es el equipo quien “impone” las paradas y frecuencias no permitiendo así ningún tipo de planeación. 2.2.2 Mantenimiento correctivo. Busca mediante la eliminación de las causas que producen paradas de la producción, corregir los problemas a través de un análisis de ingeniería, para detectar las situaciones que llevaron a las fallas y la manera más rápida, económica y sencilla de eliminarlas. Este sistema presenta grandes deficiencias en cuanto a la minimización del stock de repuestos, además, no permite anticipación a las fallas y genera un decremento progresivo de la calidad. 2.2.3 Mantenimiento programado. Este es otro tipo de mantenimiento que se practica hoy en día y se basa en el supuesto de que las piezas se desgastan siempre en la misma forma y en el mismo período de tiempo, independiente de sí se está trabajando bajo condiciones diferentes. En este tipo de mantenimiento se lleva a cabo un estudio detallado de los equipos de la fábrica y a través de él se determina, con ayuda de datos estadísticos e información del fabricante, las partes que se deban cambiar, así como la periodicidad con que se deben hacer los cambios. Una vez hecho esto, se elabora un programa de trabajo que satisfaga las necesidades del equipo. Aunque este sistema es superior al mantenimiento correctivo, presenta algunas fallas, la principal se refiere a que con el fin de prestar el servicio que ordena el programa a una determinada parte del equipo, sea necesario retirar o desarmar partes que están trabajando en forma correcta.

44
2.2.4 Mantenimiento periódico. Este tipo de mantenimiento, es aquel que se realiza después de un período de tiempo generalmente largo (entre seis y doce meses). Este mantenimiento se practica por lo regular en plantas de proceso como petroquímicas, azucareras, papeleras, de cemento, etc. Y consiste en realizar grandes paradas en las que se realizan reparaciones mayores. Para implantarlo se requiere excelente planeación e interrelación del área de mantenimiento con las demás áreas de la empresa para así llevar a cabo las acciones en el menor tiempo posible. 2.2.5 Mantenimiento preventivo. Para evitar que se confunda este mantenimiento con una combinación del periódico y del programado, se debe hacer énfasis en que la esencia de éste son las inspecciones programadas, que pueden ó no tener como consecuencia una tarea correctiva ó de cambio. Este sistema se basa en el hecho de que las partes de un equipo se gastan en forma desigual y es necesario prestarles servicio en forma racional, para garantizar su buen funcionamiento. El Mantenimiento Preventivo es aquel que se hace mediante un programa de actividades, previamente establecido, con el fin de anticipar la presencia de fallas en instalaciones y equipos; el programa se fundamenta en el estudio de necesidades de servicio de un equipo, teniendo en cuenta cuales de las actividades se harán con los equipos detenidos y cuales en marcha. Además, se estima el tiempo que se toma cada operación y la periodicidad con que se efectúa, con el fin de poder determinar así las horas hombre que requiere una tarea de mantenimiento, al igual que las personas que se van a emplear en determinados momentos del año. El éxito de un Programa de Mantenimiento, estriba en el análisis detallado del funcionamiento de las máquinas y en el cumplimiento estricto de las actividades, para cuyo efecto se debe llevar un buen control. 2.2.6 Mantenimiento predictivo. Este tipo de mantenimiento consiste en hacer mediciones o ensayos no destructivos, mediante equipos especializados a partes de maquinaria que sean muy costosas y a las cuales no se les pueda permitir fallar inesperadamente; ya sea que puedan arriesgar la integridad de los operarios o causar daños de grandes costos. La mayoría de las inspecciones se realizan con el equipo en marcha y sin causar paros de la producción. La Tabla 5, referencia algunas de las intervenciones de Mantenimiento Predictivo realizadas más frecuentemente.

45
Hasta ahora se han presentado un conjunto de estrategias especificas alrededor del mantenimiento, sin embargo, desde hace algunas décadas se han desarrollado toda una serie sistemas completos para mantenimiento, muchos de estos tienen varios puntos en común y en todos se garantiza el cumplimiento de los pilares básicos del mantenimiento. Luego de la Tabla 5, se presentarán muy brevemente dos de los sistemas de gestión de mantenimiento más difundidos y de mejores resultados conocidos, el Mantenimiento Preventivo Total5, y el Mantenimiento Basado en la Confiabilidad6. 2.2.7 Mantenimiento Productivo Total. Mantenimiento Productivo Total es la traducción de TPM (Total Productive Maintenance). El TPM es un sistema japonés de mantenimiento industrial desarrollado a partir del concepto de "Mantenimiento Preventivo". El TPM es una estrategia compuesta por una serie de actividades ordenadas, que una vez implantadas ayudan a mejorar la competitividad de una organización industrial o de servicios. Se considera como estrategia, ya que ayuda a crear capacidades competitivas a través de la eliminación rigurosa y sistemática de las deficiencias de los sistemas operativos. El TPM permite diferenciar una organización en relación a su competencia debido al impacto en la reducción de los costes, mejora de los tiempos de respuesta, fiabilidad de suministros, el conocimiento que poseen las personas y la calidad de los productos y servicios finales. TPM enfoca el mantenimiento como un requisito y una parte sumamente importante del negocio. Ya no se considera como una actividad de no-ganancia, el mantenimiento se fija como una parte del día industrial y en algunos casos, como una parte íntegra del proceso industrial. 5 TPM (mantenimiento productivo total PEREZ JARAMILLO, Carlos Mario. El futuro de la función de mantenimiento. Medellín : Soporte y CIA LTDA, 2003. (consultado 15 de Julio, 2005). Disponible en internet : http:// www.soporteycia.com.co/infomante/infomante.htmf 6 PEREZ JARAMILLO, Carlos Mario. El futuro de la función de mantenimiento. Medellín : Soporte y CIA LTDA, 2003. (consultado 15 de Julio, 2005). Disponible en internet : http:// www.soporteycia.com.co/infomante/infomante.htmwww.soporteycia.com.co/infomante/infomante.htm

46
Tabla 5. Algunas Intervenciones de Mantenimiento Predictivo.
Tipo Descripción de la Intervención
Análisis de Aceites
Se hace una inspección de viscosidad al aceite, la cual puede ser alterada por agentes contaminantes que afectan la estructura del lubricante. Además, se revisa la acidez del lubricante y su variación con respecto al nivel original, lo que determina el TAN ó el TBN.(acidez-básico)
Análisis de Vibraciones
Las vibraciones son movimientos armónicos simples relativos entre piezas en movimiento. Por lo anterior, es normal que los equipos presenten ciertos niveles de vibración, sin embargo, en ocasiones y por efecto de desbalanceos, desalineaciones, entre otras; se generan niveles de vibración por encima de lo permisible (La Norma ISO 10816, presenta los niveles permisibles para algunos mecanismos).
Conteo de Partículas
Sobre los lubricantes del equipo se mide la presencia de agua por comparación con una muestra de lubricante nuevo y las PPM (partes por millón) de 19 agentes metálicos, estos valores se comparan con la Norma ISO 4406, la cual especifica los niveles permisibles para cada mecanismo.
Termografía
La termografía permite visualizar las emisiones radiadas por cualquier cuerpo que se encuentre a una temperatura mayor a cero grados absolutos, produciendo imágenes térmicas denominadas termogramas. El termograma es una imagen del cuerpo presentada como una distribución de calor a niveles isotérmicos, permitiendo localizar puntos calientes o fríos en dicho cuerpo.
Tintas Penetrantes
El método de líquidos penetrantes (LP), se basa en el principio físico conocido como “Capilaridad” y consiste en la aplicación de un líquido, con buenas características de penetración en pequeñas aberturas, sobre la superficie limpia del material a inspeccionar.
Ultrasonido
El método de Ultrasonido se basa en la generación, propagación y detección de ondas elásticas (sonido) a través de los materiales. Mediante el uso de un sensor o transductor acústicamente acoplado en la superficie de un material. Este censor, contiene un elemento piezo-eléctrico, cuya función es convertir pulsos eléctricos en pequeño movimientos o vibraciones, las cuales a su vez generan sonido, con una frecuencia en el rango de los Megahertz.
Fuente: manual del ingeniero mecánico

47
Las características del TPM más significativas son: − Acciones de mantenimiento en todas las etapas del ciclo de vida del equipo. − Participación amplia de todas las personas de la organización. − Es observado como una estrategia global de empresa, en lugar de un
sistema para mantener equipos. − Orientado a la mejora de la efectividad global de las operaciones, en lugar
de prestar atención a mantener los equipos funcionando. − Intervención significativa del personal involucrado en la operación y
producción en el cuidado y conservación de los equipos y recursos físicos. − Procesos de mantenimiento fundamentados en la utilización profunda del
conocimiento que el personal posee sobre los procesos.
El TPM se apoya fuertemente en el proceso de aprendizaje dentro de las fábricas, cada uno de los procesos fundamentales cuenta con mecanismos para conservar el conocimiento. Las etapas básicas del TPM se apoyan en el registro y conservación de la experiencia adquirida por los trabajadores en el cuidado y conservación de los equipos, cada reparación e inspección de un equipo se constituye en un proceso de generación de conocimiento. Sin embargo, es frecuente en las empresas industriales observar que este conocimiento se pierde por la falta de registros de información. En otras empresas el "dato" existe pero este no genera información por falta de interpretación. Si no existe información, no existirá la posibilidad de generar conocimiento. El TPM requiere realizar un plan de formación y de obtención de conocimiento, además, el TPM aporta metodología para aprender a partir de los análisis de averías y fallos. Las enseñanzas de cada evento se conservan y transfieren a los demás integrantes de la fábrica evitando su repetición en el futuro, siendo este uno de los mecanismos de un correcto mantenimiento planificado. Los procesos fundamentales del TPM constituyen las actividades operativas que se deben realizar para lograr las mejoras esperadas. Estos procesos se deben desarrollar en forma ordenada, siguiendo una metodología que asegure el logro de beneficios, algunas de las etapas por superar son:
− Mejora Focalizada (Metodología de las 5S). Busca eliminar sistemáticamente las grandes pérdidas ocasionadas con el proceso productivo.
− Mantenimiento Autónomo. Los operadores se hacen cargo del
mantenimiento de sus equipos, lo mantienen y desarrollan la capacidad para detectar a tiempo fallas potenciales.
− Mantenimiento Planeado. Un conjunto de actividades sistemáticas y
metódicas para construir y mejorar continuamente el proceso.

48
− Capacitación. Aquí se define lo que hace cada quien y se realiza mejor cuando los que instruyen sobre “qué se hace y como se hace” son la misma gente de la empresa, sólo hay que buscar asesoría externa cuando las circunstancias lo requieran.
− Control Inicial. Busca reducir el deterioro de los equipos actuales y mejorar los costos de su mantenimiento. (Este control nace después de ya implantado el sistema cuando se adquieren máquinas nuevas).
− Mejoramiento para la calidad. La meta aquí es ofrecer un producto “cero
defectos” como efecto de una máquina “cero defectos” y esto último sólo se logra con la continua búsqueda de una mejora y optimización del equipo.
− TPM en los Departamentos de Apoyo. El TPM es aplicable a todos los
departamentos, en finanzas, en compras, en almacén, para ello es importante es que cada uno haga su trabajo a tiempo.
− Seguridad Higiene y Medio Ambiente. Aquí lo importante es buscar que el
ambiente de trabajo sea confortable y seguro, muchas veces ocurre que la contaminación en el ambiente de trabajo es producto del mal funcionamiento del equipo, así como muchos de los accidentes son ocasionados por la mala distribución de los equipos y herramientas en el área de trabajo.
2.2.8 Mantenimiento centrado en la confiabilidad. La confiabilidad, se puede definir como la capacidad de un producto de realizar su función de la manera prevista por un período de tiempo especificado y bajo condiciones indicadas. Así, normalmente su significado se aplica a conjuntos de piezas o sistemas formados por un ensamble, en el que individualmente, cada pieza posee su propia confiabilidad y el ensamble una diferente, según como se encuentre formado dicho ensamble. Una forma evidente de aumentar la confiabilidad del sistema, es aumentar la confiabilidad de cada uno de sus componentes. Otras formas son: mejorar las condiciones de trabajo, proporcionar mantenimiento preventivo a los elementos críticos, poseer equipos de reserva o en stand-by, etc. También interesa disminuir la gravedad de las fallas, lo cual lleva a que el bien aumente en alguna medida su confiabilidad, dado que en muchos casos, al ser menos grave la falla, es menor en magnitud o extensión. El Mantenimiento centrado en la confiabilidad (RCM), es uno de los procesos desarrollados con la finalidad de ayudar a las organizaciones a determinar las políticas para mejorar las funciones de los activos físicos y manejar las consecuencias de sus fallas.

49
El RCM pone tanto énfasis en las consecuencias de las fallas como en las características técnicas de las mismas, mediante:
− Integración de una revisión de las fallas operacionales con la evaluación de aspecto de seguridad y amenazas al medio ambiente, esto hace que la seguridad y el medio ambiente sean tenidos en cuenta a la hora de tomar decisiones en materia de mantenimiento.
− Prestando mucha atención en las Tareas de Mantenimiento que más
incidencia tienen en el funcionamiento y desempeño de las instalaciones, garantizando que la inversión en Mantenimiento se utiliza donde más beneficio va a reportar.
RCM abarca la totalidad de la cadena operativa, estableciendo una escala de prioridades para el análisis en función de criterios de criticidad claramente definidos. Los grupos de análisis RCM están integrados por quienes mejor conocen los equipos: gente de operaciones y de mantenimiento; ellos definen el contexto operacional, las funciones requeridas de los equipos, sus fallas funcionales, las causas raíz de falla, sus efectos, sus niveles de criticidad y finalmente, la estrategia más adecuada para cada caso. Dado que el análisis progresa desde las fallas potenciales más críticas hacia las menos críticas, los mayores resultados se producen desde el principio. El objetivo principal de RCM es reducir el costo de mantenimiento, para enfocarse en las funciones más importantes de los sistemas y evitando o quitando acciones de mantenimiento que no son estrictamente necesarias. El proceso de análisis global del RCM se resume como sigue:
Análisis de Fallos Funcionales. Define el funcionamiento del Componente en un Equipo, su fallo funcional, y sus efectos de fallo. • Selección de Ítems Críticos. Determina y analiza que Componentes ó
Zonas de Máquina, se caracterizan como funcionalmente significativos. • Decisión Lógica del RCM. Incluye el análisis de los ítems funcionalmente
significativos, para determinar la consecuencia del fallo. • Análisis de Inspección. La inspección determina qué datos son necesarios
para el apoyo del análisis RCM. • Resumen de los Requisitos de Mantenimiento. Determina la agrupación de
los requisitos óptimos del nivel de mantenimiento que se practica.

50
El Mantenimiento Centrado en la confiabilidad, como herramienta estructurada de análisis a partir de la información específica de los equipos y la experiencia de los usuarios, trata de determinar qué tareas de mantenimiento son las más efectivas, así mejoran la fiabilidad funcional de los sistemas relacionados con la seguridad y disponibilidad, previniendo sus fallos y minimizando el costo de mantenimiento. Con los conceptos presentados, es evidente que debido a su magnitud, a su propia filosofía y al proceso de actualización en el departamento de mantenimiento; la planta de extrusión de PAVCO DE OCCIDENTE LTDA. Tiene como reto inmediato el diseño, implementación y desarrollo de una Política de mantenimiento basada en una combinación óptima de los principios de MPT y RCM. Sin embargo, es claro que este tipo de procesos de cambio, tardan periodos de tiempo muy largos (normalmente años), razón por la cual, los objetivos del presente proyecto se han centrado en la generación de un Programa de mantenimiento preventivo, el cual servirá de apoyo a la nueva política general de mantenimiento. 2.3. ESTABLECIMIENTO DE UN PROGRAMA DE MANTENIMIENTO PREVENTIVO Un Programa de Mantenimiento Preventivo, primordialmente recopila, clasifica y procesa información con el fin de crear un archivo de características técnicas y operativas de cada equipo que posea la empresa. Esta recopilación se genera para conocer las condiciones operativas particulares de cada equipo, con el fin de estimar las acciones de mantenimiento más pertinentes a aplicar en cada máquina debido a su estado y condiciones de operación, obedeciendo a la definición de mantenimiento preventivo antes expuesta. Antes que nada, debe ser claro que la implementación de un plan de estas características, supone un gran esfuerzo y dedicación de las personas involucradas, por esta razón, sería una labor costosa y dispendiosa aplicarlo a todos los equipos de la empresa. De esta manera, se exige la clasificación, además de la justificación de las razones que llevan a tomar la decisión de incluir un equipo en un programa de esta naturaleza, esto, lógicamente supone un orden de importancia, donde a pesar que diferentes equipos pertenezcan al programa, se lleve sobre ellos un seguimiento más o menos cercano, de acuerdo a las condiciones que en un previo análisis se haya estimado pertinente. Ahora, la información debe ser recopilada, clasificada y utilizada, a través de un sistema que permita acceder a ella de manera eficiente, además de asegurar que sean filtrados datos irrelevantes o confusos. En este proceso de sistematización se hace necesario clasificar la información en documentos específicos establecidos que permitan registrar:

51
− Las especificaciones de la maquinaria, el registro se deberá hacer de manera individual.
− Todas las reparaciones y modificaciones que se ejecutan en cada Equipo. − Información de cuales son las actividades que se deben realizar para
verificar el buen estado del funcionamiento de los Equipos. − Todas las Actividades de Mantenimiento en forma detallada. − Las diferentes Actividades de Mantenimiento distribuidas en el año,
discriminadas por semanas. − Las solicitudes para cuando se advierte la necesidad de un Trabajo de
Mantenimiento. − Las ordenes para la ejecución de los trabajos de reparación o corrección.
Todas estas necesidades de registro de información se logran mediante el sistema general de documentación del departamento de mantenimiento de la planta de extrusión el cual se presenta en detalle en el capitulo de éste mismo documento. Además del manejo adecuado de la información, otro de los factores de mayor importancia en el mantenimiento preventivo es la programación, la definición de las frecuencias de inspección, así como su distribución equilibrada a lo largo del año, las cuales no son tareas sencillas, puesto que son muchos los factores a tener en cuenta en cuanto a disponibilidad de recursos. El uso del computador y los sistemas de información, facilita el manejo del volumen amplio de información; la hace más exacta y apoya la planeación, organización y control dentro del programa. El uso efectivo de un software para mantenimiento es fundamental para el mejoramiento. Anteriormente se conformaba con llevar a cabo el trabajo sistemático lo más eficiente posible, pocos cuestionaban el contenido, la frecuencia de los trabajos y su impacto sobre las tasas de falla del Equipo; la orientación era ejecutar, y no cuestionar por qué fue necesario en primer lugar. Hasta hace poco, la mayoría de los sistemas computarizados eran aplicaciones diseñadas para generar órdenes de trabajo sistemáticas o de emergencia; la administración de equipos, horas hombre, materiales, documentos y costo fueron de importancia secundaria. En la actualidad se necesita un sistema de información que permita interactuar además de las variables de mantenimiento, los índices de producción, la información de los departamentos comerciales y de compras, las bodegas, almacenes y el área de recursos humanos. En el departamento de mantenimiento, se cuenta con un software de bastante reconocimiento en el ámbito, INFOMANTE, cuya descripción y presentación de implementación se registran en el Capitulo 6 de éste mismo documento.

52
3. METODOLOGÍA DE TRABAJO
Para la selección de los equipos más importantes dentro del sistema, se estructuró la planta en diferentes áreas operativas, las cuales a su vez se subdividieron, en sistemas los cuales están formados por equipos (estructura planteada por Infomante). 3.1 ESTRUCTURACIÓN DE LA PLANTA DE TUBERÍA. Visto desde una perspectiva muy general, la función de la planta de tubería de PAVCO DE OCCIDENTE LTDA es una sola, la fabricación de tuberías de Plástico, sin embargo, para el cumplimiento optimo de dicha función, al interior de la planta se realizan varios procesos que permiten, facilitan, controlan y garantizan el proceso mismo de producción. Lo anterior, determina ciertas áreas donde se cumplen tareas específicas del proceso y que sumadas generan el proceso de producción de tuberías, dichas áreas se denominan Áreas Operativas. La tabla 6, muestra las áreas operativas presentes en la planta de tuberías. Tabla 6. Áreas operativas de la planta de PAVCO DE OCCIDENTE LTDA.
ÁREA OPERATIVA CÓDIGO Laboratorio Planta de Tubería LT Planta de Molino PM Área de logística PDO LOG PDO Planta de Mezclas PZ Servicios Generales a Planta SG Taller de Moldes TM Taller de Mantenimiento TT Planta de Extrusión PE
A continuación, se explicará muy brevemente cada una de las funciones realizadas por cada una de estas áreas operativas. 3.1.1 Laboratorio planta de tubería. Como se ha manifestado varias veces al interior de este trabajo, uno de los pilares fundamentales en el trabajo de la planta de tuberías, es el compromiso con la calidad, el cual, además de ser perseguido desde el proceso mismo, debe ser controlado y medido para garantizar el cumplimiento de los estándares establecidos. Para esto, se cuenta con un laboratorio cuya función principal es el control del producto terminado, además de esto, el laboratorio apoya y facilita el desarrollo de nuevas formulaciones y la optimización del proceso.

53
En el Área Operativa del laboratorio se encuentran principalmente instrumentos de medición, los cuales requieren un proceso de seguimiento, confiabilidad y certificación bastante rigurosos. 3.1.2 Planta de molino. En la revisión del proceso hecha en el Capitulo 1 se manifestó la importancia del uso óptimo del material plástico, además se mostró la influencia y el funcionamiento de la planta de molinos para el cumplimiento de este objetivo. Los equipos asociados a la planta de molinos, son básicamente los mismos que se presentaron en el numeral 1.7.1.3, Molinos, Alimentadores, Pulverizadores, entre otros. Planta de mezclas. Al igual que la planta de molinos, el funcionamiento de la planta de Mezclas se revisó con cierto detalle en el Capitulo 1 (ver numeral 1.7.1.2), y como se manifestó allí el objetivo fundamental de esta Área Operativa es la preparación y el control de las formulas de los compuestos a ser procesados. Dentro de los equipos asociados a esta Área Operativa es importante destacar EL MEZCLADOR, que es quizás el equipo más crítico de la planta, pues si no se tiene compuesto, ninguna línea podrá trabajar. 3.1.3 Servicios generales a planta. El Área Operativa de Servicios Generales a Planta, abarca todos aquellos sistemas y equipos que permiten y complementan el proceso productivo, dentro de los sistemas de esta Área Operativa es importante destacar las redes eléctricas y de agua y el sistema de suministro de materias primas. 3.1.4 Taller de moldes. El Área Operativa de Taller de Moldes, corresponde al área de trabajo donde se hace el alistamiento, limpieza y almacenamiento de los cabezales de extrusión. En el Taller, se cuenta con dos tipos de equipos principales, los equipos de Moldes como tal, entre los que se encuentran boquillas, pinolas, cabezales, espaciadores, entre otros. Y por otra parte, se tienen los equipos de servicio (principalmente herramientas), para el proceso de alistamiento. 3.1.5 Taller de mantenimiento. En cualquier empresa de tipo productivo se hace imperiosa la necesidad de contar con un área dedicada a las labores de mantenimiento fuera de línea. Es normal que muchas de las intervenciones de mantenimiento se realicen en el mismo sitio de operación, sin embargo, trabajos mayores de reparación y/o modificaciones a los equipos, además de algunas labores de Mantenimiento Planeado y Preventivo, necesitan de un área donde se encuentren los equipos requeridos para las intervenciones.

54
A esta Área Operativa se asociarán los equipos propios a labores de mantenimiento (herramientas, instrumentos de medición, etc.), y no los equipos almacenados en esta área en espera de labores de mantenimiento ó en provisión para la presencia de falla en otro equipo. 3.1.6 Planta de extrusión. Además de ser el Área Operativa más grande y más importante, pues es donde se realiza el proceso productivo como tal, es el Área Operativa más critica de la planta, en ella se encuentran todos (con excepción del Mezclador) los equipos de Importancia Critica (E-C). Esta Área Operativa abarca los procesos de Extrusión y Post-Extrusión, apoyada por equipos de otras áreas operativas (moldes y servicios generales). Por este conjunto de razones, el Área Operativa PLANTA DE EXTRUSIÓN (PE), fue tomada como el área piloto para el desarrollo e implementación del Programa de Mantenimiento Preventivo bajo el programa Infomante. A primera vista, podría parecer que se abarca una porción muy pequeña del total de la planta, pero es importante aclarar que la plataforma del sistema de información servirá de base para las demás Áreas Operativas. Por otro lado, si se tiene en cuenta el total de equipos de la planta, se hace imposible desarrollar e implementar el Plan de Mantenimiento para todos los equipos en el tiempo establecido. De tal forma que, los equipos sobre los cuales se ocupará este trabajo, corresponderán a aquellos asociados a los sistemas del Área Operativa PLANTA DE EXTRUSIÓN. 3.1.6.1 Los sistemas del area operativa planta de extrusión. Tal y como se manifestó en la presentación de la estructura de la planta, el Área Operativa estará formada por Sistemas Asociados. Los Sistemas Asociados corresponden a entidades que agrupan Equipos para el cumplimiento de una labor especifica, desde este punto de vista, se tuvo la idea inicial de que los sistemas asociados correspondieran exactamente con los módulos de producción, caracterizados por los productos que realizan. Sin embargo, en el desarrollo de la implementación del programa, se vio que uno de los aspectos fundamentales para el Mantenimiento Preventivo, sería la actualización de las variables de control, teniendo en cuenta que éstas se actualizarían mediante el uso de los PLC´s de cada Extrusora, no se podrían actualizar las variables de todo el sistema, pues todas las líneas no trabajan el mismo tiempo. Por esta razón, se decidió que los Sistemas Asociados corresponderían a cada línea de Producción. (Los nombres y códigos de los Sistemas Asociados a la Planta de Tubería, se muestran en la Tabla 7.)

55
3.2 SISTEMA DE CODIFICACIÓN E INVENTARIO Todos los equipos de producción de la planta de tuberías de PAVCO DE OCCIDENTE LTDA., se encuentran asociados a uno de los Sistemas mostrados en la Tabla 7 (excepto aquellos retirados de línea para almacenamiento o procesos de Mantenimiento Planeado o Preventivo). Pero es necesario definir mucho más los equipos, por ello se desarrolló el siguiente Sistema de Codificación, encaminado a abarcar todo el inventario de la Planta.
CCC – MMM – XXX
CCC: (Dos o tres letras) Corresponde a la Clase del equipo. La Tabla 8, muestra
las clases de equipos contemplados. MMM: (Tres letras) Corresponde a la Marca del equipo. La Tabla 9, muestra las
marcas de equipos presentes y las clases de equipos correspondientes. XXX: (Tres Números) Numeración consecutiva de la Clase. (En el caso de las
Extrusoras y los Tanques, la numeración consecutiva se hace respecto de la Marca, esto con el ánimo de conservar la información histórica de los equipos.)
De acuerdo a la anterior codificación, se realizó el inventario de equipos sobre los cuales se desarrollará el Plan Mantenimiento, los cuales se muestran en la Tabla 10. Tabla 7. Sistemas del Área Operativa Planta de Extrusión
SISTEMAS ASOCIADOS CÓDIGO Equipos Fuera de Línea de Producción EQOUTLIN Modulo de Tuberías Convencionales Línea 1 MODCON1 Modulo de Tuberías Convencionales Línea 2 MODCON2 Modulo de Tuberías Convencionales Línea 3 MODCON3 Modulo de Tuberías Convencionales Línea 4 MODCON4 Modulo de Tuberías Convencionales Línea 5 MODCON5 Modulo de Tuberías Convencionales Línea 6 MODCON6 Modulo de Tuberías Convencionales Línea 7 MODCON7 Modulo de Tuberías Convencionales Línea 8 MODCON8 Modulo de Tuberías Corrugadas Línea 09 MODCOR9

56
Tabla 8. Códigos de las Clases de Equipos CLASE DE EQUIPO CÓDIGO DE CLASE
Acampanadora AC Bomba de Vacío para Corrugadores BVC Corrugadores CO Coextrusora CX Extrusora EX Marcadora MA Enrrolladora NR Puller PU Puller-Sierra PS Sierra SI Tanque TA

57
Tabla 9. Códigos de las marcas de los equipos
1 DESCRIPCIÓN 2 CÓDIGO
CÓDIGO DE CLASES
American Maplan AMM (EX) Bergsmann BER (PU, SI) Band Saw BAS (SI) Cincinnati Milacron CIM (EX, PU) Compac COM (NR) Corma COR (CO, BVC) Emery EMY (SI) Frankishe FRA (NR, PE) Gatto GAT (TA) Gnata Filippo GNF (MA) Greiner GRE (TA, PS, CX) Imaje IMA (MA) Krauss-Maffei KRM (EX) K. Sander KSA (TA) Matthew MAT (MA) Norcoil NOR (NR) Papenmaier PAP (AC) Pavco (Fabricación Interna) PAV Varios Plascorp PLA (SI) Pmc PMC (SI, TA) Manufacturas Metálicas R.A.E. RAE (TA) Reifenhäuser REI (EX, NR) Rollepaal ROL (EX, SI, TA) Sakas SAK (NR) Sica SIC (AC, SI) Speedex SPE (PU, SI) Square D. SQU (SI) Tecnomatic TEC (CX) Unicor UNI (CO) United Plastics Machinery UPM (PE) Upo UPO (AC) Video Jet VIJ (MA)

58
Tabla 10. Equipos para el Plan de Mantenimiento
EQUIPO DESCRIPCIÓN MODELO SERIE EX-BAT-001 Extrusora Battenfeld (Modulo de Tubería Convencional) BEX-2-90-25 V 89-8921-6109 EX-KRM-001 Extrusora Krauss Maffei (Modulo de Tubería Corrugada) KMD 90 S 2278 EX-KRM-002 Extrusora Krauss Maffei (Modulo de Tubería Convencional) KMD 90 S 2279 MA-IMA-001 Marcadora Digital Imaje Jalme 1000 SB JALME 1000 SB 1250811A MA-IMA-002 Marcadora Digital Imaje Jalme 1000 SB JALME 1000 SB 1250811A MA-IMA-004 Marcadora Digital Imaje Jalme 1000 SB JALME 1000 SB 1150481A MA-IMA-005 Marcadora Digital Imaje Jalme 1000 SB JALME 1000 SB 3230716A MA-IMA-006 Marcadora Digital Imaje Jalme 1000 SB JALME 1000 SB 1150482A MA-IMA-007 Marcadora Digital Imaje Jalme 1000 SB JALME 1000 SB 1150483A MA-VIJ-003 Marcador Digital Video Jet Excel 170 i Excel Serie 170 i 196F04008 MA-VIJ-004 Marcador Digital Video Jet Excel 170 i Excel Serie 170 i 196C22046 MA-VIJ-006 Marcador Digital Video Jet Excel 170 i Excel / 170 i I97C03017
EQUIPO DESCRIPCIÓN MODELO SERIE AC-IPM-015 Acampanadora IPM (Modulo de Tubería Convencional) BA 75 / D 401.127 AC-PAP-001 Acampanadora Papenmaier (Modulo de Tubería Convencional) TUL 160 CR 1146 AC-PAP-003 Acampanadora Papenmaier (Modulo de Tubería Convencional) 70 C 2 / 6 1144 AC-SIC-002 Acampanadora Sica (Modulo de Tubería Convencional) BA.FD.6.40 515017 AC-SIC-005 Acampanadora Sica (Modulo de Tubería Convencional) BA.FD.2.20 513018 AC-SIC-014 Acampanadora Sica (Modulo de Tubería de Presión Biaxial) BA.2F.BX.1T.500 0318601 AC-UPO-004 Acampanadora UPO (Modulo de Tubería Convencional) SOCMALA 20-75 097 AC-UPO-008 Acampanadora UPO (Modulo de Tubería Convencional) SOCMALA 20-75 098
BVC-COR-001 Bomba de Vacío para Corrugador Corma 1520-6M 1520-6M 3764 CO-COR-002 Corrugador Corma (Modulo de Tubería Corrugada) 1520-6 4575 EX-AMM-004 Extrusora American Maplan (Modulo de Tubería Corrugada) TS 100 117512 EX-AMM-005 Extrusora American Maplan (Modulo de Tubería Convencional) DSK 62 XR 129422 EX-AMM-007 Extrusora American Maplan (Modulo de Tubería Convencional) DS 100 115158-6 EX-AMM-008 Extrusora American Maplan (Modulo de Tubería Convencional) DS 80 115158-5

59
Tabla 10 (Continuación). Equipos para el Plan de Mantenimiento
EQUIPO DESCRIPCIÓN MODELO SERIE PU-BAT-037 Puller Battenfeld (Modulo de Tubería Convencional) P 50 B/2 8921/67/21/01 PU-SIC-027 Puller Sica C. 250.3 31171 PU-SPE-008 Puller Speedex (Modulo de Tubería Convencional) CTD 63/20 10649 PU-SPE-009 Puller Speedex (Modulo de Tubería Convencional) CT 325 9270 PU-SPE-010 Puller Speedex (Modulo de Tubería Convencional) CT 325 9271 PU-SPE-015 Puller Speedex (Modulo de Tubería de Polietileno) C.T.O 125 OPP 10852
EQUIPO DESCRIPCIÓN MODELO SERIE SI-IPM-052 Sierra IPM (Modulo de Tubería Convencional) TS 63/D 018 614 SI-PAV-009 Sierra de Fabricación Interna SI-PMC-024 Sierra Plastic Machinery ATS 5/24-R 136851 SI-PMC-048 Sierra PMC (Modulo de Tubería de Polietileno) ATS 5/24-L 136856 SI-SIC-022 Sierra Sica (Modulo de Tubería Corrugada) TRS 63.400 D 23201 SI-SIC-023 Sierra Sica (Modulo de Tubería Convencional) N.T.R.S. 25.160 P. 21013
TA-BAT-001 Tanque de Vacío Battenfeld (Modulo de Tubería Convencional) V 63 VA/2/LR 8921/67/01/1 TA-BAT-002 Tanque de Enfriamiento Battenfeld (Mod Tubería Convencional) K 63 VA/2/LR 8921/67/01/1 TA-GAT-001 Tanque de Vacío Gatto (Modulo de Tubería Convencional) DPC 107C 14.3 829465 TA-KSA-001 Tanque de Vacío K. Sandern (Mod. Tubería Polietileno) V-225/2/6 982912 TA-KSA-003 Tanque de Enfriamiento K. Sandern N-225/6 982913 TA-PAV-001 Tanque de Enfriamiento TA-PMC-001 Tanque Doble de Vacío (Modulo de Tubería Convencional) DVFT 5/15 LR 205847 A TA-RAE-001 Tanque Doble de Vacío R.A.E. (Mod. de Tubería Convencional) R.S. 35 5.21.84 TA-REI-005 Tanque de Enfriamiento Reifenhäuser (Mod. Tubería Polietileno) KE-R 0160 7/5621 (941666) TA-REI-006 Tanque de Vacío Reifenhäuser (Mod. de Tubería de Polietileno) KKE-P 0400-06-V4 76991 TA-ROL-001 Tanque de Vacío Rollepaal (Modulo de Tubería Biax) RVC 315/1-6 E. 6130007 TA-ROL-003 Tanque de Vacío Rollepaal (Modulo de Tubería Convencional) VCU-520/1-6 E. 606-0014 TA-ROL-004 Tanque de Vacío Rollepaal (Modulo de Tubería Convencional) VCU 520-2/6 SST E. 606.0013 TA-ROL-005 Tanque de Vacío Rollepaal (Modulo de Tubería Convencional) VCU 225 E 6030052 (076) TA-ROL-006 Tanque de Enfriamiento Rollepaal (Mod Tubería Convencional) ECU 225 E. 6030116 (050)

60
4. DESCIPCIÓN Y DIAGNOSTICO DE EQUIPOS
Una vez levantado el inventario de equipos y los datos de los mismos, se realizó una ruta de inspección de los equipos. El desarrollo de la ruta de inspección constituyó la primera etapa del diagnostico de los equipos, la cual fue seguida por una etapa mucho más detallada en algunos de los equipos de mayor importancia para producción; específicamente, sobre las Extrusoras (EX), se les realizo un análisis de aceites, con el objetivo de evaluar las condiciones actuales y para determinar las acciones de orden correctivo por tomar. A continuación se describe cada Clase de Equipo, con su funcionamiento general, estructuración en Zonas de Máquina y Componentes, los resultados más relevantes de la ruta de inspección y algunas observaciones de las intervenciones de mantenimiento predictivo de los equipos analizados. Además, cada Clase de Equipo fue calificada teniendo en cuenta los conceptos de prioridad de los equipos. 4.1 EXTRUSORA En esencia, una extrusora es una bomba de desplazamiento positivo, para el transporte controlado de material a través de un cabezal. Esta función básica es la suma de varias tareas específicas entre las que se encuentran, recibir y almacenar el polímero, calentar y comprimir el mismo, además de plastificarlo y homogenizarlo, entre otras. Figura 11. Vistas Generales de dos de las Extrusoras de la Planta

61
Tabla 11. Zonas y Componentes de Máquina, Clase de Equipos Extrusora
ZONAS DE MAQUINA COMPONENTES Barril (BARR) Tornillos de Extrusión (TORN.E)
BARRIL Y TORNILLO (BAYTO)
Cámaras (CAMA) Chiller (CHIL) Motor (MOTOR) Bomba (BOMBA) Intercambiador de Calor (INTE.C) Control Eléctrico (C.ELEC)
CHILLER (CHIL)
Tanque (TANQ) Sistema de Calentamiento (S.CALE) Bandas de Calentamiento (BAND.C) Termocuplas (TERMC) Pirómetros (PIRO)
SISTEMA DE CALENTAMIENTO (S.CALE)
Contactores (CONT) Sistema de Dosificación (S.DOSI) Motor (MOTOR) Tornillo de Dosificación (TORN.D)
SISTEMA DE DOSIFICACIÓN (S.DOSI)
Control Eléctrico (C.ELEC) Sistema de Lubricación (S.LUBR) Bomba (BOMBA) Tanque (TANQ) Motor (MOTOR) Intercambiador de Calor (INTE.C) Mangueras y Ductos (MAYDU)
SISTEMA DE LUBRICACIÓN (S.LUBR)
Control Eléctrico (C.ELEC) Sistema de Potencia Mecánica (S.POTM) Motor Principal de Extrusora (MOT.EX) Ventilador (VENT) Control Eléctrico (C.ELEC) Cajas Mecánicas (CAJA.M) Ejes (EJES) Acoples (ACOP) Transmisión Mecánica (TRAN.M)
SISTEMA DE POTENCIA MECÁNICA (S.POTM)
Motor de Ventilación (MOTOR) Sistema de Refrigeración (S.REFR) Bomba (BOMBA) Tanque (TANQ) Motor (MOTOR) Intercambiador de Calor (INTE.C) Mangueras y Ductos (MAYDU)
SISTEMA DE REFRIGERACIÓN (S.REFR)
Control Eléctrico (C.ELEC) Sistema de Vacío (S.VACI) Motor (MOTOR) Bomba (BOMBA) Mangueras y Ductos (MAYDU)
SISTEMA DE VACÍO (S.VACI)
Control Eléctrico (C.ELEC)

62
Dentro del Programa de Mantenimiento Preventivo, las Extrusoras se calificaron como Equipos de prioridad CRÍTICA. Las rutinas de inspección iniciales, arrojaron resultados satisfactorios respecto al estado general de los equipos, sin embargo, se encontró un problema severo en el aspecto de instrumentación en algunos equipos. En las inspecciones realizadas, se encontraron además, inconvenientes menores de solución inmediata, como presencia de escapes en los sistemas de refrigeración y lubricación de algunos equipos, falta de aseo en algunas máquinas, específicamente en zonas cercanas al sistema de dosificación. Finalmente, en la mayoría de los motores de las extrusoras se percibió niveles de ruido anormales. 4.2 TANQUES Los Tanques (TA), hacen parte del sistema de calibrado del tubo mediante el uso de vacío. Normalmente funcionan con sistemas separados de vacío y enfriamiento por agua, lo que permite no solamente una regulación más precisa, sino además un ahorro en los consumos. La baja presión se produce mediante bombas, independiente de la circulación de refrigerante y del cambio de agua de enfriamiento. Figura 12. Vista General de un Tanque de Vacío
El proceso de diagnostico de los tanques reflejó algunos inconvenientes en los elementos de medición de los equipos de la línea 8 (TA-GAT-001, TA-PAV-001).

63
Por otra parte, se detectaron escapes en las mangueras y ductos de los Equipos TA-GAT-001, TA-GRE-003, TA-KSA-003, inconvenientes que generaron intervenciones inmediatas. Otro inconveniente de menor gravedad encontrado fue la falta de correcta lubricación en el sistema de desplazamiento del equipo TA-PMC-001, lo que generaba inconvenientes en su posicionamiento, para lo cual se relubricó y se reajusto el equipo. Una vez finalizada la etapa de diagnostico, se estableció que la clase de equipos TA, deberían tener un nivel de prioridad NORMAL dentro del Plan de Mantenimiento. Tabla 12. Zonas y componentes de máquina, clase de equipos tanques
ZONAS DE MAQUINA COMPONENTES Sistema de Desplazamiento (S.DESP) Motor (MOTOR) Caja Mecánica (CAJA.M)
SISTEMA DE DESPLAZAMIENTO (S.DESP)
Control Eléctrico (C.ELEC) Sistema de Refrigeración (S.REFR) Bomba (BOMBA) Motor (MOTOR) Spray (SPRAY) Válvulas (VALV) Mangueras y Ductos (MAYDU)
SISTEMA DE REFRIGERACIÓN (S.REFR)
Control Eléctrico (C.ELEC) Sistema de Vacío (S.VACI) Motor (MOTOR) Bomba (BOMBA) Control Eléctrico (C.ELEC)
SISTEMA DE VACÍO (S.VACI)
Cámaras (CAMA)

64
4.3 PULLER Una vez terminado el proceso de calibración y enfriamiento, la tubería extruída debe ser retirada de los tanques para continuar el proceso, para lo cual se utiliza un equipo denominado PULLER. Figura 13. Vista general de un Puller
Tabla 13. Zonas y Componentes de Máquina, Clase de Equipos Puller
ZONAS DE MAQUINA COMPONENTES
Sistema de Potencia Mecánica (S.POTM) Orugas (ORUG) Caja Mecánica (CAJA.M) Transmisión Mecánica (TRAN.M)
SISTEMA DE POTENCIA MECÁNICA (S.POTM)
Motor (MOTOR) Sistema Eléctrico (S.ELEC) SISTEMA ELÉCTRICO
(S.ELEC) Control Eléctrico (C.ELEC) Sistema Neumático (S.NEUM) Unidad de Mantenimiento (U.MTTO) Cilindros (CILI)
SISTEMA NEUMÁTICO (S.NEUM)
Válvulas (VALV)

65
Las rutinas de inspección, en términos generales mostraron un buen funcionamiento de los equipos de la clase. Los equipos clase PU, se calificaron con prioridad NORMAL dentro del Programa de Mantenimiento Preventivo. 4.4 CORRUGADORES Algunas de las tuberías fabricadas tienen como característica fundamental, una superficie exterior corrugada. La obtención de la superficie exterior está dada por dos elementos esenciales, el primero es un equipo denominado CORRUGADOR, el cual tiene una serie de orugas cuya forma interior coincide con la forma de la superficie exterior de las tuberías corrugadas. Además de la formación de la superficie exterior, el Corrugador cumple algunas funciones secundarias, entre las que se encuentra el halar la tubería.
Figura 14. Vista General de un corrugador

66
Tabla 14. Zonas y componentes de máquina, clase de Equipos corrugador ZONAS DE MAQUINA COMPONENTES
Sistema Mecánico (S.MECA) Motor (MOTOR) Orugas (ORUG) Caja Mecánica (CAJA.M) Transmisión Mecánica (TRAN.M)
SISTEMA DE POTENCIA MECÁNICA (S.POTM)
Patines (PATIN) Sistema de Vacío (S.VACI) Bomba (BOMBA) Motor (MOTOR)
SISTEMA DE VACÍO (S.VACI)
Control Eléctrico (C.ELEC) SISTEMA ELÉCTRICO (S.ELEC) Sistema Eléctrico (S.ELEC)
Sistema Neumático (S.NEUM) Unidad de Mantenimiento (U.MTTO) Cilindros (CILI)
SISTEMA NEUMÁTICO (S.NEUM)
Válvulas (VALV)
Una de las observaciones más relevante obtenidas de las rutinas de inspección iniciales, fue la falta de unidades de mantenimiento y algunos elementos de instrumentación en los equipos CO-COR-002, CO-COR-005, CO-COR-007, CO-COR-008, CO-COR-009. Los Equipos Clase CO, se calificaron con prioridad NORMAL dentro del Programa de Mantenimiento Preventivo, dicha calificación se hizo teniendo en cuenta dos aspectos fundamentales, la función del equipo, y la cantidad de equipos disponibles en la planta. 4.5 BOMBA DE VACÍO PARA CORRUGADORES En el numeral anterior se manifestó que, la obtención de la superficie exterior en las tuberías corrugadas está dada por dos elementos fundamentales, el primero es el Corrugador, y el otro elemento es una Bomba de Vacío de gran capacidad, la cual suministra la presión negativa necesaria para lograr la adhesión del polímero a las orugas.
Figura 15. Vista General de una Bomba de Vacío para Corrugador

67
Tabla 15. Zonas y componentes de máquina, clase de equipos bomba de vacío para corrugador
ZONAS DE MAQUINA COMPONENTES Sistema de Vacío (S.VACI) Bomba (BOMBA) Motor (MOTOR) Intercambiador de Calor (INTE.C)
SISTEMA DE VACÍO (S.VACI)
Control Eléctrico (C.ELEC) SISTEMA ELÉCTRICO (S.ELEC) Sistema Eléctrico (S.ELEC)
Sistema Mecánico (S.MECA) SISTEMA MECÁNICO (S.MECA) Transmisión Mecánica (TRAN.M)
Para los equipos de la clase BVC, el diagnostico mostró que en términos generales el desempeño de los equipos de la clase era bastante satisfactorio, salvo algunos inconvenientes menores solucionados de inmediato, como problemas de aseo y escapes leves. La única observación relevante por destacar fue, la presencia de un desgaste insipiente en las correas del equipo BVC-COR-008, para el cual se recomendó un seguimiento más detallado, con el animo de determinar el momento ideal para el cambio de las correas. 4.6 MARCADORA Sobre la mayoría de los productos de PAVCO se imprimen las marcas de PAVCO y AMANCO, además de algunos datos técnicos como el diámetro, la resistencia entre otros. Los equipos con los cuales se obtiene dicha rotulación se denominan MARCADORES. El principio de funcionamiento es el uso de un chorro de tinta a presión, dirigida por unos cabezales de rotulado. Figura 16. Vistas General de un Marcador de la Planta.

68
Tabla 16. Zonas y componentes de máquina, clase de equipos marcador ZONAS DE MAQUINA COMPONENTES
Sistema de Marcado (S.MARC) Cabezales (CABEZ)
SISTEMA DE MARCADO (S.MARC)
Umbilical (UMBI) Sistema Eléctrico (S.ELEC) SISTEMA ELÉCTRICO
(S.ELEC) Control Eléctrico (C.ELEC) Sistema Neumático (S.NEUM) Unidad de Mantenimiento (U.MTTO)
SISTEMA NEUMÁTICO (S.NEUM)
Válvulas (VALV)
Los Marcadores de tipo digital presentaron problemas por falta de limpieza en los cabezales de rotulado, sin embargo, ésta situación no se puede considerar como falta de mantenimiento, simplemente, la frecuencia de limpieza es demasiado corta. Además, la mayoría de los Equipos presentaron inconvenientes por falta o desgaste en los filtros del equipo. Finalmente, se detectaron algunas carencias de instrumentación en los Equipos.
4.7 SIERRAS Al ser la extrusión un proceso continuo, se presenta la necesidad de contar con un equipo que genere tramos estándares de producto, las SIERRAS toman el material extruído continuamente y lo transforman en tramos según el catálogo de productos.

69
Se tienen varios tipos de Sierras, de acuerdo a los productos por cortar, encontramos Sierras de hoja, Sierras tipo planetarias, Sierras con husillos de corte entre otras. Tabla 17. Zonas y Componentes de Máquina, Clase de Equipos Sierra.
ZONAS DE MAQUINA COMPONENTES Sistema de Giro (S.GIR) Motor (MOTOR) Caja Mecánica (CAJA.M)
SISTEMA DE GIRO (S.GIR)
Transmisión Mecánica (TRAN.M) Sistema de Succión (S.SUCC) Motor (MOTOR) Ventilador (VENT) Acumulador (ACUM) Mangas (MANG) Filtros (FILT) Cilindros (CILI)
SISTEMA DE SUCCIÓN (S.SUCC)
Mangueras y Ductos (MAYDU) Sistema de Traslado (S.TRAS) Motor (MOTOR) Caja Mecánica (CAJA.M)
SISTEMA DE TRASLADO (S.TRAS)
Mordazas (MORD) Sistema Eléctrico (S.ELEC) SISTEMA ELÉCTRICO
(S.ELEC) Control Eléctrico (C.ELEC) Sistema Hidráulico (S.HIDR) Bomba (BOMBA) Motor (MOTOR) Control Eléctrico (C.ELEC) Cilindros (CILI)
SISTEMA HIDRÁULICO (S.HIDR)
Mangueras y Ductos (MAYDU) Sistema Mecánico (S.MECA) Motor (MOTOR) Elementos de Corte (E.CORT) Transmisión Mecánica (TRAN.M)
SISTEMA MECÁNICO (S.MECA)
Brazo de Corte (BRAZ.C) Sistema Neumático (S.NEUM) Unidad de Mantenimiento (U.MTTO) Cilindros (CILI) Válvulas (VALV)
SISTEMA NEUMÁTICO (S.NEUM)
Control Neumático (C.NEUM) Como en las demás rutinas de inspección, se detectaron algunos inconvenientes de relevancia menor los cuales se corrigieron inmediatamente. Sin embargo, se presentó un inconveniente característico en la clase, y fue el frecuente desgaste o desajuste en los elementos de corte.

70
Figura 17. Vista General de una Sierra Tipo Planetario
A pesar de ser la clase de equipos que presenta el mayor número de intervenciones por Mantenimiento Correctivo, no se considerará a las Sierras como equipos críticos, pues se cuenta con un número suficiente de equipos para recambio. Así que dentro del Plan de Mantenimiento Preventivo, las Sierras tendrán una prioridad NORMAL. Las rutinas de inspección inicial mostraron la falta de algunos elementos de instrumentación en varios equipos de la clase. 4.8 ACAMPANADORA Las líneas de distribución por tubosistemas, normalmente son de extensión mucho mayor a los tramos estándar obtenidos en el proceso, lo que hace necesario que en una línea de distribución se deban acoplar varios tubos, para lograr el acople mecánico de los tubos, en un extremo del tramo de tubería, se efectúa un leve ensanchamiento denominado campana, el cual se realiza en los equipos de clase AC (ACAMPANADORAS). En algunos casos, el acople es asegurado con un anillo de caucho al interior de la campana del tubo, este anillo se adiciona en el mismo equipo de acampanado, lo que hace que en varios equipos de la Clase se cuente con un módulo para la adición de anillos de caucho.

71
Figura 18. Vista general de una acampanadora
Tabla 18. Zonas y Componentes de Máquina, Clase de Equipos Acampanadoras ZONAS DE MAQUINA COMPONENTES
Sistema Hidráulico (S. HIDR) Bomba (BOMBA) Motor (MOTOR) Control Eléctrico (C.ELEC) Cilindros (CILI) Tanque (TANQ)
SISTEMA HÍDRAULICO (S. HIDR)
Mangueras y Ductos (MAYDU) Sistema de Formación (S. FORM) Carro de Formado (CARR.F) Mordazas (MORD) Resistencias (RESIS) Elementos de Formado (E.FORM) Elementos de Rotación (E.ROTA) Cámara (CAMA)
SISTEMA DE FORMACIÓN (S. FORM)
Elementos de Enfriamiento (E.ENFR) Posicionador de Caucho (POS.CA) Bomba Hidráulica (BOMBA) Válvulas (VALV) Cilindros (CILI) Intercambiador de Calor (INTE.C) Tanque (TANQ)
POSICIONADOR DE CAUCHO (POS. CA)
Sistema de Halado (S.HALA) Sistema de Potencia Mecánica (S.POTM) Transmisión Mecánica (TRAN.M)
SISTEMA DE POTENCIA MECÁNICA (S.POTM)
Motor (MOTOR) Sistema Eléctrico (S.ELEC) SISTEMA ELÉCTRICO
(S.ELEC) Control Eléctrico (C.ELEC) Sistema Neumático (S.NEUM) Unidad de Mantenimiento (U.MTTO) Cilindros (CILI) Válvulas (VALV)
SISTEMA NEUMÁTICO (S.NEUM)
Control Neumático (C.NEUM)

72
Se realizó una revisión del estado de los equipos de la clase, la cual mostró un comportamiento bastante estable en el desempeño de la mayoría de los equipos de la clase. Luego del desarrollo de las rutinas de inspección inicial, se calificó la prioridad de los equipos de la clase, la cual se tomará como NORMAL, dentro del Programa de Mantenimiento Preventivo. Una vez desarrollado todo el proceso inicial de inspección sobre las acampanadoras, se realizó un análisis de aceites sobre los equipos que cuentan con sistemas hidráulicos, en estos análisis se observó el estado de los lubricantes, y se efectuó un conteo de partículas de elementos contaminantes, es importante destacar que los aceites estudiados, son de tipo sintético.

73
5. PROGRAMA DE MANTENIMIENTO PREVENTIVO
Una vez superada la fase de diagnostico y ejecución de las intervenciones de mantenimiento correctivo necesarias, el siguiente paso consistió en la detección de las actividades de tipo mecánico, eléctrico y de lubricación, necesarias para garantizar la confiabilidad de los equipos. 5.1 CODIFICACIÓN DE LAS ACTIVIDADES La realización del Plan de Mantenimiento Preventivo, tuvo como base fundamental, la división de los equipos en zonas y componentes de máquina, la cual fue presentada en el capitulo anterior; las intervenciones recomendadas por los proveedores; y las intervenciones que por experiencia del personal de Mantenimiento se deberían ejecutar para garantizar el buen funcionamiento de los equipos. Todas estas intervenciones se agruparon en cuatro grandes conjuntos:
− Actividades de Mantenimiento Mecánico − Actividades de Mantenimiento Eléctrico − Actividades Preventivas (Limpiezas, cambios y ajustes) − Actividades de Lubricación
En cada una de estas actividades, se realizan acciones específicas como:
− Ajustes − Adecuaciones − Cambios − Inspección − Limpieza − Regulación − Suministro
Teniendo en cuenta los grupos de actividades, y las acciones propias de cada grupo, sumado a la gran variedad de clases de equipos presentes en el proceso de extrusión, se detectó la necesidad de generar un sistema de codificación que caracterizara las diferentes intervenciones realizadas para Mantenimiento Preventivo. El sistema de codificación de las actividades, permitirá referenciar, identificar, programar y controlar las diferentes actividades del Plan de Mantenimiento Preventivo. El código de cada actividad está compuesto por cuatro partes como se muestra a continuación:

74
G – CCC – A – XX
G: (Una letra) Corresponde al Grupo de Actividad al cual corresponde la
intervención. La Tabla 19, muestra los códigos de cada uno de los grupos contemplados.
CCC: (Dos o tres letras) Corresponden a la Clase del Equipo al cual se asocia la
intervención, se usan los mismos códigos que en el sistema de codificación de los Equipos.
A: (Una letra) Corresponde a la acción Especifica por realizar en la intervención.
La Tabla 20, muestra los códigos de cada una de las Acciones Especificas contempladas.
XX: (Dos números) Representan una numeración consecutiva de las
intervenciones para cada Clase de Equipo. Tabla 19. Grupos de actividades para mantenimiento preventivo
GRUPO CÓDIGO Actividades de Mantenimiento Eléctrico E Actividades de Lubricación L Actividades de Mantenimiento Mecánico M Actividades Preventivas P
Tabla 20. Actividades Específicas para las Intervenciones de Mantenimiento
Preventivo
ACTIVIDADES ESPECIFICAS CÓDIGO Ajustar A Cambiar C Inspeccionar I Limpiar L Regular R Suministrar S
Este sistema de codificación, permitió registrar las intervenciones necesarias para mejorar el desempeño en el funcionamiento cada uno de los equipos. Y estas intervenciones fueron almacenadas en una Tarjeta Maestra para Mantenimiento Preventivo (Formato que hace parte del Sistema Documental presentado más adelante).

75
5.2 RUTA DE INSPECCIÓN La ruta de Inspección comprende la verificación constante del funcionamiento de los equipos, mediante formatos similares a los usados en la fase de diagnostico. Estas verificaciones pueden o no, generar solicitudes de tipo reparativo-correctivo ó preventivo. La ejecución de la ruta de Inspección, tiene dos objetivos fundamentales para el Departamento de Mantenimiento, primero, hacer seguimiento a las condiciones variables de los equipos, las cuales generan un desgaste desigual en los componentes; y segundo, evaluar la eficiencia de las intervenciones del Programa de Mantenimiento Preventivo y sus frecuencias recomendadas. La Ruta de Inspección no se asociará al Plan de Mantenimiento Preventivo de los equipos, pues dependerá de las condiciones de uso de los mismos en la planta. 5.3 PROGRAMA DE LUBRICACIÓN El Programa de Lubricación se ha dividido en dos planes, primero, una Ruta de Lubricación, la cual cubre los diferentes sistemas del Área Operativa, y abarca las Actividades de Lubricación cuya frecuencia de ejecución es mayor a un mes; y segundo, una Rutina Mensual de Lubricación, que almacena todas las actividades cuya frecuencia de ejecución es igual o menor a un mes. Esta discriminación de las actividades de lubricación de acuerdo a la frecuencia de ejecución, busca, simplificar el Programa de Mantenimiento Preventivo, creando planes cuya ejecución es independiente de la ubicación de los Equipos. 5.4 PROGRAMA DE MANTENIMIENTO PREVENTIVO El Programa de Mantenimiento Preventivo comprende las Actividades de Mantenimiento mecánico, eléctrico, de limpieza y ajuste menor. La planeación de este programa para el Área Operativa (PE) Planta de Extrusión, se realizó de acuerdo a la información consignada en las Tarjetas Maestras de cada Equipo. El cumplimiento, adecuación, optimización, y actualización del programa de Mantenimiento Preventivo, será fruto del proceso constante de la ruta de Inspección, la cual determinará la eficiencia del mismo. Además de las observaciones arrojadas por la ruta de Inspección, el cumplimiento de la propuesta inicial, dependerá del nivel de uso de los equipos.

76
6. IMPLEMENTACIÓN DE INFOMANTE
Este capitulo, hace una descripción general de Infomante, que es el software del Departamento de Mantenimiento de la planta, y presenta los aspectos más relevantes en su implementación.
Conceptualmente, Infomante es un sistema de administración del Mantenimiento, que garantiza una óptima gestión, control y utilización de los recursos. En la práctica, Infomante es una herramienta que soporta la función de Mantenimiento, recopilando y procesando toda la información pertinente a las actividades del Departamento de Mantenimiento.
La estructuración de la información, se realiza mediante módulos de trabajo, los cuales podríamos agrupar en dos grandes conjuntos, los módulos de carácter administrativo y los módulos de carácter técnico. Este documento hará especial referencia a la implementación de los módulos de carácter técnico. 6.1 MÓDULO DE SEGURIDAD En el Módulo de Seguridad de Infomante, se crean las compañías, los permisos de los usuarios a cada módulo y se definen los atributos o niveles de autorización que van a manejar los funcionarios. También es posible crear, actualizar o eliminar la información de países. En la implementación como tal, el primer paso fue la creación de la compañía en el sistema, una vez creada la compañía, el siguiente paso fue la creación de los usuarios y la asignación de permisos para ingresar al programa, dicha asignación se hizo en conjunto con la jefatura del Departamento de Mantenimiento. Con respecto a los tipos de permiso, se tienen 3 niveles de permiso descritos a continuación:
− Permiso Tipo 1, Acceso ilimitado a todos los módulos. − Permiso Tipo 2, Acceso a todos los módulos, pero solo a los enlaces de
consulta y reportes. − Permiso Tipo 3, Acceso únicamente al módulo de solicitudes de trabajo.

77
6.2 MÓDULO DE INSTALACIÓN El Módulo de Instalación de Infomante, permite definir las condiciones generales con las que trabaja el programa, en él se crea cada una de las tablas de códigos validables que se emplearán en los diferentes módulos. Países En esta opción se ingresan los códigos que identifican los países de los que se recibe suministro de equipos, repuestos o servicios, y la procedencia de los proveedores o contratistas. Centros de Costo En esta opción, el sistema permite codificar los centros a los que se asignarán los diferentes gastos e importes generados en el proceso de mantenimiento. Prioridad En esta opción se ingresan las prioridades que se asignan a Equipos y Órdenes de Trabajo. Corresponde a la jerarquización de los equipos dentro de la planta. También se codifican y jerarquizan las labores de mantenimiento, de acuerdo al nivel de importancia establecido. La tabla 21, presenta los niveles de prioridad registrados en el programa. Tabla 21. Prioridades Registradas en el Programa
PRIORIDADES CÓDIGO DESCRIPCIÓN
E-B EQUIPO DE BAJA IMPORTANCIA E-C EQUIPO CRÍTICO INDISPENSABLE E-N EQUIPO DE PRIORIDAD NORMAL O-B ORDEN DE BAJA PRIORIDAD O-N ORDEN DE TRABAJO NORMAL O-P ORDEN DE TRABAJO PROGRAMADA O-U ORDEN DE TRABAJO URGENTE
Oficios En esta opción se definen los diferentes cargos, labores ó especialidades que existen para llevar a cabo las tareas de mantenimiento.

78
Bodegas En esta opción se codifican las bodegas de las cuales se obtienen los repuestos y materiales para las labores de mantenimiento. Planos y Catálogos En esta opción se realiza una clasificación para identificar con un código cada catálogo, esquema ó plano de los equipos, repuestos y descripciones de ejecución de trabajos de mantenimiento.
A cada catálogo, se le asignará el mismo código del Equipo al cual corresponde o con un código genérico si correspondían a varios equipos. Dichos catálogos, se seleccionaron, marcaron y organizaron en la biblioteca del Departamento de Mantenimiento, además de esto, a los Equipos con los que se contaba con catálogos en medio magnético se debe asignar el archivo correspondiente como documento adjunto en el módulo de actualización de equipos. Variables de Control En esta opción se realiza la identificación de los parámetros con los que se determinan las intervenciones que permiten el funcionamiento del equipo, relacionando con las fechas y/o la operación acumulada. Con lo anterior, se especificaron dos variables de control, la primera, DIAS correspondiente a los días trabajados por el equipo; y la segunda, HORAS correspondiente a las horas trabajadas por el equipo, y las cuales se registran en los horómetros de cada máquina. Zonas y Componentes de Máquina En estas opciones se codifican como Zonas de Máquina los mecanismos ó dispositivos que forman parte de un equipo y como componentes a las partes de dichas zonas, que con más frecuencia son afectadas ó reciben labores de mantenimiento dentro de un Equipo ó instalación. Acción Tomada En esta opción se codifican las actividades realizadas en un trabajo de mantenimiento. No se deben confundir con las Intervenciones registradas en las Tarjetas Maestras para Mantenimiento Preventivo, las cuales serán tratadas como “Actividades Estándar”. Tareas de Mantenimiento En esta opción se asocian en el sistema las Acciones Tomadas, con los procedimientos de seguridad. Teniendo además la posibilidad de valorar cada tarea de mantenimiento.

79
Síntomas/Efectos En esta opción se codifican los términos que describen el estado de un componente o equipo en el momento de recibir una intervención. Tipos de Paro En esta opción se ingresan los códigos que permiten tener estandarizadas las opciones establecidas en las que se puede indicar la detención de los equipos para intervenciones de mantenimiento y en general el nivel de utilización de los equipos. Tipos de Trabajo Esta opción permite clasificar los tipos de labores que se realizan en el área de mantenimiento de acuerdo a la naturaleza de las mismas. Planes de Trabajo En esta opción se ingresan los Planes de Trabajo que se encargan de detallar una labor ó procedimiento, y buscan servir de guía para los operarios del Departamento de Mantenimiento; indican el código de la intervención, su descripción y los equipos ó Sistemas Asociados en los que se realiza. Unidades de Medida En esta opción se ingresan los códigos de las unidades de medida asociada a las diferentes cantidades medibles utilizadas en el sistema, las unidades de medida registradas se encuentran bajo el sistema internacional de medidas, y en algunos casos bajo sistema ingles. 6.3 MÓDULO DE EQUIPOS
En este módulo se puede ingresar toda la información estructural, funcional y administrativa correspondiente a los equipos o elementos a los cuales se desea conservar historia. Además, en este módulo se realiza la actualización de las variables de control.
Áreas Operativas En esta opción se ingresan las Áreas Operativas, las cuales agrupan los equipos que se encargan de cumplir un proceso o una tarea especifica. Clases de Equipos En esta opción se indican las familias, grupos y subgrupos de equipos para la asignación de características específicas, cada clase de equipo agrupará a aquellos equipos que cumplen una función especifica similar dentro del proceso productivo.

80
Sistemas Asociados En esta opción se codifican los sistemas, subsistemas, líneas, secciones ó áreas que agrupan equipos. En ellas se pueden identificar todos los espacios físicos para facilitar el mantenimiento locativo. Atributos Especiales En esta opción se crean los atributos propios que caracterizan o definen las clases de equipo. 6.3.1 Actualización de equipos o subconjuntos. En esta opción se crean, se retiran y se actualiza la información de los equipos, sistemas o subconjuntos a los cuales se le van a ejercer actividades de mantenimiento. El ingreso de la información de los equipos en el sistema, tiene como base los datos recolectados en los documentos de registro (D-R)(ver anexo A) diligenciados para cada equipo y cuyo levantamiento se realizará sobre los mismos, complementado con la revisión de los catálogos de los equipos. 6.4 Módulo de actividades estándar. En el módulo de actividades estándar, se ingresa toda la información referente a las actividades que generan trabajos de mantenimiento. Este módulo permite documentar en forma completa cada una las actividades estándar a través del asocio de estas con sus tareas, repuestos, materiales y oficios; además de permitir vincular cada una de las actividades estándar a los documentos anexos, que sean pertinentes. La Figura 19, muestra la pantalla en la cual se crean las actividades estándar, donde se referencian (mediante el vinculo “asocios”) las características operacionales ya mencionadas. En el registro de la actividad estándar se debe de caracterizar dentro de una de las siguientes categorías:
− (R) Ruta, para aquellas actividades estándar, sistemáticas, realizadas con los equipos en funcionamiento, no requieren realizar cambio de repuestos y se respalda mediante un procedimiento de ejecución.
− (O) Orden de Trabajo, para las Actividades Estándar, sistemáticas o de
reparación, que generalmente requieren paro del equipo, se programan cambios de repuestos y pueden tener asociadas más de una tarea a ejecutar en el equipo.

81
− (C) Condicional, son Actividades Estándar similares a las Órdenes de Trabajo, con la diferencia que no se ingresan al Plan de Mantenimiento con una frecuencia, se crean para ejecutar en el momento en que el equipo lo requiera por presencia de una condición anormal especial.
Figura 19. Pantalla de Infomante para la Actualización Actividades Estándar.
6.5 Módulo Plan de Mantenimiento. El Módulo de Plan de Mantenimiento de Infomante, permite estructurar un plan para prevenir fallas y realizar un seguimiento de los equipos. Para ello emplea actividades genéricas y específicas, con la mano de obra estimada, los materiales y sus procedimientos ó planes de trabajo. El módulo genera planes de mantenimiento sistemático, teniendo en cuenta las frecuencias, el tiempo de duración de actividades, períodos que no impliquen paros y horas descongestionadas de trabajo.

82
Frecuencias de Mantenimiento En esta opción se indica la periodicidad de las intervenciones de mantenimiento, tomando como referencia las variables de control asumidas. La mayoría de las Tareas de Mantenimiento registradas en las Tarjetas Maestras para Mantenimiento Preventivo, están asociadas a dos frecuencias, una por cada Variable de Control. La ejecución de cada Actividad Estándar, estará regida por la más crítica de las dos variables. Plan de Mantenimiento Como ya se manifestó, en este módulo se puede administrar el Plan de Mantenimiento, es posible generar o adicionar actividades dentro del plan, desplazarlo, cambiarlo, reprogramarlo, entre otros. Además de esto, en el enlace de CONSULTA, se puede ver el Plan de Mantenimiento, usando como referencia alguna información básica. La Figura 20, presenta la pantalla mostrada por el sistema, al consultar el Plan de Mantenimiento.
Figura 20. Pantalla para la presentación del Plan de Mantenimiento

83
6.6 MÓDULO DE SOLICITUDES En el módulo de solicitudes de trabajo de Infomante, se ingresan las solicitudes de trabajos, provenientes de los usuarios de mantenimiento. Figura 21. Pantalla para la Actualización de Solicitudes de Trabajo
6.7 GESTIÓN DE LAS ÓRDENES DE TRABAJO El proceso global de las Órdenes de Trabajo, se desarrolla en las etapas de Solicitud, Aprobación, Estimación, Planeación, Ejecución y Cierre. Las etapas de Solicitud, Aprobación y Estimación, se realizan en el Módulo de Solicitudes, mientras que las etapas de Planeación, Programación, Ejecución y Cierre, cuentan con módulos especiales.

84
6.7.1 Planeación de órdenes de trabajo. La planeación de la orden de trabajo, es la etapa en la cual, una vez aprobada una solicitud de trabajo(ver numeral 6.6), se realiza la planeación del trabajo a ejecutar junto con los recursos a utilizar para la ejecución del mismo. Enseguida, se realiza la generación consecutiva de ordenes de trabajo(ver figura Nº 25) que pertenecen al plan en un período de tiempo definido, para que no se tengan que generar una a una, según los números de consecutivo. Estados de las Órdenes de Trabajo, En esta opción se codifican los diferentes estados por los que puede estar pendiente una Orden de Trabajo, o para conocer el proceso donde se encuentra. La Tabla 22, registra los estados de Órdenes de Trabajos contemplados. Tabla 22. Estados de las Órdenes de Trabajo Registrados en Infomante
ESTADO DE LAS ÓRDENES DE TRABAJO CÓDIGO DESRIPCIÓN E1 EN EJECUCIÓN F1 FINALIZADA F2 PENDIENTE POR CIERRE F3 PEND. ENTREGA A PRODUCCIÓN P1 PENDIENTE POR REPUESTOS P2 PENDIENTE POR EMPLEADOS MTTO. P3 NO DISPONIBILIDAD DEL EQUIPO P4 PENDIENTE POR PRESUPUESTO P5 ORDEN DE TRABAJO PROGRAMADA
6.7.2 Ejecutor de ordenes de trabajo. En este módulo, el personal del
departamento de mantenimiento, podrá actualizar y cerrar las rutas de mantenimiento, las Órdenes de Trabajo Urgentes y programadas al igual que los trabajos menores. Además, en este módulo, se puede actualizar información de Órdenes de Trabajo que ya hayan sido cerradas.
6.7.3 Cierre de Órdenes de Trabajo. En el proceso de Cierre se confirman o modifican los recursos y las fechas dadas en la Planeación de la Orden de Trabajo.
6.7.4 Órdenes de trabajo externas. Gran parte de las intervenciones realizadas sobre los Equipos, son ejecutadas por personas externas a la Planta de Tubería,

85
bien sea por ser intervenciones demasiado especiales, o por requerir equipos con los que no se cuentan al interior de la misma. Teniendo en cuenta estas situaciones, Infomante facilita la administración de las Órdenes de Trabajo Externas, mediante enlaces al interior de los módulos de gestión de Órdenes de Trabajo. 6.8 MÓDULOS ADMINISTRATIVOS Dentro de las funciones de mantenimiento, el contar con un sistema de gestión eficiente que optimice el manejo adecuado de los recursos y que apoye de manera adecuada las labores técnicas; constituye uno de los parámetros fundamentales para alcanzar un sistema basado en la confiabilidad de los equipos, por tal razón, Infomante, cuenta con una serie de módulos que facilitan y agilizan las labores administrativas del Departamento de Mantenimiento, en dichos módulos encontramos: − Módulo de Utilitarios, en este módulo se puede actualizar, modificar o eliminar información de parámetros que están involucrados en el proceso. También permite ejecutar algunos procesos especiales como la inicialización y actualización de la variable de control, cambios de código, recalcular las existencias de repuestos. Este módulo no tiene un proceso de implementación como tal, en realidad es aplicado una vez se han implementado los demás módulos. − Módulo de Costos de Equipo, donde se puede ingresar toda la información correspondiente al consumo de equipo que no está relacionada con las Órdenes de Trabajo. Adicionalmente, se puede llevar un control del presupuesto generado por el Plan de Mantenimiento, el presupuesto asignado para consumo de equipos y el presupuesto asignado por la empresa a un Equipo. − Módulo de Compras, donde se realiza el proceso de solicitud, aprobación y emisión de la orden de compra, se realiza también el manejo y administración de un almacén de repuestos. Es esencialmente un enlace entre el Departamento de Mantenimiento y el área de compras. − Módulo de Tiempos Perdidos, donde se pueden ingresar toda la información correspondiente al tiempo y tipo de paro de los equipos, a los tiempos no requeridos de funcionamiento y la productividad de los equipos y sistemas. Permite el control del OEE (Efectividad Global de los Equipos), confiabilidad, disponibilidad y mantenibilidad de los equipos y sistemas, y la generación de gráficos del comportamiento de los tiempos. En el estado actual del Departamento de Mantenimiento de la Planta de Extrusión de PAVCO DE OCCIDENTE LTDA., la implementación total de algunos de estos

86
módulos no es prioritaria por una razón fundamental y es que muchas de las herramientas y/o aplicaciones de estos módulos son manejadas mediante otros sistemas al interior de la compañía como SAP el cual es el sistema administrativo global de la compañía, a través de el se administran los inventarios y los procesos de compras y en general el manejo de proveedores. Por tal razón, el incluir estos módulos en una segunda fase del proceso de implementación, no constituye un obstáculo para la gestión eficiente del Departamento de Mantenimiento. Es por esto que el módulo de costos no va a ser tenido en cuenta por el momento por el departamento de contabilidad, sino que va ser utilizado por el departamento mantenimiento para control interno. 6.8.1 Aseguramiento del sistema. Para mantener el sistema en condiciones optimas de funcionamiento y actualización se tiene definido la siguiente administración. - Ingeniero auxiliar de mantenimiento. Es el encargado de:
• Ingresar los equipos nuevos (ver numeral 7.2.9). • Ingresar actividades nuevas (ver numeral 6.4). • Vincula las nuevas actividades con los equipos existentes (ver numeral 6.4). • Genera el plan de mantenimiento preventivo (ver numeral 6.5).
- Supervisor de mantenimiento:
• Planea, programa y reporta las acciones de mantenimiento preventivo (ver numeral 6.7.1, 6.7.2, 6.7.3).
• Planea, programa y reporta las acciones de mantenimiento correctivo (ver numeral 6.7.1, 6.7.2, 6.7.3).
- Técnicos de mantenimiento:
• Reporta las actividades de mantenimiento correctivo (ver numeral 6.7.3). - Usuarios de las áreas operativas:
• Ingresan solicitudes de mantenimiento correctivo y mejoras (ver numeral 6.6).

87
7. PLAN DE TRABAJO PARA EL DEPARTAMENTO DE MANTENIMIENTO BAJO LINEAMIENTOS ISO 9000
En este capitulo, se describe de manera muy general, la forma mediante la cual se desarrolló la propuesta para la metodología de trabajo en el Departamento de Mantenimiento de la Planta de Tuberías de PAVCO DE OCCIDENTE LTDA. La propuesta de trabajo, se generó siguiendo los lineamientos de la norma ISO 9000, ajustándose además a la normatividad interna de la compañía; y su principal objetivo es lograr el Aseguramiento de la Calidad en el Servicio de Mantenimiento en los Equipos de la planta. 7.1 PLAN DE CALIDAD PARA EL DEPARTAMENTO DE MANTENIMIENTO El asegurar la capacidad del proceso productivo debe ser uno de los objetivos de Calidad y dentro de la búsqueda de este aseguramiento, el Mantenimiento de los Equipos juega un papel fundamental, ya que no se puede pretender lograr una producción de Calidad con máquinas que se encuentren fuera de sus parámetros de funcionamiento; en esta medida, el establecer un Plan de Calidad de Mantenimiento, se convierte en una necesidad para conseguir una gestión de Mantenimiento eficaz y eficiente que se encuentre acorde con el Sistema de Calidad de la empresa. 7.1.1. Bases del plan de calidad. Aplicando los lineamientos que exige la norma ISO 9000, se desarrolló una metodología de trabajo, teniendo en cuenta tres pilares básicos sobre los cuales se fundamenta el Plan de Calidad para el Departamento de Mantenimiento, estos pilares son: − La Documentación El Sistema de Documentación es esencial para el manejo de la información y es consecuencia de la necesidad de manejar registros, además de permitir establecer un orden y controlar las actividades que se desarrollan dentro del Departamento de Mantenimiento. En el numeral 7.2 se presenta el Sistema General de Documentación.

88
− La Programación de Actividades La programación de actividades facilitará el flujo de la información, y el posterior proceso de retroalimentación, lo que permitirá impactar cada vez menos las Áreas Operativas. − El Control del Sistema Para la metodología propuesta, se establecen puntos de control en el programa, los cuales deberán mostrar la conformidad o no conformidad de las actividades programadas y con esto, facilitar la realización de los ajustes necesarios para el eficiente funcionamiento del programa. 7.1.2 Objetivo del plan de calidad. El objetivo central del plan de calidad, es definir los lineamientos requeridos para el desarrollo, planeación y ejecución de las Actividades de Mantenimiento Reparativo-Correctivo, Mantenimiento Programado y Mantenimiento Preventivo, aplicables a los equipos que intervienen en los procesos de la planta. 7.1.3 Alcance del Plan de Calidad. El plan de calidad aplica al departamento de mantenimiento de la planta de Tuberías de PAVCO DE OCCIDENTE LTDA. (AMANCO COLOMBIA). Y busca mejorar la gestión del Mantenimiento de los equipos asociados a la Planta, mediante el establecimiento, documentación y mantenimiento de un Sistema de Calidad. 7.2 SISTEMA GENERAL DE DOCUMENTACIÓN PARA EL DEPARTAMENTO
DE MANTENIMIENTO En los documentos, se plasman las formas de operar del Departamento de Mantenimiento, junto con la información que permite el desarrollo de los procesos y la toma de decisiones. Teniendo clara la importancia del Sistema de Documentación dentro del Sistema de Calidad, se inició con el planteamiento de un proceso que permitiese el diseño e implementación del Sistema Documental. A continuación se presenta la metodología seguida para el desarrollo del Sistema Documental del Departamento de Mantenimiento de la Planta de Tuberías de PAVCO DE OCCIDENTE LTDA. (AMANCO COLOMBIA).

89
- Etapa 1. Determinación de las Necesidades de Documentación. - Etapa 2. Diagnóstico de la Situación de la Documentación. - Etapa 3.Diseño del Sistema Documental. - Etapa 4. Elaboración de los Documentos. - Etapa 5. Implantación del Sistema Documental. - Etapa 6. Mantenimiento y Mejora del Sistema. Para su distinción, los documentos han sido agrupados en tres conjuntos, un primer grupo de documentos se presentarán como normas internas de la Planta de Tuberías de PAVCO DE OCCIDENTE LTDA. Los otros dos grupos de documentos, corresponderán a las necesidades de información planteadas para el departamento. La diferencia entre los dos grupos radica fundamentalmente en que uno de los grupos corresponde a formatos preestablecidos por el software de Mantenimiento, mientras que los otros documentos serán diseñados, elaborados, revisados y difundidos durante el desarrollo del presente trabajo. 7.2.1. Análisis de Falla. Corresponde a una herramienta para el registro de los análisis realizados sobre las fallas más significativas de algún equipo, dicho análisis se efectúa con el ánimo de reunir al grupo de Mantenimiento en torno a la generación dirigida de ideas, que permitan dar una solución definitiva a un problema de operación en el equipo. Figura 22.A. Formato para análisis de falla en los equipos

90
Figura 22.B. Formato para análisis de falla en los equipos
7.2.1 Caza Fallas. Como complemento al documento anterior, se propone llevar un registro consolidado de todas las eventuales fallas de un equipo, esto con la idea de evitar que una falla presentada en un Equipo, se repita en los demás, o de ser así, que se pueda solucionar de la manera más rápida y eficiente posible. Para lograrlo se plantea el desarrollo de un formato denominado Caza Fallas.

91
Figura 23. Fragmento del Caza Fallas para los Equipos Clase EX (Extrusoras).
7.2.2 Cierre de solicitud de mantenimiento urgente. Es un formato donde se describe cómo se desarrollo una intervención originada por una Solicitud Urgente de Mantenimiento. El formato Cierre de Solicitudes de Mantenimiento Urgentes, forma parte del conjunto de formatos predeterminados por el software de Mantenimiento, para acceder a él, se debe seguir la siguiente ruta:
1. Ingresar al Módulo Cierre de Ordenes de Trabajo. 2. Seleccionar Abrir 3. Seleccionar O.T Urgentes.
7.2.4 Formatos de Inspección. El principio básico del Mantenimiento Preventivo, radica en el desarrollo de rutinas de inspección. Por lo anterior, se hacía necesario contar con formatos que guiaran el desarrollo de dichas rutinas.

92
Figura 24. Formato de Inspección para la Clase de Equipo Bomba de Vacío para
Corrugador (BVC).
7.2.5 Hoja de Vida. Este documento es una recopilación de cada uno de los Trabajos de Mantenimiento y reformas funcionales realizados sobre un Equipo en particular. En la Hoja de Vida de cada Equipo se pueden consultar los datos técnicos de las piezas utilizadas para recambio, es decir, la referencia, diagnóstico y la causa del cambio de estos elementos. La Hoja de Vida, es otro de los formatos prediseñados por el software de Mantenimiento. 7.2.6 Informe Mensual de Mantenimiento. Este informe es una revisión periódica del desempeño del Departamento de Mantenimiento, para efectos de evaluación interna y a nivel de gerencia de la planta. El Informe Mensual de Mantenimiento no es propiamente un formato sino un documento en el cual se revisa y evalúa la información derivada del manejo de los demás documentos.

93
7.2.7 Orden de Trabajo. Una orden de trabajo es respuesta a una solicitud de Trabajo, la generación de la Orden de Trabajo, es una indicación explicita para la ejecución de los trabajos por parte del personal del Departamento de Mantenimiento. Este documento es generado por el sistema, al cual se accede a través de la siguiente ruta:
• Ingresar al Módulo de Cierre de Órdenes de Trabajo • Seleccionar Imprimir • Seleccionar O.T Cerradas • Seleccionar Formatos • Seleccionar Formato Orden/Asociaciones
La Figura 25, muestra un ejemplo de una Orden de Trabajo, extraída del software de Mantenimiento. 7.2.8 Programa anual de mantenimiento. Es un documento en el cual se consignan todas las Actividades de Tipo Preventivo, clasificadas según la acción o inspección por realizar (lubricación, mecánica y eléctrica/electrónica) y frecuencia. El Programa Anual de Mantenimiento puede ser consultado detalladamente en el Módulo Plan de Mantenimiento de Infomante. 7.2.9 Registro de Equipos. Es un formato que permite el conocimiento de los equipos, deberá ser diligenciado individualmente para cada equipo y contiene la mayor parte de la información técnica del mismo. Este documento registra el código del equipo, la marca, modelo, serie, junto con las características operacionales del equipo. Se cuenta con dos tipos de formatos, uno físico y otro virtual(ver anexo D). La información almacenada en los formatos físicos, fue registrada en el software de mantenimiento a través del formato actualización de equipo, en el módulo de equipos (ver numeral 6.3.1).

94
Figura 25. Formato Orden de Trabajo, Generado por Infomante
7.2.10 Registro de Personal. Formato utilizado para la recolección de los datos de
cada funcionario del departamento.

95
Figura 26. Formato para el Registro de Personal en Infomante
PERSONAL DE MANTENIMIENTO
PLANTA DE TUBERIA PAVCO. – AMANCO
NOMBRE CÓDIGO IDENTIFICACIÓN FECHA DE
NACIMIENTO
DIRECCIÓN TELEFONO
E-MAIL DISPONIBILIDAD (h/día)
OFICIO UBICACIÓN Una vez se han diligenciado los formatos, se deberá almacenar la información en la base de datos del software de Mantenimiento. El registro se realiza en el Módulo de Instalación, opción Archivo, enlace a Administrativos, y finalmente Empleados. Figura 27. Formato de Infomante para el Registro de Empleados
7.2.11 Reporte de mantenimiento. Luego de ejecutar cualquier actividad de mantenimiento, el personal del departamento, debe presentar un informe describiendo cómo se desarrollo el trabajo, que inconvenientes se presentaron con respecto a materiales, repuestos y herramientas; junto con los tiempos de ejecución. Este formato se maneja en el software de Mantenimiento, a través del Módulo de Cierre de Ordenes de Trabajo. Cada cierre de una Orden de Trabajo constituye un Reporte de Mantenimiento y alimenta la Hoja de Vida del Equipo.
D-P

96
7.2.12 Solicitud de trabajo. El formato para las solicitudes de trabajo, permite a las diferentes areas operativas registrar los trabajos de tipo preventivo, de mejora en los equipos, ó en general cualquier orden de trabajo mayor por realizar en los equipos o instalaciones. Este formato se administra en el Módulo de Solicitudes de Infomante. 7.2.13 Solicitud de Mantenimiento Urgente. Formato aplicable a aquellas
situaciones apremiantes que requieren atención inmediata, bien sea por poner en riesgo la producción o la seguridad.
Figura 28.A. Parte Frontal de la Solicitud de Mantenimiento Urgente
Figura 28.B. Parte Posterior de la Solicitud de Mantenimiento Urgente
7.2.14 Tarjeta Maestra Este documento recopila la información técnica de cada una de las Actividades de Mantenimiento Preventivo, Planeado y Predictivo que se deben realizar sobre cada equipo.

97
Figura 29. Formato General de las Tarjetas Maestras Mantenimiento Preventivo

98
8. CONCLUSIONES
Luego de la presentación detallada del trabajo desarrollado es fundamental finalizar este trabajo haciendo algunas observaciones relevantes que sirvan para resumir la experiencia ganada, los inconvenientes encontrados y resultados obtenidos: − Se evidenció la necesidad que tiene el ingeniero de combinar
conocimientos y estrategias para obtener el mayor beneficio de los recursos a su cargo.
− Se pudo evidenciar que la labor del ingeniero no es solamente determinada
por los conocimientos técnicos; las interrelaciones con su grupo de trabajo es un factor fundamental.
− Es labor del ingeniero recopilar, clasificar y crear sistemas y
procedimientos que hagan del manejo y utilización de los datos de Mantenimiento una labor eficiente y efectiva.
− Antes de iniciar cualquier Programa de Mantenimiento Preventivo, es
necesario conocer el funcionamiento de los Equipos y su desempeño dentro de las Áreas Operativas. Paralelo a esto se debe garantizar el buen funcionamiento inicial de los Equipos.
− Uno de los puntos fundamentales para alcanzar un Programa de
Mantenimiento eficiente, es el conocimiento de las variables del proceso y de las condiciones de operacionales de los Equipos.
− Una de las labores más importantes a futuro, es la permanente
actualización del centro de documentación del Departamento de Mantenimiento, tanto a nivel del Sistema Documental, como a nivel de los manuales y catálogos.
Mediante la teoría y la aplicación de las labores de ingeniería, fue posible generar soluciones que permitieron un mejor entendimiento y coordinación entre el Departamento de Mantenimiento y las Áreas Operativas, logrando un entorno más armonioso para el trabajo.

99
− Se comprobó la utilidad de los medios computacionales para la administración de la información de Mantenimiento.
− Se pudo verificar, como el manejo de proveedores, es de primordial
importancia en el correcto funcionamiento de un sistema de Mantenimiento.
− El principal inconveniente presentado en la implementación del Programa de Mantenimiento Preventivo, radicó en la concepción y cultura errada que tienen los técnicos de Mantenimiento, con respecto al Mantenimiento mismo.
− El desarrollo de proyectos que vinculan Universidad-Empresa, hacen que el
proceso de ingeniería tenga un sentido visionario y enriquecedor para las partes.

100
9. RECOMENDACIONES
• Recomiendo hacer ver a los técnicos que esta implementación del mantenimiento preventivo soportado bajo el software de infomante va a facilitar el trabajo del día a día y no como pueden creer que va a ser más trabajo para ellos.
• Recomiendo hacer una evaluación del sistema periódicamente para poder
detectar fallas en el mismo y corregirlas antes que se presenten desviaciones que más adelante se dificulte su solución.
• Todo el personal que ingrese nuevo se debe de actualizar en el programa
de mantenimiento preventivo que se ha instalado, al igual que cualquier equipo que llegue nuevo se debe de vincular de inmediato al sistema.
• Recomiendo ser muy ordenado con la ejecución de las tareas que el
software de infomante lista al igual que la realimentación de estas al programa.
• Recomiendo implementar cualquier actividad que sirva para fortalecer el
programa de mantenimiento preventivo.

101
BIBLIOGRAFÍA
BAUMEISTER, Theodore. Manual del ingeniero mecánico. 8 ed. Bogotá: McGraw-Hill, 1990. 232 p.
CARDONA GOMEZ, Celio Alberto. Mantenimiento preventivo industrial. 2 ed. Santiago de Cali : Cargraphics, 2004. 209 p.
CASTRO ZUÑIGA, Alonso Alveiro. Programa de mantenimiento preventivo eléctrico e instrumentos en Propal. Santiago de Cali, 2000. 89 p. Trabajo de grado (Ingeniero Eléctrico) Universidad Autónoma de Occidente. Facultad de Ingenierías.
DOUNCE VILLANUEVA, Enrique. La productividad en el Mantenimiento industrial. 2 ed. Mexico : Compañía Editorial Continental, 2000. 159 p.
INSTITUTO COLOMBIANO DE NORMAS TECNICAS. Normas Colombianas para la presentación de trabajos de investigación. Quinta actualización. Bogotá: ICONTEC, 2000. 126 p. NTC 1486
MAYNARD, Harold Bright. Manual de Ingeniería y Organización industrial. 3 ed. New York: Reverté, 1991. 123 p.
PEREZ JARAMILLO, Carlos Mario. El futuro de la función de mantenimiento. Medellín : Soporte y CIA LTDA, 2003. (consultado 15 de Julio, 2005). Disponible en internet : http:// www. www.soporteycia.com.co/infomante/infomante.htm

102
Anexo 1. Formato de registro de equipos.

103
1 MÁQUINA ACAMPANADORA 2 OBSERVACIONES
EQUIPO: No. de Equipo:
Marca: _______________________________ Modelo: ______________________________
Serie: Año:
CARACTERISTICAS:
Capacidad: Diámetros _____ - _____ Producción: ________
Potencia: _______ Voltaje: ______ V No. Fases: _____ Frecuencia: _____ Hz
mm in
ciclos/h kg/h
HP kW
Marca: _______________________________ Modelo: _______________________
Serie: ______________________________ Año:
Potencia: _______ Voltaje: ______ V No. Fases: _____ Frecuencia: _____ Hz
Corriente: _____A
Dimensiones: Alto: ___________ m Ancho: ___________ m Largo: ___________ m Peso: _______ kg
¿Tiene la Acampanadora un Modulo Complementario para Adicionar Anillo de Caucho?
NO SI
HP kW
Corriente: _____ A
Dimensiones: Alto: ___________ m Ancho: ___________ m Largo: ___________ m Peso: _______ kg
UBICACIÓN: Modulo: Corrugado Convencional Línea:
OBSERVACIONES:
ACTIVO PAVCO:
Nuestro objetivo, es generar un mantenimiento confiable, eficiente y oportuno, que haga de nuestra planta un lugar óptimo para el desarrollo del trabajo de todos nosotros. Para lograr lo anterior, se necesita que TODOS conozcamos nuestros equipos. Estos formatos, buscan hacer un acercamiento del personal de la planta a los equipos; y facilitar el desarrollo de una base de datos actualizada de nuestros recursos. Para el diligenciamiento de los formatos, por favor tenga en cuenta las siguientes recomendaciones: 1. Diligencie solamente la información que pueda ser comprobable (Datos de
Placa, Catálogos, Producción), recuerde que es probable que algunos elementos de la máquina se hayan cambiado y usted no lo sepa o no lo recuerde.
2. En algunas de las características que queremos conocer es importante aclarar las unidades del valor presentado, para esto, se han ubicado las casillas de las posibles unidades a encontrar, por favor marque a cual de esas unidades corresponde el valor registrado, de no encontrarse por favor aclare que unidades son.
3. En el dato de producción, la unidad ciclos/h, se refiere al número de Acampanados realizados por la Máquina en una hora continua de trabajo continuo.
4. Todos nuestros equipos, se encuentran dentro de una base de datos en el departamento de contabilidad, y algunos de ellos tiene dicho código en una placa pequeña con el nombre de PAVCO., si la encuentra, por favor registre dicho código en el espacio final del formato.
5. El espacio de observaciones, es para que usted registre cualquier información relevante del equipo que haya sido omitida en el desarrollo del formato. También puede utilizarse para que usted registre sus comentarios sobre como mejorar los formatos.
6. Cualquier inquietud, inconveniente, sugerencia o comentario, será atendida por el departamento de Mantenimiento.
Longitud: _____ - ______ mm in
FECHA: D / M / A. FIRMA: D-R-AC

104
Anexo 2. Formato de inspección de equipo

105
INSPECCIONES:
FASE TIEMPO
ESTIMADO (min)
ZONA DE MÁQUINA
COMPONENTE TRABAJO A REALIZAR VALOR MEDIDO
VALOR NOMINAL
OBSERVACIONES
1 5 Máquina Completa
Verificación de las Condiciones de Aseo de la Máquina
2 Sistema Neumático Verificación de la Presión de Trabajo del Sistema 90-100 psi Cilindros Verificación de Paso de Aire y Escapes
5 Válvulas Revisión General
Unidad de Mantenimiento Revisión General 2
5
Sistema Neumático
Mangueras Verificación y Control de Escapes Verificación de la Presión de Trabajo del Sistema
Sistema Hidráulico Verificación de las Condiciones y Nivel de Aceite del Sistema
5
Mangueras Verificación y Control de Escapes Revisión General
Verificación del Voltaje 5 Motor Verificación de la Corriente
Revisión General
3
5
Sistema Hidráulico
Bomba Verificación de la Presión de Trabajo
10 Sistema Mecánico Verificación del Estado de los Rodamientos de las
Bancadas
5 Transmisión Revisión de la Tensión y condiciones de Lubricación en
las Cadenas
Revisión General
Verificación del Voltaje 5 Motor
Verificación de la Corriente
4
3
Sistema Mecánico
Sistema de Halado Revisión General
PLANTA DE TUBERIA (AMANCO COLOMBIA) RUTINA DE INSPECIÓN
3 MÁQUINA ACAMPANADORA EQUIPO: No. de Equipo:
Marca: _____________________________________ Modelo: ______________________________ Serie: ____________________________________________
Año:
D-I-AC
Código INFOM@NTE : AC - -
Lectura ANTERIOR del Horometro: ____________________
Lectura ACTUAL Horometro: _________________________
INTERVALO DESDE LA ANTERIOR INSPECCIÓN _______________________________________ (días)
INCREMENO DIARIO ESTIMADO Real: __________________ (h/día) Ideal: ____________________ (h/día)
VARIABLE DE CONTROL:
INCREMENTO: ________________________________ (h) Diferencia entre el valor Real y el Ideal: _________________ (h/día)

106
FASE TIEMPO
ESTIMADO (min)
ZONA DE MÁQUINA
COMPONENTE TRABAJO A REALIZAR VALOR MEDIDO
VALOR NOMINAL
OBSERVACIONES
5 Verificación y puesta a punto del Funcionamiento
Verificación del Voltaje en el Equipo Verificación de la Corriente en el Equipo
5
5
Sistema Eléctrico
Sistema Eléctrico
Verificación de la Potencia del Equipo Cámaras Verificación de la Temperatura
6 5 Sistema de Formado Elementos de Enfriamiento Revisión General
7 3 Posicionador de Caucho
Posicionador de Caucho Revisión General
FECHA: D / M / A. FIRMAS DE OPERARIOS: ____________________________ ___________________________ AUTORIZA Y RECIBE: ___________________________
OBSERVACIONES GENERALES
INTERVANCIONES POR HACER
PLANTA DE TUBERIA (AMANCO COLOMBIA) RUTINA DE INSPECIÓN
MÁQUINA ACAMPANADORA
D-I-AC

107
Anexo 3. Tarjeta maestra para mantenimiento preventivo.

108
ESPECIFICACIONES PARA LA LUBRICACIÓN DEL EQUIPO CÓDIGO INTERVENCIÓN ZONA/COMPONENTE LUBRICANTE ESPECIFICACIONES REFERENCIA CANTIDAD FRECUENCIA
L-AC-I-01 Control Nivel de Aceite
Lubricadores 24 h. / 1 día
L-AC-S-01 Lubricación y Control de Juntas
Elementos de Formado Grasa Silicónica 24 h. / 1 día
L-AC-S-02 Engrase Organos en Movimiento Grasa UX P1 150 h. / 7 días L-AC-S-03 Engrase Sistema de Correas Grasa 150 h. / 7 días L-AC-S-04 Suministro Engrasadores Grasa 150 h. / 7 días L-AC-S-05 Lubricación Sistema de Cámaras Aceite Alvania EP 2 1 Bombazo 3 meses L-AC-S-06 Lubricación Sistema de Halado Aceite Alvania EP 2 1 Bombazo 2 meses
L-AC-S-07 Lubricación Sistema de Desplazamiento Vertical
Aceite Alvania EP 2 1 Bombazo 2 meses
L-AC-S-08 Lubricación Clamps Aceite Alvania EP 2 2 Bombazos 2 meses
L-AC-S-09 Lubricación / Suministro
Desplazamiento del Carro del Mandril
Aceite Alvania EP 2 2 Bombazos 3 meses
• Los Motorreductores del equipo, trabajan con grasa de larga duración (GLYGOYLE GREASE 00). No requieren Mantenimiento.
ACTIVIDADES DE MANTENIMIENTO DIARIO CÓDIGO INTERVENCIÓN ZONA/COMPONENTE OBSERVACIONES P-AC-L-03 Drenaje de condensado Deposito de Aire P-AC-L-04 Limpieza / Drenaje del Condensado Filtro de Aire Comprimido
Intervenciones realizadas por el departamento de producción
ACTIVIDADES DE MANTENIMIENTO SEMANAL O CADA 150 HORAS CÓDIGO INTERVENCIÓN ZONA/COMPONENTE OBSERVACIONES E-AC-L-01 Limpieza / Control Resistencias de las Cámaras Por Absorción eléctrica indicada en el Amperímetro P-AC-L-05 Limpieza Filtro del Ventilador
P-AC-L-06 Limpieza Parte Inferior del Equipo Completo
Intervención realizada por el departamento de producción
PLANTA DE TUBERIA PAVCO (AMANCO COLOMBIA) TARJETA MAESTRA PARA MANTENIMIENTO PREVENTIVO
D-M-AC
EQUIPO MODELO SERIE AÑO 1995 AC – SIC - 002 BA.FD.6.40
FRECUENCIA DE TRABAJO: ( ) EQUIPO CRITICO ( X ) TRES TURNOS ( ) DOS TURNOS ( ) UN TURNO ( ) INTERMITENTE
515017

109
ACTIVIDADES DE MANTENIMIENTO MENSUALES O CADA 500 HORAS CÓDIGO INTERVENCIÓN ZONA/COMPONENTE OBSERVACIONES M-AC-I-01 Inspección / Control de la Tensión Sistema de Correas M-AC-I-02 Inspección / Cambio Organos en Movimiento
ACTIVIDADES DE MANTENIMIENTO ANUALES O CADA 5000 HORAS CÓDIGO INTERVENCIÓN ZONA/COMPONENTE OBSERVACIONES E-AC-A-01 Mantenimiento Eléctrico General Equipo Completo M-AC-A-01 Mantenimiento Mecánico General Equipo Completo OBSERVACIONES GENERALES: ________________________________________________________________________________________________________ ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
PLANTA DE TUBERIA PAVCO (AMANCO COLOMBIA) TARJETA MAESTRA PARA MANTENIMIENTO PREVENTIVO
D-M-AC

110
ACTIVIDADES DE MANTENIMIENTO MENSUALES O CADA 500 HORAS CÓDIGO INTERVENCIÓN ZONA/COMPONENTE OBSERVACIONES M-AC-I-01 Inspección / Control de la Tensión Sistema de Correas M-AC-I-02 Inspección / Cambio Organos en Movimiento
ACTIVIDADES DE MANTENIMIENTO ANUALES O CADA 5000 HORAS CÓDIGO INTERVENCIÓN ZONA/COMPONENTE OBSERVACIONES E-AC-A-01 Mantenimiento Eléctrico General Equipo Completo M-AC-A-01 Mantenimiento Mecánico General Equipo Completo OBSERVACIONES GENERALES: ________________________________________________________________________________________________________ ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
PLANTA DE TUBERIA PAVCO (AMANCO COLOMBIA) TARJETA MAESTRA PARA MANTENIMIENTO PREVENTIVO
D-M-AC

111
Anexo 4. Pantalla de infomante para la actualización de equipos