
Designacion A6-A6M-14 Alambre y Vigas Septiembre 2014
61
Designación: A6/A6M- 14 Especificación estándar para Requisitos generales para varillas, placas, perfiles y tablestacas de acero estructural laminado 1 Esta norma se emite bajo la designación fija A6/A6M; el número que se encuentra inmediatamente después de la designación indica el año de adopción original o, en caso de revisión, el año de la última revisión. El número en paréntesis indica el año en el cual se aprobó de nuevo. El superíndice ( indica un cambio de la editorial desde la última revisión o nueva aprobación. Esta especificación se aprobó para que la utilicen las agencias del Departamento de Defensa. 1. Alcance * 1.1 Esta especificación 2 cubre un grupo de requisitos comunes que, al menos que se especifique algo distinto en la especificacion del producto, aplica para varillas, chapas, perfiles y tablestacas de acero estructural laminado, cubierta con cada una de las siguientes especificaciones de producto, las cuales emitió la ASTM: Designación ASTM 3 Título de la Especificación A36/A36M A131/A131M A242/A242M A283/A283M A328/A328M A514/A514M A529/A529M A572/A572M A588/A588M A633/A633M A656/A656M A690/A690M A709/A709M A710/A710M A769/A769M A786/A786M A827/A827M A829/A829M A830/A830M A857/A857M A871/A871M A913/A913M A871/A871M A945/A945M A950/A950M A992/A992M A1043/A1043M A1066/A1065M Acero estructural de carbono Acero estructural para embarcaciones Acero estructural de baja aleación y alta resistencia Chapas de acero al carbono de resistencia de tracción baja e intermedia Tablestacas de acero Chapas de acero aleado, revenido y templado, de alta resistencia, adecuado para soldar Acero de carbono-manganeso de alta resistencia de calidad estructural Acero de columbio-vanadio de baja aleación y alta resistencia Acero estructural de baja aleación y alta resistencia con límite de elasticidad mínimo de 50 ksi [345 Mpa] para un grosor de 4 pulgadas [100 mm] Chapas de acero estructural normalizado de baja aleación y alta resistencia Acero estructural laminado, chapas de baja aleación y alta resistencia con formabilidad mejorada Pilotes y tablestacas de acero de baja aleación y alta resistencia para uso en la Marina Perfiles, chapas y varillas de acero estructural al carbono y de baja aleación y alta resistencia, y acero estructural aleado revenido y templado para puentes Chapas de acero estructural aleado de níquel-cobre-cromo-molibdeno-columbio, bajo en carbono y endurecidas por precipitación Perfiles estructurales de acero al carbono soldado de alta resistencia eléctrica Soleras de acero laminado Chapas de acero al carbono para forjado y aplicaciones similares Chapas, de acero aleado, de calidad estructural Chapas, de acero al carbono, de calidad estructural, suministrado según requisitos de composición química Tablestacas de acero, formadas en frío y de calibración ligera Chapas de acero estructural de baja aleación y alta resistencia con resistencia a corrosión atmosférica Perfiles de acero de baja aleación y alta resistencia de calidad estructural, producidos por medio de proceso de revenido y auto templado Chapa de acero estructural de baja aleación y alta resistencia con resistencia a corrosión atmosférica Chapa de acero estructural de baja aleación y alta resistencia con bajo carbono y sulfuro restringido para obtener capacidades de soldado, formabilidad y resilencia mejoradas Tablestacas y pilotes de acero estructural con revestimiento epóxido unido por fusión Acero para perfiles estructurales para uso en estructuras de construcción Acero estructural con índice bajo de elasticidad a tensión para uso en construcción Chapa de acero estructural de baja aleación y alta resistencia producido por medio del proceso controlado termo mecánico (TMCP) 1.2 El Anexo A1 lista las variaciones en dimensiones y masa (Nota 1) en unidades SI. Los valores listados no son conversiones exactas de los valores en las tablas de la 1 a la 31, sino son valores redondeados y racionalizados. Es obligatorio cumplir con el Anexo A1 cuando se utiliza la especificación “M”. NOTA 1 - El término “peso” se utiliza cuando las unidades pulgadas-libra son el estándar; sin embargo, bajo el sistema SI, el término preferido es “masa”. 1.3 El Anexo A2 lista las dimensiones de algunos perfiles. 1.4 El Apéndice X1 proporciona información de bobinas como una fuente de productos estructurales. 1 Esta especificación se encuentra bajo la jurisdicción del Comité ASTM 01 sobre acero, acero inoxidable y aleaciones relacionadas, y es responsabilidad directa del sub comité A01.02 sobre Acero estructural para puentes, edificios, vehículos y embarcaciones. La presente edición se aprobó el 1 de mayo de 2014. Se publicó en mayo de 2014. Originalmente se aprobó en 1949. La edición anterior se aprobó en 2013 como A6/A6M-13a. DOI: 10.1520/A0006_A0006M-14. 2 Para obtener información sobre aplicaciones del Código de calderas y de tanques de presión de ASME, consulte las especificaciones relacionadas SA-6/SA-6M en la Sección II de dicho código. 3 Para obtener las normas ASTM mencionadas, visite el sitio Web de ASTM, www.astm.org o comuníquese con el Servicio al cliente de ASTM a [email protected]. Para obtener información sobre el Anuario de normas ASTM, consulte la página Resumen del documento en el sitio Web de ASTM.
-
Upload
max-barrios -
Category
Documents
-
view
25 -
download
5
description
norma astm A6 traducida al español
Transcript of Designacion A6-A6M-14 Alambre y Vigas Septiembre 2014
Designación: A6/A6M- 14
Especificación estándar para Requisitos generales para varillas, placas, perfiles y tablestacas de acero estructural laminado1 Esta norma se emite bajo la designación fija A6/A6M; el número que se encuentra inmediatamente después de la designación indica el año de adopción
original o, en caso de revisión, el año de la última revisión. El número en paréntesis indica el año en el cual se aprobó de nuevo. El superíndice (indica
un cambio de la editorial desde la última revisión o nueva aprobación.
Esta especificación se aprobó para que la utilicen las agencias del Departamento de Defensa.
1. Alcance*
1.1 Esta especificación2 cubre un grupo de requisitos comunes que, al menos que se especifique algo distinto en la
especificacion del producto, aplica para varillas, chapas, perfiles y tablestacas de acero estructural laminado, cubierta con
cada una de las siguientes especificaciones de producto, las cuales emitió la ASTM: Designación ASTM
3 Título de la Especificación
A36/A36M
A131/A131M
A242/A242M
A283/A283M
A328/A328M
A514/A514M
A529/A529M
A572/A572M
A588/A588M
A633/A633M
A656/A656M
A690/A690M
A709/A709M
A710/A710M
A769/A769M
A786/A786M
A827/A827M
A829/A829M
A830/A830M
A857/A857M
A871/A871M
A913/A913M
A871/A871M
A945/A945M
A950/A950M
A992/A992M
A1043/A1043M
A1066/A1065M
Acero estructural de carbono
Acero estructural para embarcaciones
Acero estructural de baja aleación y alta resistencia
Chapas de acero al carbono de resistencia de tracción baja e intermedia
Tablestacas de acero
Chapas de acero aleado, revenido y templado, de alta resistencia, adecuado para soldar
Acero de carbono-manganeso de alta resistencia de calidad estructural
Acero de columbio-vanadio de baja aleación y alta resistencia
Acero estructural de baja aleación y alta resistencia con límite de elasticidad mínimo de 50 ksi [345 Mpa] para un grosor de 4
pulgadas [100 mm]
Chapas de acero estructural normalizado de baja aleación y alta resistencia
Acero estructural laminado, chapas de baja aleación y alta resistencia con formabilidad mejorada
Pilotes y tablestacas de acero de baja aleación y alta resistencia para uso en la Marina
Perfiles, chapas y varillas de acero estructural al carbono y de baja aleación y alta resistencia, y acero estructural aleado
revenido y templado para puentes
Chapas de acero estructural aleado de níquel-cobre-cromo-molibdeno-columbio, bajo en carbono y endurecidas por
precipitación
Perfiles estructurales de acero al carbono soldado de alta resistencia eléctrica
Soleras de acero laminado
Chapas de acero al carbono para forjado y aplicaciones similares
Chapas, de acero aleado, de calidad estructural
Chapas, de acero al carbono, de calidad estructural, suministrado según requisitos de composición química
Tablestacas de acero, formadas en frío y de calibración ligera
Chapas de acero estructural de baja aleación y alta resistencia con resistencia a corrosión atmosférica
Perfiles de acero de baja aleación y alta resistencia de calidad estructural, producidos por medio de proceso de revenido y auto
templado
Chapa de acero estructural de baja aleación y alta resistencia con resistencia a corrosión atmosférica
Chapa de acero estructural de baja aleación y alta resistencia con bajo carbono y sulfuro restringido para obtener capacidades
de soldado, formabilidad y resilencia mejoradas
Tablestacas y pilotes de acero estructural con revestimiento epóxido unido por fusión
Acero para perfiles estructurales para uso en estructuras de construcción
Acero estructural con índice bajo de elasticidad a tensión para uso en construcción
Chapa de acero estructural de baja aleación y alta resistencia producido por medio del proceso controlado termo mecánico
(TMCP)
1.2 El Anexo A1 lista las variaciones en dimensiones y masa (Nota 1) en unidades SI. Los valores listados no son conversiones
exactas de los valores en las tablas de la 1 a la 31, sino son valores redondeados y racionalizados. Es obligatorio cumplir
con el Anexo A1 cuando se utiliza la especificación “M”. NOTA 1 - El término “peso” se utiliza cuando las unidades pulgadas-libra son el estándar; sin embargo, bajo el sistema SI, el término preferido es “masa”.
1.3 El Anexo A2 lista las dimensiones de algunos perfiles.
1.4 El Apéndice X1 proporciona información de bobinas como una fuente de productos estructurales.
1 Esta especificación se encuentra bajo la jurisdicción del Comité ASTM 01 sobre acero, acero inoxidable y aleaciones relacionadas, y es responsabilidad directa del sub
comité A01.02 sobre Acero estructural para puentes, edificios, vehículos y embarcaciones. La presente edición se aprobó el 1 de mayo de 2014. Se publicó en mayo de 2014. Originalmente se aprobó en 1949. La edición anterior se aprobó en 2013 como A6/A6M-13a. DOI: 10.1520/A0006_A0006M-14. 2 Para obtener información sobre aplicaciones del Código de calderas y de tanques de presión de ASME, consulte las especificaciones relacionadas SA-6/SA-6M en la
Sección II de dicho código. 3 Para obtener las normas ASTM mencionadas, visite el sitio Web de ASTM, www.astm.org o comuníquese con el Servicio al cliente de ASTM a [email protected]. Para
obtener información sobre el Anuario de normas ASTM, consulte la página Resumen del documento en el sitio Web de ASTM.

1.5 El Apéndice X2 proporciona información sobre la variabilidad de las propiedades de tracción en chapas y perfiles
estructurales.
1.6 El Apéndice X3 proporciona información sobre soldabilidad.
1.7 El Apéndice X4 proporciona información sobre flexión en frío de chapas, incluso el radio interior mínimo sugerido para
flexión en frío.
1.8 Esta especificación de requisitos generales también cubre un grupo de requisitos complementarios que aplican a varias de
las anteriores especificaciones de productos, según se indica. Dichos requisitos se proporcionan cuando el comprador
solicita pruebas o restricciones adicionales y aplica solamente si se especifica individualmente en la orden de compra.
1.9 En caso de haber conflicto entre los requisitos, el que prevalece es el requisito del producto que aplica sobre aquellos de la especificación de requisitos generales.
1.10 Se permiten requistos adicionales que se especifican en la orden de compra y que el proveedor acepta, provisto que dichos
requisitos no sean contrarios a los requisitos de la presente especificación de requisitos generales o a la especificación del
producto pertinente.
1.11 Para propósitos de determinar el cumplimiento con la presente especificación de requisitos generales y a la especificación de
producto pertinente, los valores se deben redondear a la unidad más cercana del dígito más a la derecha utilizado para
expresar los valores que limitan de acuerdo con el método de redondeo de la Práctica E29.
1.12 El texto de la presente especificación de requisitos generales contiene notas o pies de página, o ambos, que proporcionan
material de explicación. Dichas notas y pies de página, sin incluir aquellas de las tablas y las cifras, no contienen requisitos
obligatorios.
1.13 Los valores establecidos en unidades pulgadas-libra o unidades SU se deben considerar de forma separada como estándar.
Dentro del texto, las unidades SI se muestran en corchetes. Los valores establecidos en cada sistema no son equivalentes exactos; por lo tanto, cada sistema se debe usar de forma independiente uno del otro, sin combinar valores, de ninguna
forma.
1.14 La presente especificación de requisitos generales y la especificación de producto pertinente se expresan tanto en unidades
de pulgadas-libra como en unidades SI; sin embargo, al menos que la orden especifique la designación “M”aplicable
(unidades SI), el producto estructural se proporciona en unidades pulgadas-libra.
1.15 Esta norma no tiene como propósito abordar todos los temas de seguridad, si los hubiera, asociados con su uso. Es
responsabilidad del usuario de la presente norma establecer las prácticas de seguridad y salud apropiadas y determinar la
relevancia de las limitaciones regulatorios previo a su uso.
2. Documentos de referencia
2.1 Normas ASTM3
A131/A131M Especificación para acero estructural para embarcaciones
A370 Métodos y definiciones de las pruebas mecánicas de los productos de acero
A673/A673M Especificación para el procedimiento de muestreo para pruebas de impacto de acero estructural
A700 Prácticas para los métodos de embalaje, marcado y carga de los producto de acero para envío (se eliminó 2014)4
A751 Métodos de pruebas, prácticas y terminología de los análisis químicos de los productos de acero
A829/A829M Especificación para chapas de acero estructural aleado
A941 Terminología relativa a acero, acero inoxidable, aleaciones relacionadas y aleaciones de hierro
E29 Práctica para utilizar dígitos significativos en los datos de prueba para determinar el cumplimiento con las
especificaciones
E112 Métodos de prueba para determinar el tamaño promedio del grano
E208 Método de prueba para realizar el ensayo de martinete y así determinar la temperatura de transición de ductilidad
nula 2.2 Normas de la Sociedad americana de soldaduras:5
A5.1/A5.1M Electrodos para soldadura con arco cubiertos de acero dulce
A5.5/A5.5M Electrodos para soldadura con arco cubiertos con acero de baja aleación
A5.17/A5.17M Especificación para electrodos y fundentes de acero al carbono para soldadura por arco sumergido
A5.18/A5.18M Especificación para electrodos y varillas de acero al carbono para soldadura por arco protegido con gas
A5.20/A5.20M Electrodos de acero al carbono para soldadura por arco con núcleo fundente
A5.23/A5.23M Electrodos y fundentes de acero de baja aleación para soldadura por arco sumergido
A5.28/A5.28M Especificación para electrodos y varillas de acero de baja aleación para soldadura protegida con gas
A5.29/A5.29M Especificación para electrodos de acero de baja aleación para soldadura por arco con núcleo fundente
D1.1/D1.1 M Acero de código de soldadura estructural
4 La última version aprobada de esta norma histórica está en www.astm.org.
5 Disponible en la Asociación americana de soldaduras (AWS, por sus siglas en inglés), 550 NW LeJeune Rd., Miami, FL 33126, htt p://www.aws.org.
2.3 Normas militares de EEUU:6
MIL-STD-129 Marcado para envío y almacenamiento
MIL-STD-163 Preparación de productos de planta de laminación de acero para envío y almacenamiento
2.4 Norma federal de EEUU:6
2.5 Sociedad americana del código de Ingenieros Mecánicos:7
ASME Código de caldera y de tanque de presión, sección IX
3. Terminología 3.1 Definiciones de términos específicos de la presente norma:
3.1.1 Chapas (no varengas) – planas, de acero laminado, ordenadas con grosor o peso [masa] y, típicamente, ancho y
longitud, se clasifican normalmente según sigue:
3.1.1.1 Cuando se ordena por grosor:
(1) Más de 8 pulgadas [200 mm] de ancho y 0.230 pulgadas [6mm] o más de grosor
(2) Más de 48 pulgadas [1200 mm] de ancho y 0.180 pulgadas [4.5 mm] o más de grosor
3.1.1.2 Cuando se ordena por peso [masa]:
(1) Más de 8 pulgadas [200 mm] de ancho y 9.392 lb/pies2 [47.10 kg/m2] o más
(3) Más de 48 pulgadas [1200 mm] de ancho y 7.350 lb/pies2 [35.32 kg/m2] o más
3.1.1.3 Discusión – Los productos de acero están disponibles en varias combinaciones de grosores, anchos y
longitudes, dependiendo del equipo y de la capacidad de proceso de los distintos fabricantes y plantas de
transformación. Las limitaciones históricas de un producto en base a las dimensiones (grosor, ancho y longitud) no toma en cuenta la producción actual y la capacidad de proceso. Para que un producto califique
para una especificación de un producto particular es necesario que se realicen todas las pruebas apropiadas y
necesarias y que los resultrados cumplan con los límites prescritos en la especificación de dicho producto. Si
no se pueden realizar las pruebas necesarias que requiere la especificación del producto, dicho producto no
podrá calificar para la especificación. Esta norma general de requisitos contiene variaciones permitidas para
los tamaños comúnmente disponibles. Las variaciones permitidas para otros tamaños están sujetos a un
acuerdo entre el cliente y el fabricante o planta de transformación, lo que aplique.
3.1.1.4 Las losas, las varillas metálicas y los flejes, que frecuentemente caen en rangos de tamaño anteriores, no se
clasifican como chapas.
3.1.1.5 Las bobinas quedan excluidas de calificación según la especificación del producto pertinente hasta que se
desembobinen, nivelen o enderecen, moldeen (si aplica), cortadas a longitud deseada, y, si se solicita, y la planta de transformación tiene que haber realizado pruebas de forma apropiada y de acuerdo con los requisitos
de la especificación ASTM (consulte las Secciones 9 – 15, 18 y 19 y la especificación del producto que aplica).
3.1.2 Perfiles (secciones con reborde):
3.1.2.1 Perfiles de tamaño estructural – secciones con reborde laminada que tienen, al menos, una dimensión de la
sección transversal de 3 pulgadas [75 mm] o más.
3.1.2.2 Perfiles de tamaño de varilla – las secciones laminadas con reborde que tienen una dimensión máxima
transversal menor de 3 pulgadas [75 mm].
3.1.2.3 Perfiles “W” - doblemente simétricos, perfiles de reborde ancho con superficies interiores del reborde
sustancialmente paralelas.
3.1.2.4 Perfiles “HP” – son perfiles de reborde ancho que generalmente se utilizan como pilotes, cuyos rebordes y
almas son del mismo grosor nominal y cuya profundidad y ancho son esencialmente iguales. 3.1.2.5 Perfiles “S” – vigas doblemente simétricas con reborde de superficies interiores con una inclinación de
aproximadamente 16 2/3 %.
3.1.2.6 Perfiles “M” – perfiles doblemente simétricos que no se pueden clasificar como perfiles “W”, “S” o “HP”.
3.1.2.7 Perfiles “C” – canales con superficies de reborde interior con inclinación de aproximadamente 16 2/3%.
3.1.2.8 Perfiles “MC” – canales que no se pueden clasificar como perfiles “C”.
3.1.2.9 Perfiles “L” – perfiles que tienen alas iguales y ángulos desiguales.
3.1.3 Tablestacas – secciones de acero laminado que se pueden conectar, y así formar una pared continua cuando se
colocan piezas individuales, una al lado de la otra.
3.1.4 Varillas – redondas, cuadradas y hexagonales, de todos los tamaños; caras planas de 13/64 de pulgada (0.203
pulgadas) y más [más de 5 mm] de grosor especificado, no más de 6 pulgadas [150 mm] de ancho especificado; y
6 Disponible en la Oficina de órdenes de documentos de estandarización, DODSSP, Bldg. 4, Section D, 700 Robbins Ave., Philadelphia, PA 19111-5098,
http://www.dodssp.daps.mil. 7 Disponible en la Sociedad americana de Ingenieros Mecánicos (ASME, por sus siglas en inglés), Oficinas centrales internacionales ASME, Two Park Ave., New York, NY
10016-5990, http://www.asme.org.
caras planas de 0.230 de pulgada y más [más de 6 mm] de grosor especificado, entre 6 y 8 pulgadas [150 a 200
mm], incluso, de ancho especificado.
3.1.5 Exclusivo – cuando se utiliza en relación a rangos, como en rangos de grosores en las tablas de variaciones
permitidas en dimensiones, se pretende excluir solamente el valor más alto del rango. Sin embargo, el rango de 60
a 72 pulgadas [1500 a 1800 mm] incluye 60 pulgadas [1500 mm], pero no incluye 72 pulgada [1800 mm].
3.1.6 Acero efervescente – acero que contiene suficiente oxígeno para dar una evolución continua de monóxido de
carbono durante la solidificación, lo que resulta en una caja o un aro de metal virtualmente libre de sopladuras.
3.1.7 Acero semi calmado – acero incompletamente desoxidado que contiene oxígeno suficiente para formar suficiente
monóxido de carbono durante la solidificación para compensar la reducción por solidificación. 3.1.8 Acero de efervescencia controlada – acero eferverscente en el cual la acción de efervescencia queda limitada por
medio de una operación temprana de nivelación. La nivelación se lleva a cabo de forma mecánica por medio de un
tapón de metal pesado sobre un molde con boca de botella o de forma química al agregar aluminio o silicio de
hierro en la parte superior del acero fundido que se encuentra dentro de un molde abierto.
3.1.9 Acero calmado – acero desoxidado, ya sea por agregar agentes desoxidantes fuertes o por medio de tratamiento al
vacío, para reducir el contenido de oxígeno a tal nivel que no hay reacción entre el carbono y el oxígeno durante la
solidificación.
3.1.10 Bordes de fábrica – el borde normal que se produce al laminar entre rodos de acabado horizontales. El borde de
fábrica no tiene ningún contorno definido. Las chapas con borde de fábrica tienen dos bordes de fábrica y dos
bordes recortados.
3.1.11 Borde de fábrica universal – el borde normal que se produce al laminar entre rodos de acabado horizontales y
verticales. Las chapas de fábrica universales, algunas veces llamadas Chapas UM, tienen dos bordes de fábrica universales y dos bordes recortados.
3.1.12 Borde esquilado – el borde normal que se produce al cortar con cizallas. Las chapas con borde esquilado están
recortadas en todos los bordes.
3.1.13 Borde cortado con gas – el borde que se produce al cortar con llama de gas.
3.1.14 Borde con corte especial – usualmente el borde que se produce al cortar con llama de gas, lo que involucra
prácticas especiales, como precalentamiento o postcalentamiento, o ambos, para minimizar la resistencia, evitar
rajaduras térmicas y reducir la dureza del borde que se cortó con gas. En eventos especiales, el borde con corte
especial se utiliza para designar un borde que se produjo por mecanización.
3.1.15 Bosquejo – cuando se utiliza para describir una forma de chapa, denota una chapa que no es rectangular, circular o
semicircular.
3.1.16 Normalización – el proceso de tratamiento térmico en el cual la chapa de acero se caliente de nuevo a una temperatura uniforme sobre la temperatura crítica superior y luego se enfría al aire a menos del rango de
transformación.
3.1.17 Chapa laminada – cuando se utiliza en relación a la ubicación y cantidad de pruebas, el término se refiere a la
chapa en bruto a partir de losas o directamente de un lingote. No se refiere a la condición de la chapa.
3.1.18 Discusión – Normalmente involucra la adición de uno o más elementos austeníticos para refinar granos en
cantidades que el productor de acero ha establecido como suficientes. Los elementos austeníticos para refinar
granos incluyen, pero no se limitan a, aluminio, columbio, titanio y vanadio.
3.1.19 Producto estructural – chapa de acero laminada en caliente, perfil, tablestaca o varilla.
3.1.20 Bobina – acero laminado en caliente embobinado y que tiene como propósito procesarse hasta llegar a un producto
estructural terminado.
3.1.21 Fabricante – la organización que controla directamente la conversión de lingotes, losas, velos o bloques de acero, por medio de laminado en caliente, en producto estructural o en bobina. Para productos estructurales que se
producen a partir de productos estructurales en bruto, es la organización que controla de forma directa, o es
responsable de, las operaciones involucradas para darle el acabado al producto estructural.
3.1.21.1 Discusión – Dichas operaciones de acabado incluyen nivelación, el moldeado en caliente o en frío (si aplica),
soldaduras (si aplica), corte a la medida, pruebas, inspección, acondicionamiento, tratamiento térmico (si
aplica), embalaje, marcado, carga para envío y certificación.
3.1.22 transformadora – la organización que controla de forma directa, o es responsable de, las operaciones involucradas
en procesar las bobinas y convertirlas en producto estructural terminado. Dichas operaciones incluyen el
desembobinado, nivelación o rectificación, moldeado en caliente o en frío (si aplica), soldadura (si aplica), corte a
la medida, pruebas, inspección, acondicionamiento, tratamiento térmico (si aplica), embalaje, marcado, carga para
envío y certificación.
3.1.22.1 Discusión – Las operaciones de transformación no necesariamente las tiene que hacer la organización que realizó el laminado en caliente de la bobina. Si solamente una organización está involucrada en las operaciones
de laminado en caliente y el procesamiento, a dicha organización se le llama fabricante para la operación de
laminado en caliente y transfomadora paraa las operaciones de procesamiento. Si hay más de una
organización involucrada en las operaciones de laminado en caliente y del procesamiento, la organización que
hizo el laminado se le llama fabricante y a la organización que realiza uno o más operaciones de proceso se le
llama transformador .
3.2 Consulte la Terminología A941 para obtener definiciones adicionales a los términos utilizados dentro de la presente norma.
4. Información para órdenes
4.1 Los puntos a considerar, si fuera apropiado, para incluirse en las órdenes de compra, son los siguientes:
4.1.1 Designación ASTM de la especificación del producto (consulte 1.1) y año-fecha;
4.1.2 Nombre del producto estructural (chapa, perfil, varilla o tablestaca);
4.1.3 Designación de perfil, o tamaño y grosor o diámetro; 4.1.4 Designación de grado, clase y tipo, si aplica;
4.1.5 Condición (consulte la Sección 6), si no es laminado;
4.1.6 Cantidad (peso [masa] o cantidad de piezas);
4.1.7 Longitud;
4.1.8 Exclusión, ya sea del producto estructural que se produce a partir de bobinas o producto estructural que se produce
a partir de producto estructural laminado (consulte 5.4 y el Apéndice X1), si aplica;
4.1.9 Requisitos del tratamiento térmico (consulte 6.2 y 6.3), si hubieren;
4.1.10 Pruebas de tamaño de grano fino austenítico (consulte 8.3.2);
4.1.11 Requisitos del informe de la prueba de propiedad mecánica (consulte la sección 14), si hubieren;
4.1.12 Requisitos especiales de embalaje, marcado y carga para envío, si hubieren;
4.1.13 Requisitos complementarios, si hubieren, incluyendo cualquier requisito adicional según los requisitos
complementarios; 4.1.14 Uso final, si hubiere algún requisito específico para el uso final (consulte 18.1, 11.3.4, Tabla 22 o Tabla A1.22 y
Tabla 24 o Tabla A1.24);
4.1.15 Requisitos especiales (consulte 1.10), si hubieren; y
4.1.16 Requisitos de reparación de soldaduras (consulte 9.5), si hubieren.
5. Materiales y fabricación
5.1 El acero se debe producir en un horno de oxígeno básico o de arco eléctrico, posiblemente seguido de refinamiento en un
horno metalúrgico de cuchara (LMF, por sus siglas en inglés) o fusión secundaria por medio de refusión por arco al vacío
(VAR, por sus siglas en inglés) o refusión con electroescorias (ESR, por sus siglas en inglés)
5.2 Se debe calmar el acero.
5.3 El acero se debe fundir de forma continua o fundir el moldes estacionarios.
5.3.1 Fundición continua:
5.3.1.1 Cuando se funden de forma continua y consecutiva coladas de la misma composición química nominal, el
número de colada asignado al producto de la fundición no se debe cambiar hasta que todo el acero del producto
fundido pertenezca a la siguiente colada.
5.3.1.2 Cuando hay dos coladas consecutivas de una fundición continua y tienen distintos rangos de composición química nomianl, el fabricante debe eliminar el material de transición por medio de un procedimiento
establecido que separe de forma positiva los grados.
5.4 Los productos estructurales se deben producir a partir de un producto estructural laminado o a partir de una bobina.
5.5 Cuando parte de una colada pasa a ser producto estructural laminado y el balance de la colada se convierte en bobina, cada
parte se debe probar de forma separada.
5.6 Los productos estructurales que se producen a partir de bobinas no deben contener soldaduras empalmadas, al menos que lo
apruebe previamente el comprador.
6. Tratamiento térmico
6.1 Cuando se solicite que el producto estructural sea tratado térmicamente, dicho tratamiento lo debe realizar el fabricante o el
transformador, al menos que se especifique algo distinto en la especificación del producto pertinente. NOTA 2 – Cuando no se solicita tratamiento térmico, el fabricante o el transformador tiene la opción de dar tratamiento térmico al producto estructural
normalizando, eliminando tensiones o normalizando y después eliminando tensiones para cumplir con la especificación del producto pertinente.
6.2 La orden debe establecer si el tratamiento térmico lo realizará alguien distinto del fabricante.
6.2.1 Si el tratamiento térmico lo realiza un tercero, que no sea el fabricante, los productos estructurales se deben aceptar
en base a las pruebas que se realicen sobre muestras tomadas de piezas de grosor completo tratadas térmicamente
de acuerdo con los requisitos especificados en la especificación del producto que aplica o en la orden de compra. Si
las temperaturas del tratamiento térmico no se especifican, el fabricante o el transformador deben tratar
térmicamente las piezas de prueba bajo las condiciones que el fabricante o transformador consideren apropiadas,
provisto que el comprador está informado del procedimiento seguido para este tratamiento térmico.
6.3 Si el tratamiento térmico lo realiza el fabricante o el transformador, el producto estructural se debe tratar térmicamente según se determina en la especificación del producto pertinente o según se especifique en la orden de compra, provisto que
el tratamiento térmico especificado por el comprador no entra en conflicto con los requisitos de la especificación del
producto pertinente.
6.4 Si el fabricante realiza la normalización, el producto estructural se debe normalizar o tratar térmicamente uniformemente
para moldeado en caliente, provisto que la temperatura a la cual se trata térmicamente el producto para el moldeado en
caliente no excede de forma significativa la temperatura de normalización.
6.5 El uso de índices de enfriamiento que son más rápidos que aquellos obtenidas al enfriar al aire para mejorar la resistencia,
debe quedar sujeto a la aprobación del comprador, y los productos estructurales que se tratan de esa forma se deben templar
subsecuentemente en un rango de 1100 a 1300F [595 a 705C].
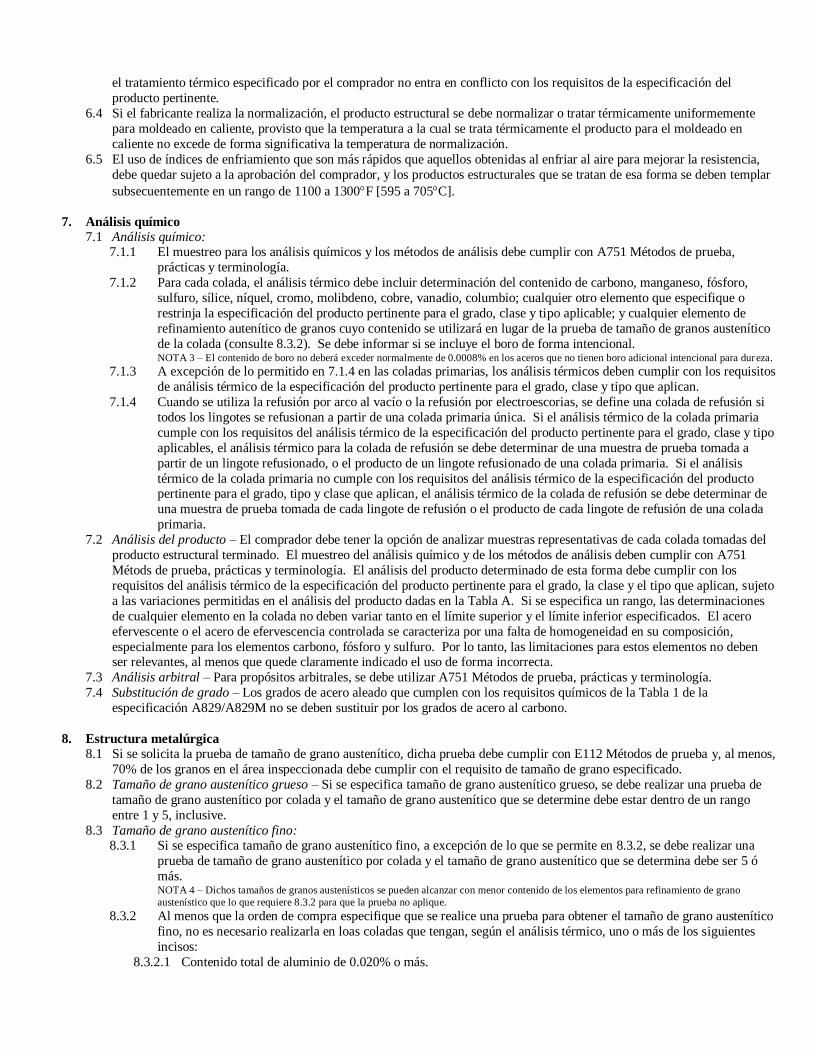
7. Análisis químico
7.1 Análisis químico: 7.1.1 El muestreo para los análisis químicos y los métodos de análisis debe cumplir con A751 Métodos de prueba,
prácticas y terminología.
7.1.2 Para cada colada, el análisis térmico debe incluir determinación del contenido de carbono, manganeso, fósforo,
sulfuro, sílice, níquel, cromo, molibdeno, cobre, vanadio, columbio; cualquier otro elemento que especifique o
restrinja la especificación del producto pertinente para el grado, clase y tipo aplicable; y cualquier elemento de
refinamiento autenítico de granos cuyo contenido se utilizará en lugar de la prueba de tamaño de granos austenítico
de la colada (consulte 8.3.2). Se debe informar si se incluye el boro de forma intencional. NOTA 3 – El contenido de boro no deberá exceder normalmente de 0.0008% en los aceros que no tienen boro adicional intencional para dureza.
7.1.3 A excepción de lo permitido en 7.1.4 en las coladas primarias, los análisis térmicos deben cumplir con los requisitos
de análisis térmico de la especificación del producto pertinente para el grado, clase y tipo que aplican.
7.1.4 Cuando se utiliza la refusión por arco al vacío o la refusión por electroescorias, se define una colada de refusión si
todos los lingotes se refusionan a partir de una colada primaria única. Si el análisis térmico de la colada primaria
cumple con los requisitos del análisis térmico de la especificación del producto pertinente para el grado, clase y tipo
aplicables, el análisis térmico para la colada de refusión se debe determinar de una muestra de prueba tomada a
partir de un lingote refusionado, o el producto de un lingote refusionado de una colada primaria. Si el análisis
térmico de la colada primaria no cumple con los requisitos del análisis térmico de la especificación del producto pertinente para el grado, tipo y clase que aplican, el análisis térmico de la colada de refusión se debe determinar de
una muestra de prueba tomada de cada lingote de refusión o el producto de cada lingote de refusión de una colada
primaria.
7.2 Análisis del producto – El comprador debe tener la opción de analizar muestras representativas de cada colada tomadas del
producto estructural terminado. El muestreo del análisis químico y de los métodos de análisis deben cumplir con A751
Métods de prueba, prácticas y terminología. El análisis del producto determinado de esta forma debe cumplir con los
requisitos del análisis térmico de la especificación del producto pertinente para el grado, la clase y el tipo que aplican, sujeto
a las variaciones permitidas en el análisis del producto dadas en la Tabla A. Si se especifica un rango, las determinaciones
de cualquier elemento en la colada no deben variar tanto en el límite superior y el límite inferior especificados. El acero
efervescente o el acero de efervescencia controlada se caracteriza por una falta de homogeneidad en su composición,
especialmente para los elementos carbono, fósforo y sulfuro. Por lo tanto, las limitaciones para estos elementos no deben ser relevantes, al menos que quede claramente indicado el uso de forma incorrecta.
7.3 Análisis arbitral – Para propósitos arbitrales, se debe utilizar A751 Métodos de prueba, prácticas y terminología.
7.4 Substitución de grado – Los grados de acero aleado que cumplen con los requisitos químicos de la Tabla 1 de la
especificación A829/A829M no se deben sustituir por los grados de acero al carbono.
8. Estructura metalúrgica
8.1 Si se solicita la prueba de tamaño de grano austenítico, dicha prueba debe cumplir con E112 Métodos de prueba y, al menos,
70% de los granos en el área inspeccionada debe cumplir con el requisito de tamaño de grano especificado.
8.2 Tamaño de grano austenítico grueso – Si se especifica tamaño de grano austenítico grueso, se debe realizar una prueba de
tamaño de grano austenítico por colada y el tamaño de grano austenítico que se determine debe estar dentro de un rango
entre 1 y 5, inclusive.
8.3 Tamaño de grano austenítico fino: 8.3.1 Si se especifica tamaño de grano austenítico fino, a excepción de lo que se permite en 8.3.2, se debe realizar una
prueba de tamaño de grano austenítico por colada y el tamaño de grano austenítico que se determina debe ser 5 ó
más. NOTA 4 – Dichos tamaños de granos austenísticos se pueden alcanzar con menor contenido de los elementos para refinamiento de grano
austenístico que lo que requiere 8.3.2 para que la prueba no aplique.
8.3.2 Al menos que la orden de compra especifique que se realice una prueba para obtener el tamaño de grano austenítico
fino, no es necesario realizarla en loas coladas que tengan, según el análisis térmico, uno o más de los siguientes
incisos:
8.3.2.1 Contenido total de aluminio de 0.020% o más.

8.3.2.2 Contenido de aluminio soluble ácido de 0.015% o más.
8.3.2.3 Contenido de algún elemento de refinamiento de granos austenítico que exceda el valor mínimo que se acordó
con el comprador como cantidad suficiente para que no aplique la prueba de tamaño de grano austenítico, o
8.3.2.4 Contenido de la combinación de dos o más elementos de refinamiento de granos austeníticos que exceda los
valores mínimos aplicables que se acordaron con el comprador como suficientes para que no aplique la prueba
de tamaño de granos austeníticos.
9. Calidad
9.1 General – Los productos estructurales no deben tener defectos perjudiciales y deben tener un acabado competente. NOTA 5 – Al menos que se especifique algo distinto, los productos estructurales normalmente se suministran laminados y están sujetos a inspección visual
del fabricante o el transformador. El producto estructural puede tener imperfecciones no perjudiciales internas o en la superficie, o en ambos lados, cuando
se reciben y, puede ser que sea necesario que el comprador acondicione el producto para mejorar su apariencia o para prepararlo para soldaduras,
revestimientos u otras operaciones.
Se pueden especificar requisitos más restrictivos al involucrar requisitos complementarios o por algún acuerdo entre el comprador y el distribuidor.
Se considera que los productos estructurales que muestran defectos perjudiciales durante la fabricación subsecuente no cumplen con la especificación del
producto pertinente (consulte 17.2). Los fabricantes dben saber que se pueden producir grietas cuando se flexiona un borde esquilado o quemado durante
el proceso de fabricación; esto no se considera como una falla del acero, sino una función de la zona inducida por trabajo en frío o en caliente.
Los requisitos de acondicionamiento en 9.2, 9.3 y 9.4 limitan el acondicionamiento que el fabricante o transformador puede realizar. El acondicionamiento
de las imperfecciones más allá de los límites de 9.2, 9.3 y 9.4 lo puede realizar otras empresas, y no necesariamente el fabricante o el transformador, lo que
queda a discreción del comprador.
9.2 Acondicionamiento de chapas:
9.2.1 El rectificado de chapas que realice el fabricante o el transformador para eliminar las imperfecciones en la
superficie superior o inferior con la limitante que la superficie de planta esté bastante limpia, sin cambios abruptos
en el contorno, y el rectificado no reduzca el grosor de la chapa por (1) más del 7% debajo de grosor nominal de las
chapas ordenadas de acuerdo a peso por pie cuadrado o masa por metro cuadrado, pero en ningún caso más de 1/8
de pulgada [3 mm]; o (2) menos del grosor mínimo permitido para las chapas ordenadas de acuerdo a grosor en
pulgadas o milímetros. 9.2.2 La destitución de metal soldado (consulte 9.5) después de la eliminación de imperfecciones de la superficie superior
o inferior de las chapas por medio de burilar, rectificar o ranurar con arco, debe quedar sujeto a las siguientes
condiciones limitantes:
9.2.2.1 El área burilada, rectificada o ranurada no debe exceder de 2% del área de la superfice a ser acondicionada.
9.2.2.2 Después de eliminar cualquier imperfección en preparación para soldar, el grosor de la chapa, en cualquier
ubicación, no se debe reducir más de 30% del grosor nominal de la chapa. (La especificación A131/A131M
restringe la reducción de grosor a un máximo de 20%).
9.2.3 La destitución de metal soldado (consulte 9.5) después que el fabricante o transformador elimina las imperfecciones
perjudiciales en los bordes de las chapas al burilar, rectificar o ranurar con arco, queda sujeto a que, previo a soldar,
la profundidad de la depresión, medida desde el borde de la chapa hacia adentro, no sea mayor que el grosor de la
chapa o 1 pulgada [25 mm], lo que sea menor.
9.3 Acondicionamiento de perfiles de tamaño estructural, perfiles de tamaño de varillas y tablestacas: 9.3.1 La rectificación, o el burileo y la rectificación, de perfiles de tamaño estructural, perfiles de tamaño varilla y
tablestacas que realice el fabricante o el transformador para eliminar las imperfecciones, debe quedar sujeto a la
limitante que el área rectificada esté pareja, sin cambios abruptos de contorno, y que la depresión no se extienda a
menos de (1) 1/32 pulgada [1 mm], para material con grosor de menos de 3/8 de pulgada [10 mm]; (2) 1/16 de
pulgada [2 mm], para material con grosor de 3/8 a 2 pulgadas [10 a 50 mm], inclusive; ó (3) 1/8 de pulgada [3 mm],
para material de más de 2 pulgadas [50 mm] de grosor.
9.3.2 La destitución de metal soldado (consulte 9.5) después de la eliminación de imperfecciones que son mayores en
profundidad que los límites que se listan en 9.3.1 debe quedar sujeta a las siguientes condiciones limitantes:
9.3.2.1 El área total de la superficie burlida o rectificada de cualquier pieza previo a soldar no debe exceder de 2% del
área de la superficie total.
9.3.2.2 La reducción del grosor del material que resulta después de eliminar las imperfecciones y antes de soldar, no debe exceder de 30% del grosor nominal en el lugar de la imperfección, y tampoco debe exceder la
profundidad de la depresión antes de soldar de 1 ¼ pulgada [32 mm] en cualquier caso, excepto lo que está en
9.3.2.3.
9.3.2.3 La deposición de metal soldado (consulte 9.5) después de la rectificación, el burilado o ranurado por arco de
los topes de los ángulos, vigas, canales y zetas, y los tallos y los topes de t´s deben estar sujeto a que, previo a
soldar, la profundidad de la depresión, medida desde el tope hacia adentro, no es mayor que el grosor del
material en la base de la depresión o ½ de pulgada [12.5 mm], lo que sea menor.
9.3.2.4 La deposición del material soldad (consulte 9.5) y la rectificación para corregir o formar el enlace de cualquier
sección de tablestaca debe quedar sujeto a que el área total de superficie de la soldadura no exceda de 2% del
área de la superficie total.
9.4 Acondicionamiento de varillas:
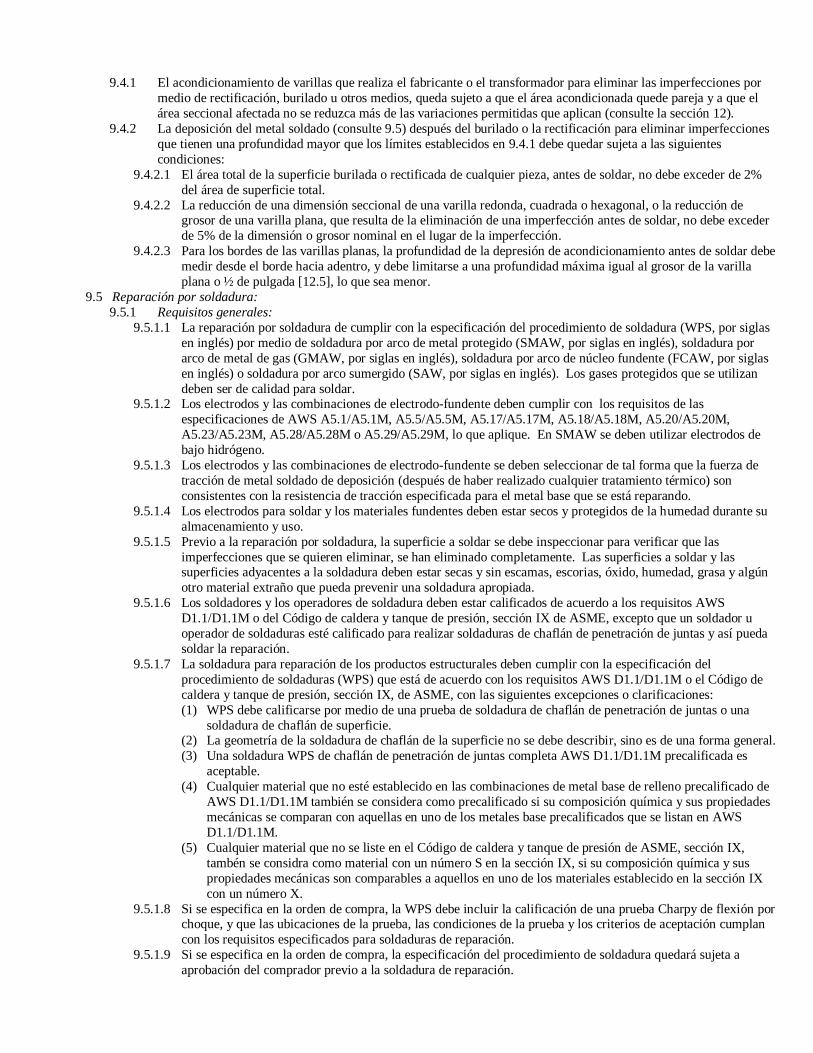
9.4.1 El acondicionamiento de varillas que realiza el fabricante o el transformador para eliminar las imperfecciones por
medio de rectificación, burilado u otros medios, queda sujeto a que el área acondicionada quede pareja y a que el
área seccional afectada no se reduzca más de las variaciones permitidas que aplican (consulte la sección 12).
9.4.2 La deposición del metal soldado (consulte 9.5) después del burilado o la rectificación para eliminar imperfecciones
que tienen una profundidad mayor que los límites establecidos en 9.4.1 debe quedar sujeta a las siguientes
condiciones:
9.4.2.1 El área total de la superficie burilada o rectificada de cualquier pieza, antes de soldar, no debe exceder de 2%
del área de superficie total.
9.4.2.2 La reducción de una dimensión seccional de una varilla redonda, cuadrada o hexagonal, o la reducción de grosor de una varilla plana, que resulta de la eliminación de una imperfección antes de soldar, no debe exceder
de 5% de la dimensión o grosor nominal en el lugar de la imperfección.
9.4.2.3 Para los bordes de las varillas planas, la profundidad de la depresión de acondicionamiento antes de soldar debe
medir desde el borde hacia adentro, y debe limitarse a una profundidad máxima igual al grosor de la varilla
plana o ½ de pulgada [12.5], lo que sea menor.
9.5 Reparación por soldadura:
9.5.1 Requisitos generales:
9.5.1.1 La reparación por soldadura de cumplir con la especificación del procedimiento de soldadura (WPS, por siglas
en inglés) por medio de soldadura por arco de metal protegido (SMAW, por siglas en inglés), soldadura por
arco de metal de gas (GMAW, por siglas en inglés), soldadura por arco de núcleo fundente (FCAW, por siglas
en inglés) o soldadura por arco sumergido (SAW, por siglas en inglés). Los gases protegidos que se utilizan
deben ser de calidad para soldar. 9.5.1.2 Los electrodos y las combinaciones de electrodo-fundente deben cumplir con los requisitos de las
especificaciones de AWS A5.1/A5.1M, A5.5/A5.5M, A5.17/A5.17M, A5.18/A5.18M, A5.20/A5.20M,
A5.23/A5.23M, A5.28/A5.28M o A5.29/A5.29M, lo que aplique. En SMAW se deben utilizar electrodos de
bajo hidrógeno.
9.5.1.3 Los electrodos y las combinaciones de electrodo-fundente se deben seleccionar de tal forma que la fuerza de
tracción de metal soldado de deposición (después de haber realizado cualquier tratamiento térmico) son
consistentes con la resistencia de tracción especificada para el metal base que se está reparando.
9.5.1.4 Los electrodos para soldar y los materiales fundentes deben estar secos y protegidos de la humedad durante su
almacenamiento y uso.
9.5.1.5 Previo a la reparación por soldadura, la superficie a soldar se debe inspeccionar para verificar que las
imperfecciones que se quieren eliminar, se han eliminado completamente. Las superficies a soldar y las superficies adyacentes a la soldadura deben estar secas y sin escamas, escorias, óxido, humedad, grasa y algún
otro material extraño que pueda prevenir una soldadura apropiada.
9.5.1.6 Los soldadores y los operadores de soldadura deben estar calificados de acuerdo a los requisitos AWS
D1.1/D1.1M o del Código de caldera y tanque de presión, sección IX de ASME, excepto que un soldador u
operador de soldaduras esté calificado para realizar soldaduras de chaflán de penetración de juntas y así pueda
soldar la reparación.
9.5.1.7 La soldadura para reparación de los productos estructurales deben cumplir con la especificación del
procedimiento de soldaduras (WPS) que está de acuerdo con los requisitos AWS D1.1/D1.1M o el Código de
caldera y tanque de presión, sección IX, de ASME, con las siguientes excepciones o clarificaciones:
(1) WPS debe calificarse por medio de una prueba de soldadura de chaflán de penetración de juntas o una
soldadura de chaflán de superficie. (2) La geometría de la soldadura de chaflán de la superficie no se debe describir, sino es de una forma general.
(3) Una soldadura WPS de chaflán de penetración de juntas completa AWS D1.1/D1.1M precalificada es
aceptable.
(4) Cualquier material que no esté establecido en las combinaciones de metal base de relleno precalificado de
AWS D1.1/D1.1M también se considera como precalificado si su composición química y sus propiedades
mecánicas se comparan con aquellas en uno de los metales base precalificados que se listan en AWS
D1.1/D1.1M.
(5) Cualquier material que no se liste en el Código de caldera y tanque de presión de ASME, sección IX,
tambén se considra como material con un número S en la sección IX, si su composición química y sus
propiedades mecánicas son comparables a aquellos en uno de los materiales establecido en la sección IX
con un número X.
9.5.1.8 Si se especifica en la orden de compra, la WPS debe incluir la calificación de una prueba Charpy de flexión por choque, y que las ubicaciones de la prueba, las condiciones de la prueba y los criterios de aceptación cumplan
con los requisitos especificados para soldaduras de reparación.
9.5.1.9 Si se especifica en la orden de compra, la especificación del procedimiento de soldadura quedará sujeta a
aprobación del comprador previo a la soldadura de reparación.

9.5.2 Productos estructurales con una resistencia de tracción mínima especificada de 100 ksi [690 MPa] o mayor – La
soldadura por reparación de los productos estructurales con una resistencia de tracción mínima especificada de 100
ksi [690 MPa] o mayor debe quedar sujeta a los siguientes requisitos adicionales:
9.5.2.1 Si se especifica en la orden de compra, se debe obtener la aprobación de comprador antes de realizar la
reparación por soldadura.
9.5.2.2 La superficie a soldar se debe inspeccionar utilizando el método de partículas magnéticas o un método de
penetración de líquido para verificar que las imperfecciones que se pretende eliminar han sido removidas en su
totalidad. Cuando se utiliza la inspección de partículas magnéticas, la superficie se debe inspeccionar tanto de
forma paralela como perpendicular en toda la longitud del área a repararse. 9.5.2.3 Si la reparación por soldadura será tratada térmicamente después de la soldadura, se debe tomar especial
cuidado en la selección de los electrodos para evitar que dichas composiciones se fisuren como resultado de
dicho tratamiento térmico.
9.5.2.4 Las reparaciones que se realizan sobre productos estructurales que subsecuentemente tienen tratamiento
térmico en la fábrica se deben inspeccionar después de dicho tratamiento; las reparaciones de los productos
estructurales que no tienen tratamiento térmico posterior en la fabrica, se deben inspeccionar no antes de 48
horas después de soldarse. Dicha inspección utiliza un método de partícula magnética o un método de
penetración de líquido. Si se realiza la inspección de partícula magnética, dicha inspección se debe realizar a lo
largo de la reparación tanto de forma paralela como perpendicular.
9.5.3 Calidad de la reparación – Las soldaduras y la zona adyacente afectada térmicamente debe estar totalmente libre de
rajaduras y el metal soldado debe estar fusionado a todas las superficies y bordes sin socavaduras ni traslapes.
Cualquier rajadura, porosidad, falta de fusión o socavadura en cualquier capa se debe eliminar previo a la deposición de la capa subsiguiente. El metal soldado debe proyectar al menos 1/16 de pulgada (2 mm) por arriba de
la superficie laminada después de soldarse, y el metal proyectado se debe eliminar por medio de rectificación o
burilado, o ambos, para nivelarlo con la superficie laminada y para producir un acabado nítido.
9.5.4 Inspección de la reparación – El fabricante o el transformador debe mantener un programa de inspección para
observar si:
9.5.4.1 Las imperfecciones se han eliminado completamente.
9.5.4.2 Las limitaciones especificadas anteriormente han sido cumplidas.
9.5.4.3 Los procedimiento de soldadura establecido se han seguido, y
9.5.4.4 Cualquier depósito de soldadura es de calidad aceptable, según se definió anteriormente.
10. Métodos de prueba 10.1 Todas las pruebas se deben realizar de acuerdo con A370 Métodos y definiciones de pruebas
10.2 El límite elástico se debe determinar por el método de desplazamiento de 0.2% o por medio del método de 0.5% de
extensión bajo carga, al menos que se establezca algo distinto en la especificación del material.
10.3 Procedimientos de redondeo-Para propósitos de determinar el cumplimiento de la especificación, un valor calculado se debe
redondear al 1ksi [5 MPa] más cercano de fuerza de tracción y de límite de elasticidad, y a la unidad más cercana en el lugar
más a la derecha de las cifras utilizadas para expresar el valor que limita los otros valores de acuerdo con el método de
redondeo dado en la Práctica E29.
10.4 Para muestras de angulares de prueba en sección real, el área transversal que se utiliza para calcular el límite elástico y la
resistencia de tracción debe ser un área hipotética calculada en base al peso de la muestra de prueba (consulte 12.1).
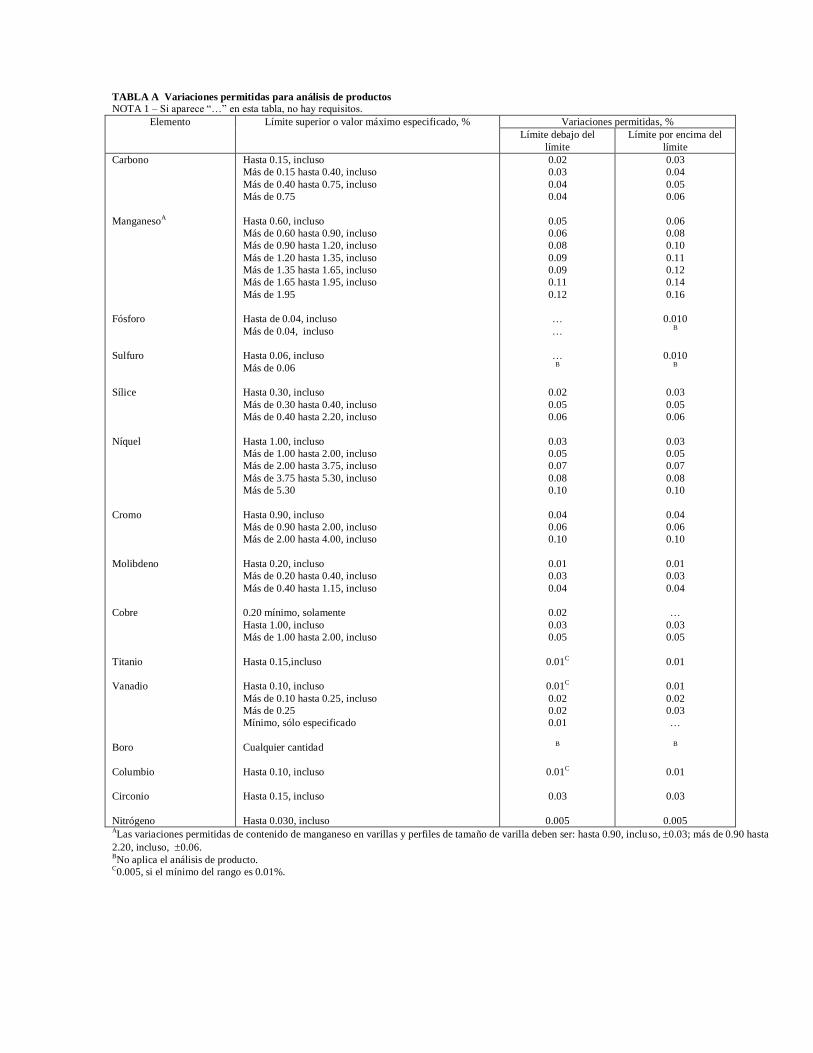
TABLA A Variaciones permitidas para análisis de productos
NOTA 1 – Si aparece “…” en esta tabla, no hay requisitos.
Elemento Límite superior o valor máximo especificado, % Variaciones permitidas, %
Límite debajo del
límite
Límite por encima del
límite
Carbono
ManganesoA
Fósforo
Sulfuro
Sílice
Níquel
Cromo
Molibdeno
Cobre
Titanio
Vanadio
Boro
Columbio
Circonio
Nitrógeno
Hasta 0.15, incluso
Más de 0.15 hasta 0.40, incluso
Más de 0.40 hasta 0.75, incluso
Más de 0.75
Hasta 0.60, incluso
Más de 0.60 hasta 0.90, incluso
Más de 0.90 hasta 1.20, incluso
Más de 1.20 hasta 1.35, incluso
Más de 1.35 hasta 1.65, incluso
Más de 1.65 hasta 1.95, incluso
Más de 1.95
Hasta de 0.04, incluso
Más de 0.04, incluso
Hasta 0.06, incluso
Más de 0.06
Hasta 0.30, incluso
Más de 0.30 hasta 0.40, incluso
Más de 0.40 hasta 2.20, incluso
Hasta 1.00, incluso
Más de 1.00 hasta 2.00, incluso
Más de 2.00 hasta 3.75, incluso
Más de 3.75 hasta 5.30, incluso
Más de 5.30
Hasta 0.90, incluso
Más de 0.90 hasta 2.00, incluso
Más de 2.00 hasta 4.00, incluso
Hasta 0.20, incluso
Más de 0.20 hasta 0.40, incluso
Más de 0.40 hasta 1.15, incluso
0.20 mínimo, solamente
Hasta 1.00, incluso
Más de 1.00 hasta 2.00, incluso
Hasta 0.15,incluso
Hasta 0.10, incluso
Más de 0.10 hasta 0.25, incluso
Más de 0.25
Mínimo, sólo especificado
Cualquier cantidad
Hasta 0.10, incluso
Hasta 0.15, incluso
Hasta 0.030, incluso
0.02
0.03
0.04
0.04
0.05
0.06
0.08
0.09
0.09
0.11
0.12
…
…
… B
0.02
0.05
0.06
0.03
0.05
0.07
0.08
0.10
0.04
0.06
0.10
0.01
0.03
0.04
0.02
0.03
0.05
0.01C
0.01C
0.02
0.02
0.01
B
0.01C
0.03
0.005
0.03
0.04
0.05
0.06
0.06
0.08
0.10
0.11
0.12
0.14
0.16
0.010 B
0.010 B
0.03
0.05
0.06
0.03
0.05
0.07
0.08
0.10
0.04
0.06
0.10
0.01
0.03
0.04
…
0.03
0.05
0.01
0.01
0.02
0.03
…
B
0.01
0.03
0.005 ALas variaciones permitidas de contenido de manganeso en varillas y perfiles de tamaño de varilla deben ser: hasta 0.90, incluso, 0.03; más de 0.90 hasta
2.20, incluso, 0.06. BNo aplica el análisis de producto.
C0.005, si el mínimo del rango es 0.01%.

Índice de tablas de variaciones permitidas
Dimensión Tabla
Unidades pulgadas-libra Unidades SI
Corona
Chapas, acero al carbono; esquiladas y cortadas a gas
Chapas, acero al carbono; laminador universal
Chapas, que no sean de acero al carbono; esquiladas, cortadas a gas y laminador universal
Perfiles, laminados; S, M, C, MC y L
Perfiles, laminados; W y HP
Perfiles, divididos; L y T
Transversales de perfiles y varillas
Planos
Hexágonos
Redondos y cuadrados
Perfiles, laminados; L, angular con bulbo y Z
Perfiles, laminados; W, HP, S, M, C y M C
Perfiles, laminados; T
Perfiles, dividido; L y T
Diámetro
Chapas, esquiladas
Chapas, no de acero aleado, cortadas a gas
Chapas, de acero aleado, cortadas a gas
Redondas
Extremo de falsa escuadra
Perfiles, distintos a W
Perfiles, W
Perfiles, estriado, distintos a W
Llanura
Chapas, acero al carbono
Chapas, que no son de acero al carbono
Chapas, restrictivas – acero al carbono
Chapas, restrictivas – que no son de acero al carbono
Longitud
Varillas
Varillas, recortadas
Chapas, cizalladas y laminado universal
Chapas, que no sean de acero aleado, cortadas a gas
Chapas, de acero aleado, cortadas a gas
Chapas, borde fresado
Perfiles, laminados; que no sean W
Perfiles, laminados; W y HP
Perfiles, divididos; L y T
Perfiles, fresados
Rectitud
Varillas
Perfiles, que no sean W
Barrido
Perfiles, W y HP
Grosor
Lámina
Chapa, ordenada por grosor
Ondulación
Chapas
Peso [Masa]
Chapas, ordenadas por peso [masa]
Ancho
Láminas
Chapas, cizalladas
Chapas, laminado universal
Chapas, que no sea acero aleado, cortadas a gas
Chapas, acero aleado, cortado a gas
Chapas, bordes fresados
12
11
11
21
24
25
26
28
27
17
16
18
25
6
7
10
27
20
22
23
13
14
S27.1
S27.3
30
31
3
9
8
4
19
22
25
23
29
21
24
26
1
15
2
26
3
5
9
8
4
A1.12
A1.11
A1.11
A1.21
A1.24
A1.25
A1.26
A1.28
A1.27
A1.17
A1.16
A1.18
A1.25
A1.6
A1.7
A1.10
A1.27
A1.20
A1.22
A1.23
A1.13
A1.14
S27.2
S27.4
A1.30
A1.31
A1.3
A1.9
A1.8
A1.4
A1.19
A1.22
A1.25
A1.23
A1.29
A1.21
A1.24
A1.26
A1.1
A1.15
A1.2
A1.26
A1.3
A1.5
A1.9
A1.8
A1.4

11. Pruebas de tensión 11.1 Condición-Las muestras de prueba de los productos estructurales sin tratamiento térmico se deben tomar de pequeñas
muestras de prueba que sean representativas de los productos estructurales como se recibe. Las muestras de prueba para los
productos estructurales con tratamiento térmico se deben tomar de pequeñas muestras de prueba que sean representativas de
los productos estructurales como se reciben, o en partes separadas con grosor o sección de tamaño real provenientes de la
misma colada y tratadas térmicamente de forma similar.
11.1.1 Si la chapa tiene tratamiento térmico y la velocidad de enfriamiento es más rápida que el enfriamiento con aire
ambiental de la temperatura de austenitización, una de las siguientes condiciones debe aplicar, además de los otros
requisitos especificados aquí: 11.1.1.1 Para la longitud calibrada de la muestra de prueba de tensión se debe tomar, al menos, 1T de cualquier borde
tratado, en donde T es el grosor de la chapa, y debe ser, al menos, ½ pulgada [12.5 mm] desde el corte con
llama o desde la superficies afectadas por el calor.
11.1.1.2 Un amortiguador térmico de acero, 1T por 1T por, al menos, 3T, se debe unir al borde de la chapa por medio
de una soldadura de penetración parcial y que selle completamente el borde amortiguado previo al tratamiento
térmico.
11.1.1.3 Durante el tratamiento térmico se debe utilizar aislamiento térmico u otras barreras térmicas en lugares
adyacentes al borde de la chapa, de donde se obtendrán las muestras. Se debe demostrar que la velocidad de
enfriamiento de la muestra de la prueba de tensión no es mayor que, y no es sustancialmente más lenta que, la
obtenida por medio del método descrito en 11.1.1.2.
11.1.1.4 Cuando se utilizan pequeñas muestras de prueba que se cortaron de la chapa, pero que se trataron térmicamente
de forma separada, la dimensiones de estas pequeñas muestras no deben ser menor que 3T por 3T por T, y cada muestra de tensión que se corte de allí debe cumplir con los requisitos de 11.1.1.
11.1.1.5 El tratamiento térmico de las muestras de prueba que están separadas en el dispositivo, deben quedar sujetas a
que (1) deben estar disponibles los datos de la velocidad de enfriamiento; (2) deben estar disponibles los
dispositivos de control de velocidad de enfriamiento para las muestras de prueba; y, (3) el comprador aprobó
previamente el método.
11.2 Orientación – Para chapas más anchas de 24 pulgadas [600 mm], las muestras de prueba se deben tomar de tal forma que el
eje longitudinal de la muestra de prueba es transversal hacia la dirección final en la que se laminará la chapa. Las muestras
de prueba para todos los otros productos estructurales se deben tomar de tal forma que el eje longitudinal de la muestra de
prueba sea paralela a la dirección final del laminado.
11.3 Ubicación:
11.3.1 Chapas - Las muestras de prueba se deben tomar desde una esquina de la chapa. 11.3.2 Perfiles W y HP con rebordes de 6 pulgadas [150 mm] o más – Las muestras de prueba se deben seleccionar desde
un punto en el reborde que esté a 2/3 del centro del reborde al tope del reborde.
11.3.3 Perfiles distintos a aquellos en 11.3.2 – Las muestras de prueba se deben seleccionar desde el alma de las vigas,
canales y zetas; de los tallos de las t´s laminadas; y las alas de los angulares y angulares de bulbo, excepto en donde
se utilicen muestras de prueba de tamaños reales para angulares y los criterios de aceptación de elongación sean
según corresponde.
11.3.4 Varillas:
11.3.4.1 Las muestras de prueba de las varillas que se utilizarán para clavijas y rodillos se deben tomar de tal forma que
el eje esté: en medio del centro y de la superficie para clavijas y los rodillos, a menos de 3 pulgadas [75 mm] en
diámetro; 1 pulgada [25 mm] desde la superficie para clavijas y rodillos, 3 pulgada [75 mm] y más en
diámetro; o según se especifique en el Anexo A1 de A370 Métodos y definiciones de pruebas, si el requisito anterior aplicable no se puede poner en práctica.
11.3.4.2 Las muestras de prueba para varillas, distintas a las que se usarán para clavijas y rodillos, se tomarán según se
especifica en el Anexo A1 de A370 Métodos y definiciones de pruebas.
11.4 Frecuencia de la prueba:
11.4.1 Productos estructurales fabricados a partir de producto estructural laminado – La cantidad mínima de piezas
chapas laminadas a probar por cada colada y resistencia de gradación, en donde aplique, debe ser como sigue,
excepto que sea permitido que alguna prueba individual represente gradaciones de resistencia múltiples:
11.4.1.1 Según la Tabla B, o
11.4.1.2 Una tomada del grosor mínimo en la colada y otra tomada del grosor máximo de la colada, en donde grosor
significa el grosor, diámetro o dimensión comparable especificada, lo que sea apropiado para el producto
estructural aplicable.
11.4.2 Productos estructurales fabricados a partir de bobinas y suministrados sin tratamiento térmico o solamente con eliminación de tensiones:
11.4.2.1 A excepción de lo que se permite en 11.4.4, la cantidad mínima de bobina a probar para cada colada y
gradación de resistencia, lo que aplique, debe ser según la Tabla C, excepto que se permita que alguna bobina
individual represente gradaciones de resistencia múltiples.
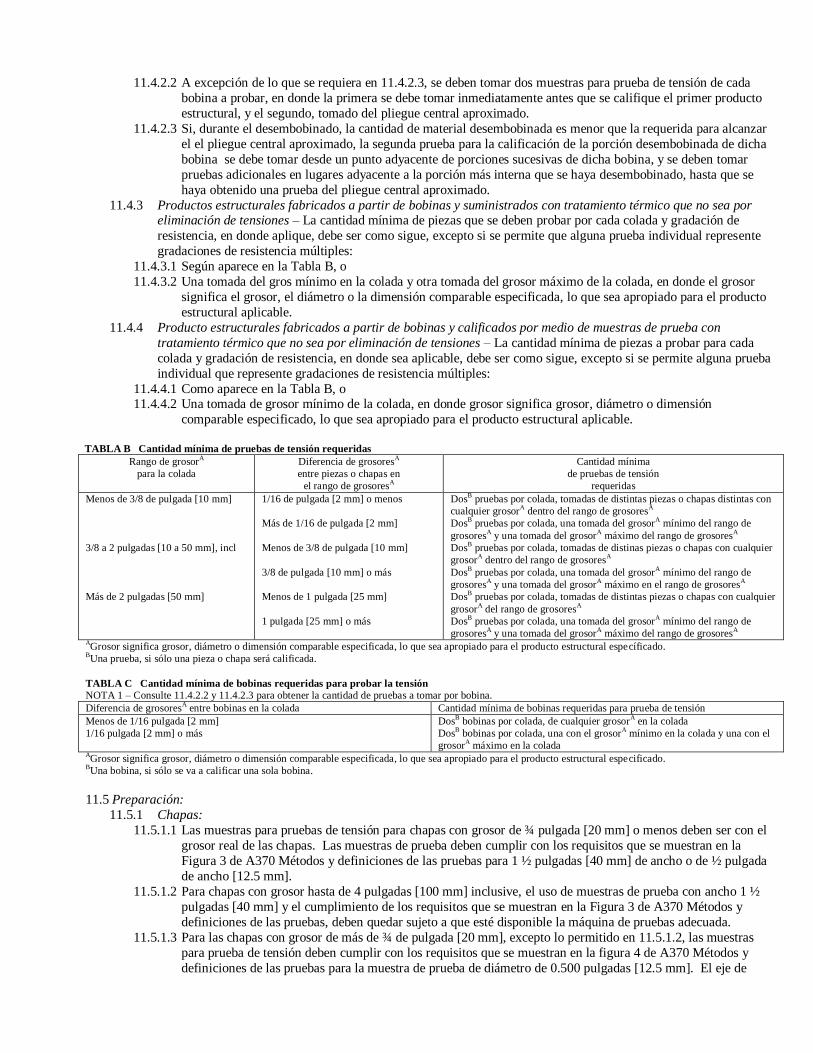
11.4.2.2 A excepción de lo que se requiera en 11.4.2.3, se deben tomar dos muestras para prueba de tensión de cada
bobina a probar, en donde la primera se debe tomar inmediatamente antes que se califique el primer producto
estructural, y el segundo, tomado del pliegue central aproximado.
11.4.2.3 Si, durante el desembobinado, la cantidad de material desembobinada es menor que la requerida para alcanzar
el el pliegue central aproximado, la segunda prueba para la calificación de la porción desembobinada de dicha
bobina se debe tomar desde un punto adyacente de porciones sucesivas de dicha bobina, y se deben tomar
pruebas adicionales en lugares adyacente a la porción más interna que se haya desembobinado, hasta que se
haya obtenido una prueba del pliegue central aproximado.
11.4.3 Productos estructurales fabricados a partir de bobinas y suministrados con tratamiento térmico que no sea por eliminación de tensiones – La cantidad mínima de piezas que se deben probar por cada colada y gradación de
resistencia, en donde aplique, debe ser como sigue, excepto si se permite que alguna prueba individual represente
gradaciones de resistencia múltiples:
11.4.3.1 Según aparece en la Tabla B, o
11.4.3.2 Una tomada del gros mínimo en la colada y otra tomada del grosor máximo de la colada, en donde el grosor
significa el grosor, el diámetro o la dimensión comparable especificada, lo que sea apropiado para el producto
estructural aplicable.
11.4.4 Producto estructurales fabricados a partir de bobinas y calificados por medio de muestras de prueba con
tratamiento térmico que no sea por eliminación de tensiones – La cantidad mínima de piezas a probar para cada
colada y gradación de resistencia, en donde sea aplicable, debe ser como sigue, excepto si se permite alguna prueba
individual que represente gradaciones de resistencia múltiples:
11.4.4.1 Como aparece en la Tabla B, o 11.4.4.2 Una tomada de grosor mínimo de la colada, en donde grosor significa grosor, diámetro o dimensión
comparable especificado, lo que sea apropiado para el producto estructural aplicable.
TABLA B Cantidad mínima de pruebas de tensión requeridas
Rango de grosorA
para la colada
Diferencia de grosoresA
entre piezas o chapas en
el rango de grosoresA
Cantidad mínima
de pruebas de tensión
requeridas
Menos de 3/8 de pulgada [10 mm]
3/8 a 2 pulgadas [10 a 50 mm], incl
Más de 2 pulgadas [50 mm]
1/16 de pulgada [2 mm] o menos
Más de 1/16 de pulgada [2 mm]
Menos de 3/8 de pulgada [10 mm]
3/8 de pulgada [10 mm] o más
Menos de 1 pulgada [25 mm]
1 pulgada [25 mm] o más
DosB pruebas por colada, tomadas de distintas piezas o chapas distintas con
cualquier grosorA dentro del rango de grosores
A
DosB pruebas por colada, una tomada del grosor
A mínimo del rango de
grosoresA y una tomada del grosor
A máximo del rango de grosores
A
DosB pruebas por colada, tomadas de distinas piezas o chapas con cualquier
grosorA dentro del rango de grosores
A
DosB pruebas por colada, una tomada del grosor
A mínimo del rango de
grosoresA y una tomada del grosor
A máximo en el rango de grosores
A
DosB pruebas por colada, tomadas de distintas piezas o chapas con cualquier
grosorA del rango de grosores
A
DosB pruebas por colada, una tomada del grosor
A mínimo del rango de
grosoresA y una tomada del grosor
A máximo del rango de grosores
A
AGrosor significa grosor, diámetro o dimensión comparable especificada, lo que sea apropiado para el producto estructural específicado.
BUna prueba, si sólo una pieza o chapa será calificada.
TABLA C Cantidad mínima de bobinas requeridas para probar la tensión NOTA 1 – Consulte 11.4.2.2 y 11.4.2.3 para obtener la cantidad de pruebas a tomar por bobina.
Diferencia de grosoresA entre bobinas en la colada Cantidad mínima de bobinas requeridas para prueba de tensión
Menos de 1/16 pulgada [2 mm]
1/16 pulgada [2 mm] o más
DosB bobinas por colada, de cualquier grosor
A en la colada
DosB bobinas por colada, una con el grosor
A mínimo en la colada y una con el
grosorA máximo en la colada
AGrosor significa grosor, diámetro o dimensión comparable especificada, lo que sea apropiado para el producto estructural especificado.
BUna bobina, si sólo se va a calificar una sola bobina.
11.5 Preparación:
11.5.1 Chapas:
11.5.1.1 Las muestras para pruebas de tensión para chapas con grosor de ¾ pulgada [20 mm] o menos deben ser con el
grosor real de las chapas. Las muestras de prueba deben cumplir con los requisitos que se muestran en la
Figura 3 de A370 Métodos y definiciones de las pruebas para 1 ½ pulgadas [40 mm] de ancho o de ½ pulgada
de ancho [12.5 mm].
11.5.1.2 Para chapas con grosor hasta de 4 pulgadas [100 mm] inclusive, el uso de muestras de prueba con ancho 1 ½
pulgadas [40 mm] y el cumplimiento de los requisitos que se muestran en la Figura 3 de A370 Métodos y
definiciones de las pruebas, deben quedar sujeto a que esté disponible la máquina de pruebas adecuada.
11.5.1.3 Para las chapas con grosor de más de ¾ de pulgada [20 mm], excepto lo permitido en 11.5.1.2, las muestras
para prueba de tensión deben cumplir con los requisitos que se muestran en la figura 4 de A370 Métodos y
definiciones de las pruebas para la muestra de prueba de diámetro de 0.500 pulgadas [12.5 mm]. El eje de
dichas muestras de prueba deben estar a la mitad entre el centro del grosor y la superficie superior o inferior de
la chapa.
11.5.2 Perfiles:
11.5.2.1 Excepto en donde se prueban los angulares de tamaño real, las muestras para prueba de tensión de perfiles con
grosor de ¾ de pulgada [20 mm] y menos debe tener el grosor real del perfil. Dicha muestra de prueba debe
cumplir con los requisitos que se muestran en la figura 3 de A370 Métodos y definiciones de las pruebas para
la muestra de prueba de 1 ½ pulgadas [40 mm] de ancho o la muestra de prueba de ½ pulgada [12.5 mm] de
ancho.
11.5.2.2 Para los perfiles con grosor hasta de 5 pulgadas [125 mm] inclusive, el uso de muestras de prueba de 1 ½ pulgadas [40 mm] de ancho, el grosor real del perfil y el cumplimiento de los requisitos que se muestran en la
figura 3 de A370 Métodos y definiciones de las pruebas, debe quedar sujeto a que esté disponible la máquina
de pruebas adecuada.
11.5.2.3 Para las chapas con grosor de más de ¾ de pulgada [20 mm], a excepción de lo permitido en 11.5.2.2, las
muestras para pruebas de tensión deben cumplir con los requisitos que se muestran en la Figura 4 de A370
Métodos y definiciones de las pruebas para la muestra para prueba de diámetro de 0.500 pulgadas [12.5 mm].
El eje de diichas muestras de prueba se deben localizar en la mitad entre el centro del grosor y la superficie
superior o inferior del perfil.
11.5.3 Varillas:
11.5.3.1 A excepción que se provea algo distinto más abajo, las muestras para prueba de varillas debe cumplir con el
Anexo A1 de A370 Métodos y definiciones de las pruebas.
11.5.3.2 A excepción de lo provisto en 11.5.3.5, las muestras de prueba para varillas con grosor de ¾ de pulgada [20 mm] y menos deben cumplir con los requisitos que se muestran en la figura 3 de A370 Métodos y definiciones
de las pruebas para muestras de prueba con ancho 1 ½ pulgadas [40 mm] o muestras de prueba con ancho ½
pulgada [12.5 mm].
11.5.3.3 A excepción de lo proporcionado en 11.5.3.4 y 11.5.3.5, las muestras de prueba para varillas de más de ¾ de
pulgada [20 mm] de grosor o diámetro deben cumplir, ya sea con los requisitos de la muestra de prueba de 1 ½
pulgadas [40 mm] de ancho o muestra de preuba de ½ pulgada [12.5 mm] de ancho que se muestran en la
figura 3 de A370 Métodos y definiciones de pruebas, o con los requisitos de muestra de preuba de diámetro de
0.500 pulgada [12.5 mm] que se muestra en la figura 4 de A370 Métodos y definiciones de pruebas.
11.5.3.4 Para las varillas que no se utilicen para clavijas y rodillos, el fabricante o transformador debe tener la opción de
utilizar muestras de prueba que tengan un grosor o un diámetro de al menos ¾ de pulgada [20 mm] para una
longitud de al menos 9 pulgadas [230 mm]. 11.5.3.5 Las muestras de prueba para las varillas que se utilizarán para clavijas y rodillos deben cumplir con los
requisitos que se muestran en la figura 4 de A370 Métodos y definiciones de pruebas para muestra de prueba
de diámetro 0.500 pulgada [12.5 mm].
11.6 Ajustes a los requisitos de elongación:
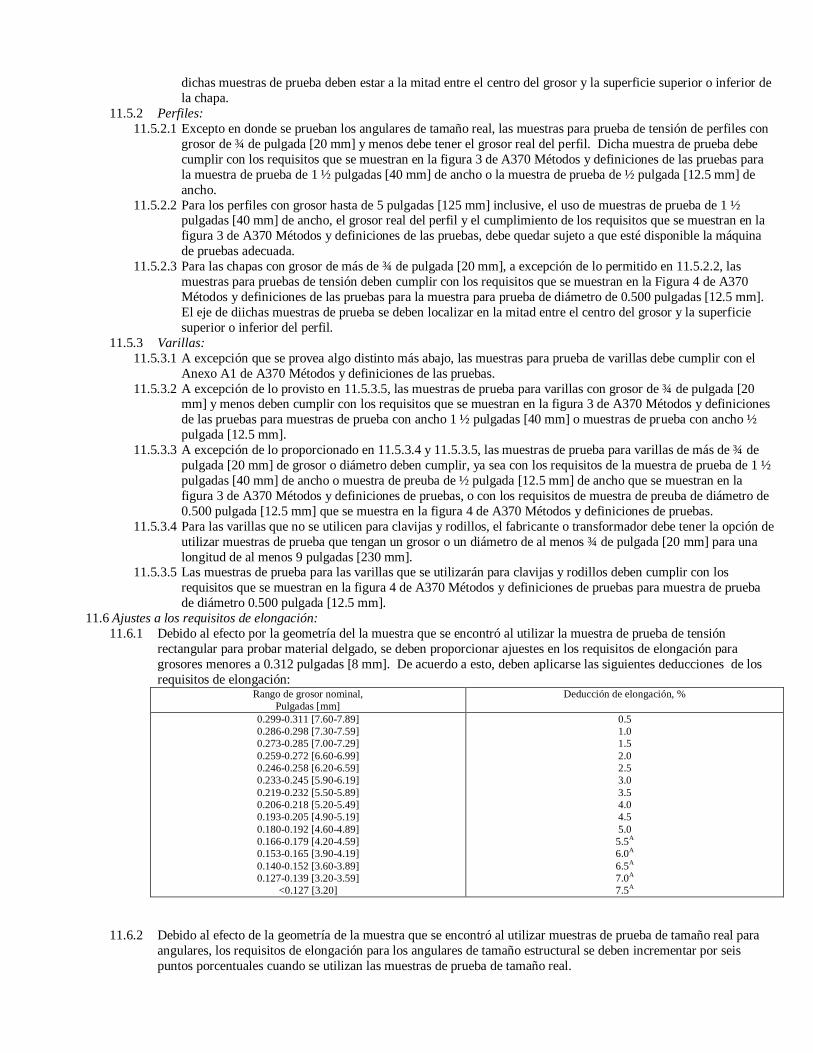
11.6.1 Debido al efecto por la geometría del la muestra que se encontró al utilizar la muestra de prueba de tensión
rectangular para probar material delgado, se deben proporcionar ajuestes en los requisitos de elongación para
grosores menores a 0.312 pulgadas [8 mm]. De acuerdo a esto, deben aplicarse las siguientes deducciones de los
requisitos de elongación: Rango de grosor nominal,
Pulgadas [mm]
Deducción de elongación, %
0.299-0.311 [7.60-7.89]
0.286-0.298 [7.30-7.59]
0.273-0.285 [7.00-7.29]
0.259-0.272 [6.60-6.99]
0.246-0.258 [6.20-6.59]
0.233-0.245 [5.90-6.19]
0.219-0.232 [5.50-5.89]
0.206-0.218 [5.20-5.49]
0.193-0.205 [4.90-5.19]
0.180-0.192 [4.60-4.89]
0.166-0.179 [4.20-4.59]
0.153-0.165 [3.90-4.19]
0.140-0.152 [3.60-3.89]
0.127-0.139 [3.20-3.59]
<0.127 [3.20]
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5A
6.0A
6.5A
7.0A
7.5A
11.6.2 Debido al efecto de la geometría de la muestra que se encontró al utilizar muestras de prueba de tamaño real para
angulares, los requisitos de elongación para los angulares de tamaño estructural se deben incrementar por seis
puntos porcentuales cuando se utilizan las muestras de prueba de tamaño real.
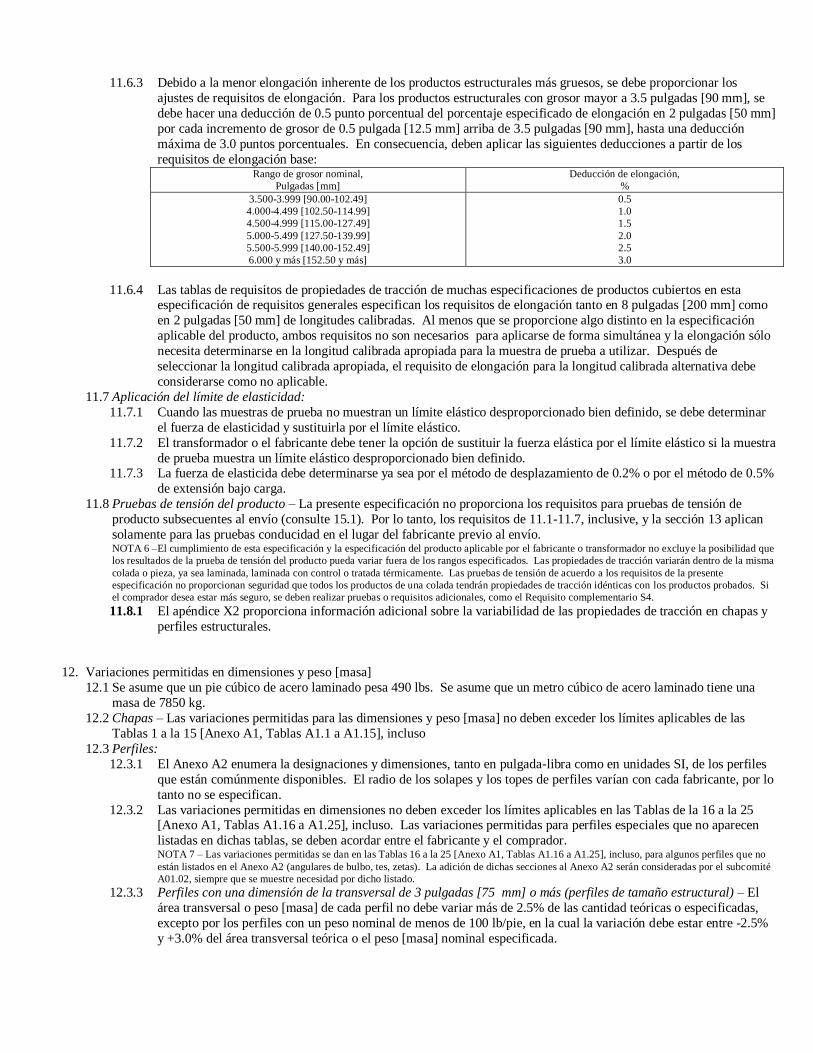
11.6.3 Debido a la menor elongación inherente de los productos estructurales más gruesos, se debe proporcionar los
ajustes de requisitos de elongación. Para los productos estructurales con grosor mayor a 3.5 pulgadas [90 mm], se
debe hacer una deducción de 0.5 punto porcentual del porcentaje especificado de elongación en 2 pulgadas [50 mm]
por cada incremento de grosor de 0.5 pulgada [12.5 mm] arriba de 3.5 pulgadas [90 mm], hasta una deducción
máxima de 3.0 puntos porcentuales. En consecuencia, deben aplicar las siguientes deducciones a partir de los
requisitos de elongación base: Rango de grosor nominal,
Pulgadas [mm]
Deducción de elongación,
%
3.500-3.999 [90.00-102.49]
4.000-4.499 [102.50-114.99]
4.500-4.999 [115.00-127.49]
5.000-5.499 [127.50-139.99]
5.500-5.999 [140.00-152.49]
6.000 y más [152.50 y más]
0.5
1.0
1.5
2.0
2.5
3.0
11.6.4 Las tablas de requisitos de propiedades de tracción de muchas especificaciones de productos cubiertos en esta especificación de requisitos generales especifican los requisitos de elongación tanto en 8 pulgadas [200 mm] como
en 2 pulgadas [50 mm] de longitudes calibradas. Al menos que se proporcione algo distinto en la especificación
aplicable del producto, ambos requisitos no son necesarios para aplicarse de forma simultánea y la elongación sólo
necesita determinarse en la longitud calibrada apropiada para la muestra de prueba a utilizar. Después de
seleccionar la longitud calibrada apropiada, el requisito de elongación para la longitud calibrada alternativa debe
considerarse como no aplicable.
11.7 Aplicación del límite de elasticidad:
11.7.1 Cuando las muestras de prueba no muestran un límite elástico desproporcionado bien definido, se debe determinar
el fuerza de elasticidad y sustituirla por el límite elástico.
11.7.2 El transformador o el fabricante debe tener la opción de sustituir la fuerza elástica por el límite elástico si la muestra
de prueba muestra un límite elástico desproporcionado bien definido. 11.7.3 La fuerza de elasticida debe determinarse ya sea por el método de desplazamiento de 0.2% o por el método de 0.5%
de extensión bajo carga.
11.8 Pruebas de tensión del producto – La presente especificación no proporciona los requisitos para pruebas de tensión de
producto subsecuentes al envío (consulte 15.1). Por lo tanto, los requisitos de 11.1-11.7, inclusive, y la sección 13 aplican
solamente para las pruebas conducidad en el lugar del fabricante previo al envío. NOTA 6 –El cumplimiento de esta especificación y la especificación del producto aplicable por el fabricante o transformador no excluye la posibilidad que
los resultados de la prueba de tensión del producto pueda variar fuera de los rangos especificados. Las propiedades de tracción variarán dentro de la misma
colada o pieza, ya sea laminada, laminada con control o tratada térmicamente. Las pruebas de tensión de acuerdo a los requisitos de la presente
especificación no proporcionan seguridad que todos los productos de una colada tendrán propiedades de tracción idénticas con los productos probados. Si
el comprador desea estar más seguro, se deben realizar pruebas o requisitos adicionales, como el Requisito complementario S4. 11.8.1 El apéndice X2 proporciona información adicional sobre la variabilidad de las propiedades de tracción en chapas y
perfiles estructurales.
12. Variaciones permitidas en dimensiones y peso [masa]
12.1 Se asume que un pie cúbico de acero laminado pesa 490 lbs. Se asume que un metro cúbico de acero laminado tiene una
masa de 7850 kg.
12.2 Chapas – Las variaciones permitidas para las dimensiones y peso [masa] no deben exceder los límites aplicables de las
Tablas 1 a la 15 [Anexo A1, Tablas A1.1 a A1.15], incluso
12.3 Perfiles:
12.3.1 El Anexo A2 enumera la designaciones y dimensiones, tanto en pulgada-libra como en unidades SI, de los perfiles
que están comúnmente disponibles. El radio de los solapes y los topes de perfiles varían con cada fabricante, por lo
tanto no se especifican.
12.3.2 Las variaciones permitidas en dimensiones no deben exceder los límites aplicables en las Tablas de la 16 a la 25 [Anexo A1, Tablas A1.16 a A1.25], incluso. Las variaciones permitidas para perfiles especiales que no aparecen
listadas en dichas tablas, se deben acordar entre el fabricante y el comprador. NOTA 7 – Las variaciones permitidas se dan en las Tablas 16 a la 25 [Anexo A1, Tablas A1.16 a A1.25], incluso, para algunos perfiles que no
están listados en el Anexo A2 (angulares de bulbo, tes, zetas). La adición de dichas secciones al Anexo A2 serán consideradas por el subcomité
A01.02, siempre que se muestre necesidad por dicho listado.
12.3.3 Perfiles con una dimensión de la transversal de 3 pulgadas [75 mm] o más (perfiles de tamaño estructural) – El
área transversal o peso [masa] de cada perfil no debe variar más de 2.5% de las cantidad teóricas o especificadas,
excepto por los perfiles con un peso nominal de menos de 100 lb/pie, en la cual la variación debe estar entre -2.5%
y +3.0% del área transversal teórica o el peso [masa] nominal especificada.

12.4 Tablestacas – El peso [masa] de cada tablestaca de acero no debe tener una variación mayor a 2.5% del peso [masa] teórico
o especificado. La longitud de cada tablestaca de acero no debe ser menor que la longitud especificada, y no más de 5
pulgadas [125 mm] sobre la longitud especificada.
12.5 Varillas laminadas – Las variaciones permitidas en dimensiones no debe exceder los límites aplicables en las Tablas 26 L
31 [Anexo A1, Tablas A1.26 a A1.31], incluso.
12.6 Conversión de variaciones permitidas de fracciones de pulgada a decimales – Las variaciones permitidas de dimensiones
para productos cubiertos por esta especificación son generalmente dadas como fracciones de una pulgada y permanecen
como las variaciones permitidas oficiales, si eso se establece. Si el material será medido por equipo que muestra las
dimensiones en decimales, la conversión de variaciones permitidas de fracciones de pulgada a decimales se debe realizar a tres números decimales y utilizando el método de redondeo prescrito en la Práctica E29.
13. Repetición de pruebas
13.1 Si alguna de las muestras de prueba muestra mecanizado defectuoso o desarrolla defectos, el fabricante o el transformador
debe tener opción a desecharla y sustituirla por otra muestra de prueba.
13.2 Si el porcentaje de elongación de cualquier muestra de prueba de tensión es menor que lo especificado y cualquier parte de
la fractura es más de ¾ de pulgada [20 mm] del centro de la longitud calibrada de una muestra de 2 pulgadas [50 mm] o está
afuera de la mitad de la longitud calibrada de una muestra de 8 pulgadas [200 mm], como lo indican las marcas de corte que
se hicieron en la muestra antes de las pruebas, entonces se permite la repetición de la prueba.
13.3 A excepción de lo provisto en 13.3.1, si los resultados de una muestra de prueba de tensión original falla para cumplir con
los requisitos especificados, pero está dentro de 2 ksi [14 MPa] de la fuerza de elasticidad o límite elástico requerido, o
dentro de los 2 puntos porcentuales de elongación requerida, se debe permitir reemplazar la prueba fallida por una nueva prueba. Se debe repetir la prueba debido a la prueba origina fallida, con una muestra seleccionada aleatoriamente en la
colada. Si los resultados de la nueva prueba cumple con los requisitos especificados, la colada o lote se debe aprobar.
13.3.1 Los productos estructurales que se prueban según la Tabla C, ambas pruebas de cada bobina probada para calificar
una colada debe cumplir con todos los requisitos de la propiedad mecánica. Si alguna prueba falla, entonces esa
bobina no se deberá utilizar para calificar la colada; sin embargo, la porción de dicha bobina individual que está
categorizada por pruebas aceptables (consulte 11.4.2.3) se le considera como calificada.
13.4 Las chapas de acero templadas y revenidas deben estar sujetas a cualquier requisito adicional de repetición de prueba que
esté en la especificación del producto aplicable.
13.5 Cuando se utiliza la sección completa de 11.3.3 y la elongación cae debajo del requisito especificado, el fabricante o el
transformador debe tener la opción de realizar otra prueba utilizando una muestra de prueba permitida en 11.5.2.
14. Informes de prueba
14.1 Se requiere que todos los informes de prueba para cada colada suministrada muestren lo siguiente:
14.1.1 La designación de la especificación del producto aplicable, incluyendo año-fecha y grado, clase y tipo están
especificados en la orden de compra según la cual se suministra el producto estructural.
14.1.2 Número de colada, análisis térmico (consulte 7.1) y tamaños nominales. NOTA 8 – Si la cantidad de cobre, cromo, níquel, molibdeno y silicio es menor que 0.02%, el análisis térmico para dicho elemento se puede
registrar como <0.02%. Si la cantidad de columbio o vanadio es menor que 0.008%, el análisis térmico para dicho elemento se debe registrar
como <0.008%. 14.1.3 Dos resultados de prueba de tensión apropiados para calificar el envío (conuslte 11.4), para los productos
estructurales que se hayan según lo descrito en la Tabla B, , excepto que se reporte una sola prueba de tensión, si el
envío consiste de una sola pieza o una chapa.
14.1.3.1 En los valores de elongación, tanto el porcentaje de incremento como la longitud calibrada original se deben
establecer.
14.1.3.2 El índice de elasticidad a tracción, cuando dicho requisito está en la especificación del producto. 14.1.4 Todos los tratamientos térmicos, para los productos estructurales que deben ser tratados térmicamente, ya sea por la
especificación de producto aplicable o por la orden de compra, incluyendo los rangos de temperatura y los tiempos
a cierta temperatura, al menos que el comprador y el proveedor hayan acordado un procedimiento térmico en lugar
de las temperaturas y tiempos reales.
14.1.4.1 Si se realiza un tratamiento térmico para suavizar los bordes cortados térmicamente, no es necesario que se
reporte, excepto para los productos estructurales que tienen una fuerza de tracción mínima especificada de 95
ksi [655 MPa] o más, al menos que se alcance dicho tratamiento térmico subcrítico a temperaturas de al menos
75F [40C] menos que la temperatura mínima de templado. 14.1.5 Los resultados de cualquier prueba requerida de tamaño de grano austenítico (consulte 8.2 u 8.3, lo que aplique).
14.1.6 Los resultados de cualquier otra prueba requerida ppor la especificación del producto aplicable, los requisitos
complementarios aplicables y la orden de compra.
14.2 El grosor del producto estructural probado no es necesariamente igual que el grosor ordenado individual, dado que es la
colada que se probó, y no cada artículo ordenado. Las pruebas de grosores especificados de acuerdo a 11.4 y que incluyen
los grosores en una envío deben ser suficientes para calificar el producto estructural del envío. Dichos grosores de preuba
no es necesario que estén dentro de los grosores probados y enviados previamente, y de la misma colada.
14.3 Para los productos estructurales producidos a partir de bobinas que se suministraron laminadas ose han tratado térmicamente
sólo por eliminación de tensiones, el informe de prueba de decir “producido a partir de bobinas”. Ambos resultados se
deben informar para cada bobina que califica, y también se debe informa la ubicación dentro de la bobina para cada prueba
realizada.
14.4 Para los productos estructurales producidos a partir de bobinas, tanto el fabricante como el transformador deben quedar
identificados en el informe de prueba
14.5 Cuando se han utilizado muestras de prueba de tamaño real para calificar los angulares, se debe registrar la información en el informe de prueba.
14.6 No se requiere de firma en el informe de prueba; sin embargo, el documento debe identificar claramente la organización que
presenta el informe. Aunque no se encuentre la firma, la organización que presenta el informe es la responsable del
contenido del informe.
14.7 Para los productos estructurales que les da el acabado final otra empresa, el proveedor del producto estructural también le
debe proporcionar al comprador una copia del informe de prueba original del fabricante.
14.8 El informe de prueba, el certificado de inspección o documento similar impreso o electrónico proveniente de una
transmisión de intercambio de datos electrónica (EDI, por sus siglas en inglés), debe tener la misma validez que el
certificado impreso proveniente de la fábrica. El contenido del documento EDI debe cumplir con los requisitos de la
especificación del producto aplicable y debe cumplir con cualquier acuerdo EDI existente entre el comprador y proveedor.
Aunque no tengan firma, la organización que presenta el EDI debe ser la responsable del contenido del informe. NOTA 9 – La definición de la industria es: EDI es la intercambio de computadora a computadora de información gerencial en un formato estándar, como
ANSI ASCX12.
15. Inspección y pruebas
15.1 El inspector, representante del comprador, debe tener acceso libre, en todo momento, durante el tiempo que se trabaje en
contrato del comprador, a todos los lugares en donde de la fábrica en donde se esté elaborando el producto estructural
ordenado. El fabricante debe proporcionarle al inspector todas las facilidades razonables para que el inspector asegure que
todo el producto estructural se está suministrando de acuerdo con la presente especificación de requisitos generales, con la
especificación del producto aplicable y con la orden de compra. Todas las pruebas (a excepción del análisis del producto) y
la inspección se deben realizar en las instalaciones del fabricante previo al envío, al menos que se especifique algo distinto, y se debe realizar de tal forma que no interfiera con la operación del fabricante.
15.2 En donde los productos estructurales estén producidos a partir de bobinas, debe aplicarse 15.1 al transformador y no al
fabricante, y las instalaciones del transformador debe aplicar en lugar de las instalaciones del fabricante. En donde los
productos estructurales se producen a partir de bobinas y el transformador es distinto del fabricante, el inspector debe tener
libre acceso, en todo momento, durante el tiempo que se realiza el trabajo del contrato del comprador, a todas las partes de
la fábrica en donde se estén produciendo el producto estructural ordenado.
16. Repetición del tratamiento
16.1 Si alguno de los productos estructurales con tratamiento térmico falla en el cumplimiento de los requisitos de las
propiedades mecánicas de la especificación de producto aplicable, el fabricante o el transformador debe tener la opción de
volver a tratar térmicamente el producto estructural. Todas las pruebas de propiedades mecánicas se deben repetir y el
producto estructural se debe examinar de nuevo en búsqueda de defectos en la superficie, cuando se envía de nuevo para inspección.
17. Rechazo
17.1 Cualquier rechazo que se base en análisis de producto realizado de acuerdo con la especificación de producto aplicable se
debe informar al distribuidor, y las muestras que representan el producto estructural rechazado se debe guardar durante dos
semanas a partir de la fecha de notificación de dicho rechazo. En caso de no satisfacer los resultados de las pruebas, el
distribuidor debe tener la opción de hacer reclamos dentro de ese lapso de tiempo.
17.2 El comprador debe tener la opción de rechazar el producto estructural rechazado, que muestra los defectos perjudiciales,
después de haber aceptado el trabajo del fabricante o del transformador, y así notificárselo al fabricante o al transformador.
18. Identificación de productos estructurales 18.1 Mascas requeridas de las chapas:
18.1.1 A excepción de lo permitido en 18.1.4.2 y 18.6, las chapas deben tener marcas legibles con la siguiente
información: designación ASTM aplicable (consulte 1.1) (no se requiere año-fecha); “G” o “MT”, si aplica
(consulte 18.1.2); el grado que aplica; número de colada; tamaño y grosor; y nombre, marca o marca registrada del
fabricante (para las chapas que se producen a partir de producto estructural laminado) o del transformador (para
chapas producidas a partir de bobinas).
18.1.2 Las chapas que necesitan tratamiento térmico, pero que no han sido tratadas, las debe marcar el fabricante o el
transformador con la letra “G” (que denota el color verde) seguido de la marca de designación ASTM requerida, a
excepción que la “G” no es necesaria en dichas placas cuando es para envío, para propósito de obtener el
tratamiento térmico requerido, a una organización que esté bajo el control del fabricante. Dichas chapas deben estar
calificadas para envío en base a las muestras de prueba que han sido tratadas térmicamente. Las chapas que deben
ser tratadas térmicamente, y se han tratado térmicamente, las debe marcar la empresa que realizó el tratamiento
térmico con las letras “MT” (que denotan material tratado) después de la marca de designación ASTM requerida.
18.1.3 A excepción de lo permitido por 18.1.4.2 y 18.6, las marcas requeridas para las chapas deben realizarse con
estampado, pintura o por algún medio que se adhiera permanentemente, etiquetas o placas resistentes al medio ambiente. Debe ser responsabilidad del proveedor que todas las marcas estén intactas y leíbles totalmente cuando
el comprador reciba el producto.
18.1.4 Ubicación de las marcas:
18.1.4.1 Las marcas requeridas para las chapas deben estar al menos en un lugar de la chapa terminada.
18.1.4.2 Para cargas seguras de todos los tamaños de chapas con grosor de 3/8 de pulgada [10 mm] (o 5/16 de pulgada
[8 mm] de material especificado para contrucción de puentes) o menos, y para cargas seguras de todos los
grosores de chapas con ancho de 36 pulgadas [900 mm] o menos de ancho o menos, el fabricante o el
transformador debe tener la opción de colocar dichas marcas sólo sobre la pieza superior de cada carga, o de
mostrar dichas marcas en una etiqueta sustancial adherida a cada carga, al menos que se especifique algo
distinto.
18.2 Perfiles:
18.2.1 A excepción de lo permitido en 18.2.2 y 18.6, los perfiles deben tener la marca del número de colada, tamaño de la sección, longitud y la identificación de la planta en cada pieza. Los perfiles con la dimensión transversal más
grande de 6 pulgadas [150 mm] debe tener el nombre, marca o marca registrada el fabricante y con letras resaltadas
a intervalos a lo largo. Adicionalmente, los perfiles se deben identificar con la designación ASTM (Año-fecha no
se requieren) y el grado, ya sea marcándolos individualmente por medio de tinta permanente, con etiqueta o placa
resistente a la intemperie o, si está en bulto, por medio de una placa en el bulto.
18.2.2 Se permite enviar bultos de perfiles pequeños que tengan una dimensión transversal no mayor de 6 pulgadas [150
mm]. Cada carga o bulto debe marcarse o colocársele una etiqueta quemuestra la información de identificación
enumerada en 18.2.1.
18.2.3 Se le debe permitir al fabricante realizar un bulto de tamaño real al final de la colada colocando producto de una
colada laminada consecutivamente y de la misma composición química nominal. El fabricante debe identificar un
bulto que consista de producto de dos coladas con el número de la primera colada laminada o identificar ambas coladas. El fabricante debe mantener registros de las coladas que tiene cada bulto.
18.3 Tablestacas de acero – Las tablestacas de acero se deben marcar con el número de la colada, el tamaño de la sección, la
longitud y la dientificación de la planta en cada pieza, ya sea por estampado o por medio de tinta permanente, por medio de
una etiqueta o una placa resistente al medio ambiente. El nombre, la marca o la marca registrada del fabricante se deben
colocar en letras resaltadas en intervalos a todo lo largo.
18.4 Varillas – Las varillas de todos los tamaños, cuando se cargan para envío, se deben identificar apropiadamente con el
nombre o la marca del fabricante, el nombre del comprador y el número de orden, el número de designación ASTM (año y
fecha no requeridos), número de grado, en donde sea apropiado, tamaño y longitud, peso [masa] de la carga y el número de
colada para identificación. Al menos que se especifique algo distinto, el método para marcar queda a discreción del
fabricante y se debe hacer con estampado en caliente, estampado en frío, pintura o placas sujetas a la carga de varillas. No
es necesario que las varillas se troquelen. 18.4.1 Se le debe permitir al fabricante hacer bultos de tamaño real al final de la colada agregando producto de una colada
laminada consecutiva de la misma composición química nominal. El fabricante debe identificar un bulto que
contenga un producto de dos coladas con el número de la primera colada o identificar ambas coladas. El fabricante
debe guardar los registros de las coladas que tiene cada bulto.
18.5 Codificación de varillas – Además de los requisitos de 18.1 – 18.4, incluso, el fabricante o el transformador debe tener la
opción de utilizar código de barras como un método complementario de identificación. NOTA 10 – El código de barras debe ser consistentecon las normas AIAG.
8
18.6 Material subdivididos:
18.6.1 A excepción de lo permitido en 18.6.2, las piezas separadas de un producto estructural maestro de una organización
distinto del fabricante original se debe identificar con la designación ASTM (año-fecha no requerido), grado,
número de colada y el tratamiento térmico, si aplica, junto con la marca registrada, la marca o el nombre de la
organización subdividiendo el producto estructural. Los métodos de identificación deben cumplir con los requisitos
de 18.1 – 18.4, excepto que el método de letras resaltadas para perfiles y tablestacas de acero no es necesario. Si la
8 Disponible en el Grupo de acción de la industria automotriz (AIAG, por siglas en inglés), 26200 Lahser Rd., Suite 200, Southf ield, MI 48033, http://www.aiag.org.

identificación original del fabricante permanece intacto, el producto estructural no necesita identficación adicional
de la organización que provee el producto estructural.
18.6.2 Debe ser permitido que las piezas de la misma colada de producto estructural se coloque en bultos o en cargas
seguras con la identficación especificada en 18.6.1 en la pieza superior de cada carga o que tenga una etiqueta
sujeta a cada bulto o carga.
19. Embalaje, marcado y carga para envío
19.1 El embalaje, el marcado y la carga para envío deben cumplir con las prácticas en A700.
19.2 Cuando se especifica Nivel A y cuando se especifica en el contrato o en la orden, y es para suminstrar por medio de o directo al gobierno de EEUU, la preservación, embalaje y empaque debe estar de acuerdo con los requisitos de Nivel A de
MIL-STD-163.
19.3 Cuando se especifica en el contrato o en la orden, yes para suministrar al gobierno de EEUU, el marcado del envío,
adicionalmente a los requisitos especificados en el contrato o en la orden, debe cumplir con MIL-STD-129 para agencias
militares y con la norma Fed.Std.No. 123 para agencias civiles.
20. Palabras clave
20.1 varillas; requisitos generales; chapas; laminado; perfiles; tablestacas; acero estructural
TABLA 1 Variaciones permitidas de grosores para chapas rectangulares, al carbono, alta resistencia, baja aleación y de acero aleado, con grosor de 15
pulgadas y menos cuando se ordena por grosor NOTA 1 – Las tablas del 1-31 contienen las variaciones permitidas en dimensiones y peso establecidas en unidades pulgadas-libre.
NOTA 2 – La variación permitida bajo el grosor especificado, 0.01 pulgadas. Cuando se especifica de esta forma, estas variaciones permitidas se pueden tomar,
en cuyo caso la suma de estas variaciones permitidas aplica.
NOTA 3 – Grosores a medirse a de 3/8 a ¾ desde el borde longitudinal.
NOTA 4 – Para grosores que se miden en cualquier lugar distinto que lo especificado en la Nota 4, las variaciones permitidas sobre el grosor especificado debe
ser 1 ¾ veces la cantidades de la tabla, redondeadas al 0.01 de pulgada máscercana.
NOTA 5 – En donde aparece “…” en esta table, no hay requisito.
Grosor
especificado,
pulgadas
Variaciones permitidas por arriba del grosor especificado para anchos dados en pulgadas, pulgadas
48 y
menos
De 48
a 60,
excl.
De 60 a
72, excl
De 72
a 84,
excl
De 84 a
96, excl
De 96 a
108, excl
De 108 a
120, excl
De 120 a
132, excl
De 132
a 144,
excl
De 144
a 168,
excl
De 168
a 182,
excl
De 182
y más
Hasta 1⁄4 , excl
1⁄4 a 5⁄16, excl
5⁄16 a 3⁄8, excl
3⁄8 a 7⁄16, excl
7⁄16 a 1⁄2, excl
1⁄2 a 5⁄8, excl
5⁄8 a 3⁄4, excl
3⁄4 a 1, excl
1 a 2, excl
2 a 3, excl
3 a 4, excl
4 a 6, excl
6 a 10, excl
10 a 12, excl
12 a 15, incl
0.03
0.03
0.03
0.03
0.03
0.03
0.03
0.03
0.06
0.09
0.11
0.15
0.23
0.29
0.29
0.03
0.03
0.03
0.03
0.03
0.03
0.03
0.03
0.06
0.09
0.11
0.15
0.24
0.29
0.29
0.03
0.03
0.03
0.03
0.03
0.03
0.03
0.03
0.06
0.09
0.11
0.15
0.24
0.33
0.35
0.03
0.03
0.03
0.03
0.03
0.03
0.03
0.03
0.06
0.10
0.11
0.15
0.24
0.33
0.35
0.03
0.03
0.03
0.03
0.03
0.03
0.03
0.04
0.06
0.10
0.11
0.15
0.24
0.33
0.35
0.03
0.03
0.03
0.03
0.03
0.03
0.04
0.04
0.07
0.11
0.13
0.15
0.24
0.33
0.35
0.03
0.03
0.03
0.04
0.04
0.04
0.04
0.05
0.08
0.12
0.14
0.15
0.24
0.33
0.35
0.03
0.04
0.04
0.04
0.04
0.04
0.04
0.05
0.10
0.13
0.14
0.15
0.24
0.33
0.35
0.04
0.04
0.04
0.05
0.05
0.05
0.05
0.06
0.10
0.14
0.14
0.15
0.24
0.33
0.35
…
…
0.05
0.06
0.06
0.06
0.06
0.07
0.11
0.15
0.15
0.20
0.27
0.33
0.35
…
...
…
0.06
0.06
0.07
0.07
0.08
0.13
0.15
0.17
0.20
0.28
0.35
0.35
…
…
…
…
…
…
0.07
0.09
0.16
…
…
…
…
…
…
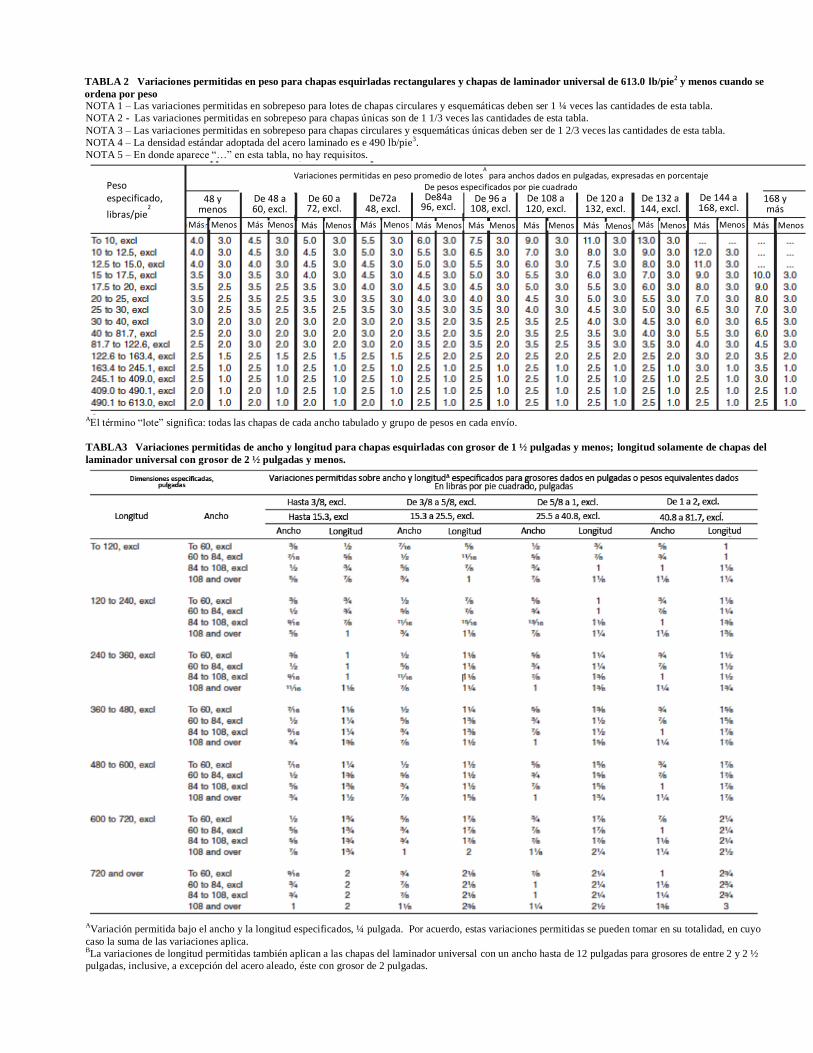
TABLA 2 Variaciones permitidas en peso para chapas esquirladas rectangulares y chapas de laminador universal de 613.0 lb/pie2 y menos cuando se
ordena por peso NOTA 1 – Las variaciones permitidas en sobrepeso para lotes de chapas circulares y esquemáticas deben ser 1 ¼ veces las cantidades de esta tabla.
NOTA 2 - Las variaciones permitidas en sobrepeso para chapas únicas son de 1 1/3 veces las cantidades de esta tabla.
NOTA 3 – Las variaciones permitidas en sobrepeso para chapas circulares y esquemáticas únicas deben ser de 1 2/3 veces las cantidades de esta tabla.
NOTA 4 – La densidad estándar adoptada del acero laminado es e 490 lb/pie3.
NOTA 5 – En donde aparece “…” en esta tabla, no hay requisitos.
AEl término “lote” significa: todas las chapas de cada ancho tabulado y grupo de pesos en cada envío.
TABLA3 Variaciones permitidas de ancho y longitud para chapas esquirladas con grosor de 1 ½ pulgadas y menos; longitud solamente de chapas del
laminador universal con grosor de 2 ½ pulgadas y menos.
AVariación permitida bajo el ancho y la longitud especificados, ¼ pulgada. Por acuerdo, estas variaciones permitidas se pueden tomar en su totalidad, en cuyo
caso la suma de las variaciones aplica. BLa variaciones de longitud permitidas también aplican a las chapas del laminador universal con un ancho hasta de 12 pulgadas para grosores de entre 2 y 2 ½
pulgadas, inclusive, a excepción del acero aleado, éste con grosor de 2 pulgadas.
Peso especificado,
libras/pie2
Variaciones permitidas en peso promedio de lotesA para anchos dados en pulgadas, expresadas en porcentaje
De pesos especificados por pie cuadrado 48 y
menos De 48 a 60, excl.
De 60 a 72, excl.
De72a 48, excl.
De84a 96, excl.
De 96 a 108, excl.
De 108 a 120, excl.
De 120 a 132, excl.
De 132 a 144, excl.
De 144 a 168, excl.
168 y más
Más Menos Más Menos Más Menos Más Menos Más Menos Más Menos Más Más Más Más Más Menos Menos Menos Menos Menos
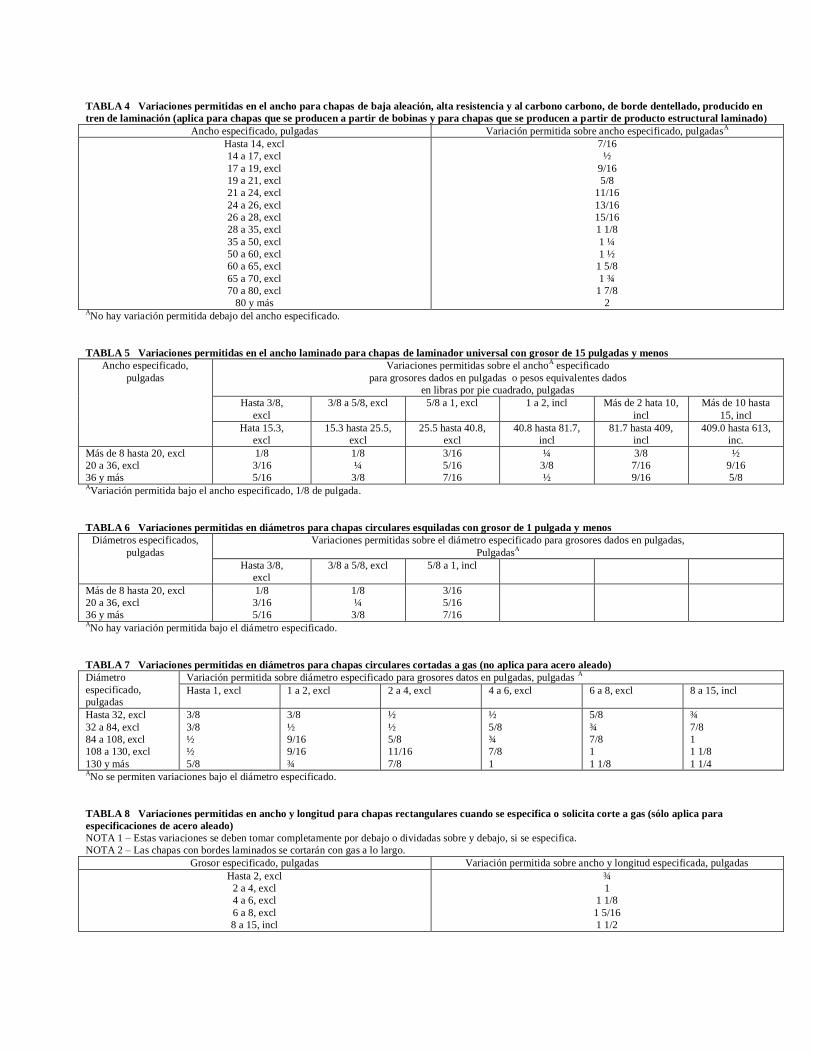
TABLA 4 Variaciones permitidas en el ancho para chapas de baja aleación, alta resistencia y al carbono carbono, de borde dentellado, producido en
tren de laminación (aplica para chapas que se producen a partir de bobinas y para chapas que se producen a partir de producto estructural laminado)
Ancho especificado, pulgadas Variación permitida sobre ancho especificado, pulgadasA
Hasta 14, excl
14 a 17, excl
17 a 19, excl
19 a 21, excl
21 a 24, excl
24 a 26, excl
26 a 28, excl
28 a 35, excl
35 a 50, excl
50 a 60, excl
60 a 65, excl
65 a 70, excl
70 a 80, excl
80 y más
7/16
½
9/16
5/8
11/16
13/16
15/16
1 1/8
1 ¼
1 ½
1 5/8
1 ¾
1 7/8
2 ANo hay variación permitida debajo del ancho especificado.
TABLA 5 Variaciones permitidas en el ancho laminado para chapas de laminador universal con grosor de 15 pulgadas y menos
Ancho especificado,
pulgadas
Variaciones permitidas sobre el anchoA especificado
para grosores dados en pulgadas o pesos equivalentes dados
en libras por pie cuadrado, pulgadas
Hasta 3/8,
excl
3/8 a 5/8, excl 5/8 a 1, excl 1 a 2, incl Más de 2 hata 10,
incl
Más de 10 hasta
15, incl
Hata 15.3,
excl
15.3 hasta 25.5,
excl
25.5 hasta 40.8,
excl
40.8 hasta 81.7,
incl
81.7 hasta 409,
incl
409.0 hasta 613,
inc.
Más de 8 hasta 20, excl
20 a 36, excl
36 y más
1/8
3/16
5/16
1/8
¼
3/8
3/16
5/16
7/16
¼
3/8
½
3/8
7/16
9/16
½
9/16
5/8 AVariación permitida bajo el ancho especificado, 1/8 de pulgada.
TABLA 6 Variaciones permitidas en diámetros para chapas circulares esquiladas con grosor de 1 pulgada y menos
Diámetros especificados,
pulgadas
Variaciones permitidas sobre el diámetro especificado para grosores dados en pulgadas,
PulgadasA
Hasta 3/8,
excl
3/8 a 5/8, excl 5/8 a 1, incl
Más de 8 hasta 20, excl
20 a 36, excl
36 y más
1/8
3/16
5/16
1/8
¼
3/8
3/16
5/16
7/16
ANo hay variación permitida bajo el diámetro especificado.
TABLA 7 Variaciones permitidas en diámetros para chapas circulares cortadas a gas (no aplica para acero aleado)
Diámetro
especificado,
pulgadas
Variación permitida sobre diámetro especificado para grosores datos en pulgadas, pulgadas A
Hasta 1, excl 1 a 2, excl 2 a 4, excl 4 a 6, excl 6 a 8, excl 8 a 15, incl
Hasta 32, excl
32 a 84, excl
84 a 108, excl
108 a 130, excl
130 y más
3/8
3/8
½
½
5/8
3/8
½
9/16
9/16
¾
½
½
5/8
11/16
7/8
½
5/8
¾
7/8
1
5/8
¾
7/8
1
1 1/8
¾
7/8
1
1 1/8
1 1/4 ANo se permiten variaciones bajo el diámetro especificado.
TABLA 8 Variaciones permitidas en ancho y longitud para chapas rectangulares cuando se especifica o solicita corte a gas (sólo aplica para
especificaciones de acero aleado)
NOTA 1 – Estas variaciones se deben tomar completamente por debajo o dividadas sobre y debajo, si se especifica.
NOTA 2 – Las chapas con bordes laminados se cortarán con gas a lo largo.
Grosor especificado, pulgadas Variación permitida sobre ancho y longitud especificada, pulgadas
Hasta 2, excl
2 a 4, excl
4 a 6, excl
6 a 8, excl
8 a 15, incl
¾
1
1 1/8
1 5/16
1 1/2

TABLA 9 Variaciones permitidas en ancho y longitud para chapas rectangulares cuando se especifica o solicita corte a gas (no aplica para acero
aleado)
Grosor especificado, pulgadas Variación permitida sobre ancho y longitud especificados, pulgadas
Hasta 2, excl
2 a 4, excl
4 a 6, excl
6 a 8, excl
8 a 15, excl
½
5/8
¾
7/8
1
TABLA 10 Variaciones permitidas en diámetros para chapas circulares cortadas con gas (aplica sólo para especificaciones de acero)
Diámetro
especificado,
pulgadas
Variaciones permitidas sobre diámetros especificados para grosores especificados dados en pulgadas, pulgadasA
Hasta 1, excl 1 a 2, excl 2 a 4, excl 4 a 6, excl 6 a 8, excl 8 a 15, incl
Hasta 32, excl
32 a 84, excl
84 a 108, excl
108 a 130, excl
½
½
5/8
7/8
½
5/8
¾
1
¾
5/8
¾
1
¾
1
1 1/8
1 ¼
1
1 1/8
1 ¼
1 3/8
1
1 ¼
1 3/8
1 1/2
ANo se permiten variaciones bajo el diámetro especificado.
TABLA 11 CurvaturaA permitida para chapas de acero al carbono, de cero de baja aleación y alta resistencia,, y de laminador universal de acero
aleado y para chapas rectangulares de acero de baja aleación y alta resistencia, y esquiladas de acero aleado, con corte especial o cortadas a gas.
Grosor especificado, pulgadas Peso especificado, lb/pie2 Ancho especificado, pulgadas Curvatura permitida, pulgadas
Hasta 2, incl
Más de 2 hasta 15, incl
Más de 2 hasta 15, incl
Hasta 81.7, incl
81.7 hasta 613.0, incl
81.7 hasta 613.0, incl
Todos
Hasta 30, incl
Más de 30
1/8 x (cantidad pies de longitud/5)
3/16 x (cantidad de pies de longitud/5)
¼ x (cantidad de pies de longitud/5)
ALa curvatura, cuando se relaciona con chapas, es la curvatura de borde horizontal a lo largo, medido sobre la longitud completa de la chapa en posición
horizontal.
TABLA 12 CurvaturaA permitida para chapas esquiladas y chapas rectangulares cortadas a gas, todos los grosores (aplica solamente para acero al
carbono)
Curvatura permitida, pulgadas = 1/8 x (cantidad de pies de longitud/5)
ALa curvatura, cuando se relaciona con chapas, es la curvatura de borde horizontal a lo largo, medido sobre la longitud completa de la chapa en posición
horizontal.
TABLA 13 Variaciones permitidas de una superficie plana para chapas de acero al carbono de llanura estándar. NOTA 1 – Cuando la dimensión más larga es menor a 36 pulgadas, la variación permitida de una superficie plana no debe exceder de ¼ de pulgada. Cuando la
dimensión es de 36 a 72 pulgadas, incl, la variación permitida medida desde una superficie plana no debe exceder de 75% de la cantidad tabular del ancho
especificado, pero en ningún caso debe ser menor de ¼ pulgada.
NOTA 2 – Estas variaciones permitidas aplican a chapas que tienen una resistencia de tracción mínima especificada de no más de 60 ksi o una composición
química o dureza comparable. Los límites en esta tabla se incrementan 50% para chapas que tienen una resistencia de tracción mínima especificada más alta o
una composición química o dureza comparables.
NOTA 3 – Esta tabla y estas notas cubren las variaciones permitidas a partir de una superficie plana para chapas circulares y esquemáticas, en base a las
dimensiones máximas de dichas chapas.
NOTA 4 – En donde aparece “…” en la tabla, no hay requisito.
NOTA 5 – Las chapas deben estar en posición horizontal sobre una superficie plana cuando se mide su llanura.
Grosor
especificado,
pulgadas
Peso especificado,
lb/pie2
Variaciones permitidas desde una superficie plana para anchos especificados en pulgadas, pulgadasA,B
Hasta
36,
excl
36 a
48,
excl
48 a 60,
excl
60 a 72,
excl
72 a
84,
excl
84 a
96,
excl
96 a
108,
excl
108 a
120,
excl
120 a
144,
excl
144 a
168,
excl
168 y
más
Hasta ¼, excl
¼ a 3/8, excl
3/8 a ½, excl
½ a ¾, excl
¾ a 1, excl
1 a 2, excl
2 a 4, excl
4 a 6, excl
6 a 8, excl
8 a 10, excl
10 a 12, excl
12 a 15, excl
Hasta 10.2, excl
10.2 a 15.3, excl
15.3 a 20.4, excl
20.4 a 30.6, excl
30.6 a 40.8, excl
40.8 a 81.7, excl
81.7 a 163.4, excl
163.4 a 245.1, excl
245.1 a 326.8, excl
326.8 a 409.0, excl
409.0 a 490.1, excl
490.1 a 613.0, excl
9/16
½
½
7/16
7/16
3/8
5/16
3/8
7/16
½
½
5/8
¾
5/8
9/16
½
½
½
3/8
7/16
½
½
5/8
¾
15/16
3/4
5/8
9/16
9/16
½
7/16
½
½
5/8
3/4
13/16
1 ¼
15/16
5/8
5/8
5/8
9/16
½
½
5/8
11/16
13/16
7/8
1 3/8
1 1/8
¾
5/8
5/8
9/16
½
9/16
11/16
¾
7/8
15/16
1 ½
1 ¼
7/8
¾
5/8
5/8
½
9/16
¾
13/16
15/16
1
1 5/8
1 3/8
1
1
¾
5/8
½
5/8
7/8
7/8
1
1
1 ¾
1 ½
1 1/8
1
7/8
5/8
9/16
¾
7/8
15/16
1
1
1 7/8
1 5/8
1 ¼
1 1/8
1
11/16
5/8
7/8
1
1
1
1
…
…
1 7/8
1 ½
1 3/8
1 1/8
7/8
7/8
1
1
1
1
…
…
2 1/8
2
1 ¾
1 ½
1 1/8
1
1
1
1
…
AVariación permitida del longitud desde una superficie plana – La dimensión longitudinal especificada se le considera como la longitud, y la variación permitida
desde una superficie plana a lo largo de toda la longitud no debe exceder de la cantidad tabular para el ancho especificado de chapas hasta de 12 pies de largo, o
en unidades de 12 pies para chapas más largas. BVariación permitida del ancho desde una superficie plana – la variación permitida a lo ancho desde una superficie plana no debe exceder de la cantidad tabular
del ancho especificado.
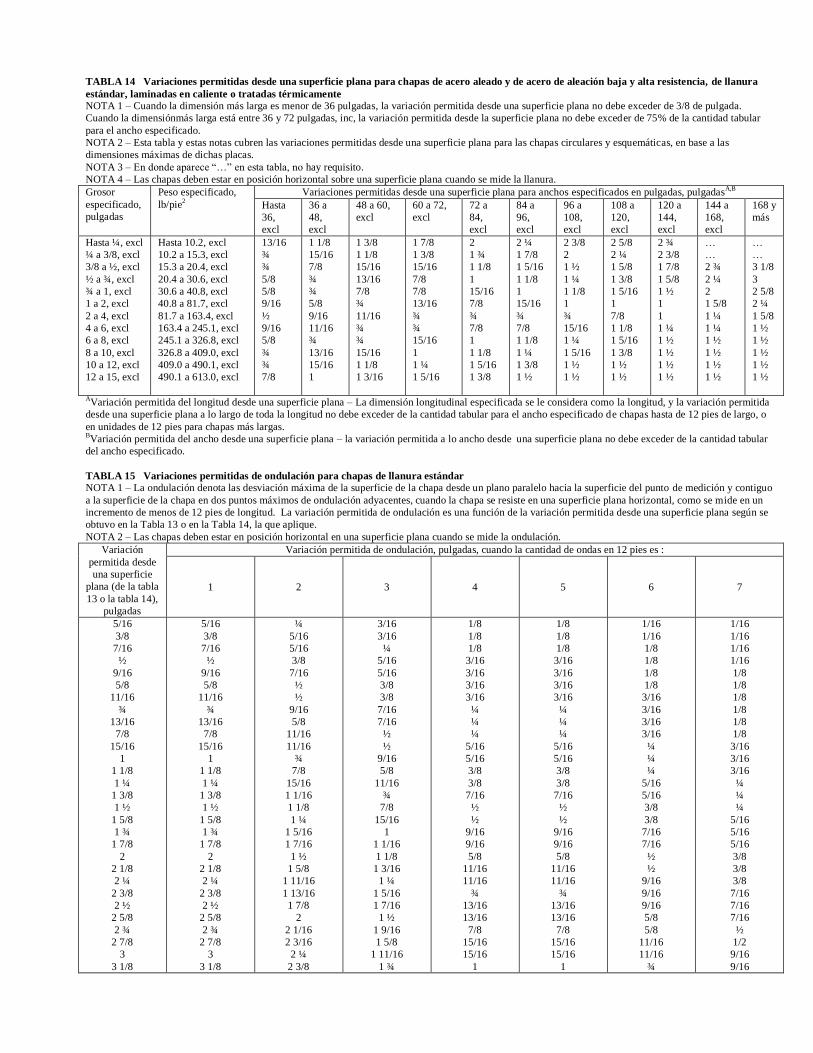
TABLA 14 Variaciones permitidas desde una superficie plana para chapas de acero aleado y de acero de aleación baja y alta resistencia, de llanura
estándar, laminadas en caliente o tratadas térmicamente NOTA 1 – Cuando la dimensión más larga es menor de 36 pulgadas, la variación permitida desde una superficie plana no debe exceder de 3/8 de pulgada.
Cuando la dimensiónmás larga está entre 36 y 72 pulgadas, inc, la variación permitida desde la superficie plana no debe exceder de 75% de la cantidad tabular
para el ancho especificado.
NOTA 2 – Esta tabla y estas notas cubren las variaciones permitidas desde una superficie plana para las chapas circulares y esquemáticas, en base a las
dimensiones máximas de dichas placas.
NOTA 3 – En donde aparece “…” en esta tabla, no hay requisito.
NOTA 4 – Las chapas deben estar en posición horizontal sobre una superficie plana cuando se mide la llanura.
Grosor
especificado,
pulgadas
Peso especificado,
lb/pie2
Variaciones permitidas desde una superficie plana para anchos especificados en pulgadas, pulgadasA,B
Hasta
36,
excl
36 a
48,
excl
48 a 60,
excl
60 a 72,
excl
72 a
84,
excl
84 a
96,
excl
96 a
108,
excl
108 a
120,
excl
120 a
144,
excl
144 a
168,
excl
168 y
más
Hasta ¼, excl
¼ a 3/8, excl
3/8 a ½, excl
½ a ¾, excl
¾ a 1, excl
1 a 2, excl
2 a 4, excl
4 a 6, excl
6 a 8, excl
8 a 10, excl
10 a 12, excl
12 a 15, excl
Hasta 10.2, excl
10.2 a 15.3, excl
15.3 a 20.4, excl
20.4 a 30.6, excl
30.6 a 40.8, excl
40.8 a 81.7, excl
81.7 a 163.4, excl
163.4 a 245.1, excl
245.1 a 326.8, excl
326.8 a 409.0, excl
409.0 a 490.1, excl
490.1 a 613.0, excl
13/16
¾
¾
5/8
5/8
9/16
½
9/16
5/8
¾
¾
7/8
1 1/8
15/16
7/8
¾
¾
5/8
9/16
11/16
¾
13/16
15/16
1
1 3/8
1 1/8
15/16
13/16
7/8
¾
11/16
¾
¾
15/16
1 1/8
1 3/16
1 7/8
1 3/8
15/16
7/8
7/8
13/16
¾
¾
15/16
1
1 ¼
1 5/16
2
1 ¾
1 1/8
1
15/16
7/8
¾
7/8
1
1 1/8
1 5/16
1 3/8
2 ¼
1 7/8
1 5/16
1 1/8
1
15/16
¾
7/8
1 1/8
1 ¼
1 3/8
1 ½
2 3/8
2
1 ½
1 ¼
1 1/8
1
¾
15/16
1 ¼
1 5/16
1 ½
1 ½
2 5/8
2 ¼
1 5/8
1 3/8
1 5/16
1
7/8
1 1/8
1 5/16
1 3/8
1 ½
1 ½
2 ¾
2 3/8
1 7/8
1 5/8
1 ½
1
1
1 ¼
1 ½
1 ½
1 ½
1 ½
…
…
2 ¾
2 ¼
2
1 5/8
1 ¼
1 ¼
1 ½
1 ½
1 ½
1 ½
…
…
3 1/8
3
2 5/8
2 ¼
1 5/8
1 ½
1 ½
1 ½
1 ½
1 ½
AVariación permitida del longitud desde una superficie plana – La dimensión longitudinal especificada se le considera como la longitud, y la variación permitida
desde una superficie plana a lo largo de toda la longitud no debe exceder de la cantidad tabular para el ancho especificado de chapas hasta de 12 pies de largo, o
en unidades de 12 pies para chapas más largas. BVariación permitida del ancho desde una superficie plana – la variación permitida a lo ancho desde una superficie plana no debe exceder de la cantidad tabular
del ancho especificado.
TABLA 15 Variaciones permitidas de ondulación para chapas de llanura estándar NOTA 1 – La ondulación denota las desviación máxima de la superficie de la chapa desde un plano paralelo hacia la superficie del punto de medición y contiguo
a la superficie de la chapa en dos puntos máximos de ondulación adyacentes, cuando la chapa se resiste en una superficie plana horizontal, como se mide en un
incremento de menos de 12 pies de longitud. La variación permitida de ondulación es una función de la variación permitida desde una superficie plana según se
obtuvo en la Tabla 13 o en la Tabla 14, la que aplique.
NOTA 2 – Las chapas deben estar en posición horizontal en una superficie plana cuando se mide la ondulación.
Variación
permitida desde
una superficie
plana (de la tabla
13 o la tabla 14),
pulgadas
Variación permitida de ondulación, pulgadas, cuando la cantidad de ondas en 12 pies es :
1
2
3
4
5
6
7
5/16
3/8
7/16
½
9/16
5/8
11/16
¾
13/16
7/8
15/16
1
1 1/8
1 ¼
1 3/8
1 ½
1 5/8
1 ¾
1 7/8
2
2 1/8
2 ¼
2 3/8
2 ½
2 5/8
2 ¾
2 7/8
3
3 1/8
5/16
3/8
7/16
½
9/16
5/8
11/16
¾
13/16
7/8
15/16
1
1 1/8
1 ¼
1 3/8
1 ½
1 5/8
1 ¾
1 7/8
2
2 1/8
2 ¼
2 3/8
2 ½
2 5/8
2 ¾
2 7/8
3
3 1/8
¼
5/16
5/16
3/8
7/16
½
½
9/16
5/8
11/16
11/16
¾
7/8
15/16
1 1/16
1 1/8
1 ¼
1 5/16
1 7/16
1 ½
1 5/8
1 11/16
1 13/16
1 7/8
2
2 1/16
2 3/16
2 ¼
2 3/8
3/16
3/16
¼
5/16
5/16
3/8
3/8
7/16
7/16
½
½
9/16
5/8
11/16
¾
7/8
15/16
1
1 1/16
1 1/8
1 3/16
1 ¼
1 5/16
1 7/16
1 ½
1 9/16
1 5/8
1 11/16
1 ¾
1/8
1/8
1/8
3/16
3/16
3/16
3/16
¼
¼
¼
5/16
5/16
3/8
3/8
7/16
½
½
9/16
9/16
5/8
11/16
11/16
¾
13/16
13/16
7/8
15/16
15/16
1
1/8
1/8
1/8
3/16
3/16
3/16
3/16
¼
¼
¼
5/16
5/16
3/8
3/8
7/16
½
½
9/16
9/16
5/8
11/16
11/16
¾
13/16
13/16
7/8
15/16
15/16
1
1/16
1/16
1/8
1/8
1/8
1/8
3/16
3/16
3/16
3/16
¼
¼
¼
5/16
5/16
3/8
3/8
7/16
7/16
½
½
9/16
9/16
9/16
5/8
5/8
11/16
11/16
¾
1/16
1/16
1/16
1/16
1/8
1/8
1/8
1/8
1/8
1/8
3/16
3/16
3/16
¼
¼
¼
5/16
5/16
5/16
3/8
3/8
3/8
7/16
7/16
7/16
½
1/2
9/16
9/16
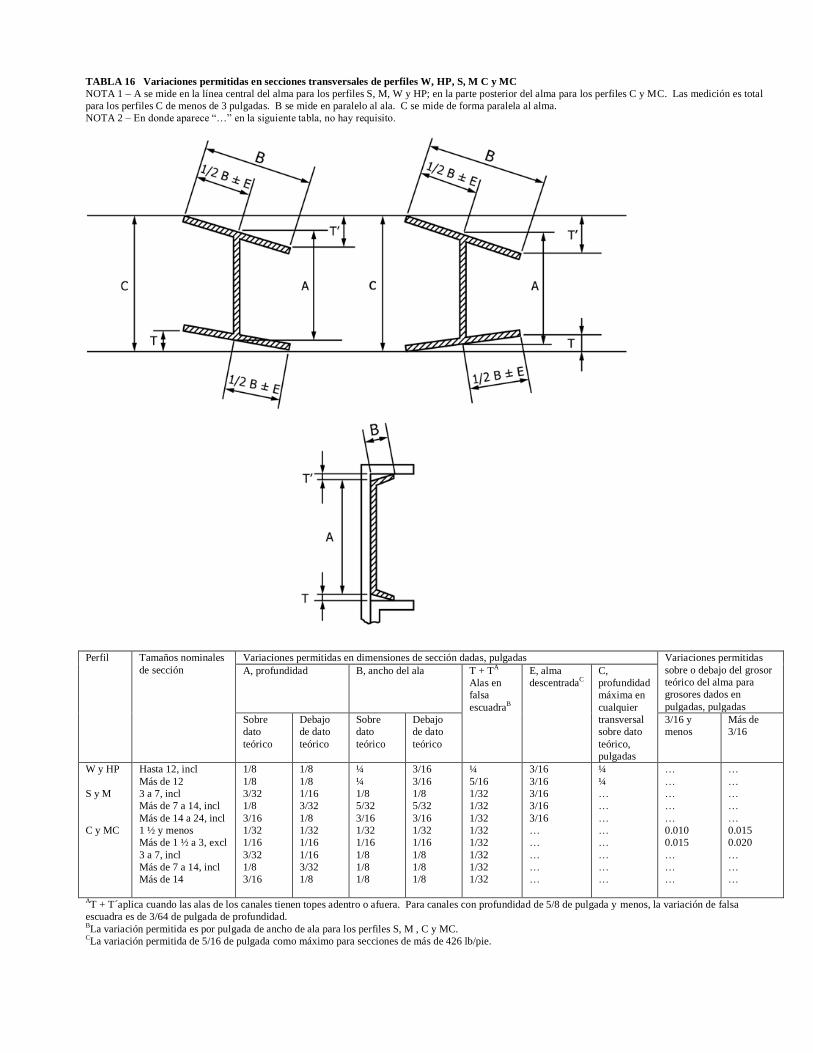
TABLA 16 Variaciones permitidas en secciones transversales de perfiles W, HP, S, M C y MC
NOTA 1 – A se mide en la línea central del alma para los perfiles S, M, W y HP; en la parte posterior del alma para los perfiles C y MC. Las medición es total
para los perfiles C de menos de 3 pulgadas. B se mide en paralelo al ala. C se mide de forma paralela al alma.
NOTA 2 – En donde aparece “…” en la siguiente tabla, no hay requisito.
Perfil Tamaños nominales
de sección
Variaciones permitidas en dimensiones de sección dadas, pulgadas Variaciones permitidas
sobre o debajo del grosor
teórico del alma para
grosores dados en
pulgadas, pulgadas
A, profundidad B, ancho del ala T + TA
Alas en
falsa
escuadraB
E, alma
descentradaC
C,
profundidad
máxima en
cualquier
transversal
sobre dato
teórico,
pulgadas
Sobre
dato
teórico
Debajo
de dato
teórico
Sobre
dato
teórico
Debajo
de dato
teórico
3/16 y
menos
Más de
3/16
W y HP
S y M
C y MC
Hasta 12, incl
Más de 12
3 a 7, incl
Más de 7 a 14, incl
Más de 14 a 24, incl
1 ½ y menos
Más de 1 ½ a 3, excl
3 a 7, incl
Más de 7 a 14, incl
Más de 14
1/8
1/8
3/32
1/8
3/16
1/32
1/16
3/32
1/8
3/16
1/8
1/8
1/16
3/32
1/8
1/32
1/16
1/16
3/32
1/8
¼
¼
1/8
5/32
3/16
1/32
1/16
1/8
1/8
1/8
3/16
3/16
1/8
5/32
3/16
1/32
1/16
1/8
1/8
1/8
¼
5/16
1/32
1/32
1/32
1/32
1/32
1/32
1/32
1/32
3/16
3/16
3/16
3/16
3/16
…
…
…
…
…
¼
¼
…
…
…
…
…
…
…
…
…
…
…
…
…
0.010
0.015
…
…
…
…
…
…
…
…
0.015
0.020
…
…
…
AT + T´aplica cuando las alas de los canales tienen topes adentro o afuera. Para canales con profundidad de 5/8 de pulgada y menos, la variación de falsa
escuadra es de 3/64 de pulgada de profundidad. BLa variación permitida es por pulgada de ancho de ala para los perfiles S, M , C y MC.
CLa variación permitida de 5/16 de pulgada como máximo para secciones de más de 426 lb/pie.
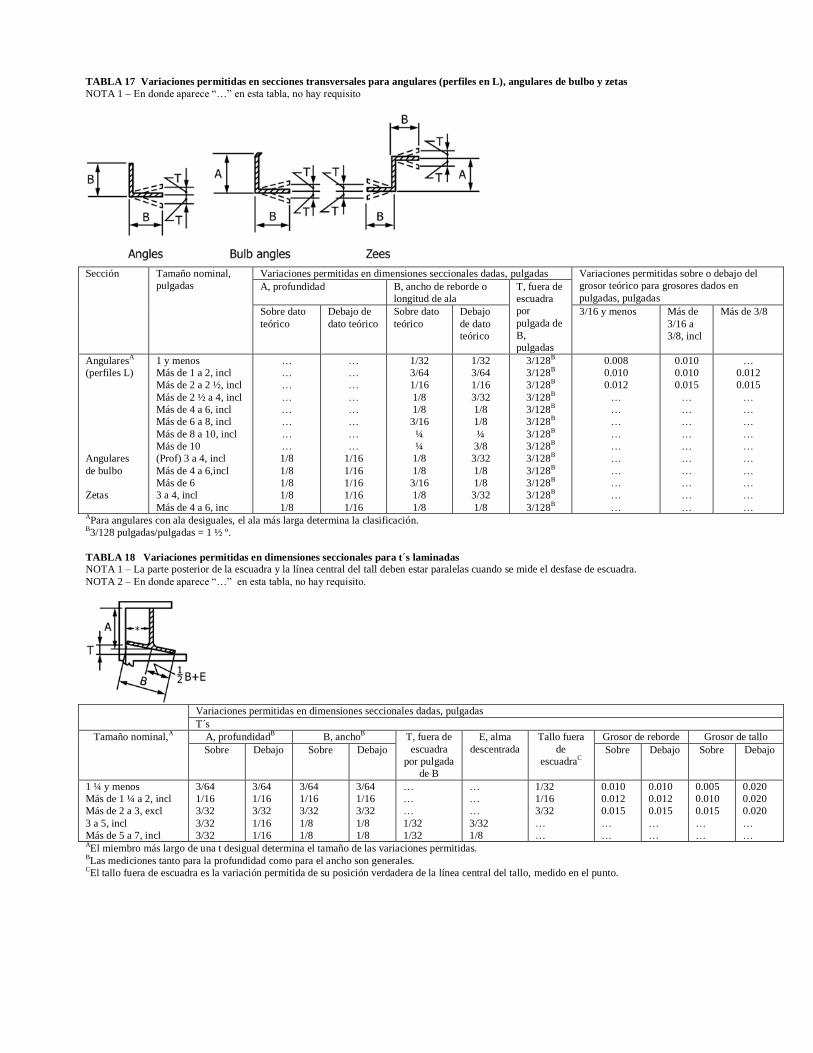
TABLA 17 Variaciones permitidas en secciones transversales para angulares (perfiles en L), angulares de bulbo y zetas
NOTA 1 – En donde aparece “…” en esta tabla, no hay requisito
Sección Tamaño nominal,
pulgadas
Variaciones permitidas en dimensiones seccionales dadas, pulgadas Variaciones permitidas sobre o debajo del
grosor teórico para grosores dados en
pulgadas, pulgadas A, profundidad B, ancho de reborde o
longitud de ala
T, fuera de
escuadra
por
pulgada de
B,
pulgadas
Sobre dato
teórico
Debajo de
dato teórico
Sobre dato
teórico
Debajo
de dato
teórico
3/16 y menos Más de
3/16 a
3/8, incl
Más de 3/8
AngularesA
(perfiles L)
Angulares
de bulbo
Zetas
1 y menos
Más de 1 a 2, incl
Más de 2 a 2 ½, incl
Más de 2 ½ a 4, incl
Más de 4 a 6, incl
Más de 6 a 8, incl
Más de 8 a 10, incl
Más de 10
(Prof) 3 a 4, incl
Más de 4 a 6,incl
Más de 6
3 a 4, incl
Más de 4 a 6, inc
…
…
…
…
…
…
…
…
1/8
1/8
1/8
1/8
1/8
…
…
…
…
…
…
…
…
1/16
1/16
1/16
1/16
1/16
1/32
3/64
1/16
1/8
1/8
3/16
¼
¼
1/8
1/8
3/16
1/8
1/8
1/32
3/64
1/16
3/32
1/8
1/8
¼
3/8
3/32
1/8
1/8
3/32
1/8
3/128B
3/128B
3/128B
3/128B
3/128B
3/128B
3/128B
3/128B
3/128B
3/128B
3/128B
3/128B
3/128B
0.008
0.010
0.012
…
…
…
…
…
…
…
…
…
…
0.010
0.010
0.015
…
…
…
…
…
…
…
…
…
…
…
0.012
0.015
…
…
…
…
…
…
…
…
…
… APara angulares con ala desiguales, el ala más larga determina la clasificación.
B3/128 pulgadas/pulgadas = 1 ½ º.
TABLA 18 Variaciones permitidas en dimensiones seccionales para t´s laminadas NOTA 1 – La parte posterior de la escuadra y la línea central del tall deben estar paralelas cuando se mide el desfase de escuadra.
NOTA 2 – En donde aparece “…” en esta tabla, no hay requisito.
Variaciones permitidas en dimensiones seccionales dadas, pulgadas
T´s
Tamaño nominal,A A, profundidad
B B, ancho
B T, fuera de
escuadra
por pulgada
de B
E, alma
descentrada
Tallo fuera
de
escuadraC
Grosor de reborde Grosor de tallo
Sobre Debajo Sobre Debajo Sobre Debajo Sobre Debajo
1 ¼ y menos
Más de 1 ¼ a 2, incl
Más de 2 a 3, excl
3 a 5, incl
Más de 5 a 7, incl
3/64
1/16
3/32
3/32
3/32
3/64
1/16
3/32
1/16
1/16
3/64
1/16
3/32
1/8
1/8
3/64
1/16
3/32
1/8
1/8
…
…
…
1/32
1/32
…
…
…
3/32
1/8
1/32
1/16
3/32
…
…
0.010
0.012
0.015
…
…
0.010
0.012
0.015
…
…
0.005
0.010
0.015
…
…
0.020
0.020
0.020
…
… AEl miembro más largo de una t desigual determina el tamaño de las variaciones permitidas.
BLas mediciones tanto para la profundidad como para el ancho son generales.
CEl tallo fuera de escuadra es la variación permitida de su posición verdadera de la línea central del tallo, medido en el punto.
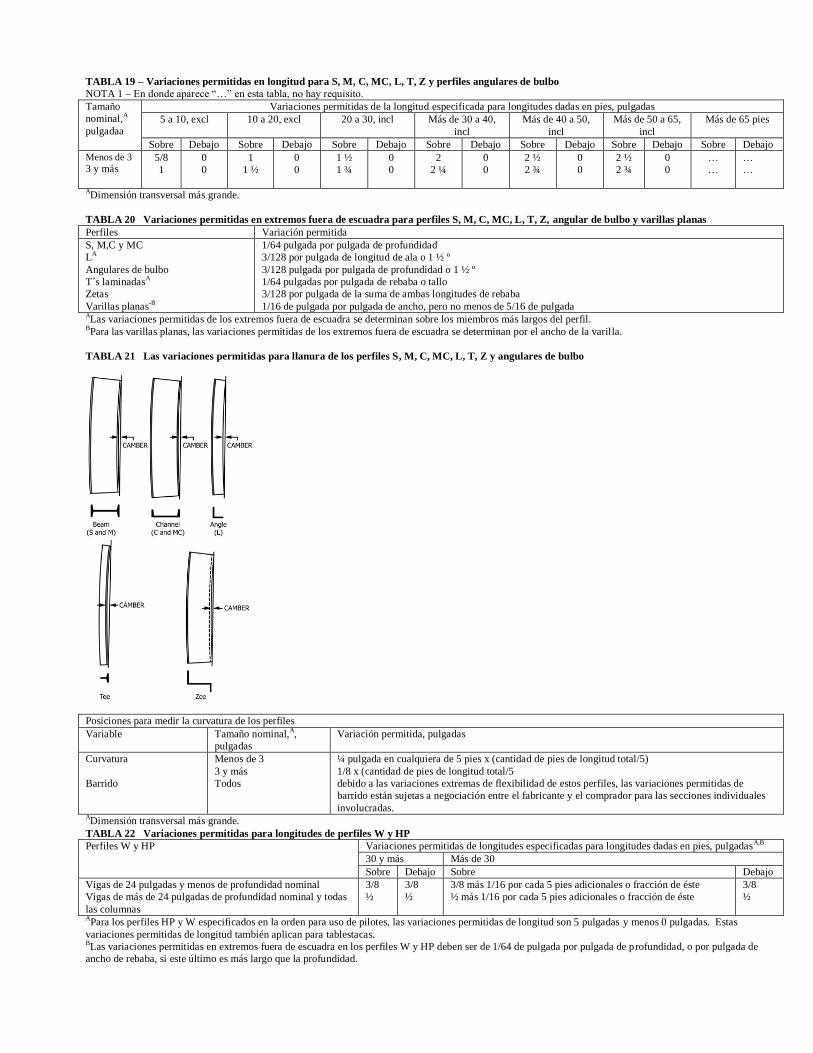
TABLA 19 – Variaciones permitidas en longitud para S, M, C, MC, L, T, Z y perfiles angulares de bulbo
NOTA 1 – En donde aparece “…” en esta tabla, no hay requisito.
Tamaño
nominal,A
pulgadaa
Variaciones permitidas de la longitud especificada para longitudes dadas en pies, pulgadas
5 a 10, excl 10 a 20, excl 20 a 30, incl Más de 30 a 40,
incl
Más de 40 a 50,
incl
Más de 50 a 65,
incl
Más de 65 pies
Sobre Debajo Sobre Debajo Sobre Debajo Sobre Debajo Sobre Debajo Sobre Debajo Sobre Debajo
Menos de 3
3 y más 5/8
1
0
0
1
1 ½
0
0
1 ½
1 ¾
0
0
2
2 ¼
0
0
2 ½
2 ¾
0
0
2 ½
2 ¾
0
0
…
…
…
…
ADimensión transversal más grande.
TABLA 20 Variaciones permitidas en extremos fuera de escuadra para perfiles S, M, C, MC, L, T, Z, angular de bulbo y varillas planas
Perfiles Variación permitida
S, M,C y MC
LA
Angulares de bulbo
T´s laminadasA
Zetas
Varillas planas-B
1/64 pulgada por pulgada de profundidad
3/128 por pulgada de longitud de ala o 1 ½ º
3/128 pulgada por pulgada de profundidad o 1 ½ º
1/64 pulgadas por pulgada de rebaba o tallo
3/128 por pulgada de la suma de ambas longitudes de rebaba
1/16 de pulgada por pulgada de ancho, pero no menos de 5/16 de pulgada ALas variaciones permitidas de los extremos fuera de escuadra se determinan sobre los miembros más largos del perfil.
BPara las varillas planas, las variaciones permitidas de los extremos fuera de escuadra se determinan por el ancho de la varilla.
TABLA 21 Las variaciones permitidas para llanura de los perfiles S, M, C, MC, L, T, Z y angulares de bulbo
Posiciones para medir la curvatura de los perfiles
Variable Tamaño nominal,A,
pulgadas
Variación permitida, pulgadas
Curvatura
Barrido
Menos de 3
3 y más
Todos
¼ pulgada en cualquiera de 5 pies x (cantidad de pies de longitud total/5)
1/8 x (cantidad de pies de longitud total/5
debido a las variaciones extremas de flexibilidad de estos perfiles, las variaciones permitidas de
barrido están sujetas a negociación entre el fabricante y el comprador para las secciones individuales
involucradas. ADimensión transversal más grande.
TABLA 22 Variaciones permitidas para longitudes de perfiles W y HP
Perfiles W y HP Variaciones permitidas de longitudes especificadas para longitudes dadas en pies, pulgadasA,B
30 y más Más de 30
Sobre Debajo Sobre Debajo
Vigas de 24 pulgadas y menos de profundidad nominal
Vigas de más de 24 pulgadas de profundidad nominal y todas
las columnas
3/8
½
3/8
½
3/8 más 1/16 por cada 5 pies adicionales o fracción de éste
½ más 1/16 por cada 5 pies adicionales o fracción de éste
3/8
½
APara los perfiles HP y W especificados en la orden para uso de pilotes, las variaciones permitidas de longitud son 5 pulgadas y menos 0 pulgadas. Estas
variaciones permitidas de longitud también aplican para tablestacas. BLas variaciones permitidas en extremos fuera de escuadra en los perfiles W y HP deben ser de 1/64 de pulgada por pulgada de profundidad, o por pulgada de
ancho de rebaba, si este último es más largo que la profundidad.
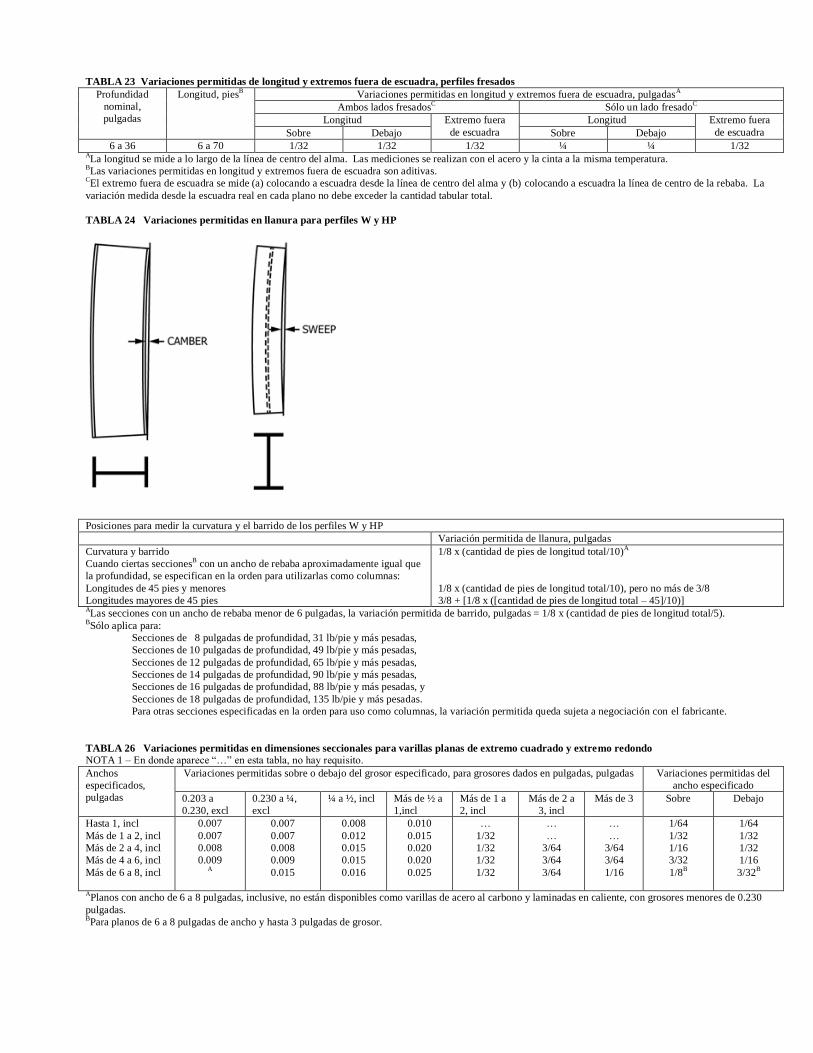
TABLA 23 Variaciones permitidas de longitud y extremos fuera de escuadra, perfiles fresados
Profundidad
nominal,
pulgadas
Longitud, piesB Variaciones permitidas en longitud y extremos fuera de escuadra, pulgadas
A
Ambos lados fresadosC Sólo un lado fresado
C
Longitud Extremo fuera
de escuadra
Longitud Extremo fuera
de escuadra Sobre Debajo Sobre Debajo
6 a 36 6 a 70 1/32 1/32 1/32 ¼ ¼ 1/32 ALa longitud se mide a lo largo de la línea de centro del alma. Las mediciones se realizan con el acero y la cinta a la misma temperatura.
BLas variaciones permitidas en longitud y extremos fuera de escuadra son aditivas.
CEl extremo fuera de escuadra se mide (a) colocando a escuadra desde la línea de centro del alma y (b) colocando a escuadra la línea de centro de la rebaba. La
variación medida desde la escuadra real en cada plano no debe exceder la cantidad tabular total.
TABLA 24 Variaciones permitidas en llanura para perfiles W y HP
Posiciones para medir la curvatura y el barrido de los perfiles W y HP
Variación permitida de llanura, pulgadas
Curvatura y barrido
Cuando ciertas seccionesB con un ancho de rebaba aproximadamente igual que
la profundidad, se especifican en la orden para utilizarlas como columnas:
Longitudes de 45 pies y menores
Longitudes mayores de 45 pies
1/8 x (cantidad de pies de longitud total/10)A
1/8 x (cantidad de pies de longitud total/10), pero no más de 3/8
3/8 + [1/8 x ([cantidad de pies de longitud total – 45]/10)] ALas secciones con un ancho de rebaba menor de 6 pulgadas, la variación permitida de barrido, pulgadas = 1/8 x (cantidad de pies de longitud total/5).
BSólo aplica para:
Secciones de 8 pulgadas de profundidad, 31 lb/pie y más pesadas,
Secciones de 10 pulgadas de profundidad, 49 lb/pie y más pesadas,
Secciones de 12 pulgadas de profundidad, 65 lb/pie y más pesadas,
Secciones de 14 pulgadas de profundidad, 90 lb/pie y más pesadas,
Secciones de 16 pulgadas de profundidad, 88 lb/pie y más pesadas, y
Secciones de 18 pulgadas de profundidad, 135 lb/pie y más pesadas.
Para otras secciones especificadas en la orden para uso como columnas, la variación permitida queda sujeta a negociación con el fabricante.
TABLA 26 Variaciones permitidas en dimensiones seccionales para varillas planas de extremo cuadrado y extremo redondo NOTA 1 – En donde aparece “…” en esta tabla, no hay requisito.
Anchos
especificados,
pulgadas
Variaciones permitidas sobre o debajo del grosor especificado, para grosores dados en pulgadas, pulgadas Variaciones permitidas del
ancho especificado
0.203 a
0.230, excl
0.230 a ¼,
excl
¼ a ½, incl Más de ½ a
1,incl
Más de 1 a
2, incl
Más de 2 a
3, incl
Más de 3 Sobre Debajo
Hasta 1, incl
Más de 1 a 2, incl
Más de 2 a 4, incl
Más de 4 a 6, incl
Más de 6 a 8, incl
0.007
0.007
0.008
0.009 A
0.007
0.007
0.008
0.009
0.015
0.008
0.012
0.015
0.015
0.016
0.010
0.015
0.020
0.020
0.025
…
1/32
1/32
1/32
1/32
…
…
3/64
3/64
3/64
…
…
3/64
3/64
1/16
1/64
1/32
1/16
3/32
1/8B
1/64
1/32
1/32
1/16
3/32B
APlanos con ancho de 6 a 8 pulgadas, inclusive, no están disponibles como varillas de acero al carbono y laminadas en caliente, con grosores menores de 0.230
pulgadas. BPara planos de 6 a 8 pulgadas de ancho y hasta 3 pulgadas de grosor.
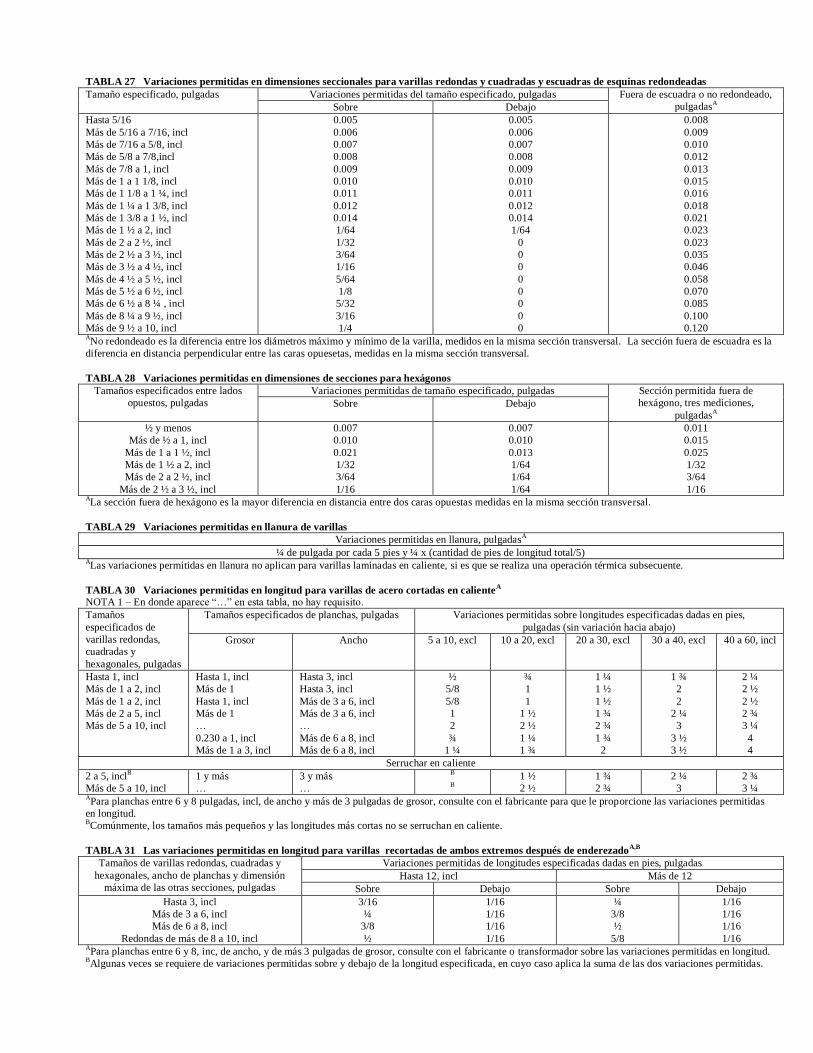
TABLA 27 Variaciones permitidas en dimensiones seccionales para varillas redondas y cuadradas y escuadras de esquinas redondeadas
Tamaño especificado, pulgadas Variaciones permitidas del tamaño especificado, pulgadas Fuera de escuadra o no redondeado,
pulgadasA Sobre Debajo
Hasta 5/16
Más de 5/16 a 7/16, incl
Más de 7/16 a 5/8, incl
Más de 5/8 a 7/8,incl
Más de 7/8 a 1, incl
Más de 1 a 1 1/8, incl
Más de 1 1/8 a 1 ¼, incl
Más de 1 ¼ a 1 3/8, incl
Más de 1 3/8 a 1 ½, incl
Más de 1 ½ a 2, incl
Más de 2 a 2 ½, incl
Más de 2 ½ a 3 ½, incl
Más de 3 ½ a 4 ½, incl
Más de 4 ½ a 5 ½, incl
Más de 5 ½ a 6 ½, incl
Más de 6 ½ a 8 ¼ , incl
Más de 8 ¼ a 9 ½, incl
Más de 9 ½ a 10, incl
0.005
0.006
0.007
0.008
0.009
0.010
0.011
0.012
0.014
1/64
1/32
3/64
1/16
5/64
1/8
5/32
3/16
1/4
0.005
0.006
0.007
0.008
0.009
0.010
0.011
0.012
0.014
1/64
0
0
0
0
0
0
0
0
0.008
0.009
0.010
0.012
0.013
0.015
0.016
0.018
0.021
0.023
0.023
0.035
0.046
0.058
0.070
0.085
0.100
0.120 ANo redondeado es la diferencia entre los diámetros máximo y mínimo de la varilla, medidos en la misma sección transversal. La sección fuera de escuadra es la
diferencia en distancia perpendicular entre las caras opuesetas, medidas en la misma sección transversal.
TABLA 28 Variaciones permitidas en dimensiones de secciones para hexágonos
Tamaños especificados entre lados
opuestos, pulgadas
Variaciones permitidas de tamaño especificado, pulgadas Sección permitida fuera de
hexágono, tres mediciones,
pulgadasA
Sobre Debajo
½ y menos
Más de ½ a 1, incl
Más de 1 a 1 ½, incl
Más de 1 ½ a 2, incl
Más de 2 a 2 ½, incl
Más de 2 ½ a 3 ½, incl
0.007
0.010
0.021
1/32
3/64
1/16
0.007
0.010
0.013
1/64
1/64
1/64
0.011
0.015
0.025
1/32
3/64
1/16 ALa sección fuera de hexágono es la mayor diferencia en distancia entre dos caras opuestas medidas en la misma sección transversal.
TABLA 29 Variaciones permitidas en llanura de varillas
Variaciones permitidas en llanura, pulgadasA
¼ de pulgada por cada 5 pies y ¼ x (cantidad de pies de longitud total/5) ALas variaciones permitidas en llanura no aplican para varillas laminadas en caliente, si es que se realiza una operación térmica subsecuente.
TABLA 30 Variaciones permitidas en longitud para varillas de acero cortadas en calienteA
NOTA 1 – En donde aparece “…” en esta tabla, no hay requisito.
Tamaños
especificados de
varillas redondas,
cuadradas y
hexagonales, pulgadas
Tamaños especificados de planchas, pulgadas Variaciones permitidas sobre longitudes especificadas dadas en pies,
pulgadas (sin variación hacia abajo)
Grosor Ancho 5 a 10, excl 10 a 20, excl 20 a 30, excl 30 a 40, excl 40 a 60, incl
Hasta 1, incl
Más de 1 a 2, incl
Más de 1 a 2, incl
Más de 2 a 5, incl
Más de 5 a 10, incl
Hasta 1, incl
Más de 1
Hasta 1, incl
Más de 1
…
0.230 a 1, incl
Más de 1 a 3, incl
Hasta 3, incl
Hasta 3, incl
Más de 3 a 6, incl
Más de 3 a 6, incl
…
Más de 6 a 8, incl
Más de 6 a 8, incl
½
5/8
5/8
1
2
¾
1 ¼
¾
1
1
1 ½
2 ½
1 ¼
1 ¾
1 ¼
1 ½
1 ½
1 ¾
2 ¾
1 ¾
2
1 ¾
2
2
2 ¼
3
3 ½
3 ½
2 ¼
2 ½
2 ½
2 ¾
3 ¼
4
4
Serruchar en caliente
2 a 5, inclB
Más de 5 a 10, incl
1 y más
…
3 y más
…
B
B
1 ½
2 ½
1 ¾
2 ¾
2 ¼
3
2 ¾
3 ¼ APara planchas entre 6 y 8 pulgadas, incl, de ancho y más de 3 pulgadas de grosor, consulte con el fabricante para que le proporcione las variaciones permitidas
en longitud. BComúnmente, los tamaños más pequeños y las longitudes más cortas no se serruchan en caliente.
TABLA 31 Las variaciones permitidas en longitud para varillas recortadas de ambos extremos después de enderezadoA,B
Tamaños de varillas redondas, cuadradas y
hexagonales, ancho de planchas y dimensión
máxima de las otras secciones, pulgadas
Variaciones permitidas de longitudes especificadas dadas en pies, pulgadas
Hasta 12, incl Más de 12
Sobre Debajo Sobre Debajo
Hasta 3, incl
Más de 3 a 6, incl
Más de 6 a 8, incl
Redondas de más de 8 a 10, incl
3/16
¼
3/8
½
1/16
1/16
1/16
1/16
¼
3/8
½
5/8
1/16
1/16
1/16
1/16 APara planchas entre 6 y 8, inc, de ancho, y de más 3 pulgadas de grosor, consulte con el fabricante o transformador sobre las variaciones permitidas en longitud.
BAlgunas veces se requiere de variaciones permitidas sobre y debajo de la longitud especificada, en cuyo caso aplica la suma de las dos variaciones permitidas.
REQUISITOS COMPLEMENTARIOS
Los siguientes requisitos complementarios estandarizados los podrá utilizar el comprador cuando desee. Aquellos que son
considerados adecuados con cada especificación de material se enumaran en la especificación. Se pueden realizar otras pruebas,
si se llega a acuerdo entre el distribuidor y el comprador. Estos requisitos adicionales se deben aplicar sólo cuando se especifique
en la orden, en cuyo caso las pruebas especificadas las debe realizar el fabricante o el transformador antes de enviar el material.
S1. Tratamiento al vacío S1.1 El acero se fabricará por medio de un proceso que incluye desgasificación al vacío durante la fundición. Al menos que se
acuerdo algo distinto con el comprador, es responsabilidad del fabricante seleccionar los procedimientos adecuados del proceso.
S2. Análisis del producto S2.1 Análisis del producto se debe realizar para aquellos elementos especificados o restringidos por la especificación del producto aplicable para el grado, clase y tipo que aplican. Las muestras para el análisis deben ser adyacentes o de la muestra de
la prueba de tensión, o de una muestra tomada de una ubicación relativamente igual a la de donde se tomó la muestra de prueba
de tensión.
S3. Tratamiento térmico simulado de soldadura posterior para las muestras pequeñas de prueba de tensión S3.1 Previo a las pruebas, las muestras de prueba que representan el producto estructural para propósitos de aceptación de las
pruebas mecánicas se deben tratar térmicamente para simular un tratamiento térmico post soldadura debajo de la temperatura
crítica (Ac3), utilizando los parámetros de tratamiento térmico (como rango de temperatura, tiempo e índices de enfriamiento)
especificados en la orden. Los resultados de prueba para dichas muestras de prueba de tratamiento térmico deben cumplir con
los requisitos de la especificación del producto que aplica.
S4. Prueba de tensión adiional S4.1 Chapa – Se debe realizar una prueba de tensión a cada unidad que se haya laminado a partir de una plancha o directamente
de un lingote, excepto para las chapas revenidas y templadas se debe tomar una prueba por cada unidad tratada térmicamente.
Los resultados obtenidos se deben reportar en los informes de prueba de planta, cuando dichas pruebas se solicitan.
S5. Prueba de impacto Charpy de flexión por choque S5.1 Las pruebas de impacto Charpy de flexión por choque se debe conducir de acuerdo con la especificación A673/A673M.
S5.2 Las frecuencia de las pruebas, la temperatura de prueba a utilizar y los requisitos de energía absorbida se deben especificar
en la orden.
S6. Prueba de sensibilidad por impacto (para material con grosor de 0.625 pulgadas [16 mm] y más) S6.1 Las pruebas de sensibilidad por impacto se deben realizar de acuerdo con E208 Método de las pruebas. Las muestras deben representar el material en condición de producto final después del tratamiento térmico. Se debe llegar a un acuerdo entre
el comprador y el fabricante o transformador en relación a la cantidad de piezas sobre las cuales realizar las pruebas y si es
obligatoria la temperatura máxima de transición de ductibilidad cero (NDT) o si estos resultados son sólo para información.
S8. Examen ultrasónico S8.1 El material se debe examinar de forma ultrasónica de acuerdo con los requisitos especificados en la orden.
S15. Reducción de la medición de área S15.1 La reducción del área, como se determina en la muestra circular de prueba de tensión de diámetro 0.500 pulgadas [12.5
mm] de acuerdo con A370 Métodos y definicios de las pruebas, no debe ser menor que el 40%.
S18. Resistencia de tracción máxima S18.1 El acero que tiene una resistencia de tracción mínima especificada de 70 ksi [485 MPa] no debe exceder la resistencia de
tracción mínima especificada por más de 30 ksi [205 MPa].
S18.2 El acero que tiene una resistencia de tracción mínima especificada de 70 ksi [485 MPa] o mayor, no debe exceder la
resistencia de tracción mínima especificada por más de 25 ksi [170 MPa].
S23. Acero al cobre (para mejorar la resistencia a la corrosión atmosférica) S23.1 El contenido de cobre debe ser como mínimo 0.20% en el análisis térmico, 0.18 en el análisis de producto.
S26. Material subdividido – Marcado de piezas individuales

S26.1 Las piezas subdivididas se deben identificar individualmente al marcar, marcar con esténcil o troquelar la designación de
la especificación del producto que aplica (no se requiere año-fecha), el grado, el número de colada y la identificación del
tratamiento térmico, si aplica, junto con la marca registrada, marca o nombre de la organización que subdividió el producto
estructural. Alternativamente, las piezas individuales subdivididas se deben identifcar por medio de un código rastreable a la
identificación original requerida, provisto que la marga registrada, el nombre o la marca de la organización que subdividió el
producto estructural también está colocado en el producto estructural y que la identificación requerida original, que tiene
referencia cruzada en el código, se proporciona con el producto estructural.
S27. Llanura restrictiva de la chapa S27.1 Las chapas de acero al carbono laminadas o normalizadas y ordenadas a una cierta llanura restrictiva deben cumplir con
las variaciones permitidas de una superficie plana, como se dan en la Tabla S27.1 o la Tabla S27.2, lo que aplique.
S27.2 Las chapas de acero de baja aleación y alta resistencia, laminadas o normalizadas, y ordenadas con llanura restringida,
deben cumplir con las variaciones permitidas de una superficie plana, como se da en la Tabla S27.3 o en la Tabla S27.4, la que
aplique.
TABLA S27.1 Variaciones permitidas desde una superficie plana para chapas de acero al carbono, laminadas o normalizadas, y ordenadas con llanura
de estándar medio.
NOTA 1 – Variación permitida desde una superficie plana y a todo lo largo – La dimensión más larga especificada se considera como la longitud, y la variación
permitida desde una superficie plana a lo largo de la longitud no debe exceder la cantidad tabular para el ancho especificado de chapas de hasta 12 pies de
longitud, o en fracciones de 12 pies de chapas más largas.
NOTA 2 – Variación permitida desde una superficie plana a lo ancho – La variación permitida desde una superficie plana a lo ancho no debe exceder de la
cantidad tabular del ancho especificado.
NOTA 3 – Cuando la dimensión más larga es menor a 36 pulgadas, la variación permitida desde una superficie plana no debe exceder de ¼ en cada dirección.
Cuando la dimensión más larga es entre 36 y 72 pulgadas, incl., la variación permitida desde una superficie plana no debe exceder de 75% de la cantidad tabular
del ancho especificado, pero en ningún caso menor a ¼ de pulgada.
NOTA 4 – Las variaciones permitidas dadas en esta tabla aplican a las chapas que tienen una resistencia de tracción especificada mínima de no más de 60 ksi o
química o dureza comparable. Para las chapas especificadas con una resistencia de tracción mínima más alta o química o dureza compatible, las variaciones
permitidas son de 1 ½ veces las cantidades que aparecen en esta tabla.
NOTA 5 – Esta tabla y estas notas cubren las variaciones permitidas desde una superficie plana para chapas circulares y esquemáticas, en base a las dimensiones
máximas de dichas chapas.
NOTA 6 – Las variaciones permitidas de ondulación no aplican.
NOTA 7 – Las chapas deben estar en posición horizontal sobre una superficie plana , cuando se mide la llanura.
Grosor especificado,
pulgadas
Pesos especificados,
lb/pie2
Variaciones permitidas desde una superficie plana para anchos especificados dados en pulgadas, pulgadas
48 a 60, excl 60 a 72, excl 72 a 84, excl 84 a 96, excl 96 a 108, excl 108 a 120, inc
Hasta ¼, excl
¼ a 3/8, excl
3/8 a ½, excl
½ a 3/4, excl
¾ a 1, excl
1 a 2, incl
Hata 10.2, excl
10.2 a 15.3, excl
15.3 a 20.4, excl
20.4 a 30.6, excl
30.6 a 40.8, excl
40.8 a 51.7, excl
15/32
3/8
5/16
9/32
9/32
¼
5/8
15/32
5/16
5/16
5/16
9/32
11/16
9/16
3/8
5/16
5/16
9/32
¾
5/8
7/16
3/8
5/16
5/16
13/16
11/16
½
½
3/8
5/16
7/8
¾
9/16
½
7/16
5/16
TABLA S27.2 Variaciones permitidas desde una superficie plana para chapas de acero al carbono, laminadas o normalizadas, ordenada con llanura
NOTA 1 – Variación permitida desde una superficie plana y a todo lo largo – La dimensión más larga especificada se considera como la longitud, y la variación
permitida desde una superficie plana a lo largo de la longitud no debe exceder la cantidad tabular para el ancho especificado de chapas de hasta 3700 mm de
longitud, o de cada 3700 mm de chapas más largas.
NOTA 2 – Variación permitida desde una superficie plana a lo ancho – La variación permitida desde una superficie plana a lo ancho no debe exceder de la
cantidad tabular del ancho especificado.
NOTA 3 – Cuando la dimensión más larga es menor a 900 mm, la variación permitida desde una superficie plana no debe exceder de 6 mm en cada dirección.
Cuando la dimensión más larga es entre 900 y 1800 pulgadas, incl., la variación permitida desde una superficie plana no debe exceder de 75% de la cantidad
tabular del ancho especificado, pero en ningún caso menor a 6 mm de pulgada.
NOTA 4 – Las variaciones permitidas dadas en esta tabla aplican a las chapas que tienen una resistencia de tracción especificada mínima de no más de 415 MPa
o química o dureza comparable. Para las chapas especificadas con una resistencia de tracción mínima más alta o química o dureza compatible, las variaciones
permitidas son de 1 ½ veces las cantidades que aparecen en esta tabla.
NOTA 5 – Esta tabla y estas notas cubren las variaciones permitidas desde una superficie plana para chapas circulares y esquemáticas, en base a las dimensiones
máximas de dichas chapas.
NOTA 6 – Las variaciones permitidas de ondulación no aplican.
NOTA 7 – Las chapas deben estar en posición horizontal sobre una superficie plana , cuando se mide la llanura.
Grosor
especificado,
mm
Pesos especificados, kg/m2 Variaciones permitidas desde una superficie plana para anchos especificados dados en milímetros, mm
1200 a 1500,
incl
1500 a 1800,
incl
1800 a 2100,
incl
2100 a 2400,
incl
2400 a 2700,
incl
2700 a 3000,
incl
Hasta 6, excl
6 a 10, excl
10 a 12, excl
12 a 20, excl
20 a 25, excl
25 a 50, excl
Hasta 47.1, excl
47.1 a 78.5, excl
78.5 a 94.2, excl
94.2 a 157.0, excl
157.0 a 196.2, excl
196.2 a 392.5, incl
12
9
8
7
7
6
16
12
8
8
8
7
17
14
9
8
8
7
19
16
11
9
8
8
20
17
12
12
9
8
22
19
14
12
11
8
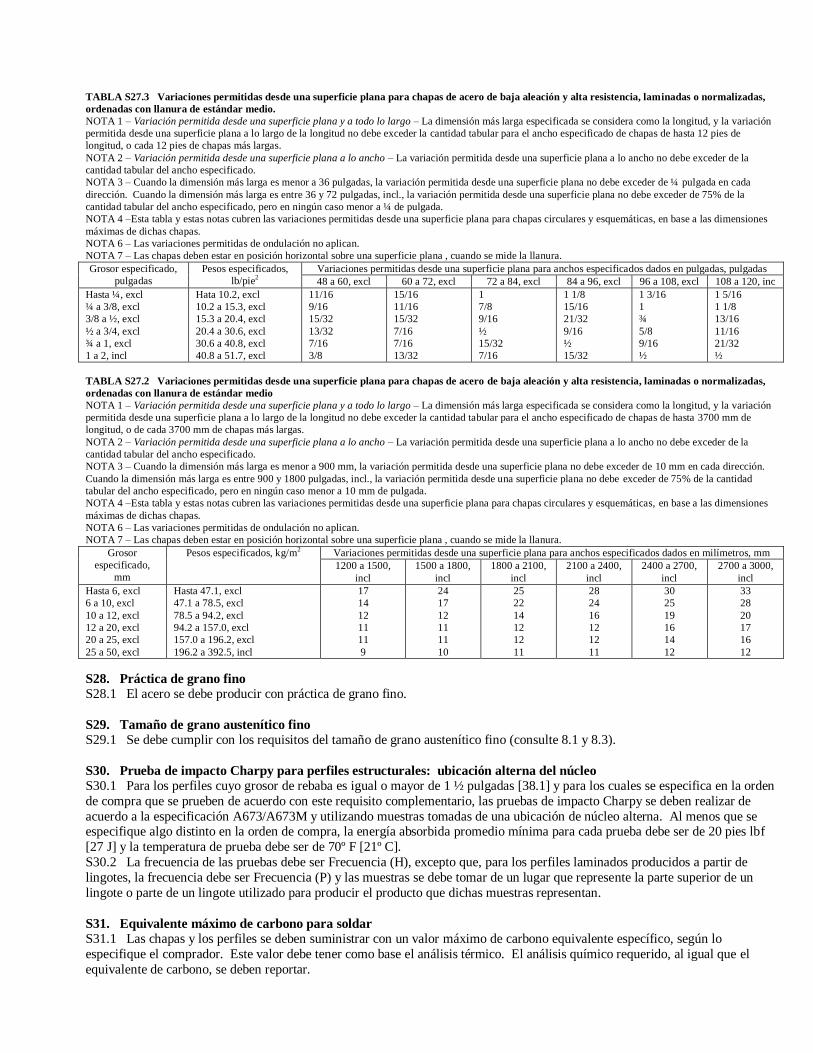
TABLA S27.3 Variaciones permitidas desde una superficie plana para chapas de acero de baja aleación y alta resistencia, laminadas o normalizadas,
ordenadas con llanura de estándar medio.
NOTA 1 – Variación permitida desde una superficie plana y a todo lo largo – La dimensión más larga especificada se considera como la longitud, y la variación
permitida desde una superficie plana a lo largo de la longitud no debe exceder la cantidad tabular para el ancho especificado de chapas de hasta 12 pies de
longitud, o cada 12 pies de chapas más largas.
NOTA 2 – Variación permitida desde una superficie plana a lo ancho – La variación permitida desde una superficie plana a lo ancho no debe exceder de la
cantidad tabular del ancho especificado.
NOTA 3 – Cuando la dimensión más larga es menor a 36 pulgadas, la variación permitida desde una superficie plana no debe exceder de ¼ pulgada en cada
dirección. Cuando la dimensión más larga es entre 36 y 72 pulgadas, incl., la variación permitida desde una superficie plana no debe exceder de 75% de la
cantidad tabular del ancho especificado, pero en ningún caso menor a ¼ de pulgada.
NOTA 4 –Esta tabla y estas notas cubren las variaciones permitidas desde una superficie plana para chapas circulares y esquemáticas, en base a las dimensiones
máximas de dichas chapas.
NOTA 6 – Las variaciones permitidas de ondulación no aplican.
NOTA 7 – Las chapas deben estar en posición horizontal sobre una superficie plana , cuando se mide la llanura.
Grosor especificado,
pulgadas
Pesos especificados,
lb/pie2
Variaciones permitidas desde una superficie plana para anchos especificados dados en pulgadas, pulgadas
48 a 60, excl 60 a 72, excl 72 a 84, excl 84 a 96, excl 96 a 108, excl 108 a 120, inc
Hasta ¼, excl
¼ a 3/8, excl
3/8 a ½, excl
½ a 3/4, excl
¾ a 1, excl
1 a 2, incl
Hata 10.2, excl
10.2 a 15.3, excl
15.3 a 20.4, excl
20.4 a 30.6, excl
30.6 a 40.8, excl
40.8 a 51.7, excl
11/16
9/16
15/32
13/32
7/16
3/8
15/16
11/16
15/32
7/16
7/16
13/32
1
7/8
9/16
½
15/32
7/16
1 1/8
15/16
21/32
9/16
½
15/32
1 3/16
1
¾
5/8
9/16
½
1 5/16
1 1/8
13/16
11/16
21/32
½
TABLA S27.2 Variaciones permitidas desde una superficie plana para chapas de acero de baja aleación y alta resistencia, laminadas o normalizadas,
ordenadas con llanura de estándar medio
NOTA 1 – Variación permitida desde una superficie plana y a todo lo largo – La dimensión más larga especificada se considera como la longitud, y la variación
permitida desde una superficie plana a lo largo de la longitud no debe exceder la cantidad tabular para el ancho especificado de chapas de hasta 3700 mm de
longitud, o de cada 3700 mm de chapas más largas.
NOTA 2 – Variación permitida desde una superficie plana a lo ancho – La variación permitida desde una superficie plana a lo ancho no debe exceder de la
cantidad tabular del ancho especificado.
NOTA 3 – Cuando la dimensión más larga es menor a 900 mm, la variación permitida desde una superficie plana no debe exceder de 10 mm en cada dirección.
Cuando la dimensión más larga es entre 900 y 1800 pulgadas, incl., la variación permitida desde una superficie plana no debe exceder de 75% de la cantidad
tabular del ancho especificado, pero en ningún caso menor a 10 mm de pulgada.
NOTA 4 –Esta tabla y estas notas cubren las variaciones permitidas desde una superficie plana para chapas circulares y esquemáticas, en base a las dimensiones
máximas de dichas chapas.
NOTA 6 – Las variaciones permitidas de ondulación no aplican.
NOTA 7 – Las chapas deben estar en posición horizontal sobre una superficie plana , cuando se mide la llanura.
Grosor
especificado,
mm
Pesos especificados, kg/m2 Variaciones permitidas desde una superficie plana para anchos especificados dados en milímetros, mm
1200 a 1500,
incl
1500 a 1800,
incl
1800 a 2100,
incl
2100 a 2400,
incl
2400 a 2700,
incl
2700 a 3000,
incl
Hasta 6, excl
6 a 10, excl
10 a 12, excl
12 a 20, excl
20 a 25, excl
25 a 50, excl
Hasta 47.1, excl
47.1 a 78.5, excl
78.5 a 94.2, excl
94.2 a 157.0, excl
157.0 a 196.2, excl
196.2 a 392.5, incl
17
14
12
11
11
9
24
17
12
11
11
10
25
22
14
12
12
11
28
24
16
12
12
11
30
25
19
16
14
12
33
28
20
17
16
12
S28. Práctica de grano fino S28.1 El acero se debe producir con práctica de grano fino.
S29. Tamaño de grano austenítico fino S29.1 Se debe cumplir con los requisitos del tamaño de grano austenítico fino (consulte 8.1 y 8.3).
S30. Prueba de impacto Charpy para perfiles estructurales: ubicación alterna del núcleo S30.1 Para los perfiles cuyo grosor de rebaba es igual o mayor de 1 ½ pulgadas [38.1] y para los cuales se especifica en la orden
de compra que se prueben de acuerdo con este requisito complementario, las pruebas de impacto Charpy se deben realizar de
acuerdo a la especificación A673/A673M y utilizando muestras tomadas de una ubicación de núcleo alterna. Al menos que se especifique algo distinto en la orden de compra, la energía absorbida promedio mínima para cada prueba debe ser de 20 pies lbf
[27 J] y la temperatura de prueba debe ser de 70º F [21º C].
S30.2 La frecuencia de las pruebas debe ser Frecuencia (H), excepto que, para los perfiles laminados producidos a partir de
lingotes, la frecuencia debe ser Frecuencia (P) y las muestras se debe tomar de un lugar que represente la parte superior de un
lingote o parte de un lingote utilizado para producir el producto que dichas muestras representan.
S31. Equivalente máximo de carbono para soldar S31.1 Las chapas y los perfiles se deben suministrar con un valor máximo de carbono equivalente específico, según lo
especifique el comprador. Este valor debe tener como base el análisis térmico. El análisis químico requerido, al igual que el
equivalente de carbono, se deben reportar.
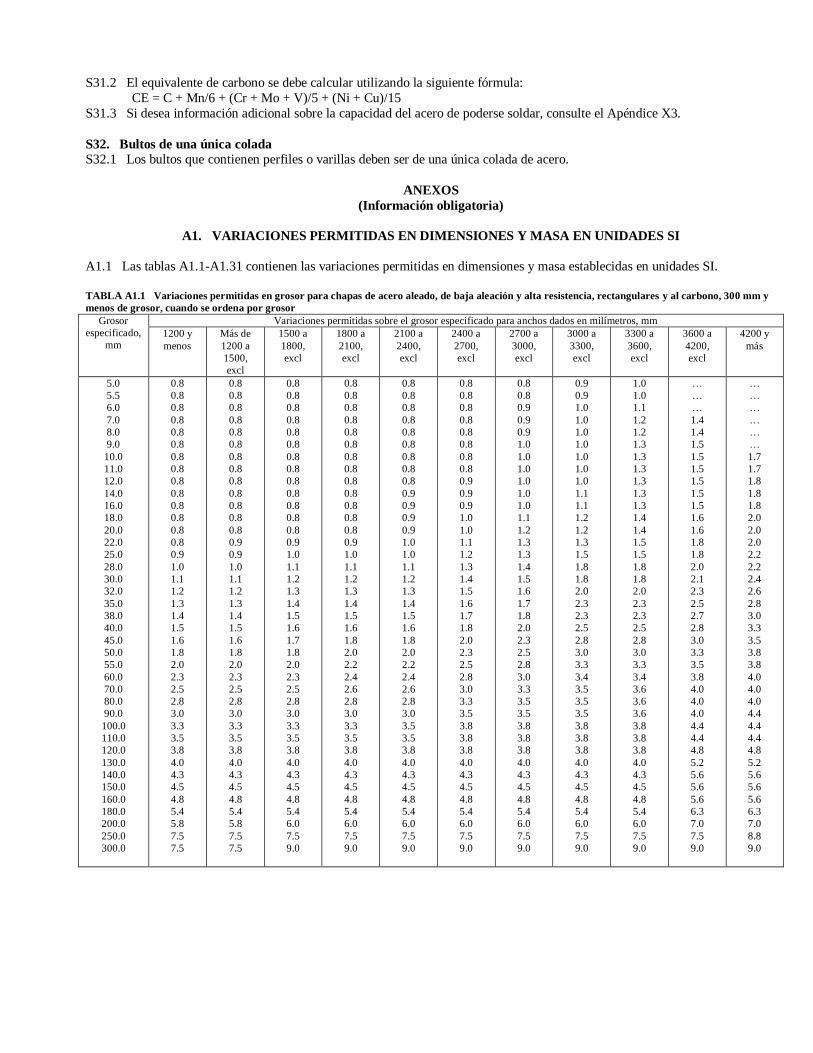
S31.2 El equivalente de carbono se debe calcular utilizando la siguiente fórmula:
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
S31.3 Si desea información adicional sobre la capacidad del acero de poderse soldar, consulte el Apéndice X3.
S32. Bultos de una única colada S32.1 Los bultos que contienen perfiles o varillas deben ser de una única colada de acero.
ANEXOS
(Información obligatoria)
A1. VARIACIONES PERMITIDAS EN DIMENSIONES Y MASA EN UNIDADES SI
A1.1 Las tablas A1.1-A1.31 contienen las variaciones permitidas en dimensiones y masa establecidas en unidades SI.
TABLA A1.1 Variaciones permitidas en grosor para chapas de acero aleado, de baja aleación y alta resistencia, rectangulares y al carbono, 300 mm y
menos de grosor, cuando se ordena por grosor
Grosor
especificado,
mm
Variaciones permitidas sobre el grosor especificado para anchos dados en milímetros, mm
1200 y
menos
Más de
1200 a
1500,
excl
1500 a
1800,
excl
1800 a
2100,
excl
2100 a
2400,
excl
2400 a
2700,
excl
2700 a
3000,
excl
3000 a
3300,
excl
3300 a
3600,
excl
3600 a
4200,
excl
4200 y
más
5.0
5.5
6.0
7.0
8.0
9.0
10.0
11.0
12.0
14.0
16.0
18.0
20.0
22.0
25.0
28.0
30.0
32.0
35.0
38.0
40.0
45.0
50.0
55.0
60.0
70.0
80.0
90.0
100.0
110.0
120.0
130.0
140.0
150.0
160.0
180.0
200.0
250.0
300.0
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.8
2.0
2.3
2.5
2.8
3.0
3.3
3.5
3.8
4.0
4.3
4.5
4.8
5.4
5.8
7.5
7.5
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.9
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.8
2.0
2.3
2.5
2.8
3.0
3.3
3.5
3.8
4.0
4.3
4.5
4.8
5.4
5.8
7.5
7.5
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
2.0
2.3
2.5
2.8
3.0
3.3
3.5
3.8
4.0
4.3
4.5
4.8
5.4
6.0
7.5
9.0
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.8
2.0
2.2
2.4
2.6
2.8
3.0
3.3
3.5
3.8
4.0
4.3
4.5
4.8
5.4
6.0
7.5
9.0
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.9
0.9
0.9
0.9
1.0
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.8
2.0
2.2
2.4
2.6
2.8
3.0
3.5
3.5
3.8
4.0
4.3
4.5
4.8
5.4
6.0
7.5
9.0
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.9
0.9
0.9
1.0
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
2.0
2.3
2.5
2.8
3.0
3.3
3.5
3.8
3.8
3.8
4.0
4.3
4.5
4.8
5.4
6.0
7.5
9.0
0.8
0.8
0.9
0.9
0.9
1.0
1.0
1.0
1.0
1.0
1.0
1.1
1.2
1.3
1.3
1.4
1.5
1.6
1.7
1.8
2.0
2.3
2.5
2.8
3.0
3.3
3.5
3.5
3.8
3.8
3.8
4.0
4.3
4.5
4.8
5.4
6.0
7.5
9.0
0.9
0.9
1.0
1.0
1.0
1.0
1.0
1.0
1.0
1.1
1.1
1.2
1.2
1.3
1.5
1.8
1.8
2.0
2.3
2.3
2.5
2.8
3.0
3.3
3.4
3.5
3.5
3.5
3.8
3.8
3.8
4.0
4.3
4.5
4.8
5.4
6.0
7.5
9.0
1.0
1.0
1.1
1.2
1.2
1.3
1.3
1.3
1.3
1.3
1.3
1.4
1.4
1.5
1.5
1.8
1.8
2.0
2.3
2.3
2.5
2.8
3.0
3.3
3.4
3.6
3.6
3.6
3.8
3.8
3.8
4.0
4.3
4.5
4.8
5.4
6.0
7.5
9.0
…
…
…
1.4
1.4
1.5
1.5
1.5
1.5
1.5
1.5
1.6
1.6
1.8
1.8
2.0
2.1
2.3
2.5
2.7
2.8
3.0
3.3
3.5
3.8
4.0
4.0
4.0
4.4
4.4
4.8
5.2
5.6
5.6
5.6
6.3
7.0
7.5
9.0
…
…
…
…
…
…
1.7
1.7
1.8
1.8
1.8
2.0
2.0
2.0
2.2
2.2
2.4
2.6
2.8
3.0
3.3
3.5
3.8
3.8
4.0
4.0
4.0
4.4
4.4
4.4
4.8
5.2
5.6
5.6
5.6
6.3
7.0
8.8
9.0

TABLA A1.2 Variaciones permitidas en masa de chapas esquirladas rectangulares y chapas de laminador universal de 2983 kg/m2 y menos, cuando se
ordena por masa NOTA 1 – Las variaciones permitidas de exceso de masa para los lotes de chapas circulares y esquematizadas debe ser de 1 ¼ veces las cantidades de estas
tablas.
NOTA 2 – Las variaciones permitidas en exceso de masa para chapas únicas debe ser de 1 1/3 veces las cantidades en esta tabla.
NOTA 3 – Las variaciones permitidas en exceso de masa para cahas circulares y esquematizadas únicas deben ser de 1 2/3 veces las cantidades de esta tabla.
NOTA 4 – La densidad estándar adoptada para el acero laminado es de 7850 kg/m3.
NOTA 5 – En donde aparece “ …” en esta tabla, no hay requisito.
Dimensiones especificadas Variaciones permitidas sobre ancho y longitudA especificados para grosores dados en milímetros
y masa equivalentes dadas en kilogramos por metro cuadrado, mm
Longitud Ancho Hasta 10.5, excl 10.5 a 16, excl 16 a 25, excl 25 a 50, inclB
Hasta 78.50, excl 78.50 a 125.6, excl 125.6 a 196.2, excl 196.2 a 392.5, excl
Ancho Longitud Ancho Longitud Ancho Longitud Ancho Longitud
Hasta 3000, excl
3000 a 6000, excl
6000 a 9000, excl
9000 a 12000, excl
12000 a 15000, excl
15000 a 18000, excl
18000 y más
Hasta 1500, excl
1500 a 2100, excl
2100 a 2700, excl
2700 y más
Hasta 1500, excl
1500 a 2100, excl
2100 a 2700, excl
2700 y más
Hasta 1500, excl
1500 a 2100, excl
2100 a 2700, excl
2700 y más
Hasta 1500, excl
1500 a 2100, excl
2100 a 2700, excl
2700 y más
Hasta 1500, excl
1500 a 2100, excl
2100 a 2700, excl
2700 y más
Hasta 1500, excl
1500 a 2100, excl
2100 a 2700, excl
2700 y más
Hasta 1500, excl
1500 a 2100, excl
2100 a 2700, excl
2700 y más
10
11
13
16
10
13
14
16
10
13
14
18
11
13
14
19
11
13
16
19
13
16
16
22
14
19
19
25
13
16
19
22
19
19
22
25
25
25
25
29
29
32
32
35
32
35
35
38
44
44
44
44
51
51
51
51
11
13
16
19
13
16
18
19
13
16
18
22
13
16
19
22
13
16
19
22
16
19
19
25
19
22
22
29
16
18
22
25
22
22
24
29
29
29
32
32
32
35
35
38
38
38
38
41
48
48
48
51
54
54
54
60
13
16
19
22
16
19
21
22
16
19
22
25
16
19
22
25
16
19
22
25
19
22
22
29
22
25
25
32
19
22
25
29
25
25
29
32
32
32
35
35
35
38
38
41
41
41
41
44
48
48
48
57
57
57
57
64
16
19
25
29
19
22
25
29
19
22
25
29
19
22
25
32
19
22
25
32
19
22
25
32
25
29
32
35
25
25
29
32
29
32
35
35
38
38
38
44
41
41
48
48
48
48
48
48
57
57
57
64
70
70
70
76
AVariaciones permitidas bajo ancho y longitud especificados, 6 mm. Si se llega a un acuerdo, estas variaciones permitidas se relevan, en cuyo caso aplica la
suma de las variaciones permitidas. BLas variaciones permitidas en longitud también aplican para las chapas de laminador universal hasta de 300 mm de ancho para grosores entre 50 y 65 mm, incl.,
a excepción del acero aleado hasta de 50 mm de grosor.
TABLA A1.4 Variaciones permitidas en ancho para chapas de baja aleación y alta resistencia, al carbono y borde estriado, producidas en tren de
laminación (aplica a chapas producidas a partir de bobinas y para chapas producidas a partir de un producto estructural laminado)
Ancho especificado, mm Variación permitida sobre ancho
especificado, mmA
Hasta 360, excl
360 a 430, excl
430 a 480, excl
480 a 530, excl
530 a 610, excl
610 a 660, excl
660 a 710, excl
710 a 890, excl
890 a 1279, excl
1270 a 1520, excl
1520 a 1650, excl
1650 a 1780, excl
1780 a 2030, excl
2030 y más
11
13
14
16
17
21
24
29
32
38
41
44
47
51 ANo hay variación permitida bajo el ancho especificado.
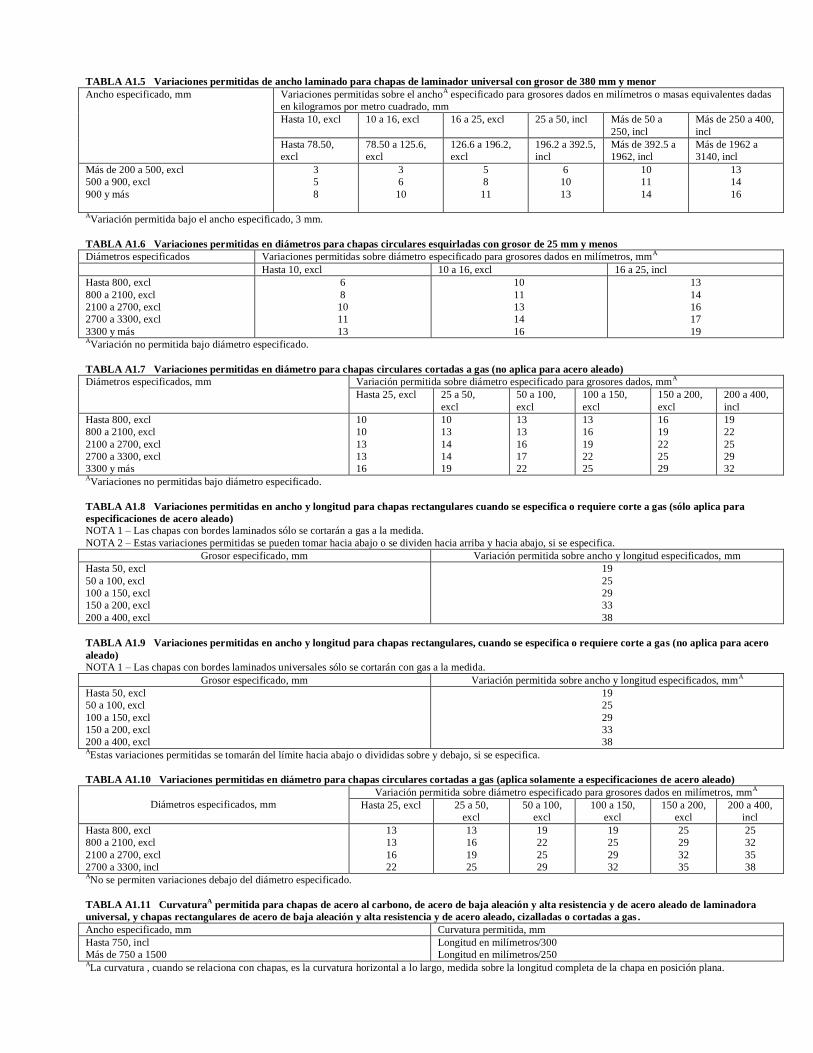
TABLA A1.5 Variaciones permitidas de ancho laminado para chapas de laminador universal con grosor de 380 mm y menor
Ancho especificado, mm Variaciones permitidas sobre el anchoA especificado para grosores dados en milímetros o masas equivalentes dadas
en kilogramos por metro cuadrado, mm
Hasta 10, excl 10 a 16, excl 16 a 25, excl 25 a 50, incl Más de 50 a
250, incl
Más de 250 a 400,
incl
Hasta 78.50,
excl
78.50 a 125.6,
excl
126.6 a 196.2,
excl
196.2 a 392.5,
incl
Más de 392.5 a
1962, incl
Más de 1962 a
3140, incl
Más de 200 a 500, excl
500 a 900, excl
900 y más
3
5
8
3
6
10
5
8
11
6
10
13
10
11
14
13
14
16
AVariación permitida bajo el ancho especificado, 3 mm.
TABLA A1.6 Variaciones permitidas en diámetros para chapas circulares esquirladas con grosor de 25 mm y menos
Diámetros especificados Variaciones permitidas sobre diámetro especificado para grosores dados en milímetros, mmA
Hasta 10, excl 10 a 16, excl 16 a 25, incl
Hasta 800, excl
800 a 2100, excl
2100 a 2700, excl
2700 a 3300, excl
3300 y más
6
8
10
11
13
10
11
13
14
16
13
14
16
17
19 AVariación no permitida bajo diámetro especificado.
TABLA A1.7 Variaciones permitidas en diámetro para chapas circulares cortadas a gas (no aplica para acero aleado)
Diámetros especificados, mm Variación permitida sobre diámetro especificado para grosores dados, mmA
Hasta 25, excl 25 a 50,
excl
50 a 100,
excl
100 a 150,
excl
150 a 200,
excl
200 a 400,
incl
Hasta 800, excl
800 a 2100, excl
2100 a 2700, excl
2700 a 3300, excl
3300 y más
10
10
13
13
16
10
13
14
14
19
13
13
16
17
22
13
16
19
22
25
16
19
22
25
29
19
22
25
29
32 AVariaciones no permitidas bajo diámetro especificado.
TABLA A1.8 Variaciones permitidas en ancho y longitud para chapas rectangulares cuando se especifica o requiere corte a gas (sólo aplica para
especificaciones de acero aleado) NOTA 1 – Las chapas con bordes laminados sólo se cortarán a gas a la medida.
NOTA 2 – Estas variaciones permitidas se pueden tomar hacia abajo o se dividen hacia arriba y hacia abajo, si se especifica.
Grosor especificado, mm Variación permitida sobre ancho y longitud especificados, mm
Hasta 50, excl
50 a 100, excl
100 a 150, excl
150 a 200, excl
200 a 400, excl
19
25
29
33
38
TABLA A1.9 Variaciones permitidas en ancho y longitud para chapas rectangulares, cuando se especifica o requiere corte a gas (no aplica para acero
aleado)
NOTA 1 – Las chapas con bordes laminados universales sólo se cortarán con gas a la medida.
Grosor especificado, mm Variación permitida sobre ancho y longitud especificados, mmA
Hasta 50, excl
50 a 100, excl
100 a 150, excl
150 a 200, excl
200 a 400, excl
19
25
29
33
38 AEstas variaciones permitidas se tomarán del límite hacia abajo o divididas sobre y debajo, si se especifica.
TABLA A1.10 Variaciones permitidas en diámetro para chapas circulares cortadas a gas (aplica solamente a especificaciones de acero aleado)
Diámetros especificados, mm
Variación permitida sobre diámetro especificado para grosores dados en milímetros, mmA
Hasta 25, excl 25 a 50,
excl
50 a 100,
excl
100 a 150,
excl
150 a 200,
excl
200 a 400,
incl
Hasta 800, excl
800 a 2100, excl
2100 a 2700, excl
2700 a 3300, incl
13
13
16
22
13
16
19
25
19
22
25
29
19
25
29
32
25
29
32
35
25
32
35
38 ANo se permiten variaciones debajo del diámetro especificado.
TABLA A1.11 CurvaturaA permitida para chapas de acero al carbono, de acero de baja aleación y alta resistencia y de acero aleado de laminadora
universal, y chapas rectangulares de acero de baja aleación y alta resistencia y de acero aleado, cizalladas o cortadas a gas .
Ancho especificado, mm Curvatura permitida, mm
Hasta 750, incl
Más de 750 a 1500
Longitud en milímetros/300
Longitud en milímetros/250 ALa curvatura , cuando se relaciona con chapas, es la curvatura horizontal a lo largo, medida sobre la longitud completa de la chapa en posición plana.

TABLA A1.12 CurvaturaA permitida para chapas esquiladas y chapas rectangulares cortadas a gas, todos los grosores (aplica solamente a acero al
carbono)
Curvatura permitida, mm = longitud en milímetros/500 ALa curvatura, cuando se relaciona con chapas, es la curvatura horizontal a lo largo, medida sobre la longitud completa de la chapa en posición plana.
TABLA A1.13 Variaciones permitidas desde una superficie plana para chapas de acero al carbono con llanura estándar NOTA 1 – Cuando la dimensión más larga es menos de 900 mm, la variación permitida desde una superficie plana no debe exceder de 6 mm. Cuando la
dimensión más larga es de 900 a 1800 mm, incl, la variación permitida desde una superficie plana no debe exceder de 75% de la cantidad tabular para el ancho
especificado, pero en ningún caso menos de 6 mm.
NOTA 2 – Estas variaciones permitidas aplican a chapas que tienen una resistencia de tracción mínima especificada de no más de 415 MPa o composición
química o dureza comparable. Los límites en esta tabla se aumentaron 50% para las chapas que tienen una resistencia de tracción mínima especificada más alta o
composición química o dureza comparable.
NOTA 3 – Esta tabla y estas notas cubren las variaciones permitidas desde una superficie plana para chapas circulares y esquematizadas, en base a las
dimensiones máximas de dichas chapas.
NOTA 4 – Cuando aparece “…” en esta tabla, no hay requisito.
NOTA 5 – Las chapas deben estar en posición horizontal sobre una superficie plana cuando se mide la llanura.
Grosor
especificado,
mm
Masa especificados,
kg/m2
Variaciones permitidas desde una superficie plana para anchos especificados dados en milímetros, mmA,B
Hasta
900, excl
900 a
1200,
excl
1200 a
1500,
excl
1500 a
1800,
excl
1800 a
2100,
excl
2100 a
2400,
excl
2400 a
2700,
excl
2700 a
3000,
excl
3000 a
3600,
excl
3600 a
4200,
excl
4200
y
más
Hasta 6, excl
6 a 10, excl
10 a 12, excl
12 a 20, excl
20 a 25, excl
25 a 50, excl
50 a 100, excl
100 a 150, excl
150 a 200, excl
200 a 250, excl
250 a 300, excl
300 a 400, excl
Hasta 47.1, excl
47.1 a 78.5, excl
78.5 a 94.2, excl
94.2 a 157.0, excl
157.0 a 196.2, excl
196.2 a 392.5, excl
392.5 a 785.0, excl
785.0 a 1178, excl
1178 a 1570, excl
1570 a 1962, excl
1962 a 2355, excl
2355 a 3140, incl
14
13
13
11
11
10
8
10
11
13
13
16
19
16
14
13
13
13
10
11
13
13
16
19
24
19
16
14
14
13
11
13
13
16
19
21
32
24
16
16
16
14
13
13
16
18
21
22
35
29
19
16
16
14
13
14
18
19
22
24
38
32
22
19
16
16
13
14
19
21
24
25
41
35
25
25
19
16
13
16
22
22
25
25
44
38
29
25
22
16
14
19
22
24
25
25
48
41
32
29
25
18
16
22
25
25
25
25
…
…
48
38
35
29
22
22
25
25
25
25
…
…
54
51
44
38
29
25
25
25
25
…
AVariación permitida desde una superficie plana, a lo largo – La dimensión más larga especificada se considera la longitud, y la variación permitida desde una
superficie plana a lo largo de toda su longitud no debe exceder de la cantidad tabular para el ancho especificado de chapas hasta de 4000 mm de longitud o por
cada 4000 mm para chapas más largas. BLa variación permitida desde una superficie plana, a lo ancho – La variación permitida desde una superficie plana, a lo ancho, no debe exceder de la cantidad
tabular para el ancho especificado.
TABLA A1.14 Variaciones permitidas desde una superficie plana para chapas de acero de baja aleación y alta resistencia y para las de acero aleado,
de llanura estándar, laminadas en caliente o tratadas térmicamente NOTA 1 – Cuando la dimensión más larga es menos de 900 mm, la variación permitida desde una superficie plana no debe exceder de 10 mm. Cuando la
dimensión más larga es de 900 a 1800 mm, incl, la variación permitida desde una superficie plana no debe exceder de 75% de la cantidad tabular para el ancho
especificado.
NOTA 2 –Esta tabla y estas notas cubren las variaciones permitidas desde una superficie plana para chapas circulares y esquematizadas, en base a las
dimensiones máximas de dichas chapas.
NOTA 4 – Cuando aparece “…” en esta tabla, no hay requisito.
NOTA 5 – Las chapas deben estar en posición horizontal sobre una superficie plana cuando se mide la llanura.
Grosor
especificado,
mm
Masa especificados,
kg/m2
Variaciones permitidas desde una superficie plana para anchos especificados dados en milímetros, mmA,B
Hasta
900, excl
900 a
1200,
excl
1200 a
1500,
excl
1500 a
1800,
excl
1800 a
2100,
excl
2100 a
2400,
excl
2400 a
2700,
excl
2700 a
3000,
excl
3000 a
3600,
excl
3600 a
4200,
excl
4200
y
más
Hasta 6, excl
6 a 10, excl
10 a 12, excl
12 a 20, excl
20 a 25, excl
25 a 50, excl
50 a 100, excl
100 a 150, excl
150 a 200, excl
200 a 250, excl
250 a 300, excl
300 a 400, excl
Hasta 47.1, excl
47.1 a 78.5, excl
78.5 a 94.2, excl
94.2 a 157.0, excl
157.0 a 196.2, excl
196.2 a 392.5, excl
392.5 a 785.0, excl
785.0 a 1178, excl
1178 a 1570, excl
1570 a 1962, excl
1962 a 2355, excl
2355 a 3140, incl
21
19
19
16
16
14
13
14
16
19
19
22
29
24
22
19
19
16
14
18
19
21
24
25
35
29
24
22
22
19
18
19
19
24
29
30
48
35
24
22
22
21
19
19
24
25
29
30
51
44
29
25
24
22
19
22
25
29
33
35
57
48
33
29
25
24
19
22
29
32
35
38
60
51
38
32
29
25
19
24
32
33
38
38
67
57
41
35
33
25
22
29
33
35
38
38
70
60
48
41
38
25
25
32
38
38
38
38
…
…
70
57
51
41
32
32
38
38
38
38
…
…
79
76
67
57
41
38
38
38
38
38
AVariación permitida desde una superficie plana, a lo largo – La dimensión más larga especificada se considera la longitud, y la variación permitida desde una
superficie plana a lo largo de toda su longitud no debe exceder de la cantidad tabular para el ancho especificado de chapas hasta de 4000 mm de longitud o por
cada 4000 mm para chapas más largas. BLa variación permitida desde una superficie plana, a lo ancho – La variación permitida desde una superficie plana, a lo ancho, no debe exceder de la cantidad
tabular para el ancho especificado.
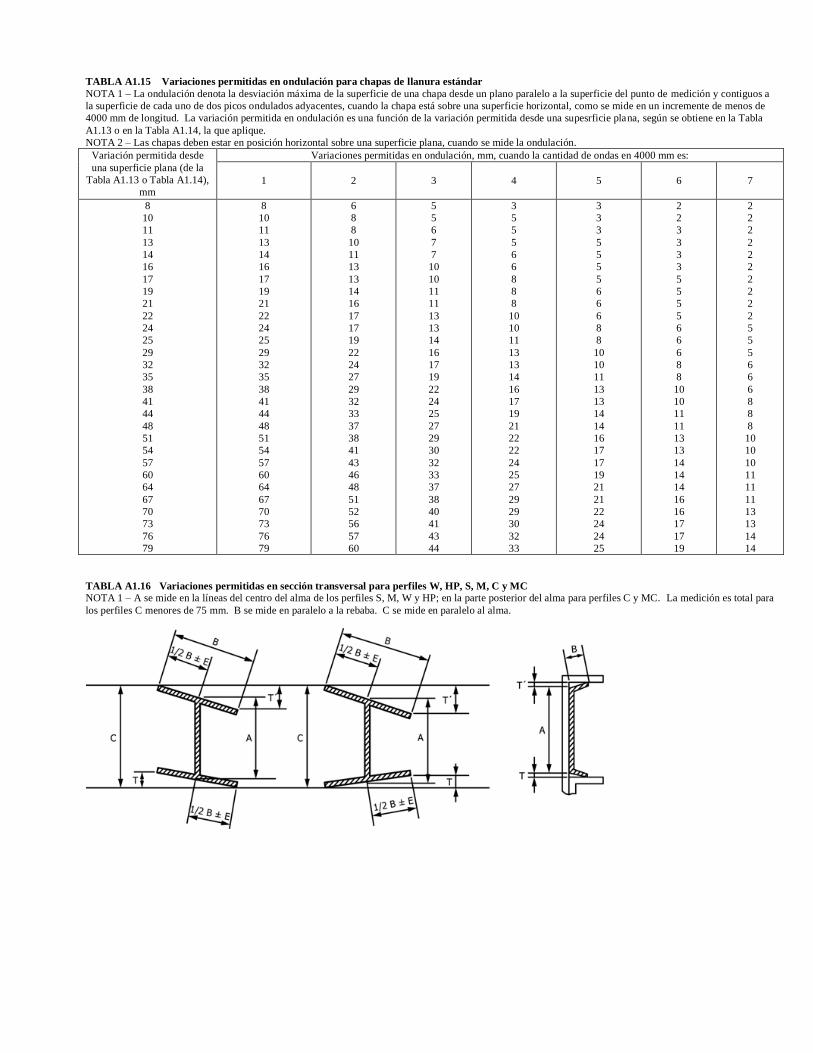
TABLA A1.15 Variaciones permitidas en ondulación para chapas de llanura estándar
NOTA 1 – La ondulación denota la desviación máxima de la superficie de una chapa desde un plano paralelo a la superficie del punto de medición y contiguos a
la superficie de cada uno de dos picos ondulados adyacentes, cuando la chapa está sobre una superficie horizontal, como se mide en un incremente de menos de
4000 mm de longitud. La variación permitida en ondulación es una función de la variación permitida desde una supesrficie plana, según se obtiene en la Tabla
A1.13 o en la Tabla A1.14, la que aplique.
NOTA 2 – Las chapas deben estar en posición horizontal sobre una superficie plana, cuando se mide la ondulación.
Variación permitida desde
una superficie plana (de la
Tabla A1.13 o Tabla A1.14),
mm
Variaciones permitidas en ondulación, mm, cuando la cantidad de ondas en 4000 mm es:
1
2
3
4
5
6
7
8
10
11
13
14
16
17
19
21
22
24
25
29
32
35
38
41
44
48
51
54
57
60
64
67
70
73
76
79
8
10
11
13
14
16
17
19
21
22
24
25
29
32
35
38
41
44
48
51
54
57
60
64
67
70
73
76
79
6
8
8
10
11
13
13
14
16
17
17
19
22
24
27
29
32
33
37
38
41
43
46
48
51
52
56
57
60
5
5
6
7
7
10
10
11
11
13
13
14
16
17
19
22
24
25
27
29
30
32
33
37
38
40
41
43
44
3
5
5
5
6
6
8
8
8
10
10
11
13
13
14
16
17
19
21
22
22
24
25
27
29
29
30
32
33
3
3
3
5
5
5
5
6
6
6
8
8
10
10
11
13
13
14
14
16
17
17
19
21
21
22
24
24
25
2
2
3
3
3
3
5
5
5
5
6
6
6
8
8
10
10
11
11
13
13
14
14
14
16
16
17
17
19
2
2
2
2
2
2
2
2
2
2
5
5
5
6
6
6
8
8
8
10
10
10
11
11
11
13
13
14
14
TABLA A1.16 Variaciones permitidas en sección transversal para perfiles W, HP, S, M, C y MC NOTA 1 – A se mide en la líneas del centro del alma de los perfiles S, M, W y HP; en la parte posterior del alma para perfiles C y MC. La medición es total para
los perfiles C menores de 75 mm. B se mide en paralelo a la rebaba. C se mide en paralelo al alma.
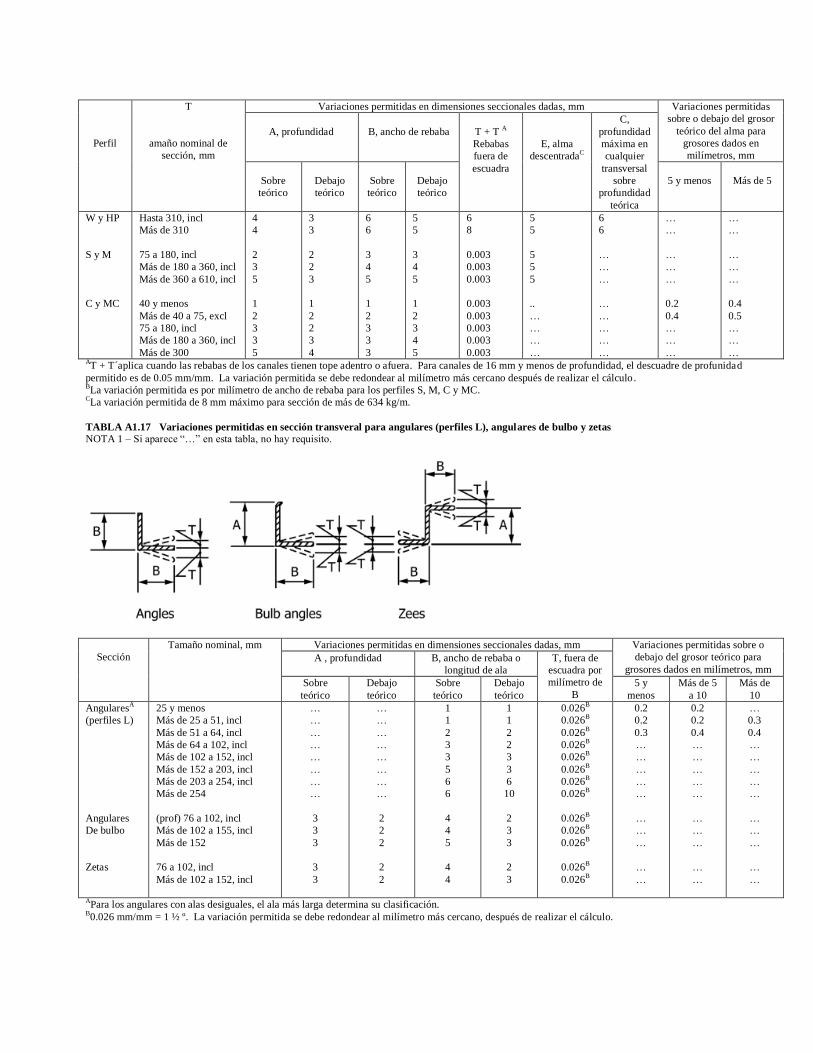
Perfil
T
amaño nominal de
sección, mm
Variaciones permitidas en dimensiones seccionales dadas, mm Variaciones permitidas
sobre o debajo del grosor
teórico del alma para
grosores dados en
milímetros, mm
A, profundidad
B, ancho de rebaba
T + T A
Rebabas
fuera de
escuadra
E, alma
descentradaC
C,
profundidad
máxima en
cualquier
transversal
sobre
profundidad
teórica
Sobre
teórico
Debajo
teórico
Sobre
teórico
Debajo
teórico
5 y menos
Más de 5
W y HP
S y M
C y MC
Hasta 310, incl
Más de 310
75 a 180, incl
Más de 180 a 360, incl
Más de 360 a 610, incl
40 y menos
Más de 40 a 75, excl
75 a 180, incl
Más de 180 a 360, incl
Más de 300
4
4
2
3
5
1
2
3
3
5
3
3
2
2
3
1
2
2
3
4
6
6
3
4
5
1
2
3
3
3
5
5
3
4
5
1
2
3
4
5
6
8
0.003
0.003
0.003
0.003
0.003
0.003
0.003
0.003
5
5
5
5
5
..
…
…
…
…
6
6
…
…
…
…
…
…
…
…
…
…
…
…
…
0.2
0.4
…
…
…
…
…
…
…
…
0.4
0.5
…
…
… AT + T´aplica cuando las rebabas de los canales tienen tope adentro o afuera. Para canales de 16 mm y menos de profundidad, el descuadre de profunidad
permitido es de 0.05 mm/mm. La variación permitida se debe redondear al milímetro más cercano después de realizar el cálculo. BLa variación permitida es por milímetro de ancho de rebaba para los perfiles S, M, C y MC.
CLa variación permitida de 8 mm máximo para sección de más de 634 kg/m.
TABLA A1.17 Variaciones permitidas en sección transveral para angulares (perfiles L), angulares de bulbo y zetas NOTA 1 – Si aparece “…” en esta tabla, no hay requisito.
Sección
Tamaño nominal, mm Variaciones permitidas en dimensiones seccionales dadas, mm Variaciones permitidas sobre o
debajo del grosor teórico para
grosores dados en milímetros, mm A , profundidad B, ancho de rebaba o
longitud de ala
T, fuera de
escuadra por
milímetro de
B Sobre
teórico
Debajo
teórico
Sobre
teórico
Debajo
teórico
5 y
menos
Más de 5
a 10
Más de
10
AngularesA
(perfiles L)
Angulares
De bulbo
Zetas
25 y menos
Más de 25 a 51, incl
Más de 51 a 64, incl
Más de 64 a 102, incl
Más de 102 a 152, incl
Más de 152 a 203, incl
Más de 203 a 254, incl
Más de 254
(prof) 76 a 102, incl
Más de 102 a 155, incl
Más de 152
76 a 102, incl
Más de 102 a 152, incl
…
…
…
…
…
…
…
…
3
3
3
3
3
…
…
…
…
…
…
…
…
2
2
2
2
2
1
1
2
3
3
5
6
6
4
4
5
4
4
1
1
2
2
3
3
6
10
2
3
3
2
3
0.026B
0.026B
0.026B
0.026B
0.026B
0.026B
0.026B
0.026B
0.026B
0.026B
0.026B
0.026B
0.026B
0.2
0.2
0.3
…
…
…
…
…
…
…
…
…
…
0.2
0.2
0.4
…
…
…
…
…
…
…
…
…
…
…
0.3
0.4
…
…
…
…
…
…
…
…
…
…
APara los angulares con alas desiguales, el ala más larga determina su clasificación.
B0.026 mm/mm = 1 ½ º. La variación permitida se debe redondear al milímetro más cercano, después de realizar el cálculo.
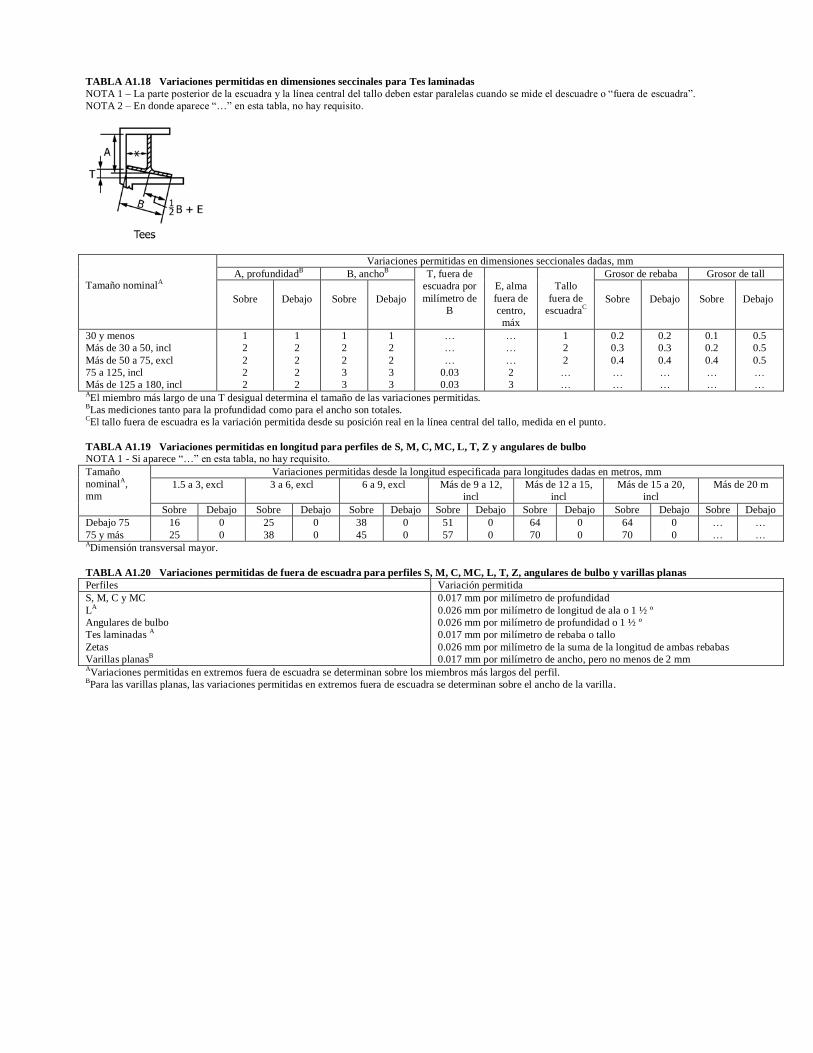
TABLA A1.18 Variaciones permitidas en dimensiones seccinales para Tes laminadas
NOTA 1 – La parte posterior de la escuadra y la línea central del tallo deben estar paralelas cuando se mide el descuadre o “fuera de escuadra”.
NOTA 2 – En donde aparece “…” en esta tabla, no hay requisito.
Tamaño nominalA
Variaciones permitidas en dimensiones seccionales dadas, mm
A, profundidadB B, ancho
B T, fuera de
escuadra por
milímetro de
B
E, alma
fuera de
centro,
máx
Tallo
fuera de
escuadraC
Grosor de rebaba Grosor de tall
Sobre
Debajo
Sobre
Debajo
Sobre
Debajo
Sobre
Debajo
30 y menos
Más de 30 a 50, incl
Más de 50 a 75, excl
75 a 125, incl
Más de 125 a 180, incl
1
2
2
2
2
1
2
2
2
2
1
2
2
3
3
1
2
2
3
3
…
…
…
0.03
0.03
…
…
…
2
3
1
2
2
…
…
0.2
0.3
0.4
…
…
0.2
0.3
0.4
…
…
0.1
0.2
0.4
…
…
0.5
0.5
0.5
…
… AEl miembro más largo de una T desigual determina el tamaño de las variaciones permitidas.
BLas mediciones tanto para la profundidad como para el ancho son totales.
CEl tallo fuera de escuadra es la variación permitida desde su posición real en la línea central del tallo, medida en el punto.
TABLA A1.19 Variaciones permitidas en longitud para perfiles de S, M, C, MC, L, T, Z y angulares de bulbo NOTA 1 - Si aparece “…” en esta tabla, no hay requisito.
Tamaño
nominalA,
mm
Variaciones permitidas desde la longitud especificada para longitudes dadas en metros, mm
1.5 a 3, excl 3 a 6, excl 6 a 9, excl Más de 9 a 12,
incl
Más de 12 a 15,
incl
Más de 15 a 20,
incl
Más de 20 m
Sobre Debajo Sobre Debajo Sobre Debajo Sobre Debajo Sobre Debajo Sobre Debajo Sobre Debajo
Debajo 75
75 y más
16
25
0
0
25
38
0
0
38
45
0
0
51
57
0
0
64
70
0
0
64
70
0
0
…
…
…
… ADimensión transversal mayor.
TABLA A1.20 Variaciones permitidas de fuera de escuadra para perfiles S, M, C, MC, L, T, Z, angulares de bulbo y varillas planas
Perfiles Variación permitida
S, M, C y MC
LA
Angulares de bulbo
Tes laminadas A
Zetas
Varillas planasB
0.017 mm por milímetro de profundidad
0.026 mm por milímetro de longitud de ala o 1 ½ º
0.026 mm por milímetro de profundidad o 1 ½ º
0.017 mm por milímetro de rebaba o tallo
0.026 mm por milímetro de la suma de la longitud de ambas rebabas
0.017 mm por milímetro de ancho, pero no menos de 2 mm AVariaciones permitidas en extremos fuera de escuadra se determinan sobre los miembros más largos del perfil.
BPara las varillas planas, las variaciones permitidas en extremos fuera de escuadra se determinan sobre el ancho de la varilla.

TABLA A1.21 Variaciones permitidas en llanura para perfiles S, M, C, MC, L, T, Z y angulares de bulbo
Posiciones para medir la curvatura de los perfiles
Variable Tamaño nominalA, mm Variación permitida, mm
Curvatura
Barrido
Debajo de 75
75 y más
Todos
4 x cantidad de metros de longitud total
2 x cantidad de metros de longitud total
Debido a las variaciones extremas de flexibilidad de estos perfiles, las variaciones permitidas del barrido
están sujetas a negociación entre el fabricante y el comprador para las secciones individuales involucradas. ADimensión transversal mayor.
TABLA A1.22 Variaciones permitidas en longitud para perfiles W y HP
Perfiles W
Variaciones permitidas de la longitud especificada para longitudes dadas en
metros, mmA,B
9 y menos Más de 9
Sobre Debajo Sobre Debajo
Vigas de 610 mm y menos en profundidad nominal
Vigas de más de 610 mm en profundidad nominal y todas las columnas
10
13
10
13
10 más 1 por cada 1m adicional o fracción
13 más 1 por cada 1m adicional o fracción
10
13 APara los perfiles HP y W especificados en la orden y ser utilizados para pilotes, las variaciones permitidas en longitud son más 125 y menos 0 mm. Estas
variaciones permitidas en longitud también aplican a las tablestacas. BLas variaciones permitidas en extremos fuera de escuadra para perfiles W y HP deben ser de 0.016 mm por milímetro de profundidad, o por milímetro de ancho
de rebaba, si el ancho de la rebaa es mayor que la profundidad. Las variaciones permitidas se deben redondear al milímetro más cercano, después de realizar el
cálculo.
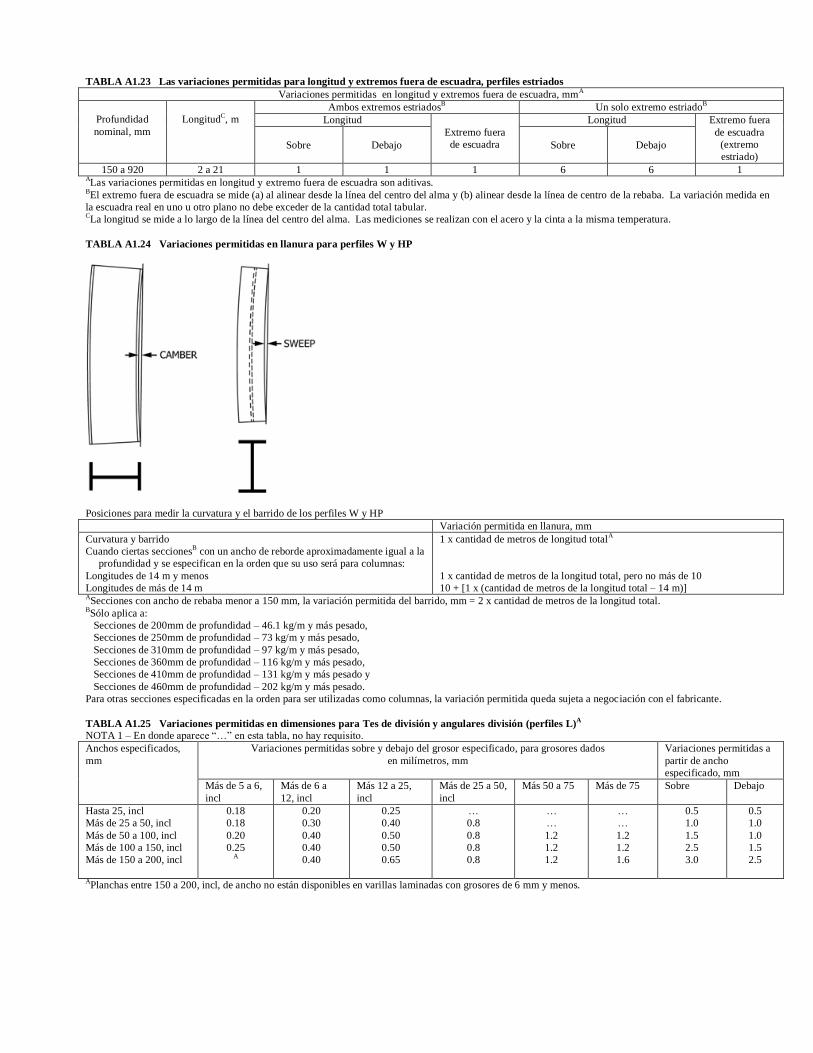
TABLA A1.23 Las variaciones permitidas para longitud y extremos fuera de escuadra, perfiles estriados
Variaciones permitidas en longitud y extremos fuera de escuadra, mmA
Profundidad
nominal, mm
LongitudC, m
Ambos extremos estriadosB Un solo extremo estriado
B
Longitud
Extremo fuera
de escuadra
Longitud Extremo fuera
de escuadra
(extremo
estriado)
Sobre
Debajo
Sobre
Debajo
150 a 920 2 a 21 1 1 1 6 6 1 ALas variaciones permitidas en longitud y extremo fuera de escuadra son aditivas.
BEl extremo fuera de escuadra se mide (a) al alinear desde la línea del centro del alma y (b) alinear desde la línea de centro de la rebaba. La variación medida en
la escuadra real en uno u otro plano no debe exceder de la cantidad total tabular. CLa longitud se mide a lo largo de la línea del centro del alma. Las mediciones se realizan con el acero y la cinta a la misma temperatura.
TABLA A1.24 Variaciones permitidas en llanura para perfiles W y HP
Posiciones para medir la curvatura y el barrido de los perfiles W y HP
Variación permitida en llanura, mm
Curvatura y barrido
Cuando ciertas seccionesB con un ancho de reborde aproximadamente igual a la
profundidad y se especifican en la orden que su uso será para columnas:
Longitudes de 14 m y menos
Longitudes de más de 14 m
1 x cantidad de metros de longitud totalA
1 x cantidad de metros de la longitud total, pero no más de 10
10 + [1 x (cantidad de metros de la longitud total – 14 m)] ASecciones con ancho de rebaba menor a 150 mm, la variación permitida del barrido, mm = 2 x cantidad de metros de la longitud total.
BSólo aplica a:
Secciones de 200mm de profundidad – 46.1 kg/m y más pesado,
Secciones de 250mm de profundidad – 73 kg/m y más pesado,
Secciones de 310mm de profundidad – 97 kg/m y más pesado,
Secciones de 360mm de profundidad – 116 kg/m y más pesado,
Secciones de 410mm de profundidad – 131 kg/m y más pesado y
Secciones de 460mm de profundidad – 202 kg/m y más pesado.
Para otras secciones especificadas en la orden para ser utilizadas como columnas, la variación permitida queda sujeta a negociación con el fabricante.
TABLA A1.25 Variaciones permitidas en dimensiones para Tes de división y angulares división (perfiles L)A
NOTA 1 – En donde aparece “…” en esta tabla, no hay requisito.
Anchos especificados,
mm
Variaciones permitidas sobre y debajo del grosor especificado, para grosores dados
en milímetros, mm
Variaciones permitidas a
partir de ancho
especificado, mm
Más de 5 a 6,
incl
Más de 6 a
12, incl
Más 12 a 25,
incl
Más de 25 a 50,
incl
Más 50 a 75 Más de 75 Sobre Debajo
Hasta 25, incl
Más de 25 a 50, incl
Más de 50 a 100, incl
Más de 100 a 150, incl
Más de 150 a 200, incl
0.18
0.18
0.20
0.25 A
0.20
0.30
0.40
0.40
0.40
0.25
0.40
0.50
0.50
0.65
…
0.8
0.8
0.8
0.8
…
…
1.2
1.2
1.2
…
…
1.2
1.2
1.6
0.5
1.0
1.5
2.5
3.0
0.5
1.0
1.0
1.5
2.5
APlanchas entre 150 a 200, incl, de ancho no están disponibles en varillas laminadas con grosores de 6 mm y menos.
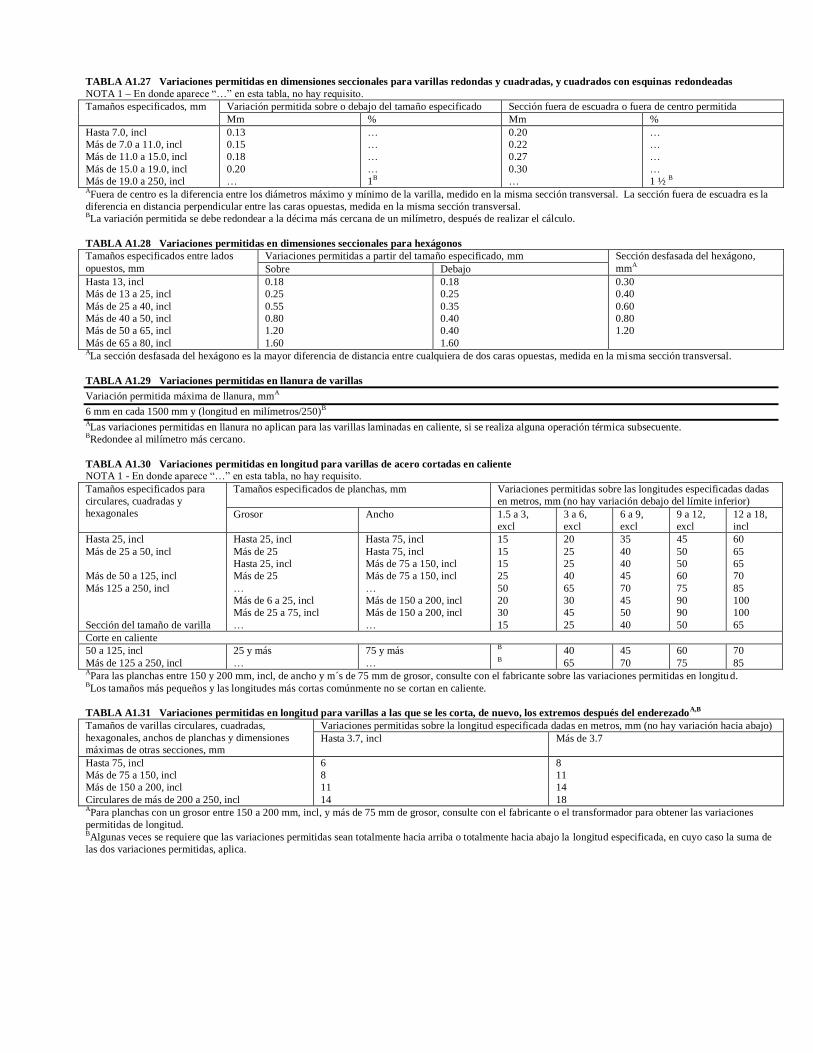
TABLA A1.27 Variaciones permitidas en dimensiones seccionales para varillas redondas y cuadradas, y cuadrados con esquinas redondeadas
NOTA 1 – En donde aparece “…” en esta tabla, no hay requisito.
Tamaños especificados, mm Variación permitida sobre o debajo del tamaño especificado Sección fuera de escuadra o fuera de centro permitida
Mm % Mm %
Hasta 7.0, incl
Más de 7.0 a 11.0, incl
Más de 11.0 a 15.0, incl
Más de 15.0 a 19.0, incl
Más de 19.0 a 250, incl
0.13
0.15
0.18
0.20
…
…
…
…
…
1B
0.20
0.22
0.27
0.30
…
…
…
…
…
1 ½ B
AFuera de centro es la diferencia entre los diámetros máximo y mínimo de la varilla, medido en la misma sección transversal. La sección fuera de escuadra es la
diferencia en distancia perpendicular entre las caras opuestas, medida en la misma sección transversal. BLa variación permitida se debe redondear a la décima más cercana de un milímetro, después de realizar el cálculo.
TABLA A1.28 Variaciones permitidas en dimensiones seccionales para hexágonos
Tamaños especificados entre lados
opuestos, mm
Variaciones permitidas a partir del tamaño especificado, mm Sección desfasada del hexágono,
mmA Sobre Debajo
Hasta 13, incl
Más de 13 a 25, incl
Más de 25 a 40, incl
Más de 40 a 50, incl
Más de 50 a 65, incl
Más de 65 a 80, incl
0.18
0.25
0.55
0.80
1.20
1.60
0.18
0.25
0.35
0.40
0.40
1.60
0.30
0.40
0.60
0.80
1.20
ALa sección desfasada del hexágono es la mayor diferencia de distancia entre cualquiera de dos caras opuestas, medida en la misma sección transversal.
TABLA A1.29 Variaciones permitidas en llanura de varillas
Variación permitida máxima de llanura, mmA
6 mm en cada 1500 mm y (longitud en milímetros/250)B
ALas variaciones permitidas en llanura no aplican para las varillas laminadas en caliente, si se realiza alguna operación térmica subsecuente.
BRedondee al milímetro más cercano.
TABLA A1.30 Variaciones permitidas en longitud para varillas de acero cortadas en caliente NOTA 1 - En donde aparece “…” en esta tabla, no hay requisito.
Tamaños especificados para
circulares, cuadradas y
hexagonales
Tamaños especificados de planchas, mm Variaciones permitidas sobre las longitudes especificadas dadas
en metros, mm (no hay variación debajo del límite inferior)
Grosor Ancho 1.5 a 3,
excl
3 a 6,
excl
6 a 9,
excl
9 a 12,
excl
12 a 18,
incl
Hasta 25, incl
Más de 25 a 50, incl
Más de 50 a 125, incl
Más 125 a 250, incl
Sección del tamaño de varilla
Hasta 25, incl
Más de 25
Hasta 25, incl
Más de 25
…
Más de 6 a 25, incl
Más de 25 a 75, incl
…
Hasta 75, incl
Hasta 75, incl
Más de 75 a 150, incl
Más de 75 a 150, incl
…
Más de 150 a 200, incl
Más de 150 a 200, incl
…
15
15
15
25
50
20
30
15
20
25
25
40
65
30
45
25
35
40
40
45
70
45
50
40
45
50
50
60
75
90
90
50
60
65
65
70
85
100
100
65
Corte en caliente
50 a 125, incl
Más de 125 a 250, incl
25 y más
…
75 y más
…
B
B
40
65
45
70
60
75
70
85 APara las planchas entre 150 y 200 mm, incl, de ancho y m´s de 75 mm de grosor, consulte con el fabricante sobre las variaciones permitidas en longitu d.
BLos tamaños más pequeños y las longitudes más cortas comúnmente no se cortan en caliente.
TABLA A1.31 Variaciones permitidas en longitud para varillas a las que se les corta, de nuevo, los extremos después del enderezadoA,B
Tamaños de varillas circulares, cuadradas,
hexagonales, anchos de planchas y dimensiones
máximas de otras secciones, mm
Variaciones permitidas sobre la longitud especificada dadas en metros, mm (no hay variación hacia abajo)
Hasta 3.7, incl Más de 3.7
Hasta 75, incl
Más de 75 a 150, incl
Más de 150 a 200, incl
Circulares de más de 200 a 250, incl
6
8
11
14
8
11
14
18 APara planchas con un grosor entre 150 a 200 mm, incl, y más de 75 mm de grosor, consulte con el fabricante o el transformador para obtener las variaciones
permitidas de longitud. BAlgunas veces se requiere que las variaciones permitidas sean totalmente hacia arriba o totalmente hacia abajo la longitud especificada, en cuyo caso la suma de
las dos variaciones permitidas, aplica.
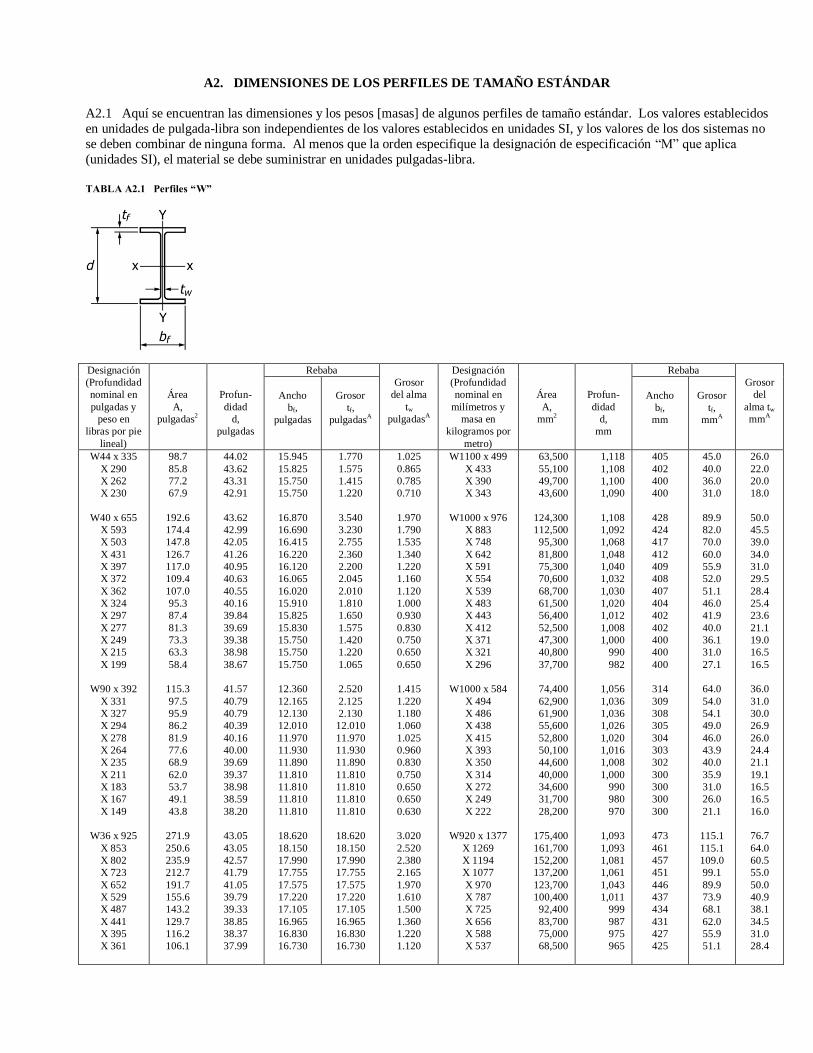
A2. DIMENSIONES DE LOS PERFILES DE TAMAÑO ESTÁNDAR
A2.1 Aquí se encuentran las dimensiones y los pesos [masas] de algunos perfiles de tamaño estándar. Los valores establecidos
en unidades de pulgada-libra son independientes de los valores establecidos en unidades SI, y los valores de los dos sistemas no
se deben combinar de ninguna forma. Al menos que la orden especifique la designación de especificación “M” que aplica
(unidades SI), el material se debe suministrar en unidades pulgadas-libra.
TABLA A2.1 Perfiles “W”
Designación
(Profundidad
nominal en
pulgadas y
peso en
libras por pie
lineal)
Área
A,
pulgadas2
Profun-
didad
d,
pulgadas
Rebaba
Grosor
del alma
tw
pulgadasA
Designación
(Profundidad
nominal en
milímetros y
masa en
kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Grosor
del
alma tw
mmA
Ancho
bf,
pulgadas
Grosor
tf,
pulgadasA
Ancho
bf,
mm
Grosor
tf,
mmA
W44 x 335
X 290
X 262
X 230
W40 x 655
X 593
X 503
X 431
X 397
X 372
X 362
X 324
X 297
X 277
X 249
X 215
X 199
W90 x 392
X 331
X 327
X 294
X 278
X 264
X 235
X 211
X 183
X 167
X 149
W36 x 925
X 853
X 802
X 723
X 652
X 529
X 487
X 441
X 395
X 361
98.7
85.8
77.2
67.9
192.6
174.4
147.8
126.7
117.0
109.4
107.0
95.3
87.4
81.3
73.3
63.3
58.4
115.3
97.5
95.9
86.2
81.9
77.6
68.9
62.0
53.7
49.1
43.8
271.9
250.6
235.9
212.7
191.7
155.6
143.2
129.7
116.2
106.1
44.02
43.62
43.31
42.91
43.62
42.99
42.05
41.26
40.95
40.63
40.55
40.16
39.84
39.69
39.38
38.98
38.67
41.57
40.79
40.79
40.39
40.16
40.00
39.69
39.37
38.98
38.59
38.20
43.05
43.05
42.57
41.79
41.05
39.79
39.33
38.85
38.37
37.99
15.945
15.825
15.750
15.750
16.870
16.690
16.415
16.220
16.120
16.065
16.020
15.910
15.825
15.830
15.750
15.750
15.750
12.360
12.165
12.130
12.010
11.970
11.930
11.890
11.810
11.810
11.810
11.810
18.620
18.150
17.990
17.755
17.575
17.220
17.105
16.965
16.830
16.730
1.770
1.575
1.415
1.220
3.540
3.230
2.755
2.360
2.200
2.045
2.010
1.810
1.650
1.575
1.420
1.220
1.065
2.520
2.125
2.130
12.010
11.970
11.930
11.890
11.810
11.810
11.810
11.810
18.620
18.150
17.990
17.755
17.575
17.220
17.105
16.965
16.830
16.730
1.025
0.865
0.785
0.710
1.970
1.790
1.535
1.340
1.220
1.160
1.120
1.000
0.930
0.830
0.750
0.650
0.650
1.415
1.220
1.180
1.060
1.025
0.960
0.830
0.750
0.650
0.650
0.630
3.020
2.520
2.380
2.165
1.970
1.610
1.500
1.360
1.220
1.120
W1100 x 499
X 433
X 390
X 343
W1000 x 976
X 883
X 748
X 642
X 591
X 554
X 539
X 483
X 443
X 412
X 371
X 321
X 296
W1000 x 584
X 494
X 486
X 438
X 415
X 393
X 350
X 314
X 272
X 249
X 222
W920 x 1377
X 1269
X 1194
X 1077
X 970
X 787
X 725
X 656
X 588
X 537
63,500
55,100
49,700
43,600
124,300
112,500
95,300
81,800
75,300
70,600
68,700
61,500
56,400
52,500
47,300
40,800
37,700
74,400
62,900
61,900
55,600
52,800
50,100
44,600
40,000
34,600
31,700
28,200
175,400
161,700
152,200
137,200
123,700
100,400
92,400
83,700
75,000
68,500
1,118
1,108
1,100
1,090
1,108
1,092
1,068
1,048
1,040
1,032
1,030
1,020
1,012
1,008
1,000
990
982
1,056
1,036
1,036
1,026
1,020
1,016
1,008
1,000
990
980
970
1,093
1,093
1,081
1,061
1,043
1,011
999
987
975
965
405
402
400
400
428
424
417
412
409
408
407
404
402
402
400
400
400
314
309
308
305
304
303
302
300
300
300
300
473
461
457
451
446
437
434
431
427
425
45.0
40.0
36.0
31.0
89.9
82.0
70.0
60.0
55.9
52.0
51.1
46.0
41.9
40.0
36.1
31.0
27.1
64.0
54.0
54.1
49.0
46.0
43.9
40.0
35.9
31.0
26.0
21.1
115.1
115.1
109.0
99.1
89.9
73.9
68.1
62.0
55.9
51.1
26.0
22.0
20.0
18.0
50.0
45.5
39.0
34.0
31.0
29.5
28.4
25.4
23.6
21.1
19.0
16.5
16.5
36.0
31.0
30.0
26.9
26.0
24.4
21.1
19.1
16.5
16.5
16.0
76.7
64.0
60.5
55.0
50.0
40.9
38.1
34.5
31.0
28.4
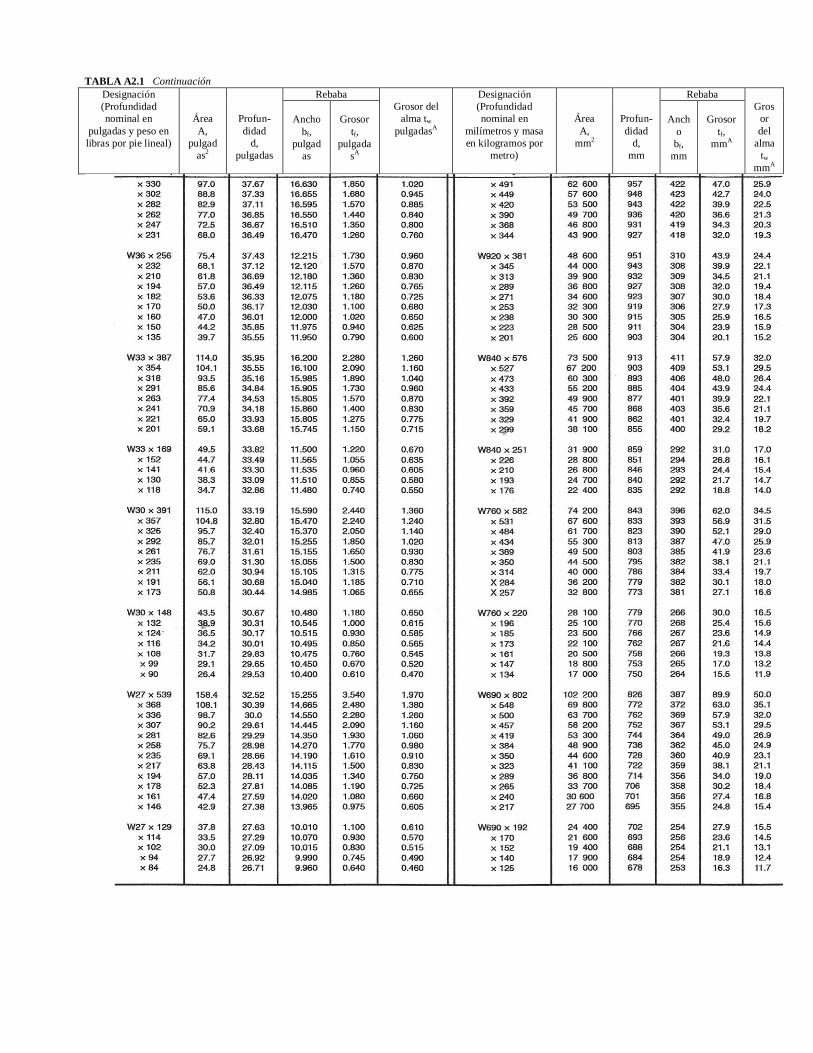
TABLA A2.1 Continuación
Designación
(Profundidad
nominal en
pulgadas y peso en
libras por pie lineal)
Área
A,
pulgad
as2
Profun-
didad
d,
pulgadas
Rebaba
Grosor del
alma tw
pulgadasA
Designación
(Profundidad
nominal en
milímetros y masa
en kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Gros
or
del
alma
tw
mmA
Ancho
bf,
pulgad
as
Grosor
tf,
pulgada
sA
Anch
o
bf,
mm
Grosor
tf,
mmA
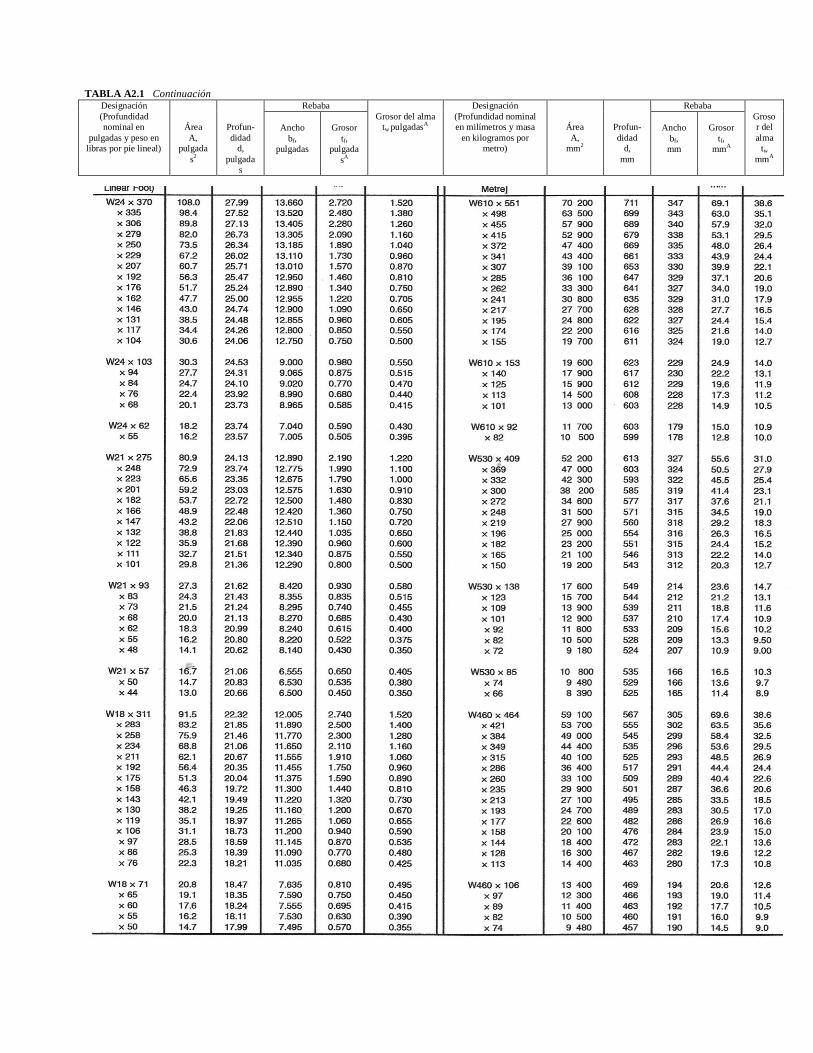
TABLA A2.1 Continuación Designación
(Profundidad
nominal en
pulgadas y peso en
libras por pie lineal)
Área
A,
pulgada
s2
Profun-
didad
d,
pulgada
s
Rebaba
Grosor del alma
tw pulgadasA
Designación
(Profundidad nominal
en milímetros y masa
en kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Groso
r del
alma
tw
mmA
Ancho
bf,
pulgadas
Grosor
tf,
pulgada
sA
Ancho
bf,
mm
Grosor
tf,
mmA
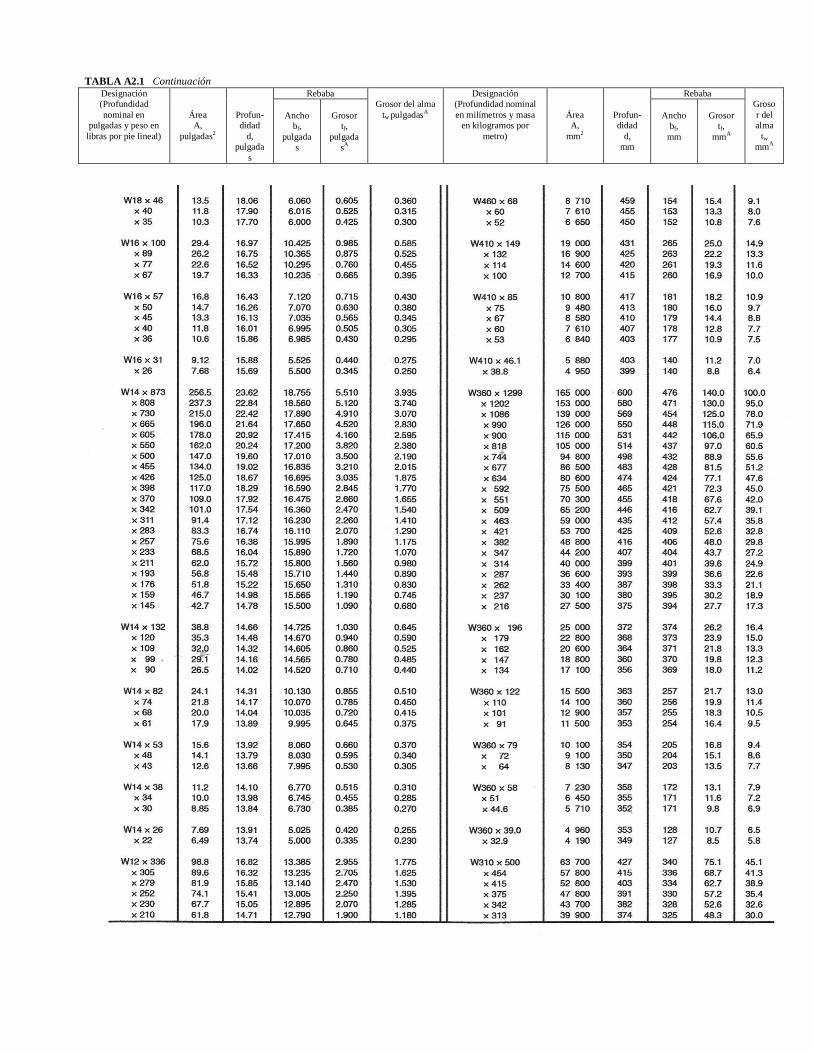
TABLA A2.1 Continuación Designación
(Profundidad
nominal en
pulgadas y peso en
libras por pie lineal)
Área
A,
pulgadas2
Profun-
didad
d,
pulgada
s
Rebaba
Grosor del alma
tw pulgadasA
Designación
(Profundidad nominal
en milímetros y masa
en kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Groso
r del
alma
tw
mmA
Ancho
bf,
pulgada
s
Grosor
tf,
pulgada
sA
Ancho
bf,
mm
Grosor
tf,
mmA
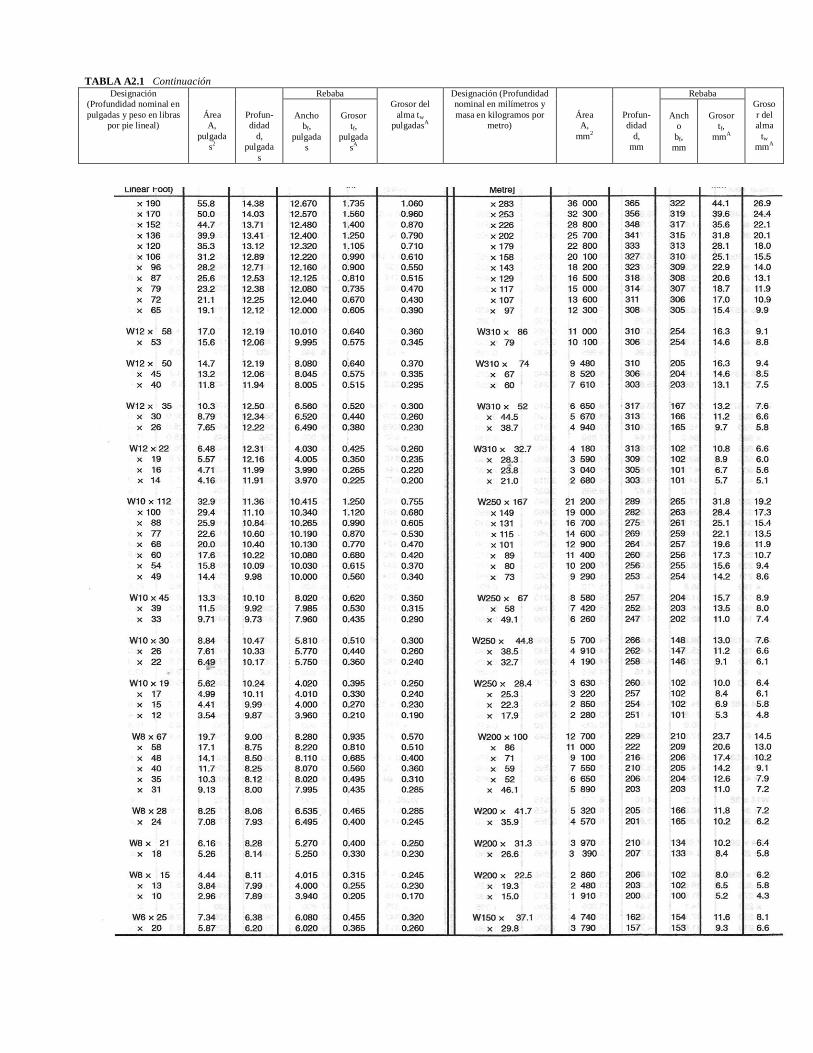
TABLA A2.1 Continuación Designación
(Profundidad nominal en
pulgadas y peso en libras
por pie lineal)
Área
A,
pulgada
s2
Profun-
didad
d,
pulgada
s
Rebaba
Grosor del
alma tw
pulgadasA
Designación (Profundidad
nominal en milímetros y
masa en kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Groso
r del
alma
tw
mmA
Ancho
bf,
pulgada
s
Grosor
tf,
pulgada
sA
Anch
o
bf,
mm
Grosor
tf,
mmA
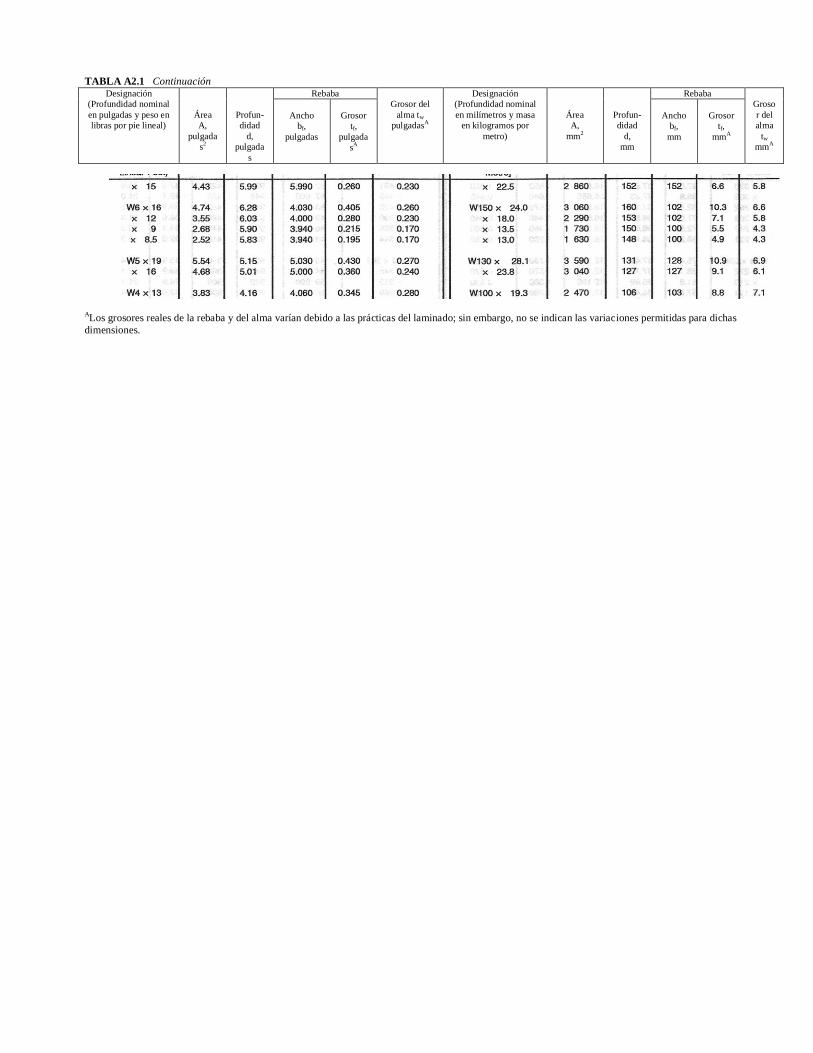
TABLA A2.1 Continuación Designación
(Profundidad nominal
en pulgadas y peso en
libras por pie lineal)
Área
A,
pulgada
s2
Profun-
didad
d,
pulgada
s
Rebaba
Grosor del
alma tw
pulgadasA
Designación
(Profundidad nominal
en milímetros y masa
en kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Groso
r del
alma
tw
mmA
Ancho
bf,
pulgadas
Grosor
tf,
pulgada
sA
Ancho
bf,
mm
Grosor
tf,
mmA
ALos grosores reales de la rebaba y del alma varían debido a las prácticas del laminado; sin embargo, no se indican las variaciones permitidas para dichas
dimensiones.

TABLA A2.2 Perfiles “S”
Designación
(Profundidad
nominal en
pulgadas y peso
en libras por pie
lineal)
Área
A,
pulgada
s2
Profun-
didad
d,
pulgadas
Rebaba
Grosor del
alma tw
pulgadasA
Designación
(Profundidad
nominal en
milímetros y masa
en kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Grosor del
alma tw
mmA
Ancho
bf,
pulgadas
Grosor
tf,
pulgada
sA
Ancho
bf,
mm
Grosor
tf,
mmA
ALos grosores reales de la rebaba y del alma varían debido a las prácticas del laminado; sin embargo, no se indican las variaciones permitidas para dichas
dimensiones.
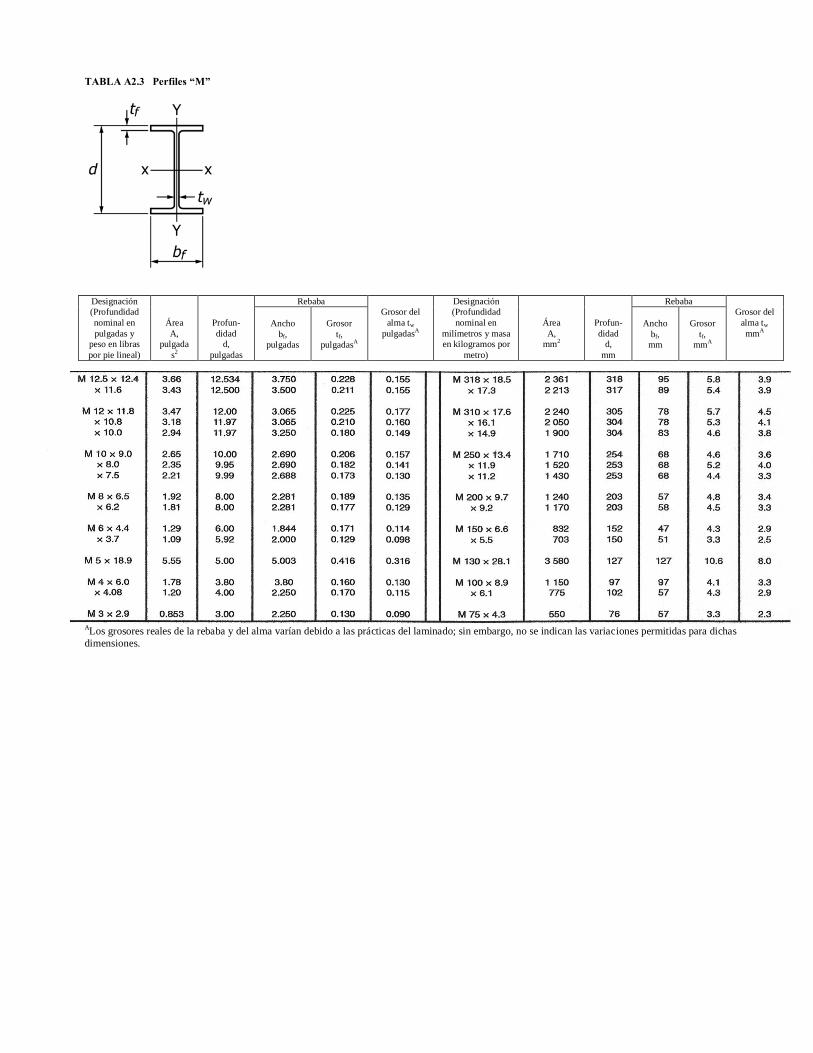
TABLA A2.3 Perfiles “M”
Designación
(Profundidad
nominal en
pulgadas y
peso en libras
por pie lineal)
Área
A,
pulgada
s2
Profun-
didad
d,
pulgadas
Rebaba
Grosor del
alma tw
pulgadasA
Designación
(Profundidad
nominal en
milímetros y masa
en kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Grosor del
alma tw
mmA
Ancho
bf,
pulgadas
Grosor
tf,
pulgadasA
Ancho
bf,
mm
Grosor
tf,
mmA
ALos grosores reales de la rebaba y del alma varían debido a las prácticas del laminado; sin embargo, no se indican las variaciones permitidas para dichas
dimensiones.
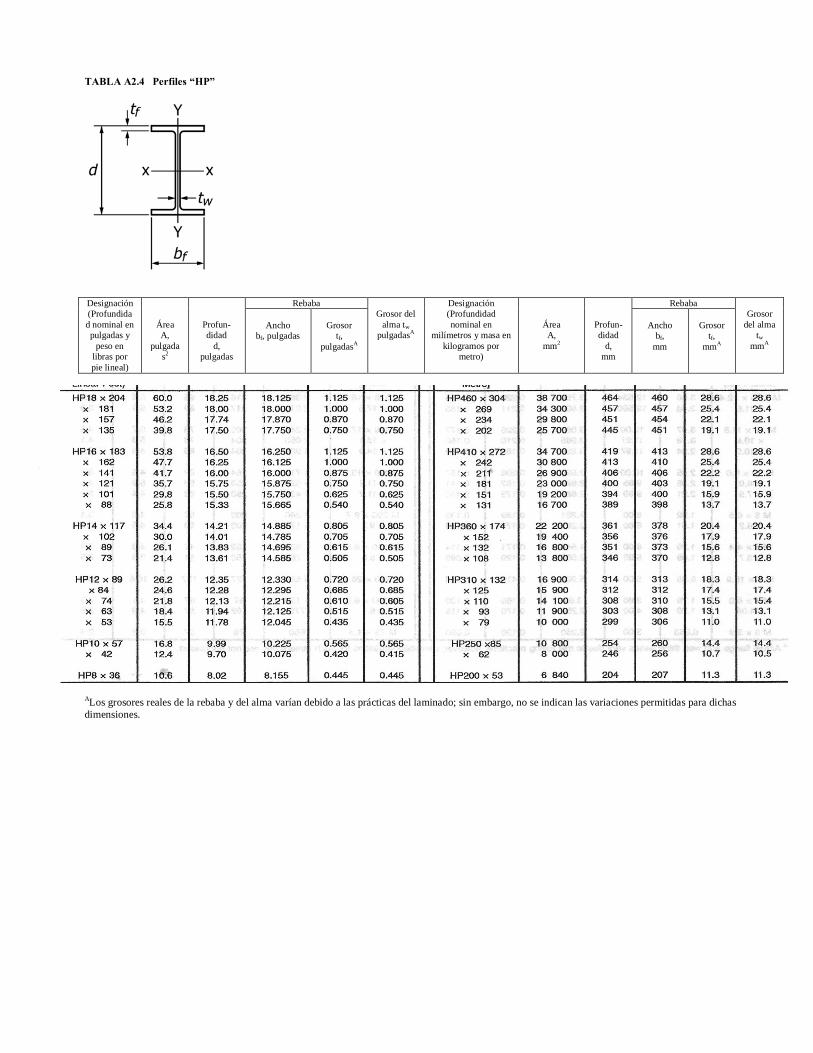
TABLA A2.4 Perfiles “HP”
Designación
(Profundida
d nominal en
pulgadas y
peso en
libras por
pie lineal)
Área
A,
pulgada
s2
Profun-
didad
d,
pulgadas
Rebaba
Grosor del
alma tw
pulgadasA
Designación
(Profundidad
nominal en
milímetros y masa en
kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Grosor
del alma
tw
mmA
Ancho
bf, pulgadas
Grosor
tf,
pulgadasA
Ancho
bf,
mm
Grosor
tf,
mmA
ALos grosores reales de la rebaba y del alma varían debido a las prácticas del laminado; sin embargo, no se indican las variaciones permitidas para dichas
dimensiones.
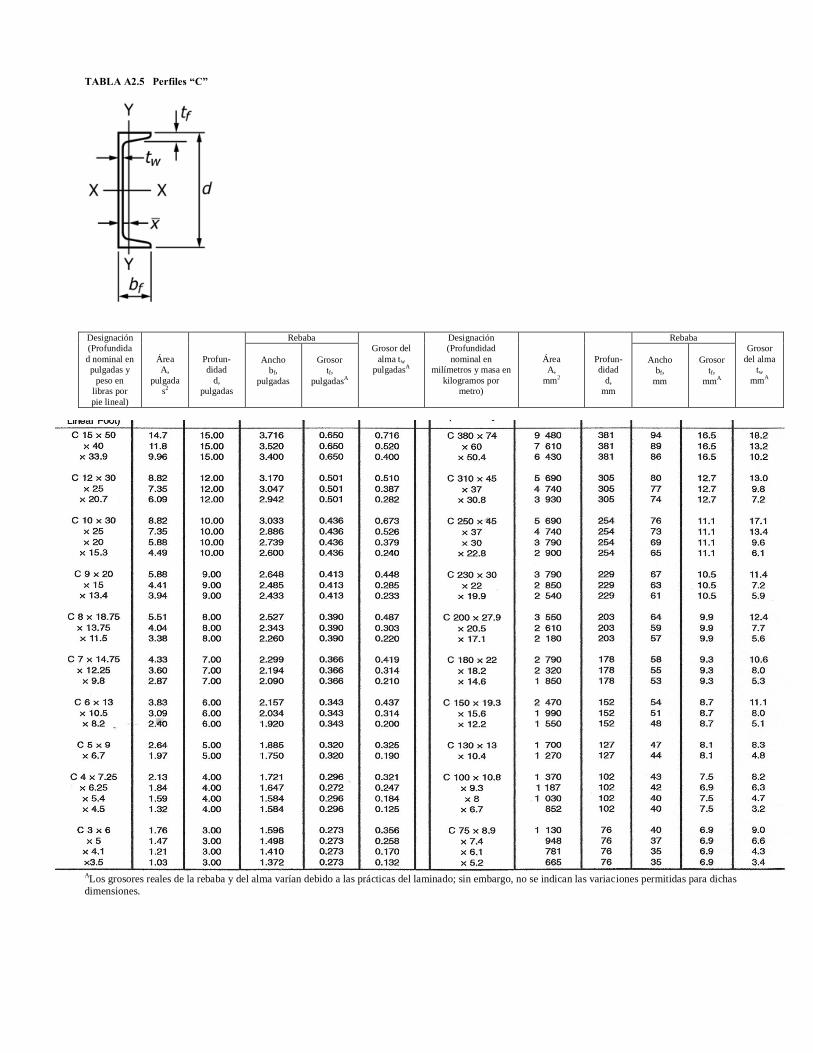
TABLA A2.5 Perfiles “C”
Designación
(Profundida
d nominal en
pulgadas y
peso en
libras por
pie lineal)
Área
A,
pulgada
s2
Profun-
didad
d,
pulgadas
Rebaba
Grosor del
alma tw
pulgadasA
Designación
(Profundidad
nominal en
milímetros y masa en
kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Grosor
del alma
tw
mmA
Ancho
bf,
pulgadas
Grosor
tf,
pulgadasA
Ancho
bf,
mm
Grosor
tf,
mmA
ALos grosores reales de la rebaba y del alma varían debido a las prácticas del laminado; sin embargo, no se indican las variaciones permitidas para dichas
dimensiones.
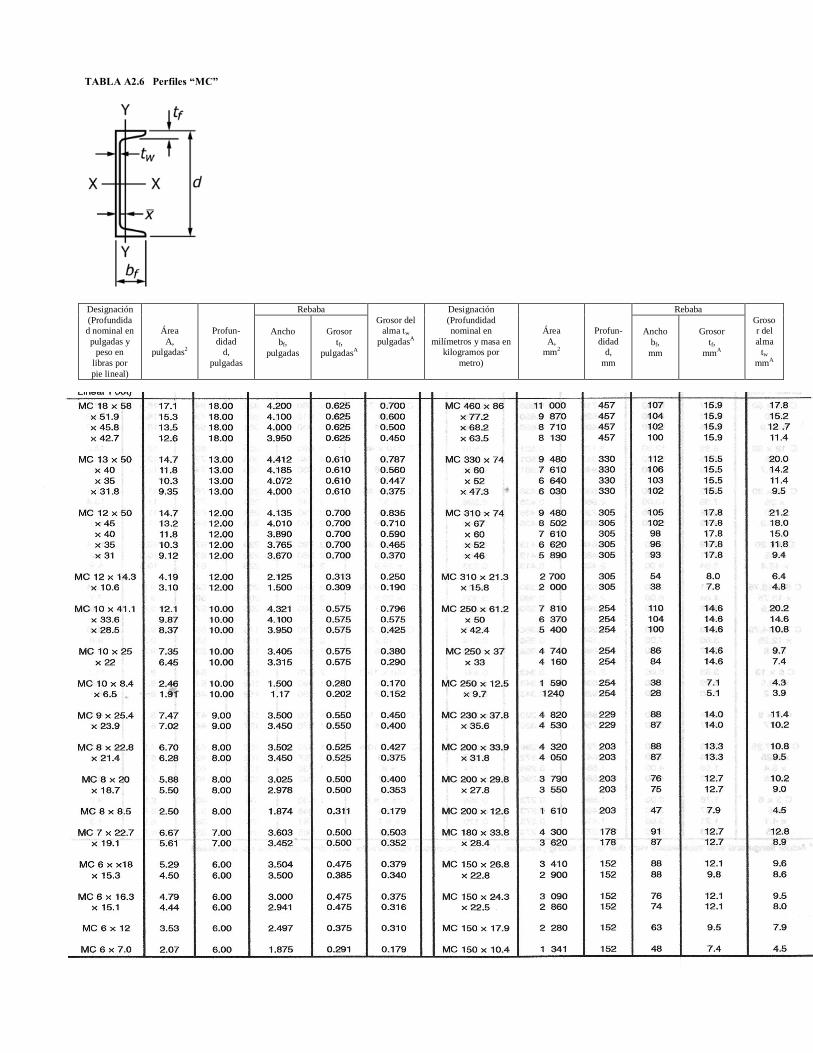
TABLA A2.6 Perfiles “MC”
Designación
(Profundida
d nominal en
pulgadas y
peso en
libras por
pie lineal)
Área
A,
pulgadas2
Profun-
didad
d,
pulgadas
Rebaba
Grosor del
alma tw
pulgadasA
Designación
(Profundidad
nominal en
milímetros y masa en
kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Groso
r del
alma
tw
mmA
Ancho
bf,
pulgadas
Grosor
tf,
pulgadasA
Ancho
bf,
mm
Grosor
tf,
mmA
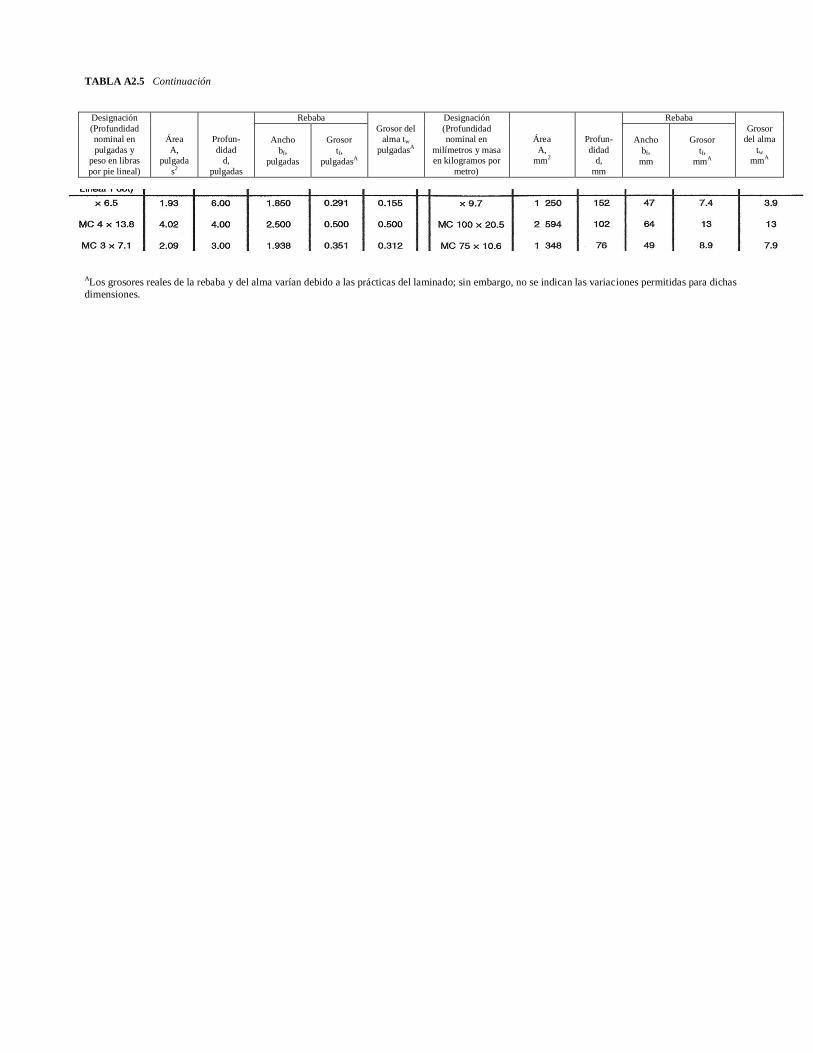
TABLA A2.5 Continuación
Designación
(Profundidad
nominal en
pulgadas y
peso en libras
por pie lineal)
Área
A,
pulgada
s2
Profun-
didad
d,
pulgadas
Rebaba
Grosor del
alma tw
pulgadasA
Designación
(Profundidad
nominal en
milímetros y masa
en kilogramos por
metro)
Área
A,
mm2
Profun-
didad
d,
mm
Rebaba
Grosor
del alma
tw
mmA
Ancho
bf,
pulgadas
Grosor
tf,
pulgadasA
Ancho
bf,
mm
Grosor
tf,
mmA
ALos grosores reales de la rebaba y del alma varían debido a las prácticas del laminado; sin embargo, no se indican las variaciones permitidas para dichas
dimensiones.
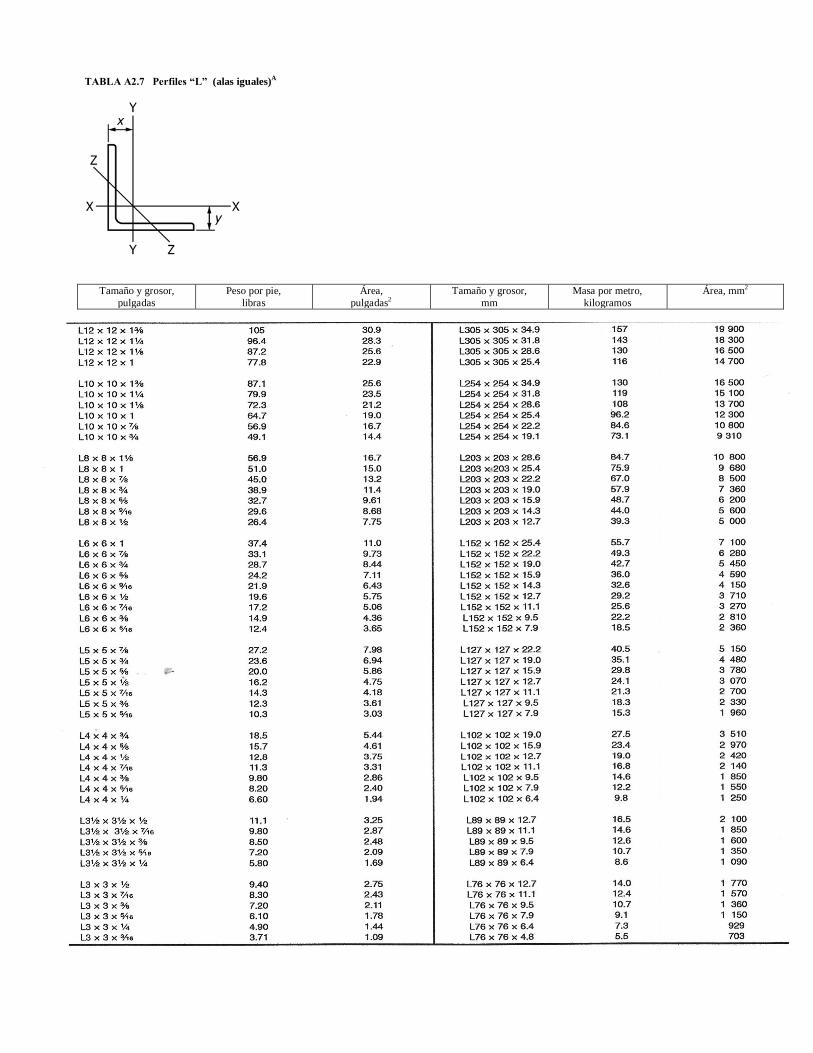
TABLA A2.7 Perfiles “L” (alas iguales)A
Tamaño y grosor,
pulgadas
Peso por pie,
libras
Área,
pulgadas2
Tamaño y grosor,
mm
Masa por metro,
kilogramos
Área, mm2
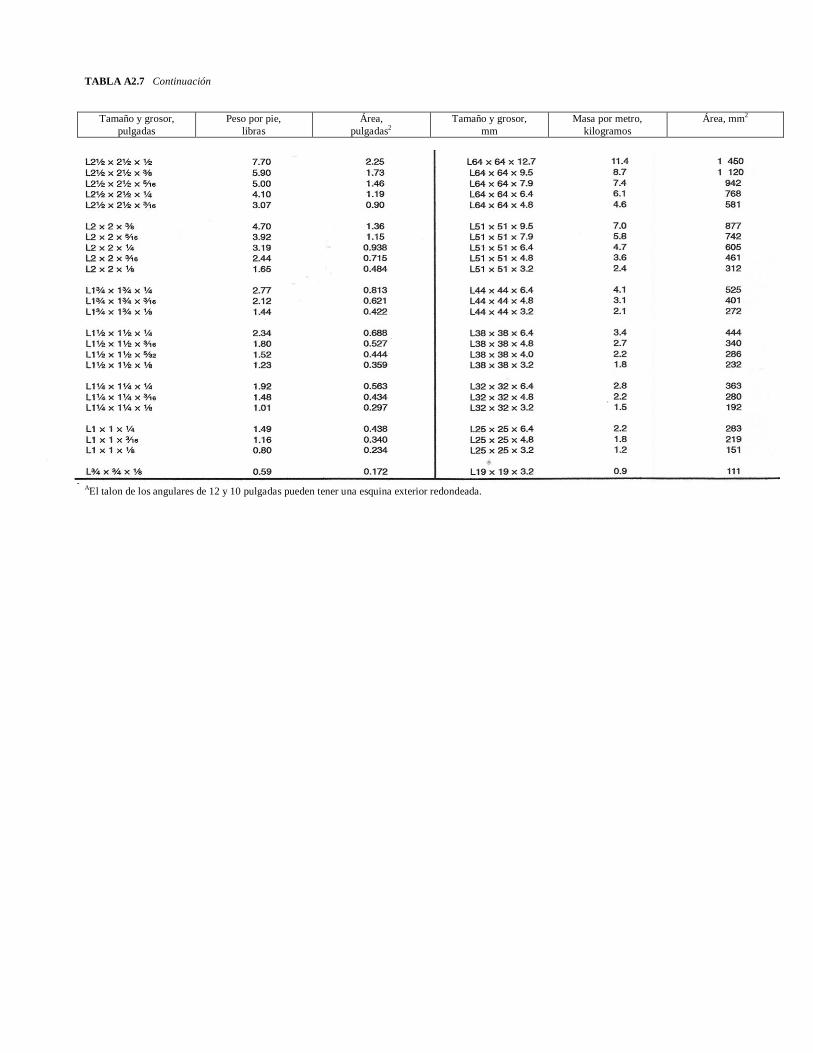
TABLA A2.7 Continuación
Tamaño y grosor,
pulgadas
Peso por pie,
libras
Área,
pulgadas2
Tamaño y grosor,
mm
Masa por metro,
kilogramos
Área, mm2
AEl talon de los angulares de 12 y 10 pulgadas pueden tener una esquina exterior redondeada.

TABLA A2.8 Perfiles ¨L¨ (alas desiguales)
Tamaño y grosor,
pulgadas
Peso por pie,
libras
Área,
pulgadas2
Tamaño y grosor,
mm
Masa por metro,
kilogramos
Área, mm2

TABLA A2.8 Continuación
Tamaño y grosor,
pulgadas
Peso por pie,
libras
Área,
pulgadas2
Tamaño y grosor,
mm
Masa por metro,
kilogramos
Área, mm2
APÉNDICES
(Información no obligatoria)
X1. BOBINAS COMO FUENTE DE PRODUCTOS ESTRUCTURALES
X1.1 Los trenes de laminación en caliente normalmente están equipados con bobinadoras. A pesar de los distintos tipos de sistemas empleados durante o después de las operaciones de laminado, es común que el acero se enrolle en la bobinadora a
temperaturas en el rango de eliminación de tensiones. En general, dichas temperaturas son más altas al aumentar el grosor del
acero. Subsecuentemente las bobinas se enfrían a temperatura ambiente, en donde los pliegues exteriores e interiores se enfrían
más rápido que los centrales. Las diferencias en las velocidades de enfriamiento pueden resultar en diferencias medibles en las
propiedades mecánicas a través de toda la bobina. Los datos confirman la reducción del límite elástico y la fuerza de tensión al
aumentar el porcentaje de elongación del acero con índices de enfriamiento más lentos que la temperatura ambiente para
embobinar. Dichas diferencias son adicionales a los efectos sobre las propiedades mecánicas causadas por las diferencias en el
análisis térmico y la segregación química.
X2. VARIACIÓN DE LAS PROPIEDADES DE TRACCIÓN EN CHAPAS Y PERFILES
X2.1 Los requisitos de la prueba de tensión de la presente especificación sólo tienen como propósito describir las propiedades
de tracción de una colada de acero para determiner el cumplimiento de los requisitos de la especificación del producto que aplica.
Dichos procedimientos de prueba no pretenden definir los límites superiores o inferiores de las propiedades de tensión en todas
las ubicaciones posibles de prueba dentro de una colada de acero. Es bien sabido y documentado que las propiedades de tensión
variarán dentro de una colada o una pieza individual de acero como una función de la composición química, el proceso, el
procedimiento de prueba y otros factores. Por lo tanto, incumbe a los diseñadores y a los ingenieros utilizar una opinión acertada
de ingeniería cuando se utilicen los resultados de la prueba de tensión que se muestran en los informes de pruebas. Los procedimientos de las pruebas de la presente especificación proporcionan productos estructurales adecuados para criterios
normales de diseño estructural.
X2.2 El Instituto americano de hierro y acero (AISI, por sus siglas en inglés)9 condujo una encuesta de la variación que se
espera en las propiedades de tracción que se obtienen de las chapas y los perfiles estructurales. Los resultados de esta encuesta se
encuentran en Contribuciones a la metalurgia del acero titulado "La variación del análisis del producto y las propiedades de
tracción - chapas y perfiles de reborde ancho de acero al carbono" (SU/18, SU/19 y SU/20), publicados en septiembre 1974. Los
datos se presentan en tablas de probabilidad de que las propiedades de tracción cuando se toman en una ubicación distinta a la
oficial pueden variar de las reportadas según la ubicación oficial. Otra encuesta patrocinada por AISI titulada "Análisis
estadístico de las Propiedades mecánicas de chapas estructurales" fue publicada en enero de 2003. La encuestra analizaba los
resultados de variabilidad al realizar pruebas en aceros más modernos que generalmente eran aceros con un límite mínimo de
elasticidad más alto y también comparó aquellos resultados estadísticamente con las encuestas anteriores.10
X2.3 Esta especificación no contiene requisitos aplicables a las pruebas de tensión de los productos; el cumplimiento con la
especificación del producto que aplica se determina en base a las pruebas realizadas en las instalaciones del fabricante o del
transformador previo al envío, al menos que se especifique algo distinto.
X2.4 Un grupo de trabajo del Sub comité A01.02 de ASTM determinó, en base a una revisión que se realizó a los datos AISI
anteriores9, que la variación de las propiedades de tracción de chapas y perfiles estructurales se pueden expresar como una
función de requisitos especificados: una desviación estándar es igual, aproximadamente, a 4% de la fuerza de tracción requerida,
8% del límite de elasticidad requerido y a 3 puntos porcentuales de la elongación requerida. La encuesta de enero de 2003
resultó con datos similares.
X2.5 Los criterios de aceptación de las pruebas de productos que tienen base en estos valores, ya sea debajo del mínimo o arriba
del máximo permitido de la especificación del producto que aplica, generalmente los aceptan los fabricantes. Dichas tolerancias
las pueden considerar los usuarios de los productos estructurales como una base razonable para aceptar los productos
estructurales que, debido a su variabilidad inherente, se desvían de los requisitos de la especificación del producto que aplica
cuando están sujetos a pruebas de tensión.
9 Originalmente publicado por el Instituto americano de hierro y acero (AISI, por sus siglas en inglés), 1140 Connecticut Ave., NW, Suite 705, Washington, DC 20036,
http://www.steel.org. Disponible en las oficinas centrales de ASTM como PCN: 29-000390-02. 10
Disponible en el Instituto americano de hierro y acero (AISI, por sus siglas en inglés), directamente en http://www.steel.org/infrastructure/bridges/index.html.
X3. CAPACIDAD DEL ACERO DE PODERSE SOLDAR
X3.1 Soldabilidad es un término que, generalmente, se refiere a la facilidad relativa con la cual se puede soldar un metal
utilizando prácticas convencionales. Las dificultades aparecen en el acero cuando los índices de enfriamiento asociados con los
ciclos térmicos para soldar producen microestructuras (por ejemplo, martensita) que son susceptibles a quebrarse o, más
comúnmente, rajaduras inducidas por hidrógeno (o por frío)11. (La solidificación o las grietas en caliente es un fenómeno
relativamente raro, y no se mencionará aquí. Consulte Randall12 para obtener mayor información).
X3.2 La sensibilidad relativa de los aceros para formar microestructuras que se agrietan con el frío se le llama templabilidad y
se puede medir en varias formas. Probablemente el método más popular de evaluar esto es por medio de la fórmula de
equivalencia de carbono (CE, por siglas en inglés), la cual intenta equiparar las contribuciones de dureza relativa de los
elementos constitutivos de un acero (por ejemplo, manganeso, vanadio) a una cantidad equivalente de carbono, el cual es el
agente de endurecimiento o temple más significativo. La fórmula más popular es la ecuación del Instituto internacional de
soldaduras (IIW, por sus siglas en inglés) presentada en S31.2, la cual se ha visto que es adecuada para predecir el temple o
dureza en un rango amplio de aceros de carbono-manganeso y de baja aleación comúnmente utilizados.13
X3.3 Sin embargo, se debe notar que para la generación actual de los aceros de baja aleación y bajo carbono (<0.10%) que
derivan su fuerza de una combinación de microaleaciones y métodos de procesamiento térmico, el uso de otras fórmulas puede
evaluar de forma más exacta la dureza y la sensibilidad de las grietas por frío.14
X3.4 Para un gran número de aplicaciones estructurales comunes no es necesario especificar el uso de los límites CE. Sin
embargo, para obtener un nivel más alto de confianza para evitar las grietas en frío, los controles químicos en S31 están
disponibles. Un comprador que especifica el uso de S31 debe estar consciente que hay varios factores involucrados en la
selección sensata de un valor CE máximo, según sigue:
X3.4.1 Grosor(es) del metal de retención/base de la producción real,
X3.4.2 Compatibilidad de resistencias entre el metal de relleno y el metal base,
X3.4.3 Contenido de hidrógeno dispersable del metal para soldar depositado,
X3.4.4 Temperaturas de precalientamiento y de inter pase,
X3.4.5 Limpieza del metal de relleno y del metal base, y
X3.4.6 Entrada de calor.
X3.5 Aunque se cree que los aceros CE bajos son inmunes a problemas de grietas por soldadura, al no considerar estos factores
y algunos otros, se han dado problemas de grietas en soldaduras o en metal base HAZ (zona afectada por el calor) en dichos
aceros.12
X3.6 Es importante notar que la equivalencia de carbono solamente es una evaluación cualitativa de problemas potenciales de
soldadura y no se debe confiar solamente en esto para asegurar la integridad de la soldadura. Es importante el uso apropiado de
las especificaciones de soldaduras, además del conocimiento de las condiciones de construcción reales.
X4. RADIO PARA FLEXIÓN EN FRÍO
X4.1 Los radios de flexión mínimos sugeridos para formación en frío son enumerados para las Designaciones de grupos de A a
F, inclusive, según se define en la Tabla X4.1. Los radios sugeridos enumerados en la Tabla X4.2 se deben utilizar como
mínimos en la fabricación típica. El material que no se forma satisfactoriamente cuando se fabrica según la Tabla X4.2 puede
quedar sujeta a que se rechace, dependiendo de la negociación con el proveedor de acero. Cuando se necesitan flexiones más
estrechas, se le debe consultar al fabricante.
11
Graville, B.A., Los principios del control de grietas en frío en soldaduras, Dominion Bridge Company, 1975. 12
Randall, M.D., "Factores del procedimiento de soldar que afectan la soldabilidad para servicios", Soldabilidad de los aceros, por Stout y Doty, Consejo de investigación de soldabilidad. 13
Bailey, N., "El desarrollo y uso de un equivalente de carbono en Gran Bretaña", Dureza de los aceros, Abington Publishing, 1990. 14
Instituto internacional de soldaduras, "Guía a la metalurgía de las soldaduras y la soldabilidad de los aceros laminados micro aleados de bajo carbono", documento IIS/IIW-843-87.
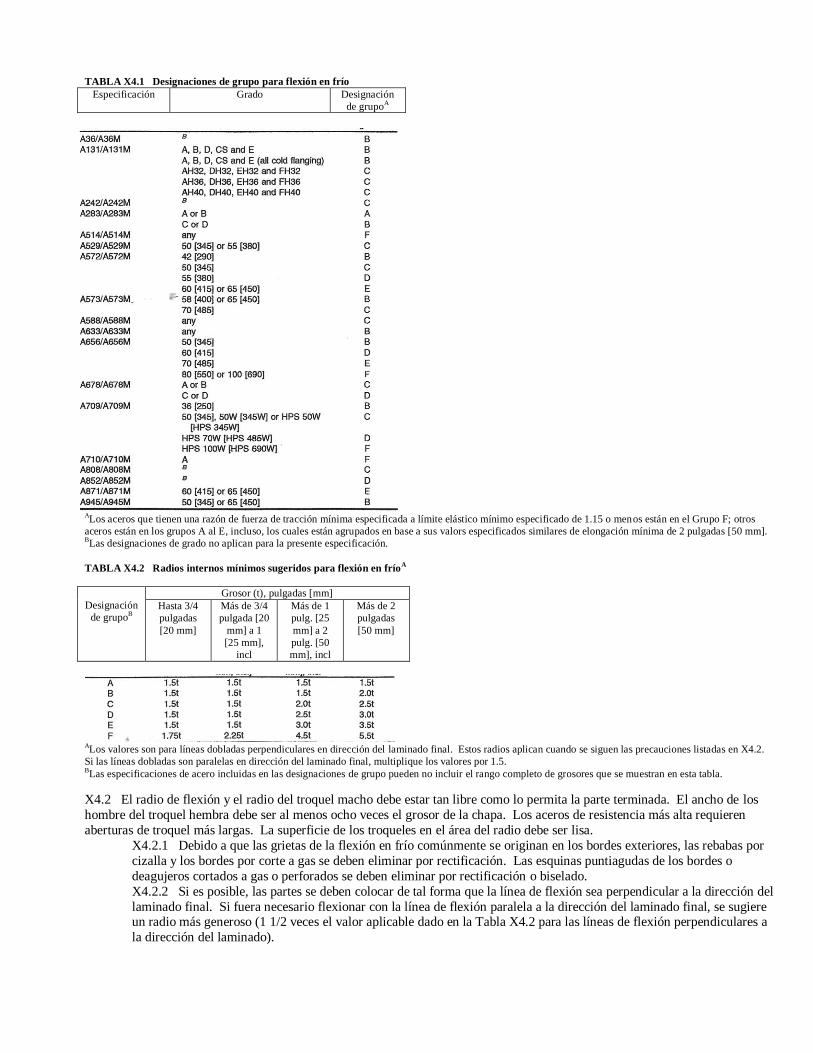
TABLA X4.1 Designaciones de grupo para flexión en frío
Especificación Grado Designación
de grupoA
ALos aceros que tienen una razón de fuerza de tracción mínima especificada a límite elástico mínimo especificado de 1.15 o menos están en el Grupo F; otros
aceros están en los grupos A al E, incluso, los cuales están agrupados en base a sus valors especificados similares de elongación mínima de 2 pulgadas [50 mm]. BLas designaciones de grado no aplican para la presente especificación.
TABLA X4.2 Radios internos mínimos sugeridos para flexión en fríoA
Designación
de grupoB
Grosor (t), pulgadas [mm]
Hasta 3/4
pulgadas
[20 mm]
Más de 3/4
pulgada [20
mm] a 1
[25 mm],
incl
Más de 1
pulg. [25
mm] a 2
pulg. [50
mm], incl
Más de 2
pulgadas
[50 mm]
ALos valores son para líneas dobladas perpendiculares en dirección del laminado final. Estos radios aplican cuando se siguen las precauciones listadas en X4.2.
Si las líneas dobladas son paralelas en dirección del laminado final, multiplique los valores por 1.5. BLas especificaciones de acero incluidas en las designaciones de grupo pueden no incluir el rango completo de grosores que se muestran en esta tabla.
X4.2 El radio de flexión y el radio del troquel macho debe estar tan libre como lo permita la parte terminada. El ancho de los
hombre del troquel hembra debe ser al menos ocho veces el grosor de la chapa. Los aceros de resistencia más alta requieren
aberturas de troquel más largas. La superficie de los troqueles en el área del radio debe ser lisa.
X4.2.1 Debido a que las grietas de la flexión en frío comúnmente se originan en los bordes exteriores, las rebabas por
cizalla y los bordes por corte a gas se deben eliminar por rectificación. Las esquinas puntiagudas de los bordes o
deagujeros cortados a gas o perforados se deben eliminar por rectificación o biselado.
X4.2.2 Si es posible, las partes se deben colocar de tal forma que la línea de flexión sea perpendicular a la dirección del
laminado final. Si fuera necesario flexionar con la línea de flexión paralela a la dirección del laminado final, se sugiere un radio más generoso (1 1/2 veces el valor aplicable dado en la Tabla X4.2 para las líneas de flexión perpendiculares a
la dirección del laminado).
X4.3 Referencias X4.3.1 Holt, G.E., et al, "Minimum Cold Bend Radii Project - Final Report,", Concurrent Technologies Corporation, January
27, 1997.15
X4.3.2 Brockenbrough, R.L., "Fabrication Guidelines for Cold Bending," R.L. Brockenbrough & Associates, June 28, 1998.15
RESUMEN DE LOS CAMBIOS
El comité A01 ha identificado la ubicación de los cambios seleccionados a la presente norma desde la última emisión (A6/A6M-
13a) que pueda impactar el uso de la presente. (Aprobado en mayo 1, 2014)
(1) Se revisó la Nota 2 de Tabla 1 y Nota 1 de Tabla A1.1.
El comité A01 ha identificado la ubicación de los cambios seleccionados a la presente norma desde la última emisión (A6/A6M -
13) que pueda impactar el uso de la presente. (Aprobado en octubre 1, 2013)
(1) Se revisó 7.1.2 y se agregó la Nota 3.
El comité A01 ha identificado la ubicación de los cambios seleccionados a la presente norma desde la última emisión (A6/A6M - 12a) que pueda impactar el uso de la presente. (Aprobado en mayo 1, 2013).
(1) Se agregó 5.2
(2) Se revisaron 1.1, 3.1.15, 6.2.1 y 11.5.3.2.
(3) Se revisó 5.1
(4) Se revisó la Tabla 3 y la Tabla A1.3.
(5) Cambio en la Tabla A2.3, se eliminó M 4 3.45 y M 3.2.
El comité A01 ha identificado la ubicación de los cambios seleccionados a la presente norma desde la última emisión (A6/A6M -
12) que pueda impactar el uso de la presente. (Aprobado en noviembre 1, 2012).
(1) Se revisó la Tabla X4.1.
ASTM International no toma parte respecto a la validez de los derechos de patentes establecidos en relación con cualquier inciso mencionado en la presente norma. Los usuarios de esta norma están advertidos expresamente que la determinación de la validez de dichos derechos de patente y el riesgo de infringir tales derechos son totalmente responsabilidad de ellos. La presente norma queda sujeta a revisión en cualquier momento por parte del comité técnico responsable y se debe revisar cada cinco años y, sin no se revisa, se debe aprobar de nuevo o eliminar. Quedan invitados a realizar sus comentarios, ya sea para revisión de la presente norma o para incluir nuevas normas y estos comentarios se deben enviar a las oficinas centrales de ASTM International. El comité técnico responsable tomará en consideración sus comentarios y los discutirá en una reunión a la cual puede asistir. Si considera que sus comentarios no se han atendido de forma justa, debe dar a conocer sus puntos de vista al Comité de normas de ASTM, en la dirección abajo mencionada. ASTM International tiene los derechos reservados de la presente norma. 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2929, United States.
15
Disponible en el Instituto americano de hierro y acero (AISI, por sus siglas en inglés), 1140 Connecticut Ave., NW, Suite 705, Washington, DC 20036, http://www.steel.org.


















