detección precoz de anomalías en el desarrollo del aparato locomotor
description
I.G.P. s.r.l. Gral. Pintos 1028 (B1768BTN) Ciudad Madero. Pcia. de Buenos Aires - Argentina
Tel: (05411) 4652-6446/48 . Fax: Int. 104 [email protected] www.igp-srl.com.ar
1
NUEVO MTODO DE DIAGNSTICO DE DESARROLLO DE ANOMALIAS METALES. Presentamos el nuevo mtodo de inspeccin integral y universal inventado en
Rusia llamado: DIAGNOSTICO DE DESARROLLO DE ANOMALIAS EN METALES (DDAM),
relacionado con la inspeccin del campo magntico natural que tiene cada metal. Cada metal en su ideal debe tener una reja de cristales uniforme y regular. En la
prctica no existen metales con esa reja ideal. Siempre hay deformaciones causadas por sobrecargas, corrosiones, dislocaciones, etc. Como resultado de esas deformaciones la estructura del metal va a tener densidades diversas. La esencia del mtodo es localizar los nodos de tensin interna y rea de baja densidad. Ningn mtodo de influencia artificial puede detectar esas micro - anomalas. El mtodo DDAM es capaz de leer la informacin magntica natural interior.
EL sistema es apto para inspeccin de refineras, destileras, recipientes, tanques, tensores de puentes, etc.
El Mtodo DDAM es el mtodo mas practico para detectar 100% de los defectos
existentes, indicar lugares donde pueden aparecer los nuevos defectos y presentar al cliente un informe integral sobre el estado actual y futuro del cao, equipo y/o estructura, preparar las recomendaciones para reparaciones, indicar si es necesario el cambio del cao y cuanto tiempo el cao o equipo puede durar en esas condiciones.
Ventajas de mtodo DDAM - Cobertura 100% en la superficie externa, interna y interior del metal. - Puede detectar corrosin, fatiga, rajaduras, fallas de fabricacin, etc. - No necesita generador de impulsos, ni magnetizador artificial. - No es necesario quitar el aislamiento, ni limpiar la superficie a inspeccionar.
- El mtodo es universal: puede scanear caos, cilindros, recipientes, o cualquier
equipo sin necesidad de parar su funcionamiento. - El mtodo puede predecir el lugar donde podra aparecer una falla nueva.
I.G.P. s.r.l. Gral. Pintos 1028 (B1768BTN) Ciudad Madero. Pcia. de Buenos Aires - Argentina
Tel: (05411) 4652-6446/48 . Fax: Int. 104 [email protected] www.igp-srl.com.ar
2
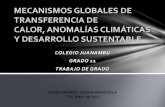
La figura presenta la deteccin de una corrosin hecha por las indicaciones del
campo magntico Hp en un cao de agua.
La cavidad peligrosa determinada por mtodo DDDM por el perfil del cao. reas de aplicacin 3 EMPRESAS ELECTRICAS equipo termo e hidroelctrico, calderas,
caeras, recipientes, soldaduras, armaduras, turbinas, soportes, etc. 3 EMPRESAS QUIMICAS Y FERTILIZANTES - conductas y caera,
recipientes, soldaduras, armaduras, etc. 3 REFINERIAS, TRANSPORTADORES DE GAS Y PETRLEO Caeras
de gas, petrleo y derivados, equipos compresores, serpentinas aisladas, turbinas, etc.
3 SIDERURGIA - Maquinaria, soportes, productos terminados, etc 3 FERROCARRILES carriles, ruedas, vas, locomotoras y vagones, etc. 3 TRANSPORTE MARITIMO motores, caera, hlices, soportes, etc. 3 TRANSPORTE AEREO Turbinas y bombas, juntas y tornillos, alas, chasis 3 OBRAS CIVILES gras, puentes, columnas, minas, plataformas de
perforacin
I.G.P. s.r.l. Gral. Pintos 1028 (B1768BTN) Ciudad Madero. Pcia. de Buenos Aires - Argentina
Tel: (05411) 4652-6446/48 . Fax: Int. 104 [email protected] www.igp-srl.com.ar
3
El mtodo indica dnde se encuentra el rea de mayor peligro, dnde est la concentracin de tensiones, y donde puede ocurrir una avera.
Inspeccin en recipientes La figura muestra las lneas ms peligrosas de un recipiente. Lneas KH (en rojo) indican la zona de mayor peligro causado por corrosin y fatiga de metal en ese lugar. La interpretacin correcta de las lneas roja, verde y azul indica si el defecto es interior o exterior
Los resultados del control 360 grados para un recipiente de hidrocarburos
El campo Hp indica las reas defectuosas y peligrosas. Hay que prestar ms atencin a las reas 190, 320, 337, 340, 157, 83. Este mtodo indica (y esta es la ventaja) dnde,exactamente, hay que aplicar el refuerzo. Las zona 337 es la mas peligrosa porque coinciden las lneas rojas y azul. Pareciera que las zonas 320 y 190 tienen defectos mas graves pero no, el proceso se termino y no se agravara aunque parezca mas importante.
Cabe aclarar que este Mtodo se ha patentado y se encuentra en uso desde
hace 12 aos, con xito en Rusia, Polonia, China, etc. Experiencia y trabajos ejecutados Inspeccin de caeras de refineras y usinas termoelctricas, inclusive caos,
codos y serpentinas de forma compleja, aislados, con fluidos y vapores, sin para el funcionamiento y sin sacar el aislamiento.
I.G.P. s.r.l. Gral. Pintos 1028 (B1768BTN) Ciudad Madero. Pcia. de Buenos Aires - Argentina
Tel: (05411) 4652-6446/48 . Fax: Int. 104 [email protected] www.igp-srl.com.ar
4
Inspeccin de calderas y reactores, sin abrir el revestimiento, inspeccin de soldaduras circulares y longitudinales, lugares del acceso complicado, perforaciones
Turbinas de usinas y estaciones compresoras, inspeccin de 100% de la estructura, inclusive conductos enterrados
Ductos areos. Pronstico: de vida remanente en oleoductos y gasoductos. Scaneo simultneo de parte exterior, interior e interna, sin abrir el aislamiento o limpiar las pinturas, inspeccin de soldaduras, sin retirar las mantas. Pasadas perimetrales de caos de hasta 56 (de una sola vez) con velocidad de 200 metros por hora.
Lneas de gasoductos y caeras de estaciones reductoras y compresoras, Ductos subterrneos Inspeccin de ductos subterrneos de 2-3 metros en una
pasada simple desde la superficie .Deteccin de fallas y fugas. Inspeccin de tanques / recipientes, inspeccin de soldaduras, soldaduras U,
superficies de tanques, cisternas, esferas de GLP y otros gases. Inspeccin de tubos de perforacin, Inspeccin de 100% en una pasada Inspeccin de carriles, ruedas, locomotoras, subtes, revisin de seguridad de
ferrovial y suspensin a la velocidad normal de tren. Inspeccin de calidad de artefactos de metal. Inspeccin y control de calidad de
productos. Inspeccin de caera de gas en fbricas y talleres. Inspeccin de caos de
cualquier configuracin, sin limpiar la pintura o corrosin exterior, incluso derivaciones, e interconexiones.
Inspeccin de cables, de acero, Tensores de Puentes, y Puentes Colgantes Inspeccin de cilindros de motores, bombas y compresores. Inspeccin y certificacin de cilindros de GNC y tanques de GLP. Inspeccin de las vlvulas. Inspeccin de equipo intercambiador de calor. Deteccin de lmites de
expansin trmica de las partes ms calientes. Inspeccin de rulemanes. Revisin del estado de bolas, rodamientos y asientos. Inspeccin de generadores elctricos. Evaluacin de estado de generador sin
realizar el desmontaje. Inspeccin de equipo mecnico. Ganchos, puentes rodantes, gras, elevadores,
etc. Inspeccin de juntas con tornillos. Puentes y edificios. Control de calidad de tratamiento galvnico o trmicos. Inspeccin integral de estaciones de bombeo y compresin. Inspeccin de motores elctricos. Inspeccin de equipo de perforacin. Revisin integral de equipo rodante,
tubos, coronas y camisas. Inspeccin de lneas de alta voltaje. Revisin de Torres, Pies de Torres,
Tensores refuerzos, Cables de Acero Gua, etc. Los instrumentos de DDDM son livianos, cmodos, fcil de manejar y no emiten
ninguna radiacin peligrosa.
I.G.P. s.r.l. Gral. Pintos 1028 (B1768BTN) Ciudad Madero. Pcia. de Buenos Aires - Argentina
Tel: (05411) 4652-6446/48 . Fax: Int. 104 [email protected] www.igp-srl.com.ar
5
Sensor para soldaduras Registrador Cinturn de DDAM