Diapositivas Unidad 1
65
Luis G. Floriano Gavaldón ITCH 1 PROGRAMACIÓN DE MÁQUINAS CNC UNIDAD I
-
Upload
santiago-abraham-trejo -
Category
Documents
-
view
231 -
download
0
Transcript of Diapositivas Unidad 1

Luis G. Floriano Gavaldón ITCH 1
PROGRAMACIÓN DE
MÁQUINAS CNC
UNIDAD I
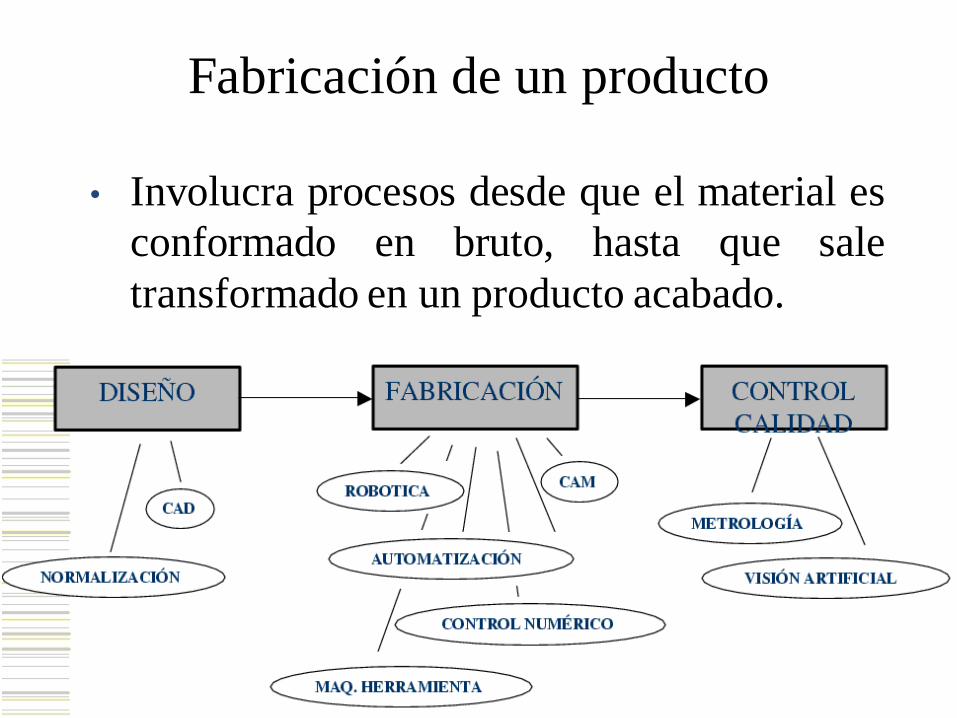
Fabricación de un producto
Luis G. Floriano Gavaldón ITCH 2
• Involucra procesos desde que el material es
conformado en bruto, hasta que sale
transformado en un producto acabado.

Control de Máquinas-Herramienta
• Control numérico (NC).
• Control numérico computarizado (CNC).
• Manufactura asistida por computadora (CAM).
Luis G. Floriano Gavaldón ITCH 3

Antecedentes
• Inicia con la construcción de máquinas simples para la producción.
• En 1770 inicia la mecanización, dando paso a la revolución industrial.
• Utilización de mecanismos automáticos fijos y líneas de transferencia para hacer producción en masa.
• En 1952 se introduce el control numérico (NC), el cual abre una nueva era en el ámbito de la automatización.
Luis G. Floriano Gavaldón ITCH 4

Algunas de las primeras máquinas
Torno. Taladro. Fresadora.
Luis G. Floriano Gavaldón ITCH 5

Sistema de Control Numérico
Luis G. Floriano Gavaldón ITCH 6
Sistema de control Vs Operador
• El sistema NC reemplaza la acción manual del
operador.
• El operador de máquinas-herramienta NC no
necesita ser un experto en maquinado.
• El operador solo tienen que realizar el
monitoreo de la máquina, y reemplaza la pieza
de trabajo.
Luis G. Floriano Gavaldón ITCH 7
Evolución del control numérico
Durante la segunda guerra mundial los
industriales se dieron cuenta que no podían
cumplir con requerimientos de calidad y
cantidad.
La fuerza aérea de los Estados Unidos buscó
resolver este problema, para asegurar que todos
sus aviones fueran manufacturados
idénticamente e invitó a varios fabricantes a
desarrollar y manufacturar sistemas de control
numérico.
Objetivos que se buscó alcanzar:
• Incrementar la producción.
• Mejorar la calidad y exactitud de las partes
manufacturadas.
• Estabilizar los costos de manufactura.
• Manufacturar trabajos complejos.
Evolución del control numérico
Evolución del control numérico
Luis G. Floriano Gavaldón ITCH 10
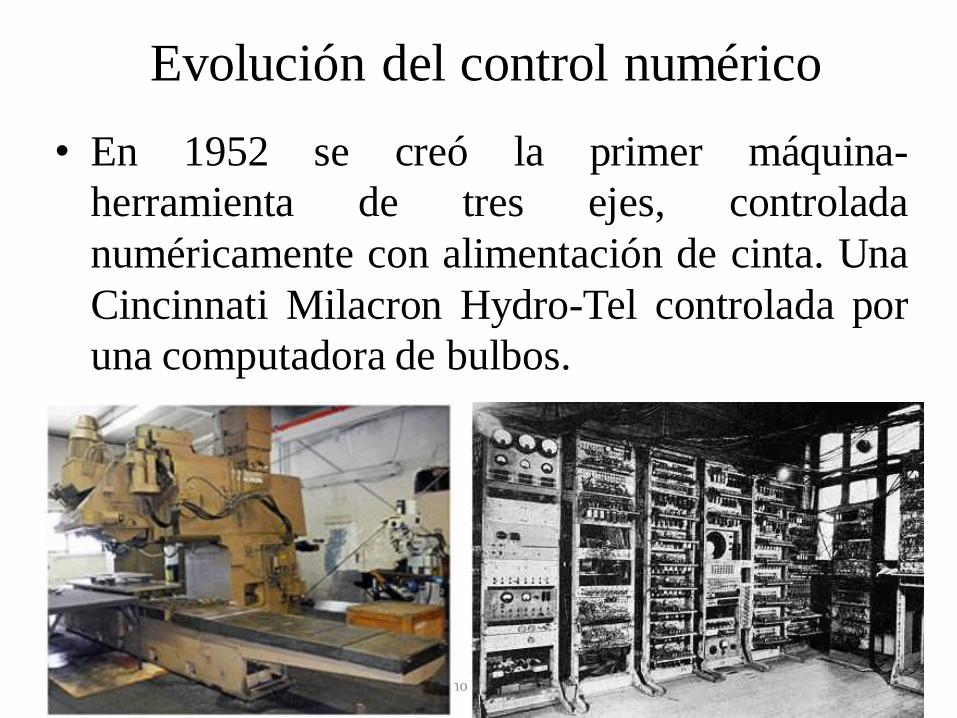
• En 1952 se creó la primer máquina-
herramienta de tres ejes, controlada
numéricamente con alimentación de cinta. Una
Cincinnati Milacron Hydro-Tel controlada por
una computadora de bulbos.
Luis G. Floriano Gavaldón ITCH 11
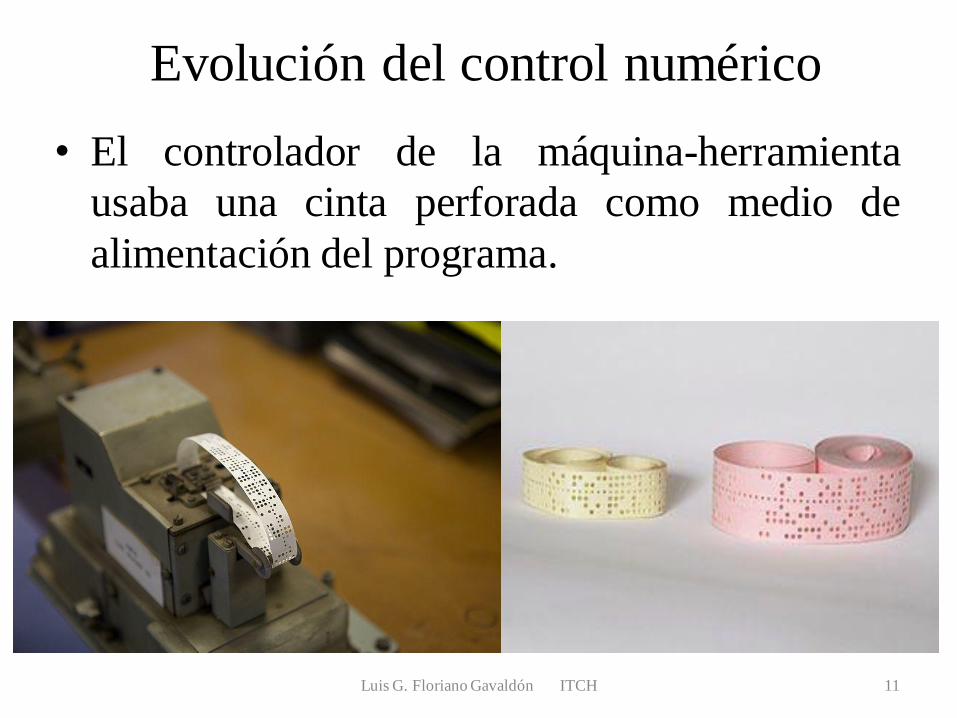
• El controlador de la máquina-herramienta
usaba una cinta perforada como medio de
alimentación del programa.
Evolución del control numérico
Luis G. Floriano Gavaldón ITCH 12
• Nuevas generaciones de máquinas de CN
trajeron la subsecuente introducción del
control numérico computarizado (CNC).
• Posteriormente surgieron el control numérico
directo (CND), y el control numérico
Distribuido (CND).
• Y más recientemente, surgieron los centros de
maquinado que pueden realizar las tareas de
media docena de maquinas.
Evolución del control numérico

Evolución de las maquinas de CNC
Luis G. Floriano Gavaldón ITCH 13

Luis G. Floriano Gavaldón ITCH 14
Evolución de las maquinas de CNC

Ventajas de usar equipo de CN
• Mejor planeación de las operaciones.
• Incremento de la flexibilidad de maquinado.
• Reducción del tiempo de programación.
• Mejora del control del proceso y tiempos de
maquinado.
• Disminución en los costos por herramientas.
• Incremento en la seguridad para el usuario.
• Reducción en los tiempo de flujo de material.
• Reducción en el manejo de las piezas de trabajo.
• Aumento de la productividad.
• Aumento de la precisión. 15 Luis G. Floriano Gavaldón ITCH

Desventajas de los sistemas de CN
• Inversión inicial relativamente alta del equipo.
• Mantenimiento complicado y más costoso.
• Se requiere de programadores altamente
experimentado, con conocimientos en procesos
de manufactura .
Luis G. Floriano Gavaldón ITCH 16

Luis G. Floriano Gavaldón ITCH 17
El CNC es una tecnología bien establecida. Las
integraciones de computación pueden ser
implementadas a casi cualquier nivel, desde un
simple taller de maquinado con un sistema de
manufactura asistida por computadora (CAM), hasta
corporativos con varias plantas dispersas y cientos de
maquinas y sistemas.
La tecnología de CNC tiene las siguientes ventajas
sobre la tecnología de CN:
• Los programas pueden ser cargados en la maquina
y almacenados en memoria.
• Los programas son mas fáciles de editar, por lo que
el tiempo de programación para el diseño de partes
se reduce.
Luis G. Floriano Gavaldón ITCH 18
• Hay mayor flexibilidad en la complejidad de las
partes que se pueden producir.
• Modelos geométricos tridimensionales de partes,
almacenados en la computadora, pueden ser usados
para generar, casi automáticamente, programas de
CNC para partes, ahorrando trabajo de
programación manual.
• Las computadoras se pueden conectar a la red de
Internet, permitiendo que los programas puedan ser
transferidos remotamente.

Luis G. Floriano Gavaldón ITCH 19
Conocimientos del operador CNC • El operador de CNC deberá tener conocimientos en
geometría, álgebra y trigonometría.
• Deberá conocer sobre la selección y diseño de la herramienta
de corte.
• Dominar los métodos de sujeción.
• Uso de medidores y conocimientos de metrología.
• Interpretación de planos.
• Conocimientos de la estructura de la máquina CNC.
• Conocimientos del proceso de transformación mecánica.
• Conocimientos de la programación CNC.
• Conocimientos del mantenimiento y operación CNC.
• Conocimientos generales de programación y computadoras.

Aplicaciones del control numérico
• Fresado
• Torneado
• Taladrado
• Esmerilado
• Doblado
• Punzonado
• Maquinado por descarga eléctrica (EDM)
• Inspección (Máquina de coordenadas)
Luis G. Floriano Gavaldón ITCH 20

Luis G. Floriano Gavaldón ITCH 21
Proceso de taladrado… (drilling)

Luis G. Floriano Gavaldón ITCH 22
Proceso de fresado …. (milling)
Luis G. Floriano Gavaldón ITCH 23
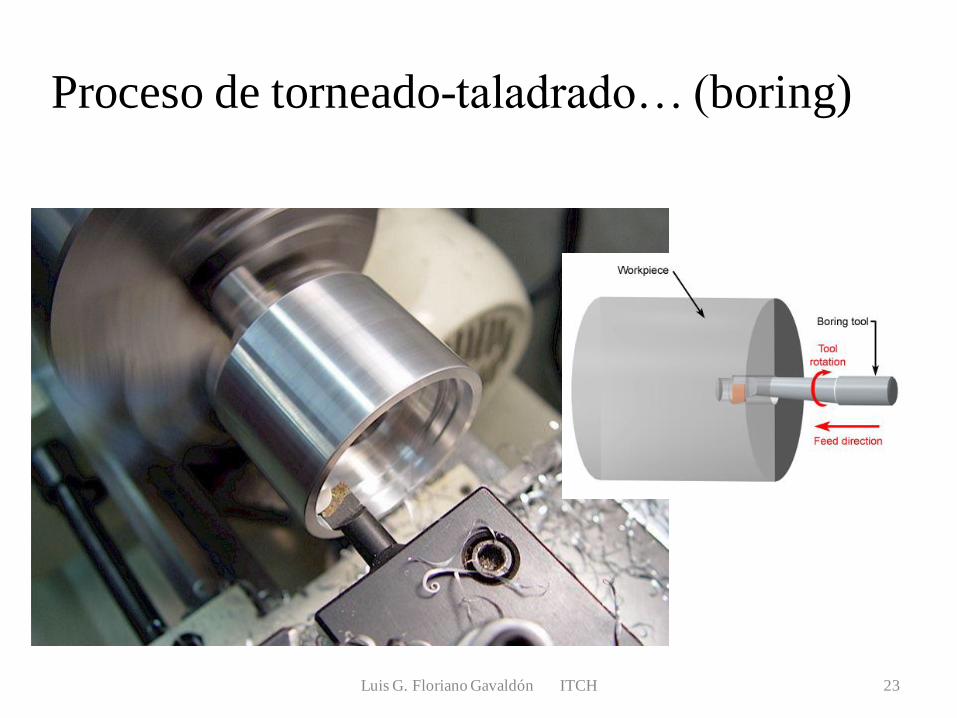
Proceso de torneado-taladrado… (boring)

Luis G. Floriano Gavaldón ITCH 24
Proceso de careado ….(contouring)

Luis G. Floriano Gavaldón ITCH 25
Proceso de … (spotting)
Luis G. Floriano Gavaldón ITCH 26
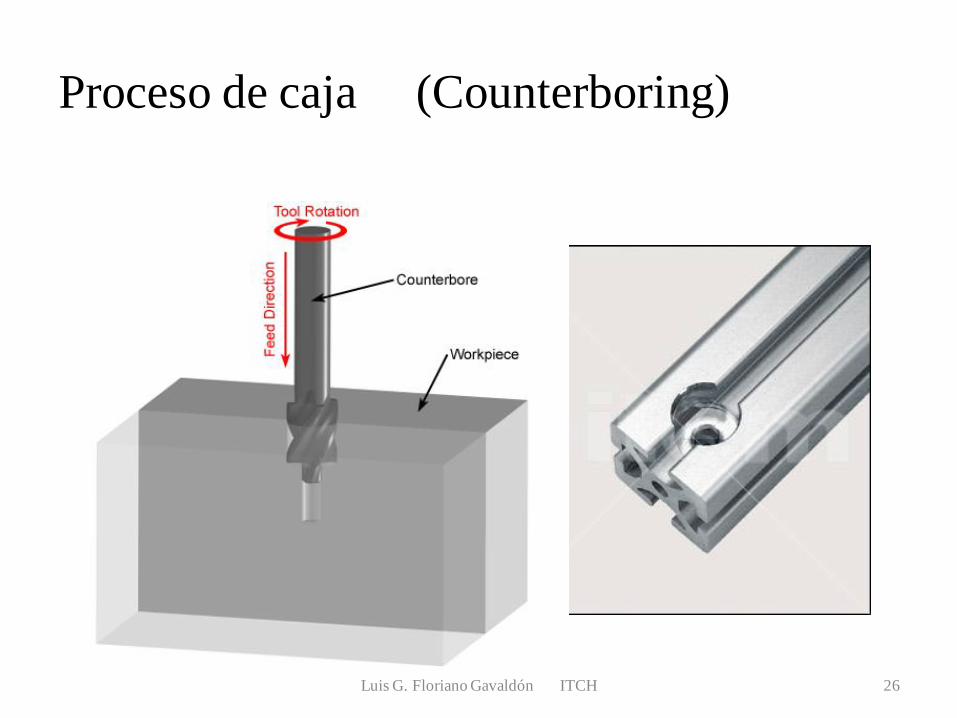
Proceso de caja (Counterboring)

Luis G. Floriano Gavaldón ITCH 27
Proceso de … (Threading)

Luis G. Floriano Gavaldón ITCH 28
Proceso de roscado automático ... (tapping)

Luis G. Floriano Gavaldón ITCH 29
Tipos de automatización • Automatización fija.
– Rango de producción alto, altos costos de diseño de equipo.
– Ciclo de vida de acuerdo a la vigencia del producto en el
mercado.
• Automatización programable.
– Rango de producción relativamente bajo y diversidad de
productos.
– Equipo de producción adaptable al producto.
• Automatización flexible.
– Rango de producción medio.
– Posee características de automatización fija y programable.
– Estaciones de trabajo, sistemas de almacenamiento y
manipulación de materiales controlados por una
computadora.

30
Centro de maquinado CNC
• Unidad mecánica.
– Bancadas, guías lineales, herramienta de corte,
ensamble del husillo, mecanismos
alimentadores y de guía, etc.
• Unidad de electrónica de potencia.
– Motores, servo amplificadores, fuentes de
alimentación, interruptores de límite, etc.
• Unidad de CNC.
– Unidad de cómputo, sensores de posición y
velocidad para cada uno de los mecanismos de
movimiento. Luis G. Floriano Gavaldón ITCH

Luis G. Floriano Gavaldón ITCH 31
Centro de maquinado

Luis G. Floriano Gavaldón ITCH 32
Centro de maquinado

Ing. Luis G. Floriano Gavaldón
ITCH
33
Centro de Maquinado.

Luis G. Floriano Gavaldón ITCH 34
Centro de Maquinado

Luis G. Floriano Gavaldón ITCH 35
Unidad CNC

Luis G. Floriano Gavaldón ITCH 36
Unidad CNC

Luis G. Floriano Gavaldón ITCH 37
Tarjeta controladora de
movimiento

Luis G. Floriano Gavaldón ITCH 38
Bancada

Luis G. Floriano Gavaldón ITCH 39
Husillos (spindle)
Luis G. Floriano Gavaldón ITCH 40
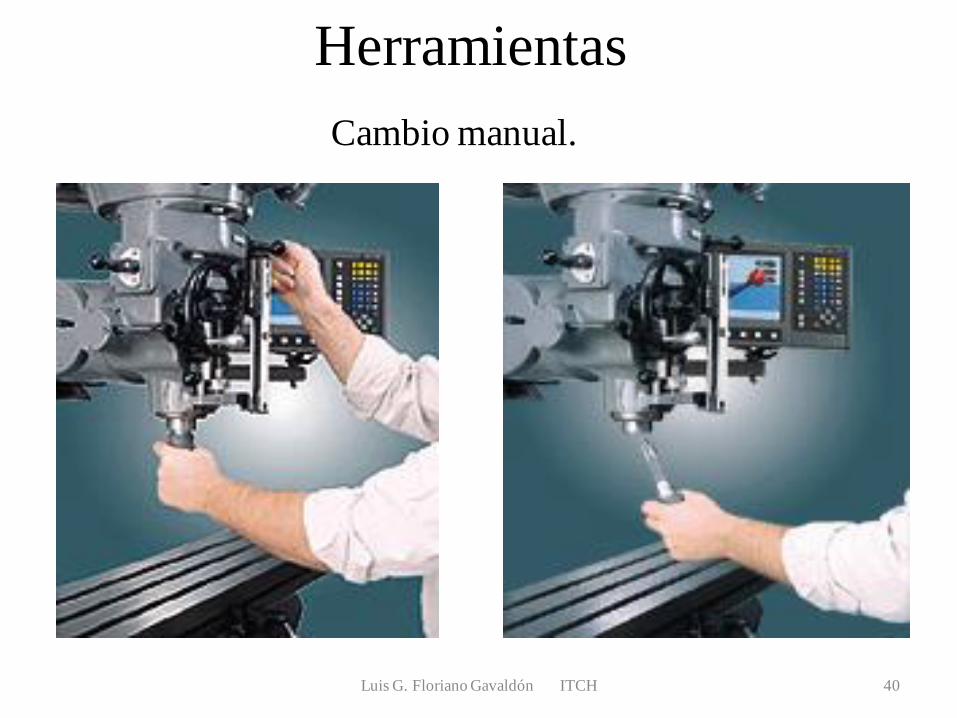
Herramientas
Cambio manual.

Luis G. Floriano Gavaldón ITCH 41
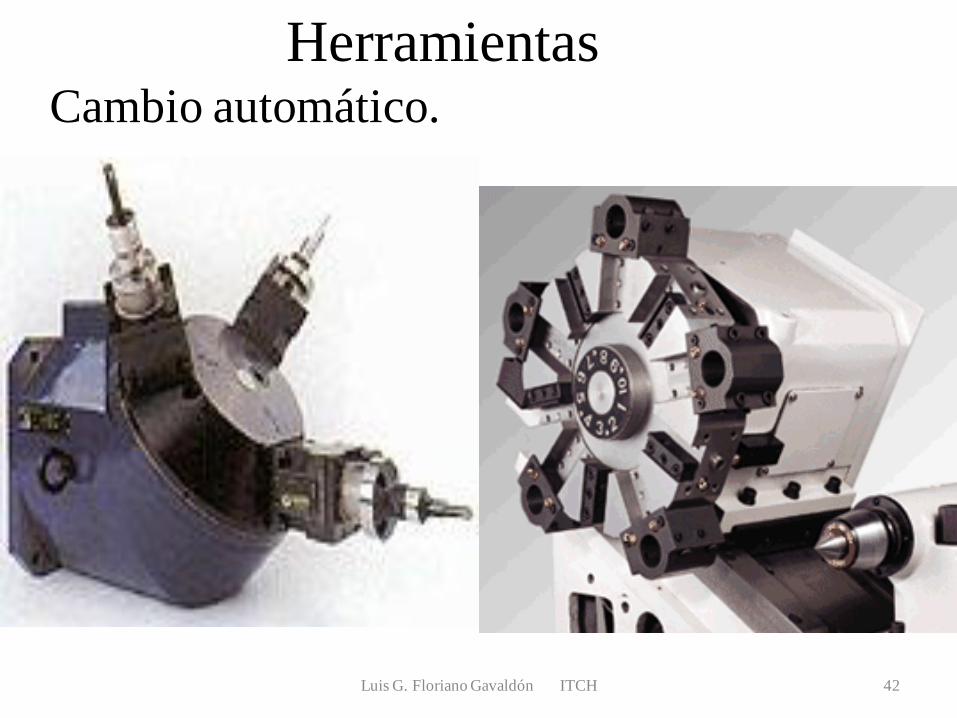
Cambio de piezas
El cambio automático de piezas es otro
sistema que se ha incorporado a algunas
máquinas-herramienta para reducir los
tiempos de carga y descarga de la pieza.
Entre los sistemas que se pueden citar:
• Robots y manipuladores.
• Alimentadores automáticos.
• Sistemas de cambio de pallets.
Luis G. Floriano Gavaldón ITCH 42
Herramientas Cambio automático.

Luis G. Floriano Gavaldón ITCH 43
Clasificación de los sistemas de
control numérico • Según el sistema de referencia
– Absoluta, incremental.
• Según el control de las trayectorias.
– Punto a punto, contorneado.
• Según el tipo de accionamiento.
– Hidráulico, eléctrico o neumático.
• Según el lazo de control.
– Lazo abierto, lazo cerrado.
• Según la tecnología de control.
– CN, CNC.
Luis G. Floriano Gavaldón ITCH 44
Sistemas incremental y absoluto
• Un sistema incremental es uno en cuyo punto
de referencia a la próxima instrucción es el
punto final de la operación en proceso.
• En los sistemas absolutos todos los comandos
de movimiento están referidos a un punto de
referencia, el cual es el origen y es llamado
cero.
Luis G. Floriano Gavaldón ITCH 45
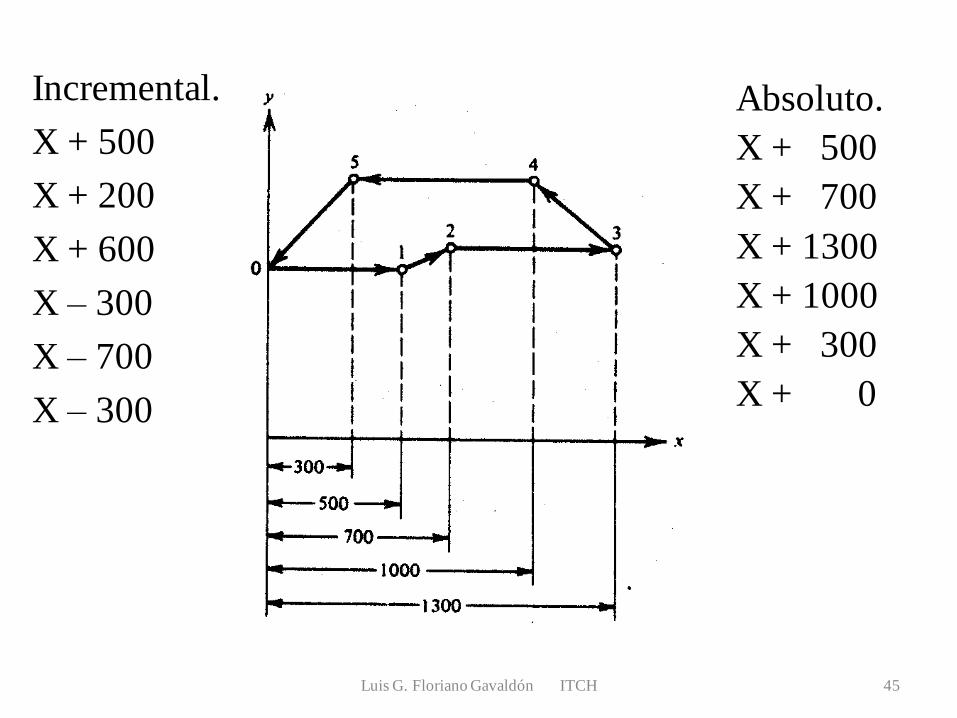
Incremental.
X + 500
X + 200
X + 600
X – 300
X – 700
X – 300
Absoluto.
X + 500
X + 700
X + 1300
X + 1000
X + 300
X + 0

Punto a punto (PTP)
• La pieza de trabajo es movida con respecto a la herramienta de corte hasta llegar a su posición definida numéricamente y entonces se detiene el movimiento. Una vez terminada la tarea, la pieza de trabajo se mueve al próximo punto y el ciclo se repite.
Luis G. Floriano Gavaldón ITCH 46

Luis G. Floriano Gavaldón ITCH 47
Sistemas de contorno
• En sistemas de contorno o de camino
continuo, la herramienta está cortando
mientras los ejes de movimiento se están
moviendo. Todos los ejes de movimiento se
pueden mover simultáneamente, cada uno a
diferente velocidad.

Sistemas de lazo abierto
• Los sistemas de lazo abierto son de tipo digital y utilizan motores de pasos para controlar los desplazamientos.
Luis G. Floriano Gavaldón ITCH 48
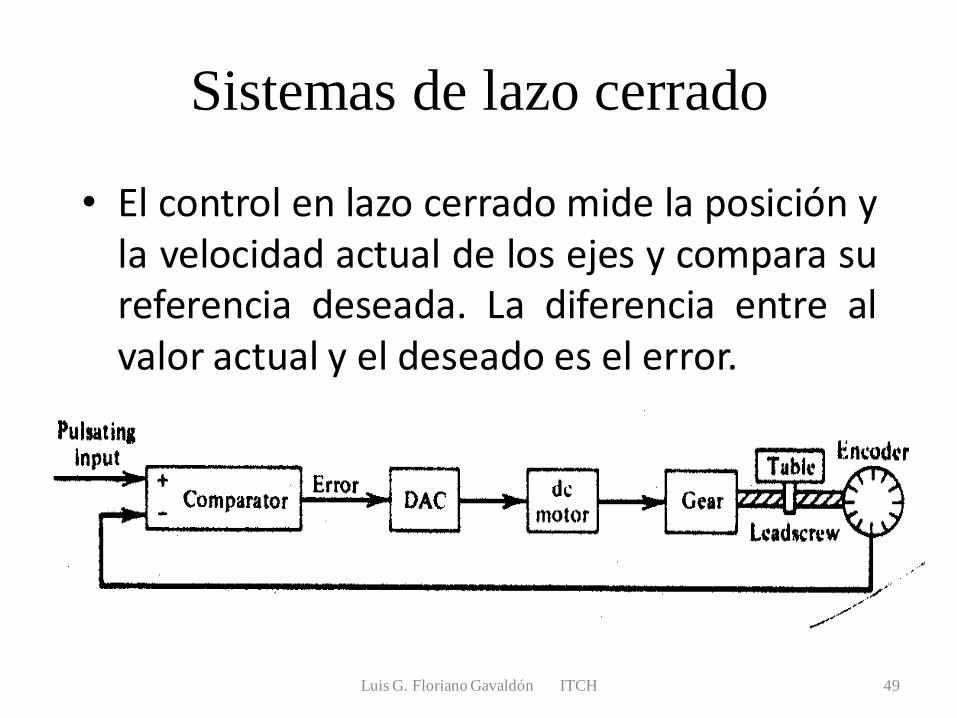
• El control en lazo cerrado mide la posición y la velocidad actual de los ejes y compara su referencia deseada. La diferencia entre al valor actual y el deseado es el error.
Luis G. Floriano Gavaldón ITCH 49
Sistemas de lazo cerrado

• El sistema contiene un control de lazo de posición continua adjunto al contador de posición. Cada eje de movimiento es equipado con un lazo de posición y un contador aparte.
• En este caso, un error de velocidad en uno de los ejes, causa un error en la posición.
Luis G. Floriano Gavaldón ITCH 50
Sistemas de lazo cerrado
Luis G. Floriano Gavaldón ITCH 51
Convención de ejes y movimientos
en sistemas CNC De acuerdo a la asociación de industriales
electrónicos:
El eje Z está siempre alineado en dirección al
husillo.
El movimiento primario X es normalmente
paralelo a la magnitud de la mesa primaria
más larga de la máquina herramienta.
El eje Y es normalmente paralelo a la
magnitud de la masa primaria más corta de la
máquina herramienta.

Luis G. Floriano Gavaldón ITCH 52
Desplazamiento de ejes en un torno
Luis G. Floriano Gavaldón ITCH 53
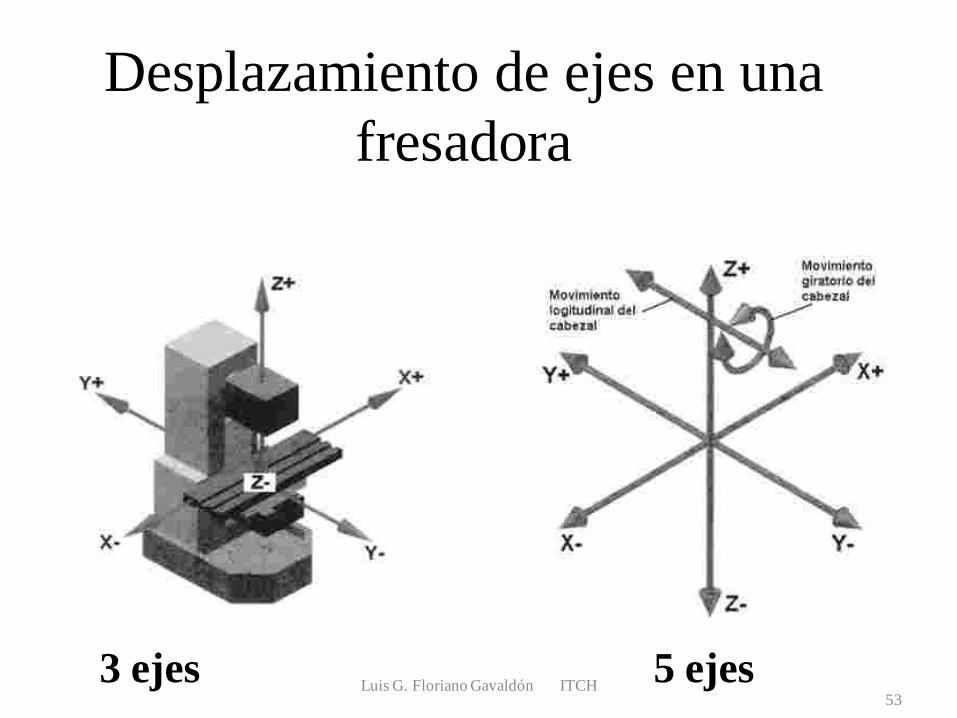
Desplazamiento de ejes en una
fresadora
3 ejes 5 ejes
Luis G. Floriano Gavaldón ITCH 54
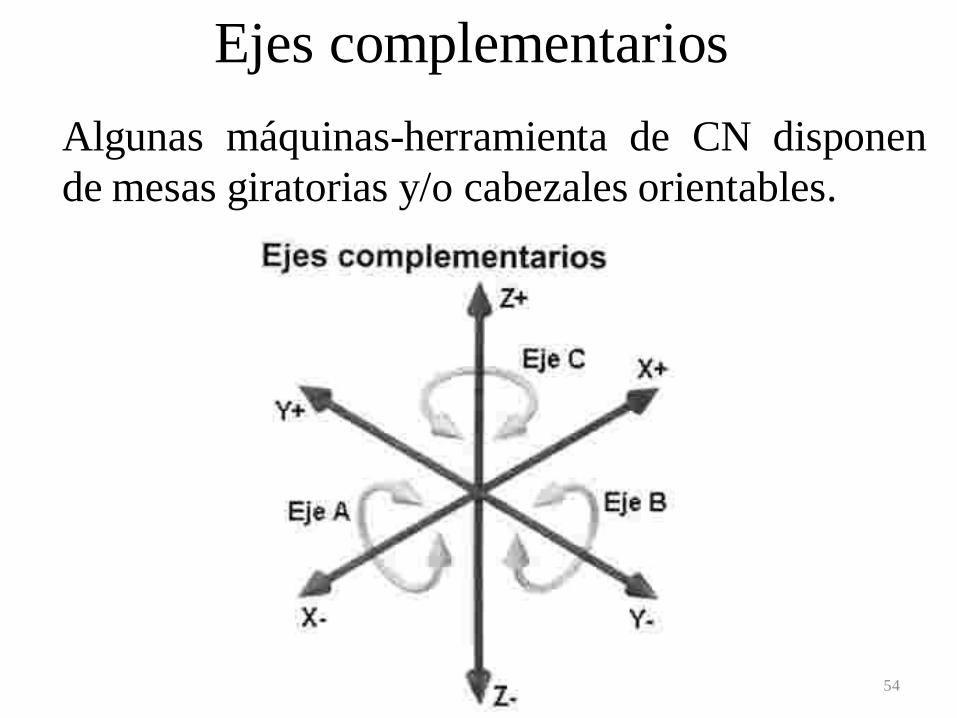
Algunas máquinas-herramienta de CN disponen
de mesas giratorias y/o cabezales orientables.
Ejes complementarios
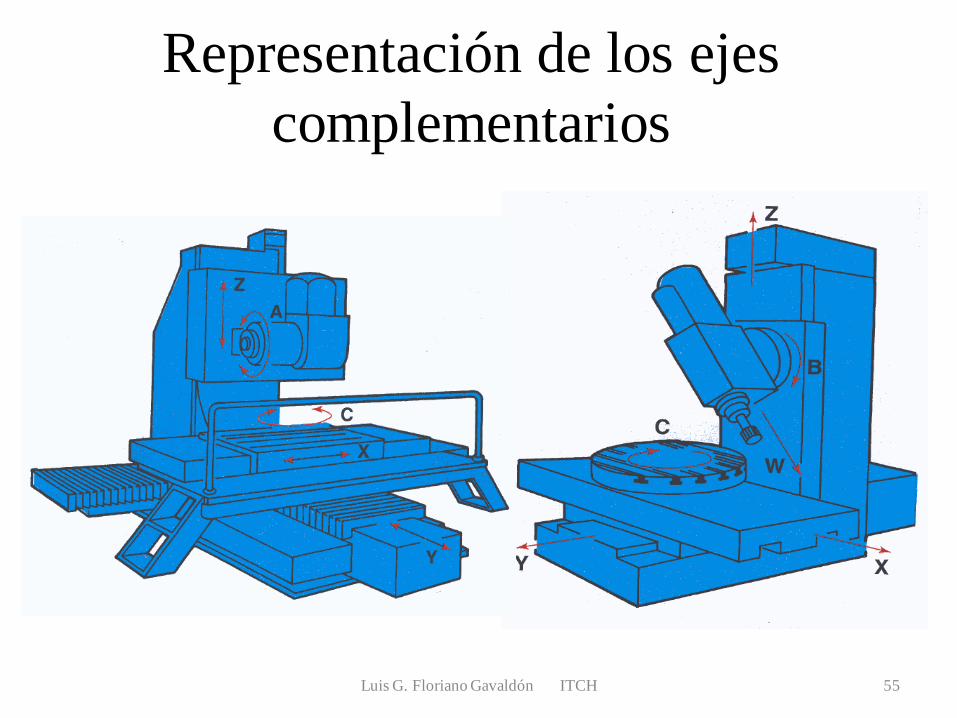
Representación de los ejes
complementarios
Luis G. Floriano Gavaldón ITCH 55

Conceptos básicos de maquinado
Además de las propiedades físicas del material a
utilizar, los siguientes factores intervienen en el
maquinado y pueden afectar el acabado y la
calidad de una pieza:
• Velocidad de Corte.
• Velocidad de giro (rpm).
• Velocidad de Avance.
• Herramientas de corte
Luis G. Floriano Gavaldón ITCH 56
Fundamentos del torneado
Consiste en transformar un sólido indefinido,
haciéndolo girar alrededor de su eje y arrancándole
material periféricamente a fin de obtener una geometría
definida (sólido de revolución). Con el torneado se
pueden obtener superficies: cilíndricas, planas, cónicas,
esféricas, perfiladas, roscadas, etc..
Existen una gran variedad de tornos:
• – Paralelos - De copiar
• – Universales - Automáticos
• – Verticales - De CNC
Luis G. Floriano Gavaldón ITCH 57
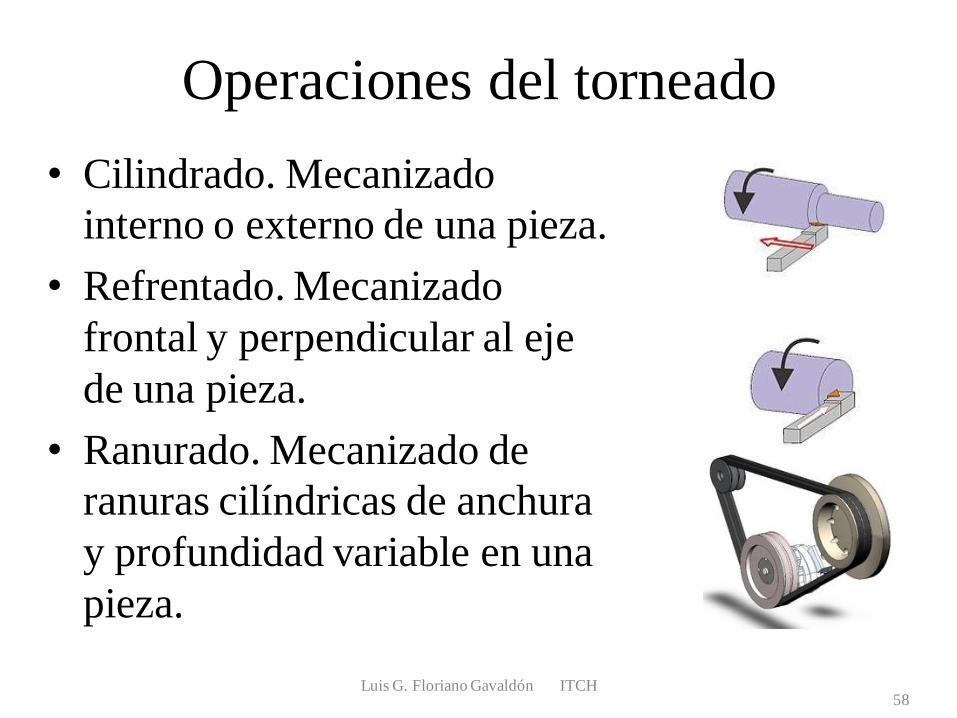
Operaciones del torneado
• Cilindrado. Mecanizado
interno o externo de una pieza.
• Refrentado. Mecanizado
frontal y perpendicular al eje
de una pieza.
• Ranurado. Mecanizado de
ranuras cilíndricas de anchura
y profundidad variable en una
pieza.
Luis G. Floriano Gavaldón ITCH
58

Operaciones del torneado
• Roscado.
• Moleteado. Conformado en frío del material mediante moletas.
• Torneado de conos. Mecanizado de diferentes formas cónicas.
Luis G. Floriano Gavaldón ITCH 59

Fundamentos del fresado
• Consiste principalmente en cortar material mediante una herramienta rotativa de varios filos, llamados dientes, labios o plaquitas de metal duro.
• Los movimientos de corte se realizan a una pieza que esta sujeta a una mesa de trabajo, la cual puede tener movimiento en varios ejes posibles, en los que se puede desplazar la mesa donde esta fijada la pieza que se mecaniza.
Luis G. Floriano Gavaldón ITCH 62
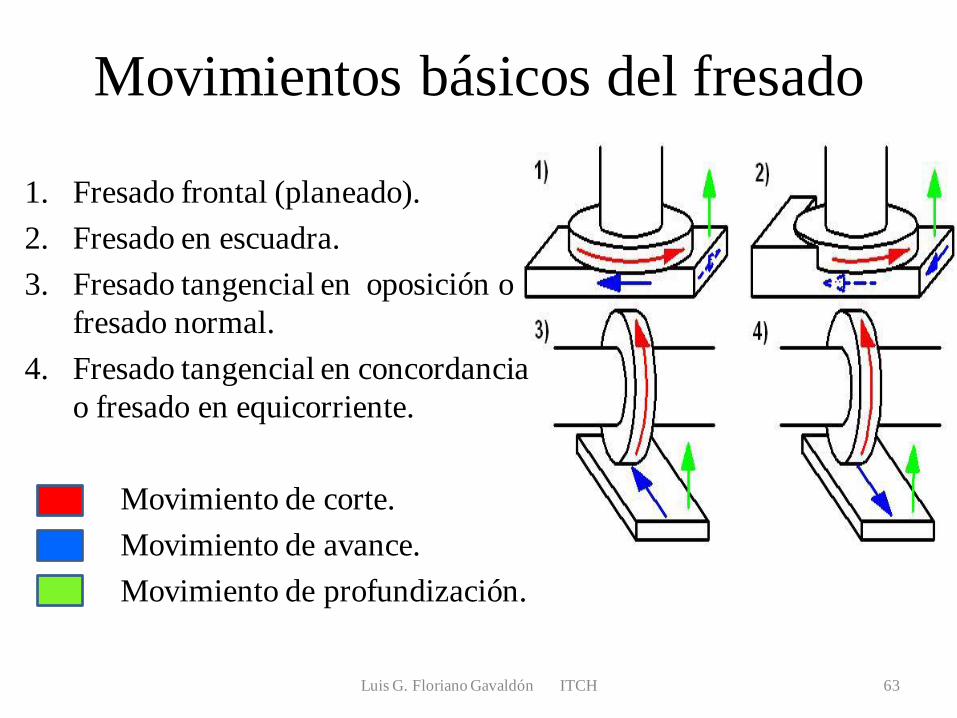
Movimientos básicos del fresado
Luis G. Floriano Gavaldón ITCH 63
1. Fresado frontal (planeado).
2. Fresado en escuadra.
3. Fresado tangencial en oposición o
fresado normal.
4. Fresado tangencial en concordancia
o fresado en equicorriente.
Movimiento de corte.
Movimiento de avance.
Movimiento de profundización.

Fundamentos del fresado
Luis G. Floriano Gavaldón ITCH 64
Parámetros fundamentales a considerar en el proceso de fresado:
• Elección del tipo de máquina, accesorios y sistemas de fijación de pieza y herramienta más adecuados.
• Elección del tipo de fresado: frontal, tangencial en concordancia o tangencial en oposición.
• Elección de los parámetros de corte: velocidad de corte, velocidad de giro de la herramienta, velocidad de avance, profundidad de pasada, anchura de corte, potencia de corte, etc.
• Espesor, sección y volumen de viruta.
• Tiempo de mecanizado.

Maquinado de Piezas.
Luis G. Floriano Gavaldón ITCH 65

Luis G. Floriano Gavaldón ITCH 66
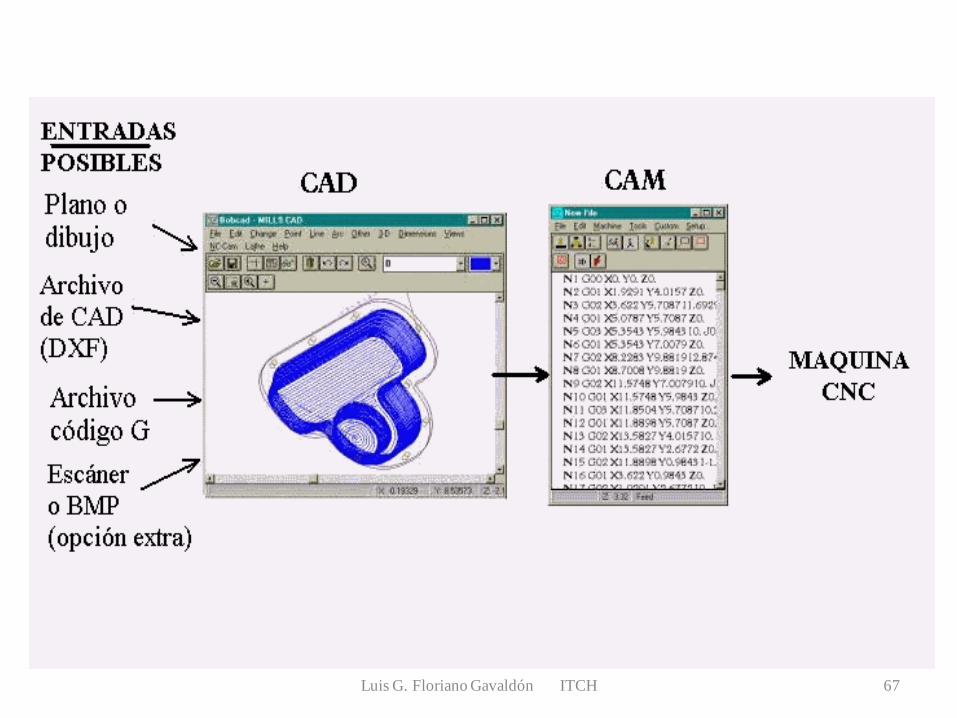
Diseño asistido por computadora
Luis G. Floriano Gavaldón ITCH 67