Diferencias Entre La Produccion Con Liner Ranulado y Con Empaque de Grava
65
INSTITUTO UNIVERSITARIO DE TECNOLOGÍA DE ADMINISTRACIÓN INDUSTRIAL IUTA SEDE NACIONAL ANACO EXPLICACIÓN DE LA DIFERENCIA ENTRE LA PRODUCCIÓN CON LINER RANULADO Y CON EMPAQUE DE GRAVA. Autor: Carlos Daniel Medina C.I: 20.711.335.
-
Upload
anais-quevedo-de-solano -
Category
Documents
-
view
74 -
download
2
Transcript of Diferencias Entre La Produccion Con Liner Ranulado y Con Empaque de Grava

INSTITUTO UNIVERSITARIO DE TECNOLOGÍADE ADMINISTRACIÓN INDUSTRIAL
IUTA SEDE NACIONAL ANACO
EXPLICACIÓN DE LA DIFERENCIA ENTRE LA PRODUCCIÓN CON LINER RANULADO Y CON EMPAQUE DE GRAVA.
Autor: Carlos Daniel Medina C.I: 20.711.335.
Anaco, Julio 2011.

PLANTEAMIENTO DEL PROBLEMA
La industria petrolera mundial, desde su inicio, ha sostenido un desarrollo
constante de métodos y herramientas para ser implementadas en las diferentes
actividades que se realizan durante el proceso de extracción de los hidrocarburos. La
crecida demanda mundial de energía en los las ultimas décadas ha exigido a la
industria petrolera una mayor eficiencia en el proceso de exploración, extracción y
procesamiento de los hidrocarburos, lo que implica implementar nuevos métodos y
herramientas.
En el presente trabajo se desarrolla la producción con liner ranulado y con
empaque de grava donde las actividades de producción así lo ameriten, por diferentes
razones que serán mencionadas más adelante.
Las empresas petroleras han venido alargando la vida productiva de un pozo a
través de trabajos de rehabilitación y recompletación, lo cual requiere de equipos
especiales para extraer componentes de completación que se encuentran antes de
realizar dichos trabajos posteriores. En el caso de este proyecto el interés esta
concentrado en aquellas actividades de producción de pozos que ameriten la
eliminación de los tapones de hierro (TDH) que se han venido colocando
aproximadamente desde 1920, con el objetivo de aislar completamente diferentes
zonas de un mismo hoyo por una razón u otra.
Las técnicas que han sido utilizadas para la eliminación de estos TDH no han
tenido un desarrollo marcado en comparación con otras actividades. El método que se
ha utilizado y que se sigue implementando es el del fresado completo, está se lleva a
cabo a través de una fresadora llamado Junk Mill la cual va desgastando el tapón en
todo su diámetro hasta eliminar sus enganches con el revestidor para luego empujar el
resto hasta el fondo del pozo.
A principios de los años ochenta la empresa Baker Oil Tools desarrolla el Plug
Plucker, una herramienta con la cual se podían extraer los tapones de hierro

fabricados por esta misma empresa. PDVSA utilizó esta herramienta durante varias
décadas, pero a raíz de su poca eficiencia mostrada, se regresó a las técnicas de
fresado de los TDH. El funcionamiento del Plug Plucker será descrito en el siguiente
capitulo con el objetivo de conocer a fondo sus ventajas, debilidades y la razón de su
limitada eficiencia.
Ahora con respecto a trabajos realizados en el ámbito nacional, los ingenieros y
técnicos de operaciones de campo han intentado ciertas modificaciones a las
herramientas de pesca existentes, que lograran ciertos éxitos en algunas situaciones,
pero sin llegar a tener confiabilidad para una aplicación garantizada, por lo cual
mayor esfuerzo fue empeñado en desarrollar herramientas de fresado. Muchos de los
trabajos e informes anteriores encontrados se inclinaban a desarrollar y estudiar la
eficiencia de las herramientas de fresado con las cuales se realizan la eliminación de
los TDH, analizando el material de corte y la hidráulica durante la operación.
Antes de enfocarse la justificación para el desarrollo de la comparación con esta
función recordemos que el Dtto. Anaco tradicionalmente ha sido un campo petrolero
de condensado, lo que implica una alta relación Gas/Petróleo (RGP), por tal motivo
muchos pozos que fueron perforados como productores de condensado han resultado
grandes productores de gas que para la época el Dtto. Anaco no contaba con la
infraestructura requerida para su manejo, ni con el mercado de demanda hoy
existente. Acordemos que a diferencia del hidrocarburo líquido el gas es más
complicado de almacenar debido a su característica de expansión. Posteriormente, se
fueron implementando proyectos de mantenimiento de presión en los pozos mediante
la inyección de gas, por lo cual se empezaron a producir pozos con alta RPG. Sin
embargo, los pozos de gas como tal no fueron puestos en producción sino hasta el año
2000 cuando se declaró a al Dtto. Anaco como Dtto. de PDVSA GAS, asignándole la
tarea de suministrar el gas requerido a al mercado interno, tanto para uso domestico
como industrial, con este cambio de misión del Distrito de Anaco se empieza a
explorar prospectos de gas y reactivar los pozos que habían sido abandonados
temporalmente por su alta Relación Gas/Petróleo.

Actualmente, PDVSA GAS Distrito Anaco entre sus proyectos actuales se
encuentra la reactivación de pozos viejos que han sido abandonados por alto Índice
Gas- Petróleo y que sus arenas productoras están aisladas por TDH, los cuales están
siendo removidos a través del método de fresado total.
Muchos de estos pozos que están por reactivarse tienen un estado mecánico
complicado, donde sus arenas prospectivas fueron probadas y aisladas por tapones de
hierro, lo cual dificulta utilizar el método implementado hoy en día para removerlos
que es a través de herramientas de fresado total. La limitación de este método para
este caso se debe a que al fresar las cuñas del TDH, el resto de su cuerpo cae encima
del siguiente tapón, lo cual en varios casos genera el efecto de tornillo aislado,
disminuyendo la eficiencia al fresado, exponiendo además al revestidor de posibles
daño.
Amén de los posibles daños a la formación causados por los residuos del metal
incrustados en las perforaciones, adicionalmente los problemas mecánicos por la no
recuperación del tapón, donde es necesario en algunos casos efectuar operaciones de
pesca tanto con guaya fina como gruesa, incrementando así los costos de operación y
los tiempos y retardando la producción del pozo; además de la necesidad de realizar
la limpieza previa a la formación para despejar los canales de producción. Con el uso
de esta herramienta se busca disminuir los tiempos de operación, el tiempo de fresado
de un tapón el cual se encuentra alrededor de 5 a 8 horas, en función de las
estadísticas manejadas por la empresa Baker.
Ahora bien, hoy en día el ámbito económico no se puede dejar a un lado, ya que
este renglón tiene un peso considerable al momento de aprobar o no una nueva
herramienta, por dicha razón en este estudio se presentará de forma general algunos
aspectos económicos de la herramienta como sus costos de fabricación, los cuales
seguramente tendrán que desarrollarse de forma más detallada para evaluar
verdaderamente la ventaja económica que esta herramienta implicaría, lo cual daría
paso a su construcción y pruebas en campo.

TAPONES PUENTES O DE HIERRO
Según Merthiy (2001) expresa que “Los tapones son equipos utilizados en las
operaciones de rehabilitación y recompletación, y su función primordial es formar un
sello total del revestidor a una profundidad específica, impidiendo flujos en cualquier
sentido”. (p.54)
Estos son utilizados para separar o aislar zonas que así lo ameriten ya sea para
separar arenas de producción o para realizar trabajos de estimulación.
Generalmente, los tapones están conformados por un mandril central, conos
deslizantes y los elementos de anclaje y sello.
El mandril central es el cuerpo del tapón que sirve como soporte a los elementos
de anclaje, sellos y conos, este tiene el diámetro externo de forma cuadrada para
evitar rotación relativa entre el y los elementos que se encuentran alrededor.
Los elementos de anclaje, también llamados cuñas, generalmente cubren los 360°
17 alrededor del mandril, están formados por una serie de hilos afilados
estratégicamente diseccionados para impedir el desplazamiento del tapón una vez que
estas cuñas estén ancladas al revestidor.
Luego tenemos los elementos de sello los cuales durante el asentamiento, estas son
comprimidas por los conos, expandiéndolas hasta alcanzar el revestidor y formar un
sello contra los diferentes flujos que se pueden presentar. En la figura.1 se indican las
partes de un TDH.

Tapón de Hierro 9-5/8” 32-53.5 lb/pie (Schlumberger)
En cuanto a los materiales y diseños de los diferentes tapones, se pueden encontrar
una gran variedad de acuerdo a la empresa que los proporciona. Generalmente los
mandriles internos están hechos de aceros aleado (AISI 4140, AISI 4130 y otros), las
cuñas son fabricadas de un acero aleado de mayor dureza, generalmente con algún
tratamiento térmico o procesos de carburización superficial. Para los elementos
sellantes se usan materiales elásticos de buena resistencia a presiones y temperaturas
como es el Viton.
Existes dos tipos de tapones, los recuperables y los permanentes. Los tapones
recuperables son utilizados para aislamientos temporales, y se caracterizan por tener
un mecanismo que permita a sus cuñas ser recogidas una vez que se hayan anclado al
revestidor por medio de una herramienta especializada. Los permanentes, llamados
también tapones de hierro o tapones puentes (bridge plugs), son aquellos que se usan
para abandonar algunas zonas del pozo, como abandono de arenas no productoras o
aislar zonas. Estas también se usan para sustituir tapones recuperables en operaciones
temporales por diferentes causas, el bajo costo en comparación con los recuperables y
capacidad de soportar mayores diferenciales de presión, luego para su eliminación
después de la operación se utilizan herramientas de fresado o de perforación.

El mecanismo de asentamiento de los diferentes tapones pueden ser mecánicos,
hidráulicos o por impulsos eléctricos. Esta ultima activa una pequeña carga explosiva
ubicada en la herramienta de asentamiento que ejerce una carga sobre el tapón que
acciona el sistema de asentamiento.
Los tapones de hierro pueden ser bajados al pozo a través de tubería de trabajo o
guaya. Estos tienen diferentes mecanismos de asentamiento y herramientas para tales
fines (setting tool). Por lo general el tapón cuenta con un orificio en su extremo, a
través del cual se sujeta a la herramienta de asentamiento para introducirse en el pozo
a la profundidad deseada. El diseño de estos varía de un fabricante a otro, así como su
mecanismo de asentamiento y herramientas. En el mercado petrolero esta disponible
TDH de diferentes tamaños de revestidores y para soportar diferentes rangos de
presión diferencial y temperaturas. Van desde los 2,000psi hasta los 10,000psi y
temperaturas de 100°F hasta 300°F.
OPERACIÓN DE PESCA
La Pesca (Fishing) en la industria petrolera se le denomina a las operaciones de
recuperación de tubos y herramientas atascadas, empacaduras, tapones y piezas
sueltas en un pozo. A la parte de la sarta de esta suelta en el pozo o atascada se le
denomina “pez”. Existen muchas causas que pueden llevar a problemas durante las
operaciones de perforación, completación, RA/RC y servicios a pozos. Estos
problemas pueden ser atascamientos, rupturas o desprendimientos de partes de la
sarta, ocasionados por fallas mecánicas, corrosión, o abrasión. Cualquier equipo
mecánico que se introduzca dentro de un pozo, si es operado con gran esfuerzo,
puede fallar tarde o temprano, a pesar del cuidado de fabricación, manejo o
instalación. A raíz de esto muchas empresas han invertido en investigaciones para el
desarrollo de herramientas y técnicas capaces de recuperar el pozo, que sufrió alguna
de las fallas antes mencionadas, con los menores costos posible.

Anteriormente, los métodos de recobro estaban limitados a las herramientas
mecánicas permanentes, por ejemplo, cortadores internos y externos, etc., las cuales
hasta los actuales momentos han estado sujetas a un continuo mejoramiento,
alcanzando con ello una gran eficiencia. Hoy en día, las industrias de herramientas de
pesca utilizan personal altamente calificado, herramientas complejas y métodos
operativos.
El rescate de un equipo perdido dentro de un pozo es una operación de ingeniería
que requiere conocimientos de los varios procedimientos y de los esfuerzos
mecánicos que puede aplicarse para evitar el deterioro de la herramienta y ulteriores
complicaciones. Es absolutamente necesario que el operador de la herramienta de
pesca tenga conocimiento cabal del trabajo, de sus herramientas y de las alternativas a
fines. No existe nada que reemplace la experiencia en este trabajo. En las últimas
décadas se han desarrollado en rápida sucesión técnicas y equipos, tales como: cargas
explosivas, registros de detección de punto libre, martillos a base de aceite, martillos
de nitrógeno, pescantes hidráulicos, cestas magnéticas para desperdicios,
herramientas de fresado y otros.
Las labores de pesca en hoyos abiertos y hoyos revestidos involucran herramientas
y técnicas algo similares, pero los problemas y los riesgos difieren. El trabajo en hoyo
abierto esta comúnmente relacionado con las operaciones de perforación y están
involucradas grandes cargas y pesadas de las que comúnmente se encuentran en las
de completación y reacondicionamiento, las cuales se realizas a hoyo revestido, los
cuales incluyen herramientas de herramientas con menor diámetro.
En los trabajos de reacondicionamiento de pozos frecuentemente se realizan viajes
de limpieza y de pesca con la finalidad de calibrar y eliminar obstrucciones en el
revestimiento de producción, o para recuperar equipos dentro del mismo (forros
ranurados, obturadores, sartas de completación, etc.). Estas operaciones son
necesarias ya que se debe asegurar que se tiene un hoyo completamente limpio y bien

calibrado para efectuar eficientemente y con seguridad los trabajos posteriores de
cañoneo, estimulación y/o empaque con grava.
CONSIDERACIONES EN PESCA
Antes de introducir cualquier herramienta de pesca al pozo, se debe hacer una
evaluación detallada de la situación. Para poder sistematizar esa evaluación se
verifican cuando menos los elementos que se identifican a continuación:
- Diámetro interior del revestimiento de producción de acuerdo con éste se
seleccionará el pescante del tamaño adecuado. También se debe conocer el diámetro
permisible “drift”, el cual es el diámetro recomendado para seleccionar las
herramientas, de tal manera que permita el paso libre de ellas.
- Diámetro exterior o interior del pescado este se puede conocer solamente cuando se
trata de tuberías y herramientas cuyas especificaciones vienen dadas en tablas. Con
base en tales diámetros se seleccionarán los pescantes externos y/o internos más
adecuados. En el caso de objetos como mandarrias, cuñas, llaves, etc., una impresión
con un bloque de plomo o el estudio de un objeto similar puede ayudar a la selección
del pescante.
- Profundidad del tope del pescado es de vital importancia conoce la profundidad del
tope del pescado para así lograr evitar las siguientes situaciones:
- Evitar pérdidas de tiempo maniobrando inútilmente arriba del pescado.
-Evitar golpear bruscamente el tope del mismo, lo cual puede ocasionar daños tanto al
pescado como al pescante. Esta profundidad se verifica metiendo un bloque de
impresión o un calibrador y Midiendo con exactitud la longitud del cable o tubería
hasta el pescado.

- Forma del tope del pescado: es importante conocer de la manera más certera posible
la forma y posición del tope del pescado para así seleccionar el tipo y diámetro del
pescante adecuado. La manera más práctica de conocer estas características es por
medio de una impresión con camarita de plomo. El bloque de impresión es una pieza
de plomo de fondo plano y circular, completamente lisa, con acoplamiento para
tubería de perforación o producción y con un hueco de circulación, está también
puede ser corrida por guaya. Para tomar la impresión es necesario tocar una sola vez
el tope del pescado u obstrucción. . Con el bloque de impresión también es posible
detectar reducciones y roturas en el revestimiento.
HERRAMIENTAS DE PESCA
La herramienta desarrollada en este trabajo se considera un equipo de pesca, por
esta razón es importante tener un conocimiento de las herramientas de pesca que se
manejan frecuentemente tanto en hoyo abierto o revestido. Esto con el fin de tener
presente los diferentes mecanismos que se han venido desarrollando durante el
tiempo, y que de cierto modo sostienen un grado de confiabilidad aceptable, ya que
estos han sido exitosamente probados en operaciones de campo. Estas herramientas
están clasificadas de acuerdo a su funciones, entre ellas tenemos: pescantes internos y
externos, cortadores internos o externos, herramientas de fresar, tarrajas y dados,
tuberías de lavado, martillos, juntas de seguridad, bloques de impresión y
recuperadores de desperdicios.
- Pescantes internos y externos: La opción más inmediata de recuperar un pescado
es a través de estos tipos de pescantes. El pescante externo es aquel que a través de
una geometría cónica o a través de garras de enganches llamados “grapples que se
engancha en el diámetro externo del pescado y logrando suficiente presión para
sacarlo del hoyo. La herramientas mas común de este tipo es el Overshot el cual se
engancha por la parte externa del pescado, su mecanismos de captura es por medio de
una serie de grapples ya sean tipo espiral, tipo cesta, entre otros, figura 2. Además el

Overshot cuenta con una guía en su parte delantera que ayuda a centralizar el pescado
e introducirlo correctamente en su diámetro interior. En muchos casos no es posible
utilizar un pescante externo por el tipo de pescado, entonces entra el juego el pescante
interno el cual tiene un mecanismo de enganche parecido a los externos, pero este se
introduce dentro del “pescado”, la herramienta mas común es el Spear, el cual
consiste en el mismo mecanismo que el Overshot pero ahora los grapples están
diseñados para engancharse por su parte interna. Hoy en día, las empresas han venido
diseñando muchos equipos de pesca internos y externos para casos y herramientas
específicas. Además, estos pescantes tienen la ventaja de que se pueden enganchar y
desenganchar del pescado de una forma simple.
OverShot Serie 150 (Baker Oil Tools)
- Cortadores Internos y Externos: las herramientas de corte se usan para
remover la porción superior de una sarta atascada con el fin de permitir el uso de
otros dispositivos para recuperar el resto inferior. Las herramientas rotativas de corte
interno fueron diseñadas para cortar tuberías de revestimiento que de lo contrario se
habrían quedado en un pozo abandonado. Hasta el advenimiento de la técnica de la
cuerda explosiva, el corte interno era la mejor manera de desprender una tubería de

producción o de perforación. Pero estos cortadores se siguen utilizando cuando las
condiciones no permiten introducir una cuerda explosiva. Los cortadores externos
permiten que se hagan cortes mecánicos cuando el interior de un pescado esta
obstruido, impidiendo el uso de la cuerda explosiva, carga moldeada o corte químico.
Esta se hace funcionar a menudo después del lavado del pescado.
En las herramientas modernas se incorpora un aparato recolector de cortes
externos para captar u recuperar la porción cortada del pescado. Esto elimina el tener
que sacar el equipo del hoyo para cambiar de herramienta para luego bajar a
recuperar la parte cortada. En la figura 3 se muestran un cortador mecánico
perteneciente a la empresa Baker Oil Tools.
Figura 3 Cortador Mecánico Interno (Baker Oil Tools)
- Herramientas Fresadoras: las fresas dentro del campo de la perforación, datan
desde fechas remotas. Las cortadoras fresadoras utilizadas originalmente para

trabajos de limpieza fueron elaboradas de acero de endurecimiento superficial.
Posteriormente, los bordes cortantes se revestían con un material duro aplicado
mediante soldadura; pero hasta que se comenzó a utilizar el carburo de tungsteno para
este propósito, las fresas era de escasa duración, apenas penetraban pocas pulgadas
antes de desgastarse.
Durante la década de los 50 se llego a saber que el carburo de tungsteno
fragmentado en piezas relativamente grandes colocadas dentro de un material suave
por el lado cortante de las herramientas fresadoras, duraría indefinidamente. Las
fresas cubiertas con este material han logrado periodos fenomenales de
funcionamiento al cortar partes de acero en el pozo Cuando una pieza pierde el filo, el
material suave de la matriz se desgasta, exponiendo más superficie cortante.
Una de las fresas mas usuales es la fresa de desperdicios “Junk Mill”, este se
muestra en la figura 4.
Se utilizan para amplias variedades de materiales, son versátiles y soportan
perforaciones iniciales, grandes pesos y rotación rápida. Se fabrican en todas las
variedades de formas y tamaños (cónicas, planas, hexagonales, etc.). De acuerdo con
el trabajo que se va ejecutar, se usan comúnmente para cumplir las operaciones que se
enumeran:
- Perforar desperdicios mecánicos en el hueco
- Limpiar y acondicionar tope de un pescado
- Calibrar y reparar partes menores en el revestidor
- Abrir ventanas en el revestimiento

- Limpiar cemento y arena
- Fresar tapones de hierro, obturadores, tuberías, etc.
Figura.4 Herramienta de Fresado “Junk Mill”
- La zapata corona (Rotary Shoes): es otra de las herramientas de fresado que es
usada en la industria petrolera, esta consiste en una especie de tubo, generalmente de
acero AISI 4140, con insertos de carburo de tungsteno en un extremos, se utiliza para
acomodar tomes de pescado y para fresar cuñas de empacaduras permanentes y
tapones de hierro.
Estas son corridas en un hoyo con un tubo lavador donde solo el material cortado
entre el pescado y el revestidor necesitan ser removidos.
Estas son fabricadas de diferentes tamaños y capacidades, además los lados de
corte definen el tipo de zapata corona en la figura 5 se observa una zapata Tipo C.

Figura .5 Herramienta de Fresado: Zapata Fresadora Tipo C (Rotary Shoes)
- Terrajas y Dados: las herramientas de pesca de este tipo fueron empleadas por
los primeros perforadores antes de entrar en usa el sistema rotatorio. Estas piezas son
fabricadas de acero de endurecimiento superficial y funcionan como una herramienta
para labrar roscas en el extremo superior del pescado, lo que permite sacar la parte
que quedo en el pozo. Estos no pueden ser desprendido sino rompiendo la
herramienta o mellando las rosca, tampoco puede ser empleadas en pescados que
giran libremente, ero dependiendo del tipo de rosca pueden ser enroscados hacia la
derecha o hacia la izquierda.
En la industria petrolera estos son considerados pescantes internos o externos
dependiendo de su forma. Existen los machos de rosca (Taper Taps), figura 6(a),
comúnmente conocidos como “Rabo de Rata”, el cual realiza la rosca por dentro del
pescado, esta herramienta se consigue en el mercado de diferentes tamaños y rangos
de enganche, en el Apéndice D se encuentra la Tabla 1 que describe algunos Rabo de
Rata que ofrece la empresa Baker Oil Tools C.A. Inversamente, existe la Hembra de
Roscar (Box Tap), figura 6(b), la cual engancha en la parte exterior del pescado. Esta

tipo de herramientas son usadas cuando ya los pescantes convencionales externos o
internos, no son viables. Además tienen que correrse con una junta de seguridad, ya
que estas no se pueden liberar del pescado una vez enganchados en él.
Figura.6 (a) Rabo de Rata (Taper Tap); (b) Dado (Die Collar)
- Tubería de Lavado: se utilizan para trabajar hasta el pescado con una tubería de
perforación o de producción para permitir la limpieza mediante la circulación de la
arena u otro material en el espacio fuera del pescado. Una zapata corona se atornilla
comúnmente en el extremo inferior para permitir la circulación y cierto grado de
corte. La tubería puede ser utilizando tubería de revestimiento regular, pero casi
siempre es mejor la tubería de mejor grado disponible debido a los altos esfuerzos
involucrados.
- Martillos: un martillo mecánico es una junta de dilatación, un dispositivo que
permite el movimiento vertical de la sección superior sin el movimiento de la parte
inferior de la herramienta dentro de un corrido limitado, normalmente de 20 plg. Está
construido con un centro hexagonal o ranurado de manera que el fondo girara con la
superior y se podrá bombear a través de él a alta presión sin ninguna filtración. Al

subir la sección superior con la sarta de trabajo hasta el limite del recorrido se
producirá un ligero martilleo hacia arriba en la parte inferior. Luego al dejar caer a la
sarta rápidamente se producirá un golpe agudo en la parte inferior. Si el pecado puede
liberarse hacia abajo, este dispositivo es muy efectivo.
En muchos casos un pescado atascado en un pozo requerirá un impulso poderoso
hacia arriba para su liberación. Los percusores mecánicos o hidráulicos permiten un
impacto hacia arriba soltando de golpe los dispositivos de disparo dentro de la
herramienta. La fuerza de martilleo mecánico dependerá de la torsión ejercida contra
el mecanismodisparador. A mayor torsión, más fuerte será la fuerza de percusión
cuando la herramienta se dispare. Los percutores hidráulicos no necesitan ser
rotados para obtener acción percutora; por lo tanto, pueden ser empleados donde el
pescado pudiera girar. Todos los percutores deben tener un agujero suficientemente
grande para permitir el paso de las herramientas de punto libre y la cuerda explosiva.
– Juntas de Seguridad: es básicamente un substituto especial con rosca derecha que
fácilmente puede ser desconectado mediante rotación izquierda. Una junta de
seguridad por lo tanto, puede ser usada para soltar el conjunto de herramientas anexas
al pescado cuando puede ser recuperado. Por ello, los operadores más prudentes
colocaran una junta de seguridad por encima de un pescado en caso de que el pescado
no pueda ser soltado o el mecanismo de seguridad de la herramienta de pesca no
funcione. Hoy en día la junta de seguridad mas utilizada en las actividades de pesca
es la Tipo “J”, la cual esta conformada por dos piezas aseguradas entre si cuando las
cuñas de la mitad superior se encuentran dentro de la ranura tipo J de la mitad
inferior. Tornillos de rupturas especiales mantienen la herramienta sin movimiento
entre su mitad superior e inferior hasta que la herramienta enganche al pescado,
figura 7. Esta herramienta una vez liberada puede ser reenganchada y seguir con la
operación. En la tabla 2 del Apéndice D se encuentran las especificaciones de
algunas juntas de seguridad Tipo “J” que ofrece la empresa Baker Oil Tools C.A. al
mercado.

Figura 7 Junta de Seguridad Tipo “J”
- Recuperadores de desperdicios: las cestas de desperdicio se utiliza para recuperar
pequeños trozos de material en el fondo.
Comúnmente se introduce con una herramienta de fresar, la cual tenderá a romper
los desperdicios en pequeños pedazos que serán traídos hacia arriba por la circulación
de fluidos.
Generalmente se espera que la turbulencia en el espacio anular levante y conduzca
hasta la cesta de los depósitos de esos residuos indeseables.

En la figura 8 se observa una cesta de desperdicio Tipo Washover desarrollada por
Baker Oil Tools.
Figura 8 Cesta de Desperdicios Tipo Washover
En la presente investigación, la cual tiene como objetivo desarrollar una
herramienta capaz de recuperar los tapones de hierro, se analizaron varias
herramientas de pesca con el fin de establecer una base y conocimiento de los
diferentes mecanismos que son aplicados para dichas operaciones. Entre estas
herramientas veamos el funcionamiento de dos de ellas: el Packer Picker y el Plug
Plucker:
- El Packer Picker: es una herramienta que se implementa para recuperar las
empacaduras permanentes del pozo. Esta formada por un retenedor en su punta el
cual al encontrarse en su estado normal estos retenedores forman un diámetro mayor
al diámetro interno de la empacadura a recuperar, esta herramienta es corrida en el
hoyo, al llegar a la empacadura los retenedores se encogen al pasar a través del
interior de ella con la ayuda de un resorte, finalmente al atravesar la empacadura en

su totalidad los retenedores se vuelven a expander generando así un prisionero que al
tratar de tensionar la herramienta estos retenedores encajaran en la parte inferior de la
empacadura, ver figura 9. Luego de esto comienza el proceso de fresado de las cuñas
de la empacadura para liberarla, esto se realiza con una zapata corona ubicada por
encima de los retenedores a una distancia especifica.
Figura 9: Packer Picker : CJ Packer Milling Tool (Baker Oil Tools)
Plug Plucker tiene como objetivo recuperar tapones de hierro y retenedores de
cementos desarrollados por la empresa Baker Oil Tools. Esta herramienta contiene en
su punta un grapple con hilos en forma de rosca, la cual al llegar al tapón estas se
introducen dentro del orificio de asentamiento enganchándose en la rosca del orificio.
Este también utiliza un resorte para encoger el grapple al momento de introducirlo en
el orificio del tapón, ver figura 10. Luego de que la punta enganche el tapón, se aplica
peso sobre la herramienta para destruir los tornillos de ruptura y así bajar la zapata
corona y fresar las cuñas del tapón para liberarlo.

Esta herramienta esta diseñada por Baker para recuperar los tapones y retenedores
de cemento que ellos ofrecen y es muy poco efectiva al tratarse de tapones de otras
empresas, incluso su efectividad disminuye considerablemente al tratarse de tapones
que han permanecido en el pozo por un largo periodo, aunque se podría realizar un
buen lavado del orificio del tapón pero no del espacio entre los hilos de su rosca, los
cuales son invadidos de particular proveniente del fluido del trabajo, material
desprendido de operaciones realizadas por encima del tapón como cementaciones y
fresados. Al no poder limpiar la rosca del orificio del tapón, en la cual se enganchará
los hilos de la punta de la herramienta, disminuye considerablemente el área de
contacto y al momento de tensionar la sarta, estos hilos de la punta se liberan del
orificio con facilidad.
Figura 10 CP-3 Plug Plucker (Baker Oil Tools).
SARTA DE PRODUCCIÓN O EDUCTOR.
Estas constituyen arreglos de tubulares y equipos de fondo; pueden ir desde arreglos
sencillos hasta arreglos muy complicados. Su objetivo primordial es conducir los
fluidos desde la boca de las perforaciones hasta la superficie. Los Grados API para

tubería mayormente empleados son: J-55, C-75, C-95 y P-105. Los grados C-75 y C-
95 son diseñados para soportar ambientes ácidos, son más resistentes y costosos que
el J-55, este último presenta un buen comportamiento en ambientes básicos. Existen
dos tipos de conexiones, para tuberías de producción, abaladas por la American
Petroleum Institute (API). La conexión API “NU” (NOT-UPSET), que consta de una
rosca de 10 vueltas, siendo la conexión menos fuerte que la tubería. La conexión de
tubería “EUE” (EXTERNAL UPSET), dicha conexión posee mayor resistencia que el
cuerpo de la tubería y es ideal para los servicios de alta presión.
EMPACADURA DE PRODUCCIÓN
Es una herramienta de fondo que se usa para proporcionar un sello entre la tubería
eductora y el revestimiento de producción, a fin de evitar el movimiento vertical de
los fluidos, desde la empacadura por el espacio anular, hacia arriba. Estas
empacaduras son utilizadas bajo las siguientes condiciones:
a) Para proteger la tubería de revestimiento del estallido bajo condiciones de alta
producción o presiones de inyección.
b) Para proteger la tubería de revestimiento de algunos fluidos corrosivos.
c) Para aislar perforaciones o zonas de producción en completaciones múltiples.
d) En instalaciones de levantamiento artificial por gas.
e) Para proteger la tubería de revestimiento del colapso, mediante el empleo de
un fluido sobre la empacadura en el espacio anular entre la tubería eductora y
el revestimiento de producción.
MECANISMO BÁSICO.
Para que una empacadura realice el trabajo para el cual ha sido diseñada, dos cosas
deben suceder: primero un cono debe ser empujado hacia las cuñas a fin de que ellas
se peguen a la pared del revestidor y segundo el elemento de empaque (gomas) debe
ser comprimido y efectuar un sello contra la pared del revestidor. Sus componentes
básicos son:
a) Elementos sellantes: Estos elementos son normalmente construidos de un
producto de goma de nitrilo y se usan en aplicaciones tales como:

instalaciones térmicas, pozos cretácicos y pozos productores de gas seco. Se
ha comprobado que los sellos de goma de nitrilo son superiores cuando se
utilizan en rangos de temperaturas normales a medias. Cuando se asienta una
empacadura, el elemento sellante se comprime de manera tal que forma un
sello contra la pared de la tubería de revestimiento. Durante esta compresión,
el elemento de goma se expande entre el cuerpo de la empacadura y la pared
de la tubería. Esta expansión junto con la maleabilidad del mencionado
elemento ayudan a que estos vuelvan a su forma original al ser eliminada la
compresión sobre la empacadura. Algunas empacaduras incluyen resortes de
acero retráctiles moldeados dentro del elemento sellante para resistir la
expansión y ayudar en la retracción cuando se desasiente la empacadura.
Existen cuatro tipos de elementos sellantes que se usan de acuerdo al tipo de
servicio: ligero, mediano, duro y especiales. (I, II, III y IV, respectivamente).
Tabla 1-2. Tipo de Elementos Sellantes.
TiposElementos Sellantes
Presión de Trabajo
(lb/pulg2)
Temperatura de trabajo
(ºF)I Un solo elemento 5000 250II Dos o mas 6800-7500 275III Dos o mas 10000 325
IVEspeciales para CO2
y H2S15000 450
b) Cuñas: Las cuñas existen en una gran variedad de formas. Es deseable que
posean un área superficial adecuada para mantener la empacadura en posición,
bajo los diferenciales de presión previstos a través de esta. Las cuñas deben
ser reemplazadas si ya se han utilizado una vez en el pozo.
c) Elementos de asentamiento y desasentamiento: El mecanismo más simple
de asentamiento y desasentamiento es el arreglo de cerrojo en “J” y pasador
de cizallamiento que requiere solamente una ligera rotación de la tubería de
producción al nivel de la empacadura para el asentamiento y puede,

generalmente, ser desasentada por un simple levantamiento sobre la
empacadura. Este procedimiento es aplicable a las empacaduras recuperables.
d) Dispositivos de fricción: Los elementos de fricción son una parte esencial de
muchos tipos de empacaduras para asentarlas y en algunos casos para
recuperarlas. Pueden ser flejes, en resortes o bloque de fricción, y si están
diseñados apropiadamente, cada uno de estos proporciona la fuerza necesaria
para asentar la empacadura.
e) Anclas hidráulicas: Las anclas hidráulicas o sostenedores hidráulicos
proporcionan un método confiable para prevenir el movimiento que tiende a
producirse al presentarse una fuerza en la dirección opuesta de las cuñas
principales. Por ejemplo, una empacadura de cuñas simples que se asiente con
peso puede moverse hacia arriba en el hoyo, cuando se lleva a cabo una
acidificación o fractura, sin embargo, este movimiento se puede evitar
mediante el uso de sostenedores hidráulicos o de una ancla hidráulica.
SELECCIÓN DE EMPACADURAS.
Para la selección de empacaduras es necesario considerar diversos factores tanto
técnicos como económicos. Generalmente, se escoge la empacadura menos costosa
que puede realizar las funciones para la cual se selecciona. Sin embargo, el costo
inicial de la empacadura no debe ser el único criterio de selección. Es necesario tomar
en cuenta los requerimientos presentes y futuros de los pozos para la selección de la
empacadura, por ejemplo, las empacaduras más económicas son generalmente las de
compresión y las de tensión. Las empacaduras hidráulicas suelen ser las más costosas.
Es necesario tomar en cuenta facilidades de reparación y disponibilidad. Las
empacaduras con sistemas complejos para el asentamiento y desasentamiento deben
evitarse, así por ejemplo, las empacaduras recuperables que se liberan con simple
tensión son deseables en muchos casos.
La selección de una empacadura para un trabajo en particular, debe basarse en el
conocimiento de las diferentes clases de empacaduras. Sin embargo, para hacer una

selección preliminar es necesario recabar la siguiente información y verificar que la
empacadura seleccionada cumpla con cada uno de los siguientes aspectos:
a) Tipo de empacadura (Recuperable, Permanentes, Permanentes –
Recuperables).
b) Tipo de completación.
c) Dirección de la presión.
d) Procedimiento de asentamiento de la empacadura.
e) Procedimiento de desasentamiento de la empacadura.
La selección final de la empacadura se basará en un balance entre los beneficios
mecánicos y las ganancias económicas, resultando preponderante de dicho balance lo
que genere mayor seguridad para el pozo.
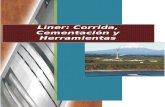
REJILLAS O “LINERS” RANURADOS.
Las rejillas o "liners" ranurados sin empaques con grava, constituyen la manera más
sencilla de controlar la producción de arena en pozos horizontales dependiendo
lógicamente del grado de consolidación de la arena a producir. Este mecanismo debe
emplearse, sólo si se tiene una arena bien distribuida y limpia, con un tamaño de
grano grande, porque de lo contrario la rejilla o forro terminará taponándose. Las
rejillas y "liners" actúan como filtros de superficie entre la formación y el pozo,
puesto que el material de la formación se puentea a la entrada del “liner”. Las rejillas
y los "liners" ranurados previenen la producción de arena basados en el ancho de las
ranuras o aperturas para el flujo, denominado también calibre, creando así un filtro
que permite la producción de petróleo.
Existen varios criterios para diseñar las aberturas del "liner" ranurado, en algunos
casos, se dimensionan de manera que su tamaño duplique el diámetro del grano de
arena de formación en el percentil cincuenta de la arena (D50), en otros casos, se
diseñan para que su tamaño triplique el percentil diez más pequeño de la arena (D10).
Estos criterios de dimensionamiento se derivan de varios estudios, en los cuales se
determinó que un grano de arena de formación forma un puente en la abertura de una
ranura cuyo tamaño sea dos o tres veces el diámetro del grano, siempre y cuando dos

partículas traten de entrar en la ranura al mismo tiempo. Evidentemente, la formación
de estos puentes requiere que haya una concentración suficiente de arena de
Formación que trate de penetrar la rejilla o "liner" al mismo tiempo.
Evidentemente, la formación de estos puentes requiere que haya una concentración
suficiente de arena de Formación que trate de penetrar la rejilla o “liner” al mismo
tiempo. En otras palabras funcionan como filtros de superficie, puesto que el material
de la formación se puentea en su superficie. Las rejillas y “liners” ranurados
previenen la producción de arena basados en el ancho de las ranuras. La Fig. 1-25
presenta un “liners” ranurado típico.
Fig. 1-25. Rejilla o “Liner” Ranurado.
Limitaciones de las Rejillas o “Liners” Ranurados.
Uno de las limitaciones más rápidamente identificables de las rejillas solas o “liner”
ranurado como una técnica de control de arena, es la corrosión de las ranuras antes de
que ocurra el puenteo.
Si los puentes que se han formado no son estables, pueden romperse cuando cambie
la tasa de producción o cuando se cierre el pozo. Ahora bien, debido a que los puentes
pueden romperse, es posible que la arena de la Formación se reorganice, lo cual, con
el tiempo, tiende a ocasionar la obstrucción de la rejilla o “liner”. Por tanto, cuando se

utilice esta técnica para controlar arena de Formación, el diámetro de la rejilla o
“liner” debe ser lo más grande posible, con el fin de minimizar la magnitud de la
reorganización de los granos que pueda ocurrir. Para que una rejilla o “liner”
ranurado sean eficaces, deberán utilizarse exclusivamente en formaciones de
permeabilidad relativamente elevada, que contengan poca o ninguna arcilla y cuyos
granos de arena sean grandes y estén bien distribuidos. Si la formación presenta
suficiente arcilla, los puentes de arena que se forman en la rejilla o en el “liner”
podrían obstruirse. Si el rango de tamaño de las partículas de arena es amplio y/o
diverso, es posible que la rejilla o “liner” ranurado se obstruya con granos de arena.
Los pozos de petróleo y/o gas con arenas bastantes sucias y con tamaños de granos
pequeños, son normalmente formaciones no-uniforme. Esto no permitirá un
apropiado puenteo de la arena de la formación sobre la rejilla o “liner”. En la mayoría
de los casos algún puenteo ocurrirá pero con una reducción de la producción debido a
la invasión de las partículas más pequeñas en las aberturas de las rejillas de alambre
enrollado. Esto en efecto limita el uso de rejilla sola o “liner” como una técnica para
controlar la arena de la formación. Otro factor sería el tipo de formación (friable,
parcialmente consolidada ó no consolidada). Las Formaciones friables posiblemente
nunca colapsaran alrededor de la rejilla o “liner”, pero producirán cantidades
pequeñas de arena durante la producción del fluido. Las arenas parcialmente
consolidadas y las arena no consolidadas se derrumbarán y llenaran las perforaciones
y el espacio entre el revestidor y la rejilla con la subsecuente reducción de la
permeabilidad en las perforaciones y en el espacio del revestimiento/rejilla. La
experiencia indica que las completaciones con rejillas solas en hoyo abierto, la
formación rara vez colapsa totalmente sobre la rejilla, lo que pueda permitir el
transporte de material taponante a la superficie de la misma.
La productividad inicial de las completaciones con rejillas solas es generalmente
buena, pero la declinación de producción subsecuente es típica. Las rejillas suelen no
ser muy exitosas en muchos pozos consecuencia del taponamiento de las ranuras de la
rejilla y posterior declinación de la producción.

La selección entre rejilla y “liner” ranurado se basa fundamentalmente en factores
económicos. El “liner” ranurado es menos costoso, pero presenta limitaciones de
anchura de las ranuras y, por lo general, tiene menos área de flujo disponible. Por su
parte, las rejillas pueden tener aberturas mucho más grandes y un área de flujo mayor,
pero resultan más costosas.
Ventajas de las rejillas solas o “liners” ranurados.
Fáciles de correr.
Pueden ofrecer un control de arena razonablemente bueno en condiciones
adecuadas.
Desventajas de las rejillas solas o “liners” ranurados.
Si el puente que se ha formado no es estable, y se rompe, el “liner” o rejilla
puede obstruirse con el tiempo debido a la reorganización de la arena de
Formación.
En pozos de alta tasa hay la posibilidad de que ocurra una falla del “liner” o
rejilla por erosión antes de que se forme el puenteo.
Adecuados únicamente para formaciones de granos grandes y bien
distribuidos, alta permeabilidad y poca o ninguna arcilla.
A continuación la Tabla 1-5 presenta los diámetros máximos y óptimos de rejillas
para los distintos tamaños de revestidor:
Tabla 1-5. Diámetros Recomendados de Rejillas para el Interior del Revestidor.

Tamaño del Revestidor. Diámetro Externo (pulg).
Diámetro Máximo de Rejilla. Diámetro Externo
de Tubería (pulg).
Diámetro Óptimo de Rejilla. Diámetrro Externo de
Tubería (pulg).4 1 1
4 ½ 1 ¼ 1 ¼5 1 ½ 1 ½
5 ½ 2 3/8 2 3/86 5/8 3 ½ 2 7/8
7 3 ½ 2 7/87 5/8 4 2 7/88 5/8 5 2 7/89 5/8 5 ½ 2 7/8
REJILLAS PRE-EMPACADAS.
Las rejillas pre-empacadas son un filtro de dos-etapas con las envolturas externas e
internas de la rejilla que entrampan el medio filtrante. El medio filtrante (típicamente
grava) no deja pasar los granos de la Formación más pequeños, esta arena actúa como
agente puenteante cuando se produce arena de Formación mientras que la envoltura
exterior de la rejilla filtra los granos de la Formación más grandes, las rejillas pre-
empacadas se aplican en zonas donde la utilización del empaque con grava es difícil
(zonas largas, pozos muy desviados, pozos horizontales y Formaciones
heterogéneas). Las ventajas y desventajas de usar rejillas pre–empacadas son:
Ventajas del método:
A pesar de ser pre-empacadas no se aumenta el radio externo de las rejillas.
En algunos casos son menos costosas que las tuberías ranuras de gran
diámetro.
Poseen mayor capacidad de flujo por pie.
Desventajas del método:
Es muy propensa a daños físicos durante su asentamiento en el pozo.
La grava consolidada es poco resistente a la erosión.
La grava consolidada al igual que los sistemas de consolidación plástica son
poco resistentes a la acción de ácidos, vapor, etc.
Productividad de los pozos se reduce cuando las aberturas se taponan.
La utilización de las rejillas pre-empacadas implica tener presente dos posibles
problemas:

a) Taponamiento: si la rejilla no se encuentra protegida es muy probable que la
misma se tapone con finos de la Formación durante el proceso de formación
del puente arena.
b) Daños de la grava pre-empacada: si el pozo es demasiado inclinado, o las
rejillas se colocan en pozos horizontales de radio corto se generan fracturas en
la grava consolidada que generarán un bajo desempeño de la misma.
Las pautas a seguir para utilizar rejillas pre-empacadas son prácticamente las mismas
que rigen el empleo de rejillas solas o “liners” ranurados, Formaciones altamente
permeables de granos de arena grandes y bien distribuidos, con poco o ningún
contenido de arcillas u otros finos. Debe considerarse la aplicabilidad de las rejillas
pre-empacadas en pozos de radio corto, en los cuales, la grava recubierta de resina y
consolidada podría agrietarse mientras se empuja a través de los grandes ángulos de
inclinación del pozo. Este agrietamiento podría afectar la capacidad de filtración de
arena que posee la rejilla, lo cual resulta particularmente cierto en el caso de la rejilla
pre-empacada simple, donde el agrietamiento de la grava recubierta de resina y
consolidada puede hacer que la grava se salga de la camisa perforada, exponiendo
directamente la rejilla interior a la producción de arena de Formación.
Existen diferentes diseños de rejillas pre-empacadas, los más comunes incluyen
rejillas pre-empacadas de rejilla doble, rejillas pre-empacadas de rejilla sencilla y
slim-pak.
a) La rejilla doble: consiste en una rejilla estándar y una camisa adicional sobre
la primera camisa. El espacio anular entre las dos camisas se rellena con grava
revestida con resina. Todo el ensamblaje de la rejilla se coloca en un horno y
se calienta para permitir que la grava revestida se consolide.
b) La rejilla pre-empacada sencilla: posee, en primer lugar, una rejilla
estándar. En este caso, se instala un tubo perforado especial sobre la camisa.
Este tubo está envuelto en un papel especial para sellar los orificios de salida,
y la región anular entre la camisa y el tubo perforado se llena con grava
revestida con resina. El ensamblaje se cura en un horno y se saca el papel que
está alrededor del tubo exterior.

c) La rejilla Slim-Pak: es similar a la rejilla estándar, con dos excepciones
importantes. En primer lugar, alrededor de la parte exterior de la base de
tubería perforada se enrolla una rejilla de malla muy fina y se asegura antes de
instalar la camisa. En segundo lugar, el espacio entre la camisa y la rejilla de
malla fina se llena con arena de empaque revestida con resina. Después se
lleva la rejilla a un horno, para curar la grava revestida y obtener una capa fina
de grava consolidada entre la camisa de la rejilla y la tubería base.
En la Fig. 1-26, se muestran los tres tipos de rejillas ya mencionadas.
Fig. 1-26. Tipos de Rejillas Pre-Empacadas.
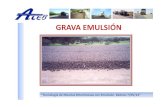
COMPLETACIONES A HOYO REVESTIDO CON EMPAQUE CON
GRAVA.
El empaque con grava en “Hoyo Revestido” es una de las técnicas de control de arena
más comúnmente utilizada por la industria petrolera. Este método de control de arena
utiliza una combinación de rejilla y grava para establecer un proceso de filtración en
el fondo del pozo. La rejilla es colocada a lo largo de las perforaciones y un empaque

de grava con una distribución adecuada de arena es colocado alrededor de la rejilla y
en las perforaciones. Después de esto, la arena del empaque de grava en las
perforaciones y en el anular de la rejilla-revestidor filtra la arena y/o finos de la
formación mientras que la rejilla filtra la arena del empaque con grava. La Fig. 1-27
muestra una completación típica a hoyo revestido con empaque con grava:
Fig. 1-27. Esquema de un Empaque con Grava en Hoyo Revestido.
Una variedad de técnicas son usadas para colocar la rejilla frente a las perforaciones y
controlar la colocación de la grava. La elección de la técnica más adecuada dependerá
de las características particulares del pozo tales como profundidad, espesor del
intervalo, presión de la Formación, etc. Los numerosos sistemas de fluidos y
herramientas están disponibles para mejorar la producción final del pozo empacado
con grava. Las diferentes técnicas más conocidas se listan a continuación:
a) Sistemas convencionales – Empacados con agua.
Circulación en reverso.
Circulación Crossover.
Técnica de Washdown.
b) Sistemas de empaque por lechada de cemento.
Técnica de Squeeze.

Técnica de un viaje.
Técnica de Washdown.
Desafortunadamente, la eficiencia de una completación con empaque con grava,
independientemente de la técnica que se utilice, genera daño al pozo en muchos
casos. El daño cercano a la boca del pozo como un resultado de la completación con
empaque con grava podría atribuirse a varios mecanismos o más probablemente, es el
resultado acumulativo de una variedad de ellos. Estos podrían incluir el taponamiento
del empaque y la pérdida del fluido durante la completación. El taponamiento del
empaque ocurre principalmente por la migración de finos desde la formación, que
invaden el empaque con grava cuando el pozo es colocado en producción. Asimismo,
la pérdida de fluido durante el empaque con grava es un problema serio, sobre todo
en zonas de alta permeabilidad. Esta pérdida de fluido puede producir una variedad
de mecanismos de daños tales como:
Problemas de depositación de escama por la interacción del agua de la
Formación con los fluidos perdidos durante la fase de completación.
Daño debido a la alta viscosidad de los fluidos perdidos.
Daño debido a la presencia de partículas sólidas como carbonato de calcio o
sal usados como aditivos para controlar pérdidas de fluidos, bombeados antes
del empaque con grava, que pueden crear problemas de taponamiento del
medio poroso por sólidos. Esto también crea otros problemas como potencial
puenteo en el empaque.
Ventajas de una completación a hoyo revestido con empaque con grava.
Existen facilidades para completación selectiva y para reparaciones en los
intervalos productores.
Mediante el cañoneo selectivo se puede controlar con efectividad la
producción de gas y agua.
La producción de fluidos de cada zona se puede controlar y observar con
efectividad.
Es posible hacer completaciones múltiples.
Desventajas de una completación a hoyo revestido con empaque con grava.

Se restringe las perforaciones del cañoneo debido a la necesidad de dejar la
rejilla en el hoyo.
Taponamiento debido a la formación de escamas cuando el agua de inyección
se mezcla con el fluido de completación a base de calcio usado durante el
empaque con grava.
Pérdida de fluidos durante la completación causa daño a la formación.
Erosión / corrosión de la rejilla debido a la arena que choca contra cualquier
superficie expuesta.
COMPLETACIONES A HOYO ABIERTO AMPLIADO CON EMPAQUE
CON GRAVA.
El empaque con grava en “Hoyo Abierto Ampliado” implica perforar por debajo de la
zapata o cortar el revestimiento de producción a la profundidad de interés, repasar la
sección del hoyo abierto, ampliándolo al diámetro requerido, para luego colocar una
rejilla frente al intervalo ampliad o, y posteriormente circular la grava al espacio
entre la rejilla o “liner” ranurado y el hoyo ampliado, de tal forma que la rejilla o
“liner” ranurado funcione como dispositivo de retención de la grava y el empaque con
grava como filtro de la arena de la Formación. La Fig. 1-28 muestra un esquema
genérico de una completación a Hoyo Abierto Ampliado.

Fig. 1-28. Completación a Hoyo Abierto Ampliado.
La operación descrita, permite aumentar las dimensiones del hoyo. La razón
fundamental que justifica esta operación en un hoyo abierto es la de remover el daño
presente en la zona más cercana al pozo. El hoyo de mayor diámetro también
aumenta ligeramente la productividad del pozo, pero esta mejora no es muy
significativa en la mayoría de los casos. La ampliación del hoyo se puede llevar a
cabo simplemente para lograr una mayor holgura entre la rejilla y el hoyo abierto. En
cualquier caso, deberá realizarse con un fluido que no cause daño a la Formación. Los
lodos de perforación tradicionales sólo deberían ser utilizados como última
alternativa y se deberán planificar tratamientos para la remoción del daño antes de
empacar con grava o poner el pozo a producir.
Los problemas de la ampliación de hoyo tienen que ver más con problemas
operacionales que con aspectos referentes al tiempo de realización, costos o
productividad.
Los empaques con grava en Hoyo Abierto Ampliado permiten evitar todas las
dificultades y preocupaciones asociadas con el empaque de las perforaciones en

Hoyos Revestidos y reducen las operaciones de colocación de grava a una tarea
relativamente simple, de empacar el espacio anular entre el “liner” y el hoyo
ampliado. Debido a que estos empaques no tienen túneles de perforación, los fluidos
de perforación pueden converger hacia y a través del empaque con grava radialmente
(360º), eliminando la fuerte caída de presión relacionada con el flujo lineal a través de
los túneles de perforación. La menor caída de presión que ocurre a través del
empaque en un Hoyo Abierto Ampliado garantiza prácticamente una mayor
productividad, en comparación con el empaque en Hoyo Revestido para la misma
Formación y/o condiciones.
Ventajas de los empaques con grava en Hoyo Abierto Ampliado.
Bajas caídas de presión en la cara de la arena y alta productividad.
Alta eficiencia.
No hay gastos asociados con tubería de revestimiento o cañoneo.
Menos restricciones debido a la falta de túneles de perforación.
Desventajas de los empaques con grava en Hoyo Abierto Ampliado.
Es difícil excluir fluidos no deseables como agua y/o gas.
No es fácil realizar la técnica en Formaciones no consolidadas.
Requiere fluidos especiales para perforar la sección de hoyo abierto.
Las rejillas pueden ser difíciles de remover para futuras re-completaciones.
La habilidad para controlar la colocación de tratamientos de estimulación es
difícil.
La Fig. 1-29 muestra las caídas de presión teóricas de los Empaques con Grava en
Hoyo Revestido y Hoyo Abierto Ampliado, suponiendo los siguientes casos:
completamente empacado (Pre-empacado), parcialmente empacado (Sin pre-
empaque), perforaciones que se llenan con arena de formación y hoyo abierto
ampliado con empaque con grava. Como la Fig. 1-29 indica, los empaques con grava
en hoyos abiertos ampliados no originan prácticamente ninguna caída de presión
adicional, y los fluidos de formación convergen en el pozo, mejorando la
productividad en comparación con los casos de pozos revestidos con empaque[11].

Fig. 1-29. Diferenciales de Presión Debido a los Diferentes Tipos de Empaque.
CONCLUSIONES

El Distrito Gas Anaco cuenta con una serie de pozos, los cuales tienen arenas
prospectiva de gran potencial, pero aisladas por varios Tapones de Hierro, lo que
implica grandes inversiones para llegar a ellas.
Con la herramienta diseñada en este informe esta tarea se simplifica enormemente,
no solo por la disminución en los tiempos de operación, sino también por achicar los
riesgos de daños a la formación por causa de los residuos de TDH, al momento de
utilizar la técnica de fresado con Junk Mill implementada actualmente. Además, con
esta herramienta los tapones permanentes pueden asentarse por encima de liners de
menos diámetro, ya que este puede ser luego fresado y recuperado, sin afectar el liner
menor por debajo, esta práctica se realiza para fracturamiento y cementaciones de
arenas.
Los cálculos realizados a través de las ecuaciones, para evaluar las capacidades de
la herramienta en la mayoría de los casos difirieron muy poco (menor al 10%), de los
obtenidos a través del programa de elementos finitos utilizado para las simulaciones
bajo cargas estáticas, lo cual es satisfactorio.
La evaluación del MPS es el que arrojó una mayor diferencia (35%), lo cual puede
deberse al FCE utilizado para su sección roscada. En general las diferencias entre
estos dos métodos, en parte son causadas por el FCE definidos durante el uso de las
ecuaciones, ya que para muchas geometrías en estudio no se encontraron los factores
correspondientes.

Además tenemos que tener presente que los programas que utilizan el método de
elementos finitos (FEM), tienen la capacidad de analizar elementos estructurales con
gran precisión, utilizando finas mallas, lo que colaboraría con esa discrepancia entre
los resultados obtenidos por ambos métodos.
Sin embargo, ambos métodos arrojaron como componente crítica la Corredera y la
diferencia de las cargas máximas obtenidas a través de los dos métodos de análisis no
rebasaron las 10.000lbs, la cual representa una cifra relativamente pequeña para esta
aplicación.

RECOMENDACIONES
En cuanto a la estimación de las corridas que se podían realizar antes de
presentarse fallas por fatiga, donde se modeló ambos casos extremos que para un caso
el máximo número de operaciones llegaron a setenta tapones y para el otro extremo
se concluyó vida infinita(>106).
Estos estudios se apoyaron únicamente en las ecuaciones para obtener los límites
de fatigas y en la línea de Goodman, las cuales hasta hoy en día se consideran
métodos de gran aceptación, donde la mayor incertidumbre reposa sobre los Factores
de Concentración de Esfuerzos para geometrías poco comunes y la frecuencia de
fluctuaciones en la carga.
Ahora bien, una de las recomendaciones para este diseño, es la evaluación con un
grado más detallado del proceso de soldadura, el cual podría causar una fragilidad
indeseable en la herramienta. También sería de gran ayuda realizar estudios de
fluctuaciones de cargas en operaciones de fresado, buscando así algún dato
experimental que podamos incluirlo en los cálculos realizado en este trabajo.
Además, se podría diseñar los componentes necesarios para adaptar esta
herramienta a corridas en revestidores de mayor diámetro. Así como una evaluación
económica que implicaría la explotación de las diferentes arenas prospectivas
ubicadas en pozos abandonados por alto RGP, lo que reflejaría verdaderamente la
importancia de esta herramienta.

ANEXOS

Fig. 3-2. 1º Diagrama Propuesto Pozo ES-417.

EJEMPLO DE POZO COMPLETADO
Fig. 3-4. Diagrama Actual Pozo ES-419.