Diseño de distribución de planta y propuesta de mejoramiento para la empresa punto de...
26
DISEÑO DE DISTRIBUCIÓN DE PLANTA Y PROPUESTA DE MEJORAMIENTO PARA LA EMPRESA PUNTO DE REFRIGERACIÓN CRISTHIAN FELIPE LEÓN CAICEDO DAYANARA BARRIOS GUTIÉRREZ JESÚS ALBERTO RODRÍGUEZ SEGUA CORPORACIÓN UNIVERSITARIA DEL META INGENIERÍAS TECNOLÓGICAS INGENIERÍA INDUSTRIAL VILLAVICENCIO 2015
-
Upload
jesus-rodriguez -
Category
Technology
-
view
403 -
download
0
Transcript of Diseño de distribución de planta y propuesta de mejoramiento para la empresa punto de...

DISEÑO DE DISTRIBUCIÓN DE PLANTA Y PROPUESTA DE MEJORAMIENTO
PARA LA EMPRESA PUNTO DE REFRIGERACIÓN
CRISTHIAN FELIPE LEÓN CAICEDO
DAYANARA BARRIOS GUTIÉRREZ
JESÚS ALBERTO RODRÍGUEZ SEGUA
CORPORACIÓN UNIVERSITARIA DEL META
INGENIERÍAS TECNOLÓGICAS
INGENIERÍA INDUSTRIAL
VILLAVICENCIO
2015
DISEÑO DE DISTRIBUCIÓN DE PLANTA Y PROPUESTA DE MEJORAMIENTO
PARA LA EMPRESA PUNTO DE REFRIGERACIÓN
CRISTHIAN FELIPE LEÓN CAICEDO
DAYANARA BARRIOS GUTIÉRREZ
JESÚS ALBERTO RODRÍGUEZ SEGUA
PRIMER INFORME APLICATIVO DE DISTRIBUCIÓN EN PLANTA
RAMIRO HERNÁN POLANCO CONTRERAS
CORPORACIÓN UNIVERSITARIA DEL META
INGENIERÍAS TECNOLÓGICAS
INGENIERÍA INDUSTRIAL
VILLAVICENCIO
2015
Tabla de contenido
LISTA DE ANEXOS ....................................................................................................................... 4
GLOSARIO ................................................................................................................................. 5
INTRODUCCIÓN ......................................................................................................................... 7
1. OBJETIVOS ......................................................................................................................... 8
1.1. OBJETIVO GENERAL ..................................................................................................... 8
1.2. OBJETIVOS ESPECÍFICOS .............................................................................................. 8
2. PLANTEAMIENTO DEL PROBLEMA ....................................................................................... 9
2.2. DEFINICIÓN DEL PROBLEMA ...................................................................................... 10
3. DISEÑO DE LOS PRODUCTOS ............................................................................................. 11
4. DISEÑO DEL PROCESO ...................................................................................................... 16
5. DISEÑO DE PROGRAMAS ................................................................................................... 18
6. DISEÑO DE PLANTA........................................................................................................... 19
7. CÁLCULOS ........................................................................................................................ 21
8. CLASIFICACIÓN DE LOS DEPARTAMENTOS DE PLANIFICACIÓN............................................. 23
LISTA DE ANEXOS
Pág
Anexo A. Plano empresa 24
Anexo B. Diagrama de procesos 25
Anexo C. Estudios de Tiempo y movimientos 26
GLOSARIO
SCRAPS (DESPERDICIO): Lo que se pierde en un proceso; Que tanto espacio se
requiere para el manejo de materiales.
PROCESO: conjunto de actividades mutuamente relacionadas o que al interactuar
transforman elementos de entrada y los convierten en resultados.
DIAGRAMA: gráfico que representa un proceso o refleja relaciones entre datos
números que han sido tabulados previamente.
MATERIA PRIMA: cada una de las materias que empleará la industria para la
conversión de productos elaborados.
DISEÑO DE PROCESOS: diseño y la elección de la secuencia de
transformaciones físicas y/o químicas de un material con el fin de obtener otro de
mayor valor o utilidad.
PROTOTIPO: primera versión o modelo del producto, en que se han incorporado
algunas características del producto final.
PLANO: representación de la planta de un edificio, así como a las
representaciones y esquemas de los diseños industriales.
ENSAMBLE: unión de las piezas que conforman un producto.
HOLGURA DE RECHAZO: estudio para conocer el costo de producir una buena
pieza fundida y el de una pieza deficiente; los ingresos que genera una buena
pieza fundida y cuanto nos genera una deficiente y también para saber la
distribución de probabilidad para la cantidad de piezas fundidas buenas de un lote
de producción.
FRACCIONES DE EQUIPO: Calculo de la asignación adecuada de varias
máquinas semi automáticas y automáticas a un operario, básicamente
operaciones de cargue y descargue.
DIAGRAMA DE AFINIDADES: Consolidación de información, casi siempre verbal,
en grupos o familias para solucionar problemas.
DIAGRAMA DE INTERRELACIONES: prioridades lógicas para el diseño.
Establecer que es lo más importante para el diseño..
DIAGRAMA DE ÁRBOL: Diagrama de toma de decisiones.
DIAGRAMA DE MATRIZ: Busca la asignación de actividades, a grupos de trabajo
o equipos.
DIAGRAMA DE RED: CPM/PERT tiempos más tempranos y tiempos más tardíos.
MATRIZ DE PRIORIZACIÓN: Juzga la importancia relativa entre criterios por
comparación directa.
INTRODUCCIÓN
Actualmente se puede evidenciar que el diseño de la distribución de planta en las
empresas no toma el grado de importancia que requiere, debido a que no se
conocen las ventajas ni las desventajas que genera una incorrecta implementación
de esta.
La distribución de planta no solo abarca temas relacionados con la correcta
ubicación de los puestos de trabajo o las máquinas y herramientas, sino que
analiza cada uno de los factores con los cuales puede tener relación el talento
humano de la empresa; su implementación adecuada trae consigo un aumento
tanto de la productividad como del entorno laboral a nivel general dentro de la
organización; así mismo mejoras en la calidad del producto o servicio ofrecido,
reducción de tiempos y un relación adecuada en el análisis costo-beneficio.
Se diseñaran los procesos y programas en base a la identificación de los
productos que se van a fabricar, estableciendo el método ideal para graduarlos
bajo un criterio ya sea de valor, flexibilidad y/o confiabilidad.
Se van a evaluar y replantear las etapas mediante las cuales se realiza el diseño
de la planta, estableciendo las tareas rutinarias y/o comunes de la planta, el
encadenamiento de los materiales y/o información que se traslada, la visibilidad de
las áreas, la interacción entre las distintas áreas de operación finalizando con una
síntesis para asegurar el mejoramiento continuo de las tareas en la planta.
Como resultado de la correcta aplicación de la teoría de distribución de planta,
traerá consigo un sistema de instalación, dentro de lo que se incluyen reubicación
de puertas, ventanas pasillos; la disposición de los equipos, herramientas y
maquinaria que se manipula y el manejo del material e información que producen
bienes tangibles.
1. OBJETIVOS
1.1. OBJETIVO GENERAL
Diseñar la distribución de planta de la empresa Punto de Refrigeración, de
tal forma que pueda desarrollar sus actividades eficientemente.
1.2. OBJETIVOS ESPECÍFICOS
Realizar el diagnóstico inicial de la empresa Punto de Refrigeración.
Presentar un informe parcial del estado actual y sus deficiencias
encontradas.
Desarrollar un diseño de mejoramiento del layout de la empresa
2. PLANTEAMIENTO DEL PROBLEMA
2.1. DESCRIPCIÓN DETALLADA DE LA EMPRESA
PUNTO DE REFRIGERACIÓN fue fundado por el Señor German Alejo Atehortua
hacia el año 1997, actual gerente general; como legado de refrigeración
SUPERNORDICO fundada por los hermanos Enrique Atehortua palacios y
Fernando Atehortua, quienes son denominados como los pioneros de la
refrigeración a nivel nacional.
PUNTO DE REFRIGERACIÓN es una empresa perteneciente a la industria de la
refrigeración, dedicada a la fabricación, restauración, mantenimiento y venta de
equipos de refrigeración comercial e industrial; atendiendo las necesidades de
almacenamiento de alimentos, bebidas y otro tipo de productos, tanto a tenderos,
almacenes de cadena, etc.
PUNTO DE REFRIGERACIÓN se encuentra ubicado en el sector secundario de la
economía, debido a que realiza actividades de transformación de materia prima
hasta la obtención de productos terminados.
Dentro de los equipos de refrigeración que se fabrican están:
1. Neveras verticales multipuertas
2. Vitrinas panorámicas
3. Góndolas de conservación
4. Congeladores tipo botelleros
5. Cuartos fríos
6. Autoservicios
Actualmente PUNTO DE REFRIGERACIÓN cuenta con dos locales en la ciudad
de Villavicencio, Meta; el punto de fábrica ubicado en el sector industrial de la
primavera en la K 21B – 8C # 178 – 184 al respaldo de Coca-Cola que cuenta con
un área específica de 500 m2; y un local comercial en el sector de San Isidro, en
donde se encuentran otras empresas del mismo sector industrial.
2.2. DEFINICIÓN DEL PROBLEMA
Punto de Refrigeración es una empresa dedicada a la fabricación de equipos de
refrigeración bajo el ambiente de producción Make To Order, que presenta un flujo
de producción intermitente bajo las especificaciones que solicite el cliente; el
diseño inicial de la empresa estaba dirigido para el desarrollo de actividades de
máximo dos personas, aunque posee un área extensa, no cuenta con maquinaria
suficiente para garantizar que se evite la presencia de cuellos de botella por cruce
de operaciones en los equipos tipo manual como lo son la cizalla y la cortadora de
lámina de acero.
La ubicación de estos equipos no sigue ningún patrón establecido que permita el
uso óptimo del espacio, ni que reduzca las distancias de desplazamiento entre los
puestos de trabajo y estas.
Debido a que los equipos a producir requieren tanto espacio como determinados
materiales que no hacen parte de estos; se cuenta con áreas auxiliares en donde
se mantienen dichos elementos hasta su posterior uso; pero debido a que no se
encuentra una adecuada zonificación o delimitación de áreas, puestos de trabajo,
o equipos; todas las zonas presentan un alto grado de inclusión con las otras; por
ende es común encontrar puestos de trabajo con un bajo nivel de orden y
limpieza.
Durante el proceso productivo es frecuente que se requiera el transporte de piezas
de grandes dimensiones por parte de un solo trabajador; circunstancia que puede
generar la alteración de procesos cercanos pertenecientes a la producción de
equipos diferentes e incluso puede llevar a que debido a las distancias largas
entre los equipos y el puesto de trabajo, la pieza transportada sufra daños o
deformaciones.
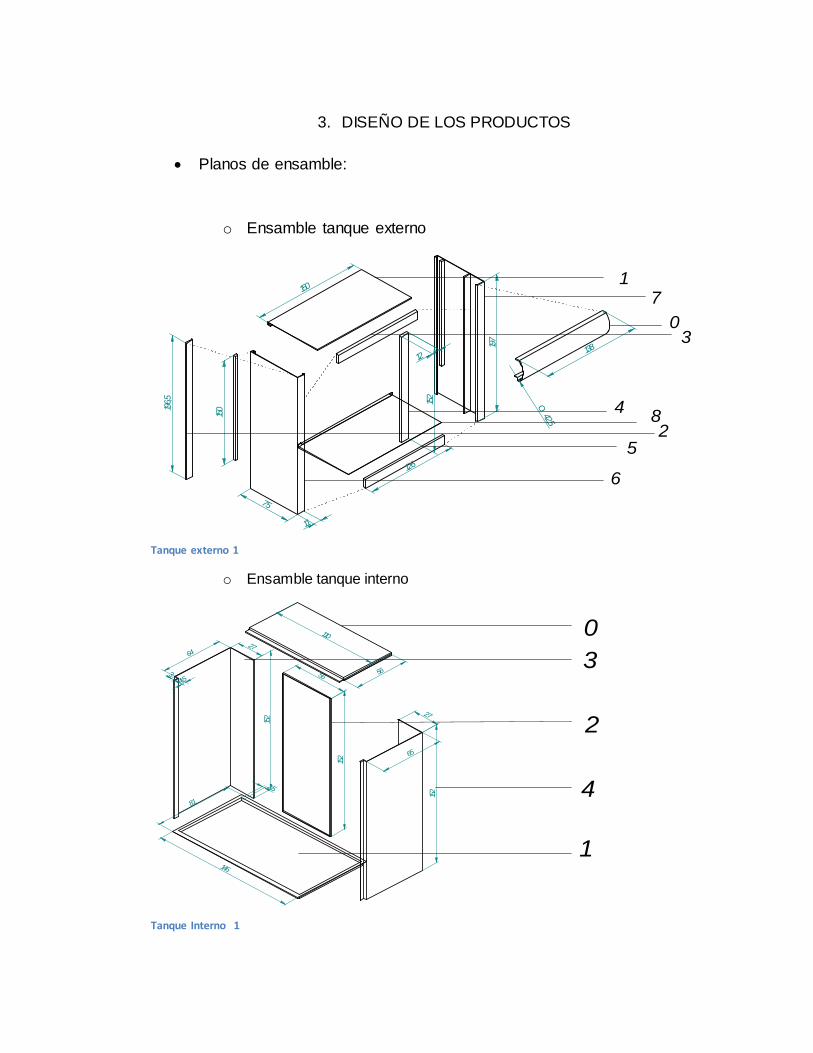
3. DISEÑO DE LOS PRODUCTOS
Planos de ensamble:
o Ensamble tanque externo
197
152
75
126
150
138
O42,5
196,5
150
11
12
17
03
482
5
6
Tanque externo 1
o Ensamble tanque interno
152
2764
4,53
152
56
65
27
152
146
81
2,5
56
110
3
0
2
4
1
Tanque Interno 1
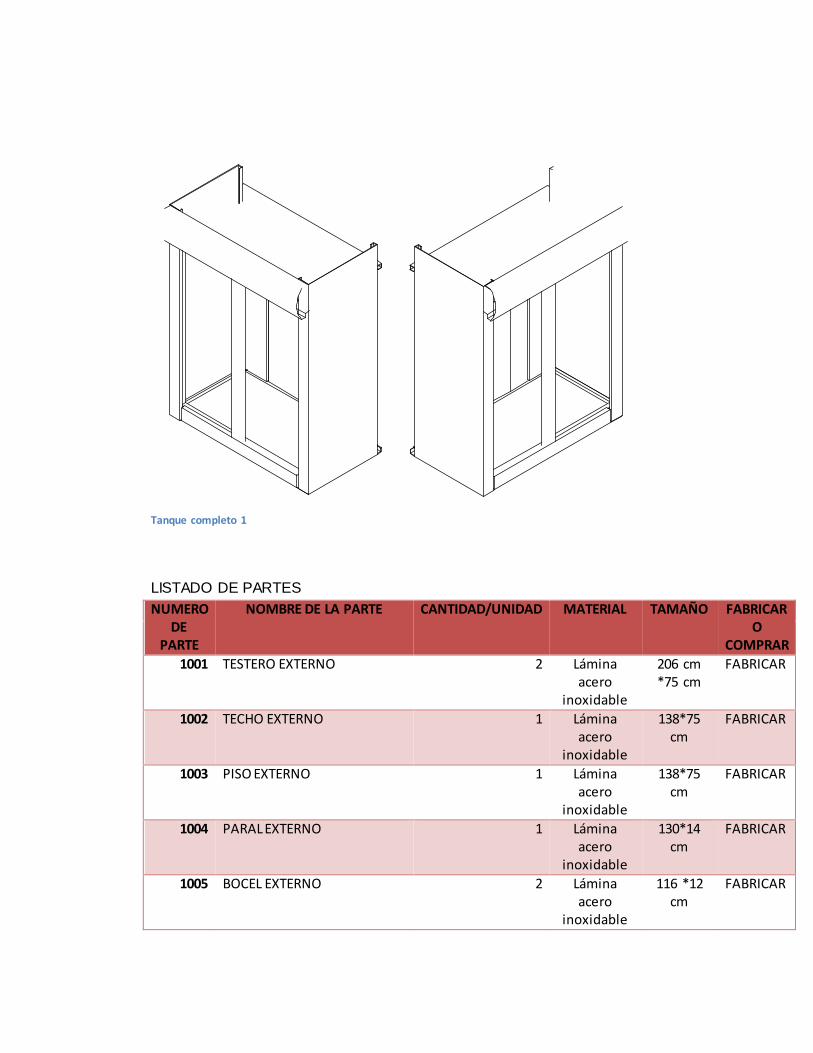
Tanque completo 1
LISTADO DE PARTES
NUMERO DE
PARTE
NOMBRE DE LA PARTE CANTIDAD/UNIDAD MATERIAL TAMAÑO FABRICAR O
COMPRAR
1001 TESTERO EXTERNO 2 Lámina acero
inoxidable
206 cm *75 cm
FABRICAR
1002 TECHO EXTERNO 1 Lámina acero
inoxidable
138*75 cm
FABRICAR
1003 PISO EXTERNO 1 Lámina acero
inoxidable
138*75 cm
FABRICAR
1004 PARAL EXTERNO 1 Lámina acero
inoxidable
130*14 cm
FABRICAR
1005 BOCEL EXTERNO 2 Lámina acero
inoxidable
116 *12 cm
FABRICAR
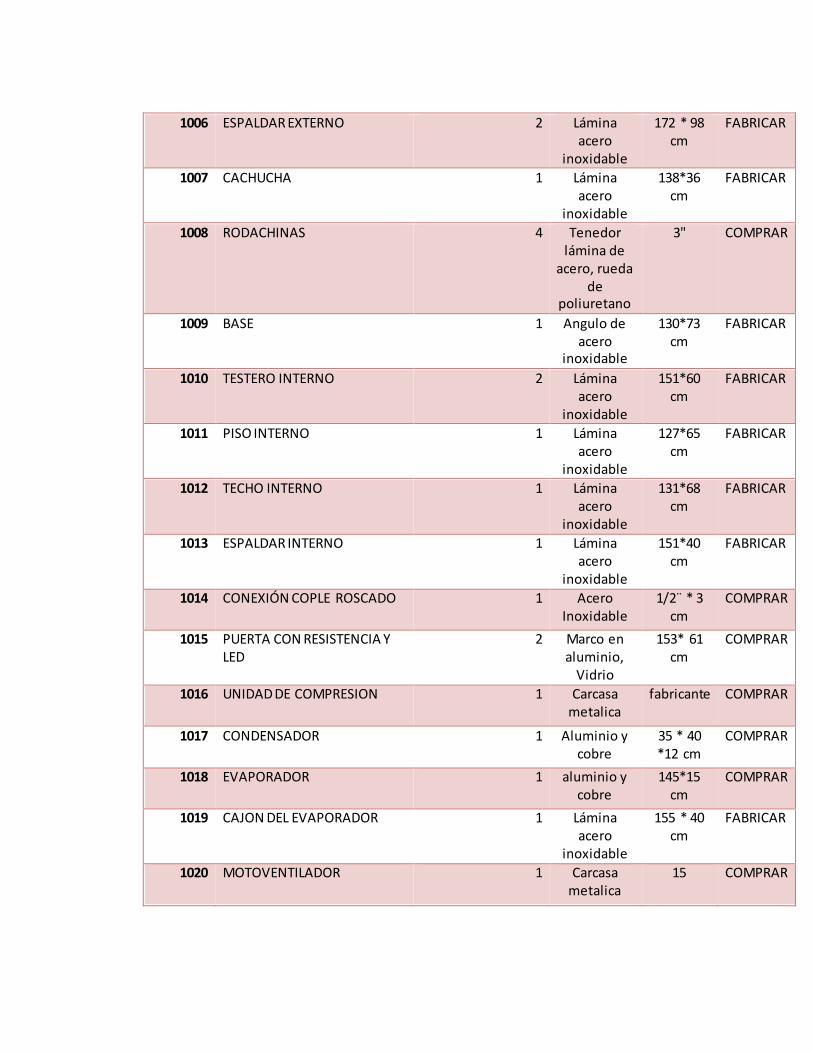
1006 ESPALDAR EXTERNO 2 Lámina acero
inoxidable
172 * 98 cm
FABRICAR
1007 CACHUCHA 1 Lámina acero
inoxidable
138*36 cm
FABRICAR
1008 RODACHINAS 4 Tenedor lámina de
acero, rueda de
poliuretano
3" COMPRAR
1009 BASE 1 Angulo de acero
inoxidable
130*73 cm
FABRICAR
1010 TESTERO INTERNO 2 Lámina acero
inoxidable
151*60 cm
FABRICAR
1011 PISO INTERNO 1 Lámina acero
inoxidable
127*65 cm
FABRICAR
1012 TECHO INTERNO 1 Lámina acero
inoxidable
131*68 cm
FABRICAR
1013 ESPALDAR INTERNO 1 Lámina acero
inoxidable
151*40 cm
FABRICAR
1014 CONEXIÓN COPLE ROSCADO 1 Acero Inoxidable
1/2¨ * 3 cm
COMPRAR
1015 PUERTA CON RESISTENCIA Y LED
2 Marco en aluminio,
Vidrio
153* 61 cm
COMPRAR
1016 UNIDAD DE COMPRESION 1 Carcasa metalica
fabricante COMPRAR
1017 CONDENSADOR 1 Aluminio y cobre
35 * 40 *12 cm
COMPRAR
1018 EVAPORADOR 1 aluminio y cobre
145*15 cm
COMPRAR
1019 CAJON DEL EVAPORADOR 1 Lámina acero
inoxidable
155 * 40 cm
FABRICAR
1020 MOTOVENTILADOR 1 Carcasa metalica
15 COMPRAR

1021 ASPA 1 Metal anticorrosivo
# 8 COMPRAR
1022 CHASIS UNIDAD 1 Lámina acero
inoxidable
35*60 cm FABRICAR
1023 TABLA CHASIS UNIDAD 1 Madeflex 34*59 cm COMPRAR
1024 FULL GAUGE 1 No conductor
25*10 cm COMPRAR
1025 CONTACTOR 1 No conductor
25*15 cm COMPRAR
1026 SWITCHE LUZ 1 No conductor
1/2 ¨ COMPRAR
LISTA DE MATERIALES
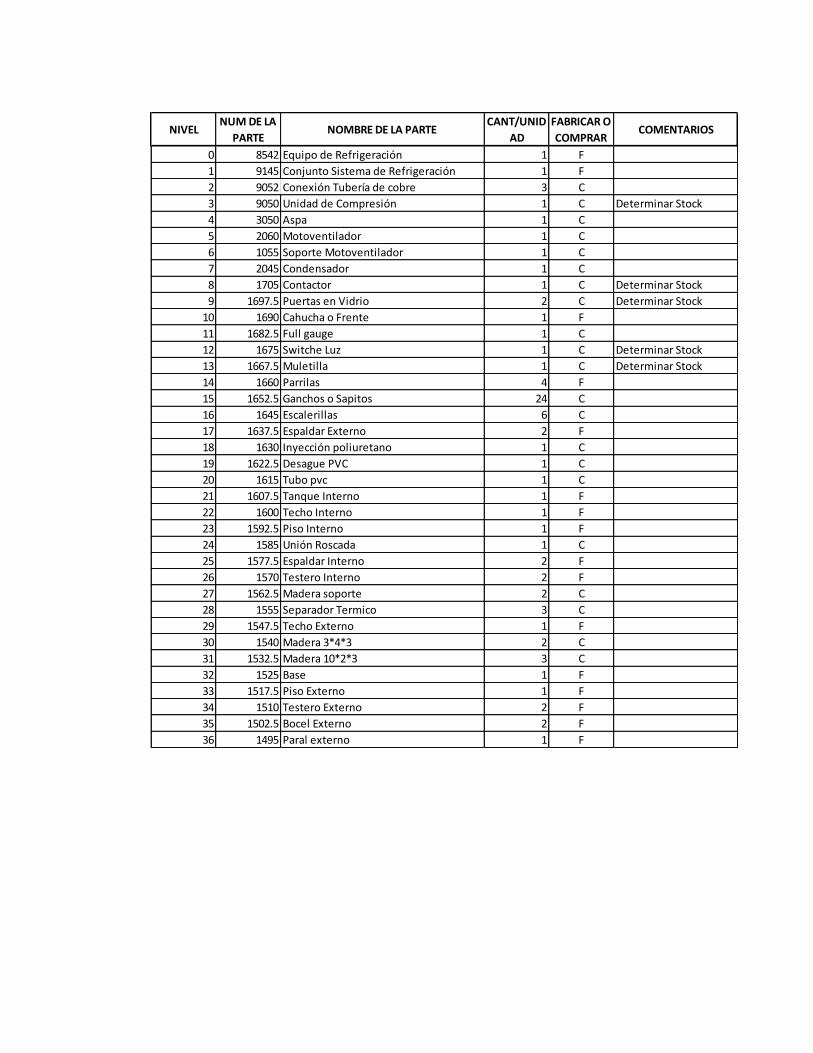
0 8542 Equipo de Refrigeración 1 F
1 9145 Conjunto Sistema de Refrigeración 1 F
2 9052 Conexión Tubería de cobre 3 C
3 9050 Unidad de Compresión 1 C Determinar Stock
4 3050 Aspa 1 C
5 2060 Motoventilador 1 C
6 1055 Soporte Motoventilador 1 C
7 2045 Condensador 1 C
8 1705 Contactor 1 C Determinar Stock
9 1697.5 Puertas en Vidrio 2 C Determinar Stock
10 1690 Cahucha o Frente 1 F
11 1682.5 Full gauge 1 C
12 1675 Switche Luz 1 C Determinar Stock
13 1667.5 Muletilla 1 C Determinar Stock
14 1660 Parrilas 4 F
15 1652.5 Ganchos o Sapitos 24 C
16 1645 Escalerillas 6 C
17 1637.5 Espaldar Externo 2 F
18 1630 Inyección poliuretano 1 C
19 1622.5 Desague PVC 1 C
20 1615 Tubo pvc 1 C
21 1607.5 Tanque Interno 1 F
22 1600 Techo Interno 1 F
23 1592.5 Piso Interno 1 F
24 1585 Unión Roscada 1 C
25 1577.5 Espaldar Interno 2 F
26 1570 Testero Interno 2 F
27 1562.5 Madera soporte 2 C
28 1555 Separador Termico 3 C
29 1547.5 Techo Externo 1 F
30 1540 Madera 3*4*3 2 C
31 1532.5 Madera 10*2*3 3 C
32 1525 Base 1 F
33 1517.5 Piso Externo 1 F
34 1510 Testero Externo 2 F
35 1502.5 Bocel Externo 2 F
36 1495 Paral externo 1 F
COMENTARIOSNIVELNUM DE LA
PARTENOMBRE DE LA PARTE
CANT/UNID
AD
FABRICAR O
COMPRAR

4. DISEÑO DEL PROCESO
¿Qué se fabricara? Se fabricaran las piezas en lámina de acero y en ángulo de acero anteriormente descritas en las lista de partes.
¿Qué se comprara? Se compraran cada una de las piezas eléctricas y de
compresión relacionadas con la instalación del frio en el equipo
Identificación del tipo de proceso: el tipo de proceso que utiliza la empresa
es producción por talleres, debido a que se fabrican pequeños grupos de equipos bajo las especificaciones del cliente.
Proceso de fabricación Ver anexo 2 DIAGRAMA DE PROCESO
Equipos a usar (Descripción, uso de imágenes, anexo fichas técnicas) a) DOBLADORA DE LAMINA DE ACERO
FICHA TÉCNICA
Longitud de Doblez 3.05 m
Capacidad de Doblez Calibre 20 Lamina negra
Apertura de Garganta 3"
Angulo de Cortina 60º
Dimensiones de la maquina 3595*840*1240 mm
Peso Aproximado 1120 kgs
b) CORTADORA DE LAMINA DE ACERO
FICHA TÉCNICA
Ancho Maximo 80 cm
Profundidad de corte Hasta 12 mm
Peso Aproximado 2500 kgs
Largo Cuchilla 2.15 m
c) EQUIPO DE SOLDADURA ELÉCTRICA
FICHA TECNICA 220 Vac
Voltaje de entrada .+/- 15%
Corriente de entrada 24 A
Voltaje sin carga 51Vdc
Rango de amperaje 30-160 A
Voltaje de salida 26.4 Vdc
ciclo de trabajo 60%
perdida sin carga 40w
factor de potencia >80%
grado de aislamiento 0.73
grado de protección caja F
peso IP 21
dimensiones 5.5 KG
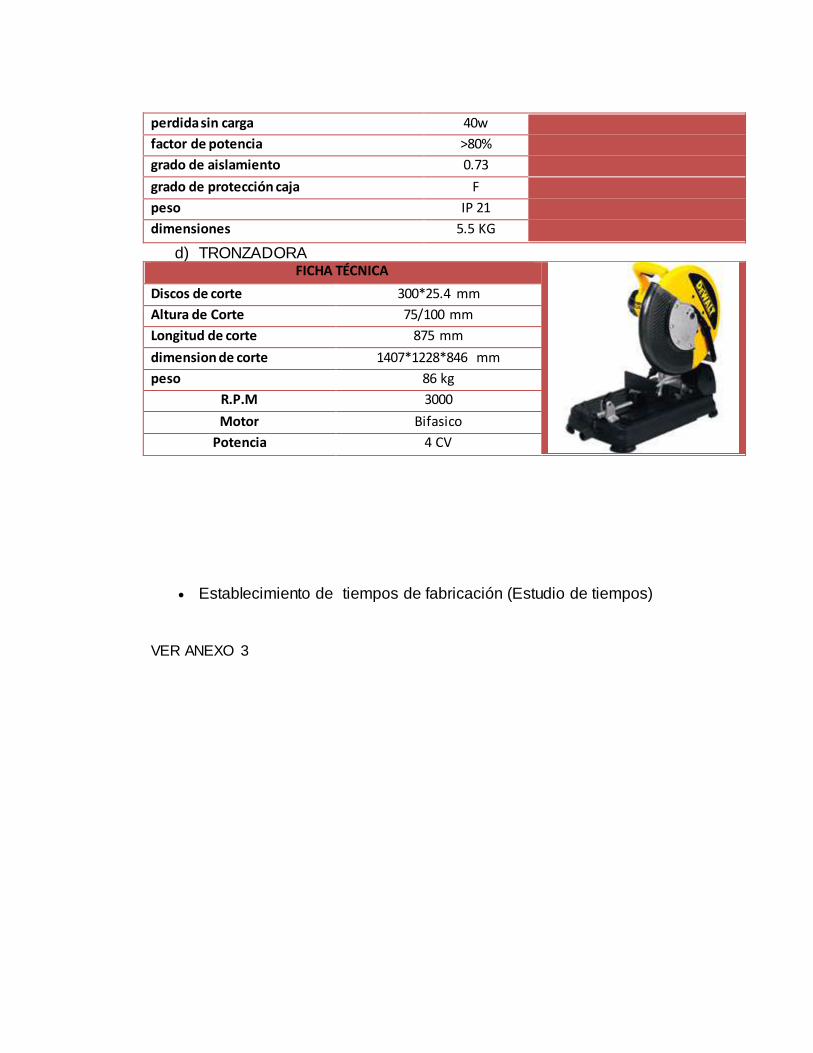
d) TRONZADORA FICHA TÉCNICA
Discos de corte 300*25.4 mm
Altura de Corte 75/100 mm
Longitud de corte 875 mm
dimension de corte 1407*1228*846 mm
peso 86 kg
R.P.M 3000
Motor Bifasico
Potencia 4 CV
Establecimiento de tiempos de fabricación (Estudio de tiempos)
VER ANEXO 3
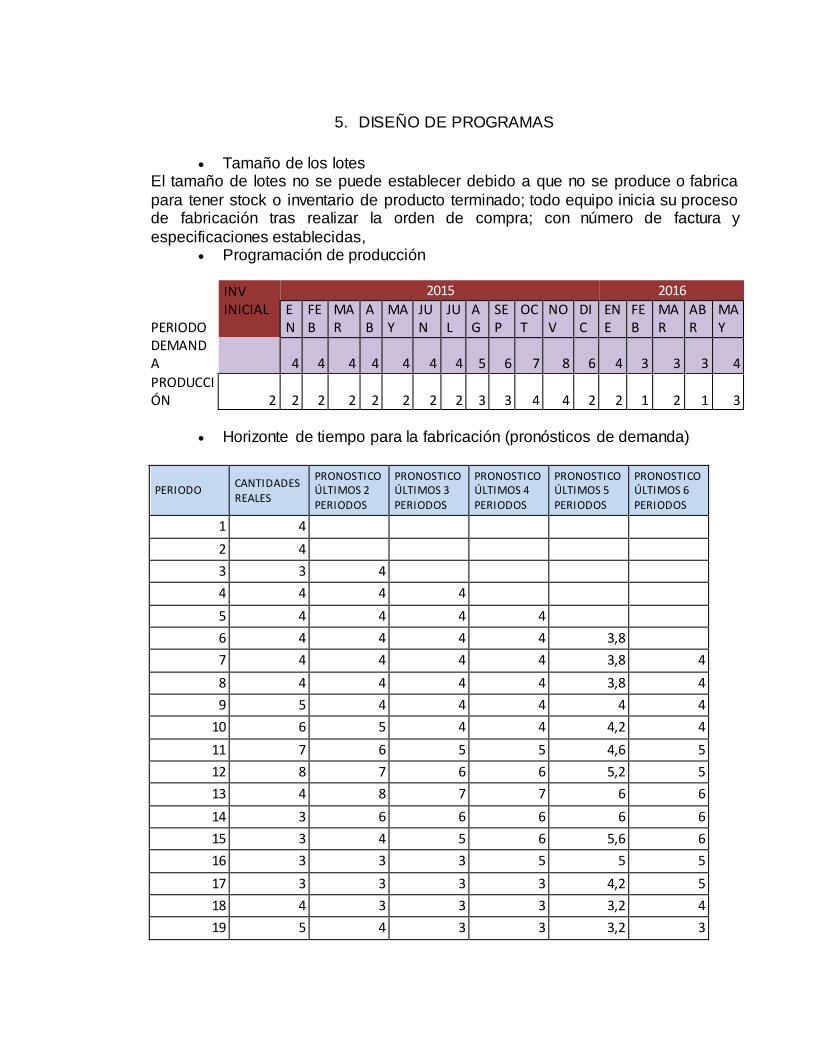
5. DISEÑO DE PROGRAMAS
Tamaño de los lotes
El tamaño de lotes no se puede establecer debido a que no se produce o fabrica
para tener stock o inventario de producto terminado; todo equipo inicia su proceso de fabricación tras realizar la orden de compra; con número de factura y
especificaciones establecidas, Programación de producción
INV INICIAL
2015 2016
PERIODO EN
FEB
MAR
AB
MAY
JUN
JUL
AG
SEP
OCT
NOV
DIC
ENE
FEB
MAR
ABR
MAY
DEMANDA 4 4 4 4 4 4 4 5 6 7 8 6 4 3 3 3 4
PRODUCCIÓN 2 2 2 2 2 2 2 2 3 3 4 4 2 2 1 2 1 3
Horizonte de tiempo para la fabricación (pronósticos de demanda)
PERIODO CANTIDADES REALES
PRONOSTICO ÚLTIMOS 2 PERIODOS
PRONOSTICO ÚLTIMOS 3 PERIODOS
PRONOSTICO ÚLTIMOS 4 PERIODOS
PRONOSTICO ÚLTIMOS 5 PERIODOS
PRONOSTICO ÚLTIMOS 6 PERIODOS
1 4
2 4
3 3 4
4 4 4 4
5 4 4 4 4
6 4 4 4 4 3,8
7 4 4 4 4 3,8 4
8 4 4 4 4 3,8 4
9 5 4 4 4 4 4
10 6 5 4 4 4,2 4
11 7 6 5 5 4,6 5
12 8 7 6 6 5,2 5
13 4 8 7 7 6 6
14 3 6 6 6 6 6
15 3 4 5 6 5,6 6
16 3 3 3 5 5 5
17 3 3 3 3 4,2 5
18 4 3 3 3 3,2 4
19 5 4 3 3 3,2 3
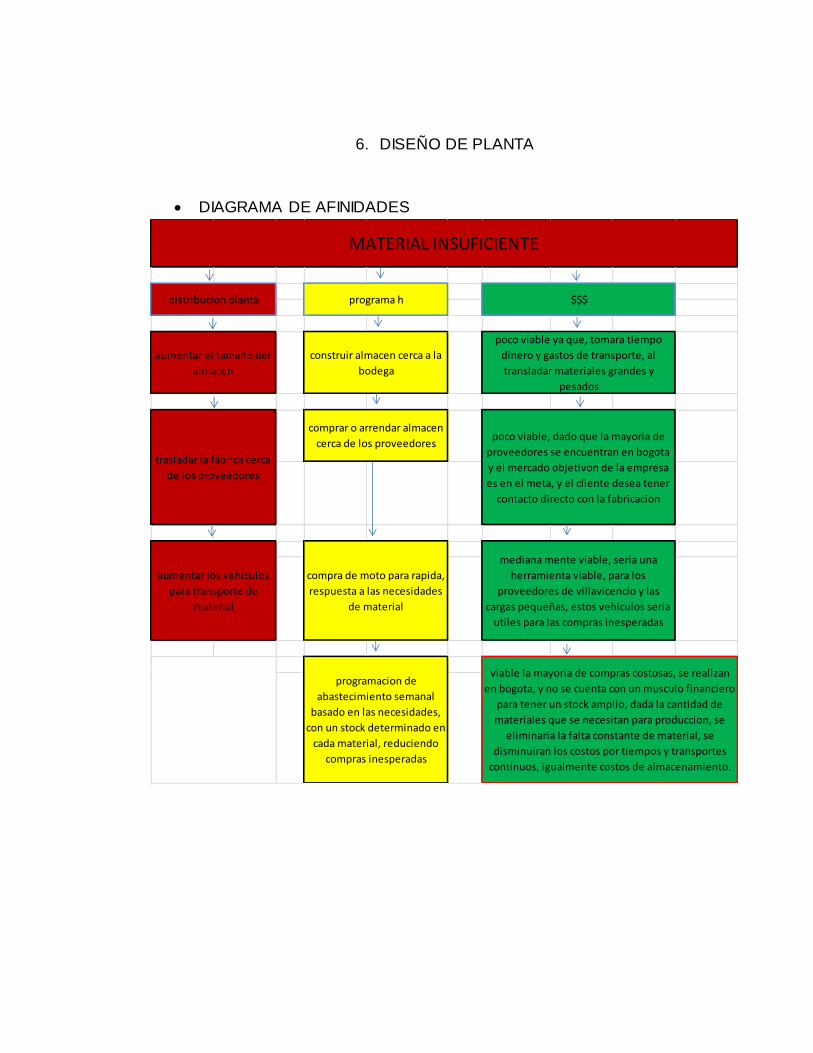
6. DISEÑO DE PLANTA
DIAGRAMA DE AFINIDADES
distribucion planta
compra de moto para rapida,
respuesta a las necesidades
de material
programacion de
abastecimiento semanal
basado en las necesidades,
con un stock determinado en
cada material, reduciendo
compras inesperadas
poco viable ya que, tomara tiempo
dinero y gastos de transporte, al
transladar materiales grandes y
pesados
poco viable, dado que la mayoria de
proveedores se encuentran en bogota
y el mercado objetivon de la empresa
es en el meta, y el cliente desea tener
contacto directo con la fabricacion
mediana mente viable, seria una
herramienta viable, para los
proveedores de villavicencio y las
cargas pequeñas, estos vehiculos seria
utiles para las compras inesperadas
programa h
viable la mayoria de compras costosas, se realizan
en bogota, y no se cuenta con un musculo financiero
para tener un stock amplio, dada la cantidad de
materiales que se necesitan para produccion, se
eliminaria la falta constante de material, se
disminuiran los costos por tiempos y transportes
continuos, igualmente costos de almacenamiento.
MATERIAL INSUFICIENTE
$$$
construir almacen cerca a la
bodega
comprar o arrendar almacen
cerca de los proveedores
aumentar el tamaño del
almacen
trasladar la fabrica cerca
de los proveedores
aumentar los vehiculos
para transporte de
material
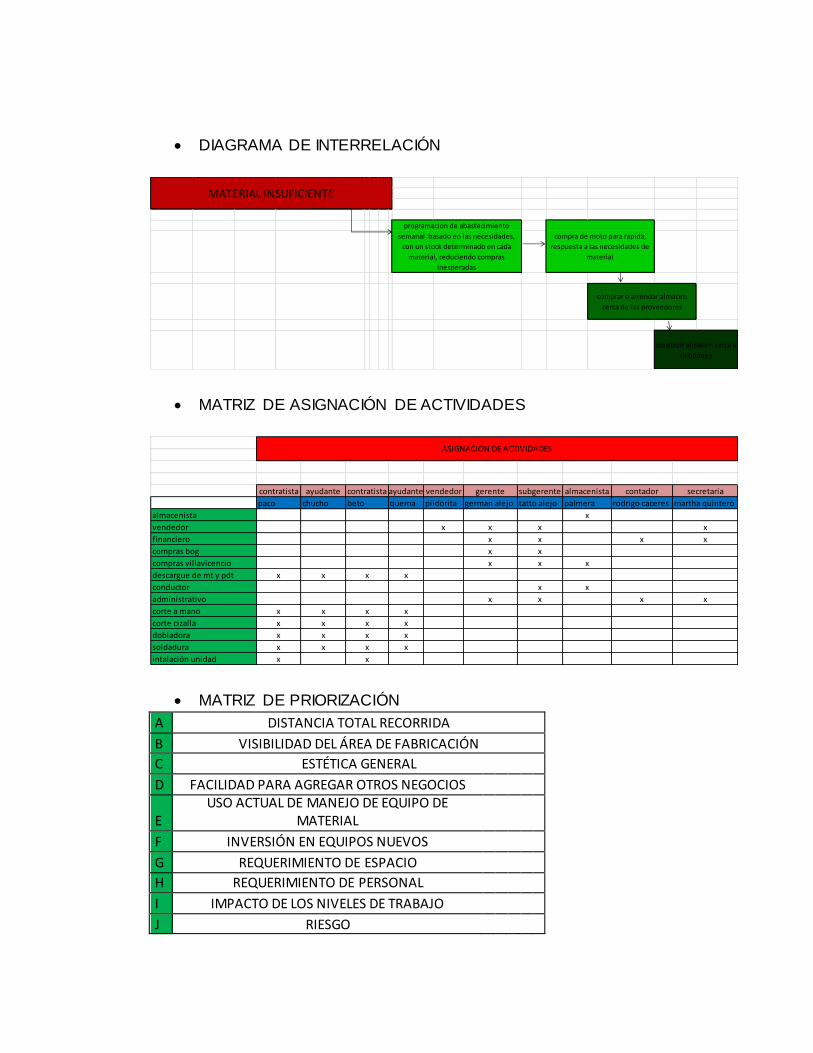
DIAGRAMA DE INTERRELACIÓN
MATRIZ DE ASIGNACIÓN DE ACTIVIDADES
MATRIZ DE PRIORIZACIÓN
A DISTANCIA TOTAL RECORRIDA
B VISIBILIDAD DEL ÁREA DE FABRICACIÓN
C ESTÉTICA GENERAL
D FACILIDAD PARA AGREGAR OTROS NEGOCIOS
E USO ACTUAL DE MANEJO DE EQUIPO DE
MATERIAL
F INVERSIÓN EN EQUIPOS NUEVOS
G REQUERIMIENTO DE ESPACIO
H REQUERIMIENTO DE PERSONAL
I IMPACTO DE LOS NIVELES DE TRABAJO
J RIESGO
MATERIAL INSUFICIENTE
programacion de abastecimiento
semanal basado en las necesidades,
con un stock determinado en cada
material, reduciendo compras
inesperadas
compra de moto para rapida,
respuesta a las necesidades de
material
comprar o arrendar almacen
cerca de los proveedores
construir almacen cerca a
la bodega
contratista ayudante contratista ayudante vendedor gerente subgerente almacenista contador secretaria
paco chucho beto quema pildorita german alejo tatto alejo palmera rodrigo caceres martha quintero
almacenista x
vendedor x x x x
financiero x x x x
compras bog x x
compras villavicencio x x x
descargue de mt y pdt x x x x
conductor x x
administrativo x x x x
corte a mano x x x x
corte cizalla x x x x
dobladora x x x x
soldadura x x x x
intalación unidad x x
ASIGNACIÓN DE ACTIVIDADES
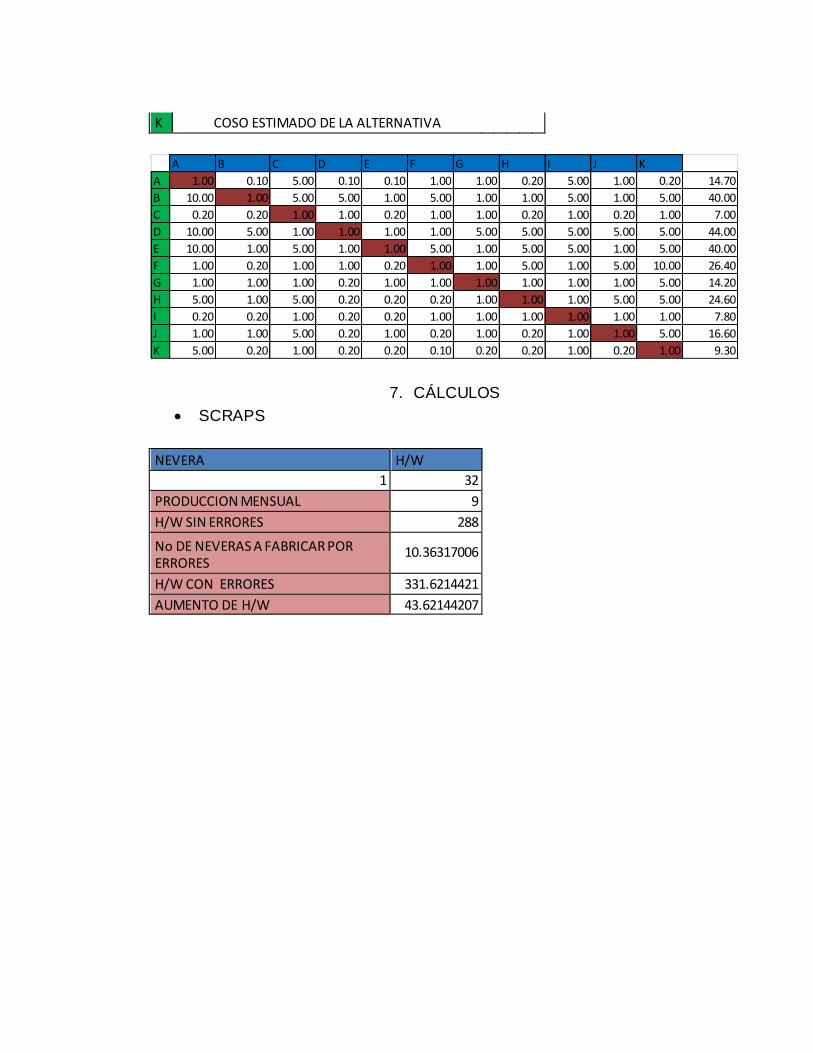
K COSO ESTIMADO DE LA ALTERNATIVA
7. CÁLCULOS
SCRAPS
NEVERA H/W
1 32
PRODUCCION MENSUAL 9
H/W SIN ERRORES 288
No DE NEVERAS A FABRICAR POR ERRORES
10.36317006
H/W CON ERRORES 331.6214421
AUMENTO DE H/W 43.62144207
A B C D E F G H I J K
A 1.00 0.10 5.00 0.10 0.10 1.00 1.00 0.20 5.00 1.00 0.20 14.70
B 10.00 1.00 5.00 5.00 1.00 5.00 1.00 1.00 5.00 1.00 5.00 40.00
C 0.20 0.20 1.00 1.00 0.20 1.00 1.00 0.20 1.00 0.20 1.00 7.00
D 10.00 5.00 1.00 1.00 1.00 1.00 5.00 5.00 5.00 5.00 5.00 44.00
E 10.00 1.00 5.00 1.00 1.00 5.00 1.00 5.00 5.00 1.00 5.00 40.00
F 1.00 0.20 1.00 1.00 0.20 1.00 1.00 5.00 1.00 5.00 10.00 26.40
G 1.00 1.00 1.00 0.20 1.00 1.00 1.00 1.00 1.00 1.00 5.00 14.20
H 5.00 1.00 5.00 0.20 0.20 0.20 1.00 1.00 1.00 5.00 5.00 24.60
I 0.20 0.20 1.00 0.20 0.20 1.00 1.00 1.00 1.00 1.00 1.00 7.80
J 1.00 1.00 5.00 0.20 1.00 0.20 1.00 0.20 1.00 1.00 5.00 16.60
K 5.00 0.20 1.00 0.20 0.20 0.10 0.20 0.20 1.00 0.20 1.00 9.30
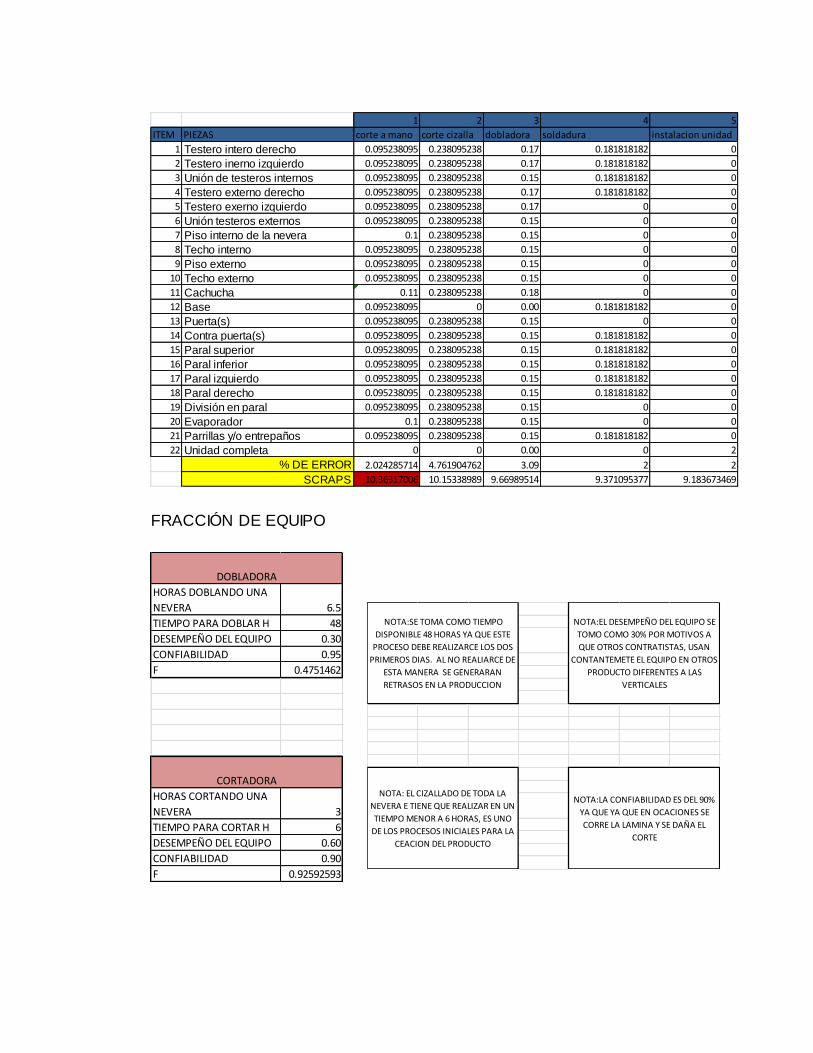
FRACCIÓN DE EQUIPO
1 2 3 4 5
ITEM PIEZAS corte a mano corte cizalla dobladora soldadura instalacion unidad
1 Testero intero derecho 0.095238095 0.238095238 0.17 0.181818182 0
2 Testero inerno izquierdo 0.095238095 0.238095238 0.17 0.181818182 0
3 Unión de testeros internos 0.095238095 0.238095238 0.15 0.181818182 0
4 Testero externo derecho 0.095238095 0.238095238 0.17 0.181818182 0
5 Testero exerno izquierdo 0.095238095 0.238095238 0.17 0 0
6 Unión testeros externos 0.095238095 0.238095238 0.15 0 0
7 Piso interno de la nevera 0.1 0.238095238 0.15 0 0
8 Techo interno 0.095238095 0.238095238 0.15 0 0
9 Piso externo 0.095238095 0.238095238 0.15 0 0
10 Techo externo 0.095238095 0.238095238 0.15 0 0
11 Cachucha 0.11 0.238095238 0.18 0 0
12 Base 0.095238095 0 0.00 0.181818182 0
13 Puerta(s) 0.095238095 0.238095238 0.15 0 0
14 Contra puerta(s) 0.095238095 0.238095238 0.15 0.181818182 0
15 Paral superior 0.095238095 0.238095238 0.15 0.181818182 0
16 Paral inferior 0.095238095 0.238095238 0.15 0.181818182 0
17 Paral izquierdo 0.095238095 0.238095238 0.15 0.181818182 0
18 Paral derecho 0.095238095 0.238095238 0.15 0.181818182 0
19 División en paral 0.095238095 0.238095238 0.15 0 0
20 Evaporador 0.1 0.238095238 0.15 0 0
21 Parrillas y/o entrepaños 0.095238095 0.238095238 0.15 0.181818182 0
22 Unidad completa 0 0 0.00 0 2
% DE ERROR 2.024285714 4.761904762 3.09 2 2
SCRAPS 10.36317006 10.15338989 9.66989514 9.371095377 9.183673469
HORAS DOBLANDO UNA
NEVERA 6.5
TIEMPO PARA DOBLAR H 48
DESEMPEÑO DEL EQUIPO 0.30
CONFIABILIDAD 0.95
F 0.4751462
HORAS CORTANDO UNA
NEVERA 3
TIEMPO PARA CORTAR H 6
DESEMPEÑO DEL EQUIPO 0.60
CONFIABILIDAD 0.90
F 0.92592593
DOBLADORA
CORTADORA
NOTA:SE TOMA COMO TIEMPO
DISPONIBLE 48 HORAS YA QUE ESTE
PROCESO DEBE REALIZARCE LOS DOS
PRIMEROS DIAS. AL NO REALIARCE DE
ESTA MANERA SE GENERARAN
RETRASOS EN LA PRODUCCION
NOTA:EL DESEMPEÑO DEL EQUIPO SE
TOMO COMO 30% POR MOTIVOS A
QUE OTROS CONTRATISTAS, USAN
CONTANTEMETE EL EQUIPO EN OTROS
PRODUCTO DIFERENTES A LAS
VERTICALES
NOTA: EL CIZALLADO DE TODA LA
NEVERA E TIENE QUE REALIZAR EN UN
TIEMPO MENOR A 6 HORAS, ES UNO
DE LOS PROCESOS INICIALES PARA LA
CEACION DEL PRODUCTO
NOTA:LA CONFIABILIDAD ES DEL 90%
YA QUE YA QUE EN OCACIONES SE
CORRE LA LAMINA Y SE DAÑA EL
CORTE
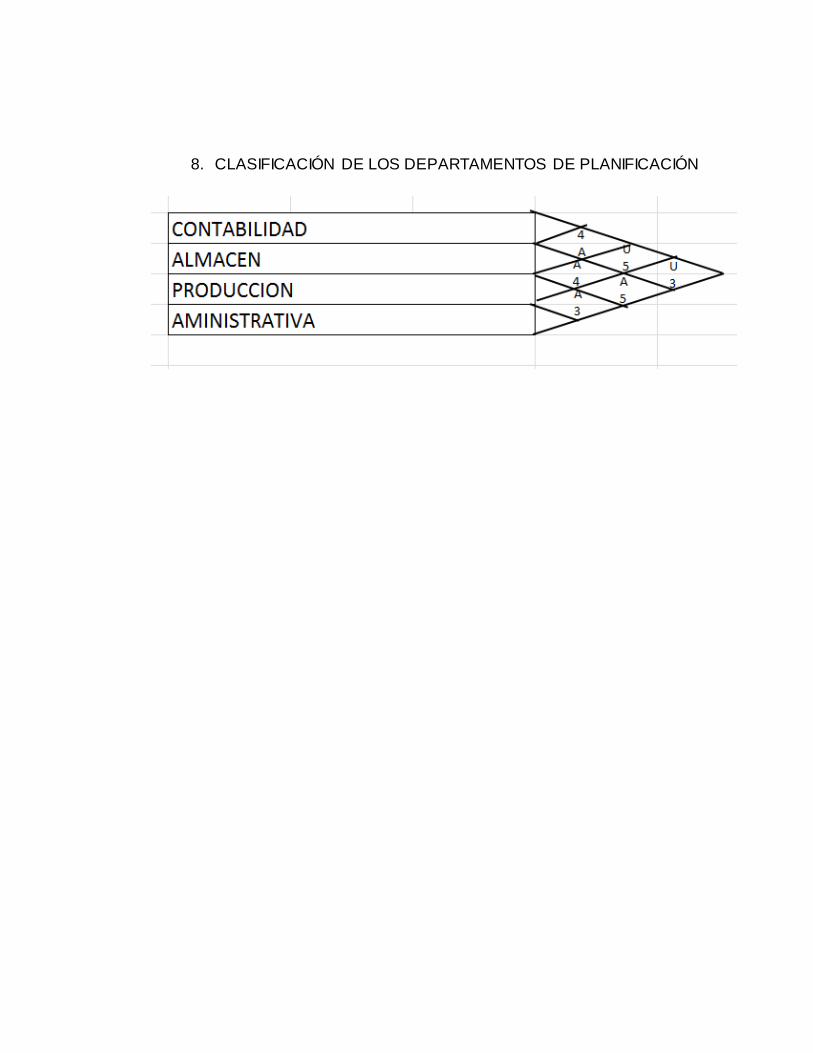
8. CLASIFICACIÓN DE LOS DEPARTAMENTOS DE PLANIFICACIÓN
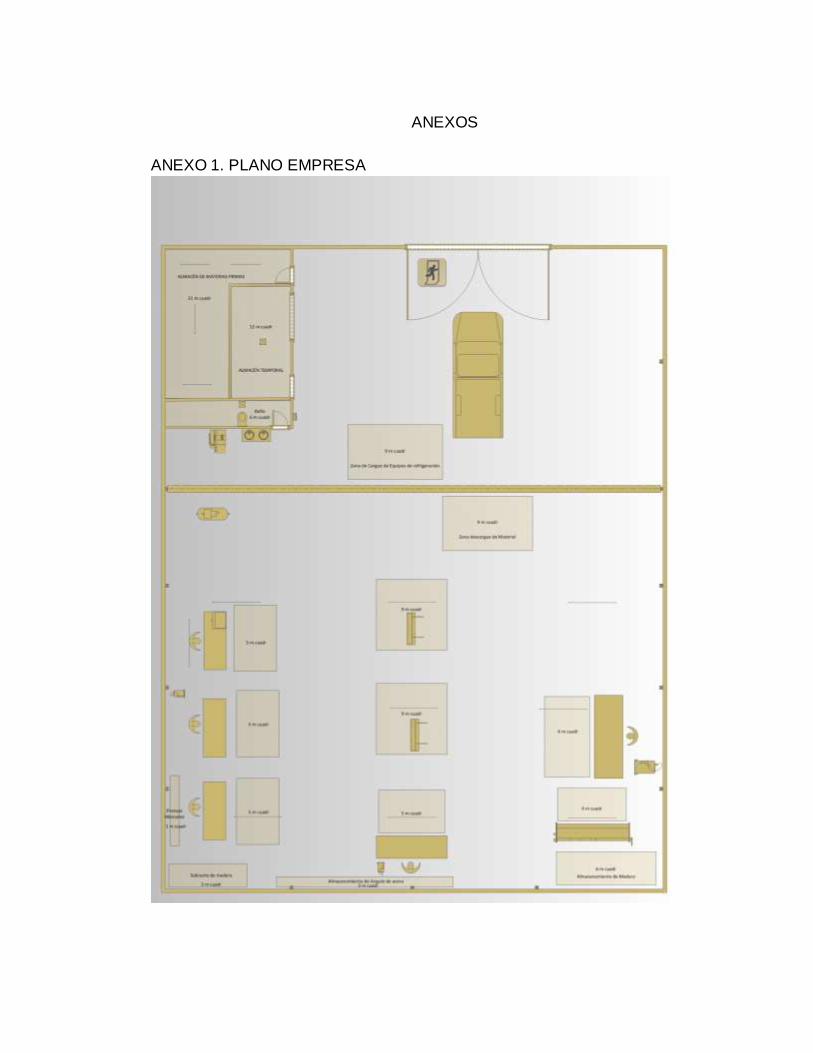
ANEXOS
ANEXO 1. PLANO EMPRESA

ANEXO 2.
DIAGRAMA DE PROCESO DE FABRICACIÓN EQUIPO NEVERA VERTICAL
MULTIPUERTAS
ADJUNTO IMAGEN POR TAMAÑO

ANEXO 3.
ESTUDIO DE TIEMPOS
ITEM PIEZAS corte mano cizallado trazado y destijere doblado soldadura prendado inyectado montaje de puertas sistema electrico unidad
1 Testero intero derecho 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
2 Testero inerno izquierdo 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
3 Unión de testeros internos 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
4 Testero externo derecho 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
5 Testero exerno izquierdo 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
6 Unión testeros externos 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
7 Piso interno de la nevera 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
8 Techo interno 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
9 Piso externo 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
10 Techo externo 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
11 Cachucha 0.1 0.05 0.15 0.25 0.000 0.000 0.000 0 0 0
12 Base 0 0.05 0 0 0.278 0.000 0.000 0 0 0
13 Puerta(s) 0.1 0.05 0.15 0.25 0.000 0.000 0.235 2 0 0
14 Contra puerta(s) 0.1 0.05 0.15 0.25 0.000 0.000 0.235 0 0 0
15 Paral superior 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
16 Paral inferior 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
17 Paral izquierdo 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0.5 0
18 Paral derecho 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0.5 0
19 División en paral 0.1 0.05 0.15 0.25 0.278 0.133 0.235 0 0 0
20 Evaporador 0.1 0.05 0.15 0.25 0.278 0.000 0.000 0 0 0
21 Parrillas y/o entrepaños 0.1 2 0.15 0.25 0.278 0.000 0.000 0 0 0
22 Unidad completa 0 0 0 0 0 0.000 0.000 0 2 3
sub total horas 2 3 3 5 5 2.000 4.000 2 3 3
TOTAL HORAS 32