DISEÑO DE EMPACADORA-SELLADORA AUTOMÁTICA DE...
54
1 DISEÑO DE EMPACADORA-SELLADORA AUTOMÁTICA DE AGUA, SELLADO MEDIANTE ALTA FRECUENCIA Autores RICARDO ALBERTO AGUILAR SALCEDO DERNEY ARTURO MARIÑO RAMIREZ UNIVERSIDA DE SAN BUENAVENTURA FACULTAD DE INGENIERÍA PROGRAMA DE INGENIERÍA ELECTRÓNICA BOGOTÁ 2005
Transcript of DISEÑO DE EMPACADORA-SELLADORA AUTOMÁTICA DE...

1
DISEÑO DE EMPACADORA-SELLADORA AUTOMÁTICA DE AGUA,
SELLADO MEDIANTE ALTA FRECUENCIA
Autores
RICARDO ALBERTO AGUILAR SALCEDO
DERNEY ARTURO MARIÑO RAMIREZ
UNIVERSIDA DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA ELECTRÓNICA
BOGOTÁ 2005

2
DISEÑO DE EMPACADORA-SELLADORA AUTOMÁTICA DE AGUA,
SELLADO MEDIANTE ALTA FRECUENCIA
Autores
RICARDO ALBERTO AGUILAR SALCEDO
DERNEY ARTURO MARIÑO RAMIREZ
Trabajo de Grado para optar al título de:
Ingeniero Electrónico
Director
Antonio José Albarracín Ramírez
Ingeniero Electrónico
UNIVERSIDA DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA ELECTRÓNICA
BOGOTÁ 2005

3
Fecha: ______________________
Nota de aceptación:
Firma del presidente del jurado
Firma del jurado
________________________________
Firma del jurado

4
DEDICATORIA
Dedico mi proyecto de grado a mis padres y hermanos, quienes siempre me han
acompañado y brindado todo su apoyo en cada una de las etapas de mi vida y espero
recompensar en algo, el esfuerzo puesto en mí.
A mi novia quien durante toda mi carrera me ha acompañado y me ha dado aliento y apoyo
para seguir adelante.
A Dios por nunca desampararme.
Siempre los llevo en mi corazón.
Ricardo Alberto Aguilar Salcedo
Doy gracias a Dios todopoderoso por haberme permitido llegar hasta este punto, le dedico
este proyecto a Él, que ha sido y seguirá siendo la guía de mi vida.
A mis padres por su dedicación y esfuerzo puestos en mí, con esto quiero decirle gracias
por todo y por darme la mejor herencia que puede tener una persona, el estudio. Los amo.
Agradezco a mis hermanas que me han brindado el apoyo para no desfallecer cuando he
cometido errores.
Derney Arturo Mariño Ramírez
5
AGRADECIMIENTOS
Agradecemos a nuestros padres el apoyo moral y económico puesto en este proyecto ya que
sin ello este proyecto no fuera una realidad.
A MAENSA S.A. por permitirnos realizar pruebas de laboratorio con su maquinaria y por
compartir sus conocimientos.
Al Ingeniero Antonio José Albarracin Ramírez por toda la asesoría prestada durante este
proyecto y por darnos de manera espontánea sus conocimientos.
A nuestra alma mater, Universidad de San Buenaventura por alojarnos durante estos años
brindándonos todos los conocimientos necesarios para hacer de nosotros Ingenieros
Electrónicos con principios y valores éticos capaces de servir a nuestro país.

6
TABLA DE CONTENIDO
INTRODUCCIÓN 14
1. PROBLEMA 15
1.1 TEMA. 15
1.2 TÍTULO. 15
1.3 DESCRIPCIÓN DEL PROBEMA. 15
1.4 FORMULACIÓN DEL PROBLEMA 15
2. DELIMITACIÓN DEL PROBLEMA 16
2.1 Alcances 16
2.2 Limitaciones 16
3. OBJETIVOS DE LA INVESTIGACIÓN 17
3.1 OBJETIVO GENERAL 17
3.2 OBJETIVOS ESPECÍFICOS 17
4. JUSTIFICACIÓN. 18
5. MARCO TEÓRICO 19
5.1 ANTECEDENTES 19
5.2 FUNDAMENTOS TEÓRICOS 19
5.2.1.Principios de la soldadura de plásticos por alta frecuencia 19
5.2.2.Configuración de la selladora 20
5.2.3. Elementos de la automatización 23
5.2.4. Sensores. 25
5.3.5.Elementos finales de control. 30
5.3.6.IGBT´s (transistor bipolar de puerta aislada) 31
5.3.7. Osciladores del anillo 33
6. DISEÑO INGENIERIL 34
6.1. Unidad de sellado 34
7
6.1.1.Generador. 34
6.1.2. Prensa. 35
6.1.3. Electrodo. 35
6.1.4. Control de temperatura. 35
6.2. Dimensiones de la máquina 36
6.3. Diagrama de bloques de la máquina 37
6.4. Dosificado. 38
6.5. Circuitos 39
7. PRESUPUESTO 43
8. CONCLUSIONES 46
9. RECOMENDACIONES 47
BIBLIOGRAFÍA 48
ANEXOS. 49

8
LISTA DE FIGURAS
Figura 1. Sensores de presión resistivos 27
Figura 2. Sensores piezo-cerámicos/multicapa. 28
Figura 3. Foto-interruptores en U. 28
Figura 4. Foto-interruptores reflectivo. 29
Figura 5. Encoder Incremental. 29
Figura 6. Encoder Absoluto. 30
Figura 7. Electroválvula neumática 5/2 vías 31
Figura 8. Circuito equivalente aproximado del IGBT 32
Figura 9. Circuito equivalente del IGBT con transistor parásito. 32
Figura 10. Área de sellado 34
Figura 11. Programa en LabView que controla la temperatura 36
Figura 12. Dimensiones reales de la máquina 36
Figura 13. Vaciado de un tanque 38
Figura 14. Dimensiones de la tolva 38
Figura 15. Circuito de RF para el sellado 39
Figura 16. Circuito del sensor para detectar la bolsa 40
Figura 17. Circuito de acople de potencia 40
Figura 18. Circuito de acondicionador de señal de la celda de carga 41
Figura 19. Programa en labView que gobierna el sistema 41
Figura 20. Programa en labView que monitorea el sistema 42

9
LISTA DE TABLAS.
Tabla 1. Comparación de los sensores de temperatura.

10
LISTA DE ANEXOS
Anexo 1. Ministerio de salud resolución número 12186 de1991
Anexo 2. Hoja característica de IGBT IXGH30N60C2
Anexo 3. Hoja característica de LM35.
Anexo 4. Hoja característica celda de carga.
Anexo 5. Catálogo de la máquina.
11
GLOSARIO
Calidad: La palabra calidad tiene múltiples significados:
1) De un producto o servicio es la percepción que el cliente tiene del mismo.
2) Conjunto de propiedades inherentes a un objeto que permiten apreciarlo como igual,
mejor o peor que el resto de objetos de los de su especie.
3) Conjunto de cualidades que pueden definirse como buena, mala o regular.
4) Conjunto de propiedades inherentes a un objeto que le confieren capacidad para
satisfacer necesidades implícitas o explícitas.
5) Conjunto de propiedades y características (implícitas o establecidas) de un producto o
servicio que le confieren su aptitud para satisfacer unas necesidades implícitas o
establecidas.
6) Debe definirse en el contexto que se esté considerando, por ejemplo, la calidad del
servicio postal, del servicio dental, del producto, de vida, etc.
Electrodo: Un electrodo es un conductor utilizado para hacer contacto con una parte no
metálica de un circuito, por ejemplo un semiconductor, un electrolito, el vacío (en una
válvula termoiónica), un gas (en una lámpara de neón), etc.
Empirismo: Empirismo deriva del término griego empeiría, textualmente, experiencia.
Con empirismo señalamos al conocimiento que se basa en la experiencia para validarse
como tal.
Envase flexible: Se llama envase flexible el que está formado por una o varias láminas de
material polimérico sellado.
HF: High Frequency: Banda del espectro electromagnético que ocupa el rango de
frecuencias de 3MHz a 30MHz.
12
INVIMA: El Instituto Nacional de Vigilancia de Medicamentos y Alimentos -es un
establecimiento público del orden nacional, de carácter científico y tecnológico, con
personería jurídica, autonomía administrativa y patrimonio independiente, perteneciente al
Sistema de Salud, adscrito al Ministerio de la Protección Social y con sujeción a las
disposiciones generales que regulan su funcionamiento.
Policarbonato: Polímero termoplástico que se caracteriza por sus notables propiedades
mecánicas y con buena resistencia al calor. Transparente.
Poliéster: Polímero de un éster que se obtiene por condensación de diácidos orgánicos con
polialcoholes. Se utiliza en la industria de los plásticos para la fabricación de pinturas,
barnices, fibras textiles y, armado con fibra de vidrio, en la obtención de materias plásticas
aptas para la construcción de carrocerías de automóviles y cascos de embarcaciones.
Poliestireno: Cada uno de los polímeros del estireno. Se distinguen varios tipos de
poliestirenos con propiedades muy diferentes. Por ejemplo, el poliestireno cristal es un
polímero puro del estireno, sin modificadores, lo que lo convierte en un material
transparente, quebradizo e inflamable, pero con muy buenas propiedades eléctricas.
Polietileno: Cada uno de los polímeros del etileno. Es uno de los materiales plásticos de
mayor producción. Se designa como PE.
Polipropileno: Polímero de adición obtenido por la polimerización del propileno, en
presencia de catalizadores y en determinadas condiciones de presión y temperatura.
PT100: Estos sensores deben su nombre al hecho de estar fabricados de platino (Pt) y
presentar una resistencia de 100ohms a 0ºC.

13
PVC: sigla que designa el policloruro de vinilo.
Radiofrecuencia: El término Radiofrecuencia, o RF, se aplica a la porción del espectro
electromagnético en el que se pueden generar ondas electromagnéticas aplicando corriente
alterna a una antena.
RTD: Son sensores de temperatura resistivos.
Sensor: Un sensor es un dispositivo que detecta, o sensa manifestaciones de cualidades o
fenómenos físicos, como la energía, velocidad, aceleración, tamaño, cantidad, etc.
Soldadura: Se le llama soldadura a la unión de dos materiales (generalmente metales o
termoplásticos), usualmente logrado a través de un proceso de fusión.
Temperatura: La temperatura es una magnitud física descriptiva de un sistema que
caracteriza la transferencia de energía térmica, o calor, entre ese sistema y otros.
Transductor: Un transductor es un dispositivo capaz de transformar / convertir un
determinado tipo de energía de entrada, en otra diferente de salida.
Transferencia de calor: En física, proceso por el que se intercambia energía en forma de
calor entre distintos cuerpos, o entre diferentes partes de un mismo cuerpo que están a
distinta temperatura.

14
INTRODUCCIÓN
Debido a la gran necesidad de empaquetar productos que se tiene en las industrias de
alimentos y teniendo en cuenta el alto costo de automatización de esta maquinaria que en su
mayoría, es importada, es necesario aplicar los conocimientos hasta ahora adquiridos, y al
decidir mejorar este sistema automatizando una máquina empacadora por completo;
obteniendo así un nivel de producción más alto que cumpla con las demandas del mercado.
Este proyecto consiste en el diseño y construcción de una máquina empacadora selladora de
agua en empaque de polietileno utilizando alta frecuencia la cual da mayor calidad en el
sellado y optimiza el proceso para que sea más rápido, incluyendo en cada etapa sensores
como son las celda de cargas, fines de curso, ópticos, generando un control de la máquina y
dándole a la misma una autonomía para que cada una de estás se cumpla.
El sellado por alta frecuencia siempre es utilizado cuando de calidad se trata, ya que el
hermetismo de este, nos permite garantizar que no habrá fugas del producto, la aplicación
del mismo es sencillo, pero es necesario conocer algunas reglas para sacarle el máximo
provecho. A través del libro se encontrará la configuración y las normas a seguir, para su
adecuada aplicación.
Este proyecto llevará a la empresa a empacar el 100% del producido, si se tiene en cuenta
que sólo empaca el 40% de su producción total diaria1. Demostrando así que la universidad
está formando profesionales capacitados para solucionar y mejorar los procesos
industriales, y de paso contribuir con el progreso de las empresas.
1 Problema formulado por la empresa productora de agua pura “ANDINA DE AGUA LTDA”.

15
1. PROBLEMA
1.1 TEMA.
Automatización y control.
1.2 TÍTULO.
DISEÑO DE EMPACADORA SELLADORA AUTOMÁTICA DE AGUA, SELLADO
MEDIANTE ALTA FRECUENCIA
1.3 DESCRIPCIÓN DEL PROBEMA.
En la actualidad, la mayoría de estas máquinas hacen un sellado por transferencia de calor
mediante una resistencia, proceso que obliga que la producción sea interrumpida
constantemente, debido al cambio de la resistencia, ya que esta suele carbonizarse y perder
sus propiedades físico químicas por altas temperaturas que manejan, además, este método
no está diseñado para largas horas de trabajo. Con la implementación de RF este proceso
se hace más eficiente y la calidad del producto es constante sin importar las horas de
trabajo, las temperaturas a las que están sometidos los electrodos son más bajas y además es
controlable y estable durante todo el proceso, con esto la vida útil de los electrodos es más
larga.
1.4 FORMULACIÓN DEL PROBLEMA
¿Cómo mejorar el proceso de armado empacado y sellado en una empresa purificadora de
agua, y la calidad del sellado del producto?

16
2. DELIMITACIÓN DEL PROBLEMA
2.1 Alcances
Este proyecto constará del diseño de una selladora empacadora de agua automática. Se
realizará una investigación y un prototipo, el cual se mostrará funcionando con todo su
sistema de control con el fin de detener la producción si alguna de sus etapas está fallando o
si la máquina no ha sido cargada de manera correcta, con una producción de 70-100 bolsas
por minuto dependiendo el tamaño de la misma, mejorando las existentes en el mercado por
el sellado de RF en polietileno.
Este proyecto tiene un impacto social y económico, ya que en la máquina se implementa
tecnología de punta, que evita que los empresarios recurran a la adquisición de este equipo
en el extranjero con lo cual se incentiva la inversión en el país, reactivando la economía del
mismo; y con está máquina se satisface las necesidades del cliente, por lo que esta es de
fácil manejo, con calidad en el proceso y del producto terminado, con lo que el cliente tiene
un desarrollo de la producción más alto y lo hace más competitivo en el mercado.
2.2 Limitaciones
Se entrega una máquina funcional a escala de la original, la investigación y la parte
electrónica, sin embargo, es importante recalcar que en la parte mecánica existen falencias
de tipo académico en cuanto a que la máquina necesita diseño de resistencia de materiales,
de cilindros neumáticos, estructural y funcional.
En cuanto al sellado por RF es complicado acceder algunas fuentes de información dado el
hermetismo que maneja las pocas personas que conocen estos sistemas, en este diseño
prevalece más el empirismo. Además, este sellado no es utilizado para este tipo de material
sino para PVC, y con tecnología muy antigua y más costosa que la de punta que se aplicará
en este proyecto.

17
3. OBJETIVOS DE LA INVESTIGACIÓN
3.1 OBJETIVO GENERAL
• Diseñar una empacadora y selladora automática de agua mediante RF.
3.2 OBJETIVOS ESPECÍFICOS
• Analizar el funcionamiento de las diferentes máquinas existentes.
• Analizar el proceso de sellado por RF.
• Clasificar y determinar el número de empresas que realizan el proceso del sellado.
• Diseñar el prototipo.
• Diseñar el sistema de control.
• Diseñar el sistema de RF.

18
4. JUSTIFICACIÓN.
Dado el planteamiento del problema se hace necesario diseñar una máquina que contribuya
a agilizar los procesos, que permita verificar el control de calidad del producto, que
minimice la detención de producción causadas por mantenimiento, que economice costos
de fabricación utilizando tecnología de punta, porque actualmente el proceso de sellado por
RF es generado mediante tubos osciladores que son hechos a medida, y es una tecnología
que a nuestro parecer es obsoleta.
Esta es una idea innovadora en Colombia, la cual podrá abarcar varias áreas de empacado
de materias sólidas, pastosas, y líquidas como es el objetivos de este proyecto, además se
puede implementar diferentes tipos de material2 para el empaquetado de los mismos.
El propósito principal de este proyecto, es de mejorar el proceso de empaquetado de
productos en la industria, y en este caso un área tan importante como es la de alimentos,
haciendo que el producto cumpla con la calidad esperada. Se escogió el sellado de alta
frecuencia, porque, además de cumplir con estándares de calidad, su sellado es totalmente
hermético y limpio, agregando tecnología de punta se hace el mejor sellado del mercado.
2 PU, PVC, PET, EVA, etc...
19
5. MARCO TEÓRICO
5.1 ANTECEDENTES
Existen gran número de empresas que manejan este tipo de maquinaria importada y
nacional, sin embargo no utilizan el sellado por RF. En el país este método es utilizado para
material PVC como es el caso de SELLARTE Ltda., empresa colombiana que se dedica a la
elaboración de bolsas en este material, su gerente Cesar Eljaick Kattah asegura “que este
sellado no se utiliza comercialmente para polietileno” y nos refiere a la empresa MAELSA
S.A. empresa Colombiana dedicada a la fabricación de selladoras de alta frecuencia para
PVC.
5.2 FUNDAMENTOS TEÓRICOS
5.2.1. Principios de la soldadura de plásticos por alta frecuencia
Un plástico (PU, PVC, PET, EVA, etc.) se calienta al ser sometido a un campo de alta
frecuencia.
Cuando se sella por alta frecuencia, el material comprendido entre el electrodo y la masa
experimenta un calentamiento uniforme debido a las pérdidas dieléctricas que desarrolla en
su seno al paso de la corriente de RF. Si tenemos en cuenta que el electrodo y la mesa
están generalmente fríos y que por tanto refrigeran las superficies exteriores del material
plástico en contacto con ellas, la mayor temperatura se alcanza en el seno de la unión a
realizar; justo donde es más necesario. Por lo tanto los plásticos se funden en el interior
pero permanecen fríos en el exterior.

20
Este es el principio de la soldadura por alta frecuencia, y no existe ningún otro método
capaz de proporcionar soldaduras de calidad comparable3.
5.2.2. Configuración de la selladora3
Generador. La potencia nominal del generador limita la superficie máxima de huella de
soldadura que la instalación es capaz de soldar.
Para las aplicaciones más frecuentes con dos hojas de plástico de espesores comprendidos
entre 0,3 y 0,5 mm, la potencia necesaria es de 0,5 W/mm2, es decir 2000 mm2/kW.
Para las aplicaciones de gran calidad (hinchable) con mesas refrigeradas sin aislamiento, se
recomienda dimensionar para 0,75 W/mm2, es decir 1500 mm2/kW.
Para aplicaciones concentradas en plásticos gruesos es suficiente con 0,33 W/mm2, es decir
3000 mm2/kW.
Como norma general se recomienda 0,5 W/mm2. Por lo tanto, para calcular la potencia
necesaria debemos primero calcular la superficie máxima de soldadura de nuestra
aplicación expresada en mm2, multiplicando la longitud aproximada de la huella de
soldadura (en mm) por su anchura (en mm). Por ejemplo, una bolsa en forma de U para
contener hojas de papel formato A4 tendrá dos soldaduras verticales de unos 300 mm de
longitud cada una y una soldadura horizontal inferior de unos 230 mm, en total
300+300+230=830 mm de longitud. Si la anchura deseada de la huella es de 3 mm, la
superficie total a soldar será 830x3=2490 mm2, y la potencia necesaria 2490x3=1245 W.
Esta es la potencia mínima para soldar una de estas fundas. Si quisiéramos soldar 4 bolsas a
3extraído de www.aembarcelona.com/ES/SAF/, octubre de 2005

21
la vez, la potencia mínima necesaria sería 4x1245=4980 W (5 kW). En este caso la elección
está entre un modelo de 7,5 kW o bien 10 kW para aumentar el margen de seguridad.
• Prensa. La prensa debe ser robusta y lo más rígida e indeformable posible. Las
características principales son:
Fuerza de cierre suficiente: Para aplicaciones normales se calcula con 0.05 Kg./mm2
(5kg/cm2). En el ejemplo anterior para soldar cuatro bolsas, cada una de las cuales tenía
2490 mm2 de superficie a soldar, la fuerza necesaria en la prensa es 4x2490x0,05=498 kg.
Se debe escoger una prensa con una fuerza de 500 Kg. o superior.
Carrera de la prensa: Suele tener un valor comprendido entre 50 y 200 mm. Se pueden
utilizar topes.
Distancia entre portaelectrodos y mesa: En algunas aplicaciones con electrodo y
contraelectrodo, como en soldadura de blisteres, se precisan distancias importantes del
orden de 350 a 400 mm. En la mayoría de aplicaciones es suficiente con 100 mm.
El portaelectrodos donde se fijan los electrodos (molde) dispone de cuatro tornillos de
nivelación con pivote central.
El accionamiento de la prensa puede ser hidráulico o neumático. El accionamiento
neumático es más universal y es el preferido para fuerzas inferiores a 1.000 kg. El
accionamiento hidráulico permite mayores fuerzas de cierre, y es el más adecuado para
fuerzas a partir de 2.000 kg.
• Electrodos. El electrodo es el molde que determina la forma de la soldadura sobre los
plásticos.
La mayor parte de los moldes son de construcción sencilla: perfiles normalizados de latón,
con o sin cuchilla, fijados sobre una placa plana de aluminio. AEM comercializa una
22
completa gama de perfiles (grabado, lisos, con cuchilla, distintos espesores), escuadras de
fijación, placas de montaje, etc. así como útiles manuales para doblar perfiles para que cada
cliente pueda confeccionarse sus propios electrodos. Además AEM puede construir
electrodos completos a partir de los dibujos o piezas de muestra.
Tipos de electrodos:
Los electrodos más sencillos consisten en un perfil normalizado de latón, con o sin dibujo,
sujeto con escuadras sobre una chapa de aluminio. La soldadura reproducirá el relieve del
canto del perfil.
A un lado del perfil de latón se puede añadir una cuchilla de corte, calibrada en función del
espesor de los plásticos a cortar. Esto permitirá separar sin esfuerzo ("pelar") la pieza
soldada de la lámina original.
El electrodo puede tener un tope de material aislante de forma que la penetración del perfil
de latón en el plástico quede limitada por este tope mecánico.
Se pueden fabricar electrodos o partes de electrodos de gran complejidad geométrica, en 2
ó 3 dimensiones. Estas piezas se fabrican por control numérico en centros de mecanizado a
partir de planos detallados o por digitalización de muestras. En estos casos se requiere la
mecanización del electrodo y del contraelectrodo.
• Control de temperatura. En una máquina de soldar por alta frecuencia, el electrodo y la
mesa no resultan calentados por la acción de las corrientes de alta frecuencia.
Por el contrario el plástico sí resulta calentado hasta su punto de fusión. Dado que durante
el proceso el plástico está prensado entre el electrodo y la mesa, se produce una transmisión
de energía desde el plástico hacia la mesa y hacia el electrodo. Las mesas suelen ser de gran
espesor y superficie por lo que su temperatura no se ve muy alterada. Por el contrario los

23
perfiles de los electrodos son de masa y peso reducido y su temperatura se eleva con
facilidad. Este calentamiento es tanto más importante cuanto más potente es la máquina y
cuanto más alto es el ritmo de trabajo, por ejemplo en máquinas con arrastre automático.
Para conseguir una calidad uniforme es necesario que la temperatura del electrodo sea
estable. En estos equipos se selecciona una temperatura de trabajo, por ejemplo 40 ºC, y el
equipo calentará automáticamente el electrodo al principio de la jornada, y lo enfriará al
cabo de unas cuantas operaciones. El fluido refrigerante circula directamente por un tubo
metálico soldado al electrodo, o bien por una placa fijada al portaelectrodos sobre la que
está fijado el electrodo. Esta segunda solución resulta más práctica.
En aplicaciones con plásticos rígidos o para máquinas de grandes producciones, en vez de
una placa refrigerante se fija sobre el portaelectrodos una placa calefactora cuya
temperatura es regulable. Los electrodos a ella fijados adquirirán esta temperatura.
5.2.3 Elementos de la automatización4
La fabricación automatizada surgió de la íntima relación entre fuerzas económicas e
innovaciones técnicas como la división del trabajo, la transferencia de energía y la
mecanización de las fábricas, y el desarrollo de las máquinas de transferencia y sistemas de
realimentación, como se explica a continuación.
La división del trabajo (esto es, la reducción de un proceso de fabricación o de prestación
de servicios a sus fases independientes más pequeñas) se desarrolló en la segunda mitad
del siglo XVIII, y fue analizada por primera vez por el economista británico Adam Smith
en su libro Investigación sobre la naturaleza y causas de la riqueza de las naciones (1776).
4 Enciclopedia encarta FORSYTHE W. y GOODALL R.M., Digital Control, Fundamental, Theory and
Practice, Mc Graw - Hill, Inc, 1991.

24
En la fabricación, la división del trabajo permitió incrementar la producción y reducir el
nivel de especialización de los obreros.
La mecanización fue la siguiente etapa necesaria para la evolución hacia la
automatización. La simplificación del trabajo permitida por la división del trabajo también
posibilitó el diseño y construcción de máquinas que reproducían los movimientos del
trabajador. A medida que evolucionó la tecnología de transferencia de energía, estas
máquinas especializadas se motorizaron, aumentando así su eficacia productiva. El
desarrollo de la tecnología energética también dio lugar al surgimiento del sistema fabril de
producción, ya que todos los trabajadores y máquinas debían estar situados junto a la
fuente de energía.
La máquina de transferencia es un dispositivo utilizado para mover la pieza que se está
trabajando desde una máquina herramienta especializada hasta otra, colocándola de forma
adecuada para la siguiente operación de maquinado. Los robots industriales, diseñados en
un principio para realizar tareas sencillas en entornos peligrosos para los trabajadores, son
hoy extremadamente hábiles y se utilizan para trasladar, manipular y situar piezas ligeras y
pesadas, realizando así todas las funciones de una máquina de transferencia. En realidad, se
trata de varias máquinas separadas que están integradas en lo que a simple vista podría
considerarse una sola.
En la década de 1920 la industria del automóvil combinó estos conceptos en un sistema de
producción integrado. El objetivo de este sistema de línea de montaje era abaratar los
precios. A pesar de los avances más recientes, éste es el sistema de producción con el que la
mayoría de la gente asocia el término automatización.
• Realimentación. Un elemento esencial de todos los mecanismos de control
automático es el principio de realimentación, que permite al diseñador dotar a una máquina
de capacidad de auto corrección. Un ciclo o bucle de realimentación es un dispositivo

25
mecánico, neumático o electrónico que detecta una magnitud física como una temperatura,
un tamaño o una velocidad, la compara con una norma preestablecida, y realiza aquella
acción preprogramada necesaria para mantener la cantidad medida dentro de los límites de
la norma aceptable.
El principio de realimentación se utiliza desde hace varios siglos. Un notable ejemplo es el
regulador de bolas inventado en 1788 por el ingeniero escocés James Watt para controlar la
velocidad de la máquina de vapor. El conocido termostato doméstico es otro ejemplo de
dispositivo de realimentación.
En la fabricación y en la producción, los ciclos de realimentación requieren la
determinación de límites aceptables para que el proceso pueda efectuarse; que estas
características físicas sean medidas y comparadas con el conjunto de límites, y que el
sistema de realimentación sea capaz de corregir el proceso para que los elementos medidos
cumplan la norma. Mediante los dispositivos de realimentación las máquinas pueden
ponerse en marcha, pararse, acelerar, disminuir su velocidad, contar, inspeccionar,
comprobar, comparar y medir. Estas operaciones suelen aplicarse a una amplia variedad de
operaciones de producción, por ejemplo el fresado, el embotellado y el refinado.
5.2.4 Sensores.
Es un convertidor que transforma la magnitud que se quiere medir, en otra, que facilita su
medida. Pueden ser de indicación directa (Ej. un termómetro de mercurio) o pueden estar
conectados a un indicador de modo que los valores sensados puedan ser leídos por un
humano.
• Tipos de sensores
Presencia y/o distancia
Contacto, inductivo, capacitivo, óptico, ultrasonido, láser
Posición (lineal o angular)

26
Analógicos
Potenciómetros
Resolver, Sincro
LVDT, Inductosyn
Digitales
Encoders absolutos
Encoders incrementales
Regla óptica
Orientación:
Brújula, giroscopio, inclinómetro, etc.
Posición absoluta
GPS, RF o ultrasonidos
Velocidad
Dinamo tacométrica
Aceleración, fuerza, carga
Acelerómetros, celdas de carga
Sensores de visión
Cámaras
• Sensores de Temperatura
Tipos de Sensores de Temperatura
1. Termopares: utilizan la tensión generada en la unión de dos metales en contacto
térmico, debido a sus diferentes comportamientos eléctricos.
2. Resistivos: Lo constituyen las RTD (resistencia detectora de temperatura) o
PT100 basadas en la dependencia de la resistividad de un conductor con la
temperatura.

27
3. Semiconductores: Se basan en la variación de la conducción de una unión p-n
polarizada directamente.
Tabla 1. Comparación de los sensores de temperatura
TERMOPARES RTDs TERMISTORES SEMICONDUCTORES Rango muy grande: Rango: Poco Rango: Rango: -184ºC a +2300ºC -200ºC a +850ºC 0ºC a +100ºC -55ºC a +150ºC
Alta Precisión y Buena Pobre Linealidad: 1ºC Repetibilidad Linealidad Linealidad Precisión: 1ºC
Necesita Unión Fría Requiere Requiere Requiere de Compensación Excitación Excitación Excitación
Bajo Voltage Bajo Costo Alta Salida Típica
de Salida Sensibilidad 10mV/K, 20mV/K o 1µA/K Fuente: JORDI MAYNÉ. “Sensores acondicionadores y procesadores de señal”. Silica, an Avnet Division,
2003. p.11.
• Sensores de Presión
Tipos de Sensores de presión
1. Sensores de Presión Resistivos: Una presión sobre una membrana hace variar el valor de
las resistencias montadas en puente de Wheatstone apareadas. Las Células de Carga y las
Galgas Extensiométricas son elementos metálicos que cuando se someten a un esfuerzo
sufren una deformación del material, y por lo tanto una variación de su resistencia interna.
Figura 1. Sensores de presión resistivos
a. a presión, b. configuración puente de weastone c. a extensión
Fuente: JORDI MAYNÉ. “Sensores acondicionadores y procesadores de señal”. Silica, an Avnet Division,
2003. p.16.
a b c

28
2. Sensores de Presión Piezo-Cerámicos/Multicapa: La combinación de la tecnología piezo-
cerámica y multicapa se utiliza para producir una señal eléctrica, cuando se aplica una fuerza
mecánica en el sensor.
Figura 2. Sensores piezo-cerámicos/multicapa.
Fuente: JORDI MAYNÉ. “Sensores acondicionadores y procesadores de señal”. Silica, an Avnet
Division, 2003. p.16.
3. Sensores de Presión con Semiconductores: Un cambio en la presión en una membrana,
hace actuar un único elemento piezo-resistivo semiconductor.
• Sensores Ópticos
1 Foto-interruptores consta de un emisor de infrarrojos y un fototransistor separados por
una abertura, su interrupción produce una salida 0 o 1.
Figura 3. Foto-interruptores en U.
a. foto b. circuito
Fuente: JORDI MAYNÉ. “Sensores acondicionadores y procesadores de señal”. Silica, an Avnet Division,
2003. p.38.
29
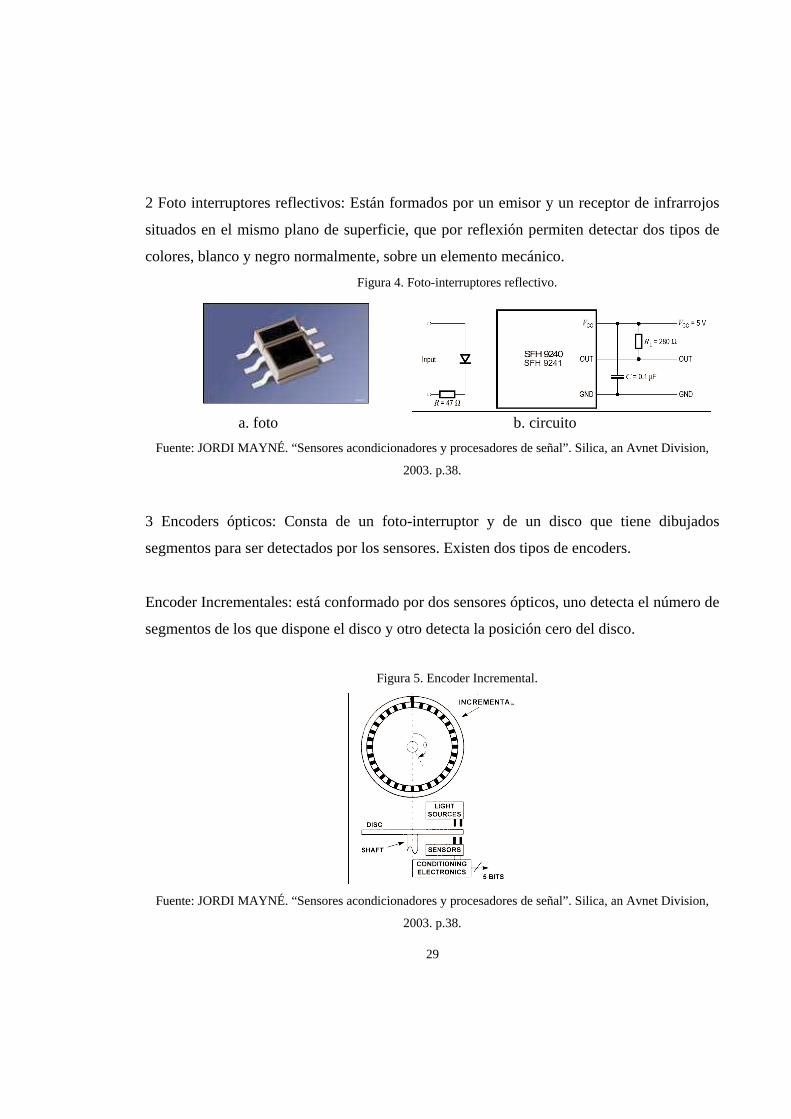
2 Foto interruptores reflectivos: Están formados por un emisor y un receptor de infrarrojos
situados en el mismo plano de superficie, que por reflexión permiten detectar dos tipos de
colores, blanco y negro normalmente, sobre un elemento mecánico.
Figura 4. Foto-interruptores reflectivo.
a. foto b. circuito
Fuente: JORDI MAYNÉ. “Sensores acondicionadores y procesadores de señal”. Silica, an Avnet Division,
2003. p.38.
3 Encoders ópticos: Consta de un foto-interruptor y de un disco que tiene dibujados
segmentos para ser detectados por los sensores. Existen dos tipos de encoders.
Encoder Incrementales: está conformado por dos sensores ópticos, uno detecta el número de
segmentos de los que dispone el disco y otro detecta la posición cero del disco.
Figura 5. Encoder Incremental.
Fuente: JORDI MAYNÉ. “Sensores acondicionadores y procesadores de señal”. Silica, an Avnet Division,
2003. p.38.
30
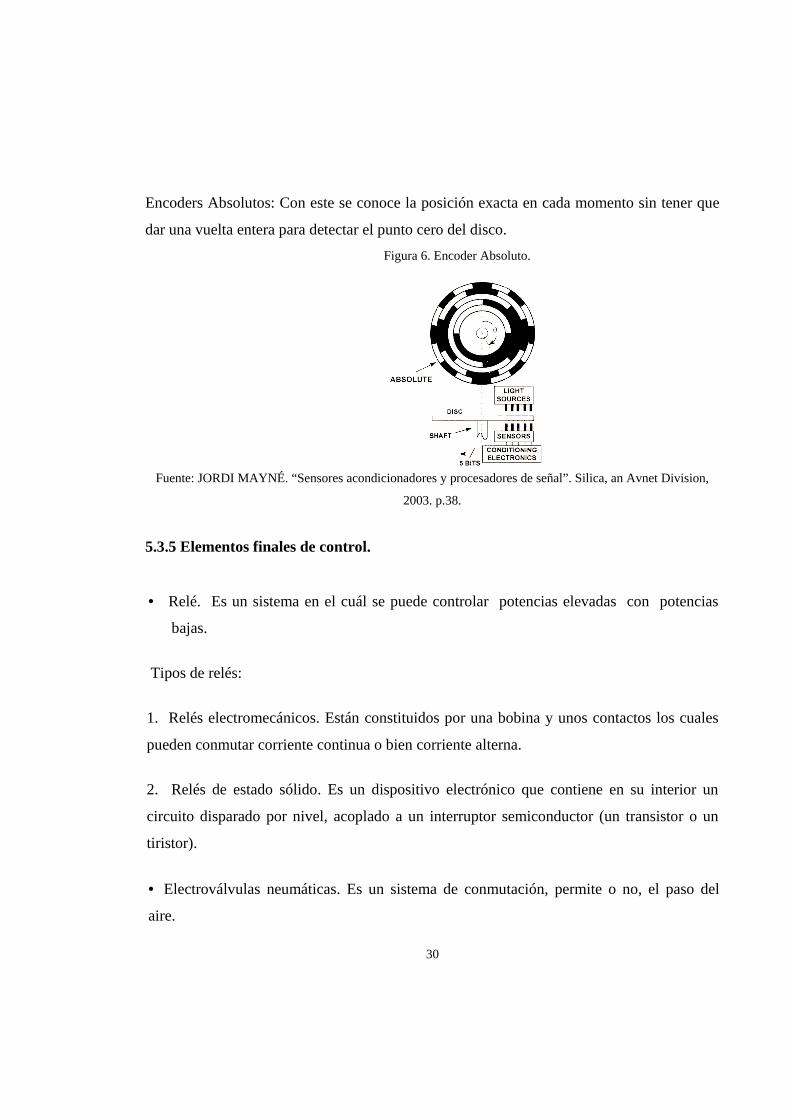
Encoders Absolutos: Con este se conoce la posición exacta en cada momento sin tener que
dar una vuelta entera para detectar el punto cero del disco.
Figura 6. Encoder Absoluto.
Fuente: JORDI MAYNÉ. “Sensores acondicionadores y procesadores de señal”. Silica, an Avnet Division,
2003. p.38.
5.3.5 Elementos finales de control.
• Relé. Es un sistema en el cuál se puede controlar potencias elevadas con potencias
bajas.
Tipos de relés:
1. Relés electromecánicos. Están constituidos por una bobina y unos contactos los cuales
pueden conmutar corriente continua o bien corriente alterna.
2. Relés de estado sólido. Es un dispositivo electrónico que contiene en su interior un
circuito disparado por nivel, acoplado a un interruptor semiconductor (un transistor o un
tiristor).
• Electroválvulas neumáticas. Es un sistema de conmutación, permite o no, el paso del
aire.

31
Figura 7. Electroválvula neumática 5/2 vías
Fuente: catalogo de productos, MICRO, 2005, P. 2.2.4.10
5.3.6 IGBT´s (transistor bipolar de puerta aislada)
Este tipo de dispositivos reúnen las características de los transistores bipolares y de los
Mosfet. Logrando el control de potencias bastante altas con tenciones de puerta
relativamente bajas y frecuencias de comunicación bastante altas.
Por sus características de combinar alta velocidad de respuesta con una ancha área de
operación segura y con una aja tensión de saturación es un elemento idóneo para el control
de grandes potencias, como lo son el control de motores, aplicaciones de suministro de
potencias, equipos de soldadura y cada día se encuentra en mayor número de dispositivos.

32
Figura 8. Circuito equivalente aproximado del IGBT
Fuente: VELASCO/ORIOL/OTERO. “Sistemas electrotécnicos de potencia”. Paraninfo, 1998. p.71.
Figura 9. Circuito equivalente del IGBT con transistor parásito.
Fuente: VELASCO/ORIOL/OTERO. “Sistemas electrotécnicos de potencia”. Paraninfo, 1998. p.71.
La gran ventaja de estos dispositivos es tener incorporados diodos de muy alta recuperación
con lo que se disminuyen los tiempos de conmutación; con menores perdidas que los
Mosfet y mejorando las principales características de esté; es decir que un IGBT es un
electo bidireccional en corriente y unipolar en tención.

33
5.3.7. Osciladores del anillo
El bloque principal del oscilador de anillo básico es un elemento de retardo no constante
que está controlada por voltaje.
Al enlazar varios elementos de retardo el circuito oscilará con una frecuencia proporcional
al voltaje de control, el número de elementos enlazados debe ser impar; las celdas
multiplican por dos el número de estados de retardo (el signo es cambiado y debe pasar
entonces dos veces por el mismo lugar para volver a su valor original).

34
6. DISEÑO INGENIERIL
6.1. Unidad de sellado
Esta unidad consta de cuatro partes: un generador, prensa, electrodos y de un control de
temperatura.
6.1.1. Generador. La potencia de este generador nos limita el área de sellado, por lo cual se
debe escoger bien su potencia, si se quiere tener un sellado de calidad, entonces:
Para gran calidad en el sellado, se recomienda dimensionar para 0,75 W/mm2, es decir 1500
mm2/kW.
Figura 10. Área de sellado
Como se ve en la figura el área de sellado será:
A = (b*h)
A1 = 3mm*400mm = 1200mm2
A2 = 6.5mm*150mm = 975mm2
A total = A1 + A2 = 2175mm2
400 mm.
150 mm
6.5 mm
3 mm
35
La potencia del generador deber ser superior a 2175mm2*0,75 W/mm2 = 1631W, se
escogerá una potencia de 2000 W con esto se asegura que el selle sea el mejor.
Estos generadores deben oscilar a 27,12 MHz +/- 0.6% tal como indican los convenios
internacionales CISPR. Y la EN 55011.
6.1.2. Prensa. La prensa debe ser robusta y lo más rígida e indeformable posible, para gran
calidad en el sellado, se recomienda dimensionar para 0,05 Kg/mm2, según lo que dio en el
anterior calculo el área de sellado será de 2175mm2, entonces:
F= A*0.05Kg/mm2 = 2175mm2*0.05 Kg/mm2 = 108,75 Kg
El accionamiento neumático es más universal y se suele para fuerzas inferiores a 1.000 Kg.,
y como la fuerza de la prensa es 108,750 Kg., se utilizará este accionamiento.
6.1.3. Electrodo. Su forma es como se ve en la figura 10. Debido esto al selle vertical y
horizontal que se debe hacer, el material de este electrodo será en aluminio, por sus
propiedades físicas (flexible y resistente).
6.1.4. Control de temperatura. La temperatura ideal que debe tener los electrodos es de
40oC, esto lo lograremos con sistema parecido a los que poseen lo automóviles moderno,
que consta de un radiador y un ventilador que se activara cuando la temperatura sobrepase
la ideal, su gobierno será desde un PC, el cual pondrá en marcha un ventilador si el sensor
le indica que la temperatura es mayor a la ideal, se utilizara el LM 35, por hoja
característica se sabe que puede soportar temperaturas hasta de 110oC, y su cambio es casi
lineal de 10mV/oC y esto lo hace ideal para este proyecto

36
Figura 11. Programa en LabView que controla la temperatura
6
2 4 8
8 8 9
1
2
8 9 0
1
2
T h e r m o m e t e r
2 5 5
5 0 0
0
8 8 8
T r u e
4 0
6.2. Dimensiones de la máquina
Figura 12. Dimensiones reales de la máquina
220
100 147,5
220

37
6.3. Diagrama de bloques de la máquina
En el siguiente diagrama de flujo se muestra el proceso que tiene la máquina
PESAJE DEL ROLLO
FECHADO DE BOLSA
LLENADO DE BOLSA
SELLADO DE BOLSA
ARMADO
Inic io
Pesaje
Armado y sellado de bolsa
Presencia de bolsa
Dosificado
Sellado y fechaje
Abre la prensa y expulsa la bolsa terminada
Final

38
6.4. Dosificado. Este se va hacer por tiempo, entonces.
Figura 13. Vaciado de un tanque
Fuente: http://www.sc.ehu.es/sbweb/fisica/fluidos/dinamica/vaciado/vaciado.htm
Según la ecuación de bernoulli y de continuidad, obtenemos que la velocidad de vaciado de
un tanque por un orificio más pequeño ubicado en la parte inferior del tanque se expresa
como:
22
21
1
2
SS
ghSv
−=
Figura 14. Dimensiones de la tolva
77,66
38
2,54
39
S1 = π(38.83)2 cm2 = 4737 cm2
S2 = π(1.27)2 cm2 = 5.067 cm2
La altura h debe ser constante para que esta ecuación se cumpla, h=30cm
v = 242.48 cm/s
Para saber la velocidad del volumen por unidad de tiempo es vS2 = 1229cm3/s, con este
valor se puede saber el tiempo necesario para cumplir con los objetivos entonces.
t = V/v
V = volumen
v = velocidad
Para 600ml
t = 488.2 ms
Para 300 ml
t = 244.1 ms
Estos valores son los que se va a utilizar para la apertura de la tolva, como el nivel siempre
va ha ser el mismo estos valores son exactos y con ello se garantiza una dosificación
constate.
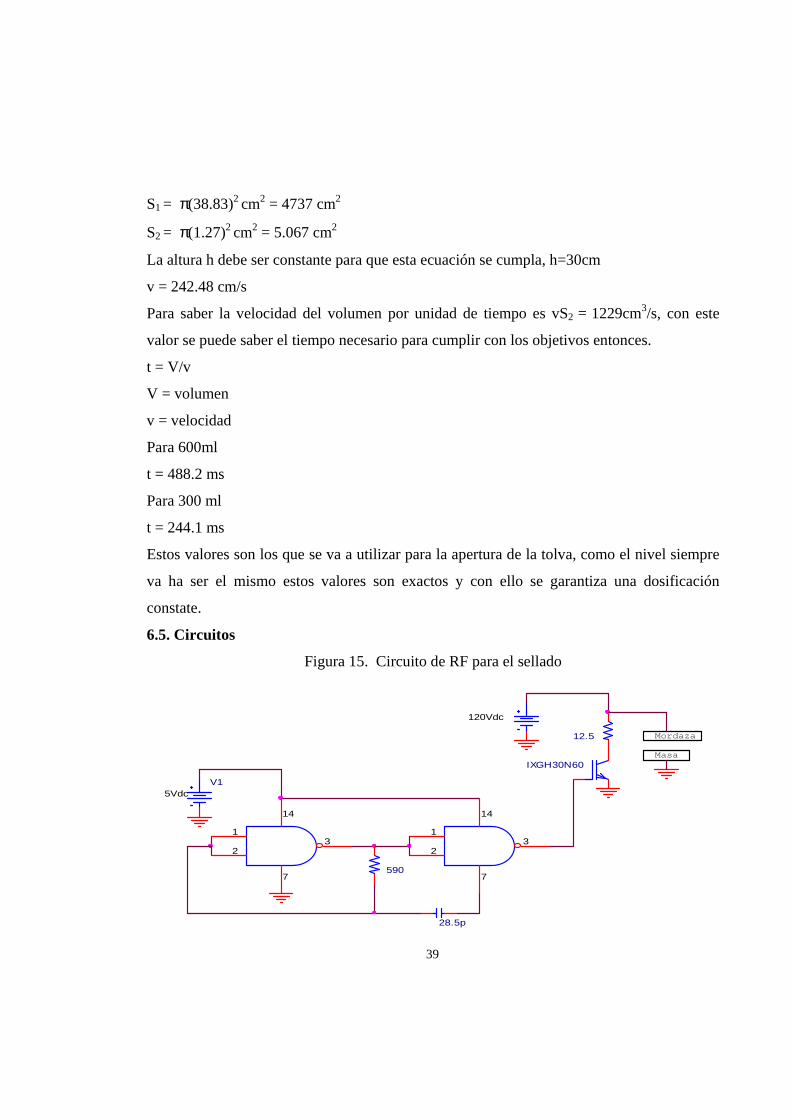
6.5. Circuitos
Figura 15. Circuito de RF para el sellado
12.5
V15Vdc
1
23
14
7
120Vdc
IXGH30N60
Mordaza
28.5p
Masa
590
1
23
14
7

40
RC2.2
1f ≅
Figura 16. Circuito del sensor para detectar la bolsa
R3
1k
1 7
2
6
5
0
pin14(puertoparalelo)
VDD
Este sensor lo que hace es verificar que exista bolsa, la bolsa debe tener un marca de color
negro y es esta la que se sensa.
Figura 17. Circuito de acople de potencia
Este circuito se utiliza porque se necesita manejar voltajes de 110Vac y el computador
solo entrega 5Vdc.

41
Figura 18. Circuito de acondicionador de señal de la celda de carga
VDDR5
1M
0
R6
2k
+
-
U27A
LM324
3
21
411
Celdadecarga
Se habla de un puerto paralelo porque, todo el sistema será monitoreado y manejado desde
un computador.
Figura 19. Programa en labView que gobierna el sistema
42
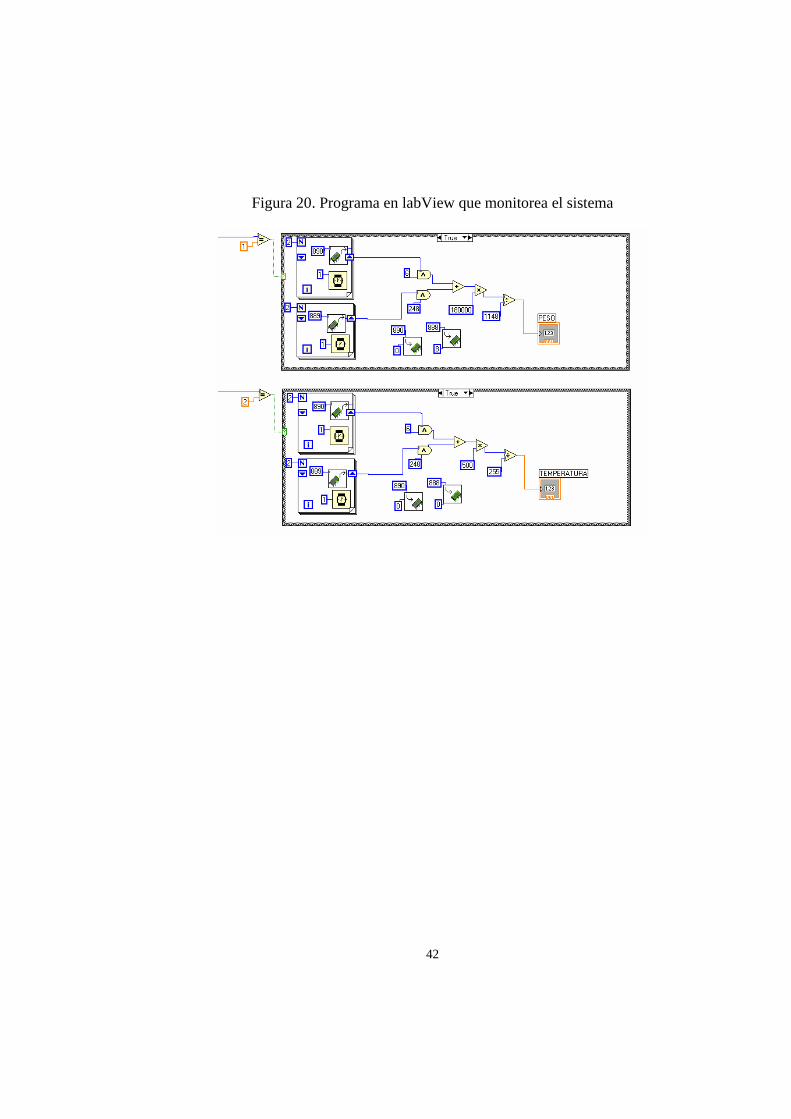
Figura 20. Programa en labView que monitorea el sistema

43
7. PRESUPUESTO
A. Elementos Eléctricos:
Item DESCRIPCIÓN UNIDAD CANTIDAD COSTO UNITARIO COS TO TOTAL
1 Caimanes c/c. Unid 2 250 500
2 MK629 banana macho. Unid 2 350 700
3 Puente rectificador 35 A. Unid 1 7.500 7.500
4 Resistencia Térmica. Unid 7 1.500 10.500
5 Cable duplex número 18 Unid 8 300 2.400
6 Alambre 8 pares Unid 4 800 3.200
7 Fin de carreras Unid 4 2.500 10.000
8 Terminales y bornas --- --- --- 3.000
9 Resistencia de 10 Ω a 1Kva Unid 1 35.000 35.000
10 Otros elementos eléctricos. --- --- --- 40.000
TOTAL 109.800
B. Elementos Electrónicos:
Item DESCRIPCIÓN UNIDAD CANTIDAD COSTO UNITARIO
COSTO TOTAL
1 Sensor de temperatura LM35 Unid 1 4.000 4.000
2 Microcontrolador Motorola Unid 1 32.000 32.000
3 Tarjeta impresa Unid 1 60.000 60.000
4 Igbt IXGH30N60C2 Unid 30 15.000 450.000
5 PW6 celda de carga Unid 1 127.600 127.600
6 Otros componentes
electrónicos
--- --- 50.000 50.000
TOTAL 723.600
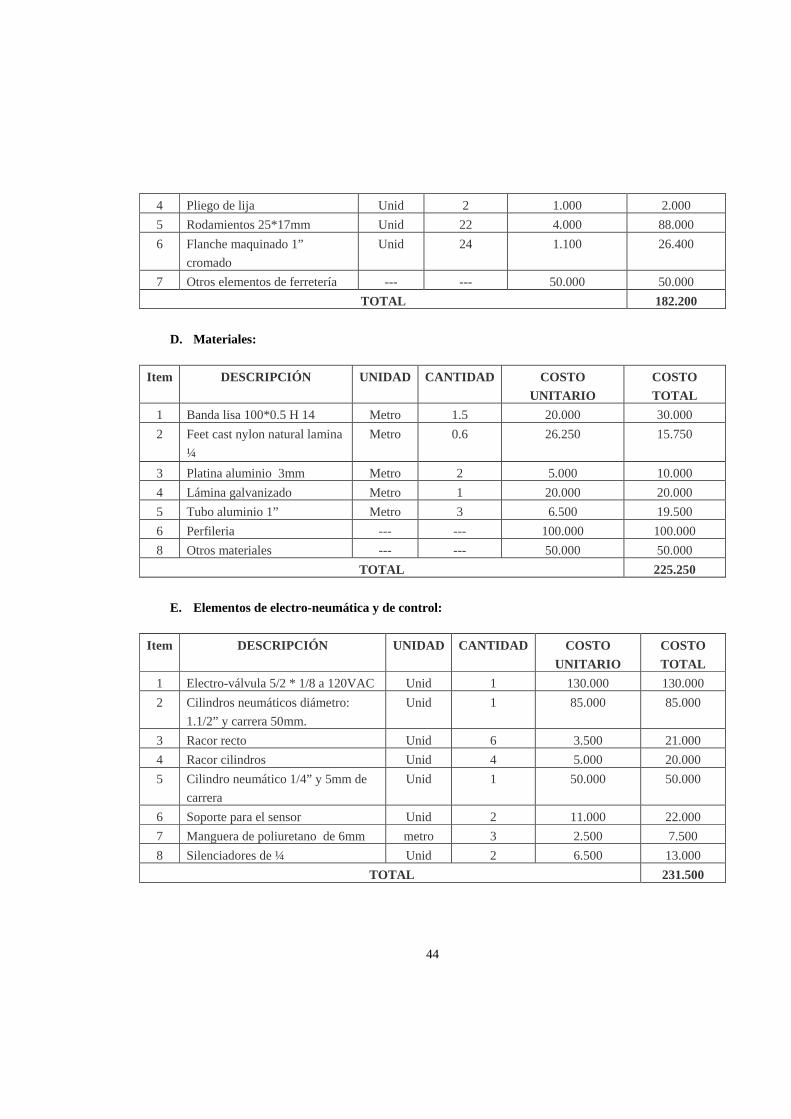
C. Elementos de Ferretería:
Item DESCRIPCIÓN UNIDAD CANTIDAD COSTO UNITARIO
COSTO TOTAL
1 M 585 1/8*1.1/2 Metros 1 5.000 5.000
2 Juego de piedras Unid 1 3.600 3.600
3 Paquete de remaches pop al Ac
4-6
Unid 4 1.800 7.200
44
4 Pliego de lija Unid 2 1.000 2.000
5 Rodamientos 25*17mm Unid 22 4.000 88.000
6 Flanche maquinado 1”
cromado
Unid 24 1.100 26.400
7 Otros elementos de ferretería --- --- 50.000 50.000
TOTAL 182.200
D. Materiales:
Item DESCRIPCIÓN UNIDAD CANTIDAD COSTO UNITARIO
COSTO TOTAL
1 Banda lisa 100*0.5 H 14 Metro 1.5 20.000 30.000
2 Feet cast nylon natural lamina
¼
Metro 0.6 26.250 15.750
3 Platina aluminio 3mm Metro 2 5.000 10.000
4 Lámina galvanizado Metro 1 20.000 20.000
5 Tubo aluminio 1” Metro 3 6.500 19.500
6 Perfileria --- --- 100.000 100.000
8 Otros materiales --- --- 50.000 50.000
TOTAL 225.250
E. Elementos de electro-neumática y de control:
Item DESCRIPCIÓN UNIDAD CANTIDAD COSTO UNITARIO
COSTO TOTAL
1 Electro-válvula 5/2 * 1/8 a 120VAC Unid 1 130.000 130.000
2 Cilindros neumáticos diámetro:
1.1/2” y carrera 50mm.
Unid 1 85.000 85.000
3 Racor recto Unid 6 3.500 21.000
4 Racor cilindros Unid 4 5.000 20.000
5 Cilindro neumático 1/4” y 5mm de
carrera
Unid 1 50.000 50.000
6 Soporte para el sensor Unid 2 11.000 22.000
7 Manguera de poliuretano de 6mm metro 3 2.500 7.500
8 Silenciadores de ¼ Unid 2 6.500 13.000
TOTAL 231.500

45
F. Papelería:
Item DESCRIPCIÓN UNIDAD CANTIDAD COSTO UNITARIO COS TO TOTAL
1 Libros Unid 1 50.000 50.000
2 Planos Unid 1 100.000 100.000
3 Fotocopias --- --- --- 30.000
4 Anillados Unid 4 2.500 10.000
5 Transporte --- --- --- 50.000
6 Impresión documento Unid 8 16.000 128.000
TOTAL 368.000
G. Costos de uso de maquinaria:
Item DESCRIPCIÓN UNIDAD CANTIDAD COSTO UNITARIO COSTO TOTAL
1 Torneado. Hora 5 10.000 50.000
2 Soldadura. Hora 4 3.000 12.000
3 Alquiler compresor Días 20 10.000 200.000
4 Alquiler herramientas varias Días 30 10.000 300.000
TOTAL 562.000
H. Costos de personal:
Item DESCRIPPCIÓN UNIDAD CANTIDAD COSTO UNITARIO COSTO T OTAL
1 Director. Hora 400 8.500 3’400.000
2 Técnico. Hora 60 5.000 300.000
3 Estudiante. Hora 400 4.000 1’600.000
4 Secretaria. Hora 10 2.800 28.000
TOTAL 5’328.000
COSTOS TOTALES:
DESCRIPCIÓN VALOR TOTAL
Elementos eléctricos 109.800
Elementos electrónicos 723.600
Elementos de ferretería 182.200
Materiales 225.250
Elementos de electro-neumática y de control 231.500
Papelería 368.000
Costos de uso de maquinaria 562.000
Costos de personal 5’328.000
TOTAL 7’730.350

46
8. CONCLUSIONES
En la práctica y puesta en marcha de la máquina se demuestra que no sólo es un proyecto de
investigación, también es un proyecto con el cual se puede crear empresa, tanto para
beneficio propio como para la industria del país.
El sellado de alta frecuencia es el mejor que puede existir y al colocarle tecnología de punta
será irremplazable durante muchos años.
Con la implementación de sensores en cada etapa de la máquina se asegurar una mayor vida
útil de cada uno de los elementos que hacen parte de ella, gracias al control que se ejerce
tanto funcional como preventivo.
Con la realización de este prototipo se economizará el costo total de una máquina real, ya
que se verifica que el funcionamiento sea el adecuado, y lo materiales que se utilizan son
más económicos.
Por la calidad de este sellado se puede utilizar para otra clase de material, que permita
incursionar en el área de empacado y sellado de productos.
Con este tipo de maquinaria se puede generar una producción más ágil y de calidad, que le
permite a las empresas, ser más competitivas en el mercado.

47
9. RECOMENDACIONES
Es importante tener en cuenta que el prototipo de la máquina está sujeto a modificaciones
ya sea en la parte mecánica o en el sistema de control.
Este tipo de sellado se puede implementar no sólo para el envasado de agua sino también
para la gran diversidad de productos que necesiten ser empacados.
La calidad de los materiales que se deben utilizar en la máquina debe ser muy superior a la
utilizada en el prototipo.

48
BIBLIOGRAFÍA
Catálogo de productos, MICRO, Colombia. 2005, P. 2.2.4.10
Enciclopedia Encarta FORSYTHE W. y GOODALL R.M., Digital Control, Fundamental, Theory and Practice, Mc Graw - Hill, Inc, Estados Unidos. 1991.
JORDI MAYNÉ. “Sensores acondicionadores y procesadores de señal”. Silica, an Avnet
División, España. 2003. p.38.
VELASCO/ORIOL/OTERO. “Sistemas electrotécnicos de potencia”. Paraninfo, España.
1998. p.71.
www.aembarcelona.com/ES/SAF/, octubre de 2005
www.sc.ehu.es/sbweb/fisica/fluidos/dinamica/vaciado/vaciado.htm, octubre de 2005

49
ANEXOS.

50
ANEXO 1.
Ministerio de Salud resolución número 12186 de1991

51
ANEXO 2.
Hoja característica de IGBT IXGH30N60C2

52
ANEXO 3.
Hoja característica de LM35.

53
ANEXO 4.
Hoja característica celda de carga.

54
ANEXO 5.
Catálogo de la máquina.


















