Diseño del trabajo metodos 1
38
INDICE INTRODUCCION..................................................... 4 OBJETIVOS........................................................ 5 OBJETIVOS GENERALES.............................................5 OBJETIVOS ESPECIFICOS...........................................5 MATERIALES E INSTRUMENTOS........................................6 PARTE I: ANÁLISIS DEL MÉTODO ACTUAL..............................7 1.1 FORMULACION DEL CASO ESTUDIO................................7 1.2 ANALISIS P-Q................................................9 1.3 REGISTRAR EL PROCESO PRODUCTIVO...........................13 PARTE II: DISEÑO DEL MÉTODO PROPUESTO...........................21 2.1 EXAMINAR CRÍTICAMENTE LOS RESULTADOS OBTENIDOS.............21 PARTE III: PROPUESTAS DE MEJORAS................................29 1 GRUPO: DELICATESES AGUILAR GORDILLO, LUIS DEL CARPIO INFANTAS, SILVIA SALINAS CORNEJO, CYNTHIA ZAVALA QUINTANA, ALEJANDRA ZUÑIGA COAYLA, MARCELO
Transcript of Diseño del trabajo metodos 1
1
UNIVERSIDAD NACIONAL DE SAN AGUSTINFACULTAD DE INGENIERIA PRODUCCION Y SERVICIOSESCUELA PROFESIONAL DE INGENIERIA INDUSTRIAL
CURSO:INGENIERIA DE METODOS I
TEMA:DISEÑO DEL PROCESO
CASO:DELICATESES S.R.L.
PRODUCTO: PAN DE MOLDE
DOCENTE:Mg. Ing. ARTURO FERNANDEZ
V. GRUPO: DELICATESES
AGUILAR GORDILLO, LUISDEL CARPIO INFANTAS, SILVIASALINAS CORNEJO, CYNTHIAZAVALA QUINTANA, ALEJANDRAZUÑIGA COAYLA, MARCELO
INDICE
INTRODUCCION.............................................................................................................................4
OBJETIVOS.....................................................................................................................................5
OBJETIVOS GENERALES........................................................................................................5
OBJETIVOS ESPECIFICOS......................................................................................................5
MATERIALES E INSTRUMENTOS..............................................................................................6
PARTE I: ANÁLISIS DEL MÉTODO ACTUAL............................................................................7
1.1 FORMULACION DEL CASO ESTUDIO............................................................................7
1.2 ANALISIS P-Q.......................................................................................................................9
1.3 REGISTRAR EL PROCESO PRODUCTIVO.................................................................13
PARTE II: DISEÑO DEL MÉTODO PROPUESTO...................................................................21
2.1 EXAMINAR CRÍTICAMENTE LOS RESULTADOS OBTENIDOS...............................21
PARTE III: PROPUESTAS DE MEJORAS................................................................................29
3.1 MEJORAS PROPUESTAS................................................................................................29
3.2 CONCLUSIONES...............................................................................................................31
3.3 RECOMENDACIONES......................................................................................................31
3.4 BIBLIOGRAFIA......................................................................................................................33
2

3
INTRODUCCION
La panadería es un proceso mediante el cual se transforman la materia primas en este caso harina junto con los insumos necesarios como agua, sal y otros en un producto terminado que son los panes en distintas variedades y presentaciones.
La industria panadera en los últimos años ha ido mejorando a pasos agigantados, si vemos hace unas décadas la panadería realizaba casi todas sus operaciones manualmente en hornos artesanales, hoy en día cuenta con mucha tecnología a su favor para así mejorar la producción en este campo.
En Arequipa la industria panadera aun no se ha desarrollado completamente ya que los procesos productivos no son del todo adecuados y la mayoría no cuenta con una buena distribución en el área de trabajo, puesto que no se ha considerado el asesoramiento de un profesional como es el Ing. De Métodos, un claro ejemplo de esto en la ciudad, es la panificadora DELICATESES la cual distribuye diferentes tipos de panes como pan francés, chávate, tres puntas, pan integral, baguete en otros, siendo el mas aceptado por el mercado el pan de molde, el cual será objeto de nuestro caso estudio.
El presente trabajo dará a conocer el estado actual del proceso productivo del pan de molde en la panificadora DELICATESES, el cual será analizado usando los principios de Ing. De Métodos para luego diseñar un nuevo método de trabajo, el cual busca a aumentar la productividad reduciendo los costos, adquiriendo un ambiente seguro y satisfactorio para los operarios de la línea de producción, logrando que los tiempos de operación se reduzcan y se logre consecuentemente una mayor rentabilidad.
GRUPO: DELICATESES
4
OBJETIVOS
OBJETIVOS GENERALES Analizar el proceso productivo del pan de molde en la panificadora DELICATESES
según el método de trabajo actual. Diseñar un método de trabajo alternativo para la mejora de la producción del pan
de molde.
OBJETIVOS ESPECIFICOS Seleccionar el producto a ser estudiado (pan de molde). Registrar el proceso productivo del pan de molde mediante técnicas de diagrama
como el Análisis P-Q (grafica de Paretto), DOP, DAP, DAP-D. Examinar críticamente lo registrado aplicando la técnica de interrogatorio o
también conocida como técnica de cuestionario. Diseñar un nuevo método de trabajo para mejorar el proceso productivo del pan de
molde.
5
MATERIALES E INSTRUMENTOS
Usados en el caso estudio:
1. Un cronometro2. Cuatro memorias USB:3. Una cámara fotográfica.4. Cinco lápices portaminas.5. Cinco borradores.6. Textos de consulta según bibliografía.7. Un CD.8. Cuatro juegos de escuadras.9. Papel bond tamaño A4 y A3.10. Software: AutoCAD, Microsoft Excel, Microsoft Word, Power Point, Reproductor
Windows Media Player.11. Plantilla de signos laborales LOBO B30 y formatos de DOP, DAP-G.12. Un televisor.13. Un reproductor de DVD.14. Una impresora.15. Un video en CD del proceso productivo..
6
PARTE I: ANÁLISIS DEL MÉTODO ACTUAL
1.1 FORMULACION DEL CASO ESTUDIOLa industria panificadora DELICATESES es un empresa local, que para la producción de pan de molde utiliza la siguiente materia prima: harina, agua, levadura y sal; como ingredientes secundarios: manteca, azúcar y otros aditivos.
Para la fabricación de pan de molde se tiene el siguiente proceso:
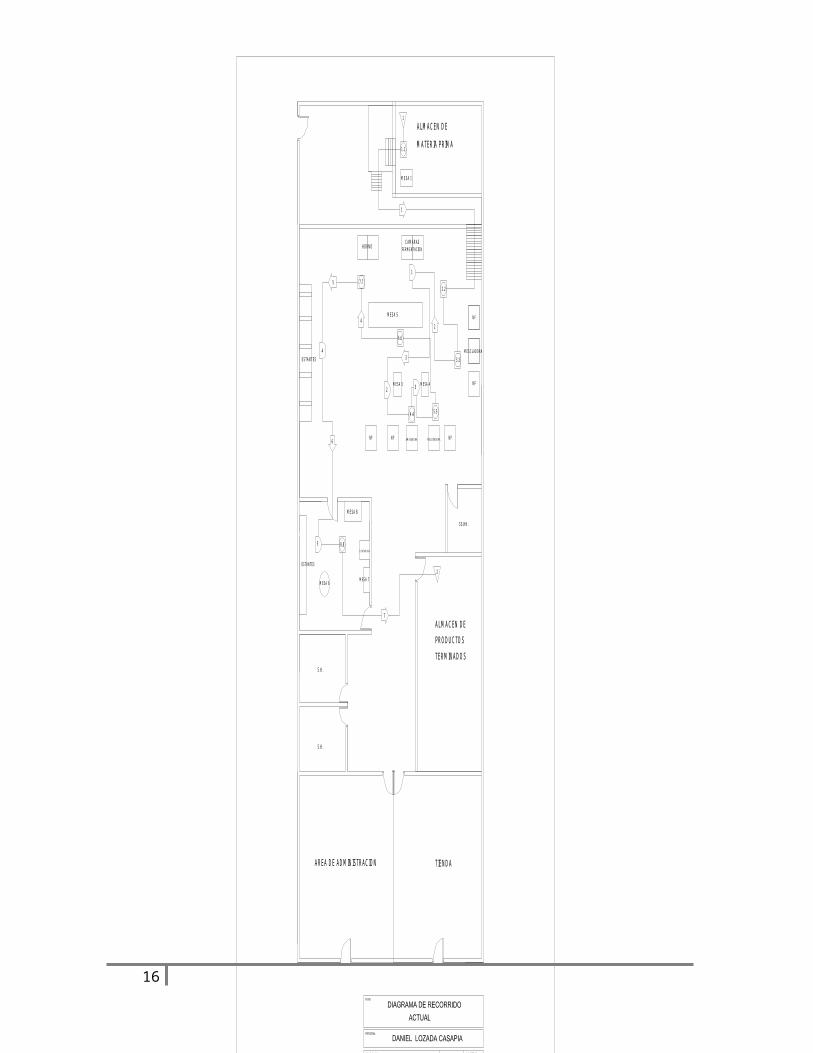
AREA DE ALMACEN DE MATERIA PRIMA:
Consta de 33.75 m2, en esta área sus actividades empiezan al inspeccionar y registrar las cantidades de materia prima e insumos que entran y salen del almacén, para esta actividad esta designado al operario A, luego se procede a pesar la materia prima e insumos que salen de almacén hacia el área de producción en una balanza romana mediana ubicada en el suelo, esta actividad es realiza por los operarios de producción, continua con el transporte de materiales por mas de 5 m. hacia el área de producción mediante una carretilla de 4 ruedas.
AREA DE PRODUCCION
Su área es de 260 m2, es el lugar donde se realiza el mayor porcentaje del proceso productivo del pan de molde. Este proceso se inicia con el pesado de los insumos necesarios para una cantidad requerida de pan de molde (Operación realizada por el Operario B); se prosigue con la operación de mesclado, donde se vierten los insumos ya pesados en la mezcladora y se pone en marcha la maquina, en esta sección se observan 3 mezcladoras de las cuales solo una esta en funcionamiento; la distancia entre mezcladoras es de 0.7 m. (Operación realizada por el Operario B.); después se deja fermentar, llevando la masa en bandejas de aluminio a las 2 cámaras de fermentación por un periodo de 1 hora; la distancia de la mezcladora a las cámaras de fermentación es 8 m. (Operación realizada por el Operario B); luego se traslada la masa de las cámaras de fermentación a la mesa 3 por una distancia de 9 m. y de ahí a la maquina amasadora recorriendo una distancia de 1 m., una vez en la maquina el Operario C coloca la masa en la amasadora hasta que la masa tenga la consistencia y elasticidad adecuada, siendo llevada a la mesa 4 a una distancia de 1m.; posteriormente se procede con el moldeado donde el Operario D traslada la masa de la mesa 4 por un 1m. de distancia a la maquina moldeadora que divide la masa formando rollos, para luego ser trasladados a la mesa 5 a una distancia de 4.5 m. realizado por el Operario E el excedente de masa es llevado a la amasadora; a continuación se pesa cada rollo de masa y corta el excedente de forma manual, el excedente de masa es llevado a la amasadora realizado por el Operario E; siguiendo con el proceso se lleva a hornear donde el Operario F coloca cada rollo en los moldes y traslada de la mesa 5 al horno a una distancia de 2 m. Terminada la horneada saca los casilleros y los traslada a la sala de enfriamiento, donde el Operario G apila los panes en los estantes; finalmente en la sala de enfriamiento se realiza el embolsado que
7
DISEÑO DEL PROCESOESTUDIO DEL CASO DELICATESES Ing. ARTURO FERNANDEZ V.
consta de limpiar de impurezas el pan de molde, luego es llevado a la maquina cortadora y por último es embolsado, esta operación es realizada por los operarios G y H, con un recorrido de 16 m.
AREA DE ALMACEN DE PRODUCTOS TERMINADOS
Su área es de 44 m2, los operarios H y G trasladan los productos a esta área y los apilan para luego ser llevados a la tienda, recorriendo 9.5 m. de distancia.
CON LA INFORMACION PROPORCIONADA Y VIDEO ADJUNTO:
Aplicar los principios, normas y técnicas de diseño de procesos con la finalidad de:
a) Analizar el proceso productivo del pan de molde en la panificadora DELICATESES según el método de trabajo actual.
b) Diseñar un método de trabajo alternativo para la mejora de la producción del pan de molde.
8

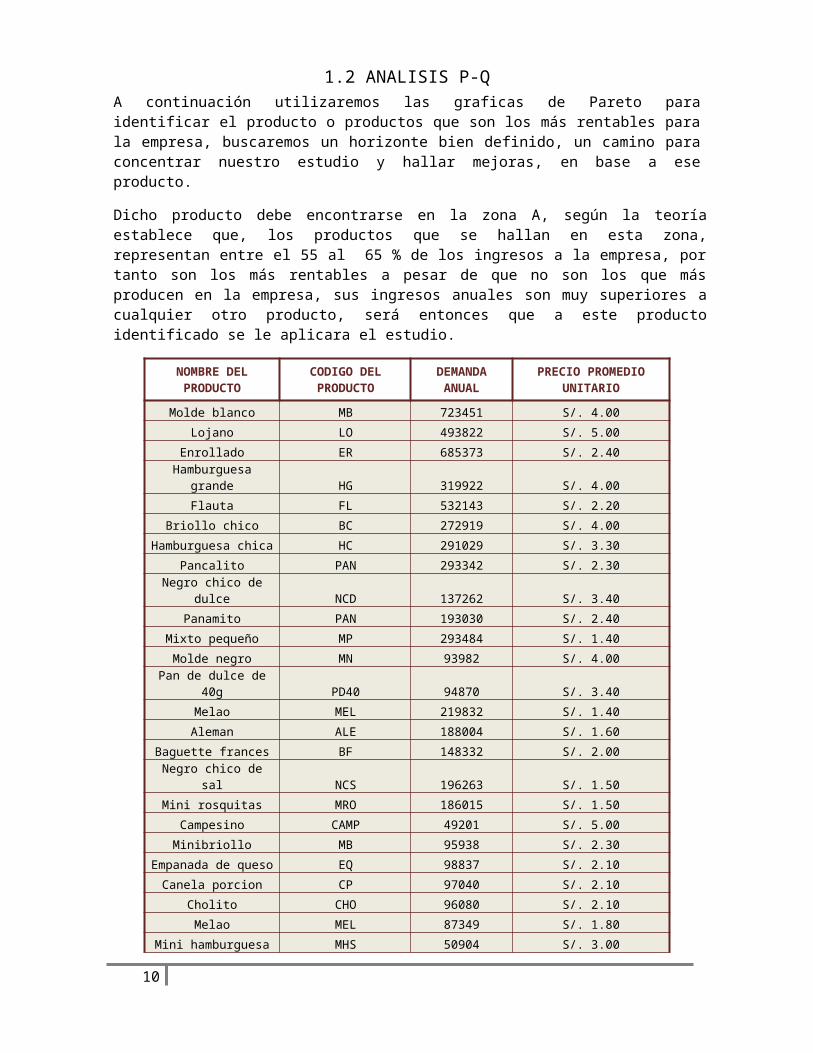
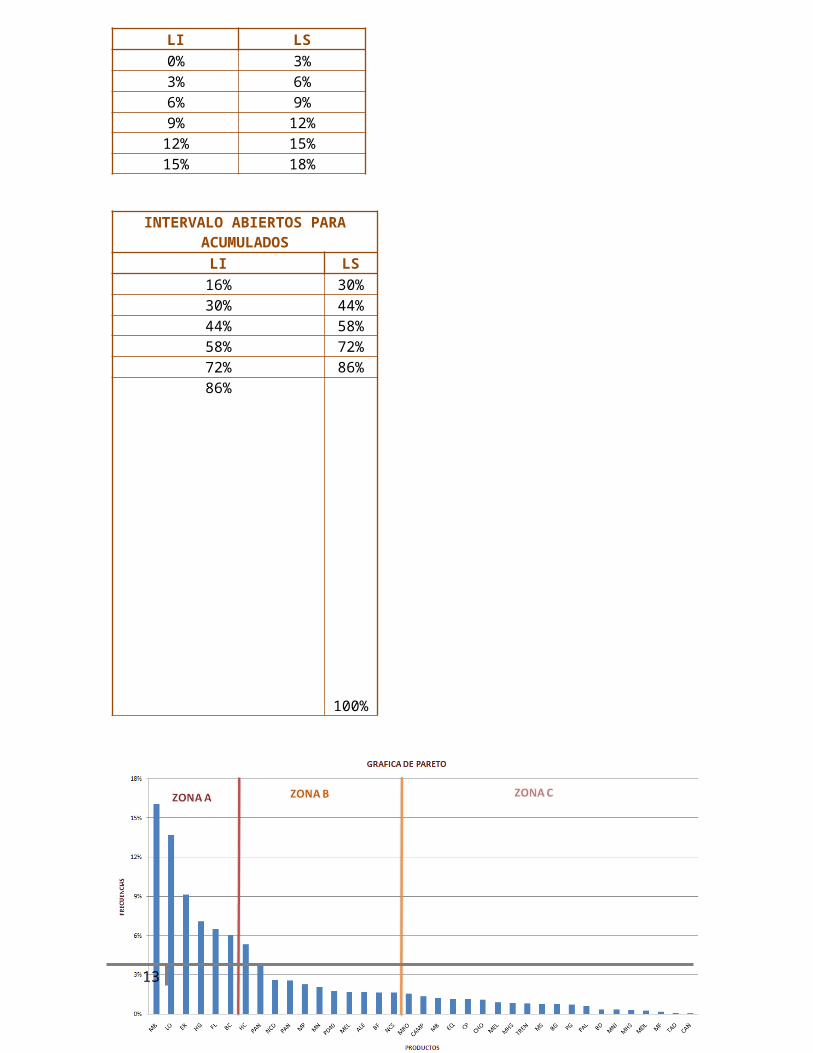
1.2 ANALISIS P-QA continuación utilizaremos las graficas de Pareto para identificar el producto o productos que son los más rentables para la empresa, buscaremos un horizonte bien definido, un camino para concentrar nuestro estudio y hallar mejoras, en base a ese producto.
Dicho producto debe encontrarse en la zona A, según la teoría establece que, los productos que se hallan en esta zona, representan entre el 55 al 65 % de los ingresos a la empresa, por tanto son los más rentables a pesar de que no son los que más producen en la empresa, sus ingresos anuales son muy superiores a cualquier otro producto, será entonces que a este producto identificado se le aplicara el estudio.
NOMBRE DEL PRODUCTO
CODIGO DEL PRODUCTODEMANDA
ANUALPRECIO PROMEDIO UNITARIO
Molde blanco MB 723451 S/. 4.00
Lojano LO 493822 S/. 5.00
Enrollado ER 685373 S/. 2.40
Hamburguesa grande HG 319922 S/. 4.00
Flauta FL 532143 S/. 2.20
Briollo chico BC 272919 S/. 4.00
Hamburguesa chica HC 291029 S/. 3.30
Pancalito PAN 293342 S/. 2.30
Negro chico de dulce NCD 137262 S/. 3.40
Panamito PAN 193030 S/. 2.40
Mixto pequeño MP 293484 S/. 1.40
Molde negro MN 93982 S/. 4.00
Pan de dulce de 40g PD40 94870 S/. 3.40
Melao MEL 219832 S/. 1.40
Aleman ALE 188004 S/. 1.60
Baguette frances BF 148332 S/. 2.00
Negro chico de sal NCS 196263 S/. 1.50
Mini rosquitas MRO 186015 S/. 1.50
Campesino CAMP 49201 S/. 5.00
Minibriollo MB 95938 S/. 2.30
Empanada de queso EQ 98837 S/. 2.10
Canela porcion CP 97040 S/. 2.10
Cholito CHO 96080 S/. 2.10
Melao MEL 87349 S/. 1.80
Mini hamburguesa anis MHS 50904 S/. 3.00
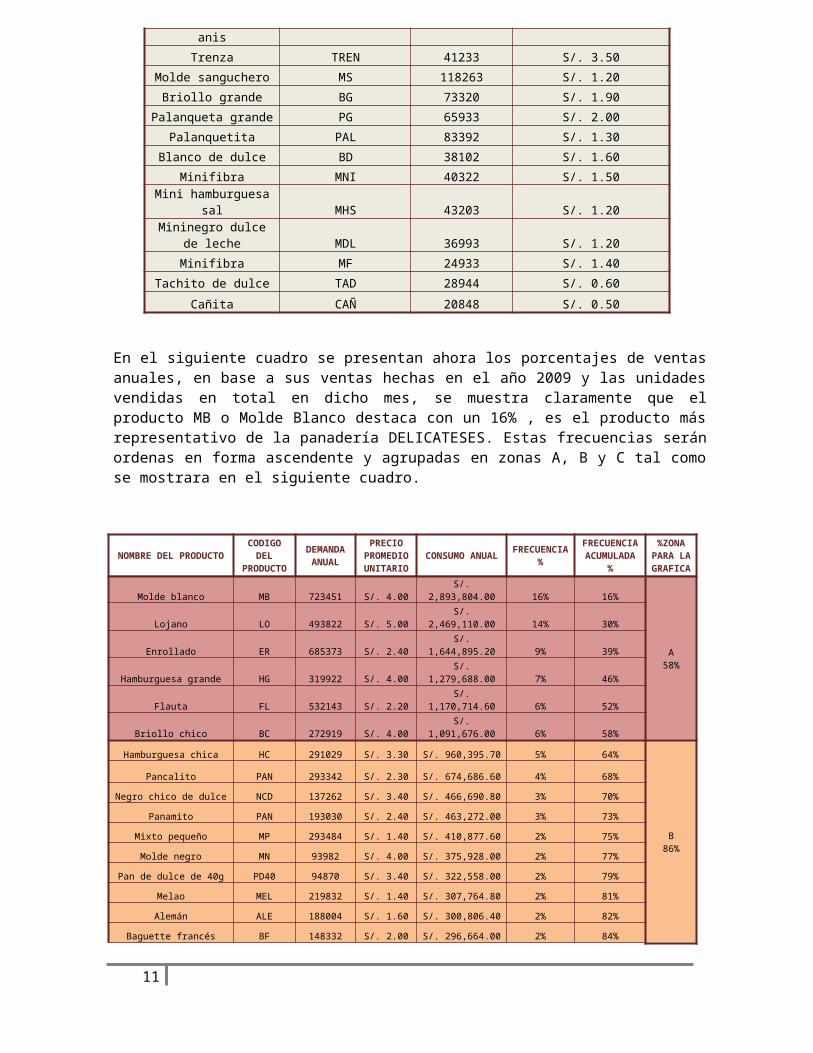
Trenza TREN 41233 S/. 3.50
Molde sanguchero MS 118263 S/. 1.20
9
Briollo grande BG 73320 S/. 1.90
Palanqueta grande PG 65933 S/. 2.00
Palanquetita PAL 83392 S/. 1.30
Blanco de dulce BD 38102 S/. 1.60
Minifibra MNI 40322 S/. 1.50
Mini hamburguesa sal MHS 43203 S/. 1.20
Mininegro dulce de leche MDL 36993 S/. 1.20
Minifibra MF 24933 S/. 1.40
Tachito de dulce TAD 28944 S/. 0.60
Cañita CAÑ 20848 S/. 0.50
En el siguiente cuadro se presentan ahora los porcentajes de ventas anuales, en base a sus ventas hechas en el año 2009 y las unidades vendidas en total en dicho mes, se muestra claramente que el producto MB o Molde Blanco destaca con un 16% , es el producto más representativo de la panadería DELICATESES. Estas frecuencias serán ordenas en forma ascendente y agrupadas en zonas A, B y C tal como se mostrara en el siguiente cuadro.
NOMBRE DEL PRODUCTO CODIGO DEL PRODUCTO
DEMANDA ANUAL
PRECIO PROMEDIO UNITARIO
CONSUMO ANUAL FRECUENCIA %
FRECUENCIA ACUMULADA
%
%ZONA PARA LA GRAFICA
Molde blanco MB 723451 S/. 4.00 S/. 2,893,804.00 16% 16%
A 58%
Lojano LO 493822 S/. 5.00 S/. 2,469,110.00 14% 30%
Enrollado ER 685373 S/. 2.40 S/. 1,644,895.20 9% 39%
Hamburguesa grande HG 319922 S/. 4.00 S/. 1,279,688.00 7% 46%
Flauta FL 532143 S/. 2.20 S/. 1,170,714.60 6% 52%
Briollo chico BC 272919 S/. 4.00 S/. 1,091,676.00 6% 58%
Hamburguesa chica HC 291029 S/. 3.30 S/. 960,395.70 5% 64%
B 86%
Pancalito PAN 293342 S/. 2.30 S/. 674,686.60 4% 68%
Negro chico de dulce NCD 137262 S/. 3.40 S/. 466,690.80 3% 70%
Panamito PAN 193030 S/. 2.40 S/. 463,272.00 3% 73%
Mixto pequeño MP 293484 S/. 1.40 S/. 410,877.60 2% 75%
Molde negro MN 93982 S/. 4.00 S/. 375,928.00 2% 77%
Pan de dulce de 40g PD40 94870 S/. 3.40 S/. 322,558.00 2% 79%
Melao MEL 219832 S/. 1.40 S/. 307,764.80 2% 81%
Alemán ALE 188004 S/. 1.60 S/. 300,806.40 2% 82%
Baguette francés BF 148332 S/. 2.00 S/. 296,664.00 2% 84%
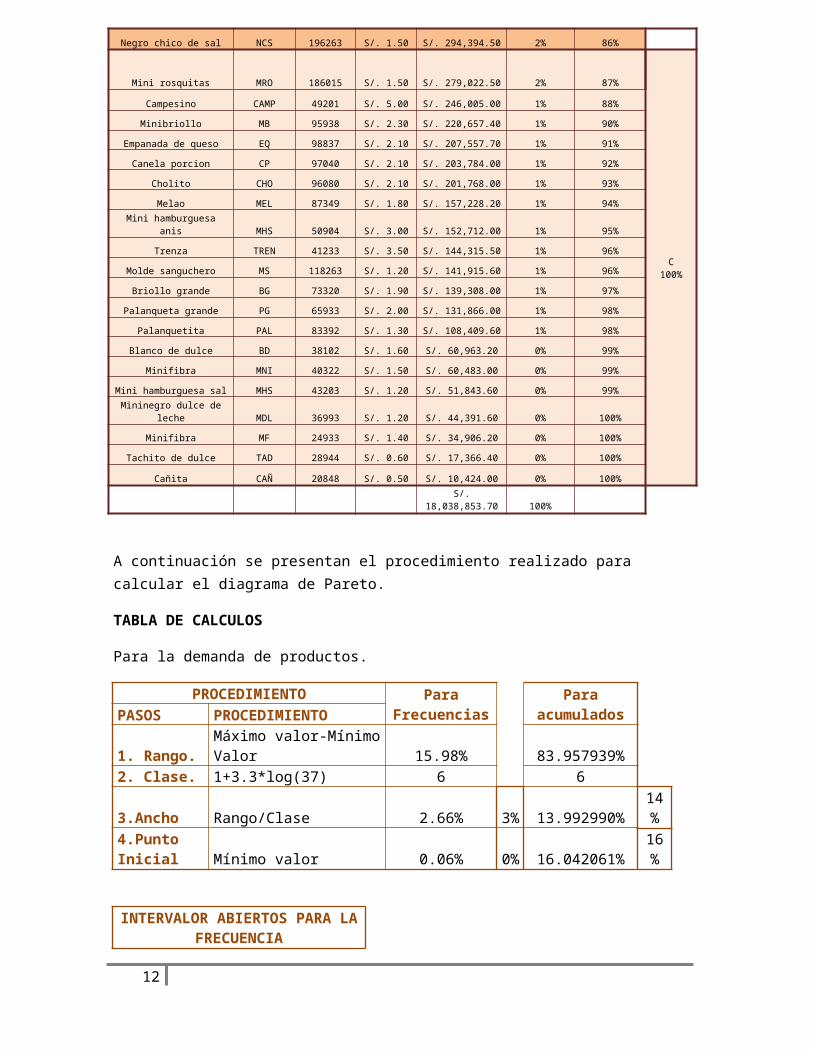
Negro chico de sal NCS 196263 S/. 1.50 S/. 294,394.50 2% 86%
Mini rosquitas MRO 186015 S/. 1.50 S/. 279,022.50 2% 87%
C 100%
Campesino CAMP 49201 S/. 5.00 S/. 246,005.00 1% 88%
Minibriollo MB 95938 S/. 2.30 S/. 220,657.40 1% 90%
Empanada de queso EQ 98837 S/. 2.10 S/. 207,557.70 1% 91%
Canela porcion CP 97040 S/. 2.10 S/. 203,784.00 1% 92%
Cholito CHO 96080 S/. 2.10 S/. 201,768.00 1% 93%
Melao MEL 87349 S/. 1.80 S/. 157,228.20 1% 94%
10
Mini hamburguesa anis MHS 50904 S/. 3.00 S/. 152,712.00 1% 95%
Trenza TREN 41233 S/. 3.50 S/. 144,315.50 1% 96%
Molde sanguchero MS 118263 S/. 1.20 S/. 141,915.60 1% 96%
Briollo grande BG 73320 S/. 1.90 S/. 139,308.00 1% 97%
Palanqueta grande PG 65933 S/. 2.00 S/. 131,866.00 1% 98%
Palanquetita PAL 83392 S/. 1.30 S/. 108,409.60 1% 98%
Blanco de dulce BD 38102 S/. 1.60 S/. 60,963.20 0% 99%
Minifibra MNI 40322 S/. 1.50 S/. 60,483.00 0% 99%
Mini hamburguesa sal MHS 43203 S/. 1.20 S/. 51,843.60 0% 99%
Mininegro dulce de leche MDL 36993 S/. 1.20 S/. 44,391.60 0% 100%
Minifibra MF 24933 S/. 1.40 S/. 34,906.20 0% 100%
Tachito de dulce TAD 28944 S/. 0.60 S/. 17,366.40 0% 100%
Cañita CAÑ 20848 S/. 0.50 S/. 10,424.00 0% 100%
S/. 18,038,853.70 100%
A continuación se presentan el procedimiento realizado para calcular el diagrama de Pareto.
TABLA DE CALCULOS
Para la demanda de productos.
PROCEDIMIENTOPara Frecuencias Para acumulados
PASOS PROCEDIMIENTO1. Rango. Máximo valor-Mínimo Valor 15.98% 83.957939%2. Clase. 1+3.3*log(37) 6 6
3.Ancho Rango/Clase 2.66%3% 13.992990% 14%
4.Punto Inicial Mínimo valor 0.06%
0% 16.042061% 16%
INTERVALOR ABIERTOS PARA LA FRECUENCIA
LI LS0% 3%3% 6%6% 9%9% 12%
12% 15%15% 18%
INTERVALO ABIERTOS PARA ACUMULADOS
LI LS16% 30%30% 44%
11
44% 58%58% 72%72% 86%
86%
100%
En la gráfica Pareto demuestra claramente los productos en la Zona A, el pan de molde Blanco MB, Lojano LO y Enrollado ER , escogeremos el primero de los dos, MB pues es este producto con 16 % de ingresos es el más representativo para la empresa en cuanto a Ingresos, este es el producto en el cual basaremos el estudio. La gráfica de Pareto anterior representa de igual manera las frecuencias (porcentajes) de productos por ventas, obsérvese que la más alta de las barras representa justamente a MB, de igual manera en la siguiente gráfica de Pareto de frecuencias Acumuladas el primero de todos es MB.
Se ha cumplido con el primer objetivo especifico: Seleccionar el producto a ser analizado: Pan de molde blanco MB.
12
1.3 REGISTRAR EL PROCESO PRODUCTIVO
1.3.1 DIAGRAMA DE RECORRIDO ACTUAL
1.3.2 DIAGRAMA DE OPERACIONES DEL PROCESO ACTUAL
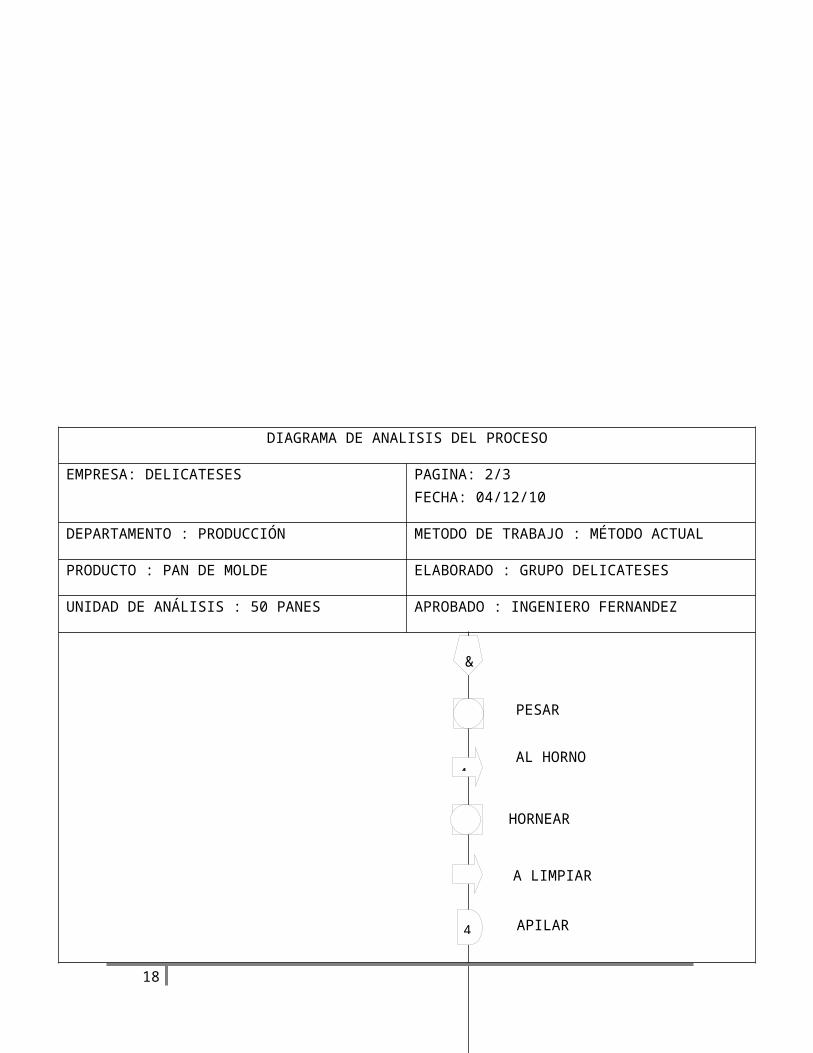
1.3.3 DIAGRAMA DE ANALISIS DEL PROCESO ACTUAL
1.3.4 DIAGRAMA DE ANALISIS DEL PROCESO DETALLADO
13

AREA DE ADM INISTRACION TIENDA
ALM ACEN DE
PRODUCTOS
TERM INADOS
HORNOCAM ARAS
FERM ENTACION
7.7
1
6.6
3
2
2.2
3.3
M ESCLADORA
NF
NF
5.54.4
32
5
NF NF NFAMAZADORA MOLDEADORA
M ESA 6
8.8
1
1.1
5
4
4
M ESA 5
6
M ESA 8
M ESA 7
C ORTADORA
S.H.
S.H.
ESTANTES
7
2
1
ALM ACEN DE
M ATERIA PRIM A
M ESA 1
01
M ESA 3 M ESA 4
SS.HH.
ESTANTES
14

1
1
2
2
3
3
AREA DE ADM INISTRACION TIENDA
ALM ACEN DE
PRODUCTOS
TERM INADOS
HORNOCAM ARAS
FERM ENTACION
7.7
1
6.6
3
2
2.2
3.3
M ESCLADORA
NF
NF
5.54.4
32
5
NF NF NFAMAZADORA MOLDEADORA
M ESA 6
8.8
1
1.1
5
4
4
M ESA 5
6
M ESA 8
M ESA 7
C ORTADORA
S.H.
S.H.
ESTANTES
7
2
1
ALM ACEN DE
M ATERIA PRIM A
M ESA 1
01
M ESA 3 M ESA 4
SS.HH.
ESTANTES
DIAGRAMA DE ANÁLISIS DE PROCESO : DAP
EMPRESA: DELICATESES PAGINA: 1/3 FECHA: 04/12/10
DEPARTAMENTO : PRODUCCIÓN METODO DE TRABAJO : MÉTODO ACTUAL
PRODUCTO : PAN DE MOLDE ELABORADO : GRUPO DELICATESES
UNIDAD DE ANÁLISIS : 50 PANES APROBADO : INGENIERO FERNANDEZ
15
Harina de trigo
&
ALMACEN DE MATERIA PRIMA
REGISTRAR Y PESAR
AL AREA DE PRODUCCION
PESAR
MEZCLAR
FERMENTAR
APILAR
AMAZAR
APILAR
MOLDEAR
1.1
1
2.2
3.3
A CAMARA DE FERMENTACION
A MESA 4
4.4
5.5
Agua, levadura, etc.
4
4
6
5
DIAGRAMA DE ANALISIS DEL PROCESO
EMPRESA: DELICATESES PAGINA: 2/3 FECHA: 04/12/10
DEPARTAMENTO : PRODUCCIÓN METODO DE TRABAJO : MÉTODO ACTUAL
PRODUCTO : PAN DE MOLDE ELABORADO : GRUPO DELICATESES
UNIDAD DE ANÁLISIS : 50 PANES APROBADO : INGENIERO FERNANDEZ
16
&
PESAR
AL HORNO
HORNEAR
A LIMPIAR
APILAR
A ESTANTES
LIMPIAR
6.6
5
7.7
8.8
APILAR
Etiquetas y bolsas
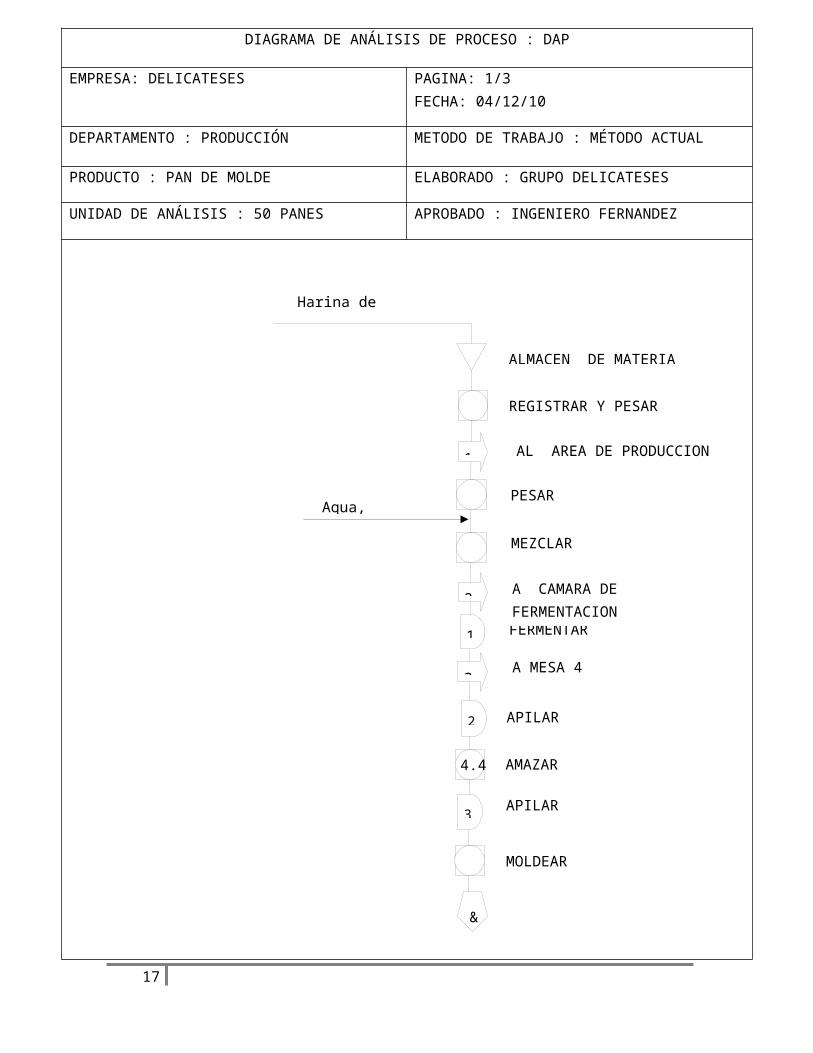
DIAGRAMA DE ANALISIS DEL PROCESO
EMPRESA: DELICATESES PAGINA: 3/3 FECHA: 04/12/10
DEPARTAMENTO : PRODUCCIÓN METODO DE TRABAJO : MÉTODO ACTUAL
PRODUCTO : PAN DE MOLDE ELABORADO : GRUPO DELICATESES
UNIDAD DE ANÁLISIS : 50 PANES APROBADO : INGENIERO FERNANDEZ
17
EMBOLSAR9.9
&
Residuos
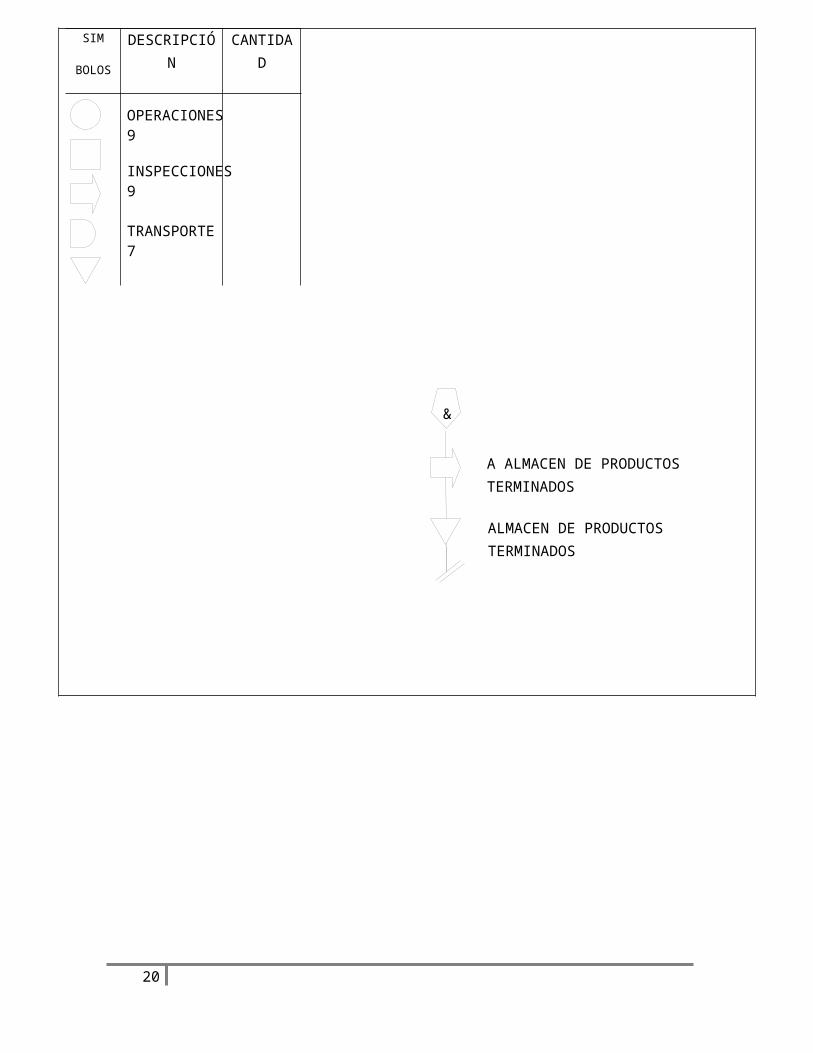
SIM
BOLOS
DESCRIPCIÓN CANTIDAD
18
&
A ALMACEN DE PRODUCTOS TERMINADOS
ALMACEN DE PRODUCTOS TERMINADOS
7
2
OPERACIONES 9
INSPECCIONES 9
TRANSPORTE 7
DEMORAS 5
ALMACENES 2
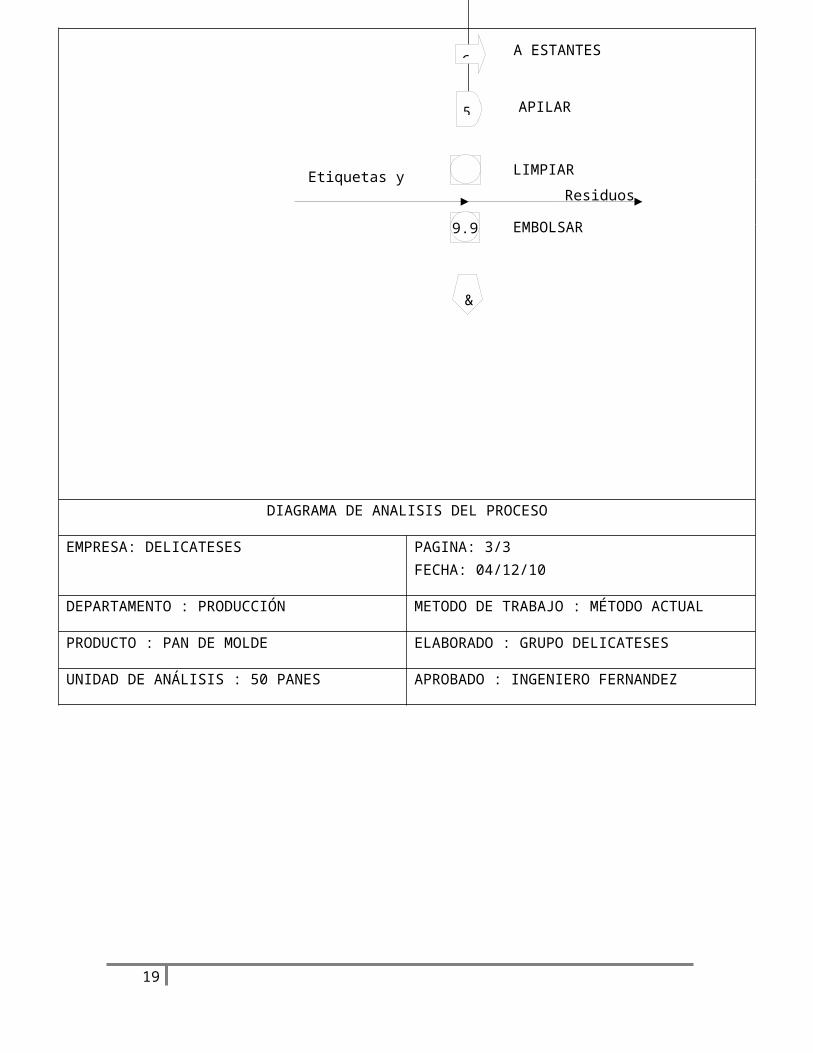
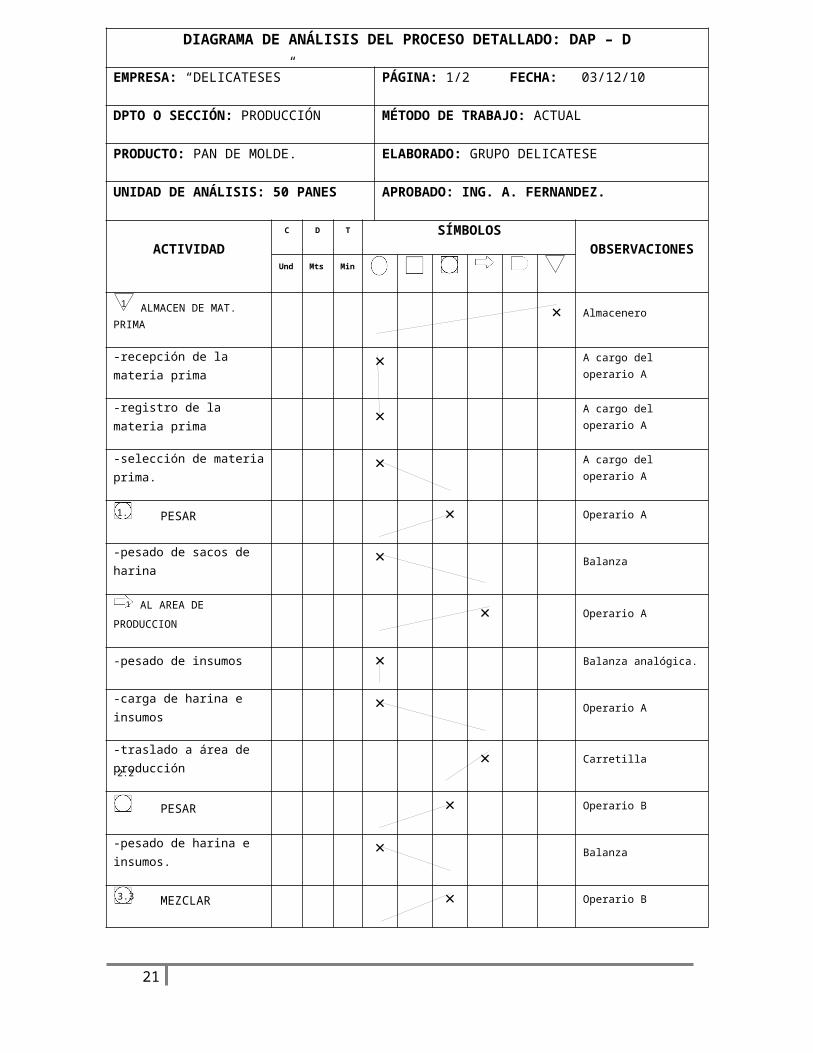
DIAGRAMA DE ANÁLISIS DEL PROCESO DETALLADO: DAP – D
EMPRESA: “DELICATESES” PÁGINA: 1/2 FECHA: 03/12/10
DPTO O SECCIÓN: PRODUCCIÓN MÉTODO DE TRABAJO: ACTUAL
PRODUCTO: PAN DE MOLDE. ELABORADO: GRUPO DELICATESE
UNIDAD DE ANÁLISIS: 50 PANES APROBADO: ING. A. FERNANDEZ.
ACTIVIDAD
C D T SÍMBOLOS
OBSERVACIONESUnd Mts Min
ALMACEN DE MAT. PRIMA
× Almacenero
-recepción de la materia prima
× A cargo del operario A
-registro de la materia prima × A cargo del operario A
-selección de materia prima. × A cargo del operario A
PESAR × Operario A
-pesado de sacos de harina × Balanza
AL AREA DE
PRODUCCION× Operario A
-pesado de insumos × Balanza analógica.
-carga de harina e insumos × Operario A
-traslado a área de producción × Carretilla
PESAR × Operario B
-pesado de harina e insumos.
× Balanza
MEZCLAR × Operario B
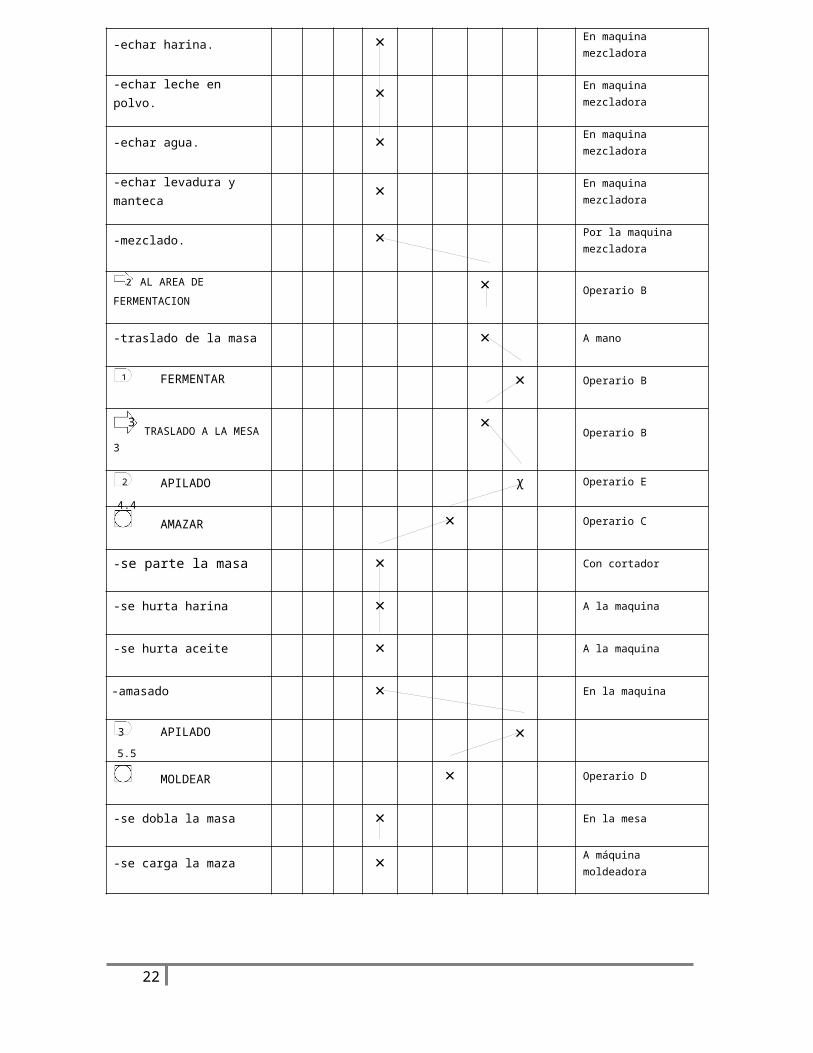
-echar harina. × En maquina mezcladora
-echar leche en polvo. × En maquina mezcladora
-echar agua. × En maquina mezcladora
-echar levadura y manteca × En maquina mezcladora
19
1
1.
1.
1
2.2
3.3
-mezclado. × Por la maquina mezcladora
AL AREA DE
FERMENTACION× Operario B
-traslado de la masa × A mano
FERMENTAR × Operario B
TRASLADO A LA MESA 3
×Operario B
APILADO χ Operario E
AMAZAR × Operario C
-se parte la masa × Con cortador
-se hurta harina × A la maquina
-se hurta aceite × A la maquina
-amasado × En la maquina
APILADO ×
MOLDEAR × Operario D
-se dobla la masa × En la mesa
-se carga la maza × A máquina moldeadora
20
2
1
3
4.4
2
5.5
3
PARTE II: DISEÑO DEL MÉTODO PROPUESTO
2.1 EXAMINAR CRÍTICAMENTE LOS RESULTADOS OBTENIDOS
TECNICA DE INTERROGATORIO
PROCESO:
RESPECTO A LA DISPOCISIÓN GENERAL DE LA PLANTA.P. ¿Es necesaria la disposición geográfica de las máquinas y mesas como se muestra en el diagrama de recorrido?R. NO, Es susceptible a una reorganización, de tal manera que se pueda reducir tiempos y distancias, esto es debido a que las máquinas para los diferentes procesos no están conforme a la secuencia del proceso.
PROCESO DE PESADO P. ¿Cómo los operarios llevan a cabo el proceso?R. Se realiza con una balanza analógica.P. ¿Por qué se hace de ese modo?R. Porque es el único recurso del que se dispone para realizar el pesado.P. ¿De qué otro modo puede hacerlo?R. Se puede llevar a cabo con una balanza digital y de base grande que facilite el posicionamiento de los sacos.
TRASLADO DE LA MATERIA PRIMAP. ¿Cómo se hace?R. El traslado de la materia prima se hace desde el almacén hacia el área de producción y se realiza lanzando los sacos hacia el patio, donde un montacargas de tres ruedas transporta la materia prima hacia el área de producción. P. ¿Por qué se hace de ese modo?R. Porque no se cuenta con los medios de transporte adecuados.P. ¿Cómo se debe hacer?R. Los operarios deben de cargar los sacos bajar las gradas y colocarlos en un montacargas de cuatro ruedas apropiado para el transporte.
PROCESO DE MEZCLADOP. ¿Cómo se hace?R. Este proceso se lleva a cabo en una mezcladora, lo cual genera una demora en el proceso.P. ¿Por qué se hace de ese modo?R. Porque no se cuenta con más máquinas que ayuden a realizar ese proceso y se observa que existen dos mezcladoras que no están funcionando.P. ¿Cómo debe hacerse?
21
1
1.1
3.3
R. Se debe de hacer con dos máquinas más de manera que el proceso no experimente retrasos.
PROCESO DE APILADOP. ¿Cómo se hace?R. En estantes pegados a la pared, sin ninguna protección o algún tipo de plástico que cubra la pared.
P. ¿Por qué se hace de ese modo?R. Porque no se cuenta con una mesa y un lugar higiénico.P. ¿Cómo debe hacerse?R. Se debe hacer en una mesa rectangular metálica y en una pared impermeabilizada que dificulte la aparición de agentes patógenos.
EMBOLSADOP. ¿Cómo se hace?R. Se cuenta con 2 operarios y una cortadora lo cual ocasiona que se estorben uno al otro los operarios.P. ¿Por qué se hace de ese modo?R. Porque no existe una máquina de corte que mantenga ocupado al otro operario.P. ¿Cómo debería hacerse?R. Se debe instalar una máquina cortadora mas y asignarse un operario por máquina.
ERGONOMÍA:
P. ¿Es adecuada la disposición de máquinas para el operario?R. NO, Es confusa por no encontrarse conforme con la secuencia del proceso, pues ocasiona que los operarios se crucen.
P. ¿Es adecuado la ropa y elementos de seguridad de los trabajadores?R. NO, Pues estos accesorios los operarios no los presentan.
P. ¿Es adecuado el ambiente de trabajo, temperatura, presión y espacio?R. NO, Los ambiente no se encuentra techados ellos puede traer agentes patógenos al proceso, e incomodar el trabajo de los operarios. La temperatura si parece la adecuada para el proceso, sin embargo el espacio en algunos casos es reducido por lo que se podría hacer una distribución del mismo más equitativa de acuerdo a la operación a realizarse.
P. ¿Es correcta la iluminación de los puestos de trabajo?R. NO, Se puede apreciar que la luz en los ambientes es bastante baja, por lo que el ambiente se denota incómodo para los trabajadores.
P. ¿Es adecuada la infraestructura de los ambientes?R. NO, Porque las paredes no están estucadas en algunos lugares como el almacén ocasionando que los sacos de materia prima rocen y puedan romperse por las asperezas.En los ambientes donde si están estucados la pared no esta pintada por lo que el gris del cemento le da un ambiente demasiado calmado y tétrico, esto influye en los ánimos y actitud frente al trabajo de los operarios.
22
5
9.9
PRODUCTO:
P ¿EL ASPECTO DEL PRODUCTO ES EL ADECUADO?R. NO, Porque en el momento de limpiado de impurezas se ve que algunos panes salen demasiado doraditos, y ello es lo que se raspa en ese proceso, sin embargo esto se puede mejorar revisando la temperatura y el tiempo que el producto pasa en el horno.
2.2: DISEÑAR LA ALTERNATIVA DE SOLUCIÓN PARA OBTENER UN PROCESO MEJORADO
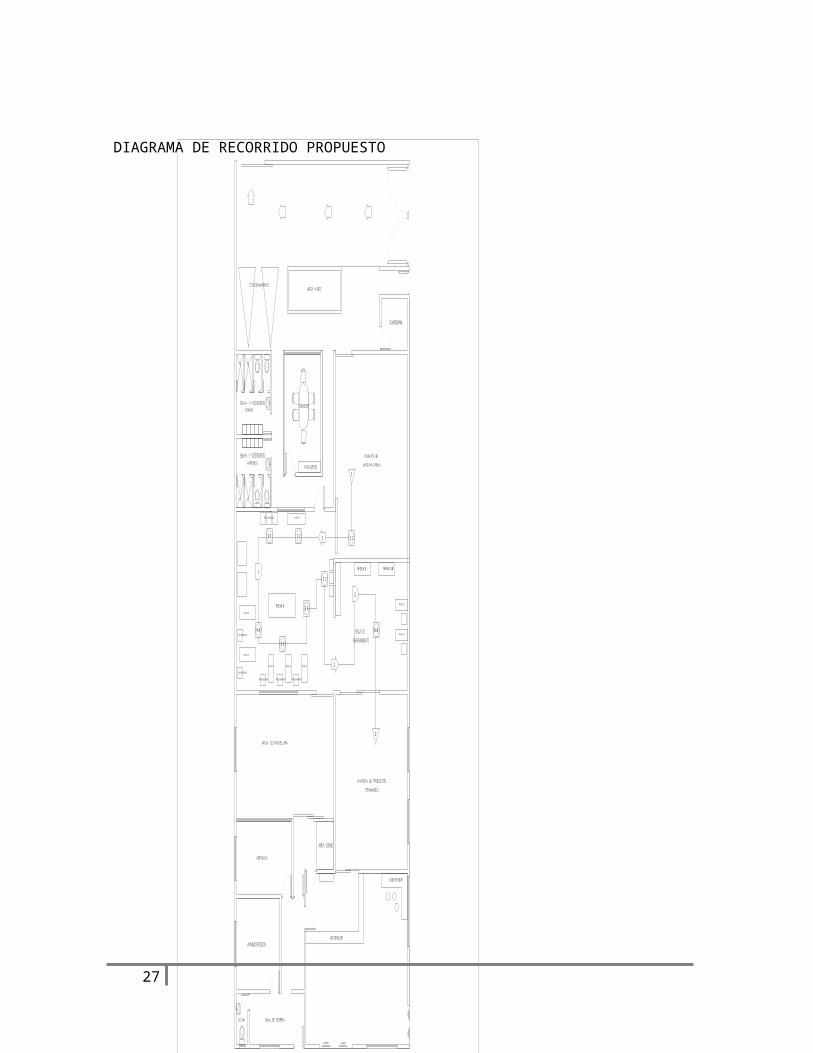
2.3.1 DIAGRAMA DE RECORRIDO PROPUESTO
2.3.2 DIAGRAMA DE OPERACIONES DEL PROCESO PROPUESTO
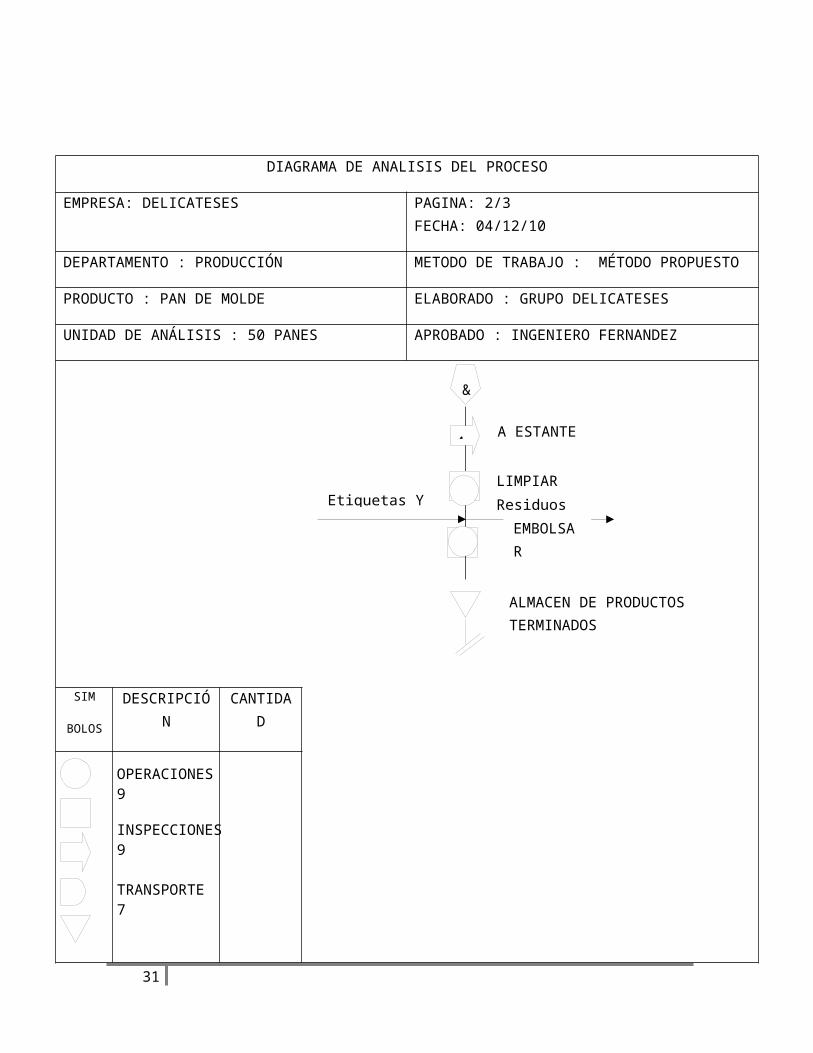
2.3.3 DIAGRAMA DE ANALISIS DEL PROCESO PROPUESTO
23
3.3 2.2
6.6
7.7
8.8
1
1.1
2
02
M EZCLADORAS M ESA 2
1
AMAZADORA
M ESA 3
M ESA 4
AMAZADORA
4.4
5.5
M ESA 5
M OLDEADORA
M ESA 6
M OLDEADORA
M ESA 7
M OLDEADORA
M ESA 8
2
1
2
M ESA 9 M ESA 10
M ESA 11
M ESA 12
DIAGRAMA DE RECORRIDO PROPUESTO
24
3.3 2.2
6.6
7.7
8.8
1
1.1
2
02
M EZCLADORAS M ESA 2
1
AMAZADORA
M ESA 3
M ESA 4
AMAZADORA
4.4
5.5
M ESA 5
M OLDEADORA
M ESA 6
M OLDEADORA
M ESA 7
M OLDEADORA
M ESA 8
2
1
2
M ESA 9 M ESA 10
M ESA 11
M ESA 12
DIAGRAMA DE OPERACIONES DEL PROCESO PROPUESTO
DIAGRAMA DE OPERACIONES DEL PROCESO: DOPEMPRESA: DELICATESES S.R.L. PAGINA: 1/1 FECHA: 04/12/10DEPARTEMENTO: PRODUCCION METODOD DE TRABAJO: PROPUESTOPRODUCTO: PAN DE MOLDE ELABORADO: GRUPO DELICATESESUNIDAD DE ANALISIS: 50 PANES APROBADO: Ing. A. FERNANDEZ
SIMBOLOS RESUMEN CANTIDAD
25
Harina de trigo
ALMACEN DE MATERIA PRIMA
REGISTRAR Y PESAR
MEZCLAR
AMAZAR
MOLDEAR
HORNEAR
LIMPIAR
EMBOLSAR
Residuos
Agua, levadura, etc.
PESAR
1
1.1
2.2
3.3
4.4
5.5
6.6
7.7
2
8.8
MasaMasa
T(min) D(m)
Etiquetas y bolsas
ALMACEN
INSPECCION
OPERACION
2
8
8
DIAGRAMA DE ANÁLISIS DE PROCESO : DAP
EMPRESA: DELICATESES PAGINA: 1/3 FECHA: 04/12/10
DEPARTAMENTO : PRODUCCIÓN METODO DE TRABAJO : MÉTODO PROPUESTO
PRODUCTO : PAN DE MOLDE ELABORADO : GRUPO DELICATESES
UNIDAD DE ANÁLISIS : 50 PANES APROBADO : INGENIERO FERNANDEZ
26
1
1
DIAGRAMA DE ANALISIS DEL PROCESO
EMPRESA: DELICATESES PAGINA: 2/3 FECHA: 04/12/10
27
Harina de trigo
&
ALMACEN DE MATERIA PRIMA
REGISTRAR Y PESAR
AL AREA DE PRODUCCION
MEZCLAR
FERMENTAR
AMAZAR
MOLDEAR
1.1
1
2.2
3.3
4.4
Agua, levadura, etc.
5.5 PESAR
6.6 HORNEAR
4
DEPARTAMENTO : PRODUCCIÓN METODO DE TRABAJO : MÉTODO PROPUESTO
PRODUCTO : PAN DE MOLDE ELABORADO : GRUPO DELICATESES
UNIDAD DE ANÁLISIS : 50 PANES APROBADO : INGENIERO FERNANDEZ
28
&
LIMPIAR 7.7
8.8
A ESTANTE
Etiquetas Y Bolsas Residuos
ALMACEN DE PRODUCTOS TERMINADOS
2
EMBOLSAR
SIM
BOLOS
DESCRIPCIÓN CANTIDAD
OPERACIONES 9
INSPECCIONES 9
TRANSPORTE 7
DEMORAS 5
ALMACENES 2

PARTE III: PROPUESTAS DE MEJORAS
3.1 MEJORAS PROPUESTAS PROCESO:
- Reorganizar las maquinas para que estén mas de acuerdo a la secuencia del proceso.
- Eliminar el pesado en el área de producción traerá como consecuencia la disminución de tiempos.
- Adquisición de 2 balanzas digitales de base grande y 3 pequeñas, reduciendo el intervalo de error de estos procesos.
- Adquisición de un montacargas, para el traslado de materia primas del almacén al área de producción debido a que es el traslado que requiere mas esfuerzo
- Eliminar la elevación del almacén de materias primas para eliminar las gradas.
- Implementar de 3 a 4 carretillas de 4 ruedas para el traslado en el área de producción.
- Adquirir 3 mesas rectangulares de aluminio de diversos tamaños.
- Comprar 2 estantes para apilado cubiertos en la parte posterior con algún material impermeable para evitar el contacto del pan con la pared.
- El mezclado cuenta con una maquina operativa y 2 inoperativa para lo cual se debe reparar las ya existentes de no ser así comprar 2 mezcladoras mas.
- El amasado cuenta con una maquina operativa y otra inoperativa, reparar la maquina de lo contrario adquirir una mas. Aumentar un operario.
- El moldeado tiene una maquina operativa y 2 inoperativas, se puede reparar las 2 maquinas de no ser así implementar 2 mas. Aumentar 2 operarios más o derivar 2 operarios libres en ese momento.
- Se cuenta con 2 hornos industriales giratorios agregar uno más para agilizar la producción.
- En la operación de cortado del pan de molde se cuenta con una cortadora y 2 operarios se debe instalar una cortadora mas y designar un operario para cada cortadora.
ERGONOMIA:- La reorganización de las maquinas de acuerdo a la secuencia del proceso para
hacer que el operario se desplace lo necesario- La compra de implementos de higiene y seguridad para los operarios como
guantes (quirúrgicos), mandiles, gorros y tapabocas.- El techado de los ambientes de todas las áreas, para de esta manera evitar
agentes traídos por el viento hacia la masa.- El estucado y pintado de los ambientes de trabajo, de un color crema las
paredes y verde el techo, pues el color crema al ser la combinación del amarillo y blanco dará un ambiente mas luminoso y cálido mientras el color verde proporciona juventud, deseo de trabajo, descanso, equilibrio para los operarios.
29

- Dar una mejor iluminación a las distintas áreas tanto natural como artificial a fin que los operarios no hagan sobreesfuerzo y sea mas cómodo realizar sus operaciones.
- Pavimentado de los patios y garaje para un mejor traslado de materiales.
- Los niveles de ruido no son muy elevados pero para mejor desempeño y comodidad se implementaran los tapones para los operarios con el fin de reducir la fatiga laboral y aturdimiento.
- Creación de áreas verdes para un ambiente mas agradable y recreación visual.
- Implementar baños más amplios con duchas y vestidores para damas y varones.
- Crear un comedor donde los trabajadores tengan un lugar para su alimentación.
- En cada turno introducir un descanso de 5 a 10min entre cambio de producto para disminuir la fatiga.
- Instalar ventiladores en todas las áreas principalmente en el área de producción donde se encuentran los hornos para así mantener un ambiente fresco con temperatura adecuada.
- Se establecerá un guardián para el cuidado de la panificadora.
PRODUCTO:- Revisar el tiempo de horneado a fin de reducir el dorado profundo de algunos
panes.
30
3.2 CONCLUSIONESCONCLUSIONES
1. Luego de las mejoras el tiempo utilizado para elaborar cada una de las operaciones por turno de trabajo se redujeron, mejorando el proceso y reduciendo los costos de producción.
2. El recorrido actual del proceso es de 74 m. con las mejoras propuestas se ha logrado reducir este recorrido a 35 m. generando una mejora de 46.67 %
3. Con las mejoras propuestas, el personal y maquinaria fue reorganizado y distribuido de manera tal que se abastecen de materias primas y herramientas de trabajo rápidamente, eliminando la acumulación de producto en proceso o producto terminado dentro de las diferentes áreas.
4. La empresa ha invertido en compra de nueva maquinaria y reparación de maquinas inoperables de 8 maquinas operando hoy cuenta con 13 maquinas activas; del mismo modo contaba con 8 operarios hoy cuenta con 12 operarios contribuyendo al aumento de la producción
5. En el diseño del método propuesto, en el diagrama de recorrido se logra 91 minutos es decir un 17.3% menos que en el diagrama de recorrido actual, que era de 110 minutos.
3.3 RECOMENDACIONESRECOMENDACIONES
1. El uso de herramientas estadísticas en el control del proceso le permite a una empresa crecer y mantenerse, disminuyendo sus debilidades, apuntalando siempre a las fortalezas.
2. Capacitar al personal directivo y gerencial acerca de diversas metodologías, explicando los beneficios que se obtienen y los pasos a seguir para la implementación. De esta manera se involucran no solo con la asignación de recursos sino también con el seguimiento de la metodología en la fase de implementación.
3. Se sugiere capacitar constantemente al personal, para que de esta manera no pierdan el interés en cuanto a la técnica, mediante charlas, en donde puedan interactuar entre ellos, generando así una serie de ideas y mejoras.
4. Realizar auditorías permanentes, no solo para darle el seguimiento apropiado al diseño aplicado sino para planificar mejoras en cuanto a la medición de indicadores.
5. Se recomienda continuar con el diseño planteado para así mejorar la calidad y productividad de la empresa de manera continua y constante.
6. Instalar un sistema de alarma para mayor seguridad en la panificadora.7. Las maquinas inoperables que no se puedan reparar venderlas, así se podrá
obtener un pequeño porcentaje de dinero que serviría para implantar otra mejora.
31

8. Colocar los extintores necesarios para estar preparados en una emergencia.9. Motivar a los trabajadores teniendo el “Empleado del mes” generando
competitividad y mayor empeño para realizar sus tareas, creando satisfacción en el trabajador, pudiendo ofrecerse un incentivo o recompensa.
10. Mayor publicidad como afiches volantes para que el mercado de la panificadora vaya creciendo.
11. Buscar convenio con otras empresas como colegios que dan desayunos para abastecerlos con los productos que ofrece la panificadora.
12. Colocar señalización de seguridad en toda la panificadora.13. Mantener las instalaciones eléctricas externas con protectores y las switch
eléctricos en sus respectivas cajas y con sus señales de seguridad. 14. Instalación de un pequeño estacionamiento15. Implantar el sistema de marcado de tarjeta para incentivar la puntualidad y
responsabilidad.
32
3.4 BIBLIOGRAFIA
1. Ing. Arturo Fernández Villar (Ms.C) INGENIERÍA DE METODOS I, Universidad Nacional de San Agustín, Arequipa – 2010.
2. Meredith, J. (1999). ADMINISTRACIÓN DE LAS OPERACIONES. Editorial Limusa.
3. Taha, H. A. (2004). INVESTIGACIÓN DE OPERACIONES. Pearson (Prentice-Hall), 7ma. Edición.
4. Riggs, J. (2001). Sistema de Producción, Planeación, Análisis y Control. Limusa.
33
34



![Ingenieria Industrial - Metodos Estandares y Diseño del Trabajo [C78]](https://static.fdocuments.es/doc/165x107/55cf9c92550346d033aa4919/ingenieria-industrial-metodos-estandares-y-diseno-del-trabajo-c78.jpg)