DISEÑO, PROCESADO Y CARÁCTERÍSTICAS...
100
CONSEJO SUPERIOR DE INVESTIGACIONES CIENTÍFICAS UNIVERSIDAD DE SEVILLA ESCUELA SUPERIOR DE INGENIEROS SEVILLA DEPARTAMENTO DE INGENIERÍA MECÁNICA Y DE LOS MATERIALES. GRUPO DE METALURGÍA E INGENIERÍA DE LOS MATERIALES. PROYECTO FIN DE CARRERA DISEÑO, PROCESADO Y CARÁCTERÍSTICAS MECÁNCIAS DE LAMINADOS CERMET (TiC 0.5 N 0.5 ) / METAL DURO (WC-Co) AUTOR: Fco. Javier Pérez López TUTOR ESI: Yadir Torres Hernández TUTOR CSIC: José Manuel Córdoba Gallego Sevilla, 2014
-
Upload
hoangkhanh -
Category
Documents
-
view
224 -
download
0
Transcript of DISEÑO, PROCESADO Y CARÁCTERÍSTICAS...
CONSEJO SUPERIOR DE INVESTIGACIONES CIENTÍFICAS
UNIVERSIDAD DE SEVILLA
ESCUELA SUPERIOR DE INGENIEROS SEVILLA
DEPARTAMENTO DE INGENIERÍA MECÁNICA Y DE LOS MATERIALES.
GRUPO DE METALURGÍA E INGENIERÍA DE LOS MATERIALES.
PROYECTO FIN DE CARRERA
DISEÑO, PROCESADO Y CARÁCTERÍSTICAS
MECÁNCIAS DE LAMINADOS CERMET (TiC0.5N0.5) / METAL DURO (WC-Co)
AUTOR: Fco. Javier Pérez López
TUTOR ESI: Yadir Torres Hernández TUTOR CSIC: José Manuel Córdoba Gallego
Sevilla, 2014
UNIVERSIDAD DE SEVILLA
ESCUELA TÉCNICA SUPERIOR DE
INGENIERÍA
PROYECTO FIN DE CARRERA
DISEÑO, PROCESADO Y CARÁCTERÍSTICAS
MECÁNCIAS DE LAMINADOS CERMET (TiC0.5N0.5) / METAL DURO (WC-Co)
HOJA DE FIRMAS
Alumno/a
Fdo.: Francisco Javier Pérez López
Tutor/a Tutor/a Fdo.: Yadir Torres Hernández Fdo.: José Manuel Córdoba Gallego
Abril, 2014. Sevilla

A mi abuelo D.Pedro López Pareja.
Agradecimientos. Tras finalizar este Proyecto de Fin de Carrera sólo me queda agradecer a todas aquellas personas que han hecho que este trabajo salga adelante. En primer lugar dar las gracias a Antonio Manuel Estévez quien no solo ha sido una persona importante durante la realización de este proyecto sino durante el desarrollo de la propia carrera y, más aún, durante los numerosos acontecimientos que nos ha tocado vivir juntos fuera de las aulas. Únicamente puedo sentirme afortunado por haber tenido la suerte de cruzarme en el camino de una persona tan excepcional. En segundo lugar dar las gracias al doctor Yadir Torres Hernández y al doctor José Manuel Córdoba Gallego tanto por toda la ayuda que me han dado a lo largo del desarrollo de este proyecto, por todos los conocimientos que me han transmitido sobre el mundo de la ciencia de los materiales y por darme la oportunidad de poder hacer una pequeña contribución a la familia de proyectos que conforman la investigación que llevan a cabo. Además de permitirme conocer de primera mano el apasionante mundo de la investigación, haciéndome comprender el esfuerzo que día a día ponen cientos de personas brillantes y de la importancia que este sector tiene, especialmente en los difíciles tiempos que nos ha tocado vivir y que ponen a la investigación bajo amenaza. Por último, dar las gracias a mi familia porque una vez más me han apoyado en todos los momentos de esta etapa, así como por el grandísimo esfuerzo que han hecho para que pudiera completar los estudios que deseaba y por soportarme en numerosos momentos en que el estrés ha hecho mella en mi carácter.
Gracias.
V
ÍNDICE
Índice de figuras.
Pág. VII
Índice de tablas. Pág. XI Resumen de la propuesta. Pág. XII Capítulo I INTRODUCCIÓN Y OBJETIVO Pág. 13
1. Aspectos Generales. Pág. 14 2. Mecanizado. Pág. 15 3. Mecanizado de alta velocidad. Pág. 17 4. Materiales Compuestos. Pág. 22 5. Carburo de wolframio. Pág. 24 6. Carbonitruro de Titanio. Pág. 28 7. Comparativa entre cermets y carburos cementados. Pág. 32 8. Materiales laminados. Geometría a estudio. Pág. 35 9. Pulvimetalurgia. Proceso de manufactura. Pág. 36 10. Objetivo del proyecto. Pág. 39 11. Bibliografía. Pág. 40
Capítulo II PROCEDIMIENTO EXPERIMENTAL Pág. 42
1. Procedimiento experimenta Pág. 43 2. Mezcla Pág. 45 3. Compactación de la mezcla Pág. 46
Compactación uniaxial. Pág. 47 Prensado isostático. Pág. 49
4. Sinterización Pág. 50 5. Caracterización mecánica Pág. 53
Análisis micrográfico. Microscopía electrónica de barrido (SEM)
Pág. 52
Caracterización morfológica y elemental de la interfaz. Pág. 57 Ensayo de indentación. Pág. 58 Ensayo de Scratch. Pág. 59 Ensayo de flexión a 3 puntos. Pág. 60
6. Bibliografía. Pág. 60
Capítulo III RESULTADOS Y DISCUSIÓN Pág. 61 Etapa 1. Composición inicial. Punto de partida. Pág. 62 Etapa 2. Modificación del coeficiente de dilatación. Pág. 66 Etapa 3. Modificación del ciclo térmico. Pág. 70 Etapa 4. Modificación de la etapa de compactación. Pág. 73 Etapa 5. Molienda de los polvos comerciales. Pág. 76 Etapa 6. Reacciones de auto-propagación inducidas mecánicamente Pág. 79 Etapa 7. Hot Pressing Sintering. Pág. 82 Etapa 8. Estudio de la interface Pág. 85
Caracterización morfológica y elemental de la interfaz. Pág. 85
VI
Ensayo de indentación. Pág. 89 Ensayo de Scratch. Pág. 91 Ensayo de Flexión a 3 Puntos. Pág. 92
Bibliografía. Pág. 93
Capítulo IV CONCLUSIONES Pág. 96 1.Conclusiones Pág. 97 Capítulo V. LÍNEAS FUTURAS
Pág. 98
1. Líneas futuras. Pág. 99 2. Bibliografía. Pág 100
VII
ÍNDICE FIGURAS
Capítulo I INTRODUCCIÓN Y OBJETIVO
- Fig. I.1. Interrelación entre los distintos fundamentos que conforman la ingeniería de los materiales.
- Fig. I.2. Imagen de la izquierda operación de fresado. Imagen de la derecha operación de torneado.
- Fig.I.3. Evolución de las herramientas de corte en pos de un mecanizado óptimo.
- Fig. I.4. Comparación de velocidades de corte para mecanizado convencional, convencional optimizado y MAV.
- Fig.I.5. Aunque el coste de la potencia consumida en una operación de mecanizado no es un factor económico importante habitualmente, es necesario su conocimiento para ser capaces de estimar la cantidad de potencia necesaria para realizar la operación debido a las limitaciones impuestas por la máquina disponible. La capacidad de estimar la potencia de una operación es importante sobre todo en las operaciones de desbaste ya que lo que interesa es realizar la operación en el menor tiempo y en el menor número de pasadas posible. Por otra parte, las fuerzas de corte también intervienen en fenómenos como el calentamiento de la pieza y la herramienta, el desgaste de la herramienta, la calidad superficial y dimensional de la pieza, el diseño del amarre y utillajes necesarios, etc.
- Fig.I.6. Reducción de tiempos frente al mecanizado convencional. Estimación realizada por la Escuela Técnica Superior de Bilbao.
- Fig.I.7. Temperatura de formación de viruta (°C) vs. Velocidad de corte (m/min) . Dado un material a mecanizar, existe una velocidad crítica (5 a 10 veces la usada en mecanizado convencional), a la que la temperatura de formación de viruta comienza a descender. La disminución es pequeña para fundición y aceros, pero muy importante en materiales no ferrosos (Fig.1), abriendo la posibilidad de mecanizar materiales con más de 50 HRC.
- Fig. I.8. Daños en una herramienta de corte debido al desgaste. De arriba abajo: Daño por fractura, deformación plástica del filo de la herramienta, craterización y desprendimiento del filo.
- Fig. I.9. Importancia de los materiales compuestos a través del tiempo. - Fig. I.10. En la figura de la izquierda se puede observar un esquema sobre la
distribución entre la matriz (aglomerante) y la fase dispersa (refuerzo). En la imagen de la derecha se presentan las propiedades mecánicas de la matriz, del refuerzo y del material compuesto obtenido a partir de la combinación de ambos.
- Fig. I.11. Clasificación de composites fibrosos según la forma de los constituyentes. El caso de composites particulados sería similar al representado en “discontinuas y orientadas al azar” pero sustituyendo las fibras por partículas.
- Fig. I.12. Clasificación según el tamaño de la fase dispersa. - Fig. I.13. Diagrama de fase WC-Co. - Fig. I.14. Microestructura de metal duro donde se puede observar como los
granos de WC tienen una morfología faceteada con una forma triangular y rectangular.
VIII
- Fig. I.15. Estructura cristalina del Carbonitruro de Titanio (TiCN). - Fig. I.16. Típica microestructura Core-Rim de los Cermet. - Fig. I.17. Propiedades de los cermets en función de su composición. - Fig. I.18. Esquema genérico de las propiedades de los carburos que permite
conseguir una panorámica sencilla de la información que proporciona la tabla X.X.
- Fig. I.19. Comparación de la vida de la herramienta entre carburos cementados y cermets con o sin recubrimientos.
- Fig I.20. Comparativa de pesos de piezas entre el sinterizado y el mecanizado. Fuete
Capítulo II PROCEMIENTO EXPERIMENTAL
- Fig. II.1. Esquema de las macroetapas que constituyen el procedimiento
experimental de todo proceso de fabricación por sinterización. - Fig. II.2. Esquema detallado tanto del proceso inicial con el que se trabajó
como el proceso óptimo que se obtuvo al final de este trabajo. Se indica además las etapas en las que se producen cada una de las modificaciones.
- Fig. II.3. Balanza de precisión AHZ-300. - Fig.II.4. Molino planetario Pulverisette 4 (Fritsch). - Fig. II.5. Molino planetario Pulverisette 7 (Fritsch). - Fig. II.6. Esquema del movimiento de un molino de bolas para mezcla de
polvos. - Fig. II.7. Prensa uniaxial Specac 15011. - Fig. II.8. Proceso de compactación uniaxial, puede observarse la reducción de
poros a medida que se aumenta la presión, lo cual se traduce en una muestra más compacta.
- Fig. II.9. Prensa isostática Astur Sinter, mod. Enerpac A400IC.
- Fig. II.10. A la izquierda esquema del sistema de prensado isostático en frío. A la derecha imagen de la prensa abierta utilizada para el prensado isostático.
- Fig. II.11. Horno tubular AGNI modelo IGM 1360 RTH-180-50-1H. - Fig. II.12. Determinación de la zona isoterma a 1000ºC de un horno tubular
AGNI. Teniendo en cuenta que el gradiente de temperatura disminuye a medida que aumenta ésta, al hacerlo la transferencia de calor por conducción, convección y radiación, se supone que a temperaturas en torno a los 1500ºC-1600ºC, la variación entre la temperatura programada y la alcanzada por el horno puede considerarse despreciable.
- Figura II.13. Ciclo inicial de sinterización - Fig. II.14. Pulidora automática Remet, modelo LS2 - Fig. II.15. Microscopio electrónico de barrido Hitachi S-4800 SEM-FEG - Fig. II.16. Esquema de la interacción entre el haz de electrones y la muestra. - Fig. II.17. Resina empleada en la embutición. - Fig. II.18. Embutidora Remet mod. Evolution IPA 30E. - Fig. II.19. Corte de las piezas embutidas. - Fig. II.20. Cortadora automática Remet Micromet. - Fig. II.21. Desbaste de las probetas - Fig. II.22. Escalas posibles de análisis empleando diversas técnicas de
observación. - Fig. II.23. Difractometro PANalytical X’Pert Pro MPD. - Fig. II.24. Microdurómetro FUTURE TECH - Fig. II.25. La fotografía izquierda es cámara Jenoptik de la serie ProgResC3,
mientras que la derecha es NIKON Epiphot 200/300 Inverted Metallographs - Fig. II.26. Microtest MTR3.
IX
Capítulo III RESULTADOS Y DISCUSION
- Fig. III.1. Dureza y Resistencia a flexión de los Cermets frente al ratio de C/N. - Fig. III.2. La dureza del WC-Co depende del tamaño de grano del WC y del
contenido de cobalto. - Fig. III.3. Propiedades mecánicas de cermets sinterizados: (a) módulo de
Young dinámico (Ed) y densidad vlumétrica (ϱ) como función del porcentaje en peso de Tantalio. Dureza y tenacidad han sido graficadas como función de: (b) Porcentaje de Tantalio en peso y (c) camino libre en el binder (λ). (d) Diagrama de Weibull: probabilidad de fallo como función de la resistencia a fractura obtenida usando un test de flexión B3B.
- Fig. III.4. Muestras representativas de los resultados obtenidas tras la sinterización de la etapa 1
- Figura III.5. Esquema de las deformaciones térmicas de las láminas y el laminado en un caso simplificado de laminado de solo 2 capas. La línea de trazos es la deformada del metal dura, la línea continua blanca es la deformada de la lámina de cermet y la línea continua naranja es la posición final del laminado, cuya posición final está más próxima al cermet que al metal duro dado que este último puede absorber unas mayores deformaciones. Se puede observar en este caso que mientras el Metal Duro experimentará tensiones de tracción, el Cermet sufrirá tensiones de compresión.
- Fig. III.6. Muestras representativas de los resultados obtenidas tras la sinterización de la etapa 2
- Fig. III.7. Imágenes representativas del SEM de las muestras obtenidas tras la sinterización de la etapa 2
- Figura III.8. Ciclo térmico aplicado hasta ahora a las probetas de 1 hora, a las probetas de 2 horas es igual pero aumentando el tiempo de permanencia en la meseta de la gráfica.
- Figura III.9. Nuevos ciclos de temperatura durante el sinterizado. - Fig. III.10. Muestras representativas de los resultados obtenidas tras la
sinterización de la etapa 3. - Fig. III.11. Imágenes representativas de SEM de las muestras obtenidas tras
la sinterización de la etapa 3. - Fig. III.12. Fotografía de la izquierda: En el caso de no existir difusión del
cobalto la grieta sigue la frontera de separación entre las láminas. Fotografía de la derecha: La grieta sigue la frontera dentro del cermet entre la zona de composición original y la zona rica en cobalto por el proceso de sinterización.
- Figura III.13. Se pueden observar los cuellos de unión que se generan entre las partículas.
- Fig. III.14. Muestras representativas de los resultados obtenidas tras la sinterización de la etapa 4.
- Fig. III.15. Imágenes representativas de SEM de las muestras obtenidas tras la sinterización de la etapa 4.
- Fig. III.16. Vasijas de final redondeado y plano. - Figura III.17. Movimiento de las bolas en un molino planetario. - Figura III.18. Efecto de las bolas sobre el polvo durante la molienda. - Figura III.19. Fotografía de la izquierda: Etapas de molienda mecánica en
materiales dúctiles. Fotografía derecha: Etapas de molienda mecánica en materiales dúctiles-frágiles.
- Fig. III.20. Imágenes representativas de SEM de las muestras obtenidas tras la sinterización de la etapa 5.
- Fig. III.21. Muestra representativa de los resultados obtenidos tras la sinterización de la etapa 5.
- Figura III.22. Esquema del fenómeno core-rim característico de los cermets. - Fig. III.23. Imágenes representativas de SEM de las muestras obtenidas tras
X
la sinterización de la etapa 6. - Fig. III.24. Muestra representativa de los resultados obtenidos tras la
sinterización de la etapa 6. - Fig. III.25. Patrón XRD del laminado Cermet/Metal Duro después del proceso
de hot press sintering. - Fig. III.26. Figura de la izquierda: Micrografía SEM del laminado. Figura de la
derecha: Interfaz entre capas adyacentes. - Fig. III.27. Muestra representativa de los resultados obtenidos tras la
sinterización de la etapa 8. - Fig. III.28. Micrografía SEM de la interfaz entre la capas de Cermet y Metal
Duro. La región interlaminar ha sido divida en zonas que aproximadamente muestran diferentes propiedades microestructurales.
- Fig. III.29. Mapeo EDX mapping en diferentes localizaciones de la interfaz mostrando la interacción química entre las capas adyacentes.
- Fig. III.30. Características del mapeo EDS de las diferentes regiones observadas en la interfaz entre las capas. Las etiquetas corresponden con las regiones marcadas en la Fig.III.28,29. y los números al análisis elemental mostrado en la Tabla X.X.
- Fig. III.31. Micrografías OM de marcas de indentación realizadas a 1000N en el centro de una capa de Cermet (Izquierda) y una de Metal Duro (Derecha).
- Fig. III.32. (Izquierda) Micrografía SEM de una marca de indentación realizada a 1000 N en el centro del Cermet mostrando una longitud diferente entre las grietas longitudinal y transversal. (Derecha) Detalle de una grieta transversal que se para en la interfaz.
- Fig. III.33. Micrografías SEM de marcas de indentación realizadas a 1000N localizadas en la región interlaminar. En la figura de la derecha se observa “chipping” en la capa frágil del cermet siendo parado en la interfaz.
- Fig. III.34. Marca de indentación obtenida a 5 N en la región de la interfaz mostrando la existencia de tensiones residuales. SEM marcas de indentación realizadas
- Fig. III.35. La penetración profundidad-carga responde a un deslizamiento unidireccional a carga constante de 15 N.
- Fig. III.36. Micrografía SEM de los cercos formados durante un ensayo de Scratch realizado a 15 N, donde se muestra una buena adhesión entre las capas y una buena integridad la interfaz después del ensayo
- Fig. III.37. Respuesta Tensión-Deformación bajo un ratio de carga de 100 N/s.
XI
ÍNDICE TABLAS
Capítulo I INTRODUCCIÓN Y OBJETIVO
- Tabla I.1. Aumento del calor evacuado por la viruta frente al Mecanizado convencional.
- Tabla I.2. Cuadro comparativo entre los materiales de mecanizado de alta velocidad más los aceros rápidos.
- Tabla I.3. Propiedades de los componentes del Metal duro. - Tabla I.4. Propiedades del Carburo de Titanio (TiC) y el Nituro de Titanio (TiN). - Tabla I.5. Propiedades representativas de los principales carburos para cermets
y carburos cementados. - Tabla I.6. Comparación de dureza entre carburos cementados y cermets con o
sin recubrimientos. - Tabla I.7. Rango de valores de las propiedades mecánicas más relevantes de
las principales familias de herramientas de corte. Capítulo III RESULTADOS Y DISCUSIÓN
- Tabla III.1. Características de interés de las partículas presentes. - Tabla III.2. Aproximación de las composiciones empleadas en cada laminado. - Tabla III.3. Nueva composición aproximada de cada laminado. - Tabla III.4. Aproximación por la regla de las mezclas del coeficiente de
dilatación de la etapa 1 para cada laminado. - Tabla III.5. Aproximación por la regla de las mezclas del nuevo coeficiente de
dilatación para cada laminado. - Tabla III.6. Análisis químico punctual EDX realizado en zonas diferentes de la
interfaz entre las capas de Metal Duro y Cermet. La numeración corresponde con las marcas realizadas en la Fig.III.28,29,30. Cada valor corresponde al promedio de 5 análisis diferentes.
XII
Resumen de la propuesta El mecanizado de alta velocidad está adquiriendo una gran relevancia, ya que permite no sólo una neta mejoría de los acabados superficiales, sino también un incremento de la productividad y una reducción importante de los costes.
Estos mecanizados imponen condiciones de trabajo cada vez más extremas y exigen nuevas solicitaciones a los materiales de las herramientas de corte, que deben exhibir un buen comportamiento tribo y termomecánico. Uno de los aspectos más importantes a considerar es el elevado desgaste al que se ven sometidas las herramientas debido a las altas temperaturas que se pueden alcanzar en las zonas de corte.
Los materiales empleados deben presentar un buen equilibrio entre un conjunto de propiedades, entre las que caben destacar, una alta resistencia al desgaste, una elevada dureza, una buena resistencia mecánica a alta temperatura, un buen comportamiento frente a impactos, una buena estabilidad química y un bajo coeficiente de fricción. Los carburos cementados y los cermets, que están sustituyendo paulatinamente a los aceros rápidos, poseen una serie de propiedades que los postulan como potenciales candidatos para el mecanizado de alta velocidad. Sin embargo, los cermets, aunque poseen una buena resistencia al desgaste y a la oxidación, así como un buen comportamiento mecánico a alta temperatura, no presentan una buena tenacidad de fractura. Por ello, sólo se pueden emplear a altas velocidades en procesos de acabado y no pueden trabajar bajo condiciones de cargas cíclicas. Por su parte, los carburos cementados o metales duros que poseen una excelente resistencia a la fractura, presentan una deficiente estabilidad química que provoca un elevado desgaste a alta temperatura inducido por fenómenos de difusión. Sólo el empleo de recubrimientos protectores cerámicos, que sin embargo encarecen ostensiblemente el material, posibilita el uso de los metales duros en mecanizados de alta velocidad.
Para aunar el buen comportamiento mecánico a alta temperatura de los cermets y la buena tenacidad de fractura de los metales duros una opción que se ha ido abriendo paso es el empleado de un diseño de laminados, tomando como base los excelentes resultados obtenidos en cerámicas en términos de una excelente fiabilidad mecánica y un elevado grado de absorción de energía durante la fractura y la propagación de grietas. Los laminados se estructurarán de tal manera que las capas externas presenten la composición de un cermet, con el fin de obtener una buena resistencia al desgaste y a la oxidación a alta temperatura, y las capas internas la composición de un metal duro, que actuarían como barreras a la propagación de grietas que pudieran producirse en la superficie del material durante los procesos de mecanizado.
En el presente proyecto, se pretende solucionar uno de los primeros problemas que presentan en esta nueva familia de materiales para herramientas de corte al emplear la geometría de laminados, el cuál trata de los problemas de integridad estructural a causa de la diferencia de coeficientes térmicos. Palabras claves: Cermet, Carbunitruro de Titanio, Metal Duro, Carburo de Wolframio, Mecanizado de alta velocidad, Sinterización, Metalurgia de polvos, Materiales laminados, Metalografía, MSR, Laminados, Sinterización, Hot Pressing Sintering.
Capí tulo I
INTRODUCCIÓN Y OBJETIVO
14
1. Aspectos Generales. El desarrollo de la humanidad se define en términos de avances en los materiales: La Edad de Piedra, la Edad del Bronce y la Edad del Hierro. Los avances en arquitectura y edificación desarrollados por el Imperio Romano fueron posibles sólo por la invención de un nuevo material, el hormigón. La revolución Industrial fue en gran medida posible gracias a la simultánea revolución del acero que permitió satisfacer las demandas de nuevos materiales para equipos industriales, así como apoyar todo el desarrollo del ferrocarril y la construcción de rascacielos que comenzaron a definir los skylines de las ciudades. En el último medio siglo el crecimiento de las tecnologías del material ha sido explosivo y el impacto en nuestra vida se ha generalizado, cambiando de forma irreversible nuestras vidas [1].
La ciencia de materiales implica investigar la relación entre la estructura y las
propiedades de los materiales. Por el contrario, la ingeniería de materiales se fundamenta en las relaciones entre propiedades, estructura, procesamiento, funcionamiento y con ellas diseña o proyecta la estructura de un material para conseguir un conjunto predeterminado de propiedades [2]. En este trabajo se pondrá de manifiesto en múltiples ocasiones la importancia de esta interrelación entre los distintos fundamentos que conforman esta rama de la ingeniería.
Fig. I.1. Interrelación entre los distintos fundamentos que conforman la ingeniería de los materiales. Fuente: Wikepedia.
“User:Nicknsmatthews/Materials Science Tetrahedron”
La ciencia de materiales es un campo multidisciplinario que incluye elementos
de la química y de la física, así como las ingenierías electrónica, química, mecánica, civil y eléctrica u otros campos más diversos como son la medicina, biología y ciencias ambientales [2]. Con la atención de los medios puesta en los últimos años en la nanotecnología la ciencia de los materiales ha recibido un impulso aún más grande que el experimentado en el último medio siglo [1].
Los conocimientos fundamentales sobre las propiedades físicas macroscópicas de los materiales que la ciencia de materiales estudia los aplica en varias áreas de la ciencia y la ingeniería, consiguiendo que éstos puedan ser utilizados en obras, máquinas y herramientas diversas, o convertidos en productos necesarios o requeridos por la sociedad. Los avances radicales en los materiales pueden conducir a la creación de nuevos productos o nuevas industrias, pero las industrias actuales también necesitan ingenieros de materiales para incrementar las mejoras, y localizar los posibles fallos de los materiales que están en uso. Las aplicaciones industriales de la ciencia de materiales incluyen la elección del material, su coste-beneficio para obtener dicho material, las técnicas de procesado y las técnicas de análisis [2].
15
A pesar de los espectaculares progresos en el conocimiento y en el desarrollo de los materiales en la última década, el permanente desafío tecnológico requiere materiales cada vez más sofisticados y especializados, hecho al cuál este trabajo trata de contribuir con un pequeño grano de arena. La ciencia de los materiales abarca muchísimos sectores desde la fórmula 1 hasta la restauración de arte, pasando por los tradicionales sectores de la construcción, fabricación, aeronáutica o automovilismo y novedosos materiales funcionales, biomateriales o por los mencionados nanomateriales [2]. Este trabaja en particular se encuadra dentro de la industria de fabricación por mecanizado de piezas.
2. Mecanizado. En la situación de globalización actual, las empresas buscan la constante
mejora de sus sistemas productivos, ya que esto les permite adquirir ventajas competitivas sobre la competencia. Dentro de algunos de estos sistemas productivos, cobran una gran importancia los procesos de mecanizado de material. Prueba de ello ha sido el gran crecimiento que ha experimentado esta industria en las últimas décadas, y la gran evolución que ha tenido el sector [3].
El mecanizado es uno de los procesos más utilizado en la mayoría de los
sectores industriales y comprende el conjunto de operaciones de conformación de piezas mediante la eliminación de material, ya sea por arranque de viruta o por abrasión [3]. Ha sido siempre una operación mecánica de gran responsabilidad, con fuertes dificultades técnicas y económicas, con la necesidad de tolerancias cada vez más estrictas y de unas velocidades de operación cada vez más elevadas. El coste del mecanizado representa una proporción importante del coste total de la fabricación de una pieza por lo que tiene una importante implicación económica [3].
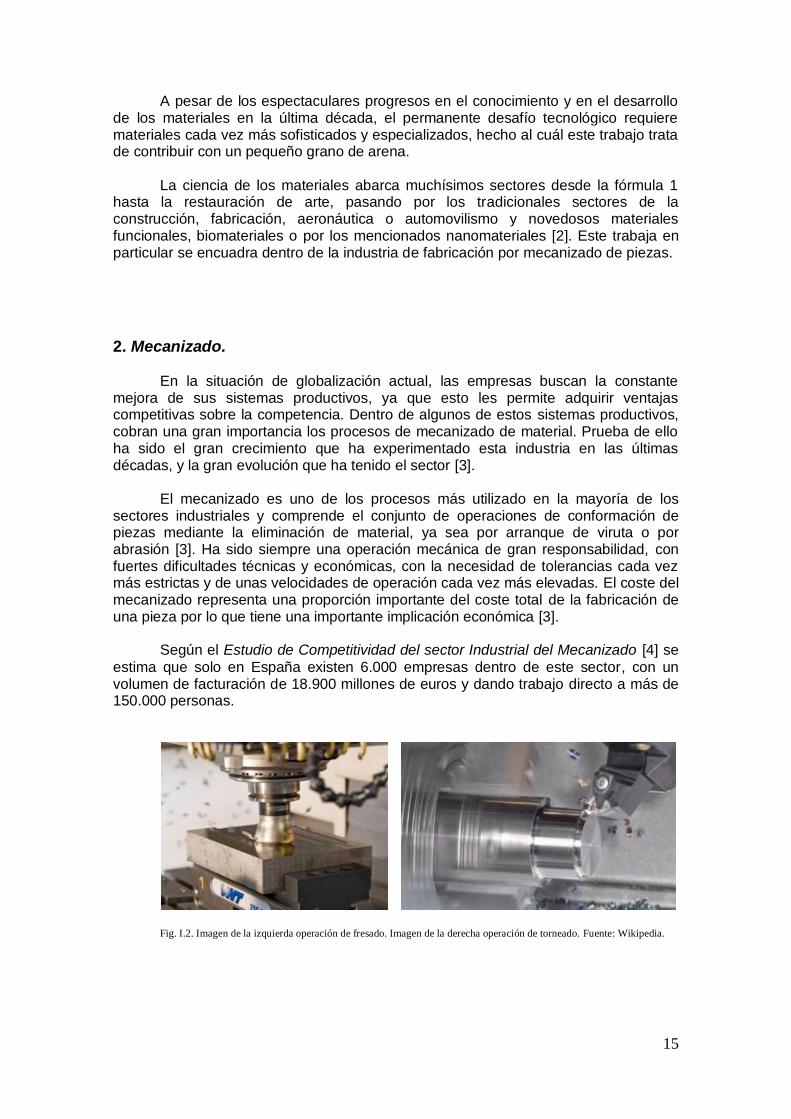
Según el Estudio de Competitividad del sector Industrial del Mecanizado [4] se
estima que solo en España existen 6.000 empresas dentro de este sector, con un volumen de facturación de 18.900 millones de euros y dando trabajo directo a más de 150.000 personas.
Fig. I.2. Imagen de la izquierda operación de fresado. Imagen de la derecha operación de torneado. Fuente: Wikipedia.
16
Los procesos de mecanizados están tan extendidos en la industria gracias a las ventajas que ofrecen en comparación con otros métodos de fabricación para conseguir la geometría final. Entre sus ventajas cabe destacar [3],
Obtención de una alta precisión dimensional en sus operaciones.
Capacidad de producir una amplísima variedad de formas.
A diferencias de otros procesos no altera la microestructura del material conservando así sus propiedades mecánicas.
Proporciona texturas superficiales aceptables para diferentes diseños.
Son procesos fáciles de automatizar.
Cada material y aleación que se pretenda mecanizar posee sus propias
características de maquinabilidad, lo que marcará los límites operativos del proceso. No es lo mismo mecanizar materiales blandos como el aluminio, cobre o el magnesio, que materiales duros como son los aceros templados, el titanio o el níquel. Así como tratar con materiales de gran maquinabilidad como pueden ser el aluminio y el magnesio, o de poca maquinabilidad, ya sea el titanio, el inconel o el acero para herramientas [3].
Se hace evidente que el empleo de la correcta herramienta de corte va a ser un
factor clave en el éxito del proceso, viniendo su elección determinada como se ha dicho por la naturaleza y el estado de la pieza a mecanizar (tratamiento térmico superficial o volumétrico, endurecimiento por deformación, etc.), pero también por las condiciones del proceso de mecanizado (velocidad de corte, avance, profundidades de corte radial y axial, lubricación, etc.), el acabado superficial y las tolerancias dimensionales requeridas [5].
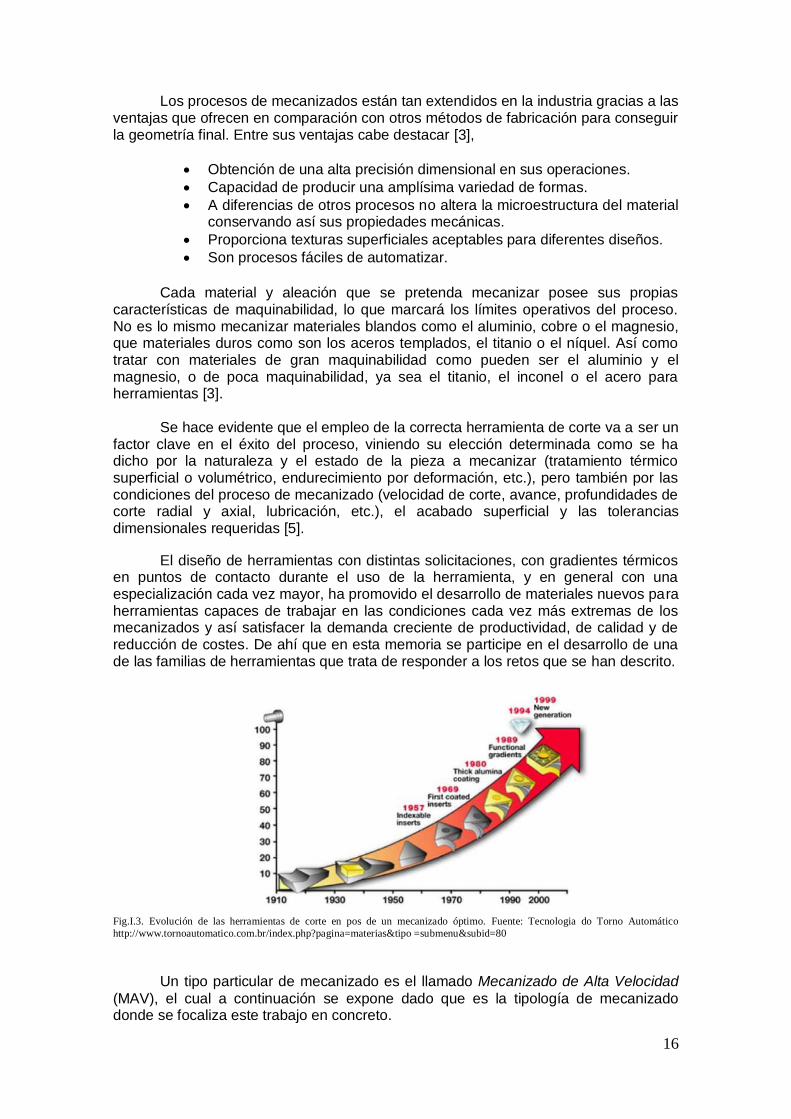
El diseño de herramientas con distintas solicitaciones, con gradientes térmicos en puntos de contacto durante el uso de la herramienta, y en general con una especialización cada vez mayor, ha promovido el desarrollo de materiales nuevos para herramientas capaces de trabajar en las condiciones cada vez más extremas de los mecanizados y así satisfacer la demanda creciente de productividad, de calidad y de reducción de costes. De ahí que en esta memoria se participe en el desarrollo de una de las familias de herramientas que trata de responder a los retos que se han descrito.
Fig.I.3. Evolución de las herramientas de corte en pos de un mecanizado óptimo. Fuente: Tecnologia do Torno Automático
http://www.tornoautomatico.com.br/index.php?pagina=materias&tipo =submenu&subid=80 Un tipo particular de mecanizado es el llamado Mecanizado de Alta Velocidad
(MAV), el cual a continuación se expone dado que es la tipología de mecanizado donde se focaliza este trabajo en concreto.
17
3. Mecanizado de alta velocidad.
Introducción.
Como se ha visto, la creciente competitividad a la cual se enfrenta la industria metal-mecánica hoy en día obliga por un lado a una mayor calidad de fabricación y por otro a una reducción de los tiempos y costes de fabricación.
El llamado Mecanizado de Alta Velocidad (MAV) es hoy en día una tecnología
de corte con bases sólidas que abre las puertas del mecanizado de materiales y de figuras que antes no se podían mecanizar mediante el mecanizado convencional, como por ejemplo materiales de una dureza superior a 50 HRC, paredes delgadas de 0,2 mm, etc.[6]
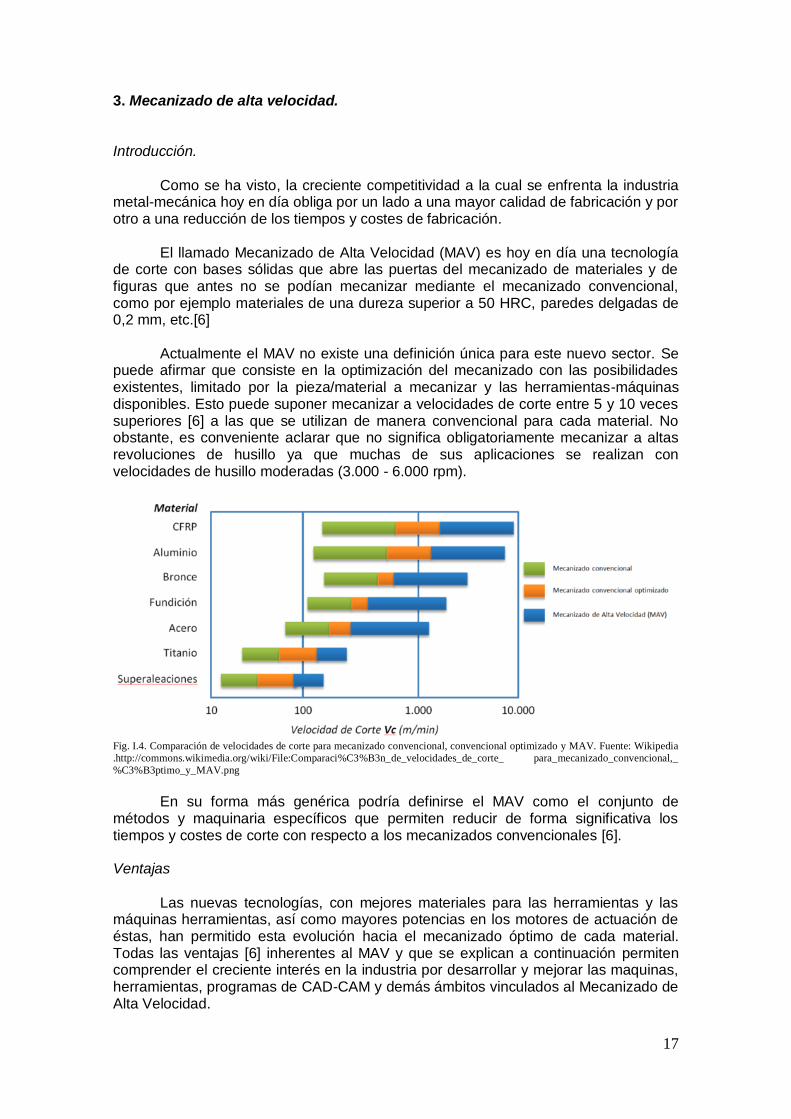
Actualmente el MAV no existe una definición única para este nuevo sector. Se
puede afirmar que consiste en la optimización del mecanizado con las posibilidades existentes, limitado por la pieza/material a mecanizar y las herramientas-máquinas disponibles. Esto puede suponer mecanizar a velocidades de corte entre 5 y 10 veces superiores [6] a las que se utilizan de manera convencional para cada material. No obstante, es conveniente aclarar que no significa obligatoriamente mecanizar a altas revoluciones de husillo ya que muchas de sus aplicaciones se realizan con velocidades de husillo moderadas (3.000 - 6.000 rpm).
Fig. I.4. Comparación de velocidades de corte para mecanizado convencional, convencional optimizado y MAV. Fuente: Wikipedia
.http://commons.wikimedia.org/wiki/File:Comparaci%C3%B3n_de_velocidades_de_corte_ para_mecanizado_convencional,_
%C3%B3ptimo_y_MAV.png
En su forma más genérica podría definirse el MAV como el conjunto de
métodos y maquinaria específicos que permiten reducir de forma significativa los tiempos y costes de corte con respecto a los mecanizados convencionales [6]. Ventajas
Las nuevas tecnologías, con mejores materiales para las herramientas y las máquinas herramientas, así como mayores potencias en los motores de actuación de éstas, han permitido esta evolución hacia el mecanizado óptimo de cada material. Todas las ventajas [6] inherentes al MAV y que se explican a continuación permiten comprender el creciente interés en la industria por desarrollar y mejorar las maquinas, herramientas, programas de CAD-CAM y demás ámbitos vinculados al Mecanizado de Alta Velocidad.
18
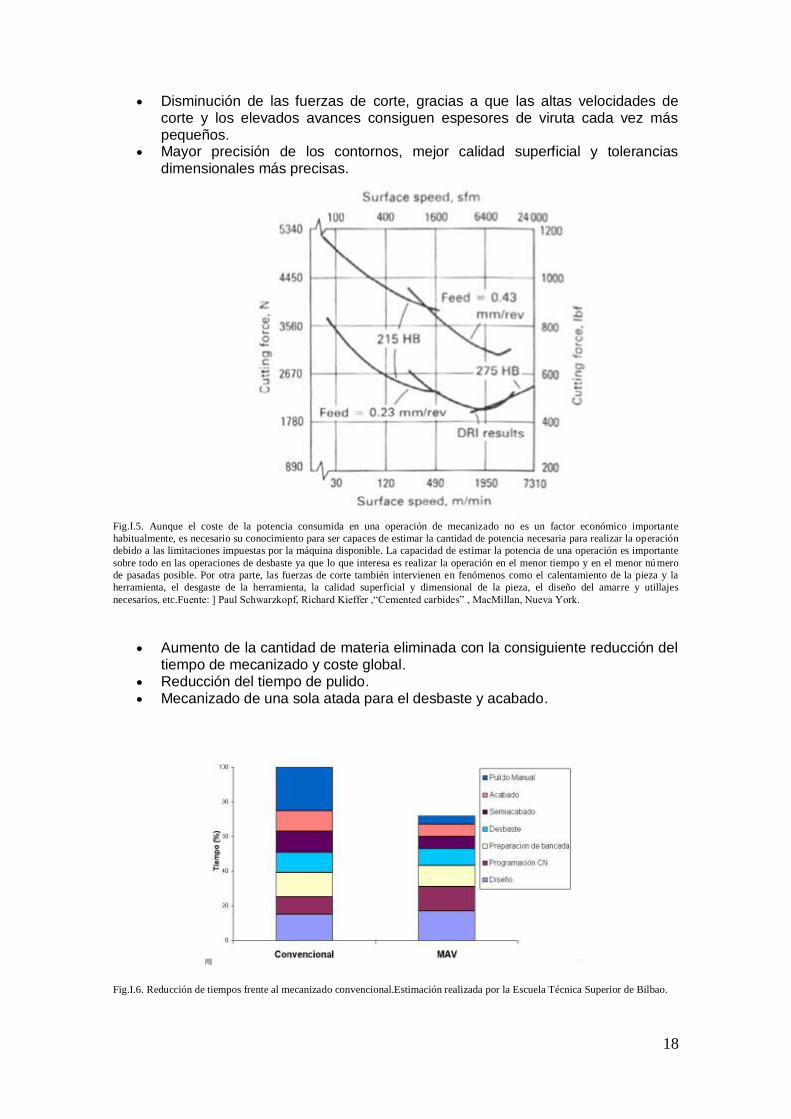
Disminución de las fuerzas de corte, gracias a que las altas velocidades de corte y los elevados avances consiguen espesores de viruta cada vez más pequeños.
Mayor precisión de los contornos, mejor calidad superficial y tolerancias dimensionales más precisas.
Fig.I.5. Aunque el coste de la potencia consumida en una operación de mecanizado no es un factor económico importante
habitualmente, es necesario su conocimiento para ser capaces de estimar la cantidad de potencia necesaria para realizar la operación
debido a las limitaciones impuestas por la máquina disponible. La capacidad de estimar la potencia de una operación es importante
sobre todo en las operaciones de desbaste ya que lo que interesa es realizar la operación en el menor tiempo y en el menor nú mero
de pasadas posible. Por otra parte, las fuerzas de corte también intervienen en fenómenos como el calentamiento de la pieza y la
herramienta, el desgaste de la herramienta, la calidad superficial y dimensional de la pieza, el diseño del amarre y utillajes
necesarios, etc.Fuente: ] Paul Schwarzkopf, Richard Kieffer ,“Cemented carbides” , MacMillan, Nueva York.
Aumento de la cantidad de materia eliminada con la consiguiente reducción del tiempo de mecanizado y coste global.
Reducción del tiempo de pulido. Mecanizado de una sola atada para el desbaste y acabado.
Fig.I.6. Reducción de tiempos frente al mecanizado convencional.Estimación realizada por la Escuela Técnica Superior de Bilbao.
19
Aumento en la vida de la herramienta. Disminución del coeficiente de rozamiento viruta-herramienta. Con los adecuados parámetros de corte se consigue la evacuación casi total
del calor por medio de la viruta, evitando así que se transmita a la herramienta, lo que aumenta la vida de la misma.
Tabla I.1. Aumento del calor evacuado por la viruta frente al Mecanizado convencional. Fuente: 4º Jornadas de Desarrollo e
Innovación del INTI Mecánica.
Convencional MAV
Calor hacia la pieza 40% 10%
Calor hacia la hta. 40% 10%
Calor evacuado por la viruta
20% 80%
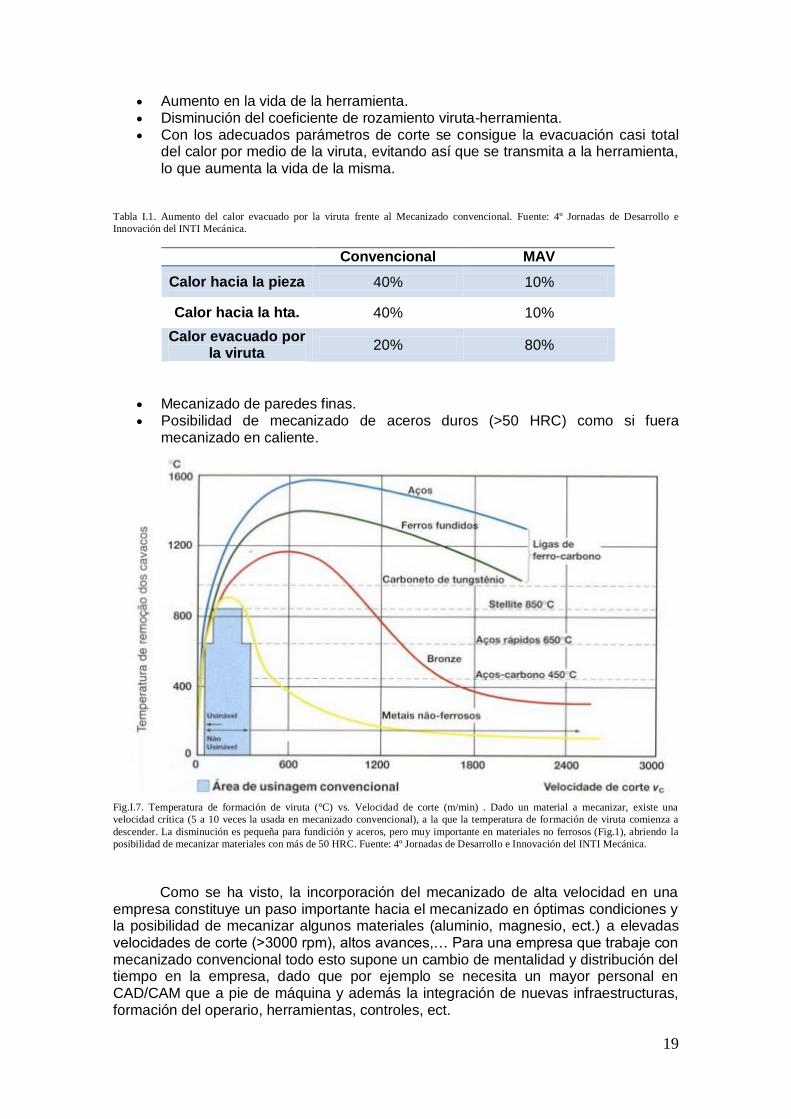
Mecanizado de paredes finas. Posibilidad de mecanizado de aceros duros (>50 HRC) como si fuera
mecanizado en caliente.
Fig.I.7. Temperatura de formación de viruta (°C) vs. Velocidad de corte (m/min) . Dado un material a mecanizar, existe una
velocidad crítica (5 a 10 veces la usada en mecanizado convencional), a la que la temperatura de formación de viruta comienza a
descender. La disminución es pequeña para fundición y aceros, pero muy importante en materiales no ferrosos (Fig.1), abriendo la
posibilidad de mecanizar materiales con más de 50 HRC. Fuente: 4º Jornadas de Desarrollo e Innovación del INTI Mecánica. Como se ha visto, la incorporación del mecanizado de alta velocidad en una
empresa constituye un paso importante hacia el mecanizado en óptimas condiciones y la posibilidad de mecanizar algunos materiales (aluminio, magnesio, ect.) a elevadas velocidades de corte (>3000 rpm), altos avances,… Para una empresa que trabaje con mecanizado convencional todo esto supone un cambio de mentalidad y distribución del tiempo en la empresa, dado que por ejemplo se necesita un mayor personal en CAD/CAM que a pie de máquina y además la integración de nuevas infraestructuras, formación del operario, herramientas, controles, ect.
20
Inconvenientes.
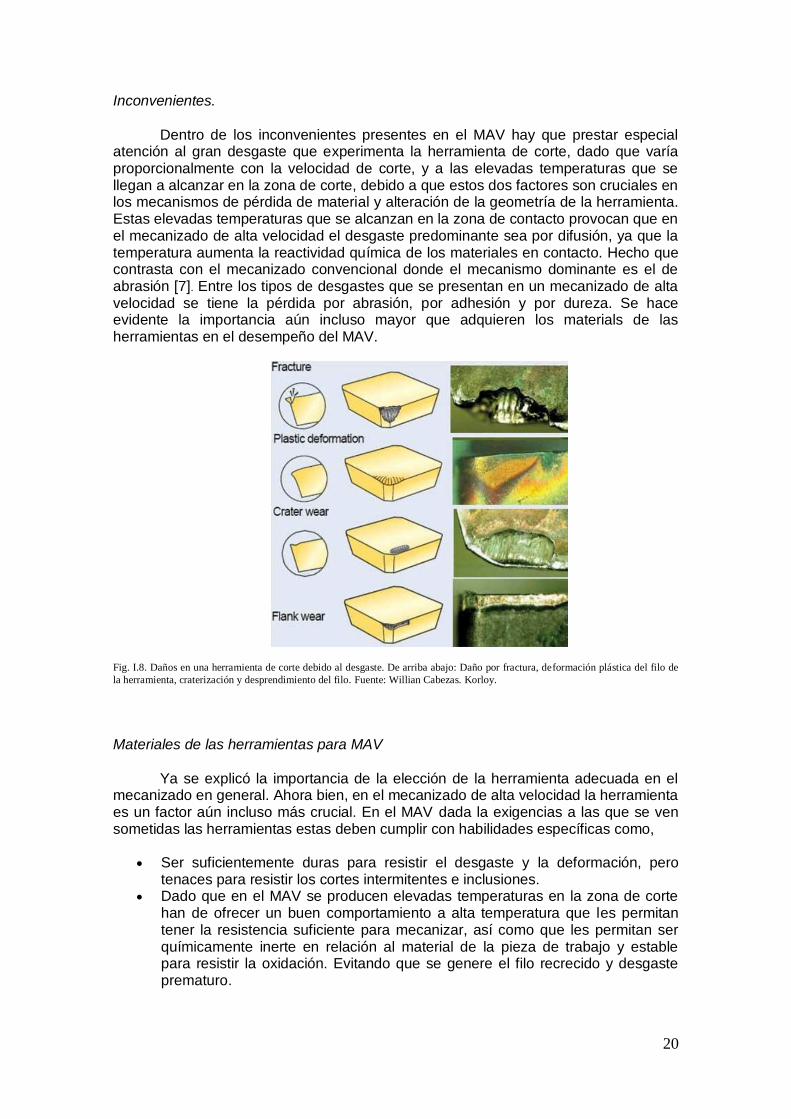
Dentro de los inconvenientes presentes en el MAV hay que prestar especial
atención al gran desgaste que experimenta la herramienta de corte, dado que varía proporcionalmente con la velocidad de corte, y a las elevadas temperaturas que se llegan a alcanzar en la zona de corte, debido a que estos dos factores son cruciales en los mecanismos de pérdida de material y alteración de la geometría de la herramienta. Estas elevadas temperaturas que se alcanzan en la zona de contacto provocan que en el mecanizado de alta velocidad el desgaste predominante sea por difusión, ya que la temperatura aumenta la reactividad química de los materiales en contacto. Hecho que contrasta con el mecanizado convencional donde el mecanismo dominante es el de abrasión [7]. Entre los tipos de desgastes que se presentan en un mecanizado de alta velocidad se tiene la pérdida por abrasión, por adhesión y por dureza. Se hace evidente la importancia aún incluso mayor que adquieren los materials de las herramientas en el desempeño del MAV.
Fig. I.8. Daños en una herramienta de corte debido al desgaste. De arriba abajo: Daño por fractura, deformación plástica del filo de
la herramienta, craterización y desprendimiento del filo. Fuente: Willian Cabezas. Korloy.
Materiales de las herramientas para MAV
Ya se explicó la importancia de la elección de la herramienta adecuada en el mecanizado en general. Ahora bien, en el mecanizado de alta velocidad la herramienta es un factor aún incluso más crucial. En el MAV dada la exigencias a las que se ven sometidas las herramientas estas deben cumplir con habilidades específicas como,
Ser suficientemente duras para resistir el desgaste y la deformación, pero
tenaces para resistir los cortes intermitentes e inclusiones. Dado que en el MAV se producen elevadas temperaturas en la zona de corte
han de ofrecer un buen comportamiento a alta temperatura que les permitan tener la resistencia suficiente para mecanizar, así como que les permitan ser químicamente inerte en relación al material de la pieza de trabajo y estable para resistir la oxidación. Evitando que se genere el filo recrecido y desgaste prematuro.
21
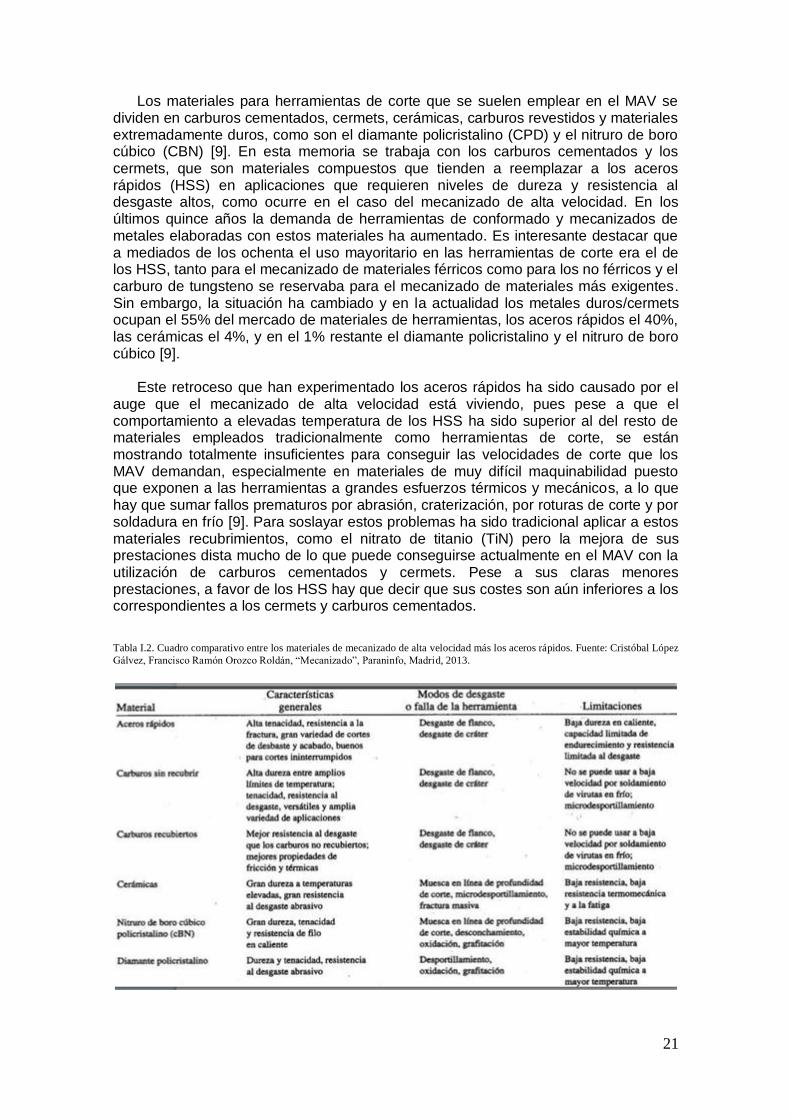
Los materiales para herramientas de corte que se suelen emplear en el MAV se dividen en carburos cementados, cermets, cerámicas, carburos revestidos y materiales extremadamente duros, como son el diamante policristalino (CPD) y el nitruro de boro cúbico (CBN) [9]. En esta memoria se trabaja con los carburos cementados y los cermets, que son materiales compuestos que tienden a reemplazar a los aceros rápidos (HSS) en aplicaciones que requieren niveles de dureza y resistencia al desgaste altos, como ocurre en el caso del mecanizado de alta velocidad. En los últimos quince años la demanda de herramientas de conformado y mecanizados de metales elaboradas con estos materiales ha aumentado. Es interesante destacar que a mediados de los ochenta el uso mayoritario en las herramientas de corte era el de los HSS, tanto para el mecanizado de materiales férricos como para los no férricos y el carburo de tungsteno se reservaba para el mecanizado de materiales más exigentes. Sin embargo, la situación ha cambiado y en la actualidad los metales duros/cermets ocupan el 55% del mercado de materiales de herramientas, los aceros rápidos el 40%, las cerámicas el 4%, y en el 1% restante el diamante policristalino y el nitruro de boro cúbico [9].
Este retroceso que han experimentado los aceros rápidos ha sido causado por el
auge que el mecanizado de alta velocidad está viviendo, pues pese a que el comportamiento a elevadas temperatura de los HSS ha sido superior al del resto de materiales empleados tradicionalmente como herramientas de corte, se están mostrando totalmente insuficientes para conseguir las velocidades de corte que los MAV demandan, especialmente en materiales de muy difícil maquinabilidad puesto que exponen a las herramientas a grandes esfuerzos térmicos y mecánicos, a lo que hay que sumar fallos prematuros por abrasión, craterización, por roturas de corte y por soldadura en frío [9]. Para soslayar estos problemas ha sido tradicional aplicar a estos materiales recubrimientos, como el nitrato de titanio (TiN) pero la mejora de sus prestaciones dista mucho de lo que puede conseguirse actualmente en el MAV con la utilización de carburos cementados y cermets. Pese a sus claras menores prestaciones, a favor de los HSS hay que decir que sus costes son aún inferiores a los correspondientes a los cermets y carburos cementados.
Tabla I.2. Cuadro comparativo entre los materiales de mecanizado de alta velocidad más los aceros rápidos. Fuente: Cristóbal López
Gálvez, Francisco Ramón Orozco Roldán, “Mecanizado”, Paraninfo, Madrid, 2013.
22
4. Materiales Compuestos. Introducción.
Como se ha indicado en la página anterior en este proyecto se ha trabajado
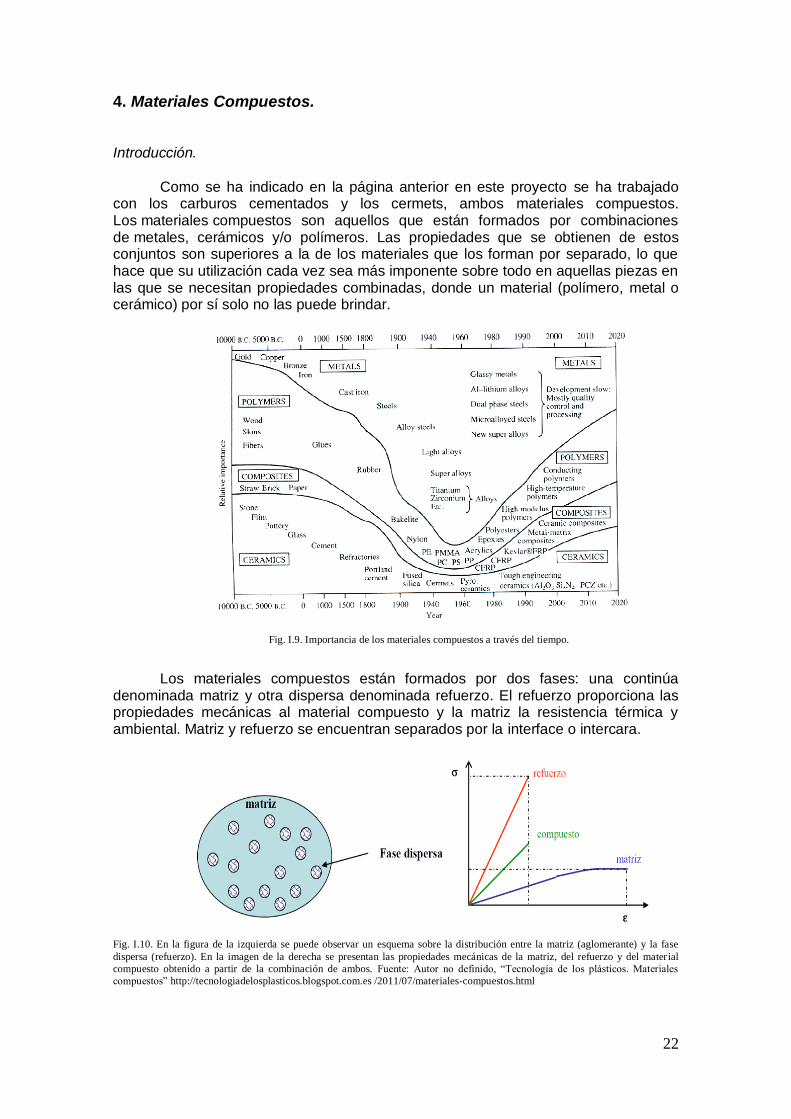
con los carburos cementados y los cermets, ambos materiales compuestos. Los materiales compuestos son aquellos que están formados por combinaciones de metales, cerámicos y/o polímeros. Las propiedades que se obtienen de estos conjuntos son superiores a la de los materiales que los forman por separado, lo que hace que su utilización cada vez sea más imponente sobre todo en aquellas piezas en las que se necesitan propiedades combinadas, donde un material (polímero, metal o cerámico) por sí solo no las puede brindar.
Fig. I.9. Importancia de los materiales compuestos a través del tiempo.
Los materiales compuestos están formados por dos fases: una continúa denominada matriz y otra dispersa denominada refuerzo. El refuerzo proporciona las propiedades mecánicas al material compuesto y la matriz la resistencia térmica y ambiental. Matriz y refuerzo se encuentran separados por la interface o intercara.
Fig. I.10. En la figura de la izquierda se puede observar un esquema sobre la distribución entre la matriz (aglomerante) y la fase
dispersa (refuerzo). En la imagen de la derecha se presentan las propiedades mecánicas de la matriz, del refuerzo y del mater ial
compuesto obtenido a partir de la combinación de ambos. Fuente: Autor no definido, “Tecnología de los plásticos. Materiales
compuestos” http://tecnologiadelosplasticos.blogspot.com.es /2011/07/materiales-compuestos.html
23
Clasificación.
Los materiales compuestos se han clasificado de muchas maneras según las
ideas y conceptos necesarios para identificarlos. Las siguientes clasificaciones no son todas las existentes pero son aquellas que permiten conocer cuál es el tipo de material compuesto con el que se va a trabajar en esta memoria.
Clasificación según la naturaleza de los constituyentes [9], a) Composites de matriz orgánica (polímeros). Las cuáles se caracterizan por una baja densidad y la posibilidad de obtención de piezas complicadas. Mientras que entre sus desventajas se incluye la poca resistencia frente al fuego y las altas temperaturas.
b) Composites de matriz metálica (aleaciones de aluminio, titanio y magnesio). Las cuáles se caracterizan por una mayor duración, una elevad conductividad térmica y eléctrica, no absorben humedad y tienen una mayor resistencia al desgaste. Su principal desventaja es su alto precio en comparación con los otros. Éstos son con los que este texto trabaja.
c) Composites de matriz mineral o cerámica(Alúmina, Carburo de Silicio,...). Destacan porque resisten temperaturas elevadas y su principal desventaja su fragilidad y baja resistencia a choques térmicos.
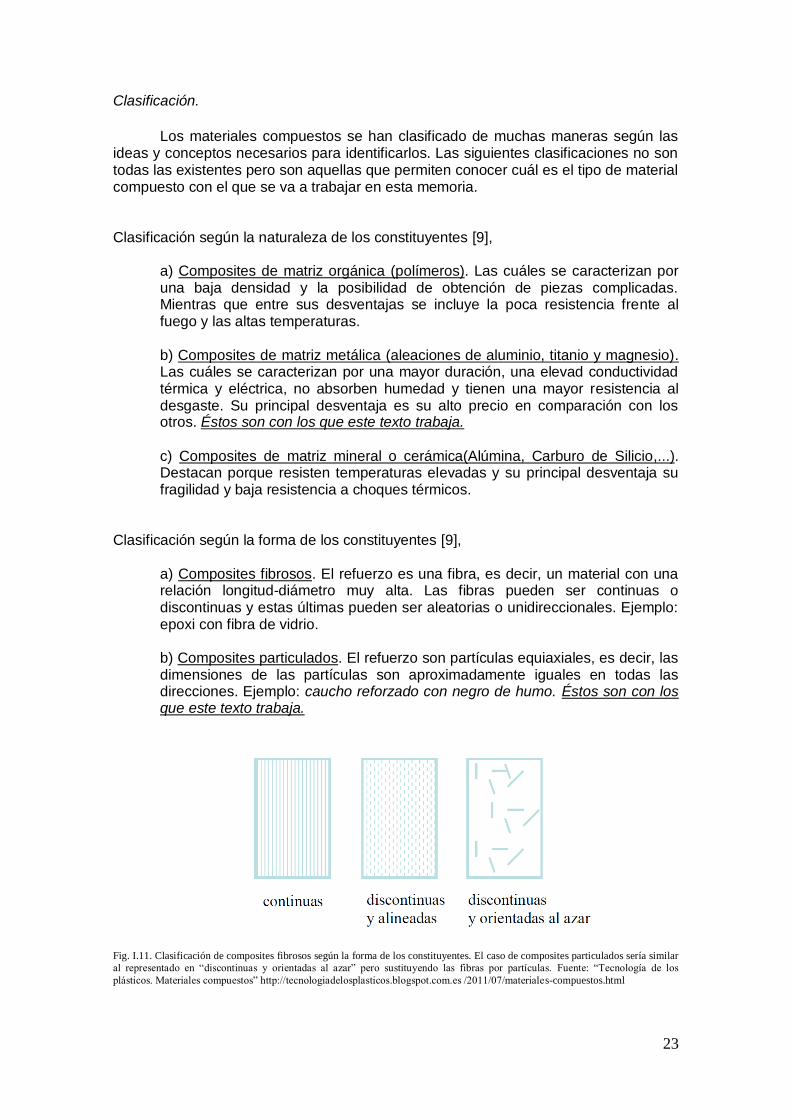
Clasificación según la forma de los constituyentes [9], a) Composites fibrosos. El refuerzo es una fibra, es decir, un material con una relación longitud-diámetro muy alta. Las fibras pueden ser continuas o discontinuas y estas últimas pueden ser aleatorias o unidireccionales. Ejemplo: epoxi con fibra de vidrio. b) Composites particulados. El refuerzo son partículas equiaxiales, es decir, las dimensiones de las partículas son aproximadamente iguales en todas las direcciones. Ejemplo: caucho reforzado con negro de humo. Éstos son con los que este texto trabaja.
Fig. I.11. Clasificación de composites fibrosos según la forma de los constituyentes. El caso de composites particulados sería similar
al representado en “discontinuas y orientadas al azar” pero sustituyendo las fibras por partículas. Fuente: “Tecnología de los
plásticos. Materiales compuestos” http://tecnologiadelosplasticos.blogspot.com.es /2011/07/materiales-compuestos.html
24
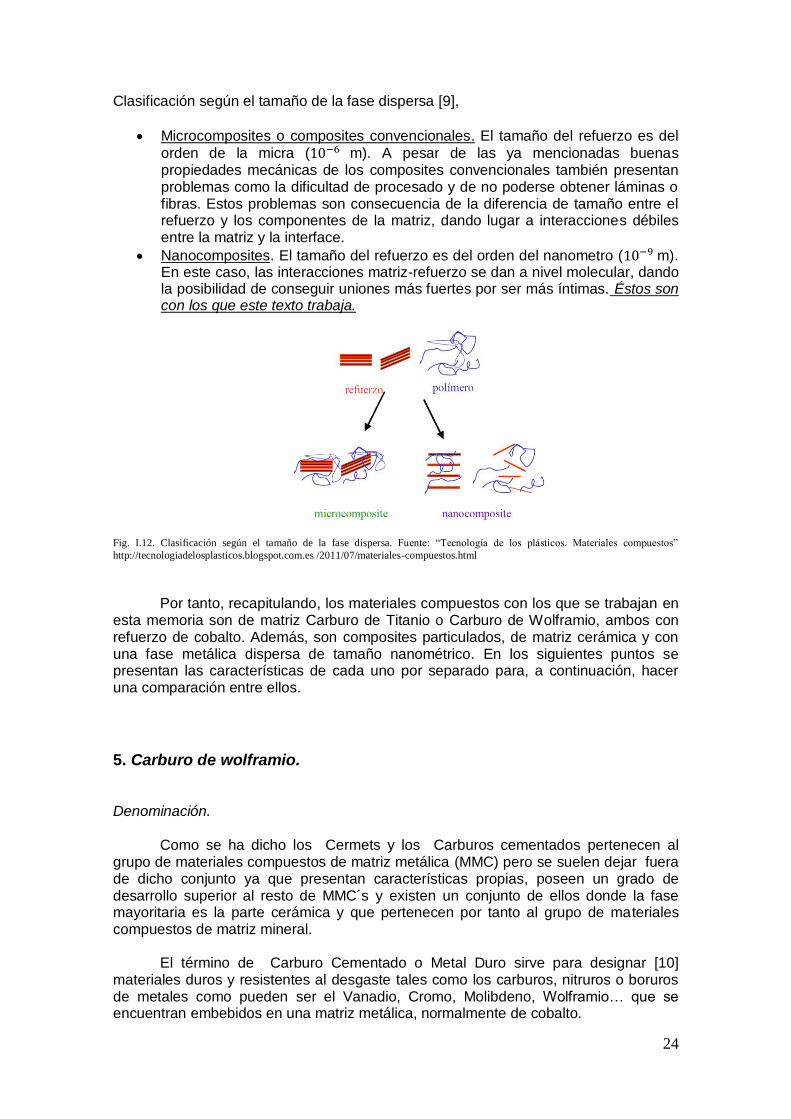
Clasificación según el tamaño de la fase dispersa [9],
Microcomposites o composites convencionales. El tamaño del refuerzo es del
orden de la micra (10−6 m). A pesar de las ya mencionadas buenas
propiedades mecánicas de los composites convencionales también presentan problemas como la dificultad de procesado y de no poderse obtener láminas o fibras. Estos problemas son consecuencia de la diferencia de tamaño entre el refuerzo y los componentes de la matriz, dando lugar a interacciones débiles entre la matriz y la interface.
Nanocomposites. El tamaño del refuerzo es del orden del nanometro (10−9 m).
En este caso, las interacciones matriz-refuerzo se dan a nivel molecular, dando la posibilidad de conseguir uniones más fuertes por ser más íntimas. Éstos son con los que este texto trabaja.
Fig. I.12. Clasificación según el tamaño de la fase dispersa. Fuente: “Tecnología de los plásticos. Materiales compuestos”
http://tecnologiadelosplasticos.blogspot.com.es /2011/07/materiales-compuestos.html
Por tanto, recapitulando, los materiales compuestos con los que se trabajan en esta memoria son de matriz Carburo de Titanio o Carburo de Wolframio, ambos con refuerzo de cobalto. Además, son composites particulados, de matriz cerámica y con una fase metálica dispersa de tamaño nanométrico. En los siguientes puntos se presentan las características de cada uno por separado para, a continuación, hacer una comparación entre ellos. 5. Carburo de wolframio. Denominación.
Como se ha dicho los Cermets y los Carburos cementados pertenecen al
grupo de materiales compuestos de matriz metálica (MMC) pero se suelen dejar fuera de dicho conjunto ya que presentan características propias, poseen un grado de desarrollo superior al resto de MMC´s y existen un conjunto de ellos donde la fase mayoritaria es la parte cerámica y que pertenecen por tanto al grupo de materiales compuestos de matriz mineral.
El término de Carburo Cementado o Metal Duro sirve para designar [10]
materiales duros y resistentes al desgaste tales como los carburos, nitruros o boruros de metales como pueden ser el Vanadio, Cromo, Molibdeno, Wolframio… que se encuentran embebidos en una matriz metálica, normalmente de cobalto.
25
Actualmente el carburo cementado que predomina es el WC-Co y normalmente cuando se menciona el término de carburo cementado está refiriéndose a este compuesto. A lo largo de la memoria se trabajar con el material WC-Co y el empleo de la terminología “carburos cementados” o “metal duro” será completamente indiferente, haciendo siempre referencia al WC-Co. Historia [10]
. El Carburo de Wolframio fue descubierto por el químico y Premio Nobel francés Henri Moissan. Moissan adaptó el horno eléctrico para experimentos científicos y descubrió varios carburos, entre ellos el de Silicio o carborundum, llamado en su honor «moissanita». En 1897 buscando conseguir diamantes artificiales mezcló partículas metálicas de Wolframio y de azúcar (por su contenido de Carbono), calentando la mezcla a alta temperatura. El resultado fue una masa azul oscura de una gran dureza: el Carburo de Wolframio. Sin embargo aunque registró su descubrimiento e identificó los componentes, su extrema fragilidad lo hacía inoperante.
En 1907, la empresa estadounidense General Electric había conseguido gracias al trabajo del ingeniero William Coolidge desarrollar filamentos de Wolframio. Esto permitió sustituir al Rutenio y al Osmio en la fabricación de bombillas de luz. Pero el Wolframio resulto ser muy abrasivo, por lo que para el trefilado de los filamentos de bombillas se debía emplear diamante natural en las trefilas.
Durante la Primera Guerra Mundial se hicieron algunos experimentos en Alemania sinterizando partículas de Carburo de Wolframio, dado que los núcleos de diamante eran un problema debido al alto coste de la materia prima y a la dificultad de encontrarlos en Alemania tras la pérdida de las colonias africanas. Se prensaron en varias formas a alta presión y se trataron térmicamente. De nuevo el producto resultante fue demasiado frágil para procesarlo industrialmente.
En torno al año 1920 el ingeniero Karl Schröter junto a su ayudante Baumhauer comenzaron la búsqueda de un sustituto. No sería hasta el año 1923 cuando unos ingenieros de la fábrica berlinesa de bombillas OSRAM (licenciada por General Electric) lograron sintetizar un producto a base de Carburo de Wolframio utilizando como aglomerante un 10 % de cobalto.
En la feria de Leipzig del año 1927 la empresa alemana Krupp presentó las primeras herramientas de corte hechas con Carburo de Wolframio, al que denominó con el acrónimo Widia, Wie Diamant, que traducido del alemán es “como el diamante”. En los años 30 comenzó su aplicación práctica como material de corte teniendo una composición del 90% de carburos de gran dureza (inicialmente Carburo de Wolframio) y Cobalto a modo de aglutínate. Por aquel entonces se soldaban pequeñas placas de carburo cementado en mangos de herramientas, para formar así la herramienta de corte. Metalografía.
El Carburo de Wolframio (WC) es un compuesto cerámica formado como su
nombre por Wolframio y Carbono. Pertenece al grupo de los carburos, con
composición química de 𝑊3𝐶 hasta 𝑊6𝐶. Este material se obtiene mediante la reducción del óxido de tungsteno y la siguiente carburación a 1400 o 1500 ºC.[11]
26
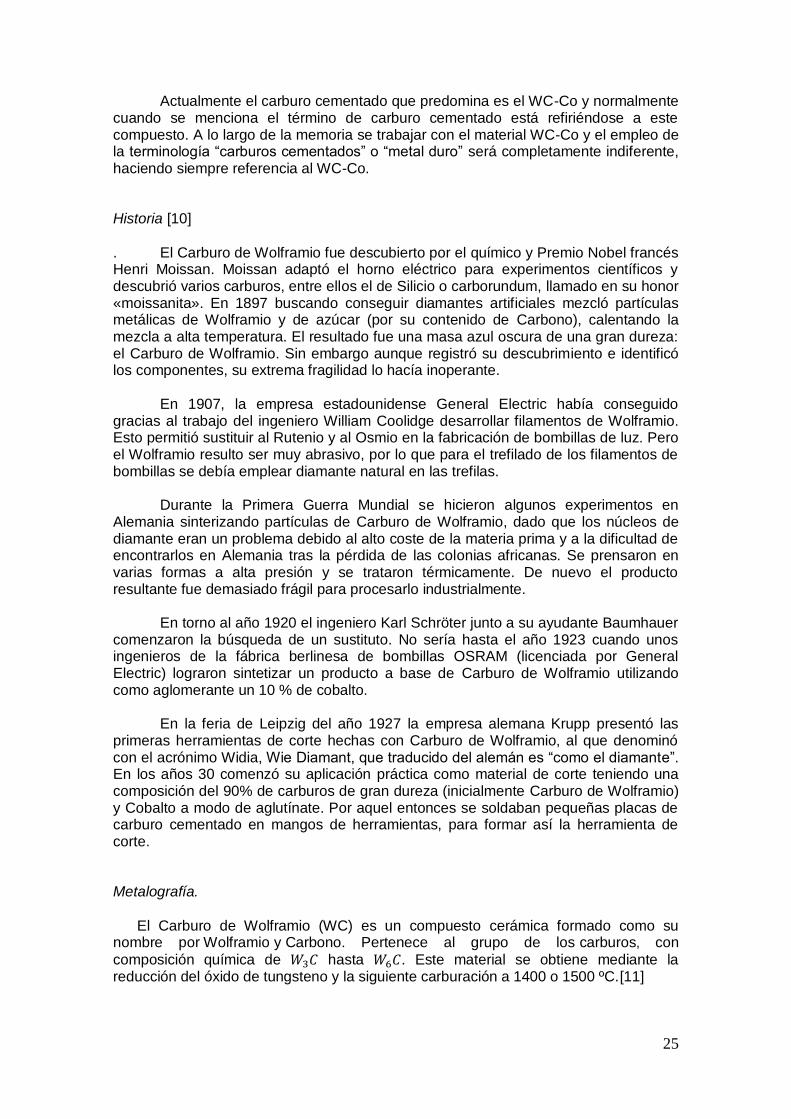
Tabla I.3. Propiedades de los componentes del Metal duro. Fuente: Paul Schwarzkopf, Richard Kieffer ,“Cemented carbides” ,
MacMillan, Nueva York, 1960
Propiedades WC Co
Estructura Hexagonal Hcp=410 ºC Fcc=1493 ºC
Parámetro de red (nm)
a=0.291 c=0.284
a=2.057 c=4.086
Temperatura de fusión (ºC)
2800 1493
Dureza HV (50 g)
(0001)=2200 (1010)=1300
-
Densidad teórica
(𝒈
𝒄𝒎𝟑) 15.77 8.83
Modulo de
elasticidad (𝑮𝑷𝒂) 696 210
Las propiedades específicas de los grados individuales de carburos
cementados dependen no sólo de la composición de los carburos sino también de su tamaño de partícula, cantidad y tipo de cementante [10]. El Cobalto es usado ampliamente como aglomerante, mostrando destacadas características de mojabilidad y adhesión. El Cobalto presenta una fase hexagonal a bajas temperaturas y una fase cúbica a altas temperaturas, con una fase de transición cercana a los 415 °C., y es manufacturado a través de reducciones de Óxido de Cobalto o de derivados de sales orgánicas, particularmente Oxalato de Cobalto [11].
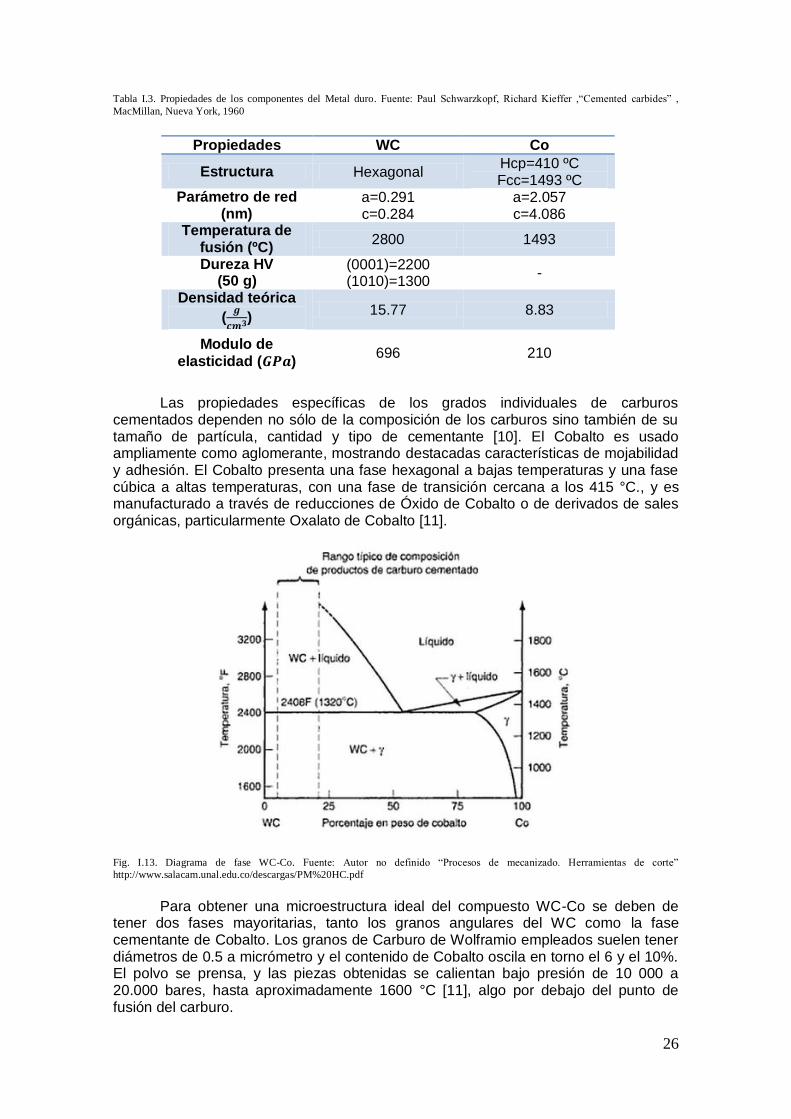
Fig. I.13. Diagrama de fase WC-Co. Fuente: Autor no definido “Procesos de mecanizado. Herramientas de corte”
http://www.salacam.unal.edu.co/descargas/PM%20HC.pdf
Para obtener una microestructura ideal del compuesto WC-Co se deben de
tener dos fases mayoritarias, tanto los granos angulares del WC como la fase cementante de Cobalto. Los granos de Carburo de Wolframio empleados suelen tener diámetros de 0.5 a micrómetro y el contenido de Cobalto oscila en torno el 6 y el 10%. El polvo se prensa, y las piezas obtenidas se calientan bajo presión de 10 000 a 20.000 bares, hasta aproximadamente 1600 °C [11], algo por debajo del punto de fusión del carburo.
27
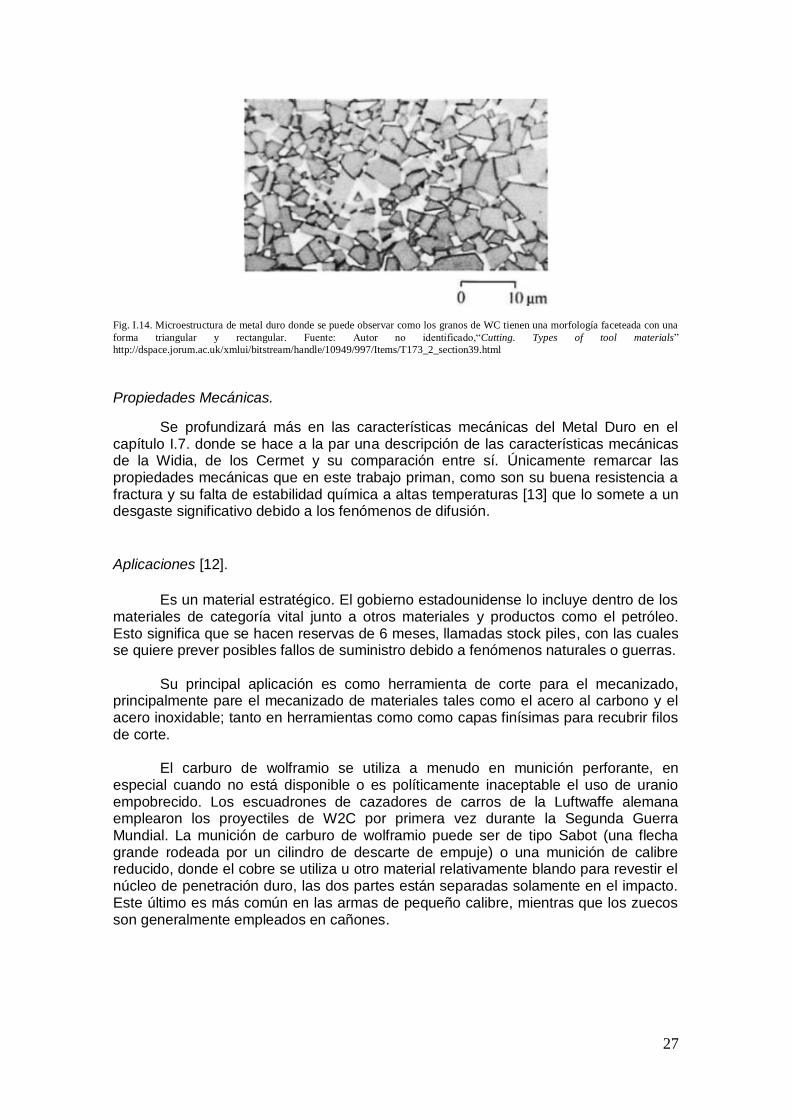
Fig. I.14. Microestructura de metal duro donde se puede observar como los granos de WC tienen una morfología faceteada con una
forma triangular y rectangular. Fuente: Autor no identificado,“Cutting. Types of tool materials”
http://dspace.jorum.ac.uk/xmlui/bitstream/handle/10949/997/Items/T173_2_section39.html
Propiedades Mecánicas.
Se profundizará más en las características mecánicas del Metal Duro en el capítulo I.7. donde se hace a la par una descripción de las características mecánicas de la Widia, de los Cermet y su comparación entre sí. Únicamente remarcar las propiedades mecánicas que en este trabajo priman, como son su buena resistencia a fractura y su falta de estabilidad química a altas temperaturas [13] que lo somete a un desgaste significativo debido a los fenómenos de difusión.
Aplicaciones [12].
Es un material estratégico. El gobierno estadounidense lo incluye dentro de los
materiales de categoría vital junto a otros materiales y productos como el petróleo. Esto significa que se hacen reservas de 6 meses, llamadas stock piles, con las cuales se quiere prever posibles fallos de suministro debido a fenómenos naturales o guerras.
Su principal aplicación es como herramienta de corte para el mecanizado,
principalmente pare el mecanizado de materiales tales como el acero al carbono y el acero inoxidable; tanto en herramientas como como capas finísimas para recubrir filos de corte.
El carburo de wolframio se utiliza a menudo en munición perforante, en
especial cuando no está disponible o es políticamente inaceptable el uso de uranio empobrecido. Los escuadrones de cazadores de carros de la Luftwaffe alemana emplearon los proyectiles de W2C por primera vez durante la Segunda Guerra Mundial. La munición de carburo de wolframio puede ser de tipo Sabot (una flecha grande rodeada por un cilindro de descarte de empuje) o una munición de calibre reducido, donde el cobre se utiliza u otro material relativamente blando para revestir el núcleo de penetración duro, las dos partes están separadas solamente en el impacto. Este último es más común en las armas de pequeño calibre, mientras que los zuecos son generalmente empleados en cañones.
28
También se utiliza para la fabricación de instrumentos quirúrgicos destinados a la cirugía abierta (tijeras, pinzas, pinzas, cuchillas manijas, etc) y la cirugía laparoscópica (pinzas, tijeras / cortador, porta agujas, cauterización, etc.) Son mucho más caros que sus homólogos de acero inoxidable y requieren un manejo delicado, pero dan un mejor rendimiento.
También es habitual verlo en aplicaciones deportivas, como herraje de los
caballos, tachuelas de metal para neumáticos de bicilcleta, picos de escalada o bastenes para hiking. Así como en joyería.
6. Carbonitruro de Titanio. Denominación.
Como se ha dicho los Cermets y los Carburos cementados pertenecen al
grupo de materiales compuestos de matriz metálica (MMC) pero se suelen dejar fuera de dicho conjunto ya que presentan características propias, poseen un grado de desarrollo superior al resto de MMC´s y existen un conjunto de ellos donde la fase mayoritaria es la parte cerámica y que pertenecen por tanto al grupo de materiales compuestos de matriz mineral.
La palabra Cermet deriva de las sílabas “cer” de cerámica y “met” de metal
[16], al igual que los carburos cementados, estos materiales presentan una combinación de material metálico con material cerámico, siendo las cerámicas que se suelen emplear Carburo de Silicio, Carburo de Titanio o de Tántalio. Sin embargo este término, en la industria de los materiales de corte se ha reservado para aquellos materiales que presentan como cerámica Carburo de Titanio (TiC), Nitruro de Titanio (TiN) y Carbonitruro de Titanio (TiCN), siendo la parte metálica Níquel o Cobalto. A lo largo de la memoria se trabajar con el material TiCN-Co y el empleo de la terminología “Cermets”, “Carburo de Titanio” o “Carbonitruro de Titanio”metal duro” será completamente indiferente, haciendo siempre referencia al TiCN-Co. Historia [17]
Durante la segunda guerra mundial, científicos alemanes desarrollaron cermets usando como cerámico óxidos. Lo utilizaron para fabricar piezas de motores de avión, tanto a reacción como de hélices, puesto que resistían altas temperaturas y eran más ligeros que las aleaciones metálicas corrientes.
La Fuerza Aérea de los Estados Unidos advirtió un gran potencial en este tipo
de materiales y financió investigaciones en centros como la Universidad Estatal de Ohio y la Universidad de Ilinois entre otras, obteniendo un moderado éxito. De hecho la palabra Cermet fue acuñada por la Fuerza Aérea del os Estados Unidos.
La tecnología existente en los años 50 alcanzó el límite de los motores a
reacción donde ya había poco margen de mejora. Este hecho junto al rechazo por parte de los fabricantes de desarrollar motores de base cerámica provocó un estancamiento en el desarrollo de los Cermets durante esta década.
29
El interés se renovó en los años de la década de los 60 cuando el Nitruro de Silicio y el Carburo de Silicio se convirtieron en uno de los principales focos de estudio de la Ciencia de los Materiales, consiguiéndose avances en su producción industrial mediante el sinterizado. Ambos materiales poseían una mejor resistencia al choque térmico, alta resistencia y una conductividad térmica moderada.
Desde entonces otros carburos cementados se han desarrollado en función de
las necesidades particulares que se deseaban mejorar como, por ejemplo, el Carburo de Titanio, que se adapta mejor para el corte de acero, y el Carburo de Tantalio, que es más duro que el Carburo de Wolframio. Metalografía.
El TiCN fue desarrollado a partir de TiC mediante la adición de TiN en los años 70.
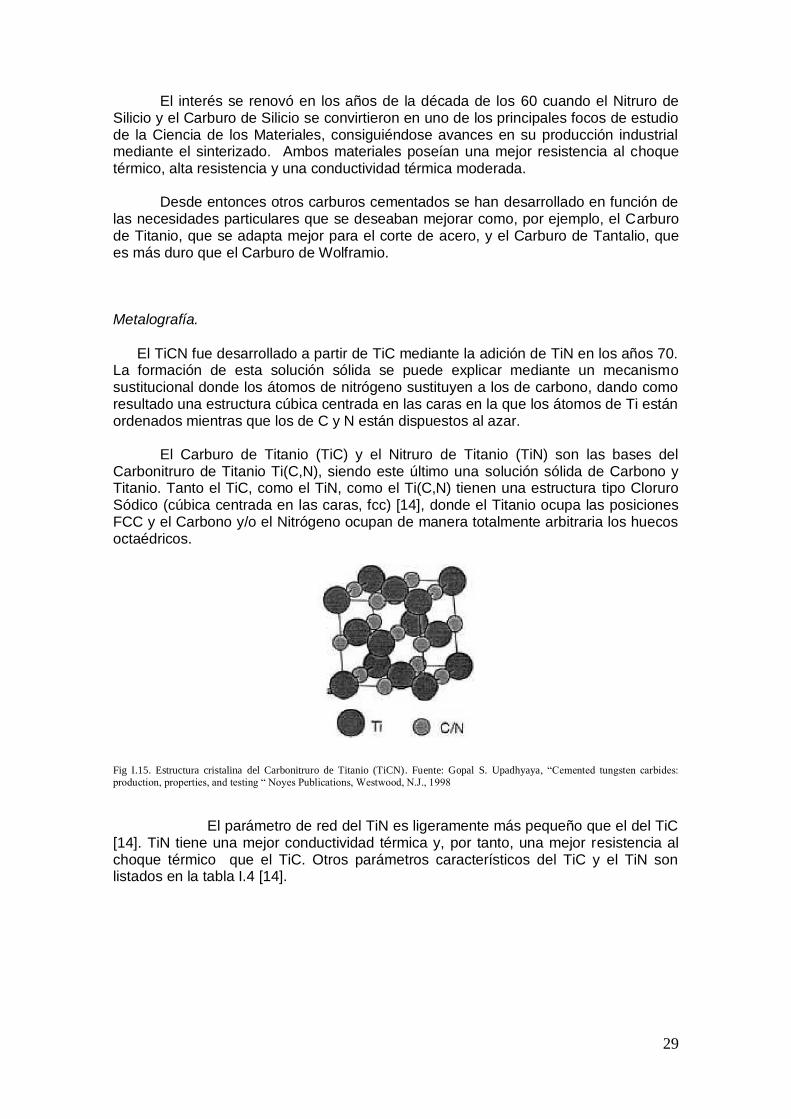
La formación de esta solución sólida se puede explicar mediante un mecanismo sustitucional donde los átomos de nitrógeno sustituyen a los de carbono, dando como resultado una estructura cúbica centrada en las caras en la que los átomos de Ti están ordenados mientras que los de C y N están dispuestos al azar.
El Carburo de Titanio (TiC) y el Nitruro de Titanio (TiN) son las bases del Carbonitruro de Titanio Ti(C,N), siendo este último una solución sólida de Carbono y Titanio. Tanto el TiC, como el TiN, como el Ti(C,N) tienen una estructura tipo Cloruro Sódico (cúbica centrada en las caras, fcc) [14], donde el Titanio ocupa las posiciones FCC y el Carbono y/o el Nitrógeno ocupan de manera totalmente arbitraria los huecos octaédricos.
Fig I.15. Estructura cristalina del Carbonitruro de Titanio (TiCN). Fuente: Gopal S. Upadhyaya, “Cemented tungsten carbides:
production, properties, and testing “ Noyes Publications, Westwood, N.J., 1998
El parámetro de red del TiN es ligeramente más pequeño que el del TiC
[14]. TiN tiene una mejor conductividad térmica y, por tanto, una mejor resistencia al choque térmico que el TiC. Otros parámetros característicos del TiC y el TiN son listados en la tabla I.4 [14].
30
Tabla I.4. Propiedades del Carburo de Titanio (TiC) y el Nituro de Titanio (TiN). Fuente: Shanyong Zhang, “Titanium carbonitride-
based cermets: processes and properties.” CSIC- School of Mechanical and Production Engineering, Nanyang Technological
University, Singapore, 1993
Compuesto Punto de
Fusión (ºC)
Microdureza
(𝒌𝒈𝒇
𝒎𝒎𝟐)
Densidad
(𝒈
𝒄𝒎𝟐)
Parámetro de red (Å)
Parámetro de red (Å)
TiC 3140 3200 4.92 4.322 4.320
TiN 2930 2000 5.22 4.242 4.240
Dado que el TiC y el TiN son isomorfos, los átamos de Carbono en la red
cristalina del TiC puede ser reemplazados por átomos de Nitrógeno en cualquier proporpoción. Esta estructura es muy sensible a los cambios de presión y temperatura de manera que al aumentar una de ellas puede difundir Carbono, o Nitrógeno, hacia fuera de esta estructura y dejar una estructura superestequiométrica [15].
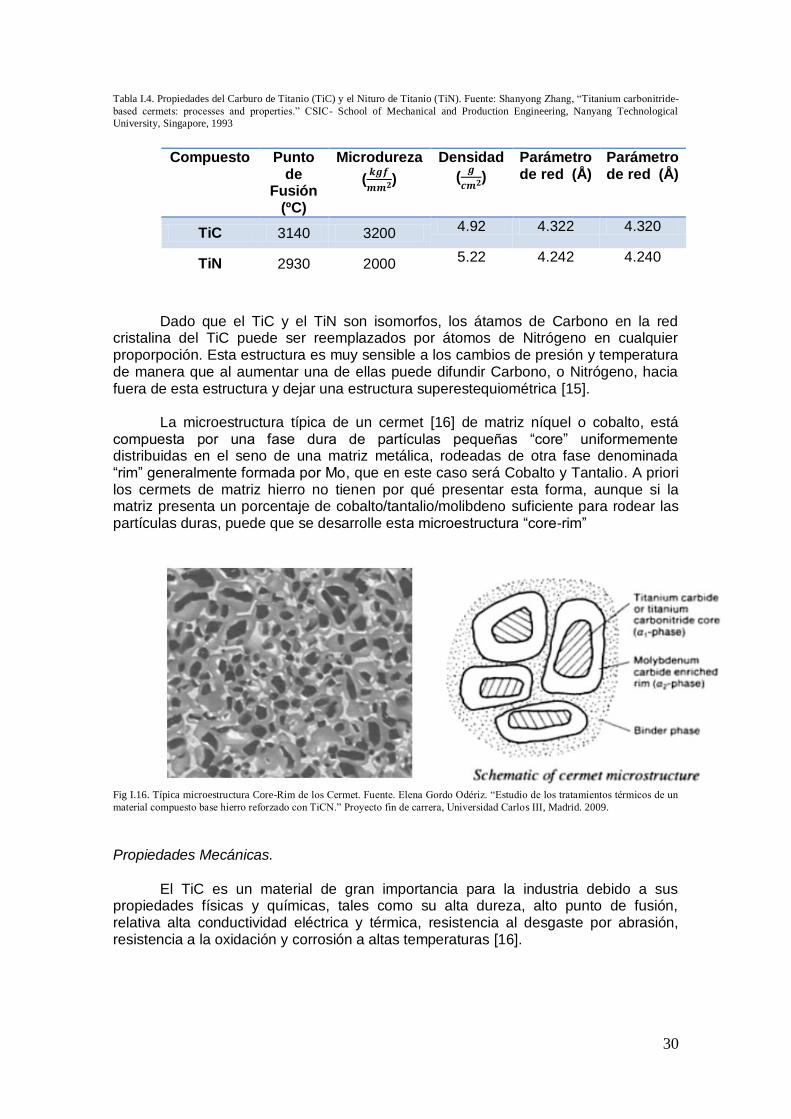
La microestructura típica de un cermet [16] de matriz níquel o cobalto, está
compuesta por una fase dura de partículas pequeñas “core” uniformemente distribuidas en el seno de una matriz metálica, rodeadas de otra fase denominada “rim” generalmente formada por Mo, que en este caso será Cobalto y Tantalio. A priori los cermets de matriz hierro no tienen por qué presentar esta forma, aunque si la matriz presenta un porcentaje de cobalto/tantalio/molibdeno suficiente para rodear las partículas duras, puede que se desarrolle esta microestructura “core-rim”
Fig I.16. Típica microestructura Core-Rim de los Cermet. Fuente. Elena Gordo Odériz. “Estudio de los tratamientos térmicos de un
material compuesto base hierro reforzado con TiCN.” Proyecto fin de carrera, Universidad Carlos III, Madrid. 2009.
Propiedades Mecánicas.
El TiC es un material de gran importancia para la industria debido a sus
propiedades físicas y químicas, tales como su alta dureza, alto punto de fusión, relativa alta conductividad eléctrica y térmica, resistencia al desgaste por abrasión, resistencia a la oxidación y corrosión a altas temperaturas [16].
31
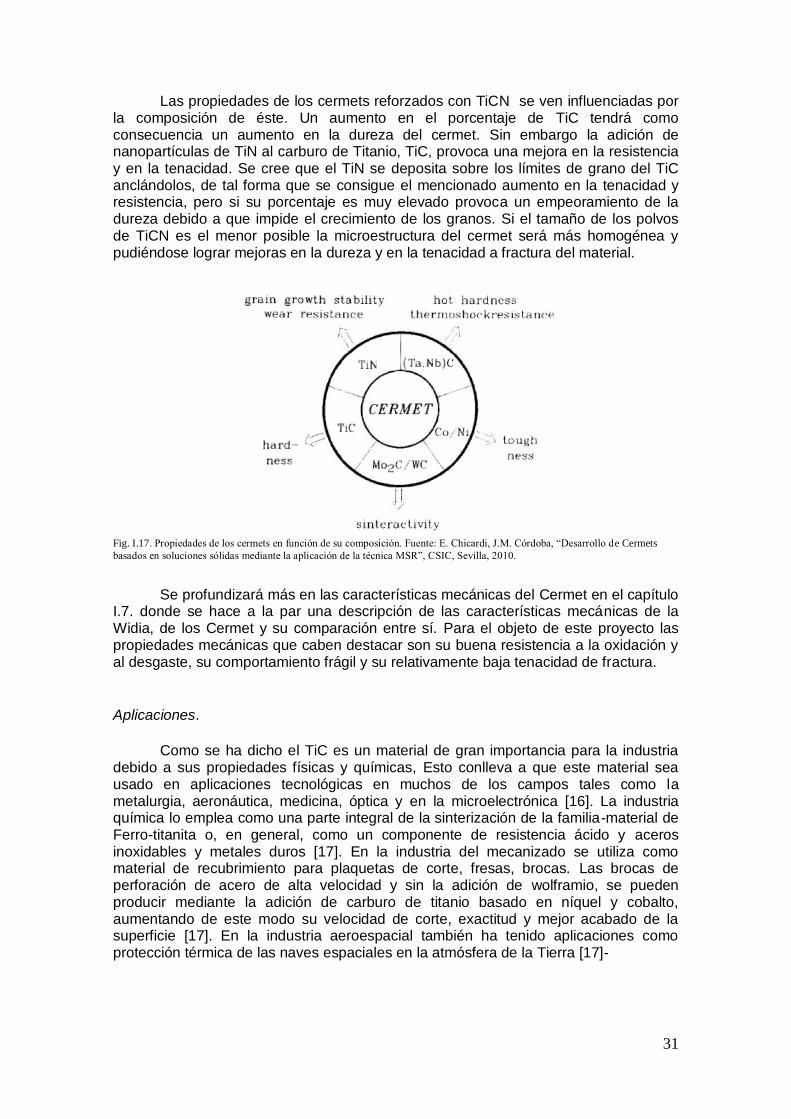
Las propiedades de los cermets reforzados con TiCN se ven influenciadas por la composición de éste. Un aumento en el porcentaje de TiC tendrá como consecuencia un aumento en la dureza del cermet. Sin embargo la adición de nanopartículas de TiN al carburo de Titanio, TiC, provoca una mejora en la resistencia y en la tenacidad. Se cree que el TiN se deposita sobre los límites de grano del TiC anclándolos, de tal forma que se consigue el mencionado aumento en la tenacidad y resistencia, pero si su porcentaje es muy elevado provoca un empeoramiento de la dureza debido a que impide el crecimiento de los granos. Si el tamaño de los polvos de TiCN es el menor posible la microestructura del cermet será más homogénea y pudiéndose lograr mejoras en la dureza y en la tenacidad a fractura del material.
Fig. I.17. Propiedades de los cermets en función de su composición. Fuente: E. Chicardi, J.M. Córdoba, “Desarrollo de Cermets
basados en soluciones sólidas mediante la aplicación de la técnica MSR”, CSIC, Sevilla, 2010.
Se profundizará más en las características mecánicas del Cermet en el capítulo I.7. donde se hace a la par una descripción de las características mecánicas de la Widia, de los Cermet y su comparación entre sí. Para el objeto de este proyecto las propiedades mecánicas que caben destacar son su buena resistencia a la oxidación y al desgaste, su comportamiento frágil y su relativamente baja tenacidad de fractura.
Aplicaciones.
Como se ha dicho el TiC es un material de gran importancia para la industria
debido a sus propiedades físicas y químicas, Esto conlleva a que este material sea usado en aplicaciones tecnológicas en muchos de los campos tales como la metalurgia, aeronáutica, medicina, óptica y en la microelectrónica [16]. La industria química lo emplea como una parte integral de la sinterización de la familia-material de Ferro-titanita o, en general, como un componente de resistencia ácido y aceros inoxidables y metales duros [17]. En la industria del mecanizado se utiliza como material de recubrimiento para plaquetas de corte, fresas, brocas. Las brocas de perforación de acero de alta velocidad y sin la adición de wolframio, se pueden producir mediante la adición de carburo de titanio basado en níquel y cobalto, aumentando de este modo su velocidad de corte, exactitud y mejor acabado de la superficie [17]. En la industria aeroespacial también ha tenido aplicaciones como protección térmica de las naves espaciales en la atmósfera de la Tierra [17]-
32
Por su parte el TiN en la industria del mecanizado se emplea como recubrimiento para proteger el filo y aumentar la resistencia a la corrosión en la máquina de herramientas, tales como brocas y fresas [18]. Por su color similar al oro metálico se utiliza para recubrir bisutería y adornos de coches con propósitos decorativos. También se utiliza ampliamente como recubrimiento de la capa superior, por lo general con chapado de Níquel o Cromo, en accesorios de grifería y pomos de puerta [18]. Como recubrimiento se utiliza en la industria aeroespacial y aplicaciones militares y para proteger las superficies de deslizamiento de la suspensión horquillas de bicicletas y motocicletas, así como los ejes de choque de coches de radio control [18]. Los recubrimientos de TiN también se utilizan en prótesis, especialmente implantes de reemplazo de cadera, y otros implantes médicos [18]. Además, se utilizan en microelectrónica donde sirven como conductor barrera entre el dispositivo activo y los contactos de metal utilizados para hacerlo funcionar [18].
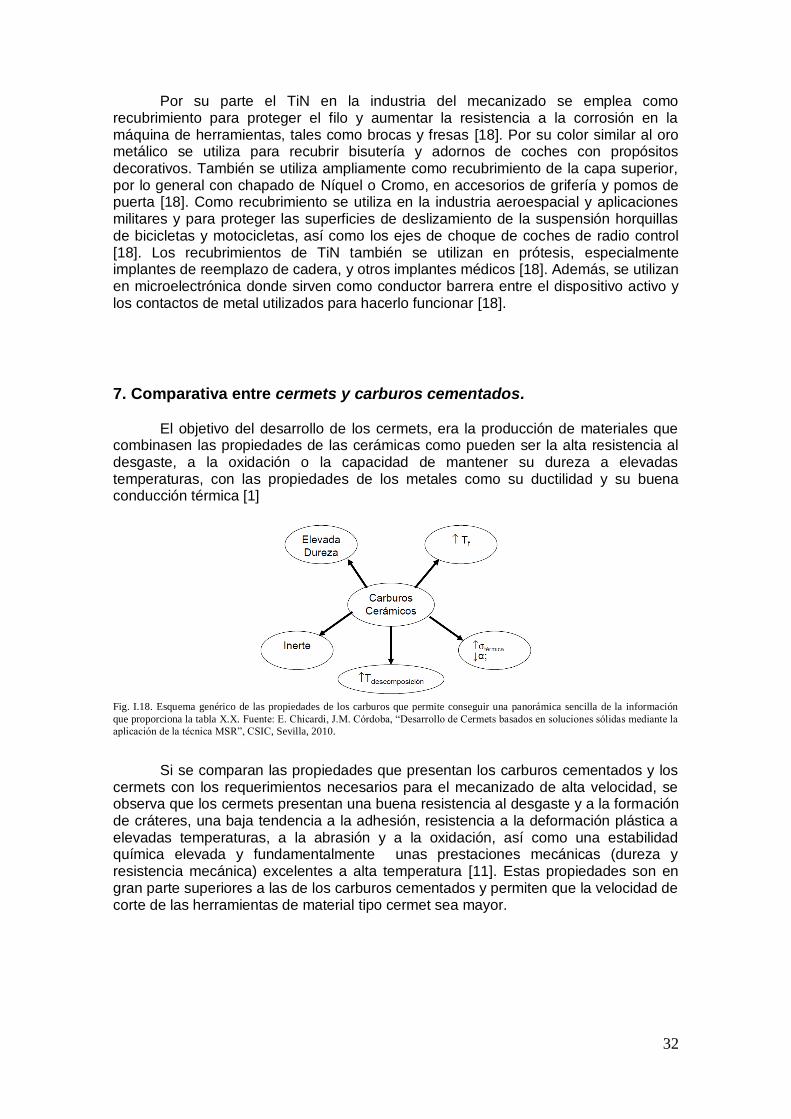
7. Comparativa entre cermets y carburos cementados. El objetivo del desarrollo de los cermets, era la producción de materiales que
combinasen las propiedades de las cerámicas como pueden ser la alta resistencia al desgaste, a la oxidación o la capacidad de mantener su dureza a elevadas temperaturas, con las propiedades de los metales como su ductilidad y su buena conducción térmica [1]
Fig. I.18. Esquema genérico de las propiedades de los carburos que permite conseguir una panorámica sencilla de la información
que proporciona la tabla X.X. Fuente: E. Chicardi, J.M. Córdoba, “Desarrollo de Cermets basados en soluciones sólidas mediante la
aplicación de la técnica MSR”, CSIC, Sevilla, 2010.
Si se comparan las propiedades que presentan los carburos cementados y los cermets con los requerimientos necesarios para el mecanizado de alta velocidad, se observa que los cermets presentan una buena resistencia al desgaste y a la formación de cráteres, una baja tendencia a la adhesión, resistencia a la deformación plástica a elevadas temperaturas, a la abrasión y a la oxidación, así como una estabilidad química elevada y fundamentalmente unas prestaciones mecánicas (dureza y resistencia mecánica) excelentes a alta temperatura [11]. Estas propiedades son en gran parte superiores a las de los carburos cementados y permiten que la velocidad de corte de las herramientas de material tipo cermet sea mayor.
33
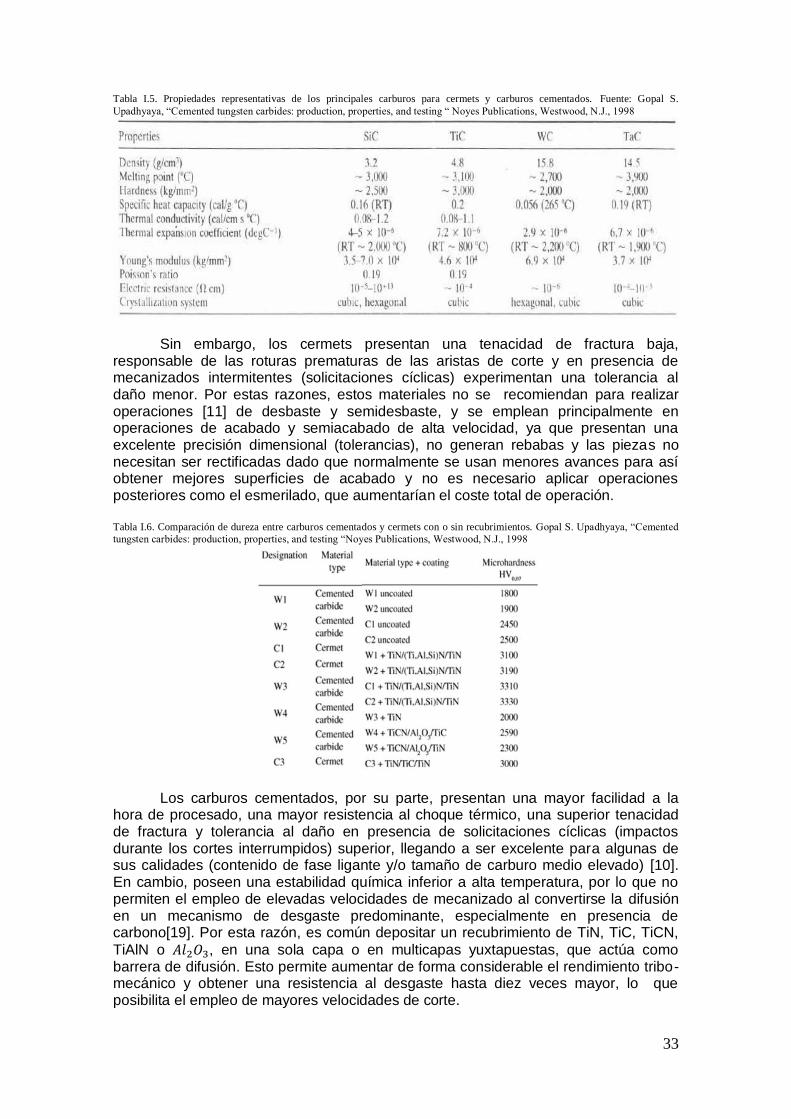
Tabla I.5. Propiedades representativas de los principales carburos para cermets y carburos cementados. Fuente: Gopal S.
Upadhyaya, “Cemented tungsten carbides: production, properties, and testing “ Noyes Publications, Westwood, N.J., 1998
Sin embargo, los cermets presentan una tenacidad de fractura baja,
responsable de las roturas prematuras de las aristas de corte y en presencia de mecanizados intermitentes (solicitaciones cíclicas) experimentan una tolerancia al daño menor. Por estas razones, estos materiales no se recomiendan para realizar operaciones [11] de desbaste y semidesbaste, y se emplean principalmente en operaciones de acabado y semiacabado de alta velocidad, ya que presentan una excelente precisión dimensional (tolerancias), no generan rebabas y las piezas no necesitan ser rectificadas dado que normalmente se usan menores avances para así obtener mejores superficies de acabado y no es necesario aplicar operaciones posteriores como el esmerilado, que aumentarían el coste total de operación. Tabla I.6. Comparación de dureza entre carburos cementados y cermets con o sin recubrimientos. Gopal S. Upadhyaya, “Cemented
tungsten carbides: production, properties, and testing “Noyes Publications, Westwood, N.J., 1998
Los carburos cementados, por su parte, presentan una mayor facilidad a la hora de procesado, una mayor resistencia al choque térmico, una superior tenacidad de fractura y tolerancia al daño en presencia de solicitaciones cíclicas (impactos durante los cortes interrumpidos) superior, llegando a ser excelente para algunas de sus calidades (contenido de fase ligante y/o tamaño de carburo medio elevado) [10]. En cambio, poseen una estabilidad química inferior a alta temperatura, por lo que no permiten el empleo de elevadas velocidades de mecanizado al convertirse la difusión en un mecanismo de desgaste predominante, especialmente en presencia de carbono[19]. Por esta razón, es común depositar un recubrimiento de TiN, TiC, TiCN,
TiAlN o 𝐴𝑙2𝑂3, en una sola capa o en multicapas yuxtapuestas, que actúa como barrera de difusión. Esto permite aumentar de forma considerable el rendimiento tribo-mecánico y obtener una resistencia al desgaste hasta diez veces mayor, lo que posibilita el empleo de mayores velocidades de corte.
34
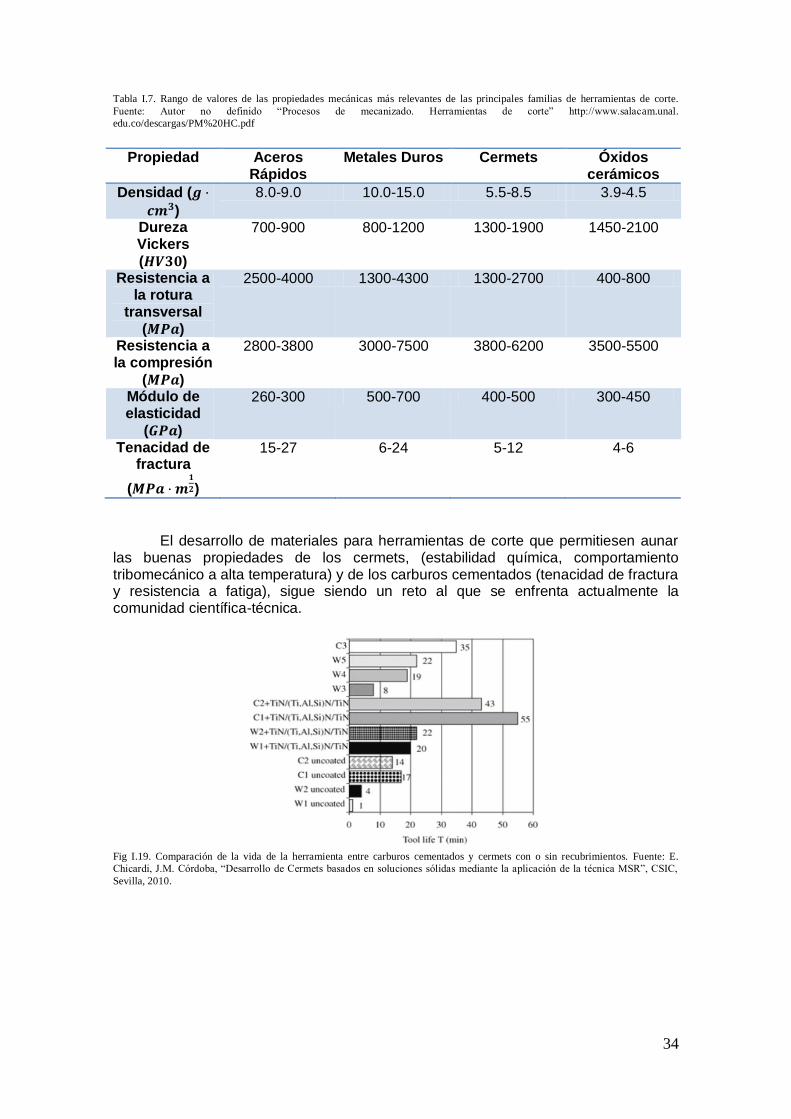
Tabla I.7. Rango de valores de las propiedades mecánicas más relevantes de las principales familias de herramientas de corte.
Fuente: Autor no definido “Procesos de mecanizado. Herramientas de corte” http://www.salacam.unal.
edu.co/descargas/PM%20HC.pdf
Propiedad Aceros
Rápidos Metales Duros Cermets Óxidos
cerámicos
Densidad (𝒈 ·𝒄𝒎𝟑)
8.0-9.0 10.0-15.0 5.5-8.5 3.9-4.5
Dureza Vickers
(𝑯𝑽𝟑𝟎)
700-900 800-1200 1300-1900 1450-2100
Resistencia a la rotura
transversal
(𝑴𝑷𝒂)
2500-4000 1300-4300 1300-2700 400-800
Resistencia a la compresión
(𝑴𝑷𝒂)
2800-3800 3000-7500 3800-6200 3500-5500
Módulo de elasticidad
(𝑮𝑷𝒂)
260-300 500-700 400-500 300-450
Tenacidad de fractura
(𝑴𝑷𝒂 · 𝒎𝟏
𝟐)
15-27 6-24 5-12 4-6
El desarrollo de materiales para herramientas de corte que permitiesen aunar
las buenas propiedades de los cermets, (estabilidad química, comportamiento tribomecánico a alta temperatura) y de los carburos cementados (tenacidad de fractura y resistencia a fatiga), sigue siendo un reto al que se enfrenta actualmente la comunidad científica-técnica.
Fig I.19. Comparación de la vida de la herramienta entre carburos cementados y cermets con o sin recubrimientos. Fuente: E.
Chicardi, J.M. Córdoba, “Desarrollo de Cermets basados en soluciones sólidas mediante la aplicación de la técnica MSR”, CSIC,
Sevilla, 2010.
35
8. Materiales laminados. Geometría a estudio. Los materiales laminados, que pueden considerarse como un caso extremo de los materiales con función gradiente, están proporcionando resultados excelentes en cerámicas en términos de [20]:
Fiabilidad mecánica; presencia de umbrales para los diferentes tipos de solicitaciones impuestas: estáticas, monotónicas y cíclicas.
Grado de absorción de energía durante la fractura y la propagación de grietas (fenómenos de desviación y bifurcación), si los comparamos con sus correspondientes constituyentes monolíticos.
Estos laminados también han mostrado una gran precisión a la hora de obtener
requerimientos mecánicos preestablecidos. Los laminados se pueden diseñar en función de la energía de fractura puesta en juego en la superficie de separación de las distintas capas. Por un lado, los laminados diseñados con uniones débiles poseen una mayor resistencia a la fractura debido a procesos de delaminación. Tras la fractura de la primera capa, la propagación de la grieta ocurrirá a lo largo de la superficie de unión débil con la segunda capa (la grieta se desvía del plano normal de carga), esto evita que el material presente un fallo catastrófico, un escenario de fractura donde la carga máxima aplicada no conduce a la extensión de una grieta inestable. Por otro lado, los laminados diseñados con superficies de unión fuertes presentan una alta resistencia al crecimiento de la grieta debido a la presencia de tensiones residuales de compresión, que actúan como una barrera a la propagación de las grietas. El aumento de la energía de fractura y el comportamiento de curva-R en estos laminados se asocia con los mecanismos de disipación de energía que se manifiestan durante el proceso de fractura, tales como [20]:
La detención de los defectos y grietas en las intercaras, que depende de la magnitud de las tensiones residuales de compresión e induce la presencia de un umbral mecánico y el consecuente aumento de la fiabilidad en servicio.
La presencia de fenómenos de desviación y bifurcación de grietas. Un diseño estructural usual es el que se asocia con la presencia de tensiones residuales de compresión. Las tensiones de compresión se pueden desarrollar en el laminado durante la etapa de enfriamiento en el proceso de sinterización debido a las diferencias en las propiedades elásticas y térmicas (módulo de Young´s, coeficiente de expansión térmica, etc.) entre las capas. La selección adecuada del diseño del laminado en términos de composición, grado de simetría (diseños simétricos son los más recomendables), relación de espesores de capas, número óptimo de las mismas, etc., permitirá controlar la magnitud y distribución de las tensiones termomecánicas y garantizar de esta forma los requerimientos en servicio [20]. Se puede realizar un diseño en el que las capas externas estén a compresión, si lo que se busca es aumentar la resistencia mecánica en la superficie en términos absolutos. En cambio, si las capas internas están a compresión, estas actúan como barrera a cualquier distribución heterogénea de defectos o grietas inherentes al procesado o generadas durante las condiciones de servicio, apareciendo un umbral de tensión, por debajo del cual el material se comporta de manera completamente fiable.
36
En este contexto, algunos autores han propuesto el empleo de materiales mixtos del tipo Ti(C,N)-WC-Co, en los que siempre se adicionan los Ti(C,N) al conjunto WC-Co, resultando muy complicado encontrar composiciones en las que se alcance el equilibrio mecánico deseado, mostrándose evidente al lector la importancia del objetivo de este trabajo.
Resultados más alentadores se han obtenido con los denominados metales
duros con función gradiente en sistemas multicomponentes también del tipo Ti(C,N)-WC-Co. Estos materiales se caracterizan por poseer una composición gradiente desde la superficie hacia el interior del material. En este sentido, es posible obtener materiales con una composición próxima a la de un carburo cementado (WC-Co) en la superficie y una composición más próxima a la de un cermet (Ti(C,N)-Co) en el interior y viceversa. La clave para obtener el tipo de material deseado con función gradiente radica en diseñar con precisión la composición química global del sistema, controlar rigurosamente las reacciones metalúrgicas, así como la atmósfera de trabajo durante la sinterización. En general, estos materiales presentan una aceptable tenacidad de fractura en la superficie (oponiéndose a la formación de grietas durante el mecanizado), comportándose en muchos casos mejor que los carburos cementados recubiertos. Además de la mejora en el rendimiento, estos materiales permiten eliminar el costoso proceso de recubrimiento por PVD y CVD, que puede alcanzar en muchos casos hasta un 15% de los costes totales de fabricación.
Sin embargo, la complejidad de los diagramas de equilibrio de fases y de las
reacciones metalúrgicas implicadas en estos sistemas multicomponentes con función gradiente hace que con frecuencia no sea posible alcanzar las propiedades y especificaciones deseadas [20]. De ahí que en este proyecto se haya trabajado con un laminado que sería un caso límite de los materiales con función gradiente, que pese a priori no esperar el mismo nivel de prestaciones sí ofrece a cambio un control del proceso y del producto final mucho más fiable y deseable.
9. Pulvimetalurgia. Proceso de manufactura.
La economía global actual ha producido un mercado extremadamente competitivo. Los ingenieros constantemente están comparando las ventajas y los inconvenientes de las técnicas de metalurgia de polvos con las restantes técnicas de conformado de piezas, como pueden ser el estampado, la fundición o el forjado. Mientras los fabricantes de piezas se han centrado en los materiales tradicionales empleados en pulvimetalurgia, muchos de ellos han empezado a trabajar con las aleaciones de mayores prestaciones fabricadas con una mayor temperatura de sinterización en un esfuerzo de optimizar las propiedades metalúrgicas y mecánicas de sus productos. A su vez los fabricantes de polvos y de hornos han apoyado esta tendencia dedicando su empeño a desarrollar nuevos productos y procedimientos [22].
La sinterización de alta temperatura es ciertamente no un concepto nuevo. La idea de sinterizar a temperaturas superiores a los 1150º ha sido común en la industria desde hace un tiempo [22]. Por ejemplo, el típico proceso de moldeo de metales por inyección que emplea temperaturas superiores a los 1250º con materiales de base hierro [23].Sin embargo, el empleo adecuado de estas procesos de sinterización de alta temperatura escogiendo una composición adecuada, un ciclo de compresión y térmico apropiado y, si es necesario, con la aplicación de presión llega a conseguir significativos y medibles beneficios en las piezas manufacturadas por metalurgia de polvos [24]. Sin embargo, la optimización de estos procesos requiere de un estudio previo cuidadoso para superar los distintos obstáculos que se presentan.
37
Como es sabido el sinterizado es un proceso que parte del material en polvo y mediante la combinación de presión y temperatura consigue la unión de las partículas. El proceso se realiza en hornos alimentados por cinta, en la cual se cargan las piezas en verde. Siendo las principales ventajas para decantarse por este método las siguientes [25],
- Pureza de los materiales de partida. - Piezas con porosidad uniforme y controlada. - Alto control en la composición del material. - Productos de piezas próximas a su forma final. - Posibilidad de fabricar pizas en prácticamente cualquier material, incluyendo
combinaciones de materiales diferentes y materiales cerámicos.
Ahora bien, esta técnica puede estar exenta de limitaciones como son las siguientes [25],
- Alto coste del material en polvo. - Limitaciones de diseño. - Limitaciones de tamaño de las piezas. - El material en polvo es muy nocivo para las personas haciendo necesario
protección. El proceso de manufactura empleado en este trabajo es la sinterización en
presencia de fase líquida. El Liquid-phase sintering (LPS) es una técnica importante para la obtención de componentes cerámicos densos a partir de piezas en verde de polvos compactados. En muchos sistemas cerámicos la formación de una fase líquida se usa, comúnmente, para ayudar a la sinterización y a la evolución microestructural. La cantidad de fase liquida oscila entre el 1 y el 20 % y se forma al calentar la mezcla de polvos cerámicos.
El propósito de la sinterización en presencia de fase líquida es [21]:
1. Aumentar la velocidad de densificación. 2. Acelerar el crecimiento de grano. 3. Producir propiedades específicas de los límites de grano.
Hay tres requisitos generales para la sinterización en presencia de fase liquida [21]:
1. Debe de estar presente una fase liquida a la temperatura de sinterización. 2. La fase liquida debe mojar adecuadamente al sólido, es decir el ángulo de
contacto ha de ser pequeño. 3. La solubilidad del sólido en la fase liquida debe ser apreciable.
La tensión superficial de la fase líquida que se forma es un factor importante
para determinar la velocidad de sinterización. La distribución de la fase líquida y las fases sólidas resultantes de la solidificación producida después del enfriamiento es crítica para lograr las propiedades requeridas del material sinterizado [21]. Usualmente, la cantidad de fase líquida formada durante la sinterización es pequeña.
La sinterización en presencia de fase líquida es particularmente efectiva para cerámicas tales como el Cermet y el Metal Duro, las cuales poseen un alto grado de enlace covalente y, por tanto, resulta complicado densificarlas por sinterización en estado sólido. El proceso también es importante cuando el uso de la sinterización en estado sólido es demasiado caro o se requieren altas temperaturas de fabricación.
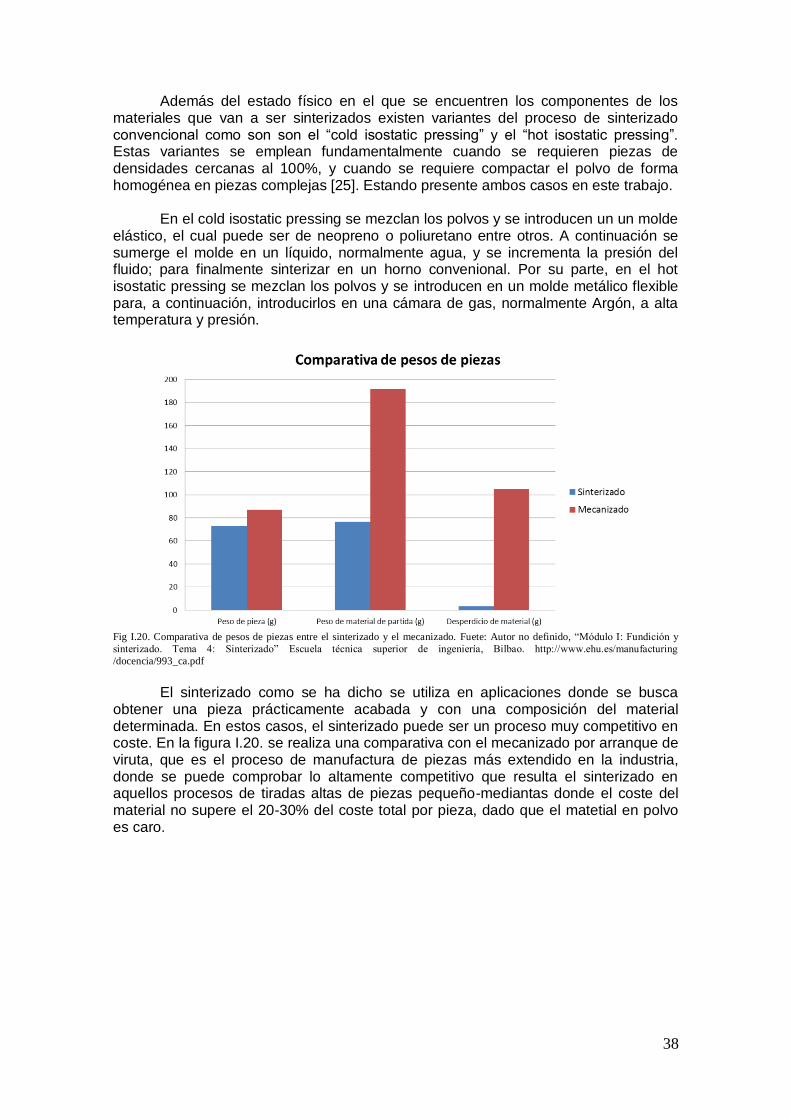
38
Además del estado físico en el que se encuentren los componentes de los materiales que van a ser sinterizados existen variantes del proceso de sinterizado convencional como son son el “cold isostatic pressing” y el “hot isostatic pressing”. Estas variantes se emplean fundamentalmente cuando se requieren piezas de densidades cercanas al 100%, y cuando se requiere compactar el polvo de forma homogénea en piezas complejas [25]. Estando presente ambos casos en este trabajo.
En el cold isostatic pressing se mezclan los polvos y se introducen un un molde
elástico, el cual puede ser de neopreno o poliuretano entre otros. A continuación se sumerge el molde en un líquido, normalmente agua, y se incrementa la presión del fluido; para finalmente sinterizar en un horno convenional. Por su parte, en el hot isostatic pressing se mezclan los polvos y se introducen en un molde metálico flexible para, a continuación, introducirlos en una cámara de gas, normalmente Argón, a alta temperatura y presión.
Fig I.20. Comparativa de pesos de piezas entre el sinterizado y el mecanizado. Fuete: Autor no definido, “Módulo I: Fundición y
sinterizado. Tema 4: Sinterizado” Escuela técnica superior de ingeniería, Bilbao. http://www.ehu.es/manufacturing
/docencia/993_ca.pdf
El sinterizado como se ha dicho se utiliza en aplicaciones donde se busca obtener una pieza prácticamente acabada y con una composición del material determinada. En estos casos, el sinterizado puede ser un proceso muy competitivo en coste. En la figura I.20. se realiza una comparativa con el mecanizado por arranque de viruta, que es el proceso de manufactura de piezas más extendido en la industria, donde se puede comprobar lo altamente competitivo que resulta el sinterizado en aquellos procesos de tiradas altas de piezas pequeño-mediantas donde el coste del material no supere el 20-30% del coste total por pieza, dado que el matetial en polvo es caro.
39
10. Objetivo del proyecto.
El presente proyecto se propone como objetivo central conseguir, mediante sinterizado, un laminado que alterne capas de cermet y metal duro y que sea capaz de mantener su integridad ante las importantes tensiones térmicas que se generan en el interior del mismo durante el ciclo térmico. Para ello se parte de unas mezclas maestras cuyas combinaciones de titanio, cobalto y tantalio para el cermet y de carburo de wolframio y cobalto han sido determinadas gracias a la contribución de proyectos de investigación precedentes a este texto.
Para conseguir estos propósitos los objetivos a conseguir en este proyecto son,
Optimización de la geometría. Esta etapa consiste en evaluar y estudiar cual será la estructura óptima del laminado con la que se conseguirá los mejores resultados. Por estructura se entiende el número de capas y los espesores relativos de las mismas.
Optimización de la composición. Estudio de la composición de las capas del laminado, es decir, determinar el porcentaje necesario de cobalto para cada capa del laminado, tanto al cermet como al metal duro, con el fin de la obtención de unas capas más duras, suficientemente tenaces y con un mayor agarre en las interfaces de unión.
Optimización del procesado. Establecer las sucesivas operaciones de conformado optimizando sus parámetros, desde el proceso de molienda de polvos hasta la compactación en verde del laminado y demás.
Características mecánicas. Estudio de la metalurgia de las capas y de la interfaz entre ellas, del tipo de unión que se forma entre las láminas, de su respuesta ante las grietas, así como una estimación del estado tensional y proceso que se ha producido durante la sinterización.
Con todo esto se va a establecer las composiciones, la ruta y el diseño que haya
proporcionado los mejores resultados en las caracterizaciones mecánicas sirviendo el resultado como punto de partida de las siguientes investigaciones que suceden a este proyecto.
40
11. Bibliografía.
[1] M.Bizarro, “Historia de los materiales”, Universidad Nacional Autónoma de
Madrid, Madrid
[2] Carlos Ferrer Giménez et al., “Fundamentos de ciencia de los materiales”,
Universidad Politécnica de Valencia, 2009.
[3] Cristóbal López Gálvez, Francisco Ramón Orozco Roldán, “Mecanizado”,
Paraninfo, Madrid, 2013.
[4] Confemetal, “Estudio de competitividad del sector industrial del mecanizado en
España” Observatorio Industrial del Metal, Fundación del metal para la formación,
cualificación y el empleo. 2012
[5] Eduardo Blanpain, “Teoría y práctica de las herramientas de corte”, 2a ed. amp.,
Barcelona, 1966.
[6] Guillermo Casto, “Mecanizado de Alta Velocidad” Departamento de ingeniería
mecánica F.I.U.B.A., 2008
[7] Juan Martín, Castellano Almoril, “Herramientas para mecanizado de alta
velocidad” http://www.tecsafer.com/pdf/Herramientas%20para%20Mecanizado%
20de%20Alta%20Velocidad.pdf
[8] Autor no definido “Procesos de mecanizado. Herramientas de corte”
http://www.salacam.unal.edu.co/descargas/PM%20HC.pdf
[9] Autor no definido, “Tecnología de los plásticos. Materiales compuestos”
http://tecnologiadelosplasticos.blogspot.com.es/2011/07/materiales-compuestos.html
[10] Paul Schwarzkopf, Richard Kieffer ,“Cemented carbides” , MacMillan, Nueva
York, 1960
[11] Gopal S. Upadhyaya, “Cemented tungsten carbides: production, properties, and
testing “ Noyes Publications, Westwood, N.J., 1998
[12] Wikipedia, “Carburo de Wolframio”
http://es.wikipedia.org/wiki/Carburo_de_wolframio #Propiedades_qu.C3.ADmicas
[13] List G, Nouari M, Géhin D, Gomez S, Manaud JP, Le Petitcorps Y, et al. “Wear
behaviour of cemented carbide tools in dry machining of aluminium alloy.” Wear,
2005.
[14] Shanyong Zhang, “Titanium carbonitride-based cermets: processes and
properties.” CSIC- School of Mechanical and Production Engineering, Nanyang
Technological University, Singapore, 1993
41
[15] J.M.Córdoba, “Reacciones de auto propagación inducidas mediante energía
mecánica (MSR): Sistemas metal – Carbono - Nitrógeno.” CSIC-Universidad de
Sevilla, Sevilla, 2007.
[16] E. Chicardi, J.M. Córdoba, “Desarrollo de Cermets basados en soluciones sólidas
mediante la aplicación de la técnica MSR”, CSIC, Sevilla, 2010.
[17] Wikipedia, “Carburo de Titanio”, http://es.wikipedia.org/wiki/Carburo_de_titanio
[18] Wikipedia, “Nituro de Titanio”, http://es.wikipedia.org/wiki/Nitruro_de_titanio
[19] Sandvik Hard Metal, “Comprender el metal duro.”
http://www2.sandvik.com/sandvik/0130/HI/SE03411.nsf/a0de78d35676d88d412567d9
00294747/ 4c7827530abfa4e1c1256b0a0034cc36/$FILE/h-9100%20spa%202.pdf
[20] Bermejo, R, Torres Hernández, Yadir, Sanchez Herencia,Javier, Baudin, C,
Anglada, Marc, et. al. “Residual stresses, strength and toughness of laminates with
different layer thickness ratios.” Acta materialia. 2006.
[21] Autor no definido, “Tema 14.- Sinterización en presencia de fase-líquida (LPS).”
Universidad de Oviedo
[22] John W. Schaberl, “Economics and benefits of high temperature sintering of high
performance alloys.” International Conference on Powder Metallurgy & Particulate
Materials, Orlando, Florida, USA, 2002.
[23] German, Randall M., “Powder Injection Molding.” ASM Handbook, Vol.7, ASM,
Metals Park, Ohio, 1998.
[24] Sanderow, Howard I., “High temperature sintering in ferrous powder metallurgy
components.” ASM Handbook, Vol.7, ASM, Metals Park, Ohio, 1998.
[25] Autor no definido, “Módulo I: Fundición y sinterizado. Tema 4: Sinterizado”
Escuela técnica superior de ingeniería, Bilbao. http://www.ehu.es/manufacturing
/docencia/993_ca.pdf
Capí tulo II
PROCEMIENTO EXPERIMENTAL
43
1. Procedimiento experimenta
En este estudio se llevan a cabo dos etapas. Una primera parte de procesado
del material y una segunda en la que se realiza una breve caracterización del material. En la FIgII.1. se pueden ver los pasos básicos que componen la mayoría de los procesos de sinterización, mientras que en la Fig II.2. se puede ver los pasos de la Fig.1 explicados con detalles tanto en el procedimiento experimental con el que se empezó como el procedimiento experimental óptimo que se obtuvo al final del trabajo. Se indica además en qué etapa se produce cada uno de los cambios.
Fig. II.1. Esquema de las macroetapas que constituyen el procedimiento experimental de todo proceso de fabricación por
sinterización.
Mezcla Compactación Prensado SinterizadoCaracterización
Microestructural
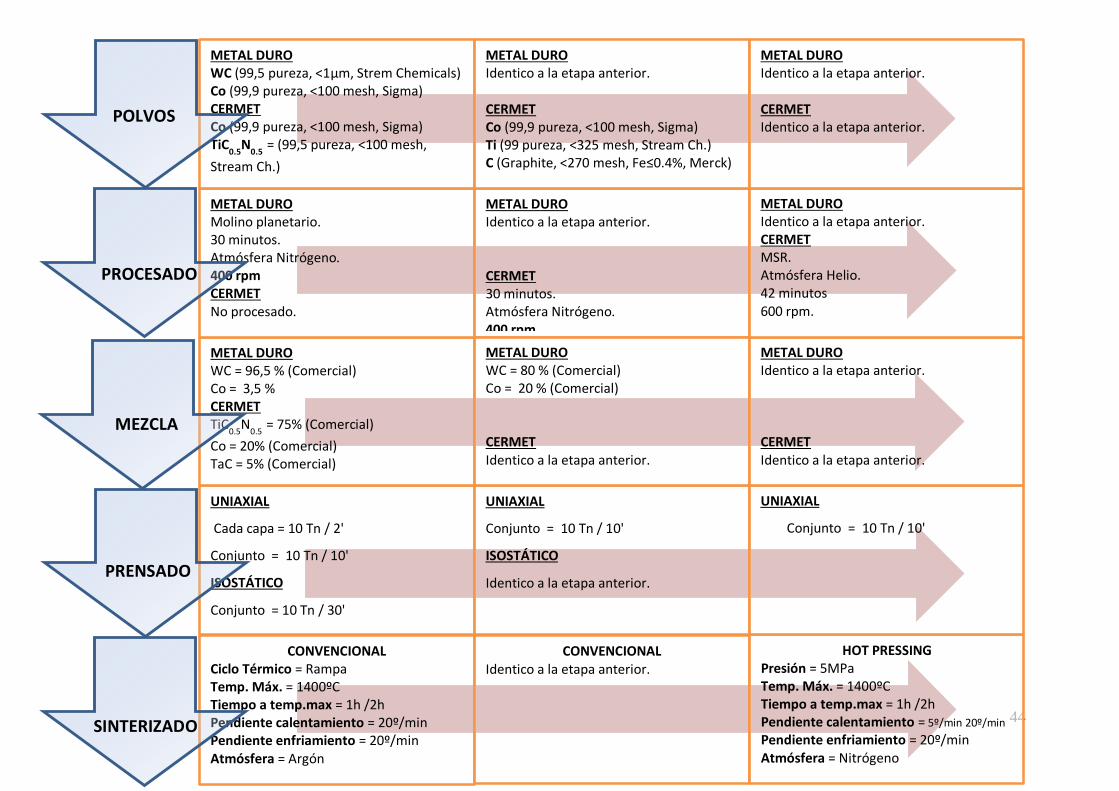
44
CONVENCIONAL Ciclo Térmico = Rampa Temp. Máx. = 1400ºC Tiempo a temp.max = 1h /2h Pendiente calentamiento = 20º/min Pendiente enfriamiento = 20º/min Atmósfera = Argón
UNIAXIAL
Cada capa = 10 Tn / 2'
Conjunto = 10 Tn / 10'
ISOSTÁTICO
Conjunto = 10 Tn / 30'
METAL DURO WC = 96,5 % (Comercial) Co = 3,5 % CERMET TiC
0.5N
0.5 = 75% (Comercial)
Co = 20% (Comercial) TaC = 5% (Comercial)
METAL DURO Molino planetario. 30 minutos. Atmósfera Nitrógeno. 400 rpm CERMET No procesado.
METAL DURO WC (99,5 pureza, <1μm, Strem Chemicals) Co (99,9 pureza, <100 mesh, Sigma) CERMET Co (99,9 pureza, <100 mesh, Sigma) TiC
0.5N
0.5 = (99,5 pureza, <100 mesh,
Stream Ch.)
METAL DURO Identico a la etapa anterior.
CERMET 30 minutos. Atmósfera Nitrógeno. 400 rpm
PRENSADO
SINTERIZADO
MEZCLA
PROCESADO
POLVOS
CONVENCIONAL
Identico a la etapa anterior.
UNIAXIAL
Conjunto = 10 Tn / 10'
ISOSTÁTICO
Identico a la etapa anterior.
METAL DURO WC = 80 % (Comercial) Co = 20 % (Comercial) CERMET Identico a la etapa anterior.
METAL DURO Identico a la etapa anterior.
CERMET Co (99,9 pureza, <100 mesh, Sigma) Ti (99 pureza, <325 mesh, Stream Ch.) C (Graphite, <270 mesh, Fe≤0.4%, Merck)
HOT PRESSING Presión = 5MPa Temp. Máx. = 1400ºC Tiempo a temp.max = 1h /2h Pendiente calentamiento = 5º/min 20º/min Pendiente enfriamiento = 20º/min Atmósfera = Nitrógeno
UNIAXIAL
Conjunto = 10 Tn / 10'
METAL DURO Identico a la etapa anterior. CERMET Identico a la etapa anterior.
METAL DURO Identico a la etapa anterior. CERMET MSR. Atmósfera Helio. 42 minutos 600 rpm.
METAL DURO Identico a la etapa anterior.
CERMET Identico a la etapa anterior.
45
2. Mezcla
Como hipótesis inicial se parte con una composición de Cermet, previamente determinada, de 0.3 gramos con un 20% en peso de cobalto. Lo cual viene a ser 0.24
gramos de 𝑇𝑖𝐶0.5𝑁0.5 y 0.06 gramos de cobalto. A partir de estas cantidades se elaboran cuatro pares de muestras con diferentes relaciones de espesor entre capas. Además 4 de ellas permanecerán en el horno 1 hora a 1400º y las otras 4 estarán 2 horas.
En una balanza de precisión AHZ-300 para laboratorio (Dimensiones externas:
285x185x95 mm.) se han realizado las pesadas de los polvos que posteriormente sinterizarían en el horno para constituir las muestras. Se caracteriza por tener un plato de acero inoxidable con dimensiones de 130 mm de diámetro.
Fig. II.3. Balanza de precisión AHZ-300.
El Metal Duro empleado es una mezcla de Carburo de Wolframio con un 20%
en peso de Cobalto, WC-20wt%Co (~30,6 vol%) obtenida de un proceso seco de mmolino planetario Pulverisette 4 (Fritsch) mezclando polvos comerciales de WC (pureza 99,5%, <1 µm, Strem Chemicals, Inc.) y Co (pureza 99,9%,<100 mesh, Sigma) durante 1 hora en un molino planetario (Pulverisette 7, Fritsch). Mientras que el Cermet TiC0.5N0.5-20 wt%Co (~ 12.7 vol%) es adquirido comercialmente a Strem Chemicals. Los jarros que se han usado como reactores para llevar a cabo el proceso mezcla y molienda eran de acero templado C67S y de una capacidad de 300 cm. Este tipo de molino dispone de un sistema de introducción de gases permitiendo trabajar en atmósfera inerte o reactiva
Fig.II.4. Molino planetario Pulverisette 4 (Fritsch).
46
Las probetas están constituidas por siete capas de láminas, pudiéndose ampliar o disminuir el número de capas si la optimización realizada en el estudio sobre el mismo así lo demanda. Las relaciones de espesores que se proponen y se estudian con el fin de determinar la geometría más óptima para el laminado son las que se muestran a continuación. La nomenclatura viene a ser (Cermet : metal duro ),
1 : 1
1 : 2
2 : 1
1 : ¼
3. Compactación de la mezcla Mediante la compactación de polvos se busca producir un material libre de defectos, homogéneamente denso y con una resistencia lo suficientemente elevada para su posterior manejo y maquinado, tratando de darle además la forma geométrica más cercana a su forma inicial pero teniendo en cuenta los fenómenos que afectan a la geometría, como pueden ser la reducción de tamaño durante la sinterización en fase líquida [1]. En un principio para la consolidación de los polvos se opta por la compactación doble que consiste en la compactación uniaxial y la isostática debido a la simplicidad en sí de estos procedimientos y a la sencillez geométrica de las probetas a estudio. Al final de la investigación un proceso MSR [8] es llevado a cabo en un molino planetario de bolas bajo una atmósfera de Nitrógeno, desenchandose la compactación isostática y manteniendo la uniaxial, de modo que se pasa de un sistema de compactación doble a un sistema de compactación simple. Este procedimiento se aprovecha del fuerte carácter exotérmico de la formación del Carbonitruro para promover la autopropagación de reacciones durante la molienda y se realiza en un y Molino planetario Pulverisette 7 (Fritsch)
Fig. II.5. Molino planetario Pulverisette 7 (Fritsch).
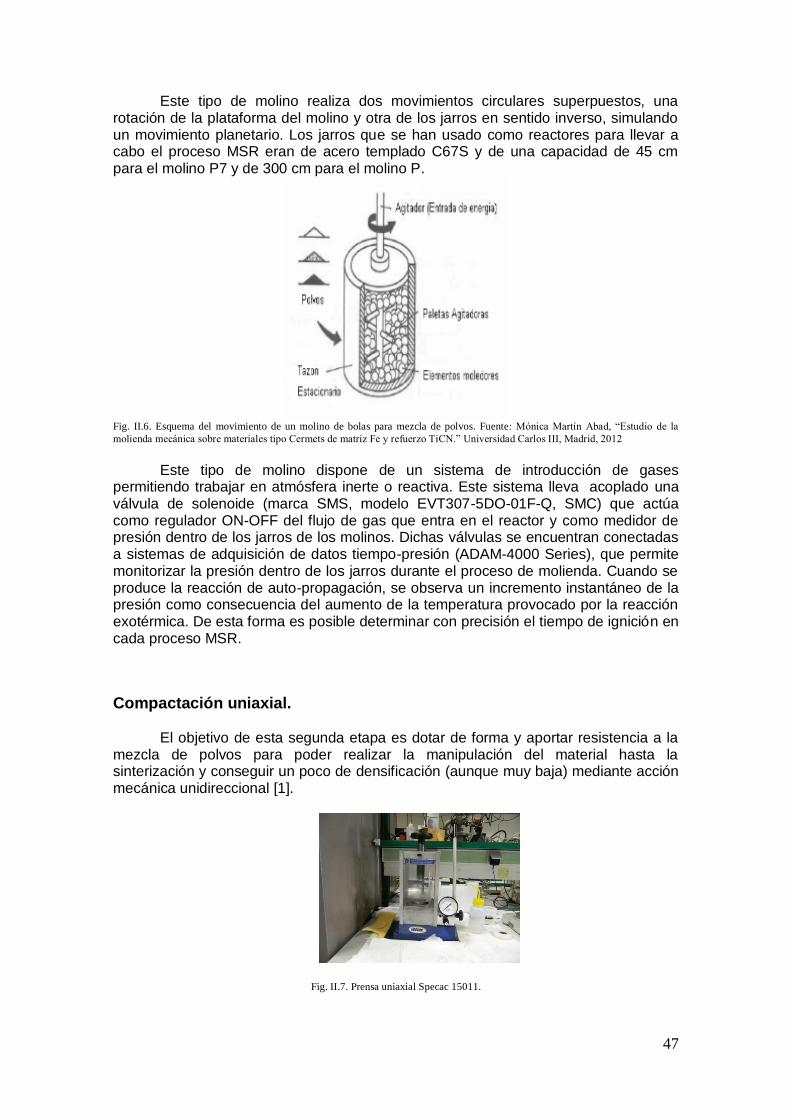
47
Este tipo de molino realiza dos movimientos circulares superpuestos, una rotación de la plataforma del molino y otra de los jarros en sentido inverso, simulando un movimiento planetario. Los jarros que se han usado como reactores para llevar a cabo el proceso MSR eran de acero templado C67S y de una capacidad de 45 cm para el molino P7 y de 300 cm para el molino P.
Fig. II.6. Esquema del movimiento de un molino de bolas para mezcla de polvos. Fuente: Mónica Martín Abad, “Estudio de la
molienda mecánica sobre materiales tipo Cermets de matriz Fe y refuerzo TiCN.” Universidad Carlos III, Madrid, 2012
Este tipo de molino dispone de un sistema de introducción de gases
permitiendo trabajar en atmósfera inerte o reactiva. Este sistema lleva acoplado una válvula de solenoide (marca SMS, modelo EVT307-5DO-01F-Q, SMC) que actúa como regulador ON-OFF del flujo de gas que entra en el reactor y como medidor de presión dentro de los jarros de los molinos. Dichas válvulas se encuentran conectadas a sistemas de adquisición de datos tiempo-presión (ADAM-4000 Series), que permite monitorizar la presión dentro de los jarros durante el proceso de molienda. Cuando se produce la reacción de auto-propagación, se observa un incremento instantáneo de la presión como consecuencia del aumento de la temperatura provocado por la reacción exotérmica. De esta forma es posible determinar con precisión el tiempo de ignición en cada proceso MSR.
Compactación uniaxial.
El objetivo de esta segunda etapa es dotar de forma y aportar resistencia a la mezcla de polvos para poder realizar la manipulación del material hasta la sinterización y conseguir un poco de densificación (aunque muy baja) mediante acción mecánica unidireccional [1].
Fig. II.7. Prensa uniaxial Specac 15011.
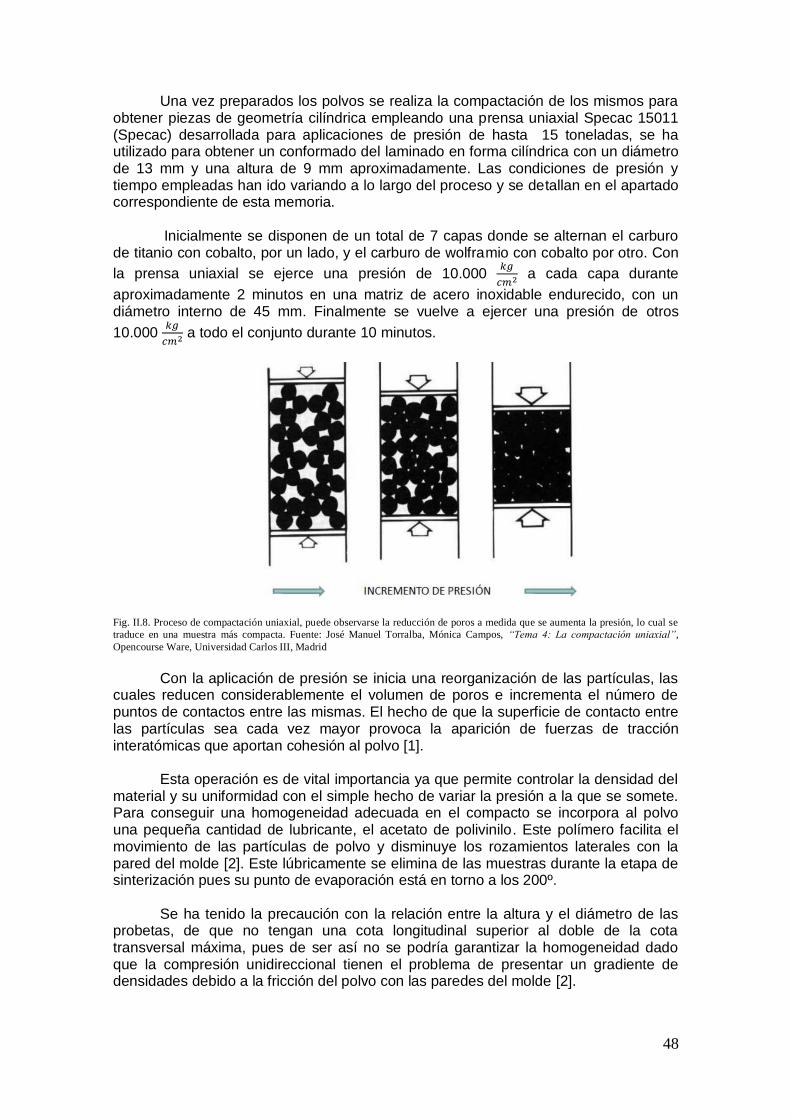
48
Una vez preparados los polvos se realiza la compactación de los mismos para obtener piezas de geometría cilíndrica empleando una prensa uniaxial Specac 15011 (Specac) desarrollada para aplicaciones de presión de hasta 15 toneladas, se ha utilizado para obtener un conformado del laminado en forma cilíndrica con un diámetro de 13 mm y una altura de 9 mm aproximadamente. Las condiciones de presión y tiempo empleadas han ido variando a lo largo del proceso y se detallan en el apartado correspondiente de esta memoria.
Inicialmente se disponen de un total de 7 capas donde se alternan el carburo
de titanio con cobalto, por un lado, y el carburo de wolframio con cobalto por otro. Con
la prensa uniaxial se ejerce una presión de 10.000 𝑘𝑔
𝑐𝑚2 a cada capa durante
aproximadamente 2 minutos en una matriz de acero inoxidable endurecido, con un diámetro interno de 45 mm. Finalmente se vuelve a ejercer una presión de otros
10.000 𝑘𝑔
𝑐𝑚2 a todo el conjunto durante 10 minutos.
Fig. II.8. Proceso de compactación uniaxial, puede observarse la reducción de poros a medida que se aumenta la presión, lo cual se
traduce en una muestra más compacta. Fuente: José Manuel Torralba, Mónica Campos, “Tema 4: La compactación uniaxial”,
Opencourse Ware, Universidad Carlos III, Madrid
Con la aplicación de presión se inicia una reorganización de las partículas, las cuales reducen considerablemente el volumen de poros e incrementa el número de puntos de contactos entre las mismas. El hecho de que la superficie de contacto entre las partículas sea cada vez mayor provoca la aparición de fuerzas de tracción interatómicas que aportan cohesión al polvo [1].
Esta operación es de vital importancia ya que permite controlar la densidad del material y su uniformidad con el simple hecho de variar la presión a la que se somete. Para conseguir una homogeneidad adecuada en el compacto se incorpora al polvo una pequeña cantidad de lubricante, el acetato de polivinilo. Este polímero facilita el movimiento de las partículas de polvo y disminuye los rozamientos laterales con la pared del molde [2]. Este lúbricamente se elimina de las muestras durante la etapa de sinterización pues su punto de evaporación está en torno a los 200º. Se ha tenido la precaución con la relación entre la altura y el diámetro de las probetas, de que no tengan una cota longitudinal superior al doble de la cota transversal máxima, pues de ser así no se podría garantizar la homogeneidad dado que la compresión unidireccional tienen el problema de presentar un gradiente de densidades debido a la fricción del polvo con las paredes del molde [2].

49
Prensado isostático.
Inicialmente para mejorar la compactación del polvo obtenido en el paso anterior se complementa el prensado uniaxial con el prensado isostático. La compactación isostática en frío funciona con sistemas inmiscibles capaces de obtener acabados de geometría compleja a partir de polvos. Es sabido que las propiedades de los compuestos consolidados por este método, y mezclados de forma aleatoria, son isotrópicas [3].
La compactación isostática en frío es una aplicación del teorema de Pascal,
según el cual cualquier presión aplicada sobre un fluido se transmite por igual en todas sus direcciones. La técnica se basa en la aplicación de una alta presión uniforme en todas las direcciones a un polvo de granulometría variada. Para conseguirse condiciones isostáticas es necesario sumergir el compacto en un fluido para la transmisión ideal de la presión en todas direcciones. La presión externa sólo es efectiva si el medio que transmite la presión no puede penetrar a través de los canales que suponen los poros abiertos del compacto poroso, esto obliga a sellar los poros lo cual puede conseguirse mediante el empleo de un molde cerrado y flexible (bolsa flexible). La mezcla de polvos s está suspendida en un líquido de un recipiente a presión durante 30 minutos. En este tipo de compactación no se requiere el empleo de ningún tipo de lubricante.
Fig. II.9. Prensa isostática Astur Sinter, mod. Enerpac A400IC.
La prensa isostática empleada es una Astur Sinter, mod. Enerpac A400IC.
Prensa equipada con un sistema de válvula A400IC que permite alcanzar una presión de hasta 2750 bares en el fluido (aceite) que se encuentra en el interior de la misma. La presión es transmitida desde este fluido a la muestra, que se encuentra envasada al vacío y protegida, en todas las direcciones, por lo que el compactado no posee direcciones preferenciales, obteniéndose una densidad homogénea en todo el material.

50
En esta prensa hidráulica se produce una densificación uniforme del polvo, lo cual conlleva a una reducción de esfuerzos internos y de eliminación de grietas, ambas inducidas durante la comprensión de la etapa anterior. Se reducen de manera sustancial los problemas de uniformidad que se daban en el prensado unidireccional, debidos al rozamiento entre el polvo, las paredes de la matriz y los punzones. Al evitarse este problema se pueden compactar grandes volúmenes de polvo con relaciones altura/diámetro elevadas. Al mismo tiempo, la compactación isostática es más eficiente que la unidireccional, obteniéndose densidades más elevadas para una misma presión aplicada [4].
A pesar de las altas presiones utilizadas y de la alta compactación de los
polvos que se alcanza, el porcentaje de porosidad sigue siendo elevado y solamente durante la sinterización se da una densificación hasta casi el máximo teórico, eliminando prácticamente toda la porosidad. Aun así el proceso resulta en una más alta calidad y mejora de las propiedades mecánicas de las muestras [2].
Fig. II.10. A la izquierda esquema del sistema de prensado isostático en frío. A la derecha imagen de la prensa abierta utilizada para
el prensado isostático. Fuente: Elena Gordo Odériz. “Estudio de los tratamientos térmicos de un material compuesto base hierro
reforzado con TiCN.” Proyecto fin de carrera, Universidad Carlos III, Madrid. 2009. ..
4. Sinterización
Este es un proceso de consolidación de polvos a temperaturas por debajo de la fusión del material (cuando se trata de un polvo elemental) o del componente mayoritario (cuando se trata de un material compuesto), que generalmente sigue a la compactación de las piezas para darles las características de dureza y resistencia adecuadas para su definitiva puesta en funcionamiento. Estando todo el proceso gobernado por un mecanismo de difusión en estado sólido o sólido-líquido si una de las fases llega a fundirse que provoca el crecimiento de los granos y el redondeo o eliminación de los poros [5].
51
Fig. II.11. Horno tubular AGNI modelo IGM 1360 RTH-180-50-1H. Inicialmente la sinterización se lleva a cabo Horno tubular AGNI modelo IGM
1360 RTH-180-50-1H. Es un horno tubular de alta temperatura que permite alcanzar una temperatura máxima de 1800ºC. Se encuentra conectado a un sistema de flujo de gases haciendo posible disponer de una atmósfera inerte durante el sinterizado. El tubo cerámico se encuentra refrigerado por aire y posee 3 zonas de calentamiento diferenciadas en la dirección radial del mismo. Después de una calibración realizada a 1000ºC, se determinó una zona isoterma central de unos 3 cm con una temperatura inferior en un 2% a la temperatura programada.
Fig. II.12. Determinación de la zona isoterma a 1000ºC de un horno tubular AGNI. Teniendo en cuenta que el gradiente de
temperatura disminuye a medida que aumenta ésta, al hacerlo la transferencia de calor por conducción, convección y radiación, se
supone que a temperaturas en torno a los 1500ºC-1600ºC, la variación entre la temperatura programada y la alcanzada por el horno
puede considerarse despreciable. Fuente: E. Chicardi, J.M. Córdoba, “Desarrollo de Cermets basados en soluciones sólidas mediante
la aplicación de la técnica MSR”, CSIC, Sevilla, 2010.
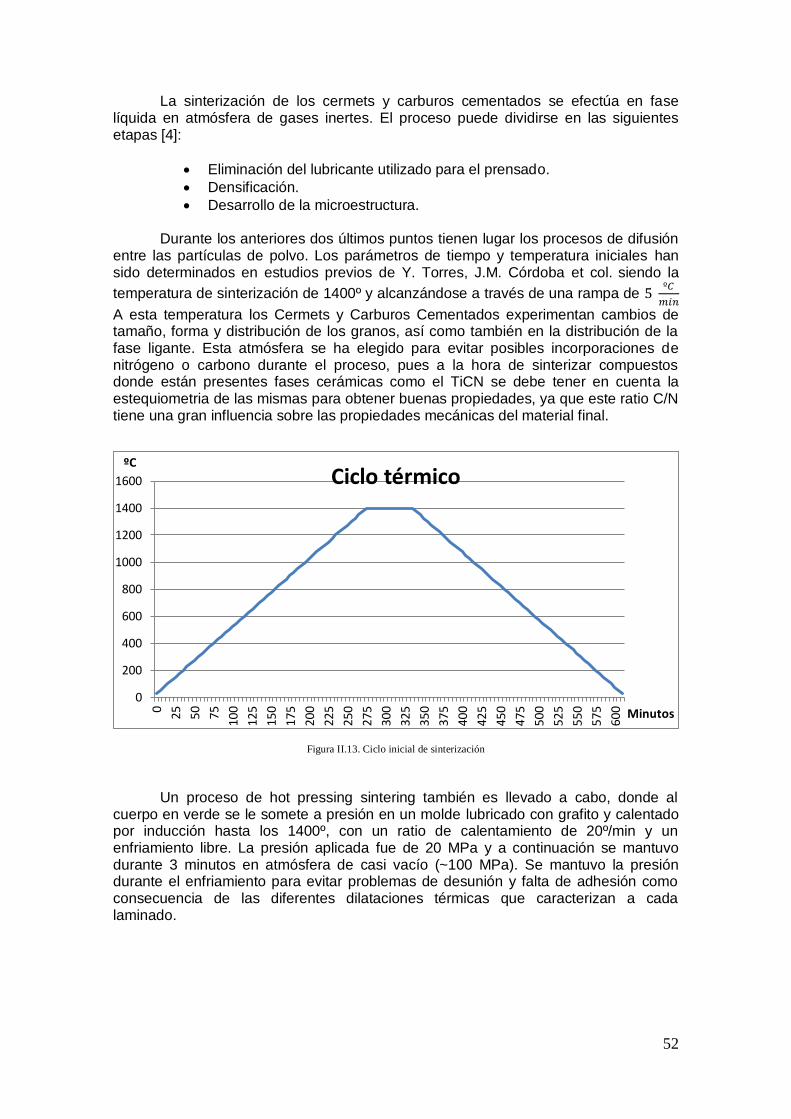
52
La sinterización de los cermets y carburos cementados se efectúa en fase líquida en atmósfera de gases inertes. El proceso puede dividirse en las siguientes etapas [4]:
Eliminación del lubricante utilizado para el prensado.
Densificación.
Desarrollo de la microestructura.
Durante los anteriores dos últimos puntos tienen lugar los procesos de difusión entre las partículas de polvo. Los parámetros de tiempo y temperatura iniciales han sido determinados en estudios previos de Y. Torres, J.M. Córdoba et col. siendo la
temperatura de sinterización de 1400º y alcanzándose a través de una rampa de 5 º𝐶
𝑚𝑖𝑛
A esta temperatura los Cermets y Carburos Cementados experimentan cambios de tamaño, forma y distribución de los granos, así como también en la distribución de la fase ligante. Esta atmósfera se ha elegido para evitar posibles incorporaciones de nitrógeno o carbono durante el proceso, pues a la hora de sinterizar compuestos donde están presentes fases cerámicas como el TiCN se debe tener en cuenta la estequiometria de las mismas para obtener buenas propiedades, ya que este ratio C/N tiene una gran influencia sobre las propiedades mecánicas del material final.
Figura II.13. Ciclo inicial de sinterización
Un proceso de hot pressing sintering también es llevado a cabo, donde al
cuerpo en verde se le somete a presión en un molde lubricado con grafito y calentado por inducción hasta los 1400º, con un ratio de calentamiento de 20º/min y un enfriamiento libre. La presión aplicada fue de 20 MPa y a continuación se mantuvo durante 3 minutos en atmósfera de casi vacío (~100 MPa). Se mantuvo la presión durante el enfriamiento para evitar problemas de desunión y falta de adhesión como consecuencia de las diferentes dilataciones térmicas que caracterizan a cada laminado.
0
200
400
600
800
1000
1200
1400
1600
0
25 50 75
100
125
150
175
200
225
250
275
300
325
350
375
400
425
450
475
500
525
550
575
600
ºC
Minutos
Ciclo térmico
53
5. Caracterización mecánica
La caracterización de los materiales se realiza fundamentalmente para entender el efecto que produce el tratamiento térmico aplicado. Se lleva a cabo un estudio micrográfico de los resultados obtenidos en la sinterización mediante el empleo de microscopía electrónica de barrido y, una vez obtenida la muestra definitiva, se analizan los elementos constituyentes de las capas y de la interfaz, se realizan medidas de microdureza, análisis sobre cómo se propagan las grietas, se determina la tenacidad de fractura y se estudia la morfología de la unión entre interfaces de las capas. Además, de un ensayo de Scratch y de flexión a 3 puntos.
La caracterización por microscopía electrónica de barrido del material
sinterizado requiere su preparación metalográfica para obtener una superficie especular de la muestra, completamente plana, libre de rugosidades y defectos. Esto es generalmente conocido como “pulido a espejo” y evita la dispersión de los haces de electrones para así poder observar la muestra de manera satisfactoria. En este preceso ha sido necesario hacer uso de:
Cortadora automática Remet Micromet.
Embutidora Remet mod. Evolution IPA 30E .
Pulidora automática Remet, mod. LS2.
Mucha es la información que puede suministrar un examen metalográfico, para ello es necesario preparar las muestras consiguiendo una superficie plana que no presenten alteraciones debidas al mecanizado u otras operaciones.
Fig. II.14. Pulidora automática Remet, modelo LS2
Análisis micrográfico. Microscopía electrónica de barrido (SEM)
La caracterización microestructural de las piezas se lleva a cabo mediante Microscopía electrónica de barrido (MEB), a fin de poder determinar la morfología de los granos, la distribución de las distintas fases, la visualización de la posible existencia de grietas a causa del efecto de las tensiones térmicas, la comprobación del grado de sinterización y del grado de difusión presente en las intercaras entre capas. El equipo empleado fue un microscopio Hitachi S- 4800 SEM-Field Emission Gun.
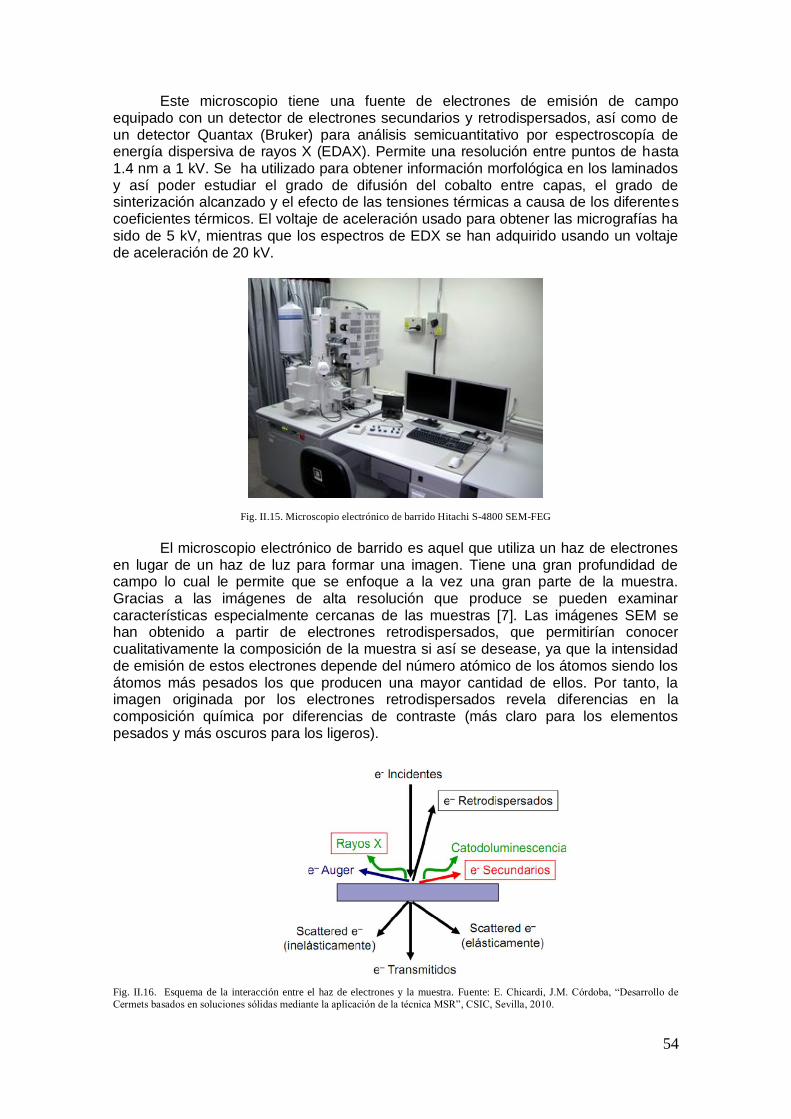
54
Este microscopio tiene una fuente de electrones de emisión de campo equipado con un detector de electrones secundarios y retrodispersados, así como de un detector Quantax (Bruker) para análisis semicuantitativo por espectroscopía de energía dispersiva de rayos X (EDAX). Permite una resolución entre puntos de hasta 1.4 nm a 1 kV. Se ha utilizado para obtener información morfológica en los laminados y así poder estudiar el grado de difusión del cobalto entre capas, el grado de sinterización alcanzado y el efecto de las tensiones térmicas a causa de los diferentes coeficientes térmicos. El voltaje de aceleración usado para obtener las micrografías ha sido de 5 kV, mientras que los espectros de EDX se han adquirido usando un voltaje de aceleración de 20 kV.
Fig. II.15. Microscopio electrónico de barrido Hitachi S-4800 SEM-FEG
El microscopio electrónico de barrido es aquel que utiliza un haz de electrones
en lugar de un haz de luz para formar una imagen. Tiene una gran profundidad de campo lo cual le permite que se enfoque a la vez una gran parte de la muestra. Gracias a las imágenes de alta resolución que produce se pueden examinar características especialmente cercanas de las muestras [7]. Las imágenes SEM se han obtenido a partir de electrones retrodispersados, que permitirían conocer cualitativamente la composición de la muestra si así se desease, ya que la intensidad de emisión de estos electrones depende del número atómico de los átomos siendo los átomos más pesados los que producen una mayor cantidad de ellos. Por tanto, la imagen originada por los electrones retrodispersados revela diferencias en la composición química por diferencias de contraste (más claro para los elementos pesados y más oscuros para los ligeros).
Fig. II.16. Esquema de la interacción entre el haz de electrones y la muestra. Fuente: E. Chicardi, J.M. Córdoba, “Desarrollo de
Cermets basados en soluciones sólidas mediante la aplicación de la técnica MSR”, CSIC, Sevilla, 2010.

55
Este equipo permite observar las muestras mediante la utilización de electrones secundarios (SE), para evaluar la micromorfología de la muestra, o empleando electrones retrodispersados para apreciar la microestructura [4], basándose en el contraste que presentan diferentes zonas en función del número atómico promedio de las fases.
Antes de llevar las muestras al microscopio se deben de realizar una serie pasos para preparar las muestras para obtener un corte perfecto y limpio, y así poder analizarlas de forma óptima. La preparación de dichas muestras se ha llevado a cabo siguiendo una ruta metalográfica convencional [6].
Para poder realizar el corte se requiere de unaembutición para su mejor manipulación y evaluación en el microscopio. La embutición se consigue mediante la aplicación de calor y presión para polimerizar resinas sintéticas, (resina termoplástica) que al polimerizar forman un cuerpo duro y compacto que puede ser desbastado, pulido y atacado con reactivos, sin colapso ni ruptura y que se mantiene en contacto íntimo con la muestra en todos los puntos. La dureza de la resina debe ser similar a la de la muestra para evitar que la superficie de la misma quede cóncava o convexa después del pulido. Además, hay que asegurar que la muestra y la resina queden totalmente unidas o de lo contrario se produce el efecto de borde. De ser así los elementos que se utilizan en el ataque químico para poder visualizarlo en el SEM producirían sobreataques en dichas zonas.
Fig. II.17. Resina empleada en la embutición.
La pastilla es un formato muy adecuado, puesto que no encarece el proceso, da cierta protección a la muestra y permite facilitar considerablemente su manipulación. Se ha utilizado una embutidora Remet mod. Evolution IPA 30E.
Fig. II.18. Embutidora Remet mod. Evolution IPA 30E.
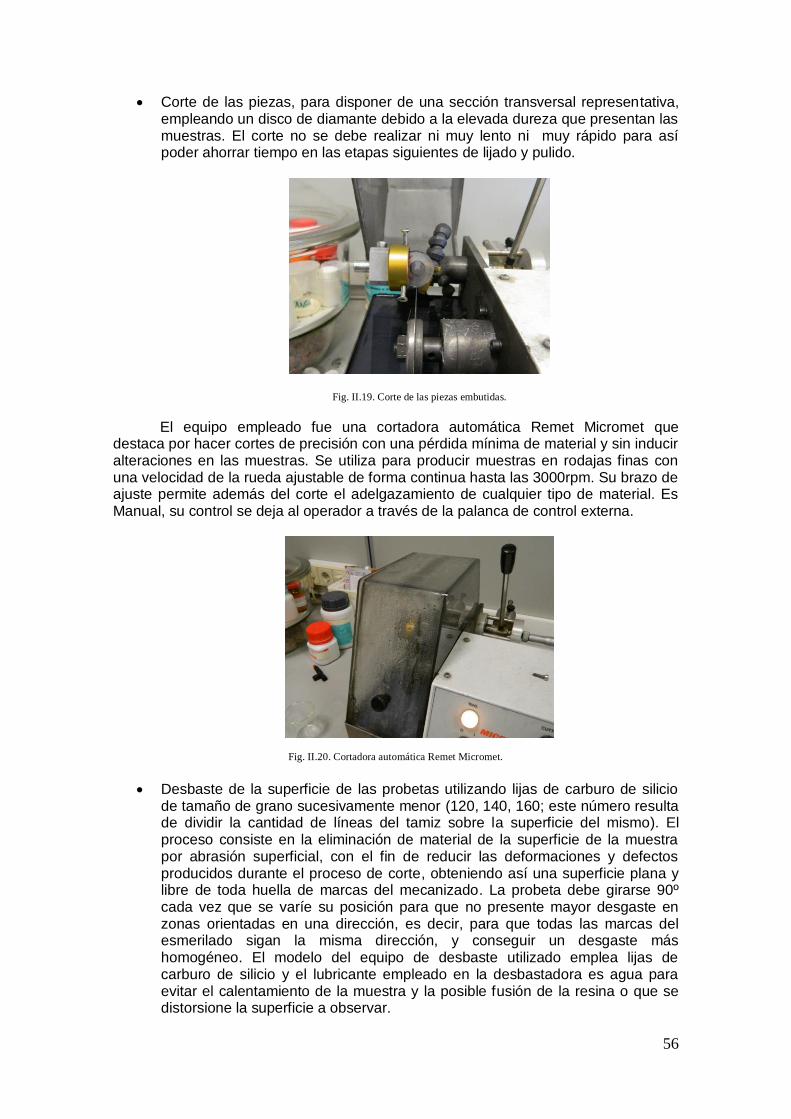
56
Corte de las piezas, para disponer de una sección transversal representativa, empleando un disco de diamante debido a la elevada dureza que presentan las muestras. El corte no se debe realizar ni muy lento ni muy rápido para así poder ahorrar tiempo en las etapas siguientes de lijado y pulido.
Fig. II.19. Corte de las piezas embutidas.
El equipo empleado fue una cortadora automática Remet Micromet que destaca por hacer cortes de precisión con una pérdida mínima de material y sin inducir alteraciones en las muestras. Se utiliza para producir muestras en rodajas finas con una velocidad de la rueda ajustable de forma continua hasta las 3000rpm. Su brazo de ajuste permite además del corte el adelgazamiento de cualquier tipo de material. Es Manual, su control se deja al operador a través de la palanca de control externa.
Fig. II.20. Cortadora automática Remet Micromet.
Desbaste de la superficie de las probetas utilizando lijas de carburo de silicio de tamaño de grano sucesivamente menor (120, 140, 160; este número resulta de dividir la cantidad de líneas del tamiz sobre la superficie del mismo). El proceso consiste en la eliminación de material de la superficie de la muestra por abrasión superficial, con el fin de reducir las deformaciones y defectos producidos durante el proceso de corte, obteniendo así una superficie plana y libre de toda huella de marcas del mecanizado. La probeta debe girarse 90º cada vez que se varíe su posición para que no presente mayor desgaste en zonas orientadas en una dirección, es decir, para que todas las marcas del esmerilado sigan la misma dirección, y conseguir un desgaste más homogéneo. El modelo del equipo de desbaste utilizado emplea lijas de carburo de silicio y el lubricante empleado en la desbastadora es agua para evitar el calentamiento de la muestra y la posible fusión de la resina o que se distorsione la superficie a observar.
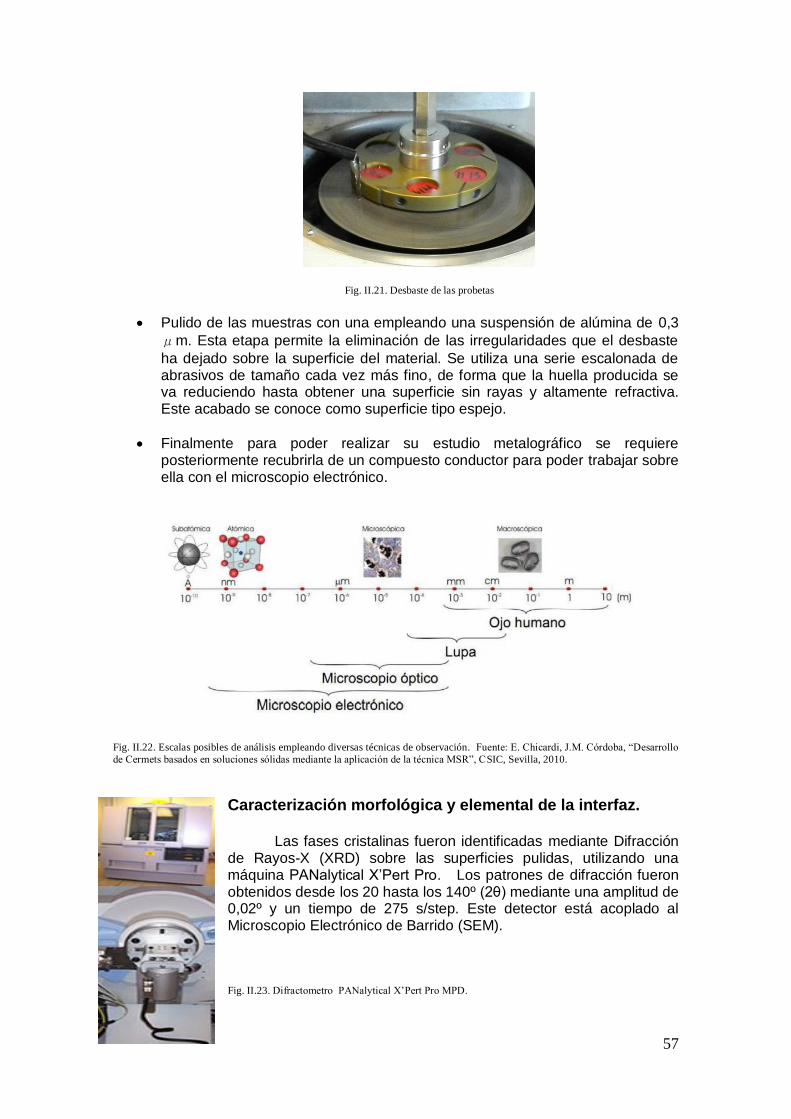
57
Fig. II.21. Desbaste de las probetas
Pulido de las muestras con una empleando una suspensión de alúmina de 0,3
μm. Esta etapa permite la eliminación de las irregularidades que el desbaste
ha dejado sobre la superficie del material. Se utiliza una serie escalonada de abrasivos de tamaño cada vez más fino, de forma que la huella producida se va reduciendo hasta obtener una superficie sin rayas y altamente refractiva. Este acabado se conoce como superficie tipo espejo.
Finalmente para poder realizar su estudio metalográfico se requiere posteriormente recubrirla de un compuesto conductor para poder trabajar sobre ella con el microscopio electrónico.
Fig. II.22. Escalas posibles de análisis empleando diversas técnicas de observación. Fuente: E. Chicardi, J.M. Córdoba, “Desarrollo
de Cermets basados en soluciones sólidas mediante la aplicación de la técnica MSR”, CSIC, Sevilla, 2010.
Caracterización morfológica y elemental de la interfaz.
Las fases cristalinas fueron identificadas mediante Difracción de Rayos-X (XRD) sobre las superficies pulidas, utilizando una máquina PANalytical X’Pert Pro. Los patrones de difracción fueron obtenidos desde los 20 hasta los 140º (2θ) mediante una amplitud de 0,02º y un tiempo de 275 s/step. Este detector está acoplado al Microscopio Electrónico de Barrido (SEM).
Fig. II.23. Difractometro PANalytical X’Pert Pro MPD.
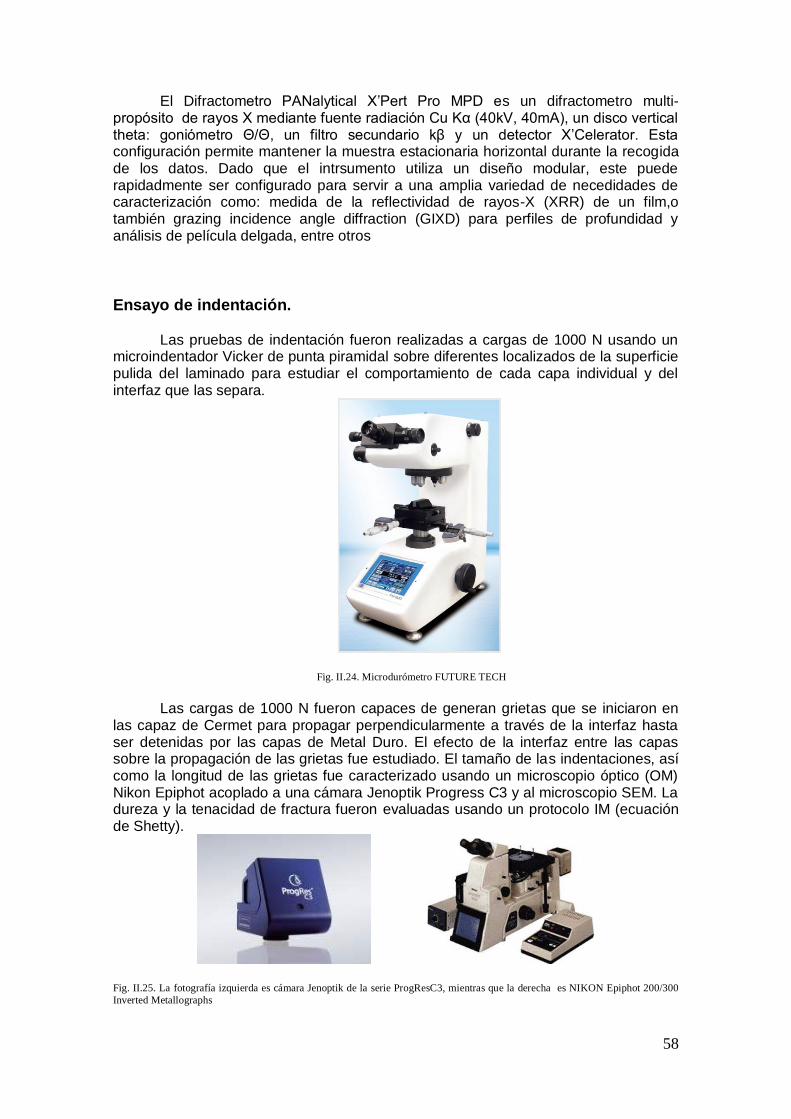
58
El Difractometro PANalytical X’Pert Pro MPD es un difractometro multi-propósito de rayos X mediante fuente radiación Cu Kα (40kV, 40mA), un disco vertical theta: goniómetro Θ/Θ, un filtro secundario kβ y un detector X’Celerator. Esta configuración permite mantener la muestra estacionaria horizontal durante la recogida de los datos. Dado que el intrsumento utiliza un diseño modular, este puede rapidadmente ser configurado para servir a una amplia variedad de necedidades de caracterización como: medida de la reflectividad de rayos-X (XRR) de un film,o también grazing incidence angle diffraction (GIXD) para perfiles de profundidad y análisis de película delgada, entre otros
Ensayo de indentación.
Las pruebas de indentación fueron realizadas a cargas de 1000 N usando un microindentador Vicker de punta piramidal sobre diferentes localizados de la superficie pulida del laminado para estudiar el comportamiento de cada capa individual y del interfaz que las separa.
Fig. II.24. Microdurómetro FUTURE TECH
Las cargas de 1000 N fueron capaces de generan grietas que se iniciaron en
las capaz de Cermet para propagar perpendicularmente a través de la interfaz hasta ser detenidas por las capas de Metal Duro. El efecto de la interfaz entre las capas sobre la propagación de las grietas fue estudiado. El tamaño de las indentaciones, así como la longitud de las grietas fue caracterizado usando un microscopio óptico (OM) Nikon Epiphot acoplado a una cámara Jenoptik Progress C3 y al microscopio SEM. La dureza y la tenacidad de fractura fueron evaluadas usando un protocolo IM (ecuación de Shetty).
Fig. II.25. La fotografía izquierda es cámara Jenoptik de la serie ProgResC3, mientras que la derecha es NIKON Epiphot 200/300
Inverted Metallographs
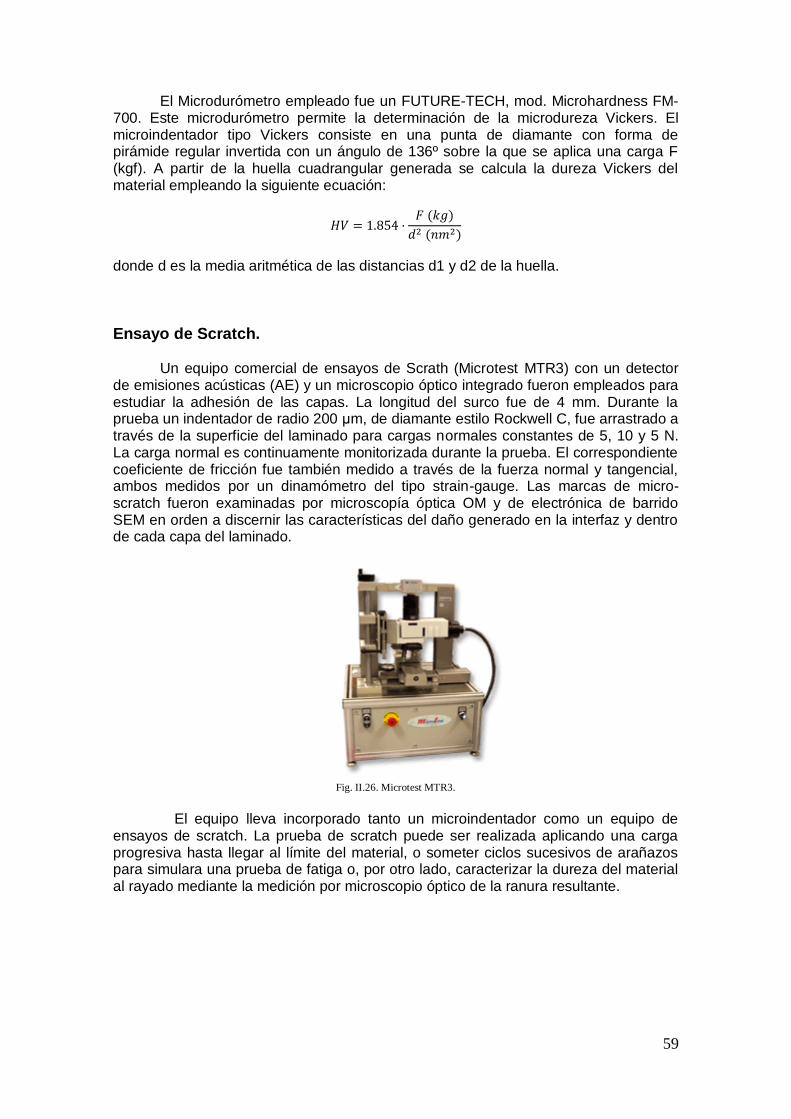
59
El Microdurómetro empleado fue un FUTURE-TECH, mod. Microhardness FM-700. Este microdurómetro permite la determinación de la microdureza Vickers. El microindentador tipo Vickers consiste en una punta de diamante con forma de pirámide regular invertida con un ángulo de 136º sobre la que se aplica una carga F (kgf). A partir de la huella cuadrangular generada se calcula la dureza Vickers del material empleando la siguiente ecuación:
𝐻𝑉 = 1.854 ·𝐹 (𝑘𝑔)
𝑑2 (𝑛𝑚2)
donde d es la media aritmética de las distancias d1 y d2 de la huella.
Ensayo de Scratch.
Un equipo comercial de ensayos de Scrath (Microtest MTR3) con un detector de emisiones acústicas (AE) y un microscopio óptico integrado fueron empleados para estudiar la adhesión de las capas. La longitud del surco fue de 4 mm. Durante la prueba un indentador de radio 200 μm, de diamante estilo Rockwell C, fue arrastrado a través de la superficie del laminado para cargas normales constantes de 5, 10 y 5 N. La carga normal es continuamente monitorizada durante la prueba. El correspondiente coeficiente de fricción fue también medido a través de la fuerza normal y tangencial, ambos medidos por un dinamómetro del tipo strain-gauge. Las marcas de micro-scratch fueron examinadas por microscopía óptica OM y de electrónica de barrido SEM en orden a discernir las características del daño generado en la interfaz y dentro de cada capa del laminado.
Fig. II.26. Microtest MTR3.
El equipo lleva incorporado tanto un microindentador como un equipo de ensayos de scratch. La prueba de scratch puede ser realizada aplicando una carga progresiva hasta llegar al límite del material, o someter ciclos sucesivos de arañazos para simulara una prueba de fatiga o, por otro lado, caracterizar la dureza del material al rayado mediante la medición por microscopio óptico de la ranura resultante.
60
Ensayo de flexión a 3 puntos. El laminado fue sometido hasta al fallo en un ensayo de flexión de 3 puntos en un equipo electromecánico con un lapso de 15 mm para un ratio de carga de 100N/s. Todas las muestras fueron inspeccionadas tanto por microscopía óptica (OM) y microscopía electrónica de barrido (SEM) para determinar el tipo, el tamaño y la localización de aquellos defectos que controlen el fallo del material, así como el camino seguido por las grietas durante el proceso de fractura. 6. Bibliografía.
[1] José Manuel Torralba, Mónica Campos, “Tema 4: La compactación uniaxial”,
Opencourse Ware, Universidad Carlos III, Madrid http://ocw.uc3m.es/ciencia-e-
oin/tecnologia-de-polvos/material-de-clase-1/4.La_compactacion_uniaxialx.pdf
[2] Cristian Gonzales, “Industrias mineras de base metálica”, Universidad Nacional de
Cuyo, 2010
[3] E. Chicardi, J.M. Córdoba, “Desarrollo de Cermets basados en soluciones sólidas
mediante la aplicación de la técnica MSR”, CSIC, Sevilla, 2010.
[4] J.M.Córdoba, “Reacciones de auto propagación inducidas mediante energía
mecánica (MSR): Sistemas metal – Carbono - Nitrógeno.” CSIC-Universidad de
Sevilla, Sevilla, 2007.
[5] Autor no conocido, “Tema 13: Sinterización en estado sólido.” Universidad de
Oviedo.http://www6.uniovi.es/usr/fblanco/Tema6.MaterialesCERAMICOS.Sinterizacio
n EstadoSolido.pdf
[6] E. Chicardi, Y. Torres, J.M. Córdoba, M.J. Sayagués, J.A. Rodríguez, F.J. Gotor,
“Effect of sintering time on the microstructure and mechanical properties of (Ti,Ta)
(C,N)-based cermets.” Science Direct, 2013.
[7] A. Naik, “Fundamentos del microscopio electrónico y su aplicación en la
investigación textil”, Universitat politécnica de Catalunya.
[8] J.M. Córdoba M.D. Alcalá M.A. Avilés M.J. Sayagués F.J. Gotor, “New
production of TiCxN1−x-based cermets by one step mechanically induced self-
sustaining reaction: Powder synthesis and pressureless sintering” Journal of the
European Ceramic Society, 2008
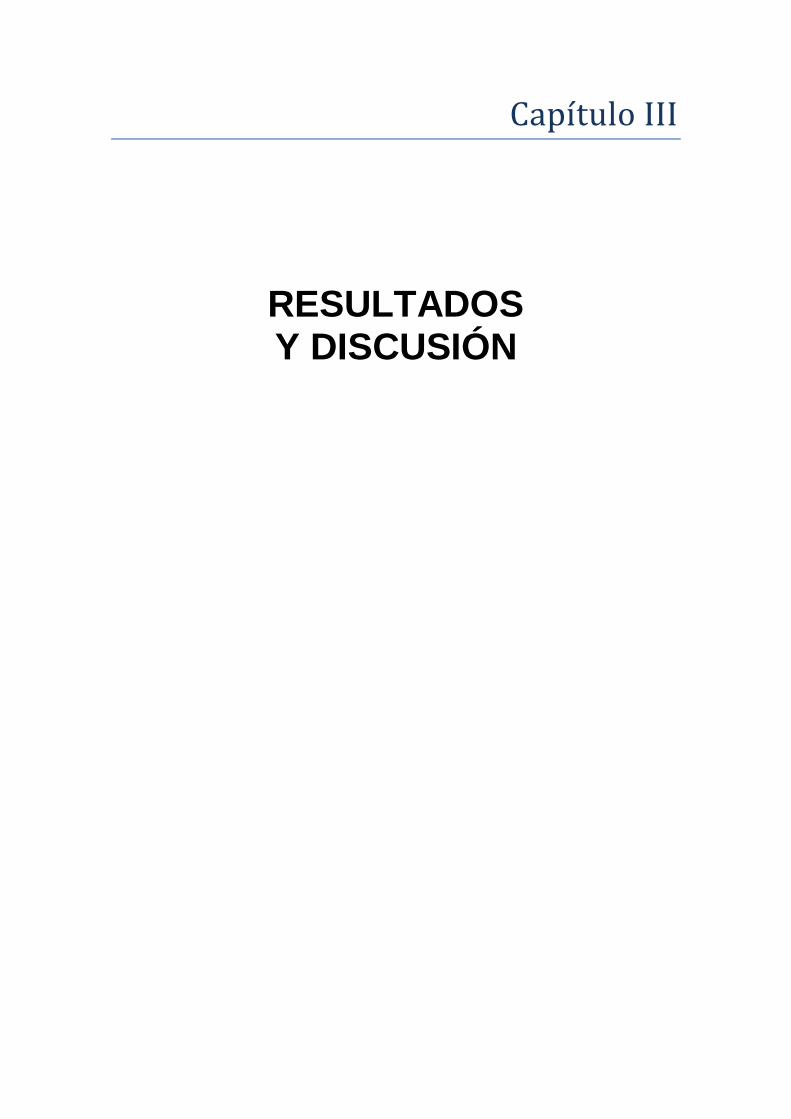
Capí tulo III
RESULTADOS Y DISCUSIÓN
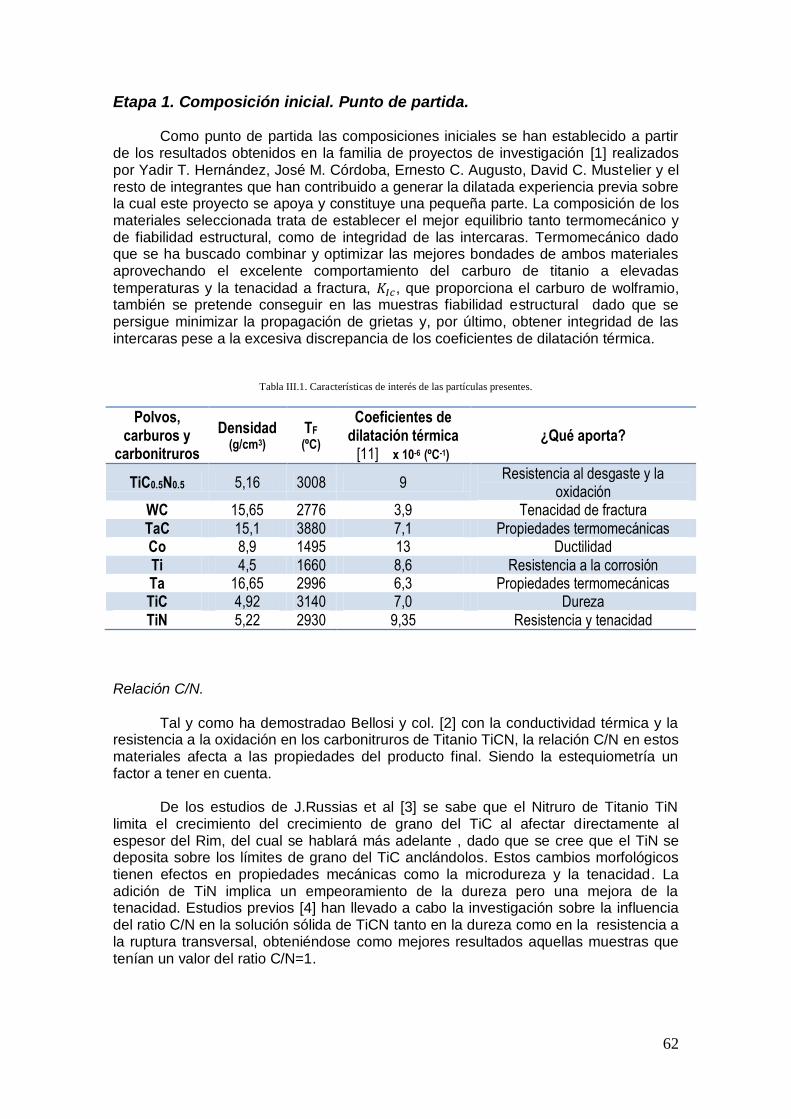
62
Etapa 1. Composición inicial. Punto de partida. Como punto de partida las composiciones iniciales se han establecido a partir
de los resultados obtenidos en la familia de proyectos de investigación [1] realizados por Yadir T. Hernández, José M. Córdoba, Ernesto C. Augusto, David C. Mustelier y el resto de integrantes que han contribuido a generar la dilatada experiencia previa sobre la cual este proyecto se apoya y constituye una pequeña parte. La composición de los materiales seleccionada trata de establecer el mejor equilibrio tanto termomecánico y de fiabilidad estructural, como de integridad de las intercaras. Termomecánico dado que se ha buscado combinar y optimizar las mejores bondades de ambos materiales aprovechando el excelente comportamiento del carburo de titanio a elevadas
temperaturas y la tenacidad a fractura, 𝐾𝐼𝑐, que proporciona el carburo de wolframio, también se pretende conseguir en las muestras fiabilidad estructural dado que se persigue minimizar la propagación de grietas y, por último, obtener integridad de las intercaras pese a la excesiva discrepancia de los coeficientes de dilatación térmica.
Tabla III.1. Características de interés de las partículas presentes.
Polvos, carburos y
carbonitruros
Densidad (g/cm3)
TF (ºC)
Coeficientes de dilatación térmica
[11] x 10-6 (ºC-1) ¿Qué aporta?
TiC0.5N0.5 5,16 3008 9 Resistencia al desgaste y la
oxidación WC 15,65 2776 3,9 Tenacidad de fractura TaC 15,1 3880 7,1 Propiedades termomecánicas Co 8,9 1495 13 Ductilidad Ti 4,5 1660 8,6 Resistencia a la corrosión Ta 16,65 2996 6,3 Propiedades termomecánicas TiC 4,92 3140 7,0 Dureza TiN 5,22 2930 9,35 Resistencia y tenacidad
Relación C/N.
Tal y como ha demostradao Bellosi y col. [2] con la conductividad térmica y la resistencia a la oxidación en los carbonitruros de Titanio TiCN, la relación C/N en estos materiales afecta a las propiedades del producto final. Siendo la estequiometría un factor a tener en cuenta.
De los estudios de J.Russias et al [3] se sabe que el Nitruro de Titanio TiN
limita el crecimiento del crecimiento de grano del TiC al afectar directamente al espesor del Rim, del cual se hablará más adelante , dado que se cree que el TiN se deposita sobre los límites de grano del TiC anclándolos. Estos cambios morfológicos tienen efectos en propiedades mecánicas como la microdureza y la tenacidad. La adición de TiN implica un empeoramiento de la dureza pero una mejora de la tenacidad. Estudios previos [4] han llevado a cabo la investigación sobre la influencia del ratio C/N en la solución sólida de TiCN tanto en la dureza como en la resistencia a la ruptura transversal, obteniéndose como mejores resultados aquellas muestras que tenían un valor del ratio C/N=1.
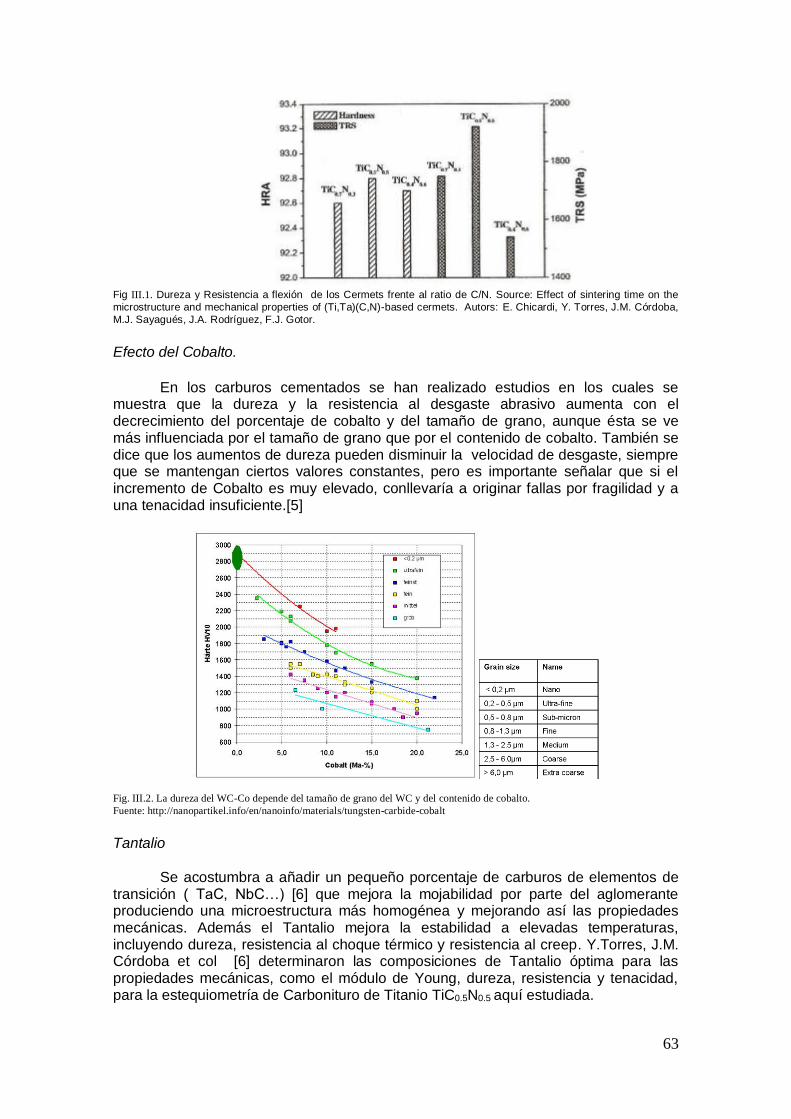
63
Fig III.1. Dureza y Resistencia a flexión de los Cermets frente al ratio de C/N. Source: Effect of sintering time on the
microstructure and mechanical properties of (Ti,Ta)(C,N)-based cermets. Autors: E. Chicardi, Y. Torres, J.M. Córdoba,
M.J. Sayagués, J.A. Rodríguez, F.J. Gotor.
Efecto del Cobalto.
En los carburos cementados se han realizado estudios en los cuales se
muestra que la dureza y la resistencia al desgaste abrasivo aumenta con el decrecimiento del porcentaje de cobalto y del tamaño de grano, aunque ésta se ve más influenciada por el tamaño de grano que por el contenido de cobalto. También se dice que los aumentos de dureza pueden disminuir la velocidad de desgaste, siempre que se mantengan ciertos valores constantes, pero es importante señalar que si el incremento de Cobalto es muy elevado, conllevaría a originar fallas por fragilidad y a una tenacidad insuficiente.[5]
Fig. III.2. La dureza del WC-Co depende del tamaño de grano del WC y del contenido de cobalto.
Fuente: http://nanopartikel.info/en/nanoinfo/materials/tungsten-carbide-cobalt
Tantalio
Se acostumbra a añadir un pequeño porcentaje de carburos de elementos de transición ( TaC, NbC…) [6] que mejora la mojabilidad por parte del aglomerante produciendo una microestructura más homogénea y mejorando así las propiedades mecánicas. Además el Tantalio mejora la estabilidad a elevadas temperaturas, incluyendo dureza, resistencia al choque térmico y resistencia al creep. Y.Torres, J.M. Córdoba et col [6] determinaron las composiciones de Tantalio óptima para las propiedades mecánicas, como el módulo de Young, dureza, resistencia y tenacidad, para la estequiometría de Carbonituro de Titanio TiC0.5N0.5 aquí estudiada.
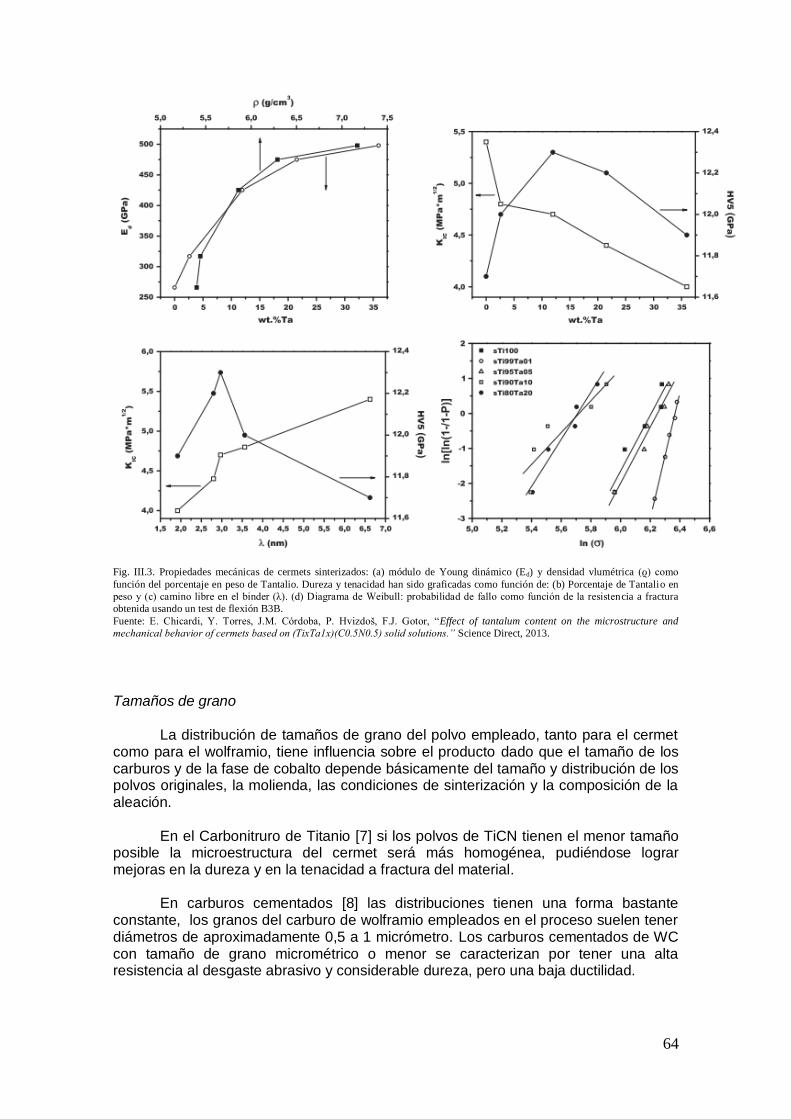
64
Fig. III.3. Propiedades mecánicas de cermets sinterizados: (a) módulo de Young dinámico (Ed) y densidad vlumétrica (ϱ) como
función del porcentaje en peso de Tantalio. Dureza y tenacidad han sido graficadas como función de: (b) Porcentaje de Tantalio en
peso y (c) camino libre en el binder (λ). (d) Diagrama de Weibull: probabilidad de fallo como función de la resistencia a fractura
obtenida usando un test de flexión B3B.
Fuente: E. Chicardi, Y. Torres, J.M. Córdoba, P. Hvizdoš, F.J. Gotor, “Effect of tantalum content on the microstructure and
mechanical behavior of cermets based on (TixTa1x)(C0.5N0.5) solid solutions.” Science Direct, 2013.
Tamaños de grano
La distribución de tamaños de grano del polvo empleado, tanto para el cermet
como para el wolframio, tiene influencia sobre el producto dado que el tamaño de los carburos y de la fase de cobalto depende básicamente del tamaño y distribución de los polvos originales, la molienda, las condiciones de sinterización y la composición de la aleación.
En el Carbonitruro de Titanio [7] si los polvos de TiCN tienen el menor tamaño
posible la microestructura del cermet será más homogénea, pudiéndose lograr mejoras en la dureza y en la tenacidad a fractura del material.
En carburos cementados [8] las distribuciones tienen una forma bastante
constante, los granos del carburo de wolframio empleados en el proceso suelen tener diámetros de aproximadamente 0,5 a 1 micrómetro. Los carburos cementados de WC con tamaño de grano micrométrico o menor se caracterizan por tener una alta resistencia al desgaste abrasivo y considerable dureza, pero una baja ductilidad.
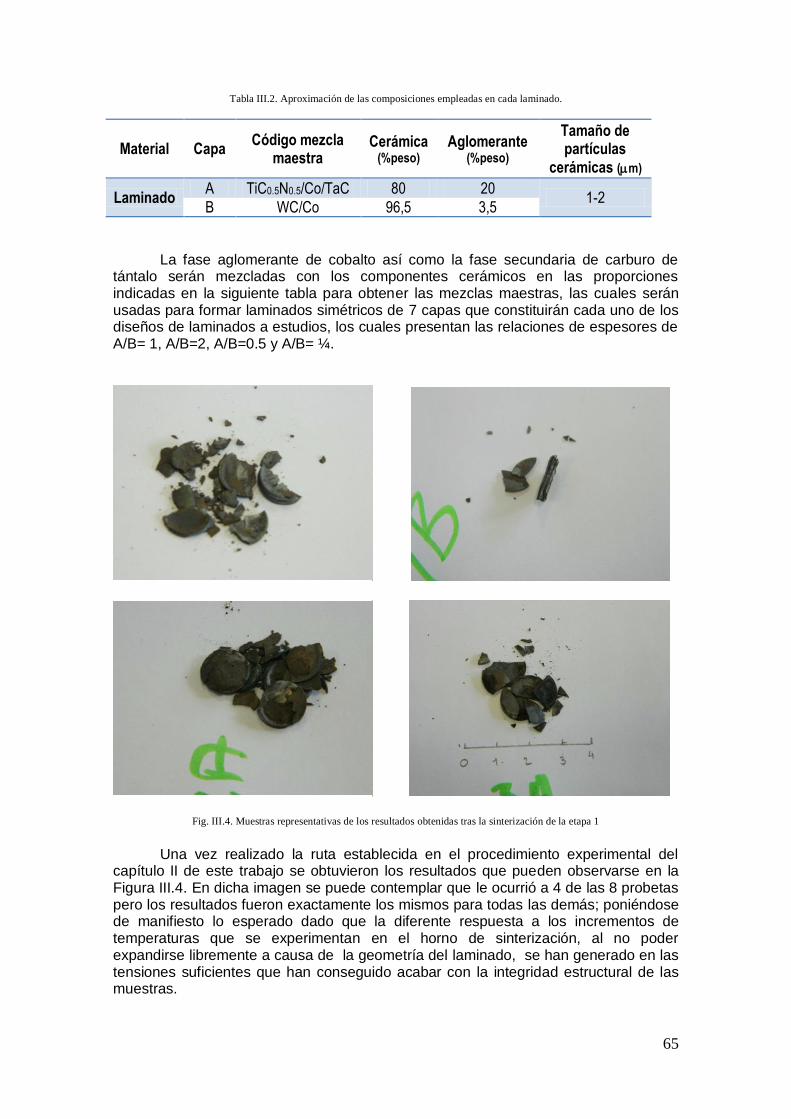
65
Tabla III.2. Aproximación de las composiciones empleadas en cada laminado.
Material Capa Código mezcla
maestra Cerámica
(%peso) Aglomerante
(%peso)
Tamaño de partículas
cerámicas (m)
Laminado A TiC0.5N0.5/Co/TaC 80 20
1-2 B WC/Co 96,5 3,5
La fase aglomerante de cobalto así como la fase secundaria de carburo de
tántalo serán mezcladas con los componentes cerámicos en las proporciones indicadas en la siguiente tabla para obtener las mezclas maestras, las cuales serán usadas para formar laminados simétricos de 7 capas que constituirán cada uno de los diseños de laminados a estudios, los cuales presentan las relaciones de espesores de A/B= 1, A/B=2, A/B=0.5 y A/B= ¼.
Fig. III.4. Muestras representativas de los resultados obtenidas tras la sinterización de la etapa 1
Una vez realizado la ruta establecida en el procedimiento experimental del
capítulo II de este trabajo se obtuvieron los resultados que pueden observarse en la Figura III.4. En dicha imagen se puede contemplar que le ocurrió a 4 de las 8 probetas pero los resultados fueron exactamente los mismos para todas las demás; poniéndose de manifiesto lo esperado dado que la diferente respuesta a los incrementos de temperaturas que se experimentan en el horno de sinterización, al no poder expandirse libremente a causa de la geometría del laminado, se han generado en las tensiones suficientes que han conseguido acabar con la integridad estructural de las muestras.
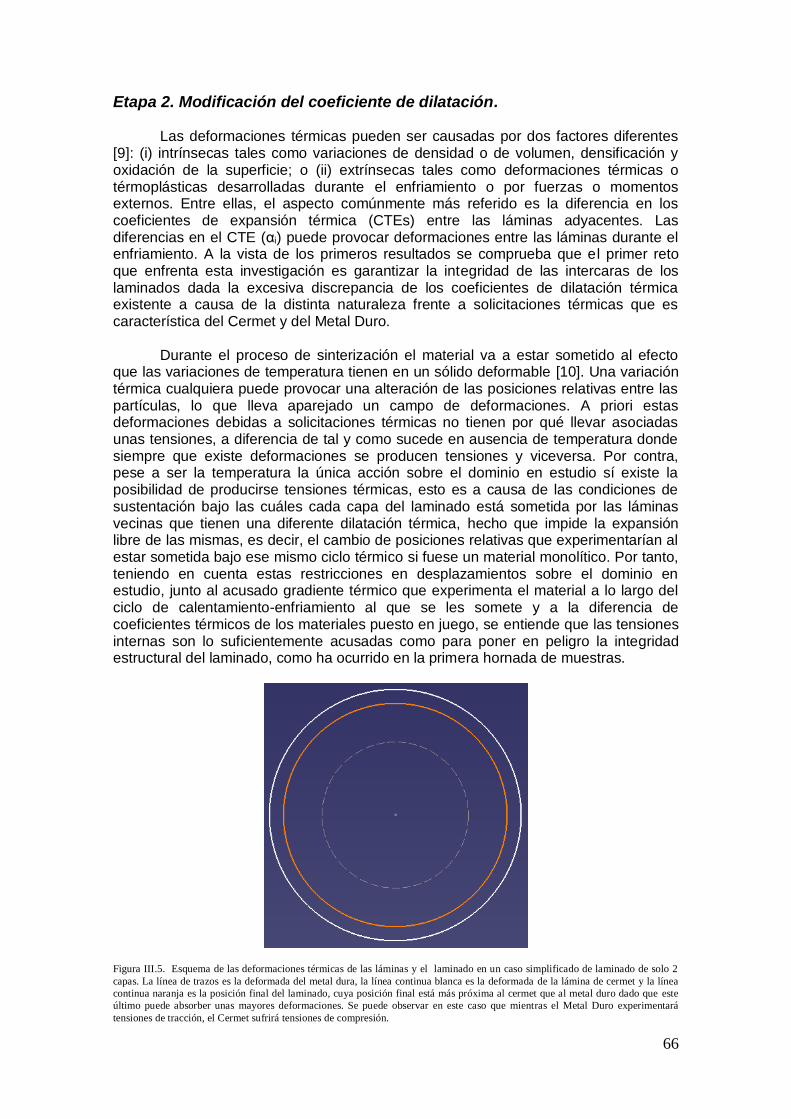
66
Etapa 2. Modificación del coeficiente de dilatación.
Las deformaciones térmicas pueden ser causadas por dos factores diferentes [9]: (i) intrínsecas tales como variaciones de densidad o de volumen, densificación y oxidación de la superficie; o (ii) extrínsecas tales como deformaciones térmicas o térmoplásticas desarrolladas durante el enfriamiento o por fuerzas o momentos externos. Entre ellas, el aspecto comúnmente más referido es la diferencia en los coeficientes de expansión térmica (CTEs) entre las láminas adyacentes. Las diferencias en el CTE (αi) puede provocar deformaciones entre las láminas durante el enfriamiento. A la vista de los primeros resultados se comprueba que el primer reto que enfrenta esta investigación es garantizar la integridad de las intercaras de los laminados dada la excesiva discrepancia de los coeficientes de dilatación térmica existente a causa de la distinta naturaleza frente a solicitaciones térmicas que es característica del Cermet y del Metal Duro.
Durante el proceso de sinterización el material va a estar sometido al efecto que las variaciones de temperatura tienen en un sólido deformable [10]. Una variación térmica cualquiera puede provocar una alteración de las posiciones relativas entre las partículas, lo que lleva aparejado un campo de deformaciones. A priori estas deformaciones debidas a solicitaciones térmicas no tienen por qué llevar asociadas unas tensiones, a diferencia de tal y como sucede en ausencia de temperatura donde siempre que existe deformaciones se producen tensiones y viceversa. Por contra, pese a ser la temperatura la única acción sobre el dominio en estudio sí existe la posibilidad de producirse tensiones térmicas, esto es a causa de las condiciones de sustentación bajo las cuáles cada capa del laminado está sometida por las láminas vecinas que tienen una diferente dilatación térmica, hecho que impide la expansión libre de las mismas, es decir, el cambio de posiciones relativas que experimentarían al estar sometida bajo ese mismo ciclo térmico si fuese un material monolítico. Por tanto, teniendo en cuenta estas restricciones en desplazamientos sobre el dominio en estudio, junto al acusado gradiente térmico que experimenta el material a lo largo del ciclo de calentamiento-enfriamiento al que se les somete y a la diferencia de coeficientes térmicos de los materiales puesto en juego, se entiende que las tensiones internas son lo suficientemente acusadas como para poner en peligro la integridad estructural del laminado, como ha ocurrido en la primera hornada de muestras.
Figura III.5. Esquema de las deformaciones térmicas de las láminas y el laminado en un caso simplificado de laminado de solo 2
capas. La línea de trazos es la deformada del metal dura, la línea continua blanca es la deformada de la lámina de cermet y la línea
continua naranja es la posición final del laminado, cuya posición final está más próxima al cermet que al metal duro dado que este
último puede absorber unas mayores deformaciones. Se puede observar en este caso que mientras el Metal Duro experimentará
tensiones de tracción, el Cermet sufrirá tensiones de compresión.

67
En un sistema multicapa elástico lineal, despreciando la influencia de las superficies eternas, donde las tensiones se pueden relajar, y considerando el laminado como una placa infinita, se puede obtener una solución analítica para determinar la distribución de tensiones en las capas [8]. Suponiendo que el conjunto es un materiale
isotrópicos en equilibrio con un estado de cargas dado, las tensiones (𝜎𝑥 , 𝜎𝑦 , 𝜎𝑧)
pueden ser calculadas a los largo de las tres ejes perpendiculares x,y (en el plano) y z
(fuera del plano). Teniendo así que las deformaciones correspondientes (𝜀𝑥 , 𝜀𝑦 , 𝜀𝑧)
vienen dadas por,
𝜀𝑥 =𝜎𝑥
𝐸− 𝜗
𝜎𝑦
𝐸− 𝜗
𝜎𝑧
𝐸 (1)
𝜀𝑦 =𝜎𝑦
𝐸− 𝜗
𝜎𝑥
𝐸− 𝜗
𝜎𝑧
𝐸 (2)
𝜀𝑧 =𝜎𝑧
𝐸− 𝜗
𝜎𝑥
𝐸− 𝜗
𝜎𝑦
𝐸 (3)
Donde E es el módulo de Young y 𝜗 es el coeficiente de Poisson.
Un caso particular es cuando las capas delgadas están superpuestas en un modo simétrico, tal que no existen tensiones en la dirección z (dirección normal al
plano de las láminas). Por lo tanto, 𝜎𝑧 = 0 y las tensiones en las direcciones x e y serán idénticas en todo el volumen, 𝜎𝑥 = 𝜎𝑦 = 𝜎, conduciendo a un estado de
tensiones biaxiales. Bajo estas condiciones las ecuaciones (1)-(3) se reducen a
𝜀𝑥 = 𝜀𝑦 = 𝜀 =𝜎
𝐸(1 − 𝜗) (4)
y en general, expresando en términos de tensiones biaxiales (en el plano) dentro de cada capa,
𝜎𝑖 =𝐸𝑖
(1−𝜗)𝜀𝑖 = 𝐸𝑖
′𝜀𝑖 (5)
donde 𝜀𝑖 indica la deformación en elástica de la capa ith. Para que el equilibrio exista es requerido que la suma de las fuerzas (por
unidad de volumen), 𝐹𝑖, sea igual a cero
∑ 𝐹𝑖𝑖 = 0 = ∑ 𝜎𝑖𝑡𝑖𝑖 (6)
con 𝑡𝑖 el espesor de la capa ith. Para un sistema multicapa formado por n láminas de composición A y espesor
𝑡𝑎 y n-1 láminas de composición B y espesor 𝑡𝑏, las magnitud de las tensiones residuales en cada capa puede ser evaluadas según,
∑ 𝜎𝑖𝑡𝑖𝑖 = ∑ 𝜀𝑖𝐸𝑖
′𝑡𝑖𝑖 = 𝜀𝑎𝐸𝑎′ 𝑛𝑡𝑎 + 𝜀𝑏𝐸𝑏
′ (𝑛 − 1)𝑡𝑏 = 0 (7)
Definiendo la diferencia entre las deformaciones como ∆𝜀 = 𝜀𝑎 − 𝜀𝑏 las deformaciones en la capa A pueden ser reescritas en función de las deformaciones en la capa B como,
𝜀𝑎 = ∆𝜀𝐸𝑏
′ (𝑛−1)𝑡𝑏
𝐸𝑎′ 𝑛𝑡𝑎+𝐸𝑏
′ (𝑛−1)𝑡𝑏 (8)
𝜀𝑎 = −∆𝜀𝐸𝑎
′ 𝑛𝑡𝑎
𝐸𝑎′ 𝑛𝑡𝑎+𝐸𝑏
′ (𝑛−1)𝑡𝑏 (9)
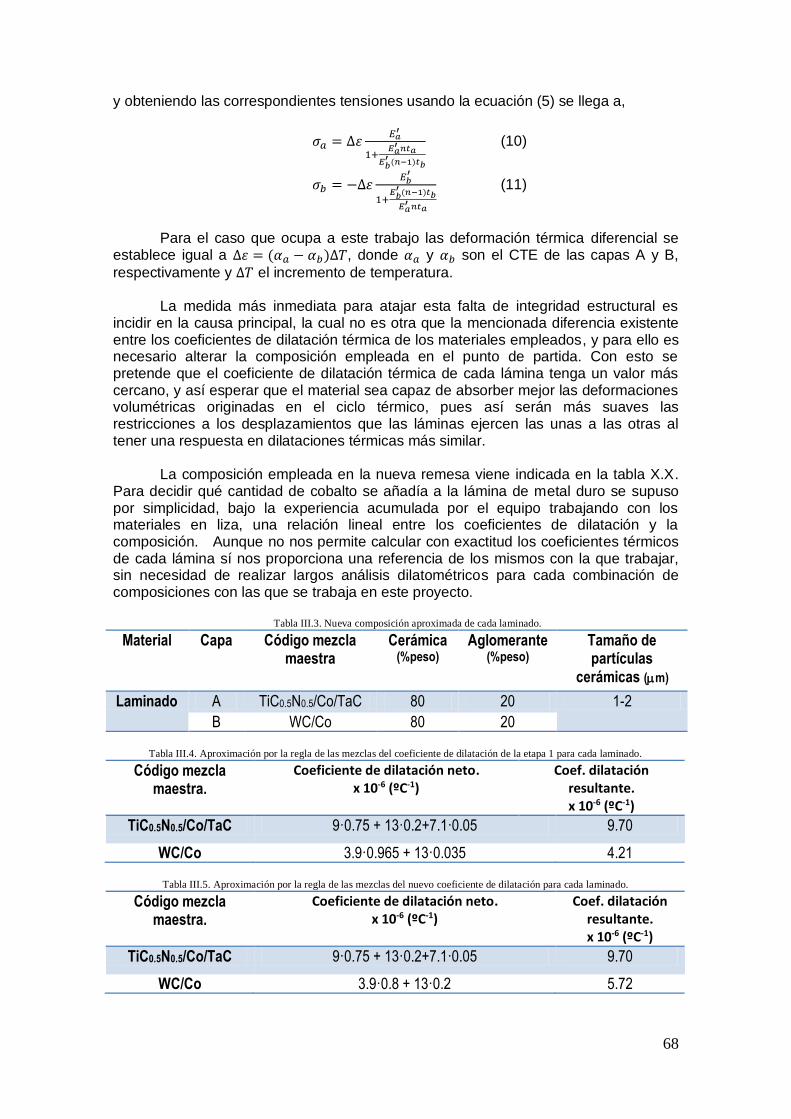
68
y obteniendo las correspondientes tensiones usando la ecuación (5) se llega a,
𝜎𝑎 = ∆𝜀𝐸𝑎
′
1+𝐸𝑎
′ 𝑛𝑡𝑎
𝐸𝑏′ (𝑛−1)𝑡𝑏
(10)
𝜎𝑏 = −∆𝜀𝐸𝑏
′
1+𝐸𝑏
′ (𝑛−1)𝑡𝑏
𝐸𝑎′ 𝑛𝑡𝑎
(11)
Para el caso que ocupa a este trabajo las deformación térmica diferencial se
establece igual a ∆𝜀 = (𝛼𝑎 − 𝛼𝑏)∆𝑇, donde 𝛼𝑎 y 𝛼𝑏 son el CTE de las capas A y B,
respectivamente y ∆𝑇 el incremento de temperatura. La medida más inmediata para atajar esta falta de integridad estructural es
incidir en la causa principal, la cual no es otra que la mencionada diferencia existente entre los coeficientes de dilatación térmica de los materiales empleados, y para ello es necesario alterar la composición empleada en el punto de partida. Con esto se pretende que el coeficiente de dilatación térmica de cada lámina tenga un valor más cercano, y así esperar que el material sea capaz de absorber mejor las deformaciones volumétricas originadas en el ciclo térmico, pues así serán más suaves las restricciones a los desplazamientos que las láminas ejercen las unas a las otras al tener una respuesta en dilataciones térmicas más similar.
La composición empleada en la nueva remesa viene indicada en la tabla X.X. Para decidir qué cantidad de cobalto se añadía a la lámina de metal duro se supuso por simplicidad, bajo la experiencia acumulada por el equipo trabajando con los materiales en liza, una relación lineal entre los coeficientes de dilatación y la composición. Aunque no nos permite calcular con exactitud los coeficientes térmicos de cada lámina sí nos proporciona una referencia de los mismos con la que trabajar, sin necesidad de realizar largos análisis dilatométricos para cada combinación de composiciones con las que se trabaja en este proyecto.
Tabla III.3. Nueva composición aproximada de cada laminado.
Material Capa Código mezcla maestra
Cerámica (%peso)
Aglomerante (%peso)
Tamaño de partículas
cerámicas (m)
Laminado A TiC0.5N0.5/Co/TaC 80 20 1-2
B WC/Co 80 20
Tabla III.4. Aproximación por la regla de las mezclas del coeficiente de dilatación de la etapa 1 para cada laminado.
Código mezcla maestra.
Coeficiente de dilatación neto. x 10-6 (ºC-1)
Coef. dilatación resultante. x 10-6 (ºC-1)
TiC0.5N0.5/Co/TaC 9·0.75 + 13·0.2+7.1·0.05 9.70
WC/Co 3.9·0.965 + 13·0.035 4.21
Tabla III.5. Aproximación por la regla de las mezclas del nuevo coeficiente de dilatación para cada laminado.
Código mezcla maestra.
Coeficiente de dilatación neto. x 10-6 (ºC-1)
Coef. dilatación resultante. x 10-6 (ºC-1)
TiC0.5N0.5/Co/TaC 9·0.75 + 13·0.2+7.1·0.05 9.70
WC/Co 3.9·0.8 + 13·0.2 5.72
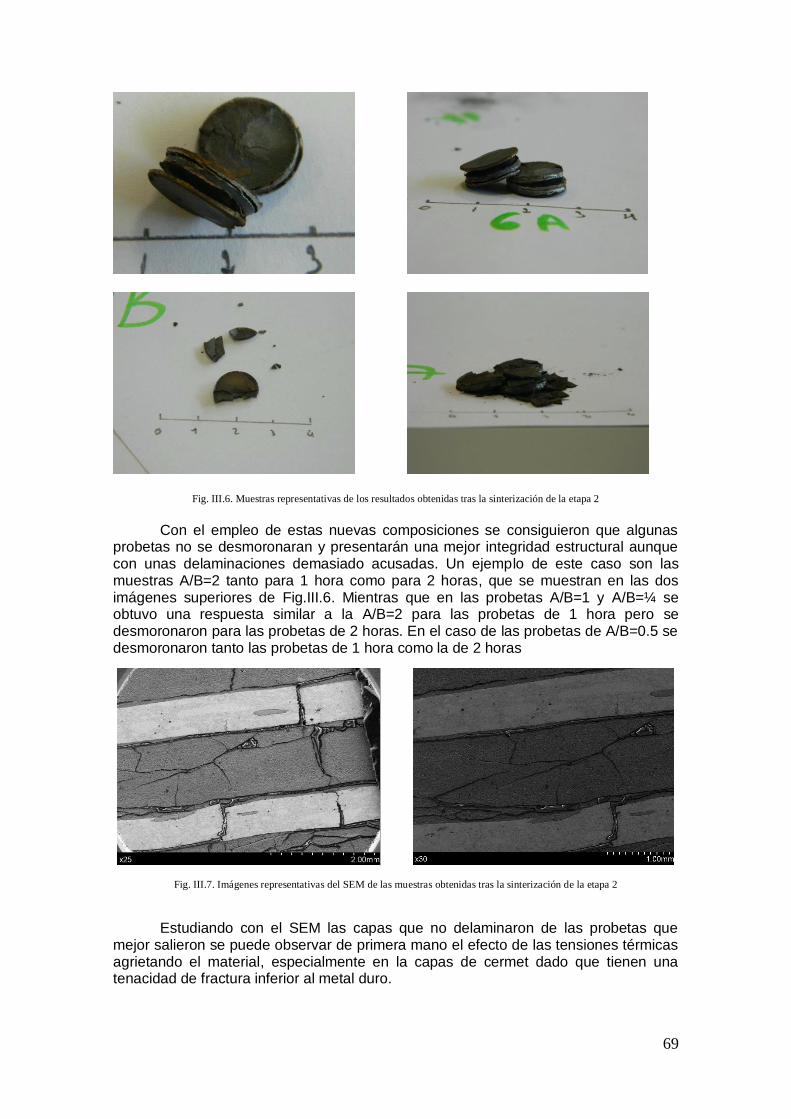
69
Fig. III.6. Muestras representativas de los resultados obtenidas tras la sinterización de la etapa 2
Con el empleo de estas nuevas composiciones se consiguieron que algunas
probetas no se desmoronaran y presentarán una mejor integridad estructural aunque con unas delaminaciones demasiado acusadas. Un ejemplo de este caso son las muestras A/B=2 tanto para 1 hora como para 2 horas, que se muestran en las dos imágenes superiores de Fig.III.6. Mientras que en las probetas A/B=1 y A/B=¼ se obtuvo una respuesta similar a la A/B=2 para las probetas de 1 hora pero se desmoronaron para las probetas de 2 horas. En el caso de las probetas de A/B=0.5 se desmoronaron tanto las probetas de 1 hora como la de 2 horas
Fig. III.7. Imágenes representativas del SEM de las muestras obtenidas tras la sinterización de la etapa 2
Estudiando con el SEM las capas que no delaminaron de las probetas que
mejor salieron se puede observar de primera mano el efecto de las tensiones térmicas agrietando el material, especialmente en la capas de cermet dado que tienen una tenacidad de fractura inferior al metal duro.
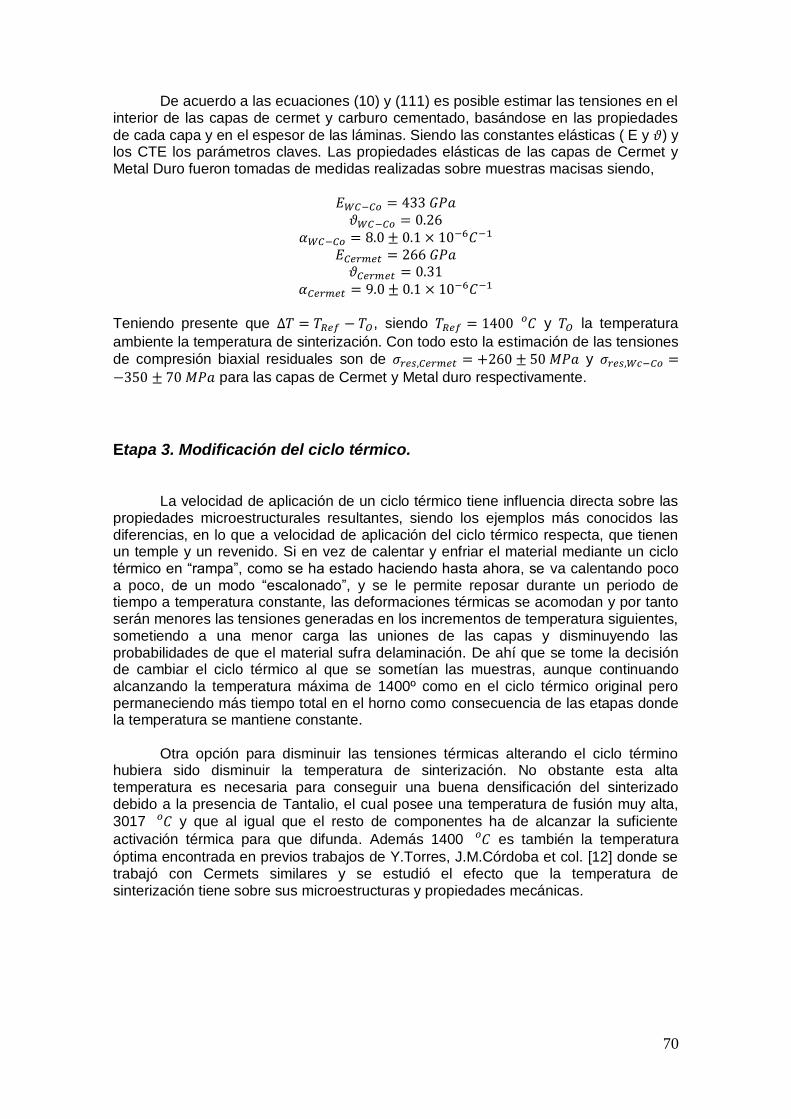
70
De acuerdo a las ecuaciones (10) y (111) es posible estimar las tensiones en el interior de las capas de cermet y carburo cementado, basándose en las propiedades
de cada capa y en el espesor de las láminas. Siendo las constantes elásticas ( E y 𝜗) y los CTE los parámetros claves. Las propiedades elásticas de las capas de Cermet y Metal Duro fueron tomadas de medidas realizadas sobre muestras macisas siendo,
𝐸𝑊𝐶−𝐶𝑜 = 433 𝐺𝑃𝑎
𝜗𝑊𝐶−𝐶𝑜 = 0.26
𝛼𝑊𝐶−𝐶𝑜 = 8.0 ± 0.1 × 10−6𝐶−1
𝐸𝐶𝑒𝑟𝑚𝑒𝑡 = 266 𝐺𝑃𝑎 𝜗𝐶𝑒𝑟𝑚𝑒𝑡 = 0.31
𝛼𝐶𝑒𝑟𝑚𝑒𝑡 = 9.0 ± 0.1 × 10−6𝐶−1
Teniendo presente que ∆𝑇 = 𝑇𝑅𝑒𝑓 − 𝑇𝑂, siendo 𝑇𝑅𝑒𝑓 = 1400 𝐶𝑜 y 𝑇𝑂 la temperatura
ambiente la temperatura de sinterización. Con todo esto la estimación de las tensiones
de compresión biaxial residuales son de 𝜎𝑟𝑒𝑠,𝐶𝑒𝑟𝑚𝑒𝑡 = +260 ± 50 𝑀𝑃𝑎 y 𝜎𝑟𝑒𝑠,𝑊𝑐−𝐶𝑜 =−350 ± 70 𝑀𝑃𝑎 para las capas de Cermet y Metal duro respectivamente.
Etapa 3. Modificación del ciclo térmico.
La velocidad de aplicación de un ciclo térmico tiene influencia directa sobre las
propiedades microestructurales resultantes, siendo los ejemplos más conocidos las diferencias, en lo que a velocidad de aplicación del ciclo térmico respecta, que tienen un temple y un revenido. Si en vez de calentar y enfriar el material mediante un ciclo térmico en “rampa”, como se ha estado haciendo hasta ahora, se va calentando poco a poco, de un modo “escalonado”, y se le permite reposar durante un periodo de tiempo a temperatura constante, las deformaciones térmicas se acomodan y por tanto serán menores las tensiones generadas en los incrementos de temperatura siguientes, sometiendo a una menor carga las uniones de las capas y disminuyendo las probabilidades de que el material sufra delaminación. De ahí que se tome la decisión de cambiar el ciclo térmico al que se sometían las muestras, aunque continuando alcanzando la temperatura máxima de 1400º como en el ciclo térmico original pero permaneciendo más tiempo total en el horno como consecuencia de las etapas donde la temperatura se mantiene constante.
Otra opción para disminuir las tensiones térmicas alterando el ciclo término
hubiera sido disminuir la temperatura de sinterización. No obstante esta alta temperatura es necesaria para conseguir una buena densificación del sinterizado debido a la presencia de Tantalio, el cual posee una temperatura de fusión muy alta,
3017 𝐶𝑜 y que al igual que el resto de componentes ha de alcanzar la suficiente
activación térmica para que difunda. Además 1400 𝐶𝑜 es también la temperatura
óptima encontrada en previos trabajos de Y.Torres, J.M.Córdoba et col. [12] donde se trabajó con Cermets similares y se estudió el efecto que la temperatura de sinterización tiene sobre sus microestructuras y propiedades mecánicas.
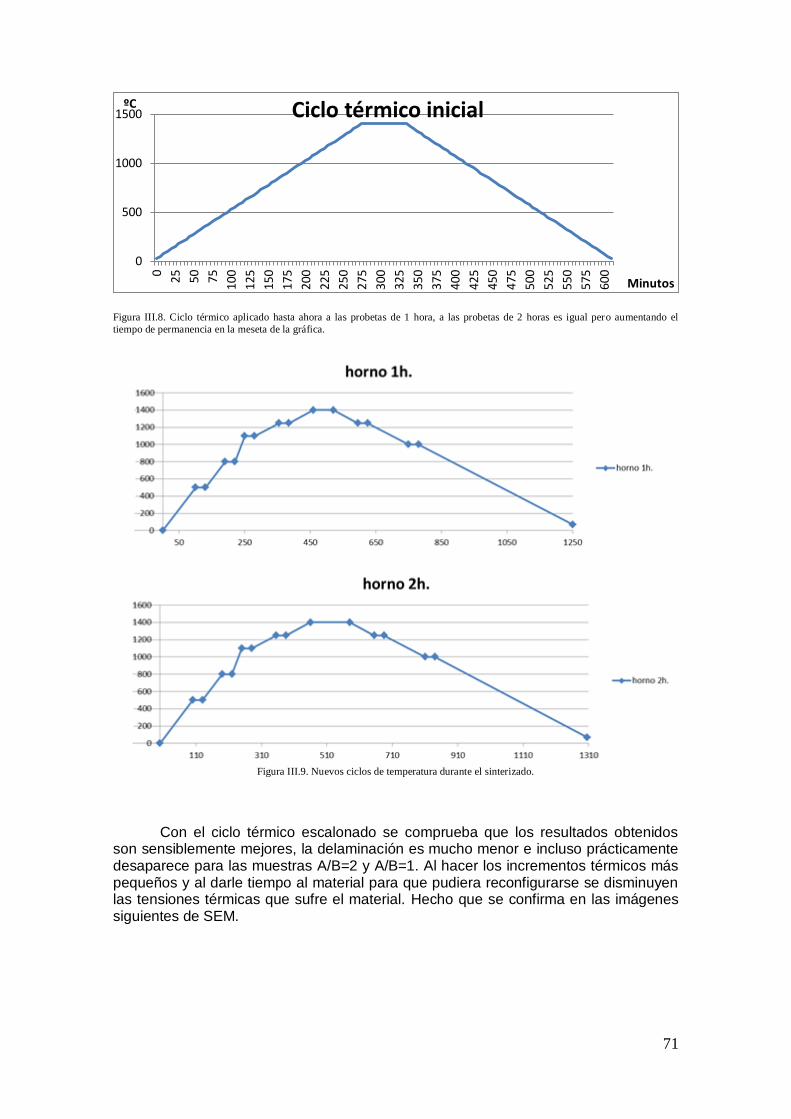
71
Figura III.8. Ciclo térmico aplicado hasta ahora a las probetas de 1 hora, a las probetas de 2 horas es igual pero aumentando el
tiempo de permanencia en la meseta de la gráfica.
Figura III.9. Nuevos ciclos de temperatura durante el sinterizado.
Con el ciclo térmico escalonado se comprueba que los resultados obtenidos
son sensiblemente mejores, la delaminación es mucho menor e incluso prácticamente desaparece para las muestras A/B=2 y A/B=1. Al hacer los incrementos térmicos más pequeños y al darle tiempo al material para que pudiera reconfigurarse se disminuyen las tensiones térmicas que sufre el material. Hecho que se confirma en las imágenes siguientes de SEM.
0
500
1000
1500
0
25 50 75
100
125
150
175
200
225
250
275
300
325
350
375
400
425
450
475
500
525
550
575
600
ºC
Minutos
Ciclo térmico inicial
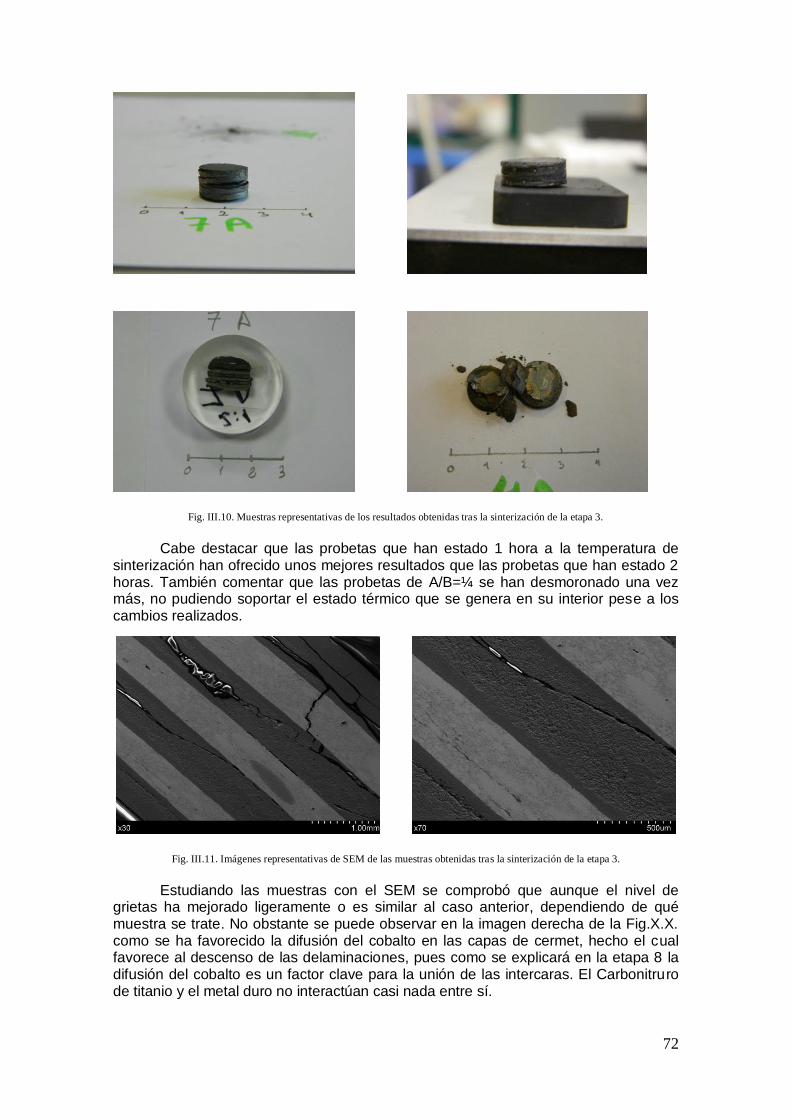
72
Fig. III.10. Muestras representativas de los resultados obtenidas tras la sinterización de la etapa 3.
Cabe destacar que las probetas que han estado 1 hora a la temperatura de sinterización han ofrecido unos mejores resultados que las probetas que han estado 2 horas. También comentar que las probetas de A/B=¼ se han desmoronado una vez más, no pudiendo soportar el estado térmico que se genera en su interior pese a los cambios realizados.
Fig. III.11. Imágenes representativas de SEM de las muestras obtenidas tras la sinterización de la etapa 3. Estudiando las muestras con el SEM se comprobó que aunque el nivel de
grietas ha mejorado ligeramente o es similar al caso anterior, dependiendo de qué muestra se trate. No obstante se puede observar en la imagen derecha de la Fig.X.X. como se ha favorecido la difusión del cobalto en las capas de cermet, hecho el cual favorece al descenso de las delaminaciones, pues como se explicará en la etapa 8 la difusión del cobalto es un factor clave para la unión de las intercaras. El Carbonitruro de titanio y el metal duro no interactúan casi nada entre sí.
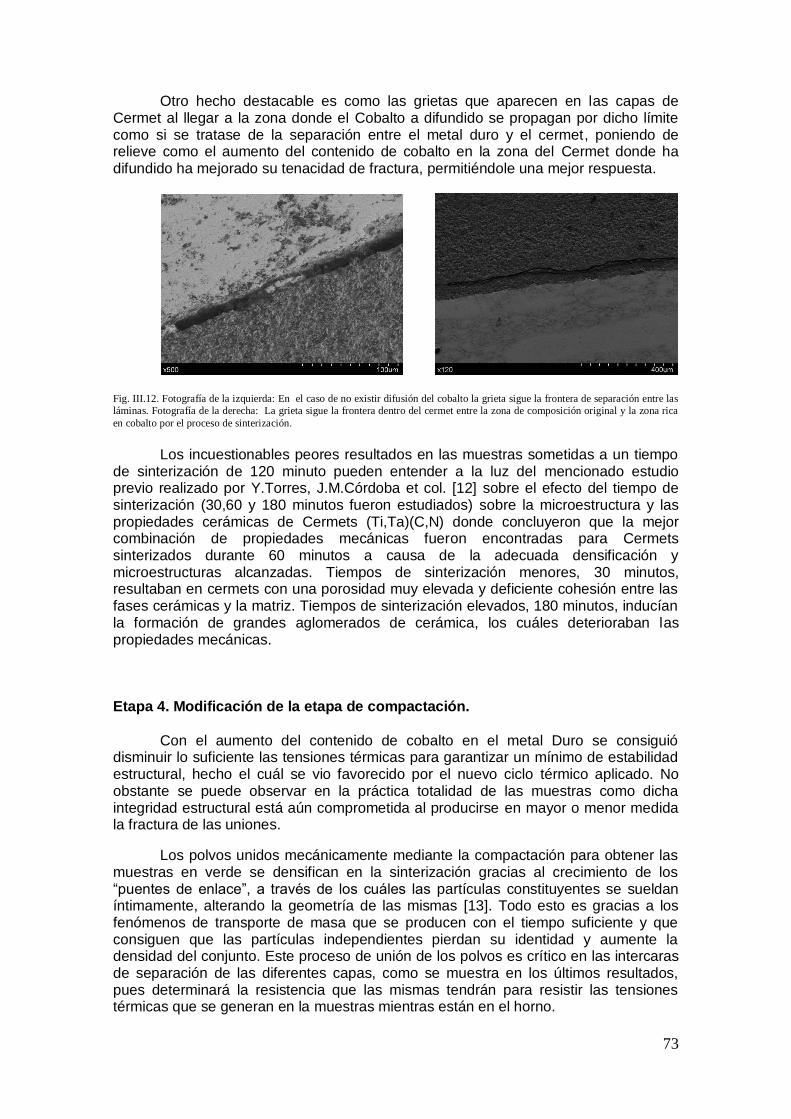
73
Otro hecho destacable es como las grietas que aparecen en las capas de Cermet al llegar a la zona donde el Cobalto a difundido se propagan por dicho límite como si se tratase de la separación entre el metal duro y el cermet, poniendo de relieve como el aumento del contenido de cobalto en la zona del Cermet donde ha difundido ha mejorado su tenacidad de fractura, permitiéndole una mejor respuesta.
Fig. III.12. Fotografía de la izquierda: En el caso de no existir difusión del cobalto la grieta sigue la frontera de separación entre las
láminas. Fotografía de la derecha: La grieta sigue la frontera dentro del cermet entre la zona de composición original y la zona rica
en cobalto por el proceso de sinterización.
Los incuestionables peores resultados en las muestras sometidas a un tiempo de sinterización de 120 minuto pueden entender a la luz del mencionado estudio previo realizado por Y.Torres, J.M.Córdoba et col. [12] sobre el efecto del tiempo de sinterización (30,60 y 180 minutos fueron estudiados) sobre la microestructura y las propiedades cerámicas de Cermets (Ti,Ta)(C,N) donde concluyeron que la mejor combinación de propiedades mecánicas fueron encontradas para Cermets sinterizados durante 60 minutos a causa de la adecuada densificación y microestructuras alcanzadas. Tiempos de sinterización menores, 30 minutos, resultaban en cermets con una porosidad muy elevada y deficiente cohesión entre las fases cerámicas y la matriz. Tiempos de sinterización elevados, 180 minutos, inducían la formación de grandes aglomerados de cerámica, los cuáles deterioraban las propiedades mecánicas.
Etapa 4. Modificación de la etapa de compactación.
Con el aumento del contenido de cobalto en el metal Duro se consiguió
disminuir lo suficiente las tensiones térmicas para garantizar un mínimo de estabilidad estructural, hecho el cuál se vio favorecido por el nuevo ciclo térmico aplicado. No obstante se puede observar en la práctica totalidad de las muestras como dicha integridad estructural está aún comprometida al producirse en mayor o menor medida la fractura de las uniones.
Los polvos unidos mecánicamente mediante la compactación para obtener las muestras en verde se densifican en la sinterización gracias al crecimiento de los “puentes de enlace”, a través de los cuáles las partículas constituyentes se sueldan íntimamente, alterando la geometría de las mismas [13]. Todo esto es gracias a los fenómenos de transporte de masa que se producen con el tiempo suficiente y que consiguen que las partículas independientes pierdan su identidad y aumente la densidad del conjunto. Este proceso de unión de los polvos es crítico en las intercaras de separación de las diferentes capas, como se muestra en los últimos resultados, pues determinará la resistencia que las mismas tendrán para resistir las tensiones térmicas que se generan en la muestras mientras están en el horno.
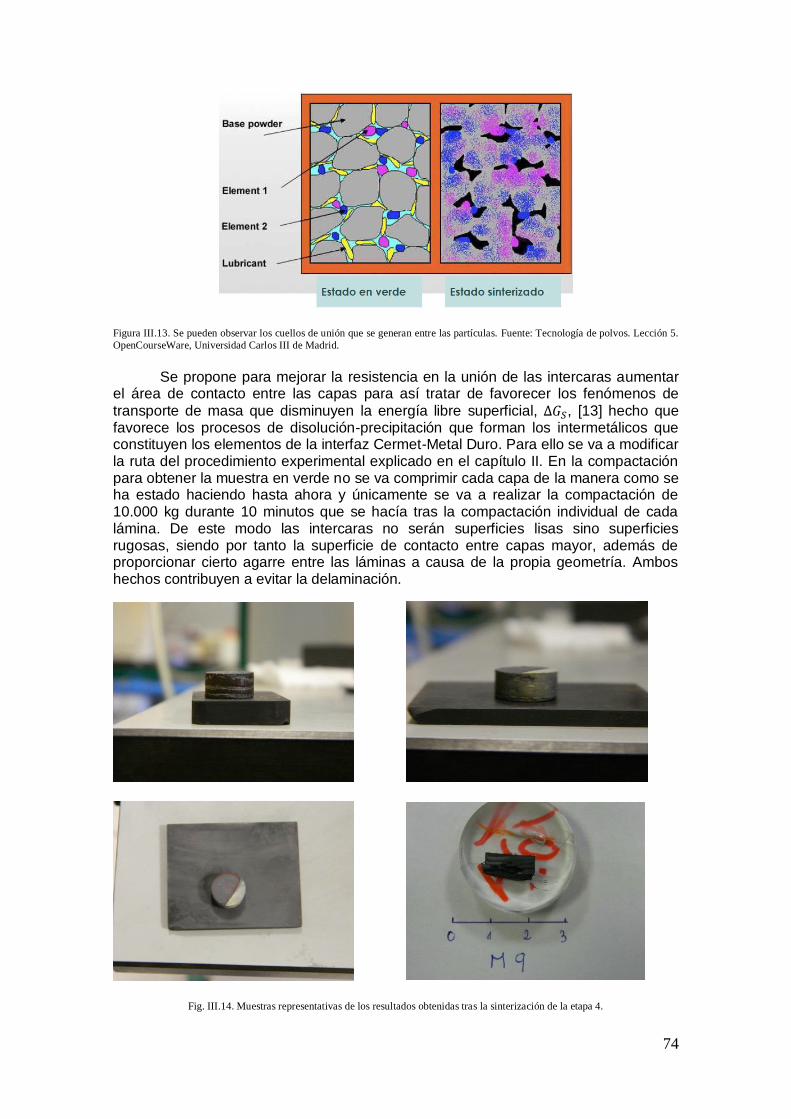
74
Figura III.13. Se pueden observar los cuellos de unión que se generan entre las partículas. Fuente: Tecnología de polvos. Lección 5.
OpenCourseWare, Universidad Carlos III de Madrid.
Se propone para mejorar la resistencia en la unión de las intercaras aumentar
el área de contacto entre las capas para así tratar de favorecer los fenómenos de
transporte de masa que disminuyen la energía libre superficial, ∆𝐺𝑆, [13] hecho que favorece los procesos de disolución-precipitación que forman los intermetálicos que constituyen los elementos de la interfaz Cermet-Metal Duro. Para ello se va a modificar la ruta del procedimiento experimental explicado en el capítulo II. En la compactación para obtener la muestra en verde no se va comprimir cada capa de la manera como se ha estado haciendo hasta ahora y únicamente se va a realizar la compactación de 10.000 kg durante 10 minutos que se hacía tras la compactación individual de cada lámina. De este modo las intercaras no serán superficies lisas sino superficies rugosas, siendo por tanto la superficie de contacto entre capas mayor, además de proporcionar cierto agarre entre las láminas a causa de la propia geometría. Ambos hechos contribuyen a evitar la delaminación.
Fig. III.14. Muestras representativas de los resultados obtenidas tras la sinterización de la etapa 4.
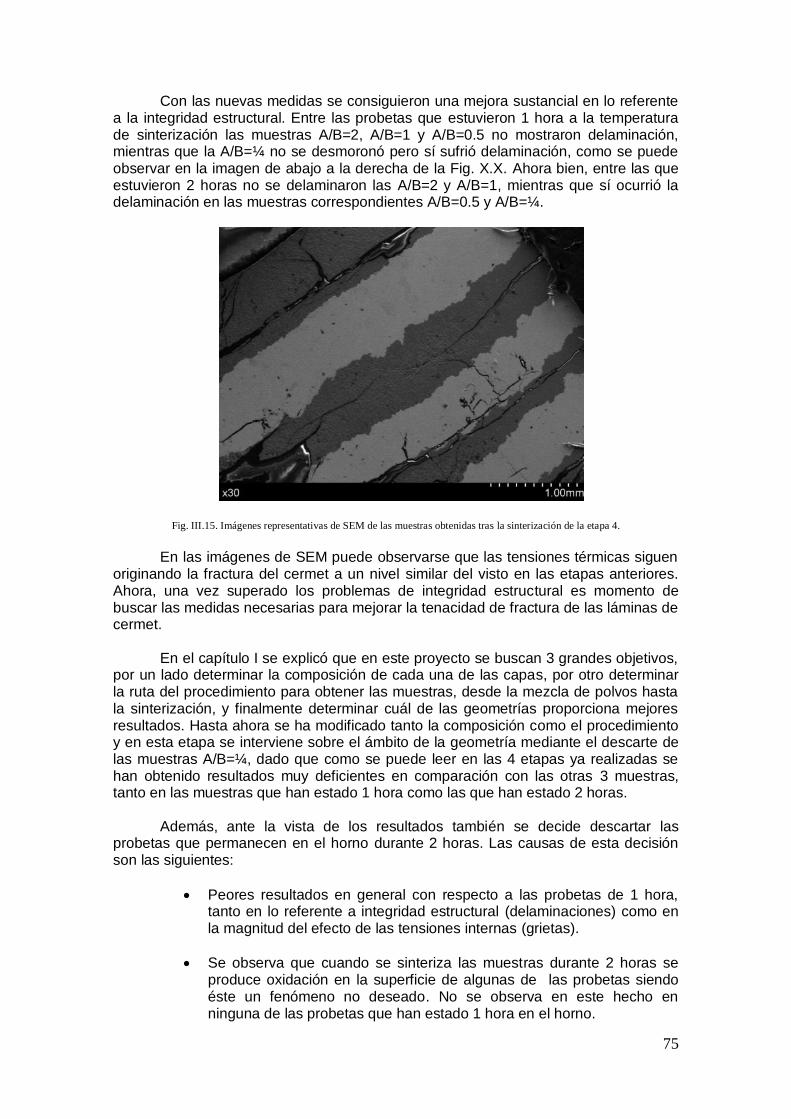
75
Con las nuevas medidas se consiguieron una mejora sustancial en lo referente a la integridad estructural. Entre las probetas que estuvieron 1 hora a la temperatura de sinterización las muestras A/B=2, A/B=1 y A/B=0.5 no mostraron delaminación, mientras que la A/B=¼ no se desmoronó pero sí sufrió delaminación, como se puede observar en la imagen de abajo a la derecha de la Fig. X.X. Ahora bien, entre las que estuvieron 2 horas no se delaminaron las A/B=2 y A/B=1, mientras que sí ocurrió la delaminación en las muestras correspondientes A/B=0.5 y A/B=¼.
Fig. III.15. Imágenes representativas de SEM de las muestras obtenidas tras la sinterización de la etapa 4.
En las imágenes de SEM puede observarse que las tensiones térmicas siguen originando la fractura del cermet a un nivel similar del visto en las etapas anteriores. Ahora, una vez superado los problemas de integridad estructural es momento de buscar las medidas necesarias para mejorar la tenacidad de fractura de las láminas de cermet.
En el capítulo I se explicó que en este proyecto se buscan 3 grandes objetivos,
por un lado determinar la composición de cada una de las capas, por otro determinar la ruta del procedimiento para obtener las muestras, desde la mezcla de polvos hasta la sinterización, y finalmente determinar cuál de las geometrías proporciona mejores resultados. Hasta ahora se ha modificado tanto la composición como el procedimiento y en esta etapa se interviene sobre el ámbito de la geometría mediante el descarte de las muestras A/B=¼, dado que como se puede leer en las 4 etapas ya realizadas se han obtenido resultados muy deficientes en comparación con las otras 3 muestras, tanto en las muestras que han estado 1 hora como las que han estado 2 horas.
Además, ante la vista de los resultados también se decide descartar las probetas que permanecen en el horno durante 2 horas. Las causas de esta decisión son las siguientes:
Peores resultados en general con respecto a las probetas de 1 hora, tanto en lo referente a integridad estructural (delaminaciones) como en la magnitud del efecto de las tensiones internas (grietas).
Se observa que cuando se sinteriza las muestras durante 2 horas se produce oxidación en la superficie de algunas de las probetas siendo éste un fenómeno no deseado. No se observa en este hecho en ninguna de las probetas que han estado 1 hora en el horno.
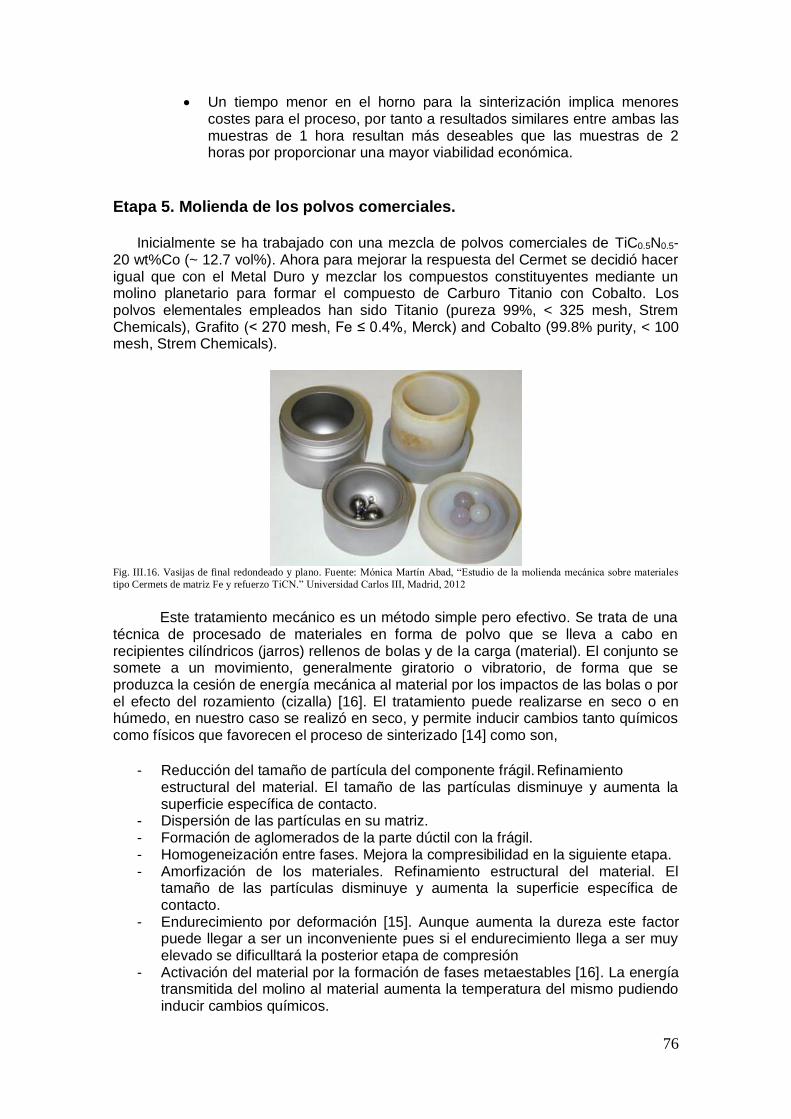
76
Un tiempo menor en el horno para la sinterización implica menores costes para el proceso, por tanto a resultados similares entre ambas las muestras de 1 hora resultan más deseables que las muestras de 2 horas por proporcionar una mayor viabilidad económica.
Etapa 5. Molienda de los polvos comerciales.
Inicialmente se ha trabajado con una mezcla de polvos comerciales de TiC0.5N0.5-20 wt%Co (~ 12.7 vol%). Ahora para mejorar la respuesta del Cermet se decidió hacer igual que con el Metal Duro y mezclar los compuestos constituyentes mediante un molino planetario para formar el compuesto de Carburo Titanio con Cobalto. Los polvos elementales empleados han sido Titanio (pureza 99%, < 325 mesh, Strem Chemicals), Grafito (< 270 mesh, Fe ≤ 0.4%, Merck) and Cobalto (99.8% purity, < 100 mesh, Strem Chemicals).
Fig. III.16. Vasijas de final redondeado y plano. Fuente: Mónica Martín Abad, “Estudio de la molienda mecánica sobre materiales
tipo Cermets de matriz Fe y refuerzo TiCN.” Universidad Carlos III, Madrid, 2012
Este tratamiento mecánico es un método simple pero efectivo. Se trata de una
técnica de procesado de materiales en forma de polvo que se lleva a cabo en recipientes cilíndricos (jarros) rellenos de bolas y de la carga (material). El conjunto se somete a un movimiento, generalmente giratorio o vibratorio, de forma que se produzca la cesión de energía mecánica al material por los impactos de las bolas o por el efecto del rozamiento (cizalla) [16]. El tratamiento puede realizarse en seco o en húmedo, en nuestro caso se realizó en seco, y permite inducir cambios tanto químicos como físicos que favorecen el proceso de sinterizado [14] como son,
- Reducción del tamaño de partícula del componente frágil. Refinamiento
estructural del material. El tamaño de las partículas disminuye y aumenta la superficie específica de contacto.
- Dispersión de las partículas en su matriz. - Formación de aglomerados de la parte dúctil con la frágil. - Homogeneización entre fases. Mejora la compresibilidad en la siguiente etapa. - Amorfización de los materiales. Refinamiento estructural del material. El
tamaño de las partículas disminuye y aumenta la superficie específica de contacto.
- Endurecimiento por deformación [15]. Aunque aumenta la dureza este factor puede llegar a ser un inconveniente pues si el endurecimiento llega a ser muy elevado se dificulltará la posterior etapa de compresión
- Activación del material por la formación de fases metaestables [16]. La energía transmitida del molino al material aumenta la temperatura del mismo pudiendo inducir cambios químicos.
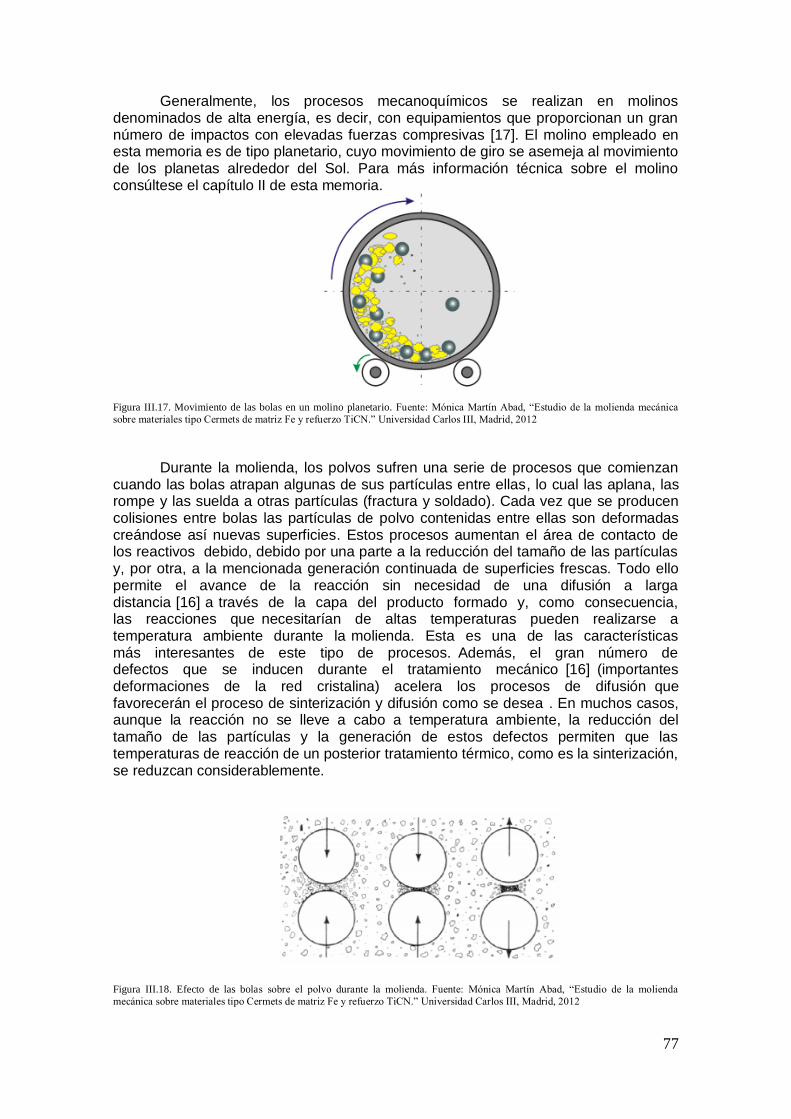
77
Generalmente, los procesos mecanoquímicos se realizan en molinos denominados de alta energía, es decir, con equipamientos que proporcionan un gran número de impactos con elevadas fuerzas compresivas [17]. El molino empleado en esta memoria es de tipo planetario, cuyo movimiento de giro se asemeja al movimiento de los planetas alrededor del Sol. Para más información técnica sobre el molino consúltese el capítulo II de esta memoria.
Figura III.17. Movimiento de las bolas en un molino planetario. Fuente: Mónica Martín Abad, “Estudio de la molienda mecánica
sobre materiales tipo Cermets de matriz Fe y refuerzo TiCN.” Universidad Carlos III, Madrid, 2012
Durante la molienda, los polvos sufren una serie de procesos que comienzan cuando las bolas atrapan algunas de sus partículas entre ellas, lo cual las aplana, las rompe y las suelda a otras partículas (fractura y soldado). Cada vez que se producen colisiones entre bolas las partículas de polvo contenidas entre ellas son deformadas creándose así nuevas superficies. Estos procesos aumentan el área de contacto de los reactivos debido, debido por una parte a la reducción del tamaño de las partículas y, por otra, a la mencionada generación continuada de superficies frescas. Todo ello permite el avance de la reacción sin necesidad de una difusión a larga distancia [16] a través de la capa del producto formado y, como consecuencia, las reacciones que necesitarían de altas temperaturas pueden realizarse a temperatura ambiente durante la molienda. Esta es una de las características más interesantes de este tipo de procesos. Además, el gran número de defectos que se inducen durante el tratamiento mecánico [16] (importantes deformaciones de la red cristalina) acelera los procesos de difusión que favorecerán el proceso de sinterización y difusión como se desea . En muchos casos, aunque la reacción no se lleve a cabo a temperatura ambiente, la reducción del tamaño de las partículas y la generación de estos defectos permiten que las temperaturas de reacción de un posterior tratamiento térmico, como es la sinterización, se reduzcan considerablemente.
Figura III.18. Efecto de las bolas sobre el polvo durante la molienda. Fuente: Mónica Martín Abad, “Estudio de la molienda
mecánica sobre materiales tipo Cermets de matriz Fe y refuerzo TiCN.” Universidad Carlos III, Madrid, 2012
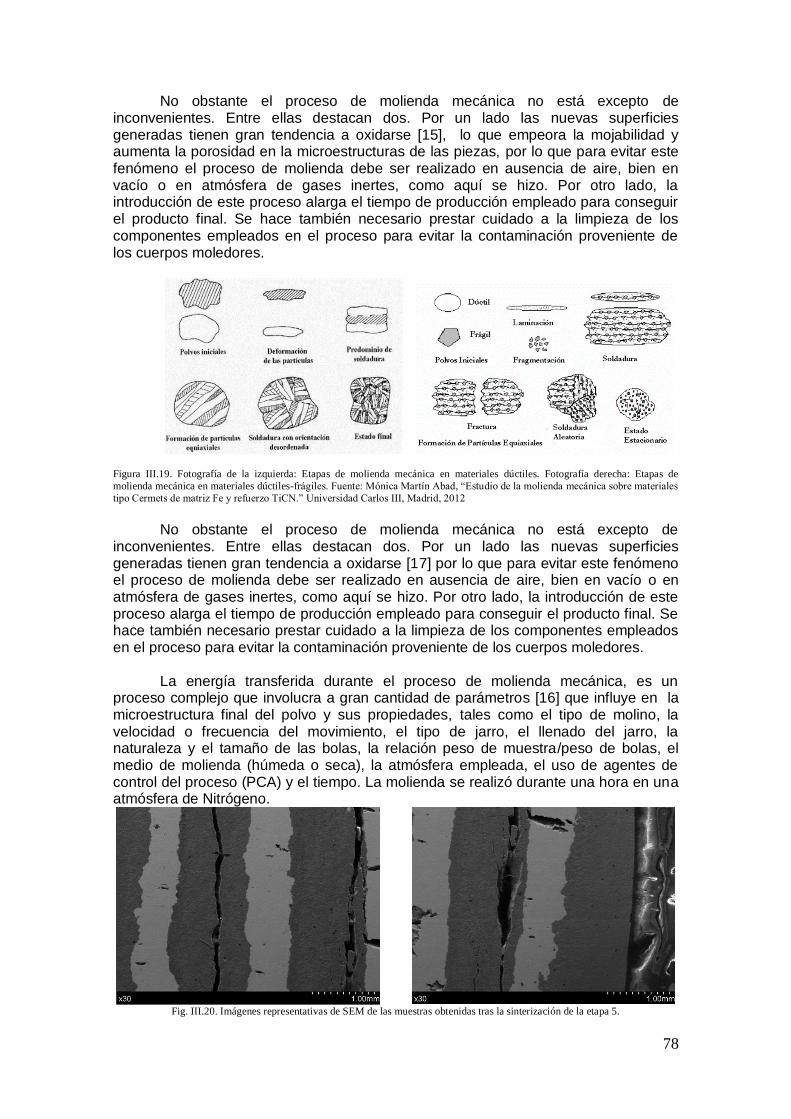
78
No obstante el proceso de molienda mecánica no está excepto de inconvenientes. Entre ellas destacan dos. Por un lado las nuevas superficies generadas tienen gran tendencia a oxidarse [15], lo que empeora la mojabilidad y aumenta la porosidad en la microestructuras de las piezas, por lo que para evitar este fenómeno el proceso de molienda debe ser realizado en ausencia de aire, bien en vacío o en atmósfera de gases inertes, como aquí se hizo. Por otro lado, la introducción de este proceso alarga el tiempo de producción empleado para conseguir el producto final. Se hace también necesario prestar cuidado a la limpieza de los componentes empleados en el proceso para evitar la contaminación proveniente de los cuerpos moledores.
Figura III.19. Fotografía de la izquierda: Etapas de molienda mecánica en materiales dúctiles. Fotografía derecha: Etapas de
molienda mecánica en materiales dúctiles-frágiles. Fuente: Mónica Martín Abad, “Estudio de la molienda mecánica sobre materiales
tipo Cermets de matriz Fe y refuerzo TiCN.” Universidad Carlos III, Madrid, 2012
No obstante el proceso de molienda mecánica no está excepto de
inconvenientes. Entre ellas destacan dos. Por un lado las nuevas superficies generadas tienen gran tendencia a oxidarse [17] por lo que para evitar este fenómeno el proceso de molienda debe ser realizado en ausencia de aire, bien en vacío o en atmósfera de gases inertes, como aquí se hizo. Por otro lado, la introducción de este proceso alarga el tiempo de producción empleado para conseguir el producto final. Se hace también necesario prestar cuidado a la limpieza de los componentes empleados en el proceso para evitar la contaminación proveniente de los cuerpos moledores.
La energía transferida durante el proceso de molienda mecánica, es un
proceso complejo que involucra a gran cantidad de parámetros [16] que influye en la microestructura final del polvo y sus propiedades, tales como el tipo de molino, la velocidad o frecuencia del movimiento, el tipo de jarro, el llenado del jarro, la naturaleza y el tamaño de las bolas, la relación peso de muestra/peso de bolas, el medio de molienda (húmeda o seca), la atmósfera empleada, el uso de agentes de control del proceso (PCA) y el tiempo. La molienda se realizó durante una hora en una atmósfera de Nitrógeno.
Fig. III.20. Imágenes representativas de SEM de las muestras obtenidas tras la sinterización de la etapa 5.
79
En los tres candidatos a estudio el empleo de la molienda ha resultado en una mejora visible de la tenacidad del cermet y en una ligera mejora de la sinterización, con la inherente disminución de porosidad, y de la difusión del cobalto. Aun así el material sigue sin responder satisfactoriamente a las tensiones originadas en el ciclo de sinterización.
Fig. III.21. Muestra representativa de los resultados obtenidos tras la sinterización de la etapa 5.
Etapa 6. Reacciones de auto-propagación inducidas mecánicamente (MSR).
Al contrario de las etapas anteriores, en este punto se va a describir primero la técnica empleada para a continuación justificar los motivos metalúrgicos y las ventajas que proporciona su uso en este momento. Esto se debe a la importancia de la propia técnica en sí.
Las reacciones mecanoquímicas generalmente progresan de manera continua
con el tiempo de la molienda por procesos de difusión, pero en determinados casos, si la reacción inducida es suficientemente exotérmica se producen las denominadas reacciones autosostenidas. Una vez iniciada, la reacción se propaga instantáneamente a través de la carga por un proceso denominado de combustión o de auto-propagación [18].
Se ha sugerido empíricamente [16] que las reacciones MSR de auto-propagación ocurren cuando la temperatura adiabática, 𝑇𝑎𝑑, es la temperatura máxima que alcanzaría el producto de la reacción si no hubiera ninguna disipación de calor) de los productos es superior a 1800 K. Esta temperatura, directamente relacionada con el carácter exotérmico de la reacción, puede ser calculada a partir de las capacidades caloríficas y el calor latente de fusión de las especies implicadas en la reacción. En una primera aproximación, este valor mínimo requerido también puede ser considerado válido en el caso de las reacciones MSR. Las MSR son reacciones que transcurren en tres etapas [16] bien diferenciadas:
1. Periodo de activación: Durante este tiempo, el tamaño de las partículas disminuye, se generan defectos, sitios activos y superficies frescas, pero se obtiene muy poca cantidad de producto formado por difusión.
2. Ignición: Esta se produce transcurrido un tiempo denominado tiempo de
ignición o combustión, 𝑡𝑖𝑔, propagándose el frente casi instantáneamente
por toda la muestra.
80
3. Periodo de post-combustión: Tras el paso del frente de reacción, la
transformación es normalmente incompleta y la molienda debe continuar para que reaccione la totalidad de la mezcla. De esta forma se obtiene un producto final homogéneo en composición, microestructura y estructura
La activación mecánica de los reactantes, la formación de los productos y
su homogeneización se lleva a cabo en un único proceso de molienda, lo que resulta de gran importancia a la hora de producir materiales compuestos. Por otra parte, las MSR ofrecen rutas de síntesis directas, rápidas, libres de disolventes (lo que les confiere un gran atractivo medioambiental) y de baja temperatura (con su correspondiente ahorro energético). Por las características de la reacción, el tiempo de molienda se reduce y los productos presentan una mayor pureza en comparación con los obtenidos por difusión. Además, como todo proceso basado en el tratamiento mecánico, el refinamiento estructural y el número de defectos inducidos, como las dislocaciones, mejoran las propiedades mecánicas del producto. También aumenta la temperatura hasta la cual se retienen las propiedades mecánicas y mejora la resistencia a la corrosión [16].
Al igual que se comentó en la etapa anterior para los procesos mecanoquímicos, también los procesos de auto-propagación son muy complejos debido al gran número de parámetros experimentales que intervienen. Esto hace que resulte muy difícil desarrollar modelos de los procesos que permitan la comparación de los distintos resultados encontrados en la bibliografía. Sólo algunas tentativas se han descrito en la literatura [19]. Cualquier proceso mecanoquímico comienza con un periodo de inducción y la formación del primer producto ocurre tras un tiempo de molienda más o menos largo dependiendo de las características del sistema estudiado. Que la reacción progrese gradualmente (por difusión) o por un proceso autosostenido dependerá de la composición de la mezcla inicial y de las condiciones de la molienda.
Durante el proceso de sinterización en fase líquida, parte de las partículas cerámicas se disuelve en la fase metálica cimentadora, produciéndose posteriormente la precipitación de una solución sólida compleja, que en el cermet es de tipo carbonitruro, en donde se incorpora la mayoría de los metales de transición introducidos en la mezcla inicial como carburos o nitruros. La composición final de estas soluciones sólidas viene determinada, por tanto, por la composición inicial, la cantidad de carbono y nitrógeno presentes en el sistema y las solubilidades mutuas de las distintas fases cerámicas [20].
Este fenómeno de disolución-precipitación hace que los cermets exhiban una
microestructura característica estable tipo “Core-Rim”, compuesta por granos cuyo corazón, constituido por las partículas originales de Ti(C,N) no disueltas durante el sinterizado, está rodeado por carbonitruros complejos de diversos metales de transición (Ti, W, Mo, Ta, Nb,...) (C,N) formando intermetálicos afectando significativamente a las características del material [16].
Los mecanismos de formación de esta delicada estructura no están aún
completamente comprendidos. Suzuki et al [21] propone que inicialmente se produce la disolución de las partículas de elementos de transición y carburos en el binder de Cobalto y para posteriormente precipitar sobre las grandes partículas del core Ti(C,N) rodeándolas. Ahn et al [ ] y Chun et al [22] sugieren el mismo mecanismo para el proceso de formación en cermets Ti-Mo-Ni y Ti(C,N)-WC-Ni respectivamente. No obstante Yand et al [23] sugieran que (Mo,Ti) (C,N) se forman por difusión sólida del Titanio procedente de las partículas Ti(C,N) hacia las partículas colindantes de
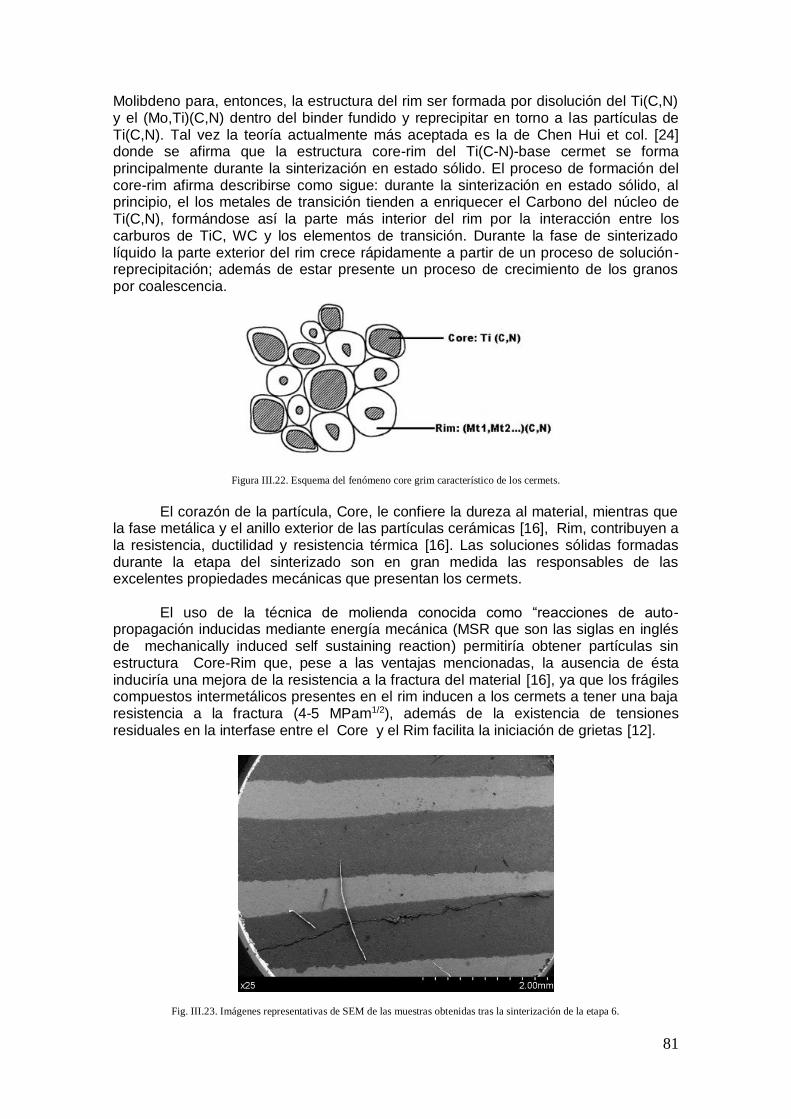
81
Molibdeno para, entonces, la estructura del rim ser formada por disolución del Ti(C,N) y el (Mo,Ti)(C,N) dentro del binder fundido y reprecipitar en torno a las partículas de Ti(C,N). Tal vez la teoría actualmente más aceptada es la de Chen Hui et col. [24] donde se afirma que la estructura core-rim del Ti(C-N)-base cermet se forma principalmente durante la sinterización en estado sólido. El proceso de formación del core-rim afirma describirse como sigue: durante la sinterización en estado sólido, al principio, el los metales de transición tienden a enriquecer el Carbono del núcleo de Ti(C,N), formándose así la parte más interior del rim por la interacción entre los carburos de TiC, WC y los elementos de transición. Durante la fase de sinterizado líquido la parte exterior del rim crece rápidamente a partir de un proceso de solución-reprecipitación; además de estar presente un proceso de crecimiento de los granos por coalescencia.
Figura III.22. Esquema del fenómeno core grim característico de los cermets.
El corazón de la partícula, Core, le confiere la dureza al material, mientras que
la fase metálica y el anillo exterior de las partículas cerámicas [16], Rim, contribuyen a la resistencia, ductilidad y resistencia térmica [16]. Las soluciones sólidas formadas durante la etapa del sinterizado son en gran medida las responsables de las excelentes propiedades mecánicas que presentan los cermets.
El uso de la técnica de molienda conocida como “reacciones de auto-propagación inducidas mediante energía mecánica (MSR que son las siglas en inglés de mechanically induced self sustaining reaction) permitiría obtener partículas sin estructura Core-Rim que, pese a las ventajas mencionadas, la ausencia de ésta induciría una mejora de la resistencia a la fractura del material [16], ya que los frágiles compuestos intermetálicos presentes en el rim inducen a los cermets a tener una baja resistencia a la fractura (4-5 MPam1/2), además de la existencia de tensiones residuales en la interfase entre el Core y el Rim facilita la iniciación de grietas [12].
Fig. III.23. Imágenes representativas de SEM de las muestras obtenidas tras la sinterización de la etapa 6.
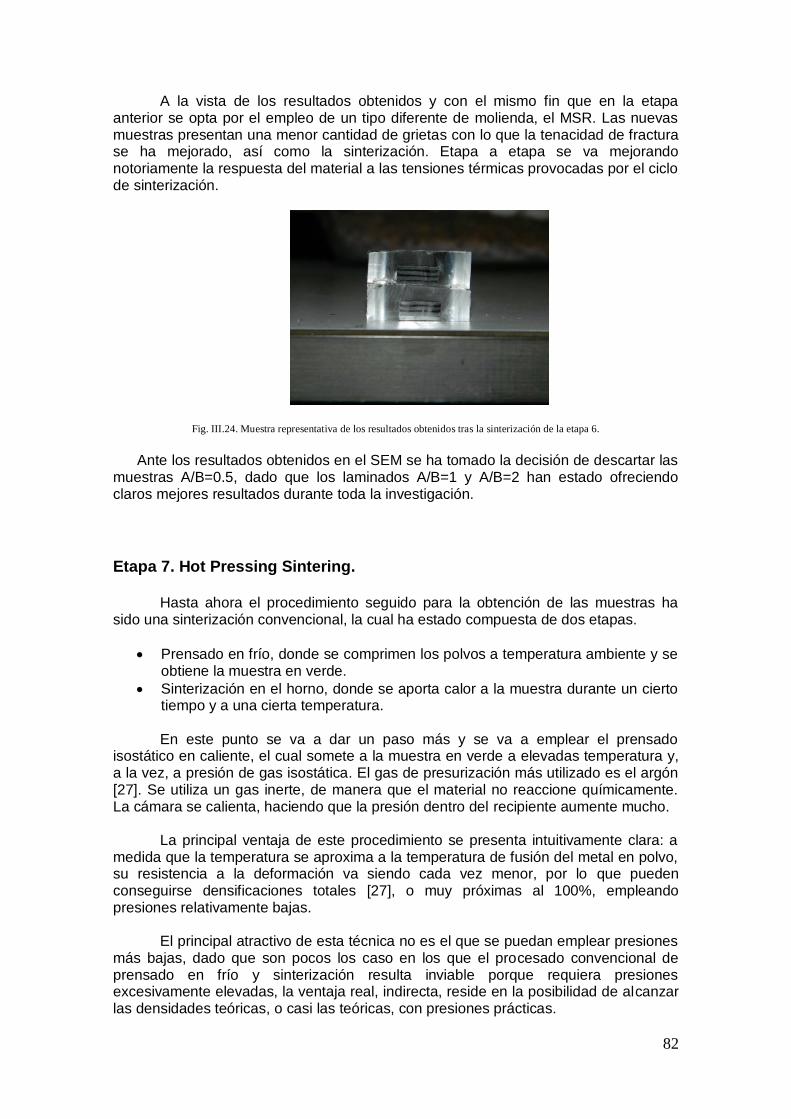
82
A la vista de los resultados obtenidos y con el mismo fin que en la etapa anterior se opta por el empleo de un tipo diferente de molienda, el MSR. Las nuevas muestras presentan una menor cantidad de grietas con lo que la tenacidad de fractura se ha mejorado, así como la sinterización. Etapa a etapa se va mejorando notoriamente la respuesta del material a las tensiones térmicas provocadas por el ciclo de sinterización.
Fig. III.24. Muestra representativa de los resultados obtenidos tras la sinterización de la etapa 6.
Ante los resultados obtenidos en el SEM se ha tomado la decisión de descartar las
muestras A/B=0.5, dado que los laminados A/B=1 y A/B=2 han estado ofreciendo claros mejores resultados durante toda la investigación.
Etapa 7. Hot Pressing Sintering.
Hasta ahora el procedimiento seguido para la obtención de las muestras ha sido una sinterización convencional, la cual ha estado compuesta de dos etapas.
Prensado en frío, donde se comprimen los polvos a temperatura ambiente y se obtiene la muestra en verde.
Sinterización en el horno, donde se aporta calor a la muestra durante un cierto tiempo y a una cierta temperatura.
En este punto se va a dar un paso más y se va a emplear el prensado
isostático en caliente, el cual somete a la muestra en verde a elevadas temperatura y, a la vez, a presión de gas isostática. El gas de presurización más utilizado es el argón [27]. Se utiliza un gas inerte, de manera que el material no reaccione químicamente. La cámara se calienta, haciendo que la presión dentro del recipiente aumente mucho.
La principal ventaja de este procedimiento se presenta intuitivamente clara: a
medida que la temperatura se aproxima a la temperatura de fusión del metal en polvo, su resistencia a la deformación va siendo cada vez menor, por lo que pueden conseguirse densificaciones totales [27], o muy próximas al 100%, empleando presiones relativamente bajas. El principal atractivo de esta técnica no es el que se puedan emplear presiones más bajas, dado que son pocos los caso en los que el procesado convencional de prensado en frío y sinterización resulta inviable porque requiera presiones excesivamente elevadas, la ventaja real, indirecta, reside en la posibilidad de alcanzar las densidades teóricas, o casi las teóricas, con presiones prácticas.
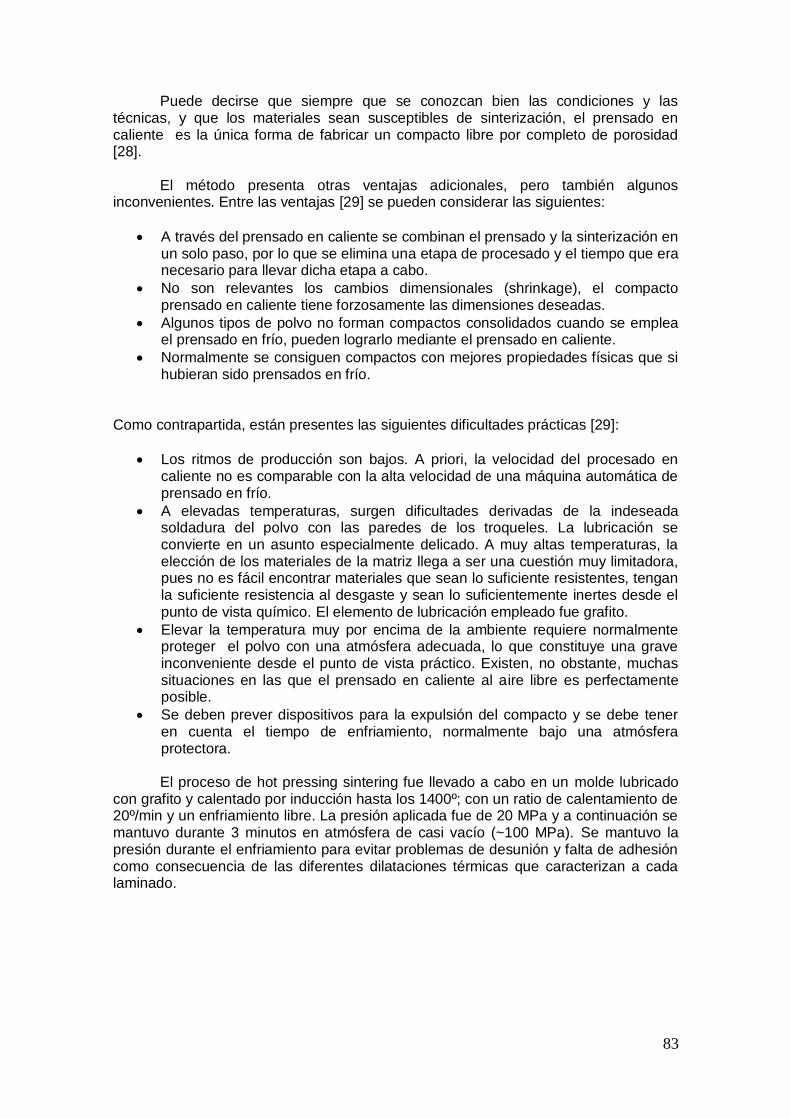
83
Puede decirse que siempre que se conozcan bien las condiciones y las técnicas, y que los materiales sean susceptibles de sinterización, el prensado en caliente es la única forma de fabricar un compacto libre por completo de porosidad [28]. El método presenta otras ventajas adicionales, pero también algunos inconvenientes. Entre las ventajas [29] se pueden considerar las siguientes:
A través del prensado en caliente se combinan el prensado y la sinterización en un solo paso, por lo que se elimina una etapa de procesado y el tiempo que era necesario para llevar dicha etapa a cabo.
No son relevantes los cambios dimensionales (shrinkage), el compacto prensado en caliente tiene forzosamente las dimensiones deseadas.
Algunos tipos de polvo no forman compactos consolidados cuando se emplea el prensado en frío, pueden lograrlo mediante el prensado en caliente.
Normalmente se consiguen compactos con mejores propiedades físicas que si hubieran sido prensados en frío.
Como contrapartida, están presentes las siguientes dificultades prácticas [29]:
Los ritmos de producción son bajos. A priori, la velocidad del procesado en caliente no es comparable con la alta velocidad de una máquina automática de prensado en frío.
A elevadas temperaturas, surgen dificultades derivadas de la indeseada soldadura del polvo con las paredes de los troqueles. La lubricación se convierte en un asunto especialmente delicado. A muy altas temperaturas, la elección de los materiales de la matriz llega a ser una cuestión muy limitadora, pues no es fácil encontrar materiales que sean lo suficiente resistentes, tengan la suficiente resistencia al desgaste y sean lo suficientemente inertes desde el punto de vista químico. El elemento de lubricación empleado fue grafito.
Elevar la temperatura muy por encima de la ambiente requiere normalmente proteger el polvo con una atmósfera adecuada, lo que constituye una grave inconveniente desde el punto de vista práctico. Existen, no obstante, muchas situaciones en las que el prensado en caliente al aire libre es perfectamente posible.
Se deben prever dispositivos para la expulsión del compacto y se debe tener en cuenta el tiempo de enfriamiento, normalmente bajo una atmósfera protectora.
El proceso de hot pressing sintering fue llevado a cabo en un molde lubricado
con grafito y calentado por inducción hasta los 1400º; con un ratio de calentamiento de 20º/min y un enfriamiento libre. La presión aplicada fue de 20 MPa y a continuación se mantuvo durante 3 minutos en atmósfera de casi vacío (~100 MPa). Se mantuvo la presión durante el enfriamiento para evitar problemas de desunión y falta de adhesión como consecuencia de las diferentes dilataciones térmicas que caracterizan a cada laminado.
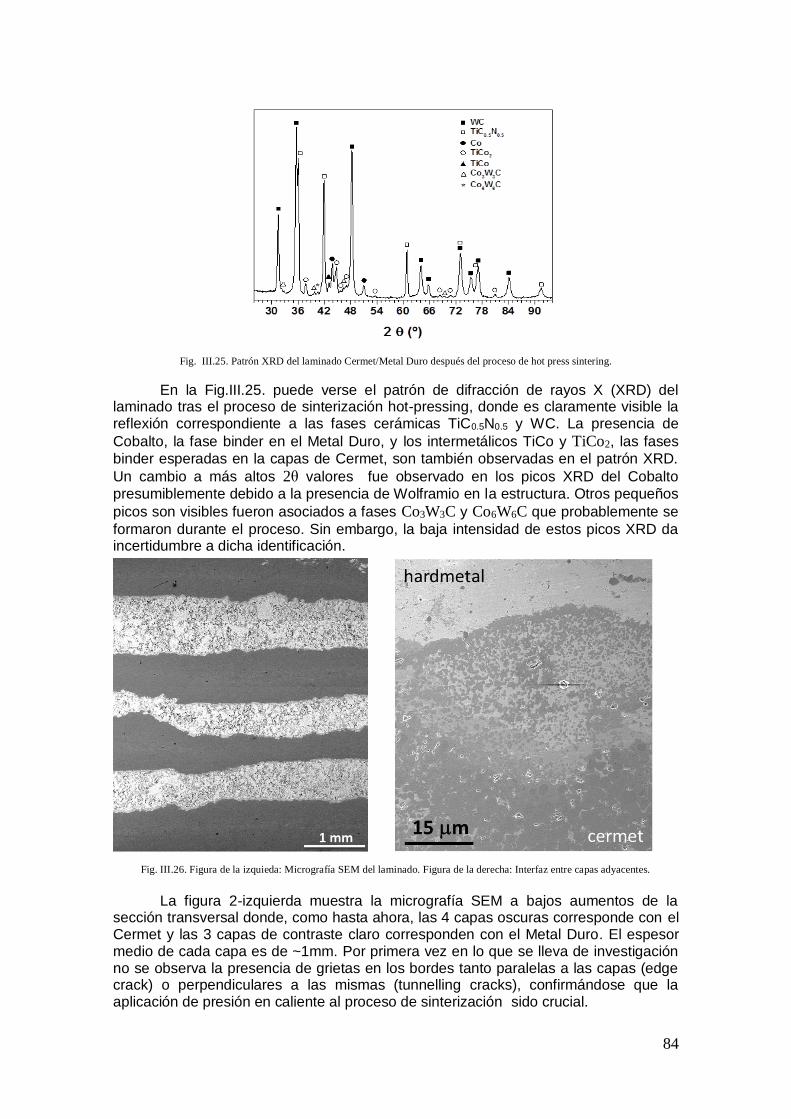
84
En la Fig.III.25. puede verse el patrón de difracción de rayos X (XRD) del laminado tras el proceso de sinterización hot-pressing, donde es claramente visible la reflexión correspondiente a las fases cerámicas TiC0.5N0.5 y WC. La presencia de
Cobalto, la fase binder en el Metal Duro, y los intermetálicos TiCo y TiCo2, las fases
binder esperadas en la capas de Cermet, son también observadas en el patrón XRD.
Un cambio a más altos 2θ valores fue observado en los picos XRD del Cobalto
presumiblemente debido a la presencia de Wolframio en la estructura. Otros pequeños
picos son visibles fueron asociados a fases Co3W3C y Co6W6C que probablemente se
formaron durante el proceso. Sin embargo, la baja intensidad de estos picos XRD da incertidumbre a dicha identificación.
Fig. III.26. Figura de la izquieda: Micrografía SEM del laminado. Figura de la derecha: Interfaz entre capas adyacentes.
La figura 2-izquierda muestra la micrografía SEM a bajos aumentos de la
sección transversal donde, como hasta ahora, las 4 capas oscuras corresponde con el Cermet y las 3 capas de contraste claro corresponden con el Metal Duro. El espesor medio de cada capa es de ~1mm. Por primera vez en lo que se lleva de investigación no se observa la presencia de grietas en los bordes tanto paralelas a las capas (edge crack) o perpendiculares a las mismas (tunnelling cracks), confirmándose que la aplicación de presión en caliente al proceso de sinterización sido crucial.
Fig. III.25. Patrón XRD del laminado Cermet/Metal Duro después del proceso de hot press sintering.
Fig. 1 shows the X RD pattern of the laminates after sintering, where is clearly visible
the reflexions corresponding to the ceramic TiC0.5N0.5 and WC phases. The presence of
Co, the binder phase in the hardmetal layer, and TiCo and TiCo2 intermetallics, the
expected binder phases in the cermet layer, are also observed in the XRD pattern. A
shift to higher 2θ values was observed in Co XRD peaks presumably due to the
presence of W in the structure. Other small peaks were visible in Fig. 1 that were
associated with the presence of Co3W3C and Co6W6C phases that probably formed
during the sintering process. However, the low intensity of these XRD peaks makes this
assignment uncertain.
85
La figura2-derecha muestra como las capas de Cermet y Metal Duro han interactuado durante el proceso de sinterización produciendo una heteroestructura en la interfaz compuesta de diferentes fases que se extienden en una franja de unos 40-
50 m. Esta interacción ha generado una unión en las intercaras lo suficientemente
fuerte. En la figura 2 también se evidencia a una buena densificación de la capa de Cermet, mientras que la porosidad en el Metal Duro fue significativamente más alta, pudiendo deberse a la baja temperatura de sinterización o al tiempo de la etapa isoterma. De hecho, el material compuesto Cermet es más propenso obtenido por el proceso mecanoquímico MSR es más propenso a tener una buena densificación a causa de la más elevada actividad superficial y energía libre.
Fig. III.27. Muestra representativa de los resultados obtenidas tras la sinterización de la etapa 8.
Etapa 8. Estudio de la interface Caracterización morfológica y elemental de la interfaz.
Un cuidadoso mapeo de elementos (Fig.III.29) y un análisis puntual químico usando EDX en un SEM fue realizado en la interfaz para determinar semicuantitativamente la distribución de todos los elementos relevantes (Ti, W y Co), para profundizar en las reacciones metalúrgicas implicadas durante la sinterización y la identificación de la naturaleza de las fases químicas. La composición elemental (%atómico) en un puntos discretos representativos de diferentes fases en la interfaz fueron calculados y presentados en la Tabla III.6. Las zonas analizadas están marcadas con números en la Fig.III.29 y la Tabla III.6.
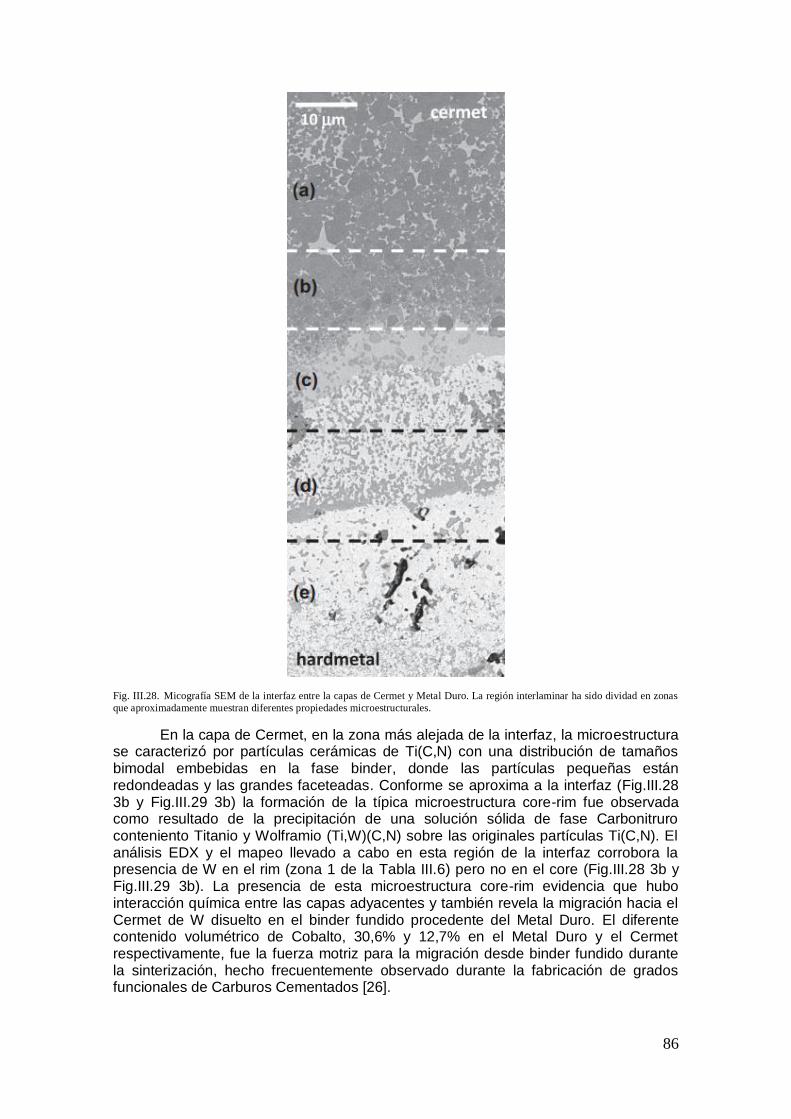
86
Fig. III.28. Micografía SEM de la interfaz entre la capas de Cermet y Metal Duro. La región interlaminar ha sido dividad en zonas
que aproximadamente muestran diferentes propiedades microestructurales.
En la capa de Cermet, en la zona más alejada de la interfaz, la microestructura se caracterizó por partículas cerámicas de Ti(C,N) con una distribución de tamaños bimodal embebidas en la fase binder, donde las partículas pequeñas están redondeadas y las grandes faceteadas. Conforme se aproxima a la interfaz (Fig.III.28 3b y Fig.III.29 3b) la formación de la típica microestructura core-rim fue observada como resultado de la precipitación de una solución sólida de fase Carbonitruro conteniento Titanio y Wolframio (Ti,W)(C,N) sobre las originales partículas Ti(C,N). El análisis EDX y el mapeo llevado a cabo en esta región de la interfaz corrobora la presencia de W en el rim (zona 1 de la Tabla III.6) pero no en el core (Fig.III.28 3b y Fig.III.29 3b). La presencia de esta microestructura core-rim evidencia que hubo interacción química entre las capas adyacentes y también revela la migración hacia el Cermet de W disuelto en el binder fundido procedente del Metal Duro. El diferente contenido volumétrico de Cobalto, 30,6% y 12,7% en el Metal Duro y el Cermet respectivamente, fue la fuerza motriz para la migración desde binder fundido durante la sinterización, hecho frecuentemente observado durante la fabricación de grados funcionales de Carburos Cementados [26].
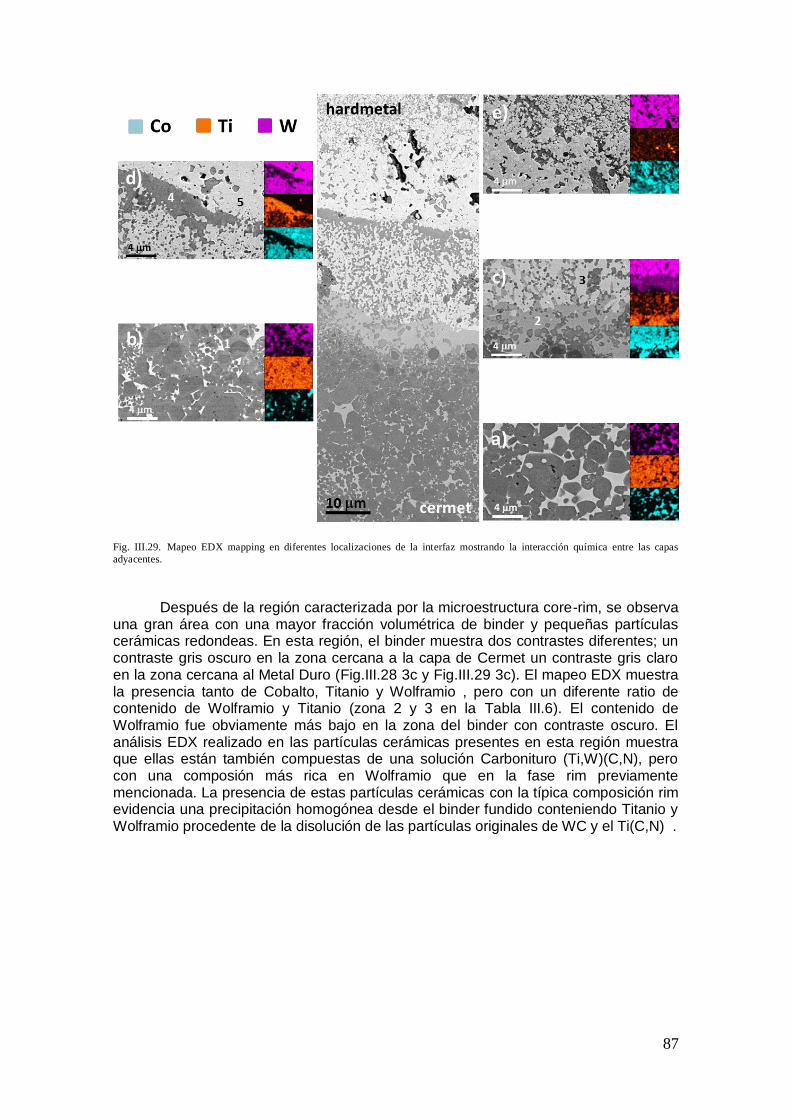
87
Fig. III.29. Mapeo EDX mapping en diferentes localizaciones de la interfaz mostrando la interacción química entre las capas
adyacentes.
Después de la región caracterizada por la microestructura core-rim, se observa
una gran área con una mayor fracción volumétrica de binder y pequeñas partículas cerámicas redondeas. En esta región, el binder muestra dos contrastes diferentes; un contraste gris oscuro en la zona cercana a la capa de Cermet un contraste gris claro en la zona cercana al Metal Duro (Fig.III.28 3c y Fig.III.29 3c). El mapeo EDX muestra la presencia tanto de Cobalto, Titanio y Wolframio , pero con un diferente ratio de contenido de Wolframio y Titanio (zona 2 y 3 en la Tabla III.6). El contenido de Wolframio fue obviamente más bajo en la zona del binder con contraste oscuro. El análisis EDX realizado en las partículas cerámicas presentes en esta región muestra que ellas están también compuestas de una solución Carbonituro (Ti,W)(C,N), pero con una composión más rica en Wolframio que en la fase rim previamente mencionada. La presencia de estas partículas cerámicas con la típica composición rim evidencia una precipitación homogónea desde el binder fundido conteniendo Titanio y Wolframio procedente de la disolución de las partículas originales de WC y el Ti(C,N) .
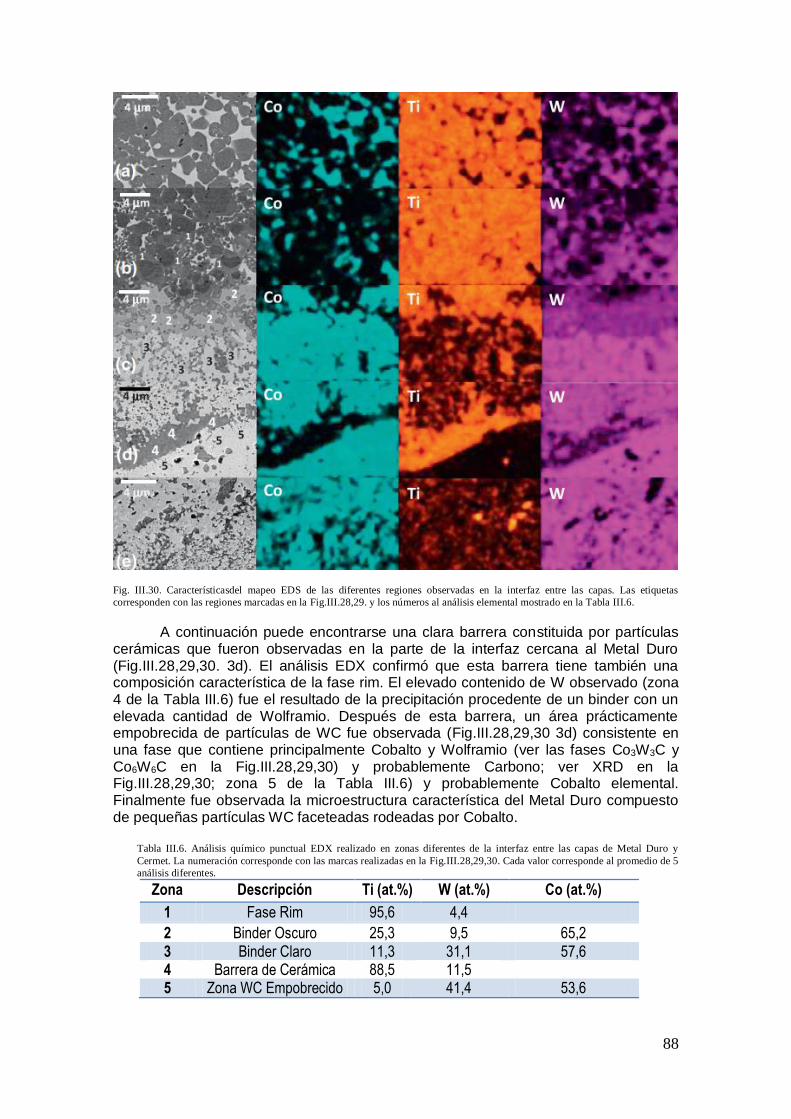
88
Fig. III.30. Característicasdel mapeo EDS de las diferentes regiones observadas en la interfaz entre las capas. Las etiquetas
corresponden con las regiones marcadas en la Fig.III.28,29. y los números al análisis elemental mostrado en la Tabla III.6.
A continuación puede encontrarse una clara barrera constituida por partículas cerámicas que fueron observadas en la parte de la interfaz cercana al Metal Duro (Fig.III.28,29,30. 3d). El análisis EDX confirmó que esta barrera tiene también una composición característica de la fase rim. El elevado contenido de W observado (zona 4 de la Tabla III.6) fue el resultado de la precipitación procedente de un binder con un elevada cantidad de Wolframio. Después de esta barrera, un área prácticamente empobrecida de partículas de WC fue observada (Fig.III.28,29,30 3d) consistente en una fase que contiene principalmente Cobalto y Wolframio (ver las fases Co3W3C y Co6W6C en la Fig.III.28,29,30) y probablemente Carbono; ver XRD en la Fig.III.28,29,30; zona 5 de la Tabla III.6) y probablemente Cobalto elemental. Finalmente fue observada la microestructura característica del Metal Duro compuesto de pequeñas partículas WC faceteadas rodeadas por Cobalto.
Tabla III.6. Análisis químico punctual EDX realizado en zonas diferentes de la interfaz entre las capas de Metal Duro y
Cermet. La numeración corresponde con las marcas realizadas en la Fig.III.28,29,30. Cada valor corresponde al promedio de 5
análisis diferentes.
Zona Descripción Ti (at.%) W (at.%) Co (at.%)
1 Fase Rim 95,6 4,4
2 Binder Oscuro 25,3 9,5 65,2 3 Binder Claro 11,3 31,1 57,6 4 Barrera de Cerámica 88,5 11,5 5 Zona WC Empobrecido 5,0 41,4 53,6
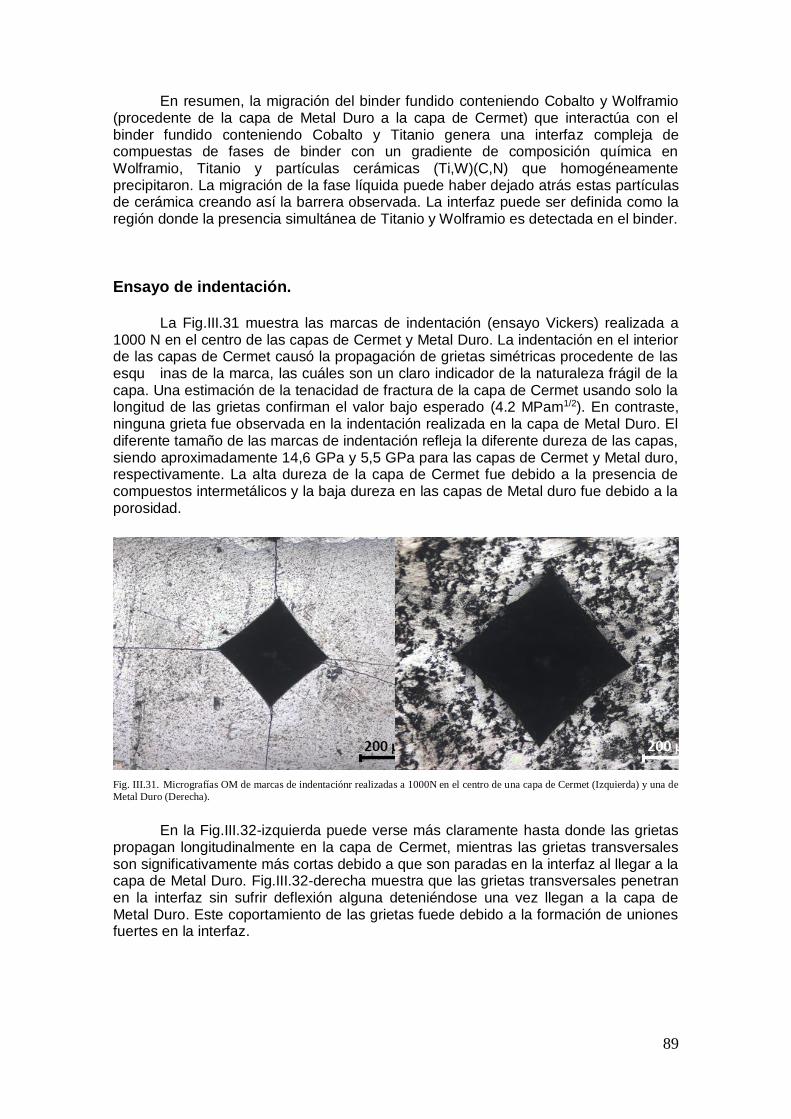
89
En resumen, la migración del binder fundido conteniendo Cobalto y Wolframio (procedente de la capa de Metal Duro a la capa de Cermet) que interactúa con el binder fundido conteniendo Cobalto y Titanio genera una interfaz compleja de compuestas de fases de binder con un gradiente de composición química en Wolframio, Titanio y partículas cerámicas (Ti,W)(C,N) que homogéneamente precipitaron. La migración de la fase líquida puede haber dejado atrás estas partículas de cerámica creando así la barrera observada. La interfaz puede ser definida como la región donde la presencia simultánea de Titanio y Wolframio es detectada en el binder.
Ensayo de indentación.
La Fig.III.31 muestra las marcas de indentación (ensayo Vickers) realizada a 1000 N en el centro de las capas de Cermet y Metal Duro. La indentación en el interior de las capas de Cermet causó la propagación de grietas simétricas procedente de las esqu inas de la marca, las cuáles son un claro indicador de la naturaleza frágil de la capa. Una estimación de la tenacidad de fractura de la capa de Cermet usando solo la longitud de las grietas confirman el valor bajo esperado (4.2 MPam1/2). En contraste, ninguna grieta fue observada en la indentación realizada en la capa de Metal Duro. El diferente tamaño de las marcas de indentación refleja la diferente dureza de las capas, siendo aproximadamente 14,6 GPa y 5,5 GPa para las capas de Cermet y Metal duro, respectivamente. La alta dureza de la capa de Cermet fue debido a la presencia de compuestos intermetálicos y la baja dureza en las capas de Metal duro fue debido a la porosidad.
Fig. III.31. Micrografías OM de marcas de indentaciónr realizadas a 1000N en el centro de una capa de Cermet (Izquierda) y una de
Metal Duro (Derecha).
En la Fig.III.32-izquierda puede verse más claramente hasta donde las grietas
propagan longitudinalmente en la capa de Cermet, mientras las grietas transversales son significativamente más cortas debido a que son paradas en la interfaz al llegar a la capa de Metal Duro. Fig.III.32-derecha muestra que las grietas transversales penetran en la interfaz sin sufrir deflexión alguna deteniéndose una vez llegan a la capa de Metal Duro. Este coportamiento de las grietas fuede debido a la formación de uniones fuertes en la interfaz.
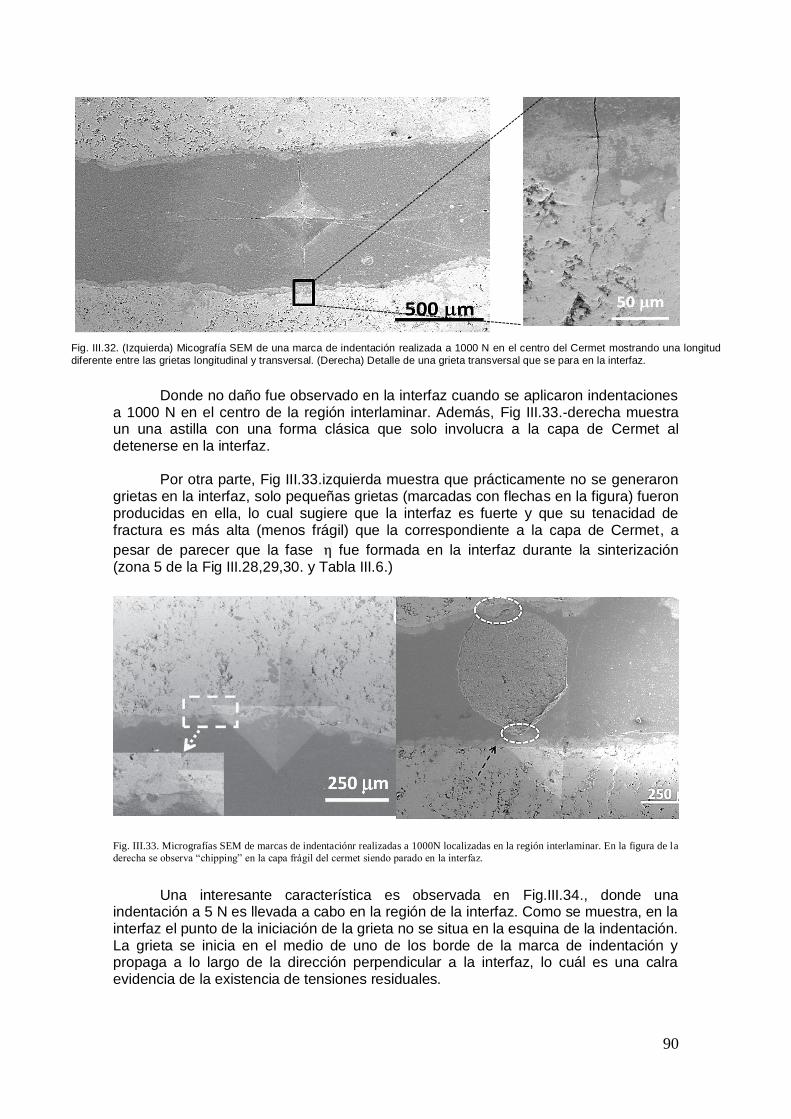
90
Fig. III.32. (Izquierda) Micografía SEM de una marca de indentación realizada a 1000 N en el centro del Cermet mostrando una longitud
diferente entre las grietas longitudinal y transversal. (Derecha) Detalle de una grieta transversal que se para en la interfaz.
Donde no daño fue observado en la interfaz cuando se aplicaron indentaciones a 1000 N en el centro de la región interlaminar. Además, Fig III.33.-derecha muestra un una astilla con una forma clásica que solo involucra a la capa de Cermet al detenerse en la interfaz.
Por otra parte, Fig III.33.izquierda muestra que prácticamente no se generaron
grietas en la interfaz, solo pequeñas grietas (marcadas con flechas en la figura) fueron producidas en ella, lo cual sugiere que la interfaz es fuerte y que su tenacidad de fractura es más alta (menos frágil) que la correspondiente a la capa de Cermet, a
pesar de parecer que la fase η fue formada en la interfaz durante la sinterización (zona 5 de la Fig III.28,29,30. y Tabla III.6.)
Fig. III.33. Micrografías SEM de marcas de indentaciónr realizadas a 1000N localizadas en la región interlaminar. En la figura de la
derecha se observa “chipping” en la capa frágil del cermet siendo parado en la interfaz.
Una interesante característica es observada en Fig.III.34., donde una indentación a 5 N es llevada a cabo en la región de la interfaz. Como se muestra, en la interfaz el punto de la iniciación de la grieta no se situa en la esquina de la indentación. La grieta se inicia en el medio de uno de los borde de la marca de indentación y propaga a lo largo de la dirección perpendicular a la interfaz, lo cuál es una calra evidencia de la existencia de tensiones residuales.
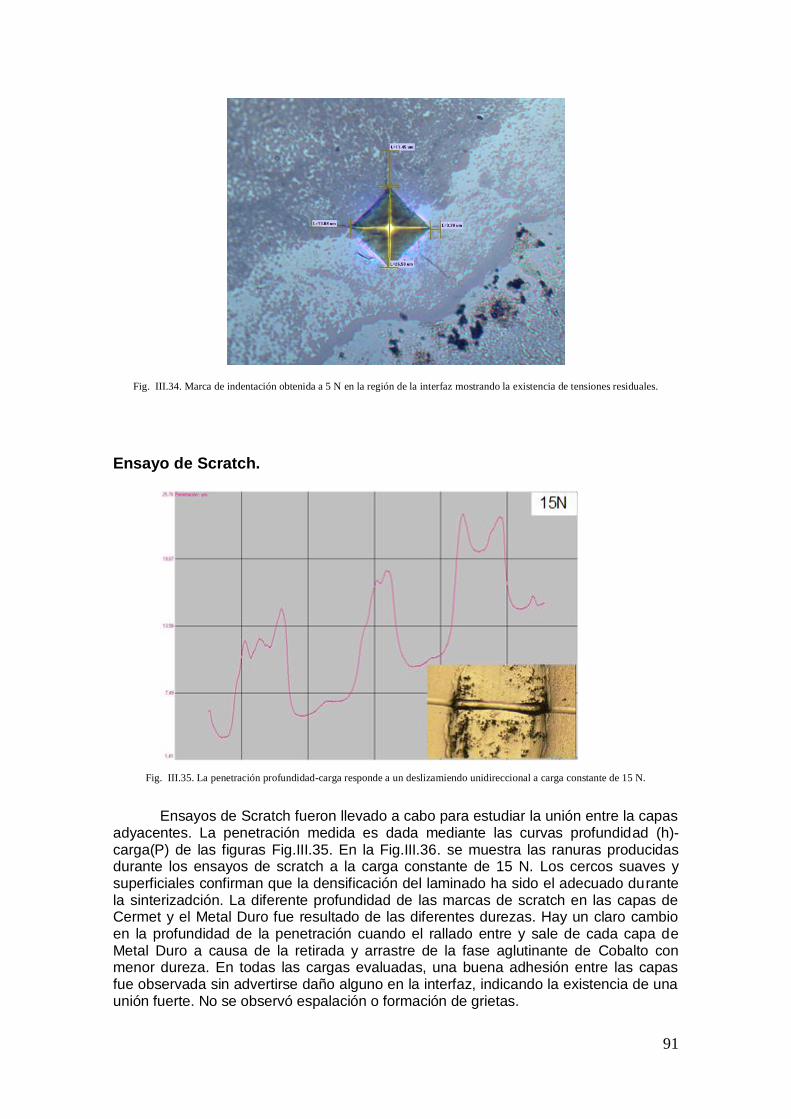
91
Ensayo de Scratch.
Ensayos de Scratch fueron llevado a cabo para estudiar la unión entre la capas
adyacentes. La penetración medida es dada mediante las curvas profundidad (h)-carga(P) de las figuras Fig.III.35. En la Fig.III.36. se muestra las ranuras producidas durante los ensayos de scratch a la carga constante de 15 N. Los cercos suaves y superficiales confirman que la densificación del laminado ha sido el adecuado durante la sinterizadción. La diferente profundidad de las marcas de scratch en las capas de Cermet y el Metal Duro fue resultado de las diferentes durezas. Hay un claro cambio en la profundidad de la penetración cuando el rallado entre y sale de cada capa de Metal Duro a causa de la retirada y arrastre de la fase aglutinante de Cobalto con menor dureza. En todas las cargas evaluadas, una buena adhesión entre las capas fue observada sin advertirse daño alguno en la interfaz, indicando la existencia de una unión fuerte. No se observó espalación o formación de grietas.
Fig. III.34. Marca de indentación obtenida a 5 N en la región de la interfaz mostrando la existencia de tensiones residuales.
SEMmarcas de indentaciónr realizadas
Fig. III.35. La penetración profundidad-carga responde a un deslizamiendo unidireccional a carga constante de 15 N.
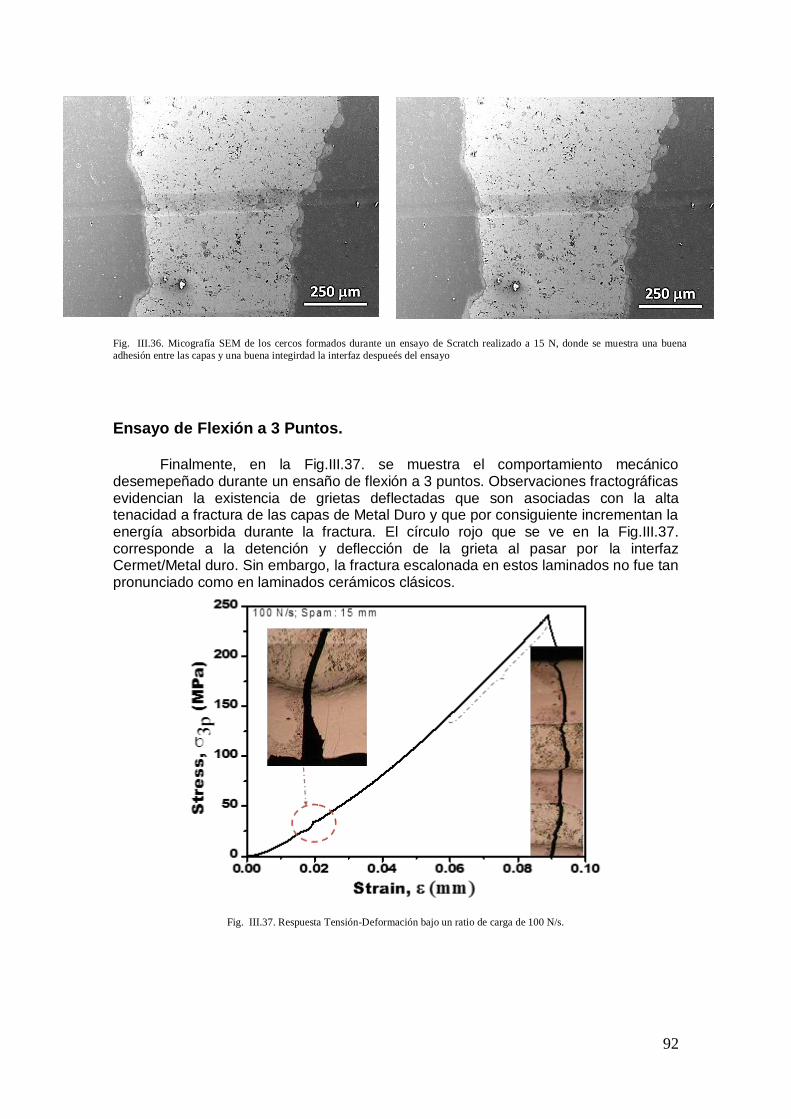
92
Ensayo de Flexión a 3 Puntos.
Finalmente, en la Fig.III.37. se muestra el comportamiento mecánico desemepeñado durante un ensaño de flexión a 3 puntos. Observaciones fractográficas evidencian la existencia de grietas deflectadas que son asociadas con la alta tenacidad a fractura de las capas de Metal Duro y que por consiguiente incrementan la energía absorbida durante la fractura. El círculo rojo que se ve en la Fig.III.37. corresponde a la detención y deflección de la grieta al pasar por la interfaz Cermet/Metal duro. Sin embargo, la fractura escalonada en estos laminados no fue tan pronunciado como en laminados cerámicos clásicos.
Fig. III.36. Micografía SEM de los cercos formados durante un ensayo de Scratch realizado a 15 N, donde se muestra una buena
adhesión entre las capas y una buena integirdad la interfaz despueés del ensayo
Fig. III.37. Respuesta Tensión-Deformación bajo un ratio de carga de 100 N/s.
93
Bibliografía. [1] Córdoba Gallego, José Manuel, Chicardi Augusto, Ernesto, Torres Hernández,
Yadir, Rodriguez Ortiz, Jose Antonio, Sayagués de Vega, Maria Jesús, et. al.: “Effect of
tantalum on the microstructure and mechanical properties of /Ti,Ta)(C,N) based
cermets developed by MSR.” Poster en Congreso. IV Congreso Nacional de
Pulvimetalurgia. ETS de Ingenieros, Sevilla. 2012.
[2] A. Bellosi, F. Monteverde, R. Calzavarini and C. Zancolo, “Factor influencing the milling performance of Ti(C,N)-based tools against carbon steel”, Int. J. Refract. Met.
Hard Mater, 2001.
[3] J. Russias , S. Cardinal, Y. Aguni, G. Fantozzi, K. Bienvenu, J. Fontaine c,
“Influence of titanium nitride addition on the microstructure and mechanical properties
of TiC-based cermets”. Science Direct, 2005.
[4] Elena Gordo Odériz. “Estudio de los tratamientos térmicos de un material
compuesto base hierro reforzado con TiCN.” Proyecto fin de carrera, Universidad
Carlos III, Madrid. 2009.
[5] Autor no defindo. “Tungsten carbide-Cobalt-Material Information
http://nanopartikel.info /en/nanoinfo/materials/tungsten-carbide-cobalt
[6] E. Chicardi, Y. Torres, J.M. Córdoba, P. Hvizdoš, F.J. Gotor, “Effect of tantalum
content on the microstructure and mechanical behavior of cermets based on
(TixTa1x)(C0.5N0.5) solid solutions.” Science Direct, 2013. [7] E.T. Jeon, J. Joardar, S. Kang “Microstructure and tribo-mechanical properties of ultrafine Ti(CN) cermets” International Journal of Refractory Metals & Hard Materials
20, 2002.
[8] Sandvik Hard Metal, “Comprender el metal duro.”
http://www2.sandvik.com/sandvik/0130/HI/SE03411.nsf/a0de78d35676d88d412567d9
00294747/ 4c7827530abfa4e1c1256b0a0034cc36/$FILE/h-9100%20spa%202.pdf
[9] F.J. Gotor, R. Bermejo, J.M. Córdoba, E. Chicardi, V. Medri, D. Dalle Fabbriche, Y.
Torres, “Processing and characterisation of cermet/hardmetal laminates with strong
interfaces”. Science Direct, 2014.
[10] F.París, A.Blázquez,J.Cañas. “Teoría de la elasticidad.” Universidad de Sevila,
1996-2005.
[11] Gladysz GM, Chawla KK. “Coefficients of thermal expansion of some laminated
ceramic composites”. Composites Part A, 2001.
[12] E. Chicardi, Y. Torres, J.M. Córdoba, M.J. Sayagués, J.A. Rodríguez, F.J. Gotor,
“Effect of sintering time on the microstructure and mechanical properties of (Ti,Ta)
(C,N)-based cermets.” Science Direct, 2013.
94
[13] José Manuel Torralba, Mónica Campos “Tecnología de polvos. Lección 5.”
OpenCourseWare, Universidad Carlos III, Madrid. http://ocw.uc3m.es/ciencia-e-
oin/tecnologia-de-polvos/ material-de-clase-1/0.Programax.pdf/view
[14] B. Gomez, E. Gordo, J.M. Torralba. “Influence of milling time on the processing of
Fe–TiCN composites.” Materials Science and Engineering, 2006.
[15] José Manuel Torralba, Mónica Campos “Principales métodos de obtención de
polvos. Lección 2.” OpenCourseWare, Universidad Carlos III, Madrid.
http://ocw.uc3m.es/ciencia-e-oin/ tecnologia-de-polvos /material-de-clase-
1/2.Fabricacion_polvosx.pdf
[16] J.M.Córdoba, “Reacciones de auto propagación inducidas mediante energía
mecánica (MSR): Sistemas metal – Carbono - Nitrógeno.” CSIC-Universidad de
Sevilla, Sevilla, 2007.
[17] Mónica Martín Abad, “Estudio de la molienda mecánica sobre materiales tipo
Cermets de matriz Fe y refuerzo TiCN.” Universidad Carlos III, Madrid, 2012.
[18] L. Takacs, “Self-sustaining reactions induced by ball milling”, Prog. Mater. Sci,
47, 355, 2002.
[19] M.S. Eleskandarany, K. Sumiyama, K. Aoki and T. Masumoto, “Mechanism of
Solid-Gas Reaction for Formation of Metastable Niobium Nitride Alloy Powders by
Reactive Ball-Milling”, J. Mater Res., 9, 2891, 1994.
[20] E. Chicardi, J.M. Córdoba, M.J. Sayagués, F.J. Gotor, “Absence of the core–rim
microstructure in TixTa1−xCyN1−y-based cermets developed from a pre-sintered
carbonitride master alloy”, Science Direct, 2012.
[21] Suzuki H, Hayashi K, Terada O, “Two-phase region in TiC-Mo-30Ni alloys”, J
Jpn Inst Metals, 1971.
[22] Ahn S.Y., Kang S., “Formation of core/rim structures in Ti(C,N)-WC-Ni cermets
via a dissolution and precipitation process”, J.Am.Cer.Soc., 2000.
[23] Chun D.L., Kim D.Y., “Microstructure evolution during the sintering of TiC-Mo-
Ni cermets”, J.Am.Cer.Soc., 1993.
[24] Li-Chen Hui, Xiong Wei-Hao, Yu Li-Xin, “Evolution of Ti(C,N)-based cermet
microstructures”, Trans.Nonferrous Met.Soc.China, Huazhong University of Science
and Technology, Wuhan, 2002.
[25] E. Chicardi, Y. Torres, J.M. Córdoba, M.J. Sayagués, J.A. Rodríguez and F.J.
Gotor, Int. J. Refract. Met. Hard Mat. 38, 73-80, 2013.
[26] Wei-min Chen, Wen Xie, Li-jun Zhang, Li Chen, Yong Du, Bai-yun Huang,
Guang-hua Wen, She-quan Wang, “Diffusion-controlled growth of fcc-free surface
layers on cemented carbides: Experimental measurements coupled with computer
simulation.” International Journal of Refractory Metals and Hard Materials, 2013.

95
[27] Alejandro Vidal K. “Procesos de manufactura”. Ingeniería Mecánica. Facultad de
Ciencias Físicas y Matemáticas. Universidad de Chile.
[28] Autor no identificado, “Leccion5.CERAMICAS.Conformado.PRENSADO.”
Universidad de Oviedo. http://www6.uniovi.es/usr/fblanco/Leccion5.CERAMICAS.
Conformado.PRENSADO.ppt.pdf
[29] Stella Maris Ordóñez. ”Materiales Cerámicos.” Departamento de Ingeniería
Metalúrgica. Universidad de Santiago de Chile
Capí tulo IV
CONCLUSIONES
97
1. Conclusiones
A lo largo de este trabajo se ha diseñado y optimizado laminados simétricos de material compuesto de capas frágiles de Cermet y capaz dúctiles de Metal Duro, donde se modificó el proceso de molienda de los polvos haciendo uso de la técnica MSR, se cambió la composición inicial, también el proceso de compresión uniaxial, se descartó el proceso de compresión isostático, se cambio el ciclo término y, finalmente, paso de utilizar sinterización convencional a Hot Press Sintering,,
Estas etapas de optimización desembocaron en interfaces con uniónes fuertes
entre las capas adyacentes a causa de los fenómenos de transporte de masas a través del binder fundido desde el Metal Duro hacia al Cermet. En estas se observa la formación de microestructuras core-rim en la región del Cermet cerca de la interfaz y la formación de una barrera cerámica cerca de la capa de Metal Duro, las cuales fueron evidencias claras de la migración de la fase del binder. La interacción entre los dos binders ricos en Cobalto, uno portando Wolframio disuelto y el otro Titanio, generó una interfaz hereterogénea caracterizada por un gradiente de composición desde los compuestos de partículas cerámicas hasta soluciones sólidas de Carbonitruro precipitado.
El comportamiento de esta interfaz se puso bajo estudio comenzando con
pruebas de indentación llevadas a cabo a diferentes cargas en las capaz frágiles del Cermet que exibieron que las grietas se generaron en las esquinas de la marca de indentación y se propagaron transversalmente hasta que la estructura del laminado las detuvo en la interfaz con las capas dúctiles de Metal Duro. En contraste, la longitud de las grietas propagadas longitudinalmente fue 4-5 veces mayor. Las grietas no sufrieron una importante deflección mientras cruzaban la interfaz y fueron paradas al alcanzar la capa de Metal Duro. Este coportamiento de las grietas fuede debido a la formación de uniones fuertes en la interfaz, lo cual se corroboró mediante pruebas de Scratch donde en las zonas interlaminares no se produjo daño alguno.
Todos estos resultados son prometedores y abren un nuevo camino en el
desarrollo de nuevas clases de materiales para mecanizado de alta velocidad con un mejor equilibrio termo-mecánico.
Capí tulo V
LÍNEAS FUTURAS
99
1. Líneas Futuras
El diseño de multicapas presentado muestra interfaces unidas fuertemente entre sí. Se estima que existen en las capas de Metal Duro tensiones de compresión del orden de 350 MPa. Como ha sido reflejado en la literatura [1] para óxidos cerámicos, estas tensiones de compresión puede ser beneficiosas contra la propagación de grietas. Sin embargo, tensiones relativamente altas en las capas de Cermet, del orden de 20 MPa, pueden comprometer la integridad estructural del conjunto, pudiendo generarse delaminaciones o grietas interlaminares durante el enfriamiento tras el proceso de sinterización o durante el servicio.
Un modo de reducir la magnitud de las tensiones residuales en las capas de
Cermet puede deducirse de la ecuación (6). La condición de equilibrio implica que las tensiones en las capas de Cermet y las de Metal Duro deben balancearse unas a las otras. Por lo tanto:
𝜎𝐶𝑒𝑟𝑚𝑒𝑡 = −𝜎𝑊𝐶−𝐶𝑜(𝑛−1)𝑡𝑊𝐶−𝐶𝑜
𝑛𝑡𝐶𝑒𝑟𝑚𝑒𝑡 (13)
con n siendo el total número de capas. Desde esta básica ecuación un análisis cualitativo puede llevarse a cabo teniendo en cuenta el espesor de las capas. Si
𝑡𝑊𝐶−𝐶𝑜 ≪ 𝑡𝐶𝑒𝑟𝑚𝑒𝑡 entonces 𝜎𝐶𝑒𝑟𝑚𝑒𝑡 → 0 , por tanto si se insertando delgadas capas de Metal Duro entre capas gruesas de Cermet, las tensiones en el interior del Cermet serán reducidas. Por tanto, las tensiones del Cermet pueden ser minoradas incrementando el ratio volumétrico entre las capas del Metal Duro y el Cermet
(𝑉𝑊𝐶−𝐶𝑜 𝑜𝑟 𝑛·𝑡𝐶𝑒𝑟𝑚𝑒𝑡
(𝑛−1)𝑡𝑊𝐶−𝐶𝑜). Esto permite la fabricación de sistemas multicapa con
tensiones internas de compresión en las capas delgadas combinadas con capas gruesas que exhiben tensiones de tracción bajas. Estos efectos en la resistencia final del conjunto no debe de ser significativo.
100
2. Bibliografía. [1] Ho S, Hillman C, Lange FF, Suo Z. “Surface cracking in layers under biaxial,
residual compressive stress.” J Am Ceram Soc 1995