DISEÑO E IMPLEMENTACIÓN DE UN PROGRAMA DE...
83
DISEÑO E IMPLEMENTACIÓN DE UN PROGRAMA DE MANTENIMIENTO PREVENTIVO EN LA SECCIÓN DE MEZCLADO DE PLANTA DE CAUCHO DE LA EMPRESA ETERNA S.A. A PARTIR DE TÉCNICAS DE MANTENIMIENTO PREDICTIVO Anderson Virgüez Gómez Cód. 20162375005 Cristhian Fernando Mahecha tinoco Cód. 20162375047 Proyecto de Grado para optar al título de Ingeniero Mecánico Tutor del Proyecto: Msc. Ing. Mauricio Gonzalez Colmenares UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA, PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA BOGOTÁ, 2019
Transcript of DISEÑO E IMPLEMENTACIÓN DE UN PROGRAMA DE...

DISEÑO E IMPLEMENTACIÓN DE UN PROGRAMA DE MANTENIMIENTO PREVENTIVO EN LA SECCIÓN DE MEZCLADO DE PLANTA DE CAUCHO DE LA EMPRESA ETERNA S.A. A PARTIR
DE TÉCNICAS DE MANTENIMIENTO PREDICTIVO
Anderson Virgüez Gómez Cód. 20162375005
Cristhian Fernando Mahecha tinoco Cód. 20162375047
Proyecto de Grado para optar al título de Ingeniero Mecánico
Tutor del Proyecto: Msc. Ing. Mauricio Gonzalez Colmenares
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA, PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ, 2019

DISEÑO E IMPLEMENTACIÓN DE UN PROGRAMA DE MANTENIMIENTO PREVENTIVO EN LA SECCIÓN DE MEZCLADO DE PLANTA DE CAUCHO DE LA EMPRESA ETERNA S.A. A PARTIR
DE TÉCNICAS DE MANTENIMIENTO PREDICTIVO
ANDERSON VIRGÜEZ GÓMEZ CÓD. 20162375005
CRISTHIAN FERNANDO MAHECHA TINOCO CÓD. 20162375047
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA, PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ, 2019

CONTENIDO
pág.
Introducción 1
1. Planteamiento del problema 2
2. Justificación 2
3. Objetivos 3
3.1. Objetivo general 3
3.2. Objetivos específicos 3
4. Estado del arte 3
5. Marco teórico 3
5.1. Mantenimiento correctivo 3
5.2. Mantenimiento preventivo 4
5.2.1. Fiabilidad 4
5.2.2. Disponibilidad 4
5.2.3. Programa de mantenimiento 4
5.2.3.1. Fases del mantenimiento preventivo 5
5.2.4. Mantenimiento basado en confiabilidad 5
5.2.5. Análisis de criticidad 6
5.2.6. Análisis de modos y efectos de falla 6
5.2.7. Diagrama causa efecto 7
5.3. Mantenimiento predictivo 8
5.3.1. Técnicas de mantenimiento predictivo 8
5.3.1.1. Termografía 8
5.3.1.1.1. Aplicación en maquinaria rotativa 9
5.3.1.1.2. Aplicación en el mantenimiento eléctrico 9
5.3.1.2. Vibrometria 10
5.3.1.2.1. Clasificación por grupos iso 10816-3 13
5.3.1.2.2. Análisis espectral 13
6. Diagnostico 15
6.1. Descripción del flujo de planta 16
6.2. Descripción de proceso 17

6.3. Descripción de equipos 18
6.3.1. Equipo No 1 Guillotina hidráulica 18
6.3.2. Equipo No. 2: Banda Transportadora 18
6.3.3. Equipo No. 3. Molino Intensivo interno - Banbury 19
6.3.3.1. Elementos relevantes 20
6.3.4. Equipos No. 6-7-10-13-16. Molino Abierto 20
6.3.5. Equipo No. 8. Mezclador antiadherente 21
6.3.6. Equipo No. 9. Batch-Off 22
6.3.7. Equipo No. 10.1 Entalcadora 22
6.3.8. Equipo No. 12. Extractor mangas 23
6.3.9. Equipo No. 17. Calandra 24
6.4. Método de diagnostico 24
6.4.1. Análisis de Criticidad 25
6.4.2. Análisis de modos y efectos de fallo 28
6.4.3. Espina de pescado 30
6.5. Implementación de Técnicas de mantenimiento Predictivo 31
6.5.1. Vibrometria 32
6.5.1.1. Clasificación de equipos de acuerdo con la norma ISO 10816-1 para análisis de Vibrometria 32
6.5.1.2. Equipo de medición - VibPen® SKF CMAS 100-SL 33
6.5.1.3. Resultados Vibrometria 34
6.5.2. Termografía 35
6.5.2.1. Cámara infrarroja Fluke TiS40® 35
6.5.2.2. Resultados Termografía 36
6.5.2.3. Termografía a tableros eléctricos 49
6.5.3. Conclusiones Diagnostico 51
7. Plan de mantenimiento preventivo 52
7.1. Estructura del programa 52
7.1.1. Molino Abierto No.5(M16.1) 54
7.1.2. Bomba Pozo (M14.1) 55
7.2. Hoja de vida de los equipos 55
7.2.1. Instructivo de diligenciamiento de la hoja de vida 57
7.2.2 Procedimientos de intervención 57
7.3. Interpretación del procedimiento de mantenimiento preventivo 58
7.4. Formato de Orden de trabajo 60
7.4.1. Instructivo de diligenciamiento de la hoja de vida 60
7.5. Formato mantenimiento correctivo 61
7.6. Manejo de datos 63
8. Programa de mantenimiento 64
8.1. Indicadores 68
8.1.1. Factor de fiabilidad 69
8.1.2. Factor de disponibilidad 69
8.1.3. Compilado de datos 71
8.2. Costos de implementación del programa 72
9. Conclusiones 73
10. Bibliografía 74
Anexo A Datos Técnicos I Anexo B Diagrama causa-Efecto II Anexo C Análisis de criticidad III Anexo D AMFE IV Anexo E Clasificación vibormetria-Termografia V Anexo F Resultados Termografía VI Anexo G Resultados Vibrometria VII Anexo H Clasificación Vibrometria VIII Anexo I Clase I IX Anexo J Clase II X Anexo K Clase III XI Anexo L Datos Nomenclatura XII Anexo M Procedimientos mantenimiento preventivo XIII Anexo N Hoja de vida molino No.5 XIV Anexo O Hoja de vida Bomba pozo XV Anexo P Registro mantenimiento preventivo XVI Anexo Q Orden de trabajo XVII Anexo R Cronograma de mantenimientos preventivos XVIII Anexo S Graficas de indicadores XIX Anexo T Informe Termografía XX Anexo U Flujo de proceso mezclado caucho XXI

LISTA DE TABLAS
Pág.
Tabla 1. Clasificación de máquinas según norma iso 2372 11
Tabla 2. Rangos de severidad de vibración según la norma iso 2372 11
Tabla 3 Clasificación iso 10816-1 12
Tabla 4. Clasificación de severidad de vibración según la norma iso 10816-3 12
Tabla 5. Carta ilustrada de diagnóstico de vibración 15
Tabla 6. Datos técnicos de los equipos y nomenclatura de flujo 16
Tabla 7. Flujo de proceso 24
Tabla 8. Orden de investigación de diagnostico 24
Tabla 9. Criterios de evaluación de criticidad. (a)Frecuencia de falla 25
Tabla 10. Criterios de criticidad aplicados a cada equipo de estudio 26
Tabla 11. Resultados del cálculo de criticidad para cada equipo 27
Tabla 12. Calificación y evaluación del número de prioridad del riesgo para el equipo No. 17 29
Tabla 13. Clasificación y selección de equipos a realizar medición (V: Vibrometria global, T: Termografía)
31
Tabla 14. Clasificación de equipos para Vibrometria 32
Tabla 15. Datos Técnicos SKF CMAS 100-SL 33
Tabla 16. Recopilado de datos de Vibrometria realizada 35
Tabla 17. Características principales Fluke TiS40 36
Tabla 18. Recopilación de datos de estado y deltas de temperatura 46
Tabla 19. Asignación de códigos internos de identificación de equipos para las plantas de dosificado y mezclado
52
Tabla 20. Hoja de vida 56
Tabla 21. Formato de procedimiento de mantenimiento preventivo 58
Tabla 22. Formato orden de trabajo 60
Tabla 23. Formato de orden de trabajo diligenciada 61
Tabla 24. Formato de registro de actividades de mantenimiento correctivo 62
Tabla 25. Formato de registro de actividades de mantenimiento preventivo 63
Tabla 26. Comportamiento promedio de producción mes a mes 65
Tabla 27. Asignación mensual de actividades de mantenimiento preventivo para los equipos M16.1 y M14.1
65
Tabla 28. Cronograma de actividades de mantenimiento predictivo para el equipo M16.1(molino abierto No.5) y M14.1(Bomba Pozo)
67
Tabla 29. Horas mensuales de mantenimiento preventivo para los equipos M16.1 y M14.1 68
Tabla 30. Factor de fiabilidad equipo M16.1 69
Tabla 31. Factor de fiabilidad equipo M14.1 70
Tabla 32. Factor de fiabilidad equipo M16.1 70

LISTA DE FIGURAS
Pág.
Figura 1. Esquema de diagrama causa-efecto 7
Figura 2. Problemas de bobinado interno 9
Figura 3. Rodamiento con alta temperatura 9
Figura 4. Desajuste en bornera 10
Figura 5. Punto caliente por sobrecarga en el fusible 10
Figura 6. Caminos para niveles de vibración 13
Figura 7. Flujo de proceso 17
Figura 8. Guillotina hidráulica 18
Figura 9. Banda transportadoras 18
Figura 10. Banbury Copé 19
Figura 11. Molino #5 20
Figura 12. Mezclador Antiadherente 21
Figura 13. Enfriador de Mezclas Batch-Off 22
Figura 14. Entalcadora 22
Figura 15. Extractor Mangas 23
Figura 16. Calandra 24 Figura 17. Diagrama Espina de pescado para detectar las causas de las fallas de la
bomba del pozo ubicada en la sección de mezclado de la planta de Caucho 30
Figura 18. Analizador de la condición de la máquina SKF CMAS 100-SL 33
Figura 19. Cámara infrarroja Fluke TiS40 35
Figura 20. Motor Guillotina Hidráulica 36
Figura 21. Banda Transportadora a Banbury 37
Figura 22. Motor Banbury Copé 37
Figura 23. Reductor Banbury Copé 37
Figura 24. Motor Extractor Banbury Copé 38
Figura 25. Motor Molino #3 38
Figura 26. Reductor Molino #3 38
Figura 27. Motor Molino #4 39
Figura 28. Motor Molino #6 39
Figura 29. Reductor Molino #6 39
Figura 30. Ventilador Motor Molino #6 40
Figura 31. Motor extractor Molino #6 40
Figura 32. Motor Molino #5 40
Figura 33. Reductor Molino #5 41
Figura 34. Extremo derecho masas Molino #5 41
Figura 35. Extremo izquierdo masas Molino #5 41

Figura 36. Motor Extractor molino #5 42
Figura 37. Eje rotación motor-extractor molino #5 42
Figura 38. Motor Mezclador Antiadherente 42
Figura 39. Ventilador Entrada Batch-Off 43
Figura 40. Ventiladores Flujo Horizontal (1-10) Batch-Off 43
Figura 41. Bomba Antiadherente Batch-Off 43
Figura 42. Bomba Cuchilla Batch-Off 44
Figura 43. Motor Halador entrada Batch-Off 44
Figura 44. Motor Halador Salida Batch-Off 44
Figura 45. Motor Entalcadora 45
Figura 46. Motor Calandra 45
Figura 47. Ventilador Motor Calandra 45
Figura 48. Reductor Calandra 46
Figura 49. Detección del punto caliente en la zona de los ventiladores de flujo horizontal 48
Figura 50. Detección del punto caliente en el eje de transmisión del equipo No. 12 48
Figura 51. Tablero Equipo No. 06(Molino #3), punto caliente en el contactor 49
Figura 52. Tablero eléctrico equipo No. 10.2(Molino #6) 49
Figura 53. Tablero Eléctrico inferior equipo No. 16(Molino #5) 50
Figura 54. Tablero Eléctrico superior equipo No. 16(Molino #5) 50
Figura 55. Molino #5 54
Figura 56. Sección Motor/Reductor/Acoples y Tablero eléctrico- Molino #5 54
Figura 57. Secciones de la bomba pozo 55
Figura 58. Grafica de indicadores equipo M16.1 64
Figura 59. Grafica de indicadores equipo M14.1 64
Figura 60. Pareto de fallas detectadas por Vibrometria 71
Figura 61. Pareto de fallas detectadas por termografía 71

1
INTRODUCCION Este trabajo se realizó de manera investigativa y colaborativa por parte de los autores y el personal de la empresa Eterna S.A. para detectar los problemas iniciales del programa de mantenimiento actual en la planta y por medio del estudio y análisis especifico de una sección lograr el planteamiento de un plan efectivo de acción frente a los fallos recurrentes de los equipos, esto se lograra implementando técnicas de mantenimiento predictivo directamente a los equipos de la sección durante su jornada de trabajo para identificar acertadamente los puntos críticos que deben ser intervenidos así como una metodología de recopilación de información y registro de procedimientos adecuada, todo con el objetivo de lograr una mejora significativa en los índices de disponibilidad y confiabilidad de los diferentes equipos.
2
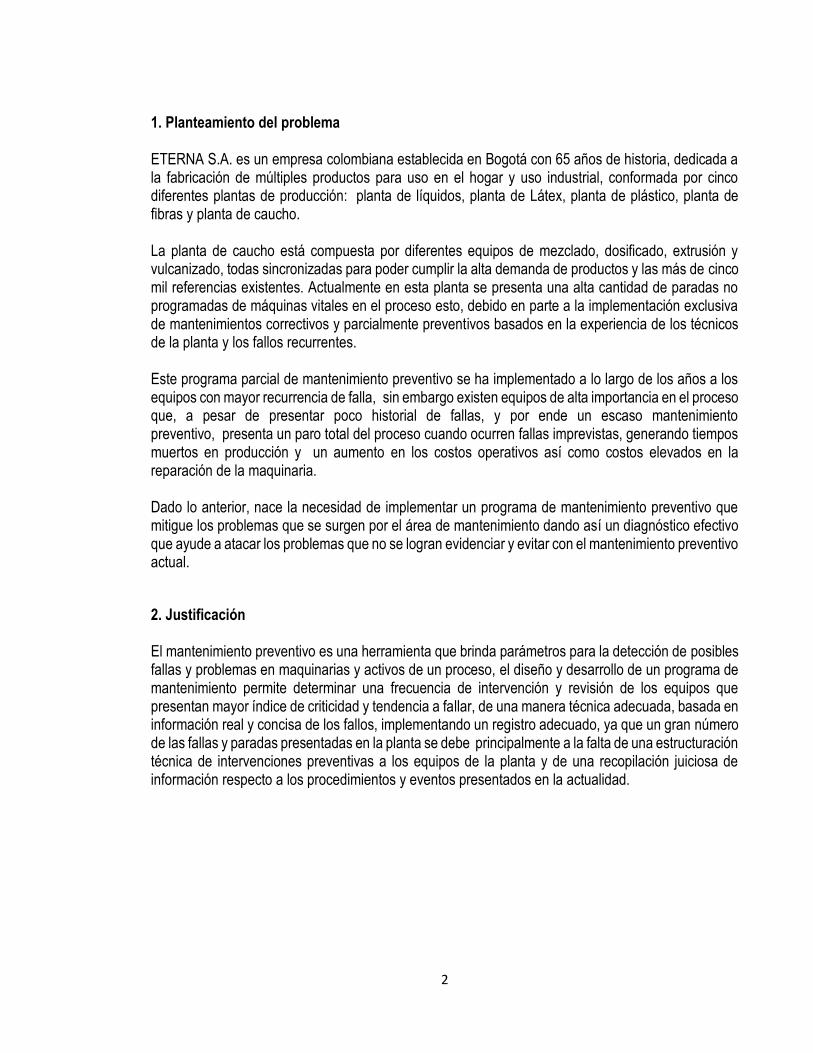
1. Planteamiento del problema ETERNA S.A. es un empresa colombiana establecida en Bogotá con 65 años de historia, dedicada a la fabricación de múltiples productos para uso en el hogar y uso industrial, conformada por cinco diferentes plantas de producción: planta de líquidos, planta de Látex, planta de plástico, planta de fibras y planta de caucho. La planta de caucho está compuesta por diferentes equipos de mezclado, dosificado, extrusión y vulcanizado, todas sincronizadas para poder cumplir la alta demanda de productos y las más de cinco mil referencias existentes. Actualmente en esta planta se presenta una alta cantidad de paradas no programadas de máquinas vitales en el proceso esto, debido en parte a la implementación exclusiva de mantenimientos correctivos y parcialmente preventivos basados en la experiencia de los técnicos de la planta y los fallos recurrentes. Este programa parcial de mantenimiento preventivo se ha implementado a lo largo de los años a los equipos con mayor recurrencia de falla, sin embargo existen equipos de alta importancia en el proceso que, a pesar de presentar poco historial de fallas, y por ende un escaso mantenimiento preventivo, presenta un paro total del proceso cuando ocurren fallas imprevistas, generando tiempos muertos en producción y un aumento en los costos operativos así como costos elevados en la reparación de la maquinaria. Dado lo anterior, nace la necesidad de implementar un programa de mantenimiento preventivo que mitigue los problemas que se surgen por el área de mantenimiento dando así un diagnóstico efectivo que ayude a atacar los problemas que no se logran evidenciar y evitar con el mantenimiento preventivo actual.
2. Justificación El mantenimiento preventivo es una herramienta que brinda parámetros para la detección de posibles fallas y problemas en maquinarias y activos de un proceso, el diseño y desarrollo de un programa de mantenimiento permite determinar una frecuencia de intervención y revisión de los equipos que presentan mayor índice de criticidad y tendencia a fallar, de una manera técnica adecuada, basada en información real y concisa de los fallos, implementando un registro adecuado, ya que un gran número de las fallas y paradas presentadas en la planta se debe principalmente a la falta de una estructuración técnica de intervenciones preventivas a los equipos de la planta y de una recopilación juiciosa de información respecto a los procedimientos y eventos presentados en la actualidad.

3
3. Objetivos
3.1 Objetivo General Plantear una propuesta de mantenimiento preventivo para la sección de mezclado de la planta de caucho de la empresa Eterna S.A. 3.2 Objetivos específicos
1. Diagnóstico y categorización de los equipos y maquinaria de la sección 2. Estructuración del programa de mantenimiento preventivo a partir de técnicas de
mantenimiento predictivo 3. Planteamiento de la propuesta económica y de implementación del programa de
mantenimiento preventivo 4. Estado del Arte El mantenimiento es, según la Federación Europea de Sociedades Nacionales de Mantenimiento o EFNMS por sus siglas en inglés, la combinación de todos las acciones técnicas, administrativas y gerenciales durante el ciclo de vida de un elemento destinadas a retenerlo o restaurarlo a un estado en el que pueda realizar su función requerida, con base en esta definición el mantenimiento nos garantiza la disponibilidad de un equipo y gracias a ello poder generar programas de trabajo o producción, al contextualizarse en un ámbito industrial de manufactura, así como el total conocimiento de la operación y óptimo funcionamiento de la maquinaria de una planta es un factor de alta importancia en una empresa en la generación de los planes y programas de producción ya que se basa en los tiempos de disponibilidad de la maquinaria y los rendimientos de la planta dependiendo de la relevancia en el proceso de cada activo. Los costos de mantenimiento son una parte importante de los costos operativos totales de todas las plantas de fabricación o producción. Dependiendo de la industria específica, los costos de mantenimiento pueden representar hasta el 60 por ciento del costo de los bienes producidos. Por ejemplo, en las industrias relacionadas con los alimentos, los costos promedio de mantenimiento representan aproximadamente el 15 por ciento del costo de los bienes producidos, mientras que los costos de mantenimiento para hierro y acero, pulpa y papel y otras industrias pesadas representan hasta el 60 por ciento de los costos totales de producción.[1] 5.0 Marco Teórico 5.1 Mantenimiento correctivo Se entiende por mantenimiento correctivo la corrección de las averías o fallas, cuando éstas se presentan. Es la habitual reparación tras una avería que obligó a detener la instalación o máquina afectada por el fallo. Históricamente, el mantenimiento nace como servicio a la producción. Lo que se denomina Primera Generación del Mantenimiento cubre el periodo que se extiende desde el inicio de la revolución industrial hasta la Primera Guerra Mundial. En estos días la industria no estaba altamente mecanizada, por lo que el tiempo de paro de máquina no era de mayor importancia. Esto significaba
4
que la prevención de las fallas en los equipos no era una prioridad para la mayoría de los gerentes. A su vez, la mayoría de los equipos eran simples, y una gran cantidad estaba sobredimensionada. Esto hacía que fueran fiables y fáciles de reparar. Como resultado no había necesidad de un mantenimiento sistematizo más allá de limpieza y lubricación, y por ello la base del mantenimiento era puramente correctiva [1] 5.2 Mantenimiento preventivo El Mantenimiento Preventivo (MP) se compone de una serie de inspecciones periódicas de los equipos, haciendo tareas de limpieza, lubricación, ajuste, comprobación y reemplazo de componentes defectuosos, con
el fin de mantener el equipo funcionando siempre en un estado óptimo.[2] las tareas de mantenimiento preventivo están destinadas a evitar errores no programados, el tiempo de inactividad y el daño prematuro del equipo que resultaría en actividades correctivas o reparadoras. En este enfoque de gestión de mantenimiento es predominantemente un calendario o tareas recurrentes, como lubricación y ajustes que están diseñados para mantener niveles aceptables de fiabilidad y disponibilidad.[3]
5.2.1 Fiabilidad La fiabilidad de un dispositivo (componente o sistema), sometido a unas condiciones de trabajo concretas, es la probabilidad de que éste funcione correctamente (“sobreviva” sin fallar) durante un determinado período de tiempo. Así pues, la fiabilidad constituye un aspecto fundamental de la calidad de todo dispositivo. Por tal motivo, resulta especialmente interesante la cuantificación de dicha fiabilidad, de forma que sea posible hacer estimaciones sobre la vida útil del producto.[4]La fiabilidad se calcula mediante la siguiente relación:
𝐹𝑖𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑:𝐻𝑜𝑟𝑎𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 − 𝐻𝑜𝑟𝑎𝑠 𝑑𝑒 𝑝𝑎𝑟𝑎𝑑𝑎 𝑝𝑜𝑟 𝑚𝑎𝑛𝑡𝑒𝑛𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑐𝑜𝑟𝑟𝑒𝑐𝑡𝑖𝑣𝑜
𝐻𝑜𝑟𝑎𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝐸𝑐. 01
5.2.2 Disponibilidad La disponibilidad, objetivo principal del mantenimiento, puede ser definida como la confianza de que un componente o sistema que sufrió mantenimiento ejerza su función satisfactoriamente para un tiempo dado. En la práctica, la disponibilidad se expresa como el porcentaje de tiempo en que el sistema está listo para operar o producir, esto en sistemas que operan continuamente.[5], este factor se calcula mediante la siguiente formula:
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑:𝐻𝑜𝑟𝑎𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 − 𝐻𝑜𝑟𝑎𝑠 𝑚𝑎𝑛𝑡𝑒𝑛𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑐𝑜𝑟𝑟𝑒𝑐𝑡𝑖𝑣𝑜 − 𝐻𝑜𝑟𝑎𝑠 𝑑𝑒 𝑚𝑎𝑛𝑡𝑒𝑛𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑝𝑟𝑒𝑣𝑒𝑛𝑡𝑖𝑣𝑜
𝐻𝑜𝑟𝑎𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝐸𝑐. 02
Estos factores son de vital importancia para plantear el programa de mantenimiento preventivo de una planta
5.2.3 Programa de Mantenimiento:
• Programa o Plan de Mantenimiento Preventivo: Se trata de la descripción detallada de las tareas de Mantenimiento Preventivo asociadas a un equipo o máquina, explicando las acciones, plazos y recambios a utilizar; en general, hablamos de tareas de limpieza, comprobación, ajuste, lubricación y sustitución de piezas.

5
• Software de Mantenimiento: Aplicación Informática comercial o no, que facilita ejecutar el Plan de Mantenimiento de una equipo, máquina o conjuntos de activos de una empresa, mediante la creación, control y seguimiento de las distintas tareas técnicas previstas con el uso de un ordenador – computador. Este tipo de programas suele conocerse también como GMAO (Gestión de Mantenimiento Asistida por Ordenador) y GMAC en Latinoamérica (Gestión de Mantenimiento asistida por Computadora).
5.2.3.1 Fases del mantenimiento preventivo
El mantenimiento preventivo destaca por la eficacia de su procedimiento y sus fases de desarrollo, debido a que se requiere un estudio previo de los equipos, así como de sus actividades e historial de sucesos (fallas, paros, daños, etc.). Estas fases vienen descritas de manera general en el siguiente orden:
– Inventario técnico, con manuales, planos, características de cada equipo.
– Procedimientos técnicos, listados de trabajos a efectuar periódicamente,
– Control de frecuencias, indicación exacta de la fecha a efectuar el trabajo.
– Registro de reparaciones, repuestos y costos que ayuden a planificar.[5]
5.2.4 Mantenimiento basado en confiabilidad Las plantas de producción industrial requieren fundamentalmente tener conocimiento de la disponibilidad y confiabilidad de sus activos para determinar tiempos, costos, rendimientos, etc. de sus procesos para ello se implementan herramientas de diagnóstico y análisis para lograr una óptima planeación, ejecución y control de la producción buscando continuamente la mejora de procesos y reducción de costos operacionales. El mantenimiento centrado en la confiabilidad (RCM) es una consideración sistemática de las funciones del sistema de fabricación y la forma en que las funciones pueden fallar. En el mantenimiento centrado en la confiabilidad, el valor de las actividades de mantenimiento se expresa en primer lugar en términos de mejora de la confiabilidad de la máquina.[6]Este ha sido desarrollado para la industria de la aviación civil hace más de 30 años, el proceso permite determinar cuáles son las tareas de mantenimiento adecuadas para cualquier activo físico, se utiliza en miles de empresas de todo el mundo: desde grandes empresas petroquímicas hasta las principales fuerzas armadas del mundo utilizan para determinar las tareas de mantenimiento de sus equipos, incluyendo la gran minería, generación eléctrica, petróleo y derivados, metal-mecánica, etc. La norma SAE JA1011 especifica los requerimientos que debe cumplir un proceso para poder ser denominado un proceso RCM [7,8] para la implementación de un sistema RCM existen diversas herramientas de confiabilidad operacional, de las cuales se destacan el análisis de criticidad (CA) y el análisis de modos y efectos de falla (AMFE), tomando como base las siguientes siete preguntas básicas del proceso:
• ¿Cuál es la función?
• ¿Cuál es la falla funcional?
• ¿Cuál es el modo de falla?
• ¿Cuál es el efecto de la falla?
• ¿Cuál es la consecuencia de la falla?

6
• ¿Qué se puede hacer para evitar o minimizar la consecuencia de la falla?
• ¿Qué se hace si no se encuentra ninguna tarea para evitar o minimizar la consecuencia de la falla?
5.2.5 Análisis de criticidad El análisis de criticidad es una medida de la frecuencia de aparición de un efecto que puede basarse en un juicio cualitativo o por medio de datos de tasa de fallos (cuantitativo), dependiendo de si se tienen o no datos suficientes para estimar valores de rango de criticidad [9]. Para realizar un correcto análisis de criticidad se deben tener en cuenta los factores que influyen sobre el rendimiento de cada activo tales como:
• Frecuencia de falla
• Consecuencia: ✓ Impacto ambiental ✓ Impacto operacional ✓ Daño a la población ✓ Daño a las instalaciones ✓ Seguridad
Estos factores se relacionan entre si para determinar el valor de criticidad de cada equipo de acuerdo con el estudio, conocimiento y registro de fallos presentados. La relación para determinar el valor de criticidad es: Criticidad(C)= Frecuencia(F) x Consecuencia (Co) Consecuencia= Impacto ambiental + Impacto operacional + Daño a la población + Daño a las instalaciones + Seguridad
𝐶 = 𝐹 ∗ [𝐼𝑎 + 𝐼𝑜 + 𝐷𝑝 + 𝐷𝑖 + 𝑆𝑒𝑔] 𝐸𝑐. (1)[21]
5.2.6 Análisis de modos y efectos de falla Un modo de falla se define como cualquier evento que pueda causar una falla funcional o estado de falla, para determinar uno del otro es recomendable generar un listado de las fallas funcionales del activo o sistema y luego registrar los modos de falla que podría causar cada falla funcional, son parte integral del proceso de mantenimiento centrado en la fiabilidad, identifica la función de los equipos, los modos de fallo y las consecuencias del fallo funcional, examinando cómo puede fallar un activo físico o una máquina, los efectos y las causas de cada modo de fallo. Durante las etapas de diseño u operaciones, los resultados se usan como información para diseñar alternativas, ingeniería de seguridad, ingeniería de mantenimiento, mantenibilidad, frecuencia de pruebas funcionales, mejora de la fiabilidad, planificación del trabajo, etc. [10,11] Este análisis se realiza utilizando 3 parámetros de evaluación de fallos para cada equipo:
7
• Severidad de la falla(S), donde se evalúa en una escala de 1 a 10 que tan grave y que implicaciones físicas, medio ambientales y económicas tiene la falla, donde 1 indica una baja severidad y 10 el más alto índice.
• Ocurrencia de la falla(O), describe la frecuencia con la cual ocurre una falla, si es periódica, esporádica o de poca recurrencia, se utiliza una escala de 1 a 10 donde 1 es una baja frecuencia de que suceda y 10 significa que sucede muy frecuentemente
• Dificultad de detección(D), este parámetro describe la dificultad en la cual un fallo es detectado se califica en una escala de 1 a 10 donde 1 indica que el fallo es muy fácil de detectar y 10 indica una dificultad altísima de detección.
El producto entre estos parámetros genera el número de prioridad de riesgo o NPR, cuyo valor oscila entre un mínimo de 1 y un máximo de 1000, este valor representa e identifica los puntos en los cuales se debe realizar un alto énfasis de intervención y análisis para desarrollar acciones correctivas que minimicen el modo de fallo u ocurrencia de este, asignando responsable y medidas a seguir con plazos establecidos. S= [1……10] O= [1……10] D= [1……10]
NPR= S x O x D [1…1000] Ec. 03 5.2.7 Diagrama Causa-Efecto El Diagrama Causa – Efecto también es conocido como Diagrama de Espina de Pescado, por su similitud al esqueleto de un pez, o Diagrama Ishikawa en honor al Profesor Kaoru Ishikawa, quien lo desarrolló en 1943. Esta herramienta se utiliza para identificar las causas potenciales de un problema específico del proceso. Se deben incluir las causas y la pregunta sobre el porqué de ellas. Estas causas se representan de más general a más particular en las “espinas del pescado” de manera de organizar y mostrar gráficamente todas las causas del problema en particular, hasta encontrar la causa raíz del problema que es la que se debe solucionar.[1] Figura 1. Esquema de diagrama Causa-Efecto
Fuente: https://www.progressalean.com/diagrama-causa-efecto-diagrama-ishikawa/
8
5.3 Mantenimiento predictivo El mantenimiento predictivo se refiere a aquellas tareas de sustitución o retrabajo hechas a intervalos fijos independientemente del estado del elemento o componente. Estas tareas solo son válidas si existe un patrón de desgaste: es decir, si la probabilidad de falla aumenta rápidamente después de superada la vida útil del elemento. Debe tenerse mucho cuidado, al momento seleccionar una tarea preventiva (o cualquier otra tarea de mantenimiento, de hecho), en no confundir una tarea que se puede hacer, con una tarea que conviene hacer. 5.3.1 Técnicas de mantenimiento predictivo El mantenimiento predictivo se basa en la obtención de datos estadísticos de comportamientos y parámetros de control de los diferentes procesos y máquinas de acuerdo con su funcionabilidad y operatividad para así generar un modelo de evaluación preventivo, dichas técnicas se basan en herramientas de inspección en base a mediciones técnicas como lo son: 5.3.1.1 Termografía La termografía es una técnica de ensayo no destructivo que se emplea para comprobar la temperatura de un objeto o lugar. Este tipo de ensayo es capaz de detectar la temperatura exacta sin la necesidad de establecer un contacto físico con el objeto a estudiar. se aplica principalmente al análisis de circuitos eléctricos para detectar irregularidades en las conexiones y demás componentes, su principio se basa en la cantidad de energía emitida por un cuerpo desde su superficie está directamente relacionada con la temperatura de este, esta energía infrarroja es invisible para el ojo humano, por lo cual es necesario la utilización de instrumentos termográficos para poder ver esta energía y así transformarla en imágenes visibles. Ventajas:
• Se genera un registro de la distribución de temperatura en el equipo al que se está inspeccionando.
• No interrumpe el ciclo de trabajo del equipo.
• No se genera riesgo para al personal técnico ya que no requiere un contacto físico con el equipo.
• Sistema ergonómico, fácil de usar y autónomo.
• Dependiendo de la resolución del equipo se pueden tomar mediciones a distancia.
• Altamente usado en la inspecciones a tableros eléctricos ya que permite identificar de forma rápida y segura los puntos calientes asociados a fallas tales como; cortocircuitos, conexiones defectuosas.
• En la industria se realiza para evidenciar pérdidas de calor o frío por defecto del aislamiento térmico o refractario, etc.

9
5.3.1.1.1 Aplicación en maquinaria rotativa
Actualmente en la Industria la termografía ha ocupado un gran espacio a la hora de realizar las inspecciones predictivas ya que se pueden evidenciar múltiples fallas que con otros métodos sería difícil detectar como lo son:
• Inspección del estado de rodamientos.
• Inspección del estado del rotor y bobinado en un motor eléctrico.
• Evaluación del estado del lubricante en cajas reductoras.
• Estado de los inyectores de combustible en motores diésel (dosificación de combustible por la distribución térmica en los cilindros)
• Desalineación entre poleas lo que genera alta fricción con las correas.
• Sobrecargas en los sistemas de acoplamiento en conjuntos (motor-bomba). Figura 2. Problema de bobinado interno
Fuente: Guía deTermografia para Mantenimiento Preventivo [12], Disponible en: https://www.flirmedia.com/MM C/THG/Brochures/T820264/T820264_ES.pdf
Figura 3. Rodamiento con alta temperatura.
Fuente: Guía deTermografia para Mantenimiento Preventivo [12], Disponible en: https://www.flirmedia.com/MM C/THG/Brochures/T820264/T820264_ES.pdf
5.3.1.1.2 Aplicación en el mantenimiento eléctrico
● Oxidación y/o sulfatación de contactos. ● Envejecimiento del material. ● Sobrecarga en los componentes. ● Contactos y/o bornes desajustados. ● Motores eléctricos.

10
● Subestaciones de Alta Tensión.
Figura 4. Desajuste en bornera
Fuente: Guía deTermografia para Mantenimiento Preventivo [12], Disponible en: https://www.flirmedia.com/MM C/THG/Brochures/T820264/T820264_ES.pdf
Figura 5. Punto caliente por sobrecarga en el fusible
Fuente: Guía deTermografia para Mantenimiento Preventivo [12], Disponible en: https://www.flirmedia.com/MM C/THG/Brochures/T820264/T820264_ES.pdf
5.3.1.2 Vibrometria El análisis de vibraciones es la principal técnica para supervisar y diagnosticar la maquinaria rotativa e implantar un plan de mantenimiento predictivo. El análisis de vibraciones se aplica con eficacia desde hace más de 30 años a la supervisión y diagnóstico de fallos mecánicos en máquinas rotativas. Inicialmente, se emplearon equipos analógicos para la medida de la vibración en banda ancha, lo que hacía imposible el diagnóstico fiable de fallos en rodamientos y engranajes. la técnica se basa en mantener un control en los niveles de vibración que posee cada equipo por su propia operación, teniendo en cuenta que el valor cero en las vibraciones mecánicas no existe ya que todo elemento se encuentra bajo una excitación bien sea natural o en el caso de la maquinaria sea inducida, se debe mantener esta constante de vibración dentro de los parámetros establecidos por los fabricantes de los equipos para no incurrir en daños a los activos [14].
11
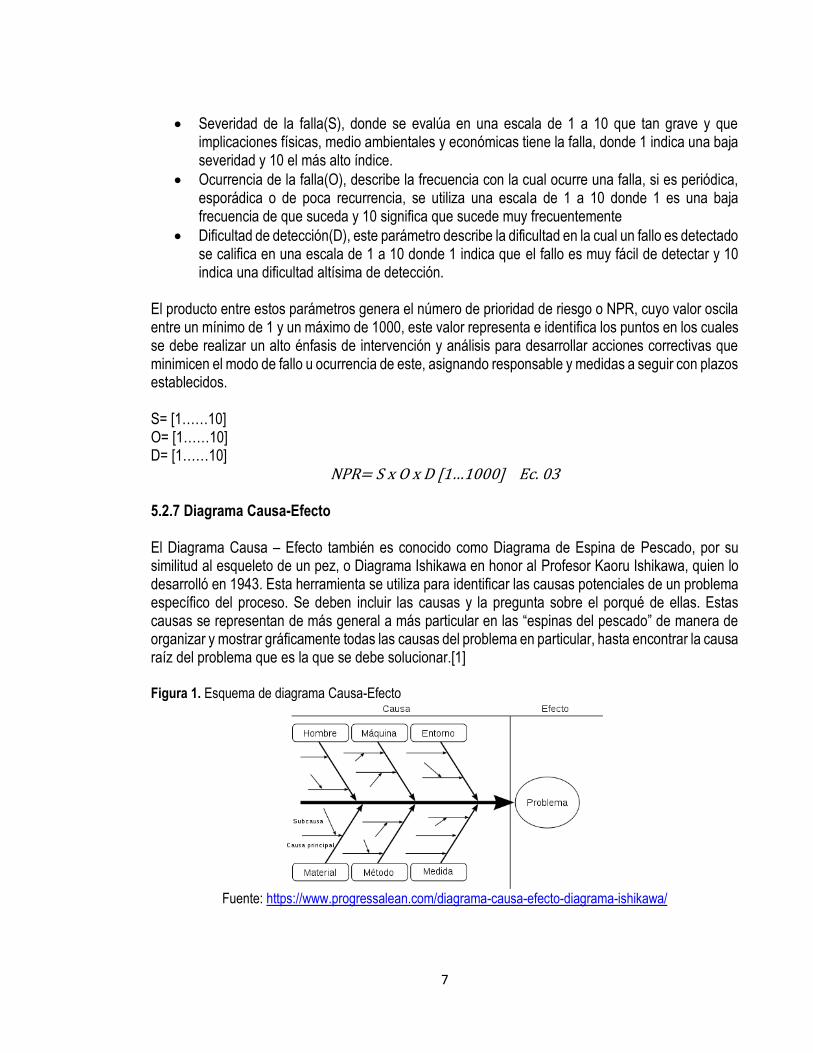
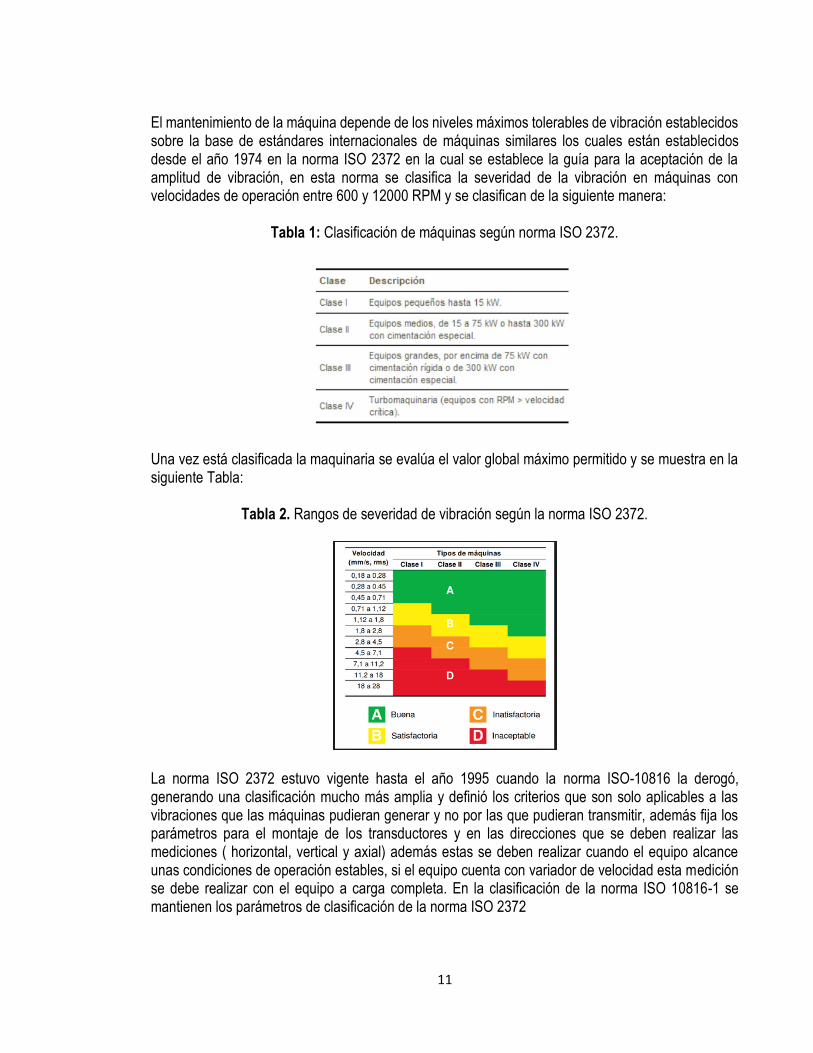
El mantenimiento de la máquina depende de los niveles máximos tolerables de vibración establecidos sobre la base de estándares internacionales de máquinas similares los cuales están establecidos desde el año 1974 en la norma ISO 2372 en la cual se establece la guía para la aceptación de la amplitud de vibración, en esta norma se clasifica la severidad de la vibración en máquinas con velocidades de operación entre 600 y 12000 RPM y se clasifican de la siguiente manera:
Tabla 1: Clasificación de máquinas según norma ISO 2372.
Una vez está clasificada la maquinaria se evalúa el valor global máximo permitido y se muestra en la siguiente Tabla:
Tabla 2. Rangos de severidad de vibración según la norma ISO 2372.
La norma ISO 2372 estuvo vigente hasta el año 1995 cuando la norma ISO-10816 la derogó, generando una clasificación mucho más amplia y definió los criterios que son solo aplicables a las vibraciones que las máquinas pudieran generar y no por las que pudieran transmitir, además fija los parámetros para el montaje de los transductores y en las direcciones que se deben realizar las mediciones ( horizontal, vertical y axial) además estas se deben realizar cuando el equipo alcance unas condiciones de operación estables, si el equipo cuenta con variador de velocidad esta medición se debe realizar con el equipo a carga completa. En la clasificación de la norma ISO 10816-1 se mantienen los parámetros de clasificación de la norma ISO 2372
12
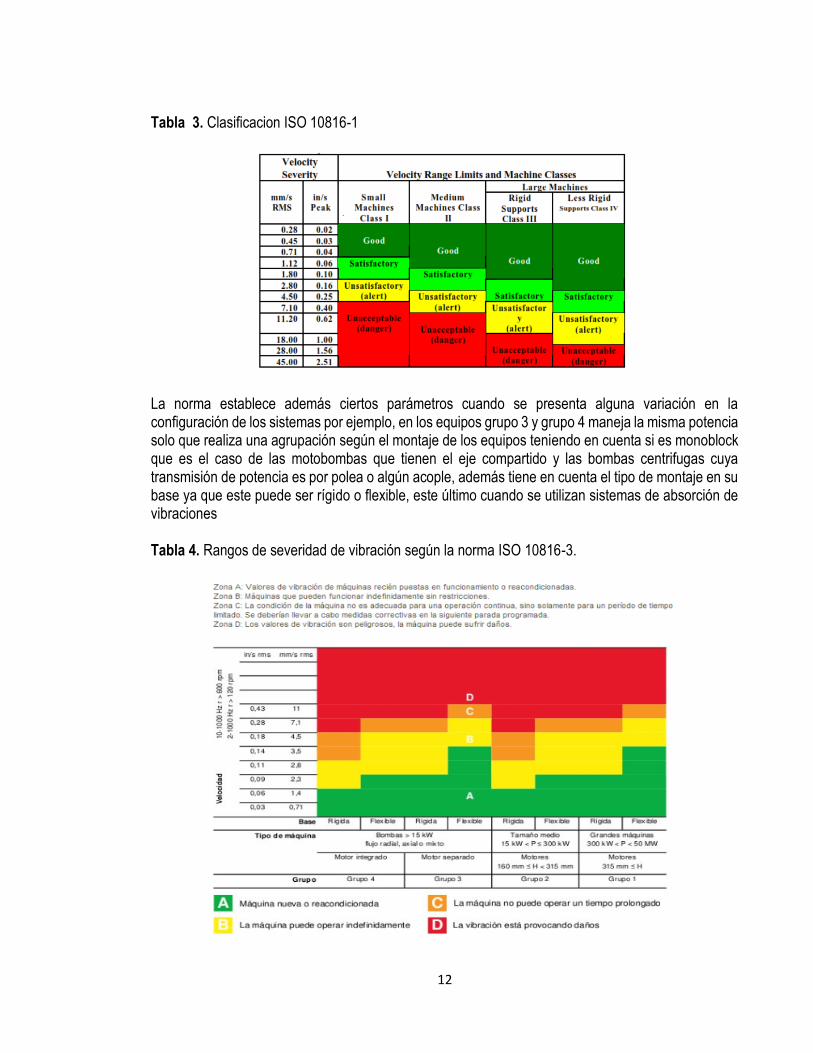
Tabla 3. Clasificacion ISO 10816-1
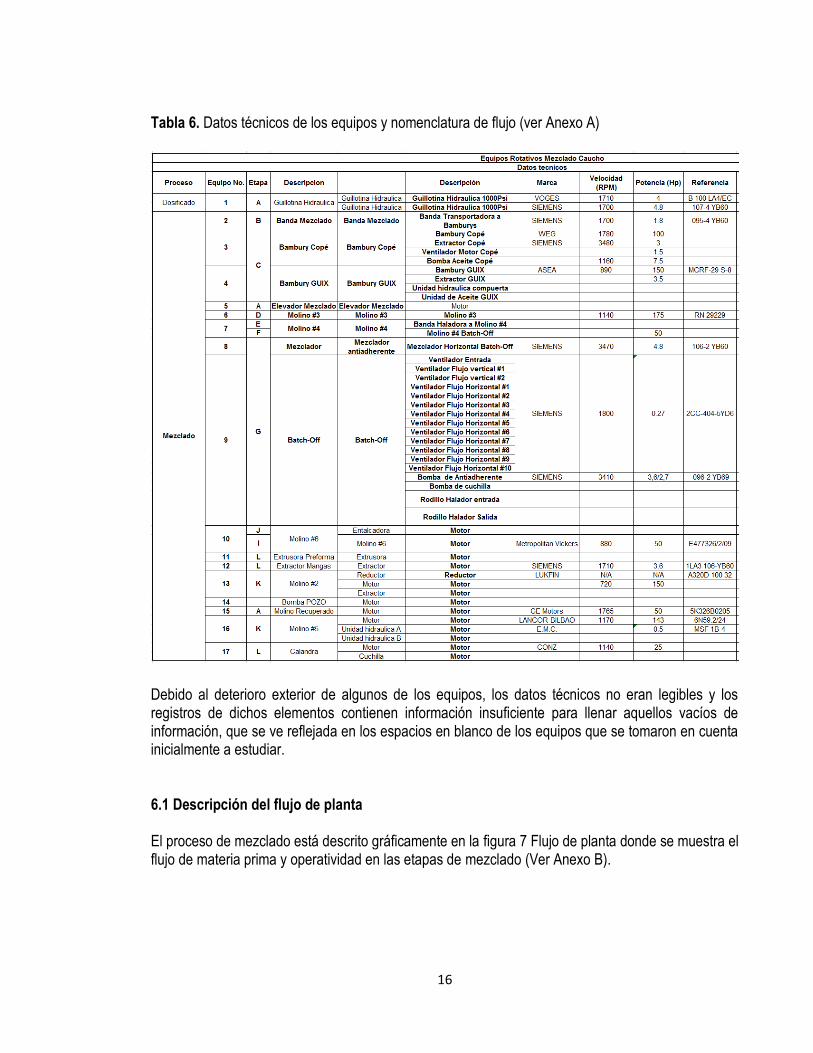
La norma establece además ciertos parámetros cuando se presenta alguna variación en la configuración de los sistemas por ejemplo, en los equipos grupo 3 y grupo 4 maneja la misma potencia solo que realiza una agrupación según el montaje de los equipos teniendo en cuenta si es monoblock que es el caso de las motobombas que tienen el eje compartido y las bombas centrifugas cuya transmisión de potencia es por polea o algún acople, además tiene en cuenta el tipo de montaje en su base ya que este puede ser rígido o flexible, este último cuando se utilizan sistemas de absorción de vibraciones Tabla 4. Rangos de severidad de vibración según la norma ISO 10816-3.

13
5.3.1.2.1 Clasificación por Grupos ISO 10816-3 Clase I: Grandes Máquinas rotatorias con potencia nominal sobre 300 KW. Clase II: Máquinas rotatorias tamaño medio con potencia nominal entre 15 hasta 300 KW. Clase III: Máquinas rotatorias pequeñas con motores separado, con potencias sobre 15 KW. Clase IV: Máquinas rotatorias pequeñas con motor integrado, con una potencia nominal de 15 KW. Teniendo en cuenta que ya se tiene los parámetros permitidos por la norma para los valores de vibración y si estos valores se exceden nos da un rápido diagnóstico de la criticidad del daño de la máquina y con las cartas de Charlotte podemos asociar a qué defecto está ocasionando los altos valores de vibración 5.3.1.2.2 Análisis espectral El principio del procesamiento de señales se realiza mediante el algoritmo de la transformada rápida de Fourier (FFT), tiene una infinidad de aplicaciones, entre ellas, el análisis espectral de vibración. El resultado de transformar la señal en el dominio del tiempo, al dominio de la frecuencia es lo que se conoce como “espectro de vibración”. Un espectro es un gráfico en donde se representa la señal global de vibración de la máquina mediante “componentes”, desglosando cada una de las señales provenientes de cada uno de los componentes de la máquina. Una componente tiene dos parámetros principales para su análisis. 1) Amplitud: severidad de la vibración (energía) esta se puede realizar de tres clases diferentes, la primera es piko a piko (pk-pk) la segunda es piko (0-pk) y por última y más utilizada en rms que es raíz media cuadrática. 2) Frecuencia: fuente de la vibración, ya que cada evento relacionado en la generación de vibración presenta una frecuencia de recurrencia diferente. Figura 6. Ilustración de varios caminos para definir los niveles de vibración.
Fuente: Sanhueza Fernando, Duran Alfonso – Diagnostico del estado mecánico de equipos rotativos utilizando análisis de vibraciones Universidad del BIO-BIO, Chile – 2014. Disponible en: http://repobib.ubiobio.cl/jspui/bitstream/123456789/1178/1/Duran_Rivas_Ricardo.pdf
Un espectro tiene dos ejes (Figura 6): El eje de las ordenadas corresponde a la magnitud de las componentes y puede tener unidades de desplazamiento, velocidad o aceleración según la aplicación. En el eje de las abscisas se encuentra el rango de frecuencias de la medición que va desde cero, hasta la frecuencia configurada por el usuario.

14
A diferencia de un análisis de vibración global en donde únicamente sabemos cuánto está vibrando la máquina y si se encuentra dentro del rango permisible por las normas, con el análisis espectral podemos saber el valor global de vibración, pero también, la energía que corresponde a cada componente de la máquina. Con esto se puede conocer la causa principal de la vibración y así atacar los problemas más graves en nuestra máquina. Las unidades de los espectros de vibración se pueden configurar según la aplicación. Por ejemplo, para realizar un análisis de rodamientos o engranajes, las unidades del espectro convenientes son las de aceleración, por ser de baja energía y de alta frecuencia. Pero también se puede elegir la unidad de la frecuencia. Generalmente todos relacionan los Hertz como unidad de frecuencia. Sin embargo, para efectos prácticos es más común el uso de ciclos por minuto (cpm) debido a la directa relación con las revoluciones por minuto (rpm) a las que gira el eje de la máquina. Con los parámetros de amplitud y frecuencia, se tiene el 90% de información para determinar el problema en la máquina. El otro 10% se obtiene de la “fase” de la vibración. Teniendo en cuenta lo anterior se cuenta en la actualidad con diversidad de cartas para la identificación de los eventos que están causando la falla y esta puede ser identificada por su comportamiento dinámico (amplitud, frecuencia y fase), un ejemplo que se tiene para el diagnóstico en las vibraciones mecánicas es la tabla de Charlotte

15
Tabla 5. Carta ilustrada de diagnóstico de vibración [16]
Teniendo en cuenta lo anterior se puede realizar un diagnóstico más acertado en cuanto no solo se toman valores globales como hace referencia la norma sino también se puede discriminar la causa en particular que viene afectando el trabajo del equipo, el estudio de estos espectros se realiza bajo software especializados.
6. Diagnostico A continuación, se describen la información técnica de los equipos a revisar en la planta estos datos se describen en el anexo A y se presenta parcialmente en la tabla 5, donde se especifican los datos básicos existentes de los elementos de planta. Debido al deterior exterior de algunos de los equipos, los datos técnicos no eran legibles y los registros de dichos elementos contienen información insuficiente para llenar aquellos vacíos de información, que se ve reflejada en los espacios en blanco de los equipos que se tomaron en cuenta inicialmente a estudiar.
16
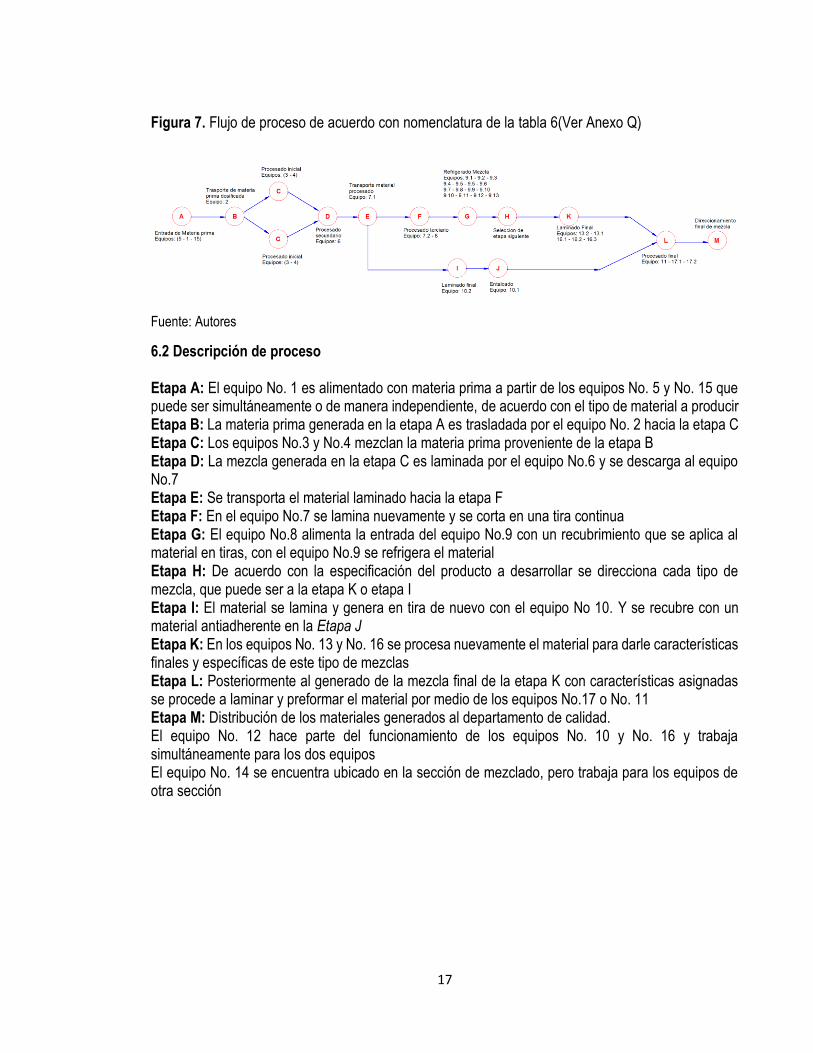
Tabla 6. Datos técnicos de los equipos y nomenclatura de flujo (ver Anexo A)
Debido al deterioro exterior de algunos de los equipos, los datos técnicos no eran legibles y los registros de dichos elementos contienen información insuficiente para llenar aquellos vacíos de información, que se ve reflejada en los espacios en blanco de los equipos que se tomaron en cuenta inicialmente a estudiar. 6.1 Descripción del flujo de planta El proceso de mezclado está descrito gráficamente en la figura 7 Flujo de planta donde se muestra el flujo de materia prima y operatividad en las etapas de mezclado (Ver Anexo B).
17
Figura 7. Flujo de proceso de acuerdo con nomenclatura de la tabla 6(Ver Anexo Q)
Fuente: Autores
6.2 Descripción de proceso Etapa A: El equipo No. 1 es alimentado con materia prima a partir de los equipos No. 5 y No. 15 que puede ser simultáneamente o de manera independiente, de acuerdo con el tipo de material a producir Etapa B: La materia prima generada en la etapa A es trasladada por el equipo No. 2 hacia la etapa C Etapa C: Los equipos No.3 y No.4 mezclan la materia prima proveniente de la etapa B Etapa D: La mezcla generada en la etapa C es laminada por el equipo No.6 y se descarga al equipo No.7 Etapa E: Se transporta el material laminado hacia la etapa F Etapa F: En el equipo No.7 se lamina nuevamente y se corta en una tira continua Etapa G: El equipo No.8 alimenta la entrada del equipo No.9 con un recubrimiento que se aplica al material en tiras, con el equipo No.9 se refrigera el material Etapa H: De acuerdo con la especificación del producto a desarrollar se direcciona cada tipo de mezcla, que puede ser a la etapa K o etapa I Etapa I: El material se lamina y genera en tira de nuevo con el equipo No 10. Y se recubre con un material antiadherente en la Etapa J Etapa K: En los equipos No. 13 y No. 16 se procesa nuevamente el material para darle características finales y específicas de este tipo de mezclas Etapa L: Posteriormente al generado de la mezcla final de la etapa K con características asignadas se procede a laminar y preformar el material por medio de los equipos No.17 o No. 11 Etapa M: Distribución de los materiales generados al departamento de calidad. El equipo No. 12 hace parte del funcionamiento de los equipos No. 10 y No. 16 y trabaja simultáneamente para los dos equipos El equipo No. 14 se encuentra ubicado en la sección de mezclado, pero trabaja para los equipos de otra sección
18
6.3 Descripción de equipos
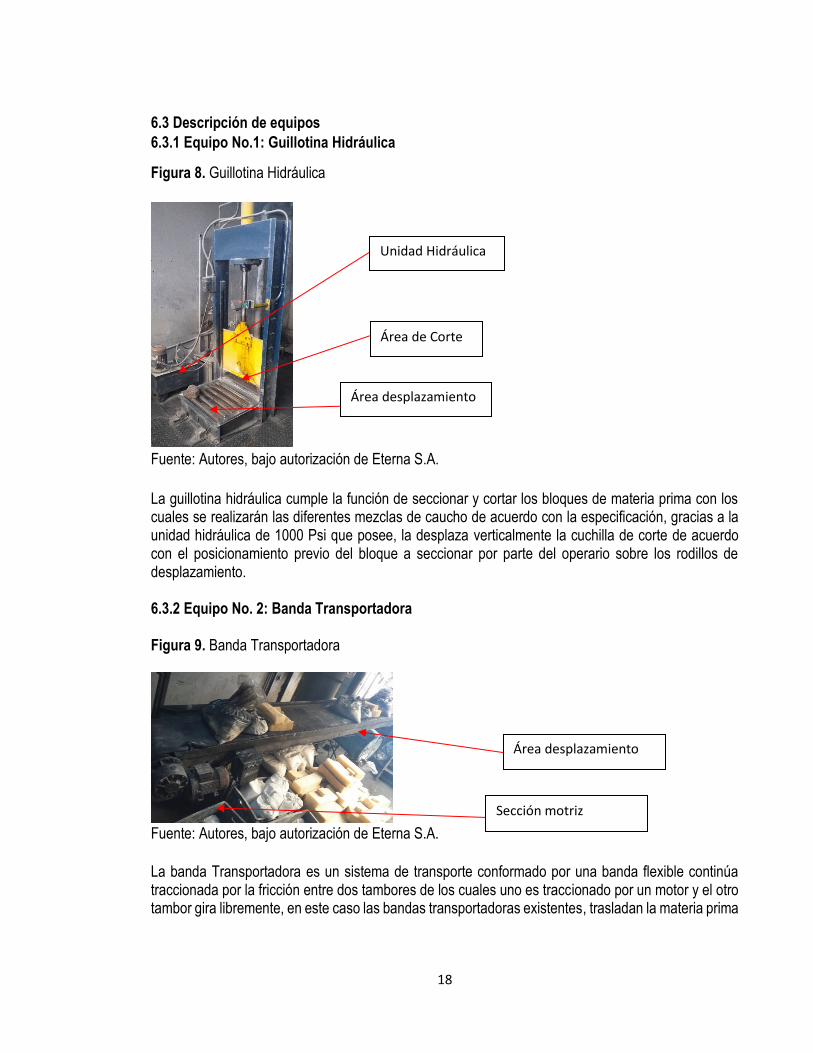
6.3.1 Equipo No.1: Guillotina Hidráulica
Figura 8. Guillotina Hidráulica
Fuente: Autores, bajo autorización de Eterna S.A.
La guillotina hidráulica cumple la función de seccionar y cortar los bloques de materia prima con los cuales se realizarán las diferentes mezclas de caucho de acuerdo con la especificación, gracias a la unidad hidráulica de 1000 Psi que posee, la desplaza verticalmente la cuchilla de corte de acuerdo con el posicionamiento previo del bloque a seccionar por parte del operario sobre los rodillos de desplazamiento. 6.3.2 Equipo No. 2: Banda Transportadora Figura 9. Banda Transportadora
Fuente: Autores, bajo autorización de Eterna S.A.
La banda Transportadora es un sistema de transporte conformado por una banda flexible continúa traccionada por la fricción entre dos tambores de los cuales uno es traccionado por un motor y el otro tambor gira libremente, en este caso las bandas transportadoras existentes, trasladan la materia prima
Área de Corte
Unidad Hidráulica
Área desplazamiento
Área desplazamiento
Sección motriz
19
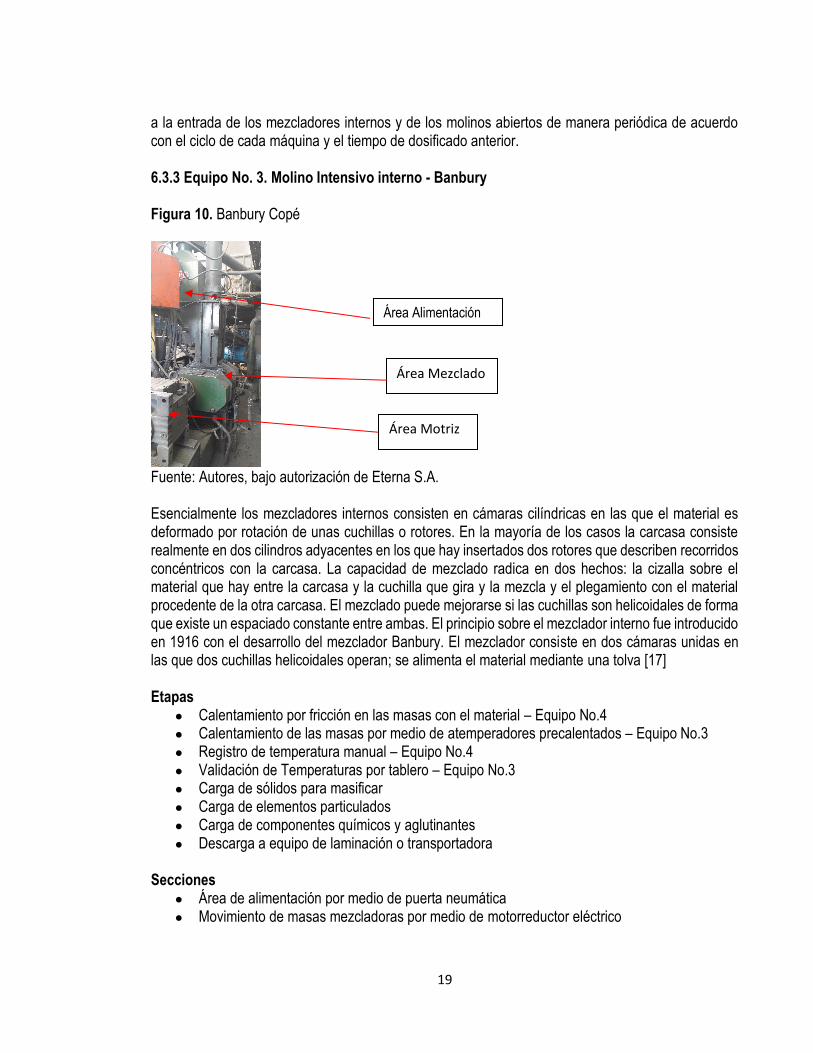
a la entrada de los mezcladores internos y de los molinos abiertos de manera periódica de acuerdo con el ciclo de cada máquina y el tiempo de dosificado anterior. 6.3.3 Equipo No. 3. Molino Intensivo interno - Banbury Figura 10. Banbury Copé
Fuente: Autores, bajo autorización de Eterna S.A. Esencialmente los mezcladores internos consisten en cámaras cilíndricas en las que el material es deformado por rotación de unas cuchillas o rotores. En la mayoría de los casos la carcasa consiste realmente en dos cilindros adyacentes en los que hay insertados dos rotores que describen recorridos concéntricos con la carcasa. La capacidad de mezclado radica en dos hechos: la cizalla sobre el material que hay entre la carcasa y la cuchilla que gira y la mezcla y el plegamiento con el material procedente de la otra carcasa. El mezclado puede mejorarse si las cuchillas son helicoidales de forma que existe un espaciado constante entre ambas. El principio sobre el mezclador interno fue introducido en 1916 con el desarrollo del mezclador Banbury. El mezclador consiste en dos cámaras unidas en las que dos cuchillas helicoidales operan; se alimenta el material mediante una tolva [17] Etapas
● Calentamiento por fricción en las masas con el material – Equipo No.4 ● Calentamiento de las masas por medio de atemperadores precalentados – Equipo No.3 ● Registro de temperatura manual – Equipo No.4 ● Validación de Temperaturas por tablero – Equipo No.3 ● Carga de sólidos para masificar ● Carga de elementos particulados ● Carga de componentes químicos y aglutinantes ● Descarga a equipo de laminación o transportadora
Secciones
● Área de alimentación por medio de puerta neumática ● Movimiento de masas mezcladoras por medio de motorreductor eléctrico
Área Alimentación
Área Mezclado
Área Motriz

20
● Aseguramiento y descarga de material procesado por medio de compuerta hidráulica 6.3.3.1. Elementos relevantes
● Camisas de los ejes (2)-Fricción de rotación/Tratamiento térmico antifricción ● Casquetes de sellos (AISI 1040)-Trampas de material hacia el interior del sistema de
transmisión/contacto directo con el material de trabajo ● Rotores(masas)-contacto directo con el material de trabajo ● Rodamientos Axiales (2)->Riesgo de contaminación con material de trabajo ● Rodamientos radiales (4)-Riesgo de contaminación con material de trabajo (Lubricación
automática de grasa Cosmos PLUSS EP2 tres veces en un turno) 6.3.4 Equipos No. 6-7-10-13-16. Molino Abierto Figura 11. Molino No.5
Fuente: Autores, bajo autorización de Eterna S.A.
Función primaria
● Completar el ciclo de reacción de los elementos de la mezcla Funciones secundarias
● Laminar el material mezclado previamente ● Homogenización complementaria de la mezcla ● Corte en tiras del material (Equipos No.7 y No.10) ● Inspección visual del estado de la mezcla
Etapas ● Verificación de los elementos de protección personal y seguridad industrial ● Precalentado de las masas ● Precalentamiento del motor eléctrico ● Encendido del extractor de gases ● Selección de parámetros de mezclado de acuerdo con el tipo de mezcla
Área control
Área motriz
Área carga
Área descarga excedentes
Área laminado/mezclado
Área separación masas
21
● Prueba de funcionamiento en vacío ● Graduación de la separación de las masas ● Verificación de temperatura de las masas y velocidad de rotación ● Carga de material ● Laminado inicial ● Adición de compuestos de acuerdo con especificación ● Laminados complementarios ● Corte y generación de rollo laminado o tiras ● Descarga de mezcla terminada
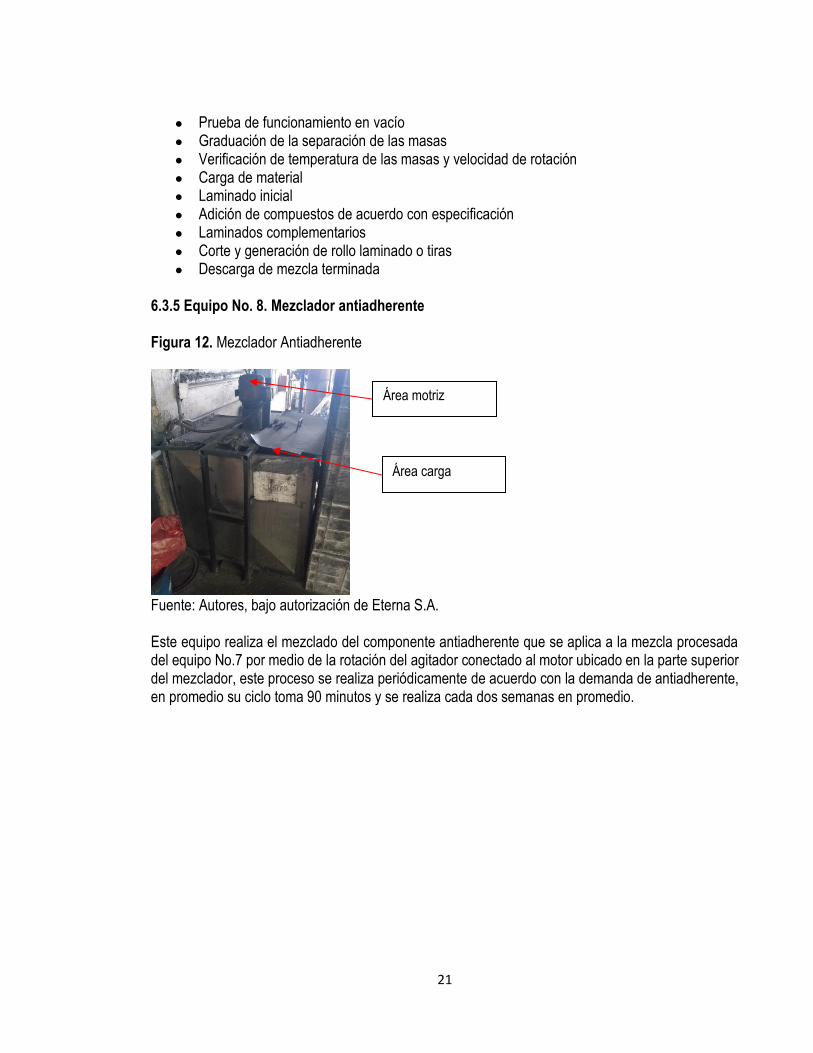
6.3.5 Equipo No. 8. Mezclador antiadherente Figura 12. Mezclador Antiadherente
Fuente: Autores, bajo autorización de Eterna S.A. Este equipo realiza el mezclado del componente antiadherente que se aplica a la mezcla procesada del equipo No.7 por medio de la rotación del agitador conectado al motor ubicado en la parte superior del mezclador, este proceso se realiza periódicamente de acuerdo con la demanda de antiadherente, en promedio su ciclo toma 90 minutos y se realiza cada dos semanas en promedio.
Área motriz
Área carga

22
6.3.6 Equipo No. 9. Batch-Off Figura 13. Enfriador de Mezclas Batch-Off
Fuente: Autores, bajo autorización de Eterna S.A.
El Batch-Off es un equipo cuya función principal es la de disminuir la temperatura de la mezcla de
caucho proveniente de un laminado previo por medio de convección forzada por flujo de aire, esto se
realiza gracias a los ventiladores que posee alrededor de su estructura, tanto de flujo vertical como de
flujo horizontal, el proceso inicia cuando se ingresa la lámina de caucho a la unidad de aplicación de
antiadherente por medio de una banda continua de transporte que lleva la tira desde la entrada de la
máquina, hasta el área de apilado(enfriado) donde se mantiene en reposos de 5 minutos bajo un flujo
continuo y constante de aire que disminuye su temperatura, posteriormente es transportada hacia una
banda haladora que expulsa la tira ya enfriada a la salida de la máquina.[18]
6.3.7 Equipo No. 10.1 Entalcadora
Figura 14. Entalcadora
Fuente: Autores, bajo autorización de Eterna S.A.
Área aplicación
Área Carga
Área tracción inicial
Área motriz
Área carga Área descarga
Área aplicación
23
La máquina Entalcadora se encarga de aplicar a la mezcla especial de caucho celuloso el material para evitar la adhesión de las fajas entre sí, esto es posible gracias a la inmersión completa de las fajas en el contenedor de material particulado antiadherente, las fajas se ingresan en un rodillo guía que ubica las fajas en el contendor la cual es traccionada por los rodillos haladores de la salida de la máquina.
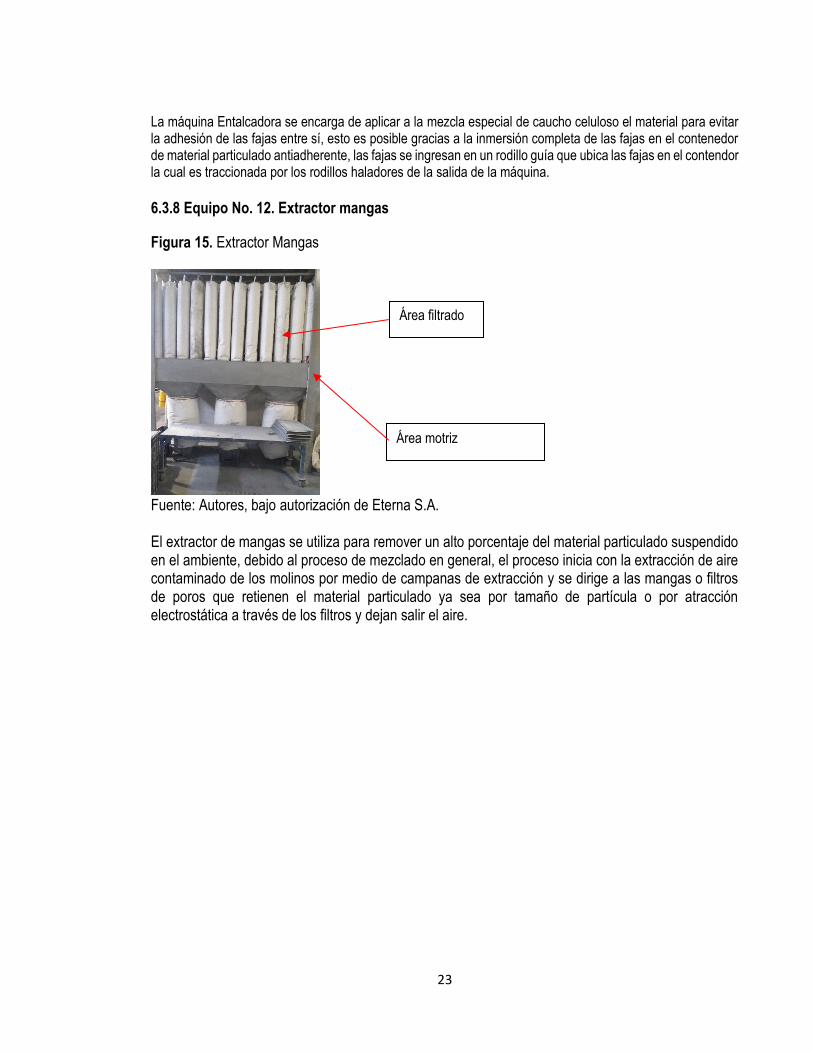
6.3.8 Equipo No. 12. Extractor mangas
Figura 15. Extractor Mangas
Fuente: Autores, bajo autorización de Eterna S.A. El extractor de mangas se utiliza para remover un alto porcentaje del material particulado suspendido en el ambiente, debido al proceso de mezclado en general, el proceso inicia con la extracción de aire contaminado de los molinos por medio de campanas de extracción y se dirige a las mangas o filtros de poros que retienen el material particulado ya sea por tamaño de partícula o por atracción electrostática a través de los filtros y dejan salir el aire.
Área filtrado
Área motriz
24
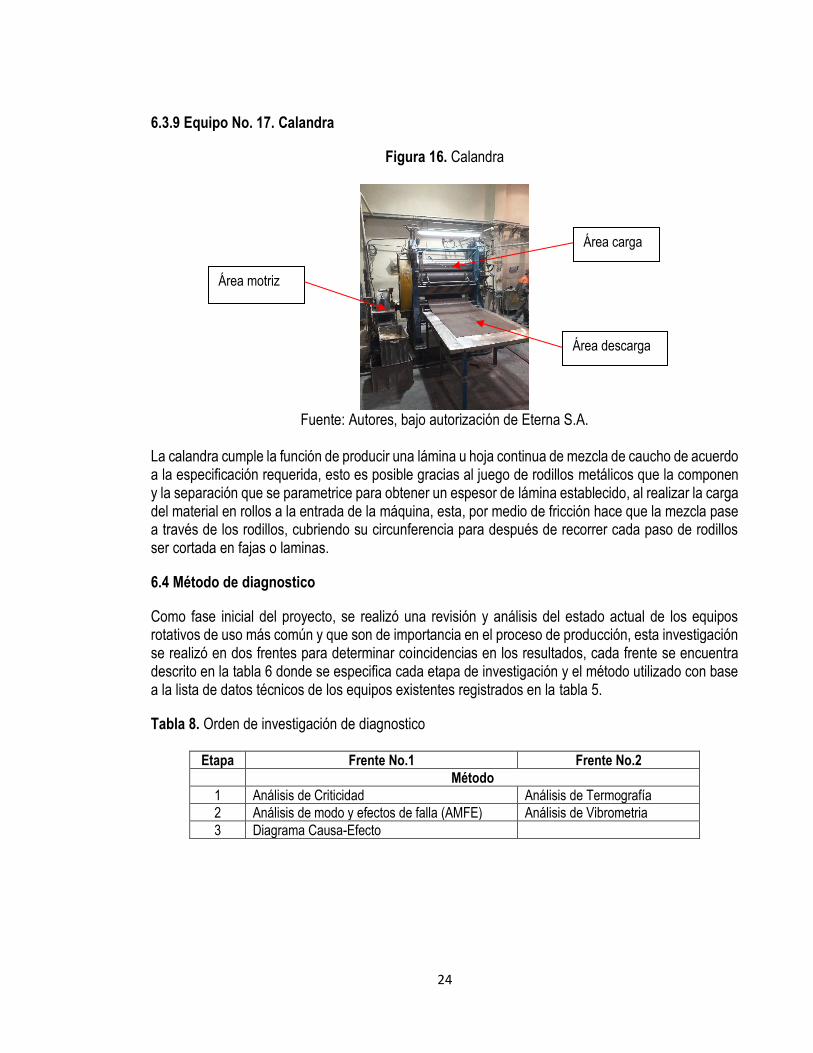
6.3.9 Equipo No. 17. Calandra
Figura 16. Calandra
Fuente: Autores, bajo autorización de Eterna S.A.
La calandra cumple la función de producir una lámina u hoja continua de mezcla de caucho de acuerdo a la especificación requerida, esto es posible gracias al juego de rodillos metálicos que la componen y la separación que se parametrice para obtener un espesor de lámina establecido, al realizar la carga del material en rollos a la entrada de la máquina, esta, por medio de fricción hace que la mezcla pase a través de los rodillos, cubriendo su circunferencia para después de recorrer cada paso de rodillos ser cortada en fajas o laminas.
6.4 Método de diagnostico
Como fase inicial del proyecto, se realizó una revisión y análisis del estado actual de los equipos rotativos de uso más común y que son de importancia en el proceso de producción, esta investigación se realizó en dos frentes para determinar coincidencias en los resultados, cada frente se encuentra descrito en la tabla 6 donde se especifica cada etapa de investigación y el método utilizado con base a la lista de datos técnicos de los equipos existentes registrados en la tabla 5.
Tabla 8. Orden de investigación de diagnostico
Etapa Frente No.1 Frente No.2
Método
1 Análisis de Criticidad Análisis de Termografía
2 Análisis de modo y efectos de falla (AMFE) Análisis de Vibrometria
3 Diagrama Causa-Efecto
Área motriz
Área descarga
Área carga
25
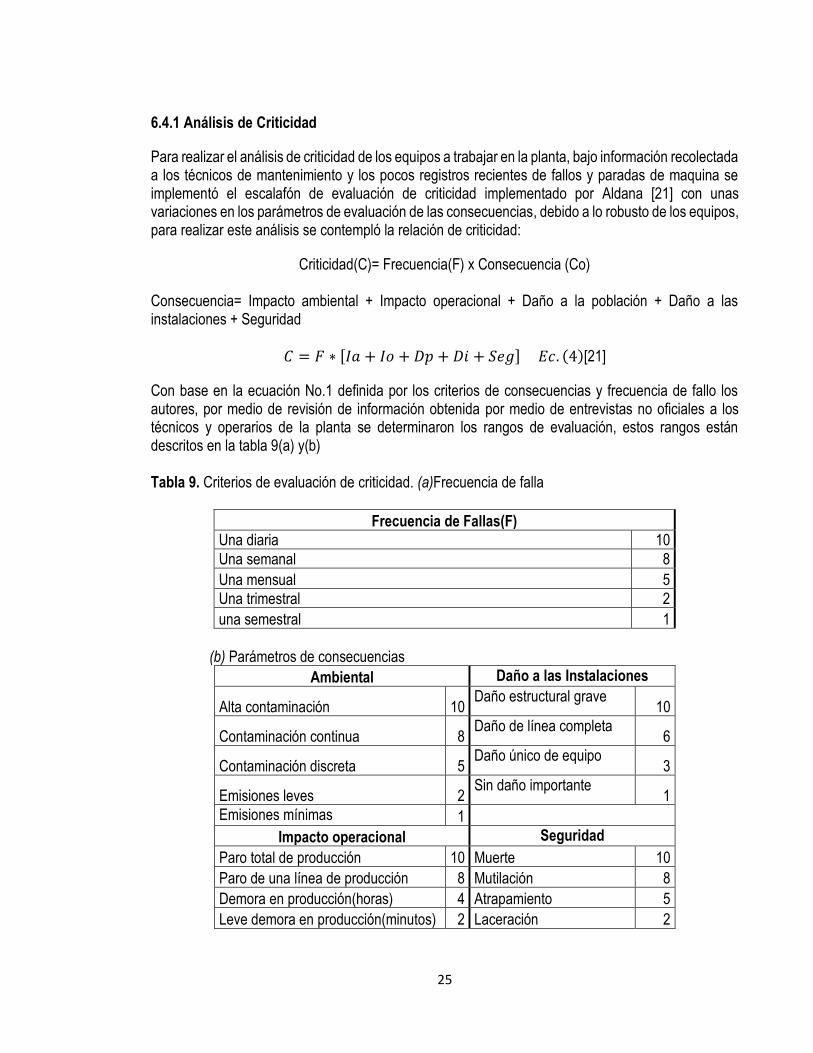
6.4.1 Análisis de Criticidad
Para realizar el análisis de criticidad de los equipos a trabajar en la planta, bajo información recolectada a los técnicos de mantenimiento y los pocos registros recientes de fallos y paradas de maquina se implementó el escalafón de evaluación de criticidad implementado por Aldana [21] con unas variaciones en los parámetros de evaluación de las consecuencias, debido a lo robusto de los equipos, para realizar este análisis se contempló la relación de criticidad:
Criticidad(C)= Frecuencia(F) x Consecuencia (Co) Consecuencia= Impacto ambiental + Impacto operacional + Daño a la población + Daño a las instalaciones + Seguridad
𝐶 = 𝐹 ∗ [𝐼𝑎 + 𝐼𝑜 + 𝐷𝑝 + 𝐷𝑖 + 𝑆𝑒𝑔] 𝐸𝑐. (4)[21]
Con base en la ecuación No.1 definida por los criterios de consecuencias y frecuencia de fallo los autores, por medio de revisión de información obtenida por medio de entrevistas no oficiales a los técnicos y operarios de la planta se determinaron los rangos de evaluación, estos rangos están descritos en la tabla 9(a) y(b) Tabla 9. Criterios de evaluación de criticidad. (a)Frecuencia de falla
Frecuencia de Fallas(F)
Una diaria 10
Una semanal 8
Una mensual 5
Una trimestral 2
una semestral 1
(b) Parámetros de consecuencias
Ambiental Daño a las Instalaciones
Alta contaminación 10 Daño estructural grave
10
Contaminación continua 8 Daño de línea completa
6
Contaminación discreta 5 Daño único de equipo
3
Emisiones leves 2 Sin daño importante
1
Emisiones mínimas 1
Impacto operacional Seguridad
Paro total de producción 10 Muerte 10
Paro de una línea de producción 8 Mutilación 8
Demora en producción(horas) 4 Atrapamiento 5
Leve demora en producción(minutos) 2 Laceración 2
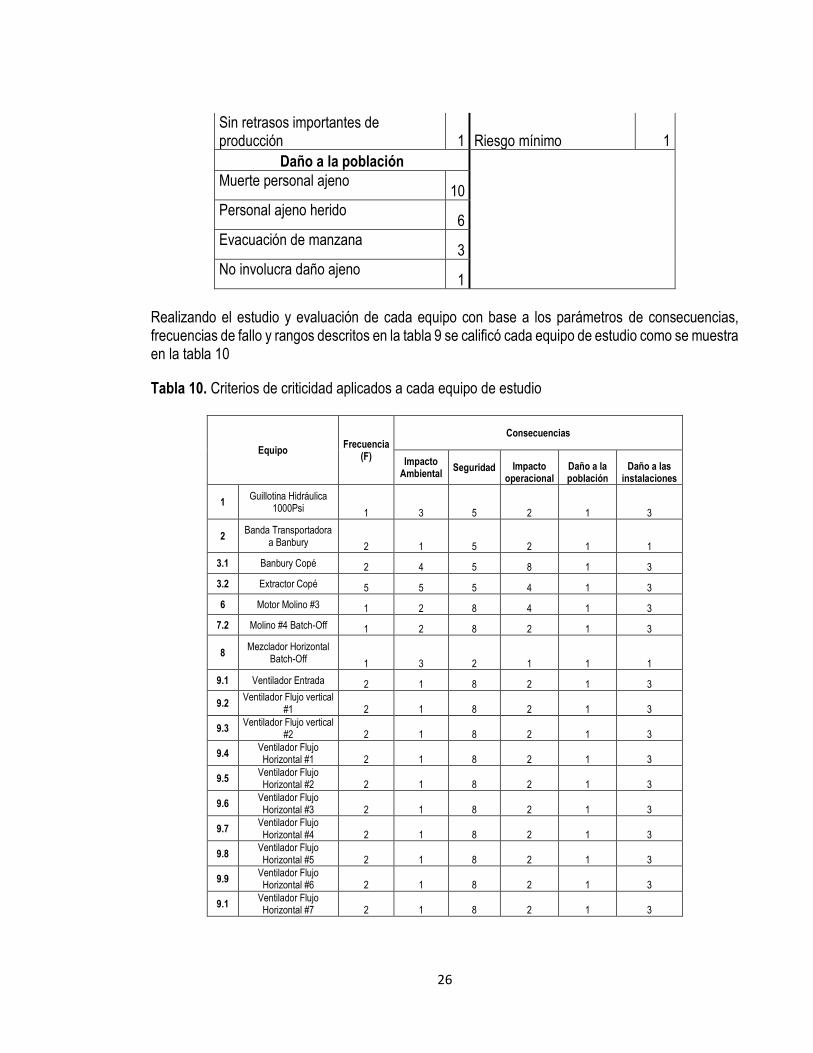
26
Sin retrasos importantes de producción 1 Riesgo mínimo 1
Daño a la población
Muerte personal ajeno 10
Personal ajeno herido 6
Evacuación de manzana 3
No involucra daño ajeno 1
Realizando el estudio y evaluación de cada equipo con base a los parámetros de consecuencias, frecuencias de fallo y rangos descritos en la tabla 9 se calificó cada equipo de estudio como se muestra en la tabla 10
Tabla 10. Criterios de criticidad aplicados a cada equipo de estudio
Equipo Frecuencia
(F)
Consecuencias
Impacto Ambiental
Seguridad Impacto operacional
Daño a la población
Daño a las instalaciones
1 Guillotina Hidráulica
1000Psi 1 3 5 2 1 3
2 Banda Transportadora
a Banbury 2 1 5 2 1 1
3.1 Banbury Copé 2 4 5 8 1 3
3.2 Extractor Copé 5 5 5 4 1 3
6 Motor Molino #3 1 2 8 4 1 3
7.2 Molino #4 Batch-Off 1 2 8 2 1 3
8 Mezclador Horizontal
Batch-Off 1 3 2 1 1 1
9.1 Ventilador Entrada 2 1 8 2 1 3
9.2 Ventilador Flujo vertical
#1 2 1 8 2 1 3
9.3 Ventilador Flujo vertical
#2 2 1 8 2 1 3
9.4 Ventilador Flujo Horizontal #1 2 1 8 2 1 3
9.5 Ventilador Flujo Horizontal #2 2 1 8 2 1 3
9.6 Ventilador Flujo Horizontal #3 2 1 8 2 1 3
9.7 Ventilador Flujo Horizontal #4 2 1 8 2 1 3
9.8 Ventilador Flujo Horizontal #5 2 1 8 2 1 3
9.9 Ventilador Flujo Horizontal #6 2 1 8 2 1 3
9.1 Ventilador Flujo Horizontal #7 2 1 8 2 1 3
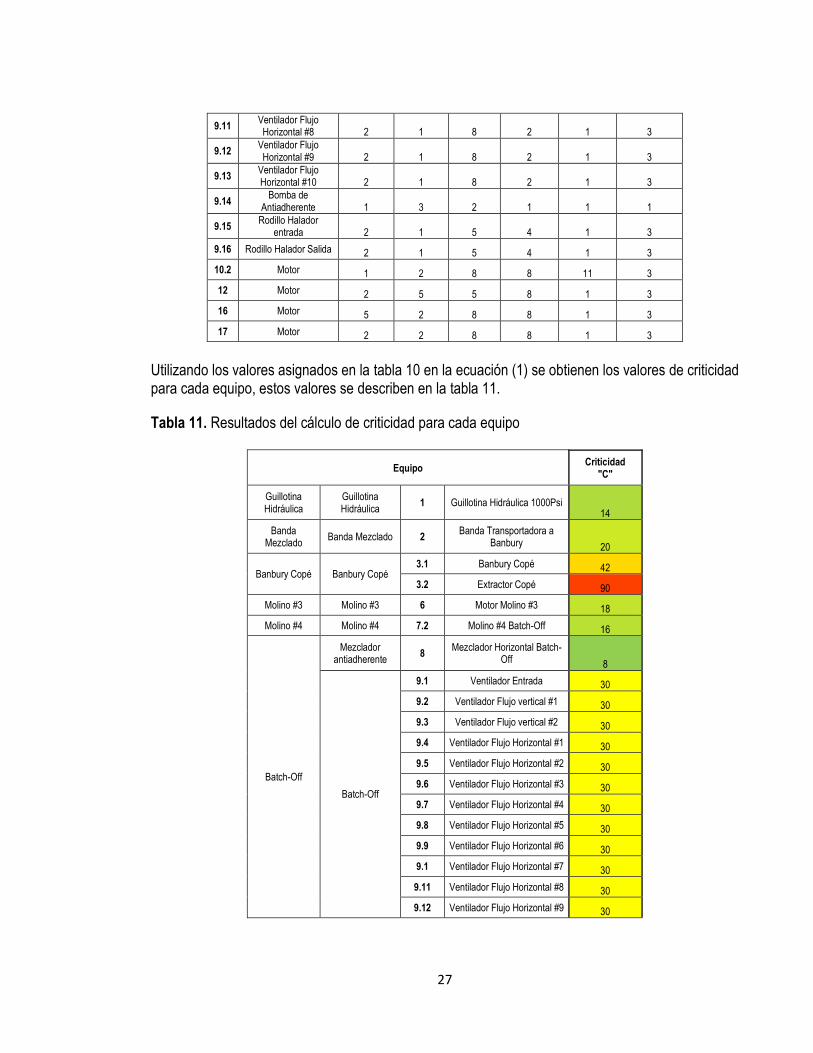
27
9.11 Ventilador Flujo Horizontal #8 2 1 8 2 1 3
9.12 Ventilador Flujo Horizontal #9 2 1 8 2 1 3
9.13 Ventilador Flujo Horizontal #10 2 1 8 2 1 3
9.14 Bomba de
Antiadherente 1 3 2 1 1 1
9.15 Rodillo Halador
entrada 2 1 5 4 1 3
9.16 Rodillo Halador Salida 2 1 5 4 1 3
10.2 Motor 1 2 8 8 11 3
12 Motor 2 5 5 8 1 3
16 Motor 5 2 8 8 1 3
17 Motor 2 2 8 8 1 3
Utilizando los valores asignados en la tabla 10 en la ecuación (1) se obtienen los valores de criticidad para cada equipo, estos valores se describen en la tabla 11.
Tabla 11. Resultados del cálculo de criticidad para cada equipo
Equipo Criticidad
"C"
Guillotina Hidráulica
Guillotina Hidráulica
1 Guillotina Hidráulica 1000Psi 14
Banda Mezclado
Banda Mezclado 2 Banda Transportadora a
Banbury 20
Banbury Copé Banbury Copé 3.1 Banbury Copé 42
3.2 Extractor Copé 90
Molino #3 Molino #3 6 Motor Molino #3 18
Molino #4 Molino #4 7.2 Molino #4 Batch-Off 16
Batch-Off
Mezclador antiadherente
8 Mezclador Horizontal Batch-
Off 8
Batch-Off
9.1 Ventilador Entrada 30
9.2 Ventilador Flujo vertical #1 30
9.3 Ventilador Flujo vertical #2 30
9.4 Ventilador Flujo Horizontal #1 30
9.5 Ventilador Flujo Horizontal #2 30
9.6 Ventilador Flujo Horizontal #3 30
9.7 Ventilador Flujo Horizontal #4 30
9.8 Ventilador Flujo Horizontal #5 30
9.9 Ventilador Flujo Horizontal #6 30
9.1 Ventilador Flujo Horizontal #7 30
9.11 Ventilador Flujo Horizontal #8 30
9.12 Ventilador Flujo Horizontal #9 30
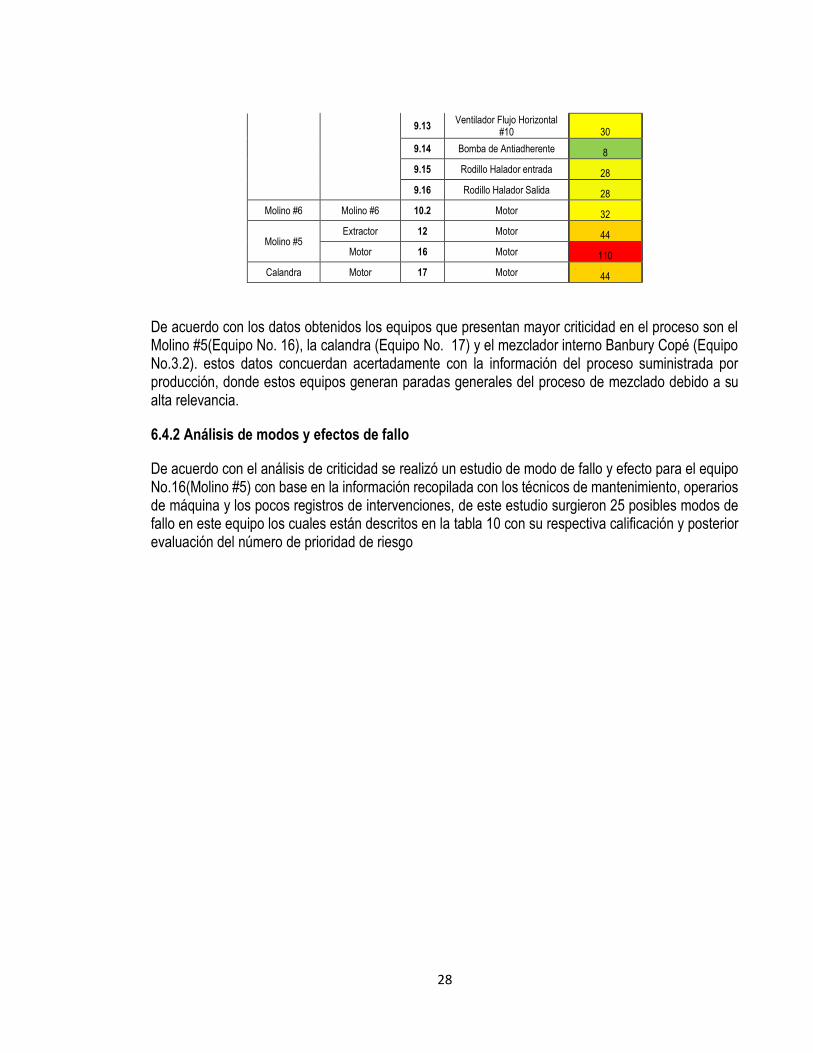
28
9.13 Ventilador Flujo Horizontal
#10 30
9.14 Bomba de Antiadherente 8
9.15 Rodillo Halador entrada 28
9.16 Rodillo Halador Salida 28
Molino #6 Molino #6 10.2 Motor 32
Molino #5 Extractor 12 Motor 44
Motor 16 Motor 110
Calandra Motor 17 Motor 44
De acuerdo con los datos obtenidos los equipos que presentan mayor criticidad en el proceso son el Molino #5(Equipo No. 16), la calandra (Equipo No. 17) y el mezclador interno Banbury Copé (Equipo No.3.2). estos datos concuerdan acertadamente con la información del proceso suministrada por producción, donde estos equipos generan paradas generales del proceso de mezclado debido a su alta relevancia.
6.4.2 Análisis de modos y efectos de fallo
De acuerdo con el análisis de criticidad se realizó un estudio de modo de fallo y efecto para el equipo No.16(Molino #5) con base en la información recopilada con los técnicos de mantenimiento, operarios de máquina y los pocos registros de intervenciones, de este estudio surgieron 25 posibles modos de fallo en este equipo los cuales están descritos en la tabla 10 con su respectiva calificación y posterior evaluación del número de prioridad de riesgo
29
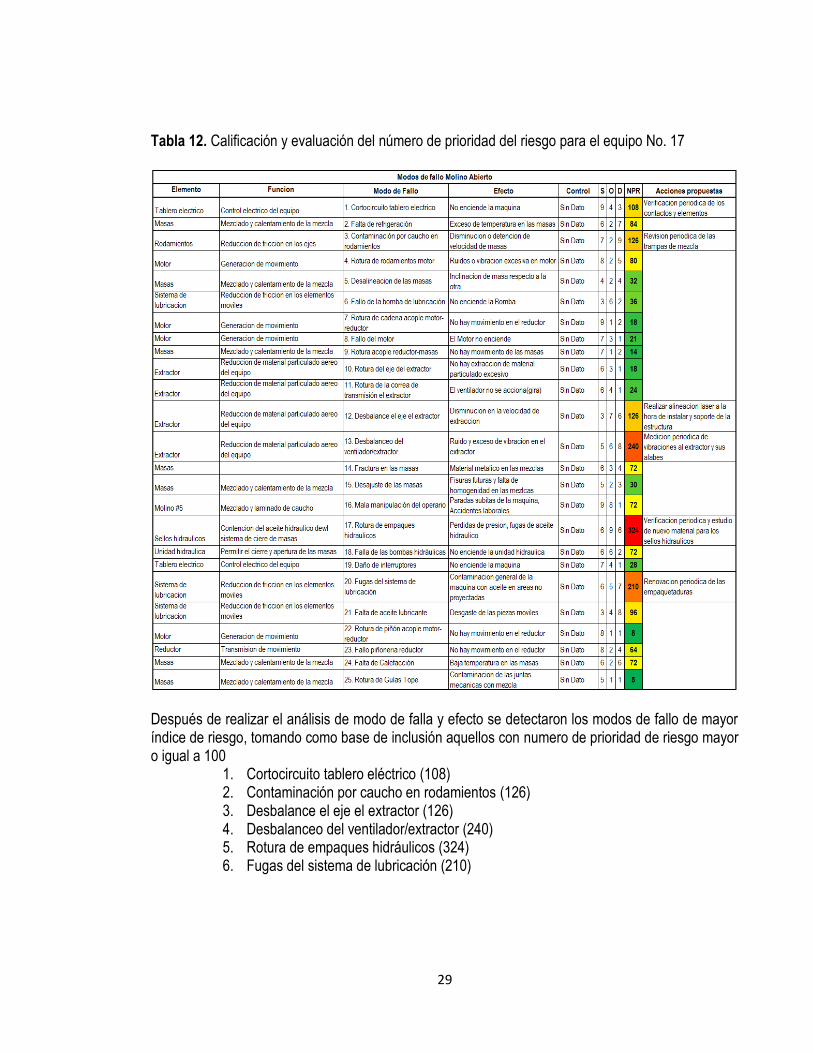
Tabla 12. Calificación y evaluación del número de prioridad del riesgo para el equipo No. 17
Después de realizar el análisis de modo de falla y efecto se detectaron los modos de fallo de mayor índice de riesgo, tomando como base de inclusión aquellos con numero de prioridad de riesgo mayor o igual a 100
1. Cortocircuito tablero eléctrico (108) 2. Contaminación por caucho en rodamientos (126) 3. Desbalance el eje el extractor (126) 4. Desbalanceo del ventilador/extractor (240) 5. Rotura de empaques hidráulicos (324) 6. Fugas del sistema de lubricación (210)
30
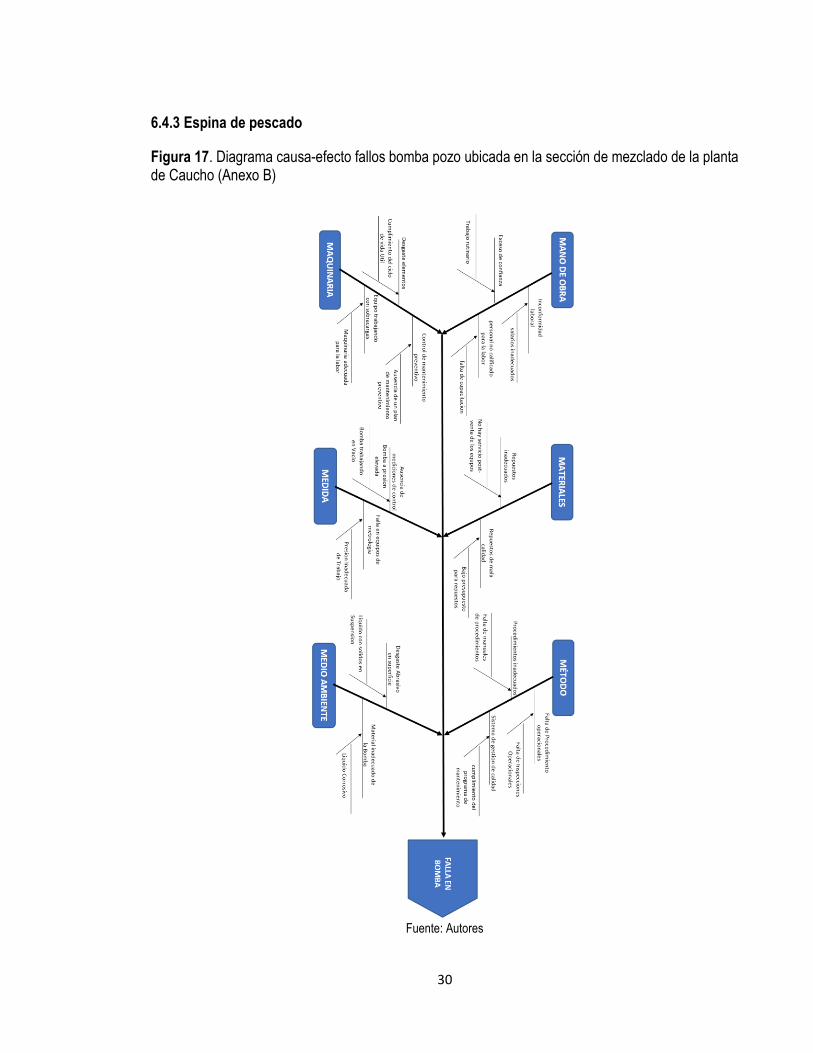
6.4.3 Espina de pescado
Figura 17. Diagrama causa-efecto fallos bomba pozo ubicada en la sección de mezclado de la planta de Caucho (Anexo B)
Fuente: Autores

31
6.5. Implementación de Técnicas de mantenimiento Predictivo
Al realizar la revisión del estado de los equipos, las sugerencias y experiencias de los técnicos y operarios se depuro la lista de elementos, donde fueron seleccionados aquellos que, por relevancia en el proceso, por la tendencia empírica expresada de fallo y la viabilidad de estudio para implementar las técnicas de mantenimiento predictivo más adecuadas para elementos rotativos que en este caso son Termografía y Vibrometria global.
A continuación, se muestra la lista de elementos seleccionados para generar el análisis y medición con su respectivo método de acuerdo con la viabilidad de aplicación, la accesibilidad y disponibilidad de los elementos rotativo
Tabla 13. clasificación y selección de equipos a realizar medición (V: Vibrometria global, T: Termografía)
Proceso Equipo
No. Nombre
Convención Flujo proceso
Descripción Marca Método
Dosificado 1 Guillotina Hidráulica
Guillotina Hidráulica
1 Guillotina Hidráulica
1000Psi VOGES V T
Mezclado
2 Banda
Mezclado Banda Mezclado 2
Banda Transportadora a
Banbury SIEMENS V N/A
3 Banbury
Copé Banbury Copé
3.1 Banbury Copé WEG V T
3.2 Extractor Copé SIEMENS V T
6 Molino #3 Molino #3 6 Motor Molino #3 V T
7 Molino #4 Molino #4 7.2 Molino #4 Batch-Off V T
8 Mezclador Mezclador
antiadherente 8
Mezclador Horizontal Batch-Off
SIEMENS V N/A
9 Batch-Off Batch-Off
9.1 Ventilador Entrada
SIEMENS
N/A T
9.2 Ventilador Flujo
vertical #1 N/A T
9.3 Ventilador Flujo
vertical #2 N/A T
9.4 Ventilador Flujo Horizontal #1
N/A T
9.5 Ventilador Flujo Horizontal #2
N/A T
9.6 Ventilador Flujo Horizontal #3
N/A T
9.7 Ventilador Flujo Horizontal #4
N/A T
9.8 Ventilador Flujo Horizontal #5
N/A T
9.9 Ventilador Flujo Horizontal #6
N/A T
9.1 Ventilador Flujo Horizontal #7
N/A T
9.11 Ventilador Flujo Horizontal #8
N/A T
9.12 Ventilador Flujo Horizontal #9
N/A T

32
9.13 Ventilador Flujo Horizontal #10
N/A T
9.14 Bomba de
Antiadherente SIEMENS V N/A
9.15 Rodillo Halador
entrada N/A T
9.16 Rodillo Halador
Salida N/A T
10 Molino #6 Molino #6 10.2 Motor Metropolitan
Vickers V T
12 Extractor Mangas
Extractor 12 Motor SIEMENS V T
16 Molino #5 Motor 16 Motor LANCOR-BILBAO
V T
17 Calandra Motor 17 Motor CONZ V T
6.5.1 Vibrometria 6.5.1.1 Clasificación de equipos de acuerdo con la norma ISO 10816-1 para análisis de Vibrometria De acuerdo con los parámetros de la norma ISO 10816-1 descritos en la Tabla 2, se realizó la clasificación de cada equipo a realizar análisis de Vibrometria, como se muestra en la Tabla 14 Tabla 14. Clasificación de equipos para Vibrometria
Proceso Descripción Ítem Flujo
Marca Velocidad
(RPM) Potencia
(Hp) Norma Clasificación
Dosificado Guillotina Unidad
Hidráulica 1000Psi
1 VOGES 1710 4 ISO 10816-1 Clase 1
Mezclado
Banbury Cópe
Transportadora a Banbury
2 SIEMENS 1700 1.8 ISO 10816-1 Clase 1
Motor Copé 3.1 WEG 1780 100 ISO 10816-1 Clase 2
Extractor Copé 3.2 SIEMENS 3480 3 ISO 10816-1 Clase 1
Molino #3
Molino #3 6 WEG 1140 175 ISO 10816-1 Clase 3
Molino #4
Motor Molino #4
7.2 WEG 1710 50 ISO 10816-1 Clase 2
Batch-Off
Mezclador Antiadherente
Batch-Off
8 SIEMENS 3470 4.8 ISO 10816-1 Clase 1
Bomba de Antiadherente
9.14 SIEMENS 3410 3,6/2,7 ISO 10816-1 Clase 1
Molino #6
Motor Molino #6
10.2 Metropolitan
Vickers 880 50 ISO 10816-1 Clase 2
Extractor Mangas
Motor extractor 12 SIEMENS 1710 3.6 ISO 10816-1 Clase 1

33
Molino #5
Motor Molino #5
16 LANCOR-BILBAO
1170 143 ISO 10816-1 Clase 3
Calandra Motor
Calandra 17 CONZ 1140 25 ISO 10816-1 Clase 2
6.5.1.2 Equipo de medición - VibPen® SKF CMAS 100-SL
Para realizar la toma de datos de vibraciones de los equipos seleccionados se implementará el VibPen SKF CMAS 100-SL ya que proporciona lecturas de vibración general en "velocidad", que miden las señales de vibración de la máquina y las comparan automáticamente con los valores de referencia de la Organización Internacional de Normalización (International Organization for Standardization, ISO) previamente programados. Se visualiza una alarma de "Alerta" o "Peligro" cuando la medición excede tales valores de referencia. De forma simultánea, se toma una medición de la "envolvente de aceleración", que se compara con los valores de referencia establecidos de vibración del rodamiento para verificar la conformidad o indicar el daño potencial del rodamiento.[19]
Figura 18. Analizador de la condición de la máquina SKF CMAS 100-SL [19]
1. Envolvente de aceleración 2. Velocidad 3. Visualización de la alarma:
(A) Alerta o (P) Peligro
4. Grupo de máquinas ISO 5. Botón seleccionar 6. Botón buscar 7. Temperatura 8. Estado de la medición 9. Clase de envolvente de aceleración 10. Indicador de batería (60% llena)
Fuente: https://www.skf.com/co/products/condition-monitoring/basic-condition-monitoring-products/vibration-
measurement-tools/basic-handheld-vibration-sensor/index.html
Tabla 15. datos Técnicos SKF CMAS 100-SL [19]
Datos técnicos
Captación de vibraciones:
– Interna Aceleración piezoeléctrica integrada
– Externa: Compatible con un acelerómetro estándar de corriente constante de 100 mV/g
Sensor de temperatura: Sensor de temperatura por infrarrojos interno
Mediciones:
Velocidad: Intervalo: De 0,7 a 65,0 mm/s (RMS) [de 0.04 a 3.60 pulg./s (pico equivalente)], cumple con la norma ISO 108163
Frecuencia: De 10 a 1000 Hz, cumple con la norma ISO 2954
– Envolvente de aceleración: Intervalo: De 0,2 a 50,0 gE
· Frecuencia: Similar a banda 3 (de 500 a 10.000 Hz)

34
– Temperatura: Intervalo: De 20 a +200 °C (de 5 a 390 °F)
Precisión de temperatura por infrarrojos: 2 °C (4 °F)
Distancia: corto alcance, máximo 10 cm (4 pulg.) desde el objetivo
Intervalo de temperaturas de funcionamiento:
En uso: De –10 a +60 °C (de 15 a 140 °F)
En carga: De 0 a 40 °C (de 30 a 105 °F)
Temperatura de almacenamiento:
– Menos de un mes: – De 20 a +45 °C (de 5 a +115 °F)
– Más de un mes pero menos de seis meses:
– De 20 a +35 °C (de 5 a +95 °F)
Humedad: Del 95% sin condensación
Carcasa: IP 54
Homologaciones: CE
Prueba de caídas: 2 m (6.6 ft)
Peso: 125 g (4.4 onzas)
Dimensiones:
– Longitud: 200,0 mm (7.90 pulg.)
– Ancho: 47,0 mm (1.85 pulg.)
– Alto: 25,4 mm (1.00 pulg.)
Duración de la batería: 10 horas antes de la recarga (1000 mediciones)
– Con sensor externo: Duración de la batería hasta un 55% menor
Sensor externo compatible: Cualquier acelerómetro estándar con sensibilidad de corriente constante de 100 mV/g
Alimentación del sensor externo: 24 V CC a 3,5 mA
Especificaciones del cargador: Toma de pared de CA/CC universal
Entrada: De 90 a 264 V CA, de 47 a 60 Hz
Salida: 5 V CC regulada
De 3 a 4 horas para carga completa
6.5.1.3 Resultados Vibrometria A continuación, se muestran los resultados del análisis de Vibrometria realizado a los equipos y la evaluación resultante respecto a la clasificación realizada en la tabla 14 y los parámetros de rangos de vibración.

35
Tabla 16. recopilado de datos de Vibrometria realizada
Resultados de la medición de Vibrometria
Proceso Descripción Ítem Flujo
Clasificación diagnostico
Dosificado Guillotina Unidad
Hidráulica 1000Psi
1 Clase 1 Satisfactorio
Mezclado
Banbury Cópe
Transportadora a Banbury
2 Clase 1 Excelente
Motor Copé 3.1 Clase 2 Satisfactorio
Extractor Copé 3.2 Clase 1 Inaceptable
Molino #3 Molino #3 6 Clase 3 Satisfactorio
Molino #4 Motor Molino
#4 7.2 Clase 2 Insatisfactorio
Batch-Off
Mezclador Antiadherente
Batch-Off 8 Clase 1 Insatisfactorio
Bomba de Antiadherente
9.14 Clase 1 Inaceptable
Molino #6 Motor Molino
#6 10.2 Clase 2 Satisfactorio
Extractor Mangas
Motor extractor 12 Clase 1 Insatisfactorio
Molino #5 Motor Molino
#5 16 Clase 3 Satisfactorio
Calandra Motor
Calandra 17 Clase 2 Satisfactorio
6.5.2 Termografía
6.5.2.1 Cámara infrarroja Fluke TiS40®
Figura 19. Cámara infrarroja Fluke TiS40[20]
Fuente: https://www.fluke.com/es-co/producto/camaras-termicas/tis40

36
Tabla 17. Características principales Fluke TiS40
6.5.2.2 Resultados Termografía Al realizar la toma de las imágenes termográficas se presenta el siguiente informe grafico con la clasificación de acuerdo con el delta de temperatura cuya recopilación se encuentra en la tabla 18. Figura 20. Motor Guillotina Hidráulica
Fuente: Autores

37
Figura 21. Banda Transportadora a Banbury
Fuente: Autores
Figura 22. Motor Banbury Copé
Fuente: Autores
Figura No.23 Reductor Banbury Copé
Fuente: Autores

38
Figura 24. Motor Extractor Banbury Copé
Fuente: Autores
Figura 25. Motor Molino #3
Fuente: Autores
Figura 26. Reductor Molino #3
Fuente: Autores
39
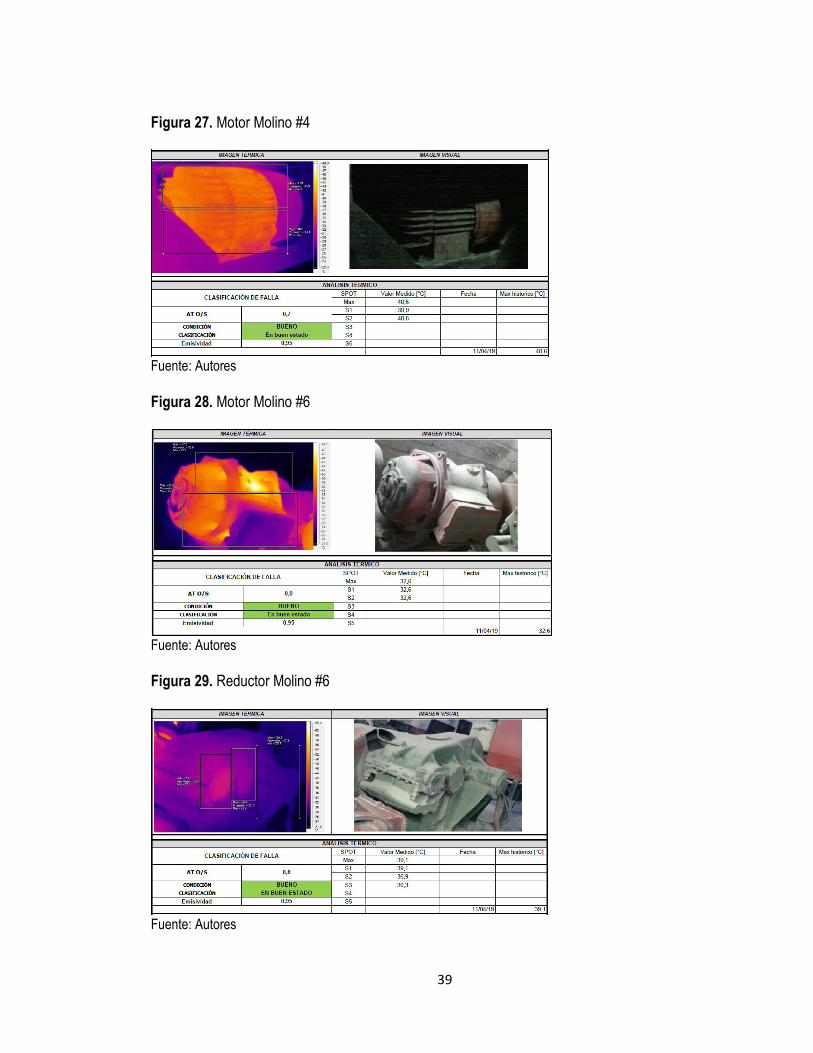
Figura 27. Motor Molino #4
Fuente: Autores
Figura 28. Motor Molino #6
Fuente: Autores
Figura 29. Reductor Molino #6
Fuente: Autores

40
Figura 30. Ventilador Motor Molino #6
Fuente: Autores
Figura 31. Motor extractor Molino #6
Fuente: Autores
Figura 32. Motor Molino #5
Fuente: Autores
41
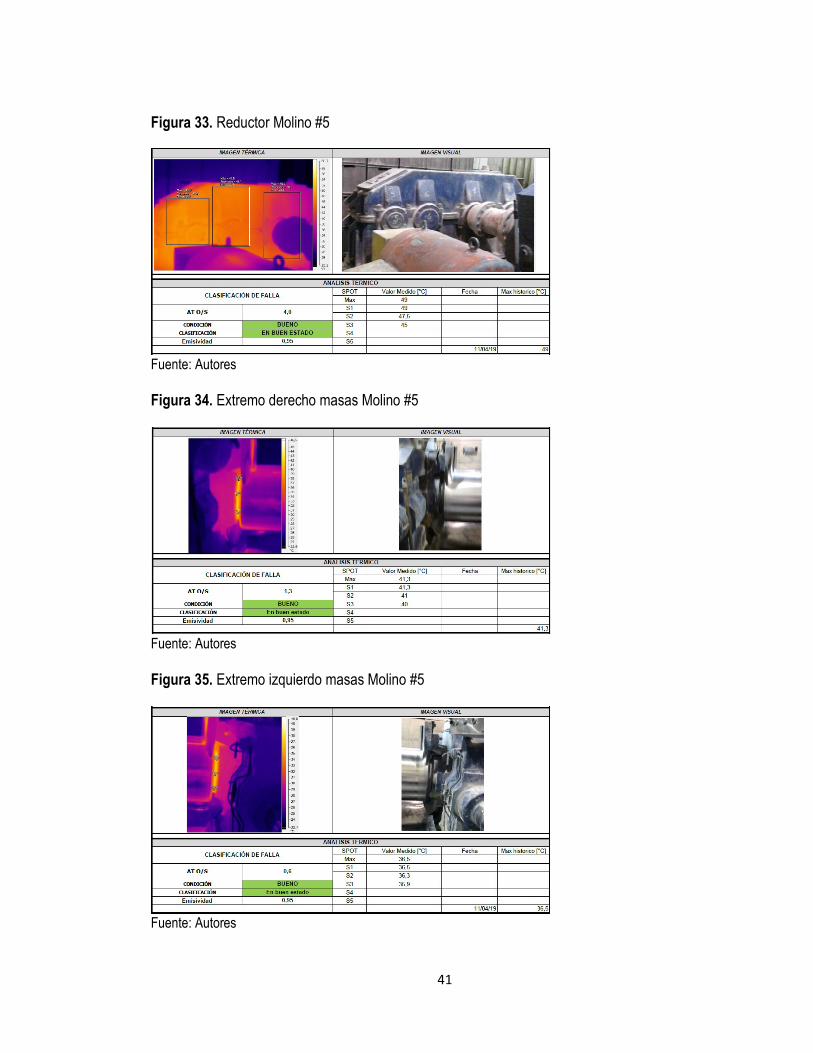
Figura 33. Reductor Molino #5
Fuente: Autores
Figura 34. Extremo derecho masas Molino #5
Fuente: Autores
Figura 35. Extremo izquierdo masas Molino #5
Fuente: Autores

42
Figura 36. Motor Extractor molino #5
Fuente: Autores
Figura 37. Eje rotación motor-extractor molino #5
Fuente: Autores
Figura 38. Motor Mezclador Antiadherente
Fuente: Autores
43
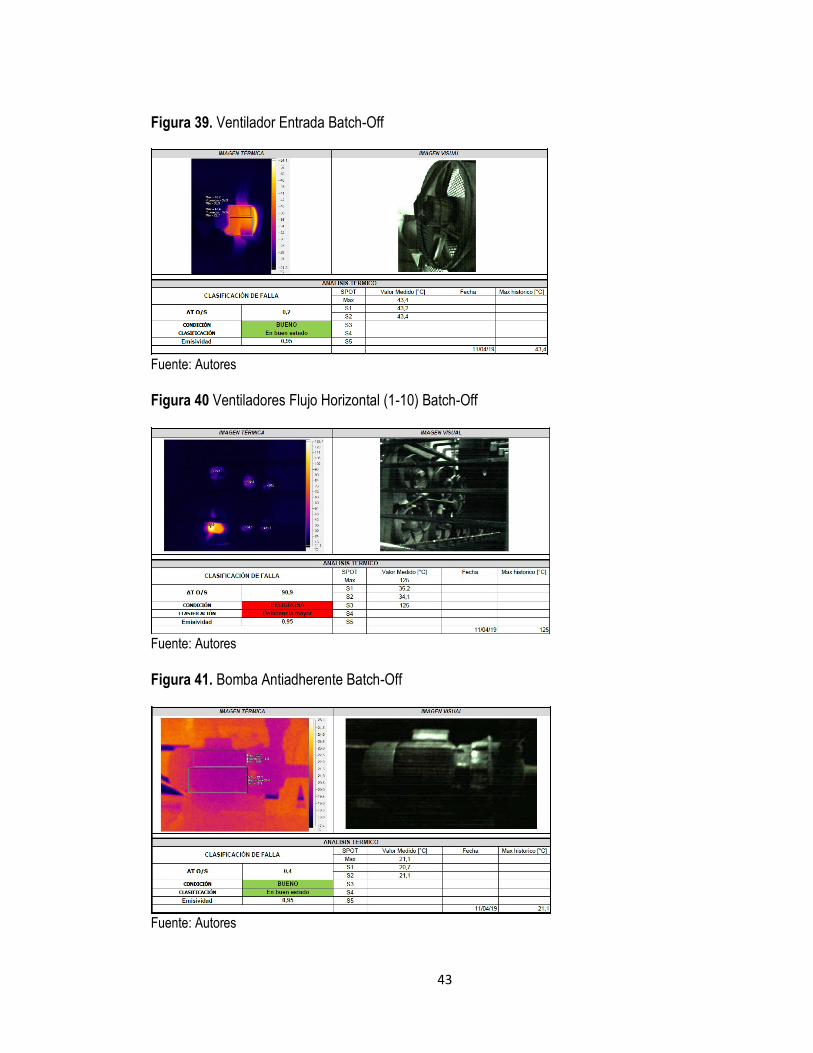
Figura 39. Ventilador Entrada Batch-Off
Fuente: Autores
Figura 40 Ventiladores Flujo Horizontal (1-10) Batch-Off
Fuente: Autores
Figura 41. Bomba Antiadherente Batch-Off
Fuente: Autores

44
Figura 42. Bomba Cuchilla Batch-Off
Fuente: Autores
Figura 43. Motor Halador entrada Batch-Off
Fuente: Autores
Figura 44. Motor Halador Salida Batch-Off
Fuente: Autores

45
Figura 45. Motor Entalcadora
Fuente: Autores
Figura 46. Motor Calandra
Fuente: Autores
Figura 47. Ventilador Motor Calandra
Fuente: Autores
46
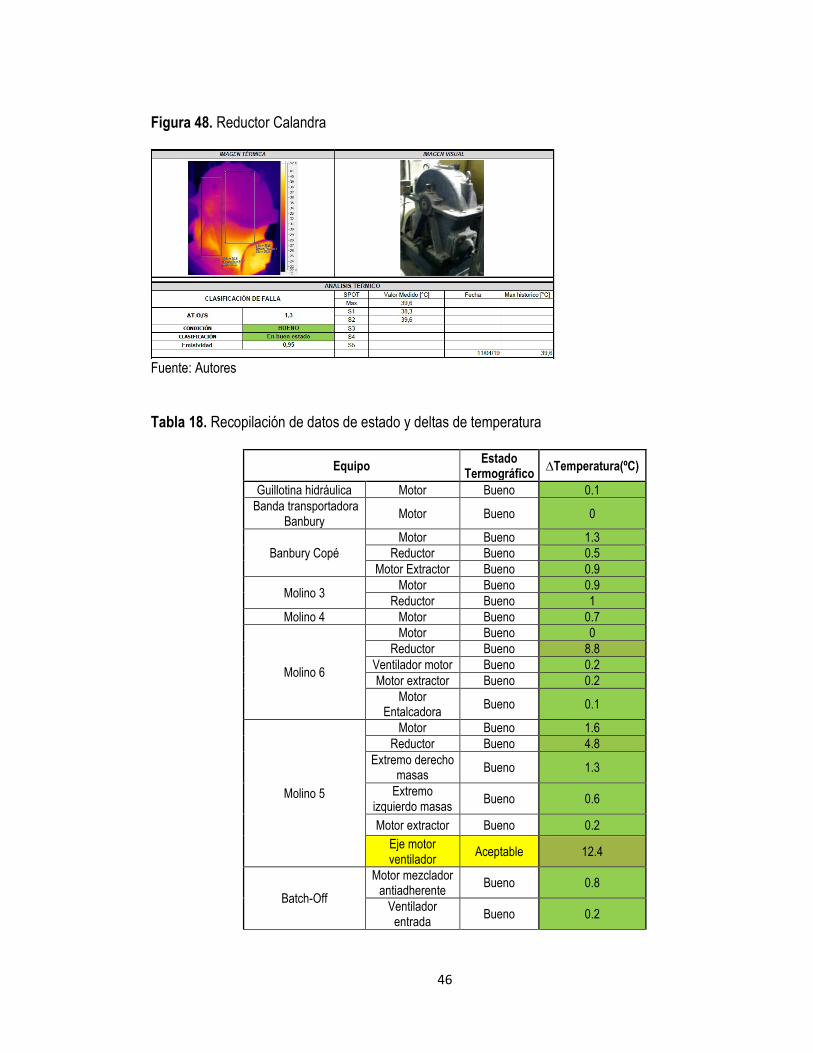
Figura 48. Reductor Calandra
Fuente: Autores
Tabla 18. Recopilación de datos de estado y deltas de temperatura
Equipo Estado
Termográfico ∆Temperatura(ºC)
Guillotina hidráulica Motor Bueno 0.1
Banda transportadora Banbury
Motor Bueno 0
Banbury Copé
Motor Bueno 1.3
Reductor Bueno 0.5
Motor Extractor Bueno 0.9
Molino 3 Motor Bueno 0.9
Reductor Bueno 1
Molino 4 Motor Bueno 0.7
Molino 6
Motor Bueno 0
Reductor Bueno 8.8
Ventilador motor Bueno 0.2
Motor extractor Bueno 0.2
Motor Entalcadora
Bueno 0.1
Molino 5
Motor Bueno 1.6
Reductor Bueno 4.8
Extremo derecho masas
Bueno 1.3
Extremo izquierdo masas
Bueno 0.6
Motor extractor Bueno 0.2
Eje motor ventilador
Aceptable 12.4
Batch-Off
Motor mezclador antiadherente
Bueno 0.8
Ventilador entrada
Bueno 0.2
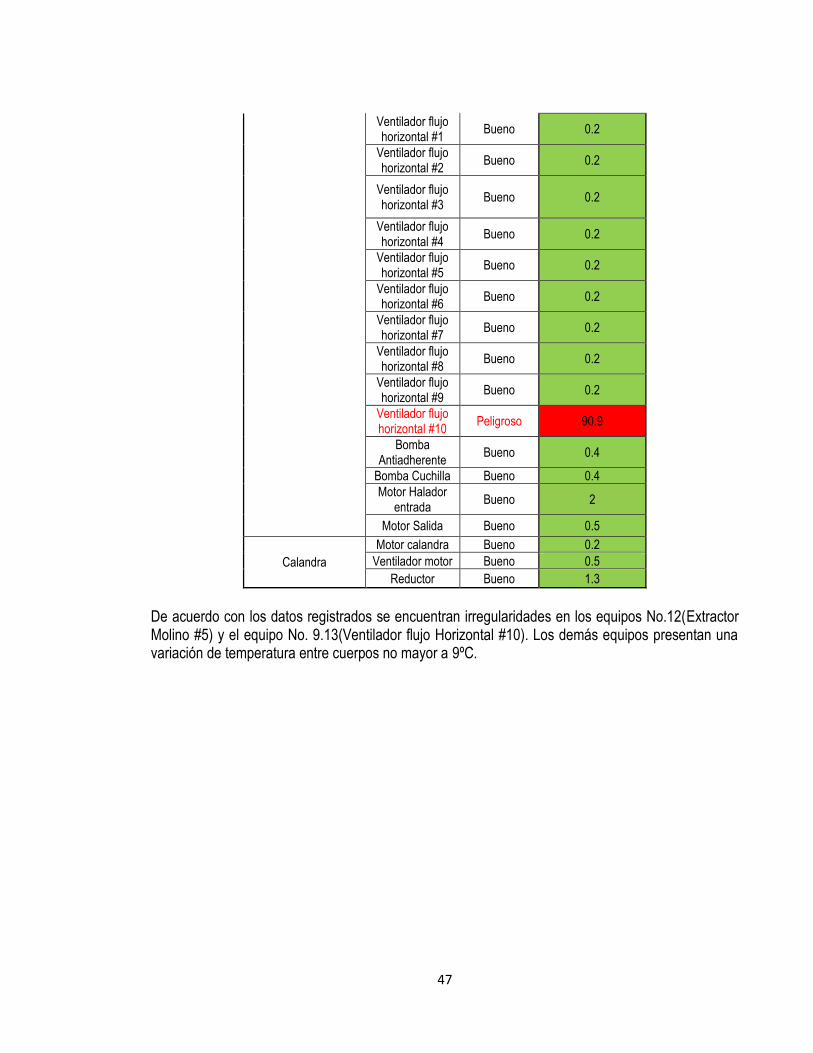
47
Ventilador flujo horizontal #1
Bueno 0.2
Ventilador flujo horizontal #2
Bueno 0.2
Ventilador flujo horizontal #3
Bueno 0.2
Ventilador flujo horizontal #4
Bueno 0.2
Ventilador flujo horizontal #5
Bueno 0.2
Ventilador flujo horizontal #6
Bueno 0.2
Ventilador flujo horizontal #7
Bueno 0.2
Ventilador flujo horizontal #8
Bueno 0.2
Ventilador flujo horizontal #9
Bueno 0.2
Ventilador flujo horizontal #10
Peligroso 90.9
Bomba Antiadherente
Bueno 0.4
Bomba Cuchilla Bueno 0.4
Motor Halador entrada
Bueno 2
Motor Salida Bueno 0.5
Calandra
Motor calandra Bueno 0.2
Ventilador motor Bueno 0.5
Reductor Bueno 1.3
De acuerdo con los datos registrados se encuentran irregularidades en los equipos No.12(Extractor Molino #5) y el equipo No. 9.13(Ventilador flujo Horizontal #10). Los demás equipos presentan una variación de temperatura entre cuerpos no mayor a 9ºC.

48
Figura 49. Detección del punto caliente en la zona de los ventiladores de flujo horizontal (Figura 40.), se hace énfasis en el equipo No. 9.13(Ventilador flujo Horizontal #10).
Fuente: Autores
De acuerdo con la imagen se detecta el equipo 9.13 como punto caliente por posible cortocircuito, desgaste de escobillas, daño en el motor, se evidencia la existencia de un fallo que, a pesar de no representar una parada total de la máquina, si genera una ineficiencia en el funcionamiento del proceso, así como alzas en el consumo de energía y riesgo de afectación a los demás componentes de la maquina como de la integridad del operario debido a la alta temperatura registrada. Figura 50. Detección del punto caliente en el eje de transmisión del equipo No. 12(Figura 36.)
Fuente: Autores
Punto Caliente:
125.0ºC
Temperatura
Promedio:34.1ºC
Punto promedio:
37.7ºC
Punto Caliente:
49.7ºC

49
En el eje de transmisión del motor al ventilador extractor (equipo No.12) se detectó un punto caliente, específicamente en la chumacera cercana al motor, lo que indica una posible falta de lubricación o rozamiento por desgaste en los rodamientos de la chumacera. 6.5.2.3. Termografía a tableros eléctricos Adicional a las imágenes de los equipos mecánicos, se realizó una inspección a los tableros eléctricos de los equipos, en los cuales se encontraron diferentes puntos calientes que se describen a continuación: Figura 51. Tablero Equipo No. 06(Molino #3), punto caliente en el contactor
Fuente: Autores
El punto caliente detectado en el tablero eléctrico del equipo No. 06 sugiere una revisión del ajuste mecánico de las conexiones, así como la inspección visual de las terminales para detectar posible sulfatación o desgaste, así como un balance de cargas por fase. Figura 52. Tablero eléctrico equipo No. 10.2(Molino #6)
Fuente: Autores

50
Los puntos con registro de temperatura de 48.9ºC indican un posible desajuste mecánico en las conexiones de los contactores, se recomienda realizar una inspección y reajuste de dichas conexiones. Figura 53. Tablero Eléctrico inferior equipo No. 16(Molino #5)
Fuente: Autores
Los puntos con registro de temperatura de 39.5ºC indican un posible desajuste mecánico en las conexiones de los disyuntores, se recomienda realizar una inspección y reajuste de dichas conexiones. Figura 54. Tablero Eléctrico superior equipo No. 16(Molino #5)
Fuente: Autores
Los puntos con registro de temperatura de 41.9ºC indican un posible desajuste mecánico en las conexiones de los contactos, se recomienda realizar una inspección y reajuste de dichas conexiones. Los demás registros, así como el informe completo del estudio realizado a todos los equipos y sus respectivos tableros se encuentran en su totalidad en el Anexo T

51
6.5.3. Conclusiones Diagnostico
Después de realizar la revisión e investigación de registros, formatos, procedimientos y equipos en la planta se obtuvieron las siguientes conclusiones:
• El área de mantenimiento presenta una programación de mantenimientos preventivos en la cual se establecen fechas de cumplimientos de acuerdo con la experiencia de los técnicos, dichos programas, donde se diligencian formatos repetitivos de tipo chequeo sin presentar un registro de fechas y tiempos exactos, no permiten llevar un histórico de fallos o intervenciones detalladas para tomar como parámetro de análisis estadístico.
• No existe un registro de mantenimientos correctivos, intervenciones o fallas de los equipos, esta situación restringe el estudio por históricos o tendencias ya que no se poseen datos ni información suficiente o verídica para la realización de ponderaciones o análisis para programación.
• Actualmente el área de mantenimiento realiza intervenciones a los equipos de acuerdo con las fallas que presente, como es el caso del equipo No. 4(Mezclador intensivo interno Banbury) ya que, debido a una falla en el sistema de mezclado y sellado se encuentra intervenido desde hace más de un año, no se pudo hacer una medición y por la falta de datos es imposible generar un diagnostico efectivo del equipo, a pesar de que es un elemento de alta importancia.
• Los equipos No. 12 y No. 9.13 presentan una elevada temperatura respecto a los demás equipos revisados con la termografía, lo que indica una posible falla futura.
• Tras realizar el análisis1 y recopilación de la información por medio de las mediciones de Vibrometria se determinaron 5 equipos con alto índice de vibraciones e irregularidades:
• Equipo No. 3.2 - Inaceptable
• Equipo No. 7.2 – Insatisfactorio
• Equipo No. 8 – Insatisfactorio
• Equipo No. 9.14 – Inaceptable
• Equipo No. 12 - Insatisfactorio
• Los equipos No. 6 y equipo No. 10.2 requieren una revisión de conexiones en los tableros eléctricos ya que presentan puntos calientes, que significan problemas de conectividad y contacto
• Los problemas de falta de capacitación y exceso de confianza en los procedimientos realizados durante las intervenciones son la principal causa de fallas en la bomba del pozo
• En el equipo No.17 se evidencia una falla importante en los sellos hidráulicos del sistema de lubricación, así como el desbalanceo de los ejes de los ventiladores del extractor.
1 Los datos e imágenes completa de Vibrometria realizada se encuentran en los Anexos H, I, J, K.
52
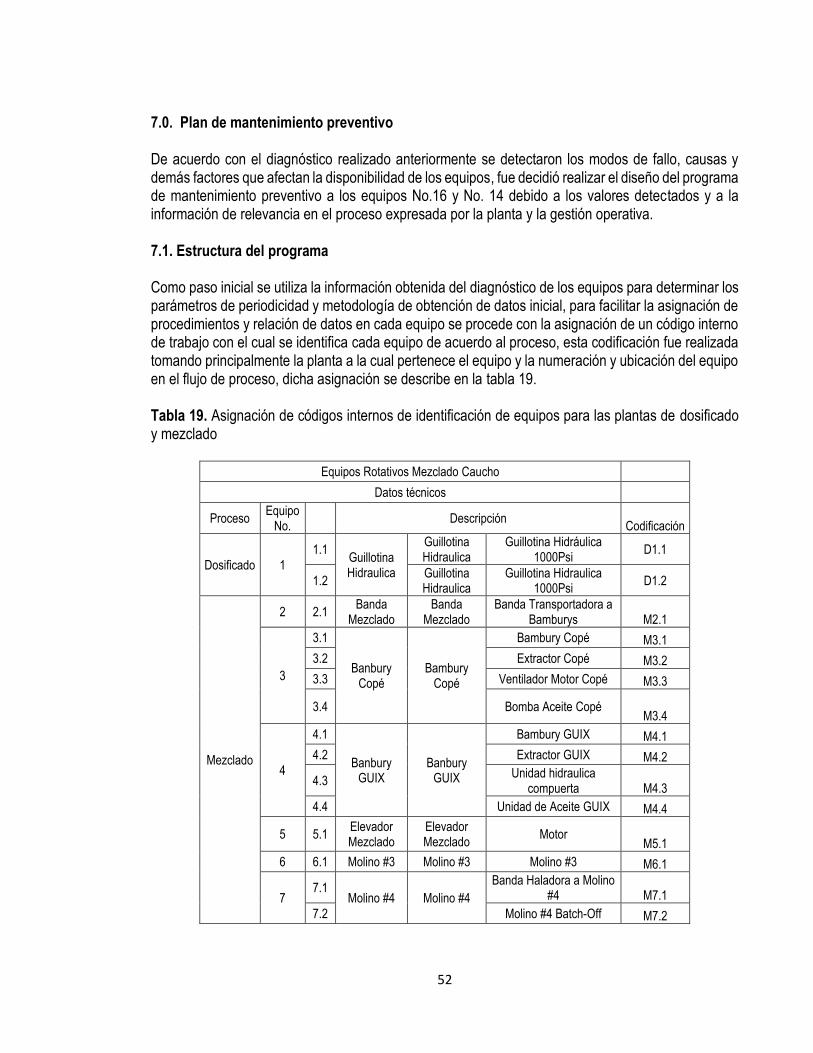
7.0. Plan de mantenimiento preventivo De acuerdo con el diagnóstico realizado anteriormente se detectaron los modos de fallo, causas y demás factores que afectan la disponibilidad de los equipos, fue decidió realizar el diseño del programa de mantenimiento preventivo a los equipos No.16 y No. 14 debido a los valores detectados y a la información de relevancia en el proceso expresada por la planta y la gestión operativa. 7.1. Estructura del programa Como paso inicial se utiliza la información obtenida del diagnóstico de los equipos para determinar los parámetros de periodicidad y metodología de obtención de datos inicial, para facilitar la asignación de procedimientos y relación de datos en cada equipo se procede con la asignación de un código interno de trabajo con el cual se identifica cada equipo de acuerdo al proceso, esta codificación fue realizada tomando principalmente la planta a la cual pertenece el equipo y la numeración y ubicación del equipo en el flujo de proceso, dicha asignación se describe en la tabla 19. Tabla 19. Asignación de códigos internos de identificación de equipos para las plantas de dosificado y mezclado
Equipos Rotativos Mezclado Caucho Datos técnicos
Proceso Equipo
No. Descripción
Codificación
Dosificado 1
1.1 Guillotina Hidraulica
Guillotina Hidraulica
Guillotina Hidráulica 1000Psi
D1.1
1.2 Guillotina Hidraulica
Guillotina Hidraulica 1000Psi
D1.2
Mezclado
2 2.1 Banda
Mezclado Banda
Mezclado Banda Transportadora a
Bamburys M2.1
3
3.1
Banbury Copé
Bambury Copé
Bambury Copé M3.1
3.2 Extractor Copé M3.2
3.3 Ventilador Motor Copé M3.3
3.4 Bomba Aceite Copé M3.4
4
4.1
Banbury GUIX
Banbury GUIX
Bambury GUIX M4.1
4.2 Extractor GUIX M4.2
4.3 Unidad hidraulica
compuerta M4.3
4.4 Unidad de Aceite GUIX M4.4
5 5.1 Elevador Mezclado
Elevador Mezclado
Motor M5.1
6 6.1 Molino #3 Molino #3 Molino #3 M6.1
7 7.1
Molino #4 Molino #4
Banda Haladora a Molino #4 M7.1
7.2 Molino #4 Batch-Off M7.2

53
8 8.1 Mezclador Mezclador
antiadherente Mezclador Horizontal
Batch-Off M8.1
9
9.1
Batch-Off Batch-Off
Ventilador Entrada M9.1
9.2 Ventilador Flujo vertical
#1 M9.2
9.3 Ventilador Flujo vertical
#2 M9.3
9.4 Ventilador Flujo Horizontal #1 M9.4
9.5 Ventilador Flujo Horizontal #2 M9.5
9.6 Ventilador Flujo Horizontal #3 M9.6
9.7 Ventilador Flujo Horizontal #4 M9.7
9.8 Ventilador Flujo Horizontal #5 M9.8
9.9 Ventilador Flujo Horizontal #6 M9.9
10 Ventilador Flujo Horizontal #7 M9.10
9.11 Ventilador Flujo Horizontal #8 M9.11
9.12 Ventilador Flujo Horizontal #9 M9.12
9.13 Ventilador Flujo Horizontal #10 M9.13
9.14 Bomba Antiadherente M9.14
9.15 Bomba de cuchilla M9.15
9.16 Rodillo Halador entrada M9.16
9.17 Rodillo Halador Salida M9.17
10
10.1
Molino #6
Entalcadora Motor M10.1
10.2 Molino #6 Motor M10.2
11 11.1 Extrusora Preforma
Extrusora Motor M11.1
12 12.1 Extractor Mangas
Extractor Motor M12.1
13
13.1
Molino #2
Reductor Reductor M13.1
13.2 Motor Motor M13.2
13.3 Extractor Motor M13.3
14 14.1 Bomba POZO
Motor Motor M14.1
15 15.1 Molino
Recuperado Motor Motor
M15.1
16 16.1
Molino #5 Motor Motor
M16.1
16.2 Unidad
hidráulica A Motor
M16.2

54
16.3 Unidad
hidráulica B Motor
M16.3
17 17.1
Calandra Motor Motor M17.1
17.2 Cuchilla Motor M17.2
De acuerdo con la información anterior los equipos con los cuales se va a centrar el diseño del programa de mantenimiento son el M16.1(Molino No.5) y el equipo M14.1(Bomba Pozo) 7.1.1. Molino Abierto No.5(M16.1) A continuación, se describen las secciones del equipo M16.1- Molino Abierto
Figura 55. Equipo M16.1(Molino #5)
Fuente: Autores, bajo autorización de Eterna S.A.
Figura 56. Sección Motor/Reductor/Acoples y Tablero eléctrico- Molino #5
(a)Motor-Reductor-Acoples (b)Tablero eléctrico
Fuente: Autores, bajo autorización de Eterna S.A.
Área control
Área carga
Masas
Cilindros de cierre
hidráulico
Motor
Reductor
Acoples
Junta rotativa refrigeración
Unidades Hidraulicas
Tablero
Eléctrico

55
Las secciones críticas del equipo se describen en las Figuras 55 y 56 donde se encuentran los cilindros hidráulicos de cierre, el motor, reductor, acople y las unidades hidráulicas de lubricación y de cierre de las masas, la intervención de las secciones detalladas anteriormente, debido a su regularidad en los fallos e importancia en el equipo y proceso, implican una reducción en el factor de riesgo de ocurrencia. 7.1.2. Bomba Pozo (M14.1) A continuación, se describe gráficamente las secciones y cuerpo del equipo M14.1 Bomba Pozo
Figura 57. Secciones de la bomba pozo
Fuente: Autores, bajo autorización de Eterna S.A. La Figura 57 describe las secciones donde recurrentemente se presentan inconvenientes durante la operación del equipo. 7.2. Hoja de vida de los equipos Para atacar los problemas que ocasionan las fallas, estas intervenciones son propuestas bajo un grupo de procedimientos y registros creados de acuerdo con las actividades realizadas actualmente por el área de mantenimiento basados en la experiencia y conocimiento físico del equipo, estas actividades se encuentran listadas en la hoja de vida del equipo, listada a continuación.
Salida de Agua
impulsada
Motor
Ventilador de
motor
Entrada de agua
Impulsor
Base de la bomba

56
Tabla 20. Formato hoja de vida
Esta hoja de vida tiene registrados los procedimientos de mantenimiento preventivo que, actualmente se llevan a cabo de manera operativa, pero sin registro de información, esta hoja de vida describe cada paso y etapa para el desarrollo de la intervención al equipo dirigiendo a los procedimientos escritos y propuestos en cada uno de los formatos anexos(Anexos N, O,P,Q,R,S), en este formato se registra la frecuencia de intervención, el tiempo proyectado por cada actividad, la indicación del procedimiento a utilizar y los encargados de realizarlo.

57
7.2.1. Instructivo de diligenciamiento de la hoja de vida Inicialmente se designa la orden de trabajo preventivo para la maquina desde la dirección de mantenimiento bajo el programa establecido, de acuerdo con los datos de diagnóstico actuales y la alimentación continua de la base de datos de los fallos y paradas en el equipo, en el formato debe estar previamente diligenciadas las siguientes casillas:
• Nombre del equipo: Detalla el nombre con el cual se conoce técnicamente el equipo, de acuerdo con la distribución de la planta, el proceso al que pertenece y la función o funciones que cumple
• Código Interno: De acuerdo con la codificación asignada en la Tabla 19 se asigna dicho código en esta casilla para identificar la nomenclatura del equipo
• Área o proceso: Especifica la planta, sección o área en la cual se encuentra ubicado el equipo en el flujo de proceso y la etapa a la que pertenece, si es el caso
• Descripción general: Especifica las funciones que cumple el equipo, el objetivo de su funcionamiento y las demás etapas que componen su parte en el proceso de producción
• Imagen: Describe gráfica y generalmente el equipo para tomar como referencia a la hora de realizar el trabajo o intervención
• Actividad: Esta columna especifica brevemente las acciones a realizar de manera generalizada en las áreas específicas del equipo
• Frecuencia: En estas casillas se encuentra consignado el tiempo en el cual se deben intervenir periódicamente el equipo de acuerdo con cada actividad, está clasificado en M: Meses, 6M: Semestres y A: Años.
• Tiempo Proyectado: Se detalla el tiempo propuesto para el desarrollo de cada actividad, asumiendo condiciones normales de intervención sin novedades, este tiempo puede ser mucho mayor dependiendo de las complicaciones imprevistas de cada actividad, se registra en minutos, y los excedentes se registran como mantenimiento correctivo.
• Como se realiza: Esta columna direcciona cada actividad a su respectivo procedimiento, cada código descrito en esta columna corresponde a la codificación del procedimiento establecido para realizar la actividad solicitada, cada código posee la siguiente estructura:
P M P/C – M 16.1
• Quien lo realiza: Indica que equipo o personal está encargado del cumplimiento de esta actividad, se encuentran clasificados en tres categorías o grupos: OM: Operario de Maquina, PM: Personal de mantenimiento, PC: Personal contratado.
7.2.2 Procedimientos de intervención Con el formato de hoja de vida establecido y descrito, se procede a describir el formato de procedimiento y etapas de actividad, un ejemplo de los procedimientos planteados se encuentra descrito en el siguiente formato.
Plan de Mantenimiento
Preventivo o Correctivo Sección; Mezclado Numero de equipo: 16.1

58
Tabla 21. Formato de procedimiento de mantenimiento preventivo/Correctivo
7.3. Interpretación del procedimiento de mantenimiento preventivo El formato de procedimiento de actividades describe un paso a paso las tareas a desarrollar para el cumplimiento del programa de mantenimiento preventivo del equipo, cada formato se encuentra descrito con la siguiente información:

59
• Código de formato: Especifica el código de formato establecido, su significado esta descrito en el numeral 7.2.1, como se realiza
• Título: Describe en un párrafo que actividad se va a realizar como objetivo general del procedimiento
• Pasos: Detalla cada uno de los pasos a desarrollar para realizar la actividad, en tres etapas; comenzando con la definición de las actividades de seguridad previas, a la manipulación del equipo, las actividades netas de intervención y las de verificación finales, así como los implementos necesarios para cada actividad
• Implementos: Describe cada herramienta o elemento requerido y de previa disposición para realizar la actividad, inicialmente se da la sugerencia de contar con las herramientas descritas en la siguiente lista:
Caja de herramientas Equipos Adicionales ▪ Alicates ▪ ▪ Diferencial ▪ Hombre solo ▪ ▪ Cadena ▪ Juego de Pinzas ▪ ▪ Equipo de Soldadura ▪ Juego de Saca tornillos ▪ ▪ Pulidora Manual ▪ Juego de llaves Bristol ▪ ▪ Taladro manual
▪ Juego de llaves fija ▪
▪ Extractor de rodamientos
▪ Juego de desatornilladores de Pala ▪ ▪ Montacarga ▪ Juego de desatornilladores de Estrella ▪ Juego de llaves Tor Equipos sin traslado ▪ Extractor de rodamientos ▪ Torno paralelo ▪ Juego de Limas ▪ Fresadora ▪ Juego de Brocas ▪ Taladro de árbol ▪ Flexometro ▪ Calibrador pie de rey Insumos ▪ Tubos de extensión ▪ Aceite OMALA 680 ▪ Aceitera ▪ Grasa EP-2
▪ Nivel
▪ Juego de Sellos Hidráulicos
▪ Llave Stillson (Tubos) ▪ Liquido quita oxido ▪ Cinta Aislante ▪ Afloja tornillos ▪ Cinta de señalización ▪ Estopa ▪ Juego de Punzones ▪ Juego de cinceles ▪ Martillo ▪ Maceta
Con los formatos e información establecida se lleva el control de las actividades, así como de cualquier novedad que surja, también brinda información de registro para la creación de los índices de fiabilidad y disponibilidad de los equipos M16.1 y M14.1

60
7.4. Formato orden de trabajo Para tener un control de las actividades de mantenimiento realizadas por parte de mantenimiento a los equipos en planta, se plantea el siguiente formato de Orden de Trabajo, donde se consignará toda la información detallada de los trabajos realizados y materiales que se gastaron con fin de generar una trazabilidad a la cantidad de intervenciones a los equipos y repuestos críticos. Tabla 22. Formato orden de trabajo
7.4.1. Instructivo de diligenciamiento Orden de trabajo Inicialmente el programa generará una nueva orden de trabajo preventivo o correctivo según la solicitud del planeador de mantenimiento y de acuerdo con los datos de diagnóstico actuales en esta se encuentran las siguientes casillas:
• Número de OT: Corresponde a un consecutivo de números que indica la cantidad de ordenes de trabajo que ha generado el sistema.
• Tipo de mantenimiento: Aparecen dos tipos de mantenimiento PMP programa de mantenimiento preventivo o MC que significa mantenimiento correctivo, se debe señalar con un x al tipo de mantenimiento que corresponda
• Responsable: Nombre de la persona a la cual fue asignada la actividad.
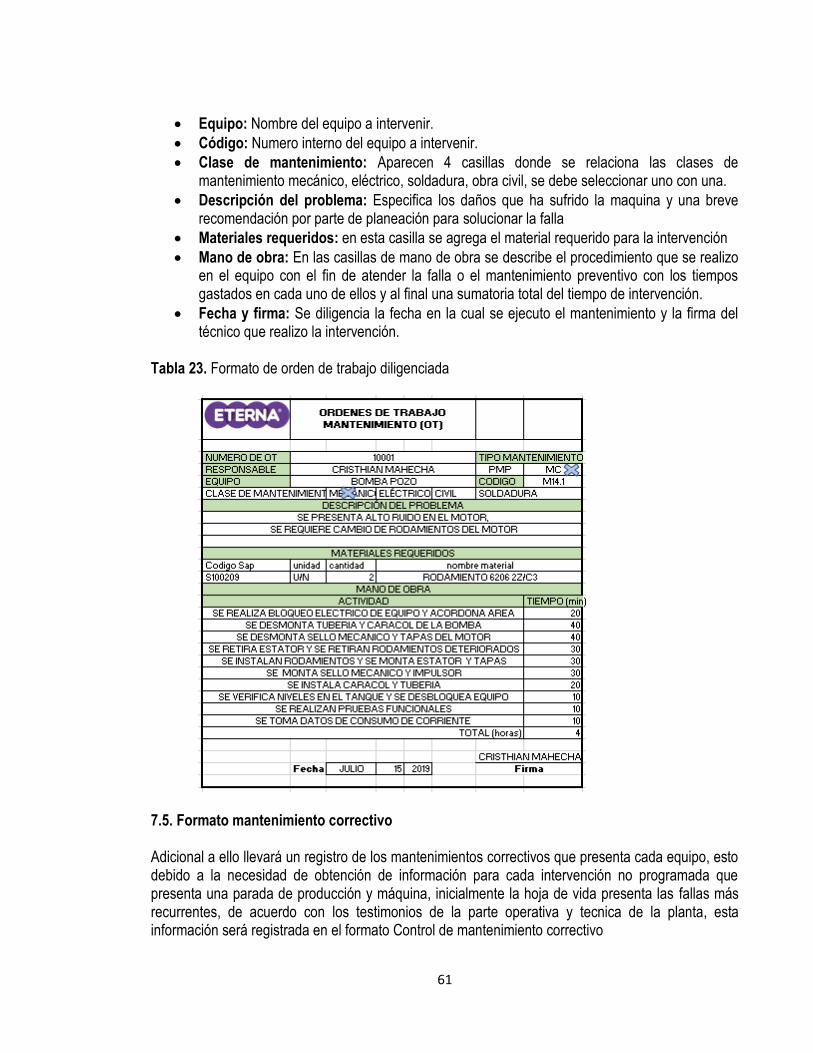
61
• Equipo: Nombre del equipo a intervenir.
• Código: Numero interno del equipo a intervenir.
• Clase de mantenimiento: Aparecen 4 casillas donde se relaciona las clases de mantenimiento mecánico, eléctrico, soldadura, obra civil, se debe seleccionar uno con una.
• Descripción del problema: Especifica los daños que ha sufrido la maquina y una breve recomendación por parte de planeación para solucionar la falla
• Materiales requeridos: en esta casilla se agrega el material requerido para la intervención
• Mano de obra: En las casillas de mano de obra se describe el procedimiento que se realizo en el equipo con el fin de atender la falla o el mantenimiento preventivo con los tiempos gastados en cada uno de ellos y al final una sumatoria total del tiempo de intervención.
• Fecha y firma: Se diligencia la fecha en la cual se ejecuto el mantenimiento y la firma del técnico que realizo la intervención.
Tabla 23. Formato de orden de trabajo diligenciada
7.5. Formato mantenimiento correctivo Adicional a ello llevará un registro de los mantenimientos correctivos que presenta cada equipo, esto debido a la necesidad de obtención de información para cada intervención no programada que presenta una parada de producción y máquina, inicialmente la hoja de vida presenta las fallas más recurrentes, de acuerdo con los testimonios de la parte operativa y tecnica de la planta, esta información será registrada en el formato Control de mantenimiento correctivo

62
Tabla 24. Formato de registro de actividades de mantenimiento correctivo
El formato de mantenimiento correctivo se encuentra descrito en la Tabla 24, en él se debe diligenciar la información y detalle de las actividades realizadas, la fecha en que sucedió la falla, quienes intervinieron en la solución de la falla, en cuanto tiempo se dio una solución a la falla y las posibles causas que generaron la falla en el equipo. La información aquí detallada, representa una de las principales fuentes de información de los factores e indicadores de mantenimiento de los equipos, con esta información se evidenciará la realidad actual de los equipos, respecto a los mantenimientos correctivos, y se expondrán los parámetros y puntos a mejorar con cada procedimiento y programación. .

63
Tabla 25. Formato de registro de actividades de mantenimiento preventivo
Se deben registrar el tiempo empleado en total de la operación, incluyendo el tiempo de preparación del equipo, tiempo de alistamiento de herramientas, tiempo empleado en la detección del fallo y la causa de este, así como las observaciones y novedades que se presenten durante la intervención del equipo. 7.6. Manejo de datos La información recolectada en los registros y formatos de las intervenciones alimentaran la base de datos para generar el histórico de fallos necesario para preveer posibles fallas futuras de acuerdo con la tendencia generada, esta información será manejada con la herramienta Excel por medio de los formatos de hoja de vida y registro que serán tabulados y compilados en las graficas y porcentajes de fiabilidad y disponibilidad, con esta herramienta se calculara periódicamente, mes a mes y evento a evento los factores resultantes por las fallas generadas. A su vez presentara información sobre el estado del área de mantenimiento, el estado de los equipos y los periodos de respuesta frente a eventualidades y cumplimientos para producción, todos recopilados y presentados en los indicadores de mantenimiento para el área de mezclado.
• Se implementa y suministra el archivo de registro permite detectar las fallas más relevantes y las mayores ocurrencias en los equipos como se describe en los siguientes diagramas, resultado de la termografía y Vibrometria.

64
Figura 58. Pareto de fallas detectadas por Vibrometria en los equipos de la sección de mezclado
Fuente: Autores
Figura 59. Pareto de fallas detectadas por Termografía en los equipos de la sección de mezclado
Fuente: Autores
8.0. Programa de mantenimiento El programa de mantenimiento preventivo se plantea de acuerdo con las actividades a realizar en cada equipo, así como el tiempo proyectado para su realización, este programa se generó de acuerdo con los picos de producción manifestados por producción de manera verbal, ya que presenta un factor de suma importancia para la generación del cronograma de mantenimiento y los programas a generar bajo los índices de producción y los tiempos destinados al mantenimiento. Los niveles de producción, así como el promedio de horas laboradas y días programados en la planta de caucho para el año 2018 se presenta en la siguiente tabla:
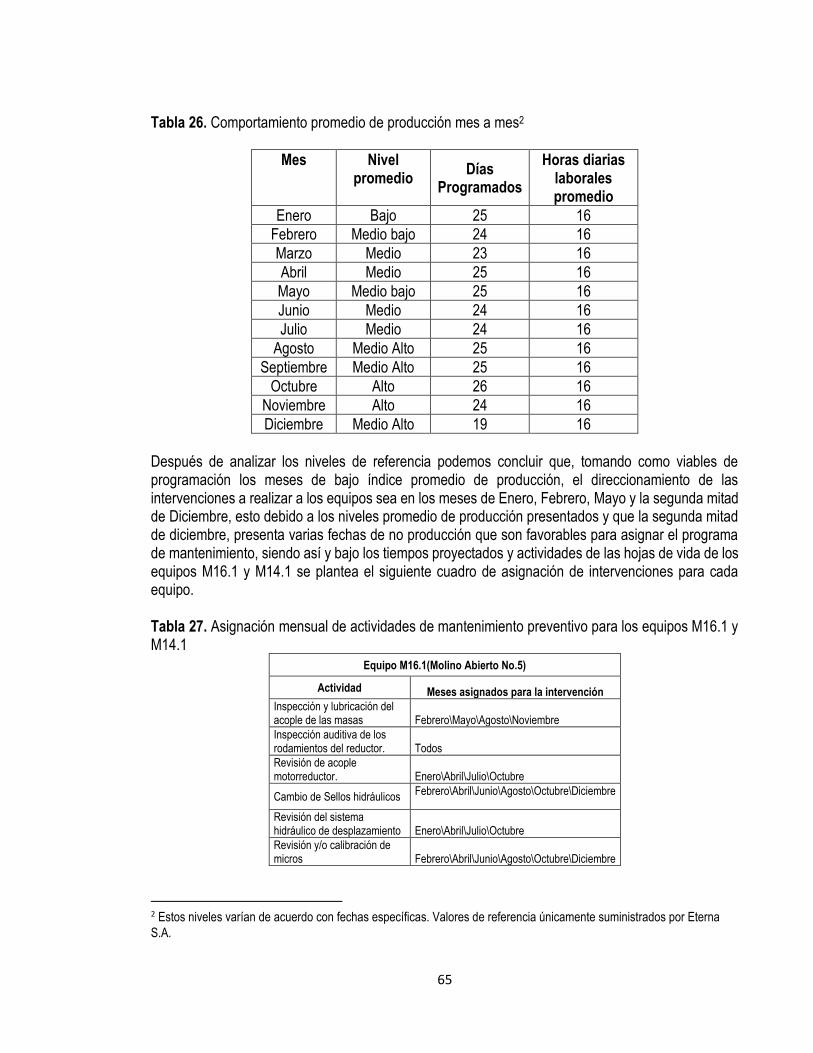
65
Tabla 26. Comportamiento promedio de producción mes a mes2
Mes Nivel promedio
Días Programados
Horas diarias laborales promedio
Enero Bajo 25 16
Febrero Medio bajo 24 16
Marzo Medio 23 16
Abril Medio 25 16
Mayo Medio bajo 25 16
Junio Medio 24 16
Julio Medio 24 16
Agosto Medio Alto 25 16
Septiembre Medio Alto 25 16
Octubre Alto 26 16
Noviembre Alto 24 16
Diciembre Medio Alto 19 16
Después de analizar los niveles de referencia podemos concluir que, tomando como viables de programación los meses de bajo índice promedio de producción, el direccionamiento de las intervenciones a realizar a los equipos sea en los meses de Enero, Febrero, Mayo y la segunda mitad de Diciembre, esto debido a los niveles promedio de producción presentados y que la segunda mitad de diciembre, presenta varias fechas de no producción que son favorables para asignar el programa de mantenimiento, siendo así y bajo los tiempos proyectados y actividades de las hojas de vida de los equipos M16.1 y M14.1 se plantea el siguiente cuadro de asignación de intervenciones para cada equipo. Tabla 27. Asignación mensual de actividades de mantenimiento preventivo para los equipos M16.1 y M14.1
Equipo M16.1(Molino Abierto No.5)
Actividad Meses asignados para la intervención
Inspección y lubricación del acople de las masas Febrero\Mayo\Agosto\Noviembre
Inspección auditiva de los rodamientos del reductor. Todos
Revisión de acople motorreductor. Enero\Abril\Julio\Octubre
Cambio de Sellos hidráulicos Febrero\Abril\Junio\Agosto\Octubre\Diciembre
Revisión del sistema hidráulico de desplazamiento Enero\Abril\Julio\Octubre
Revisión y/o calibración de micros Febrero\Abril\Junio\Agosto\Octubre\Diciembre
2 Estos niveles varían de acuerdo con fechas específicas. Valores de referencia únicamente suministrados por Eterna
S.A.
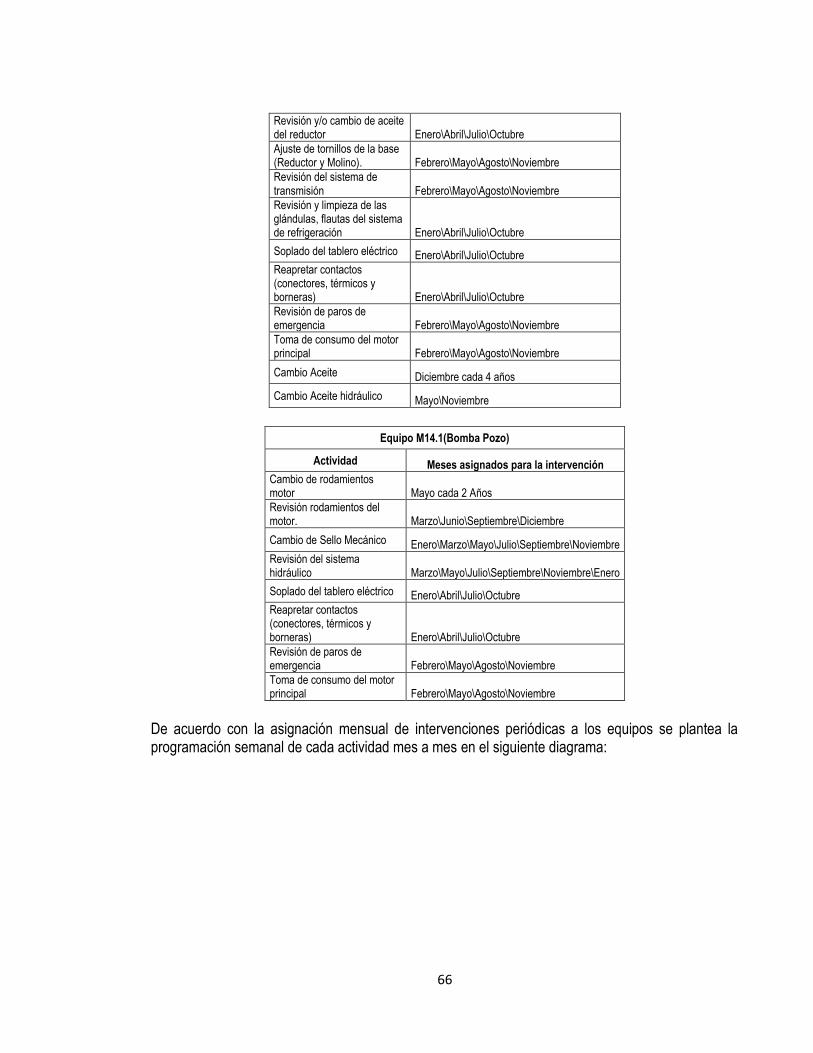
66
Revisión y/o cambio de aceite del reductor Enero\Abril\Julio\Octubre
Ajuste de tornillos de la base (Reductor y Molino). Febrero\Mayo\Agosto\Noviembre
Revisión del sistema de transmisión Febrero\Mayo\Agosto\Noviembre
Revisión y limpieza de las glándulas, flautas del sistema de refrigeración Enero\Abril\Julio\Octubre
Soplado del tablero eléctrico Enero\Abril\Julio\Octubre
Reapretar contactos (conectores, térmicos y borneras) Enero\Abril\Julio\Octubre
Revisión de paros de emergencia Febrero\Mayo\Agosto\Noviembre
Toma de consumo del motor principal Febrero\Mayo\Agosto\Noviembre
Cambio Aceite Diciembre cada 4 años
Cambio Aceite hidráulico Mayo\Noviembre
Equipo M14.1(Bomba Pozo)
Actividad Meses asignados para la intervención
Cambio de rodamientos motor Mayo cada 2 Años
Revisión rodamientos del motor. Marzo\Junio\Septiembre\Diciembre
Cambio de Sello Mecánico Enero\Marzo\Mayo\Julio\Septiembre\Noviembre
Revisión del sistema hidráulico Marzo\Mayo\Julio\Septiembre\Noviembre\Enero
Soplado del tablero eléctrico Enero\Abril\Julio\Octubre
Reapretar contactos (conectores, térmicos y borneras) Enero\Abril\Julio\Octubre
Revisión de paros de emergencia Febrero\Mayo\Agosto\Noviembre
Toma de consumo del motor principal Febrero\Mayo\Agosto\Noviembre
De acuerdo con la asignación mensual de intervenciones periódicas a los equipos se plantea la programación semanal de cada actividad mes a mes en el siguiente diagrama:
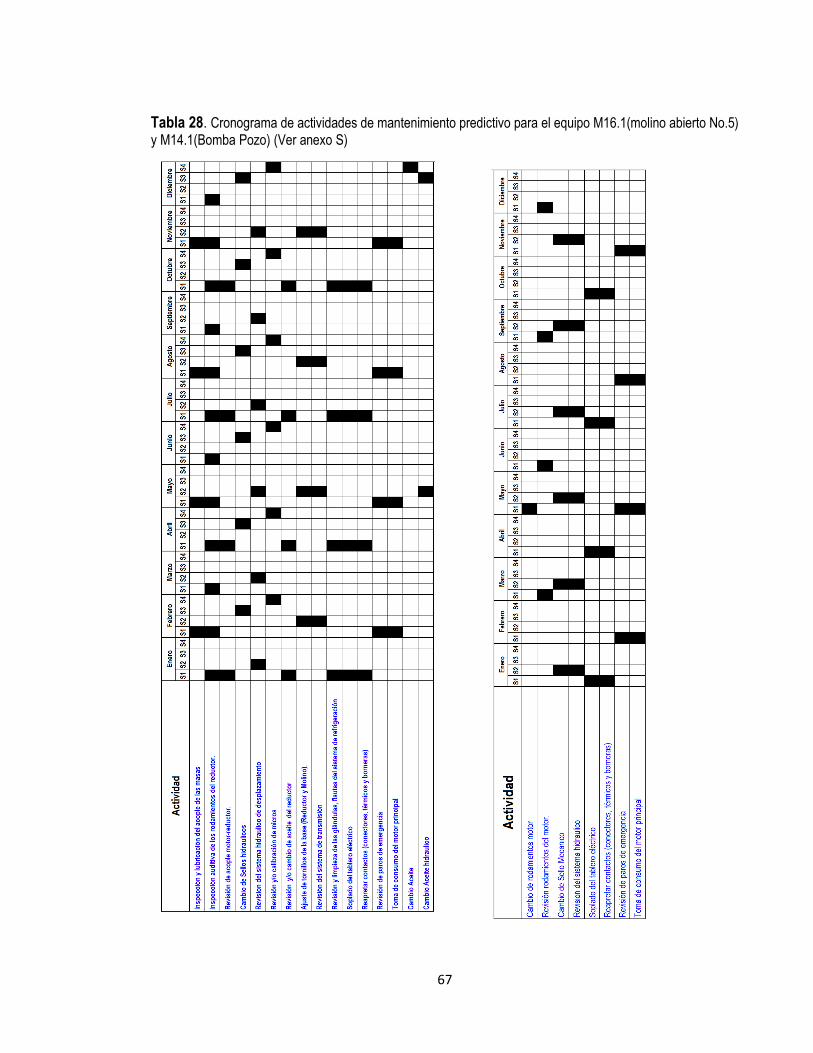
67
Tabla 28. Cronograma de actividades de mantenimiento predictivo para el equipo M16.1(molino abierto No.5) y M14.1(Bomba Pozo) (Ver anexo S)

68
Unificando la información de las hojas de vida para cada equipo y los cronogramas de actividades se logra obtener la cantidad de horas requeridas para actividades de mantenimiento preventivo, la tabla 29 detalla las horas calculadas para cada mes a lo largo del año. Tabla 29. Horas mensuales de mantenimiento preventivo para los equipos M16.1 y M14.1
Mes M16.1 M14.1
Horas MP
Enero 15 5
Febrero 6 1
Marzo 9 4
Abril 8 2
Mayo 14 5
Junio 2 1
Julio 15 5
Agosto 6 1
Septiembre 9 4
Octubre 8 2
Noviembre 13 4
Diciembre 10 1
Esta información expone la totalidad de las horas proyectadas para realizar las actividades de mantenimiento preventivo en los equipos M16.1 y M14.1 respectivamente, con estos datos se alimenta la tabla de cálculo para determinar los factores de disponibilidad y fiabilidad de los equipos, estos factores dependen de la cantidad de horas laboradas, la cantidad de horas empleadas en mantenimiento preventivo y las horas consumidas en la resolución de mantenimientos correctivos, actualmente no se encuentran registros o histórico de fallos con el cual se pueda establecer un parámetro de fiabilidad valido, así que se especificara inicialmente un tiempo de mantenimiento correctivo de cero, este dato se ira actualizando a medida que se vayan registrando los eventos y mantenimientos correctivos que surjan desde el momento que se realice la implementación de este programa y los formatos establecidos. 8.1. Indicadores Debido a la falta de datos actuales y la ausencia de registro de fallos, los indicadores se verán reflejados con el paso del tiempo, a medida que se alimenten las bases de datos, se presentaran las tendencias y los comportamientos recurrentes de cada equipo, inicialmente se plantea para los equipos cuyos datos de diagnóstico muestran un riesgo de fallo frecuente. Los indicadores aquí planteados permitirán preveer y actual antes de alguna posible falla las acciones a tomar para evitar las paradas no programadas y mejorar los factores de disponibilidad y fiabilidad de los equipos y posteriormente de la planta.
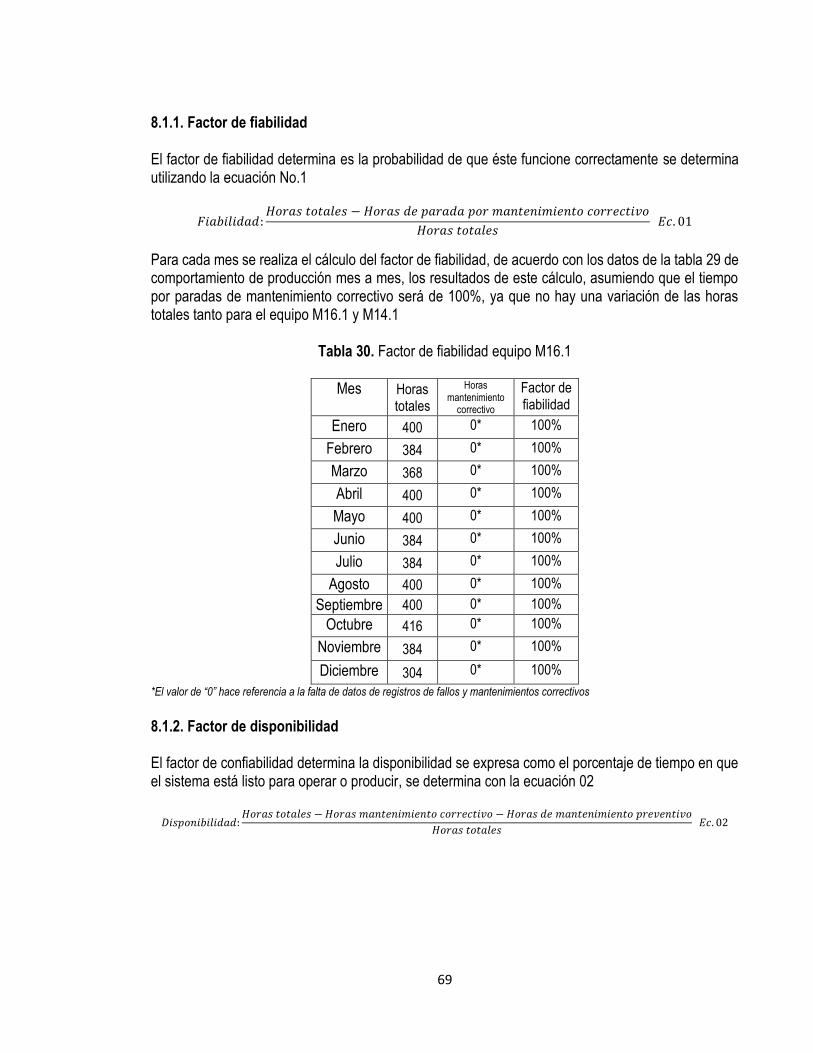
69
8.1.1. Factor de fiabilidad El factor de fiabilidad determina es la probabilidad de que éste funcione correctamente se determina utilizando la ecuación No.1
𝐹𝑖𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑:𝐻𝑜𝑟𝑎𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 − 𝐻𝑜𝑟𝑎𝑠 𝑑𝑒 𝑝𝑎𝑟𝑎𝑑𝑎 𝑝𝑜𝑟 𝑚𝑎𝑛𝑡𝑒𝑛𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑐𝑜𝑟𝑟𝑒𝑐𝑡𝑖𝑣𝑜
𝐻𝑜𝑟𝑎𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝐸𝑐. 01
Para cada mes se realiza el cálculo del factor de fiabilidad, de acuerdo con los datos de la tabla 29 de comportamiento de producción mes a mes, los resultados de este cálculo, asumiendo que el tiempo por paradas de mantenimiento correctivo será de 100%, ya que no hay una variación de las horas totales tanto para el equipo M16.1 y M14.1
Tabla 30. Factor de fiabilidad equipo M16.1
Mes Horas totales
Horas mantenimiento
correctivo
Factor de fiabilidad
Enero 400 0* 100%
Febrero 384 0* 100%
Marzo 368 0* 100%
Abril 400 0* 100%
Mayo 400 0* 100%
Junio 384 0* 100%
Julio 384 0* 100%
Agosto 400 0* 100%
Septiembre 400 0* 100%
Octubre 416 0* 100%
Noviembre 384 0* 100%
Diciembre 304 0* 100%
*El valor de “0” hace referencia a la falta de datos de registros de fallos y mantenimientos correctivos
8.1.2. Factor de disponibilidad El factor de confiabilidad determina la disponibilidad se expresa como el porcentaje de tiempo en que el sistema está listo para operar o producir, se determina con la ecuación 02
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑:𝐻𝑜𝑟𝑎𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 − 𝐻𝑜𝑟𝑎𝑠 𝑚𝑎𝑛𝑡𝑒𝑛𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑐𝑜𝑟𝑟𝑒𝑐𝑡𝑖𝑣𝑜 − 𝐻𝑜𝑟𝑎𝑠 𝑑𝑒 𝑚𝑎𝑛𝑡𝑒𝑛𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑝𝑟𝑒𝑣𝑒𝑛𝑡𝑖𝑣𝑜
𝐻𝑜𝑟𝑎𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝐸𝑐. 02

70
Tabla 31. Factor de Disponibilidad equipo M14.1
Mes Horas totales
Horas mantenimiento
preventivo
Factor de disponibilidad
Enero 400 5 98.7%
Febrero 384 1 99.8%
Marzo 368 4 98.9%
Abril 400 2 99.6%
Mayo 400 5 98.9%
Junio 384 1 99.7%
Julio 384 5 98.7%
Agosto 400 1 99.8%
Septiembre 400 4 99.0%
Octubre 416 2 99.6%
Noviembre 384 4 98.9%
Diciembre 304 1 99.9%
Tabla 32. Factor de disponibilidad equipo M16.1
Mes Horas totales
Horas mantenimiento
preventivo
Factor de disponibilidad
Enero 400 15 96.3%
Febrero 384 6 98.5%
Marzo 368 9 97.5%
Abril 400 8 98.1%
Mayo 400 14 96.6%
Junio 384 2 99.6%
Julio 384 15 96.1%
Agosto 400 6 98.5%
Septiembre 400 9 97.7%
Octubre 416 8 98.2%
Noviembre 384 13 96.5%
Diciembre 304 10 96.8%
Este factor describe la cantidad de tiempo con el cual se dispone del equipo en caso de que no ocurrieran mantenimientos correctivos que afecten el tiempo total de trabajo.
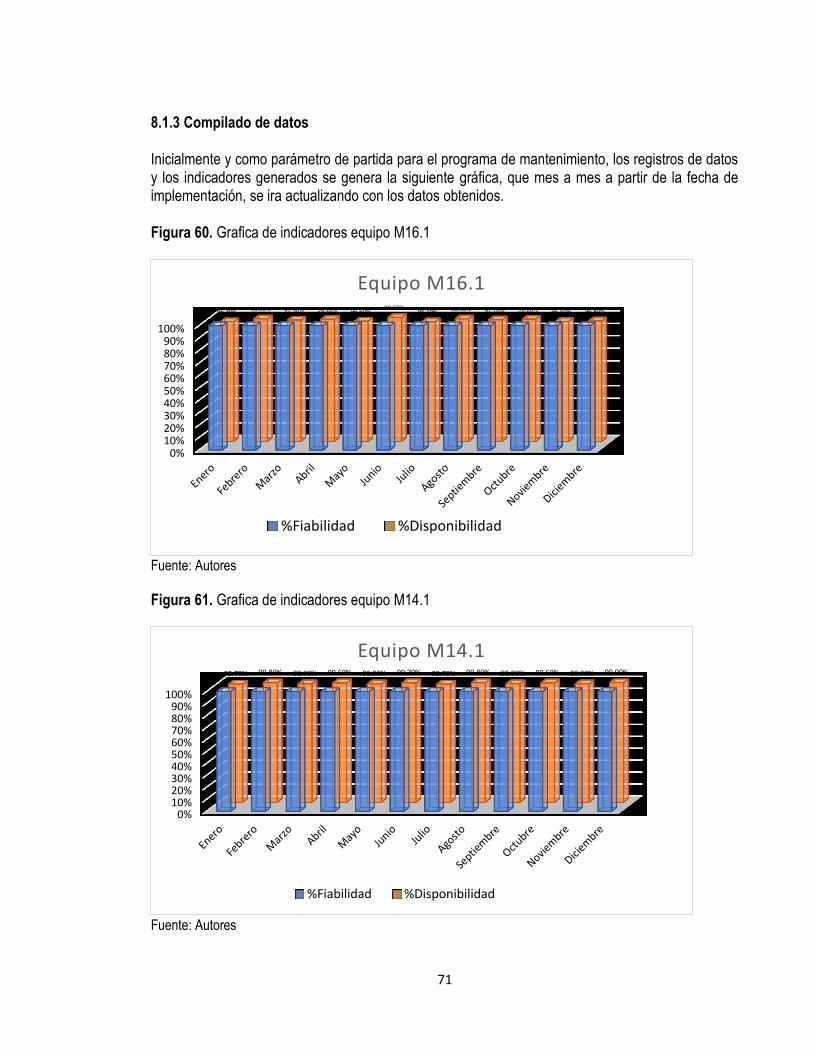
71
8.1.3 Compilado de datos Inicialmente y como parámetro de partida para el programa de mantenimiento, los registros de datos y los indicadores generados se genera la siguiente gráfica, que mes a mes a partir de la fecha de implementación, se ira actualizando con los datos obtenidos. Figura 60. Grafica de indicadores equipo M16.1
Fuente: Autores
Figura 61. Grafica de indicadores equipo M14.1
Fuente: Autores
0%10%20%30%40%50%60%70%80%90%
100%
96.30% 98.50% 97.50% 98.10% 96.60%99.60%
96.10% 98.50% 97.70% 98.20% 96.50% 96.80%
Equipo M16.1
%Fiabilidad %Disponibilidad
0%10%20%30%40%50%60%70%80%90%
100%
98.70% 99.80% 98.90% 99.60% 98.90% 99.70% 98.70% 99.80% 99.00% 99.60% 98.90% 99.90%
Equipo M14.1
%Fiabilidad %Disponibilidad

72
8.2. Costos de implementación del programa El programa de mantenimiento preventivo descrito anteriormente, si se implementa, representa una inversión a la planta, con el objetivo de reducir tiempos no productivos y evitar fallas que pueden ser predecibles al utilizar e implementar las herramientas aquí expuestas. Mano de Obra técnicos mantenimiento----- 6 000 COP/hora Insumos de seguridad
• Guantes-------------500 COP/Und
• Cofia----------------6 000 COP/Und
• Tapaoidos---------10 000 COP/Und
• Overol Tyvek-----22 000 COP/Und
• Respirador------3000COP/Unidad Horas de producción detenida: -----20 000 COP/hora Insumos de consumo
• Estopa-----15 000 COP/kg
• Grasa------16 500 COP/kg
• Aceite------17 000 COP/gal
• Tornillería--20 000 COP/docena
• Liquido quita oxido-----16 000 COP/Und
• etc. Capacitaciones: ----------------37 500 COP/hora Según el promedio estimado de los insumos consumidos por hora (0.3kg de lubricantes por hora y demás en 0.1kg por hora) y el periodo de renovación de los implementos de seguridad (aproximadamente 2 semanas) se dedujo un promedio generalizado del costo por hora de las intervenciones planteadas en los equipos M16.1 y M14., realizando el procedimiento de mantenimiento preventivo planteado sin novedades o extensiones de tiempo. Costo hora promedio de mantenimiento preventivo: 40 000COP/hora3
3 Este valor varía de acuerdo con la cantidad de insumos necesarios de acuerdo con el estado de los equipos y herramientas. Los insumos pueden oscilar en cuanto al gasto total debido a la intervención a realizar. Todos los valores fueron calculados tomando el valor COP/hora de 1 solo técnico, en caso de que se requiera mas de una persona se debe duplicar el valor de mano de obra.

73
9. Conclusiones
• El programa de mantenimiento preventivo propuesto representa una herramienta de arranque para la administración formal del área de mantenimiento a los equipos de la sección de mezclado de la planta de caucho, ya que, actualmente no se lleva un registro adecuado o formal de las actividades realizadas y por realizar a cada equipo.
• La programación expuesta para las intervenciones preventivas a los equipos M16.1 y M14.1 se crearon con base a la relevancia de estos equipos en el proceso y a los recurrentes fallos que presentan
• Las capacitaciones frecuentes de los técnicos de mantenimiento, respecto a los procedimientos de intervención de los equipos, así como la socialización de información específica de cada uno, debe realizarse por lo menos cada 6 meses, esto, debido a la renovación frecuente de tecnologías y métodos de intervención, así como las actualizaciones posibles de los equipos
• La aplicación de métodos de mantenimiento predictivo, así como el análisis de datos recolectados debe ser de estricta aplicación y cumplimiento, ya que, al contar con equipos de tan largo periodo de vida de trabajo, el riesgo de fallas internas no detectables directamente es alto.
• Las mediciones de termografía y Vibrometria deben realizarse en periodos no mayores a 4 meses para cada equipo de la sección de mezclado de la planta de caucho, ya que las condiciones ambientales y de manejo detectadas en las áreas de ubicación, así como el estado de las piezas, representan un alto riesgo de falla
• La propuesta de implementación del programa de mantenimiento preventivo, inicialmente evaluado en los equipos M16.1 y M14.1, tiene un costo promedio bajo condiciones óptimas de 40 000COP/h lo que, llevado mes a mes, genera un costo aproximado de 800 000COP/mes
• La revisión de una empresa con tanta historia nos expone como, de manera empírica se ha logrado el desarrollo operativo y la mantenibilidad del proceso, sin embargo, presenta un estancamiento tecnológico, ya que, al no llevar un control y registro formal, no se detectan las deficiencias del proceso y en especial de los equipos, así como un historial de vida de funcionamiento pleno de cada equipo.
• El registro de las eventualidades y situaciones imprevistas de reparación de los activos del proceso es una herramienta esencial para realizar balances de eficiencia y factores básicos de confiabilidad y disponibilidad en un proceso, que son fundamentales para una buena planeación y cumplimiento de objetivos.

74
10. Bibliografía
[1] Neira Unda Karin Soledad, Zaviezo Schwartzman Luis – Mejoramiento del proceso del área
comercial mujer en Mavesa Ltda. – Universidad de Chile – 2009 http://repositorio.uchile.cl/tesis/uchile/2009/cf-neira_ku/pdfAmont/cf-neira_ku.pdf
[1] What does EFNMS stand for? - http://www.efnms.eu/about-us/what-does-efnms-stand-for/
[2] (RCM) Reliability centered maintenance: https://link-springer-com.bdigital.udistrital.edu.co/referenceworkentry/10.1007/1-4020-0612-8_811 [3] D.F. Primero1, J.C. Diaz , L.F. García , A. González-Vargas - Manual para la Gestión del Mantenimiento Correctivo de Equipos Biomédicos en la Fundación Valle del Lili - Revista Ingeniería Biomédica ISSN 1909-9762 / Volumen 9 / Número 18 / Julio-diciembre de 2015 / pp. 81-87 Escuela de Ingeniería de Antioquia-Universidad CES / Envigado, Colombia. Disponible en: http://www.scielo.org.co/pdf/rinbi/v9n18/v9n18a21.pdf [4] Fases del mantenimiento Preventivo – Mechanical Technology School Blog. Disponible en: https://adnervillarroel.wordpress.com/fases-del-mantenimiento-preventivo/ [5] Mesa Dario H.,Ortiz Yesid, Pinzon Manuel- La confiabilidad, la disponibilidad y la mantenibilidad, disciplinas modernas aplicadas al mantenimiento - Scientia et Technica Año XII, No 30, Mayo de 2006. Disponible en : https://www.redalyc.org/html/849/84920491036/ [6] R. Keith Mobley - An introduction to predictive maintenance - Second Edition - 2002 [7] – R. Keith Mobley- Maintenance fundamentals 2 edition – Elsevier – 2004 [8] RCM - Mantenimiento Centrado en Confiabilidad. 2018, Disponible en: http://www.mantenimientoplanificado.com/art%C3%ADculos_rcm_archivos/ariel%20ZYLBERBERG/RCM_Scorecard_overview.pdf [9] Análisis de Criticidad - Mil-Std-1629 – 24-11-1980 Disponible en: http://www.fmea-fmeca.com/criticality-analysis-milstd1629-approach.ppt [10] Reliability Analysis Center - Failure mode effects, and Criticality Analysis(FMECA) – 1993 Disponible en: http://www.dtic.mil/dtic/tr/fulltext/u2/a278508.pdf [11] Sistemas de gestión. técnicas de análisis para confiabilidad de sistemas. procedimiento para análisis de modo de falla y efectos (AMFE) – INCONTEC – 2007 Disponible en: https://tienda.icontec.org/producto/impreso-ntc-iec60812-sistemas-de-gestion-tecnicas-de-analisis-para-confiabilidad-de-sistemas-procedimiento-para-analisis-de-modo-de-falla-y-efectos-amfe/?v=42983b05e2f2
75
[12] Guia deTermografia para Mantenimiento Preventivo, Disponible en:
https://www.flirmedia.com/MMC/THG/Brochures/T820264/T820264_ES.pdf
[13] Rubiano Matoma Carlos - Implementación de los resultados del análisis de vibración en la planeación del mantenimiento, para la categorización y clasificación de la severidad de la vibración de equipos rotativos en casa LUKER S.A. – Universidad Santo Tomas – 2017 disponible en:
https://repository.usta.edu.co/bitstream/handle/11634/2476/Rubianocarlos2017.pdf?sequence=1&isA
llowed=y
[14] Antezana Javier – Análisis de vibración en maquinaria rotativa. – Universidad Nacional Autónoma de México – 2013 Disponible en: http://www.ptolomeo.unam.mx:8080/xmlui/bitstream/handle/132.248.52.100/5927/Informe.pdf?sequence=1
[15] Sanhueza Fernando, Duran Alfonso – Diagnostico del estado mecanico de equipos rotativos
utilizando analisis de vibraciones Universidad del BIO-BIO, Chile – 2014. Disponible en:
http://repobib.ubiobio.cl/jspui/bitstream/123456789/1178/1/Duran_Rivas_Ricardo.pdf
[16] Carta ilustrada de diagnóstico de vibración, Disponible en: https://www.technicalassociates.net/technical-papers.html
[17] Tema 4. Mezclado - Universidad de Alicante: Disponible en: https://rua.ua.es/dspace/bitstream/10045/8286/1/Tema4mezclado.pdf
[18] Catalogo de maquinaria para Caucho – Unidad de Batch-Off Disponible en: http://www.buzuluk.com/rubber-machinery-division/production-program/mixing_lines/batch-off-units [19] Analizador de la condición de la máquina SKF CMAS 100-SL.
https://www.skf.com/co/products/condition-monitoring/basic-condition-monitoring-products/vibration-
measurement-tools/basic-handheld-vibration-sensor/index.html
[20] Cámara Infrarroja Fluke TiS40.
https://www.fluke.com/es-co/producto/camaras-termicas/tis40
[21] Aldana Didier, Aplicación de Termografía infrarroja como método de inspección no destructivo
para el mantenimiento predictivo del proceso de extrusión de tubería en PVC. - Universidad Nacional
de Colombia – 2017. Disponible en:
http://bdigital.unal.edu.co/59301/1/TESIS-
%20MAESTR%C3%8DA%20EN%20INGENIERIA%20MEC%C3%81NICA%20-
DIDIER%20ALDANA%20RODR%C3%8DGUEZ%20-79953235.pdf