Diseño,fabricación y verificación de una pinza de...
98
DISEÑO, FABRICACIÓN Y VERIFICACIÓN DE UNA PINZA DE MANIPULACIÓN DE UN BRAZO ROBOT DE CINCO EJES, PERTENECIENTE A UN SISTEMA DE FABRICACIÓN FLEXIBLE (FMS). Miguel Angel Itriago Francisco Parra Tutor: José Manuel Marino Caracas, Octubre 2003
Transcript of Diseño,fabricación y verificación de una pinza de...

DISEÑO, FABRICACIÓN Y VERIFICACIÓN DE UNA PINZA DE
MANIPULACIÓN DE UN BRAZO ROBOT DE CINCO EJES,
PERTENECIENTE A UN SISTEMA DE FABRICACIÓN FLEXIBLE (FMS).
Miguel Angel Itriago
Francisco Parra
Tutor: José Manuel Marino
Caracas, Octubre 2003

DERECHO DE AUTOR
Quienes suscriben, en condición de autores del trabajo titulado “Diseño,
Fabricación y Verificación de una pinza de manipulación de un brazo robot de
cinco ejes, perteneciente a un Sistema de Fabricación Flexible (FMS)” declaramos
que: Cedemos a titulo gratuito, y en forma pura y simple, ilimitada e irrevocable
a la Universidad Metropolitana, los derechos de autor de contenido patrimonial
que nos corresponden sobre el presente trabajo. Conforme a lo anterior, esta
cesión patrimonial sólo comprenderá el derecho para la Universidad de
comunicar públicamente la obra, divulgarla, publicarla o reproducirla en la
oportunidad que ella así lo estime conveniente, así como, la de salvaguardar
nuestros intereses de derecho que nos corresponden como autores de la obra
antes señalada. La Universidad en todo momento deberá indicar que la autoría o
creación del trabajo corresponde a nuestra persona, salvo los créditos que se
deban hacer al tutor o a cualquier tercero que haya colaborado o fuere hecho
posible la realización de la presente obra.
________________________ _______________________
Miguel Angel Itriago Francisco Parra
C.I. 14.689.454 C.I. 14.727.430
En la ciudad de Caracas, a los tres días del mes de Octubre del año 2003

APROBACIÓN
Considero que el Trabajo de Grado titulado:
Diseño, Fabricación y Verificación de una pinza de manipulación de un
brazo robot de cinco ejes, perteneciente a un Sistema de Fabricación
Flexible (FMS).
Elaborado por los ciudadanos:
Miguel Angel Itriago Francisco Parra
Para optar al titulo de:
Ingeniero Mecánico
Reúne los requisitos exigidos por la Escuela de Ingeniería Mecánica de la
Universidad Metropolitana, y tiene meritos suficientes como para ser sometido a
la presentación y evaluación exhaustiva por parte del jurado examinador que se
designe.
En la ciudad de Caracas, a los tres días del mes de Octubre del año 2003
___________________________
Ing. José Manuel Marino
Tutor

ACTA DE VEREDICTO
Nosotros, los abajo firmantes, constituidos como jurado examinador y
reunidos en Caracas, el día 3 de Octubre de 2003, con el propósito de evaluar el
Trabajo final de grado titulado,
Diseño, Fabricación y Verificación de una pinza de manipulación
de un brazo robot de cinco ejes, perteneciente a un Sistema de
Fabricación Flexible (FMS).
Presentado por los ciudadanos:
Miguel Angel Itriago Francisco Parra
Para optar al titulo de:
Ingeniero Mecánico
Emitimos el siguiente veredicto:
Sobresaliente____ Notable____ Aprobado____ Reprobado____
Observaciones:
_________________________________________________________________
____________________ _____________________ ____________________
Jurado Jurado Jurado

AGRADECIMIENTOS
A quien mas agradecer si no es a mi familia por brindarme todo el apoyo
necesario para poder alcanzar este importante logro en mi vida, por saber
llevarme por el camino del bien y del esfuerzo constante para así, desde el día de
mañana poder superar todos los obstáculos que puedan presentarse en mi vida.
A Fran por compartir conmigo todas las buenas y malas anécdotas que
surgieron durante toda nuestra carrera y por supuesto durante la realización de
este Trabajo de Grado, gracias mi pana.
A todos mis amigos por extenderme su mano en los pocos momentos
difíciles que me han tocado vivir. A mi novia Daniela Stifano por estar a mi lado
en este momento crucial en mi vida y por poder contar con su apoyo
incondicional.
A todos aquellas personas que han puesto su granito de arena para hacer
de mi un orgulloso Ingeniero......a todos muchas gracias.
Miguel Angel Itriago Mata

AGRADECIMIENTOS
A Dios, por enseñarme el camino del bien, gracias por todo lo recibido y
en especial por permitirme culminar con éxito este trabajo de grado.
A mis Padres, porque sin ustedes nunca hubiese llegado hasta aquí,
gracias por guiarme, regañarme y apoyarme, en las buenas y en las malas,
gracias por todo el amor y el cariño que me han brindado, este trabajo va
dedicado a ustedes, LOS AMO.
A mis amigos, gracias por estar siempre, ustedes son parte de mi vida,
gracias por todos los momentos buenos y malos que hacen que hoy los recuerde
a todos con mucha alegría..... Eduardo, Luis, Negro, Javier, Daniel, Juanpi,
Miguel Angel, Nígger, Adriana, Marco H., Alejandro, Raulito, Niko, Carlos, Juan,
Pedrin, Vicente, Marco, Mery, Richard..... LOS QUIERO.
A mi novia, gracias por ser esa persona tan especial, gracias por la
paciencia y por toda la atención que has tenido durante la realización de este
trabajo, gracias Crislu, TE ADORO.
Francisco Alejandro Parra Díaz.

i
TABLA DE CONTENIDO
Lista de Figuras ............................................................................................. iii
Resumen ....................................................................................................... vi
Introducción .................................................................................................. 1
Capítulo I. Marco Teórico
I.1 Sistema de Fabricación Flexible (FMS) ..................................................... 3
I.2 Concepto General de Pinzas ................................................................... 4
I.3 Análisis de las Funciones de Pinzado ....................................................... 5
I.4 Pinzas de Forma y de Fuerza .................................................................. 5
I.5 Areas de Aplicación y Tipos de Pinzas ..................................................... 9
I.6 Sistema CAD (Diseño Asistido por Computadora) ..................................... 11
I.7 Sistema CAE (Ingeniería Asistida por Computadora) .................................11
I.8 Sistema CAM (Fabricación Asistida por Computadora) .............................. 12
I.9 Máquina CNC (Control Numérico Computarizado) .....................................13
I.10 Máquina de Medición por Coordenada (MMC) ........................................ 15
I.11 Brazo Robot de cinco ejes .................................................................... 15
I.12 Grados de Libertad de movimiento de la Mano .......................................16
Capítulo II. Marco Metodológico
II.1 Análisis de la pinza a reemplazar ........................................................... 19
II.2 Características y Diseño del nuevo prototipo ...........................................21
II.3 Selección del material ...........................................................................29

ii
II.4 Herramientas e Instrumentos ................................................................30
II.4.1 Herramientas de corte ....................................................................30
II.4.2 Instrumentos de medición ...............................................................32
II.5 Calculo por elementos finitos .................................................................33
II.6 Uso del software MasterCAM .................................................................44
II.7 Proceso de mecanizado .........................................................................58
II.7.1 Comandos Código G ....................................................................... 60
II.7.2 Comandos Auxiliares .......................................................................62
II.8 Verificación en Maquina de Medición por Coordenadas ............................65
II.9 Realización de pruebas ......................................................................... 68
II.10 Pavonado ...........................................................................................75
Conclusiones ................................................................................................. 77
Bibliografía ................................................................................................... 79
Apéndice A: Características del acero utilizado ................................................ 80
Apéndice B: Velocidades de corte en metros minuto ........................................ 81
Apéndice C: Cálculos para trabajos de fresado ................................................ 82
Apéndice D: Número de revoluciones en función de velocidad y diámetros ........ 83
Apéndice E: Avances para trabajar diversos materiales .................................... 84
Apéndice F: Tabla de funciones G empleadas en el CNC ................................... 85

iii
LISTA DE FIGURAS
1.1 Métodos de Sujeción............................................................................. 6
1.2 Sujeción por forma................................................................................ 8
1.3 Correlación aproximada entre objetos y tipos de pinzas........................... 10
1.4 La mano humana puede ejecutar movimientos con 6 grados de libertad...18
2.1 Pinza actual del sistema de fabricación.................................................. 20
2.2 Pinzas acopladas.................................................................................. 22
2.3 Vista en planta de la situación de pinzado...............................................24
2.4 Distribución de fuerzas..........................................................................25
2.5 Pantalla Solid Works..............................................................................27
2.6 Nuevo diseño........................................................................................28
2.7 Funciones de Visual Nastran...................................................................28
2.8 Herramientas e Instrumentos.................................................................32
2.9 Ayudante de Visual Nastran...................................................................33
2.10 Unidades de trabajo............................................................................. 34
2.11 Tipo de aplicación de carga................................................................... 35
2.12 Selección de superficie.......................................................................... 36
2.13 Tipos de carga..................................................................................... 37
2.14 Tipos de restricciones........................................................................... 38
2.15 Selección de la geometría..................................................................... 38
2.16 Error de esfuerzo de von Mises 1........................................................... 40

iv
2.17 Factor de seguridad de esfuerzo de von Mises 1..................................... 41
2.18 Esfuerzo de von Mises y simulación 1.................................................... 42
2.19 Error de esfuerzo de von Mises 2........................................................... 42
2.20 Factor de seguridad de esfuerzo de von Mises 2..................................... 43
2.21 Esfuerzo de von Mises y simulación 2.................................................... 43
2.22 Pinza sumergida en el paralelepípedo y ejes de coordenadas................... 45
2.23 Parámetros de fresado 1....................................................................... 51
2.24 Parámetros de fresado 2....................................................................... 51
2.25 Parámetros de fresado 3....................................................................... 52
2.26 Simulación de fresado (Desbaste).......................................................... 53
2.27 Simulación del segundo desbaste.......................................................... 54
2.28 Simulación de fresado de contorno........................................................ 54
2.29 Simulación de desbaste 3...................................................................... 55
2.30 Simulación de acabado......................................................................... 56
2.31 Simulación de taladrado........................................................................ 56
2.32 Simulación de desbaste del segundo miembro........................................ 57
2.33 Simulación de acabado del segundo miembro......................................... 57
2.34 Centro de mecanizado.......................................................................... 64
2.35 Proceso de mecanizado........................................................................ 64
2.36 Máquina de medición por coordenada.................................................... 67
2.37 Verificación de la pinza......................................................................... 67
2.38 Pinza fabricada..................................................................................... 69

v
2.39 Agarre de un cilindro............................................................................ 70
2.40 Agarre de una esfera............................................................................ 71
2.41 Agarre de un paralelepípedo................................................................. 72
2.42 Agarre de un hexágono........................................................................ 73
2.43 Agarre de un triángulo.......................................................................... 74
2.44 Pinza pavonada.................................................................................... 76

vi
RESUMEN Título:
Diseño, Fabricación y Verificación de una pinza de manipulación de un
brazo robot de cinco ejes, perteneciente a un Sistema de Fabricación
Flexible (FMS).
Autores: Miguel Angel Itriago
Francisco Parra
Tutor: Ing. José Manuel Marino Caracas, Octubre 2003
El presente Trabajo de Grado tiene como objetivo el diseño, la fabricación y
verificación de una pinza de manipulación para un sistema de fabricación flexible
o célula (modelo Minitek IV), que consta de un computador, un torno, una
máquina CNC y un brazo robot, el cual sólo manipula esferas y cilindros para ser
mecanizados. Este sistema se ve en la necesidad de manipular además, piezas de
geometría prismática. Para llevar a cabo este proyecto, utilizamos programas de
diseño, cálculo por elemento finito y fabricación (CAD/CAM/CAE) que nos
facilitaron la construcción del nuevo prototipo, además se verificaron sus medidas
en una máquina de medición por coordenadas y se realizaron pruebas con todos
estos tipos de objetos donde se obtuvieron exitosos resultados.

Universidad Metropolitana
1
INTRODUCCIÓN
La Automatización de los procesos industriales a través de los años a
dado lugar a un avance espectacular de la industria. Todo ello ha sido posible
gracias a una serie de factores entre los que se encuentran las nuevas
tecnologías en el campo mecánico, la introducción de computadores, y sobre
todo el control y la regulación de sistemas y procesos.
La incorporación de los computadores en la producción es, sin lugar a
duda, el elemento puente que esta permitiendo lograr la automatización
integral de los procesos industriales. La aparición de la microelectrónica y de
los microprocesadores ha facilitado el desarrollo de técnicas de control
complejas, la robotización, la implementación de sistemas de gobierno y la
planificación. Todo estos elementos llevan consigo la reducción de costo, el
aumento de la producción y la mejora del producto.
Este Trabajo de Grado tiene como finalidad diseñar, fabricar y verificar
una pinza de manipulación de un brazo robot de cinco ejes perteneciente a
un Sistema de Fabricación Flexible (FMS). La pinza de dicho sistema solo
manipula piezas de geometría cilíndrica y se requiere que ahora pueda
manipular piezas de geometría prismática. Nuestro objetivo es reemplazarla
por un nuevo diseño que cumpla con ambas funciones. Para el logro de este

Universidad Metropolitana
2
proyecto partiremos del estudio de las características funcionales de la pinza
existente en el sistema y además haremos uso de programas computarizados
que nos faciliten el diseño y la fabricación del nuevo modelo.
A través de un programa de diseño asistido por computadora (Solid
Works) realizaremos el diseño básico de la pinza, haremos los caculos por
elementos finitos por medio de un programa de ingeniería asistida por
computadora (Visual Nastran), para la generación del lenguaje ISO que utiliza
la máquina CNC (Control Numérico Computarizado) donde se va a fabricar el
nuevo modelo, usaremos un programa de manufactura asistida por
computadora (MasterCam). Será necesario un software de interfase DNC (
Control Numérico Directo) para el mecanizado en la máquina CNC.
Luego del mecanizado de la pieza, la verificaremos en una Maquina de
Medición por Coordenada CMM la cual indica la existencia de errores en el
diseño y/o en los cálculos por elementos finitos, de ser necesario un reajuste
se aplicará ingeniería inversa que enlaza la CMM con Solid Works y los
corrige.

Universidad Metropolitana
3
CAPÍTULO I
A lo largo de este primer capítulo se desarrollan los aspectos teóricos
que permiten al lector familiarizarse con el presente trabajo de grado, se
menciona la necesidad de elaborar perfiles y se introducen conceptos
indispensables para el entendimiento de capítulos posteriores.
MARCO TEÓRICO
I.1- Sistemas de Fabricación Flexible (FMS)
La arquitectura de estos sistemas esta dividida en tres niveles de
operación, inicialmente un computador maestro o principal que ejerce el
control de los sistemas de computadores, coordina totalmente el sistema de
producción, motoriza el sistema ante cualquier rotura de herramientas,
además determina el trabajo de cada máquina y las rutas de transporte de
los productos a la máquina apropiada para optimizar la producción y el uso
de ellas.
En segundo plano se encuentra un nivel de computadores
subordinados al principal que se conoce con el nombre de Control Numérico

Universidad Metropolitana
4
(DNC), el cual supervisa las operaciones máquina-herramienta, selecciona los
programas que deben cargarse en las memorias de esas máquinas,
transmitiendo el tiempo de ejecución y manteniendo un diálogo con ellas para
mantener informado al computador principal.
El último nivel de operación es el Control Numérico Computarizado
(CNC) el cual está directamente relacionado con la máquina-herramienta que
esta constituido por microprocesadores que reciben el programa de ejecución
de los DNC y lo realizan, controlando la máquina. El CNC también contiene los
programas de diagnóstico que detectan errores o funcionamiento erróneos de
la máquina y los transmiten a través de los computadores del segundo nivel
al principal.
I.2- Concepto General de Pinzas
La característica que distingue a una pinza es la sujeción, retención y
subsiguiente liberación temporal de los objetos de una forma geométrica
determinada. Las pinzas actúan como las máquinas automatizadas. La
palabra “pinza” describe esencialmente la creciente familia de accesorios para
sistemas de manipulación.

Universidad Metropolitana
5
I.3- Análisis de las Funciones de Pinzado
Las pinzas complementan y mejoran el rendimiento de los dispositivos
de manipulación automática. Estos dispositivos no incluyen tan solo los robots
industriales, sino también los dispositivos de inserción, manipuladores y
dispositivos especiales de alimentación, por ejemplo para automáticas,
máquinas de verificación y sistemas de montaje por lotes. Las pinzas forman
el enlace entre todo tipo de piezas y la máquina manipuladora
correspondiente. Mientras el hombre puede sujetar fácilmente y sin vacilar
incluso las piezas más complejas, en el mundo de la técnica de sujeción se
necesita una cuidadosa planificación para obtener la secuencia deseada y
debe mantenerse con extrema precisión la situación definida.
I.4- Pinzas de Forma y de Fuerza
Una pieza puede ser sujetada por medio de la fuerza (fuerza de
fricción) de los dedos de la pinza. Sin embargo, puede considerarse también
el simple apoyo en la forma de la pinza, e incluso los efectos adhesivos, por
ejemplo la adhesión con grasa o cola, como sistema físico de sujeción.
Ilustramos los principios de las posibilidades:

Universidad Metropolitana
6
1.- Cierre sin Pinzado
2.- Cierre parcial con fuerza de
pinzado
3.- Sólo por Pinzado (Por la Fuerza)
4.- Por Succión (Campo de Fuerza)
5.- Sujeción con Campo Magnético
6.- Sujeción Con Adhesivo
(Ej:Grasa)
Figura 1.1- Métodos de Sujeción
Fuente: Hesse, S. (2000).Las pinzas y sus aplicaciones. Blue Digest.
A menudo se utiliza la sujeción por la fuerza de apriete. Sin embargo,
tenemos que considerar en este caso lo siguiente: para sujetar la pieza, los
dedos tienen que ejercer una fuerza FG = m.g/µ (sin considerar aquí los
márgenes de seguridad ni otros efectos dinámicos). En este caso, µ es el
coeficiente de rozamiento y ‘m’ la masa de la pieza. Sin embargo, en una
operación de montaje esta fuerza no es suficiente, pues hay que añadirle la
fuerza del propio ensamblaje FS . Por consiguiente, la fuerza necesaria de
sujeción será FG = (m.g +FS) / µ.
Si se supone un coeficiente de rozamiento de 0,1, la fuerza de sujeción
FG seria 10 veces superior a la suma formada por el peso de la pieza a
manejar y la fuerza de ensamblaje. Esto puede producir deformaciones o

Universidad Metropolitana
7
deterioro de las piezas, sobre todo cuando se manipulan piezas delicadas, por
ello es aconsejable utilizar una sujeción por Forma. También puede ser
recomendable este tipo de sujeción para movimiento de alimentación.
Cuando una pieza es levantada rápidamente, no sólo esta sometida a la
fuerza debido al peso m.g, sino también a una fuerza de inercia FT que es
función de la aceleración vertical. En cambio, si se gira la mano 90˚ antes
de elevar la pieza, la sujeción por Fuerza se transforma temporalmente casi
en una sujeción por Forma para este movimiento. Estos ejemplos muestran
que la pinza es un componente en el que influyen muchos factores y que
nunca debe utilizarse sin considerar las diferentes posibilidades.
.

Universidad Metropolitana
8
La siguiente figura muestra como, con este tipo de pinzado, la pieza
pude apoyarse en el dedo de la pinza, pudiendo ser la fuerza de apriete
relativamente baja
Figura 1.2- Sujeción por Forma
a) Pinzado de un Huevo con la mano humana
b) Pinzado de una pieza y sujeción durante un montaje
c) Posición de la pinza durante el movimiento de alimentación
Fuente: Hesse, S. (2000).Las pinzas y sus aplicaciones. Blue Digest.

Universidad Metropolitana
9
I.5- Áreas de Aplicación y Tipos de Pinzas
Es casi imposible especificar tipos particulares de pinzas para
determinadas aplicaciones, ya que prácticamente cada tipo de pinza puede
ser adecuada para una aplicación seleccionando el tamaño adecuado, las
mandíbulas, los dispositivos periféricos, la técnica de almacenamiento y la
estrategia de sujeción. En la siguiente tabla se muestra una correlación
aproximada entre características de objetos y tipos de pinzas. Esta
correlación se refiere a situaciones normales y cubre las pinzas paralelas, las
pinzas radiales (dedos que se abren 90˚), las pinzas angulares (dedos que se
abren 18˚ cada uno), las pinzas de tres puntos y las pinzas de aspiración.
Siempre hay amplias variaciones en cada tipo de pinza y casos
especiales, tales como las pinzas de aspiración combinadas, que pueden
levantar planchas metálicas de varias toneladas de peso, también el principio
de la pinza angular se utiliza para grandes manipuladores de forjas con
capacidades de carga de hasta 250 toneladas.

Universidad Metropolitana
10
Figura 1.3- Correlación Aproximada entre Objetos y tipos de Pinza
Ideal Adecuado
Adecuado en ciertos casos --- No Aplica
Fuente: Hesse, S. (2000).Las pinzas y sus aplicaciones. Blue Digest.

Universidad Metropolitana
11
I.6- Sistema CAD (Diseño Asistido por Computadora)
Es una herramienta que permite el uso del computador para crear y
modificar planos y modelos en 2 y 3 dimensiones, manipulando de una
manera precisa y sencilla elementos geométricos básicos. En el caso de
nuestro proyecto, Solid Works fue el software de diseño que nos proporcionó
la mejor ayuda en el esbozo detallado de los dedos de la pinza, además de su
fácil uso nos permite realizar, por medio de una interfase, el análisis de
esfuerzos presentados en la pinza.
I.7- Sistema CAE (Ingeniería Asistida por Computadora)
Es un proceso integrado que incluye todas las funciones de ingeniería
que van desde el diseño propiamente hasta la fabricación de un producto
determinado. Este supone el empleo de sistemas gráficos interactivos
combinados con modelado geométrico, análisis de estructuras, simulaciones,
análisis por elementos finitos y evaluación del comportamiento de los
elementos diseñados. Visual Nastran Desktop fue el programa que usamos en
el desarrollo de la parte de cálculos y en la comprobación de la resistencia
del prototipo a las fuerzas aplicadas, gracias a su poderoso e innovador
simulador de esfuerzos.

Universidad Metropolitana
12
I.8- Sistema CAM ( Fabricación Asistida por Computadora)
Es la implementación del computador en el proceso de control de
fabricación industrial continuo, como en la industria química o en las
refinerías de petróleo, pero desde hace pocos años se han introducido en
industrias que fabrican simultáneamente una gran variedad de productos por
jornada. Cabe destacar que no era posible diseñar sistemas capaces de
producir cantidades de diversos productos que podían alcanzar la cifra de
varios centenares, como ocurre en la industria automotriz o en el sector
metal, sin embargo solo en métodos de fabricación flexible se obtenían
resultados favorables.
Para poder realizar el proceso de mecanizado de la pinza en cuestión,
nos apoyamos del programa Mastercam, que además de simular todos los
cortes, acabados, desbasto y perforaciones en las piezas, los resume y
agrupa en un lenguaje ISO que es comprendido por todos los equipos o
maquinarias de control numérico. Este lenguaje es suministrado a la Máquina
de Medición por Coordenadas la cual realizará en si el mecanizado de la
pieza.

Universidad Metropolitana
13
I.9- Máquina CNC (Control Numérico Computarizado)
En una máquina CNC, a diferencia de una máquina convencional o
manual, una computadora controla la posición y velocidad de los motores que
accionan los ejes de la máquina. Gracias a esto, puede hacer movimientos
que no se pueden lograr manualmente como círculos, líneas diagonales y
figuras complejas tridimensionales. Las máquinas CNC son capaces de mover
la herramienta al mismo tiempo en los tres ejes para ejecutar trayectorias
tridimensionales como las que se requieren para el maquinado de complejos
moldes y troqueles.
En una máquina CNC una computadora controla el movimiento de la
mesa, el carro y el husillo. Una vez programada la máquina, ésta ejecuta
todas las operaciones por sí sola, sin necesidad de que el operador esté
manejándola. Esto permite aprovechar mejor el tiempo del personal para que
sea más productivo. El CNC tuvo su origen a principios de los años cincuenta
en el Instituto de Tecnología de Massachussets (MIT), en donde se
automatizó por primera vez una gran fresadora. Hoy día las computadoras
son cada vez más pequeñas y económicas, con lo que el uso del CNC se ha
extendido a todo tipo de maquinaria: tornos, rectificadoras,
eletroerosionadoras, máquinas de coser, etc.

Universidad Metropolitana
14
El término “control numérico” se debe a que las órdenes dadas a la
máquina son indicadas mediante códigos numéricos. Un conjunto de órdenes
que siguen una secuencia lógica constituyen un programa de maquinado.
Dándole las órdenes o instrucciones adecuadas a la máquina, ésta es capaz
de maquinar una simple ranura, una cavidad irregular, la cara de una persona
en altorrelieve o bajorrelieve, un grabado artístico un molde de inyección de
una cuchara o una botella... lo que se quiera.
También se emplean sistemas CAD/CAM que generan el programa de
maquinado de forma automática. En el sistema CAD (diseño asistido por
computadora) la pieza que se desea maquinar se diseña en la computadora
con herramientas de dibujo y modelado sólido. Posteriormente el sistema
CAM (manufactura asistida por computadora) toma la información del diseño
y genera la ruta de corte que tiene que seguir la herramienta para fabricar la
pieza deseada; a partir de esta ruta de corte se crea automáticamente el
programa de maquinado, el cual puede ser introducido a la máquina
mediante un disco o enviado electrónicamente.

Universidad Metropolitana
15
I.10- Máquina de Medición por Coordenadas (CMM)
Esta es una máquina completamente automatizada y programable
empleada para realizar levantamientos dimensionales en los tres ejes
espaciales X, Y, Z, con una precisión de 0,001 mm y de 0,0001 pulgada.
Tiene un rango de medición de 0 a 700 mm en el eje X, 0 a 600 mm en el eje
Y, y 0 a 400 mm en el eje Z. Tiene gran aplicación en control de calidad
dimensional puesto que permite a través de una programación, tomar las
mismas dimensiones a un lote de piezas iguales, para luego comparar estas
dimensiones con las de diseño o plano.
Además este equipo ofrece la versatilidad para hacer medición de
geometrías en el espacio que serían muy difíciles tomar con una
instrumentación convencional de vernier, tornillo micrométrico, pie de rey,
etc.
I.11- Brazo Robot de Cinco Ejes
Es el más alto nivel de sofisticación. La máquina puede manejar todas
las situaciones, únicamente necesita instrucciones iniciales del operador

Universidad Metropolitana
16
humano y esta actúa automáticamente, en este caso la persona adopta un rol
de observador y solo interviene en las circunstancias más extremas.
El diseño de un sistema teleoperado requiere un modelo geométrico
del entorno y del instrumento necesario para dar las instrucciones del
operador en el lado remoto y establecer el control del mecanismo total. El
modelo geométrico será el que defina las acciones del brazo robot, este
modelo para el caso de este proyecto será el resultado de los modelos físicos
de las piezas.
Sin duda una de las principales características que definen a los robots
lo constituye los grados de libertad que posea. Hablar de grados de libertad
equivale a decir número y tipos de movimiento del manipulador.
I.12- Grados de Libertad de movimiento de la Mano
Consideremos primero el termino “Grados de Libertad” , una pieza
puede tener un máximo de 6 grados de libertad, expresados como tres
movimientos lineales en las tres dimensiones de los ejes X,Y,Z, y tres
movimientos giratorios a1, a2, a3 sobre los eje X,Y,Z. A propósito, las

Universidad Metropolitana
17
máquinas manipuladoras pueden tener más de 6 grados de libertad, entonces
se habla de grados de libertad mecánica o de libertad de movimientos.
Los movimientos de empuje se describen como sigue:
1 Vertical, arriba / abajo
2 Frontal, avance / retroceso
3 Lateral, izquierdo / derecho
en donde los movimientos giratorios, se designan como sigue:
α1 Cabeceo, inclinación
α2 Balanceo, torsión
α3 Guiñada, giro
El movimiento de los dedos de la pinza no se considera un grado de
libertad, ya que este movimiento no influye en la trayectoria de la pinza.

Universidad Metropolitana
18
Figura 1.4- La Mano Humana puede ejecutar movimientos
con 6 Grados de Libertad
a) Biológicos
b) Técnicos
Fuente: Hesse, S. (2000).Las pinzas y sus aplicaciones. Blue Digest.

Universidad Metropolitana
19
CAPÍTULO II
MARCO METODOLÓGICO
En este capítulo se dan a conocer todos los cálculos y criterios para el
diseño y selección de cada uno de los elementos que conforman la pinza de
manipulación. Estos elementos se encuentran bajo todos los parámetros
asumidos en el CAPÍTULO I y considerando todas las características que
necesita el equipo para cumplir con los objetivos del proyecto.
II.1- Análisis de la pinza a reemplazar
El sistema de fabricación flexible modelo Minitek IV cuenta con una
pinza de manipulación como se muestra en la figura(2.1), dicha pinza posee
2 miembros o dedos de dimensiones y pesos idénticos (120 gr), la primera
parte de la figura muestra uno al lado del otro y la segunda, una vista
isométrica de un solo dedo. Son pinzas paralelas, su función es sujetar o
soltar el objeto según sea el caso.

Universidad Metropolitana
20
Figura 2.1 Pinza Actual del Sistema de Fabricación
Fuente: Elaboración Propia
El sistema esta dotado de un manipulador o motor neumático, que
gradúa automáticamente la fuerza de sujeción de la pinza paralela a la hora
de tomar el objeto (esta fuerza de presión varia de 0,1 a 0,7 MPa), como
podemos observar, en la figura anterior, la forma redondeada de sus dedos
hacen que este dispositivo cumpla la función de tomar piezas cilíndricas y
esféricas, el problema se presenta cuando se requiere manipular piezas de
geometría prismática. Esta es la limitación que debemos estudiar para
encontrar una solución adecuada al problema en cuestión. También es
importante destacar que la distancia mínima que separa a los dedos de la
pinza entre sus puntos más cercanos es de 25 mm y la máxima es de 60 mm.

Universidad Metropolitana
21
El punto de contacto que ejerce la pinza en su superficie redondeada
puede ser lineal, en el caso de un cilindro, o puntual si se trata de una esfera,
en el manejo de piezas prismáticas los puntos en donde se ejerce la presión
en la pinza no son los más adecuados para el agarre, ya que su forma
curveada no es compatible con la de los prismas que puedan ser manejados
por el brazo, esto se debe a los lados rectos, vértices y bordes rectos (aristas)
con los que cuentan este tipo de figuras.
El almacén que forma parte del sistema de fabricación flexible, posee
secciones destinadas al manejo de figuras prismáticas, pero como lo hemos
dicho anteriormente, la pinza no es capaz de manipularlas correctamente;
con la implementación del nuevo prototipo, el sistema de fabricación flexible,
disminuirá sus limitaciones en el manejo de piezas a mecanizar y se logrará,
además, el uso correcto y adecuado del robot y su pinza manipuladora.
II.2- Características y Diseño del nuevo prototipo.
El problema fundamental se centra en la superficie de contacto de la
pinza, la curvatura que presenta la pinza anterior fue modificada por una que
se basa en la adecuada colocación de lados rectos, de manera que pueda
desempeñarse con mucha facilidad en el manejo de las piezas. La dirección

Universidad Metropolitana
22
de la presión que ejerce el motor neumático es de suma importancia, porque
gracias a ella el brazo robot adapta una mejor posición para la sujeción de las
piezas que se encuentran tanto en el almacén como en el torno y la máquina
CNC.
Se tomó en cuenta, además, la capacidad mínima de agarre que posee
la pinza anterior y de igual forma esta fue modificada debido a la necesidad
de manipular piezas de menores dimensiones, esto se hizo diseñando un
acople perfecto entre ambos dedos de la pinza, logrando en definitiva una
asimetría entre ambos miembros. Como se muestra en la siguiente figura:
Figura 2.2 Pinzas Acopladas
Fuente: Elaboración Propia
El diseño parte del concepto de un mejor agarre, el cual se obtiene
con una pinza de tres dedos con un margen de separación entre ellos de 120

Universidad Metropolitana
23
grados para así completar los 360 grados que conforman una circunferencia.
Es de saber que mientras más puntos de contacto se obtengan sobre la pieza
mejor será su agarre y a pesar de que la pinza de tres dedos logra un agarre
basado en solo tres puntos de contacto, el posicionamiento que obtienen a la
hora de la sujeción es el más adecuado para el brazo robot.
Debido a que la guía que permite que los dedos abran y cierren no
puede ser modificada, no es posible implementar un tercer dedo en el
sistema sin que haya que tomar en cuenta ciertos cambios considerables en
el brazo robot, es por esto que nuestro diseño solo toma las características de
contacto de esta pinza, es decir, toma en cuenta solo tres puntos de presión
sobre la pieza, dos de ellos se ejercen en las superficies de contacto de uno
de los dedos y el otro punto de presión en la superficie de contacto del
miembro restante.
La fuerza de sujeción que ejerce cada miembro de la pinza sobre la
pieza es la misma, solo que para el miembro con mandíbula en V y ángulo de
120 grados dicha fuerza de sujeción se reparte en fuerzas de contacto, como
se muestra en la figura 2.3.

Universidad Metropolitana
24
Figura 2.3 Vista en planta de la situación de pinzado
Fuente: Elaboración Propia
En el caso de tomar en consideración otros ángulos en la abertura de
la mandíbula, se deberá calcular la fuerza de contacto de cada uno de los
miembros para así establecer un punto de equilibrio. Para poder realizar el
cálculo de lo dicho anteriormente se recomienda usar la siguiente ecuación:
( )( ) ( ) ( )( )321
1
αααµα
SenSenSenSenG
FKi ++⋅⋅
=
en donde:
i = 1,2,3
α 1 = 180˚ - α 23
α 2 = 180˚ - α 13
α 3 = 180˚ - α 12

Universidad Metropolitana
25
En la siguiente figura se puede observar la distribución de las fuerzas
de sujeción en la pinza.
Figura 2.4 Distribución de fuerzas
Fuente: Elaboración Propia
Cabe destacar que el prototipo debe adaptarse a ciertas características
de la pinza anterior, tales como largo (75 mm) y peso (120gr), debido al
diseño y las condiciones de movimiento del brazo robot. Ambos parámetros
no deben variar de manera de no modificar las fuerzas y los momentos que
se ejercen sobre el brazo, para así evitar que el sistema pierda su condición
de equilibrio, que es de suma importancia ya que el brazo robot se encuentra
calibrado y realiza su rutina dentro del sistema de manera precisa, también
se subsanó la diferencia de masa que existía entre ambos dedos, producto de
las diferentes características que poseen.

Universidad Metropolitana
26
El diseño de la pinza se hizo en un programa llamado Solid Works, el
cual permite realizar un esbozo inicial del prototipo en dos dimensiones con
sus medidas reales, luego por medio de una aplicación de sólidos se obtiene
una imagen en tres dimensiones el cual puede ser rotado en todas
direcciones y permite observar todos los lados del diseño y puede ser
editado o modificado en cualquier momento de ser necesario. Solid Works
permite además, conocer las características de masa del prototipo y trabaja
en conjunto con Visual Nastran que se encarga de la aplicación de los
cálculos por elementos finitos necesarios en este caso.
En la figura 2.5 se puede apreciar el programa de diseño Solid Works,
así como gran parte de sus poderosas herramientas para esbozar piezas de
todo tipo y dimensiones, como se observa, se está empezando el diseño de
los miembros de la pinza.

Universidad Metropolitana
27
Figura 2.5 Pantalla Solid Works
Fuente: Software Solid Works
En la figura 2.6 se puede apreciar claramente el diseño ya terminado
de la pinza en vista isométrica, cabe destacar que el eje de coordenadas es
de suma importancia y se debe tener siempre presente a la hora de esbozar
piezas en este programa.

Universidad Metropolitana
28
Figura 2.6 Nuevo Diseño Fuente: Elaboración Propia
Como hemos mencionado, Solid Works tiene integrado el programa de
cálculo por elemento finito Visual Nastran, para así poder analizar la pieza sin
tener que exportarla a otro software. En la siguiente figura se puede observar
las herramientas de Visual Nastran integradas en Solid Works
Figura 2.7 Funciones de Visual Nastran
Fuente: Software Solid Works
Estas cuatro funciones representan los cuatros diferentes estudios que
puede realizar el programa, estos son Pandeo, Falla por Vibración,

Universidad Metropolitana
29
Transferencia de Calor y Fallas por ruptura o fatiga. Para cada uno existe el
ayudante o guía y el procedimiento tanto de mallado como de cálculos es
similar entre ellos.
II.3- Selección del Material
La vida útil de una pinza es un criterio de selección importante, las
pinzas modernas esta diseñadas para durar por lo menos 10 millones de
ciclos de pinzado. Esto se consigue utilizando materiales de alta calidad,
dando el tratamiento adecuado a las superficies de contacto de las partes
móviles y disponiendo guías de precisión resistentes al desgaste.
Hemos decidido utilizar el mismo material de la pinza a reemplazar, un
acero SAE 1045 que es un acero fino al carbono de alta calidad,
templabilidad garantizada, utilizado en la industria metalmecánica para partes
y piezas de mediana exigencia, además posee un tratamiento térmico
llamado pavonado, que endurece la superficie del material y lo protege contra
la corrosión.
También decidimos comprar en FERRUM C.A dos recortes de este
acero SAE 1045 con la finalidad de mecanizarlos y convertirlos en dos

Universidad Metropolitana
30
paralelepípedos de medidas (20.3 x 16 x 75)mm, que son las dimensiones
finales antes de comenzar el mecanizado. Para mayor información sobre este
acero ver Apéndice A.
II.4 Herramientas e Instrumentos
Una vez seleccionado el material procederemos a escoger las
herramientas e instrumentos necesarios para el correcto mecanizado de la
pieza.
II.4.1 Herramientas de corte
El centro de mecanizado CNC posee un almacén con capacidad para cinco
herramientas. Como ya hemos mencionado antes, para este proyecto se
utilizarán tres tipos de herramientas como se describe a continuación:
• Fresa, acero rápido de 10 mm de diámetro y de 4 cortes. Esta
herramienta la utilizaremos para el desbaste de la zona de contacto o
acople entre la pinza y el manipulador, y para las superficies que
definen la forma de las pinzas.
• Fresa, acero rápido de 5 mm de diámetro, 2 cortes y de punta
esférica. La principal función de esta herramienta es desbastar los

Universidad Metropolitana
31
escalones que deja en la superficie de la pinza la herramienta anterior
y llegar hasta puntos donde la otra, por la longitud de su diámetro, no
es capaz. Es importante mencionar que esta herramienta es muy
delicada y fácil de romper si no es usada adecuadamente, es por ello
que desbastaremos un espesor máximo de 0,3 mm por pasada.
También realizaremos acabados de superficie para dar un aspecto liso
a las zonas de contacto de la pinza.
• Broca de 5.5 mm de diámetro, por medio de esta herramienta
lograremos las perforaciones por las que la pinza se une al
manipulador a través de 2 pernos para cada pinza.
• Lima, para eliminar virutas o asperezas presentes en los bordes de la
pieza después del mecanizado.
Universidad Metropolitana
32
II.4.2 Instrumentos de Medición
Gracias a la precisión que ofrecen las siguientes herramientas de
medición pudimos comprobar la exactitud de las medidas de peso y longitud
de la pinza.
• Vernier
• Tornillo Milimétrico
• Peso Electrónico
Figura 2.8 Herramientas e Instrumentos
Fuente: Elaboración Propia

Universidad Metropolitana
33
II.5- Cálculo por elementos finitos
Una vez culminado el nuevo diseño en Solid Works, necesitamos la
ayuda de Visual Nastran Desktop, programa capaz de analizar el
comportamiento de la pinza cuando le sea aplicado cualquier tipo de esfuerzo
y además puede arrojar resultados gráficos así como también simularlos para
poder ver con mayor facilidad las consecuencias de los esfuerzos aplicados al
sólido. Visual Nastran consta de un ayudante que guía al usuario durante
todo el proceso inicial de suministro de datos (figura 2.9).
Figura 2.9 Ayudante de Visual Nastran
Fuente: Software Visual Nastran

Universidad Metropolitana
34
El ayudante contiene varias ventanas que hay que ir surtiendo de
información paso por paso; comienza pidiendo que definamos un nombre
para todo el proceso, luego las unidades con las que el programa trabajará
(hemos escogido que utilice las unidades del sistema métrico internacional)
Figura (2.10).
Figura 2.10 Unidades de Trabajo
Fuente: Software Visual Nastran
Debemos decir que en la librería de materiales de Visual Nastran no se
encuentra predeterminado el Acero SAE 1045, que fue el escogido para el
proyecto, debido a esto nos vimos en la necesidad de crear el material como
uno nuevo en dicha librería, para lograr esto debemos suministrarle al
programa datos característicos del Acero 1045 tales como modulo de Young,
Radio de Poisson, Densidad de masa, Coeficiente de Expansión Térmica,

Universidad Metropolitana
35
Conductividad Térmica, Calor Específico y Límite de Tracción. Por supuesto
las unidades en las que se deben suministrar los datos anteriores ya fueron
definidas en el inicio del programa
El siguiente paso es definir un nombre para el archivo que contendrá
las cargas que serán aplicadas. Para seleccionar donde serán aplicadas, el
ayudante ofrece diversas opciones como lo son: aplicación en una cara, un
vértice, una arista o en el cuerpo entero (Figura 2.11).
Figura 2.11 Tipo de Aplicación de Carga Fuente: Software Visual Nastran
Una vez añadido esto pasamos a escoger las superficies o caras
donde se ejerce la fuerza de sujeción en uno de los miembros de la pinza y el

Universidad Metropolitana
36
programa asigna una tonalidad verde a las caras seleccionadas como lo
muestra la Figura 2.12.
Figura 2.12 Selección de Superficies
Fuente: Elaboración Propia
Una vez culminada esta operación el ayudante pregunta si se desea
añadir otra carga, que en nuestro caso no fue necesario. Ahora debemos
indicar que tipo de carga será aplicada, existen opciones como: presión
normal a la superficie, fuerza total, fuerza distribuida, un momento o un
esfuerzo desplazado (figura 2.13), y además indicar el valor de esta fuerza.
Esta última dependerá del rango de Presión de Agarre que maneja el sistema
neumático modelo MHZ 2-25D,que en este caso varía de 0.1 hasta 0.7 MPa.
El valor de 0.7 MPa fue el suministrado para calcular los esfuerzos máximos
que puedan presentarse en la pinza.

Universidad Metropolitana
37
Figura 2.13 Tipos de Cargas
Fuente: Software Visual Nastran
A continuación se necesita precisar las restricciones que posee la
pinza, es decir, si esta se encuentra apernada, empotrada, soldada, fijada o
en apoyos libres o movibles (Figura 2.14). De igual forma luego de escoger la
restricción, se procede a seleccionar, sobre la pinza, las caras o superficies
donde esta será aplicada, en nuestro caso y como lo muestra la figura 2.15,
la pinza se encuentra apernada en los orificios que se observan resaltados en
color verde.

Universidad Metropolitana
38
Figura 2.14 Tipos de Restricciones Figura 2.15 Selección de la Geometría
Fuente: Software Visual Nastran Fuente: Elaboración Propia
De igual forma le hacemos saber al programa que no deseamos aplicar
ningún otro tipo de restricción, entonces procedemos a esperar los resultados
que arroje Visual Nastran.
Para realizar sus cálculos este programa usa un mallado (Figura 2.15)
el cual divide la pieza en tetraedros muy pequeños y analiza cada uno de
ellos logrando así un estudio completo de los esfuerzos aplicados sobre el
objeto en cuestión. La exactitud y precisión de los cálculos que Visual Nastran
realice dependerán de las dimensiones que tengan las celdas que conforman
la malla y del margen de error que se le suministre al programa, tomando en
cuenta que Visual Nastran tiene predeterminado un mínimo margen de error
para sus cálculos.

Universidad Metropolitana
39
Los resultados que arroja el programa permiten visualizar cualquier
tipo de error o fallas que presente el prototipo en su diseño. En nuestro caso
la pinza no presentó ningún tipo de problemas, la fuerza máxima de sujeción
del sistema neumático fue adecuada y no se presentaron inconvenientes con
el material que usamos para fabricar la pieza, pero esto último era de
esperarse debido a que la pinza anterior está hecha del mismo material
(Acero SAE 1045).
Para detallar un poco más los resultados que se obtuvieron, lo
desglosamos en cuatro partes, la primera, es un análisis general de la pinza
que indica que se efectuaron todas las pruebas a la pieza exitosamente
(como lo indica el signo de visto en Visual Nastran Execution) . La segunda
expresa en porcentaje de error de von Mises; gráficamente Visual Nastran
asigna colores determinados dependiendo de la resistencia del material a los
esfuerzos aplicados, en nuestro caso, el análisis general fue aprobado
totalmente y el color verde lo confirma (el color rojo para fallas en la pieza).
En la siguiente figura se puede apreciar los resultados que se
obtuvieron del mallado aplicado en la pieza. Estos fueron aprobados sin
ningún problema confirmado por el color verde en la totalidad de la pinza, el

Universidad Metropolitana
40
máximo porcentaje de error que se obtuvo fue de 8.73228%, tomando en
cuenta que el límite que asignamos fue del 10%
Figura 2.16 Error de esfuerzo de von Mises 1
Fuente: Elaboración Propia
El Factor de Seguridad de la pinza es otro parámetro de suma
importancia y, como se muestra en la figura 2.17, dicho Factor sobrepasa las
expectativas, el programa arroja un valor de 6.3756 para la zona más
solicitada de la pinza y los demás valores que ascienden hasta llegar al punto
de menor solicitación, lo que garantiza un desempeño óptimo de la pinza en
su funcionamiento dentro del sistema de fabricación flexible.

Universidad Metropolitana
41
Figura 2.17 Factor de Seguridad de Esfuerzo de von Mises 1
Fuente: Elaboración Propia
Como último paso el programa arroja una simulación de los esfuerzos
aplicados a la pinza, en este caso se puede apreciar tanto en la tabla como
en la pinza, varios colores representativos de la resistencia del material. El
color rojo indica el valor crítico de resistencia, pero en nuestro caso no se
aprecia y solo se puede ver una tonalidad naranja en uno de los orificios por
donde se fijará la pinza al sistema neumático.

Universidad Metropolitana
42
Figura 2.18 Esfuerzo de von Mises y Simulación 1
Fuente: Elaboración Propia
Para el otro miembro de la pinza se repitieron los mismos pasos en su
análisis, es por esto que solo mostramos los resultados obtenidos de dicho
miembro. En la siguiente figura se observa que en la tabla de valores
tampoco se presentó ningún problema con respecto al límite de error
suministrado, es decir, que no sobrepasa el 10 %.
Figura 2.19 Error de Esfuerzo de von Mises 2
Fuente: Elaboración Propia

Universidad Metropolitana
43
El Factor de Seguridad para la zona más solicitada de la pinza es de
13.7416, lo que garantiza su óptimo funcionamiento en el sistema. Figura
2.20.
Figura 2.20 Factor de Seguridad de Esfuerzo de von Mises 2
Fuente: Elaboración Propia
Nuevamente se aprecia una tonalidad naranja en uno de los orificios
de la pinza, en una toma captada para el momento de mayor aplicación de la
fuerza de sujeción.
Figura 2.21 Esfuerzo de von Mises y Simulación 2 Fuente: Elaboración Propia

Universidad Metropolitana
44
II.6- Uso del software MasterCAM
Luego de ser analizado en su totalidad el diseño de la pinza, se
importa de Solid Works a MasterCAM, bajo otro tipo de documento (.STEP o
.IGES) para que pueda ser reconocido. El primer paso es definir como estará
sujeta la pieza en la prensa para evitar cualquier tipo de movimiento durante
su mecanizado; decidimos colocarla paralela a los brazos de la prensa ya que
de esta forma se obtiene una mejor y más amplia zona de contacto en la
sujeción, ahora se coloca la pieza en MasterCAM en esa misma posición y
definimos cual será el origen de los ejes de coordenadas.
El programa analiza la pieza y la lleva a un sólido patrón
(paralelepípedo, en este caso) con las dimensiones que poseen las piezas
rectificadas, esta figura será el patrón sobre el cual se comenzará a realizar el
mecanizado. En la siguiente figura se puede observar la pantalla de trabajo
del software MasterCam, y dentro de la misma, en distintas vistas, uno de los
miembros de nuestra pinza que se encuentra sumergido en un
paralelepípedo, también se puede apreciar el eje de coordenadas establecido.

Universidad Metropolitana
45
Figura 2.22 Pinza sumergida en el Paralelepípedo y Ejes de Coordenada
Fuente: Elaboración Propia
Debemos indicarle qué tipo de trabajo deseamos realizar (desbaste,
acabado, perforado, etc.) y señalar todas las superficies que queremos
eliminar, durante este procedimiento el programa nos pregunta con qué tipo
de herramienta vamos a trabajar (acero rápido, carburo o cerámica), su
diámetro, número de cortes y datos esenciales a la hora del mecanizado
como lo son: avance (Feed rate), RPM de la fresa (Spindle speed), velocidad
de entrada (Plunge rate) y de salida (Retract rate) de la fresa para
mecanizar, distancia de primer acercamiento (Clearance) y distancia de
segundo acercamiento (Retract) a la pieza antes de mecanizar, ángulo de
mecanizado con respecto al eje x (Machinig angle), distancia máxima entre

Universidad Metropolitana
46
los centros de la herramienta en cada pasada (Max. Stepover), máxima
longitud de escalón por pasada (Max. Stepdown), activar o no el refrigerante
(Coolant), método de corte y si se desea dejar algún sobre espesor (Stock to
leave).
Para suministrar los datos a las ventanas del software fueron
necesarios los siguientes cálculos:
• Velocidad de corte (V) = valor ubicado en tablas (en función de la
clase de trabajo y material a trabajar). [m/min]
Ver Apéndice B
• Número de revoluciones de la fresa (N) = D
V.
1000.π
, donde D es el
diámetro de la herramienta. [rev/min]
Ver Apéndice C y D
• Avance (S) = N . Z . H . Q [mm/min] Ver Apéndice C , donde:
Z = Número de dientes de la fresa
H = Avance en milímetros por diente de la fresa (Ver Apéndice E)
Q = Factor de vida de la herramienta

Universidad Metropolitana
47
Los siguientes, son valores recomendados que no tienen un basamento
matemático:
• Velocidad de entrada = Avance /3 [mm/min]
• Velocidad de salida = Avance /3 [mm/min]
• Distancia de acercamientos 5≥ [mm]
• Ángulo de mecanizado = 0˚ o 90˚ con respecto al eje x
• Distancia máxima entre centros ≤ radio de la herramienta [mm]
• Sobre espesor = opcional (se suele dejar un sobre espesor cuando se
va a realizar un acabado posteriormente) [mm]
• Máxima longitud de escalón por pasada (depende de la potencia
de la máquina) [mm]
• Refrigerante (activado, para evitar el desgaste de la herramienta)
• Método de corte (zigzag, para ahorrar tiempo de mecanizado)

Universidad Metropolitana
48
Este procedimiento debe llevarse a cabo para cada superficie a
desbastar, acabar o perforar e indicar al mismo tiempo el tipo de herramienta
que realizará el trabajo (estos valores cambiarán según el tipo y diámetro de
la herramienta).
Cálculo para el desbaste con la fresa de acero rápido de 10 mm de
diámetro y 4 dientes:
V = 14 m/min
N = D
V.
.1000π
=10.
14.1000π
= 445,6498 rev/min
S = N . Z . H . Q = 445,6498 . 4 . 0,15 . 0,2 = 53,52 mm/min
Velocidad de entrada y de salida = 3S
= 352,53
= 17,84 mm/min
Distancia de primer acercamiento = 10 mm
Distancia de segundo acercamiento = 5 mm
Ángulo de mecanizado = 0˚
Distancia máxima entre centros = 5 mm
Sobre espesor = 0,3 mm
Máxima longitud de escalón por pasada = 0,5 mm

Universidad Metropolitana
49
Cálculo para el desbaste con la fresa de acero rápido de 5 mm de
diámetro, 2 dientes y punta esférica:
V = 14 m/min
N = D
V.
.1000π
=5.14.1000
π= 891,29 rev/min
S = N . Z . H . Q = 891,29 . 2 . 0,15 . 0,2 = 53,46 mm/min
Velocidad de entrada y de salida = 3S
= 346,53
= 17,82 mm/min
Distancia de primer acercamiento = 10 mm
Distancia de segundo acercamiento = 5 mm
Ángulo de mecanizado = 0˚
Distancia máxima entre centros = 2 mm
Sobre espesor = 0,3 mm
Cálculo para el acabado con la fresa de acero rápido de 5 mm de
diámetro, 2 dientes y punta esférica:
V = 16 m/min
N = D
V.
.1000π
=5.16.1000
π= 1018,62 rev/min
S = N . Z . H . Q = 1018,62 . 2 . 0,15 . 0,2 = 61,20 mm/min

Universidad Metropolitana
50
Velocidad de entrada y de salida = 3S
= 320,61
= 20,40 mm/min
Distancia de primer acercamiento = 10 mm
Distancia de segundo acercamiento = 5 mm
Ángulo de mecanizado = 0˚
Distancia máxima entre centros = 0,8 mm
Sobre espesor = 0 mm
Cálculos para el taladrado con la broca de 5,5 mm de diámetro:
V = 14 m/min
N = D
V.
.1000π
=5,5.14.1000
π= 810,26 rev/min
S = N . Z . H . Q = 810,26 . 2 . 0,15 . 0,2 = 61,20 mm/min
Profundidad de corte = -5 mm
A continuación, se presentan las pantallas en las que se deben
suministrar los datos antes calculados (los datos que no se mencionan deben
permanecer como lo indica el programa, son datos que el programa asigna
según se va suministrando la información).

Universidad Metropolitana
51
Figura 2.23 Parámetros de Fresado 1
Fuente: Software Mastercam
Figura 2.24 Parámetros de Fresado 2
Fuente: Software Mastercam

Universidad Metropolitana
52
Figura 2.25 Parámetros de Fresado 3
Fuente: Software Mastercam
Una vez introducidos estos valores, el programa simula el proceso de
mecanizado. En las siguientes figuras se observa el mecanizado inicial de la
pieza, en la primera se muestra el desplazamiento de la herramienta que se
ha generado con número de pasadas y tiempo de duración, y en la segunda
la simulación de la herramienta realizando el desbaste.

Universidad Metropolitana
53
Figura 2.26 Simulación de Fresado (Desbaste)
Fuente: Elaboración Propia
Para realizar el desbaste antes mostrado, fue necesario el uso de la
Fresa de 10 mm de diámetro, debido a que esta es la herramienta más
resistente que escogimos. El principal desbaste de ambos miembros se hará
con esta fresa para luego realizar un segundo desbaste con la fresa de punta
esférica de 5 mm de diámetro y finalizar con un acabado en ambas piezas
con la fresa de 5 mm. A continuación se muestra el desbaste de la superficie
superior de la cajera que luego será mecanizada.

Universidad Metropolitana
54
Figura 2.27 Simulación del Segundo Desbaste
Fuente: Elaboración Propia
En las siguientes figuras se muestra el mecanizado y la simulación de
la cajera de la pinza, que es el contorno destinado a la sujeción en el sistema
neumático.
Figura 2.28 Simulación de Fresado de Contorno
Fuente: Elaboración Propia

Universidad Metropolitana
55
Se procede a cambiar la herramienta por la fresa de 5 mm para que
realice el segundo desbaste ya que esta si es capaz de llegar a zonas donde
la fresa de 10 mm no puede debido a la longitud de su diámetro. La siguiente
figura muestra como son rebajados los escalones que dejó el primer
desbaste.
Figura 2.29 Simulación de Desbaste 3
Fuente: Elaboración Propia
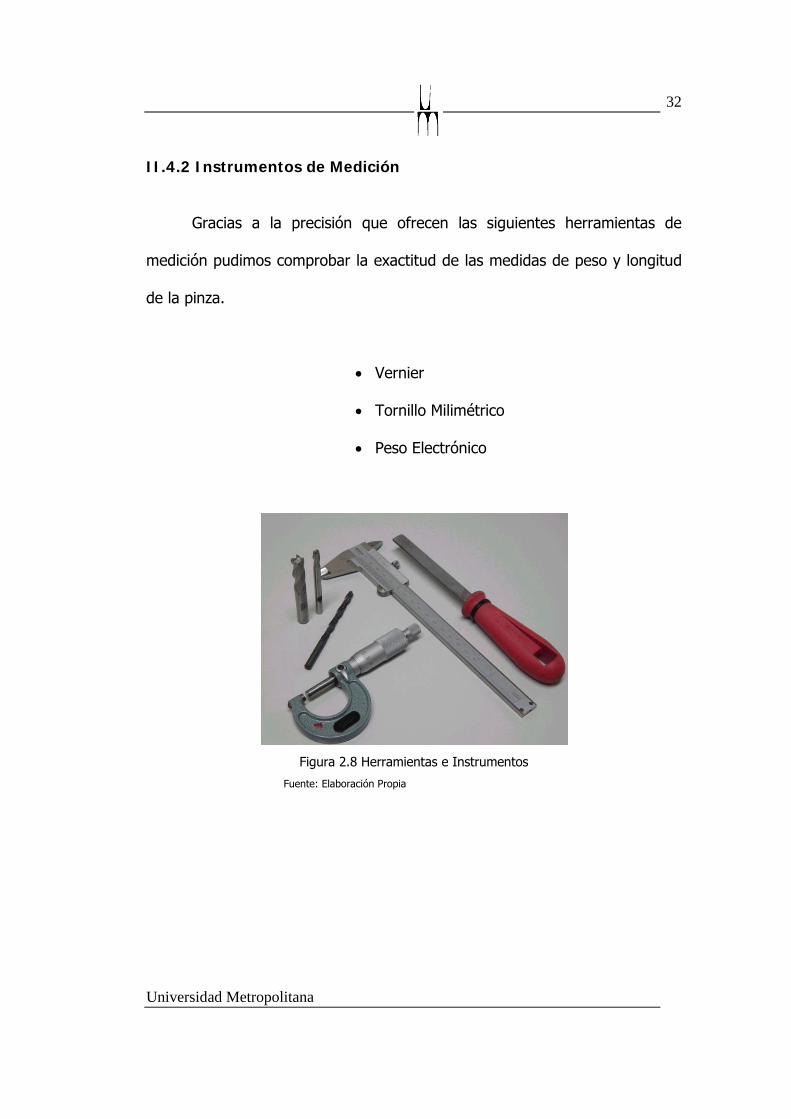
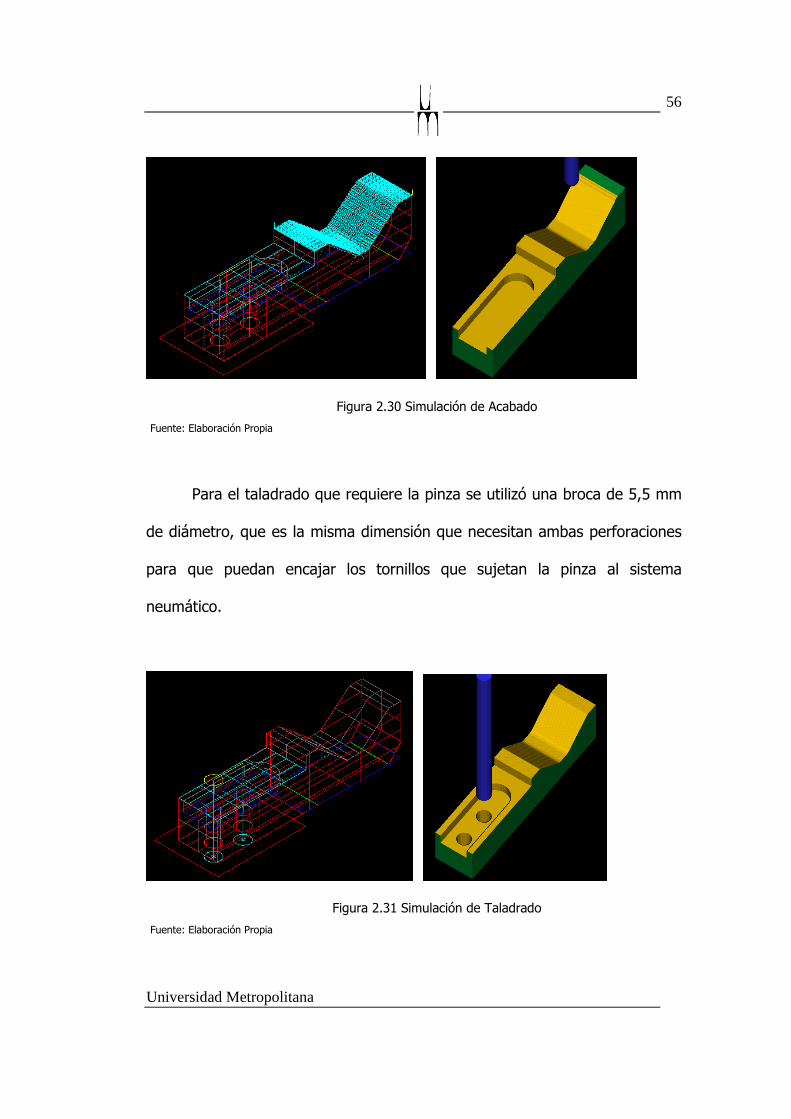
. El acabado mencionado con anterioridad se puede apreciar claramente
en la figura 2.30, así como su respectiva simulación con la fresa de punta
esférica.
Universidad Metropolitana
56
Figura 2.30 Simulación de Acabado
Fuente: Elaboración Propia
Para el taladrado que requiere la pinza se utilizó una broca de 5,5 mm
de diámetro, que es la misma dimensión que necesitan ambas perforaciones
para que puedan encajar los tornillos que sujetan la pinza al sistema
neumático.
Figura 2.31 Simulación de Taladrado
Fuente: Elaboración Propia

Universidad Metropolitana
57
Para el mecanizado del otro miembro de la pinza, se repitió el mismo
procedimiento a excepción del desbaste de la superficie de contacto
destinado al acople de los miembros de la pinza.
Figura 2.32 Simulación de Desbaste del segundo miembro
Fuente: Elaboración Propia
Figura 2.33 Simulación de Acabado del segundo miembro
Fuente: Elaboración Propia

Universidad Metropolitana
58
II.7- Proceso de Mecanizado
Para el proceso de mecanizado de la pinza inicialmente debimos
rectificar los recortes de acero SAE 1045 para llevarlos a las medidas
(20.3x16x75) milímetros , tomando en cuenta una tolerancia de hasta 0,1
milímetros, con las que cuentan los paralelepípedos que luego
transformaremos en los dedos de la pinza, esto debido a que los recortes de
acero poseen en su mayoría desniveles, suciedad, impurezas en su superficie
y viruta. Para ello utilizamos una máquina CNC Supernova, con ayuda de un
especialista rebajamos las caras superior e inferior usando un pequeño
programa que se hizo directamente en el panel de control del centro de
mecanizado, pero manualmente se debe hacer tangencia en las superficies a
mecanizar para así establecer un origen de eje de coordenadas con el cual se
guiará el husillo.
En el programa que fue realizado en el panel de control se calcularon y
suministraron parámetros tales como: avance, velocidad de corte de la
herramienta, RPM a las que va a girar la fresa, sentido de giro de la
herramienta (depende de la dirección que tengan sus dientes).

Universidad Metropolitana
59
El programa usado para la rectificación de los paralelepípedos fue el
siguiente:
G54 S700 M03
G00 X8 Y-7 Z50 Z10
G01 Z-0,2 F60 Y90 X11 Y-7 X19 Y90 X23 Y-7 Z20
G00 Z100 M03
Este programa generado en Lenguaje ISO es reconocido por casi
cualquier equipo y además los surte con toda la información necesaria para
llevar a cabo un proceso determinado, en nuestro caso el mecanizado de la
pieza. El programa MasterCam luego de completar y simular todo el proceso
de mecanizado arroja un código como el mostrado anteriormente pero, por
supuesto, mucho más complejo y extenso. Este contemplará las instrucciones
necesarias para realizar desde el desbaste hasta el acabado y las
perforaciones de la pieza, gracias a los comandos códigos que posee.

Universidad Metropolitana
60
Con la ayuda de un laptop y un cable de interfase se transfiere todo el
proceso de mecanizado en lenguaje ISO; la maquina CNC lo asimila y hasta
es capaz de simularlo nuevamente en la pantalla del panel de control. Dentro
de la amplia lista de comandos ISO se puede hacer referencia de algunos de
los que se han usado en nuestro proceso de mecanizado, estos son:
II.7.1- Comandos Código G
• G92 Máximas R.P.M. permitidas
Con esta instrucción se especifica la máxima velocidad en RPM que
podrá alcanzar la máquina durante el proceso de torneado o mecanizado. Por
ejemplo:
G92 S___
A continuación de la S se coloca la velocidad en RPM.
• G94 y G95 Avance de la Herramienta
Empleando estos comandos se especifica si la entrada de datos en
relación al avance de la herramienta será en:
G94; milímetros por minuto (mm/min)

Universidad Metropolitana
61
G95; milímetros por revolución (mm/rev)
• G96 y G97 Velocidades de corte
El comando G96 indica a el torno que debe trabajar a una velocidad de
corte constante formato:
G96 S___; donde S corresponde a la velocidad en m/min
Con el G97 se estará trabajando a revoluciones fijas:
G97 S___; donde S corresponde a lasa RPM
• G04 Pausa
Detiene la ejecución del programa por un tiempo determinado
G04 U___; a continuación de U se coloca el tiempo de pausa en
segundos.
• G00 Selección de Herramienta
El comando G00 seguido de un código T XXYY se utiliza para
seleccionar una de las herramientas de corte con las que cuenta el almacén

Universidad Metropolitana
62
del CNC Supernova. En esta instrucción el número XX debe ser igual al YY, e
igual al número de la herramienta a emplear, para realizar la selección de la
misma; una vez que la herramienta seleccionada ha terminado de realizar
todas las operaciones de corte, ella debe ser desactivada, en este caso se
sustituye el número YY por el 00. Ejemplo:
G00 T0202; selección de la herramienta 2
G00 T0200; desactivación de la herramienta 2
II.7.2- Comandos Auxiliares
Por otra parte se deben hacer uso de comandos auxiliares en el
proceso tales como:
• M00 Parada Temporal
El comando M00 se especifica para detener temporalmente la
operación de la máquina. Su utilidad práctica está en la medición de las
dimensiones de la pieza, verificación del filo de la herramienta y remoción de
la viruta, entre otros.
Universidad Metropolitana
63
• M03 y M09 Parada del Husillo
El comando M03 gira el husillo en sentido horario, mientras que el M04
lo gira en sentido antihorario. Este parámetro es de suma importancia ya que
el sentido de giro que debe ser suministrado en el programa debe coincidir
con el la dirección de corte que tengan los dientes de la herramienta, para
evitar que esta de se dañe o se rompa.
• M08 y M09 Refrigerante
El comando M08 enciende el refrigerante, mientras que el M09 lo
apaga. Se debe tomar muy en cuenta el uso del refrigerante que en nuestro
caso fue Taladrina, ya que la herramienta alcanza temperaturas muy
elevadas en su funcionamiento de igual forma puede fallar o romperse,
también se recomienda el empleo del M09 antes de detener el husillo con el
fin de retirar el refrigerante de la pieza de trabajo.

Universidad Metropolitana
64
• M30 Fin del Programa
Se especifica al final del programa y va solo en un bloque. Al
especificarse el comando M30 se detiene el husillo, el avance y el
refrigerante, y el programa regresa al inicio.
En el Apéndice F se muestra todo el amplio listado y su significado de
todos los códigos del lenguaje ISO que se emplean en los torneados o
mecanizados incluyendo los antes mencionados. En las siguientes figuras se
aprecia el centro de mecanizado (figura 2.34) y el proceso de mecanizado de
uno de los miembros de la pinza (figura 2.35).
Figura 2.34 Centro de Mecanizado Figura 2.35 Proceso de Mecanizado
Fuente: Elaboración Propia Fuente: Elaboración Propia

Universidad Metropolitana
65
II.8- Verificación en Máquina de Medición por Coordenadas
Esta etapa del proyecto consiste única y exclusivamente en comprobar
que el nuevo prototipo posee las mismas medidas que el diseño de Solid
Works (con una tolerancia de 0,1 mm). Como ya se explicó anteriormente, en
el marco teórico, esta es una máquina empleada para realizar levantamientos
dimensionales en los tres ejes espaciales x, y, z de forma manual.
La MMC posee un palpador, es decir, un cilindro muy fino de 1 cm de
diámetro y 8 cm de largo, que termina en una punta de rubí o de acero (para
esta máquina) y se utiliza para hacer tangencias en distintos puntos de la
pieza, para formar líneas, planos, arcos, circunferencias, etc, y darle forma a
la pieza que se esta midiendo. Existe una computadora conectada a esta
máquina, que contiene un software llamado Metrologic II que va dibujando la
figura de la pieza a medida que se van haciendo las tangencias
manualmente.
Inicialmente se debe calibrar el palpador, para ello la MMC cuenta con
una esfera de 15 mm de diámetro en la que se hacen 5 tangencias lo más
alejadas posible, dicha esfera ya está registrada dentro del sistema, así que
cuando se ha terminado este procedimiento ya el palpador estará calibrado y

Universidad Metropolitana
66
se puede proceder a medir la pieza en cuestión, además esto también indica
que en el centro de esa esfera se encontrará el origen de los ejes de
coordenadas o el cero de la máquina.
El segundo paso es montar la pieza sobre un dispositivo que ayude a
que no se mueva mientras se hacen las tangencias con el palpador, al
principio utilizamos una prensa, pero nos dimos cuenta de que iba a ser
imposible medirla en su parte posterior (en la parte de apoyo de la pinza
sobre la prensa). Así que escuchamos la sugerencia del especialista
responsable del manejo de la MMC; que sugirió que montáramos la pieza
sobre plastilina, de esta manera conseguiríamos llegar con el palpador a los
puntos ubicados en la parte posterior.
De esta manera se inició el proceso de medición y a lo largo de él
pudimos constatar que las medidas que se obtenían eran iguales a las del
diseño producido en Solid Works, tomando en cuenta, la tolerancia de 0,1
mm propuesta por nosotros mismos. Al terminar de medir el primer miembro
repetimos el proceso para lograr los mismos resultados con el miembro
restante. Es importante destacar que el sistema que conforma la MMC posee
un enlace con el software de diseño Solid Works, donde se compara las
medidas del diseño inicial con las obtenidas por la máquina. De no resultar

Universidad Metropolitana
67
favorable, el software de la MMC es capaz de realizar un reajuste en el diseño
y los cálculos por elementos finitos. En nuestro caso, esto no fue necesario ya
que todas las medidas obtenidas con el palpador concordaron con las del
diseño inicial en Solid Works.
En las siguientes figuras se muestra la Máquina de Medición por
Coordenadas (figura 2.36) y la verificación de uno de los miembros en la
misma (figura 2.37).
Figura 2.36 Máquina de Medición por Figura 2.37 Verificación de la pinza
Coordenadas
Fuente: Elaboración Propia Fuente: Elaboración Propia

Universidad Metropolitana
68
II.9-Realización de pruebas
Una vez culminado el diseño inicial, el cálculo por elemento finito, los
cálculos para la simulación del proceso de mecanizado, el mecanizado de la
pieza en CNC y la verificación del nuevo prototipo; pasamos finalmente a la
etapa de pruebas, que demostrará si la pinza es o no capaz de desempeñarse
exitosamente en la manipulación de objetos como cilindros, esferas y
geometrías prismáticas para así llegar a la etapa final que consiste en el
pavonado y darle fin a este trabajo especial de grado.
Las pruebas consisten en el agarre de los objetos antes mencionados y
su posterior transporte por medio del brazo robot al torno o a la máquina
CNC, que forman parte del sistema de fabricación flexible (FMS). Para
demostrar el perfecto funcionamiento del nuevo prototipo contamos con la
ayuda de una cámara digital, recogiendo imágenes que muestran a la pinza
tomando los objetos de prueba.

Universidad Metropolitana
69
A continuación se muestra una imagen del nuevo prototipo ya
fabricado, luego de la realización de las pruebas solo restaría hacerle el
tratamiento térmico.
Figura 2.38 Pinzas Fabricadas
Fuente: Elaboración Propia

Universidad Metropolitana
70
La primera prueba consistió en la manipulación de un cilindro y una
esfera, de manera de demostrar que este nuevo diseño cumple con los
requerimientos de la pinza anterior. Gracias al sistema de acople que fue
empleado entre ambos miembros, logramos alcanzar un rango de agarre,
para dichos objetos, que oscila entre los 15 y 50 mm, disminuyendo la
sujeción anterior en 10 mm. En la siguiente figura se muestra el agarre de un
cilindro y la perfecta distribución de fuerzas de sujeción sobre el mismo, en
este caso hablamos de contacto lineal sobre el objeto.
Figura 2.39 Agarre de un Cilindro
Fuente: Elaboración Propia

Universidad Metropolitana
71
El agarre de la esfera es similar al del cilindro, con la diferencia de que
el contacto deja de ser lineal sobre el objeto y pasamos a un contacto
puntual. La siguiente imagen ejemplifica el agarre que realiza la pinza sobre
dicha esfera.
Figura 2.40 Agarre de una Esfera
Fuente: Elaboración Propia

Universidad Metropolitana
72
La siguiente prueba trata del agarre de un paralelepípedo, que posee
sección trasversal cuadrada, en este caso los puntos de contacto en donde la
pinza ejerce su fuerza es de forma distinta, ya que en uno de los miembros
existe un contacto superficial mientras que en el otro miembro tenemos dos
contactos lineales sobre el paralelepípedo, esto se puede observar claramente
en la siguiente figura.
Figura 2.41 Agarre de un Paralelepípedo
Fuente: Elaboración Propia

Universidad Metropolitana
73
Con respecto a los objetos de forma hexagonal, debemos decir que no
se presentó ningún tipo de problema, ya que el contacto que ejerce la pinza
sobre este prisma es igual al del paralelepípedo, superficial en un miembro y
lineales en el miembro restante. A medida que aumenta el número de lados
del prisma este va tomando la forma de una circunferencia en su sección
trasversal, lo que facilita el agarre del objeto. (Ver figura 2.42)
Figura 2.42 Agarre de un Hexágono
Fuente: Elaboración Propia

Universidad Metropolitana
74
Por último se realizó la prueba a un objeto de sección triangular, el
contacto de la pinza sobre este objeto es puntual en una de los vértices,
mientras que en la base del triángulo se obtienen dos contactos superficiales.
Cabe destacar que si el objeto triangular es de menores dimensiones se
puede obtener un contacto para el agarre en los tres vértices. (Ver figura
2.43)
Figura 2.43 Agarre de un Triángulo
Fuente: Elaboración Propia

Universidad Metropolitana
75
II.10- Pavonado
El pavonado es un tratamiento térmico que se emplea para endurecer
las superficies de los materiales y protegerlos contra la corrosión. Existen
varios tipos de pavonado dependiendo del material y de sus características,
en nuestro caso el tipo de pavonado empleado fue uno de los más sencillos
que existen, básicamente se calentó la pieza ya mecanizada y verificada en
un horno a 1000 grados Celsius durante 10 minutos y luego se sumergió en
una solución de taladrina, que es un compuesto de especiales características
tales como: emulsión perfecta en aguas duras, no oxida, no produce espuma,
posee un gran poder refrigerante y lubricante, además es adecuado para
mecanizado en tornos, fresadoras, roscadoras, etc. Luego de la aplicación de
este tratamiento térmico la pieza tomó un color oscuro (casi negro)
característico de superficies ya pavonadas. (Ver figura 2.44)
Es importante saber que luego del mecanizado de las piezas, se debe
evitar el contacto directo con las manos, debido a que la superficie del acero
se encuentra en un estado casi puro, y el sudor de las manos y la humedad
del ambiente traen como consecuencia la aparición de óxido sobre la
superficie. Esto se evita , como ya dijimos, con este tratamiento térmico.

Universidad Metropolitana
76
Figura 2.44 Pinza pavonada Fuente: Elaboración Propia

Universidad Metropolitana
77
CONCLUSIONES
• Con respecto al diseño inicial de nuestro prototipo, debemos concluir
que fue adecuado para cumplir con los requerimientos planteados por
la empresa. Nuestra pinza consta de dimensiones y características de
agarre casi excelentes, por supuesto respetando las limitaciones que
posee el brazo robot del sistema de fabricación flexible.
• El programa que hace los cálculos por elementos finitos arrojó
resultados que indican que se escogió un buen material y el diseño de
la pinza soporta todos los esfuerzos a los que estará sometida. Para el
uso del software CAM se realizaron cálculos sencillos que nos
permitieron obtener una buena simulación y generación del lenguaje
ISO para el proceso de mecanizado.
• El proceso de mecanizado se llevó a cabo de manera precisa, tal como
lo indicaba la simulación en CAM, gracias a que contábamos con todas
las herramientas e instrumentos de medición necesarios y con la ayuda
de un especialista encargado del centro de mecanizado.

Universidad Metropolitana
78
• La máquina de medición por coordenadas nos permitió verificar que
una vez culminado el mecanizado, la pinza contaba con las medidas
propuestas desde un principio en su diseño.
• Todas las pruebas de sujeción o agarre hechas a la pinza demuestran
que el nuevo prototipo cumple con las funciones de la pinza anterior y
además es capaz de manipular los nuevos objetos. Una vez culminadas
las pruebas pasamos a la etapa del pavonado donde protegimos la
superficie de la pinza contra la corrosión sin ningún tipo de problema.
• Como pudimos observar en los capítulos anteriores, todo el proceso de
mecanizado de una pieza determinada debe ser sistemático y muy
bien planificado. Los poderosos programas CAD/CAM/CAE utilizados en
este proyecto, nos permitieron llevar a cabo todo el proceso de
mecanizado de la pinza de forma esquemática. Además pudimos
enriquecer nuestra formación académica con el manejo de estos
programas y equipos que son de alta tecnología y que la Universidad
Metropolitana no posee.

Universidad Metropolitana
79
BIBLIOGRAFÍA
Sistemas CAD/CAE, Maquinarias Diekmann, Caracas, 1999.
Lenguaje de Control Numérico, Procesos de Fabricación II, UNIMET, 1998.
Boothroyd, J., Fundamentos del Corte de Metales y de las Máquinas
Herramientas, PHI, 1990.
Gerling, H., Alrededor de las Máquinas Herramientas, Reverté, 1999.
Casillas, A.L., Máquinas, Cálculos de Taller, Edición Hispanoamericana, 1992.
Catálogo FERRUM/Böhler de Aceros Industriales Especiales, Educiun, C.A.
Caracas 1998.
Burghardt, Axelrod y Anderson, Manejo de las Máquinas Herramientas, Parte
1, McGraw-Hill, 1965.
Hesse, S., Las pinzas y sus aplicaciones, Blue Digest, 2000.

Universidad Metropolitana
80
Apéndice A: Características del Acero utilizado.
Acero 1045
Color de identificación: Aleación: C% 0.44 max - Si% 0.25 - Mn% 0.70 Denominación según: DIN: C45W W AISI 1045 No 1.1730 Böhler K945
Descripción:
Acero fino al carbono de alta calidad, templabilidad garantizada. Utilizado en la construcción de maquinaria en general, para partes y piezas de mediana exigencia, como ejes, arboles, piezas prensadas o estampadas, chavetas y piezas expuestas al desgaste por fricción.
Estado de entrega: Natural o calibrado.
Dureza en estado de entrega: natural 70 kg/mm^2.
Medias disponibles:
Redondos:
Calibrado ISA h-11:1/4" – 7"
Acabado natural negro 7" – 15.1/2" Cuadrados: 10" – 12"

Universidad Metropolitana
81
Apéndice B: Velocidades de corte en metros minutos.
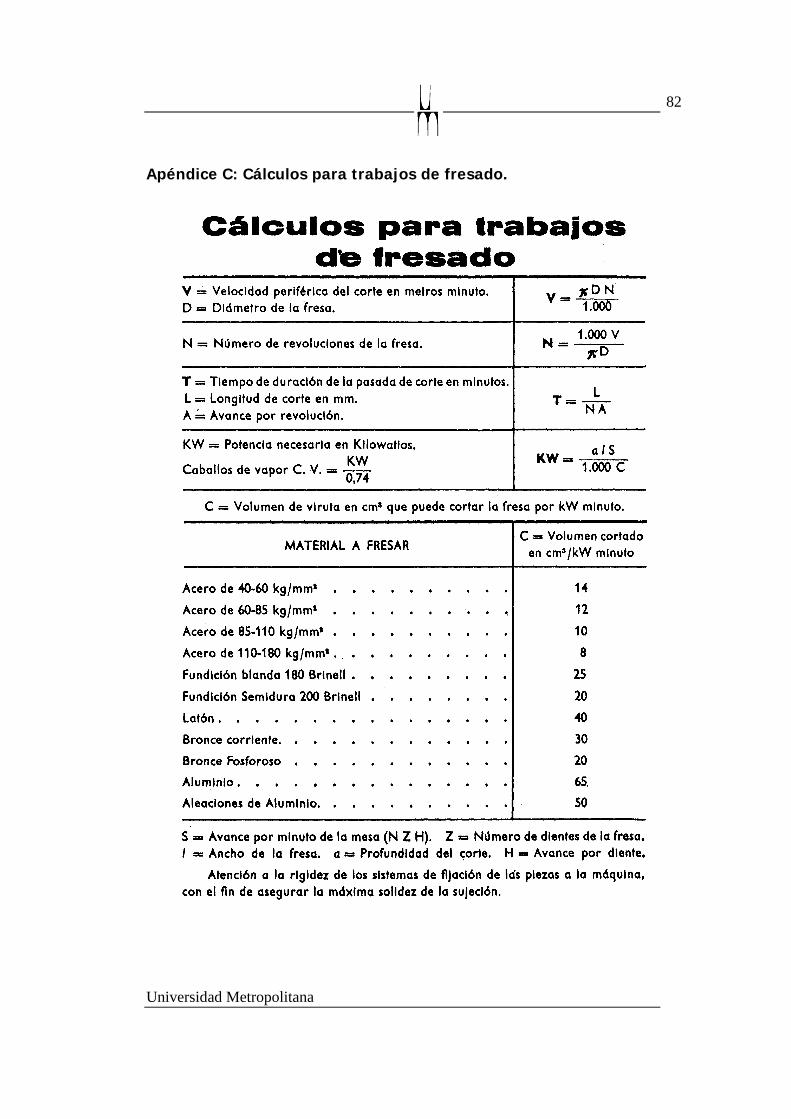
Universidad Metropolitana
82
Apéndice C: Cálculos para trabajos de fresado.

Universidad Metropolitana
83
Apéndice D: Número de revoluciones en función de velocidad y
diámetros.

Universidad Metropolitana
84
Apéndice E: Avances para trabajar diversos materiales
.

Universidad Metropolitana
85
Apéndice F: Tabla de funciones G empleadas en el CNC.

Universidad Metropolitana
86