
DIVISIÓN DE CIENCIAS FORESTALES · DIVISIÓN DE CIENCIAS FORESTALES Programa académico de...
100
DIVISIÓN DE CIENCIAS FORESTALES Programa académico de INGENIERO FORESTAL INDUSTRIAL “Modificación térmica y evaluación de las propiedades mecánicas y resistencia biológica de la madera de Hevea brasiliensis” TESIS PROFESIONAL Que como requisito parcial para obtener el título de: INGENIERO FORESTAL INDUSTRIAL presenta: LESLY ANDREA ORTEGA SANTILLÁN Chapingo, Texcoco, Estado de México Noviembre de 2011
Transcript of DIVISIÓN DE CIENCIAS FORESTALES · DIVISIÓN DE CIENCIAS FORESTALES Programa académico de...
DIVISIÓN DE CIENCIAS FORESTALES
Programa académico de
INGENIERO FORESTAL INDUSTRIAL
“Modificación térmica y evaluación de las
propiedades mecánicas y resistencia biológica
de la madera de Hevea brasiliensis”
TESIS PROFESIONAL
Que como requisito parcial para obtener el título de:
INGENIERO FORESTAL INDUSTRIAL
presenta:
LESLY ANDREA ORTEGA SANTILLÁN
Chapingo, Texcoco, Estado de México Noviembre de 2011

ii
JURADO EXAMINADOR
Esta tesis, titulada ―Modificación térmica y evaluación de las propiedades
mecánicas y resistencia biológica de la madera de Hevea brasiliensis‖ fue
realizada por Lesly Andrea Ortega Santillán, y dirigida por el Dr. Marcos Miguel
González-Peña. Ha sido revisada y aprobada por el siguiente comité revisor y
jurado examinador:
PRESIDENTE Dr. Marcos Miguel González Peña
SECRETARIO Dra. Amparo Máxima Borja De la Rosa
VOCAL Ing. Gonzalo de Jesús Novelo González
SUPLENTE M. C. Mario Fuentes Salinas
SUPLENTE M. C. Alejandro Corona Ambriz
Texcoco, Estado de México, noviembre de 2011

iii
RECONOCIMIENTOS
Al Dr. Marcos Miguel González Peña, por su participación directa en el análisis
estadístico, y la modelación de las propiedades físicas a partir de los cambios de
color de la madera.

iv
AGRADECIMIENTOS
A mi Alma máter, la Universidad Autónoma Chapingo, por cobijarme durante siete
años y brindarme la oportunidad de estudiar una carrera profesional.
Al Dr. Marcos Miguel González-Peña por aportar los recursos económicos y
logísticos para realizar este trabajo, y a su apreciable familia por la beca otorgada
a la autora para la ejecución de esta tesis. Por el tiempo dedicado a la dirección,
revisión, sugerencias, y correcciones, y porque sin su apoyo no hubiera sido
posible la culminación del presente trabajo.
Al Ing. Gonzalo de Jesús Novelo González por el tiempo dedicado a la puesta en
marcha de la máquina universal y la ejecución de las pruebas mecánicas, por las
sugerencias, y por el incondicional apoyo y el sincero afecto del que fui objeto.
A la Dra. Amparo Borja de la Rosa por brindarme la confianza y las facilidades
para realizar el trabajo experimental en el Laboratorio de Anatomía de la Madera
de la DICIFO, y por su apoyo y asesoría para la realización del presente trabajo.
Al. Ing. Gustavo del Rivero, por la donación del árbol de Hevea para obtener el
material experimental de esta tesis, así como su apoyo en el derribo y arrime de
dicho material. Igualmente, agradezco las facilidades prestadas por el Aserradero
del Ejido San Jerónimo, Texcoco, Estado de México, para el aserrío de las trozas.
Al M.C. Mario Fuentes Salinas por la dirección del aserrío de las trozas y la
preparación de las probetas, y por sus observaciones y sugerencias.
Al Dr. José Amador Honorato Salazar por las facilidades brindadas para la
utilización del espectrocolorímetro de mesa del INIFAP Campus ―San Martinito‖, y
al Dr. David Cibrián Tovar por permitirme realizar las pruebas de biodegradación
en los Laboratorios de Patología Forestal y Biotecnología de la DICIFO.
Al personal del Laboratorio de Anatomía de la Madera y del Área de Plantas Piloto
de la DICIFO, por su colaboración, compañía y amistad.

v
DEDICATORIA
A la memoria de mi hermano Pedro Ortega. Por las innumerables peleas infantiles de las
que fuimos partícipes, por las tardes de divertidas pláticas, planes y sueños, por las largas
noches compartiendo tristezas y lágrimas; por la sincera promesa que nos hicimos de
cuidar siempre el uno del otro. Solo Dios y tú, que ahora estás a su lado, saben lo mucho
que te extraño y la falta que me haces. Tu cariño y tu recuerdo son lo que me hacen
esforzarme día a día por ser una mejor persona, de la que puedas estar orgulloso.
A mi padre, Félix Ortega. Para toda persona existe un modelo a seguir y para mi tú eres
la personificación de la entrega hacia el trabajo, de la honestidad y del sacrificio. Porque
todo lo bueno que hay en mí lo obtuve de ti.
A Ángeles Ortega. Gracias por cada segundo de tu vida invertido en la mía. Por apoyarme
y estar a mi lado incondicionalmente. Porque la mayoría de las veces dejaste tus
necesidades a un lado para satisfacer las de la familia. Eres la mujer más fuerte, valiente y
entregada que he conocido.
A Raquel Santillán. Porque mi vida no sería lo mismo sin ti, sin tus cuidados, tus consejos
y sin tu cariño. Gracias por ser mi cómplice, por reír y llorar conmigo, por defenderme y
amarme como solo tú sabes hacerlo.
A mi hermana, Ximena. Mi niña, todo lo que hago siempre lo hago pensando en ti, en tu
futuro y en tu formación. Quiero que te sientas orgullosa de mí tanto como yo lo estoy de ti.
Axel: Porque contigo inició una nueva etapa en mi vida, llena de alegría y sueños.
Gracias por no rendirte y esperar paciente esa clandestina toma de manos, por tu
comprensión, tu apoyo, tu cariño y por cada uno de los momentos que has estado a mi
lado. Por las metas que juntos hemos fijado.

vi
CONTENIDO
JURADO EXAMINADOR.......................................................................................... ii
RECONOCIMIENTOS ............................................................................................. iii
AGRADECIMIENTOS ............................................................................................. iv
DEDICATORIA ........................................................................................................ v
CONTENIDO ........................................................................................................... vi
INDICE DE CUADROS ......................................................................................... viii
INDICE DE FIGURAS ............................................................................................. x
RESUMEN ............................................................................................................. xii
1. INTRODUCCIÓN .......................................................................................... 1
2. OBJETIVOS ................................................................................................. 3
2.1. Objetivo general ...................................................................................... 3
2.2. Objetivos específicos .............................................................................. 3
3. REVISIÓN DE LITERATURA ....................................................................... 4
3.1. La modificación térmica .......................................................................... 4
3.2. Desarrollo de procesos de la modificación térmica ................................. 5
3.3. Propiedades de la madera modificada térmicamente ............................. 7
3.3.1. Resistencia contra hongos e insectos .............................................. 7
3.3.2. Sorción y estabilidad dimensional .................................................... 9
3.3.3. Propiedades mecánicas ................................................................. 10
3.3.4. Elaboración de la madera modificada térmicamente ...................... 13
3.4. Descripción de la especie estudiada ..................................................... 14
3.4.1. Clasificación taxonómica y distribución .......................................... 14
3.4.2. Requerimientos para su cultivo ...................................................... 15
3.4.3. Productividad maderable del hule .................................................. 16
3.4.4. Características anatómicas de la madera ...................................... 17
3.4.5. Resistencia natural y biodeterioro de la madera de hule ................ 18
3.4.6. Susceptibilidad al azulado y al moho ............................................. 19
3.4.7. Susceptibilidad al ataque de insectos y termitas ............................ 20
3.5. Propiedades físico-mecánicas de la madera de hule ............................ 20
4. MATERIALES Y MÉTODOS ...................................................................... 22
4.1. Muestreo y preparación del material ..................................................... 22
4.2. Fabricación del baño de aceite ............................................................. 24

vii
4.3. Modificación térmica ............................................................................. 25
4.4. Estabilidad dimensional ........................................................................ 26
4.5. Pruebas mecánicas .............................................................................. 27
4.6. Resistencia a la biodegradación ........................................................... 31
4.7. Cambios de color .................................................................................. 36
4.8. Análisis de los datos ............................................................................. 37
5. RESULTADOS Y DISCUSIÓN ................................................................... 38
5.1. Pérdida de masa ................................................................................... 38
5.2. Estabilidad dimensional ........................................................................ 39
5.3. Compresión perpendicular al eje .......................................................... 41
5.4. Dureza Janka ........................................................................................ 44
5.5. Flexión estática en tres puntos ............................................................. 47
5.5.1. Módulo de elasticidad en la prueba de flexión ................................ 47
5.5.2. Esfuerzo de flexión a la ruptura ...................................................... 50
5.5.3. Esfuerzo de flexión a la carga máxima ........................................... 54
5.5.4. Esfuerzo de flexión al límite de proporcionalidad ........................... 55
5.5.5. Trabajo a la carga máxima y al límite de proporcionalidad ............. 56
5.6. Resistencia a la biodegradación ........................................................... 58
5.6.1. Resistencia a la biodegradación por Coniophora puteana ............. 58
5.6.2. Resistencia a la biodegradación por Coriolus versicolor ................ 62
5.7. Cambio de color .................................................................................... 65
5.8. Modelación de las propiedades físicas ................................................. 71
5.9. Resumen de las propiedades estudiadas ............................................. 77
6. CONCLUSIONES ....................................................................................... 79
7. RECOMENDACIONES ............................................................................... 81
8. LITERATURA CITADA ............................................................................... 82
9. ANEXOS ..................................................................................................... 85
9.1. Anexo 1. Análisis de varianza de las propiedades estudiadas .............. 85
9.2. Anexo 2. Clases de durabilidad de acuerdo al BS EN 350-1 (1994) ..... 88

viii
INDICE DE CUADROS
Cuadro 1. Clase de resistencia de acuerdo a la norma europea BS EN 350-1 (1994) y clase de durabilidad de acuerdo a la norma europea ENV 807 para cuatro especies de madera modificada térmicamente. Especies para controles: albura de pino escocés para coníferas, haya para latifoliadas. Con datos de Scheiding et al. (2005) ................................................................................ 9
Cuadro 2. MOR de una prueba de flexión en madera modificada térmicamente de álamo y curupixa (con datos de Mouras et al. 2002). .................. 12
Cuadro 3. Pruebas mecánicas realizadas en la madera modificada térmicamente ........................................................................................................... 28
Cuadro 4. Datos de las probetas impregnadas mediante el proceso de vacío-presión con sal CCA ................................................................................................ 33
Cuadro 5. Arreglo general para las pruebas de biodegradación de la madera modificada térmicamente ........................................................................................ 36
Cuadro 6. Medias para los grupos en los subconjuntos homogéneos de pérdida de masa en los tres tratamientos ............................................................... 39
Cuadro 7. Medias para los grupos en los subconjuntos homogéneos de módulo de elasticidad en compresión perpendicular al eje en los tres tratamientos ............................................................................................................. 43
Cuadro 8. Medias para los grupos en los subconjuntos homogéneos de dureza Janka ........................................................................................................... 46
Cuadro 9. Medias para los grupos en los subconjuntos homogéneos de modulo de elasticidad en la prueba de flexión......................................................... 48
Cuadro 10. Medias para los grupos en los subconjuntos homogéneos de esfuerzo de flexión a la ruptura en la prueba de flexión .......................................... 51
Cuadro 11. Medias para los grupos en los subconjuntos homogéneos del Esfuerzo a la carga máxima .................................................................................... 55
Cuadro 12. Medias para los grupos en los subconjuntos homogéneos del esfuerzo al límite de proporcionalidad. .................................................................... 56
Cuadro 13. Medias para los grupos en los subconjuntos homogéneos del trabajo a la carga máxima. ...................................................................................... 57
Cuadro 14. Medias para los grupos en los subconjuntos homogéneos del trabajo al límite de proporcionalidad. ....................................................................... 57
Cuadro 15. Medias para los grupos en los subconjuntos homogéneos de pérdida de peso por ataque de Coniophora puteana .............................................. 61

ix
Cuadro 16. Clase de durabilidad para la madera modificada térmicamente o tratada con CCA en pruebas contra la pudrición café. ............................................ 61
Cuadro 17. Medias para los grupos en los subconjuntos homogéneos de pérdida de peso por ataque de Coriolus versicolor ................................................. 64
Cuadro 18. Clase de durabilidad para la madera modificada térmicamente o tratada con CCA en pruebas contra la pudrición blanca (indicativa) ....................... 65
Cuadro 19. Medias para los grupos en los subconjuntos homogéneos de Δa* ...... 69
Cuadro 20. Medias para los grupos en los subconjuntos homogéneos de Δb* ...... 69
Cuadro 21. Medias para los grupos en los subconjuntos homogéneos de ΔL* ...... 70
Cuadro 22. Medias para los grupos en los subconjuntos homogéneos de ΔE* ...... 71
Cuadro 23. Correlación de Pearson de los parámetros de cambio de color y las propiedades físicas estudiadas en el presente trabajo ...................................... 72
Cuadro 24. Modelos de regresión múltiple para predecir las propiedades estudiadas a partir de los parámetros del cambio de color en la madera modificada ............................................................................................................... 73
Cuadro 25. Modelos de regresión de los mínimos cuadrados parciales para predecir las propiedades estudiadas a partir del espectro en el visible de los especímenes ........................................................................................................... 75
Cuadro 26. Resumen tabular de los ANDEVAS de las propiedades estudiadas ............................................................................................................... 78

x
INDICE DE FIGURAS
Figura 1. Ventanas y lambrines exteriores elaborados con madera modificada térmicamente (Foto: Thermowood Association). ................................... 13
Figura 2. Aplicaciones de madera modificada térmicamente: terrazas y pisos (Foto: Thermowood Association) ............................................................................. 14
Figura 3. A) Plantación de Hevea brasiliensis; B) Extracción del látex ................... 16
Figura 4. Esquema general del trabajo experimental del presente trabajo ............. 22
Figura 5. Esquema del baño de aceite fabricado para la modificación térmica ....... 24
Figura 6. Soportes laterales para realizar el ensayo de flexión en tres puntos ....... 28
Figura 7. Soportes laterales para realizar el ensayo de flexión en tres puntos montados en la barra de prueba ............................................................................. 29
Figura 8. Apoyo para el extensómetro utilizado también en el ensayo de flexión ...................................................................................................................... 29
Figura 9. Ensayo de flexión en tres puntos, mostrando el aditamento fabricado como soporte del extensómetro .............................................................. 30
Figura 10. Barra de apoyo para el ensayo de compresión perpendicular a la fibra ......................................................................................................................... 30
Figura 11. Contenedor de probetas para el ensayo de dureza Janka ..................... 31
Figura 12. Pérdida de masa de la madera debido al tratamiento térmico. Los rangos representan ± 1 desviación estándar (n = 40 por tratamiento) .................... 38
Figura 13. Eficiencia antiexpansión de la madera modificada térmicamente (n = 34 TB, 35 TA) ....................................................................................................... 40
Figura 14. Resistencia a la compresión perpendicular el eje y módulo de elasticidad en la madera modificada térmicamente (n = 20 por tratamiento) .......... 42
Figura 15. Dureza Janka de la madera modificada térmicamente (n = 40 por tratamiento, promedio de la dureza en las dos direcciones) ................................... 45
Figura 16. Dureza Janka en cada una de las dos direcciones de las probetas de madera modificada térmicamente (n = 20 por dirección, 40 por tratamiento) ............................................................................................................. 46
Figura 17. Módulo de elasticidad en la prueba de flexión en 3 puntos (n = 20 por tratamiento) ....................................................................................................... 47

xi
Figura 18. Esfuerzo de flexión a la ruptura, a la carga máxima y al límite de proporcionalidad en la prueba de flexión en 3 puntos (n = 20 por tratamiento) ....... 51
Figura 19. Gráfica de la carga-deformación en la prueba de flexión en tres puntos en madera de hule. De izquierda a derecha: tratamiento control, tratamiento térmico bajo, tratamiento térmico alto ................................................... 54
Figura 20. Trabajo a la carga máxima y Trabajo al límite de proporcionalidad en la prueba de resistencia a la flexión en 3 puntos (n = 20 por tratamiento). ........ 56
Figura 21. Plato con cultivo del hongo de la pudrición café en madera de hule ......................................................................................................................... 59
Figura 22. Pérdida de peso ante C. puteana (columnas) y Contenido de humedad (líneas) en la madera modificada, tratada con CCA y control ................. 60
Figura 23. Plato con cultivo del hongo de la pudrición blanca en madera de hule ......................................................................................................................... 62
Figura 24. Pérdida de peso ante C. versicolor (columnas) y Contenido de humedad (líneas) en la madera modificada, tratada con CCA y control ................. 64
Figura 25. Espacio de color CIEL*a*b* .................................................................... 66
Figura 26. Cambio de color en la madera modificada térmicamente. De izquierda a derecha: Control sin modificar, tratamiento bajo, tratamiento alto ........ 67
Figura 27. Medias de los valores sobre la coordenada L* en los tres tratamientos después de la modificación ................................................................ 68
Figura 28. Medias de los valores sobre la coordenada a* y b* en la madera modificada y los controles después de la modificación ........................................... 69
Figura 29. Medias de los valores de cambio de color ΔE* en los tres tratamientos después de la modificación ................................................................ 70
Figura 30. Espectros en el visible, después de la modificación térmica. A) Los espectros de todos los especímenes. B) El espectro promedio de los especímenes en cada uno de los tres tratamientos (n = 40 por tratamiento) .......... 74
Figura 31. Gráficas de los modelos de calibración mediante regresión de los mínimos cuadrados parciales del espectro visible. A) Esfuerzo de flexión a la ruptura en la prueba de flexión en tres puntos. B) Pérdida de peso causada por C. puteana ......................................................................................................... 76

xii
RESUMEN
La madera está sujeta a diversos agentes de biodegradación, lo que es indeseable
cuando la madera se encuentra en servicio. Por lo anterior, su preservación se vuelve
necesaria para varias aplicaciones, y el tratamiento térmico de la madera es una
alternativa a la preservación química de la madera. En tal virtud, el objetivo del presente
trabajo fue modificar térmicamente la madera de Hevea brasiliensis (hule) en dos niveles
de tratamiento (tratamiento alto, TA, y tratamiento bajo, TB) y caracterizar físicamente el
material resultante. Como resultado de la modificación térmica, se registró un pérdida de
masa del 7.0% para el TB, y del 14.0% para el TA. Se determinó una eficiencia
antiexpansión del 5.6% en el TB, y de 17.8% en el TA, la que es baja comparada con la
madera modificada de otras especies. No se encontró un efecto negativo en la prueba de
compresión perpendicular al eje, tanto en la resistencia como en el modulo de elasticidad
(MOE). En la dureza Janka hubo una reducción significativa, al ir de 5,147 N en la madera
sin modificar (TC), a 4,627 N (-10%) en el TB, y a 4,101 N (-20%) en el TA, pero sin que el
material cambiara de categoría de dureza (Media en todos los casos). En la prueba de
flexión, el MOE sólo se redujo significativamente en el TA (10.1 GPa, comparado con 11.3
GPa en el TC), pero no varió la categoría del MOE (Media en todos los casos). El
esfuerzo de flexión a la ruptura se redujo significativamente, de 89.7 MPa en el TC, a 67.7
MPa (-25%) en el TB, y a 40.3 MPa (-55%) en el TA, lo que propició que el material
cambiara de categoría de Media (TC y TB), a Baja (TA). La reducción más marcada fue
en el trabajo a la carga máxima, donde el material modificado perdió el 66% (TB) y el 87%
(TA) de resiliencia con respecto al control. Sin embargo, los valores de la resistencia a la
flexión y del trabajo al límite de proporcionalidad no se redujeron significativamente. Las
pruebas de biodegradación mostraron un incremento en la resistencia a la pudrición
causada por basidiomicetos. La biodegradación causada por Coniophora puteana
(pudrición café) fue significativamente menor en la madera modificada, tanto en el TB
como en el TA; más aún, la resistencia de la madera modificada en el TA no fue diferente
a la de la madera impregnada con 15.2 kg m-3 de sales CCA. La resistencia a la
biodegradación por Coriolus versicolor (pudrición blanca) sólo se incrementó
significativamente en la madera tratada en el TA. En conclusión, la modificación térmica
de la madera de Hevea brasiliensis incrementó su resistencia a la biodegradación y
mejoró su estabilidad dimensional. Lo anterior, a expensas de la reducción en algunas
propiedades mecánicas, pero a niveles que todavía es factible utilizar el material en
aplicaciones no estructurales donde se requiera una resistencia moderada contra la
biodegradación (Nivel de Riesgo 1 a 3). La madera se oscureció con el tratamiento, y se
encontró que los cambios de color pueden usarse para estimar las propiedades del
material de manera no destructiva, excepto por la eficiencia antiexpansión.
Palabras clave: basidiomicetos, biodegradación, color, estabilidad dimensional,
modificación química, propiedades mecánicas, quimiometría

1
1. INTRODUCCIÓN
La madera es uno de los materiales más importantes y versátiles que existen en la
naturaleza, por poseer una amplia gama de propiedades que otros materiales no
reúnen simultáneamente, como son su capacidad de aislamiento térmico y
eléctrico, propiedades acústicas valiosas, una excepcional facilidad para ser
trabajada, una elasticidad mecánica notable, así como alta resistencia mecánica al
impacto, a la flexión, a la compresión y a la abrasión (Espinoza 2002).
Numerosos trabajos sobre la evaluación del ciclo de vida de los materiales han
demostrado los beneficios que supone el uso de la madera en la construcción (Hill
2009). Las reconocidas ventajas del uso de la madera se contraponen con
algunas de sus propiedades inherentes, que para algunas aplicaciones son
potencialmente desventajosas. Entre éstas destacan su inestabilidad dimensional
y su baja durabilidad contra agentes de deterioro biológico. Aunque es posible
minimizar estas desventajas mediante un diseño adecuado, siguen gravitando en
contra de la madera para su uso más generalizado como material de construcción.
La durabilidad biológica es un aspecto que ha recibido mucha atención, más para
aquellas aplicaciones donde la madera está en contacto con el suelo o en otros
escenarios de riesgo alto de biodegradación. La degradación microbiana de la
madera ha sido prevenida exitosamente con biocidas muy efectivos como las
sales CCA. Sin embargo, la inquietud sobre el efecto en el medio ambiente
durante la vida útil de la madera tratada y al final de ésta para su disposición final,
ha resultado en la sustracción del mercado del CCA y otros productos similares en
el mundo industrializado, y éstos han sido remplazados con alternativas que no
poseen el mismo espectro amplio de efectividad (Hill 2009).
La modificación de la madera es un proceso cuya finalidad es mejorar las
propiedades de la madera, produciendo un material cuya disposición final al
término de su ciclo de vida no represente una amenaza al medio ambiente mayor
que la que representaría la madera no tratada (Hill 2006).

2
Existen numerosos reportes en la literatura científica donde se describen los
procesos y las propiedades resultantes del material modificado (cf. Hill 2006, Militz
2008, Esteves y Pereira 2009, Bluth 2010), pero existe poca información sobre su
desempeño cuando la materia prima se abastece con maderas tropicales de baja
durabilidad natural como es el caso de la madera de hule (Hevea brasiliensis Müll.
Arg.). Por ello, este trabajo se propone examinar la factibilidad técnica a nivel de
laboratorio, de realizar la modificación térmica de la madera de hule. Dicha
evaluación comprende la modificación térmica del material, la subsiguiente
caracterización mecánica de la madera modificada, y la evaluación de la
resistencia a la biodegradación causada por basidiomicetos. También se incluye el
análisis de los cambios de color en la madera modificada térmicamente (MMT).

3
2. OBJETIVOS
2.1. Objetivo general
Aplicar dos tratamientos de modificación térmica a la madera de hule (Hevea
brasiliensis) y evaluar su efecto sobre el comportamiento de algunas de sus
características físicas.
2.2. Objetivos específicos
Diseñar y validar un equipo de baño de aceite de alta temperatura y un
reactor para realizar la modificación térmica de la madera de hule a dos
niveles de tratamiento (alto y bajo);
Determinar el efecto de la modificación térmica de la madera de hule sobre
su estabilidad dimensional;
Evaluar el efecto de la modificación térmica de la madera de hule sobre su
resistencia, elasticidad, y capacidad energética en ensayos de flexión en
tres puntos y compresión perpendicular a la fibra, y sobre su dureza Janka
Evaluar el efecto de la modificación térmica de la madera de hule sobre su
resistencia a la pudrición en cultivos puros de hongos basidiomicetos;
Cuantificar los cambios de color en la madera de hule como resultado de la
modificación térmica; y
Analizar la factibilidad de predecir las propiedades mecánicas de la madera
de hule modificada térmicamente a partir de los cambios de color del
material

4
3. REVISIÓN DE LITERATURA
3.1. La modificación térmica
El tratamiento de la madera para prevenir su biodegradación es de una creciente
preocupación, debido a la percepción pública y de la comunidad científica del
impacto que tienen las sustancias preservadoras en la salud humana y en el
medio ambiente (González-Peña 2008).
Una forma de mejorar la resistencia a la biodegradación de la madera y su
respuesta en su interacción con la humedad ambiental es mediante la
modificación de la madera. Esto puede lograrse de varias formas, en particular
mediante el cambio de la naturaleza química del sustrato maderable. Hill (2006) ha
enlistado los requerimientos más esenciales para desarrollar métodos menos
agresivos ambientalmente para la modificación de la madera:
La madera modificada no debe de exhibir toxicidad en servicio;
La madera modificada no debe liberar materiales tóxicos al final de su vida
útil (e.g. si se le incinera); y
Si se busca la resistencia biológica, el modo de protección de la madera no
debe ser tóxico (no venenoso).
La modificación de la madera mediante un procesamiento térmico satisface
ampliamente estos requerimientos. De acuerdo a la definición aceptada por el
comité europeo recientemente instalado CEN/TC 175/WG3/TG6 que está
preparando un documento preliminar para instalar una norma europea para la
modificación térmica de la madera, la madera modificada es la sustancia que ha
sufrido un tratamiento mediante el que la composición del material de la pared
celular ha sido cambiado a nivel molecular, de tal forma que, dependiendo de la
tecnología aplicada, las propiedades de la madera como la durabilidad y
estabilidad dimensional, han sido mejoradas (Homan y Tjeerdsma 2005).
La aplicación del calor para modificar las propiedades de la madera no es una
técnica nueva. Desde 1920, Tiemann demostró en el laboratorio que al secar la

5
madera a altas temperaturas, se disminuía el CH en equilibrio, y
consecuentemente los cambios dimensionales ante variaciones en las condiciones
ambientales de humedad relativa. Diversos estudios se llevaron a cabo a lo largo
del siglo XX en Alemania primero por Kollmann, y después por otros
investigadores como Burmester, Rusche y Giebeler, y también en los Estados
Unidos, principalmente Stamm y Seborg, todos ellos con resultados prometedores,
pero sin que hubiera interés para desplegar comercialmente cualquiera de las
tecnologías desarrolladas (Hill 2006). Más recientemente el interés en la
modificación de la madera se ha renovado, debido a la reducción global de fuentes
de madera naturalmente durable, al incremento en la demanda de productos de
construcción ambientalmente sostenibles y, principalmente, debido a la creciente
introducción de regulaciones restrictivas sobre el uso de biocidas y otras
sustancias ecotóxicas o de reconocida toxicidad en mamíferos para la
preservación de la madera (Ídem).
Los primeros intentos para usar el conocimiento científico de Stamm y
colaboradores y Burmester para desarrollar un proceso comercial de modificación
térmica de la madera para especies de Europa central fueron realizados por
Giebeler en Alemania (Militz 2008). De forma más o menos independiente, se
desarrollaron varios procesos y fueron llevados del laboratorio a la producción a
nivel comercial. Todos estos procesos tienen en común el tratamiento a
temperaturas más elevadas (160 a 240°C) de las que normalmente se usan para
el secado de la madera (50 a 120°C). La principal diferencia entre los procesos
son las condiciones del procesamiento y la tecnología del tratamiento. Los
parámetros clave para producir madera con buena resistencia a la biodegradación
y con buenas propiedades físicas son utilizar la temperatura adecuada, un control
del contenido de humedad inicial del material y minimizar la exposición al oxígeno
(Ídem).
3.2. Desarrollo de procesos de la modificación térmica
De acuerdo con Militz (2008), algunos de los procesos desarrollados son:
6
Proceso PLATO (PLATO BV, Holanda)
El proceso PLATO involucra tres pasos en el tratamiento y combina una etapa de
hidrotermólisis y otra de secado para el ―curado‖. El tiempo de proceso depende
de la especie maderable, del espesor y la forma del material, y de la permeabilidad
de la especie, y utiliza una etapa de hidrotermólisis (que consiste de 1 a 2 h a 160-
190°C), seguido de una etapa intermedia de secado (3-5 días) y una etapa final de
curado (8-12 h a 170-190°C). En algunos casos se necesita una etapa de
acondicionamiento (2-3 días). El medio de calentamiento es vapor o aire caliente.
Proceso Retification (NOW, New Option Wood, Francia)
Este es un proceso de un solo paso que empieza con madera relativamente seca
(ca. 12% de contenido de humedad). El material se calienta en condiciones de
poco oxígeno (< 2% de oxigeno) a 200 – 240°C. Se utiliza una atmósfera de
nitrógeno para minimizar la cantidad de oxígeno presente. La duración total del
proceso depende de las dimensiones de la madera y de la especie, y es
aproximadamente de 9 a 12 h. Hay diversos puntos de producción en Francia; la
fuente de energía usualmente es la electricidad.
Proceso OHT (Oil-heat treatment, Menz Holz, Alemania)
La principal característica del proceso OHT es el uso de aceite de linaza como el
medio de secado y para mejorar el flujo de calor hacia la madera. Al mismo
tiempo, el nivel de oxígeno en el reactor es bajo debido a la presencia del aceite.
Se puede utilizar madera recién aserrada o seca. El proceso se lleva a cabo a
180-220°C por 2 a 4 h en un vaso de procesamiento cerrado con vacío y presión.
Se requiere tiempo adicional para el calentamiento y el enfriamiento, y estos
tiempos dependen de las dimensiones de la madera. Los tiempos típicos de
procesamiento para un ciclo completo de tratamiento (incluyendo el calentamiento
y enfriado), para piezas con una sección transversal de 100 mm x 100 mm y
longitud de 4 m es de 18 h.
7
Proceso ThermoWood (Stora, Finnforest, Finlandia)
Un proceso de modificación térmica a escala industrial se ha desarrollado en
Finlandia, bajo el nombre comercial de ThermoWood. Hoy en día, el proceso se ha
licenciado a los miembros de la Asociación Finlandesa ThermoWood. El proceso
ThermoWood consiste en tres etapas. En la primera etapa, la madera se seca en
una estufa de secado de alta temperatura. La temperatura se incrementa
gradualmente hasta los 130°C, y en este lapso se lleva a cabo el secado a alta
temperatura. En la segunda etapa, la temperatura se incrementa hasta 185 –
230°C. La temperatura se mantiene allí por 2 a 3 h, dependiendo de la aplicación
final del material. La tercera etapa es la del enfriamiento y acondicionamiento.
Esta etapa final reduce la temperatura usando un sistema de aspersores de agua,
y cuando la temperatura llega a 80-90°C, la madera se rehumedece y acondiciona
para llevarla a un contenido de humedad de entre 4 y 6%. La temperatura interna
de la madera se utiliza para regular el incremento de temperatura en la estufa. La
madera utilizada puede ser recién aserrada o secada en estufa.
Tratamiento Stellac (Finlandia)
El tratamiento Stellac es similar al tratamiento ThermoWood, y se corre en
condiciones ambientales. El proceso se lleva a cabo en una estufa de secado de
acero inoxidable hermética. Durante el primer paso, la temperatura se incrementa
hasta los 100°C, y le sigue una fase de acondicionamiento. El tratamiento térmico
en sí toma lugar a temperaturas de hasta 250 °C por varias horas. El tiempo total
del proceso es de cerca de 24 h.
3.3. Propiedades de la madera modificada térmicamente
3.3.1. Resistencia contra hongos e insectos
Se han demostrado en múltiples experimentos que la durabilidad de la madera
contra los hongos xilófagos se puede mejorar considerablemente mediante la
modificación térmica de la madera (Militz 2008). La eficacia depende nuevamente

8
de la especie en cuestión y de las condiciones de tratamiento. La durabilidad de la
albura de algunas coníferas consideradas como no durables, como abeto noruego
(Picea abies), pino escocés (Pinus sylvestris) y pino marítimo (P. pinaster) se
puede incrementar, y el incremento en la durabilidad depende de la temperatura y
tiempo del tratamiento (Militz 2008).
Militz y Krause (2004) y Ewert y Scheiding (2005) (citados por Militz 2008)
probaron la madera de haya (Fagus sylvatica) y albura de pino (P. sylvestris)
proveniente de varios procesos diferentes de modificación térmica, en su
resistencia contra la pudrición causada por los hongos de la pudrición suave y
contra basidiomicetos. La durabilidad natural de ambas especies (Clase 5, No
resistente) se mejoró significativamente; sin embargo, la durabilidad varió.
Dependiendo del proceso y del hongo ensayado, ambas especies pasaron a
clasificarse como Muy durable o Durable (Clase 1-2), mientras que en otros casos
sólo mostraron una pequeña mejora (Clase 3-4, Moderadamente durable o Poco
durable). De igual forma, la resistencia contra la pudrición café fue menor que la
resistencia contra la mayoría de los basidiomicetos. Como lo mostró antes
Tjeerdsma et al. (2000, citado por Militz 2008), se requiere de una temperatura de
tratamiento de al menos 180°C a 200°C para mejorar la resistencia a la pudrición
de la madera de tal forma que se clasifique en una Clase de durabilidad 1 o 2.
Welzbacher y Rapp (2002, citados por Militz 2008) muestrearon material de
diferentes lotes de 4 procesos comerciales diferentes en pino (Pinus sylvestris) y
abeto (Picea abies). Para la mayoría del material, se obtuvo un incremento en
durabilidad a la Clase 3.
Uno de los estudios sobre la biodegradación de la MMT más amplio realizado
hasta la fecha fue en trece variantes de MMT de nueve productores europeos,
incluyendo 4 especies, utilizadas en juegos infantiles. El estudio demostró una
mejora significativa en las cuatro especies cuando el material se sometió a
pruebas con cultivos puros y pruebas de campo (Cuadro 2) (Scheiding et al.
2005). Se determinó además que la madera modificada, aunque todavía
presentaba el crecimiento de mohos, mejoró sustancialmente su calificación visual

9
de las superficies. La investigación al microscopio mostró que el micelio no creció
tan profundamente en la madera modificada como lo hizo en los controles sin
modificar. Las pruebas cementerio en el campo de acuerdo a la norma europea
EN 252 todavía estaban en progreso en 2005, pero después de 12 meses de
exposición, no se había registrado el ataque por hongos xilófagos en ninguno de
los especímenes (calificación de destrucción = 0).
Cuadro 1. Clase de resistencia de acuerdo a la norma europea BS EN 350-1 (1994) y clase de durabilidad de acuerdo a la norma europea ENV 807 para cuatro especies de madera modificada térmicamente. Especies para controles: albura de pino escocés para coníferas, haya para latifoliadas. Con datos de Scheiding et al. (2005)
3.3.2. Sorción y estabilidad dimensional
En un programa de investigación de la industria de ventanas en Alemania, se
estudiaron y compararon las propiedades físicas de la madera de diversos
procesos comerciales de modificación térmica de la madera. Todos los procesos
evaluados disminuyeron el contenido de humedad en equilibrio en el rango de
humedad relativa examinado, así como la expansión volumétrica. A una humedad
relativa más alta, la expansión volumétrica se redujo a aproximadamente 50% a
60% de sus valores originales. La absorción de agua en estado líquido no sufrió
cambios considerables debido al tratamiento térmico (Militz 2008).
Conipohora
puteana
Gloeophyllum
trabeum
Poria
placenta
Trametes
versicolor
MMT pino escocés 1 - 2 1 - 2 2 - 4 NP 3
MMT abeto noruego 1 - 2 1 - 2 2 - 4 NP 3
MMT haya 1 1 NP 1 - 2 1
MMT fresno 1-2 1 - 2 NP 1 1 - 3
Abeto noruego sin tratar 5 5 5 NP 4
Fresno sin tratar 3 2 NP 4 4aLa calificación de muestras individuales varió, de allí que aparezcan rangos
Abreviaciones: MMT = madera modificada térmicamente; NP = combinación no probada
Clase de durabilidad de acuerdo a EN 350-1
y EN 113 (sin lixiviar)a
Especie
Clase de
durabilidad de
acuerdo a ENV
807 (pudrición
blanda)a,b
bLa clasificación contra la pudrición suave se basa en aquel periodo en el que los controles (haya y albura
de pino escocés) muestran una pérdida de peso de 20%; 16 semanas para haya, 32 semanas para pino

10
3.3.3. Propiedades mecánicas
A menudo, los resultados de las pruebas de resistencia mecánica se refieren a
pequeñas probetas de madera libres de defectos y de tablas tratadas en
condiciones moderadas. Durante el proceso, se pueden desarrollar grandes
esfuerzos de tensión en la madera cuando se expone a altas temperaturas y a la
rápida evaporación de agua. Se ha encontrado que algunas especies son difíciles
de modificar térmicamente porque muestran varios defectos, principalmente
rajaduras, si no se procesan con suficiente cuidado. Se sabe que varias especies
de coníferas son difíciles de impregnar con líquidos. Se ha encontrado que la
modificación de estas especies maderables también es difícil, y muestran una
pérdida de peso relativamente alta. En general, la pérdida de resistencia mecánica
es dependiente de las condiciones de procesamiento y está dictada
predominantemente por la temperatura de tratamiento en combinación con la
especie en cuestión (Militz 2008).
No es posible hacer generalizaciones o comparaciones entre experimentos sobre
el efecto de la modificación térmica en el desempeño mecánico de la madera,
debido a la falta de métodos estandarizados para probar el material, y a las
diferentes condiciones de tratamiento que se reportan en la literatura. Los
resultados indican que el desempeño mecánico está en función de la temperatura
de tratamiento, la tasa de incremento de la temperatura, el medio de la conducción
del calor, la especie maderable, el contenido inicial de humedad, y el tamaño de
los elementos a modificarse (Hill 2006). No todas las propiedades mecánicas se
ven afectadas en la misma magnitud. Dos de los reportes más exhaustivos sobre
las propiedades mecánicas de la madera modificada son el de Chang y Keith
(1978) y el de Mouras et al. (2002), y se detallan a continuación como
antecedentes del tratamiento térmico en la MMT.
En el estudio de Chang y Keith (1978), se trataron probetas de 900 mm de largo
por 25.4 mm de espesor x 76 a 162 mm de ancho de cuatro latifoliadas: haya,

11
maple, olmo, y álamo temblón. Los tiempos y temperaturas de tratamiento fueron:
8, 16 y 32 h a 180°C; por 2, 4 y 8 h a 200°C; y por 0.5, 1 y 2 h a 220°C. El tiempo
de tratamiento se midió a partir del tiempo promedio para que las probetas
alcanzaran la temperatura de tratamiento (40 min para la superficie, 2 h para el
interior). Las muestras se maquinaron después del tratamiento, y se probaron en
flexión y en resistencia al impacto. Los especímenes para la prueba de flexión
fueron de 360 mm x 20 mm x 20 mm (l × r × t), mientras que para impacto fue de
280 mm x 20 mm x 20 mm (l × r × t). Se encontró que el MOE se incrementó en un
8% en promedio; el incremento máximo fue a 180°C por menos de 8 h. A 200°C,
las duraciones óptimas fueron por menos de 2 h para olmo y maple, de 2 a 4 h
para álamo, y de 8 h para haya. A 220°C, los valores máximos de MOE se
alcanzaron en 2 h. En contraste al MOE, el MOR empezó a declinar aún a las
condiciones menos severas de tratamiento, mientras que los tratamientos más
severos condujeron a la reducción significativa del MOR en todas las especies.
Las reducciones en olmo y haya fueron más grandes que en álamo y maple. Una
pérdida de masa de 3 al 12%, se acompañó de una reducción del 20 a 35% en el
MOR. En la prueba de impacto, la resistencia del olmo y la haya modificadas se
redujo casi en un 70%, mientras que el álamo fue el que se afectó menos con el
tratamiento, con una reducción del 40%. La reducción de la resistencia al impacto
debida al tratamiento térmico sucedió rápidamente, para todas las temperaturas
ensayadas, y la mayor parte del daño ocurrió a estadíos tempranos del
tratamiento.
En el trabajo de Mouras et al. (2002), se trataron pequeños especímenes de
álamo y curupixa de 150 mm × 30 mm × 30 mm (l × r × t), calentándose de
temperatura ambiente a 150°C a 2°C min-1, y luego se mantuvieron a esa
temperatura para homogeneizarla en toda la sección transversal. Los tiempos de
mantenimiento variaron de 30 a 520 min dependiendo de la especie y de la
atmosfera del tratamiento (aire o vapor saturado). La temperatura se elevó
entonces a una tasa de 1°C min-1 a la temperatura de tratamiento (210°C, 220°C o
230°C). La duración del tratamiento varió de 30 min a 230°C, a 90 min a 210°C,
con tiempos de tratamiento más largos para la atmosfera de vapor (Cuadro 2).

12
Cuadro 2. MOR de una prueba de flexión en madera modificada térmicamente de álamo y curupixa (con datos de Mouras et al. 2002).
Al final de un acondicionamiento, los especímenes se probaron en compresión
paralela al eje, y en flexión a tres puntos. Las pérdidas de peso variaron de 5% a
12% en álamo, y de 1% a 9% en curupixa. En la prueba de compresión, estos
autores determinaron que la resistencia a la compresión de la madera modificada
era equivalente a aquella de la madera sin tratar con la misma gravedad
específica, para todos los tratamientos probados. En la prueba de flexión, no se
determinó ninguna reducción significativa en el MOE en ninguno de los
tratamientos investigados. La resistencia a la flexión a la ruptura se mantuvo
prácticamente sin cambio para los tratamientos más cortos a la temperatura más
baja. Los tratamientos más severos (220°C por 1 h) redujeron el MOR en un
16.5% y 16.2% en curupixa y álamo, respectivamente (Cuadro 2). En el álamo, el
tratamiento a 220°C por 1 h en la presencia de vapor produjo una pérdida de
resistencia mayor en la resistencia a la flexión (33.2%), que cuando el material se
trató en la presencia de aire (16.2%), y el coeficiente de variación de esta
propiedad se incrementó con el tratamiento en la atmósfera de vapor. Sin
embargo, es discutible comparar los dos resultados, puesto que el tiempo de
calentamiento fue más largo en el tratamiento en la presencia de vapor. La
reducción del MOR en las dos especies fue adscrito a: 1) un cambio en la
temperatura
(°C)
vapor
saturado
Media
(MPa)
CV
(%)
Media
(MPa)
CV
(%)
control 107.4 13.8 53.0 14.9
30 210 60 no 112.3 21.7 50.9 15.3
30 210 90 no 103.1 20.5 50.8 14.4
30 220 30 no 79.7 37.9 50.6 17.7
30 220 60 no 89.7 24.2 44.4 16.9
30 230 30 no 90.7 30.9 42.3 9.2
520 210 120 si 71.8 31.8 --- ---
300 210 240 si 71.3 36.2 --- ---
260 220 60 si --- --- 35.4 28.5
195 220 120 si --- --- 30.4 27.9
Tiempo de
modificación
(min)
ÁlamoCurupixaTratamiento
tiempo
(min)

13
estructura de la lignina debido a la condensación de los productos de la termólisis
de la lignina, y 2) a un cambio en el estado de la celulosa amorfa.
3.3.4. Elaboración de la madera modificada térmicamente
Existe una industria de la modificación de la madera desde hace mucho, y desde
1930 se han manufacturado productos de madera densificados para nichos
comerciales (Hill 2006, 2011). En Europa, los avances más importantes se han
visto en Finlandia, aunque existe comercialización de madera modificada
térmicamente en Francia, Austria y Holanda. No existen datos oficiales de la
producción real de la madera tratada térmicamente. Militz, estimó que la
producción al 2001 era de aproximadamente 165,000 m3 (Militz 2008). La
capacidad se puede incrementar fácilmente, ya que el equipo para tratar la
madera térmicamente es relativamente simple y no requiere el uso intensivo de
capital (Militz 2008). Actualmente la madera modificada térmicamente se utiliza en
muchas aplicaciones, incluyendo ventanas, lambrines exteriores, juegos infantiles,
interiores de sauna, revestimientos en baños, pisos, y terrazas (Fig. 1, Fig. 2).
Figura 1. Ventanas y lambrines exteriores elaborados con madera modificada térmicamente (Foto: Thermowood Association).
La comercialización de la madera modificada térmicamente comenzó en nichos de
mercado con fines no estructurales, pero al reconocerse los beneficios del

14
material, su uso se ha generalizado entre los arquitectos y público en general,
principalmente en Europa y Canadá (González-Peña 2008).
Figura 2. Aplicaciones de madera modificada térmicamente: terrazas y pisos (Foto: Thermowood Association)
Aunque es un mercado relativamente pequeño todavía, la madera modificada
térmicamente ha tenido un crecimiento explosivo especialmente en Europa. La
madera modificada térmicamente es aún un mercado de nicho, pero las
perspectivas de uso masivo de la madera modificada térmicamente se ven
favorables en el largo plazo (Bluth 2010). Aunque los niveles de producción de
madera térmicamente modificada son aún reducidos en comparación con el
volumen total de madera procesada en el mundo, el incremento en el volumen y
en la cantidad de productos que se están elaborando con este tipo de madera es
constante, junto con precios cada vez más atractivos; al mejorar la calidad de las
maderas modificadas, surgen nuevas aplicaciones y, con ello, la mayor aceptación
de los consumidores (Bluth 2010).
3.4. Descripción de la especie estudiada
3.4.1. Clasificación taxonómica y distribución
El hule pertenece al Reino: Plantae, Orden: Malpighiales, Familia: Euphorbiaceae,
Subfamilia: Crotonoideae, Tribu: Micrandreae; Género: Hevea; Especie:
brasiliensis Müll. Arg. (Aguirre 1996). La Hevea brasiliensis, conocida en México

15
con el nombre común de ‗hule‘, es originaria de la cuenca del río Amazonas en
Brasil. En México esta especie se utiliza para plantaciones comerciales con el fin
de obtener el látex para la producción de hule natural (de allí el nombre común). H.
brasiliensis se cultiva principalmente en Asia, en donde actualmente existe el
91.3% de la superficie plantada a nivel mundial. África le sigue en superficie, con
el 6.2%, y para el continente Americano se tiene un 2.5%. Regionalmente destaca
la posición del sudeste asiático que cuenta con el 84.2% de las plantaciones a
nivel mundial, con las aportaciones de Indonesia, Tailandia, Malasia, Vietnam,
Filipinas, Myanmar, Camboya y el sur de China. India y Sri Lanka en conjunto
aportan el 7.1%; mientras que en África se tiene una aportación del 4.9%,
principalmente en Nigeria, Liberia y Zaire. La participación de América es mínima,
destacando Brasil, que aporta el 2.1%, mientras que Guatemala representa el
0.3%, y México figura con el 0.1% (IRSG 1996, citado por Espinoza 2002).
3.4.2. Requerimientos para su cultivo
Según Webster (1989, citado por Espinoza 2002), el hule debe cultivarse entre los
10° de latitud norte y sur, con mayor producción entre los 6° latitud norte y sur, a
una temperatura media anual de 28°C, considerando a las temperaturas óptimas
de 26°C a 30°C. Así mismo, Picón et al. (1997, citado por Espinoza 2002)
menciona que la altitud óptima es de 200 msnm.
Respecto a la precipitación, el rango más recomendable es de 2,000 a 4,000 mm
anuales con 100 a 150 días lluviosos por año y una distribución buena durante el
año, sin una estación seca prolongada (Gobierno del Estado de Tabasco 1995).
Con respecto a los tipos climáticos, el hule obtiene un buen desarrollo en los
climas Am hasta los Ae según el sistema de clasificación de Köppen modificado por
García. Además Aguirre (1996), recomienda evitar plantaciones en lugares donde
el viento supere los 60 km h-1, pues las ramas de los árboles se desgajan
fácilmente.

16
3.4.3. Productividad maderable del hule
La importancia económica del cultivo de Hevea en México radica en que, además
de ser un cultivo tropical perenne económicamente rentable, el consumo del hule
natural va en aumento (Fig. 3). México cuenta con alrededor de 11,500 hectáreas
de plantaciones en producción y 14,000 en desarrollo, de las cuales el 54% se
localiza en el estado de Veracruz (Tezonapa, Uxpanapa, Las Choapas y
Acayucan), el resto en los estados de Oaxaca, Chiapas y Tabasco. Sin embargo
se cuenta con un potencial aproximado de 250,000 hectáreas, con condiciones
ecológicas adecuadas para el cultivo del hule en los estados de Chiapas, Oaxaca,
Tabasco y Veracruz (INIFAP 1993).
Figura 3. A) Plantación de Hevea brasiliensis; B) Extracción del látex
El cultivo del hule registra una producción anual de látex de ca. de 7,000 Ton; sin
embargo, el consumo medio anual de hule natural en México es de 70,000 Ton,
por lo que la importación representa el 90% del consumo nacional. Los principales
usos del látex incluyen: elaboración de guantes, neumáticos, globos, piezas
automotrices, bandas transportadoras y de transmisión, pinturas ahuladas, suelas
y pegamentos para calzado, y productos para uso médico (Monroy et al. 2006).
A B

17
En forma natural, el árbol puede alcanzar alturas de 30 a 37 m, con fustes
cilíndricos largos, con o sin contrafuertes. Cultivado, el árbol puede alcanzar
diámetros de hasta 50 cm, generalmente de fustes cortos y con ahusamiento
pronunciado (Ordóñez y Martínez 1997).
Después de 25 a 30 años de producción de látex, los árboles de Hevea
disminuyen su rendimiento a un nivel económico rentable, lo que permite realizar
su corte y renovar la plantación en un ciclo siguiente de producción de látex. Hasta
el final de la década de 1970, la madera de hule se utilizó principalmente como
combustible en la operación de ahumadores de las fábricas de tratamiento de
látex, ladrilleras, minas de estaño, leña, etc. (Monroy et al. 2006).
3.4.4. Características anatómicas de la madera
La madera del árbol del hule presenta las siguientes características anatómicas: la
albura no se diferencia del duramen. La madera es de color blanco-crema o
amarillo pálido, a veces con un tinte rosado, a la luz color paja o color marrón
claro. Las superficies tangenciales pueden simular anillos de crecimiento
causados por la presencia de parénquima abundante apareciendo en bandas
estrechas e irregulares de dos células. La textura es moderadamente gruesa a
gruesa y uniforme. El grano va de recto a ligeramente entrelazado (Lim y Sulaiman
1994). El duramen presenta un color blancuzco cuando está recién cortado,
cambiando a café claro con un tinte rosa (Ordóñez y Martínez 1997).
Los vasos son grandes, poco abundantes y se encuentran en forma solitaria o en
grupos radiales de 2 a 4. El análisis microscópico revela que los vasos tienen un
diámetro tangencial arriba de 200 micras y aisladamente ocupan de 3 a 4 mm-2. La
longitud media de la fibra es de 1.189 mm. Los valores mínimos y máximos de la
longitud de fibra son relativamente altos, comparándolos con otros árboles de
rápido crecimiento como el Eucaliptus spp., o Gmelina arbórea. Esto sugiere que
la madera del árbol del hule posee mejores propiedades de resistencia para pulpa
y papel, que otras especies tropicales de madera dura. La longitud de la fibra se
incrementa desde la médula hacia la periferia aunque algunas tendencias

18
decrecientes se registran cerca de la corteza. El porcentaje de contenido de fibra
no registra variaciones significativas ya sea desde la parte interior hasta la corona
o desde la médula a la periferia (Lim y Sulaiman 1994).
Con relación a la proporción de elementos celulares, Picón et al. (1997, citado por
Espinoza 2002), menciona que la madera de hule presenta un 58% de fibras,
8.5% de vasos, 22% de rayos, y 11.5% de parénquima.
La presencia de madera de tensión es un fenómeno común en la madera de hule.
Panikkar (1971, citado por Espinoza 2002) señaló la presencia de madera de
tensión en su estudio sobre las plántulas de un año de edad y las ramas maduras
de madera de hule. La madera de tensión en el hule se puede detectar durante el
aserrado por la presencia de una superficie inusualmente áspera o con lana con
signos de fibras rotas. El aserrado de la madera puede ser un problema ya que las
fibras pueden aumentar la resistencia al corte y debilitar los dientes de la sierra. La
proporción de madera de tensión en el hule puede variar de un árbol a otro, y
dentro del mismo árbol, a lo largo de la longitud del tronco. El rango de proporción
de madera de tensión va del 15 al 65% (Lim y Sulaiman 1994).
3.4.5. Resistencia natural y biodeterioro de la madera de hule
En la madera de hule no hay distinción entre la albura y el duramen, por lo tanto
se puede considerar que la madera de hule solo contiene albura (Mohd Dahlan et
al. 1994), y como la albura de toda madera, no es durable. El alto contenido de
reservas de carbohidratos (azúcares y almidones) depositadas en el parénquima
es el principal factor que regula la alta susceptibilidad a la degradación de la
madera de hule (Mohd Dahlan et al. 1994).
En relación a la resistencia natural al biodeterioro de la madera de hule, Sekhar
(1989, citado por Espinoza 2002) menciona que ésta es fácilmente deteriorada o
degradada por agentes bióticos tales como hongos, termitas y otros insectos. La
pudrición parda o café y la pudrición blanca, causada por hongos Basidiomicetos,
y la pudrición blanda, causada por hongos Ascomicetos, causan un severo daño
en la madera de Hevea brasiliensis. Los hongos de la pudrición café degradan la

19
celulosa de la madera y dejan la lignina relativamente sin degradar, con una
coloración parda como evidencia de la descomposición avanzada. Con la
pudrición blanca, tanto la lignina como la celulosa se degradan dejando un color
blanqueado. La degradación causada por la pudrición suave suele ser más lenta
que las dos anteriores, pero similar a la pudrición blanca en la eliminación de
celulosa y lignina. Los hongos basidiomicetes tales como Lenzites palisotti,
Ganoderma applanatum, Trametes corrugata, Polyporus zonzlis, Lentinus
blepharods, Schizophyllum commune y Fomes senex se han reportado como
pudridores en la trocería almacenada (Sekhar 1989, citado por Espinoza 2002).
3.4.6. Susceptibilidad al azulado y al moho
Los troncos recién derribados y la madera recién aserrada de hule son
susceptibles al azulado por hongos microscópicos. Botryodiplodia theobrome Pat.
es el hongo responsable de la coloración azulada que se desarrolla en la madera
de hule. El hongo penetra en los extremos de los troncos en un lapso no mayor a
una semana después de la tala de los mismos, dicha infección es particularmente
severa durante la temporada de lluvias. Los componentes estructurales (y por lo
tanto la fuerza) de la madera no son significativamente reducidos por este hongo,
por lo que no se puede considerar que causa pudrición en la madera. Otros
hongos microscópicos que causan coloración de la madera de hule son: Fusarium
decemcellulare, Aspergillus sydowii, y Penicillium citrinum (Mohd Dahlan et al.
1994).
En la superficie de la madera de hule puede encontrarse una variedad de mohos,
los cuales prosperan fácilmente por los abundantes carbohidratos disponibles en
las células parenquimatosas de la madera de hule, sin afectar los componentes
lignocelulósicos de la madera. Entre los colonizadores superficiales se encuentran
Aspergillus, Curvularia, Fusarium, Gliocladium, Trichoderma, Sphaeronaema and
Penicillium (Mohd Dahlan et al. 1994). A pesar de que el moho en la superficie le
confiere una apariencia desagradable a la madera, no altera la integridad
estructural de la misma debido a que no penetra por debajo de la superficie de la

20
madera. El moho incipiente, normalmente, puede ser removido de la superficie con
facilidad.
3.4.7. Susceptibilidad al ataque de insectos y termitas
La madera de hule, ya sea en pie o después de haber sido secada, es fácilmente
atacada por termitas y por insectos barrenadores, principalmente bostríquidos
(insectos pulverizadores), platipodidos (insectos de ambrosia), escolítidos
(insectos de ambrosia), y líctidos (insectos barrenadores) (Mohd Dahlan et al.
1994). Los insectos de ambrosia atacan troncos recién derribados y madera recién
aserrada, pero los insectos pulverizadores prefieren madera seca y que ya ha sido
trabajada, produciendo un polvo muy fino que proviene de la construcción de
túneles y galerías en la madera (Idem). Los insectos pulverizadores de la familia
Bostrychidae y Lyctidae son los que causan mayor daño a la madera de hule. Esto
es debido a que durante la etapa inicial de la infestación no hay signos visibles en
la superficie de la madera. Los huevos microscópicos que son depositados por los
insectos adultos en las grietas y poros de la madera de hule se convierten en
larvas que perforan y se alimentan de la madera haciendo una red de túneles
internos. Cuando las larvas maduran los túneles llegan a la superficie de la
madera para hacer los agujeros de salida para dejar la madera. El desarrollo de la
etapa de huevo a la de adulto toma entre 3 y 12 meses dependiendo de las
condiciones climáticas presentes.
3.5. Propiedades físico-mecánicas de la madera de hule
La madera de hule, al igual que cualquier otra madera, es un material
lignocelulósico, con naturaleza no homogénea y ortotrópico en estructura. Su
densidad no es uniforme y sus propiedades mecánicas varían en sentido
longitudinal, radial y tangencial. El eje longitudinal corre a lo largo de la dirección
de la veta, el eje radial es perpendicular a la fibra en la dirección radial y el eje
tangencial es perpendicular a la fibra, pero tangente a los anillos de crecimiento.
Las propiedades físicas y mecánicas no sólo difieren en los tres ejes, también

21
varían de acuerdo con las posiciones de la muestra dentro de los árboles, entre
los árboles, entre los lugares y las condiciones de crecimiento.
De acuerdo a Ordóñez y Martínez (1997), la madera de hule tiene las siguientes
características: la densidad básica varía de 0.46 a 0.52; la densidad de la madera
seca al aire es de 0.56 a 0.64. La madera se seca rápidamente al aire, con
alabeos severos, a menos que se apile con separadores muy cerrados y con
carga sobre la pila. La madera debe secarse bajo cubierta, y requiere un baño de
preservador para controlar la mancha azul y el ataque de taladradores. Los
valores de contracciones de verde a anhidro son de 2.3% en dirección radial, y del
5.1% en dirección tangencial. La madera es de fácil aserrado, pero el maquinado
es de regular a pobre en pruebas de barrenado, escopleado, cepillado y lijado;
sólo en el moldurado es bueno; tiende a rajarse en el clavado. En cuanto a la
facilidad de preservación, estos autores la reportan como fácilmente tratable con
sistemas a presión, y también en el sistema de baño caliente y baño frío, con
absorciones de 112 kg m-3 de preservador oleosoluble en éste último método.
Respecto a las propiedades físico-mecánicas de la madera de hule, Lee et al.
1979 (citado por Lim y Sulaiman 1994) reporta una densidad básica de 640 kg m-3,
y las siguientes propiedades a un CH de 17.2%: módulo de ruptura, 66 MPa;
módulo de elasticidad en la prueba de flexión, 9.24 GPa; esfuerzo al límite de
proporcionalidad en compresión perpendicular al eje, 4.69 MPa; y una carga de
4320 N en la prueba de dureza. Otros resultados de las propiedades mecánicas
de la madera de hule han sido descritos a detalle por Monroy (2005).

22
4. MATERIALES Y MÉTODOS
La etapa experimental del presente trabajo se llevó a cabo en las instalaciones de
la División de Ciencias Forestales de la Universidad Autónoma Chapingo,
incluyendo el Laboratorio de Anatomía de la Madera, el Laboratorio de Pruebas
Mecánicas, el Área de Plantas Piloto del Departamento de Productos Forestales, y
los Laboratorios de Biotecnología y de Patología Forestal. Los estudios de color de
la madera se realizaron en el Campo Experimental San Martinito del INIFAP. El
esquema general para la realización del presente trabajo se detalla en la Fig. 4.
Figura 4. Esquema general del trabajo experimental del presente trabajo
4.1. Muestreo y preparación del material
En el verano de 2010, se derribó un árbol de hule de aproximadamente 25 años
de edad, en una plantación comercial 23 km al sureste de Teapa, Tabasco. Se
cortaron cuatro trozas del árbol, que fueron transportadas hasta la División de
Ciencias Forestales, en la Universidad Autónoma Chapingo.

23
Las trozas fueron aserradas el 4 de Junio de 2010 en un aserradero ubicado en
San Jerónimo, Texcoco, Estado de México. Las trozas se aserraron en tablones
de 2‖ de espesor en cuartos. De uno de los tablones se obtuvieron 7 probetas de
medidas 35 x 35 x 70 mm, las cuales fueron utilizadas para determinar el
contenido de humedad (CH) al que se encontraba la madera aserrada. Las
probetas fueron pesadas, obteniendo un peso inicial (peso verde) y fueron
secadas en un horno a 103° C durante 3 días, posteriormente, se sacaron del
horno, se colocaron en un desecador sobre gel de sílice y fueron pesadas
nuevamente obteniendo así un peso final (peso anhidro). El CH promedio de las
probetas fue del 70%. El secado de los tablones inició con su exposición al aire
libre durante una semana, para reducir su CH a un 30% aproximadamente.
Posteriormente se introdujeron a la estufa solar de la DICIFO. El control del
secado en la estufa se llevó a cabo midiendo el CH de la madera cada tercer día
con un medidor de agujas, y abriendo las ventilas y accionando los ventiladores de
la estufa según avanzara el secado del material.
Cuando el CH de los tablones se redujo hasta alrededor del 14%, se eligieron los
tablones cuya orientación permitiera realizar cortes típicos, mismos que fueron
destinados para cortarse en listones de 20 x 20 mm de sección transversal, de
donde se cortaron las probetas a un tamaño longitudinal definitivo de 300 mm. El
tamaño corresponde al especificado en la norma británica BS373 (1957) ―Métodos
para probar pequeños especímenes de madera‖, para la prueba de flexión. Ese
mismo tamaño de probeta se utilizó para darle el tratamiento térmico a las
probetas de las otras pruebas. Éstas últimas se cortaron después de la
modificación térmica al tamaño necesario para las pruebas de compresión (20 x
20 x 150 mm), y de dureza (20 x 20 x 60 cm, ver Sección 4.5).
Las probetas en su tamaño original de 20 x 20 x 300 mm fueron seleccionadas
cuidadosamente con la finalidad de utilizar únicamente las que se encontraron
libres de defectos (sin nudos, manchas, hilo entrecruzado exageradamente
marcado, entre otros), mismas que se dispusieron en tres grupos de 40 probetas
cada uno y se asignaron al azar a los tres tratamientos del presente estudio: A)

24
grupo control sin tratamiento; B) grupo modificado a un nivel bajo de modificación
(a una pérdida de peso del 6 al 8%); y C) grupo al nivel alto de modificación (a una
pérdida de peso del 12 al 14%).
4.2. Fabricación del baño de aceite
Se adquirió una freidora comercial de aproximadamente 12 litros de capacidad, a
la que se le instaló una resistencia eléctrica de 1800 W a 127 V, con un control de
temperatura a 250°C a 127 V (Fig. 5), para calentar aceite térmico (XCELTHERM
600, Radco, USA).
Figura 5. Esquema del baño de aceite fabricado para la modificación térmica
También se construyó un recipiente (reactor) que se ubicó semi-sumergido en el
baño de aceite, dentro del que se mantuvieron los especímenes para realizar el
tratamiento térmico. El reactor tenía un falso techo que se colocó sobre las piezas
de madera, para promover una temperatura más homogénea en lo que sería el
espacio que ocuparía el material a modificarse. También tenía tapa, que se
mantuvo cerrada para evitar que el aceite salpicara hacia dentro e impregnara las
2 3 4
5
7
68
1
9
10
11
12
13
14
1. Resistencia eléctrica
2. Soporte del reactor
3. Probetas de Hevea brasiliensis
4. Separador de madera
5. Reactor
6. Tapa del reactor
7. Chimenea del reactor
8. Pesa de acero
9. Interruptor del agitador
10. Variador de velocidad
11. Motor del agitador
12. Soporte del agitador
13. Flecha del agitador con propela
14. Aceite térmico
15. Falso techo interior
16. Termocupla
Al control de temperatura
15
Aislamiento
16
Nota: fuera de escala

25
probetas. El reactor se mantuvo semi-sumergido con ayuda de dos pesas de ½ kg
cada una. El nivel del aceite térmico en el baño se mantuvo hasta 5 cm por debajo
de la tapa del reactor para evitar que el aceite, cuyo volumen aumentaba al
expandirse por la temperatura, lo cubriera por completo y se vertiera dentro del
reactor. El aceite evaporado a lo largo del tratamiento se reponía con aceite fresco
hasta alcanzar el nivel normal, y el aceite era reemplazado en su totalidad cada
100 h de trabajo. El baño de aceite también contó con un agitador a 450 rpm, para
homogenizar la temperatura del aceite en todo el baño.
4.3. Modificación térmica
Para la realización de la modificación térmica se establecieron dos tratamientos
para conseguir dos niveles diferentes de modificación, el tratamiento a nivel bajo
(TB), y el tratamiento al nivel alto (TA). La temperatura y los tiempos de exposición
fueron determinados con base en pruebas realizadas previamente. Para el TB, la
pérdida de peso esperada era del 6 al 8%, para lo cual se establecieron las
siguientes condiciones: una temperatura de 230°C por 4 h. Para el TA, la pérdida
de peso esperada era de 12 a 14%, y las condiciones establecidas fueron: una
temperatura de 230° C por 8 h.
Antes de iniciar el proceso de modificación térmica, los especímenes se secaron
en el horno de vacío a 85°C por 12 h y se tomó el peso seco con una balanza
analítica. Posteriormente, se colocaron 6 probetas en el reactor, las primeras 3
destinadas al TA, y sobre ellas, separadas con tiras de pino de 1 cm de espesor,
se colocaron 3 probetas que se modificaron al TB. El reactor se colocó semi-
sumergido en el baño de aceite, y se pusieron sobre la tapa las pesas para que no
flotara. A continuación, se encendió el agitador de aceite, y la resistencia para
calentar el contenido del baño de aceite, hasta subir la temperatura a 230°C (se
requirieron aproximadamente 30 min). A partir de ese punto se contó el tiempo de
reacción. Transcurridas 2 h del tratamiento, el reactor se sacó del baño de aceite,
se abrió, y se voltearon las probetas superiores para conseguir un tratamiento
homogéneo en las 4 caras de la probeta. Después se cerró el reactor y se volvió a
sumergir en el baño; 2 h después se volvió a sacar el reactor y se extrajeron en

26
definitiva las probetas del TB, y se voltearon los especímenes del TA. A
continuación se pusieron 3 nuevas probetas para modificarse a nivel bajo sobre
los especímenes del TA, se cerró el reactor, y el proceso de voltear las probetas
del TB se repitió a las 6 h de exposición. Al término de 8 h, se obtuvieron 9
probetas modificadas: 6 del TB, y 3 del TA. Cuando se terminaron de modificar las
probetas del TB, de todas formas se ponían en el reactor otras piezas de sacrificio,
para que todas las probetas tratadas al TA fueran expuestas al mismo proceso de
modificación. Al finalizar la modificación térmica de cada lote de tres probetas,
éstas se colocaron en un desecador con gel de sílice para que se enfriaran. Los
especímenes se pesaron para determinar la pérdida de masa debida a la
modificación térmica con respecto a la masa inicial. Lo anterior se repitió hasta
conseguir 40 probetas del TB y las 40 del TA.
4.4. Estabilidad dimensional
Una vez cortadas las probetas que se utilizaron para las pruebas de compresión y
dureza (ver sección 4.5), de cada mitad de probeta se cortó una sección de 5 mm
de largo en la punta que colindaba con el centro de la probeta original. Estas se
lijaron de las orillas y se sometieron a un proceso de dos ciclos de ―saturación con
agua – secado‖. Al final del segundo secado, se midieron las tres dimensiones de
cada espécimen en la condición seca, a una resolución de 1 μm, con un vernier
digital acoplado a una computadora, y se calculó el volumen (V1). Nuevamente, se
saturaron, y al final se midieron en la dirección tangencial y radial en la condición
saturada. Se asumió que no había un cambio cuantificable en la dirección
longitudinal. Con estos datos, se calculó el volumen saturado (V2). Con los
volúmenes obtenidos se calculó el coeficiente de expansión volumétrica, S, para
los controles no modificados, y para los especímenes modificados en cada una de
los dos tratamientos, de acuerdo a Hill (2006): S = (V2-V1)/ V1. Con este valor se
calculó el coeficiente de eficiencia anti-expansión (EAE) de cada uno de los dos
tratamientos con (Hill 2006): ASE (%) = [(Snm – Sm) / Snm] 100, donde Snm y Sm son
los coeficientes de expansión volumétrica de los especímenes no modificados y
modificados, respectivamente.

27
4.5. Pruebas mecánicas
Los ensayos mecánicos que se realizaron en el presente trabajo fueron: la
resistencia a la flexión en tres puntos, la compresión perpendicular a la fibra (en
las direcciones tangencial y radial), y la dureza Janka (en direcciones radial y
tangencial). Estos ensayos mecánicos se realizaron de acuerdo a la norma
británica BS373 (1957).
Se modificaron 40 probetas por tratamiento, más los controles sin tratar. El 50%
de las probetas modificadas en cada una de las dos secuelas de tratamiento
(niveles bajo y alto), y el 50% de los controles sin tratar se utilizaron para la prueba
de flexión en tres puntos (n = 20 por tratamiento). El otro 50% de las probetas se
cortó en dos mitades. La primera mitad se utilizó para la prueba de resistencia a la
compresión perpendicular a la fibra, mientras que la segunda mitad se utilizó para
la prueba de dureza Janka. Para el ensayo de compresión perpendicular, se
probaron 10 probetas en la dirección radial, y 10 en la dirección tangencial; el
resultado para cada tratamiento fue el promedio de los resultados en las dos
direcciones. Para el ensayo de dureza, los especímenes fueron cortados a su vez
en dos partes de 60 mm de longitud para que cupieran en el molde que se fabricó
para la prueba. Cada una de las 40 probetas resultantes se probó en la dirección
radial y tangencial. El resultado reportado para cada una de las 40 probetas es el
promedio de la dureza en las dos direcciones.
Los tres ensayos se realizaron en una Máquina Universal de Pruebas con una
celda de carga de 250 kN (Serie 3385H, Instron Corporation, USA). La cabeza de
carga y la captura de los datos se controlaron con el software del instrumento
(Bluehill, Instron Corporation, USA). Con el software del instrumento se creó un
método para cada uno de los ensayos que se realizaron, generándose un método
para el ensayo de flexión en tres puntos, uno para el ensayo de compresión
perpendicular a la fibra, y un tercero para la prueba de dureza Janka. En los
métodos se especificaron las condiciones de las pruebas mecánicas, como son la
velocidad del cabezal y los datos que se recabaron. En el Cuadro 3 se muestran
los detalles de las pruebas realizadas.

28
Cuadro 3. Pruebas mecánicas realizadas en la madera modificada térmicamente
Los accesorios estándar de la máquina universal son para realizar pruebas
mecánicas en especímenes con las dimensiones del método primario de la norma
ASTM D143-94 (2007), las cuales son mayores a las dimensiones de las probetas
usadas en el presente trabajo. Fue necesario diseñar y fabricar accesorios que se
ajustaran a las dimensiones de las probetas especificadas en la norma británica.
Las piezas fabricadas fueron: los dos soportes laterales para realizar el ensayo de
flexión en tres puntos (Fig. 6 y Fig. 7).
Figura 6. Soportes laterales para realizar el ensayo de flexión en tres puntos
También se fabricó una pieza de sujeción y apoyo para el extensómetro utilizado
también en el ensayo de flexión (Fig. 8 y Fig. 9), una barra de apoyo para el
PruebaVelocidad del
cabezalDatos a recabar
Flexión en tres puntos 6.6 mm min-1
Módulo de elasticidad
Esfuerzo de flexión al límite de proporcionalidad
Esfuerzo de flexión a la carga máxima
Esfuerzo de flexión a la rotura
Trabajo al límite de proporcionalidad (despl. 0.012 mm)
Trabajo a la carga máxima
Compresión perpendicular al eje 0.635 mm min-1 Esfuerzo al límite de proporcionalidad (despl. 0.005 mm)
Módulo de elasticidad
Dureza Janka 6.35 mm min-1 Carga requerida para identar la mitad de una esfera de
acero de 11.28 mm de díametro

29
ensayo de compresión perpendicular a la fibra (Fig. 10), y un contenedor de
probetas para la realización del ensayo de dureza Janka (Fig. 11).
Figura 7. Soportes laterales para realizar el ensayo de flexión en tres puntos montados en la barra de prueba
Figura 8. Apoyo para el extensómetro utilizado también en el ensayo de flexión

30
Figura 9. Ensayo de flexión en tres puntos, mostrando el aditamento fabricado como soporte del extensómetro
Figura 10. Barra de apoyo para el ensayo de compresión perpendicular a la fibra

31
Figura 11. Contenedor de probetas para el ensayo de dureza Janka
Para la realización de las pruebas mecánicas, los especímenes tratados y los
controles fueron equilibrados al ambiente de laboratorio al menos durante dos
meses. Después de ser sometidas a las pruebas, se determinó el CH que
presentaban las probetas al realizar los ensayos mecánicos, para lo cual se
pesaron las probetas en una balanza analítica, se metieron al horno de vacío a
una temperatura de 85°C durante 12 h, y nuevamente fueron pesadas en la
condición anhidra para obtener el contenido de humedad. Este cálculo se realizó
sólo en las probetas de dureza (n = 20 por tratamiento), y se consideró que este
CH era representativo para las probetas de las pruebas de flexión, y compresión
perpendicular al eje.
4.6. Resistencia a la biodegradación
Al final de la prueba de estabilidad dimensional, esos mismos especímenes se
utilizaron para hacer las pruebas de resistencia a la biodegradación de acuerdo a
la norma europea BS EN 113 (1997). Antes de ser sometidos a la biodegradación,
los especímenes se sometieron al proceso de lixiviación acelerada que marca la
norma BS EN 84 (1997), pero sólo durante siete días, en consideración al tamaño
más pequeño de las probetas que se utilizaron en la biodegradación, comparadas
con el tamaño de los especímenes que marca la norma BS EN 113 (1997). Al final
de la lixiviación, los especímenes se secaron y se pesaron, y después se

32
esterilizaron mediante su exposición a 60Co (25.6 kGy) en el Instituto Nacional de
Investigaciones Nucleares. Las piezas de 20 × 20 × 5 mm fueron expuestas sobre
cultivos puros del hongo de la pudrición café Coniophora puteana, cepa FPRL
11E, y del hongo de la pudrición blanca Trametes versicolor, cepa CTB 863A,
siguiendo generalmente lo establecido a la BS EN 113, pero con especímenes
más pequeños para reducir el tiempo de la prueba.
Para esta parte del estudio, también se consideraron especímenes impregnados
con CCA para realizar la comparación con la madera modificada térmicamente
(MMT). Para esto, se impregnaron 12 probetas de hule de 20 x 20 x 70 mm en un
digestor experimental, utilizando el proceso de impregnación a vacío-presión
(Machuca 2003). El procedimiento consistió en colocar las probetas de hule
(previamente pesadas) dentro de un digestor, y colocar sobre ellas una malla con
una pesa para que no flotaran y se tapar el digestor. La primera etapa consistió en
aplicar un vacío inicial, hasta alcanzar 48 cm de mercurio, y se mantuvo el vacío
durante 20 min. A continuación se abrió la válvula del depósito del producto (sales
CCA al 2.8% de concentración) para que se llenara el digestor con la ayuda del
mismo vacío que tenía el recipiente. Después se elevó la presión del digestor
inyectando aire comprimido hasta alcanzar una presión de 4 kg cm-2, y se mantuvo
durante 30 min. Al final de este periodo, se liberó la presión abriendo la válvula
inferior del digestor para recuperar la solución CCA remanente. Para concluir con
el tratamiento, se aplicó un vacío final de 48 cm Hg por 10 min. Las probetas se
sacaron entonces del digestor, limpiándolas del exceso del producto aplicado y
finalmente se pesaron. Los datos de peso y volumen de las probetas se utilizaron
para calcular la retención del producto.
Para el proceso de impregnación de vacío-presión, se obtuvieron los pesos
iniciales y finales de cada probeta, así como su volumen (Cuadro 4).
Posteriormente con la sumatoria de los pesos iniciales y finales y el volumen se
procedió a calcular la absorción y la retención de las probetas impregnadas.

33
Cuadro 4. Datos de las probetas impregnadas mediante el proceso de vacío-presión con sal CCA
Absorción = [(Peso final – Peso inicial) / Volumen) / Densidad]
Absorción = [(312.9295 – 175.5556) / 247.43) / 1.0226] = 0.542 ml cm-3 = 542 l m-3
La concentración del preservador (sal CCA) se midió con un densímetro. La
densidad determinada fue 1.0226 g cm-3, a 26°C. Con estos datos, se determinó la
concentración utilizando los valores de tablas: concentración = 2.8%. La retención
se calculó con:
Retención = (absorción * concentración) / 100 = (542 * 2.8)/100 = 15.17 kg m-3
De acuerdo con la retención obtenida, la madera de Hevea brasiliensis tratada con
sales CCA a una concentración de 2.8% en un proceso de impregnación a vacío-
presión, se puede utilizar para un Nivel de Riesgo 4, en contacto con el suelo o
con agua dulce, de acuerdo a la Norma Mexicana NMX-C-322-ONNCCE-2003
(ONNCCE 2003).
Los especímenes tratados con CCA también se sometieron al proceso de
lixiviación acelerada que marca el BS EN 84 (1997), y también se esterilizaron en
una fuente de 60Co junto con el resto de los especímenes.
Peso inicial Peso final Volumen
(g) (g) (cm3)
1 22.0711 41.2707 29.82
2 21.5086 41.2016 31.31
3 21.5166 36.9266 29.82
4 22.0763 39.0535 31.31
5 21.9875 40.5919 31.31
6 22.1005 36.6901 31.24
7 22.1110 40.7090 31.31
8 22.1840 36.4861 31.31
Suma 175.5556 312.9295 247.43
Probeta
34
Para preparar los platos con los cultivos puros de los hongos que se utilizaron se
procedió de la siguiente manera:
Precultivo: Se preparó el medio de cultivo para llenar 10 cajas Petri desechables
de 9 cm de diámetro. Se preparó una solución de malta agar a una concentración
del 2% con agua destilada. La función de la malta es servir de sustrato nutritivo
para que crezcan los hongos, mientras que la del agar es básicamente para que el
medio de cultivo sea semisólido. La solución se preparó en botellas de autoclave
con tapa roscada y se agitó vigorosamente hasta obtener una mezcla homogénea.
La tapa de la botella se cubrió con papel aluminio para evitar que se contaminara
mientras se enfriaba. Una vez que se obtuvo la solución ésta se esterilizó en una
autoclave en el laboratorio. El procedimiento es automatizado y consta de calentar
el agua hasta los 121°C, y una vez que se alcanza esa temperatura, se mantiene
durante 20 min. Al cabo de los 20 min, se apaga automáticamente la fuente de
calor y se libera la presión. Se abrió la compuerta de la autoclave, se sacaron las
botellas para enfriarlas y poder manipularlas con la mano desnuda, para lo cual,
se colocaron en un baño de agua a 50°C. Una vez esterilizado el medio de cultivo
se procedió a vaciarlo en las cajas Petri, lo cual se realizó en una campana de
flujo laminar del laboratorio de biotecnología de la DICIFO. La campana es una
cabina especialmente diseñada para la manipulación de productos en condiciones
de esterilidad, el aire que circula en esta cabina entra por la parte superior, donde
tiene unos filtros HEPA que lavan el aire eliminando esporas, bacterias, etc.,
dejándolo en condiciones estériles.
Para hacer el vaciado del medio de cultivo, se tomaron medidas para prevenir la
contaminación, como el lavado y la desinfección de las manos, ya que la campana
se encontraba completamente estéril. Se trabajó con bata arremangada hasta los
codos y sin joyería. Se procedió a limpiar la mesa de trabajo de la campana con
desinfectante clorado y posteriormente con etanol y toallas desechables. Dentro
de la campana de colocó un mechero de alcohol prendido. El paquete de cajas
Petri (aun sellado) se colocó dentro de la campana con las cajas boca abajo, se
cortó la bolsa de plástico con un bisturí previamente desinfectado con alcohol y
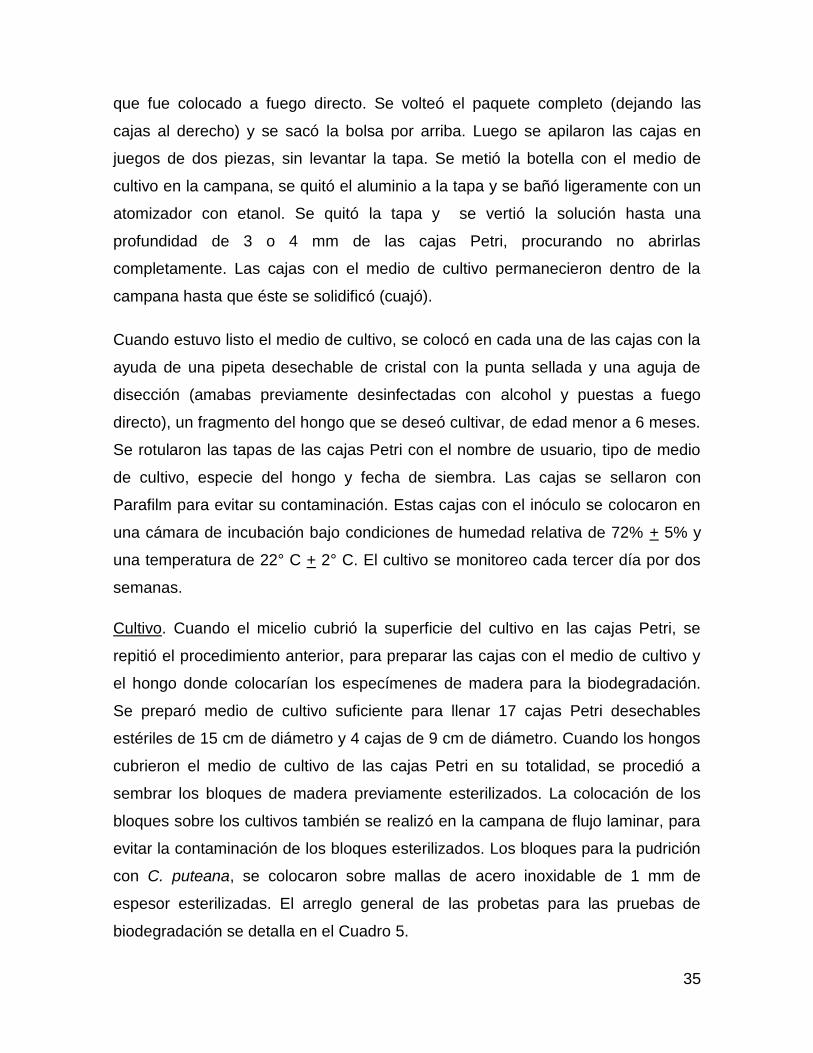
35
que fue colocado a fuego directo. Se volteó el paquete completo (dejando las
cajas al derecho) y se sacó la bolsa por arriba. Luego se apilaron las cajas en
juegos de dos piezas, sin levantar la tapa. Se metió la botella con el medio de
cultivo en la campana, se quitó el aluminio a la tapa y se bañó ligeramente con un
atomizador con etanol. Se quitó la tapa y se vertió la solución hasta una
profundidad de 3 o 4 mm de las cajas Petri, procurando no abrirlas
completamente. Las cajas con el medio de cultivo permanecieron dentro de la
campana hasta que éste se solidificó (cuajó).
Cuando estuvo listo el medio de cultivo, se colocó en cada una de las cajas con la
ayuda de una pipeta desechable de cristal con la punta sellada y una aguja de
disección (amabas previamente desinfectadas con alcohol y puestas a fuego
directo), un fragmento del hongo que se deseó cultivar, de edad menor a 6 meses.
Se rotularon las tapas de las cajas Petri con el nombre de usuario, tipo de medio
de cultivo, especie del hongo y fecha de siembra. Las cajas se sellaron con
Parafilm para evitar su contaminación. Estas cajas con el inóculo se colocaron en
una cámara de incubación bajo condiciones de humedad relativa de 72% + 5% y
una temperatura de 22° C + 2° C. El cultivo se monitoreo cada tercer día por dos
semanas.
Cultivo. Cuando el micelio cubrió la superficie del cultivo en las cajas Petri, se
repitió el procedimiento anterior, para preparar las cajas con el medio de cultivo y
el hongo donde colocarían los especímenes de madera para la biodegradación.
Se preparó medio de cultivo suficiente para llenar 17 cajas Petri desechables
estériles de 15 cm de diámetro y 4 cajas de 9 cm de diámetro. Cuando los hongos
cubrieron el medio de cultivo de las cajas Petri en su totalidad, se procedió a
sembrar los bloques de madera previamente esterilizados. La colocación de los
bloques sobre los cultivos también se realizó en la campana de flujo laminar, para
evitar la contaminación de los bloques esterilizados. Los bloques para la pudrición
con C. puteana, se colocaron sobre mallas de acero inoxidable de 1 mm de
espesor esterilizadas. El arreglo general de las probetas para las pruebas de
biodegradación se detalla en el Cuadro 5.

36
Cuadro 5. Arreglo general para las pruebas de biodegradación de la madera modificada térmicamente
En las cajas Petri de 9 cm de diámetro con medio de cultivo y hongo se pusieron
especímenes de sacrificio para ir monitoreando las pérdidas de peso, para concluir
la prueba cuando la pérdida de peso fuera del 20%.
Al finalizar las pruebas, después de 10 semanas de exposición a los cultivos, los
platos se abrieron, los especímenes fueron limpiados de micelio, y nuevamente
pesados en ese estado y después en estado anhidro, para determinar el CH y las
pérdidas de peso seco derivadas de la biodegradación, respectivamente.
4.7. Cambios de color
Previo a la realización de la modificación térmica, se midió el color de cada
probeta con un espectrocolorímetro de mesa con geometría d/8° (CM-2600d,
Konica-Minolta, Japón), en el rango de 360 a 720 nm, con una resolución de 10
nm, con el componente especular incluido. Con el software del instrumento, se
obtuvieron las coordenadas en el espacio CIEL*a*b. Al final de la modificación
térmica, el material modificado se acondicionó al ambiente de laboratorio por un
mes, y después se midió el color como se hizo antes de la modificación. La
diferencia de color y los demás parámetros de color se calcularon de acuerdo a
González-Peña y Hale (2009).
T (°C) t (h)Modificado
o tratadoControl
Modificado
o tratadoControl
Hule no modificado 0 0 8 no aplica 8 no aplica 8
Hule modificado 230 4 8 8 8 8 8
230 8 8 8 8 8 8
Hule CCA 8 8 8 8 8
Nota: Los números en itálicas en el cuerpo del cuadro son el número de repeticiones por tratamientoLeyenda:
No modificado
Modificado por 4 h
Modificado por 8 h
Tratado con CCA
Coriolus versicolor
15.2 kg m-3
Especie
Tratamiento
Estéril
Coniophora puteana

37
4.8. Análisis de los datos
El análisis estadístico consistió en evaluar el efecto del tratamiento sobre cada una
de las propiedades, mediante un análisis de varianza (ANDEVA). Las
características examinadas cuantitativamente fueron: pérdida de masa debido a la
modificación térmica; eficiencia anti-expansión; esfuerzo al límite de
proporcionalidad y el módulo de elasticidad para la prueba de compresión
perpendicular al eje; dureza Janka; módulo de elasticidad, trabajo al límite de
proporcionalidad, trabajo a la carga máxima, esfuerzo de flexión a la ruptura,
esfuerzo a la carga máxima y esfuerzo al límite de proporcionalidad para la prueba
de flexión en tres puntos; la pérdida de peso por ataque de Coniophora puteana y
la pérdida de peso por ataque de Coriolus versicolor; así como, Δb*, Δa*, ΔL* y
ΔE*, para el cambio de color. Cada uno de los análisis tuvo de cuatro a veinte
réplicas, dependiendo de la prueba.
Donde se determinó que el factor de variación produjo un efecto significativo en el
parámetro de interés, se compararon las medias utilizando la prueba HSD (honest
significant difference) de Tukey, para determinar específicamente cuáles fueron
los tratamientos donde se originó la diferencia encontrada. Este último
procedimiento se llevó a cabo con un nivel de significancia, α, del 5%.
Las propiedades mecánicas y de resistencia a la pudrición se modelaron con
regresión simple y regresión múltiple, utilizando los parámetros de cambios de
color como variables independientes. Los modelos para predecir las propiedades
físicas y la resistencia a la biodegradación a partir de los espectros en el UV-Vis
se realizaron con regresiones múltiple, de componentes principales, y parcial de
los mínimos cuadrados.
Todos los análisis se realizaron con el paquete estadístico SPSS ver. 19.0.0 (IBM,
EUA), excepto por la modelación espectral mediante la regresión de los mínimos
cuadrados parciales, que se realizó con Simca-P ver. 12.0.1 (Umetrics, Suecia).

38
5. RESULTADOS Y DISCUSIÓN
5.1. Pérdida de masa
La Fig. 12 muestra los valores de pérdida de masa de la madera modificada. El
tratamiento bajo (TB) consistió en someter las probetas a una temperatura de
230°C durante 4 h; para dicho tratamiento, se obtuvo un rango de valores pérdida
de masa del 6.0 al 8.9%, con un promedio de 7.0%. Para el tratamiento alto (TA),
las probetas fueron sometidas a una temperatura de 230°C durante 8 h, y
presenta una mayor dispersión en los datos, su rango de valores va del 12.1 al
16.0% de pérdida de masa, y un promedio de 14.0%.
Figura 12. Pérdida de masa de la madera debido al tratamiento térmico. Los rangos representan ± 1 desviación estándar (n = 40 por tratamiento)
Los valores de pérdida de masa presentan una diferencia significativa en por lo
menos uno de los tratamientos (p < 0.001) (ver ANDEVA 1, Anexo 1). El análisis
post hoc de Tukey revela que existe diferencia significativa entre los tres
tratamientos, sin que existan grupos homogéneos de medias (Cuadro 6).

39
Cuadro 6. Medias para los grupos en los subconjuntos homogéneos de pérdida de masa en los tres tratamientos
Tratamiento N Subconjunto para α = 0.05
1 2 3
Control 40 0.00
Bajo 40 6.99
Alto 40 14.02
Significancia 1.000 1.000 1.000
El estudio de los cambios de masa en el tratamiento térmico de la madera se llevó
a cabo en primer lugar, en una serie de documentos de Stamm y colaboradores
(Stamm et al. 1946, Mitchell et al. 1953, Seborg et al. 1953, citados por González-
Peña 2008). El principal hallazgo de estos experimentos fue que la masa del
material modificado se reduce debido a la exposición térmica. La pérdida de masa
está directamente relacionada con la intensidad del tratamiento, que depende del
tiempo y la temperatura. La temperatura es el factor dominante. Se puede obtener
la misma pérdida de masa en un tiempo de tratamiento más corto con una
temperatura más alta, o con un mayor tiempo de tratamiento con una temperatura
más baja (Esteves et al. 2008, citado por Tuong y Li 2010).
5.2. Estabilidad dimensional
La madera cambia de dimensión cuando cambia su contenido de humedad,
porque los polímeros de la pared celular contienen grupos hidroxilos y otros
grupos que contienen oxígeno, los cuales atraen la humedad y enlazan las
moléculas de agua mediante puentes de hidrógeno. El incremento en humedad
causa un cambio dimensional, cuando el contenido de humedad de la madera se
encuentra por debajo del punto de saturación de la fibra (PSF). Lo anterior ocurre
porque las moléculas de agua separan las moléculas de los polímeros de la pared
celular, provocando una expansión de los tejidos (González-Peña 2003).
La mayoría de los estudios que exploran la relación agua-madera en la madera
modificada, involucran el estudio de la estabilidad dimensional de la madera
saturada por agua. La medición comúnmente utilizada es la eficiencia

40
antiexpansión (EAE). Esta es una medida de la diferencia porcentual entre los
coeficientes de expansión de la madera no modificada y modificada, con respecto
al de la madera no modificada. Una EAE del 100%, significa que la madera
modificada es completamente estable dimensionalmente, y que sus dimensiones
no cambian cuando la madera anhidra se satura con agua completamente
(González-Peña 2003).
Los rangos en los que variaron los valores de la eficiencia antiexpansión fueron de
-8.1% a 23.0 % (promedio 5.6%) para el TB; mientras que para el TA el rango fue
de -5.9 a 32.3% (promedio de 17.8%) (Fig. 13).
Figura 13. Eficiencia antiexpansión de la madera modificada térmicamente (n = 34 TB, 35 TA)
En el análisis de varianza (ANDEVA 2, Anexo 1), se determinó que existe una
diferencia significativa en la eficiencia antiexpansión entre las medias de los dos
tratamientos (TB y TA) (p < 0.001).
González-Peña y Hale (2009) encontraron que para la madera de haya, pino y
abeto, la eficiencia antiexpansión osciló entre -2.02% y 69.6%, 3.22 y 62.2%, -

41
1.8% y 61.3% respectivamente. Lo anterior indica que los valores obtenidos en el
presente trabajo son bajos en comparación a los obtenidos para otras especies.
Una de las posibles causas de la baja eficiencia antiexpansión para la madera de
Hevea brasiliensis es el alto contenido de extractivos que presenta. Antes de la
modificación térmica, se determinó la cantidad de extractivos totales presentes en
la madera mediante una extracción sucesiva con solventes orgánicos (etanol-
tolueno 2:1 v/v, acetona-agua 9:1 v/v), y con agua caliente, obteniéndose un
contenido de extractivos del 10.4%. Los extractivos le confieren estabilidad
dimensional a la madera, al ocupar espacios que de otra forma estarían
disponibles para ser ocupados por el agua (Hernández 2007). Al realizar la
modificación térmica, los extractivos se evaporan y el efecto neto de la
modificación térmica en esta especie resulta ser bajo. De igual forma, al inicio de
la modificación, los extractivos son los primeros en evaporarse. Esta pérdida inicial
de extractivos se traduce a su vez en una reducción de la estabilidad dimensional
en etapas tempranas de la modificación (a bajas pérdidas de masa debidas a la
modificación térmica), causando una estabilidad dimensional negativa.
5.3. Compresión perpendicular al eje
La resistencia a la compresión perpendicular al eje, se determinó al límite de
proporcionalidad. Éste se consideró como el punto de inflexión en la curva carga-
deformación, donde el desplazamiento por fluencia de una línea paralela a aquella
de la carga-deformación fuera ≥ 0.005 mm. En la Fig. 14 se muestran los
resultados de la resistencia a la compresión perpendicular en los tres tratamientos
ensayados. También se muestran los valores determinados del módulo de
elasticidad (MOE). Los valores de la resistencia a la compresión variaron
ampliamente, probablemente debido a la heterogeneidad inherente del material. El
rango de valores para el material sin modificar (Tratamiento Control, TC) fue de
2.3 a 15.7 MPa (media 7.2 MPa). El TB presenta la mayor dispersión de datos, su
rango de valores va de 2.0 a 23 MPa (media 9.1 MPa), mientras que para el TA el
rango se encuentra entre 2.3 y 14.1 MPa (media 8.1 MPa). Los valores de
esfuerzo al límite de proporcionalidad en la prueba de compresión perpendicular al

42
eje para cada uno de los tres tratamientos no presentan una diferencia significativa
(p = 0.440, ver ANDEVA 3, Anexo 1).
Figura 14. Resistencia a la compresión perpendicular el eje y módulo de elasticidad en la madera modificada térmicamente (n = 20 por tratamiento)
El rango de valores para el MOE para el TC es de 795.0 a 2,048.9 MPa (media
1,247 MPa). Para el TB el rango de valores va de 937.5 a 2,406.6 MPa (media
1,584 MPa), y para el TA el rango es de 1,069.5 a 2,357.0 MPa (media 1,542
MPa). De acuerdo al ANDEVA 4 (Anexo 1), existe una diferencia significativa en al
menos uno de los tratamientos en las medias del MOE en la prueba de
compresión perpendicular al eje (p = 0.008). La prueba post hoc indica que las
probetas no modificadas tienen un MOE significativamente menor que el material
modificado, sin que exista diferencia significativa entre las medias de TB y TA
(Cuadro 7, Figura 13).
0
200
400
600
800
1000
1200
1400
1600
1800
0
1
2
3
4
5
6
7
8
9
10
Testigo Bajo Alto
Mo
du
lo d
e el
asti
cid
ad (
MP
a)
Res
iste
nci
a a
la c
om
pre
sió
n (M
Pa)
Tratamiento
Resistencia compresión MOE compresión

43
Cuadro 7. Medias para los grupos en los subconjuntos homogéneos de módulo de elasticidad en compresión perpendicular al eje en los tres tratamientos
Tratamiento N Subconjunto para α = 0.05
1 2
Testigo 20 1246.7
Alto 20 1542.0
Bajo 20 1584.1
Significancia 1.000 0.926
En madera sin tratar, la compresión es la propiedad mecánica más afectada por el
contenido de humedad después de la resistencia a la flexión (Lavers 1983, citado
por González-Peña 2008). La mayor resistencia a la compresión se obtiene
cuando la madera está en estado anhidro. Al someter las probetas a un
tratamiento de modificación térmica, se obtiene una reducción del contenido de
humedad (CH) en equilibrio a cualquier condición dada de humedad relativa (HR),
comparado con el CH del material no modificado. Esto se debe a que el
tratamiento térmico causa que las hemicelulosas, el polímero más higroscópico de
la madera, se evaporen, dejando un residuo sólido menos higroscópico. Al realizar
las pruebas mecánicas de compresión perpendicular al eje las probetas del TC se
encontraban al 8.7% de contenido de humedad, mientras que las probetas del TB
se encontraban al 4.1%, y las del TA al 3.6%. Los datos anteriores explican en
parte los resultados obtenidos, como lo son los valores de medias más altos en la
madera modificada en el esfuerzo al límite de proporcionalidad (aunque sin
diferencia significativa), como en el módulo de elasticidad, en comparación con los
obtenidos para el TC. Por lo que conforme se intensifica las condiciones para
tratar la madera (temperatura y tiempo), el contenido de humedad disminuyó, y
mientras menor sea el contenido de humedad en la madera mayor será la
resistencia a la compresión.
Un factor más a considerar en lo que respecta a la prueba de compresión
perpendicular y a los resultados obtenidos es la influencia de la densidad en la
resistencia a la compresión. La densidad de la madera está determinada por el
contenido de sustancia madera presente por unidad de volumen. A mayor

44
densidad, mayor resistencia a la compresión de la madera (Dinwoodie 1989,
citado por González-Peña 2008). Aunque no se determinó en el presente trabajo,
es plausible que la densidad de las probetas sometidas al tratamiento térmico no
se haya reducido significativamente, porque la madera sometida al tratamiento
térmico no sufre cambios significativos en su densidad, sino hasta que la pérdida
de masa de los polímeros estructurales ha rebasado el 23.2%, 20.4% y 17.7%
para haya, pino y abeto respectivamente (González-Peña et al. 2009). Esto es
porque la madera sufre una reducción en sus dimensiones al mismo tiempo que
presenta pérdida de masa.
Finalmente, se determinó que existe una diferencia significativa en el esfuerzo al
límite de proporcionalidad y en el MOE en la compresión perpendicular al eje, al
comparar los resultados en la dirección radial con los de la dirección tangencial,
excepto en el esfuerzo al límite de proporcionalidad para el TB (ANDEVAS no
mostrados). En todos los casos, el esfuerzo al límite de proporcionalidad y el MOE
son mayores en la dirección tangencial, debido a la resistencia adicional que le
dan las zonas de crecimiento de la madera (actuando como mini-columnas) en la
prueba de compresión perpendicular.
5.4. Dureza Janka
La Fig. 15 muestra los resultados de dureza Janka en los tres tratamientos
ensayados. El TC tiene la dureza más alta, mientras que el TA presenta los
valores más bajos. La media fue de 5,147 N, 4,627 N, y 4,101 N para los
tratamientos TC, TB, y TA respectivamente. En el mismo orden, los valores
mínimos fueron: 3,857 N, 3,892 N, y 3,252 N, y los máximos fueron 2,764, 5,407 y
5,032 N.

45
Figura 15. Dureza Janka de la madera modificada térmicamente (n = 40 por tratamiento, promedio de la dureza en las dos direcciones)
Las hemicelulosas desempeñan un papel central en el proceso de la modificación
térmica de la madera, y en el comportamiento de la madera tratada como material
de construcción. Tras la exposición al calor, los grupos acetilo son liberados de la
estructura química de las hemicelulosas; éstos se combinan con el agua
disponible para formar ácido acético que a su vez actúa como catalizador para
aumentar la velocidad de degradación de las hemicelulosas (González-Peña
2008). La exposición térmica produce un aumento de la cristalinidad de la
celulosa; a su vez, la lignina presenta modificaciones cualitativas sutiles, pero
significativas, incluyendo una condensación del polímero. Lo anterior produce que
la madera termine en un estado quebradizo que aumenta conforme las
condiciones de temperatura y tiempo del tratamiento térmico se intensifican,
disminuyendo la dureza de la madera, por lo que las probetas tratadas
térmicamente presentan una menor resistencia a la aplicación de carga.
El ANDEVA 5 (Anexo 1), indica que por lo menos una de los valores medios de la
dureza Janka es significativamente diferente a los otros dos tratamientos (p <
0.001). La prueba post hoc indica que las probetas modificadas térmicamente son
significativamente menos duras que los del TC, y que existe diferencia significativa

46
entre las medias de TB y TA, donde éste último presenta una dureza
significativamente menor (Cuadro 8). Lo anterior sugiere que la degradación
química de los polímeros de la pared celular redunda en la pérdida de dureza, ya
que éste cambio fue más notable conforme la pérdida de peso avanzaba con la
intensidad de la modificación térmica. Sin embargo, el material modificado no
cambia de categoría de dureza de acuerdo a la clasificación de Sotomayor et al.
(2003): tanto el material del TC como el material modificado se clasifican como
Dureza media.
Cuadro 8. Medias para los grupos en los subconjuntos homogéneos de dureza Janka
Tratamiento N Subconjunto para α = 0.05
1 2 3
Alto 40 4101.0
Bajo 40 4626.6
Testigo 40 5147.4
Significancia 1.000 1.000 1.000
La media de la dureza en la dirección radial fue significativamente menor que la
media de la dureza en la dirección tangencial en cada uno de los tres tratamientos
(Fig. 16, ANDEVAS no mostrados). Esto se explica por las diferencias anatómicas
del material en las dos direcciones (radial y tangencial).
Figura 16. Dureza Janka en cada una de las dos direcciones de las probetas de madera modificada térmicamente (n = 20 por dirección, 40 por tratamiento)

47
5.5. Flexión estática en tres puntos
La flexión estática es probablemente la propiedad mecánica más importante de la
madera, ya que en diversas aplicaciones, la madera está sujeta a cargas que
provocan que ésta se doble en dirección perpendicular al eje de crecimiento,
incluso en aplicaciones que no son de tipo estructural. En esta prueba se
producen los tres tipos de esfuerzos: compresión, cortante y tensión. En el punto
en el que se aplica la carga ocurre compresión en la probeta. El plano contrario se
encuentra en tensión, mientras que en el interior de la probeta se produce cortante
(Eaton y Hale 1993).
5.5.1. Módulo de elasticidad en la prueba de flexión
La Fig. 17 muestra los valores del MOE en la prueba de flexión en los tres
tratamientos ensayados.
Figura 17. Módulo de elasticidad en la prueba de flexión en 3 puntos (n = 20 por tratamiento)
El rango de valores para el TC va de 8.02 GPa a 13.52 GPa (media 11.27 GPa).
El TB presenta un rango de 8.62 a 12.67 GPa (media 11.10 GPa), mientras que en
el TA va de 7,748 a 11,512 MPa (media 10.12 GPa). Existe una reducción en los

48
valores del módulo de elasticidad en las probetas sometidas a tratamiento térmico,
aunque el coeficiente de variación es menor en el material modificado. El ANDEVA
6 (Anexo 1) señala que existe diferencia en al menos uno de los tres tratamientos
(p = 0.003).
El análisis post-hoc (Cuadro 9) muestra que el TA produjo una reducción
significativa en el MOE. La reducción es sólo del 10.2% con respecto al MOE del
TC, y no causa que la madera cambie de categoría de MOE, siendo de Media en
los tres tratamientos, de acuerdo a los rangos de clasificación de propiedades
mecánicas de maderas mexicanas (Sotomayor et al. 2003).
Cuadro 9. Medias para los grupos en los subconjuntos homogéneos de modulo de elasticidad en la prueba de flexión
Tratamiento N Subconjunto para α = 0.05
1 2
Alto 20 10118.4
Bajo 20 11098.6
Testigo 20 11274.3
Significancia 1.000 0.867
En la madera que no ha sido sometida a tratamiento térmico y que se encuentra
libre de defectos, el MOE en flexión se encuentra estrechamente relacionado con
la densidad de la madera y el ángulo de las microfibrillas (González-Peña 2008).
Por ejemplo, Yang y Evans (2003, citados por González-Peña 2008) determinaron
que ambos factores representan el 92% de la variación del módulo de elasticidad
en Eucalyptus nitens y E. regnants.
González-Peña (2008) indica que tanto la densidad de la madera como el ángulo
de las microfibrillas, son poco alterados con la modificación térmica. Durante la
modificación térmica, la densidad de la madera no se reduce significativamente,
sino hasta que las pérdidas de masa de los polímeros estructurales se aproximan
al 20%. Lo anterior, es debido a que a medida que aumenta la pérdida de peso,
también hay una contracción del material en estado anhidro, reduciendo sus
dimensiones. Esto influye decisivamente para que el MOE en flexión no se

49
reduzca significativamente sino hasta que los niveles de tratamiento (pérdidas de
masa) son altos. Por ejemplo, Bekhta y Niemz (2003, citados por González-Peña
2008) no encontraron ningún efecto en el MOE en madera de abeto tratada
térmicamente a 200°C durante 24 horas. De la misma forma, Poncsák et al. (2006,
citados por González-Peña 2008) encontraron que el efecto del tratamiento de alta
temperatura en el MOE de ejemplares de abedul era casi imperceptible después
de ser sometidos a varios tratamientos con diferentes tiempos de tratamiento,
temperaturas y contenidos de humedad.
Los cambios químicos son factores que participan en la variación del MOE; sin
embargo, la función individual de los componentes químicos sobre la elasticidad
de la madera no se conoce con exactitud. La asociación persistente entre los
componentes de la madera dificulta la separación de cualquiera de ellos sin alterar
sus características aunque sea mínima, lo cual a su vez, complica la
determinación precisa de la función de cada componente químico en el módulo de
elasticidad de la madera (González-Peña 2008).
La celulosa está presente como el principal componente estructural de la pared
celular de la madera. Existe en forma de microfibrillas que generalmente se piensa
son de sección más o menos cuadrada, pero que son de longitud indeterminada.
La función de las microfibrillas de celulosa es dar resistencia a la pared celular,
mientras que la hemicelulosa existe como un material matriz y la lignina se
presenta como una sustancia incrustante (Eaton y Hale 1993).
La celulosa altamente cristalina se encuentra en el centro de cada microfibrilla. En
esta región, las cadenas de celulosa están regularmente envueltas de una manera
ordenada. La celulosa menos ordenada, las hemicelulosas y la lignina asociadas a
las microfibrillas, actúan como unidades de embalaje alrededor de las unidades
cristalinas (Eaton y Hale, 1993).
Varios estudios señalan la importancia de la celulosa y su cristalinidad en la
elasticidad de la madera. Los modelos elásticos de la celulosa han sido utilizados
comúnmente para comprender el comportamiento de la madera (Mark 1972,

50
citado por González-Peña 2008). Las constantes elásticas que han sido
calculadas por Salmen (1986, citado por González-Peña 2008) para los
componentes principales de la pared celular son 134 GPa para la celulosa, 8 GPa
para la lignina y 4 GPa para las hemicelulosas, lo cual hace evidente que la
rigidez de la celulosa es más alta en comparación con la rigidez de la matriz
(hemicelulosa y lignina).
La modificación térmica de la madera a niveles bajos a moderados produce un
incremento en la cristalinidad de la celulosa (González-Peña et al. 2009), por lo
que el MOE en la madera no se ve severamente afectado en las probetas de hule
sometidas al TB. Mientras que en el TA se encontró una reducción significativa del
10.2%, probablemente porque la modificación térmica a esta pérdida de masa
(14.0%) produce una degradación de la matriz (hemicelulosas y lignina) a tal punto
que se pierde la característica de la madera de actuar como un solo ‗compuesto‘,
al perderse conectividad entre los tres polímeros de la pared celular, reduciéndose
ultimadamente el MOE.
5.5.2. Esfuerzo de flexión a la ruptura
La Fig. 18 muestra los resultados del esfuerzo de flexión a la ruptura en la prueba
de flexión a tres puntos. Existe una reducción en los valores de esfuerzo de flexión
a la ruptura en las probetas modificadas, y la diferencia se va incrementando
conforme se incrementa la intensidad del tratamiento térmico, de tal forma que la
media del TA es 55% menor que el TC. El rango de valores para el TC va de 66.5
a 104.8 MPa (media 89.7 MPa). En el TB los valores se encuentran entre 48.8 y
99.8 MPa (media 67.7 MPa), mientras que para el TA van de 16.0 a 60.1 MPa
(media 40.3 MPa).

51
Figura 18. Esfuerzo de flexión a la ruptura, a la carga máxima y al límite de proporcionalidad en la prueba de flexión en 3 puntos (n = 20 por tratamiento)
El ANDEVA 6 (Anexo 1) muestra que existe diferencia significativa en las medias
de al menos de un de los tratamientos (p < 0.001), y el análisis post hoc nos
señala que las medias de los tres tratamientos son diferentes entre sí (Cuadro 10).
Cuadro 10. Medias para los grupos en los subconjuntos homogéneos de esfuerzo de flexión a la ruptura en la prueba de flexión
Tratamiento N Subconjunto para α = 0.05
1 2 3
Alto 20 40.3
Bajo 20 67.7
Testigo 20 89.7
Significancia 1.000 1.000 1.000
Como resultado de la reducción en el esfuerzo de flexión a la ruptura, la madera
del TB no cambia de categoría, mientras que la del TA cambia de categoría Media,
a Baja, de acuerdo a la clasificación de propiedades mecánicas de maderas
mexicanas de Sotomayor et al. (2003).

52
Tradicionalmente en las muestras de madera sin defectos, la ruptura está
estrechamente relacionada con la densidad y, en particular, con el grado de
polimerización, cristalinidad de la celulosa, y ángulo de la microfibrilla. Sin
embargo, resultados recientes reconocen cada vez más que la naturaleza
compuesta y los tres principales componentes químicos de la pared celular juegan
un papel importante en el esfuerzo de flexión a la ruptura (González-Peña 2008).
Una posible razón para la reducción del esfuerzo de flexión a la ruptura fue el
aumento de la resistencia a la compresión de la madera tratada, frente a la
inmediata reducción de su resistencia a la tensión, lo que implicó que el material
no esté en condiciones de disipar la energía por medio de una falla de compresión
gradual en la cara superior de la probeta.
Se han propuesto dos posibles razones complementarias para explicar la pérdida
en el esfuerzo de flexión a la ruptura. La primera consiste en la relación entre los
cambios químicos y el esfuerzo de flexión a la ruptura. Leopold y Mclntosh (1961,
citados por González-Peña 2008) informaron que la reducción de la resistencia a
la tensión de las traqueidas de pino hidrolizadas estaba correlacionada con la
disminución de la porción de la xilana. Se postuló que esta fracción de
hemicelulosa se encuentra entre las fibrillas, y que su eliminación reduce la
vinculación interfibrilar, provocando una reducción en la fuerza interna de la fibra.
Esta función de las hemicelulosas de adhesivo interfibrilar también podría influir en
otras propiedades mecánicas, pero las pruebas indican que el efecto del calor
inducido en esta fracción se manifiesta principalmente en la resistencia al impacto
(González-Peña, 2008).
En una investigación más reciente, Winandy y Lebow (2001, citados por González-
Peña 2008) manejan la hipótesis de que la disminución de resistencia en flexión
en madera hidrolizada se produce a niveles bajos de pérdida de peso por cambios
en la composición química de la madera. Se encontró que los azúcares de cadena
lateral de la hemicelulosa son los más susceptibles a la hidrólisis ácida, seguida
de azúcares asociados con la cadena principal de la hemicelulosa; la medida de
su degradación ha demostrado ser un sensible indicador de las primeras etapas

53
de la pérdida de resistencia mecánica. La capacidad de compartir la carga entre
las cadenas de hemicelulosa se reduce al degradarse las componentes laterales
de las moléculas de hemicelulosa (arabinosa y galactosa), y posteriormente al
degradarse los azúcares de la cadena principal (xilosa y manosa). Al
incrementarse el nivel de modificación térmica, con una evaporación mayor de
hemicelulosa y, más gradualmente, de lignina, se reduce progresivamente la
capacidad de reparto de carga entre los tres componentes de la pared celular,
reduciéndose en general la resistencia de la madera.
González-Peña y Hale (2007) sugirieron que la principal causa de la reducción de
la tensión de la fibra en flexión fue el estado físico post-tratamiento de la pared
celular en madera modificada. La contracción de la pared celular deja al material
tratado en un estado permanente de tensión, donde la reducción de las
dimensiones transversales concuerda con el aumento de las dimensiones a lo
largo de la probeta (efecto Poisson). Esta contracción permanente reduce la
capacidad de la pared celular de deformarse elásticamente, reduce el límite de
proporcionalidad, y posteriormente reduce drásticamente la plasticidad de los
polímeros de la pared celular, lo cual conduce a la falla a niveles de tensión
significativamente bajos. Esta propuesta fue apoyada por investigaciones previas
de Mark (1952, citado por González-Peña 2008), quien estaba probando la
resistencia a la tracción de fibrillas de celulosa y postuló que, si se considerara
que el material tiene una mezcla de zonas cristalinas y zonas amorfas, algunas de
las cadenas, en particular las de las posiciones más adversas, toman la mayoría
de la carga de tensión y pueden romperse o deslizarse a lo largo de otras en las
primeras etapas de deformación. Otras fibrillas que estén enroscadas pueden
alinearse y poco a poco hacerse paralelas, lo que conduce a un aumento de la
cristalización. Este incremento en la cristalización aumenta a su vez la viscosidad
interna, y permite la acumulación gradual de energía potencial en el material. Si la
carga sigue incrementándose, las cadenas alineadas comienzan a deslizarse a lo
largo de otras, produciéndose fluencia. La consecuencia de esto es la reducción
gradual de la sección transversal del material, lo cual conduce a un aumento de la
carga y, finalmente, a la ruptura.

54
Es plausible que el esfuerzo a la ruptura se vea reducido en la madera modificada
térmicamente por la reducida capacidad de los polímeros de la madera para
desenrollarse o deslizarse bajo tensión, derivado de la contracción permanente de
la pared celular y del aumento de la cristalinidad de la celulosa y hemicelulosa
(González-Peña 2008). Esto reduce significativamente la deformación plástica del
material al aplicarse la carga, con la consecuente reducción neta en el esfuerzo de
flexión a la ruptura (Fig. 19).
Figura 19. Gráfica de la carga-deformación en la prueba de flexión en tres puntos en madera de hule. De izquierda a derecha: tratamiento control, tratamiento térmico bajo,
tratamiento térmico alto
5.5.3. Esfuerzo de flexión a la carga máxima
En la Fig. 18 se muestran los valores del esfuerzo de flexión a la carga máxima en
los tres tratamientos ensayados. Se presenta una reducción en los valores de
esfuerzo en las probetas modificadas desde el principio de la modificación. La
reducción es del 26% y del 55.4% para el TB y el TA, respectivamente, comparada
con el TC. En el TC, los valores de esta propiedad van de 66.5 a 106.7 MPa
(media 91.2 MPa). El rango de valores para el TB va de 48.8 a 99.8 MPa (media
68.6 MPa) y para el TA de 16.0 a 60.1 MPa (media 40.7 MPa).
Deformación (mm)
Límite de proporcionalidad

55
Al igual que sucede en el parámetro del esfuerzo a la ruptura, el esfuerzo a la
carga máxima se reduce significativamente en la madera del TB y TA (ANDEVA 6,
Anexo 1). El análisis post hoc nos indica que las medias de los tres tratamientos
son diferentes entre sí (Cuadro 11).
Cuadro 11. Medias para los grupos en los subconjuntos homogéneos del Esfuerzo a la carga máxima
Tratamiento N Subconjunto para α = 0.05
1 2 3
Alto 20 40.7
Bajo 20 68.6
Testigo 20 91.2
Significancia 1.000 1.000 1.000
5.5.4. Esfuerzo de flexión al límite de proporcionalidad
La Fig. 18 muestra los resultados del esfuerzo al límite de proporcionalidad. Los
datos del TA presentaron una mayor variabilidad que los datos del TB y del TC.
Los valores del TC van de 22.6 a 51.6 MPa (media 37.9 MPa), para el TB de 44.8
a 72.9 MPa (media 56.2 MPa), y para el TA de 15.8 a 51.2 MPa (media 39.5 MPa).
El esfuerzo al límite de proporcionalidad de las probetas del TC fue 32.7% menor
que el del TB, y esta diferencia es significativa (p < 0.001, ver ANDEVA 6, Anexo
1). El TA y el TC no presentaron diferencia significativa, mientras que la
resistencia del TB es significativamente mayor (Cuadro 12). Como se aprecia en la
gráfica de carga deformación en la prueba de flexión (Fig. 19), la madera tratada
no presenta una modificación clara en su comportamiento ante la carga hasta el
límite de proporcionalidad, quizás por la relación que esta resistencia guarda con
la MOE del material. El incremento (significativo) en la resistencia al LP del
tratamiento bajo es probablemente un artefacto del menor CH del material al
momento de realizar la prueba, con respecto al CH de la madera no modificada.

56
Cuadro 12. Medias para los grupos en los subconjuntos homogéneos del esfuerzo al límite de proporcionalidad.
Tratamiento N Subconjunto para α = 0.05
1 2
Testigo 20 37.9
Alto 20 39.5
Bajo 20 56.2
Significancia 0.770 1.000
5.5.5. Trabajo a la carga máxima y al límite de proporcionalidad
En la Fig. 20 se muestran los resultados del trabajo a la carga máxima y al límite
de proporcionalidad. Se observa una reducción drástica en los valores de trabajo a
la carga máxima en las probetas sometidas a modificación térmica. El TA presenta
una reducción del 86.8% respecto al TC, mientras que el TB presenta una
reducción del 67.10%. En ambos casos la diferencia es significativa (p < 0.001,
ANDEVA 6 del Anexo 1; Cuadro 13). Para el TC los valores de trabajo a la carga
máxima van de 0.044 a 0.106 J cm-3 (media 0.076 J cm-3). El rango de valores
para el TB va de 0.013 a 0.052 J cm-3 (media 0.026 J cm-3) y para el TA de 0.002 a
0.019 J cm-3 (media 0.010 J cm-3).
Figura 20. Trabajo a la carga máxima y Trabajo al límite de proporcionalidad en la prueba de resistencia a la flexión en 3 puntos (n = 20 por tratamiento).

57
Cuadro 13. Medias para los grupos en los subconjuntos homogéneos del trabajo a la carga máxima.
Tratamiento N Subconjunto para α = 0.05
1 2 3
Alto 20 0.00995
Bajo 20 0.02590
Testigo 20 0.07565
Significancia 1.000 1.000 1.000
La reducción en la trabajo a la carga máxima también es un indicador de la poca
capacidad del material para deformarse plásticamente, por las posibles razones
que ya se han mencionado en las sección 5.5.2 cuando se discute sobre las
razones detrás de la reducción del esfuerzo de flexión a la ruptura.
En contraste, el trabajo al límite de proporcionalidad no resultó reducido
significativamente por la modificación térmica (Fig. 20). De hecho, éste parámetro
en el TC es 56% menor que en el TB, y esta diferencia es significativa (p < 0.001,
ver ANDEVA 6, Anexo 1). El TA y el TC no presentaron diferencia significativa,
mientras que el promedio del TB es significativamente mayor a los otros dos
(Cuadro 14). El rango de valores para el TC fue de 0.004 a 0.014 J cm-3 (media
0.00725 J cm-3), para el TB de 0.012 a 0.025 J cm-3 (media 0.01655 J cm-3), y para
el TA de 0.002 a 0.015 J cm-3 (media 0.00935 J cm-3).
Cuadro 14. Medias para los grupos en los subconjuntos homogéneos del trabajo al límite de proporcionalidad.
Tratamiento N Subconjunto para α = 0.05
1 2
Testigo 20 0.00725
Alto 20 0.00935
Bajo 20 0.01655
Significancia 0.129 1.000
Debido a que el tratamiento térmico no reduce el trabajo al límite de
proporcionalidad, ni el esfuerzo a la flexión al límite de proporcionalidad, es factible
utilizar la madera modificada térmicamente en aplicaciones que requieran
deflexiones dentro de la zona elástica de la deformación. Tal es el caso de la gran

58
mayoría de las aplicaciones no estructurales, donde la madera modificada ha
encontrado una amplia gama de aplicaciones.
Por otro lado, en virtud de que el trabajo a la carga máxima se reduce más del
60% en el mejor de los casos, y tomando en cuenta que el esfuerzo a la flexión a
la ruptura también se reduce significativamente con el tratamiento, no es posible
utilizar este material en aplicaciones estructurales, ya que las situaciones de carga
instantánea inesperada (o catastrófica, como huracanes o terremotos), demandan
típicamente la resiliencia del material más allá de la zona elástica, y en el caso de
la madera modificada, ésta se reduce drástica y significativamente.
5.6. Resistencia a la biodegradación
Varios autores, entre ellos Tjeerdsma et al. (1998), Rapp y Sailer (2000), y Ewert y
Scheiding (2005) (citados por Militz 2008), han demostrado que la durabilidad de
la madera contra los hongos xilófagos se puede mejorar considerablemente
mediante la modificación térmica de la madera. La eficacia depende de la especie
en cuestión y de las condiciones de tratamiento.
5.6.1. Resistencia a la biodegradación por Coniophora puteana
En la norma BS EN 113 (1997), se especifica que la pérdida de peso por ataque
de Coniophora puteana en maderas duras debe ser superior al 20% en las
probetas testigo, para considerar válida la prueba. La biodegradación se desarrolló
adecuadamente, y el hongo colonizó perfectamente las probetas tanto del material
sin tratamiento, como del material modificado o impregnado con CCA (Fig. 21).

59
Figura 21. Plato con cultivo del hongo de la pudrición café en madera de hule
La pérdida de peso de los especímenes control e2.2 (virulencia), fue del 22.5% al
final del periodo estudiado de 10 semanas de incubación, y también se obtuvieron
más de tres especímenes con resultados válidos para cada uno de los
tratamientos, por lo que los resultados de la prueba en general son válidos, y
comparables con los resultados de otras pruebas realizadas siguiendo la norma
BS EN 113 (1997). Los valores de pérdida de peso de todos los especímenes de
madera tratada térmicamente o con CCA se consideran válidos, ya que no se
detectó contaminación con microorganismos extraños en ninguno de los platos
con cultivos puros. Así mismo, para todos los especímenes se reportó un CH del
25 y 80% al finalizar la prueba, excepto el espécimen No. 22 de madera tratada
con CCA, con 83.3%, pero sin presentar pérdida de peso anormal comparado con
los especímenes de la misma caja Petri. Adicionalmente, los cuatro especímenes
e2.1 (controles sin tratar) que se expusieron en las mismas cámaras de incubación
con la madera tratada, presentaron pérdidas de peso promedio mayores al 20%
(rango individual 19.3%- 48.1%).
La prueba demuestra que el tratamiento térmico le confiere a la madera una mayor
resistencia contra el hongo de la pudrición café (Fig. 22).

60
Figura 22. Pérdida de peso ante C. puteana (columnas) y Contenido de humedad (líneas) en la madera modificada, tratada con CCA y control
El análisis estadístico (Anexo 1, ANDEVA 7) mostró que existe una diferencia en
al menos una de las medias de pérdida de peso por la biodegradación (p< 0.001).
La prueba post hoc muestra que en los dos tratamientos de madera modificada
térmicamente, la pérdida de peso causada por el ataque del hongo de la pudrición
café fue significativamente menor a la que se determinó en los especímenes del
TC (Cuadro 15). La pérdida de peso causada por la biodegradación fue
significativamente menor en el TA comparado con el TB, por lo que existe una
clara relación entre la intensidad del tratamiento, y la resistencia a lo
biodegradación por el hongo de la pudrición café.
Los especímenes tratados con CCA presentaron la menor pérdida de peso. La
diferencia en la pérdida de peso no fue significativamente diferente a la de la
madera modificada con el TA (Cuadro 15).
-2
8
18
28
38
48
58
68
78
88
98
0
4
8
12
16
20
24
28
Control Bajo Alto CCA
Co
nte
nid
o d
e h
um
ed
ad fin
al (
%)
Pé
rdid
a d
e p
eso
(%
)
Tratamiento

61
Cuadro 15. Medias para los grupos en los subconjuntos homogéneos de pérdida de peso por ataque de Coniophora puteana
Tratamiento N Subconjunto para α = 0.05
1 2 3
CCA 8 1.96
Alto 8 3.89
Bajo 8 11.20
Control 8 22.52
Significancia 0.619 1.000 1.000
Al clasificar el material de acuerdo a la norma BS EN 350-1 (1994) (ANEXO 2), la
madera pasó de la Clase de durabilidad 5 (No durable) para los especímenes del
TC, a Clase 3 (Moderadamente durable) para la madera del TB, y Clase 2
(Durable) para el material del TA. La madera tratada con CCA se colocó en la
Clase 1 (Muy durable) (Cuadro 16).
Cuadro 16. Clase de durabilidad para la madera modificada térmicamente o tratada con CCA en pruebas contra la pudrición café.
Los resultados obtenidos en el presente estudio se asemejan a los resultados
obtenidos por Militz y Krause (2004, citado por Militz 2008) y Ewert y Scheiding
(2005, citado por Militz 2008) quienes probaron la madera de haya (Fagus
sylvatica) y albura de pino (P. sylvestris) provenientes de varios procesos
diferentes de modificación térmica, en su resistencia contra la pudrición causada
por los hongos de la pudrición suave y contra basidiomicetos. La durabilidad de
ambas especies (Clase 5 en durabilidad natural) se mejoró considerablemente; sin
embargo, la durabilidad varió. Dependiendo del proceso y del hongo ensayado,
amabas especies fueron muy resistentes (Clase 1-2), mientras que en otros casos
sólo mostraron una pequeña mejora (Clase 3-4).
Tratamiento Valor xClase
durabilidad
Control 22.5 95.5 1.000 5
Bajo 11.2 60.7 0.500 3
Alto 3.9 35.6 0.170 2
CCA 2.0 40.5 0.090 1
Pérdida de peso
(%)
Contenido de humedad
(%)

62
5.6.2. Resistencia a la biodegradación por Coriolus versicolor
La prueba se dio por terminada a las 10 semanas ya que el monitoreo semanal de
la pérdida de peso que se realizó a los especímenes de sacrificio sin tratar a las
9.5 semanas, arrojó una pérdida del 19.97%, muy cercana al 20% que se
especifica en la norma para que la prueba pueda considerarse ‗válida‘. La
biodegradación se desarrolló adecuadamente, y el hongo de la pudrición blanca
colonizó perfectamente las probetas tanto del material sin tratamiento, como del
material modificado o impregnado con CCA (Fig. 23). Sin embargo, los promedios
de pérdida de peso en las muestras modificadas definitivas no fueron suficientes
para que la prueba fuera considerada ‗válida‘ en términos de la norma BS EN 113
(1997). Dicha norma especifica que para que una prueba de resistencia a la
biodegradación por Coriolus versicolor se considerada válida en madera de
hojosas, la pérdida promedio mínima de peso de los especímenes control e2.2
(virulencia) sometidos a la prueba debe ser 20%; sin embargo, la pérdida de peso
de los especímenes sin tratar, fue del 9.9% al final del periodo estudiado de 10
semanas de incubación.
Figura 23. Plato con cultivo del hongo de la pudrición blanca en madera de hule
Aunque no se detectó contaminación con microorganismos extraños en ninguno
de los platos con cultivos puros, los valores de pérdida de peso de todos los

63
especímenes de madera tratada térmicamente o con CCA no se consideran
válidos, ya que el promedio de la pérdida de peso de los cuatro especímenes e2.1
(controles si tratar) que se expusieron al hongo en la misma caja Petri con la
madera tratada, fue menor al 20% que requiere la norma. No se obtuvieron ni tres
especímenes con resultados válidos para cada uno de los tratamientos. Debido a
lo anterior, los resultados de la prueba no son considerados válidos en términos de
la norma BS EN 113 (1997), y solo se detallan en el presente apartado como una
respuesta indicativa del tratamiento térmico en cuanto a la resistencia de la
madera a la pudrición blanca. El contenido de humedad promedio de los
especímenes tratados fue superior al 80% al finalizar la prueba, ya que los
especímenes no se colocaron sobre los soportes (malla) como se especifica en la
norma, sino que se pusieron directamente sobre el medio de cultivo con la
finalidad de que se acelerara el ataque del hongo de la pudrición blanca, de
acuerdo a la propuesta de Kleitz et al. (1998). Cabe señalar que, debido a lecturas
inconsistentes en la pérdida de peso se descartaron del análisis dos especímenes
del tratamiento alto; dicha inconsistencia probablemente tuvo lugar al realizar una
lectura errónea del peso inicial del espécimen o a un contenido todavía muy alto
de extractivos en dichos especímenes, a pesar del proceso de lixiviación al que
fueron sometidos.
Haciendo una comparación de los datos recabados, se desprende que la
modificación térmica incrementó la resistencia a la biodegradación causada por el
hongo de la pudrición blanca (Fig. 24). El análisis estadístico (Anexo 1, ANDEVA
8) arrojó que existía al menos una media diferente al hacer la comparación entre
los 4 tratamientos (p <0.000). El análisis post hoc indica que el efecto de la
modificación no fue significativo en el caso del TB, pero si en el TA (Cuadro 17).
Nuevamente, la pérdida de peso causada por la biodegradación por Coriolus
versicolor fue significativamente menor en los especímenes con TA comparado
con los del TB, por lo que existe una clara relación entre la intensidad del
tratamiento y la resistencia a la biodegradación por el hongo de la pudrición
blanca. Los especímenes tratados con CCA presentaron la menor pérdida
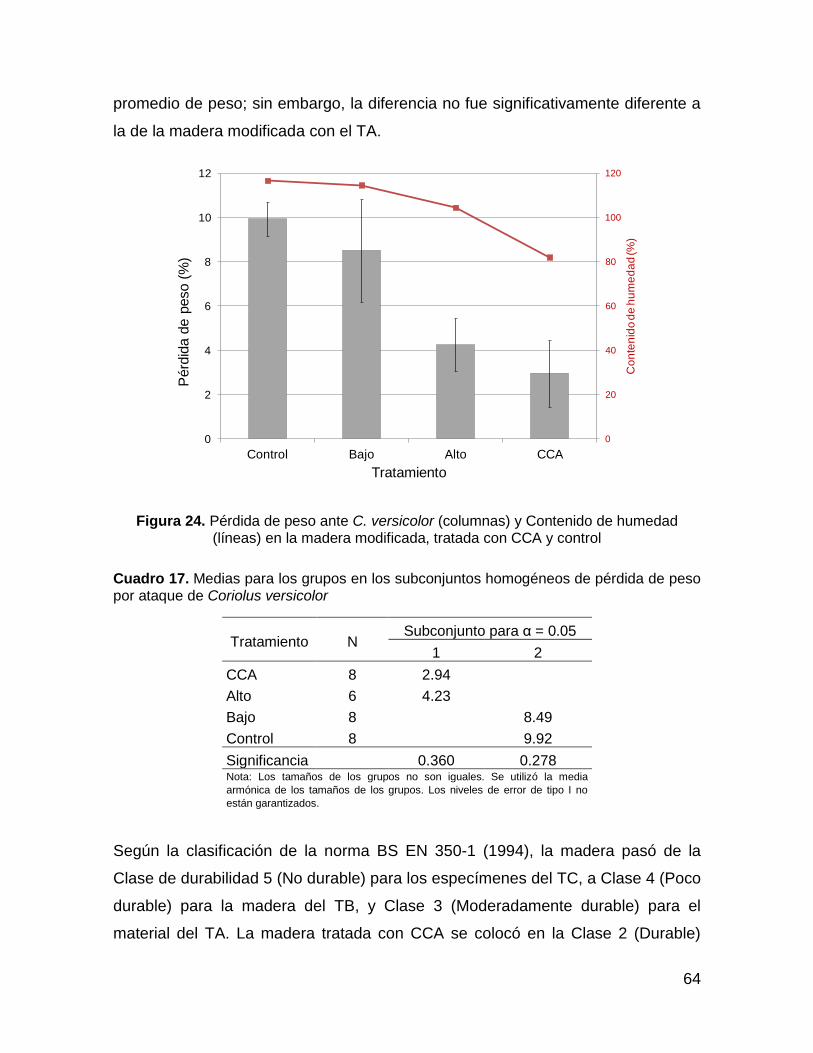
64
promedio de peso; sin embargo, la diferencia no fue significativamente diferente a
la de la madera modificada con el TA.
Figura 24. Pérdida de peso ante C. versicolor (columnas) y Contenido de humedad (líneas) en la madera modificada, tratada con CCA y control
Cuadro 17. Medias para los grupos en los subconjuntos homogéneos de pérdida de peso por ataque de Coriolus versicolor
Tratamiento N Subconjunto para α = 0.05
1 2
CCA 8 2.94
Alto 6 4.23
Bajo 8 8.49
Control 8 9.92
Significancia 0.360 0.278 Nota: Los tamaños de los grupos no son iguales. Se utilizó la media
armónica de los tamaños de los grupos. Los niveles de error de tipo I no
están garantizados.
Según la clasificación de la norma BS EN 350-1 (1994), la madera pasó de la
Clase de durabilidad 5 (No durable) para los especímenes del TC, a Clase 4 (Poco
durable) para la madera del TB, y Clase 3 (Moderadamente durable) para el
material del TA. La madera tratada con CCA se colocó en la Clase 2 (Durable)
0
20
40
60
80
100
120
0
2
4
6
8
10
12
Control Bajo Alto CCA
Co
nte
nid
o d
e h
um
ed
ad (%
)
Pérd
ida d
e p
eso (
%)
Tratamiento

65
(Cuadro 18). Esta clasificación es sólo indicativa, puesto que los especímenes sin
tratar no alcanzaron las pérdidas de peso que se requieren en la norma BS EN
113 (1997) para aplicar la tabla de clasificación de la norma BS EN 350-1 (1994).
Cuadro 18. Clase de durabilidad para la madera modificada térmicamente o tratada con CCA en pruebas contra la pudrición blanca (indicativa)
El origen del incremento en la resistencia a la biodegradación por hongos
basidiomicetos en la madera modificada térmicamente no está completamente
claro a la fecha, pero se cree que se debe a los cambios químicos del substrato, o
a la reducción de la higroscopicidad del material, impidiendo la difusión del
complejo de enzimas exocelulares que utilizan los hongos para desdoblar los
polímeros de la madera (Hill 2006). Lo que sí es claro, es que la resistencia a la
biodegradación no está ligada a la formación de sustancias biocidas durante el
proceso de la modificación térmica (Kamdem et al. 2000, De Vetter et al. 2008,
Esteves et al. 2011).
5.7. Cambio de color
A pesar de ser uno de los caracteres anatómicos más importantes en la madera,
el color es difícil de definir, caracterizar y de determinar su origen. En común con
otros materiales orgánicos, el color de la madera es un fenómeno complejo, con
múltiples efectos visuales. Las mediciones de color también fluctúan de acuerdo a
la cara de la exposición y el patrón de superficie, por lo que es muy variable en el
mismo individuo (González-Peña 2008).
En el espacio de color tridimensional CIEL*a*b*, cada color puede expresarse
como un punto en el espacio euclidiano definido por tres coordenadas
correlacionadas con la percepción subjetiva del color (González-Peña 2008).
Tratamiento Valor xClase
durabilidad
Control 9.9 116.6 1.000 5
Bajo 8.5 114.6 0.856 4
Alto 4.2 104.5 0.426 3
CCA 2.9 82.0 0.296 2
Pérdida de peso
(%)
Contenido de humedad
(%)

66
La coordenada vertical para la luminosidad L* representa la posición en el eje
blanco-negro (L*= 0 para el negro total, L*= 100 para el blanco puro), mientras que
la coordenadas cromáticas a* y b* describen la posición en el plano horizontal. El
valor del cromo a* define la posición en el eje verde-rojo (-60 para el verde, 60
para el rojo), mientras que b* define la posición en el eje azul-amarillo (-60 para el
azul, 60 para el amarillo) (González-Peña y Hale 2009) (Fig. 25).
Figura 25. Espacio de color CIEL*a*b*
La pérdida de luminosidad se observa como un valor más pequeño de L*. En los
valores cero en a* o en b*, es la ausencia de verde-rojo o azul-amarillo,
respectivamente; el color se convierte en gris, y la intensidad de éste depende del
valor de L*. Una diferencia en el color llamada ΔE*, se expresa como una distancia
entre dos puntos en el sistema de coordenadas del color. La ecuación para la
diferencia total de color ΔE* es (TAPPI 1994):
ΔE* = (ΔL*2 + Δa*2 + Δb*2) ½
Donde:
ΔL* es la diferencia en luminosidad L* = L*después tratamiento - L*antes tratamiento
Δa* es la diferencia en la coordenada a* = a*después tratamiento - a*antes tratamiento
Δb* es la diferencia en la coordenada b* = b*después tratamiento - b*antes tratamiento
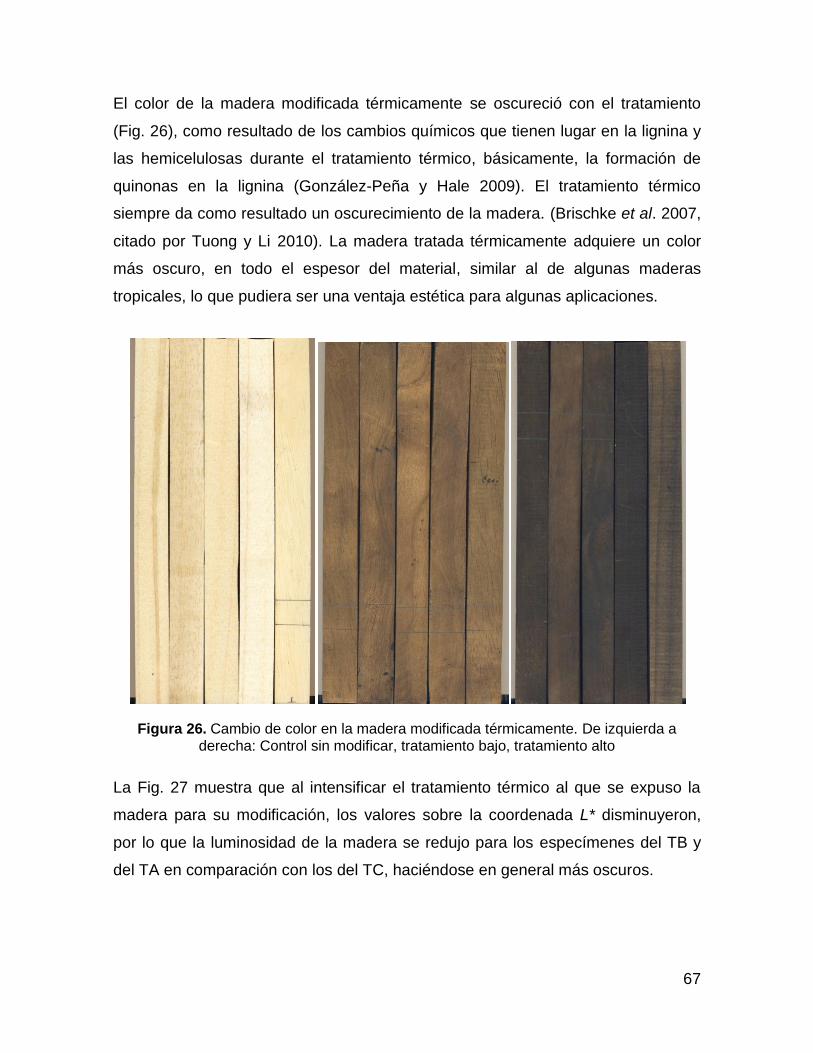
67
El color de la madera modificada térmicamente se oscureció con el tratamiento
(Fig. 26), como resultado de los cambios químicos que tienen lugar en la lignina y
las hemicelulosas durante el tratamiento térmico, básicamente, la formación de
quinonas en la lignina (González-Peña y Hale 2009). El tratamiento térmico
siempre da como resultado un oscurecimiento de la madera. (Brischke et al. 2007,
citado por Tuong y Li 2010). La madera tratada térmicamente adquiere un color
más oscuro, en todo el espesor del material, similar al de algunas maderas
tropicales, lo que pudiera ser una ventaja estética para algunas aplicaciones.
Figura 26. Cambio de color en la madera modificada térmicamente. De izquierda a derecha: Control sin modificar, tratamiento bajo, tratamiento alto
La Fig. 27 muestra que al intensificar el tratamiento térmico al que se expuso la
madera para su modificación, los valores sobre la coordenada L* disminuyeron,
por lo que la luminosidad de la madera se redujo para los especímenes del TB y
del TA en comparación con los del TC, haciéndose en general más oscuros.
68
Figura 27. Medias de los valores sobre la coordenada L* en los tres tratamientos después de la modificación
La Fig. 28 muestra que al intensificar el tratamiento térmico al que se expuso la
madera para su modificación, los valores sobre la coordenada a* se
incrementaron, por lo que la madera se hizo más roja tanto en el TB como en el
TA en comparación con las probetas del TC. Asimismo, la madera sometida al
tratamiento bajo presenta una coloración roja más intensa. La Fig. 28 también
muestra que al intensificar el tratamiento térmico al que se expuso la madera para
su modificación, los valores a lo largo de la coordenada b* decrecieron, sin llegar a
convertirse en negativos, por lo que la madera perdió color amarillo conforme se
incrementó la pérdida de peso en comparación al del TC.
El análisis estadístico de los cambios a lo largo de las tres coordenadas, es decir
Δa*, Δb* y ΔL*, y del cambio de color ΔE*, muestra que existe una diferencia
significativa en al menos uno de los tratamientos (p < 0.001 en las 4 variables,
ANDEVA 9, Anexo 1). El análisis post-hoc revela que existen diferencias
significativas entre los tres tratamientos en Δa* y Δb* (Cuadros 19 y 20).

69
Figura 28. Medias de los valores sobre la coordenada a* y b* en la madera modificada y los controles después de la modificación
Cuadro 19. Medias para los grupos en los subconjuntos homogéneos de Δa*
Tratamiento N Subconjunto para α = 0.05
1 2 3
Control 40 0.0000
Alto 40 2.6780
Bajo 40 3.7225
Significancia 1.000 1.000 1.000
Cuadro 20. Medias para los grupos en los subconjuntos homogéneos de Δb*
Tratamiento N Subconjunto para α = 0.05
1 2 3
Alto 40 -8.3173
Bajo 40 -5.6910
Control 40 0.0000
Significancia 1.000 1.000 1.000

70
En el caso de ΔL*, el material modificado muestra un cambio significativo en este
parámetro comparado con el TC, pero no existe diferencia en los cambios que
ocurrió en los tratamientos TA y TB (Cuadro 21).
Cuadro 21. Medias para los grupos en los subconjuntos homogéneos de ΔL*
Tratamiento N Subconjunto para α = 0.05
1 2
Alto 40 -45.4108
Bajo 40 -43.2123
Control 40 0.0000
Significancia 0.157 1.000
La Fig. 29 muestra que existe una diferencia clara en el cambio de color, ΔE*, en
la madera tratada con respecto al tratamiento testigo, mostrándose un aumento en
la diferencia de color en las probetas sometidas a la modificación térmica, que
aumenta al incrementarse la intensidad del tratamiento. Sin embargo, no existe
una diferencia significativa entre ΔE* del TB y ΔE* del TA (Cuadro 22). Lo anterior
se debe a que ΔL* es el factor dominante para el cálculo de ΔE*, y al no existir una
diferencia significativa en ΔL* entre TB y TA, tampoco se encontró una diferencia
significativa en el ΔE*.
Figura 29. Medias de los valores de cambio de color ΔE* en los tres tratamientos después de la modificación

71
Cuadro 22. Medias para los grupos en los subconjuntos homogéneos de ΔE*
Tratamiento N Subconjunto para α = 0.05
1 2
Control 40 0.0000
Bajo 40 43.9165
Alto 40 46.4995
Significancia 1.000 0.085
5.8. Modelación de las propiedades físicas
Como se aprecia claramente en las imágenes de la Fig. 26, existe una tendencia
en el cambio de color con respecto al tiempo de tratamiento de los especímenes:
se van haciendo más obscuros y, como se explicó en la Sección 5.7, también
evoluciona el color a lo largo de las coordenadas a* y b*. Estos cambios de color
pudieran emplearse para predecir estadísticamente las propiedades mecánicas y
otras propiedades físicas del material de manera no destructiva, puesto que la
medición de color de piezas de madera de tamaño comercial se puede realizar
fácilmente en un entorno industrial.
Existe una correlación significativa de los parámetros de cambio total de color ΔE*,
así como de los cambios en las coordenadas individuales del sistema CIEL*a*b*,
con los parámetros de las propiedades físicas de las propiedades estudiadas en
esta tesis (Cuadro 23). También existe una correlación significativa de la mayoría
de las propiedades físicas con la pérdida de peso sufrida por la modificación
térmica. De hecho, la correlación más grande es de la pérdida de masa con otros
siete parámetros físicos. Sin embargo, la pérdida de masa es difícil de cuantificar
en un ambiente industrial, en un material higroscópico como es la madera, por lo
que es más plausible utilizar los cambios de color para poder predecir las
propiedades físicas y resistencia a la pudrición del material. En el Cuadro 23, se
observa que ΔE* tiene la correlación significativa más alta con tres parámetros, y
la segunda más alta con otros cuatro. ΔL* tuvo la correlación significativa más alta
con un parámetro, y la segunda más alta con seis parámetros. De igual forma, Δa*

72
tiene la mejor correlación con dos parámetros de interés, y segunda mejor
correlación con la pérdida de peso causada por la pudrición blanca. Δb* también
tiene correlaciones significativas con ocho propiedades, aunque solo con el MOE
en flexión tiene la segunda mejor correlación.
Cuadro 23. Correlación de Pearson de los parámetros de cambio de color y las propiedades físicas estudiadas en el presente trabajo
Un análisis de regresión múltiple, arroja que es posible predecir 12 de los 14
parámetros de interés utilizando los parámetros de cambio de color como
variables independientes (Cuadro 24). No se encontró un modelo que permitiera
estimar la eficiencia antiexpansión, probablemente por la alta variabilidad que se
registró en esta propiedad. Tampoco se halló un modelo significativo para predecir
Prueba Parametro UnidadesPerdida
peso (%)ΔL Δa Δb ΔE
Modif. térmica Perdida peso % 1.000 -0.853** 0.446** -0.713** 0.857**
n 120 120 120 120 120
Flexión Módulo de elasticidad MPa -0.425** 0.274* -0.050 0.348** -0.277*
n 60 60 60 60 60
Trabajo LP J cm-3
0.143 -0.465** 0.529** -0.106 0.463**
n 60 60 60 60 60
Trabajo CM J cm-3
-0.873** 0.878** -0.565** 0.645** -0.879**
n 60 60 60 60 60
Esfuerzo a rotura MPa -0.906** 0.749** -0.362** 0.679** -0.752**
n 60 60 60 60 60
Esfuerzo a CM MPa -0.902** 0.749** -0.364** 0.679** -0.751**
n 60 60 60 60 60
Esfuerzo a LP MPa 0.029 -0.384** 0.512** 0.002 0.380**
n 60 60 60 60 60
Compresión Esfuerzo LP (tangencial) MPa -0.024 -0.106 -0.0338 -0.183 0.107
n 30 30 30 30 30
Esfuerzo LP (radial) MPa 0.277 -0.422* 0.403* -0.310 0.419*
n 30 30 30 30 30
Módulo de elasticidad MPa 0.332** -0.365** 0.167 -0.305* 0.366**
n 60 60 60 60 60
Dureza Dureza N -0.832** 0.705** -0.397** 0.572** -0.704**
n 60 60 60 60 60
Estabilidad dim. Eficiencia antiexpansión % 0.713** -0.007 -0.166 -0.103 0.023
n 37 37 37 37 37
Biodegradación Pérdida peso C. puteana % -0.949** 0.932** -0.416 0.923** -0.934**
n 18 18 18 18 18
Pérdida peso C. versicolor % -0.655** 0.477 -0.585* 0.389 -0.477
n 16 16 16 16 16
** La correlación es significativa al nivel 0.01
* La correlación es significantiva al nivel 0.05

73
la resistencia a la compresión perpendicular al límite de proporcionalidad en la
dirección tangencial, debido a que no se determinaron cambios significativos en
esta propiedad en los tratamientos estudiados (p = 0.917, ANDEVA no mostrado).
Cuadro 24. Modelos de regresión múltiple para predecir las propiedades estudiadas a partir de los parámetros del cambio de color en la madera modificada
También existe un cambio notorio a lo largo de todo el espectro visible, conforme
avanza la modificación del material (Fig. 30). También se obtuvieron modelos
significativos para algunas variables de interés con regresión de componentes
principales o regresión múltiple utilizando las lecturas de reflectancia en todas las
longitudes de onda como variables independientes (modelos no mostrados). Sin
embargo, no se obtuvieron modelos superiores en términos de R2 a los que se
encontraron utilizando ΔE*, ΔL*, Δa* y Δb* como variables independientes. En
cambio, al utilizar la regresión de mínimos cuadrados parciales con los espectros
pre-tratados con la corrección ortogonal de la señal (Wold et al. 1998), se
encontraron modelos con mejores ajustes para las variables estudiadas (Cuadro
25), aunque no se encontró un modelo para predecir la eficiencia antiexpansión.
Prueba Parametro Unidades R2 p n
Variables en
modelo
Modif. térmica Perdida peso % 0.772 0.000 120 ΔE*, ΔL*, Δa*, Δb*
Flexión Módulo de elasticidad MPa 0.129 0.020 60 ΔE*, Δa*
Trabajo LP J cm-3
0.280 0.000 60 Δa*
Trabajo CM J cm-3
0.788 0.000 60 ΔE*, Δa*
Esfuerzo a rotura MPa 0.647 0.000 60 ΔE*, Δa*
Esfuerzo a CM MPa 0.644 0.000 60 ΔE*, Δa*
Esfuerzo a LP MPa 0.262 0.000 60 Δa*
Compresión Esfuerzo LP (tangencial) MPa NS -- 30 --
Esfuerzo LP (radial) MPa 0.178 0.020 30 ΔL*
Módulo de elasticidad MPa 0.134 0.004 30 ΔE*
Dureza Dureza N 0.496 0.000 60 ΔE*
Estabilidad dim. Eficiencia antiexpansión % NS -- 37 --
Biodegradación Pérdida peso C. puteana % 0.917 0.000 18 ΔE*, Δa*Pérdida peso C. versicolor % 0.342 0.017 16 Δa*
NS = no se obtuvo un modelo significativo
Todos los modelos son de regresión multiple para atrás, excepto Esfuezo al LP en compresión (dirección radial), que es
en pasos sucesivos
Todos los modelos incluyen constante

74
A)
B)
Figura 30. Espectros en el visible, después de la modificación térmica. A) Los espectros de todos los especímenes. B) El espectro promedio de los especímenes en cada uno de
los tres tratamientos (n = 40 por tratamiento)

75
Cuadro 25. Modelos de regresión de los mínimos cuadrados parciales para predecir las propiedades estudiadas a partir del espectro en el visible de los especímenes
La capacidad de predicción de los modelos se ejemplifica gráficamente en la Fig.
31 para el esfuerzo de flexión a la ruptura en la prueba de flexión en tres puntos, y
para la pérdida de peso causada por C. puteana en las pruebas de
biodegradación.
Prueba Parametro Unidades A RY2
Q2 RCMEC
Modif. térmica Perdida masa % 1 0.773 0.771 2.79
Flexión Módulo de elasticidad MPa 1 0.164 0.103 1096.4
Trabajo LP J cm-3
1 0.472 0.463 0.0038
Trabajo CM J cm-3
1 0.852 0.840 0.012
Esfuerzo a rotura MPa 1 0.691 0.681 12.76
Esfuerzo a CM MPa 1 0.680 0.670 13.33
Esfuerzo a LP MPa 1 0.402 0.388 8.62
Compresión Esfuerzo LP (tangencial) MPa 1 0.311 0.222 4.15
Esfuerzo LP (radial) MPa 1 0.311 0.281 2.51
Módulo de elasticidad MPa 1 0.203 0.190 344.20
Dureza Dureza N 1 0.560 0.549 352.1
Estabilidad dim. Eficiencia antiexpansión % --- --- --- ---
Biodegradación Pérdida peso C. puteana % 1 0.958 0.954 2.16
Pérdida peso C. versicolor % 1 0.723 0.701 1.26
3. No se obtuvo un modelo significativo para la eficiencia antiexpansión.
2. Los modelos incluyen las lecturas de los espectros después del tratamiento, y de la diferencia de los
espectros (después del tratamiento - antes del tratamiento), para un total de 78 variables independientes.
1. Antes de la modelación, los espectros fueron tratados con un filtro de dos componentes de corrección
ortogonal de la señal.
4. A: número de componentes en el modelo; RY2: bondad del ajuste (variación explicada de la matriz Y); Q
2:
bondad de la predicción acumulada (≈ r2
de la validación cruzada); RCMEC: Raíz del cuadrado medio del
error en la calibración.

76
A)
B)
Figura 31. Gráficas de los modelos de calibración mediante regresión de los mínimos cuadrados parciales del espectro visible. A) Esfuerzo de flexión a la ruptura en la prueba
de flexión en tres puntos. B) Pérdida de peso causada por C. puteana

77
Los resultados de la modelación concuerdan con resultados previos sobre la
predicción de propiedades de madera modificada a partir de los cambios de color
del material. Por ejemplo, Kotilainen et al. (2001) mostraron el potencial del
análisis multivariado de los espectros UV-Vis para determinar la pérdida de masa
debida a la modificación térmica en dos latifoliadas de clima templado (Alnus
glutinosa y Populus tremula), encontrando bondades de predicción para la
validación cruzada de 0.94 y 0.93 para aile y álamo, respectivamente. Más
recientemente, González-Peña y Hale (2009) determinaron los modelos para
predecir, a partir del análisis del color en imágenes escaneadas, la EAE, densidad,
pérdida de masa debido a la modificación, y 10 parámetros de resistencia
mecánica en 6 formas de aplicación de la carga, en madera modificada de haya,
abeto y pino, con bondades de predicción para la validación cruzada de 0.214 a
0.957. Los modelos de este trabajo son, sin embargo, la primera referencia para la
determinación de la resistencia a al biodegradación a partir de los espectros en el
visible en la madera modificada térmicamente.
5.9. Resumen de las propiedades estudiadas
En el Cuadro 24 se muestra un resumen de los resultados de los ANDEVAS de
cada una de las propiedades investigadas en el presente trabajo. Aquí se señala
en qué tratamiento se obtuvo el valor significativamente más alto, el valor
intermedio y el valor más bajo para cada parámetro estudiado.

78
Cuadro 26. Resumen tabular de los ANDEVAS de las propiedades estudiadas
Propiedad TC TB TA
Pérdida de peso
Estabilidad dimensional
Esfuerzo a la compresión perpendicular
Módulo de elasticidad en compresión perpendicular +27% +24%
Dureza Janka -10% -20%
Módulo de elasticidad en flexión en tres puntos -10%
Esfuerzo a la rotura en flexión en tres puntos -25% -55%
Esfuerzo a la carga máxima en flexión en tres puntos -25% -55%
Trabajo a la carga máxima en flexión en tres puntos -66% -87%
Esfuerzo al límite de proporcionalidad en flexión en tres puntos +49%
Trabajo al límite de proporcionalidad en flexión en tres puntos +128%
Resistencia a la biodegradación por Coniophora puteana
Resistencia a la biodegradación por Coriolus versicolor
Cambio de color Δa*
Cambio de color Δb*
Cambio de color ΔL*
Cambio de color ΔE*
Notación:
Valor más alto
Valor intermedio
Valor más bajo
Notas: 1. Los valores más alto, intermedio, y más bajo se refieren a diferencias estadísticamente significativas (α = 5.0%). En los resultados de las pruebas mecánicas, los porcentajes se refieren a la reducción (valor negativo) o incremento (valor positivo) en la media del parámetro en cuestión. 2. TC = tratamiento control; TB = tratamiento bajo; TA = tratamiento alto.
79
6. CONCLUSIONES
El equipo construido para realizar la modificación térmica de la madera, fue
adecuado para realizar el tratamiento a escala de laboratorio
Se registró una pérdida de masa debido a la modificación térmica, donde las
probetas sometidas al tratamiento bajo (TB, 230°C por 4h) tuvieron una
pérdida de peso menor que las probetas sometidas al tratamiento alto (TA,
230°C por 8 h). La pérdida de masa estuvo entonces directamente relacionada
con la intensidad del tratamiento, en este caso, con el tiempo del tratamiento
La modificación térmica redujo significativamente la inestabilidad dimensional
de la madera de hule, aunque esta reducción se considera pequeña en
comparación con la obtenida en otras maderas tratadas térmicamente,
resultado influido por el alto contenido de extractivos que presenta la madera
de hule (10.4%)
No se encontró un efecto negativo en la prueba de compresión perpendicular
al eje en la madera modificada térmicamente, tanto en la resistencia como en
el modulo de elasticidad. La dureza Janka se redujo significativamente en las
dos secuelas de modificación térmica estudiadas, pero sin que el material
cambiara de categoría de dureza (Media en todos los casos)
En la prueba de flexión, el MOE sólo se redujo significativamente en el TA,
pero no varió la categoría del MOE (Media en todos los casos). El esfuerzo de
flexión a la ruptura se redujo significativamente en el TB y el TA, lo que
propició que el material cambiara de categoría de Media para el tratamiento
control (TC), a Baja para el TA; el TB se mantuvo en Media. La reducción en el
trabajo a la carga máxima fue significativa, y mayor al 60%. Sin embargo, no
hubo cambio significativo en los valores de la resistencia a la flexión y de la
resiliencia al límite de proporcionalidad. Lo anterior sugiere que es factible
utilizar la madera de hule modificada térmicamente en aplicaciones que
demanden esencialmente la deformación elástica del material
Debido a que el esfuerzo a la ruptura a la flexión y el trabajo a la carga
máxima se ven disminuidos significativamente en la madera de hule
modificada térmicamente, no se recomienda su uso para fines estructurales

80
La modificación térmica en ambos tratamientos aumentó significativamente la
resistencia a la biodegradación de la madera por efecto del ataque del hongo
de la pudrición café Coniophora puteana, pasando de la Clase de durabilidad
5 (No durable) para los especímenes del TC, a Clase 3 (Moderadamente
durable) para la madera del TB, y Clase 2 (Durable) para el material del TA
La modificación térmica incrementó significativamente la resistencia de la
madera de hule contra la pudrición blanca (Coriolus versicolor) sólo en el TA.
Este resultado sólo es indicativo, puesto que los especímenes control (sin
tratar) no alcanzaron la pérdida de peso establecida en la norma BS EN113
(1997) para considerar la prueba como ‗válida‘
La madera modificada en el TA fue igual de eficaz para resistir el ataque de
ambos tipos de pudrición que la madera (sin modificar) impregnada con sales
de CCA a niveles de retención suficientes para el uso del material impregnado
en un escenario de Riesgo 4 (> 12.8 kg m-3)
La madera de hule cambió de color debido a la modificación térmica, según se
desprendió del análisis en el sistema CIEL*a*b*. Se redujo su luminosidad L*
(más oscuro), se incrementó su valor sobre la coordenada a* (más rojo), y se
redujo su valor a lo largo de la coordenada b* (menos amarillo)
Se encontraron modelos para predecir de manera no destructiva 12
propiedades físicas de la madera de hule modificada mediante regresión
múltiple, utilizando los parámetros de cambio de color del sistema CIEL*a*b*.
También fue posible predecir 13 de las 14 propiedades estudiadas en este
trabajo con modelos multivariados utilizando los absorbancias de la madera en
el espectro visible como variables independientes

81
7. RECOMENDACIONES
1. Continuar y profundizar en el estudio de las técnicas y equipos necesarios
para realizar la modificación térmica de la madera, así como su factibilidad
para realizarse a escala industrial.
2. Realizar más pruebas de otras propiedades mecánicas para caracterizar de
una forma más completa el material modificado, así como pruebas de
exposición a la intemperie, por ejemplo, pruebas cementerio en campo
3. Realizar experimentación con otras especies maderables con el fin de
investigar su desempeño mecánico, y su posible incremento en la resistencia
a la pudrición, así como su efecto en la apariencia del material
4. Construir algún artículo de madera con material que haya sido modificado
térmicamente para estudiar su comportamiento y funcionamiento en
condiciones reales de uso.
5. Investigar la respuesta de otras especies a pruebas de biodegradación con
otros hongos e insectos y termitas, en especial hacer las pruebas a la
resistencia de Lyctus, ya que la madera de esta especie es especialmente
susceptible al ataque de este insecto. Es posible que dicha susceptibilidad se
vea reducida al volatizarse los azúcares no estructurales presentes en esta
madera con el tratamiento térmico
6. Hacer pruebas para determinar si la modificación térmica puede ayudar a
reducir el problema de la mancha azul en la madera aserrada de esta especie,
ya que es muy susceptible al manchado por hongos ofiostomatoides. Es
posible que el cambio de color cubra la coloración, o es posible que el
tratamiento térmico evapore las hifas causantes de la coloración

82
8. LITERATURA CITADA
Aguirre RC (1996) Manual para el cultivo del hule (Hevea brasiliensis Muell Arg.). Consejo
Mexicano del Hule. México, D.F. 168 p
ASTM (2007) D 143-94: Standars Test Methods for Small Clear Specimens of Timber.
Annual Book of ASTM Standards. Volume 04.10: Wood (CD-ROM). West Conshohocken,
Pennsylvania: ASTM International. 32 p
Bluth SA (2010) Modificación térmica de la madera. Lignum: Bosque, Madera y
Tecnología. 20(122):53-59
British Standard Institution (1994) BS EN 350-1: Durability of wood and wood-based
products. Natural durability of solid wood. Guide to the principles of testing and
classification of natural durability of wood. London: HMSO. 17 p
British Standard Institution (1997) BS EN 84: Wood preservatives - accelerated ageing of
treated wood prior to biological testing - leaching procedure. London: HMSO. 10 p
British Standards Institution (1957) BS 373: Methods of Testing Small Clear Specimens of
Timber. London: HMSO. 31 p
British Standards Institution (1997) BS EN 113: Wood preservatives —Test method for
determining the protective effectiveness against wood destroying basidiomycetes —
Determination of the toxic values. London: HMSO. 24 p
Chang CI, Keith CT (1978) Properties of heat-darkened wood. II Mechanical properties
and gluability. Ottawa: Eastern Forest Products Laboratory. Report OPX214E: 19 p
De Vetter L, Depraetere G, Janssen C, Stevens M, Van Acker J (2008) Methodology to
assess both the efficacy and ecotoxicology of preservative-treated and modified wood.
Annals of Forest Sciences 65(5):504
Eaton R, Hale MDC (1993) Wood: decay, pests and protection. London: Chapman & Hall.
546 p
Espinoza LG (2002) Efectividad de siete productos antimancha contra Ceratocystis sp. en
madera de Hevea brasiliensis Muell Arg. (Hule). Tesis de Maestría. Texcoco, Estado de
México: División de Ciencias Forestales. Universidad Autónoma Chapingo. 129 p
Esteves B, Pereira H (2009) Wood modification by heat treatment: a review.
BioResources 4(1):370-404
Esteves B, Videira R, Pereira H (2011) Chemistry and ecotoxicity of heat-treated pine
wood extractives. Wood Science and Technology 45:661–676
Gobierno del Estado de Tabasco (1995) Manual para el cultivo del hule en el Estado de
Tabasco. Villahermosa, Tabasco. México. 35 p
González-Peña MM (2003) El efecto de la piridina como catalizador en la resistencia a la
pudrición y estabilidad dimensional de madera acetilada. Tesis de Licenciatura. Texcoco,
Edo. de México: División de Ciencias Forestales. Universidad Autónoma Chapingo. 152 p

83
González-Peña MM (2008) Comparative physicochemical characterisation of thermally-
modified wood. PhD Thesis. School of the Environment and Natural Resources, University
of Wales, Bangor, UK, 381 p
González-Peña MM, Curling SF, Hale MDC (2009) On the effect of heat on the chemical
composition and dimensions of thermally-modified wood. Polymer Degradation and
Stability 94(12):2184-2193
González-Peña MM, Hale MDC (2007) The relationship between mechanical performance
and chemical changes in thermally modified wood. Third European Conference on Wood
Modification. H. Militz. Cardiff, University of Wales, Bangor: pp. 169-172
González-Peña MM, Hale MDC (2009) Colour in thermally-modified wood of beech,
Norway spruce and Scots pine. II. Property predictions from colour changes.
Holzforschung 63(4):394–401
Hernández RE (2007) Swelling properties of hardwoods as affected by their extraneous
substances, wood density, and interlocked grain. Wood and Fiber Science 39(1):146-158
Hill CAS (2006) Wood modification. Chemical, thermal and other processes. Chichester:
John Wiley and Sons Ltd. pp 1-44, 99-127, 175-199
Hill CAS (2009) The potential for the use of modified wood products in the built
environment. Proceedings of the 11th International Conference on Non-conventional
Materials and Technologies (NOCMAT 2009), 6-9 September 2009, Bath, UK, 8 p
Hill CAS (2011) Wood modification: an update. BioResources 6(2):918-919
Homan W, Tjeerdsma B (2005) Control systems, quality assessment and certification of
modified wood for market introduction. En: Militz H, Hill CAS, Eds. Wood Modification:
Processes, Properties and Commercialisation. Göttingen: University of Göttingen Press.
pp 382-389
INIFAP (1993) Guía para la asistencia técnica área de influencia del campo experimental
El Palmar. Instituto Nacional de Investigaciones Forestales, Agrícolas y Pecuarias.
Tezonapa, Ver. México. 57 p
Kamdem DP, Pizzi A, Triboulot MC (2000) Heat-treated timber: potentially toxic
byproducts presence and extent of wood cell wall degradation. Holz als Roh- und
Werkstoff 58(4): 253-257
Kleist G, Lenz MT, and Peek RD (1998) Effects of the specimen position on fungal
colonisation and wood decay by EN 113 test fungi. 29th Annual Meeting of The
International Research Group on Wood Protection. Maastricht, Belgium + The
Netherlands. Documento No. IRG/WP 98-20136, 11 p
Kotilainen RA, Alén RJ, Toivanen TJ (2001) Chemical changes in black alder (Alnus
glutinosa) and European aspen (Populus tremula) during heating at 150-220 °C in a
nitrogen atmosphere. Cellulose Chemistry and Technology 35(3-4): 275-284

84
Lim SC, Sulaiman A (1994) Rubberwood processing and utilization. Chapter 3: Structure
and characteristics of rubberwood. Forest Research Institute Malaysia. Kuala Lumpur,
Malaysia. pp 17-27
Machuca Velazco R (2003) Estudio de permeabilidad de 9 especies de maderas mediante
la impregnación de tres preservadores a presión e inmersión. Tesis de Maestría. Texcoco,
Estado de México: División de Ciencias Forestales, Universidad Autónoma Chapingo. pp
33-37
Militz H (2008) Process and properties of thermally modified wood manufactured in
Europe. En: Schulz T, Militz H, Freeman MH, Goodell B, Nicholas DD, Ed. Development of
commercial wood preservatives. Washington, DC: ACS. pp 372–388
Mohd Dahlan J, Hong L, Azlan M, Wong A (1994) Preservation of rubberwood.
Rubberwood processing and utilization. Forest Research Institute Malaysia. Kuala
Lumpur, Malaysia
Monroy CR (2005) Productividad y caracterización tecnológica de Hevea brasiliensis
Muell. Arg., en Veracruz, México. Tesis de Doctorado. Linares, Estado de Nuevo León:
Facultad de Ciencias Forestales, Universidad Autónoma de Nuevo León. 194 p
Monroy CR, Aguirre CO, Jiménez PJ (2006) Productividad maderable de Hevea
brasiliensis Muell Arg. en Veracruz, México. Ciencia UANL IX(003):261-269
Mouras S, Girard P, Rousset P, Permadi P, Dirol D, Labat G (2002) Physical properties of
non durable woods with a low temperature pyrolysis treatment. Annals of Forest Science
59(3): 317-326
ONNCCE (2003) Norma Mexicana NMX-C-322-ONNCCE-2003 Industria de la
construcción – Madera preservada a presión – Clasificación y requisitos
Ordónez Candelaria VR, Martínez Castillo JL (1997) Maquinado y susceptibilidad a la
impregnación de la madera de hule (Hevea brasiliensis). Madera y Bosques 3(2): 63-71
Scheiding W, Krause K, Plaschkies K, Weiß B (2005) Thermally modified wood (TMW) for
playground toys: investigations of 13 industrially manufactured products. En: Wood
Modification: Processes, Properties and Commercialisation. Militz H, Hill CAS (Eds.).
Göttingen: University of Göttingen Press. pp 12 -18
Sotomayor-Castellanos JR, Herrera-Ferreyra RA, Cruz de León J (2003) Clasificación
mecánica de la madera de 100 especies mexicanas. XII World Forestry Congress,
Québec City, Canada. http://www.fao.org/DOCREP/ARTICLE /WFC/XII/1054-B4.HTM
Tappi Standard T527 om-94 (1994) Color of paper and paper board (d/0° geometry. En:
Tappi Test Methods. Tappi Press, Atlanta, GA. 5p
Tuong VM, Li J (2010) Effect of heat treatment on the change on color and dimensional
stability of acacia hybrid wood. BioResources 5 (2), 1257 – 1267
Wold S, Anttia H, Lindgrenb F, Ohman J (1998) Orthogonal signal correction of near-
infrared spectra. Chemometrics and Intelligent Laboratory Systems 44:175-185

85
9. ANEXOS
9.1. Anexo 1. Análisis de varianza de las propiedades estudiadas
ANDEVA 1
Pérdida de masa (%)
Suma de
cuadrados gl
Media
cuadrática F Sig.
Inter-grupos 3933.248 2 1966.624 3187.392 0.000
Intra-grupos 72.189 117 0.617
Total 4005.437 119
ANDEVA 2
Eficiencia antiexpanción (%)
Suma de
cuadrados gl
Media
cuadrática F Sig.
Inter-grupos 2408.585 1 2408.585 34.985 0.000
Intra-grupos 4612.746 67 68.847
Total 7021.331 68
ANDEVA 3
Esfuerzo al LP (MPa)
Suma de
cuadrados gl
Media
cuadrática F Sig.
Inter-grupos 36.126 2 18.063 0.833 0.440
Intra-grupos 1236.435 57 21.692
Total 1272.560 59
ANDEVA 4
MOE (MPa)
Suma de
cuadrados gl
Media
cuadrática F Sig.
Inter-grupos 1352254.531 2 676127.265 5.302 0.008
Intra-grupos 7268422.626 57 127516.186
Total 8620677.157 59

86
ANDEVA 5
Dureza (N)
Suma de
cuadrados gl
Media
cuadrática F Sig.
Inter-grupos 21897107.146 2 10948553.573 89.288 0.000
Intra-grupos 14346648.333 117 122620.926
Total 36243755.479 119
ANDEVA 6. Prueba de Flexión
Suma de
cuadrados gl
Media cuadrática
F Sig.
Módulo de
elasticidad (MPa)
Inter-grupos 15517561.233 2 7758780.617 6.515 0.003
Intra-grupos 67881083.350 57 1190896.199
Total 83398644.583 59
Trabajo a LP
(J/cm3)
Inter-grupos 0.001 2 0.000 41.901 0.000
Intra-grupos 0.001 57 0.000
Total 0.002 59
Trabajo a carga
máxima (J/cm3)
Inter-grupos 0.047 2 0.023 142.611 0.000
Intra-grupos 0.009 57 0.000
Total 0.056 59
Esfuerzo ruptura
(MPa)
Inter-grupos 24521.654 2 12260.827 115.491 0.000
Intra-grupos 6051.294 57 106.163
Total 30572.948 59
Esfuerzo carga
máxima (MPa)
Inter-grupos 25527.307 2 12763.653 108.877 0.000
Intra-grupos 6682.136 57 117.230
Total 32209.443 59
Esfuerzo al LP
(MPa)
Inter-grupos 4142.336 2 2071.168 38.539 0.000
Intra-grupos 3063.300 57 53.742
Total 7205.637 59

87
ANDEVA 7
Pérdida peso pudrición café (%)
Suma de
cuadrados gl
Media
cuadrática F Sig.
Inter-grupos 2082.231 3 694.077 69.657 0.000
Intra-grupos 278.998 28 9.964
Total 2361.229 31
ANDEVA 8
Perdida peso pudrición blanca (%)
Suma de
cuadrados gl
Media
cuadrática F Sig.
Inter-grupos 257.759 3 85.920 38.884 0.000
Intra-grupos 57.450 26 2.210
Total 315.210 29
ANDEVA 9 Cambios de color
Suma de
cuadrados gl
Media
cuadrática F Sig.
Delta a Inter-grupos 294.929 2 147.464 42.926 0.000
Intra-grupos 401.935 117 3.435
Total 696.864 119
Delta b Inter-grupos 1446.151 2 723.075 68.070 0.000
Intra-grupos 1242.835 117 10.623
Total 2688.986 119
Delta L Inter-grupos 52456.909 2 26228.454 931.352 0.000
Intra-grupos 3294.919 117 28.162
Total 55751.828 119
Delta E Inter-grupos 54633.791 2 27316.896 943.824 0.000
Intra-grupos 3386.306 117 28.943
Total 58020.097 119

88
9.2. Anexo 2. Clases de durabilidad de acuerdo al BS EN 350-1 (1994)
Clase de durabilidad Descripción Valor x
1 Muy durable < 0.15
2 Durable 0.151 a 0.30
3 Moderadamente durable 0.301 a 0.60
4 Poco durable 0.601 a 0.9
5 No durable > 0.901
Valor x = (Perdida de peso promedio de los especimenes de
prueba)/(perdida de peso promedio de los especimenes de
referencia)


















