
Documento de Idoneidad Técnica Europeo...
16
Centro Científico y Técnico de la Construcción (versión original en lengua francesa) MIEMBRO DE LA EOTA Documento de Idoneidad Técnica Europeo ETA-11/0150 Taco de sellado tipo “de inyección” de acero inoxidable, para la fijación en el hormigón no fisurado: diámetros M8, M10, M12, M16 y M20. AT-HP Acero Inoxidable 16 páginas, incluyendo 7 anexos que forman parte integrante del documento. Fábrica Francia Nombre comercial: Validez del / al Tipo genérico y utilización prevista del producto de construcción: Titular: Planta de fabricación: El presente Documento de Idoneidad Técnica Europeo consta de: Autorizado y notificado de acuerdo con el Artículo 10 de la Directiva del Consejo del 21 de diciembre de 1988 sobre la aproximación de las disposiciones legales, reglamentarias y administrativas de los Estados Miembros sobre los productos de construcción (89/106/CEE)
Transcript of Documento de Idoneidad Técnica Europeo...

Centro Científico y Técnico de la Construcción
(versión original en lengua francesa)
MIEMBRO DE LA EOTA
Documento de Idoneidad Técnica Europeo ETA-11/0150
Taco de sellado tipo “de inyección” de acero inoxidable, para la fijación en el hormigón no fisurado: diámetros M8, M10, M12, M16 y M20.
AT-HP Acero Inoxidable
16 páginas, incluyendo 7 anexos que forman parte integrante del documento.
Fábrica Francia
Nombre comercial:
Validez del / al
Tipo genérico y utilización prevista del producto de construcción:
Titular:
Planta de fabricación:
El presente Documento de Idoneidad Técnica Europeo consta de:
Autorizado y notificado de acuerdo
con el Artículo 10 de la Directiva del Consejo
del 21 de diciembre de 1988 sobre la aproximación de las disposiciones legales,
reglamentarias y administrativas de los Estados Miembros
sobre los productos de construcción (89/106/CEE)

I BASES LEGALES Y CONDICIONES GENERALES
1. El presente Documento de Idoneidad Técnica Europeo es emitido por el Centro Científico y Técnico de la Construcción, en conformidad con:
− La Directiva del Consejo 89/106/CEE del 21 de diciembre de 1988, relativa a la aproximación de las disposiciones legales, reglamentarias y administrativas de los Estados Miembros sobre los productos de construcción1, modificada por la Directiva del Consejo 93/68/CEE del 22 de julio de 19932;
− Decreto nº 92-647 del 8 de julio de 19923 relativo a la aptitud para el uso de los productos de construcción;
− Las Normas Comunes de Procedimiento, relativas a la solicitud, la preparación y la emisión de los Documentos de Idoneidad Técnica Europeos, descritos en el Anexo de la Decisión de la Comisión 94/23/CE4;
− La Guía para el Documento de Idoneidad Técnica Europeo relativa a los « Tacos metálicos para hormigón » Guía ATE 001, edición 1997, Parte 1 « Generalidades sobre los tacos de fijación » y Parte 5 « Tacos de sellado ».
2 El Centro Científico y Técnico de la Construcción está habilitado para verificar si se respetan las disposiciones de la presente Autorización Técnica Europea. Esta verificación puede efectuarse en las plantas de fabricación (por ejemplo, para observar las hipótesis emitidas en este Documento de Idoneidad Técnica Europeo con respecto al proceso de fabricación). Sin embargo, la responsabilidad de la conformidad de los productos con el Documento de Idoneidad Técnica Europeo y su aptitud para su uso previsto, corresponde al beneficiario de este Documento de Idoneidad Técnica Europeo.
3 El presente Documento de Idoneidad Técnica Europeo no puede ser transferido a otros fabricantes, o representantes de los mismos, que aquellos que se indican en la página 1 o a otras plantas de fabricación que las indicadas en la página 1 de este Documento de Idoneidad Técnica Europeo.
4 El presente Documento de Idoneidad Técnica Europeo puede ser retirado por el Centro Científico y Técnico de la Construcción, conforme al Artículo 5 (1) de la Directiva del Consejo 89/106/CEE.
5 La reproducción de este Documento de Idoneidad Técnica Europeo, incluyendo su trasmisión por medios electrónicos, debe ser total. Sin embargo, puede realizarse una reproducción parcial con el consentimiento escrito del Centro Científico y Técnico de la Construcción. En este caso, una reproducción parcial debe estar designada como tal. Los textos y los dibujos de los folletos publicitarios no deben estar en contradicción con el Documento de Idoneidad Técnica Europeo, ni referirse a él de forma abusiva.
6 El presente Documento de Idoneidad Técnica Europeo es emitido por el Organismo de Concesión en su lengua oficial. Esta versión corresponde a la versión emitida por la EOTA. Toda traducción a otro idiomas debe ser definida como tal.
1 Diario Oficial de las Comunidades Europeas n° L 40, 11.2.1989, p. 122 Diario Oficial de las Comunidades Europeas n° L 220, 30.8.1993, p. 13 Diario Oficial de la República Francesa del 14 de julio de 19924 Diario Oficial de las Comunidades Europeas n° L 17, 20.1.1994, p. 34
Página 2 del Documento de Idoneidad Técnica Europeo ETA-11/0150

II CONDICIONES ESPECÍFICAS PARA EL DOCUMENTO DE IDONEIDAD TÉCNICA EUROPEO
1 Definición del producto y su uso previsto
1.1. Definición del producto
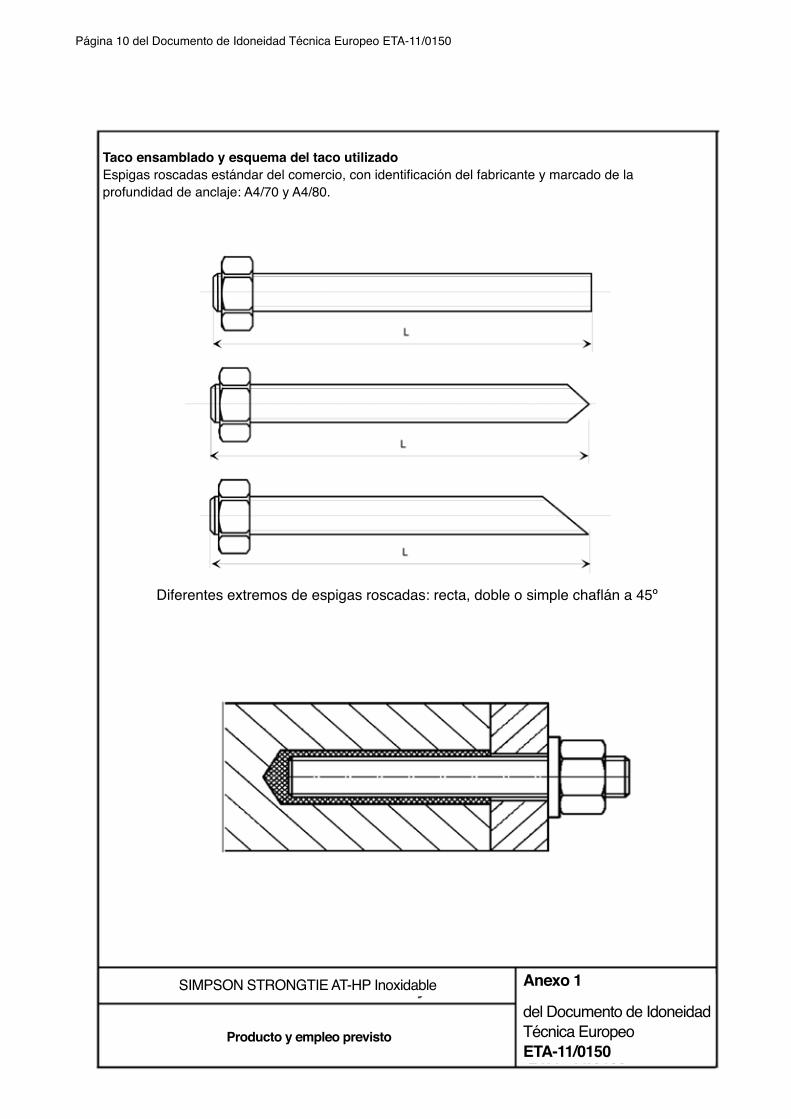
El taco SIMPSON STRONGTIE AT-HP Acero Inoxidable de la gama M8 a M20, es un taco para sellado (tipo “de inyección) de acero inoxidable que se instala en un orificio taladrado previamente y relleno con una resina de inyección bi-componentes utilizando una pistola de inyección equipada con una boquilla mezcladora especial. La espiga roscada estándar se introduce en la resina con un ligero movimiento giratorio. La espiga roscada puede ser utilizada con un extremo recto, achaflanada a 45° por un solo lado o con un extremo achaflanado a 45° por ambos lados. La resina está disponible en cartuchos coaxiales de dos volúmenes (280 ml y 345 ml) o en cartuchos “lado a lado” de dos volúmenes (380 ml y 825 ml). El taco está destinado a ser utilizado con unas profundidades de anclaje comprendidas entre 8 diámetros y 12 diámetros.
Ver Figuras en el Anexo 1 para la utilización del taco.
1.2. Uso previsto
Este taco está destinado a la realización de anclajes para los que deben respetarse las exigencias relativas a la resistencia mecánica, la estabilidad y la seguridad de utilización, en el sentido de las Exigencias Esenciales 1 y 4 de la Directiva del Consejo 89/106/CEE y cuya ruina comprometería la estabilidad de las obras, poniendo en peligro la vida humana, y/o tendría graves consecuencias económicas. Este taco solamente debe ser utilizado para la realización de anclajes sometidos a cargas estáticas o casi estáticas, en hormigón armado o no armado, con una masa volúmica corriente y una clase de resistencia de C20/25 mínimo a C50/60 máximo, según el documento ENV 206: 2000-12. Puede anclarse solamente en hormigón no fisurado.
Este taco puede ser utilizado en hormigón sometido a un ambiente interior seco e igualmente en hormigón expuesto a las condiciones atmosféricas exteriores (incluyendo los entornos industriales y marinos o, en interior, a una humedad permanente, si no existe ninguna condición agresiva particular, tal como, por ejemplo, la inmersión permanente o intermitente en el agua de mar o la exposición a los rociones, la atmósfera clorada de las piscinas interiores o una atmósfera muy contaminada químicamente (por ejemplo, en las fábricas de desulfuración o en los túneles de carretera, si se utilizan productos para eliminar las placas de hielo).
Este taco puede ser utilizado en hormigón seco o húmedo (categoría de utilización 1), siendo esto aplicable a todos los diámetros.
InstalaciónSoporte
Hormigón seco Hormigón húmedo Taladrado inundadoTodos los diámetros Sí Sí No
Todos los diámetros (es decir, de M8 a M24) pueden ser utilizados en todas las direcciones.
Este taco puede ser utilizado en las siguientes franjas de temperatura:Franja de temperatura de -40° C a +40° C
(temperatura máxima a corto plazo +40° C y / temperatura máxima a largo plazo +24° C)
Página 3 del Documento de Idoneidad Técnica Europeo ETA-11/0150

Las disposiciones tomadas en el presente Documento de Idoneidad Técnica Europeo reposan sobre la hipótesis de que la vida útil estimada del taco para la utilización prevista es de 50 años. Las indicaciones relativas a la vida útil no pueden ser interpretadas como una garantía dada por el fabricante, sino que deben ser consideradas como un medio para elegir los tacos que mejor convienen a una vida útil esperada, económicamente razonable, de las obras.
2 Características del producto y métodos de verificación
2.1. Características del producto
El taco de la gama M8 a M20 y los cartuchos de resina corresponden a los dibujos y disposiciones indicados en los Anexos 1 y 2. Los valores característicos de los materiales, las dimensiones y las tolerancias del taco que no figuren en los Anexos 3 y 4 deben corresponder a los valores respectivos estipulados en la documentación técnica5 de la presente evaluación para el Documento de Idoneidad Técnica Europeo. Los valores característicos del taco, necesarios para el diseño de los anclajes, figuran en los Anexos 5 a 7.
Cada taco está marcado con el logo del fabricante, el nombre comercial, el número de lote, el plazo de conservación y los tiempos de utilización y de curado. El taco para sellado AT-HP Acero Inoxidable puede ser utilizado con las espigas roscadas estándar del comercio.
Las espigas roscadas utilizadas deben poseer: - Unas características mecánicas conformes a la norma EN ISO 3506-1 - La confirmación de estas características mecánicas por medio de un documento de control de
calidad conforme a la norma EN 10204 - Un marcado que identifique al fabricante de la espiga y la profundidad de anclaje prevista.
Los dos componentes de la resina de inyección AT-HP pueden ser suministrados no mezclados, en cartuchos con un contenido de 280 ml o de 345 ml (cartuchos coaxiales) y de 380 o 825 ml (cartuchos lado a lado), tal como se indica en el anexo 2.
2.2. Métodos de verificación
La apreciación de la aptitud de un taco para el empleo previsto en función de las exigencias relativas a la resistencia mecánica, la estabilidad y la seguridad de utilización, en el sentido de las Exigencias Esenciales 1 y 4, ha sido efectuada conforme a la « Guía de Idoneidad Técnica Europea relativa a los tacos metálicos para hormigón », Parte 1 « Generalidades sobre los tacos de fijación » y Parte 5 « Tacos para sellado », sobre la base de la Opción 8.
Además de las cláusulas específicas relativas a las sustancias peligrosas, contenidas en el presente Documento de Idoneidad Técnica Europeo, puede que sean aplicables otras exigencias a los productos cubiertos por el ámbito de aplicación de la ATE (por ejemplo, legislación europea y legislaciones nacionales trasladadas, reglamentaciones y disposiciones administrativas). Para estar conformes con las disposiciones de la Directiva Productos de Construcción de la UE, estas exigencias deben ser satisfechas en el lugar en el que se aplican.
5 La documentación técnica de la presente evaluación para el Documento de Idoneidad Técnica Europeo está depositada en el Centro Científico y Técnico de la Construcción y, en caso de necesidad, entregada a los organismos autorizados encargados del procedimiento de certificación de conformidad.
Página 4 del Documento de Idoneidad Técnica Europeo ETA-11/0150
3 Evaluación de la Conformidad y marcado CE
3.1. Sistema de certificación de conformidad
El sistema de certificación de conformidad 2 (i) (referenciado por otra parte sistema 1), descrito en la Directiva del Consejo 89/106/CEE Anexo III establecido por la Comisión Europea, incluye las siguientes disposiciones:
a) tareas del fabricante: 1. control de la producción en la fábrica, 2. ensayos complementarios en muestras tomadas en la fábrica por el fabricante, conforme
a un plan de ensayos prescrito. b) tareas del organismo notificado: 3. ensayos de tipo inicial del producto, 4. inspección inicial de la fábrica y del control de producción en la fábrica, 5. vigilancia continua, evaluación y aprobación del control de producción en la fábrica.
3.2. Responsabilidades
3.2.1. Tareas del fabricante, control de producción en la fábrica
El fabricante dispone en sus locales de un sistema de control de producción en la fábrica y ejerce un control interno permanente de producción. Todos los elementos, exigencias y disposiciones adoptados por el fabricante son objeto sistemáticamente de documentos bajo la forma de procedimientos y de reglas escritas. Este sistema de control de producción aporta la garantía de que el producto está conforme con la Idoneidad Técnica Europea.
El fabricante debe utilizar únicamente materias primas suministradas con los documentos de inspección correspondientes, tal como está estipulado en el plan de ensayos6 prescrito. Las materias primas entrantes deben ser objeto de controles y de ensayos por parte del fabricante antes de su aceptación. La verificación de materiales entrantes tales como resina y endurecedor, debe incluir el control de los documentos de inspección facilitados por los proveedores (comparación con relación a los valores nominales) por medio de la verificación de las propiedades adecuadas.
Los componentes manufacturados del taco deben ser sometidos a los siguientes ensayos: Propiedades físicas: resina (volumen, peso) y endurecedor (volumen, peso) Propiedades de los materiales: resina (composición, viscosidad) y endurecedor (composición,
viscosidad) Control visual del aspecto de los cartuchos La frecuencia de los controles y de los ensayos realizados durante la producción y en el
taco ensamblado, está estipulada en el plan de ensayos prescrito, teniendo en cuenta el procedimiento de fabricación automatizado aplicable al taco.
Los resultados del control de la producción en la fábrica son registrados y evaluados. Los registros incluyen, como mínimo, las siguientes informaciones:
− denominación del producto, de los materiales de base y de los componentes; − tipo de control o de ensayo; − fecha de fabricación del producto y fecha de los ensayos realizados en el producto o en los
materiales de base y en los componentes; − resultado del control y de los ensayos y, llegado el caso, comparación con las exigencias; − firma de la persona responsable del control de la producción en la fábrica.
6 El plan de ensayos previsto ha sido depositado en el Centro Científico y Técnico de la Construcción, siendo comunicado únicamente a los organismos autorizados encargados del procedimiento de certificación de conformidad.
Página 5 del Documento de Idoneidad Técnica Europeo ETA-11/0150

anda, deben ser entregados al Centro Científico y Técnico de la Construcción.
Las precisiones sobre la extensión, la naturaleza y la frecuencia de los ensayos y controles a efectuar en el marco del control de producción en la fábrica, deben corresponder al plan de ensayos prescrito, integrado en la documentación técnica del presente Documento de Idoneidad Técnica Europeo.
3.2.2. Tareas de los organismos notificados
3.2.2.1. Ensayos de tipo inicial del producto
En lo que concierne a los ensayos de tipo inicial, los resultados de los ensayos realizados en el marco de la evaluación para el Documento de Idoneidad Técnica Europeo deben ser utilizados, a menos que se hayan efectuado cambios a nivel de la cadena de producción o de la unidad de fabricación. En este caso, los ensayos de tipo inicial requeridos deben emanar de un acuerdo entre el Centro Científico y Técnico de la Construcción y los organismos notificados concernidos.
3.2.2.2. Inspección inicial de la fábrica y del control de producción en la fábrica
El organismo notificado debe asegurase de que, conforme al plan de ensayos prescrito, la fábrica y el control de producción en fábrica son aptos para garantizar una fabricación continua y regular del taco, según las especificaciones mencionadas en 2.1., así como en los Anexos del Documento de Idoneidad Técnica Europeo.
3.2.2.3. Vigilancia continua
El organismo notificado debe efectuar una visita de la fábrica como mínimo una vez al año, en el marco de una inspección periódica. Es necesario verificar que se mantienen el sistema de control de producción en fabrica y el procedimiento de fabricación automatizado, respetando el plan de ensayos prescrito.
La vigilancia continua y la evaluación del control de producción en fábrica, deben ser realizadas conforme al plan de ensayos prescrito.
El organismo de certificación o el organismo de inspección, respectivamente, deben poner a disposición del Centro Científico y Técnico de la Construcción, bajo demanda, los resultados de la certificación del producto y de la vigilancia continua. Si las disposiciones del Documento de Idoneidad Técnica Europeo y del plan de ensayos prescritos dejan de cumplirse, el certificado de conformidad debe ser retirado.
3.3. Marcado CE
El marcado CE debe aparecer en cada embalaje de tacos. El símbolo «CE» debe estar acompañado de las siguientes informaciones:
− número de identificación del organismo de certificación; − nombre o marca distintiva del fabricante y de la unidad de fabricación; − las dos últimas cifras del año de fijación de la marca CE; − número del certificado de conformidad CE; − número del Documento de Idoneidad Técnica Europeo; − categoría de utilización (ETAG 001-5 Opción 8); − tamaño.
Página 6 del Documento de Idoneidad Técnica Europeo ETA-11/0150

4 Hipótesis según las cuales la aptitud del producto para el empleo previsto ha sido evaluada favorablemente
4.1. Fabricación
El taco es fabricado conforme a las disposiciones del Documento de Idoneidad Técnica Europeo, mediante un procedimiento de fabricación automatizado, tal como ha sido identificado durante la inspección de la fábrica por el Centro Científico y Técnico de la Construcción y el organismo notificado, y tal como está estipulado en la documentación técnica.
4.2. Utilización
4.2.1. Concepción de los anclajes
La idoneidad de los tacos para el uso previsto es concedida bajo reserva de que:
Los anclajes estén diseñados de acuerdo con la « Guía de Idoneidad Técnica Europea relativa a los tacos metálicos para hormigón », anexo C, Método A, para tacos de sellado, bajo la responsabilidad de un ingeniero experto en anclajes y trabajos de hormigonado.
Para las verificaciones indicadas a continuación, reflejadas en el Anexo C de la Guía de ATE, deben observarse las siguientes disposiciones:
- La verificación “ruptura por cono de hormigón” (párrafo 5.2.2.4, Anexo C de la Guía de ATE 001, NRk,c, debe ser determinada según (1) y (2): el valor más pequeño, según (1) y (2), es determinante.
(1) NRk,c según la ecuación (5.2), anexo C de la Guía de ATE 001 o: N0
Rk,c según la tabla 5 del Anexo 5 scr,N y ccr,N según la tabla 5 del Anexo 5 ψucr,N = 1,0
(2) NRk,c según la ecuación (5.2), anexo C de la Guía de ATE 001 o: N0
Rk,c = 0,75 x 15,5 x hef 1,5 x fck, cubo0,5
scr,n = 3 hef y ccr,n = 1,5 hef ψucr,N = 1,0
- La verificación “ruptura por agrietamiento al cargar el taco” (párrafo 5.2.2.6, Anexo C de la Guía de ATE 001), NRk,sp, debe determinarse según (3).
(3) NRk,sp según la ecuación (5.3), Anexo C de la Guía de ATE 001 o: N0
Rk,c según la tabla 5 del Anexo 5 scr,N y ccr,N según la tabla 5 del Anexo 5 ψucr,N = 1,0 y ψucr,sp = 1,0
- La verificación “ruptura del hormigón por efecto de palanca” (párrafo 5.2.3.3, Anexo C de la Guía de ATE 001), NRk,c para la ecuación (5.6), Anexo C de la Guía de ATE 001, debe determinarse según (1).
Los planos y las notas de cálculo verificables deben ponerse a punto teniendo en cuenta las cargas que deberán fijarse.
La posición del taco debe estar indicada en los planos (por ejemplo, posición del taco con relación a los armazones o a los soportes, etc.).
4.2.2. Colocación de los tacos
La aptitud del taco para su empleo solamente puede suponerse si dicho taco se coloca como sigue: − colocación del taco realizada por un personal cualificado, bajo el control del responsable
técnico de la obra;
Página 7 del Documento de Idoneidad Técnica Europeo ETA-11/0150

− utilización del taco únicamente tal como ha sido suministrado por el fabricante, sin cambios de componentes;
− colocación del taco conforme a las especificaciones del fabricante y a los dibujos preparados con este fin, utilizando herramientas apropiadas;
− verificaciones antes de la colocación del taco para asegurarse de que la clase de resistencia del hormigón, en la que debe fijarse el taco, se sitúa en la franja indicada;
− verificación de la perfecta compactación del hormigón, por ejemplo, ausencia de vacíos significativos;
− mantenimiento de la distancia a un borde libre y de la distancia entre ejes en los límites especificados, sin tolerancias negativas;
− realización de los orificios taladrados sin dañar el armazón del hormigón; − en caso de taladrado abandonado, el orificio debe rellenarse con mortero − los orificios deben ser limpiados del polvo de perforación: los orificios deben limpiarse mediante
al menos 2 operaciones de soplado + 2 operaciones de cepillado + 2 operaciones de soplado + 2 operaciones de cepillado + 2 operaciones de soplado. Antes de realizar las operaciones de cepillado, es conveniente limpiar con el cepillo y asegurarse de que el diámetro de este último es el diámetro especificado en la Tabla 2 del Anexo 3;
− colocación del taco garantizando la profundidad de anclaje; − inyección de la resina utilizando el equipo que incluye la boquilla mezcladora especial indicada
en el Anexo 2, desechando las primeras porciones de resina de cada nuevo cartucho hasta que la resina salga de un color homogéneo; respeto de las instrucciones del fabricante relativas al tiempo de utilización de un cartucho (tiempo abierto) en función de la temperatura ambiente del hormigón ; llenado uniforme del orificio taladrado desde el fondo del mismo, de forma que se evite aprisionar aire, retirando lentamente la boquilla mezcladora, por etapas, al mismo tiempo que se inyecta el producto; llenado del orificio taladrado con una cantidad de resina correspondiente a la mitad del orificio taladrado; inserción inmediata de la espiga roscada, lentamente y con un ligero movimiento giratorio; limpieza de la resina de inyección excedente alrededor de la espiga; antes de cargar la espiga, respeto del tiempo de curado conforme a la Tabla 2 del Anexo 2; durante el tiempo de curado del producto de sellado, la temperatura no debe descender por debajo de 0º C
− aplicación del par de apriete indicado en el anexo 5, con la ayuda de una llave dinamométrica graduada.
4.2.3. Responsabilidad del fabricante Es responsabilidad del fabricante garantizar que las informaciones relativas a las condiciones
específicas según las partes 1 y 2, así como los anexos mencionados en 4.2.1. y 4.2.2., se facilitarán a las personas concernidas. Dichas informaciones pueden presentarse bajo la forma de reproducción de las partes respectivas del Documento de Idoneidad Técnica Europeo. Además, todos los datos de utilización deben figurar claramente sobre el embalaje y/o en una ficha de instrucciones adjunta, utilizando preferentemente una o varias ilustraciones.
Los datos mínimos requeridos son los siguientes: − diámetro de la broca, − diámetro de la rosca, − grosor máximo del elemento a fijar, − profundidad mínima del anclaje, − par de apriete necesario, − franja de temperatura de servicio admisible, − tiempo de curado de la resina, en función de la temperatura de instalación,
− informaciones relativas al procedimiento de utilización, incluida la limpieza del orificio, preferentemente con ayuda de una ilustración,
− referencia a todo material de instalación especial necesario, − identificación del lote de fabricación.
Todos los datos deben presentarse de forma clara y precisa.
Página 8 del Documento de Idoneidad Técnica Europeo ETA-11/0150

5 Recomendaciones relativas al embalaje, al transporte y al almacenamiento.
Los cartuchos de resina deben protegerse contra los rayos del sol y almacenarse según las instrucciones de instalación del fabricante, en una atmósfera seca y dentro de una franja de temperatura de 5° C a 35° C.
Los cartuchos que hayan sobrepasado su fecha de conservación no deben utilizarse.
El Director Técnico C. BALOCHE
Página 9 del Documento de Idoneidad Técnica Europeo ETA-11/0150
SIMPSON STRONGTIE AT-HP Inoxidable Anexo 1
del Documento de Idoneidad Técnica Europeo ETA-11/0150
Producto y empleo previsto
Diferentes extremos de espigas roscadas: recta, doble o simple chaflán a 45º
Taco ensamblado y esquema del taco utilizadoEspigas roscadas estándar del comercio, con identificación del fabricante y marcado de la profundidad de anclaje: A4/70 y A4/80.
Página 10 del Documento de Idoneidad Técnica Europeo ETA-11/0150

Cartuchos de inyección:
Boquilla mezcladora especial:
Marcado del cartucho de resina:Cada cartucho está marcado con el nombre del fabricante, el nombre comercial, el número de lote, el tiempo de conservación y los tiempos de utilización y de curado.
Cartuchos de inyección:
SIMPSON STRONGTIE AT-HP Inoxidable Anexo 2
del Documento de Idoneidad Técnica Europeo ETA-11/0150
Cartuchos de mortero y boquilla mezcladora
Página 11 del Documento de Idoneidad Técnica Europeo ETA-11/0150
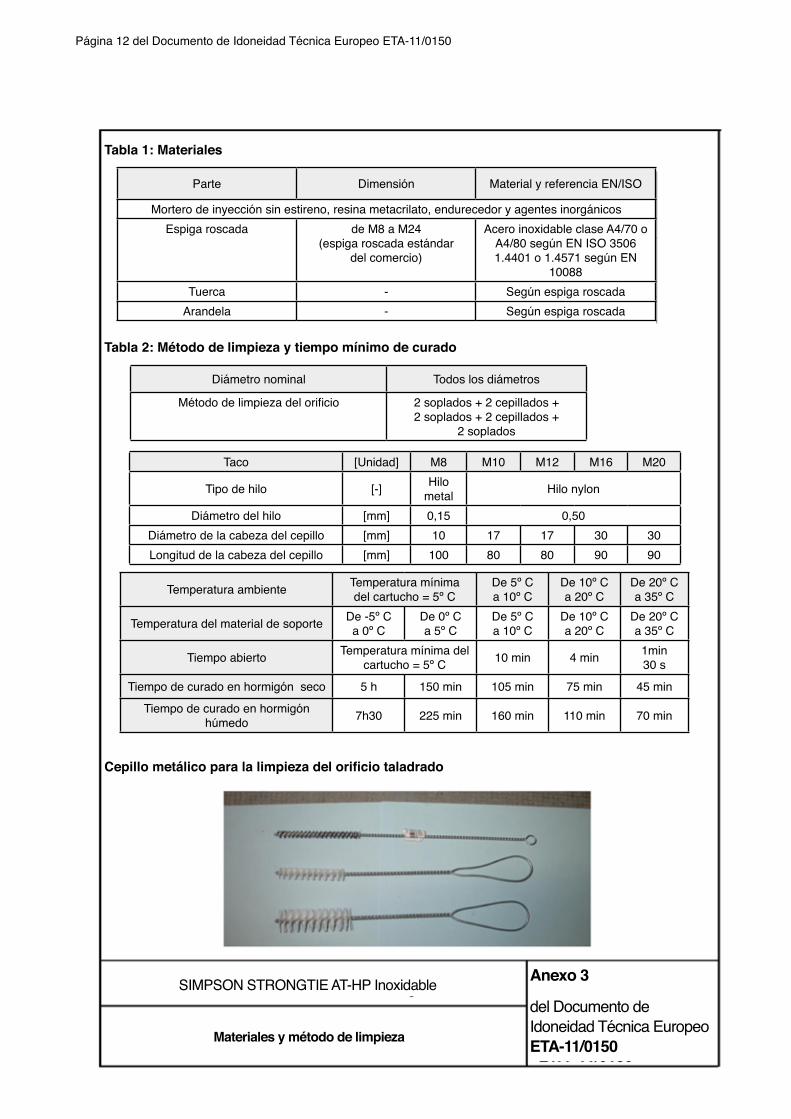
Tabla 1: Materiales
Tabla 2: Método de limpieza y tiempo mínimo de curado
Cepillo metálico para la limpieza del orificio taladrado
SIMPSON STRONGTIE AT-HP Inoxidable Anexo 3
del Documento de Idoneidad Técnica Europeo ETA-11/0150Materiales y método de limpieza
Parte Dimensión Material y referencia EN/ISO
Mortero de inyección sin estireno, resina metacrilato, endurecedor y agentes inorgánicosEspiga roscada de M8 a M24
(espiga roscada estándardel comercio)
Acero inoxidable clase A4/70 o A4/80 según EN ISO 35061.4401 o 1.4571 según EN
10088Tuerca - Según espiga roscada
Arandela - Según espiga roscada
Diámetro nominal Todos los diámetros
Método de limpieza del orificio 2 soplados + 2 cepillados + 2 soplados + 2 cepillados +
2 soplados
Taco [Unidad] M8 M10 M12 M16 M20
Tipo de hilo [-] Hilo metal Hilo nylon
Diámetro del hilo [mm] 0,15 0,50Diámetro de la cabeza del cepillo [mm] 10 17 17 30 30Longitud de la cabeza del cepillo [mm] 100 80 80 90 90
Temperatura ambiente Temperatura mínima del cartucho = 5º C
De 5º C a 10º C
De 10º C a 20º C
De 20º C a 35º C
Temperatura del material de soporte De -5º C a 0º C
De 0º C a 5º C
De 5º C a 10º C
De 10º C a 20º C
De 20º C a 35º C
Tiempo abierto Temperatura mínima del cartucho = 5º C 10 min 4 min 1min
30 s
Tiempo de curado en hormigón seco 5 h 150 min 105 min 75 min 45 min
Tiempo de curado en hormigón húmedo 7h30 225 min 160 min 110 min 70 min
Página 12 del Documento de Idoneidad Técnica Europeo ETA-11/0150
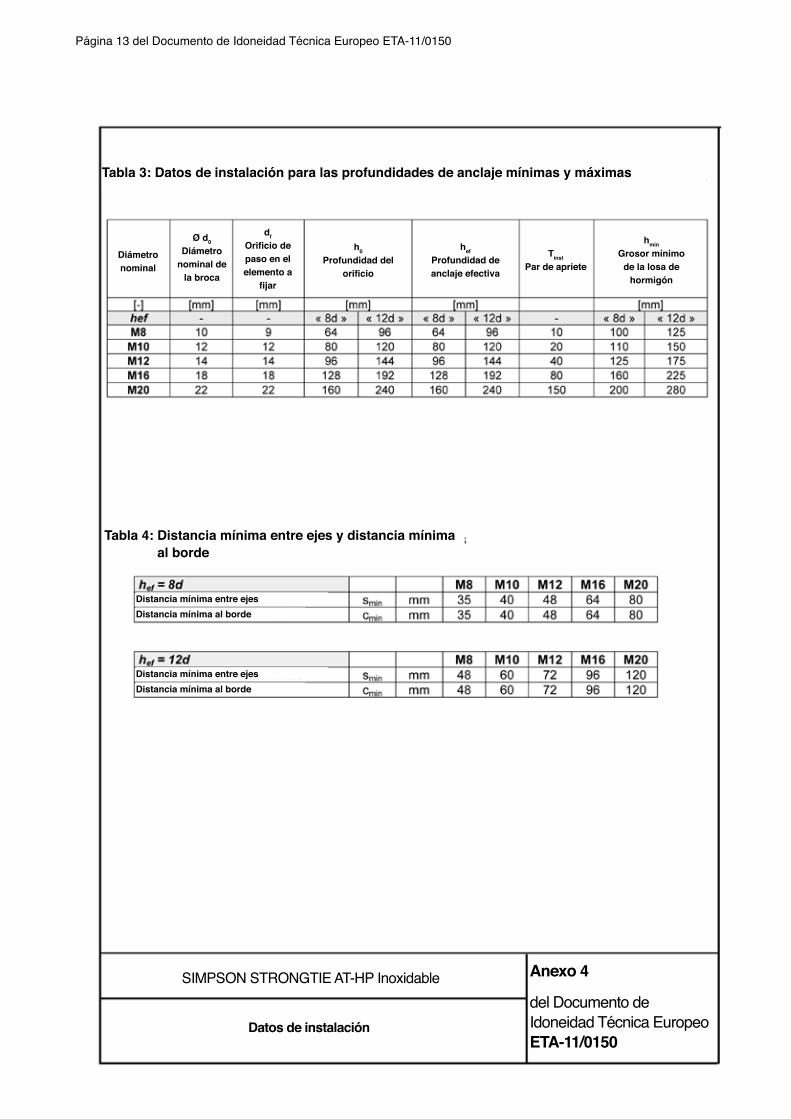
Tabla 4: Distancia mínima entre ejes y distancia mínima al borde
Tabla 3: Datos de instalación para las profundidades de anclaje mínimas y máximas
Diámetro nominal
Distancia mínima entre ejes
Distancia mínima entre ejes
Distancia mínima al borde
Distancia mínima al borde
Ø d0
Diámetro nominal de
la broca
df
Orificio de paso en el elemento a
fijar
hef
Profundidad de anclaje efectiva
Tinst
Par de apriete
hmin
Grosor mínimo de la losa de
hormigón
SIMPSON STRONGTIE AT-HP Inoxidable Anexo 4
del Documento de Idoneidad Técnica Europeo ETA-11/0150
Datos de instalación
h0
Profundidad del orificio
Página 13 del Documento de Idoneidad Técnica Europeo ETA-11/0150

Tabla 5: Valores característico de resistencia a las cargas de tracción del método de concepción – cálculo A
SIMPSON STRONGTIE AT-HP Inoxidable Anexo 5
del Documento de Idoneidad Técnica Europeo ETA-11/0150
Valores característicos de resistencia a las cargas de tracción.Método de concepción – cálculo A
Tabla 6: Parámetros característicos para la resistencia a las cargas de tracción del método de concepción – cálculo A en caso de ruptura por agrietamiento
Ruptura por agrietamiento
Ruptura por extracción – deslizamiento y por cono de hormigón en hormigón no fisurado de C20/25 a C50/60
Ruptura del acero con espiga roscada de acero estándar clase A4-80
Ruptura del acero con espiga roscada de acero estándar clase A4-70
Profundidad de anclaje efectiva
Coeficiente parcial de seguridad
Distancia entre ejes máxi
máxi
máxi
míni
míni
míni
míni
Distancia a un borde libre
Coeficiente parcial de seguridad
Resistencia característica
Resistencia característica
Coeficiente parcial de seguridad
Coeficiente parcial de seguridad
Resistencia característicade C20/25 a C50/60 – hef “8d” T = de - 40° C a + 40° C
Resistencia característicade C20/25 a C50/60 – hef “12d” T = de - 40° C a + 40° C
Página 14 del Documento de Idoneidad Técnica Europeo ETA-11/0150

SIMPSON STRONGTIE AT-HP Inoxidable Anexo 6
del Documento de Idoneidad Técnica Europeo ETA-11/0150
Valores característicos de resistencia a las cargas de cizallamiento.Método de concepción – cálculo A
Tabla 7: Valores característicos de resistencia a las cargas de cizallamiento del método de concepción – cálculo A
Ruptura del acero sin brazo de palanca, con espiga roscada de acero estándar clase A4-70
Ruptura del acero sin brazo de palanca, con espiga roscada de acero estándar clase A4-70
Ruptura del acero sin brazo de palanca, con espiga roscada de acero estándar clase A4-80
Ruptura del acero sin brazo de palanca, con espiga roscada de acero estándar clase A4-80
Ruptura del acero por efecto de palanca
Ruptura del acero al borde de la losa
Resistencia característica
Resistencia característica
Resistencia característica
Resistencia característica
Coeficiente parcial de seguridad
Coeficiente parcial de seguridad
Factor de ecuación (5.6)
Longitud efectiva del taco bajo carga de cizallamiento
Guía ATE Anexo C § 5.2.2.3
Diámetro exterior del taco
Coeficiente parcial de seguridad
Coeficiente parcial de seguridad
Coeficiente parcial de seguridad
Coeficiente parcial de seguridad
Página 15 del Documento de Idoneidad Técnica Europeo ETA-11/0150

SIMPSON STRONGTIE AT-HP Inoxidable Anexo 7
del Documento de Idoneidad Técnica Europeo ETA-11/0150
Valores característicos de los desplazamiento bajo cargas de tracción y de cizallamiento.
Tabla 8 Valores característicos de los desplazamientos bajo cargas de tracción
Tabla 9 Valores característicos de los desplazamientos bajo cargas de cizallamiento
Desplazamiento característico en hormigón no fisurado de C20/25 a C50/60
Desplazamiento característico
Carga de servicio: N
Carga de servicio: V
δNO a corto plazo
δNO a corto plazo
δNO a largo plazo
δNO a largo plazo
Página 16 del Documento de Idoneidad Técnica Europeo ETA-11/0150











![Instituto Nacional de Transparencia, Acceso a la ...inicio.inai.org.mx/Denuncias/DIT 0150-2019.pdf · públicos cuentan con extensión y/o correo electrónico '. [ .. .]" (sic) Al](https://static.fdocuments.es/doc/165x107/60a2ab060b673c5d6e05f02b/instituto-nacional-de-transparencia-acceso-a-la-0150-2019pdf-pblicos-cuentan.jpg)






