Ë è «,n #
100
ESCUELA U NIVERSITARIA DE INGENIERÍA TÉCNICA INDUSTRIAL DE ZARAGOZA INGENIERÍA DE S ISTEMAS Y AUTOMÁTICA Automatiza ción Almacén Estanterías Elevadas Memoria
Transcript of Ë è «,n #

ESCUELA UNIVERSITARIA DE INGENIERÍA TÉCNICA INDUSTRIAL DE ZARAGOZA INGENIERÍA DE SISTEMAS Y AUTOMÁTICA
Automatización
Almacén Estanterías
Elevadas
Memoria

Automatización Almacén 72 Posiciones
Ingeniería de Sistemas y Automática - 2 -
Ladislao Rubio Rubio

Índice
- 3 - Ladislao Rubio Rubio
1.- Índice
1.- Índice ........................................................................................................................... 3 2.- Enunciado .................................................................................................................. 11 3.- Introducción a los Sistemas de Almacenado ............................................................. 13
3.1.- Definiciones .................................................................................................. 13 3.1.1.- Técnica de Almacenamiento............................................................. 13 3.1.2.- Organización del Almacén ............................................................... 13 3.1.3.- Medios de Transporte ....................................................................... 14 3.1.4.- Técnica de Manipulación.................................................................. 15
3.2.- Fundamentos ................................................................................................. 15 3.3.- Análisis Económico Industrial...................................................................... 17 3.4.- Funciones del Almacén................................................................................. 18 3.5.- Tipos de Almacén ......................................................................................... 19
3.5.1.- Clasificación Según la Disposición Constructiva del Almacén......................................................................................... 19
3.5.1.1.- Almacén Bajo ....................................................................... 19 3.5.1.2.- Almacén por Bloques ........................................................... 20 3.5.1.3.- Almacén por Pisos ................................................................ 20 3.5.1.4.- Almacén de Estanterías ........................................................ 21 3.5.1.5.- Almacén de Nave Hinchable ................................................ 23 3.5.1.6.- Almacén al Aire Libre .......................................................... 23
3.5.2.- Clasificación Según la Función del Almacén................................... 23 3.5.2.1.- Almacén de Adquisición de Piezas ...................................... 24 3.5.2.2.- Almacén Intermedio de Fabricación .................................... 24 3.5.2.3.- Almacén de Materiales de Explotación................................ 24 3.5.2.4.- Almacén de Productos Acabados ......................................... 24 3.5.2.5.- Almacén Comercial.............................................................. 24 3.5.2.6.- Almacén de Expedición........................................................ 25
3.6.- Medios Auxiliares de Carga .......................................................................... 25 3.6.1.- Clasificación de las Paletas............................................................... 25
3.6.1.1.- Paleta Plana .......................................................................... 26 3.6.1.2.- Paleta Plana con Cesta.......................................................... 26 3.6.1.3.- Paleta con Caja de Celosía ................................................... 27 3.6.1.4.- Paleta Especial...................................................................... 27 3.6.1.5.- Paleta Especial para el Transporte Interno ........................... 28
3.7.- Expedición..................................................................................................... 28 3.8.- Almacén de Estanterías Elevadas.................................................................. 30
4.- Visión General de la Célula de Fabricación Flexible ................................................ 33 4.1.- Características de la Mercancía a Fabricar.................................................... 33
4.1.1.- Cilindros Neumáticos ....................................................................... 35 4.1.2.- Piezas con Tapa ................................................................................ 36
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 4 -
4.1.3.- Características de cada uno de los Elementos de las Piezas.............................................................................................. 36
4.2.- Características Generales de las Estaciones .................................................. 37 4.2.1.- Zona de Fabricación.......................................................................... 38
4.2.1.1.- Transporte ............................................................................. 40 4.2.1.2.- Estación 1: Módulo de Carga de Camisas ............................ 41 4.2.1.3.- Estación 2: Módulo de Montaje de Componentes ................ 42 4.2.1.4.- Estación 3: Montaje de Culatas ............................................ 43 4.2.1.5.- Estación 4: Verificación ....................................................... 43
4.2.2.- Zona de Almacén Intermedio ............................................................ 44 4.2.2.1.- Estación 5: Almacén Intermedio .......................................... 45
4.2.3.- Zona de Expedición .......................................................................... 46 4.2.3.1.- Transporte ............................................................................. 47 4.2.3.2.- Estación 6: Módulo de Carga de Bases ................................ 48 4.2.3.3.- Robot 1: Colocación de Piezas sobre la Base ....................... 48 4.2.3.4.- Robot 2: Expedición de Palets .............................................. 49 4.2.3.5.- Estación 7: Almacén Final.................................................... 49
4.3.- Red de Comunicaciones ................................................................................ 50 5.- Descripción Técnica del Almacén de Estanterías Elevadas ...................................... 53
5.1.- Generalidades ................................................................................................ 53 5.2.- Dimensiones de los Elementos del Almacén ................................................ 56
5.2.1.- Dimensiones del Almacén de Estanterías Elevadas.......................... 56 5.2.2.- Dimensiones de las Paletas ............................................................... 56 5.2.3.- Trasladador de Paletas ...................................................................... 57 5.2.4.- Distribución de los Lugares de Almacenamiento ............................. 58
5.3.- Panel de Mando ............................................................................................. 59 5.2.- Interfaces de Comunicación.......................................................................... 61 5.5.- Cargador de Paletas ....................................................................................... 62
5.5.1.- Circuito Neumático ........................................................................... 64 5.5.2.- Funcionamiento del Cargador de Paletas.......................................... 66
5.6.- Telescopio de Servicio de Estanterías ........................................................... 68 5.6.1.- Funcionamiento del Dispositivo de Servicio de
Estanterías ...................................................................................... 69 5.7.- Elementos de Seguridad ................................................................................ 71 5.8.- Automatización del Almacén de Estanterías Elevadas ................................. 73
6.- Relé de Emergencias .................................................................................................. 77 7.- Comando de Ejes Servomotor ................................................................................... 81
7.1.- Introducción................................................................................................... 81 7.2.- Funciones....................................................................................................... 83
7.2.1.- Generalidades.................................................................................... 83 7.2.2.- Funciones de los Módulos TSX CAY .............................................. 85
7.3.- Configuración de los Módulos de Comando de Ejes .................................... 86 7.3.1.- Introducción...................................................................................... 86 7.3.2.- Resumen del Editor de Configuración.............................................. 87 7.3.3.- Declaración de los Módulos de Comando de Ejes............................ 88 7.3.4.- Introducción de los Parámetros de Configuración............................ 90
7.3.4.1.- Acceso a la Pantalla de Configuración de los Parámetros........................................................................ 90

Índice
- 5 - Ladislao Rubio Rubio
7.3.4.2.- Tipo de Eje (Máquina) ......................................................... 90 7.3.4.3.- Tipo de Codificador.............................................................. 90 7.3.4.4.- Resolución Inic ial................................................................. 92 7.3.4.5.- Unidades de Medida ............................................................. 93 7.3.4.6.- Límites Superior e Inferior ................................................... 94 7.3.4.7.- Velocidad Máxima ............................................................... 95 7.3.4.8.- Consigna Máxima................................................................. 95 7.3.4.9.- Inversión............................................................................... 96 7.3.4.10.- Aceleración (y Deceleración) Máxima............................... 97 7.3.4.11.- Punto de Origen.................................................................. 97
7.3.5.- Ajuste de los Parámetros de Configuración ..................................... 98 7.3.5.1.- Parámetros de Inversión....................................................... 98 7.3.5.2.- Ajuste de la Resolución........................................................ 99 7.3.5.3.- Parámetros del Servocomando ........................................... 101 7.3.5.4.- Parámetros de Control del Movimiento ............................. 103 7.3.5.5.- Parámetros de Comando..................................................... 104 7.3.5.6.- Parámetros de Control de Parada ....................................... 105 7.3.5.7.- Parámetros del Modo Manual ............................................ 106
7.3.6.- Programación.................................................................................. 106 7.3.6.1.- Principio de Programación................................................. 106 7.3.6.2.- Modos de Funcionamiento ................................................. 107 7.3.6.3.- Programación del Modo Automático: Función
SMOVE ......................................................................... 108 7.3.6.3.1.- Programación de una Función SMOVE ................ 108 7.3.6.3.2.- Encadenamiento de los Comandos de
Movimiento ..................................................... 111 7.3.7.- Gestión de las fallas........................................................................ 113
7.3.7.1.- Misión................................................................................. 113 7.3.7.2.- Principio ............................................................................. 114 7.3.7.3.- Programación...................................................................... 114
7.3.7.3.1.- Señalización de las fallas ....................................... 115 7.3.7.3.2.- Liberación de las fallas .......................................... 115
7.3.7.4.- Cuadro resumen.................................................................. 116 7.3.7.4.1.- Descripción de las fallas de la vía .......................... 117 7.3.7.4.2.- Descripción de las fallas físicas externas ............... 117 7.3.7.4.3.- Descripción de las fallas de aplicación.................. 119
7.3.7.4.3.1.- Fallas de desviación de seguimiento........................................ 122
7.3.7.4.4.- Descripción de las fallas por comandos rehusados ......................................................... 122
8.- Módulo de Mando de Ejes TSX CAY 21 ................................................................ 125 8.1.- Presentación ................................................................................................ 125
8.1.1.- Generalidades ................................................................................. 126 8.1.2.- Descripción Física .......................................................................... 126
8.2.- Funciones .................................................................................................... 127 8.2.1.- Tratamiento de los Controles:......................................................... 128 8.2.2.- Prescripciones Generales de Cableado ........................................... 130 8.2.3.- Elección de codificadores............................................................... 130

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 6 -
8.2.3.1.- Interfaz de salida................................................................. 130 8.2.3.2.- Alimentación de los codificadores ..................................... 131 8.2.3.3.- Blindaje............................................................................... 131
8.2.4.- Conexión de las Señales de Referencia de Velocidad .................... 131 Identificación de las Señales............................................................. 132
8.2.4.1.1.- Conexión por cordón precableado TSX CDP 611........................................................... 132
8.2.5.- Conexión de las Señales de Contaje ............................................... 133 8.2.5.1.- Identificación de las Señales............................................... 134 8.2.5.2.- Conexión de las alimentaciones del codificador ................ 135
8.2.6.- Conexión de sensores, preaccionadores y alimentaciones, salvo variador ............................................................................... 136
8.2.6.1.- Identificación de las señales ............................................... 136 8.2.6.2.- Precauciones de Cableado .................................................. 140
8.2.7.- Conexión de las Señales de Control del Variador .......................... 141 8.2.7.1.- Identificación de las Señales............................................... 141
8.3.- Consideraciones Especiales Referentes a los Encoders .............................. 143 9.- Etapa de Potencia ..................................................................................................... 145
9.1.- Información de Seguridad ........................................................................... 146 9.1.1.- Información General....................................................................... 146 9.1.2.- Cableado y Puesta a Tierra ............................................................. 146
9.2.- Información General.................................................................................... 146 9.3.- Datos Técnicos ............................................................................................ 147 9.4.- Principio de Control .................................................................................... 147 9.5.- Conexiones .................................................................................................. 149
9.5.1.- Conexión del Motor: 18c, 20c (2c, 4c) ........................................... 149 9.5.2.- Entrada de la Dinámo Taquimétrica: 18a, 20a (2a, 4a) .................. 149 9.5.3.- Salidas de Referencia de Velocidad: 22a, 24a (6a, 8a) ................... 149 9.5.4.- Entrada de Referencia: 22c, 24c (6c, 8c) ........................................ 150 9.5.5.- Alimentación Contínua: 26a,c y 33a,c (10a,c y 16a,c) ................... 150 9.5.6.- Habilitación: 28a (12a) ................................................................... 151 9.5.7.- Alimentación Mediante Transformador: 28c, 30c (12c,
14c)............................................................................................... 151 9.5.8.- Entradas de Limitación de Corriente: 30a (14a)............................. 151
9.6.- Posibilidades de Ajuste ............................................................................... 151 9.7.- Puesta en Marcha ......................................................................................... 152
9.7.1.- Preparación ..................................................................................... 152 9.7.2.- Control Mediante Dinamo Taquimétrica ........................................ 153 9.7.3.- Realimentación en Tensión............................................................. 153 9.7.4.- Control Mediante Corriente ............................................................ 153 9.7.5.- Ajuste de la Tensión de Offset........................................................ 154
9.8.- Optimización de las Características del Controlador .................................. 154 9.8.1.- Amplificación de la Componente Alterna ...................................... 154
10.- Movimiento del Telescopio ................................................................................... 155 10.1.- Motorreductor............................................................................................ 155 10.2.- Eje Lineal de Desplazamiento ................................................................... 157
11.- Configuración Adoptada por los Módulos del Autómata ...................................... 159 11.1.- Configuración Hardware ........................................................................... 160

Índice
- 7 - Ladislao Rubio Rubio
11.1.1.- Configuración CPU ...................................................................... 161 11.1.2.- Configuración de las Comunicaciones ......................................... 162 11.1.3.- Modulo de Entradas ...................................................................... 164 11.1.4.- Módulo de Salidas ........................................................................ 165 11.1.5.- Módulo de Comando de Ejes........................................................ 167
11.1.5.1.- Configuración Vía 0, Eje de Desplazamiento Horizontal ...................................................................... 168
11.1.5.1.1.- Unidades .............................................................. 169 11.1.5.1.2.- Resolución Inicial ................................................ 169 11.1.5.1.3.- Tipo de Codificador ............................................. 170 11.1.5.1.4.- Inversión .............................................................. 170 11.1.5.1.5.- Límites Superior a Inferior................................... 171 11.1.5.1.6.- Velocidad Máxima ............................................... 171 11.1.5.1.7.- Valor de Consigna Máxima ................................. 172 11.1.5.1.8.- Aceleración (y Deceleración) Máxima ................ 172 11.1.5.1.9.- Punto de Origen ................................................... 172
11.1.5.2.- Configuración Vía 1, Eje de Desplazamiento Vertical .......................................................................... 174
11.1.5.2.1.- Unidades .............................................................. 174 11.1.5.2.2.- Resolución Inicial ................................................ 174 11.1.5.2.3.- Tipo de Codificador ............................................. 175 11.1.5.2.4.- Inversión .............................................................. 176 11.1.5.2.5.- Límites Superior a Inferior................................... 176 11.1.5.2.6.- Velocidad Máxima ............................................... 176 11.1.5.2.7.- Valor de Consigna Máxima ................................. 177 11.1.5.2.8.- Aceleración (y Deceleración) Máxima ................ 177 11.1.5.2.9.- Punto de Origen ................................................... 178
11.1.5.3.- Ajuste de los Parámetros de Configuración de la Vía 0............................................................................... 178
11.1.5.3.1.- Inversión .............................................................. 179 11.1.5.3.2.- Parámetros del Servocomando............................. 180 11.1.5.3.3.- Parámetros de Control.......................................... 183 11.1.5.3.4.- Parámetros de Comando ...................................... 185 11.1.5.3.5.- Parámetros del Modo Manual.............................. 185
11.1.5.4.- Ajuste de los Parámetros de Configuración de la Vía 1............................................................................... 186
11.1.5.4.1.- Inversión .............................................................. 186 11.1.5.4.2.- Parámetros del Servocomando............................. 188 11.1.5.4.3.- Parámetros de Control.......................................... 190 11.1.5.4.4.- Parámetros de Comando ...................................... 192 11.1.5.4.5.- Parámetros del Modo Manual.............................. 192
11.2.- Configuración Software ............................................................................ 193 11.3.- Configuración Objetos GRAFCET........................................................... 194
12.- Tabla Compartida .................................................................................................. 197 12.1.- Distribución de las Diferentes Estaciones ................................................. 197 12.2.- Zona de Escritura de la Estación 7 ............................................................ 198 12.3.- Informaciones de Interés para la Estación 7 ............................................. 201
12.3.1.- Composición Tabla de Diá logo Magelis Estación 7 .................... 201
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 8 -
12.4.- Consideraciones Acerca de los Mandos SCADA ..................................... 206 12.5.- Consideraciones Acerca de los Mandos Magelis ...................................... 208
13.- Particularidades del Programa PLC ....................................................................... 209 13.1.- Estructura General..................................................................................... 209 13.2.- Tarea Rápida.............................................................................................. 210 13.3.- Inicialización en el Paso a RUN del Autómata ......................................... 211 13.4.- Operaciones de Cada Ciclo de Autómata .................................................. 212 13.5.- Gestión de las Magelis .............................................................................. 212 13.6.- Secciones a Ejecutar Según la Página Visualizada ................................... 213 13.7.- Programa Principal de la Aplicación......................................................... 213
13.7.1.- Grafcet de Estado de Funcionamiento .......................................... 214 13.7.2.- Grafcet de Inicialización de la Máquina ....................................... 216
13.7.2.1.- Inicialización del Brazo Telescópico................................ 217 13.7.2.2.- Inicialización de la Mesa de Traslación............................ 218 13.7.2.3.- Inicialización de los Ejes Lineales de
Desplazamiento .............................................................. 219 13.7.3.- Grafcet de Mando en el Modo Automático .................................. 220 13.7.4.- Grafcet de Mando de Ejecución de Movimientos......................... 222 13.7.5.- Grafcet de Control del Cargador de Paletas.................................. 223 13.7.6.- Grafcet de Control del Dispositivo de Servicio de
Estanterías .................................................................................... 225 13.7.7.- Procesamiento de la Órdenes Transmitidas al Almacén............... 230
13.7.7.1.- Órdenes que se Pueden Solicitar al Almacén................... 230 13.7.7.2.- Transmisión de Órdenes al Almacén de
Estaterías Elevadas......................................................... 232 13.7.7.2.1.- Diálogo Entre los Elementos de Mando
Superior y el Almacén ..................................... 234 13.7.7.3.- Particularidades del Procesamiento de una
Orden por el Almacén.................................................... 234 13.7.7.3.1.- Condiciones para Ejecutar el
Almacenamiento de una Paleta........................ 235 13.7.7.3.2.- Condiciones que se Deben Dar para
Sacar una Paleta Vacía ..................................... 236 13.7.7.3.3.- Condiciones que se Deben Dar para
Sacar una Paleta Determinada ......................... 237 13.7.7.3.4.- Condiciones que se Deben Dar para
Trasladar una Palata desde el Trasbordador al Puesto de Entrada del Almacén........................................................... 238
13.7.7.3.5.- Condiciones que se Deben Dar para Trasladar una Palata desde el Puesto de Entrada del Almacén al Trasbordador .................................................... 239
13.7.7.3.6.- Condiciones que se Deben Dar para Recoger una Paleta de un Puesto del Almacén por el Dispositivo de Servicio de Estanterías..................................... 239

Índice
- 9 - Ladislao Rubio Rubio
13.7.7.3.7.- Condiciones que se Deben Dar para Depositar la Paleta del Dispositivo de Servicio de Estanterías en un Determinado Puesto......................................... 240
13.7.7.3.8.- Condiciones que se Deben Dar para Trasladar una Paleta de un Puesto a Otro por el Dispositivo de Servicio de Estanterías........................................................ 240
13.7.8.- Procesamiento de la Emergencias ................................................ 241 13.7.8.1.- Información del Tipo de Emergencia Acaecido ............... 242 13.7.8.2.- Rearme de la Máquina...................................................... 254
13.7.8.2.1.- Rearme Automático del Almacén........................ 255 13.7.9.- Activación de las Salidas del Autómata Programable .................. 256
14.- Coordenadas de los Diferentes Lugares del Almacén........................................... 259 15.- Propiedades de la Memoria de las Paletas Almacenadas ...................................... 263
15.1.- Estructuración de la Memoria ................................................................... 263 15.2.- Información Almacenada para cada Paleta ............................................... 266 15.3.- Información Propia del Almacén.............................................................. 268
16.- Terminal de Explotación Magelis.......................................................................... 277 16.1.- Configuración del Terminal de Explotación............................................. 278
16.1.1.- Configuración Terminal UNITELWAY ...................................... 279 16.1.2.- Configuración Terminal FIPWAY............................................... 279
16.2.- Símbolos Equipamientos........................................................................... 280 16.3.- Tabla de Diálogo ....................................................................................... 281
16.3.1.- Autorización ................................................................................. 282 16.3.2.- Número de Página Indicada.......................................................... 282 16.3.3.- Cuadro de Alarmas ....................................................................... 283
16.4.- Propiedades de las Páginas Desarrolladas................................................. 284 16.4.1.- Páginas de Aplicación................................................................... 285
16.4.1.1.- Página de Aplicación 80 ................................................... 285 16.4.1.2.- Página de Aplicación 81 ................................................... 288 16.4.1.3.- Página de Aplicación 82 ................................................... 292 16.4.1.4.- Página de Aplicación 83 ................................................... 294 16.4.1.5.- Página de Aplicación 84 ................................................... 296 16.4.1.6.- Página de Aplicación 85................................................... 299 16.4.1.7.- Página de Aplicación 86 ................................................... 299 16.4.1.8.- Esquema Adoptado por las Páginas ................................. 301
16.4.2.- Páginas de Alarma ........................................................................ 301 16.4.3.- Páginas de Ayuda ......................................................................... 303
17.- Conclusiones Finales ............................................................................................. 305 18.- Bibliografía ............................................................................................................ 309


Enunciado
- 11 - Ladislao Rubio Rubio
2.- Enunciado El presente proyecto de final de carrera consiste en la automatización y gestión
de un almacén de estanterías elevadas formado por 72 posiciones. Dicho almacén forma parte de una célula de fabricación flexible de uso didáctico de la casa FESTO, la cual se encuentra instalada en el laboratorio 0.6 del edificio A del Centro Politécnico Superior de Zaragoza.
La célula de fabricación flexible está formada por un conjunto de 7 estaciones más 2 robots que simulan un proceso productivo completo. Igualmente dicha célula de fabricación se encuentra monitorizada por una serie de elementos de supervisión industrial, como son un sistema SCADA y unos terminales de explotación MAGELIS.
El proceso de fabricación conjunto tiene por finalidad la fabricación, formación y posterior expedición de una serie de pedidos que serán solicitados a la misma. El presente proyecto únicamente trata de la automatización de una de esas estaciones, concretamente la denominada como estación 7, así como de las tareas de comunicación precisas para poder realizar la interrelación entre dicha estación y el mando de nivel superior del que depende. El control del resto de las estaciones que conforman la célula de fabricación flexible no es objeto del presente proyecto, por lo que sus características concretas no son desarrolladas en el mismo, pero sí que deberán de ser tenidas en cuenta para el correcto funcionamiento de la misma dentro de la célula de fabricación a la que pertenece.
El presente proyecto se desarrollará dentro de un equipo de trabajo que incluirá a una serie de diferentes proyectos final de carrera relacionados con otros elementos de la célula de fabricación, pero que deberán de poder funcionar en conjunto.
El presente proyecto incluirá:
a.- Control de todos los sensores y actuadores de los cuales está dotada la estación de modo que se tenga perfecto control de los mismos por medio del autómata que la gestiona. Dentro de ellos tenemos principalmente.
1.- Control de los motores que gestionan la posición del telescopio de desplazamiento de palets
2.- Motores destinados al desplazamiento del telescopio hacia cada uno de los extremos hacia los cuales se puede extender.
3.- Control de los actuadores neumáticos destinados a la carga y descarga de palets referidas al puesto de entrada de la misma.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 12 -
4.- Interpretación y control de las señales proporcionadas por los diferentes sensores y detectores de los cuales consta la estación.
b.- Desarrollo de la gestión de emergencias de la máquina así como de todos los elementos de seguridad necesarios para evitar daños sobre las personas y sobre las instalaciones.
c.- Ejecución de las correspondientes estandarizaciones, definidas por el equipo de desarrollo célula, para la correcta interrelación entre ella y el resto de elementos de los cuales depende.
d.- Almacenado temporal de la información de cada uno de los elementos almacenados durante el tiempo en el cual se encuentren en el interior del almacen.
e.- Desarrollo de una serie de pantallas de monitorización y control dentro de una pantalla de explotación táctil de la casa MAGELIS referidas única y exclusivamente a la estación 7 de la mencionada célula de fabricación. Las pantallas desarrolladas deberán de ser incluidas dentro de una aplicación en la cual también se podrán añadir elementos de control y monitorización referidos a otras estaciones. Por lo tanto en su desarrollo se deberán de tener en cuenta estos aspectos.

Introducción a los Sistemas de Almacenado
- 13 - Ladislao Rubio Rubio
3.- Introducción a los Sistemas de Almacenado El presente proyecto trata, como su propio nombre indica, acerca de la
automatización de un pequeño almacén de estanterías elevadas. Previamente a la profundización en el funcionamiento de dicho elemento vamos a realizar una pequeña visión general de los sistemas de almacenado que se están utilizando actualmente en la industria.
Igualmente se comentará la importancia del almacén dentro de la cadena logística. Así podremos darnos cuenta de la importancia que tienen los mismos dentro de ella.
3.1.- Definiciones
Los sistemas de almacenado abarcan las técnicas de almacenamiento propiamente dichas, la organización del almacén, los medios de transporte para el almacenaje o desalmacenaje (o sea los medios previos en la zona previa a la carga), así como en caso necesario la técnica utilizada en la manipulación de la mercancía.
3.1.1.- Técnica de Almacenamiento
Dentro de este término podríamos englobar, los edificios, los medios de almacenado (instalaciones para almacenar, por ejemplo, estanterías) y la estructura del almacén (por ejemplo, almacén bajo, almacén por pisos, almacén de estanterías elevadas, entre otros) forman parte de la técnica de almacenamiento. En los almacenes dinámicos los medios de transporte también forman parte de los medios de almacenamiento y por consiguiente, de la técnica de almacenamiento.
3.1.2.- Organización del Almacén
La organización del almacén engloba los medios para el flujo necesario de información. Está clasificada en organización de disposición y organización de desarrollo.
La organización de disposición comprende la estructura de administración del almacén; por ejemplo quién es el responsable y para que tarea (contenidos de trabajo y competencias).

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 14 -
La organización de desarrollo representa el completo flujo de datos en la sección de administración del almacén. Aquí se introducen por ejemplo las piezas y los materiales suministrados, se elabora la documentación y se comprueba si el material suministrado se necesita de inmediato en producción o si debe guardarse primero en el almacén. Si el material debe ser almacenado, se determina la zona y el lugar de almacenamiento y se inicia el proceso de almacenaje.
Esto significa que la organización de desarrollo se ocupa de la administración de los lugares y de las existencias del almacén, de la administración de los medios de transporte y auxiliares (paletas, medios de embalaje), así como de la aceptación y administración de pedidos.
3.1.3.- Medios de Transporte
En los almacenes dinámicos (por ejemplo almacén de estanterías rotativas, almacén de estanterías pasantes, almacén de estanterías corredizas, etc.) los medios de transporte realizan el desarrollo del movimiento de las unidades de carga y estanterías.
En los almacenes estáticos (por ejemplo los almacenes de estanterías elevadas, almacén de estanterías de entrada, etc.) los medios de transporte son utilizados para el
Figura 1: Dispositivo de servicio de estanterías.
Introducción a los Sistemas de Almacenado
- 15 - Ladislao Rubio Rubio
almacenaje o desalmacenaje de la mercancía. A menudo se denominan también dispositivos de servicio para el almacenamiento.
Unos medios de transporte importante para el almacenaje o desalmacenaje de mercancías sueltas son las grúas, transportadores sobre el pavimento, dispositivos de servicio de estanterías y transportadores continuos.
3.1.4.- Técnica de Manipulación
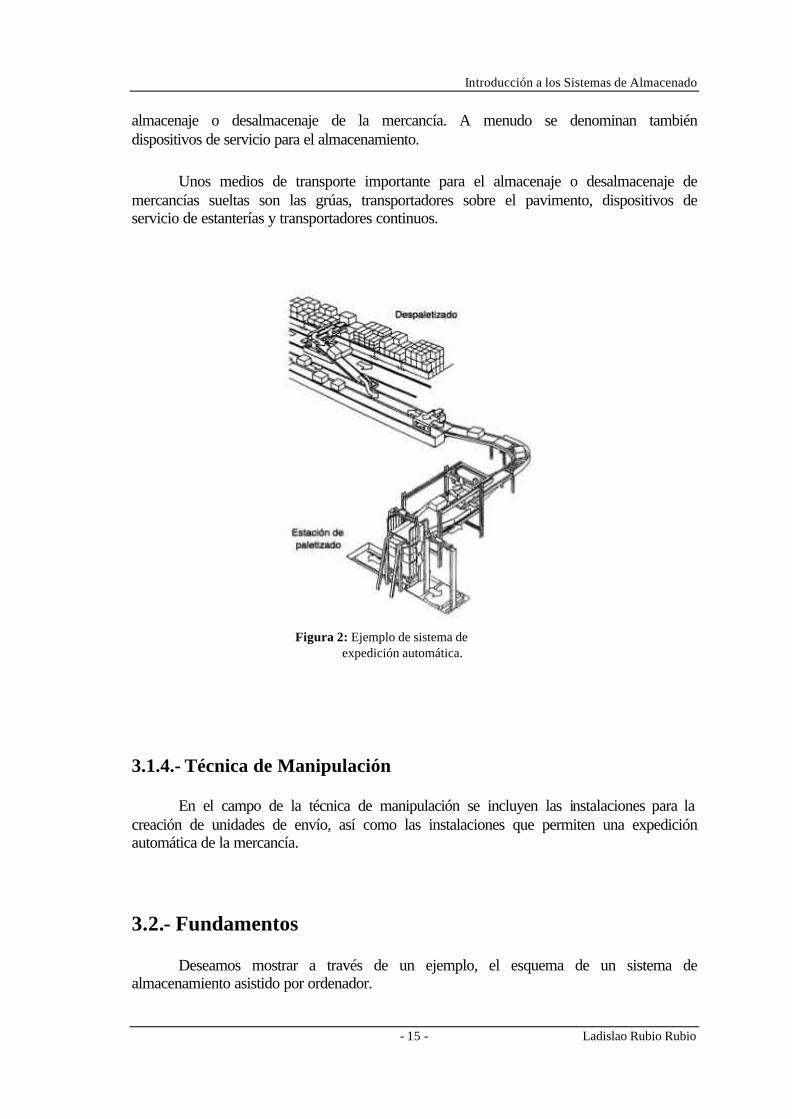
En el campo de la técnica de manipulación se incluyen las instalaciones para la creación de unidades de envío, así como las instalaciones que permiten una expedición automática de la mercancía.
3.2.- Fundamentos
Deseamos mostrar a través de un ejemplo, el esquema de un sistema de almacenamiento asistido por ordenador.
Figura 2: Ejemplo de sistema de expedición automática.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 16 -
El material suministrado por el proveedor es registrado en la recepción e mercancías. Se prepara la documentación y las tarjetas de autorización que acompañarán al material durante el proceso de fabricación.
El material es cursado al control de entrada de mercancías e inspeccionado, es decir, comprobado mediante un plan de verificación. Además se verifica también la aptitud de almacenaje para el almacén automático. Se elabora un informe de calidad y, en caso de disconformidad, se devuelve el material al proveedor.
Posteriormente se realiza la evaluación del proveedor. El material que no presenta ninguna objeción se autoriza para el almacén o la producción, donde será conducido a continuación.
Para evitar la pérdida de datos en caso de un fallo en el sistema se archivan los ficheros maestros y los ficheros de movimiento de forma redundante. Adicionalmente se guardan a intervalos periódicos los datos sobre existencias en una cinta magnética.
El ordenador encargado de la administración del almacén registra todos los movimientos realizados en el mismo, por lo que se garantiza un control permanente de las existencias. Por esta razón, éste ordenador está en continua comunicación con los
Figura 3: Almacén de material de funcionamiento automático.

Introducción a los Sistemas de Almacenado
- 17 - Ladislao Rubio Rubio
demás ordenadores locales que controlan por ejemplo el movimiento de los dispositivos de servicio de estanterías y de otros medios de transporte en el área de almacén.
Tras la autorización de un pedido se retiran las piezas de almacén y pasan al sistema de manipulación del material. Las piezas son identificadas, contadas y cursadas a los procesos de fabricación. Los productos semiacabados tendrán que almacenarse, en caso necesario, de forma transitoria y serán autorizados más adelante para el montaje. El ordenador lleva estricta cuenta de los movimientos del almacén y actualiza así su archivo sobre el stock.
3.3.- Análisis Económico Industrial
El almacenamiento representa un factor importante en el desarrollo de la empresa e influye directa o indirectamente en el resultado de explotación de forma considerable. Por consiguiente, los costes de todo el recorrido del material dentro de la empresa, incluyendo el almacenaje. Suponen entre un 20 y un 30% del total de las ventas de la empresa.
Para aumentar la rentabilidad del almacenamiento hay que reducir los stocks de la empresa y agilizar los tiempos de paso, aumentando al mismo tiempo la flexibilidad y la disponibilidad. Por este motivo es necesario integrar el sistema de transporte y almacenamiento en la logística de producción.
70%
30%
Figura 4: Influencia de los costes de almacenamiento.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 18 -
3.4.- Funciones del Almacén
A pesar de todos los esfuerzos para minimizar el tiempo de paso del producto y realizar una producción “Just in Time” (justo a tiempo) con el fin de satisfacer las demandas de los clientes que solicitan unos plazos de entrega más cortos y una gran flexibilidad con precios bajos, no se han conseguido hasta la fecha prescindir de un sistema de almacenamiento en las empresas de producción.
Los motivos son:
Ä El material pedido no llega en el plazo fijado. Ä Para el montaje de un conjunto de piezas no puede disponerse de todas
las piezas a tiempo. Ä Interrupción del proceso de fabricación (por ejemplo por avería de la
máquina operadora). Ä Cola de espera delante de la estación de mecanizado. Ä Fabricación de varias piezas iguales y no de fabricación de piezas
sueltas.
Por consiguiente, un almacén debe de realizar las siguientes funciones:
û Función de equilibrio y sincronización: Esta se presenta cuando dos procesos de producción correlativos no marchan sincrónicamente. Si por ejemplo en una máquina se trabaja a dos turnos, pero en el siguiente proceso de mecanizado se trabaja en tres turnos, entonces tienen que sincronizarse las piezas a mecanizar entre ambas estaciones.
û Función de seguridad y reserva: Los desarrollos de consumo y plazos de entrega irregulares significan una disposición de material inestable y peligra la cobertura de la demanda. Si se desea eliminar esta inestabilidad, entonces un almacén equipado para ello ejerce la función de reserva y seguridad.
û Función de perfeccionamiento: Algunas mercancías almacenadas como por ejemplo el Whisky o el vino experimentan durante su almacenamiento una mejora de calidad. Por consiguiente, el almacén ejerce una función de perfeccionamiento de la mercancía.
û Función de especulación: Para obtener descuentos especiales al adquirir un mayor volumen de un producto, es razonable comprar más material del realmente requerido. Además también podemos imaginar que antes de una posible subida de precio se pida más material del necesario en ese momento. En estos casos el almacén ejerce una función de especulación.
Introducción a los Sistemas de Almacenado
- 19 - Ladislao Rubio Rubio
3.5.- Tipos de Almacén
Los almacenes se clasifican según diferentes aspectos.
3.5.1.- Clasificación Según la Disposición Constructiva del Almacén
Generalmente, un distintivo característico fundamental es el tipo de construcción del almacén. Aquí se distingue entre:
• Almacén Bajo.
• Almacén por pisos.
• Almacén de estanterías elevadas
• Almacén de naves hinchables
• Almacén al aire libre.
3.5.1.1.- Almacén Bajo
Este tipo de construcción es especialmente apropiado para mercancías grandes y voluminosas. La mercancía se deja directamente en el suelo, con o sin embalaje. Con esta técnica de almacenamiento puede renunciarse a transportadores verticales, transportadores por pisos y escaleras, por lo que los costes de inversión son muy bajos.
Figura 5: Ejemplo de almacén bajo.
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 20 -
3.5.1.2.- Almacén por Bloques
La mercancía o las unidades de carga son apiladas directamente en el suelo. De este modo se aprovecha mejor el espacio que con el almacén bajo.
3.5.1.3.- Almacén por Pisos
La superficie del almacén es mucho más pequeña, en cambio se almacena el mismo volumen de mercancías que en el almacén bajo. Además la reducida extensión de la superficie hace que la ruta de transporte sea mucho más corta.
Figura 6: Almacén por bloques.
Figura 7: Almacén por pisos.

Introducción a los Sistemas de Almacenado
- 21 - Ladislao Rubio Rubio
Las desventajas de este tipo de almacén son frecuentemente la poca capacidad de carga de los techos y la necesidad de ascensores y escaleras adicionales, así como unos mayores costes de construcción en comparación con los almacenes bajos.
3.5.1.4.- Almacén de Estanterías
La técnica de almacenamiento más utilizada es la colocación de la mercancía en almacenes de estanterías. El almacén de estanterías ofrece la posibilidad de acceder en cualquier momento directamente a cada unidad almacenada.
Figura 8: Estanterías de contenedores.
Figura 9: Almacén de estanterías elevadas.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 22 -
Dentro de este tipo de almacenes podemos distinguir entre:
• Estantería de contenedores, • Estantería elevada, • Estantería de brazo voladizo, estantería pasante, estantería rotativa
horizontal y vertical • Estantería corrediza.
Alguno de estos tipos de almacén podemos verlos representados a lo largo de las figuras que se van mostrando a lo largo del presente documento.
Figura 10: Estantería rotativa.
Figura 11: Almacén estanterías corredizas.

Introducción a los Sistemas de Almacenado
- 23 - Ladislao Rubio Rubio
3.5.1.5.- Almacén de Nave Hinchable
Este tipo de almacén destaca por el escaso tiempo requerido para su construcción. Generalmente se construyen sobre superficies que anteriormente se encontraban al aire libre. Mediante unos ventiladores que trabajan sin interrupción se produce dentro de la nave una ligera sobrepresión que sostiene toda la envoltura de la nave.
3.5.1.6.- Almacén al Aire Libre
Generalmente este tipo de almacenes se tratan de superficies fijadas al aire libre sin envoltura protectora.
3.5.2.- Clasificación Según la Función del Almacén
Dentro de este tipo de clasificación de los sistemas de almacenado podemos distinguir entre cada uno de los siguientes tipos de almacén.
Figura 12: Almacén de nave hinchable.
Figura 13: Almacén al aire libre.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 24 -
3.5.2.1.- Almacén de Adquisición de Piezas
Este tipo de almacenes también pueden ser denominados como almacén de adquisición o almacén de recepción de mercancía.
En los almacenes de adquisición de piezas se sincronizan las nuevas piezas adquiridas para que, en caso de demoras en el suministro, pueda garantizarse la continuidad del proceso de producción.
3.5.2.2.- Almacén Intermedio de Fabricación
Los almacenes intermedios de fabricación sirven para la sincronización de piezas y equipos entre las distintas etapas de trabajo dentro del proceso productivo. El almacenaje puede realizarse directamente en la estación de mecanizado o en el área del almacén. Si la sincronización se realiza en el almacén se evitará que las superficies de fabricación queden bloqueadas por las piezas. Además, se obtiene una mayor visión sobre el proceso de fabricación, ya que durante la operación de almacenaje y desalmacenaje las piezas son registradas adicionalmente entre los procesos de mecanizado.
3.5.2.3.- Almacén de Materiales de Explotación
Aquí se almacenan materiales de explotación tales como aceites, grasas, lubricantes, etc. Generalmente estos almacenes están separados de los demás por razones medio ambientales.
3.5.2.4.- Almacén de Productos Acabados
Para un equilibrio entre la producción y la venta se sincroniza la mercancía en el almacén de productos acabados. Normalmente no se suministra directamente desde este almacén a los usuarios finales.
3.5.2.5.- Almacén Comercial
Los almacenes comerciales sirven para la sincronización de la mercancía para el comercio al por menor y usuarios finales. Aquí se reúnen los productos de diferentes fabricantes, según la demanda de los clientes, estableciendo un surtido.

Introducción a los Sistemas de Almacenado
- 25 - Ladislao Rubio Rubio
3.5.2.6.- Almacén de Expedición
Este tipo de almacenes también son conocidos como almacenes de carga y descarga de la mercancía.
Los almacenes de expedición se utilizan para reunir cantidades de transporte económicas, las cuales son transportadas a continuación mediante camiones pesados o ferrocarriles nacionales alargas distancias. En destino la mercancía pasa dentro de un almacén de expedición a otro transportador más pequeños y se transporta a los correspondientes clientes finales.
3.6.- Medios Auxiliares de Carga
Muy pocos artículos pueden ser almacenados directamente, ya que su propia forma se lo impide. Por esta razón se desarrollaron y estandarizaron medios auxiliares de carga que posibilitan mover y almacenar la unidad de carga.
Hoy día el uso de paletas especiales para el transporte interno de materiales es cada vez más frecuente. De este modo puede mantenerse la posición y orientación asignada al comienzo de un proceso de mecanizado, durante todo el proceso de producción. Ello permite suprimir el tener que posicionar y orientar las piezas antes de colocarlas en la próxima estación de mecanizado. De este modo podemos hacer uso de económicas máquinas “Pick and Place” para depositar las piezas.
Lo que nos determina el tipo de medios auxiliares de carga es:
• El artículo que debe ser almacenado. • El tipo de transporte y el tipo de almacén.
En función de ello resultan los siguientes medios auxiliares de carga:
• Contenedores de piezas pequeñas con una base máxima de 600x400mm. • Paletas, cuya función es el agrupamiento de piezas en unidades de carga.
Además este tipo de medio auxiliar de carga posibilita la manipulación y el transporte uniforme de las mercancías no apilables y voluminosas.
3.6.1.- Clasificación de las Paletas
Los diferentes tipos de paletas utilizadas como medios auxiliares de carga dentro de la empresa pueden ser clasificadas del siguiente modo.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 26 -
3.6.1.1.- Paleta Plana
Generalmente las paletas planas están fabricadas en madera blanda con las siguientes medidas estándar 600mm x 800mm, 800mm x 1200mm y 1000mm x 1200mm. Las paletas planas de dos o cuatro travesaños son muy habituales, lo que significa que pueden ser tomadas por el medio de transporte o el sistema de manipulación por dos o por los cuatro lados.
3.6.1.2.- Paleta Plana con Cesta
La paleta plana con cesta representa la evolución de la paleta plana hacia la paleta de caja en celosía. Para que las paletas vacías tengan el menor volumen posible, las cestas pueden quitarse y plegarse.
Figura 14: Paletas planas enganchables por dos o por 4 costados.
Figura 15: Paleta plana con cesta.

Introducción a los Sistemas de Almacenado
- 27 - Ladislao Rubio Rubio
3.6.1.3.- Paleta con Caja de Celosía
La paleta con caja de celosía tiene la ventaja de que con su ayuda pueden apilarse mercancías que no resisten a la presión del apilamiento. Por ello las paletas con caja en celosía son las paletas de apilación más versátil.
3.6.1.4.- Paleta Especial
Muchas mercancías no pueden ser transportadas en las paletas mencionadas anteriormente. Por esta razón se desarrollan paletas especiales para los artículos con un gran número de piezas, las cuales se usarán únicamente para estos artículos en particular.
Figura 16: Paleta con caja de celosía.
Figura 17: Paleta especial.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 28 -
3.6.1.5.- Paleta Especial para el Transporte Interno
Como se ha indicado anteriormente se utilizan paletas especiales para el transporte interno. De este modo se mantiene la posición y orientación inicial de las piezas. Ello evita frecuentemente también tener que depositar las piezas manualmente en la máquina operadora.
3.7.- Expedición
La expresión despachar significa agrupar una determinada cantidad de artículos solicitados del almacén, de acuerdo con un pedido.
Generalmente el proceso de despachar comienza con la admisión de los pedidos preparados y finaliza con la entrega o el suministro de la mercancía despachada. Entre ambos está la localización en el almacén, la retirada de los artículos deseados y el transporte de los artículo e un lugar predeterminado (por ejemplo entrega de material,
Figura 18: Paleta especial para el transporte interno
Figura 19: Despacho de mercancía según el principio “del hombre hacia la mercancía”.

Introducción a los Sistemas de Almacenado
- 29 - Ladislao Rubio Rubio
sala de despacho, almacén de trabajo, sección de embalado, entre otros). En este caso se trata de una expedición estática. Esto significa que el encargado de despachar el material se dirige al lugar donde está almacenado el artículo y retira la cantidad solicitada, entregándola a continuación a la sección de entrega. La expedición estática es denominada también “expedición del hombre hacia la mercancía”.
En la figura adjunta se muestra el proceso de despachar la mercancía conforme a este principio. El operario va montado en el dispositivo de servicio de estanterías y retira de los lugares hasta donde se ha desplazado el dispositivo la cantidad requerida de las unidades de carga.
En cambio la expedición automática es dinámica. Un ejemplo típico es el proceso de despachar en un almacén de estanterías elevadas. La mercancía es transportada mediante un dispositivo de servicio de estanterías desde el lugar de almacenamiento hasta el operario.
En la mayoría de los casos la cantidad de material retirado no corresponde a la cantidad pedida. Más bien se extra toda una unidad de carga (paleta) y el operario se encarga de retirar la cantidad correcta. A continuación el dispositivo de servicio devuelve la unidad de carga con la cantidad restante a su puesto original.
La expedición dinámica es denominada también expedición “de la mercancía hacia el hombre”.
Figura 20: Despacho de mercancía según el principio de la “mercancía hacia el hombre”.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 30 -
3.8.- Almacén de Estanterías Elevadas
El almacenamiento de mercancías en estanterías es la técnica más extendida. El almacén de estanterías elevadas es especialmente apropiado para los almacenes con funcionamiento automático. Por esta razón presentaremos más detalladamente el almacén de estanterías elevadas.
Todos los almacenes de estanterías elevadas están equipados por o menos con un dispositivo de servicio de estanterías, el cual puede acceder con ayuda de un puente de traslación a cada una de las estanterías (punto Ä). El tamaño, la cantidad (rotación de la mercancía) y la organización determinan el número de dispositivos de servicios necesarios.
Se utilizan dispositivos de servicio en los cuales puede montarse también el operario para poder extraer los artículos directamente de los lugares correspondientes. En cambio en las instalaciones totalmente automatizadas la retirada de los artículos solicitados se realiza sin la intervención humana. El dispositivo de servicio transporta la paleta deseada desde el depósito a la sección de entrega del almacén de estanterías elevadas.
Figura 21: Ejemplo de almacén de estanterías elevadas automatizado.

Introducción a los Sistemas de Almacenado
- 31 - Ladislao Rubio Rubio
Mediante el ejemplo del almacenaje, mostraremos el funcionamiento de un almacén de estanterías elevadas totalmente automatizado.
Los camiones colocan las paletas cargadas en la estación de carga y descarga Ç donde se descargan automáticamente. El material que no puede ser transportado directamente es guardado provisionalmente en los puestos de retención al lado de la estación de carga y descarga È.
Por otra parte, las paletas son conducidas sobre transportadores de rodillos hacia el dispositivo de comprobación de paletas Á, donde se verifica si las unidades de carga (paletas y carga de paletas) se ajustan a las dimensiones externas requeridas. A continuación se transportan las paletas al así llamado punto I Â. En esta estación se identifican las paletas y transportan hacia el dispositivo de almacenaje móvil. Las paletas defectuosas se apartan a la estación É.
Todas las demás paletas se desplazan a través de la cinta distribuidora ÀÄ hacia la cinta ÀÃ del dispositivo de servicio.
El brazo telescópico doble del dispositivo de servicio Å recoge las paletas y se desplaza hacia el corredor de la estantería seleccionada, se introduce en él y coloca las piezas n el lugar asignado. Todo el proceso es controlado por medio de un sistema de control por ordenado.


Visión General de la Célula de Fabricación Flexible
- 33 - Ladislao Rubio Rubio
4.- Visión General de la Célula de Fabricación Flexible
El almacén de estanterías elevadas, objeto del presente proyecto, forma parte de un conjunto de estaciones que simulan un proceso productivo completo. La finalidad de todas ellas en conjunto es la fabricación y expedición de una determinada mercancía constituida por un conjunto de tres cilindros neumáticos sobre una determinada base. Por lo tanto podríamos decir que la célula en conjunto constituye una pequeña fábrica destinada a la fabricación y expedición de unas determinadas piezas.
En la figura adjunta podemos ver un ejemplo de la disposición de dichas piezas sobre el medio de expedición una vez completado el proceso de fabricación.
La célula de fabricación, mediante la solicitud de un determinado pedido de fabricación, comienza el proceso necesario para la expedición del mismo.
Un pedido estará compuesto por un máximo de 3 piezas depositadas sobre una base concreta. En lo referente al tipo de base para depositar las piezas a expender tenemos 2 posibilidades, mientras que con el tipo de pieza a colocar en la base tenemos 6 posibilidades diferentes.
4.1.- Características de la Mercancía a Fabricar
Ya se ha comentado en los párrafos anteriores que la célula de fabricación está compuesta por una serie de estaciones diferentes que se encargan de realizar cada una de ellas una operación determinada dentro del proceso productivo. La misión final consiste en expender un pedido que se haya solicitado fabricar a nuestra pequeña factoría.
Para poder comentar la función de cada una de las estaciones vamos a partir del resultado final que se desea obtener con la célula de fabricación completa. Por lo tanto deberemos de conocer las características de las posibles piezas a fabricar y por lo tanto de las posibilidades de pedidos a solicitar para su expedición.
Figura 22: Transbordador con un ejemplo de pedido.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 34 -
Los tipos de base posibles para depositar las piezas a expender difieren en el color de las mismas. Así tenemos la posibilidad de depositar las piezas sobre una base de color blanco o sobre una base de color negro.
En lo referente a los diferente tipos de piezas que es posible expender podemos dividirlas en dos grupos diferentes. Por un lado tenemos los cilindros neumáticos y por otro los cilindros cerrados (otro tipo de pieza similar a las anteriores, también denominadas piezas con tapa). En el cuadro resumen mostrado a continuación podemos observar la forma de cada una de las piezas.
Color de la Pieza Negra Roja Metálica
Piezas con Tapa
Piezas sin Tapa (cilindros neumáticos)
Igualmente tal y como podemos ver en la figura anterior, dentro de un mismo tipo de piezas tenemos 3 posibilidades de las mismas según el color que posea cada una de ellas. Tal y como podemos ver en la mencionada figura, tenemos piezas de color negro, rojo o metálico; según se desee.
Figura 23: Base Negra. Figura 24: Base Blanca.
Figura 25: Diferentes tipos de piezas posibles a fabricar.
Visión General de la Célula de Fabricación Flexible
- 35 - Ladislao Rubio Rubio
La composición de los dos tipos de piezas (con tapa o sin tapa) se diferencian en la composición de las subpiezas que, a su vez, las componen. Por lo tanto dependiendo del tipo de pieza que se desee fabricar el proceso productivo será uno u otro.
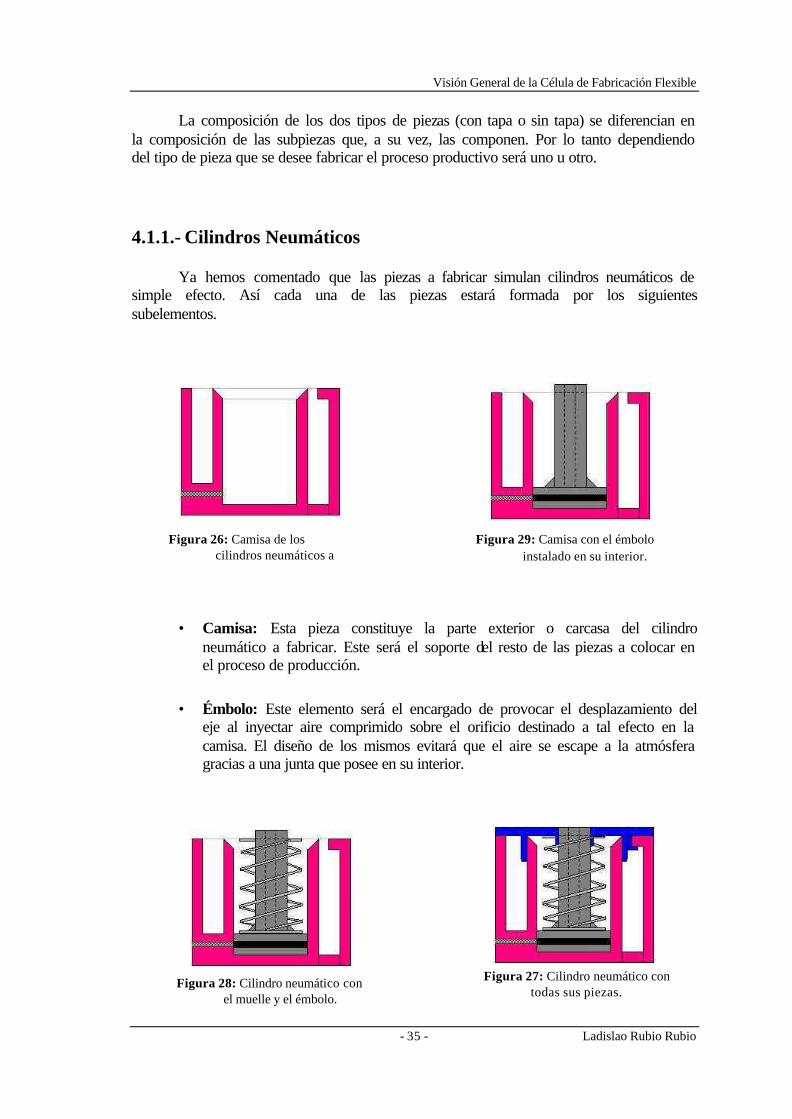
4.1.1.- Cilindros Neumáticos
Ya hemos comentado que las piezas a fabricar simulan cilindros neumáticos de simple efecto. Así cada una de las piezas estará formada por los siguientes subelementos.
• Camisa: Esta pieza constituye la parte exterior o carcasa del cilindro neumático a fabricar. Este será el soporte del resto de las piezas a colocar en el proceso de producción.
• Émbolo: Este elemento será el encargado de provocar el desplazamiento del eje al inyectar aire comprimido sobre el orificio destinado a tal efecto en la camisa. El diseño de los mismos evitará que el aire se escape a la atmósfera gracias a una junta que posee en su interior.
Figura 26: Camisa de los cilindros neumáticos a fabricar.
Figura 29: Camisa con el émbolo instalado en su interior.
Figura 28: Cilindro neumático con el muelle y el émbolo.
Figura 27: Cilindro neumático con todas sus piezas.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 36 -
• Muelle: Dado que los cilindros neumáticos a fabricar son de simple efecto, deberemos de provocar el retorno del émbolo a su posición de origen una vez cortado el flujo de aire comprimido. Así la misión del muelle es la proporcionar esta fuerza de retorno del émbolo para que éste se recoja.
• Tapa: La camisa del cilindro neumático deberá de ser cerrada para que las piezas internas no abandonen dicha situación al inyectar aire comprimido al cilindro neumático. Esta función la llevamos a cabo por medio de la colocación de la tapa mencionada.
4.1.2.- Piezas con Tapa
El otro grupo de piezas que se pueden fabricar mediante la célula de fabricación flexible son las denominadas como con tapa. Estas piezas están formadas únicamente por la camisa y una tapa que no posee orificio para la extensión del émbolo.
En estas piezas no será necesaria la colocación de los elementos mencionados en el apartado anterior, ya que con la camisa se encuentra sólidamente colocada la tapa de la camisa y por lo tanto tenemos una pieza compacta.
4.1.3.- Características de cada uno de los Elementos de las Piezas
Cada uno de los tres tipos de piezas a fabricar tiene unas características que las hacen diferentes entre si. Así tenemos diferencias en lo referente a los colores y tamaños de los elementos que las forman o constituyen. A continuación vamos a comentar cada una de estas características de cada tipo de pieza.
El diámetro de todas las piezas es el mismo, en cambio la altura ellas no. Debemos de mencionar que las camisas de color negro tienen una altura menor que las roas y las metálicas. Por lo tanto en las piezas negras deberemos de instalar unos émbolos con una longitud más corta que las otras piezas. Los émbolos de menor longitud son de color metálico, mientras que los émbolos largos son de color negro.
Así, para poder realizar la fabricación de ambos tipos de piezas deberemos de disponer de los dos tipos de émbolos para colocárselos a las piezas adecuadas.
En lo referente a los muelles no tenemos ningún tipo de diferencia para cada una de las piezas fabricadas. La diferencia existente en la altura de las diferentes piezas únicamente diferirá en la compresión del muelle dentro de cada una de las camisas.

Visión General de la Célula de Fabricación Flexible
- 37 - Ladislao Rubio Rubio
En la tabla siguiente podemos ver la relación de elementos de cada una de las piezas a fabricar.
Tipo de Pieza
Camisa Negra Roja Metálica
Émbolo Metálico (longitud corta)
Negro (longitud larga)
Muelle Standard
4.2.- Características Generales de las Estaciones
El montaje o fabricación de las piezas anteriormente comentadas es realizado por medio de la acción conjunta de todas las estaciones que componen la célula de fabricación flexible.
Así, de forma automática, se irán realizando la fabricación y expedición de las diferentes piezas solicitadas a nuestra fábrica. Cada una de las estaciones que conforman la célula de fabricación flexible poseen una función determinada y concreta y llevan a cabo un proceso para conseguir montar la pieza con las características adecuadas según lo anteriormente mencionado.
La fabricación de las piezas se realiza teniendo en cuenta el mantenimiento de un pequeño stock dentro de la fábrica para poder atender los posibles pedidos. Así en el almacén de piezas intermedio tendremos acumuladas un pequeño número de piezas para poder servir pedidos, ordenando la fabricación cuando el número de piezas de un determinado tipo sea inferior a un margen de seguridad prefijado.
Por el contrario la formación de palets con mercancía se lleva a cabo por medio del lanzamiento de pedidos de fabricación a la célula de fabricación. Cuando se solicite un determinado pedido la célula de fabricación realizará las operaciones apropiadas para componerlo y ser capaz de servirlo.
Figura 30: Cuadro resumen de los elementos que componen cada uno de los diferentes tipos de piezas.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 38 -
En la célula de fabricación podemos distinguir tres zonas diferentes.
• Zona de fabricación en la cual se realizará el montaje de cada uno de los tipos de pieza solicitados por el almacén intermedio.
• Zona del almacén intermedio en la cual se depositarán las piezas fabricadas hasta que se solicite la expedición de las mismas en un determinado pedido.
• Zona de expedición en la cual se realizarán las operaciones necesarias para la composición del pedido solicitado.
Todas estas zonas se encuentran coordinadas por medio de un sistema que podríamos denominar como gestor o coordinador. Dicho elemento es el encargado de decirle a cada una de las estaciones la operación que debe de realizar en cada momento para llevar a cabo la fabricación completa y efectiva de cada uno de los tipos de piezas.
A continuación vamos a pasar a comentar las características de cada una de las estaciones para así poder comprender mejor la función de cada una de ellas dentro de la célula de fabricación.
4.2.1.- Zona de Fabricación
En esta zona tenemos situadas las estaciones necesarias para llevar a cabo el ensamblado de los diferentes elementos que componen la pieza a fabricar en cada momento. Así tenemos los siguientes elementos o estaciones:
Figura 31: Disposición de todos los elementos de la célula de fabricación flexible.

Visión General de la Célula de Fabricación Flexible
- 39 - Ladislao Rubio Rubio
a.- Transporte: Encargado del traslado de las piezas de una estación a otra por medio de un transbordador destinado a tal efecto.
b.- Estación 1: Encargada colocación de la camisa deseada en el palet del transbordador.
c.- Estación 2: Por medio de esta estación podremos colocar el émbolo y el muelle en las piezas que así lo requieran. La colocación del émbolo se realiza de forma acorde al tipo de pieza tratada en cada momento.
Figura 32: Estaciones englobadas dentro de la zona de fabricación.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 40 -
d.- Estación 3: Esta estación coloca la tapa a las piezas que así lo requieran, es decir, en las piezas con tapa no realiza ninguna operación.
e.- Estación 4: Antes de dar por finalizada la fabricación de una determinada pieza se realiza un test para comprobar que la pieza ha sido fabricada correctamente. Esta estación se encarga de tal función desechando las que son defectuosas y permitiendo el resto de proceso para las piezas fabricadas correctamente.
4.2.1.1.- Transporte
Para llevar las piezas desde una estación a otra y para que cada una de ellas realice su función tenemos el módulo de transporte. Una serie de cintas transportadores, topes y enclavamientos; provocan la circulación o detención de cada uno de los transbordadores de palets afectados.
Para el desplazamiento de las piezas a lo largo del recorrido se usan unos transbordadores sobre los cuales se coloca un palet de transporte metálico.
Sobre dicho elemento deberemos de situar una base plástica dotada de una única hendidura en su parte central en la cual se adaptan perfectamente las piezas a fabricar. De este modo las piezas podrán ser trasladadas de estación a estación de forma segura.
Cada uno de los transbordadores posee en su parte inferior una pequeña memoria en la cual se podrá almacenar la información de la mercancía que transporta. Por medio de una serie de cabezas lectoras so podrán realizar lecturas y escrituras de información.
En cada una de las estaciones tenemos un tope que se encargará de detener el transbordador frente a la entrada de cada una de ellas. Posteriormente, y por medio de un enclavamiento, se fijará el transbordador para mantenerlo fijo en el sitio. Así las cabezas
Figura 33: Vista general del módulo de transporte de la zona de fabricación.
Figura 34: Palet de trasnsporte interno.

Visión General de la Célula de Fabricación Flexible
- 41 - Ladislao Rubio Rubio
lectoras podrán realizar sus operaciones de lectura y escritura.
En la figura adjunta podemos observar estos elementos. De izquierda a derecha tenemos en primer lugar la cabeza lectora que leerá la información de la memoria del transbordador. Posteriormente tenemos el enclavamiento que fija el transbordador en la posición en la cual se encuentra para que no se desplace. Por último tenemos el tope que se encarga de detener el palet cuando llega al punto de lectura concreto.
4.2.1.2.- Estación 1: Módulo de Carga de Camisas
Esta estación es la encargada de suministrar al elemento de transporte la camisa de la pieza a fabricar en un determinado momento. En un acumulador se almacenan apiladas y en orden aleatorio los diferentes tipos de piezas a fabricar. La estación se encargará de ir sacando camisas de dicho almacén hasta que se encuentre una pieza con las características solicitadas. Dentro del mencionado almacén tendremos tanto las camisas de los cilindros neumáticos como los cuerpos de los diferentes tipos de piezas con tapa posibles de fabricar.
Por medio de una serie de cilindros neumáticos se atrapan y trasladan las piezas de un punto a otro de la estación. La identificación de las características de la pieza tratada en cada momento se realiza por medio de una serie de detectores ópticos inductivos y capacitivos capaces de diferenciar las características de cada una de las piezas.
Figura 36: Estación 1 módulo de carga de camisas.
Figura 35: Elementos de control de los transbordadores.
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 42 -
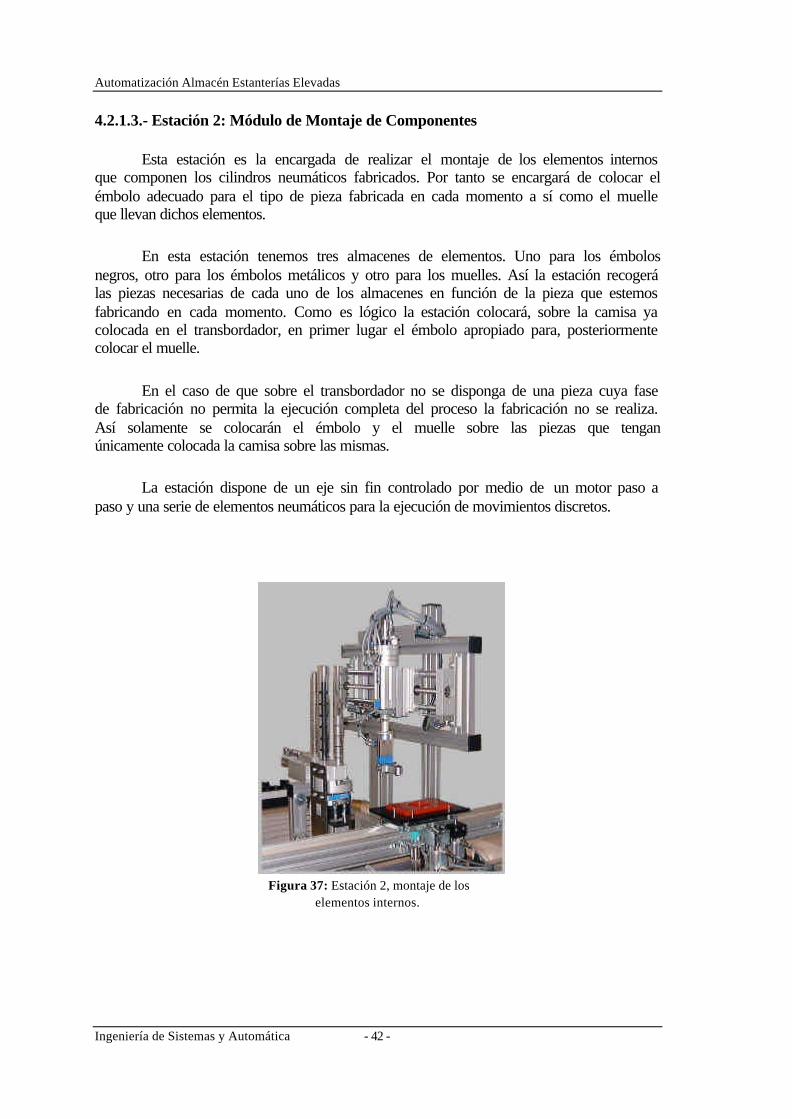
4.2.1.3.- Estación 2: Módulo de Montaje de Componentes
Esta estación es la encargada de realizar el montaje de los elementos internos que componen los cilindros neumáticos fabricados. Por tanto se encargará de colocar el émbolo adecuado para el tipo de pieza fabricada en cada momento a sí como el muelle que llevan dichos elementos.
En esta estación tenemos tres almacenes de elementos. Uno para los émbolos negros, otro para los émbolos metálicos y otro para los muelles. Así la estación recogerá las piezas necesarias de cada uno de los almacenes en función de la pieza que estemos fabricando en cada momento. Como es lógico la estación colocará, sobre la camisa ya colocada en el transbordador, en primer lugar el émbolo apropiado para, posteriormente colocar el muelle.
En el caso de que sobre el transbordador no se disponga de una pieza cuya fase de fabricación no permita la ejecución completa del proceso la fabricación no se realiza. Así solamente se colocarán el émbolo y el muelle sobre las piezas que tengan únicamente colocada la camisa sobre las mismas.
La estación dispone de un eje sin fin controlado por medio de un motor paso a paso y una serie de elementos neumáticos para la ejecución de movimientos discretos.
Figura 37: Estación 2, montaje de los elementos internos.

Visión General de la Célula de Fabricación Flexible
- 43 - Ladislao Rubio Rubio
4.2.1.4.- Estación 3: Montaje de Culatas
En los cilindros neumáticos fabricados deberemos de colocar una tapa para encerrar y compactar los elementos internos de los mismos, esta tapa es el elemento denominado como culata. Cada uno de los tres tipos diferentes de cilindros neumáticos fabricados posee el mismo tipo de culata. Por lo tanto, todas las piezas que lleguen a esta estación con el émbolo y el muelle debidamente colocados deberán de ser tapadas mediante la culata mencionada.
En un almacén se encuentran una serie de culatas. Cuando llega una pieza sobre la cual la estación debe de actuar una pinza atrapa la pieza para sujetarla. La máquina saca una culata del almacén y procede a roscarla sobre la camisa del cilindro sujeto. En esta estación todos los elementos con de tipo neumático.
4.2.1.5.- Estación 4: Verificación
Cuando el proceso de fabricación ha terminado la estación 4 se encarga de realizar un test para comprobar el correcto funcionamiento del elemento fabricado por las estaciones que anteriormente han actuado sobre la pieza en cuestión.
Esta estación recoge la pieza del transporte y la pasa a un elemento que se encargará de inyectar aire por la entrada del cilindro neumático fabricado. Mediante un sensor se comprobará la distancia de recorrido que realiza el émbolo del pistón al mismo tiempo que el retorno del mismo. De este modo podremos
Figura 39: Estación 4, módulo de verificación de piezas fabricadas.
Figura 38: Estación 3, montaje de culatas.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 44 -
determinar si la pieza fabricada es dada por buena o no.
Si la pieza es considerada como defectuosa será depositada sobre un contenedor que irá acumulando las piezas defectuosas. En cambio si la pieza está correctamente fabricada será trasladada a una cinta transportadora que la conducirá hasta la siguiente estación de la célula de fabricación.
4.2.2.- Zona de Almacén Intermedio
Entre la zona de transporte y la zona de expedición tenemos un almacén en el cual se guardarán las piezas ya fabricadas. Éstas serán mantenidas en él hasta el momento en el cual se desee cargar dichas piezas en un determinado palet para así poder servir un determinado pedido dentro de la zona de expedición.
La fabricación de las piezas se realiza de una en una, por lo tanto la finalización de las mismas no se realizará consecutivamente sino que se realizará de forma secuencial y, lo que es más, aleatoria (una pieza puede tener una serie incidencias que impida la realización de una fase de la fabricación en el primer intento).
Igualmente en la zona de expedición podemos tener activos varios pedidos. Las piezas que lo compondrán no tienen porque llegar al mismo tiempo que el transbordador hasta el punto de carga de piezas. Esta situación podríamos decir que sería demasiado casual e inesperada.
Figura 40: Zona de almacén intermedio de la célula de fabricación flexible.

Visión General de la Célula de Fabricación Flexible
- 45 - Ladislao Rubio Rubio
Por tanto será necesaria la existencia de una zona de almacenaje para mantener las piezas hasta el momento de colocarlas en un palet. De este modo cuando debamos colocar una pieza sobre el palet del pedido podremos realizar la operación si dicha pieza se encuentra en la zona del almacén intermedio.
Esta función la realiza una única estación. Ésta recibirá las piezas desde la cinta transportadora de salida de la estación de visualización anteriormente comentada y las entregará en otro tramo que la conducirá hasta la zona de expedición de pedidos.
a.- Estación 5: Estación encargada de realizar el almacenaje de las piezas sueltas ya fabricadas hasta el momento de expedición de las mismas.
4.2.2.1.- Estación 5: Almacén Intermedio
Esta estación será la encargada de realizar el almacenaje de las piezas sueltas ya fabricadas hasta el momento de expedición de las mismas. Recibirá las piezas desde la cinta transportadora de salida de la estación de visualización anteriormente comentada y las entregará en otro tramo que la conducirá hasta la zona de expedición de pedidos.
El almacén intermedio posee 16 posiciones sobre las cuales colocará las piezas para mantenerlas en él durante el tiempo necesario. Dichas posiciones se encuentran distribuidas en una matriz plana de 4 filas y 4 columnas.
Para el desplazamiento de las piezas desde la entrada hasta la matriz de posiciones y desde ésta última a la salida de la estación se dispone de dos motores paso a paso. De este modo, y por medio de 2 ejes perpendiculares de desplazamiento, podemos realizar hasta cualquiera de los puntos de dicho almacén intermedio.
Las piezas podremos cogerlas y depositarlas por medio de una ventosa de succión, que hace vacío sobre las mismas y las sujeta, mientras que por medio de un cilindro neumático podremos alzar y bajar las piezas para así poder realizar de forma segura las traslaciones de las mismas.
Figura 41: Estación 5: almacén intermedio.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 46 -
4.2.3.- Zona de Expedición
Por último en la célula de fabricación flexible tenemos los elementos las estaciones destinadas a realizar las funciones de expedición de los pedidos solicitados a la misma. Las estaciones o elementos que componen está sección son las siguientes:
a.- Transporte: Este elemento, al igual que ocurría en la zona de fabricación será el encargado de trasladar los palets de una estación a otra para que así cada una de ellas pueda realizar su función.
Figura 42: Zona de expedición y composición de pedidos de la célula de fabricación flexible.

Visión General de la Célula de Fabricación Flexible
- 47 - Ladislao Rubio Rubio
b.- Estación 6: Esta estación será la encargada de realizar la colocación encima del palet de transporte interno de las bases sobre las cuales se servirán los pedidos de piezas solicitadas.
c.- Robot 1: Por medio de dicho robot se cogerán las piezas entregadas por el almacén intermedio para poder colocarlas sobre los orificios de la base del palet de transporte interno situado en la zona de influencia de la misma.
d.- Robot 2: Este segundo robot será el encargado de tomar el pedido (conjunto de base más las piezas correspondientes) ya completado para ser expedido de forma que abandone la célula de fabricación flexible.
e.- Estación 7: Esta estación almacenará los pedidos ya formados pedido (conjunto de base más las piezas correspondientes) sobre los palets utilizados para el transporte interno de la célula de fabricación flexible hasta el momento en el cual deban de ser expedidos.
4.2.3.1.- Transporte
La forma del módulo de transporte de la zona de expedición posee unas características muy similares a las del módulo de transporte de la zona de fabricación comentado en el apartado 4.2.1.1.- titulado como “Transporte” y que está situado más atrás.
La diferencia con dicho módulo de transporta estriba únicamente en el número de piezas transportadas por cada transbordador que circula por el mismo. En el transporte de la zona de fabricación únicamente transporta una pieza (se fabrican de una en una). Por el contrario en el transporte de la zona de expedición, comentada en el presente apartado, se transporta 3 piezas diferentes en un transbordador. Esta situación es fácilmente comprensible dado que en esta segunda fase estamos tratando los pedidos ya formados y estos están compuestos por 3 piezas.
Figura 43: Transporte de la zona de expedición.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 48 -
4.2.3.2.- Estación 6: Módulo de Carga de Bases
Esta estación será la encargada de dotar al palet situado a su entrada de la base sobre la cual irán depositadas las piezas fabricadas. Esta estación necesitará disponer de un palet vacío para poder depositar dicho elemento.
La estación posee dos almacenes internos sobre los cuales deberemos de introducir cada uno de los dos tipos de base posibles, uno en cada uno de ellos. La situación de cada uno de los tipos de base debe de ser la mostrada en la figura adjunta.
Por medio de una serie de cilindros neumáticos y unas ventosas de vacío tendremos la posibilidad de trasladar las piezas de un punto a otro hasta colocarlas sobre el palet de la entrada.
4.2.3.3.- Robot 11: Colocación de Piezas sobre la Base
Dicho elemento, en el momento de realización del presente proyecto final de carrera no se encuentra todavía instalado por lo que su función es realizada de forma manual con el apoyo de una pantalla de explotación magelis.
Dicho robot será el encargado de recoger cada una de las piezas entregadas por el almacén intermedio (estación 5) para depositarlas en la posición correcta dentro de la base del palet situado en la posición de dicho robot.
1 En el momento de la ejecución del presente proyecto final de carrera, la función de este robot (Colocación de Piezas sobre la Base) junto con la función del robot 2 (Expedición de Palets) está previsto que sea realizada por un único robot. Éste último elmento se encuentra dotado de una garra diseñada específicamente para la manipulación de los elementos que debe de tomar en cada punto. El robot destinado finalmente para esta operación no se encuentra instalado, por lo cual su utilización dentro del proceso productivo es imposible.
Figura 44: Estación 6, módulo de carga de bases.
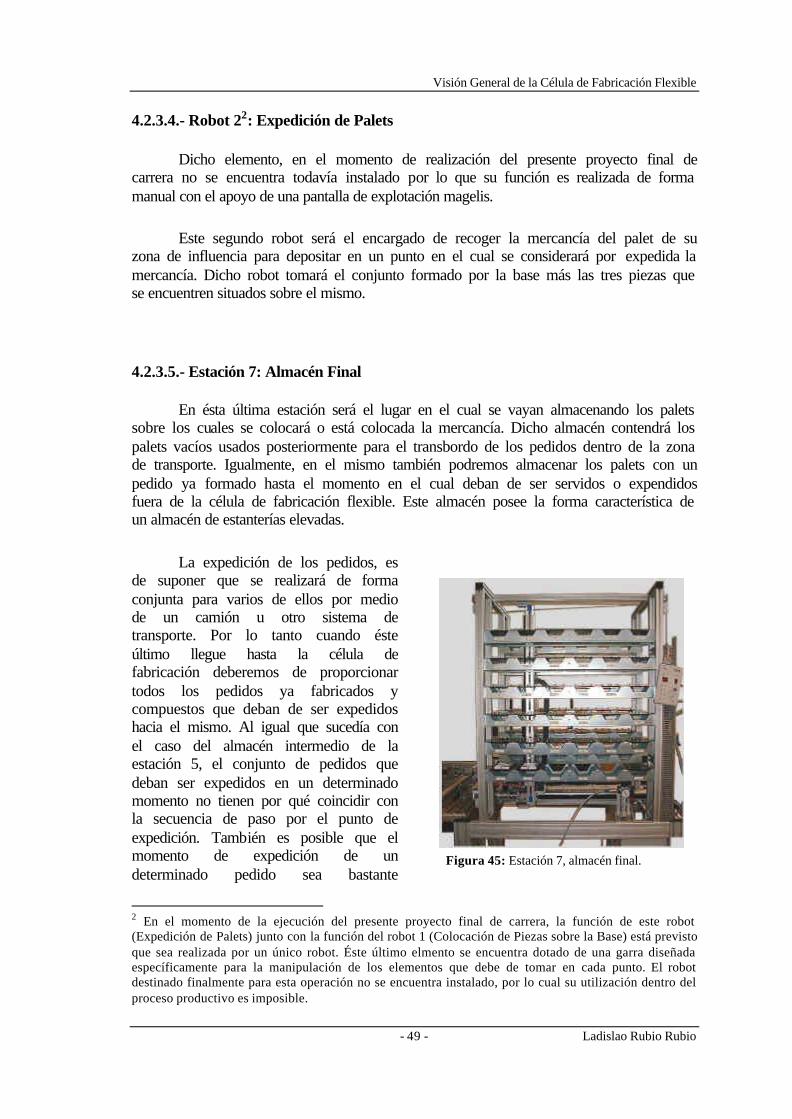
Visión General de la Célula de Fabricación Flexible
- 49 - Ladislao Rubio Rubio
4.2.3.4.- Robot 22: Expedición de Palets
Dicho elemento, en el momento de realización del presente proyecto final de carrera no se encuentra todavía instalado por lo que su función es realizada de forma manual con el apoyo de una pantalla de explotación magelis.
Este segundo robot será el encargado de recoger la mercancía del palet de su zona de influencia para depositar en un punto en el cual se considerará por expedida la mercancía. Dicho robot tomará el conjunto formado por la base más las tres piezas que se encuentren situados sobre el mismo.
4.2.3.5.- Estación 7: Almacén Final
En ésta última estación será el lugar en el cual se vayan almacenando los palets sobre los cuales se colocará o está colocada la mercancía. Dicho almacén contendrá los palets vacíos usados posteriormente para el transbordo de los pedidos dentro de la zona de transporte. Igualmente, en el mismo también podremos almacenar los palets con un pedido ya formado hasta el momento en el cual deban de ser servidos o expendidos fuera de la célula de fabricación flexible. Este almacén posee la forma característica de un almacén de estanterías elevadas.
La expedición de los pedidos, es de suponer que se realizará de forma conjunta para varios de ellos por medio de un camión u otro sistema de transporte. Por lo tanto cuando éste último llegue hasta la célula de fabricación deberemos de proporcionar todos los pedidos ya fabricados y compuestos que deban de ser expedidos hacia el mismo. Al igual que sucedía con el caso del almacén intermedio de la estación 5, el conjunto de pedidos que deban ser expedidos en un determinado momento no tienen por qué coincidir con la secuencia de paso por el punto de expedición. También es posible que el momento de expedición de un determinado pedido sea bastante
2 En el momento de la ejecución del presente proyecto final de carrera, la función de este robot (Expedición de Palets) junto con la función del robot 1 (Colocación de Piezas sobre la Base) está previsto que sea realizada por un único robot. Éste último elmento se encuentra dotado de una garra diseñada específicamente para la manipulación de los elementos que debe de tomar en cada punto. El robot destinado finalmente para esta operación no se encuentra instalado, por lo cual su utilización dentro del proceso productivo es imposible.
Figura 45: Estación 7, almacén final.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 50 -
posterior al de composición del mismo. Por lo tanto será necesaria la utilización de un almacén en el cual podamos almacenar los palets con pedido.
El almacén de estanterías elevadas dispone de 72 posiciones de almacenamiento. Gracias a su estructura modular dicho número podría ser ampliado o reducido de una forma sencilla el número de lugares de almacenamiento disponibles. El almacén consta de 2 filas de estanterías, las cuales están separadas por un corredor estrecho.
Para manejar de modo totalmente automático los distintos lugares de almacenamiento se dispone de un dispositivo de servicio de estanterías que puede acceder mediante 2 ejes a cualquiera de las posiciones del mencionado almacén. Dichos ejes se encuentran controlados por medio de un servocontrolador que actúa sobre 2 motores, uno para cada uno de los ejes.
La carga y descarga de los palets sobre cada uno de los puestos se realiza por medio de un brazo telescópico que al introducirse por la parte interior de los palets es capaz de tomarlos en posesión o dejarlos. Este elemento se encuentra controlado por medio de un motor de corriente continua discretamente controlado.
Igualmente esta estación debe de ser capaz de recoger y dejar palets sobre el transbordador situado en la entrada de la misma. Para ello dispone de un cargador formado por dos cilindros neumáticos que realizan las operaciones oportunas de traslado de palets que en cada momento s precisen.
Por medio del presente proyecto vamos a poder profundizar en el funcionamiento de la estación comentada en el presente apartado. Esto es debido a que el presente proyecto consiste en la automatización de la misma. Por medio de los apartados anteriormente mencionados hemos podido conocer el entorno en el cual se encuentra incluida de manera que podamos deducir mejor su función dentro el proceso.
4.3.- Red de Comunicaciones
Todos los elementos de que componen la célula de fabricación flexible se encuentran conectados entre si por medio de una red de comunicación industrial. Además a dicha red también tenemos conectados una serie de ordenadores mediante los cuales tendremos la posibilidad de conectarnos a cualquiera de los autómatas de la célula de fabricación flexible.
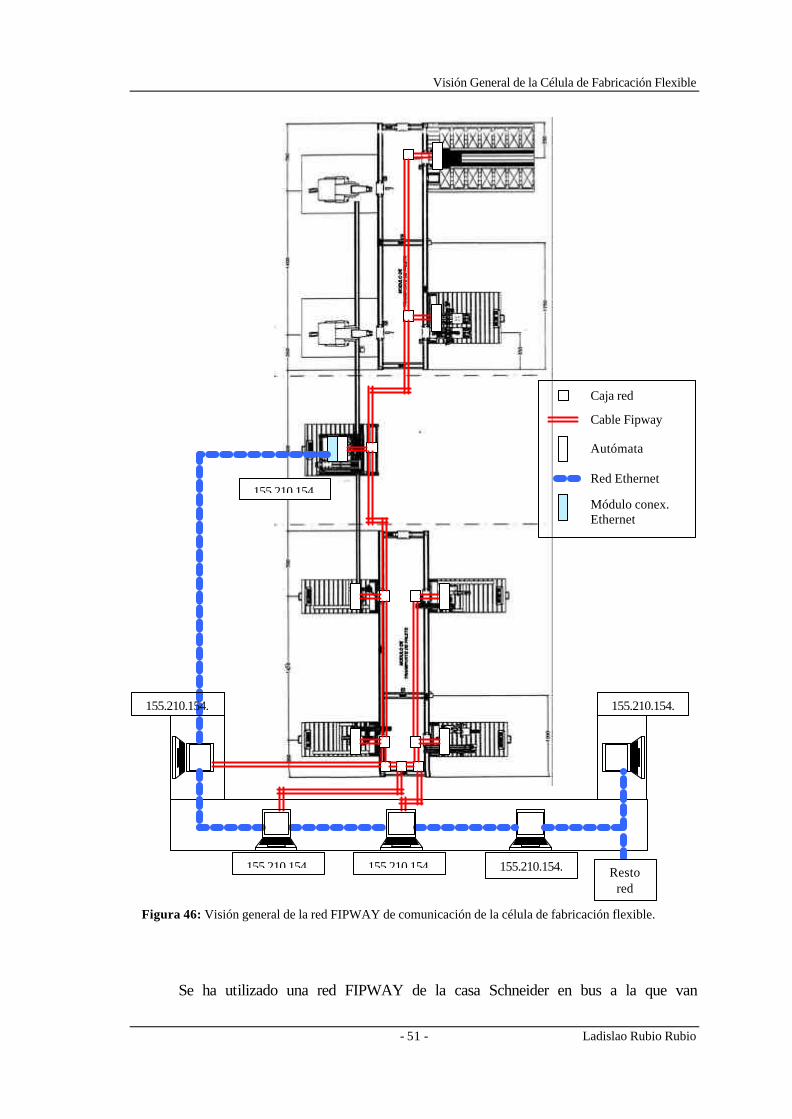
Visión General de la Célula de Fabricación Flexible
- 51 - Ladislao Rubio Rubio
Se ha utilizado una red FIPWAY de la casa Schneider en bus a la que van
155.210.154.
155.210.154.155.210.154.155.210.154.
155.210.154.155.210.154.
Caja red Fipway Cable Fipway
Autómata
Red Ethernet
Módulo conex. Ethernet
Resto red
Figura 46: Visión general de la red FIPWAY de comunicación de la célula de fabricación flexible.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 52 -
conectados los 7 autómatas que se encuentran en la célula y 3 PC´s por medio de una tarjeta Fipway isa. El bus comienza en la estación 1 (en la caja Fipway situada junto a ella, se coloca un terminador) y acaba en la estación 7. Los ordenadores con tarjeta
Fipway ocupan las posiciones 8, 9 y 10 de la red, respectivamente. Ésta es la estructura usual para este tipo de redes, aunque sería recomendable una configuración en anillo para prevenir posibles cortes de la red entre dos estaciones. Podría cerrarse el anillo quitando los terminadores de las cajas Fipway de las estaciones 1 y 7 y uniéndolas con un cable.
La red Fipway permite un flujo de datos binario de 1 Mb/s. Cada uno de los equipos conectados a la red está identificado en el bus por un nº 0..63.
0: Reservado al árbitro del bus.
63: Para el terminal de explotación.
1..62: Para el resto de equipos/autómatas.
Además, el autómata 5 dispone de un módulo de conexión Ethernet y tiene su propio IP, con lo que se puede conectar a él a través de esa red o bien conectar con otros autómatas a través del puente Ethernet / Fipway que posee. Este hecho amplía notablemente las posibilidades de comunicación con la célula de fabricación, dado que nos podremos conectar a la misma por medio de la red INTERNET.
Figura 47: Ejemplo de disposición de red FIPWAY de comunicaciones.
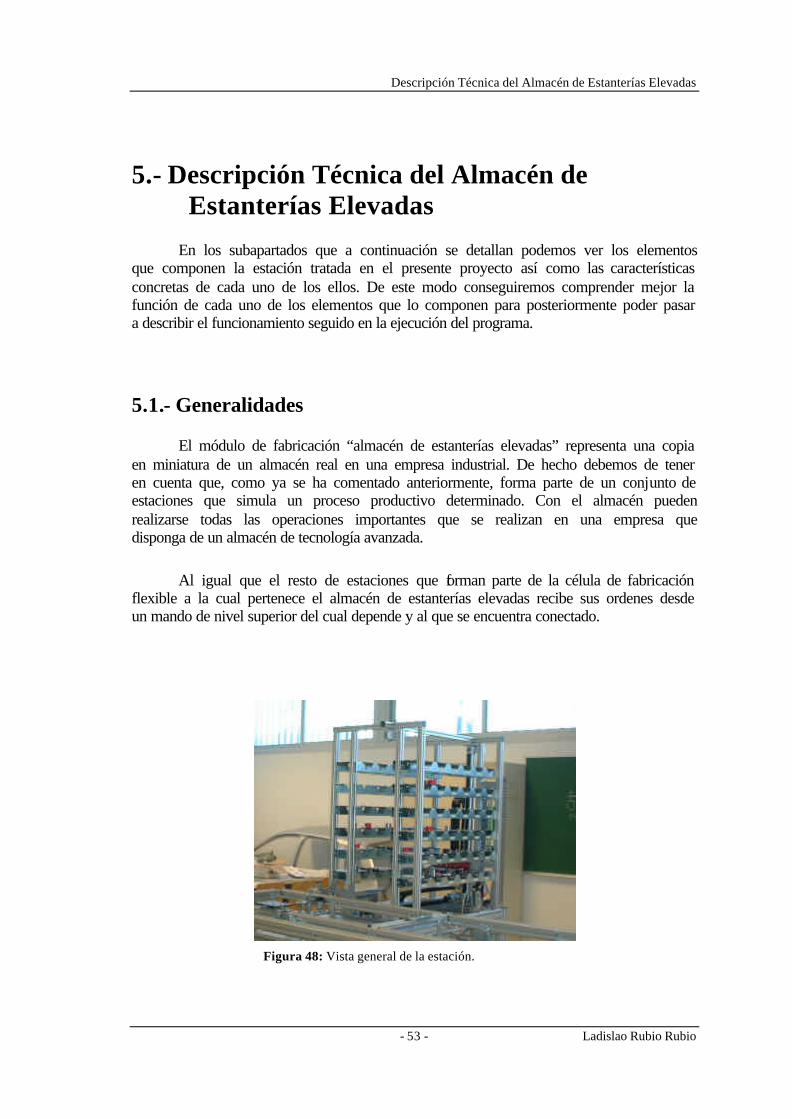
Descripción Técnica del Almacén de Estanterías Elevadas
- 53 - Ladislao Rubio Rubio
5.- Descripción Técnica del Almacén de Estanterías Elevadas
En los subapartados que a continuación se detallan podemos ver los elementos que componen la estación tratada en el presente proyecto así como las características concretas de cada uno de los ellos. De este modo conseguiremos comprender mejor la función de cada uno de los elementos que lo componen para posteriormente poder pasar a describir el funcionamiento seguido en la ejecución del programa.
5.1.- Generalidades
El módulo de fabricación “almacén de estanterías elevadas” representa una copia en miniatura de un almacén real en una empresa industrial. De hecho debemos de tener en cuenta que, como ya se ha comentado anteriormente, forma parte de un conjunto de estaciones que simula un proceso productivo determinado. Con el almacén pueden realizarse todas las operaciones importantes que se realizan en una empresa que disponga de un almacén de tecnología avanzada.
Al igual que el resto de estaciones que forman parte de la célula de fabricación flexible a la cual pertenece el almacén de estanterías elevadas recibe sus ordenes desde un mando de nivel superior del cual depende y al que se encuentra conectado.
Figura 48: Vista general de la estación.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 54 -
El almacén de estanterías elevadas dispone de 72 posiciones de almacenamiento. Gracias a su estructura modular dicho número podría ser ampliado o reducido de una forma sencilla el número de lugares de almacenamiento disponibles. El almacén consta de 2 filas de estanterías, las cuales están separadas por un corredor estrecho.
Para manejar de modo totalmente automático los distintos lugares de almacenamiento se dispone de un dispositivo de servicio de estanterías que puede acceder mediante 2 ejes a cualquiera de las posiciones del mencionado almacén.
El dispositivo de servicio se desplaza en sentido horizontal sobre dos guías lineales y paralelas, cuyos rieles han sido fijados en la placa perfilada del almacén. Una de estas guías se encuentra en la parte inferior del almacén mientras que la otra se encuentra instalada en la parte superior del mismo.
Sobre el carro de guía horizontal se encuentra fijado el eje de desplazamiento vertical. Por lo tanto el eje vertical de desplazamiento se desplazará en función de la posición que adopte el eje horizontal de desplazamiento.
Finalmente unido al móvil que controla el eje de desplazamiento vertical tenemos unido el brazo telescópico que se encargará de manipular las diferentes paletas que contenga el almacén de estanterías elevadas.
El accionamiento de cada uno de los ejes es realizado por medio de un motor de corriente continua. Éste elemento activa a través de un engranaje helicoidal irreversible una rueda dentada. Esta rueda dentada engrana una cremallera y de este modo el movimiento rotativo proporcionado por el motor es transformado en un movimiento lineal de traslación del carro.
Figura 49: Vista general del dispositivo de servicio de estanterías.

Descripción Técnica del Almacén de Estanterías Elevadas
- 55 - Ladislao Rubio Rubio
Para registrar la posición del móvil de cada uno de los dos ejes, cada motor está equipado de un transmisor incremental, el cual se encuentra embridado en el árbol del motor de corriente continua.
El movimiento del brazo telescópico se produce por medio de un motor reductor en miniatura que es controlado por medio de dos relés en miniatura. La posición del brazo telescopio es captada por tres finales de carrera que al ser pisados por la leva asociada producen la detección de la posición en la cual se encuentra el telescopio. Los finales de carrera se encuentran instalados en la parte estática del telescopio, mientras que las correspondientes levas se encuentran colocadas en la parte móvil del mismo.
Las tres posiciones que puede adoptar el telescopio son: posición final a la izquierda, posición final a la derecha y posición central (posición inicial del brazo telescópico
Por último para trasladar las paletas del almacén de estanterías elevadas al transbordador situado en la entrada del almacén y viceversa se dispone de un trasladador de paletas (denominado en el presente proyecto como cargador). El accionamiento del trasladador de paletas se realiza por medio unos cilindros neumáticos. Para registrar la posición en la cual se encuentra el cargador se dispone de unos detectores de proximidad magnéticos, los cuales se encuentran fijados en los cilindros.
Figura 50: Dimensiones globales del almacén de estanterías elevadas.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 56 -
5.2.- Dimensiones de los Elementos del Almacén
Los elementos que componen el almacén de estanterías deben de tener las medidas apropiadas para poder albergar las diferentes paletas que debe de manipular. Por lo tanto cada uno de los puestos debe de respetar las medidas y características del elemento a trasladar, es decir las paletas. Del mismo modo el telescopio y el cargador han sido diseñados para trasladar las paletas de un punto a otro para evitar los daños en la mercancía transportada.
5.2.1.- Dimensiones del Almacén de Estanterías Elevadas
Las dimensiones del almacén de estanterías elevadas son las siguientes:
Longitud total 1 100 mm Profundidad total 700 mm Altura total 1 950 mm
Ambas filas de estanterías, así como el dispositivo de servicio se encuentran sujetos sobre una placa perfilada de aluminio que conforma el armazón de dicho almacén. Para poder conseguir una altura de trabajo óptima, la placa perfilada ha sido atornillada a un bastidor.
5.2.2.- Dimensiones de las Paletas
Para el transporte de la mercancía fabricada a lo largo de la célula de fabricación flexible se hace uso de unas placas metálicas que poseen unos orificios que la mantendrán sujeta durante los desplazamientos.
Igualmente estas placas poseen una serie de pivotes para sujetar las bases en las que posteriormente se colocarán las piezas y evitar del mismo modo los desplazamientos de dichos elementos.
Figura 51: Dimensiones globales de la estación.

Descripción Técnica del Almacén de Estanterías Elevadas
- 57 - Ladislao Rubio Rubio
5.2.3.- Trasladador de Paletas
Las dimensiones de este elemento se refieren principalmente a las espigas o pivotes que posee para sujetar la paleta traslada. Estos pivotes están situados de manera que se introduzcan por el interior de los orificios de los cales están dotadas las paletas de almacenamiento. Estos pivotes se encuentran disponibles tanto en el cargador de paletas como en el telescopio de desplazamiento de las mismas a lo largo del almacén.
Figura 52: Recorrido del trasladador de paletas.
Figura 53: Dimensiones de las paletas utilizadas en la célula de fabricación flexible.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 58 -
El elemento encargado de tomar las paletas del módulo de transporte para dejarlos en el puesto de entrada del almacén de estanterías elevadas está compuesto por dos cilindros neumáticos. Estos elementos poseen unas carreras de desplazamiento mostradas en la figura adjunta.
5.2.4.- Distribución de los Lugares de Almacenamiento
El almacén automatizado posee un total de 72 posiciones de almacenamiento. Dichos lugares se encuentran distribuidos en dos filas de estanterías separadas por un pasillo por el cual se desplazará el módulo de servicio de estanterías (telescopio).
Todos y cada uno de estos lugares de almacenamiento se encuentran identificados por medio de un número diferente. Así tenemos que los lugares de almacenamiento de la estantería izquierda del almacén están identificadas por los números que van desde el 1 al 36. Por otro lado, los puestos de almacenamiento de la estantería izquierda del almacén están identificados por los números que van desde el 37 hasta el 72.
Figura 54: Numeración de los diferentes lugares de almacenamiento en el almacén de estanterías elevadas.

Descripción Técnica del Almacén de Estanterías Elevadas
- 59 - Ladislao Rubio Rubio
Como podemos ver en la figura adjunta, la numeración de cada una de las estanterías se realiza por filas, comenzando por la inferior y terminando en la superior. Igualmente, dentro de una misma fila tenemos que el primer puesto de la misma corresponde con el más lejano al panel de mando mientras que el último de los puestos se encuentra situado al lado del panel de mando de la estación.
Las paletas transportadas en el interior del almacén de estanterías elevadas también pueden estar situadas en otras ubicaciones. Dichos lugares son los correspondientes a los lugares de traslado de las paletas de un punto a otro del almacén de estanterías elevadas. Estos lugares internos del almacén también se encuentran identificados por medio de un número. Así tenemos que:
Número Puesto Descripción
0 Puesto de entrada del almacén de estanterías elevadas.
1 ... 72
Lugares de almacenmiento de las estanterías del almacén.
73 Dispositivo de servicio de estanterías (telescopio)
74 Transporte de entrada del almacén de estanterías elevadas.
75 Cargador de paletas.
5.3.- Panel de Mando
Para el control de la operación del almacén de estanterías la propia estación dispone de una botonera de mando. Igualmente, y para la realización de determinadas acciones, el almacén de estanterías elevadas dispones de una consola auxiliar. Por medio de los mencionados elementos el usuario tendrá la oportunidad de modificar el estado de funcionamiento de la estación.
Los elementos que conforman el panel de mando de la estación son:
û AUTO ON: Pulsador luminoso utilizado para el acceso a determinados modos de funcionamiento.
Figura 55: Identificación de los lugares de almacenamiento de paletas dentro del almacén.
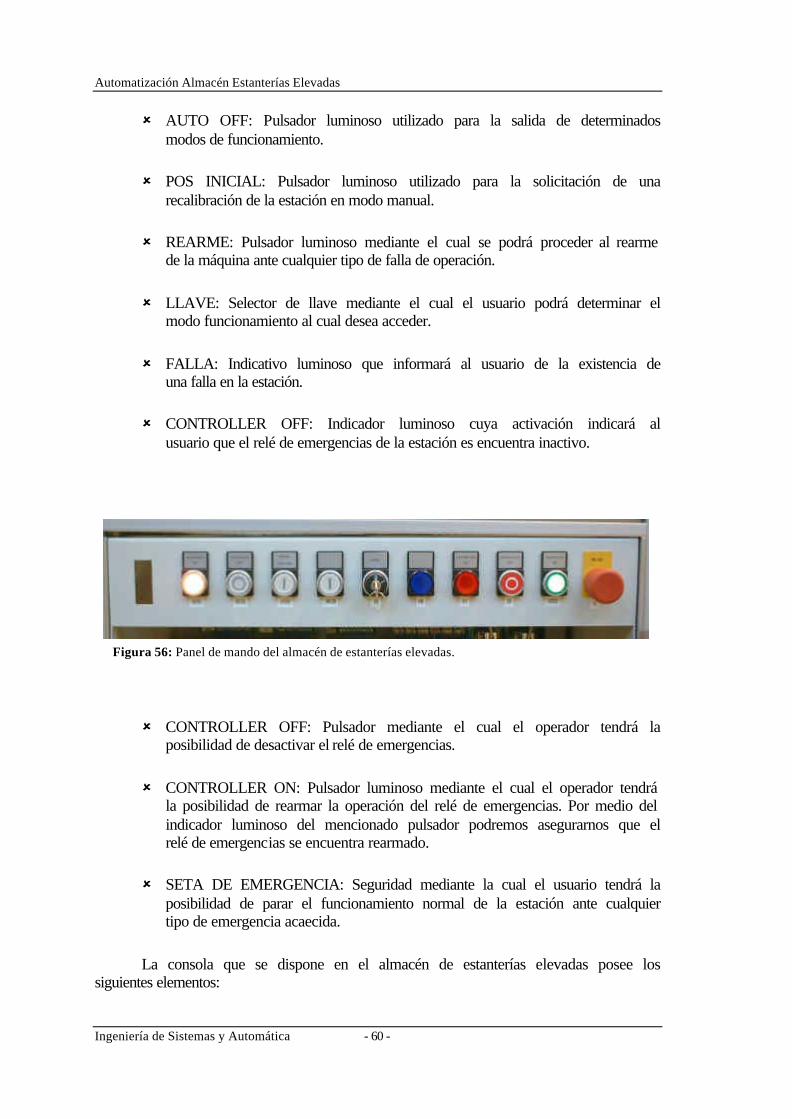
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 60 -
û AUTO OFF: Pulsador luminoso utilizado para la salida de determinados modos de funcionamiento.
û POS INICIAL: Pulsador luminoso utilizado para la solicitación de una recalibración de la estación en modo manual.
û REARME: Pulsador luminoso mediante el cual se podrá proceder al rearme de la máquina ante cualquier tipo de falla de operación.
û LLAVE: Selector de llave mediante el cual el usuario podrá determinar el modo funcionamiento al cual desea acceder.
û FALLA: Indicativo luminoso que informará al usuario de la existencia de una falla en la estación.
û CONTROLLER OFF: Indicador luminoso cuya activación indicará al usuario que el relé de emergencias de la estación es encuentra inactivo.
û CONTROLLER OFF: Pulsador mediante el cual el operador tendrá la posibilidad de desactivar el relé de emergencias.
û CONTROLLER ON: Pulsador luminoso mediante el cual el operador tendrá la posibilidad de rearmar la operación del relé de emergencias. Por medio del indicador luminoso del mencionado pulsador podremos asegurarnos que el relé de emergencias se encuentra rearmado.
û SETA DE EMERGENCIA: Seguridad mediante la cual el usuario tendrá la posibilidad de parar el funcionamiento normal de la estación ante cualquier tipo de emergencia acaecida.
La consola que se dispone en el almacén de estanterías elevadas posee los siguientes elementos:
Figura 56: Panel de mando del almacén de estanterías elevadas.

Descripción Técnica del Almacén de Estanterías Elevadas
- 61 - Ladislao Rubio Rubio
û 3 displays de 7 segmentos para visualización de número de 1 y 2 cifras.
û 1 selector de 4 posiciones.
û 6 pulsadores.
û 1 interruptor.
La función de estos elementos es, principalmente, la de informar al usuario de la emergencia acaecida en un determinado momento (mediante los correspondientes displays numéricos) y la de proporcionar unos mandos manuales para el control de los diferentes accionadores de la estación.
5.4.- Interfaces de Comunicación
El almacén de estanterías elevadas se encuentra relacionado con una serie de elementos que se encuentran conectados al mismo por medio de la red FIPWAY de comunicaciones de la cual está dotada la instalación. Para esta comunicación se ha hecho uso de la tabla compartida de datos que proporciona dicha configuración de red así como el acceso remoto desde elementos distantes en los elementos que así lo permitan.
Así podemos decir que la operación del almacén de estanterías depende, o se encuentra afectada, de los siguientes elementos:
• Autómata encargado de la gestión del transporte de la célula de fabricación en el cual se encuentra englobado el almacén de estanterías elevadas.
• Sistema de supervisión industrial SCADA desarrollado para la monitorización de la célula de fabricación.
• Pantallas de explotación de tipo magelis desarrolladas a tal efecto.
Figura 57: Consola de mando auxiliar.
Figura 58: Pantalla del SCADA de supervisión y control.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 62 -
Así tenemos que la operación del almacén de estanterías elevadas desarrollado dependerá de una serie de elementos ajenos al mismo. El desarrollo de los mismos ha sido realizado de forma independiente por otros integrantes del equipo de desarrollo formado (a excepción de las pantallas táctiles de explotación relacionadas con el almacén de estanterías elevadas cuyo desarrollo se engloba en el presente proyecto), pero se ha tenido que llegar a un convenio para la estandarización de las comunicaciones entre estaciones o elementos de la instalación.
Igualmente el almacén de estanterías elevadas está dotado de todos los elementos necesarios para la obtención de determinados estados de funcionamiento así como de los elementos necesarios para realizar las acciones necesarias en cada instante.
5.5.- Cargador de Paletas
El almacén de estanterías elevadas debe de coger y depositar paletas del transbordador que el módulo de transporte se encargará proporcionarle para proceder a la realización de las tareas de almacenado a las cuales se encuentra destinado. Dicho traslado de paletas entre el módulo de transporte y el almacén de estanterías elevadas es realizado por medio de 2 cilindros neumáticos. Con ellos, y dada la disposición de los mismos, tenemos la posibilidad de realizar desplazamientos horizontales y verticales de dichos elementos.
El cargador de paletas está compuesto por una serie de elementos que a continuación pasamos a enumerar y comentar.
Mesa de Traslación: este elemento es una placa metálica que será la encargada de tomar las paletas para poder realizar los correspondientes traslados de las mismas. Se
Figura 59: Pantalla de explotación magelis táctil.
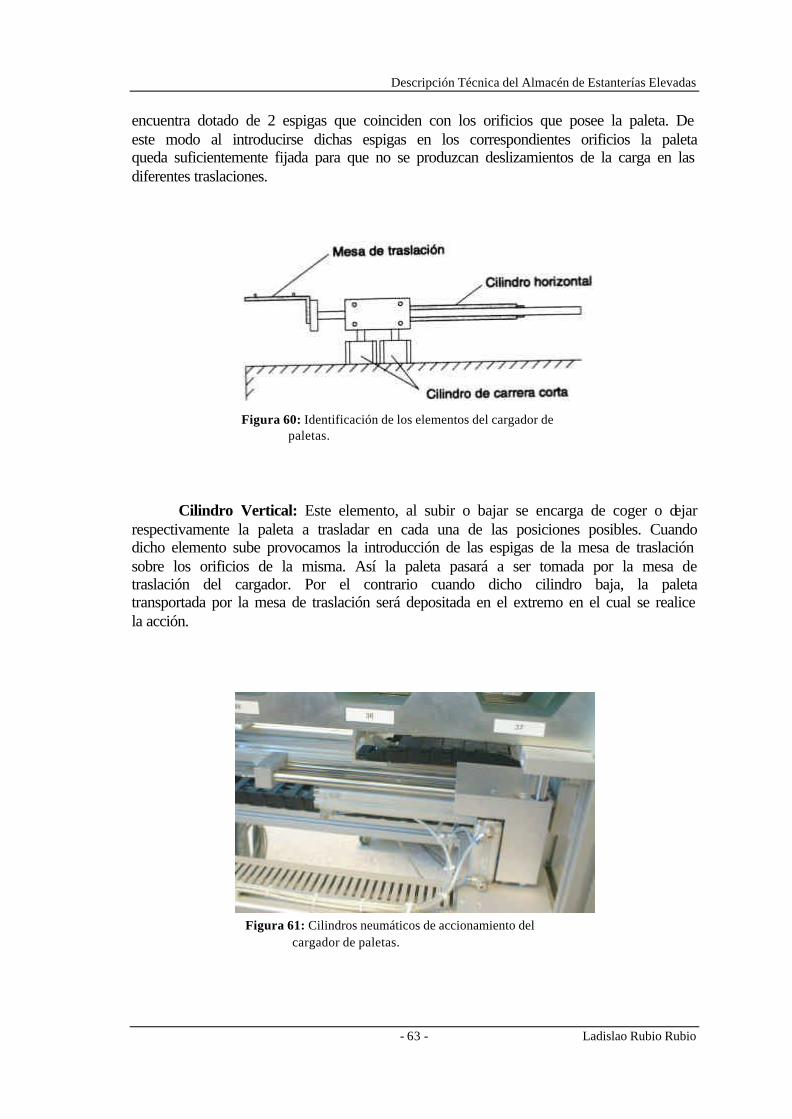
Descripción Técnica del Almacén de Estanterías Elevadas
- 63 - Ladislao Rubio Rubio
encuentra dotado de 2 espigas que coinciden con los orificios que posee la paleta. De este modo al introducirse dichas espigas en los correspondientes orificios la paleta queda suficientemente fijada para que no se produzcan deslizamientos de la carga en las diferentes traslaciones.
Cilindro Vertical: Este elemento, al subir o bajar se encarga de coger o dejar respectivamente la paleta a trasladar en cada una de las posiciones posibles. Cuando dicho elemento sube provocamos la introducción de las espigas de la mesa de traslación sobre los orificios de la misma. Así la paleta pasará a ser tomada por la mesa de traslación del cargador. Por el contrario cuando dicho cilindro baja, la paleta transportada por la mesa de traslación será depositada en el extremo en el cual se realice la acción.
Figura 60: Identificación de los elementos del cargador de paletas.
Figura 61: Cilindros neumáticos de accionamiento del cargador de paletas.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 64 -
Si la paleta es depositada sobre transbordador del módulo de transporte unos pivotes del mismo serán introducidos en los orificios destinados a tal efecto en las paletas. En cambio, si la paleta es depositada en el puesto de entrada del almacén de estanterías elevadas la sujeción de la misma en el mencionado lugar será realizado mediante el apoyo del mismo en unos determinados salientes de los cuales están dotados cada uno de los puestos del almacén de estanterías elevadas.
Cilindro Horizontal: Este segundo cilindro es el encargado de trasladar la mesa de traslación junto con su contenido desde la vertical del puesto de entrada del almacén de estanterías elevadas a la vertical del transbordador situado en la entrada del mismo.
Detectores Inductivos capaces de informar al PLC del estado adoptado por el mismo. Concretamente disponemos de 4 sensores inductivos, los cuales se encuentran colocados por parejas para la detección de las posiciones extremas de cada uno los cilindros neumáticos. Así cada uno de ellos nos indicará si el cilindro asociado al mismo se encuentra en la posición detectada por cada uno de ellos o no.
Todos estos elementos, así como sus correspondientes desplazamientos, se encuentran ajustados de manera que las diferentes traslaciones de paletas sean realizadas de forma satisfactoria. Recordemos que las paletas se encuentran dotadas de una serie de orificios para la introducción de unos pivotes o espigas de sujeción. La posición de las paletas debe de ser tal que en todo momento se permita la inserción de dichas espigas en los correspondientes orificios de las mismas.
5.5.1.- Circuito Neumático
El cargador de paletas del almacén de 72 posiciones es controlado por medio de, como ya se ha comentado, unos cilindros neumáticos. Dichos elementos necesitan de una serie de elementos para llevar a cabo la operación de los mismos.
û compresor
û unidad de mantenimiento
û un interruptor principal
û un bloque de conexión
û dos válvulas de 5/2 vías
û cuatro válvulas antirretorno
û un cilindro de doble efecto de carrera corta
û un cilindro de doble efecto de carrera larga
La alimentación del aire comprimido que necesita nuestra instalación la realizamos por medio de un compresor que se encarga de proporcionar el aire

Descripción Técnica del Almacén de Estanterías Elevadas
- 65 - Ladislao Rubio Rubio
comprimido que necesitan las diferentes estaciones que componen la célula de fabricación flexible.
El aire comprimido es introducido a la estación por medio de la unidad de mantenimiento de la misma. A través de la misma el aire con el cual se alimenta la estación es filtrado de manera que podamos eliminar la impurezas que llegan hasta la instalación de la estación. Igualmente, a través de dicha unidad de mantenimiento también podemos lubricar el aire de alimentación de la estación con el fin de reducir el nivel de desgaste de las diferentes partes de la misma.
También tenemos la posibilidad de ajustar la presión de alimentación del aires por medio de un manómetro y un regulador. Estos elementos también se encuentran instalados en el mismo bloque que la unidad de mantenimiento.
Para poder interrumpir la alimentación de aire comprimido a la instalación, en el caso de un largo tiempo de inactividad de la misma, tenemos instalada una válvula de cierre a la salida de la mencionada unidad de mantenimiento.
Después de la válvula principal se proporciona el aire comprimido a dos válvulas de 5/2 vías de accionamiento eléctrico. Estos elementos se encuentran instalados sobre un bloque de conexión o bloque distribuidor. Además para reducir el nivel de ruido del aire de escape de la instalación, el bloque distribuidor dispone de cuatro silenciadores.
Las válvulas de 5/2 vías se encargan de suministrar el aire a cada uno de los cilindros neumáticos para que se realicen los desplazamientos en un
Figura 63: Compresor de la célula de fabricación flexible.
Figura 62: Bloque de distribución neumático.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 66 -
determinado sentido al actuar sobre la bobina de la electroválvula asociada.
La alimentación de aire comprimido a cada uno de los cilindros neumáticos se realiza a través de conductos paralelos. Para poder ajustar la velocidad de desplazamiento de los cilindros neumáticos se han instalado unas válvulas antirretorno en los conductos de aire que van hacia los cilindros neumáticos. Las válvulas han sido instaladas de modo que únicamente se estrangula el aire del escape, lo que posibilita un movimiento de los cilindros sin sacudidas y uniforme.
Las bobinas de cada una de las electroválvulas de 5/2 vías son pilotadas por medio de la acción de la correspondiente activación de la salida del PLC, mientras que las cuatro señales de los detectores inductivos son introducidos a sendas entradas digitales del PLC de control.
5.5.2.- Funcionamiento del Cargador de Paletas
El funcionamiento básico del cargador de paletas es muy simple y sencillo. Dicho funcionamiento lo realizaremos por medio de un determinado ejemplo, concretamente a través de una operación de retirada del almacén de una paleta.
Deberemos de disponer de una paleta en puesto 0 de nuestra estación para poder realizar el desplazamiento de paletas descrito. Partiremos de la situación de reposo del trasladador de paletas que corresponde con la posición retraída y baja de la mesa de traslación.
A continuación avanzan los cilindros verticales de desplazamiento de manera que la mesa de traslación se eleve. Dicha elevación tiene una longitud de unos 40mm. De este modo se ha elevado la paleta, sacándola de las espigas de guía del puesto de entrada del almacén. Al mismo tiempo los pivotes de la mesa de traslación se han
Figura 64: Movimientos del cargador de paletas para la retirada de una paleta del almacén.
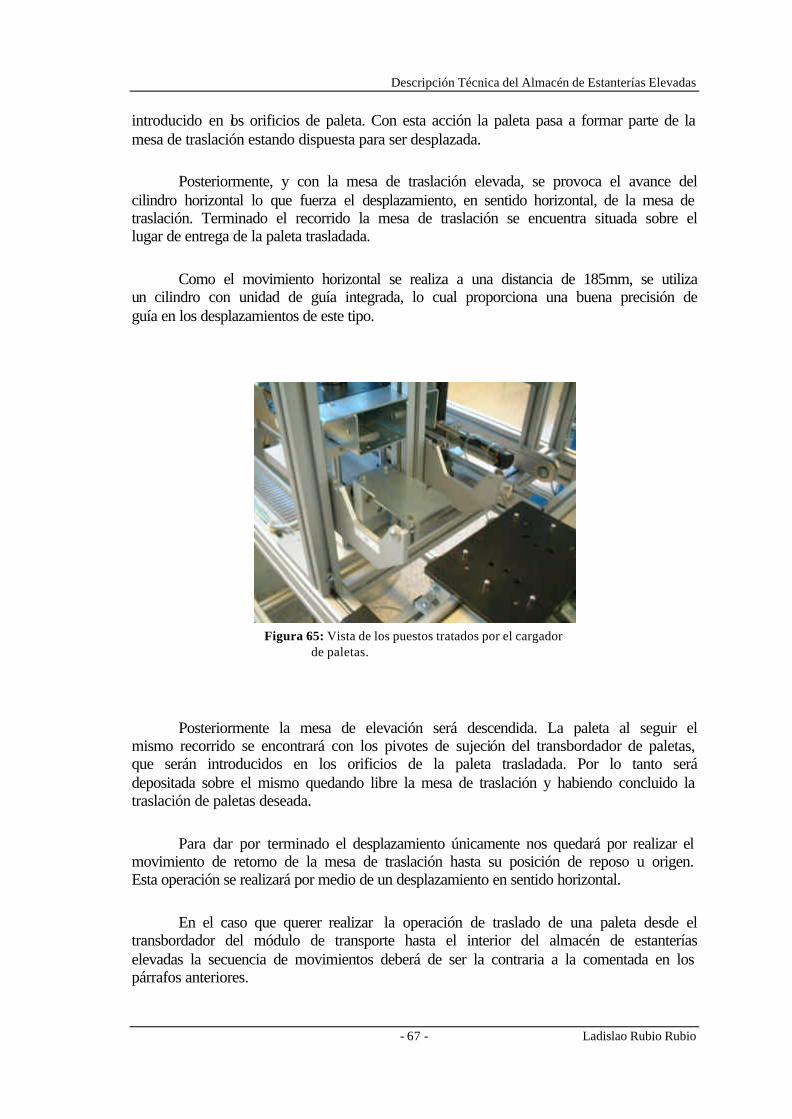
Descripción Técnica del Almacén de Estanterías Elevadas
- 67 - Ladislao Rubio Rubio
introducido en los orificios de paleta. Con esta acción la paleta pasa a formar parte de la mesa de traslación estando dispuesta para ser desplazada.
Posteriormente, y con la mesa de traslación elevada, se provoca el avance del cilindro horizontal lo que fuerza el desplazamiento, en sentido horizontal, de la mesa de traslación. Terminado el recorrido la mesa de traslación se encuentra situada sobre el lugar de entrega de la paleta trasladada.
Como el movimiento horizontal se realiza a una distancia de 185mm, se utiliza un cilindro con unidad de guía integrada, lo cual proporciona una buena precisión de guía en los desplazamientos de este tipo.
Posteriormente la mesa de elevación será descendida. La paleta al seguir el mismo recorrido se encontrará con los pivotes de sujeción del transbordador de paletas, que serán introducidos en los orificios de la paleta trasladada. Por lo tanto será depositada sobre el mismo quedando libre la mesa de traslación y habiendo concluido la traslación de paletas deseada.
Para dar por terminado el desplazamiento únicamente nos quedará por realizar el movimiento de retorno de la mesa de traslación hasta su posición de reposo u origen. Esta operación se realizará por medio de un desplazamiento en sentido horizontal.
En el caso que querer realizar la operación de traslado de una paleta desde el transbordador del módulo de transporte hasta el interior del almacén de estanterías elevadas la secuencia de movimientos deberá de ser la contraria a la comentada en los párrafos anteriores.
Figura 65: Vista de los puestos tratados por el cargador de paletas.
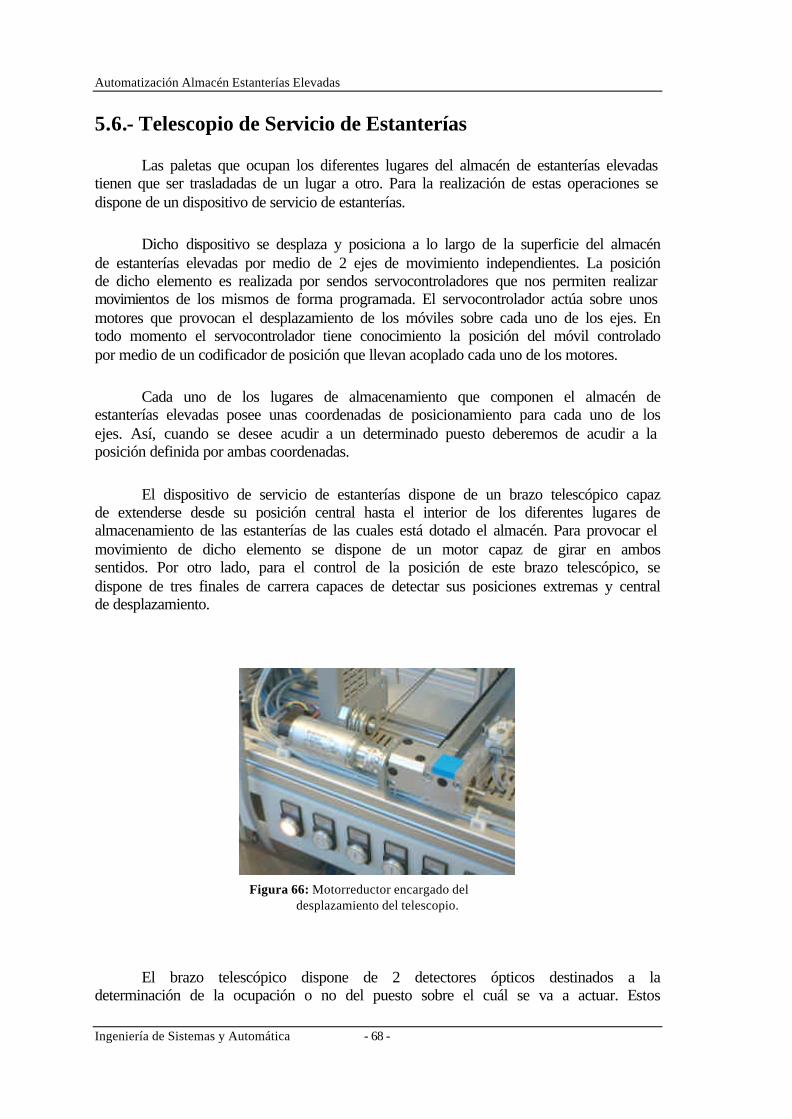
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 68 -
5.6.- Telescopio de Servicio de Estanterías
Las paletas que ocupan los diferentes lugares del almacén de estanterías elevadas tienen que ser trasladadas de un lugar a otro. Para la realización de estas operaciones se dispone de un dispositivo de servicio de estanterías.
Dicho dispositivo se desplaza y posiciona a lo largo de la superficie del almacén de estanterías elevadas por medio de 2 ejes de movimiento independientes. La posición de dicho elemento es realizada por sendos servocontroladores que nos permiten realizar movimientos de los mismos de forma programada. El servocontrolador actúa sobre unos motores que provocan el desplazamiento de los móviles sobre cada uno de los ejes. En todo momento el servocontrolador tiene conocimiento la posición del móvil controlado por medio de un codificador de posición que llevan acoplado cada uno de los motores.
Cada uno de los lugares de almacenamiento que componen el almacén de estanterías elevadas posee unas coordenadas de posicionamiento para cada uno de los ejes. Así, cuando se desee acudir a un determinado puesto deberemos de acudir a la posición definida por ambas coordenadas.
El dispositivo de servicio de estanterías dispone de un brazo telescópico capaz de extenderse desde su posición central hasta el interior de los diferentes lugares de almacenamiento de las estanterías de las cuales está dotado el almacén. Para provocar el movimiento de dicho elemento se dispone de un motor capaz de girar en ambos sentidos. Por otro lado, para el control de la posición de este brazo telescópico, se dispone de tres finales de carrera capaces de detectar sus posiciones extremas y central de desplazamiento.
El brazo telescópico dispone de 2 detectores ópticos destinados a la determinación de la ocupación o no del puesto sobre el cuál se va a actuar. Estos
Figura 66: Motorreductor encargado del desplazamiento del telescopio.

Descripción Técnica del Almacén de Estanterías Elevadas
- 69 - Ladislao Rubio Rubio
elementos se encuentran fijados sobre el dispositivo de servicio de estanterías, estando destinados cada uno de ellos para la detección de sobre cada una de las filas de estanterías de las cuales está dotada el almacén.
Si una determinada posición se encuentra ocupada por una paleta el sensor óptico lo verá informando al sistema de tal circunstancia. Igualmente, y si tomamos el sentido de la información en sentido contrario podremos determinar que un determinado puesto se encuentra libre.
Estos elementos tienen como principal función la de evitar que se deposite una paleta en un puesto ya ocupado. Del mismo modo nos evitaremos recoger una paleta sobre un puesto en el cual no tenemos depositado ninguna paleta.
5.6.1.- Funcionamiento del Dispositivo de Servicio de Estanterías
El modo de operación básico que seguirá el dispositivo de servicio de estanterías para la realización de los desplazamientos de paletas de un lugar de almacenamiento a otro es el siguiente.
Se acudirá, en un primera acción, hasta las coordenadas del número de puesto del cual se desea tomar la paleta que contiene para trasladarla hasta otro puesto libre del almacén. El módulo de comando de ejes servomotor se encargará de alcanzar dichas coordenadas.
Figura 67: Función del brazo telescópico dentro del almacén de estanterías elevadas.
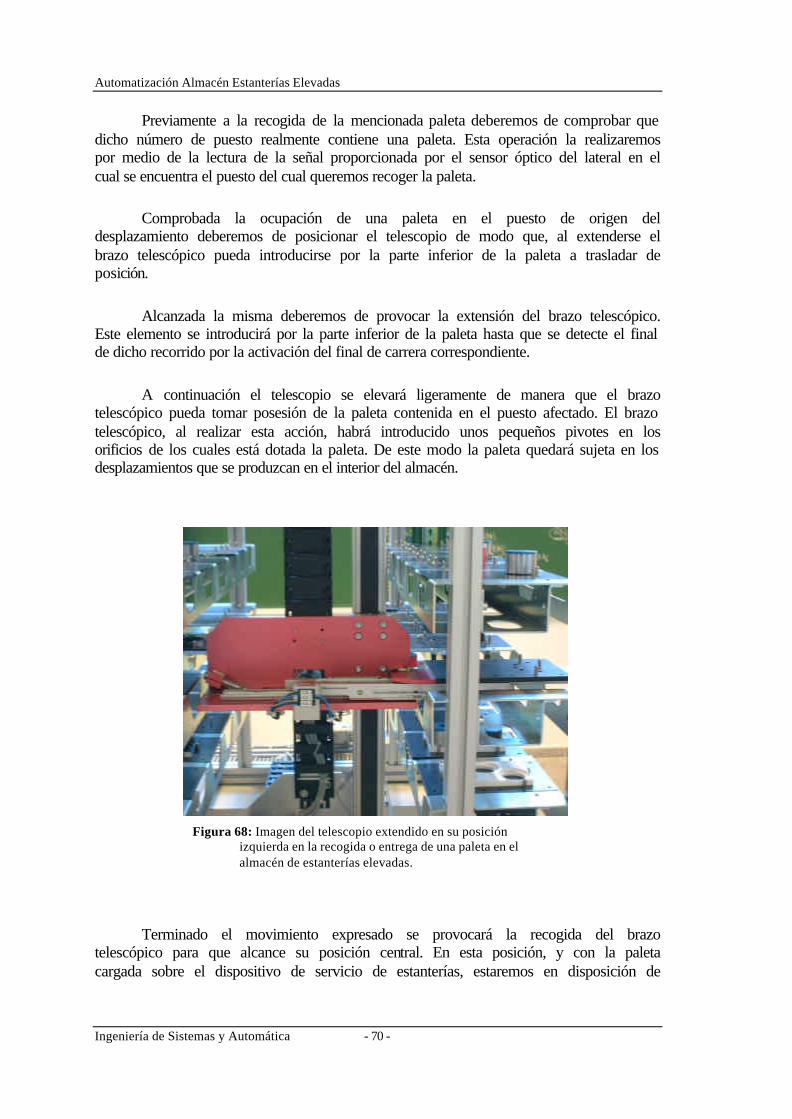
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 70 -
Previamente a la recogida de la mencionada paleta deberemos de comprobar que dicho número de puesto realmente contiene una paleta. Esta operación la realizaremos por medio de la lectura de la señal proporcionada por el sensor óptico del lateral en el cual se encuentra el puesto del cual queremos recoger la paleta.
Comprobada la ocupación de una paleta en el puesto de origen del desplazamiento deberemos de posicionar el telescopio de modo que, al extenderse el brazo telescópico pueda introducirse por la parte inferior de la paleta a trasladar de posición.
Alcanzada la misma deberemos de provocar la extensión del brazo telescópico. Este elemento se introducirá por la parte inferior de la paleta hasta que se detecte el final de dicho recorrido por la activación del final de carrera correspondiente.
A continuación el telescopio se elevará ligeramente de manera que el brazo telescópico pueda tomar posesión de la paleta contenida en el puesto afectado. El brazo telescópico, al realizar esta acción, habrá introducido unos pequeños pivotes en los orificios de los cuales está dotada la paleta. De este modo la paleta quedará sujeta en los desplazamientos que se produzcan en el interior del almacén.
Terminado el movimiento expresado se provocará la recogida del brazo telescópico para que alcance su posición central. En esta posición, y con la paleta cargada sobre el dispositivo de servicio de estanterías, estaremos en disposición de
Figura 68: Imagen del telescopio extendido en su posición izquierda en la recogida o entrega de una paleta en el almacén de estanterías elevadas.

Descripción Técnica del Almacén de Estanterías Elevadas
- 71 - Ladislao Rubio Rubio
acudir hasta el lugar en el cual se encuentra situado el puesto en el cual deseemos depositar la paleta trasladada.
Igual que en la recogida de la paleta, antes de depositar dicho elemento deberemos de comprobar que el puesto especificado no posee ninguna paleta. Esta operación la realizaremos por medio del sensor óptico del lateral en el cual se encuentre el puesto de destino de la paleta.
Si el puesto se encuentra libre pasaremos a posicionar el brazo telescopio en una posición tal que permita la extensión del mismo sin tropiezos de la paleta trasladada en los diferentes salientes del almacén. Alcanzada esta posición se procederá a la extensión del brazo telescópico hacia el interior del lugar del almacenamiento.
Cuando el final de carrera del recorrido del telescopio nos informe de su terminación procederemos a descender el telescopio. En su recorrido la paleta pasará a apoyarse en las espigas del puesto del almacén de estanterías elevadas pasando así a formar parte del mismo. En este recorrido las espigas del brazo telescópico liberarán la paleta.
El recorrido de descenso será terminado cuando se alcance la posición en la cual pueda ser recogido el telescopio de forma segura, sin tropezar con ningún elemento. Posteriormente se realizará el retorno del brazo telescópico hasta que se alcance la posición central del mismo.
5.7.- Elementos de Seguridad
El almacén de estanterías elevadas dispone de una serie de elementos de autoprotección para evitar posibles daños que se produzcan o deriven de una utilización inadecuada de los accionamientos de la estación. Esta protección es realizada por medio de una serie de elementos de cableado así como de una serie de protecciones software añadidas a la aplicación.
El principal elemento de seguridad que forma parte de la instalación lo compone un relé de emergencias. Este elemento provocará el corte de la alimentación a determinados actuadores cuando se activan unos elementos determinados. Cableados a este elemento tenemos la seta de emergencia de la instalación y los finales de carrera de seguridad de recorrido de cada uno de los ejes. Así cuando cualquiera de dichos elementos se active se cortará a alimentación de los accionadores.
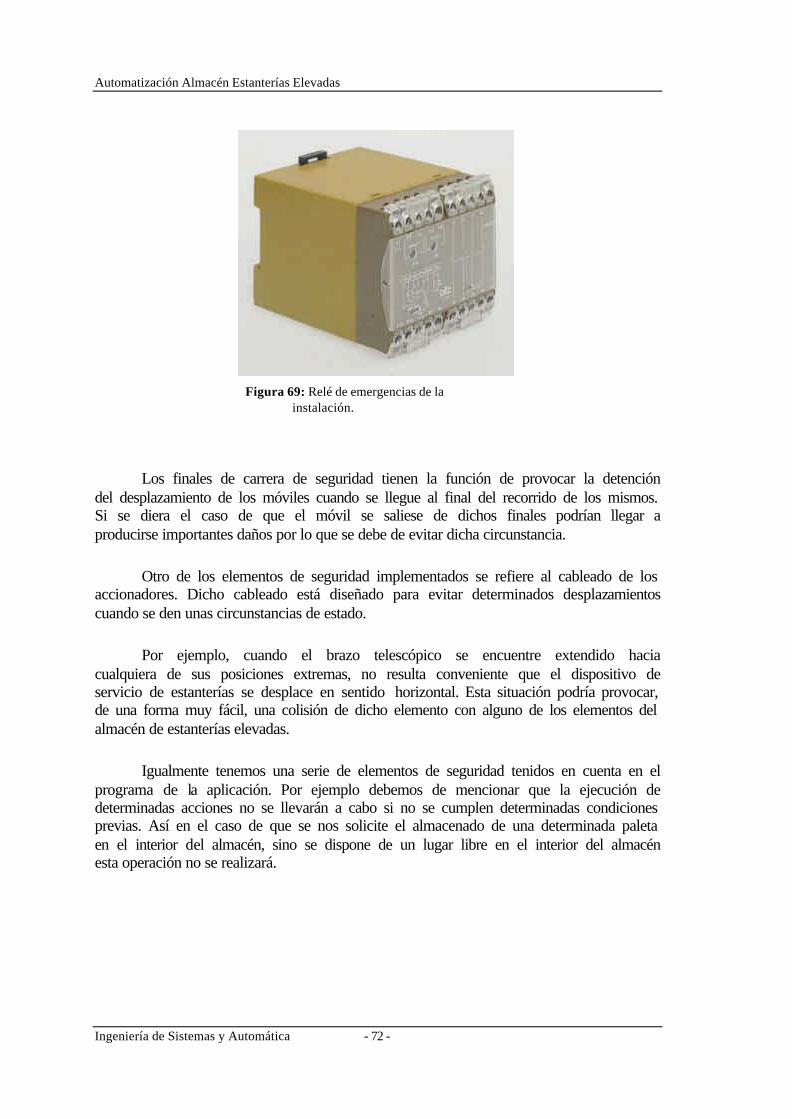
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 72 -
Los finales de carrera de seguridad tienen la función de provocar la detención del desplazamiento de los móviles cuando se llegue al final del recorrido de los mismos. Si se diera el caso de que el móvil se saliese de dichos finales podrían llegar a producirse importantes daños por lo que se debe de evitar dicha circunstancia.
Otro de los elementos de seguridad implementados se refiere al cableado de los accionadores. Dicho cableado está diseñado para evitar determinados desplazamientos cuando se den unas circunstancias de estado.
Por ejemplo, cuando el brazo telescópico se encuentre extendido hacia cualquiera de sus posiciones extremas, no resulta conveniente que el dispositivo de servicio de estanterías se desplace en sentido horizontal. Esta situación podría provocar, de una forma muy fácil, una colisión de dicho elemento con alguno de los elementos del almacén de estanterías elevadas.
Igualmente tenemos una serie de elementos de seguridad tenidos en cuenta en el programa de la aplicación. Por ejemplo debemos de mencionar que la ejecución de determinadas acciones no se llevarán a cabo si no se cumplen determinadas condiciones previas. Así en el caso de que se nos solicite el almacenado de una determinada paleta en el interior del almacén, sino se dispone de un lugar libre en el interior del almacén esta operación no se realizará.
Figura 69: Relé de emergencias de la instalación.
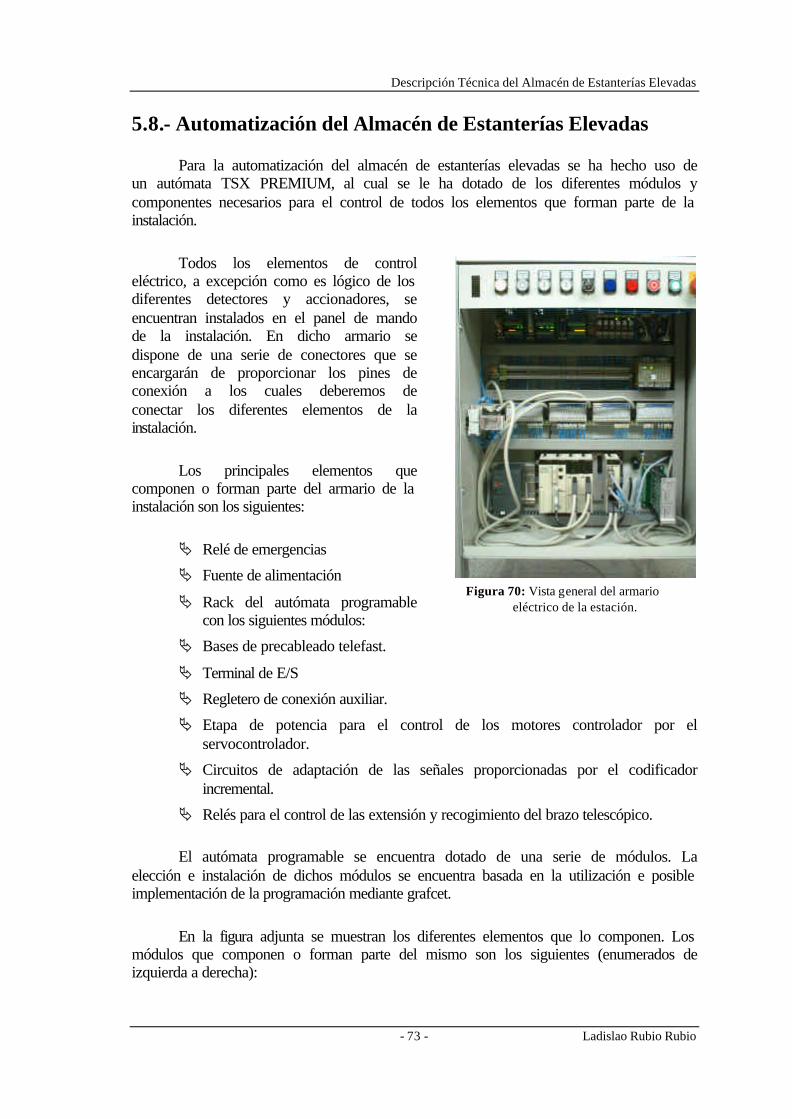
Descripción Técnica del Almacén de Estanterías Elevadas
- 73 - Ladislao Rubio Rubio
5.8.- Automatización del Almacén de Estanterías Elevadas
Para la automatización del almacén de estanterías elevadas se ha hecho uso de un autómata TSX PREMIUM, al cual se le ha dotado de los diferentes módulos y componentes necesarios para el control de todos los elementos que forman parte de la instalación.
Todos los elementos de control eléctrico, a excepción como es lógico de los diferentes detectores y accionadores, se encuentran instalados en el panel de mando de la instalación. En dicho armario se dispone de una serie de conectores que se encargarán de proporcionar los pines de conexión a los cuales deberemos de conectar los diferentes elementos de la instalación.
Los principales elementos que componen o forman parte del armario de la instalación son los siguientes:
Ä Relé de emergencias
Ä Fuente de alimentación
Ä Rack del autómata programable con los siguientes módulos:
Ä Bases de precableado telefast.
Ä Terminal de E/S
Ä Regletero de conexión auxiliar.
Ä Etapa de potencia para el control de los motores controlador por el servocontrolador.
Ä Circuitos de adaptación de las señales proporcionadas por el codificador incremental.
Ä Relés para el control de las extensión y recogimiento del brazo telescópico.
El autómata programable se encuentra dotado de una serie de módulos. La elección e instalación de dichos módulos se encuentra basada en la utilización e posible implementación de la programación mediante grafcet.
En la figura adjunta se muestran los diferentes elementos que lo componen. Los módulos que componen o forman parte del mismo son los siguientes (enumerados de izquierda a derecha):
Figura 70: Vista general del armario eléctrico de la estación.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 74 -
F Fuente de alimentación TSX PSY2600.
F CPU TSX P57202.
F Módulo de 32 entradas digitales TSX DEY 32D2K.
F Módulo de 32 salidas digitales TSX DSY 32T2K.
F Módulo de comando de ejes servomotor TSX CAY 21.
A su vez en la CPU tenemos instalados una serie de elementos adicionales que el desarrollo de la aplicación requieren. Por un lado se dispone de una tarjeta de memoria adicional con una capacidad de 64K. Su utilización ha sido necesaria dado que la cantidad de memoria interna disponible en el procesador utilizado resulta insuficiente para el almacenamiento de la aplicación. Por otro lado, en la misma CPU, tenemos la tarjeta de comunicación del autómata con la red FIPWAY a la cual se encuentra conectado. Además el propio procesador tiene instaladas dos puertas de conexión de tipo UNITELWAY (bus serie).
Figura 71: Autómata programable del almacén de estanterías elevadas.
Figura 72: Base de precableado telefast.

Descripción Técnica del Almacén de Estanterías Elevadas
- 75 - Ladislao Rubio Rubio
Dado que los diferentes módulos proporcionan sus terminales de conexión a partir de una serie de conectores de alta densidad, resulta necesaria la utilización de unas bases de precableado de tipo telefast. La conexión entre dichos elementos se realiza a través de unos cables comercializados para tal efecto.
En los terminales de las bases de precableado telefast se dispone de la posibilidad de conexión de los diferentes terminales de los elementos que deben ser controlados por el PLC. Las bases de precableado y tienen la posibilidad de actuar como elementos de entrada o salida en función de la disposición que adopte un determinado puente de los cuales se encuentra dotada. Igualmente, dichos elementos tienen la posibilidad de procesar entradas digitales en tensión o mediante contacto.
Cada uno de estas bases de precableado telefast posee 16 entradas o salidas. En la estación tenemos instaladas un total de 5 bases de precableado de este tipo. 2 de estas bases de precableado están destinadas para las entradas digitales, otras 2 bases de precableado para las salidas digitales de la instalación y, finalmente, 1 base de precableado para el módulo de comando de ejes servomotor.
Además también debemos de mencionar que la obtención de las señales de uno de los conectores de alta densidad del módulo de comando de ejes es realizada a través de un cordón precableado. Este elemento permite la conexión a un conector de alta densidad proporcionando directamente las señales en un manojo de cables.
Los hilos conectados a las bases de precableado telefast, antes de llegar hasta los diferentes sensores y actuadores, son conectados a unos terminales de entrada salida
Figura 73: Obtención de las señales mediante cordón precableado.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 76 -
adicionales. Así en el interior del propio armario eléctrico se llevan las señales de los sensores y actuadores externos al mismo desde las bases de precableado hasta dichos terminales de entrada salida.
Estos terminales de entrada salida nos permiten trasladar los hilos de conexión a través de una manguera multipolar. Externamente al armario eléctrico de la instalación se dispone de otros terminales de este tipo los cuales se conectarán los diferentes sensores y actuadores de la estación que se encuentran instalados en el exterior del armario eléctrico de la misma. Gracias a estos elementos, de la estación únicamente salen 2 mangueras para la conexión de todos los elementos.
En apartados sucesivos iremos viendo de forma más profunda la función del resto de los elementos que componen el almacén de estanterías elevadas.
Figura 75: Terminales de entrada salida del armario eléctrico del almacén de estanterías elevadas.
Figura 74: Terminales de entrada salida externos al armario eléctrico.
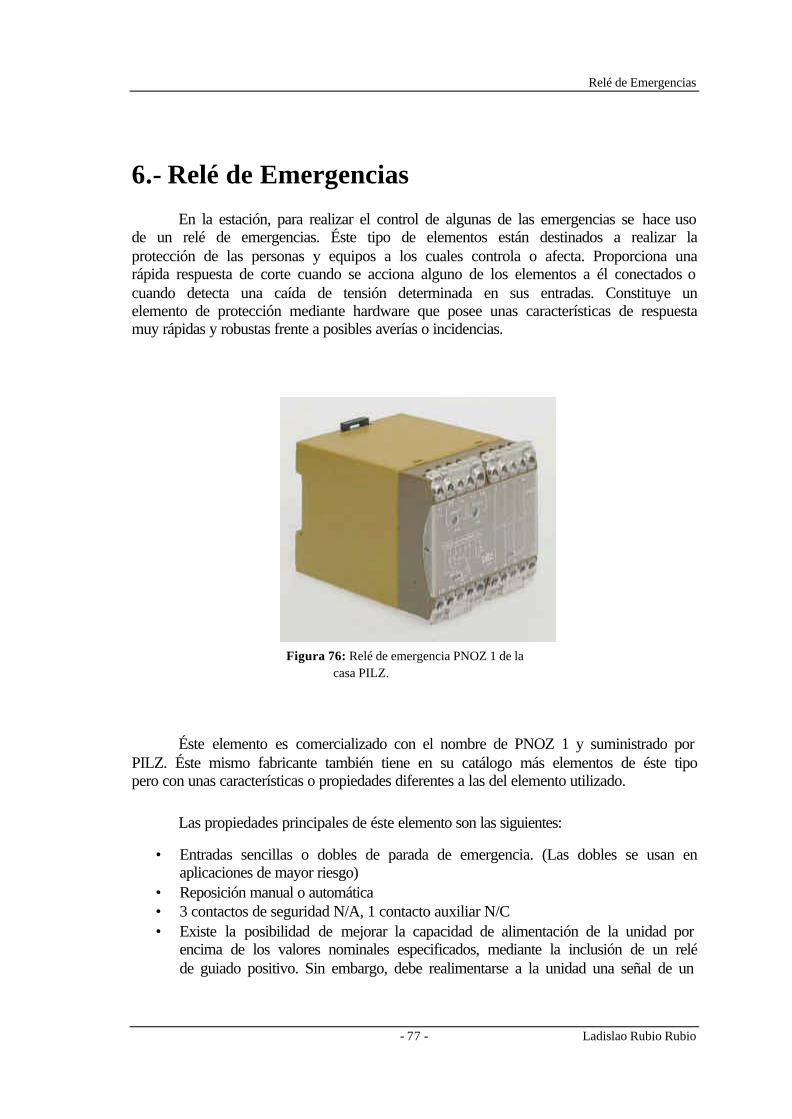
Relé de Emergencias
- 77 - Ladislao Rubio Rubio
6.- Relé de Emergencias En la estación, para realizar el control de algunas de las emergencias se hace uso
de un relé de emergencias. Éste tipo de elementos están destinados a realizar la protección de las personas y equipos a los cuales controla o afecta. Proporciona una rápida respuesta de corte cuando se acciona alguno de los elementos a él conectados o cuando detecta una caída de tensión determinada en sus entradas. Constituye un elemento de protección mediante hardware que posee unas características de respuesta muy rápidas y robustas frente a posibles averías o incidencias.
Éste elemento es comercializado con el nombre de PNOZ 1 y suministrado por PILZ. Éste mismo fabricante también tiene en su catálogo más elementos de éste tipo pero con unas características o propiedades diferentes a las del elemento utilizado.
Las propiedades principales de éste elemento son las siguientes:
• Entradas sencillas o dobles de parada de emergencia. (Las dobles se usan en aplicaciones de mayor riesgo)
• Reposición manual o automática • 3 contactos de seguridad N/A, 1 contacto auxiliar N/C • Existe la posibilidad de mejorar la capacidad de alimentación de la unidad por
encima de los valores nominales especificados, mediante la inclusión de un relé de guiado positivo. Sin embargo, debe realimentarse a la unidad una señal de un
Figura 76: Relé de emergencia PNOZ 1 de la casa PILZ.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 78 -
contacto auxiliar para asegurar la integridad de todo el circuito de parada de emergencia
• Fusible electrónico integrado; los fallos de tierra dentro del circuito de control activan el dispositivo
• Puede usarse para cubrir niveles de riesgo de 1,2,3 conforme a la norma europea PREN954-1, sujeto a consideraciones de cableado. La responsabilidad final es del diseñador del sistema.
En lo referente a sus principales características técnicas podemos comentar lo siguiente:
Tolerancia de tensión 80-110% Consumo de potencia ≤5VA Temperatura de funcionamiento de -10°C a +55°C Circuito de pulsador de parada de emergencia
tensión 24V d.c. corriente 50mA
Capacidad de conmutación 2.000VA máx. 8A máx. Protección con fusibles:
entradas 1A de acción rápida/lenta salidas 10A de acción rápida
Dimensiones (mm) 90×85×70 Montaje en carril DIN Figura 78: Características técnicas de los relés de emergencias PNOZ 1 de PILZ.
Figura 77: Cableado básico del relé de emergencias PNOZ 1.

Relé de Emergencias
- 79 - Ladislao Rubio Rubio
En nuestro sistema a este elemento tenemos cableados los elementos que a continuación se pasan a enumerar.
1.- Seta de emergencia del panel central de la estación.
2.- Finales de carrera de seguridad del eje X (horizontal) de cada uno de los dos extremos de recorrido del mismo.
3.- Finales de carrera de seguridad del eje Z (vertical) de cada uno de los dos extremos de recorrido del mismo.
4.- Pulsador del panel frontal para la desactivación del mismo, denominado como “CONTROLLER OFF”.
5.- Pulsador del panel frontal para el rearme o reactivación del mismo, este elemento se encuentra denotado como “CONTROLLER ON”. Dicho pulsador posee una pequeña luz de color verde que se encontrará iluminada cuando el relé de emergencias se encuentre desactivado.
6.- Un testigo luminoso de color rojo que cuando se active nos estará indicando que el relé de emergencias ha sido activado por alguno de los elementos de los punto 1, 2, 3 ó 4 de la presente enumeración.
En los esquemas eléctricos de la estación tratada que se adjuntan podemos ver la conexión de cada uno de los elementos mencionados que actúan sobre el relé de emergencias mencionado. Entre las entradas de activación tenemos conectados en serie los contactos normalmente cerrados de los 4 finales de carrera de seguridad que posee la estación así como los de la seta de emergencia del panel frontal.
Estos elementos utilizan sus contactos normalmente cerrados debido a que una posible ruptura del cable de conexión que utilizan podría inutilizar su operación. Así en el caso de que este hecho suceda saltará la emergencia y evitará que el sistema no sea capaz de detectar la incidencia que detecta.
El relé de emergencias posee una serie de contactos auxiliares para realizar las operaciones que la instalación precise. Mediante estos elementos, tal y como se puede observar en los esquemas de la instalación, se realizan la activación de las indicaciones luminosas. Por medio de uno de estos elementos y conectado a una entrada del autómata programable proporcionamos información a éste último acerca del estado de funcionamiento del mencionado relé.
Por último debemos de mencionar que la alimentación de los diferentes actuadores de la estación es proporciona a través de un contacto auxiliar del relé de emergencias, concretamente los motores de los cuales está dotada la estación. De este modo, cuando dicho elemento se encuentra en estado de emergencia se produce un corte

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 80 -
de la alimentación de los mismos y por lo tanto su parada. Esta característica nos proporciona una seguridad añadida mediante la cual nos podemos asegurar de que los actuadores controlados por el mismos se desactivarán, y por lo tanto se detendrán, al producirse alguna de las emergencias englobadas por el relé de emergencias. Así la detención de los diferentes actuadores no sólo depende del control realizado sobre los mismos, sino que también depende de unos determinados elementos a ellos cableados proporcionando así una mayor seguridad sobre las instalaciones y personas del entorno industrial en el cual se encuentra instalado el sistema.
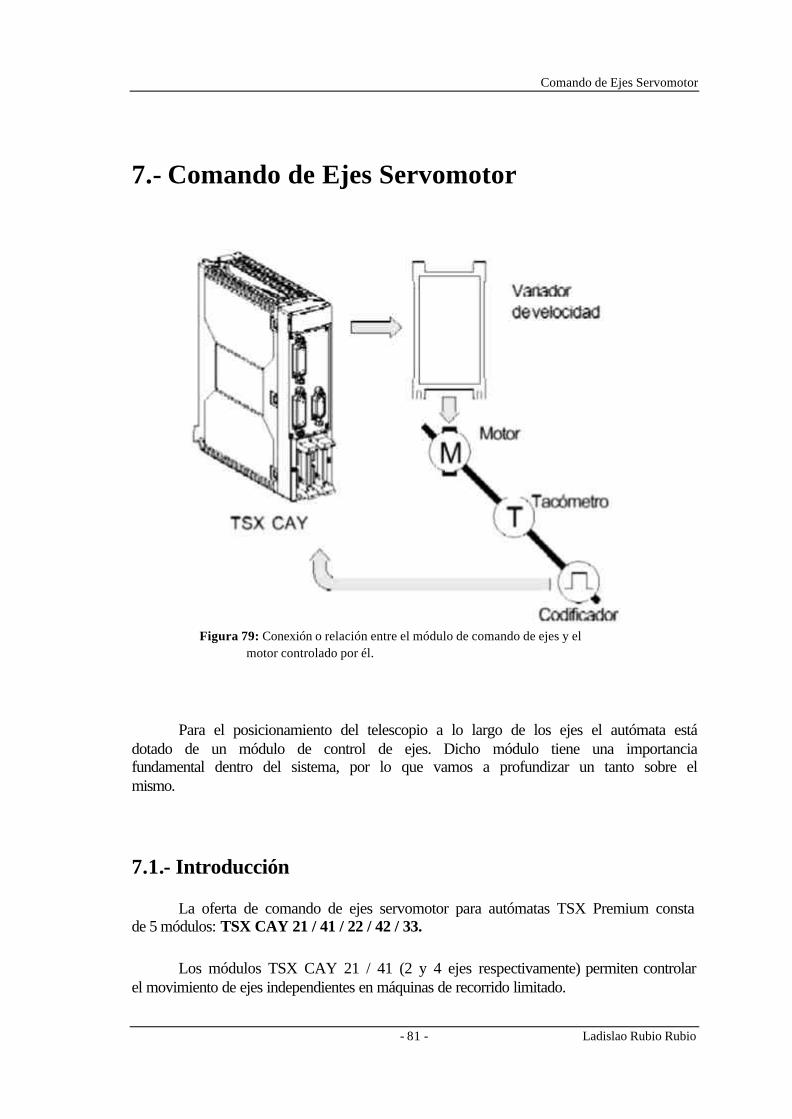
Comando de Ejes Servomotor
- 81 - Ladislao Rubio Rubio
7.- Comando de Ejes Servomotor
Para el posicionamiento del telescopio a lo largo de los ejes el autómata está dotado de un módulo de control de ejes. Dicho módulo tiene una importancia fundamental dentro del sistema, por lo que vamos a profundizar un tanto sobre el mismo.
7.1.- Introducción
La oferta de comando de ejes servomotor para autómatas TSX Premium consta de 5 módulos: TSX CAY 21 / 41 / 22 / 42 / 33.
Los módulos TSX CAY 21 / 41 (2 y 4 ejes respectivamente) permiten controlar el movimiento de ejes independientes en máquinas de recorrido limitado.
Figura 79: Conexión o relación entre el módulo de comando de ejes y el motor controlado por él.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 82 -
También es posible llevar a cabo aplicaciones maestro esclavo tal y como se muestra en la figura siguiente.
Los módulos TSX CAY 22 y TSX CAY 42 (2 respectivamente) permiten controlar el movimiento de ejes independientes en máquinas sin fin (típicamente ejes rotativos o asimilables).
Este tipo de aplicación se traduce en la existencia de un dominio de variación de la medida llamado "MÓDULO" esquematizable de la siguiente forma:
También es posible realizar aplicaciones de maestro esclavo del tipo
Figura 82: Máquina de recorrido limitado en aplicaciones maestro esclavo.
Figura 81: Cinta transportadora con eje sin fin.
Figura 83: Esquematización del módulo de un eje sin fin.
Figura 80: Máquina de recorrido limitado.

Comando de Ejes Servomotor
- 83 - Ladislao Rubio Rubio
seguimiento de un objeto de la forma que podemos ver en la figura adjunta.
El software PL7 integra de base la función específica de movimiento que permite la programación de estos módulos de comando de ejes. Los movimientos elementales se controlan desde el programa principal de comando secuencial de la máquina, pero asegurados y controlados por los módulos TSX CAY.
Los módulos de comando de ejes TSX CAY aseguran el servomando de la posición del móvil. En cada vía, la medida de posición se asegura mediante un codificador incremental o bien mediante un codificador absoluto. La salida analógica permite controlar un variador de velocidad.
7.2.- Funciones
7.2.1.- Generalidades
Entradas/salidas de la aplicación
Los módulos de mando de ejes presentan para cada uno de los ejes:
En entradas:
Ä Una entrada para la captación de las medidas de posición:
• bien mediante codificador incremental del modelo RS 485 (frecuencia máxima 500 kHz sin multiplicación, 1 MHz con multiplicación por 4). El módulo permite optar por la multiplicación por uno o por cuatro,
Figura 84: Configuración de maestro esclavo para el seguimiento de un objeto.
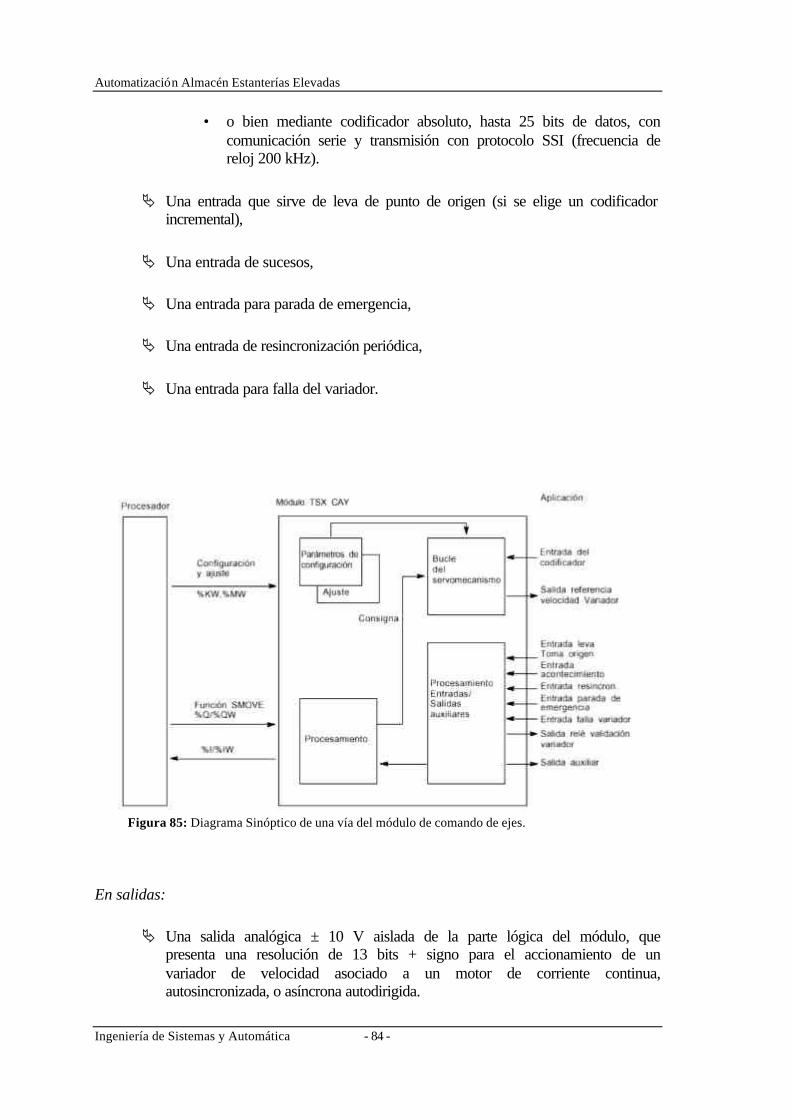
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 84 -
• o bien mediante codificador absoluto, hasta 25 bits de datos, con comunicación serie y transmisión con protocolo SSI (frecuencia de reloj 200 kHz).
Ä Una entrada que sirve de leva de punto de origen (si se elige un codificador incremental),
Ä Una entrada de sucesos,
Ä Una entrada para parada de emergencia,
Ä Una entrada de resincronización periódica,
Ä Una entrada para falla del variador.
En salidas:
Ä Una salida analógica ± 10 V aislada de la parte lógica del módulo, que presenta una resolución de 13 bits + signo para el accionamiento de un variador de velocidad asociado a un motor de corriente continua, autosincronizada, o asíncrona autodirigida.
Figura 85: Diagrama Sinóptico de una vía del módulo de comando de ejes.

Comando de Ejes Servomotor
- 85 - Ladislao Rubio Rubio
Ä Una salida de relé para la validación del variador de velocidad.
Ä Una salida auxiliar estática.
Procesamiento de los mandos dirigidos desde el programa secuencial del autómata:
Cada uno de los movimientos se describe mediante una función de comando de movimientos SMOVE en el lenguaje PL7 o XMOVE para la interpolación lineal del módulo TSX CAY 33. A partir de este comando SMOVE o XMOVE y de la posición del móvil, el módulo TSX CAY elabora la consigna de posición/velocidad.
Parámetros de configuración y de ajuste:
Estos parámetros permiten definir las características de utilización, los límites, la resolución, las magnitudes del servomecanismo...
Bucle de servomecanismo de posición:
El corrector es de tipo proporcional con anticipación de velocidad, con objeto de reducir los errores de seguimiento.
El usuario puede elegir entre 3 tipos de ley para cada eje: ley de aceleración rectangular, trapezoidal o triangular.
7.2.2.- Funciones de los Módulos TSX CAY
Las funciones que ofrecen los módulos de comando de ejes son las siguientes:
Movimiento seguidor de la posición de otro eje: puede haber uno o más ejes sometidos a un eje maestro. Los desplazamientos del eje esclavo seguirán entonces todos los desplazamientos del eje maestro.
Movimiento seguidor de una consigna periódica: periódicamente se puede transmitir la consigna de posición directamente por el procesador autómata.
Resincronización periódica: esta función (utilizada con codificador incremental) permite efectuar el control de la posición del móvil y una resincronización de la medida cuando se encuentra activada la entrada resincronización. Se puede emplear esta función para los movimientos con deslizamiento, para resincronizar periódicamente la medida de posición.
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 86 -
Tratamientos de sucesos: los sucesos detectados por el módulo pueden utilizarse para activar una tarea de sucesos en el programa secuencial.
Pausa inmediata: esta función permite detener momentáneamente un movimiento en curso (por ejemplo, para sincronizar los ejes entre sí).
Pausa diferida: esta función permite detener momentáneamente un ciclo de máquina sin perturbarlo.
Modo paso a paso: este modo permite ejecutar una secuencia de movimientos deteniéndose después de cada instrucción elemental.
Control de movimiento: esta función permite detectar algunos funcionamientos anómalos del proceso (tales como un codificador con falla), que hacen que el valor de la posición no varíe aunque el móvil se esté desplazando.
Función eje sin fin: (únicamente disponible en los módulos TSX CAY •2) esta función permite tratar ejes de tipo no limitado (aplicaciones "cinta transportadora"). El eje describe un recorrido que se ejecuta siempre en el mismo sentido.
También permite responder a otros dos tipos de aplicación:
• la función patilla,
• el desplazamiento sincronizado de ejes sin fin.
Función interpolación lineal (únicamente disponible en el módulo TSX CAY 33) Esta función permite asociar 2 o 3 ejes a la función específica Interpolación. Permite el acceso a determinadas características funcionales de las máquinas de control numérico.
7.3.- Configuración de los Módulos de Comando de Ejes
7.3.1.- Introducción
Antes de crear un programa de aplicación, es necesario definir el contexto de funcionamiento físico y lógico en el que se ejecutará: tipo de procesador TSX Premium y módulos de entradas/salidas utilizados.

Comando de Ejes Servomotor
- 87 - Ladislao Rubio Rubio
La programación de los módulos de comando de ejes necesita también definir los parámetros de configuración de los ejes utilizados.
Para ello, el programa PL7 ofrece el editor de configuración que permite efectuar estas operaciones con gran facilidad.
Este editor también da acceso a los parámetros de ajuste de los ejes y, en funcionamiento conectado a la aplicación, da acceso a las funciones de depuración.
7.3.2.- Resumen del Editor de Configuración
El Navegador de Aplicación permite acceder al editor de configuración. Para esto:
a.- abrir la carpeta Estación (hacer doble clic en el icono o hacer clic en su tecla,
b.- abrir la carpeta Configuración (hacer doble clic en el icono o hacer clic en su tecla),
c.- hacer doble clic en el icono Configuración hardware .
Si la ventana del Navegador de Aplicación no se visualiza en la pantalla:
Figura 86: Navegador de la Aplicación de
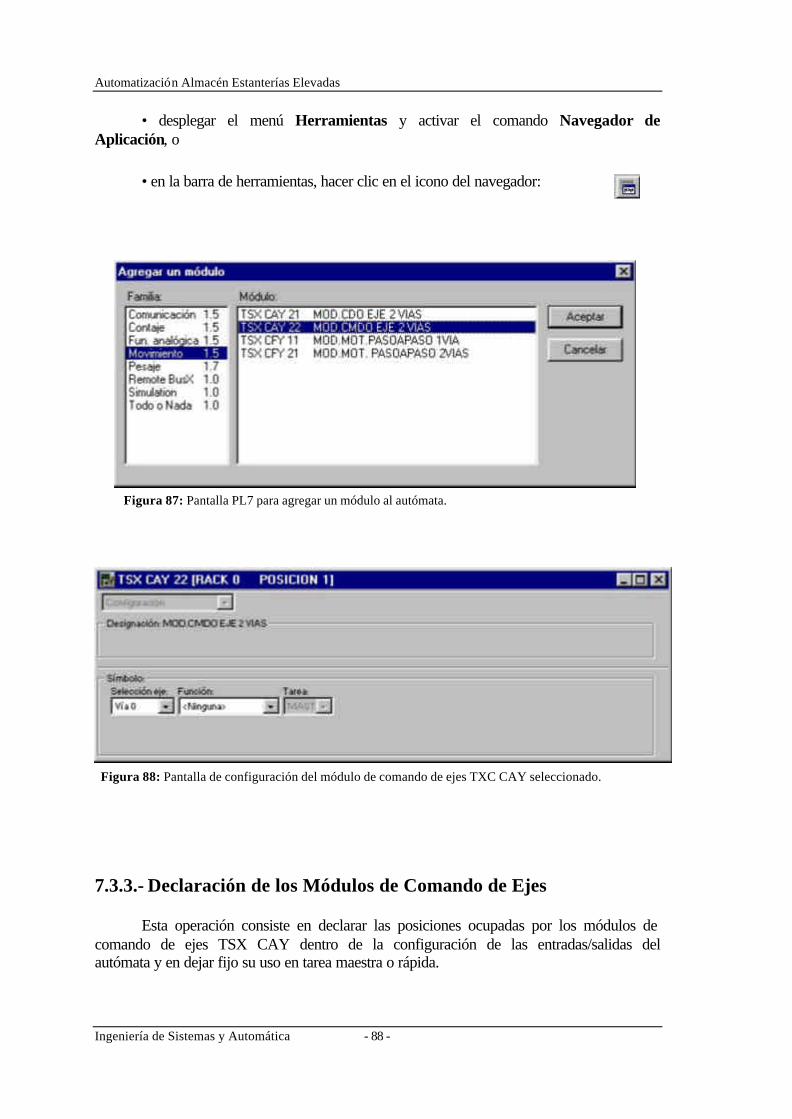
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 88 -
• desplegar el menú Herramientas y activar el comando Navegador de Aplicación, o
• en la barra de herramientas, hacer clic en el icono del navegador:
7.3.3.- Declaración de los Módulos de Comando de Ejes
Esta operación consiste en declarar las posiciones ocupadas por los módulos de comando de ejes TSX CAY dentro de la configuración de las entradas/salidas del autómata y en dejar fijo su uso en tarea maestra o rápida.
Figura 87: Pantalla PL7 para agregar un módulo al autómata.
Figura 88: Pantalla de configuración del módulo de comando de ejes TXC CAY seleccionado.
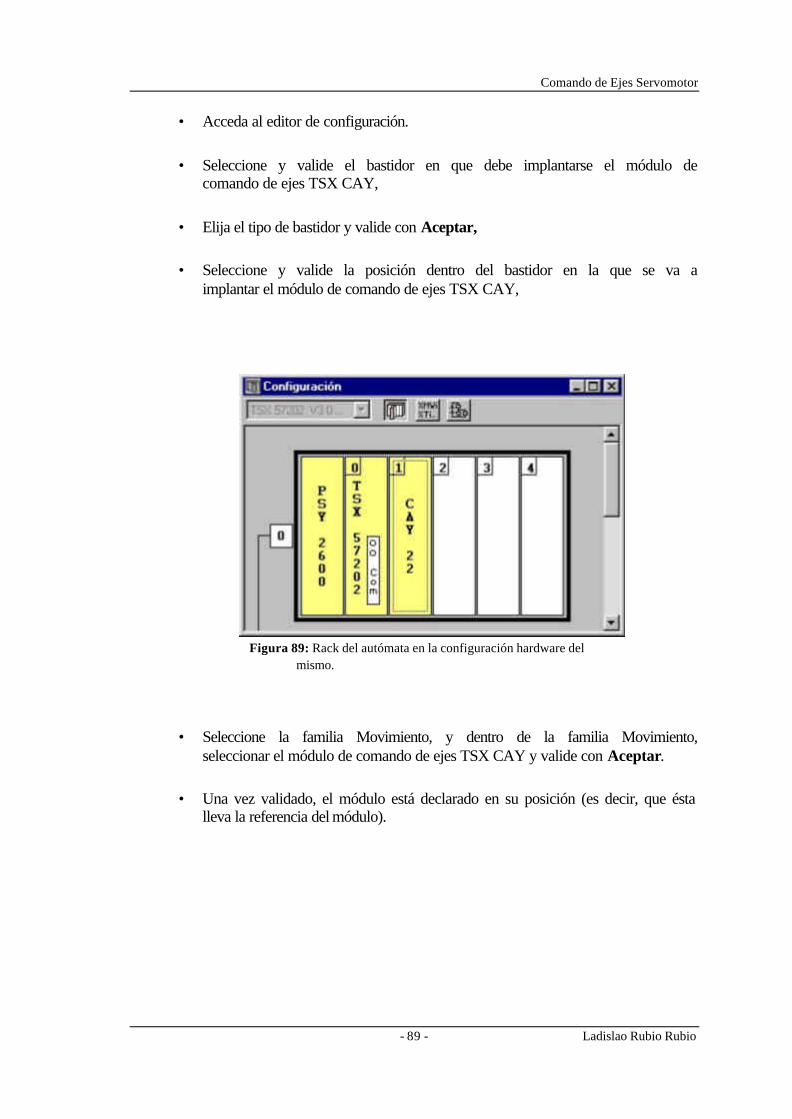
Comando de Ejes Servomotor
- 89 - Ladislao Rubio Rubio
• Acceda al editor de configuración.
• Seleccione y valide el bastidor en que debe implantarse el módulo de comando de ejes TSX CAY,
• Elija el tipo de bastidor y valide con Aceptar,
• Seleccione y valide la posición dentro del bastidor en la que se va a implantar el módulo de comando de ejes TSX CAY,
• Seleccione la familia Movimiento, y dentro de la familia Movimiento, seleccionar el módulo de comando de ejes TSX CAY y valide con Aceptar.
• Una vez validado, el módulo está declarado en su posición (es decir, que ésta lleva la referencia del módulo).
Figura 89: Rack del autómata en la configuración hardware del mismo.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 90 -
7.3.4.- Introducción de los Parámetros de Configuración
7.3.4.1.- Acceso a la Pantalla de Configuración de los Parámetros
Seleccione y valide (o haga doble clic con el ratón) la posición que contiene el módulo de comando de ejes declarado.
Elija los elementos siguientes mediante los campos de configuración:
• la vía que se va a controlar,
• la función de posicionamiento,
• la tarea MAST o FAST en la que se utiliza la vía.
En la parte inferior de la pantalla aparecerán los parámetros de configuración.
Para visualizar toda la zona de los parámetros de configuración, seleccione los comandos Ver/Area módulo y Ver/Area vía (para restituir esas zonas, ejecute los mismos comandos).
7.3.4.2.- Tipo de Eje (Máquina)
Permite la configuración del tipo de eje que controla la vía:
• máquina limitada: la medida de posición evoluciona entre dos valores definidos por los topes de programa,
• máquina sin fin: la medida de posición evoluciona entre 0 y el módulo.
Esta selección debe validarse antes que el tipo de codificador.
7.3.4.3.- Tipo de Codificador
Estos campos hacen referencia a la interfaz de entrada física de contaje/descontaje.
Caso de los TSX CAY•1
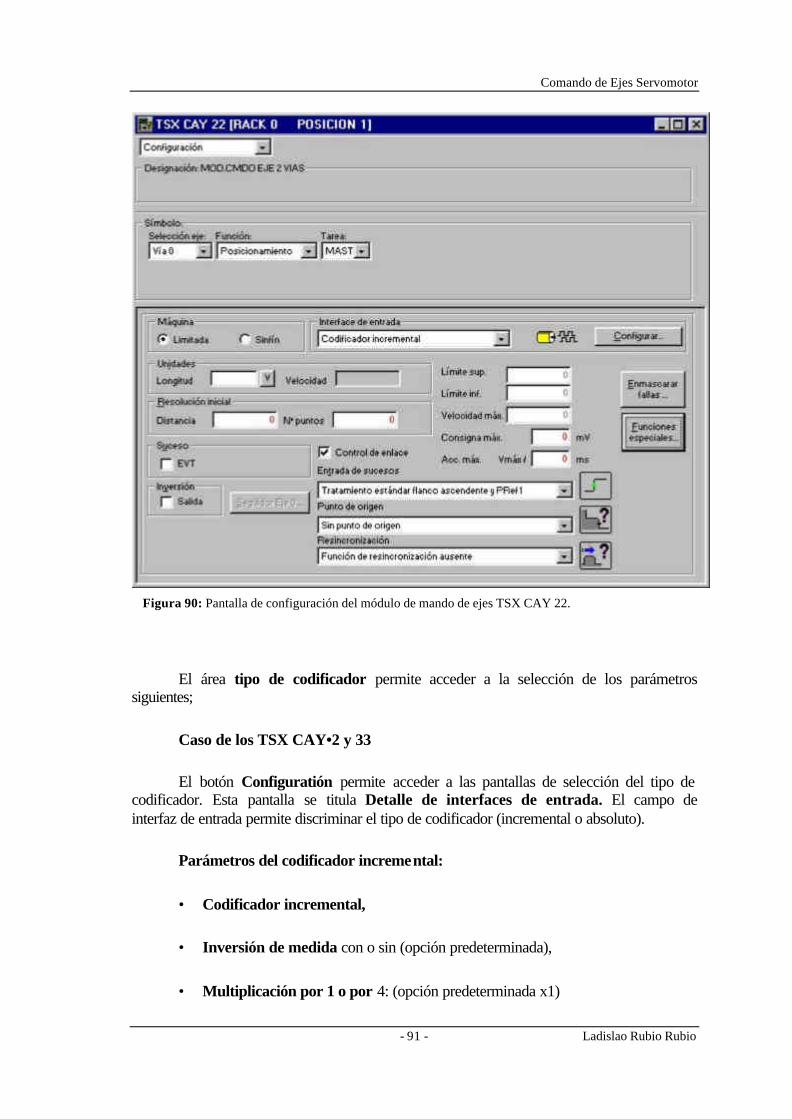
Comando de Ejes Servomotor
- 91 - Ladislao Rubio Rubio
El área tipo de codificador permite acceder a la selección de los parámetros siguientes;
Caso de los TSX CAY•2 y 33
El botón Configuratión permite acceder a las pantallas de selección del tipo de codificador. Esta pantalla se titula Detalle de interfaces de entrada. El campo de interfaz de entrada permite discriminar el tipo de codificador (incremental o absoluto).
Parámetros del codificador incremental:
• Codificador incremental,
• Inversión de medida con o sin (opción predeterminada),
• Multiplicación por 1 o por 4: (opción predeterminada x1)
Figura 90: Pantalla de configuración del módulo de mando de ejes TSX CAY 22.
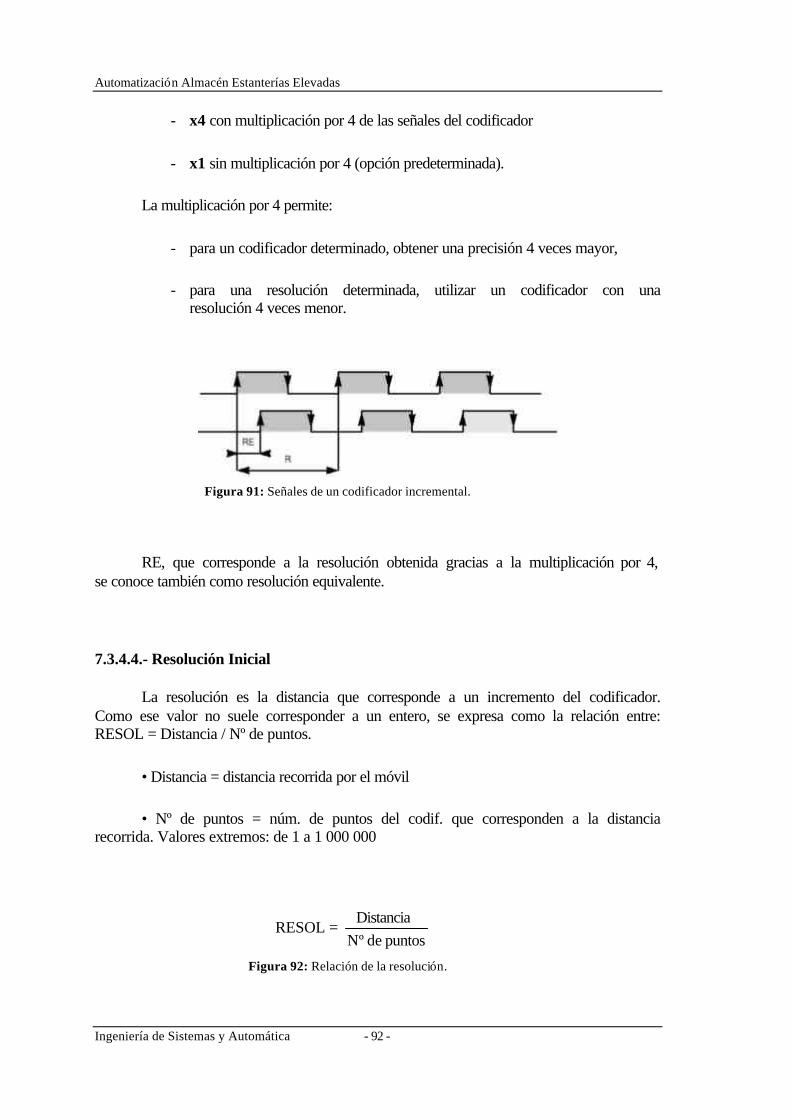
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 92 -
- x4 con multiplicación por 4 de las señales del codificador
- x1 sin multiplicación por 4 (opción predeterminada).
La multiplicación por 4 permite:
- para un codificador determinado, obtener una precisión 4 veces mayor,
- para una resolución determinada, utilizar un codificador con una resolución 4 veces menor.
RE, que corresponde a la resolución obtenida gracias a la multiplicación por 4, se conoce también como resolución equivalente.
7.3.4.4.- Resolución Inicial
La resolución es la distancia que corresponde a un incremento del codificador. Como ese valor no suele corresponder a un entero, se expresa como la relación entre: RESOL = Distancia / Nº de puntos.
• Distancia = distancia recorrida por el móvil
• Nº de puntos = núm. de puntos del codif. que corresponden a la distancia recorrida. Valores extremos: de 1 a 1 000 000
Figura 91: Señales de un codificador incremental.
puntos de Nº
Distancia RESOL =
Figura 92: Relación de la resolución.
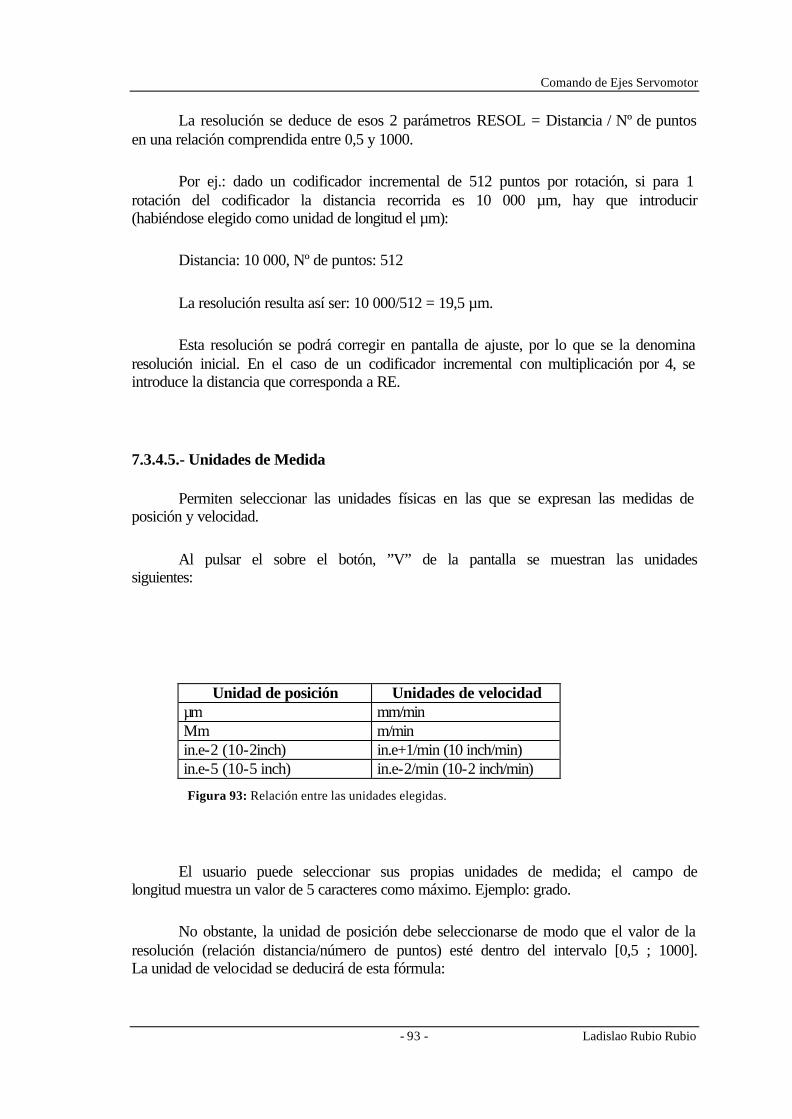
Comando de Ejes Servomotor
- 93 - Ladislao Rubio Rubio
La resolución se deduce de esos 2 parámetros RESOL = Distancia / Nº de puntos en una relación comprendida entre 0,5 y 1000.
Por ej.: dado un codificador incremental de 512 puntos por rotación, si para 1 rotación del codificador la distancia recorrida es 10 000 µm, hay que introducir (habiéndose elegido como unidad de longitud el µm):
Distancia: 10 000, Nº de puntos: 512
La resolución resulta así ser: 10 000/512 = 19,5 µm.
Esta resolución se podrá corregir en pantalla de ajuste, por lo que se la denomina resolución inicial. En el caso de un codificador incremental con multiplicación por 4, se introduce la distancia que corresponda a RE.
7.3.4.5.- Unidades de Medida
Permiten seleccionar las unidades físicas en las que se expresan las medidas de posición y velocidad.
Al pulsar el sobre el botón, ”V” de la pantalla se muestran las unidades siguientes:
Unidad de posición Unidades de velocidad µm mm/min Mm m/min in.e-2 (10-2inch) in.e+1/min (10 inch/min) in.e-5 (10-5 inch) in.e-2/min (10-2 inch/min)
El usuario puede seleccionar sus propias unidades de medida; el campo de longitud muestra un valor de 5 caracteres como máximo. Ejemplo: grado.
No obstante, la unidad de posición debe seleccionarse de modo que el valor de la resolución (relación distancia/número de puntos) esté dentro del intervalo [0,5 ; 1000]. La unidad de velocidad se deducirá de esta fórmula:
Figura 93: Relación entre las unidades elegidas.
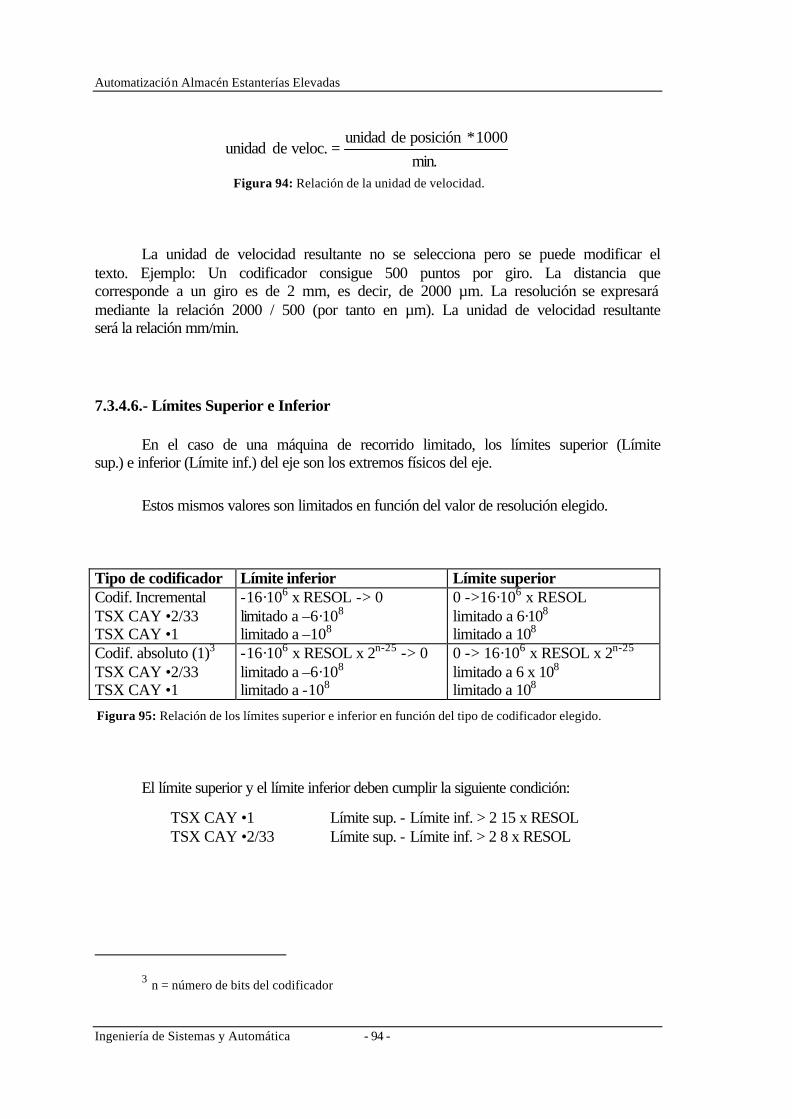
Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 94 -
La unidad de velocidad resultante no se selecciona pero se puede modificar el texto. Ejemplo: Un codificador consigue 500 puntos por giro. La distancia que corresponde a un giro es de 2 mm, es decir, de 2000 µm. La resolución se expresará mediante la relación 2000 / 500 (por tanto en µm). La unidad de velocidad resultante será la relación mm/min.
7.3.4.6.- Límites Superior e Inferior
En el caso de una máquina de recorrido limitado, los límites superior (Límite sup.) e inferior (Límite inf.) del eje son los extremos físicos del eje.
Estos mismos valores son limitados en función del valor de resolución elegido.
Tipo de codificador Límite inferior Límite superior Codif. Incremental TSX CAY •2/33 TSX CAY •1
-16·106 x RESOL -> 0 limitado a –6·108 limitado a –108
0 ->16·106 x RESOL limitado a 6·108 limitado a 108
Codif. absoluto (1)3 TSX CAY •2/33 TSX CAY •1
-16·106 x RESOL x 2n-25 -> 0 limitado a –6·108 limitado a -108
0 -> 16·106 x RESOL x 2n-25 limitado a 6 x 108
limitado a 108
El límite superior y el límite inferior deben cumplir la siguiente condición:
TSX CAY •1 Límite sup. - Límite inf. > 2 15 x RESOL TSX CAY •2/33 Límite sup. - Límite inf. > 2 8 x RESOL
3 n = número de bits del codificador
Figura 95: Relación de los límites superior e inferior en función del tipo de codificador elegido.
min.
1000 *posición de unidad veloc.de unidad =
Figura 94: Relación de la unidad de velocidad.

Comando de Ejes Servomotor
- 95 - Ladislao Rubio Rubio
7.3.4.7.- Velocidad Máxima
La velocidad máxima VMAX debe ser tal que la frecuencia resultante cumpla la siguiente condición:
1,8 kHz < FMAX < 900 kHz con FMAX = VMAX x m/RESOL
m = 2 con un codificador incremental x 1 o un codificador absoluto m = 4 con un codificador incremental x 4
Esta condición se traduce en el valor del parámetro VMAX por:
108 x RESOL/m < VMAX < 54 000 x RESOL/m con los límites siguientes:
270 < VMAX < 270 000
VMAX y RESOL se expresan en las unidades de la pantalla de configuración, es decir: RESOL en µm y VMAX en mm/min, RESOL en mm y VMAX en m/min, ...
Independientemente de qué velocidad se haya programado en las instrucciones, el módulo se permite una velocidad igual a VMAX + 10% durante las transiciones para poder resorber el error de seguimiento.
7.3.4.8.- Consigna Máxima
La consigna máxima UMAX es la tensión que se debe aplicar a la entrada del variador para obtener una velocidad igual a la velocidad máxima.
Figura 96: Ejemplo de determinación de la consigna de velocidad.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 96 -
De no existir algún tipo de exigencia especial respecto a la velocidad, se procederá a ajustar el variador de modo que la velocidad máxima se consiga a una tensión lo más cercana posible de 9 V (aunque inferior).
Esa limitación a 9 V permite disponer, durante los regímenes transitorios, de una reserva que admita un régimen sobreintensivo: caso de no existir ninguna exigencia impuesta, o por la mecánica, o por la frecuencia máxima admisible, se optará por el valor siguiente: Consigna máxima = 9 000 mV.
La velocidad lineal máxima que interesa obtener es de 30 mm/s, es decir 1800 mm/min. El paso de rosca es 5 mm. El eje va dirigido por un motor capaz de girar a 3000 rpm que mueve un husillo con bolas circulantes a través de un reductor de rendimiento 1/5. El codificador está situado en el árbol del motor. Se considerará que se trata de un codificador incremental (sin multiplicación por 4).
El parámetro RESOL (la distancia recorrida por el móvil en el lapso entre 2 incrementos del codificador) es igual a: Ne x Pas/N = 1/5 x 5/1000 = 1 µm
• El parámetro velocidad máxima de trabajo es 1800 mm/min.
• El parámetro de consigna máxima es el valor de la tensión que permite obtener la velocidad máxima. Teniendo en cuenta la relación de reducción (1/5) y el paso de rosca (5 mm), la velocidad lineal máxima (1800 mm/mn) corresponde a una velocidad de rotación del motor de 1800 rpm. Si se ajusta el variador para obtener una velocidad de 3000 rpm con una tensión de entrada de 10 V, el valor de la tensión es de 1800 rpm (la consigna máxima es igual a 6000 mV).
Es totalmente imprescindible asegurarse de la coherencia entre los parámetros RESOL, velocidad máxima, consigna máxima, so pena de que se produzcan comportamientos incoherentes del bucle de servomecanismo.
7.3.4.9.- Inversión
Este parámetro permite evitar volver a conectar la salida analógica cuando el movimiento del eje tiene lugar en el sentido inverso del deseado.
El parámetro "Inversión de medida" define la inversión de la medida, es decir, el sentido de la medida para un sentido de rotación del codificador. En el caso de los módulos TSX CAY •2/33, este parámetro se encuentra en el cuadro de diálogo "Detalle de interfaces de entrada".
Estos parámetros precisan ser modificados. Se recomienda conservar los valores predeterminados al principio y después consultar el capítulo de ajuste.

Comando de Ejes Servomotor
- 97 - Ladislao Rubio Rubio
7.3.4.10.- Aceleración (y Deceleración) Máxima
Se define como el tiempo mínimo (en ms) requerido para pasar de la velocidad cero a la velocidad VMAX.
Límites: de 16 a 10 000 ms.
7.3.4.11.- Punto de Origen
Lo que un codificador incremental facilita no es una medida de posición, sino un número de impulsos proporcional a un espacio recorrido. Para que ese espacio se convierta en una posición, es preciso adjudicar a un punto concreto del eje una cota conocida (en general se elige = 0). A esta operación se la conoce como toma del punto de origen. Todo eje sobre el que se haya efectuado se considera referenciado.
Define el tipo y el sentido del punto de origen (exclusivamente en los casos en los que la medida de posición se efectúe con un codificador incremental).
El tipo se define en función de la utilización de las 2 entradas de detección del origen: entrada pulso cero y entrada leva.
Figura 97: Perfiles de aceleración y deceleración máximos permitidos.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 98 -
Posibilidades Velocidad4 de aproximación
Velocidad de PO
Icono
Leva corta 5 y marcador en cero, sentido + F F
Leva corta 6 y marcador en cero, sentido - F F/8
Leva corta 7 (*) , sentido + F F
Leva corta 8 (*) , sentido - F F/8
Leva larga en tope y marcador en cero, sentido + F F/8
Leva larga en tope y marcador a cero, sentido - F F/8
Leva larga en tope, sentido + F F/8
Leva larga en tope, sentido - F F/8
7.3.5.- Ajuste de los Parámetros de Configuración
7.3.5.1.- Parámetros de Invers ión
El módulo de comando de ejes nos permite realizar inversiones en los referente al signo con el que son entregadas las referencias de posición o las consignas de velocidad sin ser necesario el recableado de los diferentes elementos.
Tenemos la posibilidad de realizar la inversión de la señal de salida, la inversión de la medida o ambas. Esto deberemos de realizarlo por medio de la pantalla de configuración aunque se refiere a una tarea de ajuste. Es por ello que dicho parámetro se incluye en el presente apartado.
4 F es la velocidad programada en la instrucción, en modo automático, o la velocidad FMANU (definida
en la pantalla de ajuste), en modo manual, siendo modulable dicha velocidad por el coeficiente CMV. 5 Sólo pueden utilizarse las tomas de origen de leva corta cuando se trata de una máquina sin fin. 6 Sólo pueden utilizarse las tomas de origen de leva corta cuando se trata de una máquina sin fin. 7 Sólo pueden utilizarse las tomas de origen de leva corta cuando se trata de una máquina sin fin. 8 Sólo pueden utilizarse las tomas de origen de leva corta cuando se trata de una máquina sin fin.
Figura 98: Leva de Toma de Origen.

Comando de Ejes Servomotor
- 99 - Ladislao Rubio Rubio
El parámetro "Inversión Medida" define la inversión de la medida, es decir, el sentido de evolución de la medida para un sentido de rotación del codificador. Mientras que el parámetro "Inversión Salida" define la inversión de la consigna entre la salida del convertidor numérico analógico y el variador de velocidad.
Las posibilidades que tenemos para realizar este control son los siguientes:
Ê sin inversión (valor predeterminado), Ê inversión del sentido de la medida, Ê inversión de la consigna de variador, Ê inversión de ambos.
Para la determinación del estado de dichas casillas deberemos de seguir el procedimiento mostrado a continuación:
û Se selecciona el modo Depuración, û Se selecciona el modo fuera de servomando DIRDRIVE, û Se confirman las fallas: botón Conf. de área Fallas, û Introduzca sucesivamente + 100 mV (salida analógica positiva) y - 100
mV (salida analógica negativa) en el campo PARAM según la tabla siguiente.
Salida analógica Posición Medida Acción Positiva aumenta aumenta ninguna (bifurcación OK) Positiva aumenta disminuye invertir la medida Positiva disminuye disminuye invertir la consigna Positiva disminuye aumenta invertir consigna y medida Negativa disminuye disminuye ninguna (bifurcación OK) Negativa disminuye aumenta invertir la medida Negativa aumenta aumenta invertir la consigna Negativa aumenta disminuye invertir consigna y medida
7.3.5.2.- Ajuste de la Resolución
Este ajuste tiene por finalidad corregir el error que resulta, por una parte, de la imprecisión en la introducción de los valores de los parámetros de configuración y, por otra parte, de las imperfecciones de la cadena cinemática.
El procedimiento para realizar el ajuste de la resolución es tal que debemos de realizar los siguientes pasos en la pantalla de ajuste de la vía correspondiente:
1.- Seleccione el modo Manual.

Automatización Almacén Estanterías Elevadas
Ingeniería de Sistemas y Automática - 100 -
2.- Efectúe una toma de origen manual si el codificador utilizado es de tipo incremental (si el móvil se encuentra muy alejado de la leva, el modo fuera de servomando DIRDRIVE permite acercarlo a ésta).
3.- Seleccione como posición que se debe alcanzar (Distancia teórica) un valor que corresponda al mayor desplazamiento posible ( posición 1) e introduzca este valor en el campo PARAM (por ejemplo, 300000µm).
4.- Controle el desplazamiento Inc- o Inc+ según el sentido de desplazamiento.
5.- Mida con un medio externo suficientemente preciso la distancia recorrida por el móvil (Distancia teórica),
6.- Seleccione el modo de medida DRV_OFF
En la pantalla de ajuste
7.- Presione el botón Corrección. Aparece el siguiente cuadro de diálogo: introduzca la posición que se debe alcanzar en el campo Distancia teórica, (ej.: 300000µm), introduzca la posición alcanzada en el campo Distancia observada, (ej.: 293000µm),
8.- Presione el botón Aceptar para ejecutar el cálculo automático de la resolución. Los nuevos valores de Distancia y No puntos vuelven a calcularse.
Repita las operaciones 2, 3, 4 y 5.
Figura 99: Pantalla de corrección de la resolución inicial del codificador.













![C[ W ê m! !º ³ ù ½ Ð - Asahikawa · 2020-07-26 · ù"T ³ ù! ê m "T ê m´ >&%,$ >' "U ê m ! i ¹ B º v ¥ "V ê m! Ë> 13 Ó Ç f b « ] w*Ë ( P*(13 Ó i>& è W P*(13](https://static.fdocuments.es/doc/165x107/5f87e7bf4d5e6165b82f46a8/c-w-m-asahikawa-2020-07-26-t-m-t.jpg)