Edgardo Benavidez Gerardo Botasso Elena...
118
i
Transcript of Edgardo Benavidez Gerardo Botasso Elena...

i

ii
Encuentro Organizado por: Universidad Tecnológica Nacional Secretaría de Ciencia, Tecnología y Posgrado Programa Materiales Programa Estructuras y Construcciones Civiles Facultad Regional La Plata Secretaría de Ciencia y Tecnología Facultad Regional San Nicolás GEA – Grupo de Estudios Ambientales Comité Científico Javier Amalvy Edgardo Benavidez Gerardo Botasso Elena Brandaleze Sonia Brühl Marta Caligaris María Positieri Nancy Quaranta Mabel Ramini Comité Organizador y editor Nancy Quaranta Marta Caligaris Hugo López Miguel Unsen Ediciones Universidad Tecnológica Nacional - Facultad Regional San Nicolás. Colón 332. CP 2900. San Nicolás de los Arroyos. Provincia de Buenos Aires. Argentina.
Copyright @ Universidad Tecnológica Nacional, 2015. Todos los derechos de este libro están reservados. Sólo está permitida la reproducción parcial o total con fines académicos y con mención de su origen.
Versión digital EBook (on line) ISSN 2451-6864

iii
Índice
3º Reunión Materiales Tecnológicos en Argentina MATTE@R 2014
Desarrollo de materiales compuestos en base polipropileno-polianilina para su uso como
elemento calefactor autoregulable en tuberías de conducción para shale oil J. Aphesteguy, M.C. Di Stefano y J. Rukavina Mikusic ..................................................................... 1
Sintesis de sólidos por sol-gel para su aplicación como cargas antimicrobianas
R. Arreche, N. Bellotti, M. Blanco y P. Vázquez ................................................................................ 3 Depósitos de Cu sobre W para un blanco de producción de neutrones
A. Bertolo, M. Suárez Anzorena, L. Gaggeti, A. Kreiner, M. F. del Grosso ....................................... 5 Estudio de hormigones elaborados con residuos provenientes del lavado de motohormigoneros
G. Bolla, P. López, S. Facendini. M. Angelone, J. Carranza, M. Schonfeld, M. Trápaga .................. 7 Afectación de las propiedades fisicoquímicas de los ligantes asfálticos afectados a los
procesos de fabricación de mezclas asfálticas en caliente G. Catriel, O. Rebollo, C. Soengas, G. Botasso ................................................................................ 9
Procedimiento de moldeo para suelos granulares complementario a la Norma AASTHO T –
307 para el ensayo de Módulo Resiliente de suelos viales L.G. Brizuela, J.J. Rivera ..................................................................................................................11
Bloques para mampostería producidos con residuos de desmote de algodón
J. Piccioni, H.J. Muñoz, J. Ferreyra, C.A. Defagot, M.F. Carrasco ...................................................13 Transferencia del esfuerzo de corte en elementos conformados con hormigones diferentes
A. Carrere, J. Sanero, S. Facendini, P. López, A.M. Cassano, D. Carletti, L. Filipuzzi ....................15 Primeros estadios en el modelado y simulación de una reacción electrocatalítica.
Aplicación en la electroreducción de oxígeno G. Cespedes, M. Asteazaran, G. Cocha, A. Castro Luna .................................................................17
Comportamiento mecánico de recubrimientos de carbono tipo dlc sobre acero inoxidable
martensítico S. P. Brühl, E. L. Dalibon ...................................................................................................................19
Optimización del proceso de galvanizado electrolítico convencional mediante ajuste de
variables M. N. Delpupo, M. N. Inés, G. Candia, G. A. Mansilla ......................................................................21
Investigaciones previas sobre materiales geosintéticos establecen una solución de
aplicación en obra vial E. Fensel, L. Delbono, L. Ricci .........................................................................................................23
Pinturas de una capa basadas en epoxi-alcoxisilanos para sustratos metálicos
G. Canosa, P.V. Alfieri, C.A. Giudice ................................................................................................25 Pinturas ignífugas fibradas para maderas de media y baja densidad
G. Canosa, P.V. Alfieri, C.A. Giudice ................................................................................................27 Inmovilización en morteros de material zeolítico utilizado en purificación de aguas
contaminadas con Cr(iii) M. R. Gonzalez, A. M. Pereyra, E. I. Basaldella ...............................................................................29

iv
Determinación del volumen de material extraído por ablación láser utilizando topografía
óptica coherente M. Gutiérrez, E. Morel, J. Torga, F.C. Alvira, D.J.O. Orzi y G.M. Bilmes ..........................................31
Influencia del tamaño de partícula de SBA-15 en la adsorción de cefalexina
M.S. Legnoverde, E.I. Basaldella ......................................................................................................33 Estudio comparativo de la adsorción del catión Zn
+2 sobre zeolita NaA y residuo de catalizador
zeolitizado M. Pereyra, G.E. Machado, M. R. Gonzalez, E. I. Basaldella ..........................................................35
Efecto del hidrógeno atrapado en junta soldada de acero microaleado de alta resistencia
C. Marconi, D. Sabucechi, C. Asmus, G. Mansilla ............................................................................37 Efecto del calor aportado y del metal de aporte sobre la microestructura y propiedades
mecánicas de juntas soldadas por FCAW de acero microaleado C. Marconi, M.J. Castillo, N.M. Ramini, L. Boccanera .....................................................................39
Estudio de nanoestructuras de cis- y trans-estilbeno mediante microscopía de fuerza
atómica S. M. Mendoza, M.C.G. Passeggi (h), J. Ferrón ...............................................................................41
Evaluación de distintos tratamientos térmicos en materiales para implantes óseos
J.C. Serra, G. Bernasconi, A. Negreira, C. M. Espinosa, S. M. Mendoza ........................................43 Estudio de diferentes condiciones de síntesis para la obtención de zeolita NaA a partir de
cenizas industriales J.D. Monzón, A.M. Pereyra, E. I. Basaldella .....................................................................................45
Incremento de la resistencia mecánica de aceros ferríticos
G. González, G. Pender, R. Molina, L. Iurman, L. Moro ...................................................................47 Contribución de diferentes aditivos en el comportamiento electroquímico de electrodos de
hidróxido de níquel M.G. Ortiz, S. G. Real, E. B. Castro ..................................................................................................49
Estructuras LTA bifuncionalizadas para la prevención de la corrosión microbiológica
A.M. Pereyra, G.E. Machado, M. R. Gonzalez, T. Abrantes Rodrigues, M.T. Soares Lutterbach, E. I. Basaldella ...........................................................................................51
Propiedades de hormigones permeables con materiales locales (Córdoba, Argentina)
M. Positieri, C. Baronetto, D. Rautenberg, A. Oshiro ........................................................................53 Presión en el fondo de un silo durante su descarga: efecto del método de llenado del
material granular J. P. Peralta, M. E. Fernández, L. A. Pugnaloni ................................................................................55
Caracterización de residuos orgánicos de proceso para ser usados como generadores de
porosidad en piezas cerámicas N.E. Quaranta, G.G. Pelozo, C. Abbate, M.G. Caligaris, M.A. Unsen, H.A. López .........................57
Correlación entre módulo de rigidez de mezclas asfálticas y otros parámetros de sencilla
determinación. Experiencia sobre mezclas asfálticas densas en caliente de la región metropolitana de Buenos Aires y el Gran La Plata L.A. Ricci, A.L. Apas ..........................................................................................................................59
Adaptación de análisis de paliativos de polvo en vías no pavimentadas
J.J. Rivera, H.G. Botasso, N. Alderete, I. Celi ...................................................................................61

v
Pruebas de crecimiento acelerado del moho aspergillus niger sobre pastas de cemento con pigmentos de ftalocianato cúprico V.G. Rosato, J.D. Sota, M. Barrera, A. López, A.B. Alonso ..............................................................63
Revestimiento térmico de juntas post soldadura (field joint coating) efectuadas en ductos de acero revestidos exteriormente con poliolefinas J. Rukavina Mikusic, M.C. Di Stefano, J. Aphesteguy ......................................................................65
Consideraciones vinculadas a la gestión de mantenimiento en puentes de hormigón armado M.I. Schierloh, R.F. Souchetti ............................................................................................................67
Cálculos ab initios aplicados para la obtención de propiedades de semiconductores A.M. Martínez, S. Jaroszewicz, R. Faccio, M.R. Soriano, A.B. Trigubó, P. Quartino ......................69
Las fisuras por ras y las fibras sintéticas en el método ASTM C-1260 F.A. Avid, J.D. Sota ..........................................................................................................................71
Aleación de alta entropía para un blanco de producción de neutrones M. Suarez Anzorena, L. Gaggeti, A. Kreiner, M.F. del Grosso ........................................................73
Biomimetismo: estudio de la topografía de un acero inoxidable 316 L R.E. Taboada, E.A. Favret, A.M. Canzian .......................................................................................75
Medición de la evolución temporal del espesor de películas líquidas por tomografía óptica coherente G. Luna, P. Tabla, E. N. Morel, J. R. Torga .....................................................................................77
Arenas de moldeo en relleno de terrenos y como agregado en ladrillos cerámicos G.G. Pelozo, N.E. Quaranta ..............................................................................................................79
Taller de Doctorandos en Ingeniería de Materiales
Flujo en cintas transportadoras
José M. Cordero ...............................................................................................................................81
Caracterización físico-mecánica del pino resinoso (Pinus taeda y Pinus elliottii) cultivado en el nordeste argentino para uso estructural Pamela Y. Fank ................................................................................................................................83
Soldadura de reparación en componentes en servicio de aceros al Cr-Mo Luis Fernández .................................................................................................................................85
Empaquetamiento de partículas en geometrías confinadas usando fluidos Matías E. Fernández ........................................................................................................................87
Caracterización microestructural y termofluencia a altas temperaturas en aceros R. Gabriel González ..........................................................................................................................89
Comportamiento estructural de la madera de alamo (Populus deltoides “Australiano 129/60” y “Stoneville 67”) cultivado en el delta del rio Paraná Alfredo A. Guillaumet .......................................................................................................................91
Síntesis de materiales zeolíticos obtenidos a partir de catalizadores fcc agotados para su uso como soporte inductor de la actividad de sustancias biocidas Gladys E. Machado ...........................................................................................................................93
Síntesis de materiales micro y mesoporosos para su uso como reservorios en procesos de liberacion controlada de especies biocidas Lucas E. Mardones ...........................................................................................................................95
Síntesis y aplicaciones tecnológicas de materiales zeolíticos obtenidos a partir de caolines y cenizas industriales J. D. Monzón ....................................................................................................................................97

vi
Caracterización de material refractario de buza sumergida para colado de palanquilla M. Valeria Peirani ..............................................................................................................................99
Caracterización fisicoquímica, ambiental y factibilidad de reutilización de residuos industriales diversos Gisela Pelozo ..................................................................................................................................101
Envolventes de hormigón liviano sustentable: diseño y propiedades para el ahorro energético Iris Sánchez Soloaga .....................................................................................................................103
Estudio de la interacción fatiga – creep en aceros ferríticos Alejandro Staffa ...............................................................................................................................105
Resistencia al desgaste y corrosión de AISI 316L nitrurado por plasma y recubierto con TiN Laura S. Vaca ..................................................................................................................................107
Tendencia a la cristalización y comportamiento térmico de escorias sintéticas libres de fluor Marcelo A. Valentini .......................................................................................................................109
Hormigones con zeolita natural como adición activa: diseño, optimización y caracterización con criterio de sustentabilidad Belén Raggiotti ...............................................................................................................................111

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
1
DESARROLLO DE MATERIALES COMPUESTOS EN BASE POLIPROPILENO-POLIANILINA PARA SU USO COMO ELEMENTO CALEFACTOR
AUTOREGULABLE EN TUBERÍAS DE CONDUCCIÓN PARA SHALE OIL
J. Aphesteguy (1)
, M.C. Di Stefano (1)
y J. Rukavina Mikusic (1)
(1) Universidad Tecnológica Nacional – Facultad Regional Buenos Aires
Introducción Actualmente la ingeniería de los materiales ha focalizado su atención en el estudio y desarrollo de los materiales compuestos. Estos están constituidos por al menos dos fases (nanopartículas o fibra y resina o polímeros) fabricados expresamente para mejorar los valores de las propiedades que estos componentes presentan por separado. Generalmente, la fase continua se denomina “matriz” la cual está rodeada por la(s) otra(s) fase(s) denominada(s) “relleno (filler)”. Las matrices poliméricas de baja densidad (1 g/cm
3) son de gran interés especialmente si presentan propiedades conductoras. El
“relleno” exhibe propiedades eléctricas, mecánicas, magnéticas, muy diferentes de las de la matriz. El objetivo de la introducción de los “rellenos” es modificar las propiedades de esta matriz. En los materiales nanoestructurados, la materia a escala tan minúscula de átomos y moléculas, demuestra fenómenos y propiedades totalmente innovadores. Es por esto que se utiliza la nanotecnología para crear materiales, dispositivos y sistemas con propiedades imposibles de lograr con tamaños de partícula mayores [1-3]. Hace algunos años la polianilina (PANI) ha despertado mucha atención debido a sus varias y únicas propiedades, tales como estabilidad en condiciones ambiente, solubilidad en varios solventes orgánicos, además de exhibir profundos cambios en su estructura electrónica y propiedades físicas en el denominado estado protonado, pudiendo alcanzar un máximo de conductividad eléctrica, a temperatura ambiente, de 10
3 S/cm [4].
El objetivo de este trabajo es preparar y caracterizar un material compuesto por polianilina (PANI) como matriz y polipropileno, además de fibras de carbono, tal que el mismo posea propiedades eléctricas y mecánicas, óptimas para su uso como elemento sensor y calefactor, desde temperatura ambiente hasta aproximadamente 250 ºC, recubriendo tuberías de conducción para shale oil. Materiales y Métodos El proceso de preparación del material consta de los siguientes pasos: - Preparar, mediante oxidación química, a partir de anilina, el polímero PANI. Se utilizan como oxidantes persulfato de sodio, persulfato de amonio, peróxido de hidrógeno o cloruro férrico. - Lograr una mejora en la conductividad eléctrica de la PANI mediante el dopaje adecuado. Se emplea para ello por ejemplo HCl, ácido dodecilbencenosulfónico (DBSA), ácido canforsulfónico (CSA). - Determinar las mejores condiciones de combinación para lograr porcentajes adecuados de cada componente: PANI, polipropileno y fibra de carbono. - Optimizar la procesabilidad del material compuesto. En la Figura 1 se esquematiza el proceso [5]. ES significa emeraldina sal, se refiere al cloruro de anilonio, que es el compuesto obtenido. EB significa la forma básica de la anilina.
Figura 1: Esquema de la obtención de PANI
Resultados y Discusión Se presentan a continuación los resultados obtenidos de conductividad, a temperatura ambiente, para distintos materiales compuestos, preparados según el esquema descripto (Tabla 1) y las curvas de resistividad en función de la temperatura absoluta (Figura 2). Las mediciones se realizaron sobre las

3° Reunión Materiales Tecnológicos en Argentina
2
muestras en forma de pastillas compactadas de polianilina dopada con ácido clorhídrico, con DBSA y con CSA. Se efectuó también la determinación de la Energía de Activación (Ea) mediante una expresión tipo Arrhenius (Ec. 1), donde σ = conductividad, σ0 = conductividad a Tamb, kB = cte. de Boltzman.
Tk
E
B
a 1lnln 0 Ec.1
Tabla 1: Valores de conductividad y energía de activación para las tres muestras
Muestra σ 300K (S.cm-1) Ea (ev)
ES- HCl ES- DBSA ES- CSA
0,005 0,18 2,0
0,080 [53] 0,051 0,042
0 50 100 150 200 250 300
0,0
5,0x103
1,0x104
1,5x104
2,0x104
2,5x104
(a) ES- HCl
(b) ES- DBSA
(c) ES- CSA
(
ohm
-cm
)
T(K)
(a)(b)(c)
Figura 2: Curvas de resistividad en función de la temperatura absoluta para: (a) ES-HCl, (b) ES-DBSA y (c) ES-
CSA
Se manifiesta el comportamiento semiconductor de las tres muestras ya que la conductividad decrece al disminuir la temperatura. La muestra de mayor conductividad a T ambiente es la de PANI EB, dopada con CSA. Las curvas de resistividad muestran perfiles térmicos similares. Los dopantes orgánicos (CSA y DBSA) tienen como función adicional al dopaje incrementar la solubilidad de PANI en solventes orgánicos (m-cresol, cloroformo) a fin de favorecer el procesamiento de estos materiales y formar películas [5]. En el caso del dopaje con HCl, al tener éste una estructura simple no logra ser tan efectivo en la interconexión entre cadenas como para conducir en tres dimensiones ni tampoco estirar las cadenas enrolladas del polímero al momento de efectuarse el dopaje en solución, de manera tal que se puedan unir los iones hidrógeno a los átomos de nitrógeno de la PANI. Por otro lado, las cadenas de PANI “estiradas”, se encontrarían dentro de las regiones cristalinas, guardando entre ellas cierto paralelismo y estando no muy cercanas unas de otras. Conclusiones A partir de los resultados obtenidos se concluye que el peor dopante es el HCl. Es probable que, al tener éste una estructura simple, no logre ser tan efectivo en la interconexión entre cadenas como para conducir en tres dimensiones ni tampoco estirar las cadenas enrolladas del polímero al momento de efectuarse el dopaje en solución, de manera tal que se puedan unir los iones hidrógeno a los átomos de nitrógeno de la PANI. Por otro lado, las cadenas de PANI “estiradas”, se encontrarían dentro de las regiones cristalinas, guardando entre ellas cierto paralelismo y estando no muy cercanas unas de otras. La cristalinidad beneficia la conductividad, pero es perjudicial que dichas zonas se encuentren muy separadas, como ocurre en el dopaje con HCl. Referencias [1] H. Kawaguchi; Prog. Polym. Sci. 25 (2000), 1171. [2] G. R. Pedro; Adv. Mater. 13 (3) (2001), 163. [3] L. A. Momoda; “The future of Engineering Materials: Multifunction for Performance – Tailored Structures”, presented at Tenth annual Symposium on Frontiers of Engineering, Irving, CA, 2004. [4] S. Jacobo, J. Aphesteguy; Physica B 354 (2004), 224-227. [5] J. Aphesteguy; “Preparación y caracterización de materials magnéticos compuestos de aplicación tecnológica”. Tesis doctoral FIUBA. Octubre 2011.
3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
3
SINTESIS DE SÓLIDOS POR SOL-GEL PARA SU APLICACIÓN COMO CARGAS ANTIMICROBIANAS
R. Arreche
1, N. Bellotti
2, M. Blanco
1, P. Vázquez
1,3
1 CINDECA, CCT CONICET La Plata, UNLP, 47 Nº 257 (1900) La Plata, Buenos Aires, Argentina.
2 CIDEPINT-CIC-UNLP, 52 e/ 121 y 122 La Plata, Buenos Aires, Argentina.
3 Facultad Regional San Nicolás, UTN.
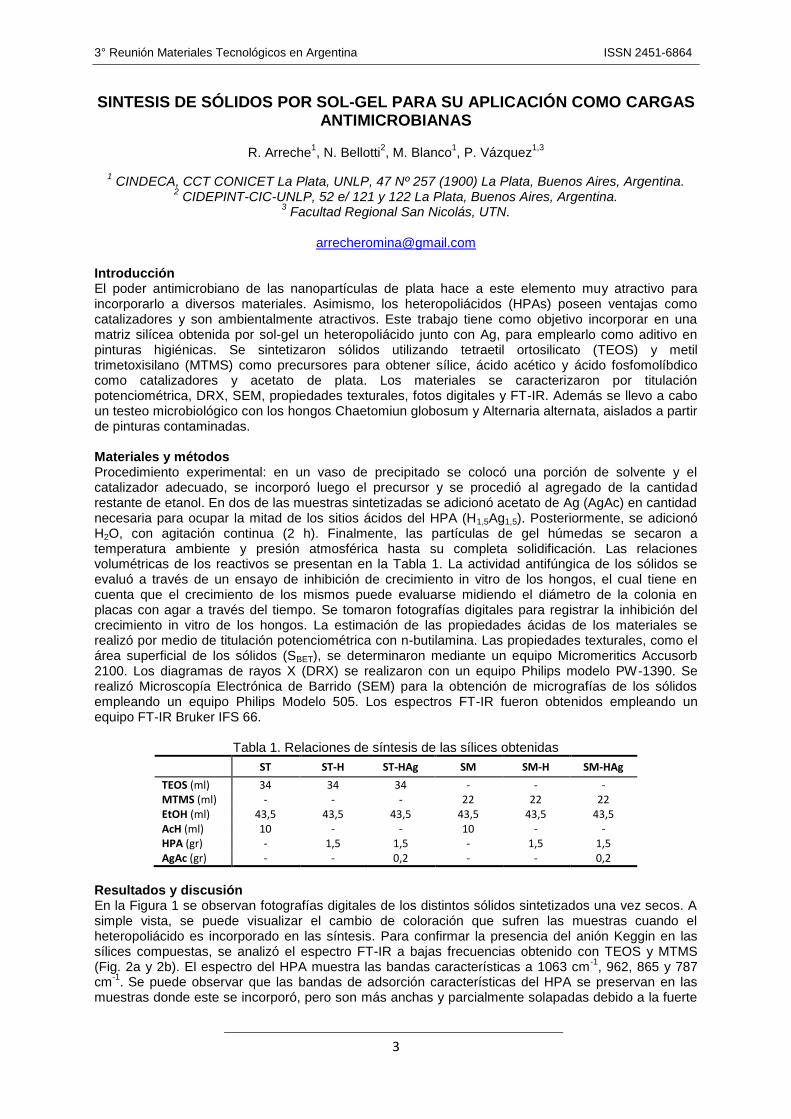
Introducción El poder antimicrobiano de las nanopartículas de plata hace a este elemento muy atractivo para incorporarlo a diversos materiales. Asimismo, los heteropoliácidos (HPAs) poseen ventajas como catalizadores y son ambientalmente atractivos. Este trabajo tiene como objetivo incorporar en una matriz silícea obtenida por sol-gel un heteropoliácido junto con Ag, para emplearlo como aditivo en pinturas higiénicas. Se sintetizaron sólidos utilizando tetraetil ortosilicato (TEOS) y metil trimetoxisilano (MTMS) como precursores para obtener sílice, ácido acético y ácido fosfomolíbdico como catalizadores y acetato de plata. Los materiales se caracterizaron por titulación potenciométrica, DRX, SEM, propiedades texturales, fotos digitales y FT-IR. Además se llevo a cabo un testeo microbiológico con los hongos Chaetomiun globosum y Alternaria alternata, aislados a partir de pinturas contaminadas. Materiales y métodos Procedimiento experimental: en un vaso de precipitado se colocó una porción de solvente y el catalizador adecuado, se incorporó luego el precursor y se procedió al agregado de la cantidad restante de etanol. En dos de las muestras sintetizadas se adicionó acetato de Ag (AgAc) en cantidad necesaria para ocupar la mitad de los sitios ácidos del HPA (H1,5Ag1,5). Posteriormente, se adicionó H2O, con agitación continua (2 h). Finalmente, las partículas de gel húmedas se secaron a temperatura ambiente y presión atmosférica hasta su completa solidificación. Las relaciones volumétricas de los reactivos se presentan en la Tabla 1. La actividad antifúngica de los sólidos se evaluó a través de un ensayo de inhibición de crecimiento in vitro de los hongos, el cual tiene en cuenta que el crecimiento de los mismos puede evaluarse midiendo el diámetro de la colonia en placas con agar a través del tiempo. Se tomaron fotografías digitales para registrar la inhibición del crecimiento in vitro de los hongos. La estimación de las propiedades ácidas de los materiales se realizó por medio de titulación potenciométrica con n-butilamina. Las propiedades texturales, como el área superficial de los sólidos (SBET), se determinaron mediante un equipo Micromeritics Accusorb 2100. Los diagramas de rayos X (DRX) se realizaron con un equipo Philips modelo PW-1390. Se realizó Microscopía Electrónica de Barrido (SEM) para la obtención de micrografías de los sólidos empleando un equipo Philips Modelo 505. Los espectros FT-IR fueron obtenidos empleando un equipo FT-IR Bruker IFS 66.
Tabla 1. Relaciones de síntesis de las sílices obtenidas
ST ST-H ST-HAg SM SM-H SM-HAg
TEOS (ml) 34 34 34 - - - MTMS (ml) - - - 22 22 22 EtOH (ml) 43,5 43,5 43,5 43,5 43,5 43,5 AcH (ml) 10 - - 10 - - HPA (gr) - 1,5 1,5 - 1,5 1,5 AgAc (gr) - - 0,2 - - 0,2
Resultados y discusión En la Figura 1 se observan fotografías digitales de los distintos sólidos sintetizados una vez secos. A simple vista, se puede visualizar el cambio de coloración que sufren las muestras cuando el heteropoliácido es incorporado en las síntesis. Para confirmar la presencia del anión Keggin en las sílices compuestas, se analizó el espectro FT-IR a bajas frecuencias obtenido con TEOS y MTMS (Fig. 2a y 2b). El espectro del HPA muestra las bandas características a 1063 cm
-1, 962, 865 y 787
cm-1
. Se puede observar que las bandas de adsorción características del HPA se preservan en las muestras donde este se incorporó, pero son más anchas y parcialmente solapadas debido a la fuerte

3° Reunión Materiales Tecnológicos en Argentina
4
absorción de las bandas de la sílice (1080, 950, 800, 570, 460 cm-1
). Por lo tanto, la introducción del
HPA dentro de la matriz de sílicea afectaría muy poco la estructura del sólido resultante.
Figura 1. Fotografías digitales de las muestras sintetizadas ST (a), ST-H (b), ST-HAg (c), SM (d), SM-H (e) y SM-HAg (f).
Figura 2. Espectro FT-IR a bajas frecuencias de las muestras con TEOS (a) y con MTMS (b).
Figura 3. Crecimiento de Chaetomiun globosum después de 10 días a 25 ºC, (a) agar control y (b) agar
con la muestra ST-HAg.
Figura 4. Curvas potenciométricas de las muestras con TEOS.
En la Figura 3 se observan, a modo de ejemplo, los resultados microbiológicos obtenidos para la muestra ST-HAg (0,01 %) comparada con el ensayo control después de 10 días a 25 ºC. Por otra parte, las curvas de titulación para las muestras con TEOS en su composición se muestran en la Figura 4. Se observa una incorporación homogénea del heteropoliácido en la matriz de sílice cuando es adicionado en las síntesis. Cuando el AcH es reemplazado por el HPA se produce un aumento en la acidez debido a las propiedades del mismo. En el caso del agregado de Ag, se obtienen materiales con una acidez menor. Se observa que la superficie específica disminuye cuando se incorpora HPA para TEOS, pero tiene un leve aumento cuando se adiciona Ag por una diferente distribución del HPA en la matriz silícea. Para el MTMS, los valores no pudieron obtenerse por la textura “gomosa” del sólido final. Por SEM, el tamaño de las partículas es mayor cuando las sílices son sintetizadas con TEOS-HPA, pero sigue observándose la morfología característica de la sílice másica. En las muestras que poseen MTMS, se observa la presencia de aglomeraciones. Finalmente, por DRX se distingue que todos los sólidos sintetizados poseen morfología amorfa. Conclusiones
Se obtuvieron sólidos homogéneos empleando la técnica de sol-gel, con resultados microbiológicos alentadores para su futura inclusión como aditivo antimicrobiano en la formulación de pinturas.
1400 1200 1000 800 600 400
HPA
ST
ST-H
ST-HAg
Tra
nsm
itta
nce
a.u
.
Wavenumber, cm-1
10
80
95
0 46
0
57
0
80
0
1400 1200 1000 800 600 400
HPA
SM
SM-H
SM-HAg
Tra
nsm
itta
nce
a.u
.
Wavenumber, cm-1
10
80
95
0 79
0
85
0
55
0
(a) (b)

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
5
DEPÓSITOS DE CU SOBRE W PARA UN BLANCO DE PRODUCCIÓN DE NEUTRONES
Alma Bertolo1, Manuel Suárez Anzorena
2, Leonardo Gaggeti
2,3, Andrés Kreiner
2,3,4, M. F. del
Grosso2,3,5
1- Instituto Sabato – UNSAM, 2- Sub-Gcia. de Tecnología y Aplicaciones de Aceleradores, 3- CONICET, 4- Escuela de
Ciencia y Tecnología- UNSAM, 5-Grupo de Modelización y Caracterización de Materiales - FRG.Pacheco, UTN
Introducción: La terapia para el cáncer por captura neutrónica en boro (BNCT, por sus siglas en inglés) es un tratamiento que se encuentra en etapa de investigación y tiene muy buenas perspectivas de éxito. Para esta terapia, en nuestro grupo estamos diseñando un blanco de producción de neutrones de alta potencia, para aplicaciones nucleares y médicas. El desafío consiste en depositar de manera estable una capa delgada del material blanco (Be), con el que se pretende producir la reacción nuclear, sobre un sustrato adecuado que soporte la solicitación termomecánica, el daño por hidrógeno y por radiación inducido por el haz de protones. Estos procesos generan sobre los materiales del blanco fragilización y producción de ampollas (blistering) provocada por acumulación de hidrógeno y desplazamientos de átomos de sus posiciones originales. Con el objetivo de desarrollar un sustrato óptimo para el Be, se está llevando a cabo una búsqueda de los materiales adecuados para soportar las solicitaciones termomecánica y el daño por radiación, en este sentido el W se manifiesta como uno de los materiales más prometedores al momento de resistir todas las inclemencias que soporta el blanco. A este conjunto se le adicionará un soporte de Cu en el cual se encontrarán los microcanales que refrigerarán el blanco; para lograr tal objetivo, previamente es necesario producir de manera estable una capa delgada de Cu sobre un sustrato de W, la cual facilitará la unión con el soporte de Cu que posee los microcanales de refrigeración. En este trabajo en particular, se presentarán avances y desafíos asociados al depósito de manera estable de una capa delgada de Cu sobre un sustrato de W y su correspondiente caracterización. Procedimiento experimental El material, Cu libre de Oxigeno (OFHC) y W utilizados fueron adquiridos en Cordes S.A. Las muestras de W fueron cortadas en forma rectangular a partir de una plancha de 200 μm de espesor, mediante un disco de corte con una velocidad de 190 rpm. Las mismas se conservaron en contenedores limpios y secos a temperatura ambiente. De las 12 muestras seleccionadas, 9 de ellas se granallaron durante 60 segundos a diferentes presiones (2 bar, 3,5 bar y 4,75 bar), utilizando alúmina 80 Mesh. Luego se realizó una limpieza con acetona de la superficie a analizar. Los cambios producidos en la superficie de los sustratos de W, se caracterizaron mediante la medición de la rugosidad, utilizando un rugosímetro Taylor Hobson, aplicando un recorrido de 2 mm. Se realizaron diez mediciones para cada grupo de muestras, tomando como resultado el promedio de las mismas. Las evaporaciones de Cu, se realizaron mediante el bombardeo de electrones, dentro de una campana de vacío (p=1.10
-5 mbar), utilizando una placa calefactora controlada, la cual mantenía el
sustrato de W a una temperatura predeterminada, y se utilizó un sensor de cristal de cuarzo, el cual indica en momento real el valor del espesor del depósito. Cada evaporación se efectuó a una temperatura de sustrato distinta (50°C, 100°C y 150°C), para poder realizar un análisis del cambio de esta variable, junto al análisis del cambio de rugosidad. Se obtuvieron depósitos de Cu sobre W, formando una capa delgada de Cu de aproximadamente 0,7 μm. Luego de realizar las evaporaciones, y con el fin de caracterizar el depósito obtenido, se procedió a medir nuevamente la rugosidad superficial de cada muestra. Se realizaron cinco mediciones para cada una de ellas, tomando como resultado el promedio de los valores obtenidos. Posteriormente se realizó un ensayo de adherencia, sin aplicar una norma específica, con el fin de observar el comportamiento de la capa delgada de Cu depositada sobre el sustrato de W. Por último, se analizaron las imágenes obtenidas por SEM. Resultados Determinación de la rugosidad media (Ra) En la Figura 1 podemos observar el aumento de rugosidad de la superficie de la muestras de W, a medida que aumentamos la presión aplicada durante el granallado. En cuanto a la medición de rugosidad luego de efectuar el depósito de Cu en el sustrato de W, podemos observar en la Figura 2 que el valor de Ra aumenta a medida que se incrementa la temperatura en la cual se encuentra el sustrato durante la evaporación del Cu.

3° Reunión Materiales Tecnológicos en Argentina
6
Caracterización de los depósitos de Cu sobre W mediante el ensayo de adherencia Comparando los resultados, pudimos notar que la adherencia de la capa delgada de Cu en el W es mayor para las muestras granalladas con una presión de 2 bar y 3,5 bar y a una temperatura de sustrato de W de 100°C durante la deposición del Cu (Figura 3). Las muestras realizadas a una temperatura de sustrato de 50°C y 150°C, presentaron en todos los casos una menor adherencia; mientras que las muestras sin granallar exhibieron una mala adherencia del depósito, independientemente de la temperatura del sustrato.
Análisis de imágenes obtenidas por SEM Mediante las imágenes obtenidas por SEM, pudimos verificar que los resultados obtenidos mediante el ensayo de adherencia se corresponden con los resultados observados en las imágenes SEM. Por ejemplo, para el caso de las muestras anteriormente mencionadas, donde el ensayo de adherencia reflejó resultados positivos, las imágenes SEM de las mismas muestran que la capa de Cu es homogénea, no presenta irregularidades, y los tamaños de grano son muy similares (Figuras 4 y 5), en tanto en la Figura 6 se puede observar el depósito de Cu sobre el lado izquierdo de la imagen y el sustrato de W sobre la derecha, ya que en esta última zona se encontraba la grampa de la placa calefactora, impidiendo que se efectuara el depósito en este sector del sustrato.
Conclusiones Se lograron realizar las vaporaciones, manteniendo el sustrato de W a distintas temperaturas, mediante una placa calefactora controlada, diseñada especialmente para este tipo de ensayos. Se pudo depositar exitosamente una capa delgada de Cu sobre un sustrato de W, la cual demostró tener un cierto nivel de adherencia, la misma se deberá caracterizar más exhaustivamente mediante Rayos X, para poder analizar el tipo de interfase involucrada.
Figura 4. Imagen SEM de la muestra de W
granallada a 2 bar, y temperatura de
sustrato durante la deposición de 100°C.
Figura 5. Imagen SEM de la muestra de W granallada a 3,5 bar, y temperatura de sustrato durante la deposición de 100°C.
Figura 6. Imagen SEM (retrofundido) de la muestra de la Figura 5, sobre la zona de la grampa de la placa calefactora.
Figura 1. Valores de Ra, para las muestras de W granalladas a
distintas presiones.
Figura 2. Valores de Ra, para los depósitos de Cu sobre
sustratos de W llevados a distintas temperaturas.
A B C
Figura 3. Evidencia reflejada del ensayo de adherencia de los depósitos de Cu sobre W. A - Muestra sin granallar, temperatura de sustrato 100°C.
B - Muestra granallada a 2 bar, temperatura de sustrato 100°C. C - Muestra granallada a 3,5 bar, temperatura de sustrato 100°C.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
7
ESTUDIO DE HORMIGONES ELABORADOS CON RESIDUOS PROVENIENTES DEL LAVADO DE MOTOHORMIGONEROS
G. Bolla, P. López, S. Facendini, M. Angelone, J. Carranza, M. Schonfeld, M. Trápaga
Universidad Tecnológica Nacional. Facultad Regional Paraná. Dpto. Ingeniería Civil.
Almafuerte Nº 1033 - Paraná. Entre Ríos. Argentina.
[email protected] Introducción En el presente trabajo se analizó el comportamiento como agregados, en la producción de hormigones nuevos del residuo del lavado de los mixers provenientes de dos hormigoneras importantes de Paraná, a las cuales hemos denominado E1 y E2, con la finalidad de lograr su reutilización, como así también la reducción del consumo de materiales comerciales. E1 realiza el acopio y reutilización del material sin tratar (Figura Nº 1), mientras que E2 realiza un proceso de tratamiento, que consiste en cuatro piletas de decantación natural que por gravedad separan el material del agua, la cual posteriormente es reutilizada (Figura Nº 2). El material decantado se almacena en un acopio, previo zarandeado para separar las partes aglutinadas. Se determinaron las características del material residual y de los materiales comerciales utilizados por ambas empresas, mediante ensayos de caracterización en laboratorio. Con los datos obtenidos se procedió a la dosificación por el método de los pastones de prueba, realizando también correcciones, en las cantidades de cemento, teniendo en cuenta los porcentajes de material fino aportados por el residuo. Los pastones de prueba fueron ensayados a compresión simple, tracción indirecta y flexión. Se compararon los resultados con un hormigón estándar patrón ejecutado con los materiales comerciales utilizados por ambas empresas. Materiales y métodos Se confeccionan cinco tipos de hormigones: hormigón testigo (Ht), hormigón de Empresa 1 sin corrección por finos (H1sc), hormigón de Empresa 1 con corrección por finos (H1cc), hormigón de Empresa 2 sin corrección por finos (H2sc), hormigón de Empresa 2 con corrección por finos (H2cc). Los materiales comerciales incorporados a la mezcla fueron canto rodado 10-20 y 10-30 de canteras del río Uruguay, arena silícea fina y gruesa del río Paraná y cemento CPC 40. No se utilizaron aditivos. Se diseñó la mezcla para una resistencia especificada (f’c) de 25 MPa; relación a/c 0,44 y un asentamiento (As) esperado de 5 cm. Debido a la mayor absorción del agregado residual, para mantener la trabajabilidad de la mezcla fue necesario saturarlo previamente. La granulometría de los materiales residuales refleja un pasante por el tamiz 100 del orden del 1,2 % para E1 y 10,3 % para E2. La composición granulométrica diseñada para la elaboración de los hormigones se logró adicionando al material residual diferentes porcentajes de canto rodado comercial 10-30 y 10-20 (Figura 3).
0
10
20
30
40
50
60
70
80
90
100
21/2"2"11/2"1"3/4"1/2"3/8"N° 4N° 8N° 16N° 30
63 mm53 mm37,5 mm26,5 mm19 mm13,2 mm9,5 mm4,75 mm2,36 mm1,18 mm600 mm
Pa
sa
nte
ac
um
ula
do
(%
)
Serie de tamices normalizados
Reciclado E1
Reciclado E2
Curva de Trabajo E1
Curva de Trabajo E2
Límites B IRAM1627
Límite C IRAM 1627
Figura Nº 1. Material residual sin tratar.
Figura Nº 2. Piletas de decantación para tratamiento del residuo.
Figura Nº 3. Curvas granulométricas de los residuos, de diseño y límites.
Resultados y discusión Los resultados obtenidos de los ensayos mecánicos se indican en las Tablas Nº 1, 2 y 3.

3° Reunión Materiales Tecnológicos en Argentina
8
Tabla Nº 1. Ensayo de resistencia a compresión simple para los diferentes tipos de hormigón. Resistencia media: f´’cm; resistencia especificada: f´c.
Tabla Nº 2. Ensayo de resistencia a flexión (fr) para los diferentes tipos de hormigón.
Tipo de Hº
f´cm (MPa)
f´c (MPa)
Coef. de variación
CV %
As (cm)
Variación de f´cm
respecto de Ht (%)
Variación de f´c respecto de Ht
(%)
Tipo de Hº
fr (Mpa)
CV %
Variación de fr respecto de Ht
(%)
Ht 32,0 27,0 7,30 4,5 - - Ht 3,70 5,80 -
H1sc 8,3 7,1 4,99 6,5 -74 -74 H1sc 1,28 5,46 -65
H1cc 20,7 19,0 4.41 6.5 -35 -30 H1cc 2,85 10,87 -23
H2sc 14.2 10,4 8,88 3,5 -56 -61 H2sc 1,63 3,57 -56
H2cc 16,4 14,1 7,45 4,5 -49 -48 H2cc 2,40 12,89 -35
Tabla Nº 3. Ensayo de resistencia a tracción por compresión diametral (fct) para los diferentes tipos de hormigón.
Tipo de Hº
fct (Mpa)
CV %
Variación de fct respecto de Ht (%)
Ht 3,26 6,97 -
H1sc 1,66 11,94 -50
H1cc 2,20 17.13 -33
H2sc 1,57 19,30 -52 Figura Nº 4. Aspecto de la fractura para el ensayo de compresión simple.
Figura Nº 5. Aspecto de la fractura para el ensayo de flexión.
Figura Nº 6. Aspecto de la fractura para el ensayo de tracción indirecta.
H2cc 1,95 20,35 -41
La mecánica de rotura de los testigos ensayados se desarrolla a través del mortero, para todos los casos, observándose una baja adherencia entre éste y el agregado grueso. Figuras 3, 5 y 6. Conclusiones Los hormigones con el material reciclado no alcanzan en ningún caso las resistencias mecánicas determinadas en el hormigón testigo a compresión simple, flexión y tracción indirecta. Para los pastones elaborados con el residuo sin tratar y sin corregir (E1) se observan mayores caídas en la resistencias, respecto a aquellos pastones elaborados con el residuo tratado sin corregir (E2). Para E1 se observa una caída del 74 % para f´c; 74% para f´cm; 65 % para fr y 52 % para fct, mientras que para E2 se observa una caída del 56 % para f´c; 61 % para f´cm; 56 % para fr y 49 % para fct. Cuando los hormigones se corrigieron teniendo en cuenta el pasante por el tamiz 100, se observa un incremento en las resistencias en todos los casos. Para los pastones elaborados con el residuo sin tratar (E1), el incremento es mayor, y los valores alcanzados resultan mayores que los registrados con el residuo tratado (E2). Se concluye, que estos hormigones tal como fueron formulados no son aptos para uso estructural, siendo necesario sistematizar la clasificación y el tratamiento de estos residuos en función de su formulación original, especialmente si tienen incorporados aditivos, aspecto que no se pudo contemplar en esta etapa del trabajo, por falta de información estadística. Estos aspectos han sido puestos a consideración de las empresas a los efectos de continuar con la investigación. Referencias [1] Bolla Gustavo L., López Patricia V., Facendini Susana, “Hormigón con Agregados Reciclados para Carreteras”. ISBN 978-987-25855-1-8. [2] Bolla Gustavo L., López Patricia V., Facendini Susana. “Concrete with recycled aggegates for roads”. Sharing the road. Cap.nº 3, pag. nº 77, pp 557. 16 th IRF World Meeting, Lisbon, 2010. [3] Thikness Desing for Concrete Haihway and Street Pavements. Portland Cement Association. Canadian Edition. 1984. [4] Bolla, López, Facendini “Estudio de la resistencia mecánica y la durabilidad en hormigones elaborados con agregados gruesos reciclados y arenas residuales”.2013. ISBN 978-987-21660-6-9. [5] Caliço Lopes de Brito, Jorge Manuel, Nabajyoti S. “Recycled Aggregate in Concrete”. Springer London Ltd. 2012. ISBN: 9781447145394. [6] Aguilar, Carlos; Muñoz, María Pía y Loyola, Oscar. “El Hormigón Reciclado”. Universidad de Santiago de Chile, Facultad de Ingeniería. Departamento de Obras Civiles. 2005. [7] Zega, V. L. Taus y A. A. Di Maio C. J. “Comportamiento físico-mecánico de hormigones reciclados elaborados con canto rodado”. Boletín Técnico IMME, Venezuela, Vol 44, Nº 3. Nov. 2006, pp 17-26. [8] Integrated Materials and Construccions Practices for Concrete Pavements. A State-of-the-Practice Manual. 2006. FHWA-HIF-07-004.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
9
AFECTACIÓN DE LAS PROPIEDADES FISICOQUÍMICAS DE LOS LIGANTES ASFÁLTICOS AFECTADOS A LOS PROCESOS DE FABRICACIÓN DE MEZCLAS
ASFÁLTICAS EN CALIENTE
Gisela Catriel, Oscar Rebollo, Cecilia Soengas, Gerardo Botasso
LEMaC, Centro de Investigaciones Viales, Universidad Tecnológica Nacional, Facultad Regional La Plata
Calle 60 y 124, La Plata, Buenos Aires, Argentina, Tel: 0221-4890413.
Resumen Los asfaltos experimentan cambios físicos y químicos durante su manipulación desde el traslado de la refinería hasta que se produce su colocación final en obra. Normalmente las condiciones de aceptación que se fijan en las especificaciones técnicas, exigen que el ligante asfáltico cumpla con un rango descripto en las mismas, por ejemplo, que se exija que cumpla con todos los valores de un asfalto CA - 30. El momento y lugar en que se toma la muestra de asfalto no siempre es explicitado como requerimiento, siendo normalmente muestreado en el camión cuando llega a la planta asfáltica. Sin embargo se generan cambios en su composición, sobre todo por la exposición a los prolongados procesos de calentamiento en la cisterna, o en el choque con los áridos en la unidad de mezclado o en la extendedora de la mezcla en la obra, generando procesos de oxidación y pérdida de volátiles. En cuanto a las variaciones composicionales, es cierto que la fracción sólida permanecerá constante, pero el medio en el cual se ven dispersas, puede variar en forma significativa. Por tal razón, por medio de análisis cromatográficos se valorarán los hidrocarburos polares aromáticos, los naftenos aromáticos y los saturados. Considerando la expresión del índice de inestabilidad coloidal, se pretende observar, en un caso específico de producción de mezcla asfáltica densa en caliente, la variación de este índice.
Materiales y métodos
Las propiedades del asfalto se pueden valorar de diferentes formas siendo las más representativas las valoraciones físicas, químicas y reológicas. Las elegidas en este caso son:
a) Físicas: Ensayo de Penetración: Medida de la consistencia del asfalto (Norma IRAM 6576). Ensayo de Punto de ablandamiento ó Anillo y Bola: Es la temperatura a la cual el
asfalto se vuelve lo suficientemente blando como para comenzar a fluir (Norma IRAM 6841).
b) Reológicas: Ensayo de Viscosidad: Se define a la Viscosidad Aparente como la relación entre el
esfuerzo aplicado y la velocidad de cizallamiento de un líquido newtoniano ó no newtoniano (Norma IRAM 6837).
c) Químicas: Ensayo de Índice de inestabilidad coloidal: Este ensayo permite separar el asfalto en
cuatro fracciones, para luego analizar la composición de cada una de ellas (Norma ASTM D 4124).
La estructura coloidal está relacionada con las propiedades reológicas del asfalto. Así aparecen asfaltos con comportamiento newtoniano, como los tipos sol y los viscoelásticos como los tipos gel. Para poder determinar si un asfalto es tipo sol o tipo gel, se utiliza el Índice de Inestabilidad Coloidal (IC) el cual se puede obtener de acuerdo a la ecuación (1).
IC = Asfaltenos + Saturados (1) Naftenos Aromáticos + Polares Aromáticos
El Índice de Inestabilidad Coloidal, define que si el valor es menor o igual a 0,6, el asfalto analizado es de tipo sol, mientras que para un valor superior, los asfaltos clasifican como tipo gel. En el desarrollo del presente trabajo se tratará de relacionar el valor de este índice con las propiedades del asfalto. En las fotografías se pueden observar las etapas por la que pasa el asfalto antes de entrar en servicio. Las fases evaluadas son asfalto en camión, en tanque, en planta y en terminadora.

3° Reunión Materiales Tecnológicos en Argentina
10
Fotografías: Fases por la que pasa el cemento asfáltico hasta ser colocado en la obra.
Resultados
En las siguientes tablas se muestran los resultados de las determinaciones realizadas
Tabla 1. Ensayos Físicos Origen del Asfalto
Ensayos Norma de Ensayo
Asfalto Camión
Asfalto Tanque
Mezcla Planta
Mezcla Terminadora
Penetración a 25 °C, 100 g, 5 s (0,1mm) IRAM 6576 52 52 48 43
Punto de Ablandamiento (°C) IRAM 6841 54 55 56 31
Tabla 2. Ensayos Químicos Origen del Asfalto
Ensayos Norma de Ensayo
Asfalto Camión
Asfalto Tanque
Mezcla Planta
Mezcla Terminadora
Saturados (%)
ASTM D4124
16,9 15,5 14,9 14,4
Nafténicos Aromáticos (%) 45,5 45,6 40,8 38,7
Polar Aromático (%) 29,1 29,5 33,0 33,0
Asfaltenos (%) 8,5 9,4 11,3 13,9
Tabla 3. Composición de IC Origen del Asfalto
Ensayos Asfalto Camión
Asfalto Tanque
Mezcla Planta
Mezcla Terminadora
Índice de Inestabilidad Coloidal 0,34 0,33 0,36 0,39
Tabla 4. Ensayos Reológicos Origen del Asfalto
Ensayos Norma de Ensayo
Aguja rpm Asfalto Camión
Asfalto Tanque
Mezcla Planta
Mezcla Terminadora
Viscosidad a 60 °C
IRAM 6837 S27
0,1; 0,2; 0,3; 0,4
3200 (dPa*s)
3292 (dPa*s)
5200 (dPa*s)
6120 (dPa*s)
Viscosidad a 135 °C 60; 70; 90; 100
571 (mPa*s)
597 (mPa*s)
725 (mPa*s)
985 (mPa*s)
Conclusiones Las técnicas constructivas consideradas en el presente trabajo como representativas de las habituales en las prácticas constructivas de la provincia de Buenos Aires, República Argentina, producen modificaciones en las propiedades físicas, reológicas y de composición del asfalto utilizado, en entornos de aceptación considerados como óptimos. Se puede decir que mientras exista un control que acote los tiempos de exposición del asfalto a las temperaturas requeridas en el proceso constructivo, con la tecnología representativa de lo disponible en la región, las variaciones registradas en las variables evaluadas permiten seguir clasificando al ligante como tipo sol. De esta forma el asfalto está en un entorno de calidad aceptable al momento de entrar en servicio en la calzada. Sin embargo conviene señalar que los valores obtenidos en todas las tablas en la columna Mezcla Terminadora, resultan ser los valores iniciales de servicio del asfalto. Como se ve, difieren de aquellos controles de aceptación que habitualmente se realizan para calificar al asfalto según la columna 1, Asfalto Camión. Las determinaciones realizadas se consideran complementarias y necesarias para evaluar la recepción del asfalto, las condiciones de operatividad, de fabricación y compactación, y para recepción de la obra.
Bibliografía Bolzán P., Balige M. (1990). Sistema de Clasificación de Asfaltos Modificados Basados en sus Propiedades Fundamentales. Reunión Técnica de la Comisión Permanente del Asfalto. Botasso H. (2007). Inclusión de Caucho Reciclado en Mezclas Asfálticas. Tesis de Maestría en Ingeniería Ambiental.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
11
Procedimiento de moldeo para suelos granulares complementario a la Norma AASTHO T – 307 para el ensayo de Módulo Resiliente de suelos viales
Luciano G. Brizuela, J. Julián Rivera
LEMaC, Centro de Investigaciones Viales, Universidad Tecnológica Nacional,
Facultad Regional La Plata. Av. 60 y calle 124 (1900), La Plata, Buenos Aires, Argentina. Tel/Fax: 054-0221-4890413
[email protected] – www.frlp.utn.edu.ar/lemac
Introducción La caracterización de los materiales componentes del pavimento es un requisito fundamental en el diseño de los mismos. En los últimos años se han desarrollado equipos y métodos con el objetivo de lograr un acercamiento en laboratorio al comportamiento en campo de estos materiales. Esto marca una tendencia hacia metodologías que permitan evaluar las características de manera dinámica, considerando el desempeño del pavimento y no sólo las características inherentes de cada material. El ensayo de módulo resiliente, aplicable a suelos de subrasante y en bases/sub-bases no tratadas, busca reproducir las condiciones de campo mediante la aplicación de cargas dinámicas que simulan el tránsito y de una presión de confinamiento que representa el entorno dado por el paquete estructural. El valor obtenido constituye la razón entre la tensión cíclica axial aplicada y la deformación específica recuperable, denominado Módulo Resiliente (Mr). La obtención del Mr resulta fundamental al momento de utilizar los modernos métodos de cálculo mecanicistas de pavimentos, ya que es uno de los principales factores que rigen el análisis. Actualmente la Norma AASHTO T307-99 (2003) regula el método de ensayo, salvo en lo que respecta al moldeo de los especímenes sobre materiales considerables como granulares (Tipo 1 según la Norma), en donde sólo se dan unos lineamientos, no siendo así para los materiales finos, en donde las precisiones son mayores. Este aspecto hace que en la práctica se pueda registrar para estos materiales una heterogeneidad de resultados, de acuerdo a diversas opciones que se sigan adelante para cumplir con estos lineamientos. Consciente de esta falencia, desde el LEMaC, Centro de Investigaciones Viales de la Universidad Tecnológica Nacional de Argentina, se plantea un equipamiento y un método de moldeo, en un principio internos del sistema de calidad del LEMaC, para que puedan ser aplicados luego por otros grupos a nivel regional y/o incorporarlos en una ampliatoria a la normativa. Materiales y métodos Conceptos Básicos El concepto de módulo resiliente se basa en que, bajo distintos estados de tensiones, es decir
combinaciones de tensor desviador (d) y presión de confinamiento (3), el suelo alcanzará una deformación total con una componente elástica, o resiliente, y otra plástica, teniendo en cuenta el comportamiento no lineal del material. Esto permite establecer la presunción de que, siempre que el tensor desviador no supere la tensión de corte, luego de un gran número de repeticiones la única componente de la deformación es elástica (Figura 1).
DEFORMACIÓN ESPECÍFICA [%]
TEN
SO
R D
ESVIA
DO
R [
MPa]
Mr
a r
Figura 1. Definición de Módulo Resiliente
El valor del módulo representa esa relación entre tensiones y deformaciones de los materiales constituyentes del pavimento, simulando condiciones dentro un paquete estructural, y se calcula, según la Ecuación 1, como el cociente entre la tensión cíclica y la deformación cíclica específica, siendo la primera igual al 90 % de la tensión máxima aplicada en forma dinámica y la deformación resiliente la respuesta recuperable del material frente a las cargas.

3° Reunión Materiales Tecnológicos en Argentina
12
r
dr
ε
σM (1)
Para poder establecer el módulo obtenible ante distintos d y 3 que se podrían registrar en el suelo en estudio, el ensayo de módulo resiliente define distintas combinaciones de estos valores, 15 específicamente. Los resultados de este ensayo permiten la conformación de una superficie que los contenga, cuya función se conoce como la ecuación constitutiva del suelo. Actualmente los métodos de diseño de pavimentos mecanicistas o empírico-mecanicistas solicitan el ingreso de los parámetros de estas ecuaciones constitutivas en la definición de las características de los materiales. Compactación según la normativa Según la Norma el material puede clasificar como: Material Tipo 1: incluye muestras de sub-base, base y subrasante (sin tratar) que tengan menos del 70 % pasante del tamiz Nº 10, menos del 20 % pasante del tamiz Nº 200 y un Índice de Plasticidad de 10 o inferior. Material Tipo 2: incluye muestras de sub-base, base y subrasante (sin tratar)
que no cumplan con los requisitos mencionados para el
material Tipo 1. Por su parte, la Norma sólo estipula que la compactación de los suelos Tipo 1 sea en seis capas con fuerzas vibratorias generadas por un martillo de impacto sin acción de amasado. Según la recopilación de antecedentes, se ha podido constatar que en la práctica los diversos grupos de referencia que efectúan este ensayo han desarrollado varios métodos de compactación que difieren de una manera u otra con lo establecido en la Norma, como ser compactación mediante un varillado de 25 golpes antes de la compactación con martillo vibratorio en solamente tres capas, o tipo Proctor en capas de 5 a 7 cm determinando la altura de caída y el peso del pisón para establecer la energía de compactación y evaluar la más adecuada. Resultados y discusión En base a la normativa citada para los suelos Tipo 1, se procedió con una serie de suelos a efectuar moldeos implicando diversos procedimientos diseñados. De los mismos se seleccionó aquel que demostró mayores ventajas y aptitudes para la amplia gama analizada. Se vuelca en las conclusiones el procedimiento resultante. Conclusiones Procedimiento de compactación de suelos Tipo 1 empleado en el LEMaC La metodología empleada posee las siguientes características: Humectación de la muestra de suelo a ser compactada hasta la Humedad de campo en estudio o hasta la Humedad Óptima obtenida por el Ensayo Proctor correspondiente ante la carencia de la primera o en caso de materiales de aporte.
Armado del molde partido de hierro de fundición de diámetro de 152 mm y longitud de 304 mm sobre su base. Colocación lamina de acetato para generar una interfaz molde suelo.
Compactación de la probeta mediante el empleo de un martillo vibratorio, sobre una placa adaptada a las dimensiones del molde hasta la Densidad Seca en campo o la Densidad Seca Máxima determinada con el Ensayo Proctor, según corresponda.
Dicho moldeo se realiza en seis capas de igual espesor aplicando el principio de subcompactación [2] con el objetivo de lograr una densidad uniforme. Este principio establece que, considerando que las capas iniciales recibirán mayor compactación al compactarse las capas finales, a la primera capa se la deberá compactar al 95 % de la densidad buscada, ya que a medida que se realicen las siguientes capas se alcanzará el 100 %. Esto se aplica a las capas sucesivas, las cuales serán compactadas a un 96 %, 97 %, 98 %, 99 % y 100 % de la densidad buscada.
Desmolde por apertura del molde. Esto es una diferencia respecto los suelos Tipo 2 en donde el desmolde se realiza deslizando la probeta por el interior del molde mediante un gato hidráulico, o algún sistema análogo, dado por las complicaciones en tal sentido que acarrean las dimensiones de las probetas en cuestión.
Colocación de la membrana de látex, habiendo sido enrollada en su extremo superior, haciéndola desenrollar a medida que se cubre la probeta.
Referencias AASHTO T 307-99, “Determining the resilient modulus of soils and aggregate materials”; (2003). Guide for Mechanicist-Empirical Design of new and rehabilitated pavement structures, NCHRP, Chapter 2- Material Characterization, 2004.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
13
BLOQUES PARA MAMPOSTERÍA PRODUCIDOS CON RESIDUOS DE DESMOTE DE ALGODÓN
Piccioni J., Muñoz H. J., Ferreyra J., Defagot C. A., Carrasco M. F.
Centro de Investigación y Desarrollo para la Construcción y la Vivienda (CECOVI)
UTN – Facultad Regional Santa Fe, Lavaisse 610, S3004EWB, Santa Fe, Argentina.
[email protected] Introducción El empleo de cosecha mecánica se ha incrementado durante la última década debido a que agiliza estos procesos y mejora la rentabilidad. No obstante, estos métodos incrementan significativamente la cantidad de residuos que se incorporan al algodón en bruto, generando en las últimas cosechas aproximadamente 300.000 toneladas de desperdicios orgánicos sin destino previsto. Simultáneamente, el censo poblacional de 2010 indica un déficit de 200 mil viviendas en la provincia [1]. En los departamentos Gral. Obligado, Vera y 9 de Julio entre el 40 y 60 % de los hogares están constituidos por casas precarias, casillas, ranchos [2], donde el empleo de cerramientos exteriores de viviendas (muros y techos) deficientes en cuanto a su aislación térmica, redundan en falta de confort y consumo excesivo de energía, y en épocas invernales puede conducir a condensación superficial e intersticial, generando humedecimiento de la envolvente, propiciando el crecimiento de hongos y el desarrollo de afecciones crónicas (alérgicas y respiratorias). La posibilidad de desarrollar elementos constructivos innovadores, tales como bloques, mediante la utilización de residuos de desmote del algodón, permitiría atacar, simultáneamente, la problemática ambiental de este sector agroindustrial y la necesidad de responder con nuevas tecnologías de reducido costo y rápida ejecución al déficit habitacional existente en la región, donde se verifica además una reducida oferta laboral. No obstante, al trabajar con materiales no convencionales es necesario analizar la estabilidad y resistencia de las estructuras en las cuales se los emplea. En el presente trabajo se analiza la resistencia a compresión de los bloques mediante la aplicación de normativa nacional para mampuestos tradicionales [3] y se discute su aplicabilidad. Asimismo, se estudian las propiedades físicas y tecnológicas de estos elementos.
Materiales y métodos Se elaboraron aglomerados de cascarilla de desmote de algodón (CA), agua (W) y cemento portland normal (IRAM 50000), con categoría resistente CP40 (C). Adicionalmente, se empleó cloruro de calcio de calidad industrial como aditivo acelerante de los procesos de hidratación (CaCl2 . 2H2O). La CA se utilizó en 3 condiciones diferentes: en estado natural (NT), tratada por 72 hs en inmersión en una solución de 6,6 ‰ Ca(OH)2 en agua y con una relación solución/CA de 40 (T) y tratada por 72 hs en inmersión en una solución de 6,6 ‰ Ca(OH)2 en agua y con una relación solución/CA de 20 (X). En trabajos previos en los cuales se realizaron análisis por medio de un diseño de experimentos central compuesto centrado [4-5], se determinó que la variable más influyente sobre la resistencia mecánica de los aglomerados es la presión de moldeo. Se evalúa la posibilidad de obtención de bloques para mampostería no portante en función de la presión de moldeo, variables entre 0,15 y 0,9 MPa. En todas las dosificaciones se utilizó una razón W/CA de 1,3 g/g, una razón C/W de 1,3 g/g, una razón CaCl2 . 2H2O/C de 0,01 g/g. Las propiedades evaluadas fueron densidad en estabilización (IRAM 9705) y la resistencia a compresión. Debido a que no existe normativa específica para estos materiales no convencionales, que tienen menor rigidez que los bloques cerámicos o de hormigón, se adoptó la metodología de ensayo de la norma IRAM 11561-2, adoptando como carga de rotura la correspondiente a una reducción del 10 % de la altura original. Se determina mediante ensayos de densidad aparente de CA y de densidad de las partículas que la constituyen (IRAM 9544) el volumen de vacíos libre para presiones de moldeo variables. Asimismo, se estima el consumo de agua correspondiente a cada alternativa de moldeo.
Resultados y discusión En la figura 1 se observa que a medida que la presión de moldeo se incrementa, la resistencia a compresión de los bloques también crece. Independientemente del nivel de presión de moldeo, la resistencia a compresión resulta superior para el residuo tratado (T o X) en comparación con el residuo en estado natural (NT). Cuando se utiliza el residuo tratado (T o X) y presión de moldeo de 0,40 MPa, se alcanza el nivel resistente exigido para mampostería no portante de 2,5 MPa [3]. Este comportamiento puede atribuirse a la mejora en la hidratación del cemento debida a la reducción de

3° Reunión Materiales Tecnológicos en Argentina
14
productos orgánicos que inhiben este proceso y al fortalecimiento de la zona de interfase entre la pasta de cemento y CA [7-8]. Este comportamiento ha sido verificado mediante microscopía óptica [5]. Para el residuo sin tratar (NT), se evaluó la posibilidad de incrementar la presión de moldeo con el objetivo de alcanzar mayores niveles resistentes, no obstante, se verificó la imposibilidad de moldeo de estos bloques debido a la escasez de vacíos disponibles para alojar la pasta cementícea que aglomera el residuo (Tabla 1). Paralelamente, tomando en consideración el requerimiento de agua para el tratamiento y aglomeración del residuo se determinó que el consumo de agua para la elaboración de 1 m
3 de aglomerado, resultando de 0,28 a 0,44 m
3, de 4,6 a 7,25 m
3 y de 8,91 a 14,06
m3 para el residuo NT, X y T, respectivamente
Tabla 1. Dosajes estudiados
Dosaje Presión de
moldeo (MPa)
Contenido por bloque (g) Volumen (cm3) comp
(MPa) CA W C Bloque Vacíos CA Pasta Libre
I – NT 0,15 986,9 1283 1668 4573,4 3386,7 1860,2 1526,6 1,03
I – T 0,15 - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1,41
I – X 0,15 - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1,17
L – NT 0,24 1040,0 1352 1758 4401,8 3158,8 1960,3 1198,5 1,01
L – T 0,24 - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2,02
L – X 0,24 - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1,94
M – NT 0,32 1123,8 1461 1899 4290,3 2936,5 2118,1 818,4 1,31
M – T 0,32 - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2,44
M – X 0,32 - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2,20
N – T 0,40 1123,8 1461 1899 4088,7 2612,0 2118,1 493,9 1,55
N – T 0,40 - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2,65
N – X 0,40 - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2,56
Q – NT 0,53 1482,8 1927,6 2503,4 4970,0 2954,0 2793,8 160,2 - - - -
R – NT 0,65 1472,2 1913,8 2485,5 4938,1 2727,5 2773,8 -46,4 - - - -
S – NT 0,78 1443,3 1876,3 2436,8 4661,6 2406,1 2719,4 -313,3 - - - -
O – NT 0,90 1519,2 1975,0 2565 4463,8 2168,9 2862,5 -693,6 - - - -
Conclusiones A partir de los resultados obtenidos, hasta el presente estado de avance de la investigación, se puede concluir que: A) Es posible conformar bloques con propiedades físicas y tecnológicas adecuadas, a partir de la aglomeración de CA con cemento portland, mediante tecnologías sencillas. B) La presión de moldeo, y la mineralización de CA, resultan los parámetros de mayor influencia sobre la resistencia mecánica. No obstante, la mineralización implica un consumo muy significativo de agua que no es compatible con las realidades de la región. C) En función de estos resultados, se concluye que debe emplearse el residuo sin tratamiento, para lo cual se evaluará la estabilidad de la mampostería como sistema estructural.
Figura 1. Resistencia a compresión en función de la
presión de moldeo [5].
Referencias [1] Diario UNO. Publicado 26 de abril de 2006. [2] Censo Nacional de Población, Hogares y Vivienda 2010. Revisado Marzo 2013, de
http://www.santafe.gov.ar/index.php/web/content/download/157244/766776/file/Censo%20Nac%202010%2026%20dic.pdf.
[3] IRAM 11561-2: 1997 Bloques no portantes de hormigón. Requisitos. [4] D. C. Montgomery, G. C. Runger, “Probabilidad y Estadística aplicadas a la Ingeniería”; 1996, Mc
Graw Hill. [5] J. Piccioni et al, “Masonry blocks produced from cotton gin trash”, SAM CONAMET, Iguazú,
Agosto 2013. [6] A. M. Neville, J. J. Brooks, “Tecnología del concreto“; 1998, Trillas. [7] A. Peschard, A. Govin, P. Grosseau, B. Guilhot, R. Guyonnet; “Effect of polysaccharides on the
hydration of cement paste at early ages”, Cement Concrete Comp. 34 (2004): pp. 2153-2158.
3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
15
TRANSFERENCIA DEL ESFUERZO DE CORTE EN ELEMENTOS CONFORMADOS CON HORMIGONES DIFERENTES
Alejandro Carrere
1, 2; Jorge Sanero
1; Susana Facendini
1; Patricia López
1; Arturo M. Cassano
1; Diego
Carletti1; Luciano Filipuzzi
1
[1]
Departamento de Ingeniería Civil - Facultad Regional Paraná – Universidad Tecnológica Nacional Almafuerte 1033, Paraná, Entre Ríos
[2] Facultad de Ciencia y Tecnología – Universidad Autónoma de Entre Ríos
San Martín 1606, Crespo, Entre Ríos
Introducción Se presentan los estudios realizados durante 2013 en el marco del proyecto: Estudio de la capacidad de corte por fricción en interfaces de hormigones diferentes. UTN, Facultad Regional Paraná, homologado para el Programa de Incentivos, Código Ministerio: 25 K 019. Se ha estudiado la transferencia del esfuerzo de corte en las uniones o juntas que se establecen entre piezas en las que se han utilizado hormigones diferentes. Una errónea valoración de esta acción puede inducir la falla de miembros estructurales de hormigón armado. Por otra parte muchas veces el proyectista desconoce en qué zona de la estructura se conformarán, y no se realizan verificaciones posteriores. Se analizan los resultados de ensayos experimentales y se vinculan con las soluciones propuestas por reglamentos que tratan el tema.
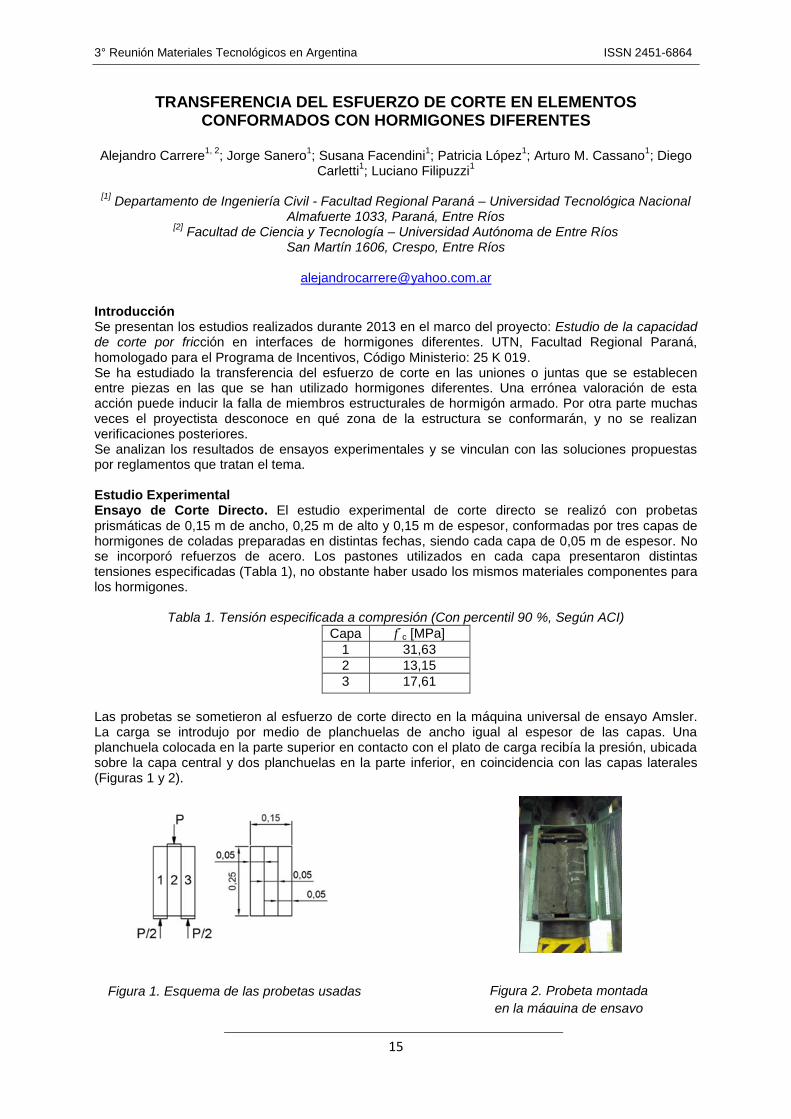
Estudio Experimental Ensayo de Corte Directo. El estudio experimental de corte directo se realizó con probetas prismáticas de 0,15 m de ancho, 0,25 m de alto y 0,15 m de espesor, conformadas por tres capas de hormigones de coladas preparadas en distintas fechas, siendo cada capa de 0,05 m de espesor. No se incorporó refuerzos de acero. Los pastones utilizados en cada capa presentaron distintas tensiones especificadas (Tabla 1), no obstante haber usado los mismos materiales componentes para los hormigones.
Tabla 1. Tensión especificada a compresión (Con percentil 90 %, Según ACI)
Capa f´c [MPa]
1 31,63
2 13,15
3 17,61
Las probetas se sometieron al esfuerzo de corte directo en la máquina universal de ensayo Amsler. La carga se introdujo por medio de planchuelas de ancho igual al espesor de las capas. Una planchuela colocada en la parte superior en contacto con el plato de carga recibía la presión, ubicada sobre la capa central y dos planchuelas en la parte inferior, en coincidencia con las capas laterales (Figuras 1 y 2).
Figura 1. Esquema de las probetas usadas Figura 2. Probeta montada
en la máquina de ensayo

3° Reunión Materiales Tecnológicos en Argentina
16
Se ensayaron 9 probetas y se obtuvo un valor medio de resistencia al corte de 0,43 MPa. El 67 % de las probetas ensayadas presentaron la rotura en la interfaz entre hormigones de la segunda y la tercera capa y las restantes fallaron en la interfaz entre hormigones de la primera y la segunda capa. De acuerdo CIRSOC 201/05 (11.3) la resistencia nominal al corte, sin el uso de acero, presentaría una magnitud de 0,60 MPa. Esfuerzo de corte en uniones de vigas y columnas. Se estudió el corte por fricción en uniones tipo viga - columna para configuraciones simples que permitieron el modelado experimental. Se constituyeron elementos tipo columna de sección cuadrada de 0,15 m de lado, unidos a elementos tipo viga de sección de 0,15 m de ancho y 0,20 m de altura (Figura 3). Ambos elementos se moldearon en distintas fechas y con distintos hormigones. Se dotó a ambas piezas de barras de acero. En el caso de la viga, esos refuerzos estuvieron constituidos por dos barras de diámetro 8 mm en posición superior, 2 barras diámetro 6 mm en posición inferior y estribos de diámetro 6 mm separados 5 cm (Figura 4).El conjunto se ensayó en la máquina universal Amsler interponiendo el puente para ensayos de flexión. La carga se introdujo desde el elemento tipo columna hasta alcanzar la rotura (Figura 5).
Se hicieron 7 pruebas, siendo el valor medio de la carga que produce la falla de la unión 14,18 kN. El CIRSOC 201/05 (11.7) predice una magnitud para dicha acción de 11,82 kN.
Conclusiones En los ensayos de corte directo, suponiendo constancia en la magnitud de tensiones tangenciales en la interfaz, se presenta una diferencia del 25 % en menos, respecto a la indicada por el reglamento, la que depende de la calidad del hormigón. Las resistencias obtenidas para las juntas viga – columna, muestran diferencias del 25 % en más comparando con la expresión del mismo reglamento y tomando el coeficiente de fricción correspondiente a uniones monolíticas. Un aporte interesante para deducir esas diferencias podría provenir de los resultados de modelaciones numéricas que validen o no las hipótesis adoptadas, y en esa línea se está trabajando. Referencias - Argentina, Ministerio de Planificación Federal, Inversión Pública y Servicios, Secretaría de Obras Públicas, Instituto Nacional de Tecnología Industrial (2005). “CIRSOC 201/05 Reglamento Argentino de Estructuras de Hormigón”. Buenos Aires. Autor. - Bass R.; Carrasquillo R.; Jirsa J. “Shear Transferacross new and existing concrete interfaces”. ACI Structural Journal; (1989). - Carrere, A. y otros “Corte por fricción en interfases de hormigones premoldeados y colados in situ. Su relación con la tensión especificada a la compresión”. JAIE; (2012). - Gohnert, M. “Proposed theory to determine the horizontal shear between composite precast and in situ concrete”. Cement & Concrete Composites; 22, 469 – 476. (2000).
Figura 3. Probetas en que se
conforma la unión viga - columna Figura 5. Probeta preparada
para el ensayo de carga
Figura 4. Vista de armaduras
de las probetas

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
17
PRIMEROS ESTADIOS EN EL MODELADO Y SIMULACIÓN DE UNA REACCIÓN ELECTROCATALÍTICA. APLICACIÓN EN LA
ELECTROREDUCCIÓN DE OXÍGENO
G. Cespedes2, M. Asteazaran
1,2, G. Cocha
2, A. Castro Luna
1,2
1 Instituto de Investigaciones Fisicoquímicas Teóricas y Aplicadas (INIFTA), Facultad de Ciencias Exactas, UNLP-CONICET, Diag. 113 y 64, s/n, 1900, La Plata, Argentina.
2 Centro de Investigación y Desarrollo en Ciencia y Tecnología de Materiales (CITEMA),
Facultad Regional La Plata, UTN, Av. 60 y 124, s/n, 1900, La Plata, Argentina.
Introducción En la sociedad actual, los modelos de desarrollo están basados en el consumo creciente de energía. Esta situación se ha podido mantener hasta la actualidad debido a la abundancia de combustibles fósiles. Sin embargo, es bien sabido, que estos combustibles fósiles son un recurso limitado. Para hacer frente a esta problemática creciente, se están desarrollando nuevas formas de producir energía. Las celdas de combustible son dispositivos que están siendo ampliamente investigados para la producción de energía eléctrica a partir de la energía química contenida en ciertos compuestos, como hidrógeno, metanol o etanol, entre otros. Estas celdas de combustible pueden proporcionar energía, ya sea la necesaria en el hogar, en transporte vehicular o en sistemas portátiles. La creciente popularidad de las celdas de combustible es debido a que presentan mayor eficiencia en la producción de energía, ya que teóricamente el 83 % de la energía química contenida en los compuestos se convierte en energía útil, frente al 40 % de eficiencia de una máquina térmica con el límite de Carnot, además emiten una cantidad despreciable de contaminantes al medio ambiente. En la practica la celda de combustible, que es un ensamble complejo electrodo/electrolito/electrodo con un valor dado de diferencia de potencial, voltaje a circuito abierto, desarrolla una serie de sobrepotenciales asociados a la transferencia de carga eléctrica, transferencia de masa y resistencia óhmica, que producen una importante disminución del voltaje cuando se drena carga de la celda. Para un buen desempeño de la celda son necesarios mejores materiales, diseños y optimización del proceso. Estos ítems pueden ser estudiados y analizados si se dispone de un modelo matemático que pueda predecir el comportamiento del proceso total. Los avances computacionales de los últimos tiempos, en conjunto con técnicas de modelización y la simulación de procesos complejos hacen posible predecir el comportamiento de la celda. La reacción de reducción de oxígeno (ORR) se puede caracterizar electroquímicamente mediante el uso de la técnica del disco rotante (RDE). Esta reacción tiene un control mixto (activación/transferencia de masa) en su cinética. Para actuar bajo condiciones de transferencia de masa controlada se recurre al empleo del disco rotante en estudios del mecanismo de la reacción de reducción de oxígeno y de la electrocatálisis de la reacción. Las curvas de polarización obtenidas a diferentes velocidades de rotación, permiten analizar el comportamiento electrocatalítico de diferentes materiales de electrodo para la ORR. En este trabajo se presenta un modelado de la ORR y se simulan las curvas de polarización obtenidas experimentalmente con PtCo en solución 0,5 M de H2SO4 saturada con O2. Materiales y métodos Para el desarrollo del modelo computacional, se planteó un mecanismo para la adsorción y posterior electroreducción de oxígeno, se trata de un modelo generalizado para la adsorción de O2 que contempla una etapa de transporte en la que el reactivo es transferido a la película adyacente al electrodo, el O2 alcanza la superficie vía adsorción y se procede a la transferencia electrónica. La adsorción de oxígeno queda considerada en la formulación de la ecuación cinética. Se usó la ecuación de Butler–Volmer para dar cuenta de la cinética electroquímica y las ecuaciones de Nernst-Planck fueron aplicadas para la transferencia de masa. Los modelos fueron analizados usando GNU Octave para su procesamiento y simulación. La puesta a punto del modelo matemático se logró mediante el estudio y comparación de los valores I/E simulados con los experimentales. Para la obtención de los datos experimentales se preparó un catalizador en el laboratorio usando el método de humidificación incipiente partiendo de Pt soportado sobre negro de carbón y CoCl2. Con
este catalizador se preparó una tinta mezclándolo con una solución de Nafion®. Se deposita una

3° Reunión Materiales Tecnológicos en Argentina
18
dada cantidad de tinta sobre un disco de material inerte obteniéndose un electrodo de película delgada con el que se obtuvieron los datos experimentales para la ORR. Resultados y discusión Se desarrolló una relación matemática que se ajusta al comportamiento observado experimentalmente en el laboratorio del ORR en el cátodo de una celda. Dicha relación teórica fue simulada computacionalmente. Se observa una adecuada coincidencia entre los datos experimentales y los que surgen de la simulación, Figura 1. Se ha postulado en el modelo que la etapa lenta de la velocidad es la transferencia del primer electrón en la reacción de electroreducción de O2.
Figura 1 - Correlación entre la curva de polarización experimental y la simulada para la ORR a ω = 2000 rpm en 0,5M de H2SO4 a temperatura ambiente.
Conclusión Se postuló un camino de reacción para la ORR en la que se incluyó una etapa de adsorción de O2 seguido de transferencia de un electrón, esta última se consideró la etapa determinante de la velocidad. Con las consideraciones anteriores ha sido posible establecer una relación entre la intensidad de corriente y el potencial para la ORR con la que se realizó la simulación de una curva de polarización con ayuda de GNU Octave. Se encontró una adecuada coincidencia entre los resultados experimentales y la simulación teórica. Referencias [1] Paulus U., Schmidt T. J., Gasteiger H., Behm R. J. (2001). Oxygen reduction on a high-surface
area Pt/Vulcan carbon catalyst: a thin-film rotating ring-disk electrode study. Journal of Electroanalytical Chemistry, 495, 134–145.
[2] Q. Dong, S. Santhanagopalan, and R. E. White (2007) Simulation of the Oxygen Reduction Reaction at an RDE in 0.5 M H2SO4 Including an Adsorption Mechanism Journal of The Electrochemical Society, 154 -9-A888-A899.
3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
19
COMPORTAMIENTO MECÁNICO DE RECUBRIMIENTOS DE CARBONO TIPO DLC SOBRE ACERO INOXIDABLE MARTENSÍTICO
S. P. Brühl, E. L. Dalibon
Grupo de Ingeniería de Superficies
Universidad Tecnológica Nacional – Facultad Regional Concepción del Uruguay Ing. Pereira 676 E3264BTD, Concepción del Uruguay, Entre Ríos.
Introducción Los aceros inoxidables martensíticos son utilizados en instrumentos de corte, quirúrgicos y cuchillería donde se requiere buen comportamiento al desgaste, durabilidad en los filos y resistencia a la corrosión. Los recubrimientos tipo DLC (Diamond Like Carbon) presentan bajo coeficiente de fricción, son resistentes al desgaste y son químicamente inertes. Su dureza varía entre 10 y 30 GPa dependiendo del contenido de hidrógeno y de la cantidad de uniones sp
3 [1,2]. Por estas propiedades,
estos recubrimientos pueden ser utilizados para aumentar la vida útil de los instrumentos de corte. Sin embargo, tienen problemas cuando son depositados sobre sustratos de acero dado que el carbono difunde fácilmente en el acero dificultando la nucleación y crecimiento de los recubrimientos, el hierro favorece la formación de grafito y además los coeficientes de expansión térmica de estos recubrimientos y de los aceros no son compatibles lo cual causa altas tensiones residuales y mala adhesión [3]. La nitruración asistida por plasma permite endurecer el acero y puede servir como pretratamiento para mejorar la adhesión y el comportamiento tribológico del sistema [4,5]. En este trabajo se estudian dos tipos de recubrimientos DLC, uno hard y otro soft de a:C-H-Si depositados sobre el acero inoxidable martensítico, sólo templado revenido y nitrurado. Objetivos El objetivo de este trabajo es evaluar y comparar el comportamiento mecánico de dos recubrimientos diferentes de carbono amorfo hidrogenado tipo DLC y comprobar el efecto del nitrurado previo en la adhesión y la resistencia al degaste. Materiales y métodos El material utilizado en este estudio fue el acero inoxidable martensítico AISI 420 cuya composición química es 0,38 % C, 13 % Cr, 0,44 % Mn, 0,42 % Si, 0,07 % Mo, 0,02 % P y Fe como balance. Las muestras utilizadas se cortaron de una chapa de 2 mm de espesor en discos de 20 mm de diámetro. Los recubrimientos de carbono amorfo fueron depositados por CVD asistido por plasma utilizando en el caso de los DLC hard, metano e hidrógeno como gases precursores con una intercapa de silicio y para los tipo soft metano, hidrógeno, hexametildisilazano y tetrametilsilano. Además la temperatura de tratamiento fue diferente: 150 ºC para los primeros y de 400 ºC para los últimos. Estos recubrimientos fueron depositados sobre el acero sólo templado y revenido y sobre el acero nitrurado. La nitruración iónica se llevó a cabo a 400 ºC, en una mezcla de 20 % N2 – 80 % H2 durante 10 horas. Se observó la microestructura de los recubrimientos y de las zonas modificadas con MO, SEM, SEM-FIB, se analizó con espectroscopia Raman y difracción de rayos X. Se midió la dureza superficial y el módulo elástico de los recubrimientos con nanoindentación. Se evaluó el comportamiento tribológico mediante ensayos de pin on disk con 5 N de carga, contraparte de alúmina y una distancia de 500 m. También se realizaron ensayos de deslizamiento recíproco con 12 N de carga, contraparte de carburo de tungsteno durante 90 minutos. Resultados y discusión El espesor de los recubrimientos fue diferente, en los DLC hard fue de 2,5 micrones y en los DLC soft de 15-20 micrones aproximadamente, ambos con una interfase regular con el sustrato. La dureza de los recubrimientos alcanzó 20 GPa para los DLC (H) y 12 GPa para los DLC (S), y los módulos elásticos fueron de 250 GPa y 63 GPa respectivamente. Esto se corresponde con la información obtenida por espectroscopía Raman donde pudo estimarse que el contenido de hidrógeno en los DLC (H) es de alrededor del 20 % y en los DLC(S) mayor al 40 %. Además la proporción de uniones sp
3 resultó mayor en los hard que en los soft.

3° Reunión Materiales Tecnológicos en Argentina
20
En los ensayos de pin on disk, el coeficiente de fricción resultó menor en el recubrimiento DLC (H) donde los valores estables fueron de 0,08, que en el recubrimiento DLC (S) donde fue de 0,1. En ambos casos, el coeficiente de fricción se redujo una orden de magnitud aproximadamente con respecto al acero nitrurado y sólo templado y revenido donde fue de 0,7 y 0,8 respectivamente. En estos ensayos no se pudo cuantificar el desgaste debido a que la huella fue indetectable. Con respecto a los ensayos de deslizamiento recíproco como puede observarse en los perfiles los recubrimientos presentaron diferente comportamiento al desgaste. En los recubrimientos soft, se observan crestas a los costados de la huella que indican que hubo deformación, en cambio, en los DLC(H) es posible que se haya producido solo transferencia de material a la contraparte y deformación de la misma debido a la alta dureza del recubrimiento (Figura 1).
0,4 0,6 0,8 1,0
-8
-6
-4
-2
0
2
4
Pro
f. (
mic
ron
es)
Posicion (mm)
N+DLC (S)
DLC (S)
Patron
N+DLC (H)
DLC (H)
N
Figura 1. Perfiles de los ensayos de deslizamiento Figura 2. Foto SEM de la huella de desgaste
En relación al tratamiento previo de nitruración, la capa nitrurada tuvo influencia sólo en los recubrimientos tipo hard debido a que a como el recubrimiento es fino la capa nitrurada tiene influencia en el comportamiento mecánico del sistema debido a que el recubrimiento se quiebra en pequeñas regiones como puede observarse en la figura 2, cuando no tiene el soporte de la capa nitrurada. Con respecto a la adhesión en ambos tipos de recubrimientos, la capa nitrurada previa mejoró la adhesión. Conclusiones La nitruración iónica mejora la adhesión pero sólo mejora el comportamiento mecánico en los recubrimientos duros y finos, los DLC hard. Los DLC soft tienen la ventaja de ser más blandos y tener una gran capacidad de absorción de energía, por lo tanto no tiene tanta influencia la dureza del sustrato. Para aplicaciones donde se requiere alta dureza, como por ejemplo la conservación de un flanco de corte, se recomienda el DLC (H), aunque para aplicaciones sobre sustratos blandos y situaciones de erosión o abrasión, por ejemplo, se recomienda el DLC (S). Las características diferentes entre hard y soft, se deben a la estructura del recubrimiento, concretamente la presencia de hidrógeno y el tipo de uniones de C-C predominantes. Con el mismo equipamiento, sólo cambiando gases precursores, temperatura y tiempo de proceso, se puede definir la estructura y lograr ambos tipos de recubrimientos. Referencias [1] A.Grill, Diamond Relat. Mater. 8 (1999) 428-434. [2] J. Robertson, Mat. Sci. Eng. R. 137 (2002) 129-281. [3] C.F.M. Borges, E. Pfender, J. Heberlein, Diamond Relat. Mater. 10 (2001) 1983-1990. [4] R. Snyders, E. Bousser, Ph. Amireault, J.E. Klemberg-Sapieha, E. Park, K. Taylor, K. Casey, L.
Martinu, Plasma Process. Polym. 4 (2007) S640-S646. [5] M. Azzi, P. Amirault, M. Paquette, J.E. Klemberg-Sapieha, L. Martinu, Surf. Coat. Technol. 204
(2010) 3986-3994. Agradecimientos Al apoyo económico de la SeCyT de la UTN y de la Fac. Reg. Concepción del Uruguay. También a la colaboración de todos los becarios alumnos del Grupo GIS. A nuestros colegas Dr. Daniel Heim de la Univ. de Cs. Aplicadas de la Alta Austria, y a Prof. Vladimir Trava-Airoldi, del INPE, Brasil, por los recubrimientos DLC.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
21
OPTIMIZACIÓN DEL PROCESO DE GALVANIZADO ELECTROLÍTICO CONVENCIONAL MEDIANTE AJUSTE DE VARIABLES
M. N. Delpupo
(a), M. N. Inés
(a), G. Candia
(a), G. A. Mansilla
(a)
(a)
Grupo Metalurgia Física - Departamento de Metalurgia - Deytema. Universidad Tecnológica Nacional - Facultad Regional San Nicolás - Colón 332 - 2900 San Nicolás - Buenos Aires - Argentina.
Introducción El objetivo del trabajo, desarrollado en el marco de una práctica profesional supervisada, es optimizar las variables principales intervinientes en el proceso de galvanizado electrolítico (decapado y electrocincado) en alambres de acero de bajo Carbono con vistas a relacionar con el posible ingreso de hidrógeno en cada una de esas etapas. Réquiz et al. [1] vinculan, para un acero API 5L-X52, el aumento de la rugosidad superficial como consecuencia del decapado del acero, con una menor difusión de hidrógeno hacia el interior del metal. Por otra parte, estos mismos autores [2] informan que en muestras electrocincadas y galvanizadas por inmersión, el recubrimiento obtenido actúa como barrera para el ingreso y daño por hidrógeno en el metal base, disminuyendo la velocidad y el efecto perjudicial de la corrosión. Materiales y métodos Se cortaron muestras de 10 mm de largo de alambres de Acero SAE 1005 de diámetro 2,64 mm, de estructura constituida por granos de ferrita y perlita con marcada deformación en el sentido de trefilación. Las inclusiones predominantes presentan aspecto de silicoaluminatos complejos. En una primera instancia, se realiza el decapado con el fin de evaluar la rugosidad y las variables más influyentes. Acorde con las indicaciones de las referencias [3 y 4], las muestras se desengrasan en una solución de HCl (10 % P/V) a temperatura ambiente durante 2 minutos. Luego del lavado y secado se decapan en H2SO4 (37 % P/V) a temperatura ambiente durante 3 minutos y en algunos casos a 38 ºC. Para algunas muestras el procedimiento se realiza sin corriente y en otras con corriente (0,01 A y 0,09 A). El procedimiento se lleva a cabo sobre una plancha calefactora con agitador magnético y control de la temperatura de la solución. Posteriormente, se realiza el proceso de electrocincado con electrolito ZnSO4 (37,4 % P/V) y (NH4)2SO4 (1,1 % P/V), la muestra es el ánodo y el cátodo de Zn (pureza 99,99 %). Todo se posiciona además sobre una plancha calefactora con agitación magnética. Los parámetros empleados durante el galvanizado: 1A – 25 °C para 157s y 530s. Se desarrollan técnicas metalográficas mediante microscopía óptica, para las mediciones de rugosidad y espesores del recubrimiento. Resultados y discusión Se desarrolló una metodología, para determinar el perfil de rugosidad mediante la medición de segmentos trazados sobre el perímetro del alambre siguiendo las irregularidades originadas por el decapado ante la imposibilidad de emplear los palpadores convencionales del rugosímetro. Para ello, se empleó un analizador de imágenes LECO IA 32 anexado a un microscopio Olimpus GX51. Se tomó como referencia una muestra de alambre
comercial sin galvanizar ( m 2640 ). Se
interpreta en este contexto, el aumento del perímetro como una medida de la rugosidad. Se muestra en Figura 1, la diferencia de perímetros, bajo las diferentes condiciones experimentales, luego del decapado. Evidentemente, durante el proceso se consigue aumentar el perímetro de la pieza y en consecuencia así alcanzar mayor superficie de contacto para el galvanizado. Cuando la temperatura del baño aumenta, considerando corriente constante, la rugosidad se incrementa con el tiempo de decapado. Al aumentar la temperatura se consigue una superficie bastante irregular y rugosa. Considerando tiempo y temperatura constantes, a mayor corriente empleada se consigue mayor rugosidad superficial en las muestras. Además, algunas presentan defectos superficiales con aspecto de grietas, pliegues, etc.
Figura 1 – Diferencia de perímetros medidos

3° Reunión Materiales Tecnológicos en Argentina
22
El electrocincado fue realizado sobre las muestras que presentaron rugosidades extremas, según se indica en Tabla 1.
Tabla 1- Identificación de las muestras electrocincadas En la Figura 2 (a), se observa claramente que sobre la muestra M4G1, el recubrimiento depositado es totalmente heterogéneo con presencia de picos y valles con elevada cantidad de Zn. Para la misma condición de decapado y electrocincada durante 157 s la muestra M4G2, Figura 2 (b), presenta menor irregularidad en su recubrimiento. Como se aprecia en Figura 2, la presencia de depósitos aglutinados salientes indicaría la presencia de ampollas/burbujas de H gaseoso que se adhirió a la superficie del alambre, obligando al Zn a depositarse sobre los espacios libres entre las burbujas. Evidentemente, el decapado es una fuente de hidrógeno que se libera y es absorbido por el acero provocando fragilización, de acuerdo con Woodtli y col. [5]. Este fenómeno es debido a que el exceso de hidrógeno disuelto se dispersa en inclusiones, poros o microfisuras y, a causa de alta presión o fuerzas externas, formando ampollas o grietas. La muestra M10G, decapada a 38 ºC y electrocincada 157 s, presenta recubrimiento claramente más uniforme y regular, Figura 2 (c). Puede comprobarse que para iguales variables de electrocincado pero decapando previamente a 38 °C, se obtuvo un recubrimiento más uniforme pero con menor agarre que las que fueron decapadas a temperatura ambiente.
(a) (b) (c )
Figura 2 - Aspecto superficial de las muestras electrogalvanizadas.
Los espesores de los recubrimientos depositados sobre cada una de las muestras fueron medidos en sentido transversal y longitudinal al eje del alambre mediante la reglilla calibrada que posee la lente ocular de un microscopio AxiotechZeiss. Se pudo comprobar que las muestras electrocincadas durante 530 s presentan elevada dispersión de resultados (espesor no homogéneo) pero buen agarre del recubrimiento al alambre base mientras que la galvanizada durante 157 s y decapada a temperatura (M10G) poseen espesor homogéneo, similar a la comercial, pero con desprendimiento del recubrimiento. Conclusiones Las variables temperatura y corriente de decapado fueron las de mayor incidencia sobre la rugosidad, que influye directamente sobre la adherencia del recubrimiento. El aumento de la intensidad de corriente de 0,01 A a 0,9 A durante el decapado condujo a una mayor rugosidad superficial. En cuanto al proceso de electrocincado, aumentando el tiempo, se obtuvieron recubrimientos de mayor espesor. Los mejores recubrimientos se obtuvieron en muestras decapadas a 38 °C a 0,01 A durante 1 min. Referencias [1] Réquiz R., Vera N., Camero S. “Influencia del acabado superficial en la permeación de hidrógeno
del acero API - 5L-X52”. Rev. Metal. Madrid 40 (2004) 30-38. [2] Réquiz R., Rojas M. A., Rosales A. “Daño por Hidrógeno en aceros galvanizados”. Revista
Latinoamericana de Metalurgia y Materiales, Department of Materials Science and Engineering, Lehigh University, Bethlehem, PA, 18015-3195, USA 28 (2008) 51-59.
[3] NORMA UNE-EN 12329:2001 Protección contra la corrosión de los metales. Recubrimientos electrolíticos de cinc sobre hierro o acero.
[4] NORMA ISO 2081 - Metalliccoatings. Electroplating coatings of zinc on iron or steel. [5] Woodtli J., Kieselbach R. “Damage due to hydrogen embrittlement and stress corrosion
cracking”. Engineering Failure Analysis 7 (2000) 427-450.
Muestras M4G1 M4G2 M10G
Parámetros
Decapado 20 °C - 0,082 A Electrocincado 25 °C – 530 s
Decapado 20 °C - 0,082 A Electrocincado 25 °C – 157 s
Decapado 38 °C - 0,01 A Electrocincado 25 °C – 157 s

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
23
INVESTIGACIONES PREVIAS SOBRE MATERIALES GEOSINTÉTICOS ESTABLECEN UNA SOLUCIÓN DE APLICACIÓN EN OBRA VIAL
E. Fensel, L. Delbono, L. Ricci
Universidad Tecnológica Nacional - Facultad Regional La Plata.
LEMaC: Centro de Investigaciones Viales, La Plata, Buenos Aires, Argentina. Av. 60 y 124 – 1900 – La Plata – Buenos Aires – Argentina.
[email protected] – http://www.frlp.utn.edu.ar/lemac/
Introducción El LEMaC: Centro de Investigaciones Viales de la Universidad Tecnológica Nacional, Facultad Regional La Plata; desde hace más de 15 años viene recorriendo el camino de la investigación referido a la incorporación de los productos Geosintéticos, y en especial aplicados a obras viales. Tomando como referencia investigaciones sobre valoraciones del accionar de los materiales Geosintéticos como retardadores de fisuras que se reflejan en recapeos asfálticos de pavimentos deteriorados y ante el requerimiento de dar una solución a una obra en particular de estas características, se recurrió a experiencias previas de investigación para determinar la mejor opción como solución a lo solicitado. Al plantearse un ensanche en una vía urbana de alto tránsito se propuso como solución interponer un producto capaz de absorber posibles movimientos diferenciales en esa junta constructiva, para ello se propuso la utilización de un material Geocompuesto de fabricación nacional. Para equiparar paquetes estructurales el proyecto del ensanche contempló la ejecución de una base de hormigón (como base comparativa a la base de adoquinado o granitullo existente), al pavimento asfáltico existente se le realizó un fresado para luego colocar un producto Geocompuesto capaz de retardar el reflejo de la junta constructiva en la nueva carpeta de rodamiento asfáltica colocada para homogeneizar niveles de superficies de calzada de acuerdo al detalle que expresa la Figura Nº 1. Se realizaron valoraciones en laboratorio previas a la ejecución de la obra para predecir el comportamiento del Geocompuesto como parte componente del paquete estructural del ensanche, se valoraron los aspectos que se consideran fundamentales para el adecuado comportamiento del sistema de capas del pavimento.
Materiales y métodos empleados Caracterización del Geocompuesto: Para esta etapa se valoraron las propiedades físicas y mecánicas, comparándolo con las Exigencias emanadas del Pliego de Bases y Condiciones de la obra. El Geocompuesto empleado está conformado por una membrana asfáltica modificada con polímero, la cual en su proceso de fabricación se adhiere a un Geotextil tejido de polipropileno. Para conocer el comportamiento del Geocompuesto como parte componente del paquete estructural del ensanche, se decidió valorar dos aspectos que son fundamentales para el adecuado comportamiento del sistema de capas del pavimento:
a) La adherencia en la interfase: Para el plano en donde se aplica el Geocompuesto se empleó el Ensayo de adherencia LCB (Laboratorio de Caminos de Barcelona) el cual evalúa el esfuerzo cortante que se desarrolla en la interfase de unión de las capas de pavimento, se somete a un esfuerzo de corte por flexión y permite valorar la tensión de adherencia que se genera en el plano de discontinuidad a testigos o probetas que respondan al paquete estructural diseñado.
b) La eficiencia en el retardo de las fisuras: En este caso, en donde existe un sustrato rígido de hormigón, la experiencia del LEMaC ha sido satisfactoria considerando la aplicación del modelo Ensayo de Flexión con cargas repetidas, mediante la adaptación del equipo de Módulo de Rigidez, el cual permite que distintas cargas sean aplicadas con distintas frecuencias de repetición.
Figura Nº 1: Conformación del Paquete Estructural.

3° Reunión Materiales Tecnológicos en Argentina
24
Se ha adaptado el instrumental de laboratorio para ejercer una carga linealmente distribuida sobre una viga simplemente apoyada. De esta manera el espécimen ensayado es sometido a flexión por cargas repetidas, generándose tracciones en su fibra inferior hallando valores comparativos se determina su eficiencia. Se confeccionaron series de probetas según el paquete estructural indicado con un ancho y largo de las probetas de 100 mm y 300 mm respectivamente.
Análisis de resultados Dentro de los ensayos efectuados, se destacan las curvas carga versus deformación de los ensayos de Adherencia LCB efectuados sobre testigos del pavimento calados “in situ”. A continuación se presentan en la Figura Nº 2 las curvas correspondientes para cada tipo de testigos, con y sin Geocompuesto incorporado.
Figura Nº 2: Determinaciones de LCB sobre testigos con y sin Geocompuesto. Dentro de cada uno de los grupos analizados se observa que las curvas presentan cierta dispersión, que es propia de la metodología de ensayo.
Conclusiones Del análisis comparativo para el ensayo de LCB, las probetas moldeadas en laboratorio han presentado un mejor comportamiento en comparación con los núcleos calados del pavimento. Esto puede deberse a la heterogeneidad de los riegos aplicados en obra en cuanto a su dotación y ciertos defectos constructivos detectados en el desarrollo de la obra. Se adaptaron satisfactoriamente equipos de solicitación dinámica para predecir el comportamiento de los materiales ante la fisuración refleja. Los resultados obtenidos demostraron que el Geocompuesto es un agente efectivo para el retardo de las fisuras. Además el mismo actúa como un puente de transición entre dos sustratos diferentes sobre los cuales se desea aplicar una carpeta asfáltica en caliente. La caracterización del material geocompuesto en laboratorio es de suma importancia, dado que se obtienen de esa manera parámetros confiables de sus propiedades. Referencias bibliográficas - Botasso G., Fensel E., Rivera J., Ricci L., Delbono L. Evaluación de Polyfil SRV (Geocompuesto) como Sistema de Membrana Antifisura SAMI en pavimentos rígidos. LEMaC Centro de Investigaciones Viales, La Plata, p. 1-99, abr. 2010. - Loria L., Navas A., Sebaaly Peter. Evaluación de métodos de diseño de sobrecapas asfálticas contra reflejo de grietas. XV CILA Congreso Ibero-Latinoamericano del Asfalto, Lisboa. 2009. - Martinez F., Angelone S. Desarrollo de un equipo de Test para valorar la resistencia a la reflexión de fisuras de mezclas asfálticas. XXXV Reunión del Asfalto, Rosario, 2008.
0
50
100
150
200
250
0,00 1,00 2,00 3,00 4,00 5,00
Car
ga [
Kg]
Deformación [mm]
Trabajo de especímenes con GeocompuestoCarga vs Deformación
T06
T07
T090
50
100
150
200
250
0,00 1,00 2,00 3,00 4,00 5,00
Car
ga [
Kg]
Deformación [mm]
Trabajo de especímenes sin GeocompuestoCarga vs Deformación
T01
T03
T04
T05
T12
T13
T14
T15
T16

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
25
PINTURAS DE UNA CAPA BASADAS EN EPOXI-ALCOXISILANOS PARA SUSTRATOS METÁLICOS
Guadalupe Canosa
1, Paula V. Alfieri
2, Carlos A. Giudice
1,2
1 UTN (Universidad Tecnológica Nacional), Calle 60 y 124, (1900) La Plata, Argentina.
2 CIDEPINT (Centro de Investigación y Desarrollo en Tecnología de Pinturas), Calle 52 e/121 y 122,
(1900) La Plata, Argentina.
[email protected] Introducción El objetivo de la presente investigación fue el diseño de pinturas híbridas de alto contenido de sólidos, recomendadas para la aplicación en una sola capa y destinadas a la protección de construcciones metálicas con necesidades de mínimo mantenimiento. Se estudiaron formulaciones basadas en una resina epoxi alifática, curada con un aminosilano y modificada químicamente con alcoxisilanos como material co-formador de película, dióxido de titanio como pigmento opaco, un polisilicato de estroncio y zinc como pigmento inhibidor y un silicato de calcio sintético/barita como extendedores. Materiales y métodos - Selección de la resina epoxi alifática. Las pinturas epoxídicas convencionales basadas en bisfenol A no presentan buena resistencia a la fracción UV cuando son expuestas por lapsos prolongados a la intemperie [1-8]. Por ello, para la presente investigacion se seleccionó una resina epoxi alifática líquida: éter diglicídico del 1,4-butanodiol (WPE 171). - Selección de un aminosilano y de alcoxisilanos. Se empleó el aminopropil metildietoxisilano como agente de curado de la resina epoxi; a partir de su peso equivalente y el WPE, se calculó la cantidad estequiométrica de aminosilano a incorporar. Los alcoxisilanos como co-ligante fueron: dimetildietoxisilano; metiltrietoxisilano y tetraetoxisilano [9-10]. Los ligantes se formularon con las relaciones en volumen resina epoxi alifática/alcóxido: 30/70, 40/60, 50/50, 60/40 y 70/30. Se empleó como referencia una pintura basada en una resina epoxi convencional (WPE, 500) reticulada con dietilentriamina, empleando la misma pigmentación y PVC que en las pinturas híbridas. - Diseño de la pigmentación. Se incluyó dióxido de titanio rutilo como pigmento opaco; polisilicato de estroncio y zinc comercial de fácil dispersión como pigmento inhibidor y silicato de calcio sintético de alta absorción de aceite/barita como extendedores, en relación 3,0/3,0/1,0/1,5 p/p. - Formulación y manufactura de las pinturas híbridas. Los sistemas epoxi alifáticos-siloxanos no requieren teóricamente solventes en la formulación ya que ambos materiales son líquidos. Sin embargo, para sistemas pigmentados esto no resulta posible desde un punto de vista práctico; las pinturas diseñadas incluyeron 90% en volumen de sólidos (como solvente se empleó acetato de butilo). Los valores de la CPVC obtenidos en ensayos preliminares de corrosión y de resistencia a la formación de ampollas oscilaron entre 32 y 35 %. La PVC seleccionada fue 32,0 %. Las formulaciones se prepararon en dos envases libres de humedad; uno de ellos con la base pigmentada y el segundo con el aminosilano. En forma previa a la aplicación se mezclaron los componentes de ambos envases. Ensayos de laboratorio Se determinó la permeabilidad al vapor de agua Sd (DIN 52615), la resitencia a la corrosión (2500 horas, cámara de niebla salina, ASTM D117; grado de corrosión, ASTM D610) y el grado de ampollamiento (2500 hs, cámara de humedad relativa 100 %, ASTM D714; resistencia al proceso osmótico, ASTM D714). Por su parte, la retención de brillo (ángulos de incidencia y de reflexión de 60º) y de color (Sistema CIELAB, recorrido de los rayos luminosos 45º/0º) se realizó luego del envejecimiento acelerado en un intemperiómetro de arco de xenón (300 horas, ciclo 1, ASTM G155). La retención de brillo se calculó como el porcentaje de brillo inicial retenido; la retención de color se
calculó con E = (a2 + b
2 + L
2)1/2
, donde a y b representan la variación de los índices de
cromaticidad y L la diferencia de luminosidad.

3° Reunión Materiales Tecnológicos en Argentina
26
Resultados y discusión Con el fin de establecer la eficiencia de cada pintura desde un punto de vista global, se promediaron los valores del grado de oxidación (media de las áreas con y sin corte); grado de ampollamiento (media entre el tamaño y la frecuencia cuantificada con 10,0, sin ampollamiento; 7,5, poco; 5,0, medio; 2,5, medio denso y 0,0, denso); brillo y retención de brillo (media de los valores proporcionalmente expresados en la escala 0 a 10) y retención de color (para ΔE inferior a 10, se calculó el complemento a 10; para 10 o mayor, se consideró 0). Los resultados indican que: (i) con respecto a la influencia del tipo de alcóxido, mayor performance se alcanzó con tetraetoxisilano (valor medio 7,9) que con metiltrietoxisilano (valor medio 7,7) y con dimetildietoxisilano (valor medio 7,5); (ii) respecto a la influencia de la relación resina epoxi alifática/alcóxido, las dos más bajas (30/70 y 40/60) presentaron el mejor comportamiento (valor medio más elevado, 8,4), el cual fue decreciendo con el incremento de epoxi alifático en la composición (valores medio 8,2, 7,4 y 6,5, respectivamente para las relaciones 50/50, 60/40 y 70/30) y, finalmente, (iii) respecto a la pintura de referencia, el valor medio alcanzado fue el más bajo de la serie (3,8). Estos resultados permiten concluir: - El silicato de calcio sintético, debido a su elevado OA, permitió alcanzar un bajo valor de CPVC para 220-230 µm. A su vez, la reducida PVC empleada permitió formular pinturas con una elevada relación PVC/CPVC como resulta aconsejable para las imprimaciones y a la vez con adecuada retención de brillo y de color, requisito para pinturas de terminación que se formulan con bajo nivel de pigmentación. - Los resultados indican que con la pigmentación y la PVC consideradas, en función de la diferente composición del material híbrido formador de película, se dispone de un amplio espectro de valores de permeabilidad conducentes a permitir la selección de aquél que se correlacione con una adecuada resistencia a la formación de ampollas y aceptable grado de corrosión. - Las pinturas híbridas presentaron elevada capacidad anticorrosiva dado que son capaces de formar uniones covalentes con el metal; los grupos silanol (≡Si-OH) reaccionan con los óxidos y/o hidróxidos presentes en la superficie del metal formando uniones covalentes del tipo ≡Si-O-Metal. El alcóxido más reactivo, el tetraetoxisilano (4 grupos etoxi), presentó la mejor performance, seguido del metiltrietoxisilano (3 grupos etoxi) y finalmente, el dimetildietoxisilano (2 grupos etoxi). - El nivel creciente de polisiloxano en el ligante (menor relación resina epoxi alifática/siloxano) condujo a un incremento de la resistencia a la intemperie; desde este punto de vista, la pintura híbrida orgánico-inogánica más conveniente debe ser seleccionada según los requisitos de retención de color y brillo. - El empleo de alcóxidos como modificadores de resinas epoxi alifáticas permitieron elaborar pinturas híbridas con una sustancial mejor performance que la pintura de referencia a base de la resina epoxi convencional. Agradecimientos Los autores agradecen al CONICET, UTN-FRLP y CICPBA por el apoyo brindado. Referencias [1] Pascault J. y Williams R. Epoxy Polymers, 1-357, 2009. [2] Pinggui Liu, et al. European Polymer Journal, 44 (3), 940-951, 2008. [3] Pant R. et al. Journal of Applied Polymer Science, 110 (5), 3080-3086, 2008. [4] Sharif Ahmad, A. et al. Progress in Organic Coatings, 54 (3), 248-255, 2005. [5] Wei-Gang Ji et al. Surface and Coatings Technology, 201 (8), 4789-4795, 2007. [6] Svendsen J. et al. Journal of Colloid and Interface Science, 316 (2), 678-686, 2007. [7] Ji W. et al. Surface & Coatings Technology, 201, 4789-4795, 2007. [8] Shon M. y Kwon H. Corrosion Science, 51, 650-657, 2009. [9] Xueming Wang, et al. Journal of Materials Processing Technology, 186 (1-3), 259-264, 2007. [10] Guoli Li, et al. Surface and Coatings Technology, 201 (24), 9571-9578, 2007.
3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
27
PINTURAS IGNÍFUGAS FIBRADAS PARA MADERAS DE MEDIA Y BAJA DENSIDAD
Guadalupe Canosa
1, Paula V. Alfieri
2, Carlos A. Giudice
1,2
1 UTN (Universidad Tecnológica Nacional), Calle 60 y 124, (1900) La Plata, Argentina
2 CIDEPINT (Centro de Investigación y Desarrollo en Tecnología de Pinturas, CIC-CONICET),
Calle 52 e/121 y 122, (1900) La Plata, Argentina
[email protected] Introducción Los esfuerzos para disminuir la inflamabilidad de los materiales se remontan a épocas muy antiguas. Sin embargo, el conocimiento de la fisicoquímica de la combustión ha permitido recién en las últimas décadas el desarrollo de productos y medios de defensa eficaces para evitar la no deseada evolución a la que espontáneamente tienden los materiales combustibles. El objetivo fundamental del presente trabajo fue diseñar pinturas intumescentes híbridas que le otorguen a la madera de media y baja densidad un satisfactorio comportamiento frente a la acción del fuego (1-5). Materiales y métodos - Pigmentos activos y complementarios. Se seleccionó pentaeritritol como proveedor de carbono (16,8 %), polifosfato de amonio como agente catalizador (44,2 %) y melamina como generador de gases (15,0 %). Los pigmentos retardantes del fuego empleados fueron hidróxido de magnesio nano-particulado (3,7 %) y alúmina trihidratada (3,7 %). Se empleó dióxido de titanio, variedad rutilo (6,8 %) como pigmento opaco. - Material formador de película. Se seleccionó caucho clorado 20 cP plastificado con parafina clorada 54 % (relación 65/35 en peso), una resina fenólica (tipo resol con 10,5 % de grupos metilol libres, esterificada con pentaeritritol) y una resina epoxídica (endurecedor poliamínico). - Fibras de refuerzo. Se define como fibra a cualquier material que tiene una relación mínima de largo/promedio de la dimensión transversal de 10/1; además esta última no debe superar los 250 μm. La incorporación de fibras de refuerzo a una pintura conforma una estructura híbrida. Las composiciones incluyeron fibras de carbono, vidrio, alúmina y aramida, en un nivel porcentual sobre película seca del 3 % v/v (6-9). - Formulación y manufactura. La PVC seleccionada fue 62 %, valor ligeramente inferior a las CPVC estimadas por el método de Gardner (10); en todos los casos se ajustó la tensión superficial de los vehículos a 38 dina.cm
-1. La fabricación se realizó en un molino discontinuo de alta velocidad.
- Ensayos de laboratorio. Los paneles de madera fueron pintados con pincel en tres capas (280-300 µm). Se determinó la conductividad térmica por la ley de Fourier; el avance de llama AL en un túnel inclinado (ASTM D 3806); el índice de oxígeno OI (ASTM D 2863) y la resistencia a la llama intermitente de un mechero Bunsen RIB (Cámara Horizontal-Vertical UL 94). Resultados y discusión Para analizar el comportamiento de las pinturas se fijó: 0 y 10 respectivamente para 0,123 y 0,020 W.m
-1.K
-1 en el ensayo de conductividad térmica; 555 y 0 mm de avance en el túnel inclinado; 16 y ≥
50 % obtenidos en el OI y finalmente 15 y 250 para el RIB en la Cabina UL 94. - Materiales formadores de película. El caucho clorado plastificado exhibió mejor performance (valor medio 9,5) que las resinas fenólicas y epoxi-poliamina, en ese orden (9,2 y 8,0 respectivamente). - Fibras de refuerzo. Todos los sistemas híbridos presentaron mejor performance que las pinturas de referencia (sin fibras de refuerzo, valor medio 8,2). En general, el comportamiento superior fue presentado por las pinturas con fibras de alúmina (9,4), carbono (9,2), aramida (8,9) y vidrio (8,8) en su composición, en ese orden. Los resultados arriba indicados se fundamentan en los valores de los ensayos incluidos en la Tabla 1.

3° Reunión Materiales Tecnológicos en Argentina
28
Tabla 1. Resultados de las pinturas aplicadas sobre madera
TIPO DE PINTURA CT, W . m-1
. K-1
AL, mm OI, % RIB
Caucho clorado, sin fibras 0,026 98 44 210
Caucho clorado, con fibras de carbono 0,022 72 49 245
Caucho clorado, con fibras de vidrio 0,022 60 > 50 250
Caucho clorado, con fibras de aramida 0,020 83 47 235
Caucho clorado, con fibras de alúmina 0,032 55 > 50 250
Fenólica, sin fibras 0,031 127 41 205
Fenólica, con fibras de carbono 0,030 102 46 230
Fenólica, con fibras de vidrio 0,029 85 48 240
Fenólica, con fibras de aramida 0,027 88 48 235
Fenólica, con fibras de alúmina 0,033 59 > 50 250
Epoxi, sin fibras 0,033 154 38 165
Epoxi, con fibras de carbono 0,028 127 44 220
Epoxi, con fibras de vidrio 0,027 167 34 155
Epoxi, con fibras de aramida 0,026 138 37 190
Epoxi, con fibras de alúmina 0,038 94 45 235
Madera sin tratamiento 0,123 555 16 15
Conclusiones La observación visual y microscópica de los paneles expuestos a la acción de la llama permite concluir que la resina de la primera capa se degrada y los productos combustibles formados se inflaman. Luego, el calor penetra en la capa de las fibras adyacentes; si éstas son inorgánicas se pueden fundir o ablandar mientras que si son orgánicas se pueden degradar en productos más pequeños, dependiendo en ambos casos de la correspondiente estabilidad térmica. El calor continúa penetrando y llega a otra capa más profunda de la resina, causando su degradación y formando productos que se trasladan a la zona de combustión a través del residuo carbonoso en formación; la cinética del proceso desciende a medida que el calor penetra en las capas más profundas. Si la interfase fibra-matriz es débil y las fibras inorgánicas no actúan como aislantes (a veces lo hacen más bien como conductores del calor), la inflamabilidad del material compuesto puede incrementarse. Agradecimientos Al CONICET, UTN-FRLP y CICPBA por su apoyo para la realización de este trabajo. Bibliografía [1] Noumowe, A., Siddique R. y Debicki, G. Construction and Building Materials, 23, 1855-1861,
2009. [2] Tanyildizi H y Coskun A. Construction and Building Materials, 22, 2269-2275, 2008. [3] Bailey C. y Toh W. Fire Safety Journal, 42, 425-436, 2007. [4] Di Blasi C. y Branca C. AIChE Journal, 47 (10), 2359-2370, 2001. [5] Drysdale D. Fire Retardant Materials, 378-397, 2004. [6] Li, Bo et al. Journal of Materials Science Letters, 19 (4), 343-347, 2000. [7] Dutraa R. et al. Polymer, 41 (10), 3841-3849, 2000. [8] Perepelkin K. et al. Fibre Chemistry, 35(4), 265-269, 2003. [9] Latere Dwanisa J. et al. Journal of Materials Science, 39 (6), 2081-2087, 2004. [10] Gardner H. A., Sward G. G. Paint Testing Manual, ASTM STP 500, Chapter 6.1, 1972.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
29
INMOVILIZACIÓN EN MORTEROS DE MATERIAL ZEOLÍTICO UTILIZADO EN PURIFICACIÓN DE AGUAS CONTAMINADAS CON CR(III)
M. R. Gonzalez.
1, A. M. Pereyra
1,2, E. I. Basaldella.
1,2
1 Centro de Investigación y Desarrollo en Ciencias Aplicadas Dr. J. J. Ronco (CINDECA) (CONICET-
CIC-UNLP), calle 47 N° 257, 1900- La Plata, Argentina. 2 Citema, Universidad Tecnológica Nacional, Regional La Plata, calle 60 y 124, 1900, La Plata,
Argentina.
[email protected] Introducción La síntesis de zeolitas puede nutrirse de una diversidad de materias primas, como por ejemplo diversos tipos de silicoaluminatos amorfos o cristalinos como lo son las arcillas tratadas térmicamente [1], las cenizas volantes y los catalizadores de cracking agotados provenientes de la industria petrolera. En el caso de los catalizadores de desecho, la síntesis de zeolita es particularmente interesante porque se trata de un residuo aluminosilíceo de composición muy similar a las materias primas utilizadas tradicionalmente en la síntesis de zeolitas y entonces el proceso constituye una materia prima de bajo costo. En trabajos previos, las zeolitas obtenidas fueron usadas para la eliminación de cationes Cr(III) de soluciones acuosas, comprobándose que los sólidos zeolitizados se comportaron como excelentes intercambiadores catiónicos de utilidad en la eliminación de Cr(III) de soluciones acuosas [2]. En este trabajo, se estudió la incorporación de los sólidos obtenidos con Cr(III) en morteros sobre las cuales se realizaron ensayos mecánicos y estudios de lixiviación del catión Cr(III). Materiales y métodos La síntesis de las zeolitas fue realizada a partir de mezclas del catalizador original y Na2CO3, calcinadas en condiciones estáticas a 800 °C, durante 2 hs. La síntesis se realizó a 90 °C. La caracterización de los sólidos iniciales utilizados para la síntesis y los productos de reacción fue realizada por difracción de rayos X (DRX). Los tipos de zeolitas y otros compuestos cristalinos obtenidos fueron determinados comparando sus difractogramas con los publicados en la literatura y también por microscopía electrónica de barrido (SEM). Los materiales sintetizados se utilizaron como intercambiadores catiónicos para retención de cationes Cr(III). El intercambio iónico se realizó agregando 2 g de muestra sólida a 250 ml de una solución de Cr(NO3)3, conteniendo aproximadamente 128 ppm de Cr(III) durante 24 hs. Estas muestras se filtraron y la concentración de cromo en los líquidos se determinó por espectroscopía de absorción atómica (AAS). Para la elaboración de los morteros de base cementícea, el material zeolítico con cromo incorporado se mezcló con cemento portland CPC 40 y arena silícea natural en cantidades especificadas. Se realizaron 3 clases de morteros, un mortero patrón (P) y otro dos reemplazando 5 % (ZC5) y 10 % (ZC10) en peso de cemento por material zeolítico con cromo incorporado. Con cada mezcla se moldearon prismas de 40 x 40 x 160 mm., que fueron curados bajo agua a 23 ºC hasta la edad de ensayo. Se evaluaron las resistencias mecánicas a 28 y 90 días de acuerdo a la metodología detallada en [3]. Para los ensayos de lixiviación de Cr(III), el producto endurecido se analizó de acuerdo a la norma EPA US 1311 [4]. Resultados y discusión La tabla I muestra los valores de resistencia a la flexión y a la compresión de los morteros P, ZC5 y ZC10.

3° Reunión Materiales Tecnológicos en Argentina
30
Tabla I. Propiedades mecánicas
Resistencia a la flexión
(MPa) Resistencia a la compresión
(MPa)
Morteros 28 días 90 días 28 días 90 días
P 6,7 6,8 33,1 35,2
ZC5 6,8 6,8 31,2 35,8
ZC10 5,5 6,6 26,2 32,7
Con respecto a la resistencia a la flexión, a los 28 días se observa que el mortero con 5 % de material zeolítico presenta valores similares con respecto al mortero P, a los 90 días los tres morteros presentan valores similares. Se observa que el mortero con 10 % de material zeolítico posee valores inferiores comparándolo con el mortero patrón, este efecto puede atribuirse al contenido de cemento 10 % menor y un aumento de la demanda de agua debido a la incorporación del material zeolítico. En cuanto a las medidas de resistencia a la compresión, se observa un comportamiento similar a lo encontrado en los valores de resistencia a la flexión.
Tabla II. Resultados de las pruebas de lixiviación (tiempo de lixiviación = 18 hs)
Muestra Concentración de Cr(III)
(mg/l)
ZC5 0,054
ZC10 0,062
En la Tabla II se detallan los resultados de los ensayos de lixiviación de Cr(III) para morteros conteniendo 5 % y 10 % de zeolita. El Cr(III) en la suspensión aumenta ligeramente con el aumento del porcentaje de material zeolítico. En los dos casos, los valores de Cr(III) obtenidos fueron inferiores a los límites permisibles (2 mg/l), por lo tanto, esto permitiría llegar a la conclusión de que es una opción válida para inmovilización de dicho material. Conclusiones Se logró sintetizar un material con alto porcentaje de zeolita Na-A a partir de catalizadores FCC agotados. Los resultados obtenidos en las experiencias realizadas indican que sería posible utilizar estos productos zeolíticos para eliminación de Cr(III) de efluentes acuosos y disponerlos en matrices cementíceas en cantidades cercanas al 5%. Referencias [1] D. W. Breck, Zeolite Molecular Sieves, Wiley , New York, 1974. [2] M. R. Gonzalez, A. M. Pereyra, R. M. Torres Sánchez, E. I. Basaldella. Chromium removal by
zeolite-rich materials obtained from an exhausted FCC catalyst: Influence of chromium incorporation on the sorbent structure. J. Colloid inter. Sci. 408, 21-24, 2013.
[3] Norma Iram 1622. Cemento pórtland. Método de determinación de las resistencias a la compresión y a la flexión.
[4] US EPA (1992) Method 1311. Toxicity Characteristic Leaching Procedure, US Environmental Protection Agency, Washington DC, U.S.A.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
31
DETERMINACIÓN DEL VOLUMEN DE MATERIAL EXTRAÍDO POR ABLACIÓN LÁSER UTILIZANDO TOPOGRAFÍA ÓPTICA COHERENTE
M. Gutiérrez
(1), E. Morel
(1), J. Torga
(1), F. C. Alvira
(2), D. J. O. Orzi
(2) y G. M. Bilmes
(2,3)
(1)
Laboratorio de Optoelectrónica y Metrología Aplicada – Facultad Regional Delta – UTN. San Martín 1171 – Campana – Bs. As.
(2) Centro de Investigaciones Ópticas (CONICET LA PLATA CICPBA). Cno. Centenario e/505 y 508
Gonnet – Bs. As. (3)
Facultad de Ingeniería, Universidad Nacional de La Plata.
[email protected] Introducción La técnica de topografía y tomografía óptica coherente ha evolucionado notablemente en los últimos años [1]. Esto se debe fundamentalmente a los resultados obtenidos en aplicaciones médicas [2] y, más recientemente, en aplicaciones a la caracterización de materiales [3]. Al utilizar topografía óptica coherente (TOC) se puede obtener una imagen tridimensional de una superficie con alta resolución (en el orden del micrón). Las imágenes son obtenidas punto a punto, haciendo un barrido en la región de interés enfocando un haz de luz, en nuestro caso un diodo superluminiscente centrado en λ = 840 nm. En este trabajo se presentan resultados obtenidos por esta técnica, para determinar el volumen extraído después de realizar ablación láser sobre la superficie de una muestra metálica. La ablación se produce cuando un láser pulsado de alta fluencia y pulso corto (<ns.) interactúa con el material. Esta interacción produce 3 fenómenos, extracción de material, emisión de luz y la producción de una onda de choque. El objetivo de este trabajo es desarrollar un sistema basado en ablación láser y TOC que permita determinar el espesor de recubrimientos. Materiales y métodos El sistema experimental para la medición por TOC se presenta en el siguiente esquema (figura 1).
Figura 1. a: Detalle de la rama muestra y el sistema de enfoque. b: Esquema general. 1- Muestra (RM), 2- Rama
de referencia (RR), 3- rama de muestra, 4- divisor de haz en fibra, SLD- diodo superluminiscente, DT- espectrómetro, L- lente focal.
La señal de interferencia permite medir la diferencia de camino óptico entre ambas ramas (2 y 3 en la figura 1-b) y posteriormente obtener un valor de profundidad, en la zona ablacionada, de cada punto medido. El sistema de detección (DT) es un espectrómetro para medir la superposición de los haces provenientes de la muestra (RM) y de la rama de referencia (RR). El sistema de TOC fue desarrollado en fibra óptica acoplado a sistema de posicionamiento x-y-z con un portamuestra para hacer barridos controlados del haz de luz sobre la muestra. El conjunto permite medir el volumen ablacionado en un área de 2,5 cm
2, con una profundidad de hasta 2 mm. Para la
medición se utiliza la señal de interferencia entre la luz reflejada en cada punto iluminado de la muestra tomando una superficie de referencia que en este caso es un espejo ubicado en una rama del interferómetro. La ablación láser sobre las muestras se realizó con un láser de estado sólido tipo Nd:YAG, cuya duración temporal del pulso es de 8 ns utilizándose una fluencia de 5 J/cm
2. Las muestras fueron
chapas de acero planas galvanizadas. La metodología de trabajo consiste en realizar cráteres en las muestras mediante ablación láser y luego empleando la técnica TOC se obtienen la morfología y dimensiones del mismo.

3° Reunión Materiales Tecnológicos en Argentina
32
0
0.5
1
1.5
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
360
380
400
420
x (milimetros)y (milimetros)
Pro
fundid
ad (
mic
rones)
Resultados y discusión En la figura 2 se muestra una medición típica del cráter ablacionado. En este caso el orificio del cráter tiene un diámetro promedio de 500 µm. Para realizar la medición se realizó un barrido en una superficie de 1,4 mm x 0,6 mm con pasos de 0,02 mm. Un sistema de procesamiento posterior, utilizando un software desarrollado por los autores, permite obtener las coordenadas espaciales de cada punto medido utilizando una calibración previa y algoritmos de procesamiento de la señal de interferencia. Esto permite analizar un perfil particular (figura 2-a) o el volumen completo (2-b).
Figura 2 a) Perfilometría de un sector de la zona ablacionada. b) Imagen 3D de la zona ablacionada.
Conclusiones Se ha desarrollado un sistema no destructivo para medir cráteres producidos por ablación láser que permite determinar el volumen de muestra extraído. El sistema incluye la fuente de luz con un sistema de fibra, un cabezal con el sistema de enfoque y un sistema portamuestra. El conjunto fue armado para ser utilizado en forma autónoma y podría ser montado en ambientes industriales. Los resultados obtenidos muestran que es posible combinar ambas técnicas para ser utilizadas in situ en la caracterización de recubrimientos superficiales. También se presentan resultados con un sistema de procesamiento y un software para reconstrucción de imágenes, diseñado específicamente para este fin. Referencias [1] http://www.octnews.org. [2] Drexler, W. & Fujimoto, J. “Optical Coherence Tomography: Technology and Applications”,
(2008). [3] http://www.octnews.org/category/14/non-medical/ o “Application of optical coherence tomography
(OCT) as a 3-dimensional imaging technique for sola cells”, L. Thranea, Solar Energy Materials and Solar Cells, Vol. 97, 181-185, (2012).
0 0.2 0.4 0.6 0.8 1 1.2 1.4380
385
390
395
400
405
410posicion 0.3
barrido horizontal (mm)
pro
fundid
ad (
mic
rones)
19 um
420 um

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
33
INFLUENCIA DEL TAMAÑO DE PARTÍCULA DE SBA-15 EN LA ADSORCIÓN DE CEFALEXINA
María Soledad Legnoverde
1,2, Elena I. Basaldella
1,2
1 Centro de Investigación y Desarrollo en Ciencias Aplicadas (CINDECA) CONICET-UNLP. Calle 47
Nº 257 La Plata, Argentina. 2 Centro de Investigación y Desarrollo en Ciencia y Tecnología de Materiales (CITEMA), Facultad
Regional La Plata, Universidad Tecnológica Nacional, 124 y 60, 1900- La Plata, Argentina.
Introducción Las sílices mesoporosas ordenadas poseen sus poros en la escala nanométrica. Estos materiales nanoporosos presentan adicionalmente características únicas tales como tamaño de poro uniforme, gran área superficial, alta resistencia mecánica y buena estabilidad térmica en amplios rangos de temperatura, entre otras. Las propiedades mencionadas le proporcionan a las sílices mesoporosas ordenadas una gran versatilidad de uso en diferentes aplicaciones tecnológicas, principalmente en aquéllas que involucran procesos de transferencia de masa tales como adsorción e inmovilización de sustancias. La capacidad de adsorción es dependiente del diámetro de poro y del tamaño de partícula. Las diferencias de dimensiones pueden utilizarse para optimizar la capacidad de carga de cefalexina en la matriz silícea que luego se utilizará como sistema de administración controlada de la droga. Se estudió la influencia del tamaño de partícula de la sílice mesoporosa SBA-15 en la capacidad de adsorción de cefalexina. Experimental La sílice mesoporosa SBA-15 fue preparada acorde a la metodología descripta por Zhao [1], usando TEOS como fuente de sílice y Pluronic como agente direccionador de estructura. La composición molar usada fue 1TEOS:4.88HCl:0.0172Pluronic: 158.33H2O. El material sólido obtenido se lavó con agua, se secó a 120 ºC y se calcinó a 540 ºC durante 6 hs. Diferentes tamaños de partículas se obtuvieron por modificación de la velocidad de agitación (120 y 400 rpm). Las muestras se denominaron SBA120 y SBA400. Las muestras sólidas obtenidas se analizaron por adsorción-desorción de N2 a 77K, microscopía de barrido electrónico (SEM), microscopía electrónica de transmisión (TEM) y espectroscopía infrarroja con transformada de Fourier (FTIR). Los ensayos de adsorción se llevaron a cabo sumergiendo los materiales en una solución de CPX (0,1 mg/ml) en una relación adsorbato/adsorbente = 1. Las muestras se tomaron a intervalos de tiempo específicos, se filtraron y se secaron. Luego se midió la concentración de droga por espectroscopía UV-vis. a 262 nm. Resultados y Discusión La figura 1 muestra las micrografías SEM de los sólidos obtenidos con diferentes velocidades de agitación. Puede observarse que una velocidad alta de agitación (400 rpm) conlleva a partículas con el tamaño y la morfología de la SBA-15 tradicional. Sin embargo, cuando la velocidad de agitación disminuye a 120 rpm se observa una considerable disminución del tamaño de partícula. De acuerdo a Zhao et. al, la agitación vigorosa genera interfases orgánicas-inorgánicas altamente energéticas dando lugar a la formación de fibras, mientras que sistemas con menor energía conducen a la morfología con la energía más baja. Las isotermas de adsorción/desorción de N2 corresponden a isotermas de tipo IV con un lazo de histéresis tipo H1 (acorde a la clasificación de la IUPAC). Para los dos sólidos sintetizados se observa una condensación capilar a presiones relativas entre 0,4 y 0,8, reflejando la presencia de mesoporos. La adsorción de cefalexina en los sólidos sintetizados se estudió con los modelos de pseudo-primer orden, pseudo-segundo orden y difusión intrapartícula.

3° Reunión Materiales Tecnológicos en Argentina
34
Figura 1. Imágenes SEM de los materiales obtenidos con distintas velocidades de agitación a) SBA400; b) SBA120
La Figura 2 muestra las isotermas de adsorción de CPX en SBA120 y SBA400. En la tabla 1 se muestran los parámetros y los coeficientes de correlación para el modelo de pseudo-primer orden, pseudo-segundo orden y difusión intrapartícula. Comparando los dos primeros modelos cinéticos, se observa que los valores de qe se encuentran en mayor concordancia con los obtenidos experimentalmente para el modelo cinético de pseudo-segundo orden. Tabla 1. Parámetros de los modelos cinéticos para la adsorción e CPX en SBA120 y SBA400
Figura 2. Adsorción de CPX en SBA120 y SBA400 en función del tiempo
a qe calc (mg/g): cantidad calculada de CPX adsorbida en el equilibrio.
b qe exp (mg/g): cantidad experimental de CPX adsorbida en el equilibrio.
c k1 es la constante de velocidad (1/h).
d k2 es la constante de velocidad (g/(mg h)).
e kp1 y kp2: constante de velocidad de difusión intraparticular en la etapa 1 y 2, respectivamente (mg (g h1/2)-1).
f C1 y C2: describe el espesor de la capa límite en la etapa 1 y 2, respectivamente.
Conclusiones Se estudió la influencia del tamaño de partícula de la SBA-15 sobre la adsorción de cefalexina. Los datos cinéticos fueron analizados utilizando dos modelos basados en la cinética de reacción y el modelo de difusión intrapartícula. Para tiempos relativamente cortos, los coeficientes de correlación del modelo de pseudo-segundo orden y los coeficientes del modelo de difusión intraparticular fueron altos, sugiriendo que ambos mecanismos podrían ser utilizados para la descripción del proceso. Se observa un incremento en la capacidad de adsorción para la muestra sintetizada empleando una menor velocidad de rotación, lo que podría ser atribuido a un aumento de área accesible en partículas de menor tamaño. Referencias [1] D. Zhao, Q. Huo, J. Feng, B. F. Chmelka, G. D. Stucky. “Triblock Copolymer Syntheses of
Mesoporous Silica with Periodic 50 to 300 Angstrom Pores” Science 279 (1998) 548–552.
Modelos Cinéticos
Parámetros SBA120 SBA400
Pseudo-primer orden
qe calca 686 132
k1c 9,2 x10
-4 5,7 x10
-3
R2 0,29 0,117
Pseudo-segundo orden
qe calc 100 62,1
k2d 0,1 0,128
R2 0,993 0,991
qe expb 98 59
Difusión Intrapartícula
Kp1e
47,45 31,42
C1f
-2,57 -2,813
R2 0,992 0,984
Kp2e
14,16 7,235
C2f
59,49 42,41
R2 0,973 0,912
a b

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
35
ESTUDIO COMPARATIVO DE LA ADSORCIÓN DEL CATIÓN Zn+2 SOBRE ZEOLITA NaA Y RESIDUO DE CATALIZADOR ZEOLITIZADO
M. Pereyra
ab, G. E. Machado
a, M. R. Gonzalez
b, E. I. Basaldella
ab
a CITEMA, Universidad Tecnológica Nacional, Facultad Regional La Plata, 60 y 124, 1900, Argentina.
b CINDECA, CCT - La Plata-CONICET, Universidad Nacional de La Plata, 47 N° 257, 1900,
Argentina.
[email protected] Introducción La zeolita NaA tiene significativo valor comercial ya que se emplea como adsorbente y como intercambiador iónico para la remoción de metales pesados en medios acuosos. Por otra parte, trabajos recientes han demostrado que pueden obtenerse sólidos con contenidos apreciables de zeolitas cristalinas usando variados materiales como fuentes de sílice y alúmina. En el presente trabajo se utiliza el sólido zeolítico obtenido a partir de catalizador FCC agotado en el que se ensaya el intercambio de cationes Zn
+2, componente en soluciones acuosas a distintas
concentraciones, contrastando su comportamiento frente a la zeolita NaA obtenida de fuentes de silicio y alúmina convencionales. Se trabajó experimentalmente con los datos obtenidos de los estudios de adsorción en el equilibrio. Langmuir y Freundlich fueron los modelos elegidos para determinar las condiciones del equilibrio de adsorción. Asimismo, se estudió la capacidad de adsorción de los materiales en un rango de pH de 2 hasta 6. Los productos obtenidos fueron caracterizados por DRX y SEM. Materiales y métodos Para la obtención del producto zeolitizado utilizando el catalizador agotado este último fue previamente calcinado con Na2CO3 y posteriormente sometido a una síntesis hidrotérmica descrita en [1]. Estudios de adsorción. Los datos de intercambio catiónico se obtuvieron tratando 500 mg del catalizador zeolitizado y de zeolita NaA con 100 ml de solución de Zn(NO3)2 marca Anedra en concentraciones de 10, 25, 100, 150, 200, 400 mg.L
-1 a T = 25 °C. El pH fue ajustado a 5 y se realizó
agitación continua por 3 hs. Los sólidos fueron separados por filtración y secados en estufa a 60 °C durante 24 hs. Se determinó el Zn
+2 por espectrofotometría de absorción atómica. El porcentaje de
adsorción fue calculado según: % Adsorción = (Ci-Ceq)/Ci; donde C es la concentración de Zn+2
en solución acuosa. El coeficiente de distribución según: Kd = (Ci-Ceq).V/Ceq.m, donde V es el volumen de solución en ml y m la masa de adsorbente en gramos [2]. Influencia del pH. 100 mg de los respectivos materiales se trataron con 50 mg.L
-1 de solución de
Zn(NO3)2. Los experimentos se llevaron a cabo a pH 2, 3, 4, 5, y 6. Se ajustaron estos valores con HNO3 marca Merck y NaOH marca Laboratorios Cicarelli. Luego de 90 minutos en agitador magnético, a temperatura ambiente, se separaron el sólido del líquido por decantación. El sólido se secó en estufa a 60 °C durante 24 hs. Se determinó el Zn
+2 por espectrofotometría de absorción atómica.
Resultados y discusión Caracterización de los materiales. Los análisis DRX de los sólidos sintetizados después del intercambio con solución de Zn
+2 40 % p/v mostraron que los picos de difracción corresponden a una
estructura LTA pura para la zeolita NaA. Para el catalizador zeolitizado pudo apreciarse un 75 % LTA, 13 % Na-nefelina, y porcentajes menores al 4 % de carnalita, mullita, hidroxisodalita y anatasa. La
presencia de un halo amorfo en la zona 20<2 <25, típica de silicatos amorfos, fue observada para el catalizador zeolitizado. Asimismo las posiciones de los picos indican que los parámetros de red se preservan y la incorporación del catión Zn
+2 no modificaría la estructura cristalina. El análisis SEM
revela que la morfología del catalizador original se mantiene, mostrando partículas esféricas con su superficie totalmente cubierta por cristales zeolíticos, Fig.1.a y 1.b. Isotermas de adsorción. En ambos materiales se observó una disminución de la adsorción con el incremento de la concentración de Zn
+2 en la solución. Este hecho sugiere que el mecanismo primario
corresponde a un proceso de intercambio catiónico. En cuanto al factor de distribución Kd, se advierte también una disminución de su valor al aumentar la concentración de Zn
+2 para los dos sólidos siendo
más abrupto para el catalizador zeolitizado; se observa una mínima variabilidad a partir de la concentración de 25 mg.L
-1 para ambos materiales sugiriendo que están comprometidos sitios menos
favorables para la adsorción. La adsorción máxima alzanzada fue de 89 % y 88 % para el catalizador

3° Reunión Materiales Tecnológicos en Argentina
36
zeolitizado y la zeolita respectivamente, logrando esos valores a una concentración de la solución de 10 mg.L
-1. Finalmente, para ambos casos, la isoterma de Freundlich es la que mejor correlaciona los
datos de equilibrio, Figura 2.a, 2.b, 2.c.
Figura 1. a) Patrones de DXR, A: Catalizador zeolitizado; B: Zeolita NaA. b) Superficie de una esfera del catalizador zeolitizado
Figura 2. a) Efecto de la concentración inicial en el porcentaje de adsorción. b) Comparación de los coeficientes de distribución Kd. c) Isoterma de Freundlich.
En ambos casos el pH de la solución afecta considerablemente el porcentaje de adsorción. El incremento del pH produce un incremento en la adsorción del Zn
+2, Fig. 3. El análisis de los
resultados permite concluir que la superficie de los materiales sintetizados permanece negativamente cargada en el rango estudiado. Es importante enfatizar que la competición con el hidrógeno por los sitios de intercambio también decrece rápidamente con el incremento del pH y contribuye a mejorar la adsorción. A valores de pH entre 6 y 7 se produce la precipitación del hidróxido. Asimismo, a valores de pH = 2 se observó la disolución de la estructura aluminosilícea.
Figura 3. Efecto del pH en la capacidad de adsorción de iones Zn+2
Conclusiones Las características morfológicas y cristalográficas que presentó el catalizador FCC agotado luego de someterlo a la síntesis hidrotérmica, sumado a su capacidad de adsorción del Zn
+2 casi equivalente a
la zeolita del tipo NaA, lo convierten en una opción medioambientalmente sustentable para ser utilizado como una fuente alternativa de sílice y alúmina para la síntesis de materiales zeolíticos. Referencias [1] W. D. Breck, Zeolite Molecular Sieves, Wiley, New York, 1974. [2] Nibou D. et al. Journal of Hazardous Materials 173 (2010) 637–64.
a) b)

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
37
EFECTO DEL HIDRÓGENO ATRAPADO EN JUNTA SOLDADA DE ACERO MICROALEADO DE ALTA RESISTENCIA
C. Marconi, D. Sabucechi, C. Asmus, G. Mansilla
DEYTEMA-Centro de Desarrollo y Tecnología de Materiales, Departamento Ingeniería Metalúrgica,
Facultad Regional San Nicolás, Universidad Tecnológica Nacional, San Nicolás, Argentina.
Introducción En general el hidrógeno atrapado en metales y aleaciones y de uniones soldadas en particular, se clasifica como hidrógeno reversible, es decir difusible a temperatura ambiente e hidrógeno irreversible que permanece fuertemente atrapado en sitios de red. Entonces, resulta de importancia poder comprender el mecanismo involucrado en la degradación de las propiedades mecánicas de uniones soldadas causada por el hidrógeno atrapado en sitios irreversibles en particular. En juntas soldadas de acero, el hidrógeno puede producir fragilización. Ocurre cuando se dan simultáneamente las siguientes condiciones: suficiente nivel de hidrógeno, estado de tensión actuando en la soldadura, microestructura susceptible, baja temperatura. Una de los principales factores que pueden introducir hidrógeno en la soldadura es la humedad del revestimiento. El objetivo de este trabajo es analizar el posible atrape de H en la estructura de una junta soldada de acero microaleado de alta resistencia comparando dos condiciones de soldadura, variando la humedad del revestimiento del electrodo. Además, evaluar la influencia del H atrapado en las propiedades mecánicas de la junta soldada. Materiales y métodos Se realizaron cupones de junta soldada a tope biselados en V de 30º. Como material base se empleó un acero microaleado de alta resistencia de 6 mm de espesor laminado en caliente microaleado con V, Nb y Ti de matriz ferrítico/perlítica. El material de aporte utilizado fue del tipo de electrodo revestido (SMAW) básico de 3 mm de diámetro. Un grupo de electrodos fue secado según norma a 350 ºC durante 7 hs (S) y otro grupo humedecidos en agua destilada por 24 hs (M). Se determinó por diferencia de pesos la humedad absorbida por el revestimiento. La composición química del acero se presenta en la Tabla 1.
Tabla 1. Composición química del acero
C Mn Si S P Cr Ni Mo
0,082 1,223 0,132 0,006 0,019 0,029 0,028 0,010
V Nb Al Ti Cu N* B* * ppm
0,003 0,043 0,058 0,037 0,04 40 2
A partir de probetas soldadas de mecanizaron probetas de tracción planas que fueron ensayadas a dos velocidades de desplazamiento del cabezal de la máquina de ensayos (velocidad de deformación
1,6x10-3
s-1
y 1,6x10-4
s-1
). La carga de hidrógeno sobre probetas de tracción fue realizada mediante el
método de permeación electrolítica con ánodo de grafito y tensión constante de 2,1 V durante 2 hs. Se utilizó una solución electrolítica 1N H2SO4, con el agregado de 0,25 g/L de NaAsO2 (agente promotor de H). Tanto para el metal base como para cada uno de los cupones soldados bajo las distintas condiciones de ingreso de hidrógeno, se hicieron ensayos de tracción transversal a la junta y barridos de microdureza Vickers en el metal de soldadura (MS) y en la línea de fusión (LF). Además se cuantificó el porcentaje de fases del metal base y se analizó la microestructura mediante microscopía óptica y electrónica de barrido. Para revelar la presencia de H se utilizó la técnica de decoración con la plata desarrollada por Schoebe y Dieker [1]. Resultados y discusión Mediante microscopia óptica no se observaron diferencias entre las probetas soldadas con electrodos secos (S) y mojados (M). El análisis macrográfico no reveló presencia de poros en las probetas soldadas con electrodos mojados (M). Ensayadas a tracción para bajas velocidades de desplazamiento del cabezal (0,5 mm/min), la probeta M rompió en la LF presentando una doble estricción a ambos lados del MS y fisuras sobre la LF del lado no fracturado; mientras tanto, la probeta S, rompió en el MS. Si bien no hay diferencias en el ensayo de tracción a baja velocidad para las probetas S y M si se puede observar una tendencia de

3° Reunión Materiales Tecnológicos en Argentina
38
aumento de la resistencia al comparar con la probeta cargada con hidrógeno y ensayada a baja velocidad (C). Mediante la técnica de decoración con plata [1], figura 1, se pudo observar la presencia de partículas de Ag (blancas) adheridas a las inclusiones de óxidos complejos de Ti-Mn-Si-Al en la región MS de la probeta M.
Figura 1. Inclusiones de TiO2 (oscuras) con partículas de plata (blancas) y su correspondiente análisis EDS
No se encontró lo mismo para la probeta S, lo que indicaría que en el MS hay una mayor probabilidad de atrape de H cuando se suelda con electrodos húmedos. Como muestra la Tabla 2 el aumento de microdureza en el MS de la probeta M respecto de la S también puede ser un indicativo de la presencia del H atrapado en esta zona, y que podría estar actuando como obstáculo en el movimiento de las dislocaciones produciendo un endurecimiento de esta zona. Esto explicaría el hecho de la fractura en una zona más débil como la LF para la probeta M.
Tabla 2. Valores promedio de microdureza Vickers en dos zonas de las juntas soldadas
Probetas Microdureza HV1
Metal de soldadura Línea de fusión - ZAC GG
S 191 190
M 204 191
Evidentemente las condiciones experimentales resultan insuficientes para afirmar que el H causa tal endurecimiento, como se menciona en [2]. Mayoritariamente, la bilbiografía [3] menciona efectos del hidrógeno difusible sobre el comportamiento de uniones soldadas. Por lo tanto, es necesario continuar trabajando en esta dirección para encontrar las posibles causas de tal efecto. Conclusiones El hecho de soldar con electrodos húmedos no afectó las propiedades de tracción de la junta soldada del acero microaleado pero si se evidenció la presencia de H atrapado en las inclusiones del MS para esta condición. En las probetas cargadas con exceso de H hubo un aumento de resistencia a la tracción y esto sumado al endurecimiento del MS en la probeta M indicarían algún efecto sobre las propiedades mecánicas de la junta por el H atrapado. Por lo tanto, es necesario seguir estudiando con otros ensayos para verificar si realmente este H atrapado es el responsable de tal efecto. Referencias [1] Schober and C. Dieker: “Observation of local hydrogen on nickel surfaces”, Metallurgical
Transactions A, 1983, 14A, 2440-2442. [2] S. K. Singh, B. Sasmal “Effect of Hydrogen on Thoughening of a Low Alloy Steel”, ISIJ
International, Vol 44 (2004) N1 Pp. 203-208. [3] J. Hilton, H. C: Fals and R. E. Trevisan. “Susceptibilidad a grietas inducidas por hidrógeno en
ambientes corrosivos de H2S de juntas soldadas de acero API5L-X80. Revista de Metalurgia 45 (4) (2009), 267-276.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
39
EFECTO DEL CALOR APORTADO Y DEL METAL DE APORTE SOBRE LA MICROESTRUCTURA Y PROPIEDADES MECÁNICAS DE JUNTAS SOLDADAS
POR FCAW DE ACERO MICROALEADO
C. Marconi (1)
, M. J. Castillo (1,2)
, N. M. Ramini (1)
, L. Boccanera (1)
(1)
DEYTEMA-Centro de Desarrollo y Tecnología de Materiales, Facultad Regional San Nicolás, Universidad Tecnológica Nacional, San Nicolás, Buenos Aires, 2900, Argentina.
(2) Escuela de Tecnología, Universidad Nacional del Noroeste de la Pcia. de Bs. As. Junín,
Buenos Aires, 6000, Argentina. Introducción Los aceros microaleados han reemplazado a los aceros al carbono tradicionales en aplicaciones de la industria automotriz y de la construcción por sus ventajas en cuanto a propiedades mecánicas, resistencia a la corrosión y soldabilidad. Estos aceros logran sus propiedades mecánicas mediante el agregado de microaleantes y procesos termomecánicamente controlados (TMCP). Cuando estos aceros son soldados, el ciclo térmico de la soldadura causa alteraciones en la composición, distribución, tamaño y fracción volumétrica de los precipitados mediante la disolución, crecimiento y reprecipitación de los mismos, generando cambios microestructurales, tensiones residuales y modificaciones de resistencia y tenacidad a la fractura, siendo la variable de mayor peso el calor aportado (HI) [1]. Elementos estabilizadores de austenita como carbono o manganeso pueden ser segregados en ciertas zonas en las que, durante el enfriamiento, precipiten constituyentes M-A [2]. Con el advenimiento de aceros de alta resistencia y la permanente evolución de los mismos no siempre se dispone de consumibles de igual o mayor resistencia y la opción de usar un metal de aporte de menor resistencia que la del metal base (MB) se vuelve más atractiva [3]. En este trabajo se analiza la influencia del HI y de la selección del consumible sobre las propiedades mecánicas y la microestructura de juntas soldadas a tope de un acero microaleado. Materiales y métodos Como MB se utilizó un acero microaleado de 6 mm de espesor. Para la soldadura de las probetas se realizaron cupones de junta soldada a tope biselados en V de 30º. El proceso de soldadura empleado fue FCAW-G. Se utilizó material de aporte con dos grados de resistencia menor e igual (U y M) que el MB. Como protección gaseosa se empleó la mezcla Ar – 20 % CO2. Se obtuvieron dos condiciones de HI mediante la modificación del número de pasadas, la condición de alto HI fue obtenida por realización de cordones de soldadura de una pasada (1) y la condición de bajo HI mediante la realización de cordones de tres pasadas (3). La identificación de cada cupón, el metal de aporte empleado, los parámetros de soldadura utilizados y el HI resultante se muestran en la Tabla 1.
Tabla 1. Parámetros de soldadura e identificación de los cupones
PROBETA N° DE
PASADAS METAL DE APORTE
INTENSIDAD (A)
TENSIÓN (V)
V. DE SOLDADURA (mm/s)
HI (kJ/mm)
1U 1 (U) E71T1C 256 29,2 3,5 2,12
3U 3 (U) E71T1C 170 25,2 4,6 0,95
1M 1 (M)E81T1Ni1C 260 30,0 3,1 2,48
3M 3 (M)E81T1Ni1C 170 25,2 4,7 0,93
Se realizaron cortes transversales al cordón soldado y se analizó la macro y microestructura, definiéndose las diferentes zonas de la junta soldada. Se realizaron mediciones de tamaño de grano, en la adyacencia de la línea de fusión (LF), dentro de la zona afectada por el calor de grano grueso (ZAC GG) y en la de grano fino (ZAC GF). En la ZAC GG se cuantificó el porcentaje de partículas M-A presentes en la estructura. Se realizaron mediciones de microdureza mediante barridos desde el metal de soldadura (MS) hasta el MB con 1000 gf de carga, las improntas fueron realizadas cada 0,5 mm. Para el ensayo de tracción se maquinaron probetas transversales y se ensayaron siguiendo la norma ASTM E8-04. Se realizaron pruebas de impacto Charpy V a 20, -20 y -60 °C. Resultados y discusión En las probetas soldadas con el consumible U se observó una estructura de ferrita primaria en borde de grano (PF (G)), ferrita con segundas fases alineadas (FS(A)) y algo de ferrita acicular (AF). Este último constituyente se observó en mayor proporción en las probetas soldadas con el consumible M junto con ferrita con segundas fases no alineadas (FS (NA)). El consumible M presenta un importante

3° Reunión Materiales Tecnológicos en Argentina
40
contenido de Ni, este elemento disminuye la temperatura de transformación del acero favoreciendo la formación de estructuras aciculares [4]. Ver Figura 1.
Figura 1. Microestructura del metal de soldadura: probetas U.
Se observó un refinamiento de la estructura al soldar con tres pasadas, asociado a la mayor velocidad de enfriamiento correspondiente a un menor HI. En las probetas soldadas con una sola pasada se observó un aumento considerable del tamaño de grano de la ZAC GG en la zona aledaña a la LF, debido al mayor tiempo de permanencia a temperaturas de austenización y la ausencia de precipitados que anclen el borde de grano [5]. El porcentaje de constituyente M-A aumentó con el HI
al superar los 20 segundos el tiempo de enfriamiento entre 800 y 500 ºC (Dt8/5) tal como se indica en
la bibliografía
[5,6]. Los resultados correspondientes al ensayo de microdureza mostraron un endurecimiento de la estructura al soldar con consumibles de resistencia similar al MB. Además, tanto en la ZAC GG como en la ZAC GF se produjo un ablandamiento, más pronunciado en la ZAC GF y al soldar con 1 pasada. Prácticamente se mantuvieron los valores de resistencia a la tracción al soldar con ambos consumibles, con una mejor performance al soldar con 3 pasadas. En general se observó una tendencia a la disminución de la resistencia con el aumento del HI. Este resultado puede ser atribuido a la variación del tamaño de grano en la ZAC y a la evolución de la cinética de disolución - reprecipitación de carbonitruros. El aumento del HI provocó una pérdida de resistencia comparable para ambos consumibles. En cuanto a los resultados de las pruebas de impacto, se observó un aumento de tenacidad al disminuir el tamaño de grano y aumentar la dureza de la ZAC GG. Los mayores valores de tenacidad se obtuvieron para la condición de bajo HI y menor porcentaje de M-A. Al comparar los resultados obtenidos para cada consumible, se observó que para bajo HI las probetas soldadas con U presentaron mayor tenacidad que las soldadas con M, mientras que para alto HI la pérdida de tenacidad es mayor para el consumible U asociado a un tamaño de grano mayor. Conclusiones En las uniones soldadas se observó un aumento considerable de tamaño de grano en la ZAC GG para todas las condiciones, siendo este efecto más marcado cuando se soldó con una sola pasada. Los resultados obtenidos mostraron mayor dureza en el MS cuando se soldó con consumibles de resistencia similar al MB y no se observó un efecto significativo del HI. Tanto en la ZAC GG como en la ZAC GF se observó un ablandamiento del MB más pronunciado en la ZAC GF y cuando se soldó con 1 pasada. Prácticamente se mantuvieron los valores de resistencia a la tracción al soldar con ambos consumibles (U y M), con una mejor performance cuando se soldó con 3 pasadas. Para cada consumible la tenacidad mejora cuando disminuye el HI relacionado al menor tamaño de grano y mayor dureza de la ZAC GG. Con el aumento del HI caen los valores de tenacidad, siendo más marcado este efecto cuando se suelda con el consumible U. Referencias
[1] R. González-Palma, Tesis Doctoral, Facultad de Ciencias, Universidad de Cádiz, 1994. [2] Y. Li, et al, ‘The effect of V and Nb on the Properties and Microstructure of the Intercritically
Reheated Coarse Grained Heat Affected Zone in Low C’, ISIJ International, V. 41, N. 1, 2001. [3] D. Miller, ‘Use Undermatching WM Where Advantageous’, Welding Innovation, V. 14, N. 1, 1997. [4] X. Yue, et al, ‘Continuous cooling transformation behavior in the CGHAZ of naval steels’, Welding
Journal, Vol 88 No 3,. pp 67s – 75s, 2012. [5] R. Laitinen, “Improvement of weld haz toughness at low heat input by controlling the distribution
of M-A constituents”, Faculty of Technology, University of Oulu, March 4th, 2006. [6] E. Amer, et al, ‘Effect of welding heat input on microstructure and mechanical properties of
simulated HAZ in Cu containing microalloyed steel’; J Mater Sci,, 2010.
1U
PF (G)
1M
AF

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
41
ESTUDIO DE NANOESTRUCTURAS DE CIS- Y TRANS-ESTILBENO MEDIANTE MICROSCOPÍA DE FUERZA ATÓMICA
S. M. Mendoza
(1), M. C. G. Passeggi (h)
(2,3), J. Ferrón
(2,3)
(1)
Departamento de Electromecánica, Facultad Regional Reconquista, Universidad Tecnológica Nacional - Consejo Nacional de Investigaciones Científicas y Técnicas. Calle 44 Nº 1000, (3560)
Reconquista. (2)
Laboratorio de Física de Superficies e Interfaces, Instituto de Física del Litoral (CONICET-UNL), Güemes 3450, (3000) Santa Fe.
(3) Departamento de Materiales, Facultad de Ingeniería Química, Universidad Nacional del Litoral,
Santiago del Estero 2829, (3000) Santa Fe.
[email protected] Introducción La nanotecnología es un área multidisciplinaria que ha tenido un gran auge en los últimos años, principalmente gracias al desarrollo de instrumental que permite ‘ver’, estudiar y manipular la materia a nivel atómico y molecular. El estilbeno y algunos de sus derivados son moléculas orgánicas de origen natural, que presentan una estructura química de interés en la fabricación de nanoestructuras y bloques constituyentes de máquinas moleculares, sin embargo todavía no han sido ampliamente exploradas como nanomateriales. El interés en este tipo de sistemas reside en sus aplicaciones en medicina, farmacia y biotecnología. Este trabajo presenta los primeros resultados obtenidos al estudiar formas isoméricas de estilbeno: cis-estilbeno, y trans-estilbeno (un líquido y un sólido a temperatura ambiente, respectivamente), con el objetivo de explorar sus propiedades a escala nanométrica al estar en contacto con superficies policristalinas de oro (Au/mica) y grafito (HOPG).
Materiales y métodos Para este estudio se prepararon muestras de estilbeno (trans o cis-1,2-Diphenylethylene, marca Aldrich) en solución de etanol (etanol absoluto). Se depositaron gotas de dicha solución sobre grafito pirolítico altamente orientado (HOPG) u oro soportado en mica (Au/mica producidos en el Zernike Institute for Advanced Materials, Groningen University). Se empleó HOPG marca SPI Supplies - grado 1, clivado inmediatamente antes de preparar las muestras. Los sustratos Au/mica fueron flameados con llama de butano, previo a la preparación de muestras, para reconstruir la superficie cristalina del Au(111). Las medidas de microscopía de fuerza atómica (AFM) se realizaron con un equipo comercial de marca Nanotec Electrónica S.L. (Madrid, España), en aire y temperatura ambiente, operando en modo contacto intermitente. Se utilizaron “cantilevers” Olympus RC800PSA y Budget Sensors Multi75Al de silicio (los primeros nitrurados) recubiertos con Au/Cr y Al, respectivamente, con frecuencias de resonancia entre 70-90 kHz, fuerzas nominales entre 0,4-2,7 N/m y radios de curvatura menores a 20 nm. Las imágenes se adquirieron y procesaron con el “software” libre WS×M.
Resultados
a
b
c
d
Figura 1. Izquierda. Imágenes de cis-estilbeno sobre HOPG, tomadas mediante AFM. a) Topografía: se observan partículas sobre la superficie. b) Fase: el contraste en esta imagen confirma que las partículas son de un material distinto (se asume que es cis-estilbeno) al del sustrato. Derecha. Imágenes de cis-estilbeno sobre Au/mica. c) Topografía: se observan nano-partículas de tamaño

3° Reunión Materiales Tecnológicos en Argentina
42
regular y distribución homogénea sobre la superficie de Au. d) Fase: el contraste en esta imagen confirma que las partículas son de un material diferente (cis-estilbeno) al del sustrato (Au). trans-estilbeno/HOPG: a) arriba: topografía; b) abajo: fase. Superficies gradualmente cubiertas
a b c d
e f g Figura 2. Imágenes de trans-estilbeno sobre HOPG, tomadas mediante AFM. Arriba: topografías; abajo: fases correspondientes a cada topografía. De izquierda a derecha, HOPG con recubrimientos incrementales de trans-estilbeno. a) HOPG limpio. b y e) Partículas de trans-estilbeno ubicadas preferencialmente en los defectos del sustrato. c y f) Aglomerados de moléculas que crecen en forma de islas. d y g) Superficie de HOPG completamente cubierta por trans-estilbeno.
Conclusiones El presente trabajo muestra resultados obtenidos al estudiar los isómeros trans- y cis-estilbeno sobre los sustratos HOPG y Au/mica. En el caso de trans-estilbeno sobre HOPG, se pudo visualizar mediante AFM que las moléculas orgánicas se depositan formando clusters que se ubican preferencialmente en los defectos de la superficie del sustrato. La interacción entre moléculas orgánicas es mucho más fuerte que la interacción molécula-sustrato y un paulatino incremento en la cantidad de trans-estilbeno en la superficie se traduce en un crecimiento de granos que resulta en la formación de cristales macroscópicos. Por otra parte, en el caso del cis-estilbeno los resultados indican que a escala nanométrica forma clusters sobre HOPG, comportándose de manera similar al trans-estilbeno. Un paulatino incremento en la cantidad de cis-estilbeno conlleva al crecimiento de dichos clusters y coalescencia en una fase amorfa. Por el contrario, sobre la superficie de Au/mica, cis-estilbeno forma nanopartículas de tamaño regular y distribución homogénea sobre el sustrato. Estas nanopartículas se mantienen estables durante sucesivas secuencias de escaneado para la adquisición de imágenes mediante AFM. Se prevé continuar este estudio y complementarlo analizando el comportamiento de trans-estilbeno sobre Au/mica.
Figura 3. Imágenes de trans-estilbeno sobre HOPG, tomadas mediante microscopio óptico. Izq.: se observa la formación de pequeños cristales que comienzan a distinguirse a simple vista. Derecha: detalle de un grupo de cristales.
1 mm 100 m

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
43
EVALUACIÓN DE DISTINTOS TRATAMIENTOS TÉRMICOS EN MATERIALES PARA IMPLANTES ÓSEOS
J. C. Serra
(1), G. Bernasconi
(1), A. Negreira
(1), C. M. Espinosa
(1), S. M. Mendoza
(2)
(1)
Universidad Tecnológica Nacional – Facultad Regional Rafaela. (2)
Universidad Tecnológica Nacional - Consejo Federal de Investigaciones Científicas y Técnicas. Facultad Regional Reconquista - Tel. 03482-420048
Introducción Hoy en día contamos con una diversa gama de materiales útiles para producir prótesis y órtesis óseas, que presentan ventajas y desventajas. Metales, aleaciones, cerámicos, polímeros, materiales compuesto son algunos de los más estudiados. En los últimos años se investigaron materiales novedosos, tales como nuevas aleaciones, polímeros y nanomateriales. Sin embargo, si bien se ha probado mejorar algunas características de los materiales, sus costos resultan generalmente elevados como para poder ser implementados comercialmente. Pese a todos los avances, en la práctica a nivel nacional, los mejores materiales destinados a prótesis son de calidad y procedencia de importación, por lo que en determinados casos pueden resultar difíciles de conseguir comercialmente. Es por ello que este trabajo presenta los primeros pasos en el estudio de materiales ampliamente difundidos y disponibles en el mercado local, cuyas propiedades puedan ser mejoradas o adaptadas para su utilización en prótesis y órtesis óseas. Se resumen aquí los resultados preliminares obtenidos al modificar aceros AISI 316 y AISI 304 mediante tratamientos térmicos.
Materiales y métodos Muestras de aceros comerciales AISI 316 y AISI 304 fueron adquiridas en forma de planchuelas y cortadas en probetas teniendo en cuenta lineamientos de las normas ASTM E8/E8M-09 e IRAM-IAS U 500 102-2. Los tratamientos térmicos se llevaron a cabo en una mufla marca Dalvo Instrumentos, Modelo HM/x, N° P.E.D., 220 V CA, 3500 W. A los fines de poder manipular las probetas altas temperaturas, se diseñó un portamuestras a medida. Los tratamientos realizados a los aceros fueron: (A) solubilizado 1050-1100 ºC durante 30 min, enfriamiento en agua; (B) distensionado 675 ºC durante 60 min, enfriamiento en agua;.(C) 2º solubilizado 1050-1100 ºC durante 30 min, enfriamiento en agua. Las muestras así tratadas se evaluaron a través de un análisis microestructural.
Resultados Las siguientes micrografías (magnificación: 200X) resumen los resultados preliminares de este trabajo:
Tratamiento Acero AISI 316 Acero AISI 304
Muestras sin modificar

3° Reunión Materiales Tecnológicos en Argentina
44
Tratamiento Acero AISI 316 Acero AISI 304
A
B
C
Conclusiones El presente trabajo muestra los primeros resultados obtenidos al estudiar aceros comerciales modificados mediante tratamientos térmicos. La metodología de trabajo incluyó una búsqueda bibliográfica para recabar información actualizada sobre el tema. Se indagaron artículos científicos, patentes y normas de ensayo. También se establecieron contactos con otras instituciones públicas y privadas sobre temas inherentes a la adquisición de materiales y a métodos de ensayo. Se seleccionaron materiales para comenzar el estudio y se inició el proceso de adquisición de los mismos. Se programó un plan de mediciones inicial para llevar a cabo ensayos de manera sistematizada. Muestras de aceros AISI 316 y AISI 304 modificadas fueron observadas al microscopio metalográfico. Se obtuvieron micrografías que permitieron comparar las estructuras de los aceros antes y después de tratamientos varios. Se observó que ambos aceros reaccionan bien a los ciclos térmicos, aumentando su tamaño de grano y notando la diferencia de los carburos precipitados. Estas mediciones iniciales continuarán en el corto plazo para establecer diferencias entre los distintos tratamientos. A partir de allí se llevarán a cabo ensayos de resistencia mecánica y estabilidad ante agentes corrosivos, a los fines de evaluar la factibilidad de utilizar los aceros así modificados en prótesis y órtesis óseas. Además de otros tratamientos térmicos, se prevé llevar adelante procedimientos de modificación de superficies.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
45
ESTUDIO DE DIFERENTES CONDICIONES DE SÍNTESIS PARA LA OBTENCIÓN DE ZEOLITA NaA A PARTIR DE CENIZAS INDUSTRIALES
J. D. Monzóna, A. M. Pereyraa,b, E. I. Basaldellaa,b
a Centro de Investigación y Desarrollo en Ciencia y Tecnología de Materiales. CITEMA (UTN-FRLP),
Av. 60 esq. 124 s/n, 1900 La Plata, Argentina. b Centro de Investigación y Desarrollo en Ciencias Aplicadas – Dr. Jorge J. Ronco. CINDECA
(CONICET - CIC – UNLP), Calle 47 No
257, La Plata-Argentina.
Introducción La presencia de compuestos inorgánicos como silicatos o aluminosilicatos vítreos y algunas fases cristalinas como mullita en las cenizas volantes industriales, las convierten en adecuadas para su utilización como materia prima en la síntesis de diferentes tipos de zeolitas [1]. En este trabajo se propone zeolitizar una ceniza volante industrial a través de un proceso hidrotermal. Para ello, la ceniza, previamente calcinada en presencia de Na2CO3, se mezcla con una solución alcalina que contiene cantidades especificadas de Na2O y Al2O3, y se deja reaccionar en condiciones de temperatura controlada, analizando la conversión en fases zeolíticas obtenida a diferentes tiempos de reacción. La reactividad de las diversas mezclas fue evaluada en términos de su conversión en zeolita NaA a través de DRX. Se optimizó la reacción de zeolitización utilizando como variables la relación en peso solución de activación/cenizas y el tiempo de reacción. Materiales y métodos Síntesis Hidrotérmica. La muestra de cenizas volantes proveniente de una Central Termoeléctrica fue sometida a calcinación a 800 ºC durante 2 horas con 50 % p/p de Na2CO3. Posteriormente se incorporó la ceniza calcinada a la mezcla de activación formada por 3,56 g NaOH, 87,6 g de agua y 1,2 g NaAlO2 contenida en un reactor de polipropileno de 250 ml. Una vez finalizado el reposo de 48 hs, la síntesis conducente a la cristalización hidrotérmica se realizó en estufa a 100 °C. Los reactores fueron equilibrados a la temperatura de reacción. Se tomaron muestras a distintas tiempos de reacción. Los sólidos obtenidos se lavaron y se secaron a 110 °C (muestra patrón, D7). Las composiciones de las mezclas de reacción usadas con respecto a D7 se detallan en la Tabla I.
Tabla I. Variaciones de las composiciones de la mezcla patrón
Muestra Pretratamiento Solución de activación, g t de reacción, h
Calcinación Na2CO3 NaOH H2O NaAlO2
D7 Si Si 3,56 87,6 1,2 0, 3, 5, 30
D8 Si Si 1,78 87,6 1,2 0, 5, 24, 48
D9 Si Si 3,56 87,6 0,9 0, 3, 5, 24
D10 Si Si 3,56 87,6 1,5 0, 3, 24, 31
D11 Si Si 5,34 87,6 1,2 0, 3, 21, 48
D12 Si Si 3,56 131,4 1,2 0, 21, 45
D13 Si Si 3,56 43,8 1,2 0, 3, 24
D14 Si Si 3,56 153,3 1,2 0, 24, 48
D15 No No 3,56 87,6 1,2 0, 5, 24, 30
D16 Si No 3,56 87,6 1,2 0, 5, 24, 30
Caracterización fisicoquímica. La composición de la ceniza volante se obtuvo utilizando una microsonda electrónica (EDAX), Tabla II (promedio de cuatro determinaciones). La caracterización de los sólidos iniciales y los productos de reacción fue realizada por DRX y método Ritvield. Resultados y discusión El análisis cristalográfico de la ceniza evidenció estructuras tales como mullita, cuarzo, hematita y calcita.

3° Reunión Materiales Tecnológicos en Argentina
46
Tabla II. Composición porcentual de las cenizas volantes.
Elemento Na2O MgO Al2O3 SiO2 K2O CaO TiO2 Fe2O3
% Peso 0,77 1,57 27,41 62,83 0,67 1,8 1,38 3,50
Los estudios DRX muestran que para todos los ensayos al inicio de la reacción se observan trazas de la zeolita NaA (LTA), hidroxisodalita (HS) y aparecen otros picos que, determinados por medio del método Ritvield, se deben a productos tales como nefelina, óxido de calcio aluminio y cristobalita. La muestra D7 (muestra patrón) evidenció el mayor grado de zeolitización, con formación de zeolita LTA a t = 3 hs y trazas de HS a t = 24 hs; el porcentaje de conversión máxima de zeolita LTA fue 39 % a t = 23 hs. La variación del porcentaje de NaOH (soluciones de activación D8 y D11) mostró que para un incremento del mismo se alcanza un mayor porcentaje de conversión a tiempos menores. La disminución del aluminato de sodio condujo a la formación de zeolita LTA, HS y trazas de zeolita X a t = 3 hs con un bajo porcentaje de conversión (12 %). El incremento del aluminato permitió alcanzar la conversión máxima a tiempos menores que para D7 (5 hs), Fig. 1. En lo referente a las variaciones porcentuales de agua en los rangos seleccionados, el incremento o la disminución de la misma (D12, D13 y D14) no condujo a variaciones sustanciales en la obtención de LTA con respecto a la muestra patrón. Con la disminución del 50 % del agua a las 24 horas de reacción los picos característicos de la NaA a medida que avanza la reacción van desapareciendo para dar lugar a la formación de
sodalita en 2= 14,0. Con el aumento del 75 % del agua se incrementa el tiempo necesario para la aparición de los picos de NaA. Las reacciones llevadas a cabo sin pretratamiento de calcinación con Na2CO3 (D15) condujeron a la formación de zeolitas tipo HS y trazas de NaP, detectándose presencia de cuarzo, mullita y albita. En la reacción D16 (calcinación sin presencia de Na2CO3), a t = 5 hs se observó la formación de LTA y trazas de NaP y a t = 30 hs trazas de HS con un porcentaje de conversión máxima de LTA del 19 % a las 24 hs.
Figura I. DRX de las reacciones con mayor conversión de zeolita NaA
Conclusión Se logró la conversión de cenizas volantes en materiales de apreciable contenido en fases zeolíticas que poseen reconocidas aplicaciones tecnológicas. La calcinación en presencia de carbonato de sodio como pretratamiento de activación posibilitó la formación de zeolita NaA como componente mayoritario. Se comprobó adicionalmente que una fuente extra de aluminio también contribuye a mejorar la conversión en zeolita NaA. Referencias [1] Ahmaruzzaman M. “A review on the utilization of fly ash”. Progress in Energy and Combustion
Science 36 (2010) 327–363. Agradecimientos Los autores agradecen a la Dra. Nancy Quaranta por proveer las cenizas volantes industriales para la realización del presente trabajo.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
47
INCREMENTO DE LA RESISTENCIA MECÁNICA DE ACEROS FERRÍTICOS
G. González, G. Pender, R. Molina, L. Iurman, L. Moro
Universidad Tecnológica Nacional, Facultad Regional Bahía Blanca. Grupo de Estudios de Materiales (GEMAT)
11 de Abril 465, Bahía Blanca, 8000.
Introducción Los componentes mecánicos que operan bajo condiciones críticas de temperatura y tensión soportan diferentes mecanismos de degradación que pueden conducir al daño del material. Uno de ellos, lo constituye la termofluencia (creep) donde el material sufre una deformación plástica dependiente del tiempo que provoca cambios en la estructura del material y pérdida de ductilidad que depende de la microestructura inicial y de la tensión aplicada. Los aceros ferríticos de baja aleación resistentes al creep (CSEF, creep strength–enhanced ferritic), son extensamente usados en la fabricación de conductos de centrales de generación de energía eléctrica y en los recalentadores de las calderas ya que poseen un bajo coeficiente de expansión y alta conductividad térmica [1]. Con el fin de garantizar que la operación del equipo sea la correcta durante todo el período de trabajo es preciso que el material presente una microestructura estable a lo largo del mismo. Esta meta se alcanza de forma relativamente simple cuando el tiempo de operación es de aproximadamente 100 horas pero no es tan sencilla cuando la vida en servicio de los equipos supera las 200.000 horas, cifra habitual en las instalaciones productoras de energía eléctrica. Estos aceros poseen una microestructura estable con finos carburos aleados que impiden el movimiento de las dislocaciones; sin embargo es inevitable, que durante largos períodos de servicio o condiciones muy críticas, se produzcan cambios microestructurales que son los responsables de la pérdida de resistencia del material. Entre las modificaciones de la estructura se pueden mencionar: precipitación y transformación de carburos, descomposición de áreas de perlita/bainita, cambios en la morfología de los carburos y variación en la composición química de la matriz. Las características de estos cambios dependen esencialmente de la composición química del acero, su historia previa y sus condiciones de trabajo (temperatura y tensión). La rotura dúctil en los aceros de baja aleación resistentes a la fluencia, se basa principalmente, en la nucleación y crecimiento de los carburos aleados, como así también en los huecos que se forman en los límites de grano. En este trabajo se estudia el comportamiento al creep por tracción del acero 1 Cr – 0,5 Mo comparando el material en condiciones de recepción con otros previamente sometidos a un tratamiento térmico. Materiales y Método experimental Las muestras del acero 1 Cr – 0,5 Mo se tomaron de tubos sin costura de 73 mm de diámetro externo y 12 mm de espesor. Se determinó la composición química de las muestras mediante un espectrómetro de emisión por plasma, marca Spectromax modelo X. En la Tabla 1, se presentan los elementos componentes y los valores medidos de las concentraciones (% en peso) del material.
Tabla 1. Análisis composicional real (% en peso) del acero.
Acero C Cr Mo Si Ni Mn Si Cu Otros Fe
1Cr 0,5Mo 0,0490 1,080 0,36 0,704 0,040 0,395 0,354 0,01 S, P <0,2 Balance
Para estudiar la influencia de la temperatura sobre la estructura del material se realizó un tratamiento térmico de austenización a 1223 K durante una hora seguido de un enfriamiento en aire y luego un revenido a 1023 K también durante una hora. Para determinar como se comporta el material en función del tratamiento térmico se estudió el comportamiento al creep del material original y de otro tratado térmicamente. Los ensayos de termofluencia se realizaron con un equipo de tracción donde se mantienen la tensión y la temperatura constantes respetando las condiciones de la norma ASTM E 139 [2].
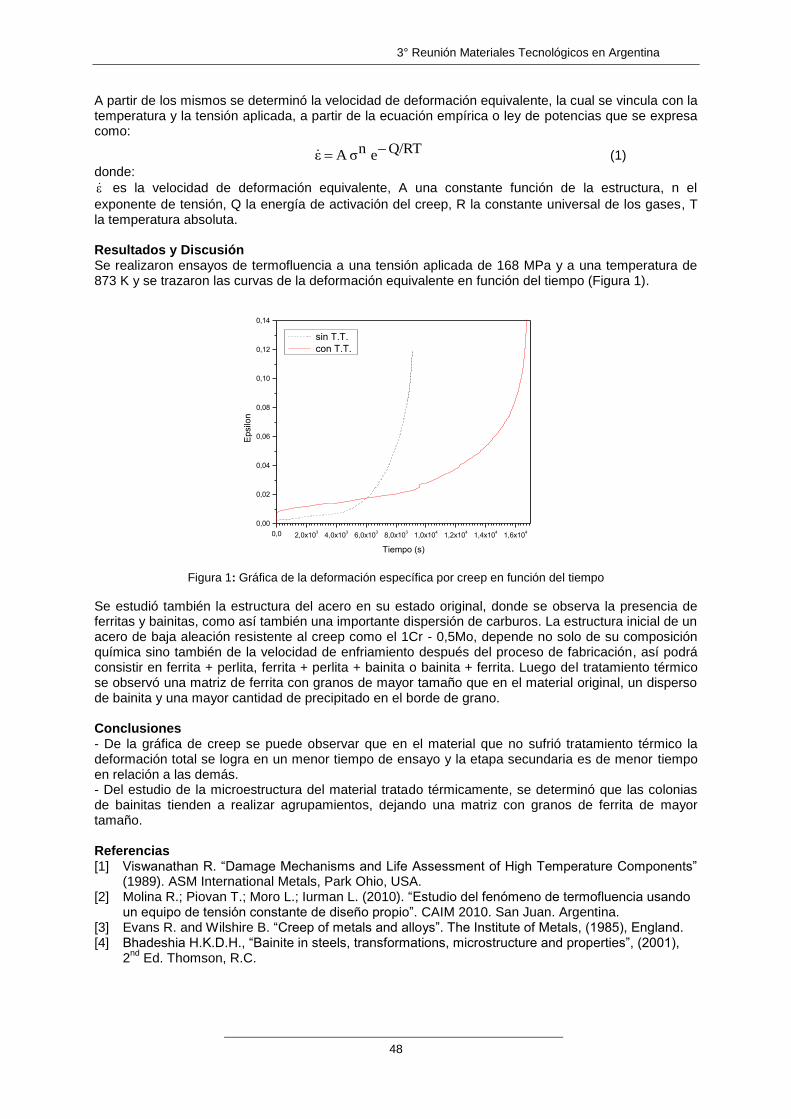
3° Reunión Materiales Tecnológicos en Argentina
48
A partir de los mismos se determinó la velocidad de deformación equivalente, la cual se vincula con la temperatura y la tensión aplicada, a partir de la ecuación empírica o ley de potencias que se expresa como:
Q/RTe nσA ε (1)
donde:
es la velocidad de deformación equivalente, A una constante función de la estructura, n el
exponente de tensión, Q la energía de activación del creep, R la constante universal de los gases, T la temperatura absoluta. Resultados y Discusión Se realizaron ensayos de termofluencia a una tensión aplicada de 168 MPa y a una temperatura de 873 K y se trazaron las curvas de la deformación equivalente en función del tiempo (Figura 1).
0,0 2,0x103
4,0x103
6,0x103
8,0x103
1,0x104
1,2x104
1,4x104
1,6x104
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
Epsilo
n
Tiempo (s)
sin T.T.
con T.T.
Figura 1: Gráfica de la deformación específica por creep en función del tiempo
Se estudió también la estructura del acero en su estado original, donde se observa la presencia de ferritas y bainitas, como así también una importante dispersión de carburos. La estructura inicial de un acero de baja aleación resistente al creep como el 1Cr - 0,5Mo, depende no solo de su composición química sino también de la velocidad de enfriamiento después del proceso de fabricación, así podrá consistir en ferrita + perlita, ferrita + perlita + bainita o bainita + ferrita. Luego del tratamiento térmico se observó una matriz de ferrita con granos de mayor tamaño que en el material original, un disperso de bainita y una mayor cantidad de precipitado en el borde de grano. Conclusiones - De la gráfica de creep se puede observar que en el material que no sufrió tratamiento térmico la deformación total se logra en un menor tiempo de ensayo y la etapa secundaria es de menor tiempo en relación a las demás. - Del estudio de la microestructura del material tratado térmicamente, se determinó que las colonias de bainitas tienden a realizar agrupamientos, dejando una matriz con granos de ferrita de mayor tamaño. Referencias [1] Viswanathan R. “Damage Mechanisms and Life Assessment of High Temperature Components”
(1989). ASM International Metals, Park Ohio, USA. [2] Molina R.; Piovan T.; Moro L.; Iurman L. (2010). “Estudio del fenómeno de termofluencia usando
un equipo de tensión constante de diseño propio”. CAIM 2010. San Juan. Argentina. [3] Evans R. and Wilshire B. “Creep of metals and alloys”. The Institute of Metals, (1985), England. [4] Bhadeshia H.K.D.H., “Bainite in steels, transformations, microstructure and properties”, (2001),
2nd
Ed. Thomson, R.C.
3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
49
CONTRIBUCIÓN DE DIFERENTES ADITIVOS EN EL COMPORTAMIENTO ELECTROQUÍMICO DE ELECTRODOS DE HIDRÓXIDO DE NÍQUEL
M. G. Ortiz
a,b, S. G. Real
a,b, E. B. Castro
a
a Instituto de Investigaciones Fisicoquímicas Teóricas y Aplicadas (INIFTA),
Facultad de Ciencias Exactas, UNLP, CCT La Plata-CONICET, Suc. 4, C.C. 16, 1900 La Plata Argentina.
b Centro de Investigación y Desarrollo en Ciencia y Tecnología de los Materiales (CITEMA),
Facultad Regional La Plata, Universidad Tecnológica Nacional (FRLP- UTN), Calle 60 y 124, La Plata, Argentina.
Introducción El hidróxido de níquel es utilizado como material activo en electrodos positivos de las baterías alcalinas recargables de níquel. La capacidad de estas baterías depende de la capacidad específica del electrodo positivo y la utilización del material activo, por lo que numerosas investigaciones fueron realizadas con el objetivo de optimizar este electrodo. Entre las mejoras propuestas cabe mencionar el aumento de la conductividad y el potencial de evolución de oxígeno, mejorar la eficiencia de la carga y la inhibición del desarrollo de la fase γ–NiOOH. En consecuencia, es necesario incorporar diferentes aditivos al material activo. Los aditivos que más se destacan son: cobalto [1-2], materiales carbonosos [3], calcio [3], zinc [2] y nanomateriales [4]. En este trabajo estudiamos el comportamiento electroquímico del electrodo de hidróxido de níquel con cobalto (incorporado vía electroless) e hidróxido de níquel nanocristalino (agregado por mezcla directa con el material activo).Estos materiales compuestos se utilizaron para preparar dos electrodos que fueron caracterizados mediante técnicas ópticas y electroquímicas. Materiales y métodos Los materiales de electrodo se prepararon agregando dos aditivos al material activo (hidróxido de níquel comercial Aldrich):
1- Co vía electroless, por esta vía se logra incorporar el aditivo en la superficie del material activo. Inicialmente se sumerge el electrodo durante 15 minutos en la solución de sensibilizado- activación y luego, 5 minutos, en el baño para la electroless de cobalto con
agitación vigorosa a 55 C y pH 10. 2- Ni(OH)2 nanocristalino (5 % m/m incorporado directamente al material activo).
Los electrodos de trabajo se prepararon colocando los materiales preparados con PVDF, como material aglomerante, sobre una esponja de níquel. En los experimentos electroquímicos se utilizó una celda electroquímica de tres electrodos sumergidos en solución 7M KOH. Se empleó como contra-electrodo una malla de níquel de gran área específica y como electrodo de referencia el electrodo de Hg/HgOss. Las curvas de carga-descarga y voltamperometría cíclica se realizaron utilizando un equipo Arbin modelo BT2000 y las medidas de espectroscopía de impedancia electroquímica (EIE) se realizaron con un equipo analizador de respuesta de frecuencias Solartron 1250 FRA acoplado a un potenciostato Solartron 1186 Electrochemical Interfase. Las imágenes de SEM fueron obtenidas utilizando un microscopio electrónico de barrido marca Philips modelo SEM 505 con un digitalizador de imagen Soft Imaging System ADDA II. Resultados y discusión La Fig.1 muestra las imágenes obtenidas por MEB, con una magnificación de 1000X, de cada electrodo de trabajo; en ambas se pueden distinguir superficies de aspecto esponjoso, con huecos o poros. Para la caracterización electroquímica los electrodos de trabajo fueron sometidos a ciclos voltamperométricos realizados a una velocidad de 5 mV/s, los resultados se muestran en la Fig. 2; donde se observan tanto la presencia de los picos anódico y catódico correspondientes a la reacción de oxidación-reducción del material activo como así mismo la reacción de evolución de oxígeno. En la Fig. 3 se muestran las curvas de descarga galvanostáticas (0,15 mA – 1 mA), donde se pueden leer los valores correspondientes a la máxima capacidad de descarga (I=0), encontrando valores superiores para el electrodo NiCo. La Fig. 4 revela el buen grado de ajuste obtenido entre los resultados teóricos y experimentales de EIE a 60 % SOD; por esta vía se pueden estimar valores de parámetros característicos del sistema que se muestran en la Tabla I.

3° Reunión Materiales Tecnológicos en Argentina
50
0 100 200 300 400 500 600
-25
0
25
50
NiNi
I /
mA
E vs. Hg/HgO / mV
0 100 200 300 400 500 600
-20
-10
0
10
20
30
40
I/ m
A
E vs.Hg/HgO / mV
NiCo
0 1 2 3 4-4
-3
-2
-1
0
NiCo
Experimental
Teórico
Z' /
Z /
0.0 0.2 0.4 0.6 0.8 1.00
20
40
60
80
100
120
NiNi
NiCo
Ca
pa
cid
ad
/ m
Ah
/g
I / mA
Figura 1. a) Electrodo NiNi. b) Electrodo NiCo. Figura 2. Voltamperograma cíclico de los electrodos de trabajo . Figura 3. Capacidad a diferentes Figura 4. Diagramas de Nyquist de los electrodos de trabajo
velocidades de descarga. a 60%SOD.
Tabla I. Parámetros de los electrodos de trabajo Electrodo SOD CDC[Fcm
-3] κ[Ω
-1cm
-1] ae(cm
-1) D1[cm
2/s] D2[cm
2/s] io [Acm
-2]
NiNi 60
0,05 0,092 1000 1,0 x 10-12
2,8 x 10-11
5 x 10-4
NiCo 0,09 0,110 1800 1,3 x 10-12
- 1 x 10-3
Conclusiones Se estudió el efecto de dos aditivos (Ni(OH)2 nanoestructurado y Co) en el comportamiento electroquímico de electrodos de hidróxido de níquel. Al realizar el ajuste de los datos experimentales de EIE a través de un modelo desarrollado en el laboratorio fue posible estimar parámetros característicos de los sistemas estudiados. De esta forma las mejoras en el desempeño de los materiales se podrían atribuir, en el caso del agregado de Co, a un aumento en el valor de la densidad de corriente de intercambio y, por incorporación de Ni(OH)2 nanoestructrurado, a un incremento en el valor del coeficiente de difusión. En consideración a esto, es necesario destacar la importancia del uso de esta técnica (EIE) en la caracterización de sistemas electroquímicos, ya que permite estimar parámetros que contribuyen a la optimización en el diseño de nuevos materiales. Referencias [1] Xiaofeng Li, Shumian Li, Jiayong Li, Huichao Dong. Journal of Applied Electrochemistry 39
(2009), 377-381. [2] Wenguang Zhang, Wenquan Jiang, Limin Yu, Zhongzhen Fu, Wen Xia, Minli Yang. International
Journal of Hydrogen Energy 34 (2009), 473–480. [3] Agnieszka Sierczynska, Katarzyna Lota, Grzegorz Lota. Journal of Power Sources, 195 (2010),
7511-7516. [4] X. J. Han, P. Xu, C. Q. Xu, L. Zhao, Z. B. Mo, T. Liu. Electrochimica Acta, 50 (2005), 2763-2769.
a b
0 1 2 3 4 5 6 7 8 9 10 11 12 13
-12
-11
-10
-9
-8
-7
-6
-5
-4
-3
-2
-1
0
Z' /
Z /
NiNi
Experimental
Teórico

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
51
ESTRUCTURAS LTA BIFUNCIONALIZADAS PARA LA PREVENCIÓN DE LA CORROSIÓN MICROBIOLÓGICA
A. M. Pereyra
ab, G. E. Machado
a, M. R. Gonzalez
b, T. Abrantes Rodrigues
c,
M. T.Soares Lutterbachc, E. I. Basaldella
ab
a CITEMA, Universidad Tecnológica Nacional, Facultad Regional La Plata, 60 y 124, 1900 –
La Plata, Argentina. b CINDECA, CCT - La Plata - CONICET, UNLP, 47 N° 257, La Plata, Argentina. c LABIO-INT/MCTI, Av. Venezuela 82, Rio de Janeiro, RJ, 20081-310, Brazil.
Introducción Los procesos de corrosión microbiológica y de contaminación biológica son el resultado de la colonización microbiana y de la adhesión en las interfaces medio/sustrato, que conducen a la formación de biopelículas. Actualmente, las estrategias para la prevención y el control de estos procesos se basan en el uso de sustancias químicas que son, en general, tóxicas para el medio ambiente. La incorporación de materiales microporosos funcionalizados con cationes biocidas inorgánicos es un enfoque innovador para prevenir los procesos de formación de biopelículas y la
biodegradación1-6
. En este trabajo se discute la acción biocida de zeolitas sintéticas tipo LTA
mediante la evaluación de su comportamiento frente a Pseudomonas aeruginosa, bacteria aislada de los depósitos de fluidos de la industria de refinación de petróleo. La evaluación microbiológica se realizó a través de la biología molecular y las técnicas de cultivo tradicionales. Se adoptó el método de concentración mínima inhibitoria para evaluar el efecto del par Ag
+1-Zn
+2 soportado en la estructura
microporosa en el crecimiento del microorganismo. Adicionalmente, se estudió la adhesión de la Pseudomona aureginosa en la interfase de recubrimientos. Materiales y métodos Preparación de las zeolitas intercambiadas. Se sintetizó zeolita NaA con una CEC de 7.04 mEq.g
-1
(deshidratada) y de 5.48 mEq.g-1
(hidratada) utilizando el método de cristalización hidrotérmica en un reactor de polipropileno a 365 K, sin agitación. El intercambio catiónico se llevó a cabo con soluciones de AgNO3, Zn(NO3)
2 y NH4NO3 (Carlo Erba, p.a), bajo agitación por 3 h a 25°C. Los sólidos (AgZnA)
fueron separados por filtración y secados en estufa a 60°C. La fase líquida fue analizada por AAS, Tabla I. Los sólidos obtenidos fueron analizados por DRX.
Tabla I. Concentraciones de Ag+
y Zn++
en el sólido y en las soluciones de intercambio
Muestra Ag+1
, %p/p Zn+2,
%p/p Solución de intercambio, mol.L
-1
Ag+1
Zn+2
NH4+
AgZnA 5,4 6 0,127 0,309 0,787
Método de la Concentración Mínima Inhibitoria (CIM). Se evaluó la concentración de AgZnA que inhibe el crecimiento de la P. aeruginosa. La cepa utilizada para este estudio pertenece al Laboratório de Biocorrosão e Biodegradação (INT – MCTI, Brasil). La identificación de la cepa fue realizada por extracción del ADN y la técnica de reacción de polimerasa en cadena, PCR.
Preparación de cupones de ensayo. La zeolita AgZnA se incorporó en diferentes proporciones en una matriz epoxídica (1.280 Kg.L
-1) curada con poliamida. Las pinturas fueron aplicadas sobre
sustratos metálicos previamente acondicionados, Tabla II.
Tabla II. Composición de los cupones
Cupones Matriz Epoxídica [AgZnA], %p/p
I A 0
II B 1
III C 4
IV D 5
V E 8
Ensayos microbiológicos. Se estudió la adhesión de la P. aureginosa sobre los cupones pintados (7 días) a través de la remoción del biofilm y posterior cuantificación de la adhesión (Método MPN). Se utilizó para el ensayo en medio Bushnell-Haas.

3° Reunión Materiales Tecnológicos en Argentina
52
Resultados y discusión Caracterización AgZnA. Los análisis DRX muestran que la posición de los picos característicos no se modificó luego del intercambio catiónico, indicando que se preservan los parámetros de red y que la incorporación de los cationes no modifica la estructura cristalina, Fig. 1a. Valores de CIM. Para AgZnA en medio de agar, el crecimiento de P. aeruginosa disminuye con el incremento de las concentraciones del par catiónico. Para concentraciones superiores a 200 mg.L
-1 de
AgZnA se observó una inhibición completa de la actividad bacteriana (CIM), Fig.1b.
Ensayos sobre cupones pintados. El estudio SEM de cortes transversales de los recubrimientos modificados, permitió observar los cristales AgZnA distribuidos en la matriz epoxídica, Fig. 2.a. Los ensayos de adhesión del biofilm de P. aeruginosa permitieron corroborar que a medida que aumenta la concentración de AgZnA en la matriz epoxídica, la capacidad de colonización de la cepa sobre los cupones pintados disminuye Fig. 2.b y 2.c.
Figura 2. a) Microestructura interna de las pinturas epoxídicas modificadas. b) Ensayo microbiológico de los cupones. c) Superficie de pintura colonizada por P. aeruginosa.
Conclusiones Los resultados sugieren que el par catiónico Ag
+1-Zn
+2 soportado sobre zeolitas poseen efectos
inhibitorios en el crecimiento P. aeruginosa y podrían utilizarse en la prevención de la biocorrosión. Los difractogramas de las zeolitas intercambiadas (AgZnA) muestran que la incorporación de los cationes NH4
+, Ag
+1 y Zn
+2 no promueven la modificación de la estructura de los sólidos. Los ensayos
de actividad antibacteriana realizados sobre las pinturas epoxídicas permitirían inferir que los cationes Ag
+1-Zn
+2 podrían considerarse como una alternativa de bajo costo y nulo impacto ambiental en la
industria del petróleo. Referencias 1 S.M. Magana et al., J. of Mol. Catalysis, 281, 2008, 192-199. 2 T. Haile et al., Biofouling, 25, 1-2, 2009, 1-12. 3 G. Cerri et al., Applied Clay Science, 27, 2004, 141-150. 4 W. De Muynck et al., Cement & Concrete Composites, 31 (2009), 163-170. 5 T. Haile et al., Corrosion Science, 52 (2010), 45-53. 6 T. Haile, et al., Geomicrobiological Journal, 25 (2008), 322-331.
Control+
P.
aeruginosa +
200 mg.L-1
AgZnA.
a) b)
a) b) c)
Figura 1. a) Comparación de los espectros DRX antes (NaA) y después del intercambio (AgZnA). b)
Curva de inhibición del crecimiento de la P. aeruginosa.
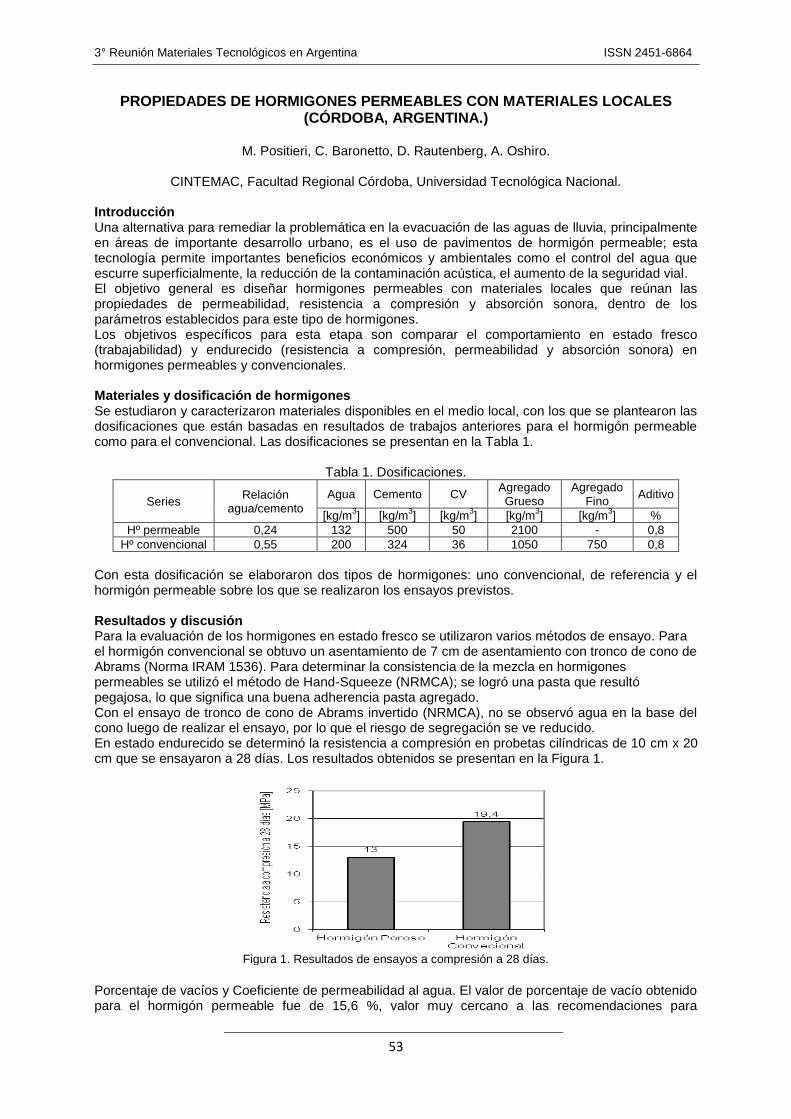
3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
53
PROPIEDADES DE HORMIGONES PERMEABLES CON MATERIALES LOCALES (CÓRDOBA, ARGENTINA.)
M. Positieri, C. Baronetto, D. Rautenberg, A. Oshiro.
CINTEMAC, Facultad Regional Córdoba, Universidad Tecnológica Nacional.
Introducción Una alternativa para remediar la problemática en la evacuación de las aguas de lluvia, principalmente en áreas de importante desarrollo urbano, es el uso de pavimentos de hormigón permeable; esta tecnología permite importantes beneficios económicos y ambientales como el control del agua que escurre superficialmente, la reducción de la contaminación acústica, el aumento de la seguridad vial. El objetivo general es diseñar hormigones permeables con materiales locales que reúnan las propiedades de permeabilidad, resistencia a compresión y absorción sonora, dentro de los parámetros establecidos para este tipo de hormigones. Los objetivos específicos para esta etapa son comparar el comportamiento en estado fresco (trabajabilidad) y endurecido (resistencia a compresión, permeabilidad y absorción sonora) en hormigones permeables y convencionales. Materiales y dosificación de hormigones Se estudiaron y caracterizaron materiales disponibles en el medio local, con los que se plantearon las dosificaciones que están basadas en resultados de trabajos anteriores para el hormigón permeable como para el convencional. Las dosificaciones se presentan en la Tabla 1.
Tabla 1. Dosificaciones.
Series Relación
agua/cemento
Agua Cemento CV Agregado Grueso
Agregado Fino
Aditivo
[kg/m3] [kg/m
3] [kg/m
3] [kg/m
3] [kg/m
3] %
Hº permeable 0,24 132 500 50 2100 - 0,8
Hº convencional 0,55 200 324 36 1050 750 0,8
Con esta dosificación se elaboraron dos tipos de hormigones: uno convencional, de referencia y el hormigón permeable sobre los que se realizaron los ensayos previstos. Resultados y discusión Para la evaluación de los hormigones en estado fresco se utilizaron varios métodos de ensayo. Para el hormigón convencional se obtuvo un asentamiento de 7 cm de asentamiento con tronco de cono de Abrams (Norma IRAM 1536). Para determinar la consistencia de la mezcla en hormigones permeables se utilizó el método de Hand-Squeeze (NRMCA); se logró una pasta que resultó pegajosa, lo que significa una buena adherencia pasta agregado. Con el ensayo de tronco de cono de Abrams invertido (NRMCA), no se observó agua en la base del cono luego de realizar el ensayo, por lo que el riesgo de segregación se ve reducido. En estado endurecido se determinó la resistencia a compresión en probetas cilíndricas de 10 cm x 20 cm que se ensayaron a 28 días. Los resultados obtenidos se presentan en la Figura 1.
Figura 1. Resultados de ensayos a compresión a 28 días.
Porcentaje de vacíos y Coeficiente de permeabilidad al agua. El valor de porcentaje de vacío obtenido para el hormigón permeable fue de 15,6 %, valor muy cercano a las recomendaciones para

3° Reunión Materiales Tecnológicos en Argentina
54
hormigones permeables. Con respecto a la determinación del coeficiente de permeabilidad resultó 1,13 cm/seg., valor que supera los mínimos aconsejados. En cuanto al coeficiente de absorción sonora, se realizaron ensayos con el Tubo de Kundt. En la Figura 2, se presentan comparativamente las curvas de absorción sonora de ambos tipos de hormigones, en función de la frecuencia, los valores del coeficiente de absorción para incidencia normal del sonido (αN %), correspondientes a las probetas de hormigón permeable y convencional.
Figura 2. Coeficiente αN (%)
El comportamiento del hormigón permeable y del hormigón convencional fue el mismo hasta los 400 Hz. A partir de los 500 Hz y a medida que se fueron aumentando las frecuencias, se puede observar que la diferencia entre los hormigones comienza a ser mayor, resultando el hormigón permeable el de mayor coeficiente de absorción. Conclusiones En esta primera etapa de estudio del hormigón permeable se alcanzaron los objetivos propuestos. En estado fresco se logró buena adherencia pasta agregado y no se registraron signos de segregación. Con respecto al estado endurecido, los resultados de resistencia a compresión, porcentaje de vacíos y coeficiente de permeabilidad del hormigón permeable son aceptables para su uso en pavimentos de bajas prestaciones. En lo que se refiere a las propiedades acústicas, su estructura particular, con altos porcentajes de vacíos respecto al hormigón convencional, contribuye a la absorción del sonido. Con los resultados preliminares alcanzados, se ha logrado verificar la factibilidad de elaborar este tipo de hormigones a partir de la utilización de materiales y tecnologías disponibles en el mercado local (Córdoba, Argentina), brindando una base evolucionada para la transferencia de los conocimientos, realizando una contribución a la disminución de la contaminación acústica y abriendo un camino para su empleo en la construcción. Bibliografía Castro J.; Solminihac H.; Videla C.; Fernández B.; “Estudio de dosificaciones en el laboratorio para pavimentos poroso de hormigón”, revista Ingeniería de Construcción, Vol. 24, N° 3 (2009), 271-284. Disponible Online en: http://materconstrucc.revistas.csic.es Ferguson B. K.; “Porous Pavements”, Taylor & Francis, EEUU, 2005. National Ready Mixed Concrete Association (NRMCA), “Pervious Concrete Testing”, disponible online en: http://www.nrmca.org/ Biblioteca digital del Laboratorio de Acústica y Electroacústica de la Facultad de Ciencias Exactas, Ingeniería y Agrimensura (FCEIA) de la Universidad Nacional de Rosario, Miyara F., “Contaminación acústica urbana en Rosario”, disponible online en: http://www.fceia.unr.edu.ar/acustica/ (acceso: mayo 2012). Rautenberg D. P., Monetti M.; Positieri M. J. y Baronetto C.; “Contribución al Diseño de Hormigones Porosos con Materiales Locales”, XVIII Jornadas Chilenas del Hormigón, (2011). Revista digital Waste Magazine, Calle M. S.; “Contaminación acústica y salud”, disponible online en: http://waste.ideal.es (acceso: mayo 2012).

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
55
PRESIÓN EN EL FONDO DE UN SILO DURANTE SU DESCARGA: EFECTO DEL MÉTODO DE LLENADO DEL MATERIAL GRANULAR
J. P. Peralta
1, M. E. Fernández
1, L. A. Pugnaloni
1,2
1 Grupo de Materiales Granulares, Departamento de Ingeniería Mecánica, Facultad Regional La Plata,
Universidad Tecnológica Nacional, Av. 60 Esq. 124, 1900 La Plata. 2 Consejo Nacional de Investigaciones Científicas y Técnicas.
Introducción La presión ejercida por un material granulado en el interior de un silo es un parámetro esencial para el diseño de estas instalaciones de vital importancia en muchas industrias [1]. La manipulación de materiales granulares como materias primas, como productos terminados, o como auxiliares de procesos es ubicua en numerosas aplicaciones. En este trabajo presentamos un estudio de la presión ejercida por un material granulado sobre el fondo de un silo de base plana durante el proceso de su descarga. Si bien es conocido desde los trabajos pioneros de Janssen [1] que la presión en estado estático (sin descarga) es fuertemente dependiente de la historia del llenado del material, no existen estudios detallados de la presión durante la descarga. En trabajos previos, hemos demostrado que durante la descarga la presión en la base decrece lentamente hasta que la altura de la columna de granos cae debajo de un diámetro del silo [2,3]. A partir de esta altura la presión en el fondo se reduce más rápidamente hasta anularse al finalizar la descarga. Nos hemos enfocado ahora en el efecto que el protocolo de llenado del silo tiene sobre la presión durante la posterior descarga. Mostramos resultados experimentales para dos tipo de llenado (tipo chorro y tipo lluvia). Ambos llenados inducen presiones diferentes en el fondo. Más aún, el llenado mixto, donde parte de material es cargado en modo lluvia y parte en modo chorro, no produce una presión promedio sino un cambio abrupto de presiones durante la descarga, demostrando que el material, a pesar de los drásticos cambios de la estructura de contactos entre granos que se produce durante la descarga, es capaz de mantener memoria de su estado de tensión original durante todo el proceso. Materiales y métodos En la Fig. 1 se muestra un esquema del silo a escala usado para los experimentos. La base está desacoplada de las paredes laterales. Ambas secciones se sostienen con sensores de fuerza para registrar mediante un conversor analógico-digital la fuerza media ejercida por el material granular. El material consiste en microesferas de vidrio con tamaños en el rango 300 a 450 mm. El silo se llena en forma de chorro (usando un embudo) o en forma de lluvia (usando un dispersor de mallas). La fuerza sobre la base se registra durante el proceso de descarga.
Figura 1. Esquema del dispositivo experimental. Silo cilíndrico de acrílico (50 mm de diámetro y 40 cm de alto) desacoplado de la base y sostenido por sensores de fuerza. Base con anillo de PVC (50 mm de diámetro) desacoplado de la mesa y sostenido por sensores de fuerza.

3° Reunión Materiales Tecnológicos en Argentina
56
Resultados y discusión En la Fig. 2 se muestran resultados de la fuerza registrada en la base durante la descarga del material para cuatro protocolos de llenado del silo: (i) chorro (celeste), (ii) lluvia (rojo), (iii) primera mitad chorro y segunda lluvia (violeta) y (iv) primera mitad lluvia y segunda chorro (verde).
Figura 2. Tensión registrada en el sensor de la base (proporcional a la fuerza) durante la descarga del material para cuatro protocolos de llenado inicial del silo.
El llenado tipo chorro induce una presión sensiblemente menor sobre la base del silo que el llenado tipo lluvia. En el caso de llenado mixto, mientras el protocolo lluvia-chorro produce presiones intermedias a las de los llenados puros, el llenado chorro-lluvia induce una presión aún menor que el llenado de tipo chorro. Esto se debe a una incidencia indirecta del efecto conocido como “stress overshoot” [4]. La característica más destacada de estos resultados es la transición clara en el comportamiento de un silo que se carga inicialmente con la mitad del material en forma de chorro para luego completarse en forma de lluvia (ver curva violeta en la Fig. 2). En este caso el sensor de la base registra un marcado cambio en la fuerza al terminarse la descarga de la primera mitad del material. Esto indica que el material es capaz de guardar memoria de su estado tensional aún luego de haber sufrido un gran desplazamiento a lo largo de la altura del silo. Es importante resaltar que el caudal de descarga medido se mantiene constante durante todo el proceso aún frente a estos cambios de presión en la base. Conclusiones El estado de tensión de un material granular contenido en un silo puede persistir aún luego de una manipulación extendida como la descarga de parte del material que induce la fluencia de los contactos entre granos. Agradecemos a Paula Gago (GMG-UTN), María Alejandra Aguirre (UBA-FI) y Jean-Christophe Géminard (ENS Lyon) por sus valiosos comentarios. Referencias [1] J. Duran, Sands, Powders and Grains (Springer, New York, 2000). [2] C. Perge, M. A. Aguirre, P. A. Gago, L. A. Pugnaloni, D. Le Tourneau, J-C. Géminard, Phys. Rev.
E 85, 021303 (2012). [3] M. A. Aguirre, J. G. Grande, A. Calvo, L. A. Pugnaloni, J.-C. Géminard, Phys. Rev. Lett. 104,
38002 (2010). [4] G. C. Ovarlez, C. Fond, E. Clément. Phys. Rev. E 67, 060302 (2003).

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
57
CARACTERIZACIÓN DE RESIDUOS ORGÁNICOS DE PROCESO PARA SER USADOS COMO GENERADORES DE POROSIDAD EN PIEZAS CERÁMICAS
N. E. Quaranta
*, G. G. Pelozo, C. Abbate, M. G. Caligaris, M. A. Unsen, H. A. López
Grupo de Estudios Ambientales. Facultad Regional San Nicolás. Universidad Tecnológica Nacional.
Colón 332. 2900. San Nicolás. Argentina. (*)
Investigador CIC.
[email protected] Introducción La materia orgánica originada por un proceso natural o inducido que puede utilizarse como fuente de energía se denomina residuo de biomasa. En el caso de los descartes obtenidos de procesos de biomasa pueden mencionarse dos tipos de residuos: por un lado aquellos que quedan como materiales residuales del propio proceso productivo, como por ejemplo, carozos de aceituna, cáscaras de maní, carozos de cereza, residuos de cerveza, entre otros; y por otro lado las cenizas obtenidas cuando estos residuos de proceso son efectivamente utilizados como combustibles para producir energía. En el caso de los residuos directos de los procesos industriales, al ser incorporados a una matriz arcillosa, se constituyen como materiales formadores de poros, ya que a las temperaturas de trabajo combustionan dentro del ladrillo produciendo gases y constituyentes inorgánicos, dando como resultado esperado lo que se denomina “ladrillo alivianado” [1]. Por un lado, luego de la fabricación de la cerveza quedan como residuos grandes cantidades de sólidos de carácter orgánico constituidos por bagazos, levaduras, restos de malta y lúpulo, etc., destinado en su mayoría a la alimentación de ganado vacuno y ovino. Por otro lado, la tercera parte del cultivo de maní corresponde a la cáscara, que es separada en las plantas procesadoras y seleccionadoras de maní, cuya disposición es la incineración o la utilización como combustible de calderas. El objetivo de este trabajo es caracterizar estos descartes de proceso: residuos de cerveza y cáscaras de maní; y analizar la factibilidad de su utilización como material formador de poros, en la fabricación de materiales cerámicos alivianados para la industria de la construcción civil. Materiales y métodos Se utilizaron para este estudio residuos de cerveza y cáscaras de maní que han sido caracterizados por diversas técnicas: microscopía óptica, análisis dispersivo en energía de rayos X, análisis térmico diferencial y termo gravimétrico y determinación de conductividad y pH. Las observaciones microscopías se realizaron con una lupa Olympus SZ. Se utilizó el programa TS View y cámara TCA – 3.0 color. El análisis químico se realizó con analizador dispersivo de energía EDAX-Phoenix. Los ensayos de DTA-TGA se llevaron a cabo en un equipo Shimadzu DTA-50, TGA-50 con analizador TA-50 WSI. La conductividad y el pH de los residuos se midieron con equipos SPER-SCIENTIFIC, Modelo 860032 y ALTRONIX TPX-III, respectivamente, utilizando 10 g de residuo en 100 ml de agua desmineralizada. Resultados y discusión El análisis químico de los materiales utilizados se presenta en la Tabla I.
Tabla I. Composición de los polvos utilizados en porcentaje en peso de elementos. Materiales C O Mg Si P S K Ca
Residuo de cerveza 60,7 38,48 0,33 0,06 0,27 0,05 -- 0,1
Cáscara de maní 54,03 44,74 0,4 0,1 -- 0,12 0,42 0,18
Las Figuras 1 y 2 muestran las micrografías del residuo de cerveza y de la cáscara de maní, respectivamente.

3° Reunión Materiales Tecnológicos en Argentina
58
Figura 1. Micrografías del residuo de cerveza
Figura 2. Micrografías de la cáscara de maní
Los resultados del análisis térmico diferencial y termogravimétrico del residuo de cerveza, Figura 3, indican una pequeña pérdida de agua adsorbida y luego la presencia de reacciones exotérmicas de descomposición y combustión en el rango 200°C-750°C, con una pérdida de peso de 96% del material original. Los análisis por DTA-TGA de la cáscara de maní, Figura 4, muestran una pequeña pérdida de agua de adsorción, y luego, desde 200°C a 550°C, una serie de picos exotérmicos que han sido asignados a reacciones de descomposición y combustión de este material residual orgánico. La pérdida de peso registrada en estos ensayos es mayor a 97%.
Figura 3. Análisis DTA-TGA del residuo de cerveza Figura 4. Análisis DTA-TGA de la cáscara de maní
El pH y la conductividad fueron determinados en los residuos estudiados a temperatura ambiente y después de 2 horas con agitación. Los valores obtenidos para el residuo de cerveza fueron
conductividad 1876 S y pH 4,5 y para la cáscara de maní conductividad 1906 S y 5,15 pH. Conclusiones Los resultados indican que es factible la utilización de estos residuos orgánicos como formadores de porosidad en piezas cerámicas sin la necesidad de modificar las temperaturas de cocción de las mismas (950-1000°C), ya que a estas temperaturas el residuo del material orgánico incorporado no modifica los diagramas de óxidos mayoritarios que seguirán siendo los de la arcilla utilizada como materia prima principal. Referencias [1] L. Barbieri, F. Andreola, I. Lancellotti & R. Taurino, Management of agricultural biomass wastes:
Preliminary study on characterization and valorisation in clay matrix bricks, Waste Management, (2013) 33 [11] 2307–2315.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
59
CORRELACIÓN ENTRE MÓDULO DE RIGIDEZ DE MEZCLAS ASFÁLTICAS Y OTROS PARÁMETROS DE SENCILLA DETERMINACIÓN. EXPERIENCIA SOBRE
MEZCLAS ASFÁLTICAS DENSAS EN CALIENTE DE LA REGIÓN METROPOLITANA DE BUENOS AIRES Y EL GRAN LA PLATA
Luis Agustin Ricci, Ana Lighuen Apas
LEMaC Centro de Investigaciones Viales – UTN, Facultad Regional La Plata.
Av. 60 y 124 – 0221 - 489-0413
[email protected] Introducción, alcance y objetivos del trabajo El presente trabajo surge con el propósito de determinar las características de rigidez de las mezclas asfálticas, por medio de la correlación entre parámetros de mayor sencillez en su determinación. En ese sentido surge la necesidad de obtener una ecuación de correlación entre dichas propiedades medibles, en la cual se obtengan coeficientes de ajuste adecuados. En esta primera instancia se ha tomado como muestra de análisis una mezcla asfáltica densa convencional, elaborada en caliente, y producida por empresas comerciales que se desempeñan en obras de la región metropolitana de Buenos Aires y lo que se conoce como el gran La Plata junto con Berisso y Ensenada. De esa manera el campo de estudio queda limitado teniendo un alcance parcial dentro del universo de las mezclas asfálticas. Conceptos teóricos Las Mezclas Asfálticas son materiales de construcción destinados a conformar distintas capas de un pavimento y, generalmente, están compuestas por un esqueleto mineral constituido por áridos gruesos, áridos finos y filler, el cual está conglomerado por un ligante asfáltico. El Módulo de Rigidez (o Módulo Dinámico) ha sido propuesto como el ensayo de valoración del comportamiento mecánico de las mezclas asfálticas. Es determinado en laboratorio mediante diferentes procedimientos experimentales donde las muestras se someten a deformación en su rango lineal, bajo cargas repetidas o cargas con velocidad de deformación controlada. Se miden los esfuerzos y las deformaciones, junto con la diferencia de fase entre esfuerzo y deformación. Uno de los métodos experimentales más difundidos y el ejecutado en el presente trabajo es el de tracción indirecta por compresión diametral. Básicamente es la relación entre la deformación del material bajo una carga aplicada y el esfuerzo, y es la magnitud del Módulo Complejo de una Mezcla. Es importante mencionar que el Módulo de Rigidez, en contraposición con otros ensayos de materiales, no es un valor único, sino que dependerá de las condiciones de ensayo. Principalmente las dos variables que se pueden controlar en la ejecución del mismo, son la frecuencia de la carga y la temperatura. Por lo tanto estas dos variables serán parte fundamental de la ecuación explicativa del Módulo. Por su gran complejidad el ensayo requiere de un instrumental costoso y delicado, de aquí surge como idea, generar un nexo entre un grupo de ensayos de sencilla aplicación y de extendida difusión, con el ensayo de Módulo de Rigidez. Internacionalmente existen distintos autores que han seguido esta línea de pensamiento y han establecido ecuaciones de correlación, sin embargo estas ecuaciones carecen de la regionalidad necesaria para poder analizar materiales tan locales como las Mezclas Asfálticas, por lo tanto crece en importancia la idea de generar un estudio propio al respecto. Métodos El método empleado se basó, en una primera instancia, en la toma de muestra de Mezcla Asfáltica al momento que era colocada en determinadas obras de pavimentación en las cuales se realizaba el seguimiento. Dichas muestras fueron ensayadas en laboratorio para determinar, mediante metodología Marshall, sus parámetros básicos de Densidad (gr/cm
3), Vacíos (%), Estabilidad (Kg),
Fluencia (mm), Porcentaje de ligante asfáltico (%) por el método de recuperación y Granulometría del material pétreo recuperado, los que se presentan en la Tabla 1.
Tabla 1. Características de la Mezcla Asfáltica.
% kg mm % % % % % mm
3,1 791 3,0 5,2 5,2 37,6 21,5 0,2 19
Tmáx AgregadoVacíos Estabilidad FluenciaContenido
de Asfalto
Porcentaje Pasa
Nº 200
Porcentaje
Retenido Nº 4
Porcentaje
Retenido 3/8
Porcentaje
Retenido 3/4

3° Reunión Materiales Tecnológicos en Argentina
60
Como segunda instancia se extrajeron testigos del pavimento ejecutado y sobre los mismos se realizó el ensayo de Módulo de Rigidez según norma UNE-EN 12697-26, Anexo C, variando la temperatura en tres escalones de 5 °C, 10 °C y 20 °C. Para cada escalón de temperatura se variaron las frecuencias en cuatro escalones 0,5 Hz, 1,0 Hz, 2,0 Hz y 5,0 Hz. Una vez que los testigos fueron ensayados se procedió a su disgregación y a la recuperación del ligante por el método del Rotovapor, se calculó el porcentaje de asfalto de cada testigo, se estableció la viscosidad rotacional del ligante y se ejecutó la granulometría del material recuperado. Todos los valores se volcaron en una planilla madre que integra todas las variables. Luego se procedió a graficar cada uno de los parámetros medidos versus el valor de Módulo resultante para cada ensayo. De cada gráfica se buscó la línea de tendencia que más se ajuste a los datos, es decir, con mayor valor de R
2. De todos los gráficos sólo
se consideraron las siguientes variables explicativas: Vacíos, % Asfalto, Pasa Tamiz #40, Pasa Tamiz #8, Pasa Tamiz 3/8”, Pasa Tamiz 3/4”, Temperatura y Frecuencia. Resultados y discusión Tomadas las variables en forma independiente, cada una de ellas, podría explicar el Módulo en mayor o menor medida. Se sumaron todas las ecuaciones y a cada término de dicha suma se le aplicó un coeficiente de ajuste que un programa de iteraciones sucesivas debió buscar, tratando de minimizar los errores. La ecuación de correlación ajustada obtenida fue la que se presenta.
Figura 1. Ecuación de correlación.
donde: E = Módulo estimado (MPa), V = porcentaje de vacío (%), A = porcentaje de cemento asfáltico (%), P40 = porcentaje de pasa tamiz #40 (%), P8 = porcentaje de pasa tamiz #8 (%), P3/8 = porcentaje de pasa tamiz 3/8” (%), P3/4 = porcentaje de pasa tamiz 3/4” (%), T = Temperatura de ensayo (°C), F = Frecuencia de ensayo (Hz), ind = término independiente (MPa), α, β, Χ, δ, ε, ø, γ, η = coeficiente de ajuste α = 0,25; β = -31559,7; Χ = -8527,5; δ = 4748,4; ε = 27422,8; ø = 8107,3; γ = 0,95; η = 0,95; ind = término independiente = -1008,3 Conclusiones Acotando el problema al estudio de una misma tipología de Mezclas Asfálticas, se ha podido lograr una ecuación de correlación que pueda obtener el Módulo de Rigidez de una mezcla con suficiente precisión. De esa manera se satisfacen los objetivos planeados al inicio del trabajo de investigación. Dejando de lado las condiciones del ensayo, como son la Temperatura y la Frecuencia de ensayo, de los parámetros explicativos del Módulo de Rigidez, aquel que mejor coeficiente de correlación ha obtenido es el contenido de ligante, seguido de las fracciones de áridos de mayor tamaño 3/4“ y 3/8“. Aumentar el número de muestras ensayadas llevaría a tener resultados más contundentes si se mantienen las tendencias aquí expresadas, así como también incluir las características del ligante empleado en la ecuación. Estos dos aspectos serían los pasos a seguir en el presente trabajo. Referencias AENOR. UNE-EN 12697-26 Mezclas bituminosas, metodos de ensayo para mezclas bituminosas en caliente, parte 26: rigidez. España. 2006. Bari J. , Witczak M. W. Development of a new revised version of the witczak e* predictive model for hot mix asphalt mixtures. Arizona department of transportation, phoenix, arizona. EEUU. 2006. Bonaquist, D. Christensen, D. A practical procedure for developing dynamic modulus master curves for pavement structural design. Annual meeting of the transportation research board. EEUU. 2005.
indFTPP
PPee
AAVE
PP
)10138.31,774.()17842.01,657.()400000004/3.7966934/3.7,4021.(
)20000008/3.549838/3.41,345.().3,1229.().9,533.(
)545704.209412.19505.()22916.5,1602.(
2
28.0435,040.102,0
2

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
61
ADAPTACIÓN DE ANÁLISIS DE PALIATIVOS DE POLVO EN VÍAS NO PAVIMENTADAS
José Julián Rivera, Hugo Gerardo Botasso, Natalia Alderete, Ignacio Celi
LEMaC Centro de Investigaciones Viales, Fac. Reg. La Plata, Universidad Tecnológica Nacional Calle 60 y 124, (1900) La Plata, Bs. As., Argentina.
[email protected] - www.utn.edu.ar/lemac
Introducción Los tratamientos superficiales sobre vías no pavimentadas tienen menor costo que la pavimentación para la supresión de polvo en suspensión por la circulación vehicular. Entre estos sobresalen los paliativos de polvo, que actúan sobre las partículas de polvo generando su adhesión entre sí cambiando la tensión superficial con sales o, en el caso de los compuestos orgánicos complejos, produciendo diferentes reacciones químicas. Cada forma de acción resulta en menor o mayor grado adecuada para las diversas tipologías de los suelos pero, en el afán de incorporar productos al mercado, este aspecto ha sido a veces pasado por alto en su comercialización, dando lugar a experiencias dispares. Así, la decisión basada en experiencias previas no es aconsejable, soliéndose implementar tramos de prueba, lo cual no resulta óptimo como metodología de diseño. Por otro lado, existe un método de ensayo desarrollado por el Cuerpo de Ingenieros de la Marina Estadounidense para evaluar la eficacia relativa de los supresores de polvo en aplicaciones militares, pero dicho método y su equipamiento resultan en la práctica excesivos para esta aplicación en particular, por su difícil disponibilidad en el medio local, aunque sería de sencilla materialización si se introducen simplificaciones en base a que el grado de erosión del material tratado es proporcional al polvo suspendido que se genera. Corroborado esto, en los equipos se pueden dejar de lado los esfuerzos para determinar las concentraciones de polvo en el aire y centrarlos en la determinación de la pérdida por erosión, lo cual resulta sencillo en términos de recursos técnicos. Materiales y métodos Lineamientos básicos La metodología de estudio seleccionada es de tipo comparativo, evaluándose sobre el suelo a ser tratado la eficacia de distintos productos en diversas dosificaciones, optándose por la alternativa técnico/económica. Para ello se emplea un equipo que somete a muestras compactadas de suelo, sin tratamiento (patrón) y con diversos tratamientos, a una abrasión que simula su puesta en servicio, analizándose luego las pérdidas generadas. Esta abrasión se genera mediante un flujo de aire intenso y una arena monogranular durante 2 minutos. La cuantificación de la erosión se realiza mediante pesadas, determinado la eficacia relativa y cantidades de paliativo necesarias para alcanzar niveles aceptables de mitigación de polvo. Equipamiento empleado La versión original del equipo permite en una cámara de erosión, en forma óptica determinar la concentración de polvo en el aire. Como parte integrante de un trabajo mayor, en el LEMaC se instrumentó la recolección de polvo suspendido mediante filtros, que fueron analizados estableciéndose que para una finalidad vial, el sistema no posee sensibilidad. En cambio si se vio que existieron pérdidas diversas por erosión en forma inversamente proporcional con la dosis utilizada y la efectividad comprobada en campo. Debido a la necesidad de materializar nuevos ejemplares del equipo para su utilización para un trabajo interlaboratorios, se lo adaptó para que consista en una cámara de viento sellada, dividida en dos compartimentos. En uno se halla el generador del flujo de aire a 240 km/h, que es un soplador/aspirador de 1.500 W. En el otro se ubica la probeta a ser ensayada, debajo de una boquilla (apertura 16,1 cm x 2,5 cm). La corriente de aire se aplica a 2,5 cm sobre la probeta con inclinación de 20º, incorporándose al flujo de aire 600 g de arena silícea seleccionada, (pasa tamiz N°20 y retenida en el tamiz N°30), vertida en 1 minuto, dejándose luego 1 minuto más de flujo de aire sólo. Los moldes para la confección de las probetas poseen 15,5 cm de diámetro interno y 3,6 cm de espesor. El suelo a ensayarse es compactado estáticamente dentro de estos moldes en su Humedad Óptima, hasta una densidad del 95% de su Densidad Seca Máxima, dejándoselas en su molde a temperatura ambiente hasta peso constante, para luego poder ser ensayadas. En la foto superior de la Figura 1 pueden observarse vistas parciales del equipo.

3° Reunión Materiales Tecnológicos en Argentina
62
Figura 1. Equipo de ensayo
Suelo empleado El suelo seleccionado para la prueba posee Límite Líquido de 27 % y no registra Límite Plástico, por lo que su Índice de Plasticidad es de 0 %. Por ser su PTNº10 del 97,3 %, el PTNº40 del 92,5 % y el PTNº200 del 34,4 % es del tipo A-2-4(0) según la Clasificación de la Highway Research Board. Paliativos de polvo utilizados Se evaluaron tres diferentes productos. Los productos A y B están formulados para el tratamiento de vías, actuando eléctricamente sobre las partículas de polvo, generando su adhesión entre sí. El producto C tiene aplicaciones en otras áreas, sin embargo, el fabricante recomendó su uso. Resultados En la Tabla 1 se comparan los resultados obtenidos.
Tabla 1. Resultados de los ensayos
PROBETAS
EROSION
INDIVIDUAL
(%)
EROSION
PROMEDIO
(%)
16,6
17,0
22,9
20,6
5,0
3,9
11,8
14
8,1
9,6
Aditivada C (20 g)
16,8Patrón
Aditivada A
Aditivada B
Aditivada C (15 g)
21,8
4,5
12,9
8,9
Conclusiones La metodología de análisis y equipamiento propuestos, permiten efectuar un análisis comparativo de la factibilidad técnica de diversos productos paliativos de polvo y sus correspondientes dosis, frente a la alternativa de no tratar la superficie. Este análisis, complementado con el estudio de los costos implicados en cada caso, resulta superador a la toma de decisiones en función de experiencias previas. Referencias bibliograficas Rushing John F.; Tingle Jeb S. “Dust Control Field Handbook, Standard Practices for Mitigating Dust on Helipads, Lines of Communication, Airfields, and Base Camps”. US Army Corps of Engineers, Engineer Research and Development Center, Geotechnical and Structures Laboratory, 2006. Bolander Peter; Yamada Alan. “Dust palliative selection and application guide”. United States Department of Agriculture, Forest Services, Technology & Development. Program 7700-Transportation Systems 9977 1207-SDTDC, 1999. INV. “artículo 312 – 07 Tratamiento paliativo del polvo en afirmados”. Manual de Especificaciones Generales de Construcción de Carreteras, Instituto Nacional de Vías de Colombia, 2007. Jones D.; Sadzik E.; Wolmarans I. “The incorporation of dust palliatives as a maintenance option in unsealed roads management systems”. 20th ARRB Conference, Pavement Recycling and Stabilisation Association of Australia, 2001. Rushing John F.; Newman J. Kent; McCaffrey Timothy J. “Laboratory Investigation of Chemical Dust Palliative Performance on Sandy Soil”, US Army Corps of Engineers, Engineer Research and Development Center, Geotechnical and Structures Laboratory, 2007.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
63
PRUEBAS DE CRECIMIENTO ACELERADO DEL MOHO ASPERGILLUS NIGER SOBRE PASTAS DE CEMENTO CON PIGMENTOS DE FTALOCIANATO
CÚPRICO
Vilma G. Rosato1,2
, Jorge D. Sota1,2
, Marcelo Barrera1, Anahí López
2,3, Agustina B. Alonso
1
1 LEMaC Centro de Estudios Viales, UTN Facultad Regional La Plata, 60 y 124, 1900 La Plata 2 LEMIT (Laboratorio de Entrenamiento Interdisciplinario para la Investigación Tecnológica)
3 UTN. Facultad Regional Córdoba.
[email protected] Introducción En trabajos anteriores se estudiaron los factores que influyen en el crecimiento del moho Aspergillus niger en probetas de morteros de cemento [1,2,3]. Se halló que uno de los factores más importantes para el desarrollo del hongo es el porcentaje de poros mayores a 10000 Å (1 µm) antes que el contenido de Ca. Ampliando estas pruebas con la adición de colorantes de sales de cobre y puesto que el cobre tiene acción biocida, se estudió la influencia sobre este microorganismo de los colorantes de ftalocianato cúprico, utilizados para dar colores azules o verdes a los materiales cementíceos para evaluar si su uso en los morteros inhibe a los mohos o no, añadiendo la utilidad a la estética. Materiales y métodos Se prepararon testigos de pasta de cemento de 6 x 1 x 1 cm, con pigmentos de ftalocianato cúprico en sus dos formas: verde y azul. Las probetas se inocularon con Aspergillus niger y se incubaron 4 meses a temperatura ambiente en cámara húmeda (cápsula de Petri estéril con papel de filtro humedecido con agua destilada estéril, selladas con parafilm y envueltas en plástico autoadherente. Luego de ese período, se observaron bajo microscopio esteroscópico, y bajo microscopio electrónico de barrido ambiental (MEBA). Además se hicieron microanálisis de espectrometría de dispersión de electrones (EDE). El porcentaje de adición de pigmentos es 1 %. Resultados En las fotos obtenidas con MEBA se observa que las hifas comenzaron su crecimiento, pero no llegaron a desarrollarse plenamente y esporular, como sí se observó en los morteros de cemento comunes. El diámetro de los poros promedio es 2,12 µm en el mortero verde y 2,44 µm en el mortero celeste. En cuanto la absorción de agua, tiene valores bajos: el promedio es de 2,45 % en los morteros verdes y 3,57 % en los morteros celestes.
Figuras 1 y 2: Probetas con pigmento verde. Se observa crecimiento de hifas de Aspergillus niger

3° Reunión Materiales Tecnológicos en Argentina
64
Figuras 3 y 4: Probetas con pigmento azul. Se observa crecimiento de hifas de Aspergillus niger
Los resultados de la EDE se detallan en la tabla 1. Se debe destacar que no se detectó cobre (componente del pigmento).
Tabla 1- Composición química del mortero obtenida con EDE
Elemento C O Na Mg Al Si S K Ca Fe
Mortero verde 8,15 44,39 0,98 0,79 3,77 10,62 0,82 0,35 29,30 0,68
Mortero celeste 8,12 43,59 0,24 0,93 2,13 6,32 0,63 0,30 39,89 0,65
Conclusiones Los morteros con pigmentos estudiados son compactos, de baja porosidad, aunque los morteros celestes tienen una absorción superior, coincidente con un diámetro de poros mayor con respecto a los morteros verdes. Dadas esas características, se estima que son la causa del escaso desarrollo del moho. Se observa así que el cobre que integra la molécula del pigmento ftalocianato cúprico no es suficiente para ejercer efecto tóxico sobre el moho. Esto se corrobora al no detectarse su presencia mediante EDE, debida a su escasa cantidad, inferior al límite de detección de la técnica. Para poder cuantificarlo adecuadamente, serían necesarias técnicas analíticas más sensibles. Referencias [1] Rosato V. G., Sota J. D. y Prunell S. B. 2013- Influence of cement materials’ composition on
microbiological colonization of dams. EN: Khlifi, S. (Ed.): “Dams: structure, performance and safety management.”, Nova Publishing Group, Londres, pp. 265- 278.
[2] Rosato V. G., Sota J. D., Prunell S. B., 2012. El crecimiento del moho Aspergillus niger y el contenido de calcio de los morteros de cemento normal y con adiciones. 2ª Reunión de Materiales Tecnológicos de Argentina Matte@r 2012, San Rafael, Mendoza, 28 al 30 de mayo de 2012.
[3] Prunell S. B., Rosato V. G., Sota J. D. 2012 Adiciones en el cemento Portland y su relación con el biodeterioro. V Congreso Internacional de la Asociación Argentina de Tecnología del Hormigón, 19ª Reunión Técnica “Ing. Oscar R. Batic” y 4º Concurso Nacional de alumnos, Bahía Blanca, 7-9 de Noviembre de 2012. pp. 15-21.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
65
REVESTIMIENTO TÉRMICO DE JUNTAS POST SOLDADURA (FIELD JOINT COATING) EFECTUADAS EN DUCTOS DE ACERO REVESTIDOS EXTERIORMENTE CON
POLIOLEFINAS
Juan Rukavina Mikusic, María Cristina Di Stefano, Juan Aphesteguy
Universidad Tecnológica Nacional – Facultad Regional Buenos Aires.
Introducción El proyecto se focaliza en el desarrollo de una solución tecnológica a una problemática planteada en la industria de extracción petrolera offshore en zonas de láminas de aguas profundas. Refiere a la metodología de revestimiento térmico de alto espesor de los espacios libres de recubrimiento primario necesarios para efectuar las uniones soldadas en las tuberías correspondientes a los risers y líneas de flujo (1), (2). A partir de las conclusiones extraídas a través de distintas reuniones llevadas a cabo en la UTN FRBA con directivos de Tenaris Connections Ltd, ha quedado evidenciado que no se ha logrado aún hallar una solución adecuada para revestir las uniones post soldadura entre tubos procedentes de las plantas de revestimiento desde el punto de vista de su adherencia en la interfase formada por el material utilizado para revestir la junta y el recubrimiento primario de los mismos. Es un hecho entonces, la imposibilidad actual de evitar que las propias condiciones operativas estimulen procesos corrosivos irreversibles en el tiempo para el daño del ecosistema. Tal cual se observa en la Figura 1 se propone un sistema innovador basado en la incorporación de “mediacañas” sólidas de polipropileno, con tolerancias dimensionales ajustadas a las cavidades originadas entre los extremos de dos tubos de acero consecutivos y previamente soldados – cutback – proyectando la vinculación entre ambas y el recubrimiento primario a través de un proceso de soldadura por resistencias utilizadas como agentes de calentamiento. Este proceso induce a la unión de un mínimo espesor y, a temperaturas elevadas, del mismo tipo de olefinas en las juntas y revestimiento primario. Los intervalos de aplicación y enfriamiento se verán reducidos – en concordancia con la masa de material a fundir – permitiendo obtener elevados valores de adherencia en las zonas de solapado sin afectar al resto del sistema estructural.
Figura 1: Vista de las mediacañas a incorporar al sistema tubería – recubrimiento primario
Materiales y Métodos La compleja operatoria – asociada a la extracción petrolera no convencional – a la que se ve sometido el sistema de tuberías (Figura 2) y el alto riesgo inherente al impacto ambiental, determinan el entorno de inviabilidad de la tecnología actual en uso, debido a: - las características intrínsecas de los materiales utilizados: poliuretanos elastoméricos que no poseen el mismo grado de aislación térmica que el polipropileno. Debido a su incompatibilidad química con el polipropileno no proveen la adherencia necesaria para el correcto sello al agua, más aún a grandes profundidades donde la presión hidrostática adquiere valores considerables. Sufre a su vez el efecto degradativo asociado al proceso de hidrólisis en concordancia con las elevadas presiones sostenidas en el tiempo. - la metodología de aplicación: inyección de polipropileno con molde (IMPP), el cual requiere de una considerable masa – proporcional al espesor – aplicada a elevada temperatura, demandando en consecuencia un excesivo tiempo de enfriamiento. Las condiciones limitantes se vinculan básicamente a problemas de contracción (tensiones) y de envejecimiento (temperatura) (3). Se propone en consecuencia el siguiente esquema operativo: - Estudio de la incorporación de las resistencias a las medias cañas previamente moldeadas. Diseño de la geometría del circuito considerando la aleación utilizada. Una vez que la malla se encuentre completamente embebida en la matriz y rodeada por el mismo material dará lugar a un mecanismo

3° Reunión Materiales Tecnológicos en Argentina
66
homogéneo de transferencia de calor con una evolución lineal de la resistencia con la temperatura del agente de calentamiento. - Proposición de un sistema de mecanizado para la unificación dimensional de todos los cut back a una medida adecuada para el acople de las medias cañas. - Resolución del sistema de clampling para sujetar las medias cañas a los cut back a los valores de presión requeridos para que se produzca el proceso de autohesión molecular a partir del íntimo contacto entre las interfases y la autohesión molecular. - Fabricación del equipo de control (fuentes) que permita el conexionado del circuito correspondiente. - Modelización de los cut-back y medias cañas con las resistencias incorporadas a escala reducida. Resultados y Discusión La soldadura basa su ventaja en la capacidad de fluir de los materiales termoplásticos cuando son sometidos a procesos térmicos y de recuperar, una vez enfriados, sus propiedades iniciales. Esta propiedad permite llevar a cabo un mojado superficial con la consiguiente interdifusión de las cadenas poliméricas de ambas partes a soldar consolidándose bajo la aplicación de una determinada presión (autohesión) (4). Luego, es factible efectuar una unión soldada utilizando la propia matriz termoplástica como adhesivo tomando en consideración: a) las condiciones de contorno: naturaleza del material de los sustratos, preparación superficial, naturaleza del agente de calentamiento (mallas) y operatoria de inclusión en la interfase, dimensiones de la zona a soldar, metodología para la aplicación de corriente eléctrica y aplicación de la presión. b) los parámetros del proceso: que permiten modificar la calidad final de la unión y su rango de variación queda determinado por las condiciones de contorno: intensidad de corriente (temperatura del proceso), presión de consolidación y tiempo de soldadura. Conclusiones El constructo final se basa en el desarrollo de un esquema óptimo de calentamiento en la zona de interfase (electrofusión <–> efecto Joule) que permita efectuar uniones soldadas de polímeros termoplásticos en piezas estructurales de geometría compleja bajo condiciones de contorno y parámetros de proceso predecibles y repetitivos y la validación del modelo de vida del sistema considerando causas de envejecimiento generados debido a las distintas tensiones actuantes sobre el mismo a partir de ensayos específicos: (control aislación eléctrica, adherencia entre capas soldadas – tracción, flexión, compresión, impacto, cortadura –, microscopía electrónica de barrido, determinación de U- Value y efecto creep triaxial, OIT: tiempo de oxidación inductiva remanente) (5).
Figura 2: Vista de las tuberías con FJC (IMPP color rojo) enrolladas en navío y su lanzamiento al mar
Patente y comercialización Patente internacional en curso: PCT/BR2010/000136. US 2012 / 0031878 a nombre de Juan Rukavina Mikusic, cedidos los derechos a la UTN FRBA en un 50 %. Contrato de I+D en proceso de firmas con Tenaris Connections Ltd para la financiación de la terminación del proyecto ($ 1.000.000) considerándose a la misma empresa con prioridad para su comercialización bajo el correspondiente régimen de pago de los royalties preestablecidos. Referencias [1] C. J. Argent, D. Norman: “Fitness for Purpose Issues Relating to FBE and 3LPE Coatings”;
NACE Corrosion 2005, Paper 05034 [2] D. Norman: “Pipeline Protective Coatings – Failures and Solutions”; NACE India, CORCON2004 [3] Seidler S.; Koch T.; Kotter I.; Grellmann W., Crack Tip Deformation and Toughness in
Polypropylenes, International Conference of Fracture, ICF 2001, 100676OR, 2001 [4] Chung-Yuan Wu, Avraham Benatar: Polymer Engineering and Science, Vol 37, 738-743, 1997 [5] R. Ryntz: Plastics and Coatings: Durability, Stabilization and Testing. Hanser. ISBN 1-56990-290-
9

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
67
CONSIDERACIONES VINCULADAS A LA GESTIÓN DE MANTENIMIENTO EN PUENTES DE HORMIGÓN ARMADO
Schierloh M. I., Souchetti R. F.
Universidad Tecnológica Nacional, Facultad Regional Concepción del Uruguay, Grupo de
Investigación en Rehabilitación de Estructuras (GIRE). Ing. Pereira 676, Concepción del Uruguay, E3264BTD - Entre Ríos – Argentina.
Introducción En este trabajo se analiza la necesidad de los organismos viales, tanto provinciales como nacionales, de valorar la importancia de la Inspección y Evaluación de Patologías en Puentes de hormigón armado y del planteo de una adecuada Gestión de Mantenimiento, teniendo en cuenta los agentes que intervienen en las mismas, la necesidad de que sean realizadas por personal calificado, y cómo se puede economizar utilizando criterios de valoración, que permitan priorizar las actuaciones y conferir mayores garantías a los diagnósticos, consecuentemente, a los proyectos de reparación y refuerzos. Asimismo se destaca la necesidad de contar con un sistema de organización de datos relevados, identificando los diferentes daños y su importancia, que permita aplicar en forma eficiente las medidas destinadas al mejoramiento de obras tan importantes para la conectividad vial como son los puentes. Para tal fin, el Grupo de Investigación en Rehabilitación de Estructuras (G.I.R.E.) de la UTN – Facultad Regional Concepción del Uruguay, propone y desarrolla un Protocolo, basándose en Manuales de Inspección y en la experiencia adquirida, en puentes carreteros de hormigón armado en la Provincia de Entre Ríos. Actualmente se reconoce la necesidad de mantener operativas las vías de comunicación por cuestiones socio-económicas en tiempos normales, por razones de seguridad debido a la ocurrencia de accidentes. Sin embargo, en los últimos tiempos, se ha podido observar un cierto grado de deterioro en las estructuras de los puentes, y en particular para el caso que nos ocupa de los puentes de hormigón armado. Las causas de tal degradación estructural tiene diferentes orígenes como son diseños no adecuados a la durabilidad esperada, falta de control de calidad durante la construcción, efectos ambientales tales como aumento de niveles de contaminación, falta de mantenimiento, imprevistos como es el caso de los accidentes, etc. Pese a este creciente deterioro y a la importancia estratégica de este tipo de estructuras, los presupuestos para mantener, reparar y/o rehabilitar puentes existentes son siempre limitados. Esto da como resultado, que las autoridades responsables de tales obras de infraestructura, solo puedan atender a una selección de problemas detectados y no a su generalidad. Un uso eficiente de los recursos, requiere de estudios previos tales como inspección, evaluación de daños estructurales y aptitud, en base a los cuales se han de desarrollar proyectos de rehabilitación integrales y por ultimo de análisis económicos comparativos. Debido a ello, los organismos viales, tanto nacionales como provinciales, están poniendo en marcha medidas o “protocolos”, a fin de inspeccionar periódicamente los puentes, que conlleve a un diagnóstico de estas “enfermedades” que los afectan e implementar mantenimientos preventivos que prolonguen su vida útil y eviten su colapso repentino. El esquema o “protocolo” propuesto para implementar, basado en diversas experiencias a nivel mundial y a las propias del grupo GIRE, es el que se detalla en este trabajo, aplicable a puentes de hormigón armado y pretensado. Historial Uno de los graves problemas que se presentan en los organismos viales, al iniciar las inspecciones de un puente, es la falta de datos y antecedentes, o su dispersión administrativa. Lo conveniente sería poder concentrar y tener un archivo único de cada puente construido en las diferentes jurisdicciones. El “historial”, debe contar con los siguientes elementos: • Legajos técnicos del puente (pliegos generales, particulares y técnicos) con los cuales se lo
construyó. • Reunir todo el proceso de inspección del organismo vial y la empresa constructora (Actas de inicio
y recepción de la obra, órdenes de servicio, fotografías y documentación gráfica, etc). • Contar con las todas las planillas e informes técnicos de las inspecciones rutinarias, principales o

3° Reunión Materiales Tecnológicos en Argentina
68
especiales, realizadas en el puente posterior a su habilitación, acompañado de fotografías, videos, resultados de ensayos de laboratorio, etc.
• Con los proyectos de mantenimiento y reparación, y los trabajos realizados en los mismos. Todo este material, constituirá el “historial” del puente, desde antes de su construcción, hasta el presente. Y debe ser “institucionalizado” en los organismos viales que correspondan. Inspecciones: Las Inspecciones a realizar en un puente son tres 1-Inspecciones Rutinarias: Esta Inspección debe realizarse, una vez por año 2-Inspecciones Principales: Esta Inspección debe realizarse, una vez cada cinco años como máximo, pudiendo adelantarse la misma, según lo indique el “Índice de daños Global” de la estructura. 3-Inspecciones Especiales: Esta Inspección debe realizarse, cuando los índices de daños Particulares o globales así lo indiquen. Al finalizar cada Inspección, se debe realizar un proyecto de reparación y mantenimiento, si así lo ameritan los Índices de daño de la estructura. Conclusiones Por todo lo expuesto se considera fundamental resaltar la gran importancia técnica, económica y cultural que tiene la actividad de gestión de puentes, en relación a lo cual es necesario destacar el papel fundamental de un sistema de inspección de puentes, realizado por personal capacitado y en un contexto de periodicidad y tratamiento adecuados. Como surge de trabajos anteriores
(1-9), para la inspección y valoración de los puentes se debe contar
con catálogos de daños, cuya difusión y sistematización debe promocionarse. Es también esencial contar con un sistema de valoración del estado del puente que sea unificado. De los análisis y conclusiones de las tareas de inspección antes mencionados, puede surgir la necesidad de mantener, reparar o reforzar el puente. Calculando según se propone los Índices de daños correspondientes según sea la inspección preliminar o detallada. El proyecto, debe realizarse por personal especializado y se tendrán en cuenta varios factores como ser: • Necesidad o no de mantener el flujo de tránsito • Necesidad o no de respetar el patrimonio arquitectónico del puente • Conveniencia económica de repararlo o demolerlo y construir uno nuevo. Luego de un proceso de reparación y refuerzo, posiblemente el índice de gravedad tanto global como particular cambie. Por lo tanto deberán recalcularse estos índices determinados en la última inspección realizada y redefinir o no los plazos para realizar la próxima Inspección detalla. Referencias [1] González J. L. “Reflexiones en torno a la inspección de puentes”, disponible Online en:
http://www.fhecor.es/files/ARW/ES_INSPECCIONPUENTES. Enero 2013. [2] BRIME. BRIdge Management in Europe. European Commission DG VII. 4
th framework
Programme. www.trl.co.uk/brime/index.htm. [3] Dirección Provincial de Vialidad, Bs. As. Manual para Inspecciones Rutinarias de Puentes y
Alcantarillas en Servicio. Bs. As. 2007. [4] Ministerio de Fomento, España. Guía para la realización de Inspecciones Principales de Obras
de Paso en la Red de Carreteras del Estado. Madrid 2012. [5] Ministerio del Transporte del Perú. Guía para Inspección de Puentes. Lima 2006. [6] Ministerio de Obras Públicas y Transporte, Costa Rica. Manual de Inspección de Puentes. 2007. [7] Schierloh María Inés, Souchetti Roberto F. y Machado Patricio. Inspección y evaluación de
patologías en puentes de hormigón armado. Seminario Internacional del Hormigón. Asunción del Paraguay 2012.
[8] Schierloh María Inés, Souchetti Roberto F. y Machado Patricio. Evaluación de las condiciones del hormigón armado en puentes carreteros de la red vial provincial en Entre Ríos. VIII Congreso Internacional sobre Patología y Recuperación de Estructuras. CINPAR 2012.
[9] Schierloh M. I., Souchetti R., Machado P., Sota J., Zabalett A. Relevamiento de patologías en patrimonio construido puentes de la red vial de entre ríos. II WORKSHOP DE TRANSFERENCIA DE TECNOLOGIA EN EL AREA DE MATERIALES. Mar del Plata 2011.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
69
CÁLCULOS AB INITIOS APLICADOS PARA LA OBTENCIÓN DE PROPIEDADES DE SEMICONDUCTORES
A. M. Martínez
(4), S. Jaroszewicz
(5), R. Faccio
(2), M. R. Soriano
(1), A. B. Trigubó
(1, 3), P. Quartino
(1)
(1)
Dpto. de Ing. Química - FRBA, UTN, Medrano 951, 1179 CABA, Argentina. (2)
Centro NanoMat & Cryssmat-Lab, Facultad de Química, Universidad de la República, Uruguay. (3)
CINSO-CONICET-CITEDEF, J. B. de La Salle 4397, 1603 V. Martelli, Pcia. de Bs. As., Argentina. (4)
CEDIT – CeDITec (Comité Ejecutivo de Desarrollo e Innovación Tecnológica Centro de Desarrollo e Innovación Tecnológica), Posadas - Misiones, Argentina. (5)
Gerencia de Investigación y Aplicaciones, CNEA-CAC.
Introducción Utilizando cálculos de primeros principios (ab-initio), se realiza un estudio de las propiedades electrónicas y estructurales para los compuestos: CdTe, ZnTe y CdTe aleado con 2 % y 5 % at de Zn. El Cd1-xZnxTe (0 ≤ x ≤ 0,1) (CZT) se utiliza en dispositivos ópticos y electrónicos como conversor fotovoltaico de energía, detector de RX y gamma y celdas solares. Se emplea como sustrato en el crecimiento epitaxial de materiales aptos para la detección de longitudes de onda en el infrarrojo. Las aleaciones de Cd1-xZnxTe con x = 0,04 y 0,10, se prefieren frente al binario CdTe como sustrato debido a su mayor dureza y por su menor densidad de dislocaciones. El ZnTe emite en longitudes de onda de los 540 nm. Así, su uso es promisorio en diodos láseres y emisores de luz de alta intensidad, en ambos casos en el verde. Método Se utiliza el programa WIEN2k [1], desarrollado en Viena en 1990, por Blaha y colaboradores. Se basa en teorías de estado sólido para hacer el análisis de distintas propiedades físicas y químicas de sólidos cristalinos. Éste aplica la teoría DFT [1, 2]. Toma como funciones base el método de ondas planas aumentadas linearizadas con orbitales locales (LAPW+lo). Con el programa WIEN2k se calcularon: el ancho de bandas de energías prohibidas (band-gap) y el parámetro óptimo de celda de los semiconductores: CdTe, ZnTe y CdTe aleado con 2 % y 5 % at de Zn. Se calcularon las propiedades del CdTe en función de la temperatura con el programa GIBBS2, tales como el parámetro de red, la capacidad calorífica a presión y volumen constante, el coeficiente lineal de expansión térmica, el módulo de compresión y la temperatura de Debye. Resultados y discusión En nuestros cálculos se utilizaron los siguientes parámetros: Rkmax = 9 para CdTe y ZnTe; un Rkmax = 7,2 y Rkmax = 6,8 para las superceldas aleadas con 2 % y 5 % at. de Zn en unidades atómicas respectivamente, se seleccionaron 250 puntos k en la parte irreducible de la primera zona de Brillouin y un valor de energía de 6 Ryd para separar los estados de valencia de los estados del core. Se empleó el programa WIEN2k [1], para calcular el band gap corregido de los semiconductores de CZT. Los potenciales de correlación e intercambio utilizados son los de GGA basados en la parametrización PBE-GGA por Perdew, Burke and Ernzerhof [3] y el de Becke-Johnson (mBJ) con correlación LDA [4]. En la Tabla 1 se muestran los resultados obtenidos. Para el cálculo de las propiedades del CdTe en función de la temperatura, se utilizó el código GIBBS2 [5, 6]. El cálculo de las propiedades comienza con la resolución de la Ecuación de Estado (EOS), que precisa del ajuste de los datos de Energía en función del Volumen (obtenidos a 0 K con el código WIEN2k). La Ecuación de Estado (EOS), es una ecuación universal de cuarto orden, denominado ecuación de Birch-Murnaghan. Los resultados obtenidos se grafican en la Figura 1. Conclusiones Es de destacar la excelente aproximación del “band-gap” calculado a través del potencial mBJ con los valores determinados experimentalmente. Se aprecia en general que cuanto mayor es el aleado del CdTe con Zn mayor es el “band gap” y menor es el parámetro de red. El resultado de la capacidad calorífica a presión constante es comparable a las mediciones experimentales que se efectuaron en los materiales de CZT crecidos en el CINSO. El coeficiente lineal de expansión térmica es el que más se aleja de los resultados experimentales, ya que resultó de un orden de magnitud mayor. Con respecto a las restantes propiedades, en general, el acuerdo con valores experimentales y otros reportados en la bibliografía es aceptable.

3° Reunión Materiales Tecnológicos en Argentina
70
Figura 1. Propiedades del CdTe en función de la temperatura.
Tabla 1. Resultados para CdTe, ZnTe y CZT
Fórmula química a (Å) GAP (mBJ) GAP (GGA)
CdTe 6,615 1,610 0,604
Cd0,96Zn0,04Te 6,596 1,654 0,617
Cd0,90Zn0,10Te 6,583 1,618 0,602
ZnTe 6,193 2,215 1,056
Referencias bibliográficas [1] P. Blaha, K. Schwarz, G. Madsen, D. Kvasnicka, J. Luitz. WIEN2k, An augmented plane wave
plus local orbitals program for calculating crystal properties. ISBN 3-9501031-38-1-2 (2001). [2] P. Hohenberg and W. Kohn, Inhomogeneous Electron Gas, Phys. Rev. 136 (1964) B864. [3] J. Perdew, K. Burke, M. Ernzerhof. Phy. Rev. Lett. 77, 3865 (1996). [4] F. Tran, P. Blaha Phys. Rev. Lett. 102 (2009) 226401. [5] A. Otero de la Roza, V. Luaña, Comput. Phys. Commun. 182 (2011) 1708. [6] A. Otero de la Roza, D. Abbasi Pérez, V. Luaña, Comput. Phys. Commun. 182 (2011) 2232.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
71
LAS FISURAS POR RAS Y LAS FIBRAS SINTÉTICAS EN EL MÉTODO ASTM C-1260
Fabián A. Avid, Jorge D. Sota
Universidad Tecnológica Nacional- Facultad Regional Concordia - Entre Ríos, República Argentina GIICMA.
Resumen La reacción álcali-agregado en el hormigón provoca fisuras de tracción que reducen aún más la capacidad a esa solicitación del material. Las fibras podrían ser empleadas para “coser” el hormigón, y evitar o minimizar esta patología. En este trabajo se estudia el efecto de las fibras sintéticas de polipropileno y de vidrio para establecer el control en la fisuración que provoca la reacción álcali-agregado, siguiendo los lineamientos de la Norma ASTM C-1260. Se utilizó una mezcla altamente expansiva en el método estudiado, dosificando la fibra en los porcentajes de uso recomendados por los fabricantes. Si bien hay una reducción de la expansión y una menor fisuración de las barras, la temperatura del método y la alta alcalinidad del medio afectan a las fibras de manera negativa según su composición. Introducción Las fibras cortas y discretas de polipropileno y las nuevas fibras de vidrio (resistentes a medios altamente alcalinos) son inertes en su interacción con los otros componentes del hormigón, siendo además hidrófugas. Su incorporación en porcentajes óptimos no introduce modificaciones en la dosificación de los morteros, ni la necesidad de incorporar aditivos en las dosis adecuadas para mantener el comportamiento reológico en el estado fresco del hormigón. (1) En este trabajo se pretende observar con exclusividad la influencia de las fibras cortas de polipropileno y vidrio en el control de la expansión y fisuración originada por la reacción álcali- sílice (2) en un agregado de fuerte expansión cuando es sometido a la metodología de la Norma ASTM C-1260. Metodología y experiencias Con el fin de obtener información sobre la influencia de las fibras en la fisuración de los morteros, elaborados con estos agregados, se realizaron estudios siguiendo la metodología de procedimiento de la Norma ASTM C-1260. Las fibras de polipropileno y de vidrio empleadas se hallan en el mercado, los módulos de elasticidad promedio son para polipropileno 35 GPa y para la de vidrio 20 GPa. Los resultados se indican en la Tabla 1
Mezcla Expansión (%) a la edad de: (días)
4 9 13 16 21 28
Patrón 0,014 0,096 0,127 0,138 0,161 0,213
Fibras de Polipropileno 0,071 0,092 0,106 0,115 0,114 0,134
Fibras de Vidrio 0,028 0,142 0,175 0,201 0,227 0,266
Sobre trozos de las barras luego del ensayo se tomaron fotografías para comprobar la fisuración y el comportamiento visual de las fibras.
Microfoto 1 – Sin fibras,
productos de reacción, poros
rellenos.
Microfoto 2 – Sin fibras,
productos de reacción
rellenan fisuras.
Microfoto 3 – Con fibras
de polipropileno, fibras
sobre zona de fisuras.

3° Reunión Materiales Tecnológicos en Argentina
72
Análisis y discusión de los resultados Las partículas reactivas del agregado, por ser no homogéneas, sufren una expansión no uniforme a causa de su combinación con los álcalis del medio (la mayor uniformidad se presenta en el caso de la arcilla, generándose esfuerzos complejos en su masa y en la matriz cementicia que la rodea), dando origen a distintos esquemas de comportamiento. La expansión medida en las barras de mortero como así también el análisis visual de las mismas, confirma que las fibras retardan la aparición de la primera fisura y controlan en las primeras edades su crecimiento (3). En las presentes experiencias este efecto disminuye en el tiempo, hecho que debe ser atribuido al alto grado de expansión del agregado y en el caso de las fibras de vidrio además a la temperatura del método. Consideraciones Finales Las fibras de polipropileno no incrementan de forma significativa la resistencia a tracción de la matriz cementicia que las contiene. Pero sí generan un control de su fisuración, ya que se reduce el ancho de las fisuras y el material queda capacitado para soportar agrietamientos múltiples sin romperse. Este hecho cobra importancia, además, en todos aquellos aspectos de durabilidad vinculados con el ingreso de agentes agresivos al material (4). En el caso de la fibra de vidrio no se observa el mismo efecto. Las fibras se ven alteradas por la temperatura. La presencia de las fibras en morteros ejecutados con materiales susceptibles de ser afectados por la reacción álcali-sílice no impide el inicio y desarrollo de la reacción ni de sus efectos finales. Sin embargo, su empleo puede tener implicancias de orden tecnológico que dependerán de las características petrográficas del agregado y del contenido de álcalis disponibles para las reacciones, debiendo tenerse en cuenta las características de exposición de las mezclas en los métodos utilizados. En los morteros con fibras, la disminución de la expansión originada en las primeras edades de la reacción confirma el efecto favorable que las mismas tienen sobre el desarrollo de la fisuración. Hecho verificado también para la fisuración atribuible a la contracción por secado de la matriz. Referencias [1] Sota J. D., Traversa L. P. “LAS fibras de polipropileno y la reacción álcali-sílice”. Reunión
Técnica de la AATH. Córdoba '93. Memorias Tecnología del Hormigón. Tomo I. Pág. 93- 100. Ciudad de Córdoba. Julio 1993.
[2] Batic O. R., Sota J. D. “Durabilidad del hormigón estructural - cap. 4: reacciones deletéreas internas”. Asociación Argentina de Tecnología del Hormigón. Editor AATH- ISBN: 987-99797-5-9 2001- pp 157-217. Reedición 2013.
[3] Sota J. D., Falcone D., Batic O. R. “Reacción álcali sílice, una patología interna del hormigón”. Patorreb 2009, 3er. Congreso de Patología y Rehabilitación de Edificios. Ciudad de Porto, Portugal. Marzo 2009.
[4] Swamy R. N. “Fibre reinforcement of cement and concrete. Materiaux et constructions materials and structures”. RILEM. Mayo/Junio 1975. N° 45.
Microfoto 4 – Con fibras de
polipropileno, fibras en zona
de poros.
Microfoto 5 – Con fibras de
vidrio, fibras sobre zona de
fisuras.
Microfoto 6 – Con fibras de
vidrio, fibra afectada por la
temperatura.
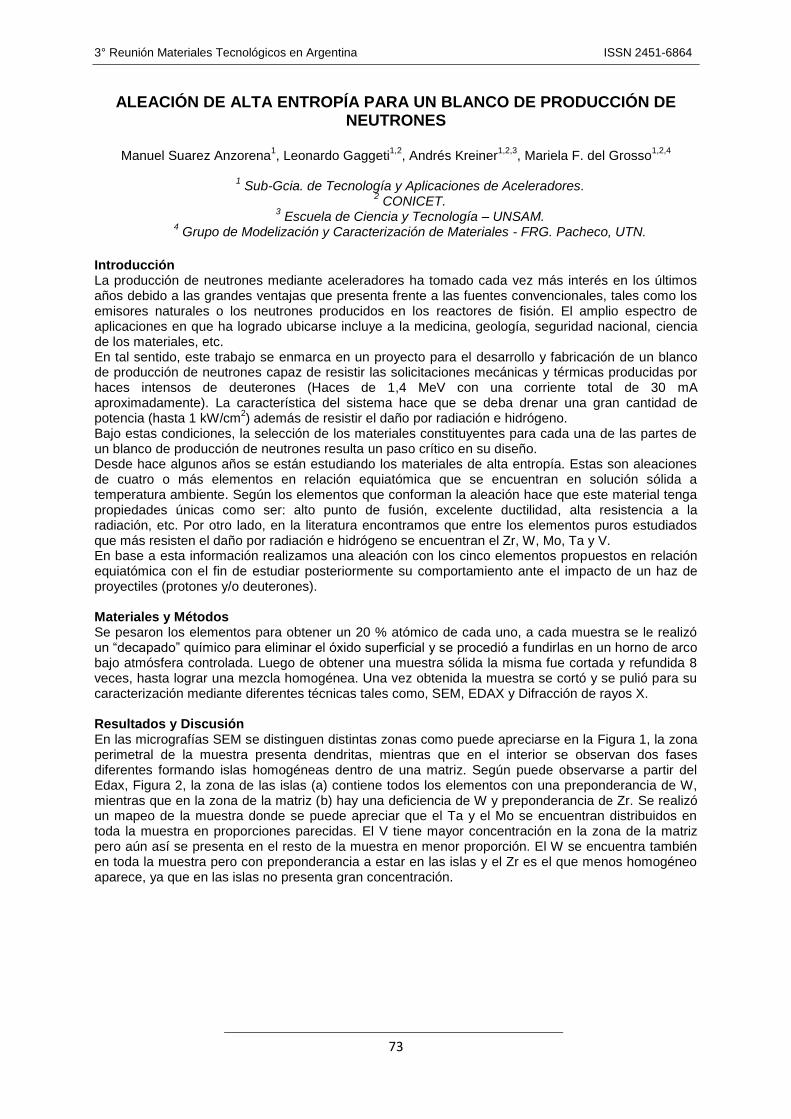
3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
73
ALEACIÓN DE ALTA ENTROPÍA PARA UN BLANCO DE PRODUCCIÓN DE NEUTRONES
Manuel Suarez Anzorena
1, Leonardo Gaggeti
1,2, Andrés Kreiner
1,2,3, Mariela F. del Grosso
1,2,4
1 Sub-Gcia. de Tecnología y Aplicaciones de Aceleradores.
2 CONICET.
3 Escuela de Ciencia y Tecnología – UNSAM.
4 Grupo de Modelización y Caracterización de Materiales - FRG. Pacheco, UTN.
Introducción La producción de neutrones mediante aceleradores ha tomado cada vez más interés en los últimos años debido a las grandes ventajas que presenta frente a las fuentes convencionales, tales como los emisores naturales o los neutrones producidos en los reactores de fisión. El amplio espectro de aplicaciones en que ha logrado ubicarse incluye a la medicina, geología, seguridad nacional, ciencia de los materiales, etc. En tal sentido, este trabajo se enmarca en un proyecto para el desarrollo y fabricación de un blanco de producción de neutrones capaz de resistir las solicitaciones mecánicas y térmicas producidas por haces intensos de deuterones (Haces de 1,4 MeV con una corriente total de 30 mA aproximadamente). La característica del sistema hace que se deba drenar una gran cantidad de potencia (hasta 1 kW/cm
2) además de resistir el daño por radiación e hidrógeno.
Bajo estas condiciones, la selección de los materiales constituyentes para cada una de las partes de un blanco de producción de neutrones resulta un paso crítico en su diseño. Desde hace algunos años se están estudiando los materiales de alta entropía. Estas son aleaciones de cuatro o más elementos en relación equiatómica que se encuentran en solución sólida a temperatura ambiente. Según los elementos que conforman la aleación hace que este material tenga propiedades únicas como ser: alto punto de fusión, excelente ductilidad, alta resistencia a la radiación, etc. Por otro lado, en la literatura encontramos que entre los elementos puros estudiados que más resisten el daño por radiación e hidrógeno se encuentran el Zr, W, Mo, Ta y V. En base a esta información realizamos una aleación con los cinco elementos propuestos en relación equiatómica con el fin de estudiar posteriormente su comportamiento ante el impacto de un haz de proyectiles (protones y/o deuterones). Materiales y Métodos Se pesaron los elementos para obtener un 20 % atómico de cada uno, a cada muestra se le realizó un “decapado” químico para eliminar el óxido superficial y se procedió a fundirlas en un horno de arco bajo atmósfera controlada. Luego de obtener una muestra sólida la misma fue cortada y refundida 8 veces, hasta lograr una mezcla homogénea. Una vez obtenida la muestra se cortó y se pulió para su caracterización mediante diferentes técnicas tales como, SEM, EDAX y Difracción de rayos X. Resultados y Discusión En las micrografías SEM se distinguen distintas zonas como puede apreciarse en la Figura 1, la zona perimetral de la muestra presenta dendritas, mientras que en el interior se observan dos fases diferentes formando islas homogéneas dentro de una matriz. Según puede observarse a partir del Edax, Figura 2, la zona de las islas (a) contiene todos los elementos con una preponderancia de W, mientras que en la zona de la matriz (b) hay una deficiencia de W y preponderancia de Zr. Se realizó un mapeo de la muestra donde se puede apreciar que el Ta y el Mo se encuentran distribuidos en toda la muestra en proporciones parecidas. El V tiene mayor concentración en la zona de la matriz pero aún así se presenta en el resto de la muestra en menor proporción. El W se encuentra también en toda la muestra pero con preponderancia a estar en las islas y el Zr es el que menos homogéneo aparece, ya que en las islas no presenta gran concentración.

3° Reunión Materiales Tecnológicos en Argentina
74
Figura 1: Micrografías SEM de distintas partes de la muestra.
Figura 2: (a) Edax de la zona de las islas; (b) de la matriz.
Se realizó también Difracción de rayos X donde pudo determinarse que la red cristalina del sistema corresponde a una red cúbica centrada, cc, (Figura 3).
Figura 3: XRD de la muestra de W-Mo-Ta-V-Zr.
Conclusiones Presentamos los primeros resultados de la una aleación multicomponente o material de alta entropía como una nueva propuesta de materiales componentes para un blanco de producción de neutrones. Los próximos pasos consistirán en la laminación de dicha muestra y la posterior irradiación con el fin de evaluar su comportamiento antes del daño por radiación e hidrógeno al ser bombardeado por un haz de protones de alta corriente.
b a

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
75
BIOMIMETISMO: ESTUDIO DE LA TOPOGRAFÍA DE UN ACERO INOXIDABLE 316 L
Rodrigo E. Taboada
(+,*), Eduardo A. Favret
(&), Adrián M. Canzian
(*)
(+)
UNSAM, Instituto Sábato. (*)
UTN. FRGP. Dto. Ingeniería Mecánica. Grupo de Caracterización y Modelización de Materiales. (&)
INTA, Instituto de Suelos-CONICET.
[email protected] , [email protected] , [email protected]
Resumen Se introduce el concepto de biomimetismo, sus objetivos y su origen. Se plantean diferentes ejemplos del mismo centralizándose en el efecto "Hoja de Loto". Se presentan los primeros resultados de la mojabilidad de la superficie de un acero inoxidable 316 L, a partir de la medición del ángulo de contacto estático. Asimismo se analiza de manera aproximada, la estructura jerárquica que presenta la superficie atacada. Introducción El ser humano ha buscado inspiración en la naturaleza desde la antigüedad. Vale citar como ejemplo a Leonardo da Vinci y su estudio del vuelo de las aves. Sin embargo, sólo en años recientes y gracias al avance tecnológico se ha podido plasmar dicha inspiración en resultados tecnológicos [1]. En efecto, la naturaleza debe responder a un sinnúmero de estímulos que resultan complejos, pero estas dificultades son la fuente de soluciones donde biólogos, botánicos, físicos, químicos e ingenieros abrevan. En particular, y gracias al auxilio de diferentes tecnologías de caracterización se puede analizar y, por lo tanto, entender los principios funcionales y estructurales de los sistemas biológicos. Como ejemplo de lo anterior se debe mencionar que a partir del estudio de la piel de tiburón se han generado dos aplicaciones importantes, una en el área de la aerodinámica, dada la característica de superficie antifricción que presenta el sistema de escamas de la piel, y por otro lado, en el área de la medicina, dada su propiedad antibacteriana que inhibe el crecimiento de las bacterias. Por otro lado, el descubrimiento del efecto lotus por parte de Barthlot permitió generar superficies autolimpiantes o bien pinturas autolimpiantes. Esta funcionalidad que adquiere una superficie, para el caso de los metales, se alcanza luego de un recubrimiento con un material polimérico. En general, la superficie de un metal debe interaccionar en un medio abrasivo y/o corrosivo, pero esta funcionalidad provoca el deterioro del polímero y, por lo tanto, el mal funcionamiento de la superficie. El presente trabajo reporta los primeros estudios sobre la mojabilidad de un acero inoxidable 316 L en función del tiempo de ataque químico, la misma se evaluó midiendo el ángulo de contacto de la gota depositada en la superficie. Se empleó un macroataque para provocar la variación de la topografía de la superficie. Además, sabiendo que la hoja de loto presenta una estructura jerárquica, se investigó este fenómeno en el acero, para ver como influye en la hidrofobicidad del material. Materiales y métodos En todos los casos presentados en este trabajo se empleó un acero inoxidable austenítico 316 L, laminado en planchuela, provisto por la compañía S.I.P.I. (Italia). Estudios metalográficos indicaron un tamaño de grano 9 (Norma ASTM E112), con un promedio de 3970 granos/mm
2. Las probetas, tienen
un tamaño de 10 mm X 15 mm y un espesor de 3 mm, fueron desbastadas con papel de lija al agua hasta 3 µm. El ataque químico utilizado es el Reactivo Marble (50 ml HCl, 50 ml H2O y 10 g CuSO4). El tiempo máximo de ataque fue de 15 minutos, abarcando distintos tiempos. Para establecer la condición de mojabilidad de cada superficie estudiada se determinó el ángulo de contacto estático a partir de los perfiles medidos para gotas de 5µl de agua destilada aplicadas con una micropipeta Huagei 5G. Para ello se utilizó un microscopio digital (Digital Microscope), montado en un dispositivo, construido a tal efecto. A partir de las imágenes obtenidas con el microscopio y con la ayuda del programa GIMP 2.8.10 se obtuvieron los respectivos ángulos de contacto. Para poder evaluar la estructura jerárquica generada por el reactivo Marble, se utilizó un microscopio óptico Olimpus BX60M, el cual tiene el paso fino calibrado en 1 µm. Utilizando este microscopio se midió el desenfoque, a un aumento de 1000X, tomando un grano como referencia.

3° Reunión Materiales Tecnológicos en Argentina
76
Resultados y Discusión Los resultados obtenidos para el ángulo de contacto, Θ, en función del tiempo de ataque químico se muestran en la figura 1. De la misma se desprende un carácter oscilatorio; además, para un tiempo de ataque químico de 2 minutos se obtuvo un ángulo de contacto máximo de 85° ± 1°. En ningún caso se alcanzó un estado de hidrofobicidad puesto que Θ resultó menor a 90°. Simultáneamente, al análisis detallado arriba, en la figura 2, se analizó, por medio del ajuste fino del enfoque del microscopio metalográfico, la profundidad promedio generada por el ataque químico. Aquí se debe aclarar, que para ciertos tiempos de ataque químico (mayores a 2 minutos), se produce el mayor desenfoque, tanto dentro de cada grano como entre cada grano. La tendencia revela que a mayor tiempo de ataque químico aumenta dicho desenfoque. Lo anterior evidenciaría una estructura de tipo jerárquica, tal como Mamdouh et al. lo mencionan [2]. Sin embargo no se evidencia una correlación sencilla entre el máximo del ángulo de contacto estático y la tendencia obtenida para la profundidad. Conclusiones
En el presente trabajo se encontró que el ángulo de contacto estático muestra un comportamiento oscilatorio con el tiempo de ataque químico, con un valor máximo cercano a 85° ± 1°. Asimismo, se generó una estructura del tipo jerárquica dentro y entre cada grano cristalográfico con el aumento del tiempo de ataque químico. Referencias [1] Favret E. and Fuentes N. (Eds.). "Functional Properties of Bio-inspired Surfaces: Characterization
and Technological Applications". World Scientific Publishing Company. Pag. 412. http://www.worldscibooks.com/materialsci/7109.htm (2009).
[2] Mamdouh E. Abdelsalam, Philip N. Bartlett, Timothy Kelf & Jeremy Baumberg. "Wetting of Regularly Structured Gold Surfaces". School of Chemistry and School of Physics and Astronomy, University of Southampton, Southampton SO17 1BJ, United Kingdom. Langmuir, 21, 1753 - 1757, (2005).
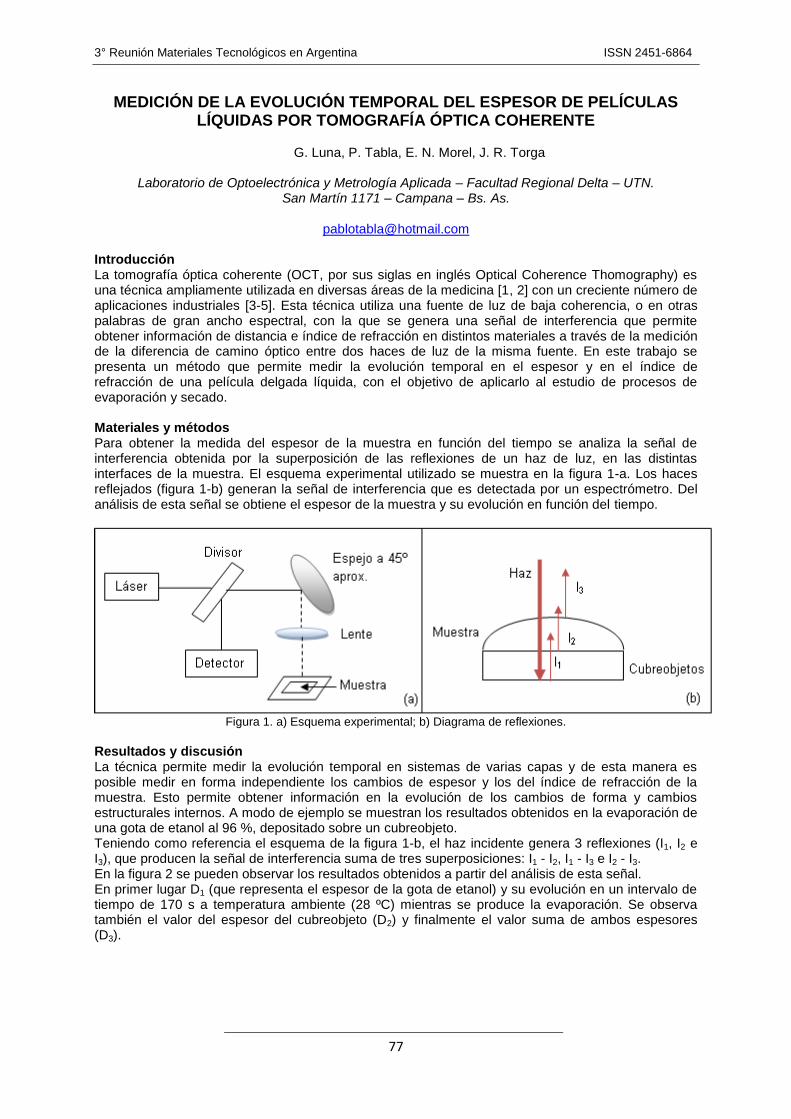
3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
77
MEDICIÓN DE LA EVOLUCIÓN TEMPORAL DEL ESPESOR DE PELÍCULAS LÍQUIDAS POR TOMOGRAFÍA ÓPTICA COHERENTE
G. Luna, P. Tabla, E. N. Morel, J. R. Torga
Laboratorio de Optoelectrónica y Metrología Aplicada – Facultad Regional Delta – UTN.
San Martín 1171 – Campana – Bs. As.
Introducción La tomografía óptica coherente (OCT, por sus siglas en inglés Optical Coherence Thomography) es una técnica ampliamente utilizada en diversas áreas de la medicina [1, 2] con un creciente número de aplicaciones industriales [3-5]. Esta técnica utiliza una fuente de luz de baja coherencia, o en otras palabras de gran ancho espectral, con la que se genera una señal de interferencia que permite obtener información de distancia e índice de refracción en distintos materiales a través de la medición de la diferencia de camino óptico entre dos haces de luz de la misma fuente. En este trabajo se presenta un método que permite medir la evolución temporal en el espesor y en el índice de refracción de una película delgada líquida, con el objetivo de aplicarlo al estudio de procesos de evaporación y secado. Materiales y métodos Para obtener la medida del espesor de la muestra en función del tiempo se analiza la señal de interferencia obtenida por la superposición de las reflexiones de un haz de luz, en las distintas interfaces de la muestra. El esquema experimental utilizado se muestra en la figura 1-a. Los haces reflejados (figura 1-b) generan la señal de interferencia que es detectada por un espectrómetro. Del análisis de esta señal se obtiene el espesor de la muestra y su evolución en función del tiempo.
Figura 1. a) Esquema experimental; b) Diagrama de reflexiones.
Resultados y discusión La técnica permite medir la evolución temporal en sistemas de varias capas y de esta manera es posible medir en forma independiente los cambios de espesor y los del índice de refracción de la muestra. Esto permite obtener información en la evolución de los cambios de forma y cambios estructurales internos. A modo de ejemplo se muestran los resultados obtenidos en la evaporación de una gota de etanol al 96 %, depositado sobre un cubreobjeto. Teniendo como referencia el esquema de la figura 1-b, el haz incidente genera 3 reflexiones (I1, I2 e I3), que producen la señal de interferencia suma de tres superposiciones: I1 - I2, I1 - I3 e I2 - I3. En la figura 2 se pueden observar los resultados obtenidos a partir del análisis de esta señal. En primer lugar D1 (que representa el espesor de la gota de etanol) y su evolución en un intervalo de tiempo de 170 s a temperatura ambiente (28 ºC) mientras se produce la evaporación. Se observa también el valor del espesor del cubreobjeto (D2) y finalmente el valor suma de ambos espesores (D3).

3° Reunión Materiales Tecnológicos en Argentina
78
Tiempo [s]
Dis
tan
cia
[m
m]
0 20 40 60 80 100 120 140 160
1.8480
1.5400
1.2320
0.9240
0.6160
0.3080
0
I1 con I
3 I
1 con I
2
D1
D3
D2I
2 con I
3
Figura 2. Evolución temporal de las diferencias de camino óptico entre las distintas interfaces de la muestra.
Conclusiones Se presenta en este trabajo un método sin contacto que permite estudiar cambios de espesor y cambios estructurales a través de la medición del índice de refracción en películas delgadas líquidas. Se muestra a modo de ejemplo la evolución temporal en un sistema de dos capas (etanol+cubreobjeto de vidrio). Se propone este método como una alternativa para el estudio de procesos de evaporación y secado en este tipo de muestras. Referencias [1] Drexler W. & Fujimoto J. “Optical Coherence Tomography Technology and Applications”, Spinger
Berlin Heidelberg New York (2008), ISBN: 978-3-540-77549-2. [2] N. Nassif, B. Cense, B. Park, M. Pierce, S. Yun, B. Bouma, G. Tearney, T. Chen, and J. de Boer,
“In vivo high-resolution video-rate spectral-domain optical coherence tomography of the human retina and optic nerve,” Opt. Express 12, 367–376 (2004).
[3] D. Stifter, K. Wiesauer, M. Wurm, E. Leiss, M. Pircher, E. Götzinger, B. Baumann, and C. Hitzenberger, “Advanced optical coherence tomography techniques: novel and fast imaging tools for non-destructive testing,” presented at The 17
th World Conference on Nondestructive Testing,
Shanghai, China, 25–28 October 2008. [4] M. Canivet, R. D. Zhang, and M. Jourlin, “Finish inspection by vision for glass production,” Proc.
SPIE 2183, 164–169 (1994). [5] Eneas Nicolás Morel, Marina Verónica Gutiérrez, Hernán Miguel Miranda, Edgardo Luis
Sambrano and Jorge Román Torga. "Optical coherence tomography-based scanning system for shape determination, wall thickness mapping, and inner inspection of glass containers", Appl. Opt. 52, 1793-1798 (2013), ISSN 0003-6935.

3° Reunión Materiales Tecnológicos en Argentina ISSN 2451-6864
79
ARENAS DE MOLDEO EN RELLENO DE TERRENOS Y COMO AGREGADO EN LADRILLOS CERÁMICOS
Pelozo, G. G.; Quaranta, N. E
(*)
Grupo de Estudios Ambientales. Facultad Regional San Nicolás. Universidad Tecnológica
Nacional. Colón 332. 2900. San Nicolás. Argentina (*)
Investigador CIC
Introducción Las fundiciones reciclan y reusan las arenas utilizadas para llenar las cajas de moldeo donde se cuelan las piezas. Cuando la arena no puede ser más reusada en la industria, se desecha convirtiéndose en un subproducto de las industrias de fundición. Esta arena se denomina arena de moldeo usada o agotada. En un esfuerzo por utilizar estas arenas agotadas en grandes volúmenes, se han llevado a cabo investigaciones para la posible utilización a gran escala, en la construcción, como reemplazo parcial de agregados finos en concreto, como bases de pavimento, en ladrillos cerámicos, revestimiento de vertederos. En este trabajo se estudia arena agotada proveniente de una fundición de hierro. El objetivo es determinar si es ambientalmente apta para ser reutilizada como relleno de terrenos bajos o terraplenes o para mejorar las propiedades superficiales de caminos rurales, así como también el posible agregado en ladrillos cerámicos. Materiales y Métodos Con el fin de determinar la posible reutilización de este residuo, la arena usada en este estudio se caracterizó por diferentes técnicas tales como microscopía electrónica de barrido (SEM), análisis dispersivo en energía de rayos X (EDS), sólidos solubles, conductividad y pH, análisis de lixiviados, análisis granulométrico, plasticidad, ecotoxicidad, entre otros. Los análisis de SEM se llevaron a cabo con un microscopio electrónico de barrido Philips 515, con analizador dispersivo de energía (EDAX-Phoenix). La conductividad y el pH de los residuos se midieron con equipos SPER-SCIENTIFIC, Modelo 860032 y ALTRONIX TPX-III, respectivamente, utilizando 10 g de residuo en 100 ml de agua desmineralizada. Se realizaron ensayos de lixiviación de las muestras de residuos en polvo según Norma EPA 1310, con análisis de metales pesados en el líquido lixiviado. El análisis químico de los lixiviados se realizó por espectrometría de emisión en plasma con un equipo Perkin Elmer ICP Optima 3100 XL. El ensayo de ecotoxicidad se llevó a cabo teniendo en cuenta la norma IRAM 29114:2008: Método de ensayo de toxicidad aguda con semillas de lechuga. Los límites líquido y plástico fueron determinados mediante el método del aparato de Casagrande (ASTM D4318). Las mediciones se aplicaron para estimar la cantidad de humedad inferior y superior que puede ser añadida a la mezcla para promover una trabajabilidad adecuada. Resultados y Discusión El análisis químico de la arena agotada se muestra en la tabla 1, expresado como porcentual de los elementos sin tener en cuenta en este cálculo el contenido de carbón que se considera aparte y también se incluye en la tabla.
Tabla 1. Análisis químico semi-cuantitativo (EDS) del residuo
Na Mg Al Si S Ca Fe C
6,73 4,99 17,44 56,60 2,34 3,21 8,69 64,50
El aspecto microscópico de la arena se muestra en la figura 1, donde se observan la morfología de las partículas y sus tamaños.

3° Reunión Materiales Tecnológicos en Argentina
80
Figura 1. Microscopía electrónica del residuo estudiado
Los valores de conductividad y pH permiten inferir la posible influencia del residuo en el suelo cuando este es utilizado como relleno, para mejorar rutas o elevar suelos. La arena estudiada presenta un pH de 7,61 y una conductividad de 0,563 mS, luego de dos horas de agitación a temperatura ambiente. Valores similares a los que presentan los suelos. Los resultados del ensayo de lixiviación de la arena fueron analizados teniendo en cuenta las definiciones y límites establecidos en el Decreto Reglamentario de la Ley 24051 (Argentina) sobre régimen de desechos peligrosos (Decreto 831/93) con el fin de determinar el peligro de este proceso de lixiviado. Los resultados de este ensayo indican que este residuo puede ser utilizado en cualquiera de los usos mencionados sin riesgos. El comportamiento plástico del residuo se determinó mediante la evaluación de cinco mezclas en arcilla, cuyos porcentajes de adición variaron entre 10 y 50 % respectivamente. Se consideró para determinar los porcentajes de agregado el diseño de las mezclas como investigación futura en la conformación de ladrillos cerámicos. La Figura 2 muestra a través del diagrama de Wrinkler el pronóstico de extrusión utilizando las plasticidades de las muestras obtenidas. El análisis de ecotoxicidad se realizó tomando un extracto de la arena agotada con agua destilada en una relación residuo:agua de 1:4. El extracto acuoso se filtró y posteriormente se utilizó en el ensayo de toxicidad al 100%, 50% y 25%. También se realizó una prueba colocando, en cada caja de Petri, sólo residuo y agua destilada en una relación 1:4. Los controles negativos se llevaron a cabo con agua destilada. Las semillas utilizadas para realizar el ensayo son de rye grass (Lolium perenne). Luego se realizó el cálculo de inhibición de la elongación de la radícula (IR).
Figura 2. Pronóstico de la extrusión usando Índice de
Plasticidad y Límite Plástico
Figura 3. Valores de Ecotoxicidad
Conclusiones Luego del estudio de las propiedades fisicoquímicas y ambientales de las arenas de moldeo agotadas se puede concluir que son ambientalmente aptas para ser utilizadas como relleno de terrenos bajos o terraplenes o para mejorar propiedades superficiales de suelos. En cuanto al uso como posible agregado en ladrillos, la mezcla con 10% de arena es la más cercana a la extrusión aceptable, el resto de las composiciones podrían conformarse mediante presión uniaxial.

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
81
Flujo en cintas transportadoras
Doctorando: J. M. Cordero1
Director: L. A. Pugnaloni1,2
1 Grupo de Materiales Granulares, Departamento de Ingeniería Mecánica, Facultad Regional La Plata,
Universidad Tecnológica Nacional, Av. 60 Esq. 124, 1900 La Plata. 2 Consejo Nacional de Investigaciones Científicas y Técnicas.
[email protected] Introducción Los materiales granulares son aquellos constituidos por un conjunto de partículas macroscópicas sólidas. Estos abarcan una amplia gama desde los polvos (partículas de menos de 300 micrones de diámetro) hasta la materia bruta de canteras (partículas de varios centímetros de diámetro). La humanidad convive con estos materiales (maíz, arena, sal, cemento, etc.) y el conocimiento de sus propiedades y de su comportamiento es de interés en la industria moderna. Los problemas más comunes que presentan estos materiales para la humanidad son el transporte y el almacenaje. El estudio de estos materiales ha entregado a la humanidad soluciones alternativas a problemas comunes, ejemplo de esto son los amortiguadores granulares, por citar alguno. Nuestro trabajo se centra en el estudio de los fenómenos que ocurren cuando el material granular es forzado a pasar por un orificio. En estudios realizados en la década del 60 se ha logrado encontrar una ley empírica para predecir el caudal de descarga de silos [1]. Esta ley indica que el caudal de salida es función de la relación existente entre el diámetro de las partículas y el tamaño del orificio, de la gravedad y de la densidad del material. En 2003, De-Song et al. estudiaron la descarga del material granular a través de aberturas en barreras sobre cintas transportadoras [2]. El experimento consiste en hacer pasar por una abertura de dimensiones variables, discos de cobre de 16 mm de diámetro, modificando la velocidad de la cinta transportadora y midiendo el caudal de descarga. Se encontró que para velocidades bajas el caudal de descarga es función de la velocidad de la cinta y que pasando cierta velocidad critica la curva cambia de pendiente. En este trabajo realizamos una simulación de este fenómeno usando el método de elementos discretos. Encontramos que al pasar la velocidad crítica el caudal se vuelve independiente de la velocidad de la cinta. Explicamos este fenómeno usando argumentos mecánicos y proponemos una explicación sobre el desacuerdo con los resultados experimentales de De-Song et al. Materiales y métodos Modelamos un sistema de discos de diámetro d sobre una cinta transportadora con una barrera que posee una abertura de ancho variable. Realizamos una simplificación en las fuerzas de contacto entre granos que asume una respuesta lineal elástica sumada a una disipación viscosa tanto en la componente normal como tangencial de la fuerza de contacto [3]. Utilizamos el método de elementos discretos implementando el algoritmo de velocity-Verlet en C++ para resolver las ecuaciones de Newton. En la Fig. 1 se observa una imagen de nuestras simulaciones.
Figura 1. Imagen del sistema simulado durante la descarga. El punto verde sobre cada partícula indica el ángulo de orientación de cada disco sobre la cinta transportadora que avanza en el sentido indicado por la flecha.

3° Taller de Doctorandos en Ingeniería de Materiales
82
Resultados y discusión En la Fig. 2 se representa el caudal medido en discos por unidad de tiempo versus la velocidad vc de la cinta para diferentes tamaño de la abertura. Como se puede observar, hay un cambio de comportamiento con un caudal que crece en forma lineal para bajas vc y se vuelve constante para altas vc. Si bien estudios experimentales previos [2] han encontrado un cambio de comportamiento, estos autores reportaron que el caudal crece en forma más lenta con vc para altas velocidades, mientras que nuestros resultados indican un caudal constante. El origen del cambio de comportamiento ha sido propuesto en la Ref. [4]. Brevemente, un disco que llega a la región de la abertura para el cual la cinta desliza por debajo, debe finalmente detenerse sobre la misma al atravesar la barrera para lo que debe acelerar en el sistema de laboratorio. Se postula que si el tiempo para detenerse es largo (como sucede para altas velocidades de cinta) cada disco atraviesa la abertura con una aceleración constante dictada por la fuerza de fricción con la cinta e independiente de la velocidad de la misma. Esto explica la independencia del caudal más allá de la velocidad crítica de la cinta.
Figura 2. Caudal de descarga en función de la velocidad de la cinta transportadora para varios tamaños de la abertura A. De abajo hacia arriba A=6d, 7d, 8d, 9d y 10d. La cantidades están en unidades reducida: m=1 (masa de un disco), d=1 (diámetro de un disco) y g=1 (aceleración de la gravedad).
Conclusiones Hemos mostrado, usando simulaciones de un material granular arrastrado por una cinta transportadora, que el caudal que atraviesa una abertura en una barrera es proporcional a la velocidad de la cinta para bajas velocidades. Sin embargo, al superar una velocidad crítica (que depende del tamaño de la abertura), el caudal se vuelve independiente de la velocidad de la cinta. Los resultados de De-Song et al. no muestran un caudal constante sino sólo una caída de la pendiente en las curvas del caudal. Este efecto puede ser inducido por vibraciones mecánicas del sistema en experimentos a altas velocidades de cinta. Para validar esta hipótesis realizaremos simulaciones del sistema con vibración en un trabajo futuro. Referencias [1] W. A. Beverloo, H. A. Leninger y J. van de Valde, Chem. Eng. Sci. 15, 260 (1961). [2] B. De Song, Z. Xun-Sheng, X. Guang-Lei, P. Zheng-Quan, T. Xiao-Wei y L. Kun-Quan, Phys. Rev. E 67, 062301 (2003). [3] J. Schäfer, S. Dippel y D. E. Wolf, J. Phys. I 6, 5 (1996). [4] M. A. Aguirre, J. G. Grande, A. Calvo, L. A. Pugnaloni y J.-C. Géminard, Phys. Rev. E 83, 061305 (2011).

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
83
CARACTERIZACIÓN FÍSICO-MECÁNICA DEL PINO RESINOSO (Pinus taeda y Pinus elliottii) CULTIVADO EN EL NORDESTE ARGENTINO PARA USO
ESTRUCTURAL
Doctorando: P. Y. Fank Director: J. C. Piter
Co-Director: P. M. Stefani
Depto. de Ing. Civil, Facultad Regional Concepción del Uruguay, Universidad Tecnológica Nacional. Ing. Pereyra 676, (3260), Concepción del Uruguay, Entre Ríos.
Introducción Los cultivos de pino resinoso (Pinus taeda y Pinus elliottii) del nordeste del país proveen la mayor parte de la madera aserrada destinada a fines estructurales en Argentina. La reciente redacción del Primer Reglamento Argentino de Estructuras de Madera (INTI-CIRSOC 601 2013) ha constituido un avance muy importante para el uso correcto de este material en las construcciones. No obstante, resulta indispensable que el proyectista cuente con un conocimiento acabado del comportamiento mecánico de las especies cultivadas en el país, lo cual debe proveerse a través de investigaciones desarrolladas siguiendo los modernos criterios de análisis estadístico para propósitos estructurales y los procedimientos de ensayos estáticos en tamaño estructural (IRAM 9663-1 2013; IRAM 9664 2013). Las propiedades mecánicas más importantes son la resistencia y el módulo de elasticidad en flexión, puesto que conociendo esas propiedades y la densidad de una determinada combinación especie/procedencia, se pueden derivar todas las restantes que resulten necesarias para el diseño estructural (Glos 1995). En el presente informe se reportan los resultados encontrados en la primera etapa del plan de tesis, cuyo objetivo general consiste en investigar el comportamiento mecánico de la madera del pino resinoso (Pinus taeda y Pinus elliottii) cultivado en el nordeste argentino. En esta primera fase se trabajó sobre una muestra compuesta por tablas aserradas y con el objetivo específico de conocer la resistencia, la rigidez y la densidad de dicha madera clasificada según la norma IRAM 9662-3 (2006) y, a la vez, realizar un aporte al proceso de revisión de esta norma.
Materiales y métodos El material destinado a la investigación empírica estuvo compuesto por 100 tablas de pino resinoso (50 de Pinus taeda y 50 de Pinus elliottii) procedente de la provincia de Misiones. Se adoptó una sección transversal de 1 x 4 pulgadas por ser de uso frecuente en el país tanto en calidad de madera aserrada como en la condición de láminas destinadas a la construcción de vigas laminadas encoladas. De cada tabla –previamente cepillada e identificada- se seleccionaron dos cuerpos de prueba, los cuales fueron preparados y acondicionados de acuerdo a lo establecido en la norma IRAM 9663-1 (2013). Luego se determinaron las dimensiones reales de las probetas –valor medio igual a 105 x 24,4 x 500 mm- y se registraron los parámetros de detección visual con influencia sobre el comportamiento mecánico. Cada cuerpo de prueba fue clasificado conforme a los lineamientos establecidos en la norma IRAM 9662-3 (2006), asignando cada pieza a un grado de calidad. En el laboratorio de Ing. Civil de la Facultad Regional Concepción del Uruguay – UTN se llevaron a cabo los ensayos estáticos de flexión conforme a las prescripciones de la norma IRAM 9663-1 (2013). Para la aplicación de las cargas se utilizó una máquina de ensayos universales con capacidad de desplazar el cabezal a velocidad constante. Se registraron las deformaciones correspondientes a escalones de carga de 500 N por medio de un comparador micrométrico ubicado en la parte inferior del centro de la luz. El ensayo se continuó hasta la rotura registrándose la carga máxima, la duración del mismo y observaciones relevantes acompañadas de fotografías. Una vez finalizada cada prueba, se cortó un trozo libre de defectos y cercano a la zona de rotura para la determinación del contenido de humedad y de la densidad de acuerdo con las normas ISO 3130 (1975) y ISO 3131 (1975). El valor de la tensión de rotura (MOR) y del módulo de elasticidad global (MOE) se calcularon empleando las ecuaciones correspondientes provistas por la norma IRAM 9663-1 (2013). Para la resistencia a flexión y la densidad se calculó el valor característico siguiendo los lineamientos de la norma IRAM 9664 (2013). Con el fin de analizar resultados comparables, todos los valores fueron ajustados a las condiciones de referencia.
Resultados y discusión El contenido de humedad medio de los 200 cuerpos de prueba sometidos a ensayo de flexión fue de 11,6% con un coeficiente de variación del 7,1%. Lo cual permite descartar una influencia desigual de esta variable sobre la resistencia de las piezas.

3° Taller de Doctorandos en Ingeniería de Materiales
84
Del total de cuerpos de prueba estudiados, 22 clasificaron como clase 1, 100 como clase 2, y los restantes (78) se descartaron por contener principalmente nudos mayores al límite admitido. En el Cuadro 1 se presentan los resultados obtenidos para la resistencia a flexión, el módulo de elasticidad y la densidad. Asimismo, se indican los valores característicos que se espera presenten las piezas de madera según la norma IRAM 9662-3 (2006).
Cuadro 1: Valores característicos de las propiedades mecánicas y densidad por clase de resistencia
Pino resinoso (Pinus taeda y Pinus elliotii)
Valores calculados IRAM 9662-3 (2006)
Clase 1 Clase 2 Clase 1 Clase 2
MOR (1)
(N/mm
2)
Característico 20,7 14,4 18,0 11,0
CV 0,27 0,29
MOE (2)
(N/mm
2)
Medio 10799 7123 12000 7000
CV 0,25 0,26
(2)
(kg/m
3)
Característico 443 389 420 390
CV 0,16 0,12 (1) Valores de la resistencia (MOR) ajustados a una altura de referencia de 150 mm conforme a IRAM 9664 (2013); (2)
Valores del módulo de elasticidad (MOE) y de la densidad (ρ) ajustados a un contenido de humedad del 12% conforme a IRAM 9664 (2013); CV: coeficiente de variación.
De los datos presentados en el Cuadro 1 se deduce que la resistencia característica MOR calculada presentó un valor 15% y 31% superior para la clase 1 y 2, respectivamente, en relación a la provista por IRAM 9662-3 (2006). Por otra parte, el módulo de elasticidad medio calculado para la clase 1 fue un 10% menor al indicado en la norma antes señalada. Sin embargo, para la clase 2 los valores resultaron prácticamente iguales, la diferencia entre ambos fue solo del 2%. Los coeficientes de variación encontrados para el MOR son mayores que los correspondientes al MOE en las dos clases. En cuanto a la densidad, el valor característico calculado respecto al sugerido por la norma antes mencionada, fue un 5% mayor para la clase 1 y no hubo diferencias para la clase 2.
El cociente entre el valor medio del módulo de elasticidad y la densidad (MOE/) alcanzó un valor de 18 para la clase 2, lo cual coincide con la norma IRAM 9662-3 (2006). En cambio, la relación
calculada para la clase 1 fue de 24, lo cual difiere a la norma antes señalada (MOE/ = 29) siendo un 14,7% superior que el calculado con ésta. Conclusiones Los resultados obtenidos en esta primera etapa muestran que la madera de pino resinoso investigada presenta una resistencia a flexión mayor a la sugerida por la norma IRAM 9662-3 (2006). Sin embargo, el módulo de elasticidad resultó menor para la clase 1 y similar para la clase 2. La densidad arrojó valores análogos a los de la norma antes mencionada. El avance del proyecto de tesis, que contempla la realización de un mayor número de ensayos, permitirá enriquecer los valores obtenidos en esta primera fase. Además, los resultados confirman que la nudosidad es uno de los parámetros de mayor relevancia en la clasificación visual por resistencia para esta especie. Como se observó una alta presencia de nudos en las tablas, se indica la conveniencia económica de adoptar prácticas que minimicen su presencia. Referencias Glos P. (1995) Solid timber - Strength classes. In Timber Engineering STEP 1, pp. A7/1-A7/8. Centrum Hout. The Netherlands. INTI-CIRSOC 601 (2013) Reglamento Argentino de Estructuras de Madera. Instituto Nacional de Tecnología Industrial. Buenos Aires. Argentina. IRAM 9662-3 (2006) Madera laminada encolada estructural, Clasificación visual de las tablas por resistencia. Parte 3: Tablas de pino taeda y elliotti (Pinus taeda y elliottii). Instituto Argentino de Normalización y Certificación. Buenos Aires. Argentina. IRAM 9663-1 (2013) Estructuras de madera. Madera aserrada y madera laminada encolada para uso estructural. Determinación de algunas propiedades físicas y mecánicas. Instituto Argentino de Normalización y Certificación. Buenos Aires. Argentina. IRAM 9664 (2013) Madera estructural. Determinación de los valores característicos de las propiedades mecánicas y la densidad. Instituto Argentino de Normalización y Certificación. Buenos Aires. Argentina. ISO 3130 (1975) Wood – Determination of moisture content for physical and mechanical tests. International Organization for Standardization. ISO 3131 (1975) Wood – Determination of density for physical and mechanical tests. International Organization for Standardization.

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
85
SOLDADURA DE REPARACIÓN EN COMPONENTES EN SERVICIO DE ACEROS AL CR-MO
Doctorando: Ing. Luis Fernández Director: Dra. Lilián Moro
2º Director: Dra. Mónica Zalazar
Universidad Tecnológica Nacional, Facultad Regional Bahía Blanca. Departamento de Ing. Mecánica.
Grupo de Estudios de Materiales (GEMAT) 11 de Abril 465, Bahía Blanca, 8000.
luis.Ferná[email protected]
Introducción Los aceros ferríticos – martensíticos resistentes al creep: CSEF (creep strength-enhanced ferritic) se utilizan, en la actualidad, para servicios a temperatura donde se requiere buena resistencia a la corrosión y al daño por creep. No obstante, durante su utilización se han encontrado en las soldaduras, fallas prematuras que se deben a un mal diseño, principalmente provocadas por utilizar procedimientos incorrectos y/o tratamientos térmicos inadecuados. El estudio de la soldabilidad de estos aceros involucra determinar la temperatura de precalentamiento y los tratamientos térmicos post soldadura, ambas condiciones dependen del proceso de soldadura y de los consumibles utilizados. El tema propuesto se presenta como de alto interés tecnológico en las plantas industriales de la región (industrias petroquímicas, plantas generadoras de energía, refinerías de petróleo) ya que en ellas se emplean procesos donde se trabaja a altas temperaturas y presiones. Estas condiciones aumenta el riesgo de variación de las propiedades mecánicas y de la estructura de los materiales en servicio, principalmente cuando los componentes utilizados están expuestos durante largos períodos de trabajo. La vida útil de un componente se relaciona con las condiciones reales de trabajo que no siempre coincide con la vida útil prevista en el diseño (vida teórica del proyecto). Para un juicio objetivo se hace necesario evaluar la fracción de vida transcurrida o la fracción de daño acumulado en la instalación, esto puede lograrse mediante la reproducción en el laboratorio de las condiciones de servicio o procesos a través de ensayos termomecánicos, que induzcan los cambios estructurales y que en particular provean una buena descripción del comportamiento macroscópico, propiedades mecánicas, y microscópico, en lo referente a la estructura del material. La importancia que tiene la comprensión del comportamiento de los materiales en el diseño industrial, se debe principalmente al alto costo que representa para las industrias la rotura de sus componentes, problema que puede ser solucionado estimando el tiempo de vida residual.
Objetivos del trabajo En este trabajo se propone: a) Estudiar en forma teórica y experimental uniones soldadas realizadas en aceros ferríticos –
martensíticos resistentes al creep (CSEF: creep strength-enhanced ferritic). b) Estudiar soldaduras circunferenciales en aceros Cr-Mo para altas temperaturas de servicio en
componentes nuevos y soldaduras circunferenciales de reparación en aceros que estuvieron en servicio.
Dentro de la familia de aceros CSEF se estudiarán aceros con diferente contenido de cromo utilizados en la fabricación de caños y tubos para servicio a alta temperatura con el objetivo de analizar el comportamiento de los mismos ante el efecto del ciclo térmico generado por la soldadura en distintas condiciones. Se diseñarán juntas bajo requerimientos de los códigos de construcción utilizados en la soldadura de componentes a presión. Se comparará la influencia que tiene el procedimiento utilizado sobre las variaciones de: la composición química, la microestructura, la resistencia a la corrosión y las propiedades mecánicas tanto del material como de la zona soldada. En particular interesa estudiar la resistencia de la unión a la temofluencia. Las uniones soldadas se diseñarán tenenido en cuenta los requerimientos de los códigos de construcción utilizados en la soldadura de componentes a presión.

3° Taller de Doctorandos en Ingeniería de Materiales
86
Durante el proceso de soldadura tanto de fabricación como en la de reparación, en la unión de juntas de aceros iguales o disímiles y en las conexiones soldadas de diferentes espesores (tubo/tubo, caño/placa, etc) la microestructura, y por lo tanto las propiedades de la junta, son fuertemente influenciadas por el procedimiento de soldadura. La experiencia ha mostrado que cuando estos materiales son soldados y expuestos al daño por creep, en la zona afectada por el calor de la soldadura existe una banda angosta que resulta ser el eslabón más débil en las construcciones soldadas. Se evaluarán distintas condiciones de soldadura modificando los procesos de soldadura, tipos de consumibles y ciclos térmicos con el objetivo de determinar las condiciones mas adecuadas de soldadura en función del estado previo del material y de los requisitos de servicio. Para ello posterior a la soldadura se utilizaran técnicas de caracterización por microscopía óptica y electrónica junto con la evaluación de las propiedades mecánicas o no mecánicas más influyentes. El uso de procesos de soldadura por fusión genera un fuerte efecto sobre las propiedades de las juntas soldadas, no sólo genera una nuevo material (el metal de soldadura) sino que el metal base es alterado por tratamientos localizados y muy heterogéneos debido al ciclo térmico de la soldadura. Los tratamiento apropiados, que el fabricante de estos aceros diseña con el objeto de alcanzar las propiedades deseadas en su producto, son totalmente alterados en la zona afectada por el calor de la soldadura. Estos cambios microestructurales, sumados a las tensiones internas generadas en el proceso de soldadura darán como resultado un comportamiento diferente ante los requerimientos en servicio de los componentes soldados. El precalentamiento y el control de la temperatura entre pasadas pueden minimizar estos cambios y evitar las fisuras en la soldadura. Con el fin de reducir tensiones residuales y restituir la tenacidad y ductilidad se aplican tratamientos térmicos post soldadura (PWHT). También se han observado fallas durante el alivio de tensiones debido a dos mecanismos diferentes: fractura intergranular de baja ductilidad, la cual esta asociada con el enriquecimiento de impurezas en borde de grano, que ocasiona fisuras por debajo de 400°C; y fractura a alta temperatura (425-600°C), donde las fallas se asocian a la coalescencia de microcavidades en borde de grano. El crecimiento de grano en la soldada favorece la fisuración por lo que se utilizan técnicas de deposición de varias pasadas de soldadura que favorecen el refinamiento de grano. Dentro de ciertos límites los cambios indicados se pueden reproducir experimentalmente en el laboratorio, con tratamientos termomecánicos en los que se combinan ciclos térmicos con deformaciones efectuadas en alguna de las etapas del ciclo térmico y luego estudiar sus propiedades mediante ensayos mecánicos tales como ensayos de tracción, impacto, dureza, creep,etc. La correlación con la estructura se puede llevar a cabo utilizando técnicas metalográficas ópticas y electrónicas. El conocimiento del comportamiento de estructuras soldadas sometidas al daño por creep se ha incrementado en los últimos años, numerosas fallas ocurridas en sistemas de cañerías de vapor, alguna de ellas de carácter catastrófico han respaldado la necesidad de investigar en este tema. Estas fallas han actuado como la fuerza impulsora para continuar trabajando en la caracterización de las mismas y el estudio de los mecanismos que las generan y su relación con el diseño del procedimiento de soldadura. Como última etapa de este trabajo se propone la simulación computacional del comportamiento al creep que nos permitirá a partir del Método de Elementos Finitos realizar un estudio del estado de tensiones y deformaciones y comparar los resultados teóricos con los obtenidos en forma experimental. Los resultados a obtener en el presente proyecto de investigación contribuirán a lograr un mayor entendimiento de un problema de alto impacto tecnológico.

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
87
EMPAQUETAMIENTO DE PARTÍCULAS EN GEOMETRÍAS CONFINADAS USANDO FLUIDOS.
Doctorando: Matías E. Fernández1
Director: Luis A. Pugnaloni1,2
1 Grupo Materiales Granulares, Departamento Ingeniería Mecánica, Facultad Regional La Plata,
Universidad Tecnológica Nacional, Av. 60 Esq. 124, 1900 La Plata. 2 Consejo Nacional de Investigaciones Científicas y Técnicas.
Introducción Los materiales granulados se encuentran en procesos relacionados con numerosas industrias, desde catalizadores y píldoras en industrias químicas y farmacéuticas, hasta cereles y oleaginosas en la agroindustria [1]. En muchas aplicaciones estos granulados son transportados en una matriz fluida a través de conductos, filtros, estrechamientos, e incluso son depositados en espacios reducidos comparados con el tamaño de los granos. Este trabajo tiene como objetivo mejorar el conocimiento que existe actualmente sobre la forma en que un granular transportado por un fluido fluye y se deposita en un espacio que posee al menos una dimensión de tamaño reducido (unos pocos diámetros de granos de extensión). En especial nos enfocamos en un sistema tipo cuña constituido por dos placas planas que forman un ángulo entre si. Las placas están separadas por entre uno y cinco diámetros de grano en el extremo por donde se inyecta el fluido con granos. En el extremo opuesto, a la salida del fluido, el espacio es menor que el tamaño de un grano de modo que todos los granos quedarán atrapados dentro del espacio entre ambas placas. Se propone un estudio experimental sobre la forma en que se ordenan los granos dentro de esta estructura que los confina. Entre otros parámetros, se consideran la fracción de volumen ocupado, el número de contactos por grano y el perfil de densidad. También se propone un estudio de la probabilidad de atasco del flujo de granos en configuraciones donde el extremo de salida es mayor que un diámetro de grano. Es conocido que el flujo de granos secos y en matriz fluida puede verse completamente detenido por la formación de arcos en espacios reducidos [2,3]. Este trabajo corresponde a un plan de tesis que está aún en una fase preliminar y no se cuenta con resultados. Se presentará el diseño experimental general y los resultados esperados. Materiales y métodos En la Fig. 1 se muestra un esquema de la celda de vidrio en forma de cuña que se propone construir. La misma tiene 1.0 m de lado y las caras están separadas por 0.5 cm en un extremo y 0.1 mm en el otro. El material granulado está constituido por microesferas de vidrio coloreadas de diámetro entre 0.1 mm y 0.5 mm. El fluido de transporte es una solución polimérica de viscosidad variable (controlada por la concentración de polímero). Se utiliza una bomba de desplazamiento positivo para inyectar el fluido con los granos en diferentes concentraciones y a diferente caudal. El fluido residual es colectado en el extremo opuesto de la celda. Una vez que se llena la celda con el material granular se fotografía una de las caras de la celda con una cámara de alta resolución. La imagen se procesa para obtener perfiles de densidad del granulado. En el caso de bajos caudales se usará una cámara de video estandar para registrar el proceso de llenado. Usando trazadores (partículas de diferente color) y la técnica de Particle Image Velocimetry (PIV) [4] se calcularán los campos de velocidad durante el llenado.
3° Taller de Doctorandos en Ingeniería de Materiales
88
Figura 1: Esquema de una cuña empaquetada con esferas. Resultados y discusión Se espera obtener resultados novedosos respecto del empaquetamieto del material en una geometría confinada. Existen aún pocos estudios en este sentido [5] y ninguno se ha consentrado en el perfil de densidad del material. Exploraremos el efecto de la gravedad en este sentido usando la celda en diferentes posiciones (horizontral y vertical). En el estudio del atascamiento (utilizando una celda con abertura de salida mayor al dámetro de un grano) se espera caracterizar la probabilidad de que el material granulado obture la salida. No existen estudios para este tipo de geometría usando un fluido de trasnporte de modo que los resutados aportarán nueva información sobre el fenómeno de atascamiento en general.
Conclusiones Este trabajo de tesis se encuentra aún en fase preliminar del diseño experimental y no se cuenta con resultados para sostener conclusiones. Referencias [1] J. Duran, Sands, powders, and grains, Springer, New York (2000). [2] I. Zuriguel, A. Garcimartín, D. Maza, L. A. Pugnaloni y J. M. Pastor, Phys. Rev. E 71, 051303 (2005). [3] N. Roussel, T. L. H. Nguyen y P. Coussot, Phys. Rev. Lett. 98, 114502 (2007). [4] J. Westerweel, "Digital Particle Image Velocimetry – Theory and Application", Delft Univ. Press (1993) [5] K. W. Desmond y E. R. Weeks, Phys. Rev. E 80. 051305 (2009).

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
89
CARACTERIZACIÓN MICROESTRUCTURAL Y TERMOFLUENCIA A ALTAS TEMPERATURAS EN ACEROS
Doctorando: Mg. Ing. Ruben Gabriel González
Director: Dra. Lilian Moro
Universidad Tecnológica Nacional Facultad Regional Bahía Blanca Departamento de Ingeniería Mecánica
11 de Abril 461, Bahía Blanca [email protected]
Introducción El objetivo de este plan de tesis es:
- Estudiar la resistencia al creep y los parámetros fundamentales de distintos aceros austeniticos y ferríticos cuando son sometidos a creep.
- Analizar la microestructura de cada acero en su condición as cast, luego de haber sido ensayado a creep y posteriormente a distintos tratamientos térmicos.
- Relacionar el comportamiento al creep del material con la variación de la microestructura. - Determinar la vida residual del los aceros en determinadas condiciones de trabajo.
El fenómeno de creep o de termofluencia es un proceso que se produce en los materiales que están sometidos a altas temperaturas y tensión constante durante un largo tiempo. Como consecuencia se producen deformaciones y transformaciones en su micro estructura que provocan la pérdida de resistencia del material. Este fenómeno es muy común encontrarlo en las industrias de la región de Bahía Blanca, como por ejemplo en industrias petroquímicas y en las centrales de generación de energía eléctrica. En las industrias petroquímicas, los hornos de pirolisis se fabrican con aceros austeníticos del tipo HP modificado (Fe-35Ni-25Cr, con el agregado de microaleantes; tales como, Mn, Nb, Si y Ti), que presentan alta resistencia mecánica al creep y a la oxidación a altas temperaturas. Estos hornos están constituidos por un serpentín, expuesto a altas temperaturas, por donde circula una mezcla gaseosa que consiste en vapor y etano; siendo este flujo gaseoso calentado a temperaturas entre 1172 y 1300K. En las centrales de generación eléctrica los recalentadores de las calderas y conductos son fabricados con aceros ferríticos de baja aleación que poseen un bajo coeficiente de expansión y alta conductividad térmica. Estos aceros presentan distintos precipitados en su estructura que le confieren mayor durabilidad. Uno de los primeros aceros ferríticos utilizados fue el 1Cr 0.5 Mo, pero a medida que la tecnología fue evolucionando ha sido reemplazado por otros con mayor cantidad de Cr, Mo y con el agregado además de distintos microaleantes como niobio, titanio y vanadio que aumentan su resistencia mecánica. Métodos Experimentales Se realizaron ensayos de creep, donde las muestras fueron sometidas a estados de tensión y temperaturas constantes comparables a las de operación en servicio para identificar los mecanismos de degradación y así poder predecir el tiempo de vida útil. A partir de los resultados obtenidos se determinaron la energía de activación, el parámetro de sensibilidad y la tensión interna de oposición al movimiento de dislocaciones, responsables de la deformación remanente. En el acero HP modificado se realizaron ensayos, trabajando en un rango de temperaturas entre 1073 y 1273 K y a tensiones efectivas entre 50 y 90 MPa, manteniendo ambas variables constantes durante cada ensayo. En los aceros ferríticos se realizaron ensayos de creep en un rango de temperaturas entre 843 y 893K, y tensiones aplicadas entre 131 y 205 MPa. Luego se compararon las curvas en función del contenido de elementos aleantes. En estos últimos se estudió el material en condiciones de recepción y se comparó su comportamiento con otros que previamente al ensayo se los sometió a un tratamiento térmico seleccionado en función de un mapa de temperatura – tiempo, donde indican las distintas fases estables precipitadas en los aceros Cr – Mo. El tratamientos térmicos realizado es una austenización a 1223K seguido de un enfriamiento en aire y un posterior revenido a 1023K durante 3 horas y enfriamiento al aire.

3° Taller de Doctorandos en Ingeniería de Materiales
90
Resultados y Discusión
En la estructura as cast del acero HP se observan tres fases principales, una matriz austenítica (), formada por el Fe, Ni y otros elementos como el Cr que forman solución sólida, donde el Ni actúa como estabilizante de la misma, también se observan dos fases formadas por intermetálicos de Ni:
la ´ (Ni3 Al) y la ´´ (Ni3 Nb), que precipitan en borde de granos y carburos de composición estequiometrica: MC, M6C, M23C6 y M7C3, donde el Ni no es formador de carburos. A partir de los estudios realizados en los ensayos de termofluencia se obtuvieron dos exponentes de tensión bien diferenciados; en la región de bajas tensiones, el exponente n es igual a 6, y en regiones de altas tensiones, el n es igual a 19. La energía de activación por termofluencia para temperaturas
entre 1073 a 1173 K da un valor de Q = 311,43 kJ/mol y para temperaturas entre 1173 a 1273K los
valores son levemente superiores Q = 450,57 KJ/mol, estos valores son similares a los obtenidos por otros autores para este tipo de aleaciones. En este material hay un límite de temperaturas donde el acero se comporta de manera óptima mientras que para valores mayores se ven afectadas sus propiedades mecánicas. En el acero 2.25Cr 1Mo la resistencia al creep se debe a una fina y estable precipitación de carburos (los cuales varían de acuerdo a la temperatura y el tiempo de servicio; inicialmente son carburos del tipo Fe3C y M2C que luego evolucionan a M23C6, M7C3 y M6C). En particular el molibdeno provoca endurecimiento por solución sólida que se incrementa por la coalescencia de los carburos precipitados. Mientras que en el acero 1.25Cr 1Mo 0.25V la estructura resultante (en nuestro caso bainita) se forma primero una fina dispersión de partículas de V4C3 en la matriz, que luego al aumentar el contenido de carbono se forman M3C y M23C6. Estos últimos son de mayor tamaño y precipitan sobre el borde de grano. Luego de realizar ensayos de creep a estos aceros se observo que la resistencia mecánica está relacionada con el contenido de cromo debido a que los valores del coeficiente de tensión n= 2.73 y de la energía de activación de Q = 137 KJ/mol, son menores a los de aceros de mayor contenido de cromo De los ensayos de creep a las probetas en su condición as cast y a las que fueron tratadas térmicamente, se observó que el material sin tratamiento térmico es el que presenta menor valor de deformación. Mientras que el material con tratamiento térmico es el que presenta mayor ductilidad, mayor tiempo de rotura y una menor velocidad de deformación. Conclusiones En el acero Hp, se observa que el cambio en la energía de activación observado a 1173 K evidencia un comportamiento singular e indicaría el cambio en el mecanismo actuante. - El estudio de la microestructura de las muestras envejecidas indica que la temperatura provoca una disolución de la estructura dendrítica y una transformación de los carburos primarios los cuales a medida que transcurre el tiempo de tratamiento se agrupan en forma de grandes precipitados intergranulares y con aparición de una alta dispersión intragranular. En los aceros ferriticos y a partir del estudio realizado se pone en evidencia que la precipitación de carburos de los elementos aleantes mejora las propiedades al creep de los aceros, obteniendo mayores valores para el exponente de tensión n, y para la energía de activación Q. Es decir, que a medida que aumenta el contenido de cromo aumentan los valores del coeficiente de tensión y de la energía de activación, lo que explica el aumento de la resistencia mecánica. En el material con tratamiento térmico la deformación total se logra en un mayor tiempo de ensayo y la etapa secundaria es de mayor tiempo en relación a las demás. En todos los aceros ferríticos estudiados se observó que presentan una rotura dúctil producida por la nucleación y crecimiento de los carburos aleados, como así también por los huecos que se forman en los límites de grano. Se estima que a partir de estos estudios se podrá ampliar el conocimiento de la influencia de los efectos combinados de tensiones, deformaciones y temperatura y relacionarlas con los cambios microestructurales, al tener en una misma muestra todos estos efectos en forma simultánea.

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
91
COMPORTAMIENTO ESTRUCTURAL DE LA MADERA DE ALAMO (Populus deltoides “Australiano 129/60” y “Stoneville 67”) CULTIVADO EN EL DELTA DEL RIO PARANA
Doctorando: Ing. Alfredo Aníbal Guillaumet
Director: Dr. Ing. Juan Carlos Piter Co-Director: Dr. Ing. Luis Acuña Rello
Departamento de Ing. Civil, Facultad Regional C. del Uruguay,
Universidad Tecnológica Nacional. Ing. Pereyra 676, (3260), Concepción del Uruguay, Entre Ríos.
[email protected] Introducción Las propiedades de la madera varían con la especie o clon y el lugar de cultivo. Los Suplementos del Reglamento CIRSOC 601 solo incluyen 3 especies (Araucaria angustifolia, Eucalyptus grandis y Pinus taeda/elliotti) cultivados en la Mesopotamia. Para que este Reglamento tenga un real impacto nacional es necesario incluir más combinaciones de especie / procedencia. La investigación de las propiedades mecánicas de la madera de una especie para su utilización en estructuras debe incluir análisis de regresión que posibiliten determinar los parámetros con mayor influencia sobre las propiedades mecánicas, lo cual fundamenta el desarrollo de métodos de clasificación visual y permiten definir clases resistentes con un mejor aprovechamiento del material, tanto desde el punto de vista técnico como económico. A su vez, el abordaje del estudio de variables tales como la influencia del tamaño de la sección transversal sobre el comportamiento mecánico, así como la relación entre las distintas propiedades fundamentales. El objetivo de este estudio es determinar las principales propiedades mecánicas y físicas de la madera aserrada de los clones de álamo Populus deltoides “Australiano 129/60” y “Stoneville 67” cultivado en el Delta del Río Paraná, conforme a las modernas tendencias internacionales del diseño estructural. Este informe presenta las consideraciones básicas del plan de tesis y el avance tras 12 meses de desarrollo de las actividades. Materiales y métodos El trabajo se desarrollará con madera de los clones de Populus deltoides “Australiano 129/60” y “Stoneville 67” provenientes de la zona del delta del Río Paraná. A la fecha toda la madera se encuentra acopiada en el Laboratorio de Estructuras de Madera de la Facultad Regional Venado Tuerto. En este laboratorio se realizarán la mayor parte de los ensayos. La madera se acopió entablillada para un acondicionamiento preliminar de la humedad y posteriormente en cámara a humedad y temperatura controladas para el acondicionamiento final del parámetro. Se realizarán ensayos para determinar la resistencia a la flexión, el módulo de elasticidad local en flexión, el módulo de elasticidad global en flexión, resistencia a la compresión tanto paralela como perpendicular a las fibras, módulo de elasticidad en compresión paralela a las fibras y resistencia a la tracción. El procedimiento experimental se ajustará a las prescripciones las Normativa Europea UNE-EN 1310:1997, UNE-EN 408:2004, UNE-EN 408:2011, UNE-EN 384:2010, como principales normas de referencia. Avances en el desarrollo experimental Se realizaron los ensayos a flexión de los siguientes elementos estructurales del clon Australiano: tablas de 4”x1”, vigas de 1”x4”, vigas de 2”x4”, vigas de 2”x3” y del clon Stoneville las tablas de 1”x4”. Se relevaron los defectos de los siguientes elementos estructurales del clon Stoneville: vigas de 2”x4” y vigas de 2”x3”. Estos elementos están listos para ensayarlos a flexión. Se prepararon las probetas para el ensayo a tracción de ambos clones, se relevaron los defectos de las mismas y ya se encuentran en el Laboratorio de la Facultad Regional Concepción del Uruguay que es donde se realizarán los ensayos. Se confeccionaron las probetas para los ensayos de compresión paralela y perpendicular a las fibras del clon Australiano. Resultados y discusión Se realizó la evaluación de los defectos presentes en las tablas de ambos clones y el rendimiento que tenían para clasificar en los grados 1 y 2 del proyecto de Norma IRAM 9662-4. Se encontró un alto

3° Taller de Doctorandos en Ingeniería de Materiales
92
porcentaje de piezas con afectación por ataque biológico y con la nudosidad que no superaba en general los 2/3 de la dimensión de la cara donde se manifestaba. Resulta muy prematuro presentar resultados y realizar una discusión de los mismos, solo a los efectos de dar una idea sobre el comportamiento del material la tabla 1 presenta los valores obtenidos en el ensayo a flexión de 153 tablas del clon Australiano. Estos resultados del comportamiento de las tablas fueron remitidos al Subcomité de Madera Estructural del IRAM y se considerados en la redacción del Proyecto de la Norma IRAM 9662-4
Tabla 1: Resultados de los ensayos a flexión de 153 tablas del clon Australiano 129/60
f m E g f m E g f m E g N/mm 2 N/mm 2 Kg/m 3 N/mm 2 N/mm 2 Kg/m 3 N/mm 2 N/mm 2 Kg/m 3
Percentil 5% 26 7.745 363 29 8.312 362 23 6.977 366
Valor medio 39 10.187 401 40 10.409 400 38 9.896 403
Desviación estándar 7 1.355 22 6 1.217 22 7 1.476 21
Máximo 53 12.680 451 53 12.680 451 50 12.321 444
Mínimo 15 4.187 351 21 5.425 354 15 4187 351
COV % 18 13 5 16 12 6 20 15 5
Cuerpos de prueba 153 159 154 86 90 86 67 69 68
PARAMETRO
TODOS LOS CUERPOS CLASE 1 CLASE 2
fm : resistencia a la flexión ajustado a la altura de referencia de 150 mm de acuerdo a la UNE-EN 408:204.
Eg : Módulo de elasticidad Global de acuerdo a la UNE-EN 408:2004, ajustado a una humedad del 12%.
: densidad para una humedad del 12 %.
Conclusiones Las tablas de ambos clones presentaron un elevado rendimiento al clasificar prácticamente todas las piezas como aptas para la fabricación de vigas laminadas encoladas, clasificando en la clase resistente 1 del Proyecto de Norma IRAM 9662-4 el 68 % de las mismas con el saneamiento de defectos hasta en dos secciones y el resto en la clase resistente 2 con el mismo trabajo de saneamiento de defectos. Este análisis se explicita en un trabajo aceptado en el IV Congreso Internacional de Salicáceas en Argentina y Jornadas de salicáceas 2014 (18 al 23-8-2014). En cuanto a la resistencia es apresurado llegar a conclusiones pero se puede adelantar que el clon Australiano se presenta con una resistencia a la flexión superior al Pinus taeda/elliotti (IRAM 9662-3) pero inferior a la Araucaria angustifolia (IRAM 9662-1) y al Eucalyptus grandis (IRAM 9662-2) y con un módulo de elasticidad medio similar en ambas clases resistentes con valores inferiores para la clase 1 a los que presentan las tres especies mencionadas anteriormente, IRAM 9662-1/2/3. Referencias Agencia Española de Normalización y Certificación. (2010). Determinación de los valores
característicos de las propiedades y la densidad. EN 384:2010. Madrid. Agencia Española de Normalización y Certificación. (2004) (2011). Madera aserrada y madera
laminada encolada para uso estructural. Determinación de algunas propiedades físicas y mecánicas. EN 408:2004 y UNE-EN 408:2011. Madrid.
Agencia Española de Normalización y Certificación. (1997). Madera aserrada y madera en rollo. Método de medida de singularidades. EN 1310:1997. Madrid.
Instituto Argentino de Normalización y Certificación. Proyecto IRAM 9662-4. Madera laminada encolada estructural. Clasificación visual de las tablas por Resistencia. Parte 4: Tablas de Álamo (Populus Australiano 129/60 y Stoneville 67), Buenos Aires.
Instituto Nacional de Tecnología Industrial. Centro de Investigación de los Reglamentos de Seguridad para las Obras Civiles. CIRSOC 601 – Reglamento Argentino de Estructuras de Madera, Buenos Aires, 2013.

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
93
SÍNTESIS DE MATERIALES ZEOLÍTICOS OBTENIDOS A PARTIR DE CATALIZADORES FCC AGOTADOS PARA SU USO COMO SOPORTE
INDUCTOR DE LA ACTIVIDAD DE SUSTANCIAS BIOCIDAS
Doctorando: G. E. Machadoa
Director: A.M. Pereyraab
Co-Director: E.I. Basaldella
ab
aCITEMA, Universidad Tecnológica Nacional, Facultad Regional La Plata, 60 y 124, 1900, Argentina.
bCINDECA, CCT- La Plata-CONICET, Universidad Nacional de La Plata, 47 N° 257 1900, Argentina.
Introducción En el campo de las pinturas, la utilización de componentes biocidas de nulo impacto ambiental es de un gran interés, ya que algunos productos antimicrobianos son sustancias químicas peligrosas sintéticas o sustancias orgánicas volátiles y pueden ser potencialmente tóxicos y peligrosos en los niveles inadecuados. Es así que en estos últimos años se están estudiando sales derivadas de metales y actualmente se está haciendo hincapié en el uso de metales. Un metal que parece resultar de gran eficacia para la eliminación de microorganismos es la plata, pues se ha establecido que la interacción de iones de plata con los grupos tiol de las enzimas y de las proteínas resulta clave en su acción antimicrobiana, aunque otros componentes celulares, como los puentes de hidrógeno, también pueden estar implicados. [1]. En este trabajo, se presentan resultados de la incorporación de cationes Ag en materiales zeolíticos sintetizados y caracterizados en nuestro laboratorio. Se analiza esta incorporación mediante la obtención de datos de equilibrio y cinéticos. Este estudio puede considerarse como una primera etapa de un proceso dirigido a formular un biocida de nulo impacto ambiental donde se logre la estabilización de cationes metálicos biocidas en matrices porosas inorgánicas. Materiales y métodos Estudios de adsorción. Los datos para las isotermas de intercambio catiónico se obtuvieron tratando 200 mg de zeolita NaA en vasos de precipitado con 40 ml de solución acuosa de AgNO3 en concentraciones de 1; 2,5; 10; 15; 20 y 40 % a 20°C. En cada una se ajustó el pH inicial a 5,0 luego de lo cual se agitó en forma continua por un período de 3,00 hs separando, al finalizar, por filtración al vacío el sólido del líquido, hasta desaparición en las aguas de lavado de la presencia de ión Ag
+1 no
adsorbido. La identificación de la presencia de este último se realiza al agregar en las aguas de lavado gotas de una solución 1N de HCl, por aparición de una opalescencia blanca representativa de la formación de AgCl. El sólido fue secado en estufa a 60° C durante 24 h. Cinética de intercambio catiónico. La recolección de datos se realizó tratando el sólido con una solución de AgNO3, cuya [Ag
+1] = 100 mg/L; la relación sólido-líquido S/L fue de 2,5 (2,5 g de zeolita
NaA en 1 L de solución de AgNO3) a T= 293 K y pH=5. El mecanismo de pseudo- primer orden se ha expresado por la ecuación dqt = K1ads (qe – qt); para el mecanismo de pseudo segundo orden se empleó la ecuación dqt/dt = K2 ads (qe – qt)
2. Ambos modelos desarrollados por Lagergren. La
cantidad de Ag+1
adsorbidos se obtuvo por espectrometría de absorción atómica. Resultados y discusión Caracterización de los materiales. Los materiales fueron caracterizados por análisis DRX de los sólidos antes y después del intercambio con el catión Ag
+. Ellos denotan que los picos de difracción
concuerdan con la matriz de una estructura LTA pura para la zeolita NaA y la intercambiada. Los parámetros de red han sido conservados no modificándose la estructura cristalina por la incorporación del catión Ag
+1, situación que establecen las posiciones de los picos, Figura 1.
Figura 1 Difractograma por Rx. A: zeolita NaA original ; B: zeolita intercambiada con Ag

3° Taller de Doctorandos en Ingeniería de Materiales
94
Isotermas de adsorción. Se observó una disminución de la adsorción con el incremento de la concentración del catión Ag
+1 en la solución. Este hecho sugiere que el mecanismo primario
corresponde a un proceso de intercambio catiónico. En cuanto al factor de distribución Kd, se advierte también una disminución de su valor al aumentar la concentración de Ag
+1. La adsorción máxima
alzanzada fue del 88% llegando a ese valor a una concentración de la solución de 10 mg.L-1
. La isoterma de Langmuir es la que mejor correlaciona los datos de equilibrio, Figura 2, a, b, y c.
Figura 2: a) % Ads.vs [Ag
+1] b) Kd vs [Ag
+1] c) Isoterma de equilibrio
La micrografía de barrido electrónico muestra la zeolita intercambiada con el catión Ag +1
, cuyos cristales han mantenido la forma cúbica, Figura 3 a). La composición de los materiales intercambiados indica la avidez del catión Ag
+1 por incorporarse a la zeolita Figura 3 b).
a) b) Figura 3: a) Imagen SEM de la zeolita intercambiada b) EDAX de la zeolita NaA luego del intercambio
Cinética de intercambio catiónico. La observación de esta dinámica refiere la adsorción del soluto y su concentración presente en la fase acuosa en relación al tiempo de residencia del adsorbato en la interfase sólido-liquido. Los resultados indican que la máxima concentración adsorbida fue de 57,29 mg de catión Ag
+1 para el material utilizado, a los 60 y 120 minutos respectivamente. El análisis de los
datos indicó una correlación coincidente con el mecanismo de pseudo segundo orden. Figura 4.
Figura 4: Lagergreen, pseudo segundo orden
Conclusiones Con el fin de optimizar el proceso de intercambio con el catión Ag+1 se han realizado experiencias en batch para obtener las isotermas de adsorción y el modelo cinético. Los experimentos de laboratorio han demostrado que la zeolita NaA sintetizada en nuestros laboratorios, tiene las propiedades deseables para la incorporación selectiva del catión Ag
+1 por el proceso de intercambio iónico. Los
datos cinéticos de este proceso se aproximaron con modelos conocidos de primer y segundo orden, deduciéndose que el modelo de pseudo segundo orden es el que mejor correlaciona los datos experimentales obtenidos.
Referencias: [1] Magaña S.M. et al. Journal of Molecular Catalysis A: Chemical 2008, 281-192.

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
95
SÍNTESIS DE MATERIALES MICRO Y MESOPOROSOS PARA SU USO COMO RESERVORIOS EN PROCESOS DE LIBERACION CONTROLADA DE ESPECIES
BIOCIDAS
Doctorando: L.E. Mardones
1,2
Director: M.S. Legnoverde1,2
Co-Director: E.I.Basaldella1,2
1Centro de Investigación y Desarrollo en Ciencias Aplicadas (CINDECA) CONICET-UNLP. Calle 47
Nº 257 La Plata, Argentina. 2Centro de Investigación y Desarrollo en Ciencia y Tecnología de Materiales (CITEMA), Facultad
Regional La Plata, Universidad Tecnológica Nacional, 124 y 60, 1900- La Plata, Argentina.
Introducción En la actualidad, los sólidos porosos sintéticos de alta superficie como lo son las sílices mesoporosas ordenadas, han emergido como una plataforma prometedora para la adsorción y su posterior desorción de moléculas orgánicas voluminosas tales como biocidas y medicamentos. Los estudios relacionados con la síntesis de sílices mesoporosas han generado un gran interés en el campo de los materiales avanzados por la versatilidad de uso que le confieren sus propiedades. Se plantea inicialmente estudiar la síntesis de materiales silíceos mesoporosos tipo SBA-15 y materiales silíceos desordenados de alta superficie obteniendo distintas propiedades texturales, morfológicas y superficiales. Se estudiará el uso de estos materiales como matrices estabilizadoras de biocidas basados en isotiazolinonas. Materiales y métodos Se sintetizaron dos tipos de matrices porosas: sílice mesoporosa SBA-15 y espuma silícea mesocelular (MCF). La sílice mesoporosa SBA-15 .se preparó siguiendo la metodología descripta por Zhao [1], usando TEOS como fuente de sílice y Pluronic P123 como agente director de estructura. En una preparación típica, la cantidad necesaria de polímero se disolvió en 30 mL de agua, a temperatura ambiente, con agitación. A esta solución se le adicionaron 100 mL de HCl 0.2 M, a 35 °C, con agitación. En la síntesis de la MCF, en este paso también se incorporó una cantidad necesaria de mesitileno. Una vez homogeneizada la mezcla, se agregó la cantidad adecuada de TEOS, se dejó en agitación durante 20 h a 35 °C y luego en reposo, a 80 °C durante 24 h. El sólido obtenido se lavó, se secó a 120 ºC y se calcinó durante 6 h a 540°C. Los sólidos fueron caracterizados mediante adsorción/desorción de N2, microscopía SEM y TEM. Actualmente se están llevando a cabo los ensayos de adsorción sumergiendo los materiales en una solución de metilisotiazolinona-clorometilisotiazolinona (3:1) con distintas concentraciones (1, 5, 10, 15 y 20 %V/V), mientras que otro parámetros, tales como peso del adsorbente (02 g), velocidad de agitación (100 rpm), volumen de solución (100 mL) y temperatura de la solución (25°C), se mantienen constantes. La concentración del biocida se mide por espectroscopía UV-vis a 274 nm. Resultados y discusión Las micrografías SEM correspondientes a la SBA-15 muestran el ordenamiento y la morfología típica de estos materiales (Fig. 1.a) mientras se observa un cambio significativo en la morfología de las partículas cuando se agrega mesitileno (Fig. 1.c). La Fig. 2 muestra las micrografías obtenidas por la técnica TEM para los sólidos sintetizados. En el caso de la SBA-15 pueden observarse con claridad los poros cilíndricos frontal y longitudinalmente evidenciándose la disposición hexagonal del poro (Fig. 1.b), sin embargo, en el caso de la MCF la imagen TEM muestra poros desordenados con forma ovalada, interconectados entre sí. Las isotermas de adsorción de los sólidos son del tipo IV, característica de los materiales mesoporosos (no se muestra en el trabajo). La Tabla 1 muestra las propiedades texturales de los materiales sintetizados. En los ensayos con mesitileno se observa un aumento importante del tamaño de poro, consistente con los análisis TEM. Puede observarse

3° Taller de Doctorandos en Ingeniería de Materiales
96
Figura 1. Micrografías SEM de SBA-15 (a) y MCF (c); micrografías TEM de SBA-15 (b) y MCF (d) Tabla 1: Propiedades texturales de SBA-15 y MCF
Muestra S BET (m
2/g)
Vol. Poro (cm
3/g)
Diámetro de poro (nm)
SBA-15 539 0.55 3.9 MCF 713 0.71 5.0
Conclusiones Se sintetizaron dos tipos de sílices porosas. Se observa un notable cambio en la morfología de los materiales con el agregado de mesitileno, perdiéndose el ordenamiento de los poros. La evaluación de la capacidad de adsorción de biocidas basados en isotiazolinonas está actualmente en estudio. Referencias [1] D. Zhao, Q. Huo, J. Feng, B.F. Chmelka, G.D. Stucky. “Triblock Copolymer Syntheses of Mesoporous Silica with Periodic 50 to 300 Angstrom Pores” Science 279 (1998) 548–552.
a
c
b
d
X300000

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
97
SÍNTESIS Y APLICACIONES TECNOLÓGICAS DE MATERIALES ZEOLÍTICOS OBTENIDOS A PARTIR DE CAOLINES Y CENIZAS INDUSTRIALES
Doctorando: J. D. Monzón(1) Director: E. I. Basaldella(1,2)
Co-Director: A. M. Pereyra(1,2)
1Centro de Investigación y Desarrollo en Ciencias Aplicadas Dr. J.J. Ronco (CINDECA) (CONICET-
CIC-UNLP), calle 47 N°257, 1900- La Plata, Argentina. 2Citema, Universidad Tecnológica Nacional, Regional La Plata, calle 60 y 124, 1900 La Plata,
Argentina. [email protected]
Introducción Se plantea como objetivo prioritario realizar la síntesis de materiales zeolíticos de interés tecnológico a partir de caolines y cenizas industriales. Como los materiales zeolíticos son excelentes intercambiadores catiónicos, adsorbentes y catalizadores, en esta tesis se plantea la posibilidad de obtener productos zeolíticos aptos para ser empleados en procesos de interés tecnológico. Se prevé profundizar en el conocimiento de las metodologías para la síntesis de zeolitas de interés tecnológico a partir de los caolines y cenizas, con especial énfasis en la obtención de condiciones experimentales para lograr materiales zeolíticos de elevada capacidad de intercambio catiónico [1]. Se espera que estos materiales puedan ser utilizados para la retención de iones contaminantes presentes en aguas y posteriormente dispuestos en matrices conformadas por cemento o formulaciones de cementos especiales. Materiales y métodos Se realizaron ensayos de síntesis hidrotérmica en medio acuoso alcalino. Se utilizaron como materias primas de costo reducido arcillas caoliníticas y cenizas volantes. Estos materiales fueron pretratados para mejorar su reactividad. El pretratamiento empleado consistió en una calcinación a 800 ºC durante 2 horas con 50% p/p de Na2CO3 (Carlo Erba p.a.). En el caso de la ceniza volante, se incorporó la mezcla calcinada a diferentes composiciones de mezclas de reacción conteniendo NaOH (Carlo Erba p.a.), agua y NaAlO2 (Carlo Erba p.a.). Esta mezcla se colocó en un reactor de polipropileno de 250 ml. Una vez finalizado el reposo de 48 h, la síntesis conducente a la cristalización hidrotérmica se realizó en estufa a 100°C. Los reactores fueron equilibrados a la temperatura de reacción. Se tomaron muestras a distintas tiempos de reacción. Los sólidos obtenidos se lavaron y se secaron a 110°C. La reactividad de diversas mezclas de reacción fue evaluada en términos de su conversión en zeolitas de interés industrial, tratando de optimizar la reacción de conversión hacia mezclas que dieran como resultado una buena conversión en zeolita NaA. La síntesis se abordó también con el objetivo de controlar las propiedades estructurales y morfológicas. La composición de la ceniza volante se obtuvo utilizando una microsonda electrónica (EDAX), promedio de cuatro determinaciones. La caracterización de las cenizas y los productos de reacción fue realizada por DRX, SEM y método Ritvield. También se hicieron ensayos exploratorios de síntesis hidrotérmica con arcillas calcinadas reemplazando la ceniza volante por caolinita calcinada. Para estas experiencias se utilizaron las mismas composiciones detalladas y se empleó un reactor digestor con calentamiento por microondas. Resultados y discusión Para analizar la influencia de la composición del medio de reacción sobre la conversión en materiales zeolíticos, la mezcla patrón denominada D7 se modificó variando los porcentajes de los distintos componentes. Los resultados obtenidos en lo referente a la conversión máxima y tipo de estructura obtenida se detallan en la Tabla I.
Tabla I. Composiciones de las mezclas de reacción
Muestra Pretratamiento Solución de activación, g
t de reacción, h
Conversión máx. de Zeolita NaA Tipo*
Calcinación Na2CO3 NaOH H2O NaAlO2 Hora %
D7 Si Si 3,56 87,6 1,2 0, 3, 5, 30 23 39 A + Tr HS
D8 Si Si 1,78 87,6 1,2 0, 5, 24, 48 48 35 A + HS

3° Taller de Doctorandos en Ingeniería de Materiales
98
D9 Si Si 3,56 87,6 0,9 0, 3, 5, 24 31 12 A + HS + Tr X
D10 Si Si 3,56 87,6 1,5 0, 3, 24, 31 5 39 A + Tr HS
D11 Si Si 5,34 87,6 1,2 0, 3, 21, 48 3, 27 35 A + Tr HS
D12 Si Si 3,56 131,4 1,2 0, 21, 45 21 34 A + Tr HS
D13 Si Si 3,56 43,8 1,2 0, 3, 24 3 34 A + Tr HS
D14 Si Si 3,56 153,3 1,2 0, 24, 48 48 35 A + Tr HS
D15 No No 3,56 87,6 1,2 0, 5, 24, 30 - - HS + P
D16 Si No 3,56 87,6 1,2 0, 5, 24, 30 24 19 A + P
*A: Zeolita A HS: Hidroxisodalita Tr HS: Trazas de hidroxisodalita Tr X: Zeolita X
Para lograr entender la cinética de la reacción debemos analizar la formación de la zeolita NaA, por medio de los diagramas de RX para distintos tiempos de reacción. Se observa que las trazas de la zeolita NaA crecen progresivamente hasta que se degenera en otros compuestos, se inicia la reacción con algunas trazas de hidroxisodalita y aparecen otros picos que no corresponden a la zeolita NaA, los cuales determinados por DRX se deben a productos tales como Nefelina, oxido de calcio aluminio o cristobalita. Según los estudios DRX, la ceniza volante original está formada por mullita, cuarzo, hematita y calcita.
En la reacción de conversión de ceniza volante sin calcinar y sin aparecen trazas que no
corresponden a la zeolita NaA, según el método Ritvield verificamos que se debe a compuestos como el cuarzo, mullita y albita. En los ensayos con activación por calcinación con Na2CO3, con la disminución del 50% del agua a las 24 horas de reacción los picos característicos de la NaA a medida que avanza la reacción van
desapareciendo para dar lugar a la formación de hidroxisodalita en 2 = 14.0 que es una zeolita más
estable. De acuerdo al diagrama de DRX y el método Ritvield en la mayoría de las mezclas se obtuvo zeolita NaA como componente mayoritario. Con la dilución la reacción se hace más lenta y con el aumento de la alcalinidad la reacción se acelera.
En la reacción de la ceniza volante calcinada sin tenemos trazas de zeolita NaP y a medida
que avanza la reacción se van incrementando las trazas de zeolita NaA en un proceso muy lento. En el ensayo D16 a las 30 horas tenemos formación de zeolita LTA mayoritariamente y otros componentes como cuarzo, mullita y albita. Conclusiones Se está estudiando la conversión de zeolitas a partir de cenizas volantes realizando algunas modificaciones de los métodos tradicionales de síntesis hidrotérmica. La utilización de una activación
por calcinación en presencia de carbonato de sodio contribuye a un aumento de reactividad
de la ceniza. Variaciones en la composición del medio de reacción han posibilitado mejorar la conversión en zeolita NaA a valores cercanos al 40% Referencias [1] Breck D.W. Zeolita Molecular Sieves; Wiley, New York; 1974.

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
99
CARACTERIZACIÓN DE MATERIAL REFRACTARIO DE BUZA SUMERGIDA PARA COLADO DE PALANQUILLA
Doctorando: M.V.Peirani Director: E.Brandaleze
Departamento de Metalurgia-Centro DEYTEMA, Universidad Tecnológica Nacional, Facultad
Regional San Nicolás, Colón 332 (2900) San Nicolás.
[email protected], [email protected] Introducción El comportamiento en uso del material refractario de las buzas sumergidas utilizadas en el proceso de colada continua de aceros, está directamente relacionado con sus propiedades físicas, mecánicas y características estructurales a altas temperaturas. Para comprender en profundidad los mecanismos de desgaste y corrosión, es necesario disponer de información sobre las condiciones de procesamiento a las cuales están sometidas dichas piezas refractarias, la microestructura [1] y las propiedades mecánicas. Es preciso entonces realizar una caracterización profunda que brinde información para poder predecir el comportamiento en servicio y evitar así paradas industriales que ocasionen pérdidas de producción. Cabe aclarar que la buza en estudio [2] está constituida por un cuerpo de Al2O3-C y un inserto de ZrO2-C, conformando un material heterogéneo y con comportamiento anisotrópico. Tales características deben ser tenidas en cuenta a la hora de interpretar los resultados obtenidos. En este trabajo se propone una metodología para la caracterización química, física, mineralógica [3],termo-mecánica y estructural de la buza sumergida en estudio. Materiales y métodos Se selecciona para el estudio una buza sumergida cuya aplicación es en la colada continua de productos largos. La composición química y propiedades físicas de la misma se presentan en la Tabla 1.
Tabla 1. Composición química y propiedades físicas de la buza. Óxidos Cuerpo (% en peso) Inserto (% en peso)
SiO2 5,87 0,49
Al2O3 87,73 0,14
B2O3 2,61 -
CaO 0,12 4,01
ZrO2 3,55 94,85
HfO2 0,12 1,51
C 23,8 16,0
Zona de la buza Densidad (g/cm3) Porosidad aparente (%)
Cuerpo 2,59 13,5
Inserto 3,73 15
Se identifican las fases cristalinas presentes en el material de buza mediante difracción de rayos X (DRX) utilizando un difractómetro Phillips X´Pert, a partir de muestras molidas del material en estado virgen. Para evaluar la pérdida de masa (volátiles y material carbonoso) por calcinación que sufre la buza (cuerpo e inserto), se realiza el ensayo según norma IRAM 1504 (Punto 11, pp. 17-18) y se correlaciona con resultados de DTA -TG. El comportamiento termo-mecánico de la buza se determina mediante curvas tensión-deformación en compresión sobre probetas prismáticas cilíndricas de sección cuadrada. Se utiliza una máquina marca Instron, modelo 8501, con un horno eléctrico acoplado. La deformación de la probeta se
determina mediante un extensómetro axial capacitivo (Instron; 0,6 m) para alta temperatura. El ensayo se realiza hasta 1300°C, en flujo de argón (excepto durante el enfriamiento). El estudio estructural se realiza mediante microscopía óptica y electrónica de barrido (SEM).

3° Taller de Doctorandos en Ingeniería de Materiales
100
Resultados y discusión Las fases identificadas mediante difracción, tanto en el cuerpo como en el inserto de la buza, y los resultados del ensayo de calcinación se presentan en la Tabla 2.
Tabla 2. Resultados de DRX y pérdida por calcinación de la buza BUZA PALANQUILLA
Fase Fórmula química Estructura cristalina
Cuerpo
Al2O3 Corindom Trigonal
Al2O5Si Sillimanite
C Grafito Hexagonal
C Grafito 2H trigonal
Inserto
ZrO2 Cúbico
ZrO2 Monoclínico (trazas)
C Resina Carbonosa PÉRDIDA POR CALCINACIÓN
Buza CUERPO 24 %
Buza INSERTO 17 %
Los resultados del ensayo termo-mecánico se observan en el Gráfico 1:
Gráfico 1. Ensayo termo-mecánico
La caracterización microestructural muestra que el cuerpo de la buza está constituido por granos de Al2O3 sinterizados y electrofundidos; mientras que en el inserto se observan granos de ZrO2 densa y otros con fases internas. Ambas zonas están integradas por una liga carbonosa. Conclusiones El presente trabajo representa un aporte interesante para la caracterización de las buzas en su estado virgen y a las condiciones de precalentamiento previo al inicio del servicio, posibilitando así una mejor comprensión a la hora de estudiar los mecanismos de desgaste y corrosión que sufre la buza sumergida cuando se encuentra en contacto con el acero y el polvo colador en la colada continua. Referencias
1) J. Poirier, F. Qafssaoui, J.P. Ildefonse, M.L. Bouchetou, “Analysis and interpretation of refractory microstructures in studies of corrosion mechanisms by liquid oxides”, Journal of the European Ceramic Society 28 (2008) 1557-1568
2) E. Brandaleze, E. Benavidez, V. Peirani, L. Santini and C. Gorosurreta, “Impact of free fluor fluxes on nozzle wear mechanisms”,Advances in Science and Technology (ISSN: 1662-0356) Vol. 70 (2010) p.205-210.
3) CERAMIC MATERIALS, Science and Engineering; C.Carter, M.Norton, Ed. SPRINGER (2007)

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
101
CARACTERIZACIÓN FISICOQUÍMICA, AMBIENTAL Y FACTIBILIDAD DE REUTILIZACIÓN DE RESIDUOS INDUSTRIALES DIVERSOS
Doctorando: Ing. Gisela Pelozo
(1)
Director: Dra. Nancy Quaranta (1)(*)
Co-Director: Dra. Nora Pellegri (2)
(1)Grupo de Estudios Ambientales. Facultad Regional San Nicolás. Universidad Tecnológica
Nacional. Colón 332. 2900. San Nicolás. Argentina (2)
Laboratorio de Materiales Cerámicos. FCEIyA. IFIR. CONICET. Universidad Nacional de Rosario. Av. Pellegrini 250. 2000. Rosario. Argentina
(*)Investigador CIC
Introducción El objetivo general de esta Tesis es el desarrollo de una metodología de análisis general para la caracterización fisicoquímica exhaustiva y desde el punto de vista ambiental de una gran diversidad de residuos industriales. Esto permitirá analizar la factibilidad de uso de los mismos como relleno de terrenos o base de carreteras de forma segura. Sumado a esto, y teniendo en cuenta los resultados de las caracterizaciones completas que se realicen, será posible determinar también la posibilidad de reutilización de estos materiales de descarte como materia prima de procesos de producción de la industria de la construcción, logrando además del beneficio ambiental que esto implica un potencial beneficio económico en el remplazo de la materia prima tradicional. Para ello se han seleccionado para estudiar una gran diversidad de descartes.
Materiales y Métodos Los materiales estudiados son: barros de Alto Horno, polvos blancos, rojos y de gases de aspiración de acería eléctrica, finos de merma de proceso Shredder, arenas de moldeo, escoria de convertidor al oxígeno, cenizas volantes y sedimentables de quema de carbón y cenizas de girasol. Luego de conocer los procesos productivos a partir de los cuales se obtienen los residuos se realizó la caracterización física, química, mineralógica y ambiental. Mediante la utilización de técnicas de microscopía óptica (OM) y electrónica de barrido (SEM) se observa la morfología y la disposición de las partículas dentro de la muestra. El análisis químico semicuantitativo se realiza por análisis dispersivo de energía de rayos X (EDS). El análisis de suspensiones se realiza formando una suspensión acuosa del material de descarte en concentraciones de aproximadamente 10% en peso (10g de residuo en 100g de agua destilada). Primero se seca el descarte a 100°C durante 24 horas. Este residuo seco es pesado con precisión antes de formar la suspensión. Al suspender este material en agua se obtiene una solución de los compuestos solubles y el resto de compuestos insolubles permanecen como sólidos suspendidos. Luego se filtra la solución y se mide la conductividad eléctrica y pH. Finalmente se elimina el agua por evaporación para recuperar los sólidos. El ensayo de lixiviados de los residuos se realiza según Norma EPA 1310, con análisis de metales pesados en el líquido lixiviado. Al momento de determinar la peligrosidad de este proceso de lixiviación pueden analizarse los resultados teniendo en cuenta las definiciones y límites establecidos en el Decreto Reglamentario de la Ley 24051 sobre régimen de desechos peligrosos (Decreto 831/93). Los ensayos de ecotoxicidad se realizan tomando como base la norma IRAM 29114:2008. Para determinar la factibilidad de reutilización de estos materiales residuales como materia prima de la industria de la construcción, específicamente como agregados en mezclas de arcilla para la producción de materiales cerámicos se utiliza el método de la cuchara de Casagrande (ASTM D4318) y se establecen temperaturas de sinterización teóricas, mediante diagramas de equilibrio ternario. Resultados y Discusión Tal como se ha mencionado en trabajos previos [1], las composiciones químicas son en algunos casos muy complejas como por ejemplo en el residuo finos de merma de procesos Shredder, y en otros casos muy simples como el de los polvos rojos que consiste casi en su totalidad de óxidos de Fe. Con respecto al análisis de suspensiones, los residuos muestran un variado rango de pH que van desde 7,5 para los polvos rojos hasta 13 para los polvos blancos.

3° Taller de Doctorandos en Ingeniería de Materiales
102
El análisis de lixiviados muestra que los lodos de Alto Horno y los polvos de aspiración de acería eléctrica exceden alguno de los límites establecidos por la normativa vigente (Decreto Reglamentario de la Ley 24051 sobre régimen de desechos peligrosos). Los ensayos de ecotoxicidad se realizan para evaluar los efectos tóxicos de los residuos sobre el proceso de germinación de las semillas y el desarrollo de plántulas durante los primeros días de crecimiento. En esta etapa ocurren numerosos procesos fisiológicos en los que la presencia de una sustancia tóxica, aún en niveles de concentración tan bajos que no son suficientes para inhibir la germinación, puede interferir alterando la supervivencia y el desarrollo normal de la planta. El ensayo se realiza colocando en una caja de Petri dos papeles de filtro y se saturan con 3,5 ml de la dilución a ensayar. Se colocan 20 semillas de la especie rye grass y se tapan las cajas. Se incuban durante 120 horas a una temperatura de 24°C. Se realizan 3 repeticiones para cada concentración. Las concentraciones medidas son 25%, 50%, 100% y una con residuo sin diluir. Terminado el período de exposición (120 horas) se midió la inhibición de la elongación de la radícula. En los ensayos realizados con los residuos cenizas de girasol y polvos de aspiración de acería eléctrica las semillas no germinaron; en el resto de los residuos el resultado fue variable. En la Figura 1 se presentan los resultados obtenidos para los residuos barros blancos, cenizas volantes, escoria de acería y finos de merma. La medida de la plasticidad en las mezclas de arcilla es de suma importancia a fin de obtener productos libres de defectos. Los límites de Atterberg pueden ser usados como referencia para determinar el grado de plasticidad de cuerpos en verde. Utilizando el método de la cuchara de Casagrande se pueden determinar estos límites (límite líquido y límite plástico), así como el índice de plasticidad. Con esta información, a través del diagrama de Wrinckler, se puede tener un pronóstico del comportamiento de la mezcla. El ensayo se realizó con mezclas de arcilla con hasta 50% de residuo agregado. En el caso de las cenizas de girasol y cenizas sedimentables no se pudo llegar hasta 50% agregado. Los polvos de aspiración y barros blancos fueron los que presentaron valores más aceptables de extrusión con contenidos de 10% de residuo. La figura 2 muestra el diagrama de Wrinckler de las mezclas antes mencionadas.
Figura 1. Valores Ecotoxicidad Figura 2. Diagramas Wrinckler Conclusiones De acuerdo al análisis de los ensayos realizados hasta el momento se puede señalar que la mayoría de los residuos estudiados presentan características ambientalmente aptas para ser utilizados como rellenos de terrenos o base de carreteras. Con respecto al análisis de factibilidad de reutilización de los residuos como materia prima en la industria cerámica la mayoría de los mismos se pueden utilizar como agregado hasta un 50% en mezclas arcillosas. Referencias [1] G. Pelozo, N. Quaranta, N. Pellegri. Caracterización fisicoquímica de residuos industriales diversos: I: Análisis Ambiental en relación a su uso en rellenos estructurales permeables. II: Análisis de factibilidad de reutilización como materia prima en la industria cerámica. Actas 2° Reunión de Materiales Tecnológicos en Argentina Matte@r 2012. ISBN 978-950-42-0144-1

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
103
ENVOLVENTES DE HORMIGON LIVIANO SUSTENTABLE: DISEÑO Y PROPIEDADES PARA EL AHORRO ENERGETICO
Doctorando: I. Sánchez Soloaga Director: A. Oshiro
Co-Director: M. Positieri.
CINTEMAC (Centro de investigación, desarrollo y transferencia de materiales y calidad) Universidad Tecnológica Nacional. Facultad Regional Córdoba. Maestro López esq. Cruz Roja/Ciudad Universitaria/Córdoba.
[email protected] (Doctoranda/CONICET)
Introducción Cada día son más escasas las fuentes de energía y hay que cuidarlas y por lo tanto hay que construir de acuerdo a criterios que busquen construcciones con mayor calidad desde el punto de vista del aislamiento térmico. Los elementos constructivos pueden modificar las condiciones de confort del interior de los edificios a través de sus características térmicas dadas por los materiales, espesores, dimensiones de las superficies y la ubicación de los mismos (orientación). Los valores de capacidad de calor, resistencia térmica y transmitancia térmica para el hormigón se presentan en el Apéndice A de la norma ASHRAE 90.1-2004. Esta reglamentación representa una oportunidad para avanzar en el confort y habitabilidad de la vivienda, pero también significa un desafío para lograr soluciones constructivas eficientes y de costo competitivo. En la ciudad de Córdoba es factible la obtención de reciclado de plásticos que, mediante su concentración selectiva, pueda ser reutilizado incorporándolo al hormigón como parte de agregados gruesos. De esta manera se reduciría la utilización de materias primas naturales, minimizando el volumen de acopio de los residuos y los riesgos de contaminación consecuentes, obteniendo además un material con propiedades térmicas que contribuya al ahorro energético. El objetivo del Plan de Tesis es lograr un nuevo material cementicio con agregado reciclado plástico evaluando sus propiedades mecánicas y térmicas. Desarrollar criterios para su diseño y aplicación, destinados a la construcción de viviendas, como una rápida y correcta respuesta estructural y balance térmico óptimo. Materiales y Métodos Hasta la fecha se ha diseñado y elaborado hormigones utilizando cemento portland compuesto (CPC) y cemento portland normal (CPN), variando la relación entre el volumen del agregado fino y grueso y dos tipos de residuo plásticos: plástico bicapa procedente del reciclado de “silobolsas” y plástico “multicapa”. La incorporación de estos materiales plásticos se debe a cambios en el mercado. Actualmente el polipropileno de etiquetas limpio y listo para recuperar tiene un valor comercial que supera el costo por metro cúbico de los agregados utilizados en la elaboración del hormigón por lo que su empleo es económicamente inviable. Se decidió en este plan de tesis reemplazarlo por un residuo plástico “multicapas” compuesto por polipropileno (pp), polipropileno orientado (opp) y policloruro de vinilo (pvc) proveniente de la CRESE (Empresa de recolección de residuos de la ciudad de Córdoba) y de la empresa de golosinas ARCOR ya que estos plásticos no tienen valor comercial y su disposición final genera un problema ambiental. • Se caracterizó el material plástico agrumado para conocer sus propiedades físicas, como la densidad relativa y granulometría que se presentan en la Tabla 1 y Figura 1 y 2. Actualmente se está elaborando un protocolo de ensayo para la caracterización de las distintas partidas de plástico proveniente de la CRESE y ARCOR. Los ensayos correspondientes se realizan en la FAMAF (Facultad de Matemática, Astronomía y Física) de la Universidad Nacional de Córdoba. • Se diseñaron y elaboraron dos grupos de hormigones. Con CPC40, designados como HPC y con CPN40, designados como HPN. Reemplazando el 10% y 20% del agregado grueso por plástico multicapa. Los dos hormigones se compararon con el hormigón patrón de referencia, sin plástico. • Para analizar el comportamiento de estos hormigones, se realizaron ensayos en estado fresco con el objetivo de verificar la influencia de plástico en la trabajabilidad. • Se realizaron ensayos en estado endurecido a 7, 28, 90 y 180 días para verificar sus propiedades mecánicas. • Para analizar el comportamiento térmico de los hormigones se determinó el coeficiente de conductividad térmica mediante un equipo de placa caliente, de acuerdo a Norma IRAM 11.559 (Determinación de la resistencia térmica y propiedades conexas en régimen estacionario. Método de la placa caliente). Estas determinaciones se realizaron en el Departamento de Termodinámica de la Universidad Nacional del Nordeste.

3° Taller de Doctorandos en Ingeniería de Materiales
104
• Verificado el buen comportamiento en estado fresco y endurecido de los hormigones con plásticos se procedió a realizar el análisis de su Huella Ecológica (HE).
Tabla 1: Propiedades físicas del plástico silobolsa.
Figura 1: Aspecto del plástico silobolsa. Figura 2: Curvas granulométricas del plástico silobolsa.
Resultados y Discusión En la Tabla 2 se presentan los resultados obtenidos para la caracterización de hormigones en estado fresco y endurecido a edad de 28 días.
Tabla 2: Resultados obtenidos en los hormigones diseñados con CPC40 y plástico “silobolsa” y CPN40 y plástico “multicapas”.
Hormigón
Resultados
Hormigón
Resultados
As. [cm]
Resist. a compresión 7 d. [MPa]
Resist. a compresión 28 d. [MPa]
K [W/m ºK]
As. [cm]
Resist. a compresión 7 d. [MPa]
Resist. a compresión 28 d. [MPa]
K [W/m ºK]
HPC0 5 15,2 21,7 --- HPN0 5 25,8 32,2 1,400
HPC10 3 11,6 18,0 --- HPN10 3 21.9 27.2 1,340
HPC101 5 9,3 14,4 --- HPN20 3 21.9 24.2 1,219
En estado fresco los hormigones presentan asentamientos de consistencia seca, poco cohesivos. En estado endurecido, la resistencia a compresión obtenida en los hormigones con CPC40 y plástico bicapa de silobolsa fue relativamente baja en comparación con los resultados obtenidos en el hormigón patrón sin plástico, HPC0. Analizando estos resultados se decidió cambiar el CPC40 por un CPN40 buscando un aumento de la resistencia a compresión y justificando también este cambio por ser el cemento más utilizado en la industria de la prefabricación. Los resultados indican que los hormigones que mejor respuesta han tenido son los del grupo CPN40. Con el 10% y 20% de reemplazo del agregado grueso, se alcanzaron resistencias a compresión, menores que el de referencia HPN0, que según el Reglamento CIRSOC 201 de Estructuras de Hormigón Armado, son aptos y pueden clasificarse como H21. En la caracterización térmica de estos hormigones los resultados del ensayo de conductividad mostraron la disminución en la transmitancia térmica con el agregado del plástico multicapa. El plan experimental continuará con la optimización en la caracterización de materiales plásticos y dosificaciones para mezclas con resistencias y comportamiento térmico adecuadas. Conclusiones Los resultados obtenidos permiten estimar que los agregados provenientes de residuos plásticos multicapa son adecuados para su uso en la industria de la construcción disminuyendo la conductividad térmica del hormigón y logrando resistencias mecánicas adecuadas. Se continuará con la investigación estudiando la incorporación del plástico multicapas al hormigón profundizando los análisis de su dosificación, las características mecánicas y de durabilidad y especialmente sus propiedades de conductividad térmica, a los fines de verificar su capacidad aislante. Finalmente se analizarán las ventajas y puntos débiles, planificando medidas correctivas para contribuir a la sostenibilidad, reduciendo la HE del hormigón en Córdoba-Argentina. Referencias ASHRAE 90.1-2004. Energy Standard for Buildings Except Low-Rise Residential Buildings. Norma IRAM 11.559. Determinación de la resistencia térmica y propiedades conexas en régimen estacionario. Método de la placa caliente. CIRSOC 201-2005. Reglamento Argentino de Estructuras de Hormigón.
Polipropileno Agrumado y extrusado
Peso Específico 0.99 kg/dm3
Modulo de finura 5.7

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
105
ESTUDIO DE LA INTERACCIÓN FATIGA – CREEP EN ACEROS FERRÍTICOS
Doctorando: Ing. Alejandro Staffa Director: Dra. Lilián Moro
2º Director: Ing. Lucio Iurman
Universidad Tecnológica Nacional, Facultad Regional Bahía Blanca. Departamento de Ing. Mecánica.
Grupo de Estudios de Materiales (GEMAT) 11 de Abril 465, Bahía Blanca, 8000.
[email protected] Introducción Cuando las aleaciones metálicas se utilizan, durante su servicio, a altas temperaturas sufren una disminución de su resistencia mecánica que se evidencia con la disminución del tiempo de vida de los componentes. En las plantas industriales de nuestro medio (generadoras de electricidad, industria petroquímica, talleres aeronavales, etc.) Se emplean procesos donde los componentes utilizados, están expuestos durante largos períodos de trabajo a altas temperaturas y presiones; situación que provoca un mayor riesgo de degradación del material. Los principales mecanismos de daño a que se someten los materiales son creep, fatiga, e interacción creep-fatiga. Si la carga es constante, se producirá una deformación continua en el tiempo que producirá la falla del material por termofluencia (creep); pero si además el material está sometido a cambios cíclicos de temperatura y principalmente si se calienta y enfría en forma no uniforme, este gradiente de temperatura producirá en la estructura distintas zonas que se dilatan y contraen respectivamente y provocan diferentes estados de tensión dentro del material y la falla será por fatiga térmica. La suma de estos fenómenos se conoce en la literatura como la interacción creep – fatiga. Se estudiarán aceros ferríticos con diferentes contenidos de cromo, utilizados en la fabricación de caños y tuberías para servicio a alta temperatura. En las mismas se transporta vapor a temperaturas entre 500
oC y 560
oC, y provoca en su interior presiones entre 10 MPa y 15 MPa. Una vez
transcurridos elevados tiempos de trabajo, la microestructura de estos aceros cambia, así la perlita/bainita se descompone, y comienza la precipitación, crecimiento y migración de carburos hacia el límite de los granos de ferrita. Este cambio hacia una estructura termodinámicamente inestable, provoca la formación de cavidades y el surgimiento de daños internos, lo cual conduce a la falla del material debido a la estrecha relación que existe entre cambios microestructurales y deterioro de las propiedades mecánicas. Los aceros propuestos han recibido gran parte de la atención de la comunidad científica a nivel internacional, debido a la importancia económica y social que requiere el estudio de su durabilidad. La comprensión del comportamiento de los materiales se presenta como un factor que también se debe tener en cuenta en el diseño industrial, principalmente por el alto costo que representa para las industrias la rotura de sus equipos, problema que puede ser solucionado realizando una correcta selección del material de sus componentes, de los tratamientos térmicos y/o termoquímicos que deben realizarse, o estimando el tiempo de vida residual de los mismos. Objetivos del trabajo En este trabajo se propone: a) Estudiar la variación de la resistencia mecánica de aceros ferríticos Cr – Mo sometidos
simultáneamente a fatiga térmica y a termofluencia (creep). b) Comparar la evolución microestructural en aceros Cr – Mo cuando se han sometido a fatiga
térmica, a creep y a la interacción creep – fatiga. c) Estimar la vida útil residual del material sometido a creep, a fatiga térmica y a ambas
simultáneamente. d) Correlacionar el comportamiento observado en los estudios experimentales con el tipo de
estructura resultante, a los efectos de optimizar el servicio de componentes en funcionamiento. Los materiales a investigar serán los aceros ferríticos, 1Cr 0.5Mo y 5Cr 0.5Mo, que son aceros de baja aleación, resistentes al creep, que por lo general se utilizan en servicio luego de un tratamiento térmico de normalizado, es decir, austenizados a temperaturas por encima del punto crítico y luego enfriados al aire. La microestructura inicial presenta distintos precipitados que le confieren mayor durabilidad. Esta estructura depende del tratamiento térmico recibido durante su proceso de fabricación e influirá en las transformaciones que evidencie al ser sometido a condiciones de creep.

3° Taller de Doctorandos en Ingeniería de Materiales
106
Durante el servicio se puede observar variación en la composición química de la matriz, descomposición de áreas de perlita/bainita, precipitación y transformación de carburos con cambios en la morfología de los mismos. Los distintos regímenes de calentamiento, eventualmente determinan la estabilidad de las propiedades mecánicas de los aceros empleados en plantas térmicas; por ejemplo: la resistencia a la deformación por termofluencia y otras propiedades, así como el tiempo de vida remanente. El fenómeno de creep o termofluencia se presenta en los materiales cuando se encuentran bajo solicitaciones mecánicas de tensión o carga constante y a temperaturas por encima de 0,5 de la temperatura absoluta de fusión, produciendo una deformación plástica dependiente del tiempo. Como consecuencia de ello, se presentan cambios dimensionales y de forma en los componentes, que conducen a la disminución de su vida útil. A nivel microestructural en el material se produce difusión de átomos y deslizamiento de dislocaciones; ambos mecanismos de deformación se encuentran compitiendo en cada instante y dependen tanto de la temperatura a la que se produce la deformación como del nivel de esfuerzo aplicado. Para identificar en forma previa el mecanismo dominante, de acuerdo con las condiciones de trabajo, resulta de interés conocer el mapa de mecanismos de deformación (mapas de Ashby) característico del material utilizado. El fenómeno de fatiga se produce cuando se someten a los componentes a esfuerzos cíclicos y repetitivos que provocan la falla del material a tensiones menores de las que puede soportar cuando se le aplica un unico esfuerzo estático. Las fallas por fatiga comienzan siempre en una discontinuidad, la cual puede haber estado presente en el material desde su manufactura o haberse presentado a lo largo del tiempo, por causa de las deformaciones cíclicas próximas de las concentraciones de esfuerzos. La propagación de una fisura por el mecanismo de fatiga se produce en varias etapas, dependiendo de las tensiones aplicadas, las propiedades mecánicas del material y la geometría de la probeta o componente. Durante el avance de una fisura, deja normalmente marcas concéntricas respecto del punto de iniciación de la rotura, fácilmente reconocibles en una micrografía de bajos aumentos. Una observación a mayores aumentos, como en el microscopio electrónico de barrido, muestra conjuntos de líneas paralelas que se denominan estrías de fatiga. Las técnicas fractográficas permiten analizar las características principales de las estrías y se puede obtener valiosa información sobre los parámetros que caracterizan la propagación de la fisura. En este estudio, además de conocer los mecanismos de deformación que operan, se pretende conocer la evolución de la microestructura. Es decir, que en forma simultánea a la realización de los ensayos de termofluencia y de fatiga bajo condiciones de tensión y temperatura comparables a la de servicio, se realizarán envejecimientos a diferentes temperaturas, para analizar la microestructura mediante microscopía óptica, microscopía de barrido (SEM) y microscopía de transmisión (TEM). En la bibliografía se observa que cuando se estudian los efectos de los diferentes mecanismos de daño (fluencia, fatiga), se suman ambos sin considerar sus interacciones, lo que es incorrecto. La propagación de grietas en condiciones de fatiga y fluencia se debe modelizar mediante la superposición de las contribuciones de cada uno de los mecanismos teniendo en cuenta sus interacciones; así la acumulación del daño total del tubo se estimará por la suma lineal de la fracción del daño por creep (ley de Robinson) y del daño por fatiga (ley de Miner). En esta tesis se propone evaluar el daño por creep utilizando el parámetro de Larson-Miller; mientras que para determinar el número de ciclos hasta la falla del material, debido al daño por fatiga térmica inducido por los ciclos de arranque y parada del horno, se deducirá utilizando la relación de Coffin-Manson. Los resultados a obtener en el proyecto de investigación contribuirán a lograr un mayor conocimiento sobre los diferentes fenómenos microestructurales y su relación con las propiedades mecánicas del material. Los desarrollos teóricos experimentales contribuirán al entendimiento de un problema de alto impacto tecnológico.

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
107
RESISTENCIA AL DESGASTE Y CORROSIÓN DE AISI 316L NITRURADO POR PLASMA Y RECUBIERTO CON TiN
Doctorando: L. S. Vaca
(1)
Director: Dra. S. P. Brühl(1)
Co-Director: Dra. A. Marquez
(2)
Co-Director: Dra. D. Manova(3)
(1)
Fac. Reg. C. del Uruguay de la UTN - Ing. Pereira 676 (3260) Concepción del Uruguay, Argentina. (2)
Instituto de Física del Plasma, CONICET-UBA Ciudad Universitaria, Pab. 1 (1428) Buenos Aires, Argentina.
(3) Instituto Leibniz de Modificación de Superficies, Leipzig, Alemania
Introducción El acero inoxidable austenítico AISI 316L es muy requerido por la industria química, alimenticia, papelera y también en aplicaciones biomédicas como material de implantes o en placas de fijación temporaria, debido a sus excelentes propiedades anticorrosivas. Sin embargo, por su baja dureza y alto coeficiente de fricción es necesario someterlo a tratamientos de endurecimiento que eleven su vida útil [1,2]. La nitruración iónica es un tratamiento de difusión termoquímica asistido por plasma que modifica las capas superficiales del material, elevando su dureza y mejorando la resistencia al desgaste, aunque el nitrógeno en solución suele formar nitruros, afectando negativamente sobre las propiedades anticorrosivas [3]. Los recubrimientos PVD de nitruro de titanio depositados por arco de plasma son muy atractivos por ser inertes químicamente, poseer elevada dureza y bajo coeficiente de fricción [4]. Los recubrimientos dúplex consisten en la aplicación sucesiva de dos tratamientos, tales como nitruración y recubrimiento, combinando las propiedades individuales de ambos [5,6]. En este trabajo se presentan los resultados de desgaste y corrosión realizados sobre acero AISI 316L nitrurado por plasma y recubierto con nitruro de titanio con la técnica de PVD por arco de plasma.
Materiales y métodos Las muestras se cortaron de una barra cilíndrica de AISI 316L, se lijaron con granulometría creciente, se nitruraron en un equipo diseñado y construido en el GIS (UTN - FRCU) [5], con una descarga DC pulsada, en una mezcla de 24 % N2-H2, durante 6 horas y posteriormente se recubrieron con nitruro de titanio (TiN) en un equipo diseñado y construido en el INFIP (UBA - CONICET) [7], en el que el plasma es generado y sostenido por una descarga de arco en vacío de 125 A de corriente entre un blanco de titanio, actuando como cátodo y la cámara de vacío como ánodo, en una atmósfera de nitrógeno. La pieza a recubrir se conectó a tierra o se polarizó a – 6 kV en el caso de deposición con implantación. Las muestras conectadas a tierra se denominaron ND y las polarizadas NDI. Se realizaron dos descargas en vacío de 1,5 min cada una, a 1.10
-2 Pa de presión, a fin de obtener una
intercapa de titanio y tres descargas de 2 min cada una con un flujo de N2 de 20 sccm, a 3.10-2
Pa de presión y se obtuvieron recubrimientos de espesores inferiores a 1 µm [8]. La microestructura de los recubrimientos se analizó con microscopía óptica y con microscopio electrónico de barrido equipado con haz de iones focalizados, que permitió medir los espesores de los films. La adhesión se los recubrimientos se evaluó por el método de la cinta adhesiva y del Scratch Test con carga constante de 5 a 20 N. Todas las probetas fueron sometidas al ensayo de pin-on-disk en una máquina diseñada y construida en el GIS (UTN – FRCU) según norma ASTM G 99 – 04, con bolilla de alúmina de 6 mm de diámetro, carga de 1 N y recorrido de 500 m. Las huellas de desgaste se observaron con microscopio óptico y se registraron los perfiles con perfilómetro mecánico. La conservación de la pasivasión de todas las muestras se probó con el test del hisopado con una solución de sulfato de cobre pentahidratado (CuSO4.5H2O) y los recubrimientos se sometieron, además, a ataque durante 10 segundos con el reactivo Marble (4g de CuSO4, 20 ml de HCl y 20 ml de H2O), usado para revelar la estructura del AISI 316L.

3° Taller de Doctorandos en Ingeniería de Materiales
108
Resultados y discusión La imagen SEM de la Fig. 1 muestra la porosidad y presencia de macropartículas sobre la superficie del recubrimiento, característica de este tipo de tratamiento, que pueden afectar la rugosidad, adhesión y resistencia a la corrosión. El espesor de las probetas ND no alcanzó los 100 nm, mientras que el de las NDI fue de 560 nm, como se observa en la imagen FIB – SEM de la Fig. 2, como consecuencia de la mayor tasa de deposición, probablemente por un incremento en la temperatura de la superficie debido a la implantación.
0,0 0,5 1,0
-12
-10
-8
-6
-4
-2
0
2
pro
f (m
icro
ne
s)
posic (mm)
316L P
N
ND
NDI
Fig. 1 SEM superficie ND Fig. 2 FIB-SEM recubrimiento NDI Fig. 3 Perfiles huellas pin-on-disk
Los recubrimientos presentaron una buena adhesión, no se desprendieron con la prueba de la cinta adhesiva y en el Scratch Test soportaron una carga de 20 N. Si bien la probeta nitrurada tuvo el mejor comportamiento al desgaste, como lo indica el gráfico de la Fig. 3, los films no presentaron delaminaciones. Las probetas ND y NDI no se afectaron con el ataque con Marble y superaron la prueba del hisopado de CuSO4, en tanto la probeta nitrurada N depositó a los 4 minutos, evidenciando la presencia de hierro libre en la superficie. Conclusiones Los recubrimientos NDI presentaron un mayor espesor que los ND debido a que la tasa de deposición aumenta probablemente por un incremento en la temperatura de la superficie favorecido por la implantación. La presencia de macropartículas en la superficie de todos los recubrimientos no afectó en alto grado el comportamiento de los mismos y con la incorporación de filtros magnéticos se podría eliminarlas. Los films no mejoraron la resistencia al desgaste, probablemente debido a lo delgado de los recubrimientos. Esto podría superarse obteniendo films de espesores superiores a 1 µm. Los recubrimientos resultaron químicamente inertes, justificando su aplicación sobre el acero nitrurado debido a que protege la superficie expuesta a los agentes corrosivos. En el futuro está previsto adicionar una fuente de calor en el equipo de PVD con el objeto de lograr recubrimientos de mayor espesor. Referencias
1. ASM Handbook Vol. 5: Surface Engineering. ASM Int. 1994. 2. Sendriks, A. J. “Corrosion of Stainless Steel”, 2nd. Ed., Wiley & Sons, 1996. 3. Fossati, A, Borgioli, F, Galvanetto, E, Bacci, T. "Corrosion resistance properties of glow-
discharge nitrided AISI 316L austenitic stainless steel in NaCl solutions", Corrosion Sci. 48, p. 1513-1527, 2006.
4. R. L. Boxman, P. J. Martin, D.M Sanders, Handbook of Vacuum Arc Science and Technology, Noyes, New Jersey, 1995.
5. Brühl, S. P., Tijero, J., Cimetta, J., Haudemand, R. y Cabo, A., “Caracterización y Resistencia al desgaste de acero inoxidable austenítico con tratamiento dúplex asistido por plasma”, Actas del Congreso SAM/CONAMET 2007, 7° Congreso de Metalurgia y Materiales, San Nicolás, Buenos Aires, Argentina, p:872-877, ISBN 978-950-42-0094-9, 2007.
6. E. De Las Heras, D.A. Egidi, P. Corengia, D. González-Santamaría, A. García-Luis, M. Brizuela, G.A. López, M. Flores Martínez, Surf. Coat. Technol. 202 (2008) 2945-2954.
7. Kelly, H., Márquez, A. and Pirrera, M., “Ion flux transmission in a magnetically filtered vacuum
arc”, Brazilian J. of Phys. 34, p. 1513, 2004. 8. L.S. Vaca, A. Márquez, S.P. Brühl, Journal of Physic: Conference Series 370 (2012), 012032.

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
109
TENDENCIA A LA CRISTALIZACION Y COMPORTAMIENTO TERMICO DE ESCORIAS SINTÉTICAS LIBRES DE FLUOR
Doctorando: Marcelo A. Valentini
Directora: Elena Brandaleze
Grupo Fisicoquímica de Alta Temperatura, Departamento de Metalurgia- DEYTEMA Facultad Regional San Nicolás – Universidad Tecnológica Nacional
Colón 332 (2900) San Nicolás [email protected]
Introducción Las exigencias a nivel industrial resultan cada día más elevadas en lo que a la gestión de calidad se refiere y particularmente en el proceso de colada continua, uno de los insumos críticos está representado por las escorias sintéticas o polvos coladores que se aplican para cada grado de acero. La fluorita (CaF2) es uno de los compuestos que contienen dichas escorias sintéticas comerciales, la misma cumple un rol relevante durante los procesos de solidificación del acero, dado que permite ajustar las propiedades físicas más relevantes tales como la viscosidad, la fluidez y la tensión superficial. No obstante, a las condiciones de proceso también genera considerables riesgos de contaminación en el medio ambiente y de corrosión en los equipos. Esto motiva a investigar sobre compuestos que puedan reemplazarla evitando riesgos operativos, garantizando el comportamiento requerido y evitando la generación de defectos en los productos [1]. En el marco de esta tesis se trabaja en el desarrollo de polvos coladores libres de flúor, su caracterización y comportamiento a las temperaturas de proceso [2,3]. En particular en esta etapa se ha reemplazado el flúor con B2O3 y Li2O. Objetivo Este trabajo tiene por objetivo informar y analizar el comportamiento térmico y la tendencia a la cristalización de las escorias sintéticas desarrolladas en el laboratorio en comparación con polvos coladores comerciales aplicados en el proceso de colada continua. Materiales y Métodos Las muestras seleccionadas para este trabajo son escorias sintéticas (polvos coladores) con flúor (Pm10F) y sin flúor con contenidos de B2O3 y Li2O (Pm6B4Li), en reemplazo de dicho elemento. En la Tabla I, se observa la composición química de las muestras.
Tabla I: Composición química de las escorias sintéticas en estudio.
Polvo SiO2 CaO MgO Al2O3 Na2O F B2O3 Li2O Fe2O3 TiO2 K2O
Pm10F 37,0 30,5 1,3 5,4 12,6 9,5 - - 3,4 0,1 0,1
Pm6B4Li 33,2 28,6 1,4 4,7 18,6 - 5,8 3,9 3,7 0,1 0,1
La tendencia a la cristalización de los polvos coladores representa una característica de relevancia a la hora de analizar la conductividad térmica que ellos desarrollan en la zona del menisco donde se inicia la solidificación del acero. En particular, se contempla (con fines comparativos de calificación de dichos materiales) un ensayo bajo el cual las muestras se funden a 1300ºC y se vuelcan sobre una placa de acero inoxidable. El enfriamiento brusco permite evaluar la mayor o menor tendencia del polvo a la formación de cristales. Dicha cristalización está relacionada en gran medida con el índice de basicidad de la escoria y el contenido de F2Ca. Por esta razón es necesario evaluar los mecanismos de cristalización de las mezclas que poseen B2O3 y Li2O como otro aspecto a considerar para poder aplicar estas escorias en el proceso de colada continua. En la Figura 1 y 2, se presentan imágenes de microscopía óptica obtenidas sobre las muestras Pm10F con flúor y Pm6B4Li con B2O3 y Li2O fundidas y enfriadas al aire.

3° Taller de Doctorandos en Ingeniería de Materiales
110
Figura 1. Núcleos de cristales (N) observados en la zona interna de la muestra Pm10F con ataque de nital 2. M 500x
Figura 2. Cristales presentes en la zona interna de la muestra Pm6B4Li con disposición entrecruzada de morfología poligonal y acicular (CP). M 500x
Ambas muestras posteriormente se observaron en el microscopio electrónico de barrido (SEM) pudiendo determinar la morfología de los núcleos y cristales en ambas muestras. Se identificaron mecanismos de cristalización particulares en la muestra Pm6B4Li [4]. Los sistemas con B2O3 y el Li2O han sido reportados por varios investigadores [5,6] en materiales vítreos. Sobre esta base se trabaja en esta tesis para el reemplazo de compuestos fluorados (debido a su acción contaminante) en sistemas de óxidos mucho más complejos tales como los polvos coladores analizando sus propiedades físicas y su comportamiento en proceso. Resultados y conclusiones Las imágenes obtenidas por microscopía óptica y electrónica de las muestras observadas permitieron identificar las características estructurales y los mecanismos de cristalización desarrollados en las mezclas sin y con flúor. Las adiciones de boro combinados con litio dan cuenta que estos compuestos representan una posibilidad para el reemplazo de los compuestos fluorados. Esto motiva a realizar futuras mediciones de conductividad térmica para corroborar el comportamiento en condiciones similares a las del proceso industrial.
Referencias [1] M. Valentini, E. Brandaleze, L. Santini, E. Benavidez, Variación de la composición química de los polvos coladores y su efecto sobre la viscosidad e índice de basicidad, Congreso IBEROMET XI X CONAMET/SAM, 2 al 5 de Noviembre de 2010, Viña del Mar, CHILE. [2] M. Valentini, E. Brandaleze, Estudio de fenómenos interfaciales aplicados a los procesos de obtención de metales, Congreso Matte@r 2010, Facultad Regional San Nicolás, 12 al 14 de Mayo de 2010. [3] M. Valentini, E. Brandaleze, Aplicación de la técnica de microscopía a alta temperatura para la determinación del ángulo de contacto de escorias sintéticas, Congreso Matte@r 2012, San Rafael, Mendoza, 29 al 30 de Mayo de 2012. [4] Brandaleze, E. González, E. Bentancour, M; Mediciones del Porcentaje de Cristalinidad y Determinación del Comportamiento de polvos coladores, Revista Matéria, vol 8, Nº 3 (2003), pp. 238 - 248. [5] Li, G.; Wang, H.; Dai, Q.; Zhao, Y.; Li, J.; Physical Properties and Regulating Mechanism of Fluoride-Free and Harmless B2O3 -Containing Mould Flux, Journal Of Iron and Steel Research, International. 2007, 14 (1) :pp. 25-28. [6] Benavidez, E.; Martín; A.; Brandaleze, E; Valentini, M.; Santini, L; Rodriguez, D; González Oliver, C.; Melting and fluidity behavior in mold fluxes with fluorine-free alternative compositions, 17th IAS Steelmaking Conference, 2009, Campana, Buenos Aires, Argentina, pp.251-258.
N
CP

3° Taller de Doctorandos en Ingeniería de Materiales ISSN 2451-6864
111
HORMIGONES CON ZEOLITA NATURAL COMO ADICIÓN ACTIVA: DISEÑO, OPTIMIZACIÓN Y CARACTERIZACIÓN CON CRITERIO DE SUSTENTABILIDAD
Doctorando: Ing. Raggiotti, Belén Director: Dra. Positieri, María
Co-Director: Geo. Fernández, Julio Asesor científico: Ing. Oshiro, Ángel
CINTEMAC - Facultad Regional Córdoba, Universidad Tecnológica Nacional. Cruz Roja esq. Maestro López, Ciudad de Córdoba, Córdoba, Argentina.
[email protected] (Doctoranda / Beca UTN)
Introducción La fabricación de hormigón implica un importante consumo de recursos naturales y un aporte de residuos que deben ser eliminados o minimizados. La producción de cemento consume mucha energía y produce grandes emisiones de CO2 a la atmósfera, esto significa que el uso de adiciones activas como reemplazo del cemento en mezclas cementiceas supondría un ahorro energético y reducción de las emisiones al consumirse menos cemento. La propuesta de este trabajo es contribuir al diseño de hormigones con vistas a un medio ambiente sustentable, que desde el punto de vista del consumo de cemento pueda hacer aportes concretos. El mundo de la construcción es muy dinámico y existe una gran demanda de alta tecnología y materiales energéticamente eficientes. La zeolita es un mineral que está siendo ampliamente usado en construcción, en algunas partes del mundo, como por ejemplo en China.
i,2 En la industria del
cemento, la zeolita natural es utilizada como una puzolana natural en varias regiones del mundo que cuentan con yacimientos de este mineral
ii. La zeolita es un alumino-silicato disponible en yacimientos
en nuestro país con propiedades de puzolana natural, por lo cual es un material disponible que ofrece grandes oportunidades. Se estudia el comportamiento de hormigones estructurales con contenidos altos de cemento con distintos porcentajes de reemplazo del cemento por la zeolita ante parámetros de resistencia. Los resultados muestran que es posible la sustitución de parte del cemento por la adición activa como una contribución a la sustentabilidad del medio ambiente. Plan experimental Se desarrollaron dos series de hormigones con contenidos altos de cemento a los cuales se les fueron reemplazando distintos porcentajes del cemento por la adición zeolita. En la Tabla 1 se indica la nomenclatura utilizada para los hormigones y los porcentajes de zeolita correspondientes de reemplazo.
Tabla 1: Denominación hormigones diseñados
Hormigones ZN0 ZN5 ZN10 ZN15 ZN20 ZC0 ZC5 ZC10 ZC15 ZC20 Cemento CPN 40 CPN 40 CPN 40 CPN 40 CPN 40 CPC 40 CPC 40 CPC 40 CPC 40 CPC 40 % zeolita 0 5 10 15 20 0 5 10 15 20
Materiales utilizados
Cemento: Se utilizó cemento pórtland normal (CPN 40) y cemento pórtland compuesto (CPC 40). Se emplearon estos dos cementos para analizar, entre otros parámetros, el comportamiento de la zeolita con un cemento normal y uno compuesto que por norma permite en su composición dos o más adiciones como puzolana, escoria y fíller calcáreo hasta un 35%.
Zeolita: Aluminosilicato poroso correspondiente a puzolana clase F según norma ASTM C618. Procede de yacimiento en la provincia de La Rioja.
Agregado Fino: En la Tabla 2 se presentan resultados de caracterización del agregado fino.
Tabla 2: Agregado Fino
Densidad relativa 2.66 Absorción [%] 0.86 Módulo de fineza 3.51
Agregado Grueso: Se utilizó una piedra partida cuyas características se presentan en la Tabla 3.
Tabla 3: Agregado Grueso
Tamaño máximo [mm] 19 Densidad relativa. 2.73 Absorción [%] 1.15
Aditivo: Se utilizó un aditivo plastificante de base química de lignosulfonatos. La dosis utilizada fue la recomendada por fabricante de 0.35% de peso de cemento. En nuestro caso el 0.35% de la

3° Taller de Doctorandos en Ingeniería de Materiales
112
cantidad de aglomerante (cemento más zeolita), es decir para todos los hormigones se utilizó igual cantidad de aditivo. Dosificaciones Se comenzó con el desarrollo de ZN0 y ZC0, hormigones patrones, para el CPN y el CPC respectivamente con ningún contenido de zeolita y una cantidad de cemento de 450 Kg/m
3. A estos
hormigones se les fue remplazando en peso la cantidad de cemento por zeolita en 5, 10, 15 y 20% Resultados En la Tabla 4 se presentan los resultados de resistencia a compresión y tracción por compresión diametral; en la Figura 1 se contempla la relación entre resistencia a compresión y tracción a 28 días para todas las muestras. Los hormigones con cemento normal presentan mejor comportamiento ante estos parámetros. Hormigones como el ZN15 y ZN20 presentan resultados similares al hormigón patrón de su serie (ZN0) a pesar de tener menores contenidos de cemento, lo que verifica la capacidad puzolánica de la adición. Este fenómeno es más marcado si se analizan los resultados de las resistencias a compresión a 90 días como puede observarse en la Tabla 4; lo que es coherente con el comportamiento de las puzolanas a largo tiempo.
Tabla 4: Resultados de resistencia
HORMIGÓN
Resistencia a Compresión [MPa]
Tracción [MPa]
28 días 7
días 28
días 90
días
ZN0 40,5 46,0 53,3 4,5
ZN5 37,9 42,9 54,9 3,8
ZN10 34,4 41,5 51,8 3,8
ZN15 34,6 45,5 53,1 4,2
ZN20 31,2 45,6 53,7 4,5
ZC0 30,5 39,6 54,7 3,9
ZC5 28,3 40,4 49,4 3,9
ZC10 32,0 40,1 50,0 3,2
ZC15 30,0 43,0 44,9 3,8
ZC20 26,5 40,3 43,6 3,8
Figura 1: Resistencia a 28 días. Compresión - Tracción
Conclusiones Los resultados obtenidos hasta la fecha son alentadores en cuanto al uso de zeolita como adición activa en forma de reemplazo de parte del cemento. Se encuentran excelentes resultados de parámetros de resistencia a largo plazo. Y a medianas edades también son muy satisfactorios. Las mayores resistencias a compresión, como es característico de las reacciones puzolánicas, pueden atribuirse a la estructura porosa de la zeolita, que retiene agua, favoreciendo el proceso de hidratación del cemento
iii,iv. La gran área superficial de la zeolita natural debido a sus poros
microestructurales puede ser considerada otra razón de su alta actividad puzolánica v.
Con las mezclas planteadas se logró cumplir con las expectativas de diseñar hormigones que al sustituir parte de cemento por la adición activa contribuyan a la sustentabilidad del medio ambiente, al tiempo que mostraron excelente comportamiento ante solicitaciones de resistencia. Es de destacar que su buen desempeño en algunos casos fue similar al del hormigón patrón, quien en su composición tiene mayor contenido de cemento, evidenciando uno de los objetivos planteados con este trabajo, que es de lograr hormigones con buenas performances con menor contenido de cemento.
i Poon, C.S; Lam, L; Kou, S.C; Lin, Z.S. (1999). A study on the hydration rate of natural zeolite blended cement paste.
Construction and Building Materials. Vol 13. Pp. 427 – 432. ii Babak, A; Mohammad, S. (2010). Use of natural zeolite as a supplementary cementitious material. Cement & concrete
composites 32. Pp.134–141. iii Rosell, M; Galloso, R; Calvo, B. (2006). zeolita como aditivo mineral activo en hormigones de altas prestaciones”. Boletín
geológico y minero, 117 (4): 783-792. ISSN: 0366-0176 iv Galloso, R; Marin, D. (2010). Diseño de hormigones y morteros ligeros de alta resistencia empleando zeolitas naturales sin presaturacion. Propiedades físico-mecánicas y estructurales”. CINPAR 2010. ISBN: 978-987-25855-2-5 v Meysam Najimi, Jafar Sobhani, Babak Ahmadi, Mohammad Shekarchi. (2012). An experimental study on durability properties
of concrete containing zeolite as a highly reactive natural pozzolan. Construction and building materials 35. Pp.1023–1033