El Procesado Litográfico
28
EL PROCESADO LITOGRÁFICO DE PLANCHAS... 13 BELLAS ARTES, 5; abril 2007, pp. 13-40 EL PROCESADO LITOGRÁFICO DE PLANCHAS DE ALUMINIO María de Mar Bernal Universidad de Sevilla RESUMEN El éxito de una litografía sobre metal depende de las tres vertientes que influyen en una estabilización firme de la imagen; la primera, a la hora de dibujar; la segunda durante el procesado químico, estableciendo las soluciones y procedimiento más adecuados; y la terce- ra, durante la estampación, actuando fundamentalmente en el estado de la tinta y todas aquellas variables que ayuden a mantener una transferencia óptima en condiciones míni- mas de presión y desgaste del soporte. Por entender que, a priori, es lo que queda más oculto a los ojos del artista, este artículo se centrará en la faceta fisico-química del sensibi- lizado con la intención de acercar la comprensión del proceso para que se pueda actuar en el mayor número de casos posible. De la misma forma, aunque lo vertido aquí puede apli- carse a distintas superficies de aluminio, se incide en las planchas de grano fino (220) ya que, al ser adquiridas en el mercado ya graneadas, cada vez está más extendido su uso en los distintos talleres de impresión y facultades. PALABRAS CLAVE: mordiente, goma arábiga, ácido fosfórico, ácido tánico, lacado. ABSTRACT The success of a metal lithograph depends on the three factors that influence the image’s firm stabilisation; firstly, in the drawing; secondly, during the chemical process in identify- ing the best solutions and procedure; and thirdly, during printing, fundamentally acting on the condition of the ink and all the other variables that help to maintain an optimum transfer under minimum pressure and support wear conditions. Given that a priori this is the most hidden aspect from the artist’s gaze, this article will focus on the physicochemical facet of the process with a view to creating an understanding of it that will allow actions to be taken in the largest possible number of cases. Similarly, although the solution applied here can be used on different aluminium surfaces, emphasis is made on fine-grained alu- minium plates (220) that can be purchased already grained on the market and whose use is becoming more and more common in printing workshops and faculties. KEY WORDS: Primer, Gum Arabic, phosphoric acid, tannic acid, lacquering.
-
Upload
chemasanchezgonzalez -
Category
Documents
-
view
228 -
download
1
description
procesado litográfico en plancha de aluminio
Transcript of El Procesado Litográfico
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.1
3
BELLAS ARTES, 5; abril 2007, pp. 13-40
EL PROCESADO LITOGRFICODE PLANCHAS DE ALUMINIO
Mara de Mar BernalUniversidad de Sevilla
RESUMEN
El xito de una litografa sobre metal depende de las tres vertientes que influyen en unaestabilizacin firme de la imagen; la primera, a la hora de dibujar; la segunda durante elprocesado qumico, estableciendo las soluciones y procedimiento ms adecuados; y la terce-ra, durante la estampacin, actuando fundamentalmente en el estado de la tinta y todasaquellas variables que ayuden a mantener una transferencia ptima en condiciones mni-mas de presin y desgaste del soporte. Por entender que, a priori, es lo que queda msoculto a los ojos del artista, este artculo se centrar en la faceta fisico-qumica del sensibi-lizado con la intencin de acercar la comprensin del proceso para que se pueda actuar enel mayor nmero de casos posible. De la misma forma, aunque lo vertido aqu puede apli-carse a distintas superficies de aluminio, se incide en las planchas de grano fino (220) yaque, al ser adquiridas en el mercado ya graneadas, cada vez est ms extendido su uso en losdistintos talleres de impresin y facultades.
PALABRAS CLAVE: mordiente, goma arbiga, cido fosfrico, cido tnico, lacado.
ABSTRACT
The success of a metal lithograph depends on the three factors that influence the imagesfirm stabilisation; firstly, in the drawing; secondly, during the chemical process in identify-ing the best solutions and procedure; and thirdly, during printing, fundamentally acting onthe condition of the ink and all the other variables that help to maintain an optimumtransfer under minimum pressure and support wear conditions. Given that a priori this isthe most hidden aspect from the artists gaze, this article will focus on the physicochemicalfacet of the process with a view to creating an understanding of it that will allow actions tobe taken in the largest possible number of cases. Similarly, although the solution appliedhere can be used on different aluminium surfaces, emphasis is made on fine-grained alu-minium plates (220) that can be purchased already grained on the market and whose use isbecoming more and more common in printing workshops and faculties.
KEY WORDS: Primer, Gum Arabic, phosphoric acid, tannic acid, lacquering.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5713
-
MA
RA
DEL
MA
R B
ERN
AL
14
El xito de una litografa sobre metal depende de las tres vertientes queinfluyen en una estabilizacin firme de la imagen; la primera a la hora de dibujar; lasegunda durante el procesado qumico, estableciendo las soluciones y procedimien-to ms adecuados; y la tercera, durante la estampacin, actuando fundamental-mente en el estado de la tinta y todas aquellas variables que ayuden a mantener unatransferencia optima en condiciones mnimas de presin y desgaste del soporte. Porentender que, a priori, es lo que queda ms oculto a los ojos del artista y por unacuestin de espacio, este artculo se centrar en la faceta fsico-qumica del sensibi-lizado con la intencin de acercar la comprensin del proceso para que se puedaactuar en el mayor nmero de casos posible. De la misma forma, aunque lo vertidoaqu puede aplicarse a distintas superficies de aluminio, se incide en las planchas degrano fino (220) ya que, al ser adquiridas en el mercado ya graneadas, cada vez estms extendido su uso en los distintos talleres de impresin.
Los dibujos sobre la plancha deben ser qumicamente procesados para esta-blecer las zonas a imprimir y las que no lo sern. Se consigue mediante el sensibili-zado, que consiste en hacer las zonas dibujadas receptoras de grasa y las zonas blan-cas receptoras de agua, o lo que es lo mismo, por un lado hay que convertir la grasaque contienen los materiales de dibujo en partculas insolubles firmemente asenta-das que atraigan la tinta y, por otro, desensibilizar la superficie del metal en laszonas sin imagen para que atraigan el agua. Este hecho se debe al fenmeno cono-cido con el nombre de adsorcin y a las caractersticas qumicas especiales de lagoma arbiga que se adherir ntimamentre a la superficie del metal. Richard Vicarydefine la adsorcin como el fenmeno fsico-qumico que consiste en la fusin deciertas sustancias sin que se produzca alteracin alguna en su estructura qumica1 yha de distinguirse del de absorcin, en el que una capa muy fina del material seintroduce dentro de otra, efecto que se suma en la litografa sobre piedra pero quenunca se dar en el metal; en consecuencia, la formacin de la imagen y los qumi-cos usados para la sensibilizacin de un dibujo en aluminio no pueden penetrarms all de la superficie y por tanto tampoco transforman la qumica bsica de sucomposicin. sta es la causa por la que tanto las zonas con o sin imagen dependendel correcto establecimiento de la pelcula de goma adsorbida que al no formarparte integrante del metal puede ser fcilmente afectada, e incluso destruida, poruna qumica mal aplicada o por el desgaste fisico-qumico que se produce duranteel proceso.
En lo que respecta a la historia de la qumica litogrfica, el tratamiento delas reas sin imagen no ha progresado al mismo ritmo que las mejoras conseguidasen otros aspectos. Senefelder descubri muy pronto que la goma arbiga formabaun depsito hidrfilo en la superficie de la piedra cuando se aplicaba correctamen-te. A pesar de la investigacin moderna, an no se ha descubierto una sola sustancia
1 VICARY, R. The Thames and Hudson manual of advanced lithography. Thames and Hudson,London, 1977, p. 85.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5714
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.1
5
que pueda sustituirla y que tenga sus propiedades tan poco comunes; tan slo se haconseguido algo con la llamada goma celulsica, pero es un producto que para elaluminio no ofrece muchas posibilidades ya que produce corrosin. Cuando seextiende una solucin de la arbiga en forma de delgada pelcula sobre la plancha, seproduce un cambio qumico entre las molculas de goma que estn en estrechocontacto con ella. Estas molculas llegan a quedar firmemente adsorbidas por loque, cuando la plancha se lava con agua, el revestimiento de goma desaparece, de-jando tras de s un fino depsito de goma insoluble que es el que sostiene el dibujo.
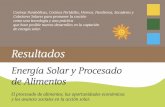
Se piensa que este efecto es debido a la reorientacin del grupo molecularcarboxilo presente en la goma2: la molcula tiene una cabeza con afinidad para elagua y mientras la goma se va secando stas llegan a unirse a la superficie de lamatriz por su parte encrfila, dejando las colas que atraen el agua en la parte msprxima al aire y ms alejada del metal (vase la ilustracin). Este comportamientose ve favorecido cuando se hallan presentes ciertos cidos o sales de fsforo, por loque puede comprenderse que el ingrediente normal de los mordientes sea precisa-mente, junto al tnico, el cido fosfrico.
El establecimiento de las reas con imagen est gobernado por la fuerza delmordiente y el tiempo que se le deja actuar sobre la plancha. Por ejemplo, dibujosmuy negros requerirn acidulados relativamente fuertes durante cierto tiempo parapermitir la conversin de los constituyentes grasos del material de dibujo. A ellohay que unirle que una de las caractersticas ms significativas de las pelculasadsorbidas compuestas de distintas materias (tinta y agua) es la capacidad de des-plazarse unas a otras dependiendo de cul est en mayor concentracin. Estos des-plazamientos ocurren de muchas maneras en litografa, siendo la causa ms fre-cuente, si el resto del proceso es adecuado, la prdida de estabilidad de las zonashidrfila e hidrfoba, bien produciendo un empastado de la imagen o, todo locontrario, un continuo aclarado de la misma hasta llegar, a veces, a su prdida total.Recurdese que dada la natural ausencia de porosidad del metal todo el procesodepender de la validez de esta capa.
La goma arbiga es una sustancia orgnica vegetal obtenida de la corteza dela Acacia Senegal, una leguminosa que crece en Oriente Medio, normalmente enSudn, y que produce dos cosechas al ao. La segunda recoleccin es la ms apro-piada para litografa y se conoce como goma arbiga seleccionada. La forma depresentacin comn en el mbito artstico es en forma de cristales o bolas irregula-res de color mbar con determinada cantidad de impurezas. Tambin se encuentraen polvo. Esta ltima, si optamos por hacer las soluciones en el estudio, nos sacarnde un apuro, diluyndola en agua caliente, si se necesitara obtener la goma lquidaal momento. Para prepararla muchos autores optan por una parte de agua y otra degoma, pero el resultado es demasiado viscoso para su aplicacin. Es preferible unasolucin de una parte de goma por tres de agua, que viene a tener de 12 a 14
2 FAUX, I. Litografa Moderna, Zaragoza, Acribia, 1977.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5715
-
MA
RA
DEL
MA
R B
ERN
AL
16
Baum (medida de la viscosidad de las soluciones). Por ejemplo, para conseguir unasolucin de 14 Baum se usarn 400 gramos de goma arbiga y 1.000 gramos deagua3.
Se depositan los cristales en un tarro, se aade agua hasta conseguir la me-dida adecuada dejndolo reposar toda la noche, y a la maana siguiente se tamizacon un trapo de trama fina. Debe preservarse de la luz y el calor. Si disponemos deter o fenol, se le aade un par de gotas que impida que la goma se agrie y resultedemasiado cida. Tambin bastar como solucin de emergencia un poco de amo-naco. Todo esto concluye en que, si se decide preparar la goma, se debe medirsiempre su acidez, renovarse cada semana y lavar el recipiente y las esponjas con-cienzudamente cada vez que se utilicen. El siguiente mtodo es til para comprobarsi nuestra solucin se ha agriado: en una probeta se pone un 50% de agua y un 50%de goma; la acidez resultante medida con un papel indicador no debe ser inferior a4. Es til tambin saber que una goma agria presenta siempre un color ms oscurodel normal y cierto olor cido.
La goma arbiga industrial es asequible en hechura lquida y suele denomi-narse goma arbiga estabilizada, manteniendo sus propiedades de acidez inalterables.
Por ltimo estn tambin los productos comerciales especficos para lito-grafa artstica, tipos Agum o Strecker o tantos otros nombrados aqu, que analizare-mos ms adelante. Son asequibles en Espaa con relativa facilidad, si no estos mis-mos sus homlogos y, en su defecto, pueden prepararse una vez conocida sucomposicin.
FACTORES QUE INTERVIENENEN LA QUMICA DE LA PREPARACIN
1. EL GRANO DEL ALUMINIO
El grano es un aspecto importante que incide en la fuerza de la preparacin,ya que a un grano ms fino corresponde siempre mayor acidez. Para decirlo de unaforma fcil, la distincin entre zonas con y sin imagen es ms inestable al retenermenos agua debido al tamao pequeo de sus receptculos.
2. CARCTER Y CONTENIDO GRASO DEL DIBUJO
Se extiende a todos los soportes y radica simplemente en que mientras msfuerte o denso sea el dibujo, ms cida deber ser la preparacin. Los dibujos tenues
3 Frmula propuesta por CASALS, R. Offset: Planchas y Mantillas, Publicaciones Offset,Barcelona, 1965. Se le puede aadir como conservante dos gramos de benzoato o, en su defecto,fenol.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5716
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.1
7
o con gran variedad de tonos intermedios, necesitarn menos cido en la solucinpara liberar sus contenidos y que se integren en la capa de goma adsorbida. Por estadiferencia de comportamiento es por lo que en dibujos contrastados se recomiendausar dos preparaciones simultneas: una dbil, que se aplicar sobre las zonas claras,y otra ms fuerte, que actuar sobre las partes ms oscuras.
3. EL FACTOR PH
El PH de la solucin acidulante es la variable ms importante dentro de laqumica del sensibilizado. Este valor es una medida que indica la relativa acidez oalcalinidad de una solucin, y la utilidad de conocerlo radica en que si sabemos queuna solucin desempea correctamente su papel a un PH determinado, podremosusarla con seguridad en dibujos similares. La normativa establece una escala de PHdel 0 al 14, con el 7 como punto neutral (el PH del agua pura). Valores del 0 al 6indican soluciones cidas y del 7 al 14 refieren soluciones bsicas. Existen diversosmtodos para medir el PH, desde los muy simples hasta los ms sofisticados; lospapeles indicadores suelen dar buenos resultados, ya que dada la tolerancia crticadel aluminio a lo cido y lo alcalino, es aconsejable tenerlos siempre a mano.
La relacin matemtica ente los distintos valores del PH es el logaritmo debase 10. Aunque parezca a primera vista que esto no afecta, debe saberse que, porejemplo, una solucin que tenga 2 PH es diez veces ms cida que una que mida 3,es decir: supongamos que tenemos una onza4 de goma acidulada (PH 2) y quere-mos hacerla la mitad de cida. Un error muy frecuente es aadir a la solucin otraonza ms de goma, siendo el resultado una mezcla slo ligeramente menos cidaque la mezcla original, ya que para bajar un punto en la escala, sera necesaria unagran cantidad. Por tanto si se ha preparado una solucin demasiado cida suele serms econmico, y seguro para el dibujo, tirarla y comenzar de nuevo.
4. EL MTODO DE PREPARACIN
Dada la multitud de formas de trabajo, se analizan ms adelante los diver-sos mtodos de sensibilizado, entre ellos los conocidos de un mordido o dos mordi-dos. Puede adelantarse que se han obtenido buenos resultados con el procedimien-to de un solo mordido en las planchas de grano fino. Si se desease hacer una edicincopiosa habra que culminarlo con el lacado de la plancha.
4 La onza es una medida de peso que equivale a 28,7 gramos. El galn y la pinta sonmedidas de capacidad anglosajona que varan levemente segn el pas de aplicacin. Segn el sistemabritnico, la pinta (pint) equivale a 0,57 litros y el galn (gallon) suponen 4,546 litros. En EEUUuna pinta (1 US liquid pint) equivale a 0,473 litros y un galn (1 US gallon) 3,794 litros. En lostextos no suelen aparecer estas ltimas.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5717
-
MA
RA
DEL
MA
R B
ERN
AL
18
5. ADICIN O SUSTITUCIN DE CIDOS
Por su efectividad, el cido ms usado en la algrafa es el fosfrico. El cidotnico no produce efecto alguno sobre el metal pero s sobre la goma, hacindolamenos quebradiza y proporcionndole gran flexibilidad y capacidad para sujetar eldibujo. Las planchas tratadas con ambos muestran grandes diferencias en calidad yduracin con las que slo son aciduladas por el primero.
6. EL TIEMPO DE APLICACIN DEL MORDIENTE
En aluminio, la reaccin principal para el asentamiento qumico de las reasde imagen y las zonas blancas ocurre durante los primeros 20 segundos, por lo quetras haber transcurrido este tiempo se debe aligerar al mximo el afinamiento ysecado de la capa de goma. Siempre ocurren transformaciones ulteriores en las zo-nas de imagen al aplicar una nueva capa de mordiente, lo que aconseja que la si-guiente preparacin, si se usa el procedimiento de dos mordidos, est compensadaqumicamente.
7. FACTORES AMBIENTALES
De manera simplificada puede decirse que la reaccin qumica de las solu-ciones se acelera a temperaturas altas y se ve retardada a temperaturas menores yatmsferas hmedas, pero esta cuestin es ms complicada de lo que parece a sim-ple vista.
El Instituto Tamarind demostr que el efecto de la pelcula de goma que seaplica sobre la superficie litogrfica es constante una vez que se ha secado, no ascuando permanece hmeda sobre la superficie del metal. Si este secado se alargamucho, como puede suceder en estaciones fras y lugares hmedos, la goma seguiractuando sobre el dibujo de manera inversa a como el revelador acta sobre laemulsin de un papel fotogrfico. Por tanto, es conveniente aligerar este momentopara que el acidulado respete exclusivamente el tiempo establecido y nunca ms omenos por circunstancias adversas. La forma ms eficaz es el uso del secador elctri-co, preferiblemente en la posicin de aire fro; el aire caliente puede deteriorar lacalidad del dibujo, reblandeciendo la grasa. En muchos talleres litogrficos existenunos secadores instalados en la pared que expelen aire fro a dos velocidades deforma horizontal; esta mquina se coloca a unos 70 u 80 centmetros de alturasobre la superficie donde se colocan las planchas.
En verano se debe extremar el cuidado al aplicar la pelcula, no ejerciendodemasiada presin con los trapos ya que podemos desplazar el dibujo reblandecidopor el calor. Igualmente, la mayor fluidez de la tinta de impresin en esta poca delao produce un elevado ndice de empastamiento de la imagen.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5718
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.1
9
RECOPILACIN DE LAS PRINCIPALES SOLUCIONES
A continuacin se exponen las principales frmulas encontradas paramordentar las planchas de aluminio5. Ms adelante se hablar de los mtodos, yaque cada grupo o escuela presentan distintas formas de preparacin que, aunquesimilares en resultados, hacen variar el proceso. Simplificando, debera distinguirseentre el procedimiento de un mordido o de dos mordidos, siendo este ltimo el msextendido. Igualmente dentro de ellos encontraremos el proceso en hmedo y enseco, dependiendo de si se deja secar la capa de goma o no.
Tambin habra que diferenciar aquellos litgrafos que usan soluciones pre-paradas en el estudio a base de goma arbiga y cido fosfrico fundamentalmente,y aquellos otros que optan por productos industriales especficos. Adems encon-tramos mordientes al agua y mordientes a la goma, con lo que todo parece volversedemasiado complicado. Ciertamente son diversos los caminos que conducen a unmismo resultado, pero conociendo a fondo el proceso y sabiendo las implicacionesqumicas de los pasos fundamentales, la esencia siempre es la misma. Comenzamos:
VICARY, R. ADVANCED LITHOGRAPHY, THAMES AND HUDSON, LONDON, 1977
El autor muestra principalmente preparados comerciales que tienen unagran tradicin de uso en el Reino Unido. Suelen usarse indistintamente tanto parael zinc como para el aluminio. Creo conveniente citar su composicin ya que sepueden utilizar los sustitutos adecuados.
1. Aguafuerte Victoria. (Victory etch). Se cita en la mayora de los manuales anglo-sajones y se compone principalmente de cido tnico. Es un lquido incolo-ro y puede diluirse tanto en agua como en goma. Segn Vicary, para formarun mordiente til debe diluirse ocho veces su propio volumen en gomaarbiga. En soluciones con agua, las proporciones son de dos partes deAguafuerte Victoria en una de agua, para dibujos fuertes, y para trabajosligeros, a partes iguales. La experiencia demostrar si en algn momentohay que reducir an ms esta proporcin.
2. AGUM Z : es una goma sinttica especialmente preparada para planchas de zincy aluminio. Muy similar en composicin al Aguafuerte Victoria, se usa nor-malmente en conjuncin con el AGUM O. Estos productos son afines a losproductos STRECKER que se han usado tambin en Espaa. El AGUM Zes el mordiente y el AGUM O el equivalente a la goma arbiga6.
5 Se ha subordinado el orden alfabtico de los manuales citados a la claridad expositiva deltexto y a la disponibilidad de los mismos en las bibliotecas universitarias espaolas.
6 No confundir con las sales STRECKER, que siguen un proceso distinto de preparacin enhmedo.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5719
-
MA
RA
DEL
MA
R B
ERN
AL
20
3. ATZOL: es un mordiente a base de goma arbiga y cido glico que suele diluirsecon ms cantidad de sta (a partes iguales) para debilitarlo y funcionar contrabajos delicados.
4. HANCO : mordiente a base de goma celulsica muy popular en Estados Unidos.Puede diluirse si se desea con goma arbiga y usarse para el primer mordi-do. Muchos autores no aconsejan su uso para aluminio.
Vicary tambin expone brevemente un mordiente compuesto por cidofosfrico. La solucin que propone es de una parte de cido y diez de goma, una vezdiluido ste en proporcin de cuatro partes si se presentase concentrado. Tambinuna frmula alternativa, usada tanto para zinc como para aluminio, es de 30 onzas(850 gr) de goma y 10 onzas (283 gr) de cido fosfrico. A la mezcla obtenidaaadimos polvo de cido tnico en la cantidad de media onza (14 gr).
Otra solucin es la frmula preparada a base de agallas de roble y de tanino,segn indic en su momento el propio Senefelder: Se mezclan media libra deagallas de roble en medio galn de agua, durante 24 horas. Hervir la mezcla duran-te un corto perodo de tiempo y cuando el fluido se ha enfriado, se cuela y seincorpora con la goma arbiga en la proporcin de 20 partes del lquido obtenido,10 partes de solucin de goma arbiga y media parte de cido fosfrico7.
En su primer trabajo, Manual de Litografa (Hermann Blume, Madrid,1986), Vicary cita solamente un mordiente a base de cido tnico y goma arbigasin usar el cido fosfrico y sin especificar la proporcin. De la misma forma aludeal posible uso del cido crmico y la aceptacin que tuvo dentro del campo de lalitografa sobre metal. Pero este cido produce un peligrossimo efecto en la pielllamado corrosin crmica o envenenamiento crmico, que ataca progresiva-mente los tejidos humanos8. Son sales que se usaron para el curtido del cuero y suaccin es similar a la del cido tnico pero de efecto ms definitivo. Por su toxicidadno es en absoluto recomendable.
As pues, una vez conocidos los ingredientes, el autor propone las siguien-tes frmulas:
1 VICTORY ETCH (Acido tnico)1a 1 parte de V.E 8 de goma arbiga1b 2 partes de V.E. 1 de agua (para dibujos fuertes)1c 1 parte de V.E 1 de agua
2 AGUM O (goma arbiga pura) y AGUM Z (mordiente)
7 Op. cit. VICARY, Richard Advanced Lithography, Thames and Hudson, London, 1977, p. 27.8 El envenenamiento crmico est ampliamente explicado por Paul J. Hartsuch en
Chemistry of Lithography, Lithographic Technical Foundation, Londres 1972, p. 135 Es una sustan-cia altamente recomendada para su uso litogrfico pero que ha tenido que ser abandonada con elpaso de los aos por sus graves perjuicios para la salud.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5720
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.2
1
3 ATZOL (cido glico y goma)1 parte de Atzol 1 parte de agua
4 HANCO
5 CIDO FOSFRICO5a 1 parte de cido fosfrico 10 de goma arbiga5b 10 onzas de cido fosfrico 30 onzas goma arbiga y 1/2 onza de tnico
6 GALL NUTS20 partes de fluido 10 de goma 1/2 cido fosfrico
7 GOMA ARBIGA Acido tnico
8 GOMA ARBIGA Acido crmico
ANTREASIAN, G.Y ADAMS, C THE TAMARIND BOOK OF LITHOGRAPHY: ART AND TECH-NIQUES, H.N.ABRANMS INC. PUBLISHERS, NEW YORK, 1971
TABLA DE MORDIENTES PARA PLANCHAS DE ALUMINIO
TIPO DE DIBUJO PROPORCION DEL MORDIENTE DURACION
Lpiz o barra Nmeros 4 y 5 75% Goma Arbiga 25% Sol. Stock 30-45 s.
Lpiz o barra dureza media: nmeros 4 y 3 50% Goma Arbiga 50% Sol. Stock 30-45 s.
Lpiz o barra oscuros: nmeros 1 y 0 100% Sol. Stock 1 m.
Tinta de Frotar 25% Goma Arbiga 75% Sol. Stock 45 s. a 1 m. y medio
Slidos fuertes y lneas (Tusche) 75% Goma Arbiga 25% Sol. Stock 30-45 s.
Aguadas claras (Tusche mezclado con agua) 50% Goma Arbiga 50% Sol. Stock 30-45 s.
Aguadas claras (Mezcladas con disolvente) 75% Goma Arbiga 25% Sol. Stock 30-45 s.
Aguadas medias (diluidas en agua) 50% Goma Arbiga 50% Sol. Stock 45-60 s.
Aguadas medias (diluidas en disolvente) 25% Goma Arbiga 75% Sol. Stock 1 a 2 m.
Aguadas oscuras (diluidas en agua) 100% Sol. Stock 1 a 2 m.
Aguadas oscuras (diluidas en disolvente) 100% Sol. Stock o una Sol. de PH 2 1 a 2 m. 30-45 s.
La Solucin Stock o solucin reserva est compuesta de goma arbiga ycido fosfrico, hasta conseguir un PH de 2,5. La goma arbiga pura tiene de PH4,0. Su proporcin exacta es:
cido fosfrico al 85%, 2 onzas y media.Goma arbiga (14 Ba.), 3/4 de galn.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5721
-
MA
RA
DEL
MA
R B
ERN
AL
22
El proceso seguido por el Tamarind es de dos mordidos, habindose con-vertido en referencia de gran parte de la literatura litogrfica, y por ende, de lamayora de los talleres de impresin,
Otras soluciones ofrecidas son:
1. cido fosfrico (85%)20cm3, Nitrato amoniacal, 11,5 grs y arbiga 1.000 cm3
Esta frmula es de 11 Baum y PH 2,8.
2. cido fosfrico (85%) 31 cm3 Goma arbiga (14Ba.) 1000 cm3
Esta frmula es de 10 Baum y PH 2,0.
3. cido fosfrico (85%) 2 onzas Goma arbiga (14 Ba.) 1 galnEsta frmula tiene 13 Baum y PH 3,0.
Otra frmula que presenta el texto est extrada del mbito industrial y esuniversalmente conocida como el mordiente 1:32, es decir, una parte de cido fosf-rico a treinta dos partes de goma arbiga. Por ltimo, el producto industrial usadopor este centro es el 54 Pro-Sol Fountain Solution9.
Es imprescindible nombrar la ltima publicacin de esta fundacin con-cerniente a planchas de aluminio. Puesto que esta ltima separata asienta sus basessobre el captulo de este texto no se exponen de nuevo: AA.VV Aluminum platelithography, Tamarind Institute, New Mexico University, Alburquerque, 1999 ase-quible en la pgina www.unm.edu/~tamarind/aboutus.html
TRIVICK, HENRY H. AUTOLITHOGRAPHY, FABER AND FABER, LONDON, 1960
Henry Trivick destaca la idoneidad de los mordientes comerciales que de-ben ser usados segn las instrucciones del fabricante. Como frmulas ideales parapreparar en el estudio cita:
1. 6 a 8 gotas de cido fosfrico 1/2 pinta de aguaEs uno de los llamados mordientes al agua de los que ya hablaremos msadelante. Se mezcla completamente la solucin con una varilla de vidrio,y aplicada sobre la plancha producir una capa adherida de fosfato dealuminio.
2. Nitrato amoniacal y bifosfato amoniacal a partes iguales.
9 ANTREASIAN, Garo Z y ADANSM Clinton. The Tamarind book of lithography: art and tecniques,Harry N. Abrams, Inc. Publishers, New York, 1971. Ms descripcin sobre este producto la encon-traremos en la pgina 147 del texto.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5722
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.2
3
HARTSUCH, PAUL J.CHEMISTRY OF LITHOGRAPHY, LITHOGRAPHIC TECHNICAL FOUN-DATION, INC., LONDON,1972
Hartsuch cita tambin el mordiente 1:32:
Un buen mordiente desensibilizador para planchas de aluminio es el mordiente1:32, el cual consiste en una parte de cido fosfrico al 85% en 32 partes degoma arbiga. Esta solucin tiene un PH de aproximadamente 1,8 a 2,0, y aunquees demasiado cida, no es daina para este tipo de planchas, probablemente por-que la plancha est recubierta por una capa de xido de aluminio que reaccionamuy lentamente con este tipo de mordiente10.
Un aspecto muy interesante del texto destaca las pruebas realizadas consoluciones alcalinas: Se encontr tambin que el aluminio (y el cromo) pueden serdesensibilizados con soluciones alcalinas de goma arbiga o goma celulsica. Se haobtenido una desensibilizacin satisfactoria con mordientes que contienen un PHtan alto como 9.0 y 10. En tales mordientes la goma desensibilizadora se encuentrasiempre en forma de sales11.
JONES, STANLEY. LITHOGRAPHY FOR ARTISTS, OXFORD UNIVERSITY PRESS, LONDON,1974
Para el mordido de las planchas, Jones establece una clasificacin de dostipos de mordientes: primero, aquellos realizados a partir de sustancias orgnicastales como el que se produce con la decoccin del tanino, y segundo, los que son deorigen inorgnico, en los que se encuentran principalmente todos los productoscomerciales. Distingue tambin las dos formas de aplicar las soluciones, bien dilui-das en agua, bien en goma. Entre los productos comerciales recomienda el uso deAtzol, Prepasol y los productos Agum Z y Agum O.
10 Ibidem 7, p. 129. Con respecto a la terminologa usada debe apuntarse que, al derivar detratados anglosajones, en espaol encontramos diferencias de uso. Por ejemplo, Faux aludir al tr-mino desensibilizar como un trmino utilizado para denotar dos distintos efectos producidos enla superficie de la plancha litogrfica: a/ para hacer la superficie de la plancha insensible a la tinta y b/para formar una capa hidrfila sobre la superficie de la plancha. El traductor al espaol de la obrafrancesa de Faux es ngel Snchez Gmez . El mismo caso ocurre con la traductora Catalina Mart-nez del texto ingls de Richard Vicary, Lithography, quien nombrar este proceso como resensibili-zado, trmino que nosotros utilizamos para la despreparacin. Lo cierto es que vocablos comoacidulado, preparacin, mordido, preparado, desensibilizado o sensibilizado son usados para definirel efecto a que nos referimos en este artculo.
11 Ibidem, p. 130.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5723
-
MA
RA
DEL
MA
R B
ERN
AL
24
GRIFFITS, THOMAS E. THE TECHNIQUE OF COLOUR PRINTING BY LITHOGRAPHY, FABERAND FABER, LONDON, 1948
Recomienda el uso de Atzol y Aguafuerte Victoria.
SAFF, DONALD Y SACILOTTO, DELI. PRINTMAKING: HISTORY AND PROCESS, HOLT,RINEHART AND WINSTON, INC.,USA,1978. ( LITHOGRAPHY. CAPS. 5 Y 6)
1. Una onza y media de cido fosfrico Medio galn de goma arbiga.
Segn estos autores, un PH cercano a 3 es el valor ideal para los mordientessobre planchas, aunque la que proponen tiene un PH de 1,8 a 2,2 al igual querecomienda el Tamarind, se usar como solucin reserva. Puede utilizarse sin diluirpara los trabajos de barra o lpiz muy oscuros y para todos los de tusche. Para lasaguadas delicadas se debilitar aadiendo goma arbiga pura.
De entre los productos comerciales destacan el preparado Pro-Sol combina-do con goma arbiga, dando las proporciones de partes iguales para dibujos fuertesy 25% de Pro-Sol y 75% de goma para dibujos ms delicados.
La tabla general de mordientes para aluminio que proponen es de similarescaractersticas a las que ofrece el Tamarind:
A = Solucin de Goma Arbiga Pura, PH 4,0 a 4,5.S = Solucin reserva de medio galn de Goma Arbiga (14 Baum) y onza y media
de cido fosfrico.
MATERIAL DE DIBUJO FUERZA DEL DIBUJOCLARO MEDIO FUERTE
Barra y lpiz 5, 4 A-75% A-75% A-50%S-25% S-25% S-50%
3, 2 A-50% A-50% A-25%S-50% S-50% S-75%
1, 0, 00 A-25% A-25% A-20%S-75% S-75% S-80%
Aguadas con tusche lquido o barra disuelta en agua A-25% A-50% A-10%S-75% S-50% S-90%
Aguadas con tusche barra disuelta en litotina A-50% A-25% S-100%S-50% S-75%
Tinta de frotar A-80% A-50% A-25%S-20% S-50% S-75%
Tinta autogrfica zincogrfica o tusche en spray A-75% A-50% A-40%S-25% S-50% S-60%
Tinta autogrfica trabajo lnea o tintas planas A-80% A-60% A-60%S-20% S-40% S-40%
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5724
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.2
5
CUMMING, DAVID. A HANDBOOK OF LITHOGRAPHY, ADAMS AND CHARLES BLACK,LTD., LONDON, 1948
cido fosfrico al 20% 1 onza. Goma arbiga 10 onzas.
FAUX, IAN. LITOGRAFA MODERNA. ACRIBIA, ZARAGOZA, 1977
cido fosfrico al 85% 40 cm3 Agua 1.000 cm3
TRIVICK, HENRY. AUTHOLITHOGRAPHY, FABER AND FABER, LONDON, 1960
Solucin saturada de cido oxlico 5 partes Agua 100 partes
Aunque produce buenos resultados, en mi opinin debera tambin descar-tarse el uso del cido oxlico ya que es un poderoso veneno por inhalacin.
HACKING, NICHOLA. PRACTICAL PRINTMAKING, WINCHMORE PUBLISHING, LONDON,1983
Tambin establece la diferencia entre mordientes al agua y mordientes a lagoma. De los primeros destaca el uso del Aguafuerte Victoria. De los segundos elAtzol (cido glico y goma) y el Agum Z (1 ml de cido fosfrico por 50 ml degoma) en conjuncin si se desea con Agum O. Para aquellos preparados en el estu-dio, se har uso de la goma arbiga con pequeas adiciones de cido fosfrico,glico o tnico.
KNIGIN, MICHAEL Y ZIMILES, MURRAY THE TECHNIQUE OF FINE ART OF LITHOGRAPHY,VAN NOSTRAND REINHOLD, NEW YORK, 1977
Estos dos autores proponen la misma tabla de mordiente para el aluminioque el Tamarind. Tambin es de gran inters cmo explican de forma concisa losdiversos pasos del procedimiento, incluyendo el lacado, por lo que este manual serecomienda a los artistas que se inician.
BANISTER, MANLY LITHOGRAPHIC PRINTS STERLING PUBLISHING CO, INC, 1972
Media onza de cido fosfrico al 20% Cinco onzas de goma arbiga.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5725
-
MA
RA
DEL
MA
R B
ERN
AL
26
RIDDEL, GEORGE. A PHYSICO-CHEMICAL STUDY OF CERTAINS ASPECTS OF LITHOGRAPHICPRINTING, THE LONDON SCHOOL OF PRINTING AND KINDRED, TRADES ANDBELLERSEA POLYTECHNIC, LONDON, 1929
1. Acido sulfrico 1 parte Agua 10 partes2. 4 onzas de cido fosfrico al 20% Cuarenta onzas de goma arbiga
OTRAS SOLUCIONES DE PROCESADODE PLANCHAS DE ALUMINIO
Puede comprobarse que la diversidad de soluciones expuestas es slo apa-rente ya que la mayora se fundamentan en la goma arbiga y el cido fosfrico y/otnico, oscilando en valores de PH entre 2 y 2.5. Existe otra forma distinta deprocesado litogrfico con sales que, aunque est poco extendido, creo convenientenombrar para completar el trabajo de recopilacin12. Obsrvese que, igualmente,precisa de la goma arbiga:
1. En una pila o fregadero vertemos la solucin al 15% sobre la plancha sin frotar,y esperamos de un minuto y medio a dos minutos.
2. Enjuagar abundantemente con agua.3. Secar muy bien, de lo contrario perderemos todo el dibujo al aplicar la siguiente
capa de goma.4. Engomar con goma arbiga pura, dejando una capa muy fina y uniforme.5. Secar.6. Aplicar betn.
Si en este momento la plancha estuviese muy oscura querr decir que lasolucin de sales era muy dbil, por lo que deber morderse de nuevo, estavez con la proporcin del 4%.
7. Lavar.8. Aplicar otro bao de sales y repetir el proceso (secar, engomar y aplicar betn de
nuevo). Si la plancha hubiera estado en buenas condiciones en el paso n-mero 6, evitaramos el 6 y el 7 y continuaramos de la siguiente forma:
9. Tras la capa de betn, lavar con abundante agua hasta eliminar toda la goma.10. Entintar.11. Estampar.
12 Procedimiento realizado con sales Strecker: STRECKERSALZ, Strecker SALT for etchingof zinc and aluminum plates, asequibles en Espaa. Las sales mordientes son muy distintas a la sal dealumbre usada en la despreparacin, por lo que no debe confundirse. La proporcin adecuada deesta marca es de 40 mililitros en un litro de agua. Tras esto y debido a su fortaleza, se tomar de ununo a un cuatro por ciento, segn dibujo, para el primer mordido.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5726
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.2
7
PROCEDIMIENTO CON PREPARADOSINDUSTRIALES A BASE DE GOMA ARBIGA
Son muy tiles para talleres de facultades ya que el alumno se desentiendede la preparacin del mordiente. El procedimiento usado es de dos mordidos; sedescribe brevemente
1. Tras haber dibujado y entalcado la plancha, se aplica una capa muy fina con lagoma rojiza13. Para ello se puede usar una esponja natural.
2. Secar.3. Limpiar la imagen con Corneln o Betn de Judea.4. Lavar la plancha con abundante agua.5. Pasar el rodillo con tinta de reporte o la correspondiente de entintar. Pasar unas
dos o tres veces.6. Secar la plancha.7. Aplicar talco.8. Aplicar la goma verdosa (mordiente) durante un minuto aproximadamente. Con
un pincel se pueden repasar las zonas ms oscuras.9. Lavar la plancha.10. Engomar de nuevo con la goma rojiza.11. Dejar una pelcula muy delgada y dejar reposar unas cinco o seis horas antes de
la impresin.12. Cuando la tomemos para estampar, lavar la tinta con trementina y betn.13. Lavar la goma de la plancha.14. Entintar y estampar.
ANLISIS METODOLGICO DEL PROCESADO
A continuacin se razonan exhaustivamente los pasos que requiere el sensi-bilizado de una plancha de aluminio, eligiendo para ello el procedimiento de dosmordidos. No soy partidaria en desglosar las frmulas de las soluciones mordienteshasta los extremos que propone el Tamarind ya que cada artista, tanto en su laborde dibujante o pintor como en su labor de estampador, funciona como un universonico y la manera de dibujar o la forma de aplicar los mordientes, la pericia y lahabilidad con que son secados, la composicin del agua o el estado de la tinta sonalgunas de las mltiples variables que afectarn al proceso, y por ende, a la cantidad
13 Cada casa suele dar un color distinto a los productos. ste corresponde a la marca Streckery no se ha omitido para darle claridad al texto, ya que as es como aparece en todo los manuales. Sepael lector que lo fundamental es distinguir entre la goma arbiga pura y el mordiente. La rojita esgoma arbiga pura.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5727
-
MA
RA
DEL
MA
R B
ERN
AL
28
de cido por verter en la solucin. Dar valores que deben entenderse como ejem-plares insistiendo en los fundamentos de cada paso para adaptar el proceso a cadaforma de trabajar. Hubiera sido interesante dar una visin pedaggica de lo expues-to, ilustrndolo con los distintos procedimientos usados en algunos talleres y facul-tades, tanto espaolas como extranjeras, pero no dispongo ahora mismo del espaciorequerido para ello, optando por desglosar el procedimiento general. Las formas detrabajo varan en el mismo sentido que se han ido explicando en el texto.
PROCEDIMIENTO DE DOS MORDIDOS
Es importante tener todos los utensilios preparados para su uso inmediato(soluciones y material para aplicarlas, recipientes con el agua, papel y tinta).
1. Mordido de la plancha con sales para eliminar el dibujo anterior. Previamentehabremos eliminado todo el exceso de tinta con benzol. (Si procede).
2. Despreparacin (si procede).3. Lavar con agua, tanto si se ha procedido a la despreparacin como si no. Quitar
todo resto de suciedad en la plancha.4. Secar completamente.5. Aplicar talco.
El talco (silicato de magnesio deshidratado) y la resina (colofonia) son de-nominados en el campo litogrfico como acidorresistentes. Se emplean para pro-teger la imagen antes de acidular la plancha. En el caso del aluminio es suficiente eluso del primero ya que la segunda, si no est bien molida, podra daarlo porabrasin.
Puede establecerse que sus funciones son tres:
en primer lugar como protector del dibujo, preservndolo del polvo y suciedadambiente una vez que se ha completado la fase de dibujar. Si no se va aprocesar inmediatamente, se resguardar adicionalmente con un papel deseda;
en segundo lugar, deca, como acidorresistente. Su misin consiste en proteger elmetal para que los cidos contenidos en la goma no lo ataquen tan directa-mente;
en tercer lugar, y fundamental, se encarga de reducir la tensin superficial de laplancha. El trmino de tensin superficial alude a la resistencia que oponela superficie de la plancha a ser humedecida y se mide por el ngulo decontacto que forma una gota del fluido con la superficie. Si se aplicara lasolucin mordiente sin l, la goma se agrupara en gotas demasiado grue-sas para poder formar una pelcula delgada y uniforme. A ello se unira lanaturaleza grasa de la tinta que tendera a rechazar an ms esta capahdrica.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5728
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.2
9
Para aplicarlo se aconseja no verterlo directamente sobre la plancha, no sloporque se desperdicia material, sino porque un exceso disminuira la capacidaddesensibilizadora de la goma. Lo mejor es que se almacene en un recipiente de bocaancha lo suficientemente holgado para que quepa la mano. En l introduciremosuna bola bien grande de algodn, cuidando de cambiarla cuando se ensucie. Setomar esta bola impregnada de polvo talco y se pasar suavemente sobre toda lasuperficie.
Si se diera el caso de que hubisemos puesto demasiado, nunca se eliminarsoplando, ya que los puntos de saliva son unos de los principales responsables desuciedad. Debe guardarse el envase bien cerrado.
6. Aplicar el primer mordido.Recurdese en este punto que hay que tener muy claro el proceso que se va
a seguir (uno o dos mordidos) para determinar la fuerza del mordiente. Atendiendoa criterios de calidad y simplicidad, se analizan por orden de preferencia los dossiguientes tipos de acidulado:
Primero soluciones industriales tipo Agum o Strecker (segn manuales)sustituibles por cualquier otro a base de goma arbiga estabilizada. Como primermordido se usa la goma pura y, como segundo, el mordiente ya preparado en solu-cin cida de PH entre 2 y 2,5. Si al principio de familiarizarnos con el trabajo sedudara de la fuerza de ste, se irn compensando ambos, es decir: imaginemos undibujo muy delicado para el que la fuerza del mordiente tal y como viene de fbricapueda ser demasiado cido. Slo basta aplicar por esa zona goma arbiga pura einmediatamente verter la segunda solucin de manera que la primera acte comoamortiguante. Lo mismo puede hacerse en caso contrario: si un negro profundo norespondiera a la fuerza establecida bastara insistir en esa zona con un pincel paraestimular el efecto de los cidos. Si el problema se extendiera a la plancha completase compensara con dos acidulados.
Se ha comprobado que cuando se trabajan las planchas con productos co-merciales, suelen darse con ms frecuencia errores por defecto de solucin que porexceso. Tngase en cuenta que el aluminio que manejamos, en su defecto de retenerpoca agua, es muy receptivo a la grasa y muchas veces se piensa que el mordiente vaa ser demasiado fuerte para el dibujo, pero lo ms probable es que haya que com-pensar su fortaleza, aumentndola, durante el segundo acidulado. No obstante, laexperiencia ser la que dictamine un buen resultado. Tras pocas pruebas, incluso aveces innecesarias con este tipo de productos, se determinar con facilidad la canti-dad de mordiente a utilizar.
La segunda forma recomendada es establecer tres fuerzas de mordiente abase de cido fosfrico, tnico y goma arbiga (en el caso de que no contemos conAtzol o similar) hasta alcanzar en soluciones distintas un PH de 2 (fuerte), 2,5(medio) y goma arbiga pura (dbil).
Una vez preparada la solucin, se pone la cantidad justa en el centro de laplancha y se procede a extenderla para que cubra toda la superficie.
Muchos litgrafos usan una esponja natural para la aplicacin de las solu-ciones y podra pensarse que ningn tipo de qumica est conectada con el uso de
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5729
-
MA
RA
DEL
MA
R B
ERN
AL
30
este material pero, segn Harstuch, se encontr en el laboratorio de investigacinLTF (L.T.F. Research Progress N 24, Dec, 1951)14 que el uso de una esponja natu-ral nueva en la aplicacin del mordiente de la plancha incida directamente en elempastamiento de sta: Otra esponja similar se sumergi en agua destilada duran-te 15 minutos. Cuando se sac el PH del agua estaba entre 11 y 12. Esto indica queuna considerable suma de material alcalino se haba disuelto de sta. Las esponjascontienen tambin restos de animales marinos y conchas. Tales conchas estn com-puestas fundamentalmente de carbonato clcico insoluble en agua que reaccionarqumicamente con el cido del mordiente. El resultado es una neutralizacin par-cial de ste, perdiendo cualidades como agente desensibilizador. En orden a preve-nir problemas de este tipo, una esponja natural nueva debera ser sumergida en unasolucin despreparadora de cido clorhdrico (1 onza por galn) que neutralice sualcalinidad. No todas las esponjas producirn este problema ya que algunas sontratadas con una solucin cida antes de ser vendidas.
Una vez preparada, si procediese, debe mantenerse siempre muy limpia.Otros litgrafos hacen uso de una bola de algodn y otros lo extienden con lamisma mano, cuidando que la palma est libre de toda materia grasa, sobre todo derestos de tinta.
La fase ms crtica comienza a la hora de dejar la goma reducida a unapelcula delgada y uniforme sobre la superficie. Algunos artistas tiene el hbito deaplicar el mordiente dejndolo en la plancha sin secar durante medio minuto oms, y luego lavarlo con agua, pero debe saberse que se obtiene una mejordesensibilizacin con aqul que se ha secado. Este efecto no fue conocido hasta queJoanne Lindgren Heal midi la suma de goma arbiga y goma celulsica que seadsorba en una plancha de zinc graneada. (A Method for Measuring the Amountof Gum Adsorbed on Zinc Lithographic Plates, Proceedings of Eighth AnnualMeeting, Technical Association of the Graphic Arts, 1956, pp. 189-19515.) Susresultados mostraron que se adsorba ms cantidad de goma arbiga si el mordienteera secado sobre la plancha en vez de ser lavado.
Para reducir la pelcula de goma se usarn trapos de algodn hechos unaespecie de almohadilla suave y lisa y completamente limpios. El procedimientodebe hacerse cuidando de no dejar ninguna zona ms gruesa que otra ya que elmordiente seguir actuando hasta que se seque, produciendo una diferencia en eltiempo de aplicacin que deja marcas muy caractersticas en la imagen. Los traposde fibra sinttica son poco absorbentes y muy propensos a crear este tipo de proble-mas. Se har rpido, sin presionar apenas, buscando continuamente las zonas secasdel trapo que se mover en distintos sentidos de forma continua y uniforme (envertical, en horizontal y en las dos diagonales). Basta mirar la plancha con luz rasan-te para observar si se est haciendo correctamente.
14 Op. cit. Ibidem.15 Ibidem, p. 134.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5730
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.3
1
Algunos litgrafos recomiendan que, tras haber aplicado el primer mordi-do, la plancha debe dejarse reposar durante unas horas para que adquiera una mejordesensibilizacin, pero otros impresores temen que siga existiendo cierta reaccinqumica una vez que se ha aplicado el mordiente. Son diversas las teoras que exis-ten al respecto. En mi propia experiencia he comprobado que las planchas que sehan guardado con el mordiente sobre su superficie pierden vigor al recuperarlas, noas aquellas que conservamos con goma arbiga pura para una posterior reutiliza-cin. Es probable que si bien el cido arbigo contenido en la goma no tiene efectoalguno sobre la imagen una vez que se ha secado, s lo tienen los otros cidos queestn contenidos en las soluciones, por lo que se debe dejar reposar la plancha esetiempo slo si el primer mordido est libre de cido aadido.
Es importante recordar que en este momento del proceso no debe caer aguao sustancia hidrfila en la plancha, ya que diluir la capa de goma y la imagenquedar daada. Atencin a los restos que se acumulan debajo de la matriz, losbordes anchos ayudan a evitarlo.
7. Lavado del dibujo.Consiste en eliminar a travs de la capa de goma seca los materiales del
dibujo, o lo que es lo mismo, borrar la imagen soluble sin adsorber que resta en lasuperficie del metal.
LAS BASES
El lavado del dibujo se hace con un material disolvente, trementina o litotina,y en l suele mezclarse lo que se llaman las bases de impresin. Esta base se entiendecomo un refuerzo que se aplica a las zonas de imagen y su misin es sustituir losmateriales de dibujo y reforzar la capacidad encrfila de estas zonas. Esto es: mu-chas veces ocurre que al morder la superficie litogrfica los negros toman bien latinta mientras que los grises ms claros se resisten y la receptividad de la imagenlitogrfica es directamente proporcional a la cantidad de sus depsitos grasos (porlo que depsitos muy fuertes tendern a atraer la tinta del rodillo ms rpidamenteque los dbiles). De aqu que, durante el entintado, las zonas oscuras aparecern almomento muy cargadas de tinta mientras que los grises ms claros no alcanzarn suplena tonalidad hasta, al menos, la tercera impresin. La base fortifica los depsitosgrasos e iguala la receptividad evitando los perniciosos sobreentintados.
El asfalto lquido o Betn de Judea es el producto ms usado. Cuando seaplica a la imagen la fortalece, dejando una capa adherida altamente receptiva a latinta. El Corneln es otro producto de frmula universal compuesto a base dedisolventes, goma arbiga y asfalto, similar al betn. Su diferencia radica en que noprecisa ser secado para eliminarlo. La Tinta Triple, muy extendida en Norteamri-ca, es otra base de similares caractersticas. Ambos son poco frecuentes en Espaa.
El disolvente ms recomendable para eliminar el dibujo es la esencia detrementina. Debe evitarse por completo cualquier sucedneo de aguarrs que pue-dan debilitar, e incluso destruir, las barreras entre las zonas con y sin imagen y
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5731
-
MA
RA
DEL
MA
R B
ERN
AL
32
causar suciedad o empastamiento. La Litotina es una especie de aguarrs de lujomuy nombrada en los manuales anglosajones y relativamente fcil de adquirir enEspaa que presenta ventajas frente a otros productos: aunque la trementina esexcelente para quitar la tinta, es un irritante para la piel y algunas personas suelensufrir dermatitis cuando estn en contacto repetido con este producto. sta fue lacausa para que R.F. Reed y el doctor Anthony George, personal de investigacin dela Fundacin Tcnica Litogrfica, crearan este sustituto en 1933. La litotina consis-te en una mezcla de aceite de pino, y una pequea cantidad de aceite de castor yster aadido a una cantidad mayor de petrleo destilado tal como V.M. y P., odisolvente Stoddard americanos16. Segn Hartsuch, El aceite de pino confiere a laLitotina aproximadamente las mismas propiedades disolventes de la trementina. Lapequea cantidad de aceite de castor y goma ster (3,7%) dejan un residuo novoltil cuando se evapora. Este residuo es resistente al agua, receptivo a la tinta y nose seca nunca. Por ello la Litotina supera a la trementina y adems cuenta con lagran ventaja de no ser demasiado irritante para la piel17.
PROCEDIMIENTO
Nunca se debe aplicar el betn de Judea directamente sobre la plancha, sinoque se har mediante un trapo suave de algodn, nunca fieltro o tejido abrasivopara no daar el dibujo, previamente impregnado en esencia de trementina (olitotina). La cantidad de betn y trementina debe ser proporcional al tipo de dibujoque hayamos realizado; si ste es muy claro, habr que aumentar la proporcin delbetn, y si es fuerte y oscuro, reducirla. En casos de aguadas no suele ser necesarioporque engrasara demasiado la imagen, produciendo frecuentes problemas de em-pastamiento. Una vez impregnado el trapo, se aplicar a toda la zona de imagenmediante movimiento circulares con presin mnima para no daar el dibujo alfriccionarlo. Si la capa de goma est aplicada correctamente no deben presentarseproblemas.
A pesar del uso recomendado, no soy partidaria de aplicar este producto entodos los casos, mxime en planchas de 220 porque es un factor que aumenta lareceptividad a la grasa de la matriz. Solamente se usar cuando la imagen comiencea aclararse y haya que reforzarla. Por ltimo, digamos que cuando se eliminen losmateriales de dibujo no es recomendable dejar la plancha desprovista de algn pro-tector, por lo que se proceder de forma inmediata al humedecido y entintado.
16 En el caso espaol este producto corresponde al limpiador de rodillos y mantillas decaucho de la industria offset, un ejemplo podra ser el Limpiador AS-2, un derivado del petrleoexento de hidrocarburos clorados.
17 Ibidem p. 325.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5732
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.3
3
8. Dejar secar completamente la capa de betn. Si no se sigue esta indicacin, sermuy difcil eliminar la capa de goma ya que ambos materiales (goma ybetn o grasa y agua) se mezclaran ensuciando la plancha y dificultando suposterior lavado.Aqu debe reiterarse una llamada fundamental a la limpieza de los materia-
les y sobre todo de los trapos. Imaginemos por un momento que un trapo mancha-do de goma, el que utilizamos en su momento para extender el mordiente, se usapara aplicar el betn. Sucede que se est aplicando un material hidrfilo, y cido enlas zonas de imagen en un momento que ni siquiera cuenta con la proteccin de losmateriales de dibujo. A la vez, la goma del trapo est disolviendo inadvertidamentela capa seca ya aplicada, y en las zonas blancas lo que se est haciendo es aplicarbetn. Estos descuidos metodolgicos pueden arruinar el trabajo de mucho tiempoen cuestin de segundos siendo una de las principales causas de error en el proceso.
9. Lavar la plancha.Consiste en eliminar con agua la capa de goma arbiga que, al desprenderse
del metal, arrastrar con ella el betn levemente adherido a las zonas sin imagen. Sitodo el proceso anterior es correcto, la plancha se lavar fcilmente quedando undibujo de color suave resultante de la mezcla de betn y trementina.
PROCEDIMIENTO
Tradicionalmente se suele hacer con una esponja de un tamao mediano.No es necesario que sea natural, las mejores son las sintticas tipo Spontex (porosas)de tamao rectangular. Las casas especializadas las venden en un tamao superior alque se puede encontrar en el mercado (15 11,5 5 cms) y ms que sus dimensio-nes a lo largo y ancho para facilitar la labor, importa su grosor. Se sumerge la espon-ja en uno de los recipientes que tendremos preparados y se baa la plancha conabundante agua. A continuacin se aclara la esponja y se vuelve a repetir el procesohasta que est bien limpia. El agua debe ser continuamente renovada y la esponjaaclarada. En talleres donde trabajan muchas personas existe en ocasiones bastantedescontrol y demasiadas prisas, y la litografa es una enemiga acrrima tanto de louno como de la otra. Si esta esponja o el agua sucia fueran utilizadas para el entintadosucedera de nuevo que se aplicara goma a la imagen desnuda, con las gravosasconsecuencias ya explicadas. Si se dispone de la infraestructura adecuada, lo mejores hacerlo con la ducha y abundante agua corriente.
10. Entintado de la plancha usando tinta de reporte.Siguiendo el procedimiento de dos mordidos, este paso consiste en preparar
de nuevo la imagen para el segundo acidulado. Si hubieran quedado restos de betnen las zonas sin imagen se proceder a hacer un entintado muy rpido y vigorosocon la mnima cantidad de tinta para eliminarlos. No olvidar ir alternando el hume-decido de la plancha con los movimientos del rodillo atendiendo especialmente a lacantidad de agua que se aplique, mnima, para evitar emulsiones con la tinta.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5733
-
MA
RA
DEL
MA
R B
ERN
AL
34
11. Secar la plancha.
12. Analizar con un cuentahlos la cantidad de tinta depositada en el dibujo.No hay que infravalorar esta actuacin pues ahora debe determinarse la
cantidad correcta de tinta que ha recibido el dibujo tanto para realizar las primeraspruebas y emitir los correspondientes juicios de valor como para aplicar el segundomordido. Cudese de que la plancha est bien seca ya que restos de humedad pue-den crear confusin en la visin con lupa.
13. Estampar las primeras pruebas.Suele ser normal que la estampa deseada salga a la tercera vez, si son dibujos
oscuros, o la cuarta si son claros; si aparece antes es probable que estemos sobreen-tintando el metal, si ocurre despus contmplese la presencia de algn fallo aconse-jndose la aplicacin de una base para resolverlo. En un 90% de los casos, si laplancha no ha sido sobremordida, se debe a que se tiene por costumbre entintar laplancha en el mismo lugar donde la hemos preparado. Los restos de goma, a vecesde betn y trementina, y el agua se introducen debajo de la plancha de manera que,al ejercer presin con el rodillo, estos restos salen de nuevo al exterior por los latera-les18. Sin darnos cuenta a la vez que aplicamos la tinta estamos aplicando goma yagua producindose una emulsin que impedir que la tinta se adhiera al metal. Ala vez la goma ejercer una funcin desensibilizante y desengrasante provocando unproblema irreversible.
14. Tras haber obtenido la prueba deseada, se entinta de nuevo la imagen comopara realizar otra estampa ms.
15. Secar la plancha.16. Aplicar talco.17. Aplicar el segundo mordido con la fuerza y tiempo determinado por el resulta-
do de las estampas realizadas.18. Lavar el dibujo con trementina (y en su caso mezcla de trementina y betn).19. Secar.20. Lavar con abundante agua.21. Estampar.
PROCEDIMIENTO DE UN MORDIDO
Confrontndolo a lo obtenido con otros procedimientos esta forma de aci-dulado reduce la complejidad y produce resultados satisfactorios para las planchas
18 Esto empeorar si el dibujo se halla muy cercano al borde, no se han engomado losmrgenes o se ha hecho con bandas muy estrechas.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5734
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.3
5
de grano fino en la mayora de los dibujos. Si en cualquier dibujo de zonas muycontrastadas tuviramos que debilitar la solucin, bastar con proteger las zonascon goma arbiga como se expuso en su momento. Para todos los pasos debenseguirse las indicaciones expuestas en el epgrafe anterior.
1. Lavar la plancha con abundante agua limpia.2. Secar.3. Proteger los mrgenes con goma arbiga.4. Dibujar.5. Aplicar talco.6. Aplicar el mordiente. Esta solucin est compuesta por
Goma arbiga estabilizada 2 onzascido fosfrico 12 gotascido tnico 10 gotas
Tiempo de aplicacin: veinte segundos ms tiempo de secado. Realizamosla operacin de secado con la ayuda de un secador elctrico. Tiempo aproximado:45 segundos.
7. Eliminar el dibujo con esencia de trementina y betn. Cantidad aproximada:80% de trementina y 20% de betn.
8. Lavar la plancha con abundante agua corriente.9. Eliminar el exceso de agua con la esponja limpia y escurrida.10. Proceder a estampar con el rodillo de piel o caucho manteniendo al mnimo el
agua aplicada a la plancha y la tinta del rodillo para evitar emulsiones.11. Lacar la plancha (si procede).
EL PROCESO DE LACADO
CONSIDERACIONES
El lacado consiste en aplicar a la imagen de la plancha una capa de laca muydensa que sustituye la materia grasa encargada de recibir la tinta pasando a ser labase de la impresin.
Este proceso slo es citado por libros muy exhaustivos de litografa inclu-yndolo siempre dentro de captulos dedicados a tcnicas especiales, por lo quesuele ser pasado por alto. Aunque es optativo, con l se logra una gran estabilidaden la edicin de la plancha; el lacado fortifica la imagen de manera que no slo laszonas de dibujo y las blancas quedan perfectamente definidas, evitando el frecuenteproblema del empastamiento, sino que tambin esta imagen puede ser repetidasveces mordida hacindose muy duraderas bajo severas condiciones de estampacin:aguadas que se empastan, lneas o manchas muy sensibles que desaparecen, texturasmuy cerradas, etctera. Es un proceso fcil que debera incorporarse al preparado
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5735
-
MA
RA
DEL
MA
R B
ERN
AL
36
habitual de las planchas de las que se deseara una edicin numerosa. No obstantedebe aclararse que, haciendo una equiparacin con los procesos electrogalvnicossobre la punta seca en calcografa, las tonalidades ms leves suelen endurecerse.
El llevar a la prctica este proceso tuvo su dificultad al no encontrar elproducto adecuado, ya que los autores que lo citan se mueven dentro de un merca-do de marcas difciles de adquirir en nuestro pas: Se prob con frmulas a base degoma laca y alcohol (proporcin 1/1) o goma laca ya preparada, lacas nitrocelulsicas,soluciones a base de resinas, laca de bombillas, etctera, hasta encontrar un prepara-do comercial destinado a la industria offset. Es una laca vinlica de color rojo muyoscuro y olor penetrante de consistencia parecida al esmalte de uas. Su denomina-cin es Laca AGFA COPYRAYD CR613b. Tambin se obtuvieron resultados conuna mezcla de toner de impresora y acetona, dejando una consistencia similar alesmalte.
PROCEDIMIENTO
Antes de lacar la plancha deberemos asegurarnos de haber tomado la prue-ba definitiva ya que, aunque posibles, las correcciones se hacen ms difciles.
1. Entintar, de nuevo, la imagen muy bien.2. Secar3. Aplicar talco.4. Aplicar una capa de goma muy fina5. Cuando est totalmente seca, lavar el dibujo con trementina.6. Tras haberlo eliminado, lavar la plancha con alcohol.7. Aplicacin de la laca: con un trapo de algodn blando y mediante movimientos
circulares, se extiende una capa muy delgada y uniforme del producto.Observaremos que la plancha toma un aspecto morado con las zonas deimagen en rosa.
8. Dejar secar durante diez minutos aproximadamente.9. Aplicar betn, ahora s (el betn se encargar de atraer la tinta con estabilidad).10. Lavar con abundante agua.
Es posible que la laca vaya desapareciendo de forma desigual. Si ocurre, sefrotar cuidadosamente con un cepillo hasta eliminar el mximo posible. Si an ascontina, con la plancha humedecida, ejerceremos un entintado rpido y enrgico,humedeceremos y volveremos a entintar y as sucesivamente hasta que desaparezcatotalmente. El rodillo ejercer un efecto de succin que limpiar toda la plancha(no debe usarse el rodillo de piel ya que se corre el riesgo de obstruir los poros conla laca). El rodillo de caucho funciona bien y posteriormente puede ser limpiado;igualmente debemos reponer la tinta ya que entre el agua y los restos de laca no seencontrar en buen estado para comenzar la estampacin.
Tras este proceso se contina estampando de forma normal con la tintaelegida para la edicin. Se notar que la imagen la recibe muy bien e, igualmente, la
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5736
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.3
7
transferir ms generosamente al papel. Cuidando el proceso se pueden obtenernumerosas pruebas sin deterioro alguno de la imagen.
LIMPIEZA Y PREPARACIN DE LOS BORDES
No puede abandonarse el sensibilizado sin hablar del correcto manteni-miento de los bordes durante la estampacin. A pesar del cuidado ejercido, estostienden a tomar mucha suciedad, bien en forma de manchas ms o menos grandes,bien en el mismo canto de la plancha como consecuencia de las pasadas del rodillo,al entrar ste en desnivel con la superficie donde est depositado. Ambos estadosdebern ser tratados convenientemente, siendo muy probable que en el segundocaso debamos limpiarlo cada vez que se proceda a realizar una estampa. Este ltimopuede evitarse trabajando sobre formatos de plancha grandes pero hay artistas aquienes les gusta el troquelado que deja la matriz sobre el papel.
En las planchas son muy comprometidas las marcas irregulares o araazosdejados con el cutter cuando se corta, ya que tienden a tomar tinta como si de unatalla en hueco se tratara, siendo prcticamente imposibles de limpiar. Por la mismarazn evitemos toda muesca en el borde.
Una buena solucin limpiadora funciona a base de una parte del mordienteempleado y cinco partes de agua. Cada vez que estampemos se aplicar con un restode mantilla, un trozo de fieltro de forma cuadrada o rectangular y tamao adecua-do para tomarlo con los dedos, y se limpiarn muy bien tanto las manchas como losfilos, doblndolo alrededor del borde. Con las sucesivas limpiezas iremos desensibi-lizando cada vez ms las zonas. Ntese que ahora son beneficiosas las propiedadesabrasivas del fieltro.
Existe tambin un producto muy solvente para la limpieza de este tipo demanchas en los bordes. Es un compuesto usado en el mbito industrial para au-mentar la sensibilizacin de las planchas offset de nombre ALU-ACTIVO. Puedeencontrarse en las tiendas especializadas de suministro de artes grficas.
Si la mancha es muy tenaz se aplicar esencia de trementina para diluir elgrueso de tinta y luego con un pincel pequeo y duro el Alu-Activo, esperandounos segundos hasta que desaparezca. Se retira con la esponja limpia, siendo lo msprobable que la mancha no vuelva a aparecer ya que esta sustancia se encargar dehidrosensibilizar el metal. Si la mancha estuviera muy cerca del dibujo, debemosabstenernos de aplicar trementina, ya que corremos el peligro de que lo estropee.En estos casos se usar slo el producto indicado ejerciendo una funcin abrasivacon el pincel.
No es aconsejable el tan extendido mtodo de aplicar cidos o mordientesmuy acidificados, ya que las sucesivas aplicaciones terminarn por deteriorar el gra-no, por lo que es probable que la zona comience a tomar tinta de nuevo al serincapaz de retener el agua.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5737
-
MA
RA
DEL
MA
R B
ERN
AL
38
BIBLIOGRAFA
ANTREASIAN, Garo Z. and ADAMS, Clinton. The Tamarind book of lithography: art and techniques.Harry N. Abrams, Inc. Publishers, New York, 1971.
ARNOLD, Grant. Creative lithography and how to do it. (1941) Dover P., New. York,1964.
BANISTER, Manly. Lithographic prints., Sterling Publishing CO, Inc., New York 1972.
BERNAL PREZ, Mara del Mar. Anlisis tcnico y metodolgico de la estampacin en aluminio (tesisdoctoral indita), Universidad de Sevilla, Sevilla, 1992.
CASALS, Ricardo Offset: planchas y mantillas. Publicaciones Offset, Barcelona, 1965.
CUMMING, David. A handbook of lithography. (1904) 3 Ed. Adams and Charles Black, Ltd., London.
FAUX, Ian. Modern lithography. Ed. MacDonal and Evans, Ltd. London, Traduccin al espaol porngel Snchez Gmez. Litografa moderna. Zaragoza, Acribia, 1977.
GRIFFITS, Thomas E. The technique of colour printing by lithography. Faber and Faber, London, 1948.
HACKING Nichola Practical printmaking.,.(Lithography, pp. 8 a 34) Winchmore Publishing, London,1983.
HARTSUCH, Paul J. Chemistry of lithography. (1942) 4 ed., Lithographic Technical Foudation, Inc.,London 1972. 4 ed. revisada y aumentada en 1961.
JONES, Stanley. Lithography for artists (1967) London, Oxford University Press, 1974.
KNIGIN, Michael and ZIMILES, Murray. The technique of fine art of lithography. (1970) Van NostrandReinhold, New York, 1977.
RIDDEL, George L. A physico-chemical study of certains aspects of lithographic printing. The LondonSchool of Printing and Kindred Trades and Bellersea Polytechnic, London, 1929.
SAFF, Donald y SACILOTTO, Deli. Printmaking: history and process. Holt, Rinehart and Winston, Inc.,EEUU, 1978. (Part III. Lithography, caps. 5 y 6).
SEWARD, C.W. Metal plate printing for artists and craftsman. The Pencil Points Press, Inc. New York1931.
TRIVICK, Henry H. Autolithography. London, Faber and Faber, 1960.
VELA, Gabriel. Tcnica del impresor y del litgrafo, Lit. Anel, Granada 1970. (2 ed.).
VICARY, Richard. The Thames and Hudson manual of advanced lithography., Thames and Hudson,London 1977.
AA.VV. Aluminum metal plates. Tamarind Institute. New Mejico University, Alburquerque (Mjico),1999.
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5738
-
EL P
RO
CES
AD
O L
ITO
GR
FI
CO
DE
PLA
NC
HA
S..
.3
9
Siguiendo el esquema de Ian Faux, puede comprenderse el comportamientode la molcula carboxilo (H-O-O-C) en goma arbiga.
(a) Esquema de plancha graneada con un ligero revestimiento de goma, no seca, sobresu superficie. Obsrvese la disposicin al azar de las molculas carboxilo.
(b) La superficie despus de secarse la goma y haber sido lavada con agua. Las molcu-las se han absorbido dejando las colas hidroflicas al aire.
a
b
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5739
-
MA
RA
DEL
MA
R B
ERN
AL
40
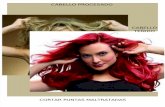
Esquema de la plancha durante el acidulado.
Arriba: capa de mordiente excesivamente gruesa.Abajo: capa de mordiente correctamente aplicada.
Dibujo.
Plancha.
Capa de mordiente
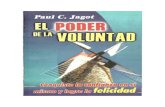
Paleta de aguadas realizada en aluminio de 220 con el procedimiento de un mordido.
CONCENTRADA 1: 35 1: 30 1: 25 1: 20 1: 15 1: 10
CONCENTRADA 1: 35 1: 30 1: 25 1: 20 1: 15 1: 10
CONCENTRADA 1: 70 1: 65 1: 60 1: 55 1: 50 1: 45
01 Mara del Mar Bernal.pmd 08/10/2007, 12:5740